Send Orders for Reprints to [email protected] Current Drug Delivery, 2014, 11, 000-000 1 1567-2018/14 $58.00+.00 © 2014 Bentham Science Publishers Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Ali Al-Khattawi 1 , Affiong Iyire 1 , Tom Dennison 1 , Eman Dahmash 1 , Clifford J. Bailey 1 , Julian Smith 2 , Peter Rue 1 and Afzal R. Mohammed 1 * 1 Aston Pharmacy School, Aston University, Birmingham, B4 7ET, UK; 2 Viridian Pharma Limited, Newport, NP18 2AB, UK Abstract: The successful development of compressed ODTs utilises low compression forces to create a porous structure whereby excipients are added to enhance wicking/swelling action or provide strength to the fragile tablet framework. In this work, a systematic investigation comparing materials from two different categories was employed to understand their functionality in binary mixture tablets of the most commonly used diluent mannitol. Cellulose based excipients such as HPC (SSL-SFP), L-HPC (NBD-022) and MCC (Avicel PH-102) were compared with non-cellulosic materials such as PEO (POLYOX WSR N-10) and Crospovidone (XL-10). Pure excipient properties were studied using Heckel Plot, com- pressibility profile, SEM and XRPD, whereas the prepared binary mixture compacts were studied for hardness, disintegra- tion time and friability. Results from our investigation provide insight into differences encountered in product perform- ance of ODT upon inclusion of additional materials. For example, non-cellulosic excipients Polyox and Crospovidone showed higher plasticity (Py values 588 and 450MPa) in pure form but not in binary mixtures of mannitol. Cellulosic excipients, nonetheless, offer faster disintegration (<30 sec) specifically L-HPC and MCC tablets. Disintegration time for tablets with fully substituted-HPC was prolonged (200-500 sec) upon increasing concentration between 1-10% due to ge- lation/matrix formation. It can be concluded that despite the reasonably good plasticity of both cellulosic and non- cellulosic excipients in pure form, the mechanical strength in binary mixtures is negatively impacted by the fragmentation/ fracture effect of mannitol. Keywords: Cellulose, Compaction, Crospovidone, Excipients, MCC, Mannitol, ODT, POLYOX. 1. INTRODUCTION Excipients are the building blocks used to formulate drug delivery systems and provide certain functionalities for the drug to maintain its efficacy, stability and safety [1]. The recent developments in the area of direct compression of orally disintegrating tablets (ODTs) involved the introduc- tion of excipients especially modified by physical or chemi- cal methods to achieve desired target product profiles such as fast disintegration in the mouth, good mechanical strength and acceptable friability levels [2]. A literature review of available research on cellulosic and non-cellulosic excipients over the last 20 years showed a significant shift in the use of excipients for the development of compressed orally disintegrating tablets from cellulosic- based excipients especially crystalline cellulose and mi- crocrystalline cellulose to the polyols mannitol, sorbitol and maltitol [2]. The main reason behind this shift was the desir- able mouth feel properties (creamy texture, cooling effect and sweetness) obtained using mannitol and its low hygro- scopic nature. Despite this, the introduction of new grades of cellulosic excipients e.g. Low-substituted hydroxypropyl *Address correspondence to this author at the Aston Pharmacy School, Aston University, Birmingham, B4 7ET, UK; Tel: 0121-204 4183; E-mail: [email protected] cellulose (L-HPC-NBD 022) and Hydroxypropyl cellulose (HPC-SSL-SFP) as well as non-cellulosic excipients e.g. Polyethylene oxide (Polyox N-10) for ODT formulation de- velopment continued as a result of the good mechanical functionality acclaimed for these excipients. Cellulose (Fig. 1) is the most abundant and renewable naturally occurring polymer or raw material presently avail- able [3]. Cellulose consists of repeating linear chains of an- hydrous D-glucose molecules linked by β(1→4)-glycosidic linkages. The abundance and easy accessibility of cellulose have driven its application in various industries such as the food, pharmaceutical and textile industries [3]. However, comparing the current applications of cellulose to its high abundance, it is obviously an under-utilized natural resource. The multiple hydroxyl groups in the cellulose polymeric backbone of excipients were reported to undergo inter- and intra-molecular hydrogen bonding which could impart crys- tallinity and a very rigid structure to the molecules [4]. Hydrogen bonding occurs between hydroxyl hydrogen and the oxygen atom in the glucose ring. When the hydroxyl groups of cellulose are fully or partly substituted by –CH 2 CH(OH)CH 3 groups, HPC or L-HPC is derived respec- tively; while MCC is a partially depolymerised cellulose obtained when cellulose is treated with mineral acids [5].

Send Orders for Reprints to [email protected] Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic
Mar 20, 2023
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Send Orders for Reprints to [email protected] Current Drug Delivery, 2014, 11, 000-000 1
1567-2018/14 $58.00+.00 © 2014 Bentham Science Publishers
Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic
Ali Al-Khattawi1, Affiong Iyire1, Tom Dennison1, Eman Dahmash1, Clifford J. Bailey1, Julian Smith2, Peter Rue1 and Afzal R. Mohammed1*
1Aston Pharmacy School, Aston University, Birmingham, B4 7ET, UK; 2Viridian Pharma Limited, Newport, NP18 2AB, UK
Abstract: The successful development of compressed ODTs utilises low compression forces to create a porous structure whereby excipients are added to enhance wicking/swelling action or provide strength to the fragile tablet framework. In this work, a systematic investigation comparing materials from two different categories was employed to understand their functionality in binary mixture tablets of the most commonly used diluent mannitol. Cellulose based excipients such as HPC (SSL-SFP), L-HPC (NBD-022) and MCC (Avicel PH-102) were compared with non-cellulosic materials such as PEO (POLYOX WSR N-10) and Crospovidone (XL-10). Pure excipient properties were studied using Heckel Plot, com-pressibility profile, SEM and XRPD, whereas the prepared binary mixture compacts were studied for hardness, disintegra-tion time and friability. Results from our investigation provide insight into differences encountered in product perform-ance of ODT upon inclusion of additional materials. For example, non-cellulosic excipients Polyox and Crospovidone showed higher plasticity (Py values 588 and 450MPa) in pure form but not in binary mixtures of mannitol. Cellulosic excipients, nonetheless, offer faster disintegration (<30 sec) specifically L-HPC and MCC tablets. Disintegration time for tablets with fully substituted-HPC was prolonged (200-500 sec) upon increasing concentration between 1-10% due to ge-lation/matrix formation. It can be concluded that despite the reasonably good plasticity of both cellulosic and non-cellulosic excipients in pure form, the mechanical strength in binary mixtures is negatively impacted by the fragmentation/ fracture effect of mannitol.
Keywords: Cellulose, Compaction, Crospovidone, Excipients, MCC, Mannitol, ODT, POLYOX.
1. INTRODUCTION
Excipients are the building blocks used to formulate drug delivery systems and provide certain functionalities for the drug to maintain its efficacy, stability and safety [1]. The recent developments in the area of direct compression of orally disintegrating tablets (ODTs) involved the introduc-tion of excipients especially modified by physical or chemi-cal methods to achieve desired target product profiles such as fast disintegration in the mouth, good mechanical strength and acceptable friability levels [2]. A literature review of available research on cellulosic and non-cellulosic excipients over the last 20 years showed a significant shift in the use of excipients for the development of compressed orally disintegrating tablets from cellulosic-based excipients especially crystalline cellulose and mi-crocrystalline cellulose to the polyols mannitol, sorbitol and maltitol [2]. The main reason behind this shift was the desir-able mouth feel properties (creamy texture, cooling effect and sweetness) obtained using mannitol and its low hygro-scopic nature. Despite this, the introduction of new grades of cellulosic excipients e.g. Low-substituted hydroxypropyl
*Address correspondence to this author at the Aston Pharmacy School, Aston University, Birmingham, B4 7ET, UK; Tel: 0121-204 4183; E-mail: [email protected]
cellulose (L-HPC-NBD 022) and Hydroxypropyl cellulose (HPC-SSL-SFP) as well as non-cellulosic excipients e.g. Polyethylene oxide (Polyox N-10) for ODT formulation de-velopment continued as a result of the good mechanical functionality acclaimed for these excipients. Cellulose (Fig. 1) is the most abundant and renewable naturally occurring polymer or raw material presently avail-able [3]. Cellulose consists of repeating linear chains of an-hydrous D-glucose molecules linked by β(1→4)-glycosidic linkages. The abundance and easy accessibility of cellulose have driven its application in various industries such as the food, pharmaceutical and textile industries [3]. However, comparing the current applications of cellulose to its high abundance, it is obviously an under-utilized natural resource. The multiple hydroxyl groups in the cellulose polymeric backbone of excipients were reported to undergo inter- and intra-molecular hydrogen bonding which could impart crys-tallinity and a very rigid structure to the molecules [4]. Hydrogen bonding occurs between hydroxyl hydrogen and the oxygen atom in the glucose ring. When the hydroxyl groups of cellulose are fully or partly substituted by –CH2CH(OH)CH3 groups, HPC or L-HPC is derived respec-tively; while MCC is a partially depolymerised cellulose obtained when cellulose is treated with mineral acids [5].
2 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
On the other hand, non-cellulosic based excipient polyox has a structure that is based on polyethylene oxide. A hydro-philic non-ionic polymer is obtainable in a wide range of molecular weights and is supplied as powders with free flow-ing properties [6]. The inclusion of these excipients (cellulosic and non-cellulosic) within ODT formulation may constitute a solution for the poor mechanical strength/high friability profile seen with mannitol based products [7]. There has been an influx of technologies involving the development of granulated/co-processed mannitol products to enhance its physical proper-ties. Although the use of directly compressible grades of mannitol may provide better mechanical properties, they only tackle a single aspect of ODT development challenges and can have implications on the cost of the finished product. Therefore, the incorporation of adjuvant excipients alongside mannitol, such as binders, disintegrants or combined systems of both is required. This study explains the tableting properties of novel cel-lulosic and non-cellulosic excipients used in the direct com-pression of ODTs. The characteristics of five excipients will be discussed: HPC (SSL-SFP) and L-HPC (NBD-022) repre-senting relatively new cellulosic excipients will be discussed with MCC as an established cellulosic excipient whereas polyethylene oxide (POLYOX WSR N-10) as a non-cellulosic excipient will be compared with Crospovidone. The work involves contrasting the different excipients within each category to elucidate the critical factors responsible for product performance e.g. structural similarity, porosity and tableting profiles. One important aspect of the work is study-ing the influence of excipient inclusion (at varying concen-trations) with mannitol on ODT hardness, disintegration time and friability. This will form a good reference for readers on optimal product properties attained at specific concentrations of excipients to allow informed choice of ingredients used in mannitol-containing ODTs.
2. MATERIALS AND METHODS
2.1. Materials
Hydroxypropyl cellulose (HPC-SSL-SFP) was obtained from Nisso Soda Co. ltd, Japan; low-substituted hy-droxypropyl cellulose (L-HPC, NBD-022) was obtained from Shin-Etsu Chemical Co (Tokyo, Japan), while D- man-nitol and magnesium stearate were purchased from Sigma –Aldrich (Pool, UK). Polyethylene oxide POLYOX® (WSR N-10) was provided from Colorcon (Dartford Kent, UK). Crospovidone (CrosPVP, Polyplasdone® XL-10) was ob-tained from Ashland (Wilmington, USA) and microcrystal-
line cellulose (Avicel® PH-102) from FMC Biopolymer (Philadelphia, USA).
2.2. Methods
2.2.1. Flow Properties of Excipients
2.2.1.1. Angle of Repose
The fixed height cone method was used for this test. A funnel was attached to a retort stand at a specific height and the powders were poured freely through the funnel until a conical heap was achieved. The height and diameter of the heap were measured. The angle of repose ѳ, which is the internal angle between the horizontal surface and the powder surface, was then calculated from the equation:
Tan! = 2 " height
diameter The test was performed in triplicate (n=3) for each ex-cipient and the mean angle recorded in degrees. 2.2.1.2. Bulk and Tapped Density
A specific weight (20g) of the sample was poured into a 100ml measuring cylinder attached to a Sotax tap density tester USP I apparatus (Allschwil, Switzerland). The initial volume (volume at zero tap or bulk volume) was recorded. The machine was set to vibrate and the volumes at 50, 100,150, 200 and 250 taps were obtained and recorded. This was repeated for all the samples. The tap and bulk densities, Hausner’s ratio and Carrs’ index were calculated for the samples using the equations below:
Tapped density = Mass of Powder
Final powder volume
Bulk density = Mass of Powder
Initial powder volume (at zero tap)
Hausner ' s ratio = Tap density
Bulk density
Carr ' s Index = (Tapped density ! Bulk density)
Tapped density"100
2.2.1.3. Particle Size Analysis
Particle size of powders was measured by laser diffrac-tion technique using particle size analyzer HELOS/BR and dry disperser RODOS with feeder VIBRI/L from Sympatec (Clausthal-Zellerfeld, Germany). The measuring range of the lens was 0 - 175 µm. Approximately 2 g of each powder was
Fig. (1). Molecular structure of cellulose [3].

Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 3
placed in the feeder tray and the run started at trigger condi-tion of 2% Copt for 10 sec with powder dispensing pressure of 3 bar. Volume mean diameter (VMD) was recorded for all four powders and all the measurements were carried out in triplicate (n=3).
2.2.2. Tablet Preparation and Characterization
HPC, L-HPC, MCC, Polyox and Crospovidone powders were individually compacted into 500 mg tablets under com-pression forces between 5 and 30 KN using a dwell time of 5 seconds. The tablet press utilized for preparing the tablets was a bench-top semi-automatic hydraulic press from Specac ltd. (Slough, UK) equipped with flat faced dies 13 mm in diameter. Dies were lubricated externally using magnesium stearate dispersed in acetone (5%, w/v). Binary mixture tablets were also prepared comprising each of the above excipients (at different working concentra-tions 0-10% w/w for HPC & L-HPC, 0-40% w/w for MCC and 1-5% w/w for Polyox & Crospovidone) with D-mannitol (varied conc. correspondingly) and fixed amount of magne-sium stearate (1%, w/w) then were characterized for hard-ness, disintegration time and friability. All tests were carried out in triplicates (n=3). 2.2.2.1. Heckel and Compressibility Profiles
Out-of-die Heckel profile was used to examine powder densification mechanisms and to obtain mean yield pressure (Py) values. Out-of-die analysis involves compacting the tablets at different pressures and measuring the porosity after ejection of the tablets. Py was obtained from the reciprocal of the slope (K) of the linear portion of the Heckel plot. Heckel model is represented by the equation of densification which follows first-order kinetics. Ln[1/(1 – D)] = P.K + A Where Ln[1/(1-D)] (D being the relative density of compact) is represented on the Y-axis and P (compaction pressure) on the X-axis. A and K are the intercept and slope of the linear portion of the curve respectively. 2.2.2.2. Hardness
Crushing strength of tablets (also referred as hardness) was measured immediately after compression using 4M tab-let hardness tester from Schleuniger (Thun, Switzerland). Tensile strength was calculated using the equation: σ = (2×Hardness) / (π×d×h) Where σ is the tensile strength, d is the diameter of tablet and h is the tablet thickness. All measurements were carried out in triplicate and the values reported as mean ± standard de-viation. 2.2.2.3. Disintegration Time
The disintegration time was determined according to the official USP monograph 701 for tablet disintegration testing [8]. Disintegration test apparatus used was ZT3 from Erweka (Heusenstamm, Germany). A tablet was placed in the disin-tegration basket (without using a disk) which was raised and lowered at a constant frequency of 30 cycles/min in the dis-integration medium. Distilled water (800 ml) maintained at 37°C was used as the medium of disintegration while disin-
tegration time was recorded for one tablet at a time to im-prove accuracy of recording. Time of disintegration was re-corded when all the disintegrated fractions of tablet passed through the mesh of disintegration basket. Measurements were carried out in triplicate and values were reported as mean ± standard deviation. 2.2.2.4. Friability
The ability of the tablets to withstand mechanical stress, known as friability was measured using Roche friabilator from J. Engelsmann AG (Ludwigshafen, Germany). 6 tablets were utilised at 25 rpm for 100 revolutions or 4 minutes. Tablets were carefully de-dusted before and after the test, and friability expressed as the percentage loss in weight.
%Friability = (Initial weight ! final weight)
Initial weight"100
2.2.2.5. Porosity
Tablet porosity was measured using a helium multi-pycnometer from Quantachrome Instruments (Syosset, USA). The true volume of tablet was measured based on Archimedes principle of fluid displacement. The fluid used in the instrument was helium gas which has the ability to penetrate tiny pores approaching one angstrom (10-10 m) in diameter. One tablet was placed in a micro sample cell of the instrument and the true volume Vt was obtained using the equation: Vt = VC – VR(P1/P2 – 1) Where Vt is true volume of the sample, VC is volume of the sample cell, VR is the known reference volume, P1 is atmos-pheric pressure and P2 is pressure change during determina-tion. Vt was used to calculate the true density of the tablet by weighing the tablet and substituting the values into: True density = weight of tablet/true volume Porosity (ε) was calculated using the equation:
ε = 1 – (bulk density/true density)
Bulk density was acquired from: Bulk density = weight of tablet/bulk volume Bulk volume was obtained by measuring the radius (r) and thickness (h) of the tablet using a digital calliper and substituting in the equation for volume of a flat faced tablet: V = π.r2.h All porosity measurements were carried out in triplicate. 2.2.2.6. Scanning Electron Microscopy (SEM)
The morphology of HPC, L-HPC, MCC, Polyox and Crospovidone powder particles as well as cross sections of compacted specimens of each was examined by scanning electron microscopy (SEM) Stereoscan 90 from Cambridge Instruments (Crawley, UK). For the powders, approximately 1 mg of each material was sprinkled onto a double-sided adhesive strip on an aluminium stub. For the tablets, each of the 500 mg compacts was dissected with a blade then a thin section was obtained to improve gold coating of the speci-men. The specimen stub was coated with a thin layer of gold using a sputter coater Polaron SC500 from Polaron Equip-
4 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
ment ltd. (Watford, UK) at 20 mA for 3 minutes followed by sample examination using SEM. The acceleration voltage (KV) and the magnification can be seen on each micrograph. 2.2.2.7. X-Ray Powder Diffraction (XRD)
To investigate the absence or presence of crystallinity in the polymers, x-ray diffraction using a D2 Phaser from Bruker (Massachusetts, USA) was carried out for HPC and L-HPC powders. The angular range (2ө) varied from 4-50° with increments steps of 0.02° and measured at 0.25 seconds/ step. Diffractive patterns were generated as counts per step and thereafter analysed using Eva 18.0.0.0 software (Bruker, AXS). Runs were carried out in triplicate and representative results shown. 2.2.2.8. Statistical Analysis
Analysis of Variance (ANOVA) statistical test was per-formed using GraphPad Prism 6.02 software. Where appli-cable, all results are presented as mean ± SD (SD; standard deviation) to account for the noise encountered within the experiments and all experiments were done in triplicates.
3. RESULTS AND DISCUSSION
The work presented in this article provides a systematic screening of material properties of new excipients HPC (HPC-SSL-SFP), L-HPC (NBD-022) and PEO (POLYOX WSR N-10) in the formulation of compressed ODTs together with investigation of commonly studied excipients such as MCC and crospovidone. These excipients were investigated for their role as binders, disintegrants or dual functional binder/disintegrant systems. These are gaining popularity because of the multiple advantages such as increased dose capacity and suitability for direct compression without granulation of ODTs. The cellulose based excipients HPC, L-HPC & MCC were assessed for their powder flow properties, tableting functionality in pure form/alongside mannitol (the favoured diluent in ODT development), and compared to the non-cellulosic excipients polyox and crospovidone.
3.1. Flow Properties of Cellulose and Non-Cellulose based Excipients
One of the challenges encountered in direct compression is the poor flowability of powders due to their relatively small particle size resulting in poor die fill and content uni-formity issues of the resultant tablets [9-11]. Additionally,
irregular powder flow may entrap excess air in the tablet during compaction resulting in tablet capping and lamination [9, 10]. Cellulosic excipients HPC (grade HPC-SSL-SFP) and L-HPC (grade NBD-022) were investigated for their flow properties and compared with the standard direct compres-sion excipient MCC. Table 1 is a summary of the pre-formulation characteristics of the tested powders. HPC showed a high angle of repose 40.68±0.57° whereas L-HPC demonstrated a slightly lower value of 34.42±1.13°. According to Aulton (2002) [10], angle of repose values above 40° describe powders that possess very poor flowabil-ity. Based on this classification, HPC can be said to have poor flowability and L-HPC a passable flowability. The rea-son for this bulk flow behaviour could be attributed to the small particle size of HPC (19.12 ±0.44 µm) compared to L-HPC particle size (47.02±0.82 µm) where smaller particles undergo greater inter-particle cohesive interactions due to their larger surface area. Hancock et al. (2001) also reported low particle size grades of HPC to have very poor flow prop-erties [12]. Surprisingly, the results of Hausner’s ratio and Carr’s index indicated opposite flow behaviour for the two polymers as HPC showed good to fair flow (<1.25 for Haus-ner’s ratio, <20 for Carr’s index) where vibration may be needed for the powder to flow while L-HPC showed poor (fluid) behaviour (>1.25 for Hausner’s ratio, > 20 for Carr’s index) which must be agitated or vibrated to provide good flow. This contradiction may be explained by the nature of the bulk/tapped density tests which mainly depend on vigor-ous powder tapping to allow the particles to sift on each other filling the spaces in between. Bulk density results tend to be semi-qualitative as they vary with the change in test variables. On the other hand, angle of repose values could vary according to the way the sample is handled [13]. Over-all, both HPC and L-HPC could be said to exhibit poor flow due to the fibrous nature and elongated particle morphology which was suggested to impede flow behaviour [14]. On the other hand, MCC showed excellent flow proper-ties with an angle of repose of 20.49±1.17° and a particle size of 92.27±2.74 µm. Alderborn and Nyström (1996) re-ported that MCC (Avicel PH-102) has good flow properties that is attributed to the content of a mixture of agglomerates and primary particles (average particle size of MCC 92.27±2.74 µm) [9]. Moreover, the results of Hausner’s ratio and Carr’s index for MCC showed good flow behaviour of the excipient.
Table 1. Flow properties of cellulosic (HPC, L-HPC and MCC) and non-cellulosic (Polyox and Crospovidone) excipients powders.
Cellulosic Excipients Non-Cellulosic Excipients Flow Parameter
HPC L-HPC MCC Polyox Crospovidone
Angle of repose (°) 40.68±0.57 34.42±1.13 20.49±1.17 23.04±2.39 31.22±1.95
Hausner’s ratio 1.20±0.01 1.35±0.05 1.19±0.04 1.19± 0.001 1.47±0.04
Carr’s Index (%) 16.48±0.88 25.82±2.50 16.00±3.03 16.28±0.09 32.14±1.77
Particle Size VMD (µm) 19.12±0.44 47.02±0.82 92.27±2.74 73.17± 2.57 26.53±1.03
Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 5
Polyox showed good flow (angle of repose 23.04±2.39°, Carr’s index 16.28±0.09, Hausner’s ratio 1.19± 0.001) prop-erties as the powder contains SiO2 within its particulates (co-processed excipient) which greatly enhances flow by removal of triboelectrostatic charging. In addition, the agglomerate-like morphology of polyox could have contributed to its good flow behaviour [15]. The angle of repose data (31.22±1.95°) for crospovidone indicates a passable flow, whereas the compressibility index (32.14±1.77 %) and Hausner’s ratio (1.47±0.04) indicate poor flow. This is due to the small particle size (26.53±1.03 µm) of this grade of crospovidone (XL-10), with other groups reporting an im-provement in flow properties of grades of larger particle size [16]. Overall, among the two groups, MCC and Polyox dem-onstrated good flow properties.
3.2. Compaction Behaviour of Cellulose based ODT Ex-cipients
3.2.1. Mechanistic Investigation of Pure Cellulosic Excipi-ents Compaction
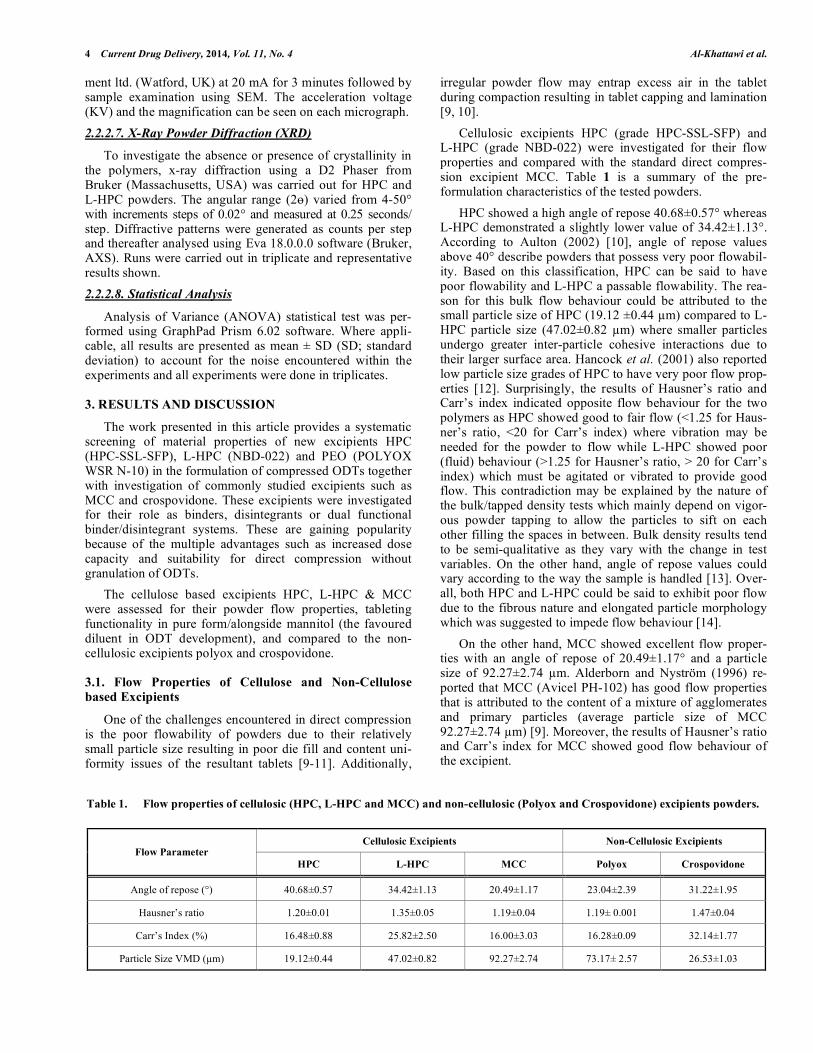
The grades of HPC and L-HPC (HPC-SSL-SFP and NBD-022 respectively) were investigated in this study for suitability in ODT development. Other non-ODT grades of HPC and L-HPC were reported previously as plastically de-forming materials elsewhere [17, 18]. HPC and L-HPC were investigated individually for their mechanical properties in pure form and compared against MCC. The latter retains high degree of plastic deformation under pressure while providing fast disintegration due to its unique particle structure [19]. Heckel plot analysis was per-formed to elucidate the mechanism of densification of pow-ders. All three excipients exhibited similar deformation be-haviour by plastic flow. This was evident from the values of mean yield pressure (Py) 667 MPa for each of HPC and L-HPC and 625 MPa for MCC (Fig. 2) corresponding to duc-tile behaviour (plasticity) as opposed to brittle materials which usually have a high Py value [20]. The yield pressure
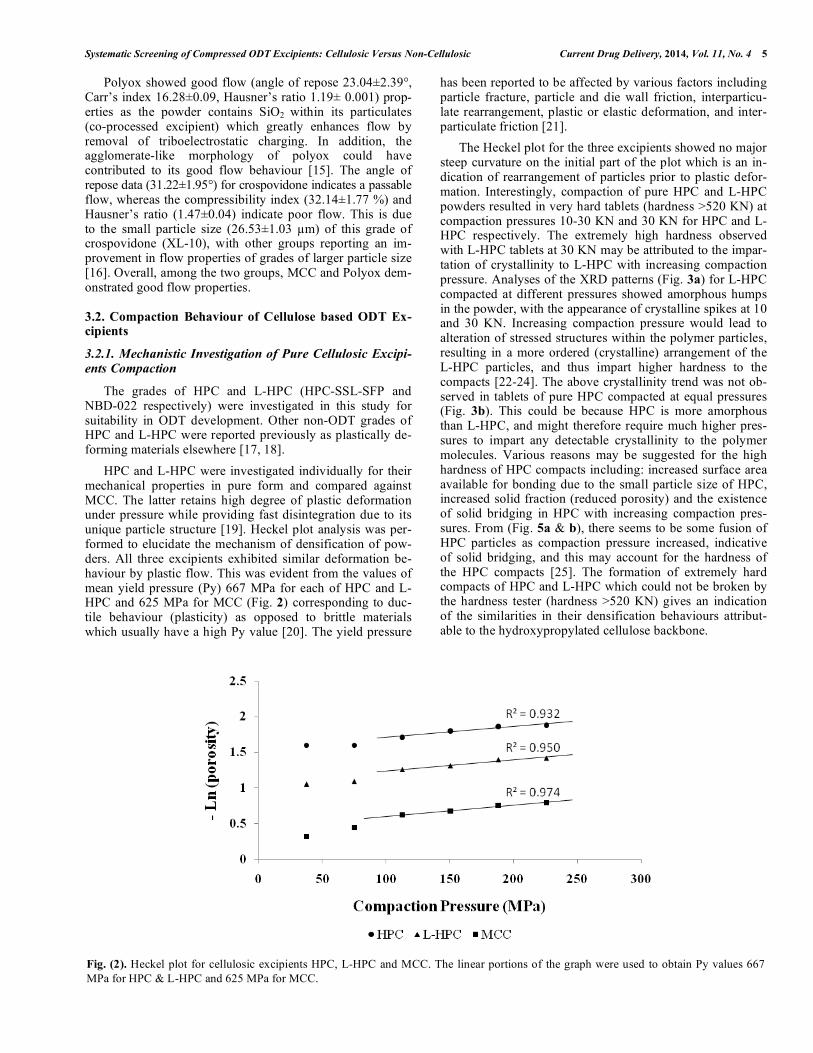
has been reported to be affected by various factors including particle fracture, particle and die wall friction, interparticu-late rearrangement, plastic or elastic deformation, and inter-particulate friction [21]. The Heckel plot for the three excipients showed no major steep curvature on the initial part of the plot which is an in-dication of rearrangement of particles prior to plastic defor-mation. Interestingly, compaction of pure HPC and L-HPC powders resulted in very hard tablets (hardness >520 KN) at compaction pressures 10-30 KN and 30 KN for HPC and L-HPC respectively. The extremely high hardness observed with L-HPC tablets at 30 KN may be attributed to the impar-tation of crystallinity to L-HPC with increasing compaction pressure. Analyses of the XRD patterns (Fig. 3a) for L-HPC compacted at different pressures showed amorphous humps in the powder, with the appearance of crystalline spikes at 10 and 30 KN. Increasing compaction pressure would lead to alteration of stressed structures within the polymer particles, resulting in a more ordered (crystalline) arrangement of the L-HPC particles, and thus impart higher hardness to the compacts [22-24]. The above crystallinity trend was not ob-served in tablets of pure HPC compacted at equal pressures (Fig. 3b). This could be because HPC is more amorphous than L-HPC, and might therefore require much higher pres-sures to impart any detectable crystallinity to the polymer molecules. Various reasons may be suggested for the high hardness of HPC compacts including: increased surface area available for bonding due to the small particle size of HPC, increased solid fraction (reduced porosity) and the existence of solid bridging in HPC with increasing compaction pres-sures. From (Fig. 5a & b), there seems to be some fusion of HPC particles as compaction pressure increased, indicative of solid bridging, and this may account for the hardness of the HPC compacts [25]. The formation of extremely hard compacts of HPC and L-HPC which could not be broken by the hardness tester (hardness >520 KN) gives an indication of the similarities in their densification behaviours attribut-able to the hydroxypropylated cellulose backbone.
Fig. (2). Heckel plot for cellulosic excipients HPC, L-HPC and MCC. The linear portions of the graph were used to obtain Py values 667 MPa for HPC & L-HPC and 625 MPa for MCC.
6 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
Fig. (3). X-ray diffraction patterns of L-HPC (a) and HPC (b) highlighting the appearance of small crystalline peaks (oval shapes) in L-HPC compacted at 10 and 30 kN, and the absence of such peaks in the HPC patterns.
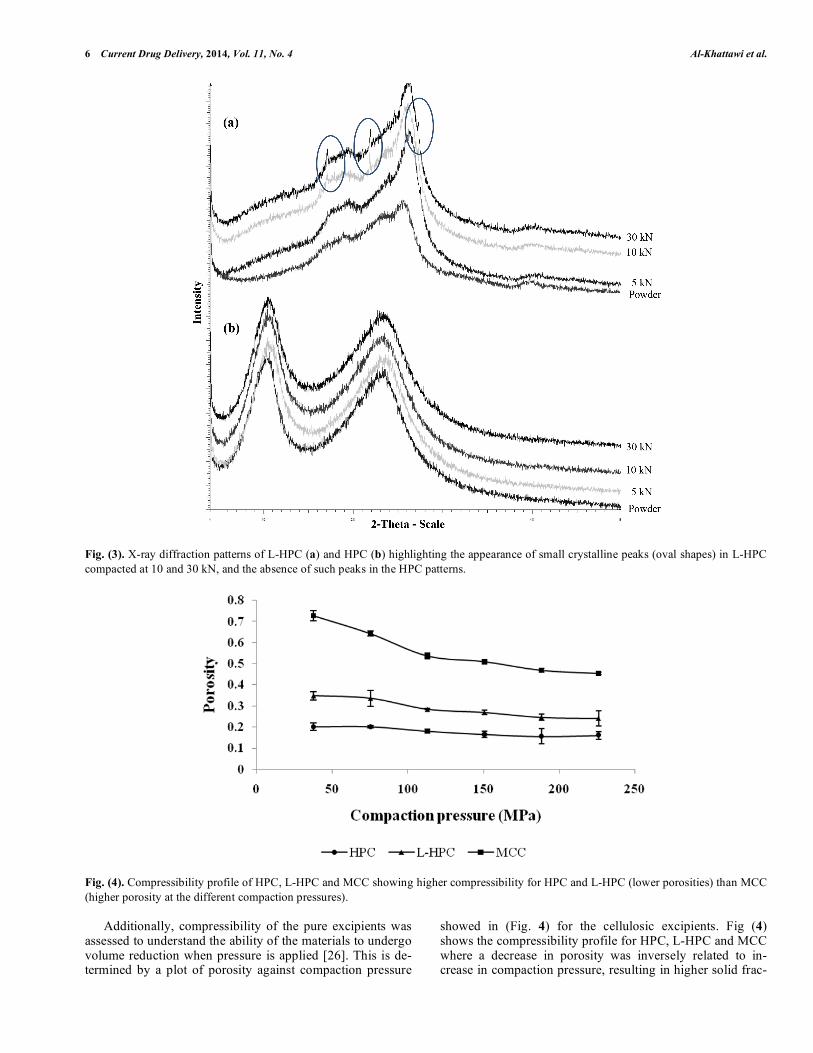
Fig. (4). Compressibility profile of HPC, L-HPC and MCC showing higher compressibility for HPC and L-HPC (lower porosities) than MCC (higher porosity at the different compaction pressures). Additionally, compressibility of the pure excipients was assessed to understand the ability of the materials to undergo volume reduction when pressure is applied [26]. This is de-termined by a plot of porosity against compaction pressure
showed in (Fig. 4) for the cellulosic excipients. Fig (4) shows the compressibility profile for HPC, L-HPC and MCC where a decrease in porosity was inversely related to in-crease in compaction pressure, resulting in higher solid frac-
Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 7
tion for all powders. However, the compressibility and solid fraction of L-HPC was lower than that of HPC as would have been expected considering the smaller particle size of HPC (Table 1). Materials with high plastic flow and solid fraction have been reported to exhibit higher surface areas for bonding between particles [27]. Moreover, the com-pressibility of both HPC and L-HPC was higher than MCC as the latter has higher porosity even though it showed slightly higher plasticity on the Heckel plot. This was consis-tent with previous findings that MCC retains long internal pores/channels within its particle structure [28]. It is interesting to note that, MCC as a multifunctional filler/binder/disintegrant system exhibits properties similar to both of HPC and L-HPC as it has the very high compaction
ability of the HPC and the fast disintegrating property of the L-HPC. These advantages of MCC make it the gold standard of excipients used in the development of both normal and fast disintegrating tablets. The reason behind the good me-chanical strength of MCC tablets was attributed to its plastic deformation and ability of particles to mechanically interlock to each other producing hard compacts [29]. Furthermore, Westermarck et al. (1999) reported that hydrogen bonding, large particle surface area of MCC, filamentous structure and mechanical interlocking of irregular elongated particles are the contributing factors to the high compactability and ta-bletability of MCC [5]. Scanning electron microscopy (SEM) investigation of the pure cellulosic polymers revealed deformation behaviour
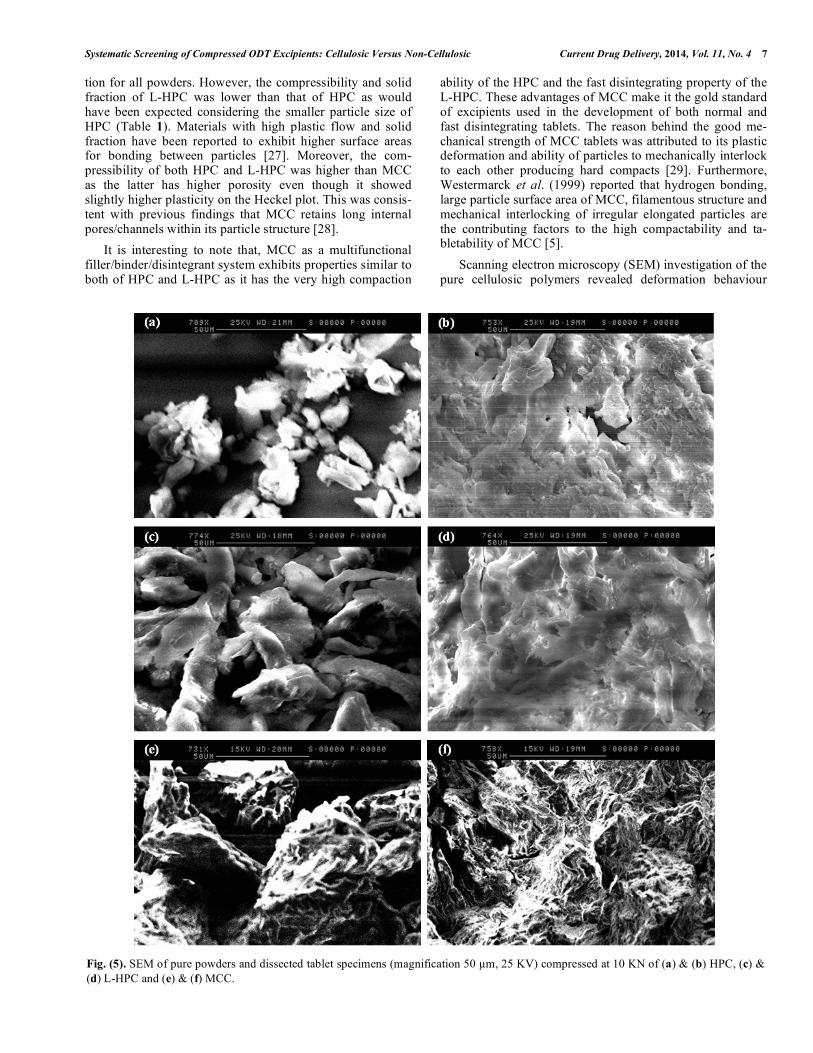
Fig. (5). SEM of pure powders and dissected tablet specimens (magnification 50 µm, 25 KV) compressed at 10 KN of (a) & (b) HPC, (c) & (d) L-HPC and (e) & (f) MCC.
8 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
under pressure characteristic of plastically deforming materi-als. Upon compaction, SEM micrographs revealed that HPC somewhat compacted into sheets (Fig. 5 a & b), with a gen-eral loss of its individual particle morphology, while the L-HPC tablets retained some of the elongated structures seen in the SEM of its powder (Fig. 5 c & d). Similarly, MCC showed that some of its particles deformed in shape indicat-ing plastic deformation although the majority of particles retained their irregular particle shape (Fig. 5 e & f). The main difference between MCC and HPC & L-HPC particles habit is the existence of pores/channels within the surface of MCC whereas the other excipients showed only inter-particle pores (Fig. 5). Interestingly, when applying compaction force, the HPC particles appeared to have coalesced to form a coherent layer while the micrograph of L-HPC remained fairly constant. This observation might be indicative of some fusion and/or bonding between HPC particles, which might be representa-tive of solid bridge formation, and give an insight into the peculiarly high hardness of these HPC compacts as discussed above.
3.2.2. Tableting of Cellulosic Excipients in Mannitol Bi-nary Mixtures
Almost all ODT products contain mannitol as the pre-ferred formulation diluent. It has many favourable properties such as the sweetness and creamy mouth feel as well as the extremely low hygroscopicity profile. However, the main drawback of powdered mannitol is the poor compaction property usually resulting in low tablet hardness and conse-quent unacceptable friability levels [7]. The inclusion of cel-lulose-based excipients alongside mannitol was investigated using the new grades of HPC and L-HPC and compared within the structural framework of cellulosic excipients using MCC as a gold standard. 3.2.2.1. Tablet Hardness
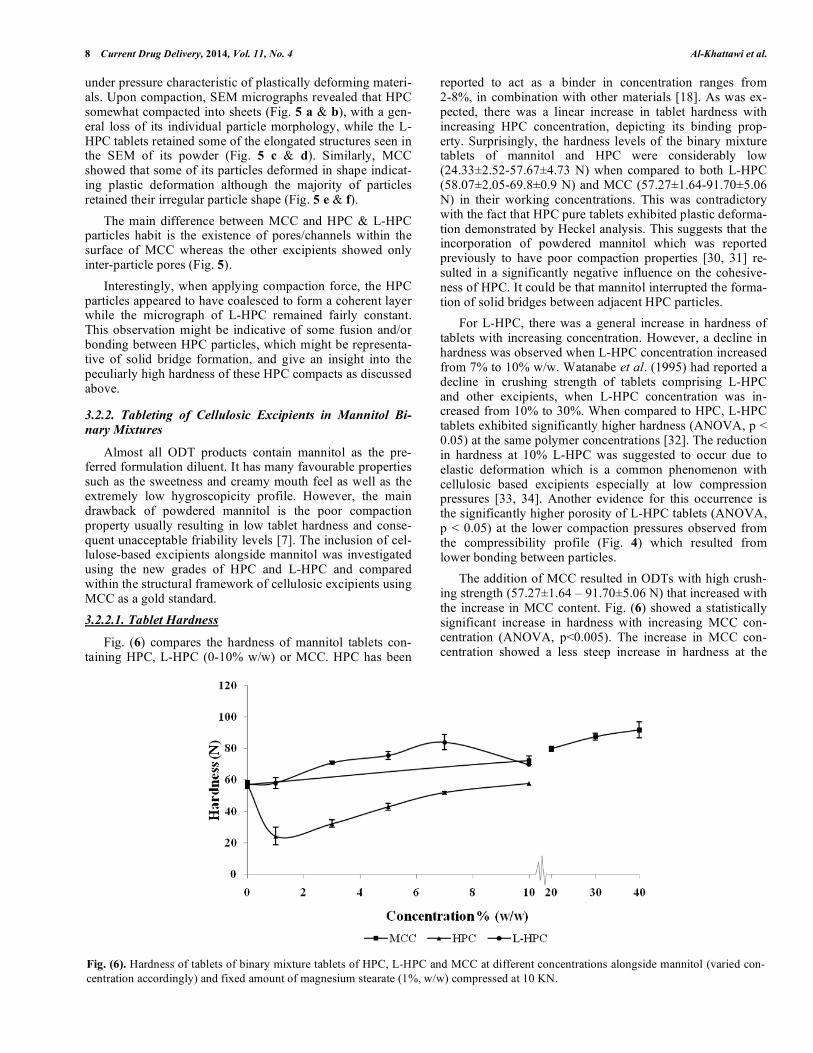
Fig. (6) compares the hardness of mannitol tablets con-taining HPC, L-HPC (0-10% w/w) or MCC. HPC has been
reported to act as a binder in concentration ranges from 2-8%, in combination with other materials [18]. As was ex-pected, there was a linear increase in tablet hardness with increasing HPC concentration, depicting its binding prop-erty. Surprisingly, the hardness levels of the binary mixture tablets of mannitol and HPC were considerably low (24.33±2.52-57.67±4.73 N) when compared to both L-HPC (58.07±2.05-69.8±0.9 N) and MCC (57.27±1.64-91.70±5.06 N) in their working concentrations. This was contradictory with the fact that HPC pure tablets exhibited plastic deforma-tion demonstrated by Heckel analysis. This suggests that the incorporation of powdered mannitol which was reported previously to have poor compaction properties [30, 31] re-sulted in a significantly negative influence on the cohesive-ness of HPC. It could be that mannitol interrupted the forma-tion of solid bridges between adjacent HPC particles. For L-HPC, there was a general increase in hardness of tablets with increasing concentration. However, a decline in hardness was observed when L-HPC concentration increased from 7% to 10% w/w. Watanabe et al. (1995) had reported a decline in crushing strength of tablets comprising L-HPC and other excipients, when L-HPC concentration was in-creased from 10% to 30%. When compared to HPC, L-HPC tablets exhibited significantly higher hardness (ANOVA, p < 0.05) at the same polymer concentrations [32]. The reduction in hardness at 10% L-HPC was suggested to occur due to elastic deformation which is a common phenomenon with cellulosic based excipients especially at low compression pressures [33, 34]. Another evidence for this occurrence is the significantly higher porosity of L-HPC tablets (ANOVA, p < 0.05) at the lower compaction pressures observed from the compressibility profile (Fig. 4) which resulted from lower bonding between particles. The addition of MCC resulted in ODTs with high crush-ing strength (57.27±1.64 – 91.70±5.06 N) that increased with the increase in MCC content. Fig. (6) showed a statistically significant increase in hardness with increasing MCC con-centration (ANOVA, p<0.005). The increase in MCC con-centration showed a less steep increase in hardness at the
Fig. (6). Hardness of tablets of binary mixture tablets of HPC, L-HPC and MCC at different concentrations alongside mannitol (varied con-centration accordingly) and fixed amount of magnesium stearate (1%, w/w) compressed at 10 KN.
Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 9
lower concentrations than L-HPC. However, the hardness increase was constant with MCC upto 40% w/w unlike L-HPC which showed a decline in hardness at its maximum concentration tested. This resistance of MCC to elastic re-covery of cellulose could be explained by the microfibrillar structure of the excipient which has been shown to exhibit mechanical interlocking therefore preventing extensive stress relaxation [35]. 3.2.2.2. Tablet Disintegration Time
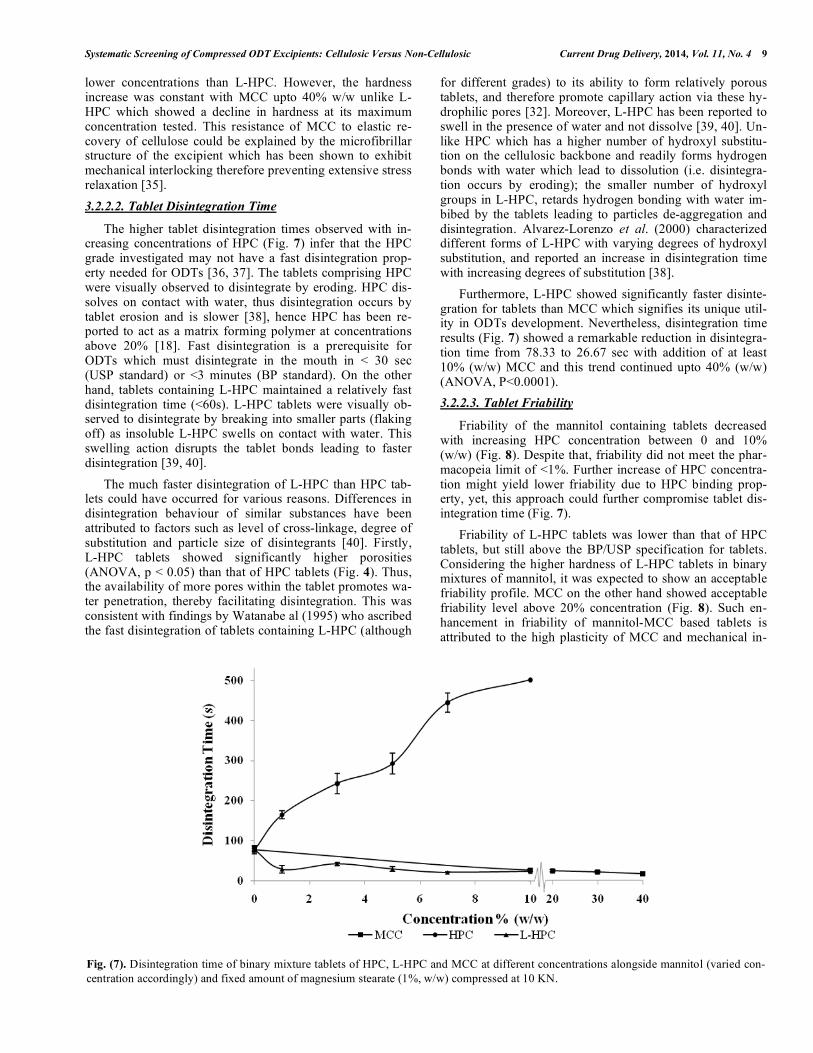
The higher tablet disintegration times observed with in-creasing concentrations of HPC (Fig. 7) infer that the HPC grade investigated may not have a fast disintegration prop-erty needed for ODTs [36, 37]. The tablets comprising HPC were visually observed to disintegrate by eroding. HPC dis-solves on contact with water, thus disintegration occurs by tablet erosion and is slower [38], hence HPC has been re-ported to act as a matrix forming polymer at concentrations above 20% [18]. Fast disintegration is a prerequisite for ODTs which must disintegrate in the mouth in < 30 sec (USP standard) or <3 minutes (BP standard). On the other hand, tablets containing L-HPC maintained a relatively fast disintegration time (<60s). L-HPC tablets were visually ob-served to disintegrate by breaking into smaller parts (flaking off) as insoluble L-HPC swells on contact with water. This swelling action disrupts the tablet bonds leading to faster disintegration [39, 40]. The much faster disintegration of L-HPC than HPC tab-lets could have occurred for various reasons. Differences in disintegration behaviour of similar substances have been attributed to factors such as level of cross-linkage, degree of substitution and particle size of disintegrants [40]. Firstly, L-HPC tablets showed significantly higher porosities (ANOVA, p < 0.05) than that of HPC tablets (Fig. 4). Thus, the availability of more pores within the tablet promotes wa-ter penetration, thereby facilitating disintegration. This was consistent with findings by Watanabe al (1995) who ascribed the fast disintegration of tablets containing L-HPC (although
for different grades) to its ability to form relatively porous tablets, and therefore promote capillary action via these hy-drophilic pores [32]. Moreover, L-HPC has been reported to swell in the presence of water and not dissolve [39, 40]. Un-like HPC which has a higher number of hydroxyl substitu-tion on the cellulosic backbone and readily forms hydrogen bonds with water which lead to dissolution (i.e. disintegra-tion occurs by eroding); the smaller number of hydroxyl groups in L-HPC, retards hydrogen bonding with water im-bibed by the tablets leading to particles de-aggregation and disintegration. Alvarez-Lorenzo et al. (2000) characterized different forms of L-HPC with varying degrees of hydroxyl substitution, and reported an increase in disintegration time with increasing degrees of substitution [38]. Furthermore, L-HPC showed significantly faster disinte-gration for tablets than MCC which signifies its unique util-ity in ODTs development. Nevertheless, disintegration time results (Fig. 7) showed a remarkable reduction in disintegra-tion time from 78.33 to 26.67 sec with addition of at least 10% (w/w) MCC and this trend continued upto 40% (w/w) (ANOVA, P<0.0001). 3.2.2.3. Tablet Friability
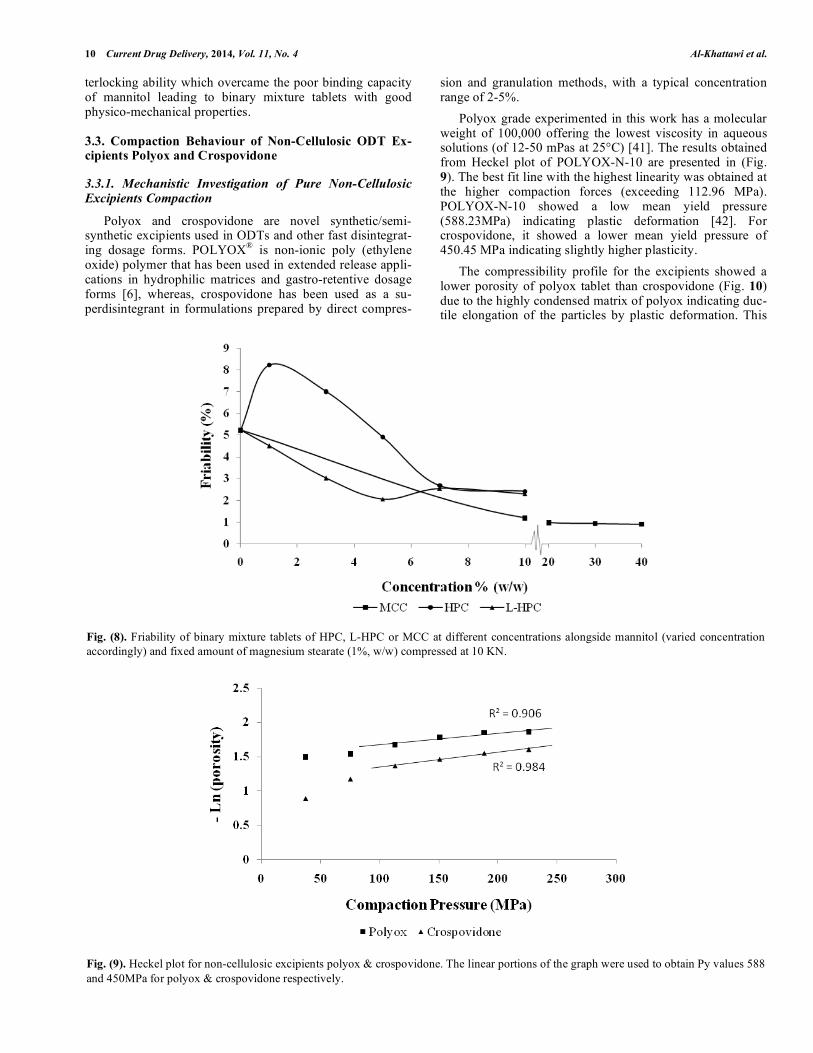
Friability of the mannitol containing tablets decreased with increasing HPC concentration between 0 and 10% (w/w) (Fig. 8). Despite that, friability did not meet the phar-macopeia limit of <1%. Further increase of HPC concentra-tion might yield lower friability due to HPC binding prop-erty, yet, this approach could further compromise tablet dis-integration time (Fig. 7). Friability of L-HPC tablets was lower than that of HPC tablets, but still above the BP/USP specification for tablets. Considering the higher hardness of L-HPC tablets in binary mixtures of mannitol, it was expected to show an acceptable friability profile. MCC on the other hand showed acceptable friability level above 20% concentration (Fig. 8). Such en-hancement in friability of mannitol-MCC based tablets is attributed to the high plasticity of MCC and mechanical in-
Fig. (7). Disintegration time of binary mixture tablets of HPC, L-HPC and MCC at different concentrations alongside mannitol (varied con-centration accordingly) and fixed amount of magnesium stearate (1%, w/w) compressed at 10 KN.
10 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
terlocking ability which overcame the poor binding capacity of mannitol leading to binary mixture tablets with good physico-mechanical properties.
3.3. Compaction Behaviour of Non-Cellulosic ODT Ex-cipients Polyox and Crospovidone
3.3.1. Mechanistic Investigation of Pure Non-Cellulosic Excipients Compaction
Polyox and crospovidone are novel synthetic/semi-synthetic excipients used in ODTs and other fast disintegrat-ing dosage forms. POLYOX® is non-ionic poly (ethylene oxide) polymer that has been used in extended release appli-cations in hydrophilic matrices and gastro-retentive dosage forms [6], whereas, crospovidone has been used as a su-perdisintegrant in formulations prepared by direct compres-
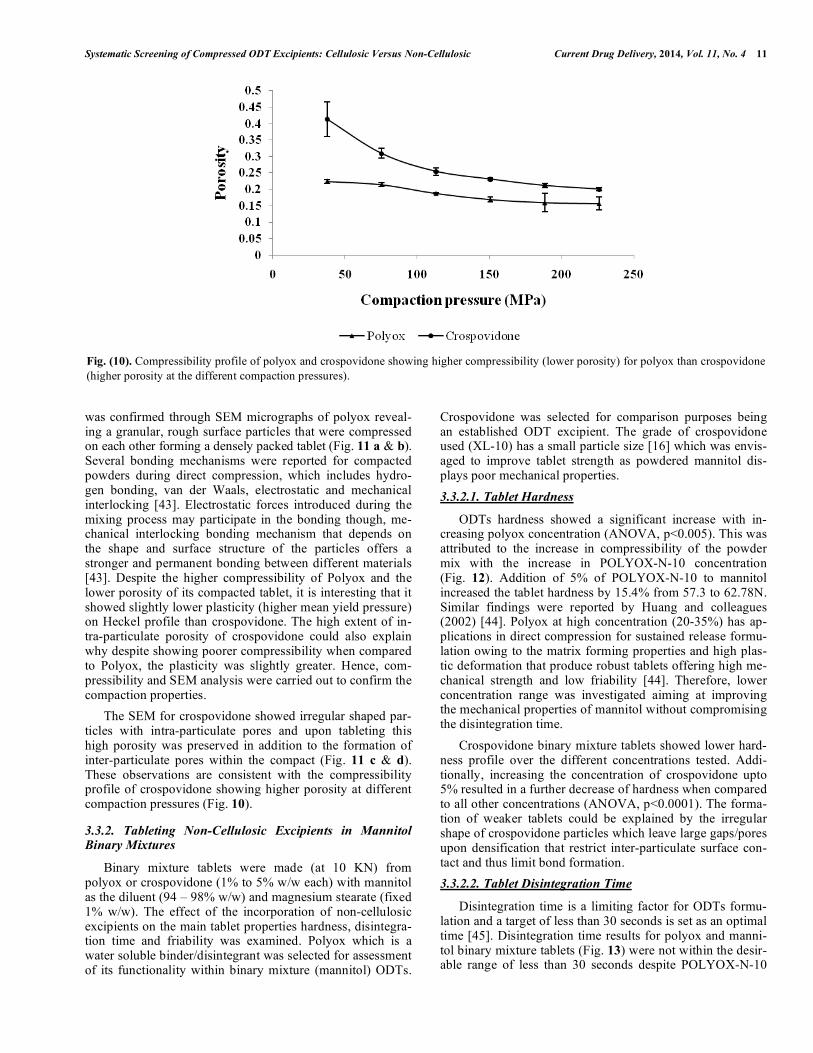
sion and granulation methods, with a typical concentration range of 2-5%. Polyox grade experimented in this work has a molecular weight of 100,000 offering the lowest viscosity in aqueous solutions (of 12-50 mPas at 25°C) [41]. The results obtained from Heckel plot of POLYOX-N-10 are presented in (Fig. 9). The best fit line with the highest linearity was obtained at the higher compaction forces (exceeding 112.96 MPa). POLYOX-N-10 showed a low mean yield pressure (588.23MPa) indicating plastic deformation [42]. For crospovidone, it showed a lower mean yield pressure of 450.45 MPa indicating slightly higher plasticity. The compressibility profile for the excipients showed a lower porosity of polyox tablet than crospovidone (Fig. 10) due to the highly condensed matrix of polyox indicating duc-tile elongation of the particles by plastic deformation. This
Fig. (8). Friability of binary mixture tablets of HPC, L-HPC or MCC at different concentrations alongside mannitol (varied concentration accordingly) and fixed amount of magnesium stearate (1%, w/w) compressed at 10 KN.
Fig. (9). Heckel plot for non-cellulosic excipients polyox & crospovidone. The linear portions of the graph were used to obtain Py values 588 and 450MPa for polyox & crospovidone respectively.
Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 11
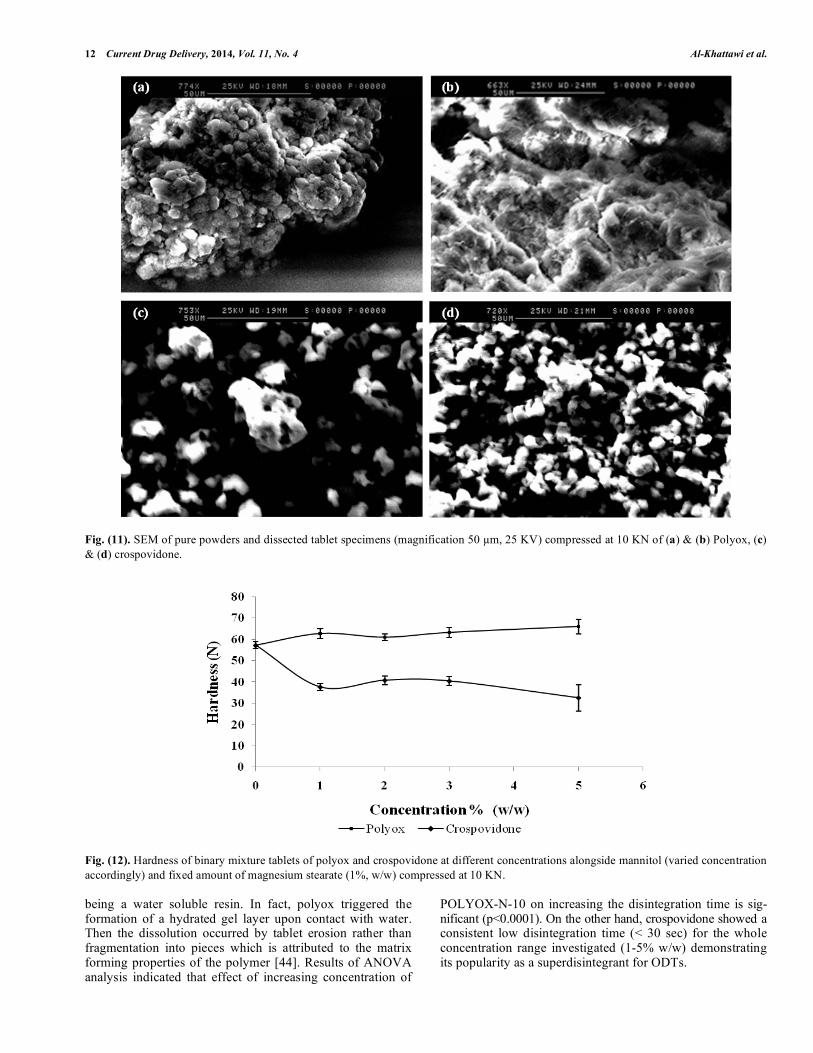
was confirmed through SEM micrographs of polyox reveal-ing a granular, rough surface particles that were compressed on each other forming a densely packed tablet (Fig. 11 a & b). Several bonding mechanisms were reported for compacted powders during direct compression, which includes hydro-gen bonding, van der Waals, electrostatic and mechanical interlocking [43]. Electrostatic forces introduced during the mixing process may participate in the bonding though, me-chanical interlocking bonding mechanism that depends on the shape and surface structure of the particles offers a stronger and permanent bonding between different materials [43]. Despite the higher compressibility of Polyox and the lower porosity of its compacted tablet, it is interesting that it showed slightly lower plasticity (higher mean yield pressure) on Heckel profile than crospovidone. The high extent of in-tra-particulate porosity of crospovidone could also explain why despite showing poorer compressibility when compared to Polyox, the plasticity was slightly greater. Hence, com-pressibility and SEM analysis were carried out to confirm the compaction properties. The SEM for crospovidone showed irregular shaped par-ticles with intra-particulate pores and upon tableting this high porosity was preserved in addition to the formation of inter-particulate pores within the compact (Fig. 11 c & d). These observations are consistent with the compressibility profile of crospovidone showing higher porosity at different compaction pressures (Fig. 10).
3.3.2. Tableting Non-Cellulosic Excipients in Mannitol Binary Mixtures
Binary mixture tablets were made (at 10 KN) from polyox or crospovidone (1% to 5% w/w each) with mannitol as the diluent (94 – 98% w/w) and magnesium stearate (fixed 1% w/w). The effect of the incorporation of non-cellulosic excipients on the main tablet properties hardness, disintegra-tion time and friability was examined. Polyox which is a water soluble binder/disintegrant was selected for assessment of its functionality within binary mixture (mannitol) ODTs.
Crospovidone was selected for comparison purposes being an established ODT excipient. The grade of crospovidone used (XL-10) has a small particle size [16] which was envis-aged to improve tablet strength as powdered mannitol dis-plays poor mechanical properties. 3.3.2.1. Tablet Hardness
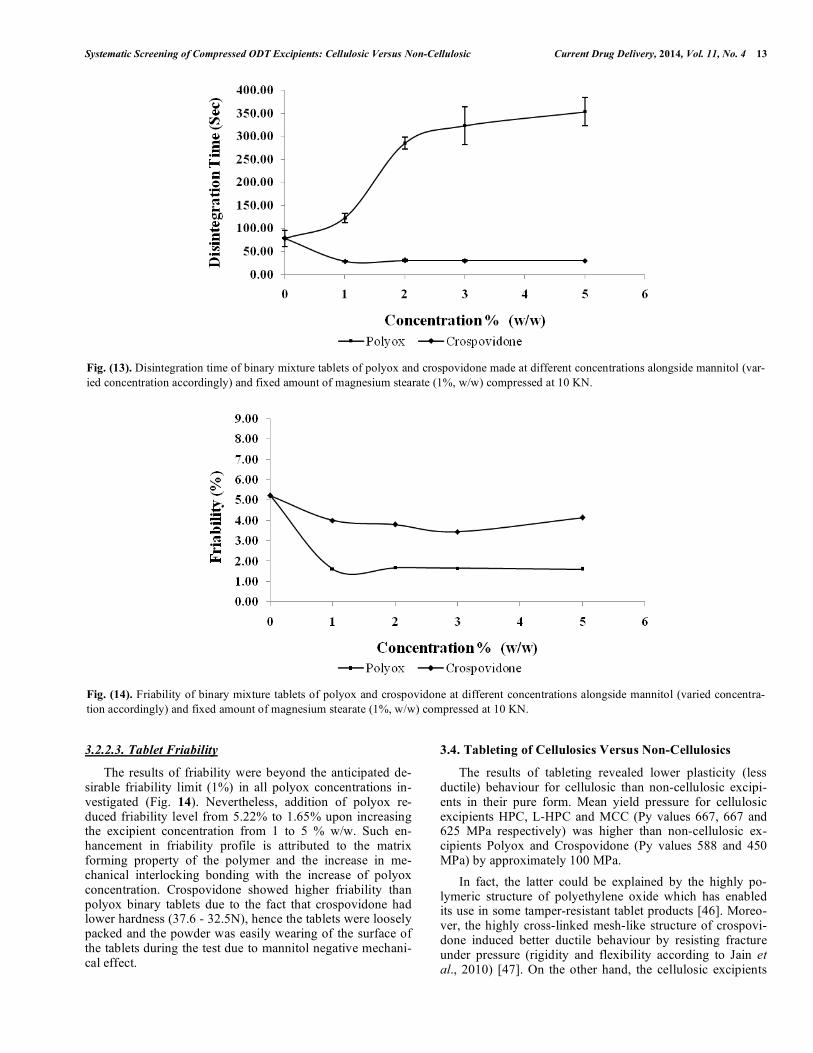
ODTs hardness showed a significant increase with in-creasing polyox concentration (ANOVA, p<0.005). This was attributed to the increase in compressibility of the powder mix with the increase in POLYOX-N-10 concentration (Fig. 12). Addition of 5% of POLYOX-N-10 to mannitol increased the tablet hardness by 15.4% from 57.3 to 62.78N. Similar findings were reported by Huang and colleagues (2002) [44]. Polyox at high concentration (20-35%) has ap-plications in direct compression for sustained release formu-lation owing to the matrix forming properties and high plas-tic deformation that produce robust tablets offering high me-chanical strength and low friability [44]. Therefore, lower concentration range was investigated aiming at improving the mechanical properties of mannitol without compromising the disintegration time. Crospovidone binary mixture tablets showed lower hard-ness profile over the different concentrations tested. Addi-tionally, increasing the concentration of crospovidone upto 5% resulted in a further decrease of hardness when compared to all other concentrations (ANOVA, p<0.0001). The forma-tion of weaker tablets could be explained by the irregular shape of crospovidone particles which leave large gaps/pores upon densification that restrict inter-particulate surface con-tact and thus limit bond formation. 3.3.2.2. Tablet Disintegration Time
Disintegration time is a limiting factor for ODTs formu-lation and a target of less than 30 seconds is set as an optimal time [45]. Disintegration time results for polyox and manni-tol binary mixture tablets (Fig. 13) were not within the desir-able range of less than 30 seconds despite POLYOX-N-10
Fig. (10). Compressibility profile of polyox and crospovidone showing higher compressibility (lower porosity) for polyox than crospovidone (higher porosity at the different compaction pressures).
12 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
Fig. (11). SEM of pure powders and dissected tablet specimens (magnification 50 µm, 25 KV) compressed at 10 KN of (a) & (b) Polyox, (c) & (d) crospovidone.
Fig. (12). Hardness of binary mixture tablets of polyox and crospovidone at different concentrations alongside mannitol (varied concentration accordingly) and fixed amount of magnesium stearate (1%, w/w) compressed at 10 KN. being a water soluble resin. In fact, polyox triggered the formation of a hydrated gel layer upon contact with water. Then the dissolution occurred by tablet erosion rather than fragmentation into pieces which is attributed to the matrix forming properties of the polymer [44]. Results of ANOVA analysis indicated that effect of increasing concentration of
POLYOX-N-10 on increasing the disintegration time is sig-nificant (p<0.0001). On the other hand, crospovidone showed a consistent low disintegration time (< 30 sec) for the whole concentration range investigated (1-5% w/w) demonstrating its popularity as a superdisintegrant for ODTs.
Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 13
3.2.2.3. Tablet Friability
The results of friability were beyond the anticipated de-sirable friability limit (1%) in all polyox concentrations in-vestigated (Fig. 14). Nevertheless, addition of polyox re-duced friability level from 5.22% to 1.65% upon increasing the excipient concentration from 1 to 5 % w/w. Such en-hancement in friability profile is attributed to the matrix forming property of the polymer and the increase in me-chanical interlocking bonding with the increase of polyox concentration. Crospovidone showed higher friability than polyox binary tablets due to the fact that crospovidone had lower hardness (37.6 - 32.5N), hence the tablets were loosely packed and the powder was easily wearing of the surface of the tablets during the test due to mannitol negative mechani-cal effect.
3.4. Tableting of Cellulosics Versus Non-Cellulosics
The results of tableting revealed lower plasticity (less ductile) behaviour for cellulosic than non-cellulosic excipi-ents in their pure form. Mean yield pressure for cellulosic excipients HPC, L-HPC and MCC (Py values 667, 667 and 625 MPa respectively) was higher than non-cellulosic ex-cipients Polyox and Crospovidone (Py values 588 and 450 MPa) by approximately 100 MPa. In fact, the latter could be explained by the highly po-lymeric structure of polyethylene oxide which has enabled its use in some tamper-resistant tablet products [46]. Moreo-ver, the highly cross-linked mesh-like structure of crospovi-done induced better ductile behaviour by resisting fracture under pressure (rigidity and flexibility according to Jain et al., 2010) [47]. On the other hand, the cellulosic excipients
Fig. (13). Disintegration time of binary mixture tablets of polyox and crospovidone made at different concentrations alongside mannitol (var-ied concentration accordingly) and fixed amount of magnesium stearate (1%, w/w) compressed at 10 KN.
Fig. (14). Friability of binary mixture tablets of polyox and crospovidone at different concentrations alongside mannitol (varied concentra-tion accordingly) and fixed amount of magnesium stearate (1%, w/w) compressed at 10 KN.

14 Current Drug Delivery, 2014, Vol. 11, No. 4 Al-Khattawi et al.
were reported earlier by previous researchers to undergo a significant elastic component during their compression cycle [34]. The compressibility profiles and corresponding porosities of polyox (0.22-0.15) and crospovidone (0.41-0.20) was similar to that of HPC (0.20-0.16) and L-HPC (0.34-0.24) respectively. The excipient which showed the lowest com-pressibility (i.e. highest porosity 0.72-0.45) in the entire compaction range (38-225 MPa) was MCC due to its unique porous structure. As mentioned above, there was a clear trend in perform-ance between cellulosic and non-cellulosic excipients in sin-gle component tablets. However, the inclusion of mannitol as a diluent overshadowed the properties of the other excipients due to its poor compression properties. The performance of binary mixture tablets depends on the type of physico-mechanical bonding mechanisms and molecular interactions between particles. Despite that, some features were still re-tained and the hardness of binary tablets could be ranked in the order (descending from the hardest): L-HPC 75.63 N > Polyox 66 N > MCC 63 N > HPC 43 N > Crospovidone 32.53 N at the standardised 5% (w/w) level for all. This em-phasises the importance of careful selection of excipients when developing ODTs from mannitol. The results of disintegration time showed no particular trend between cellulosic and non-cellulosic excipients in binary mixtures. This could be due to the fact that disintegra-tion depends on porosity of tablets and the ability to swell upon hydration. Both HPC and Polyox showed that they un-dergo gelation forming a continuous layer that slowly erodes in water which may limit their use in ODTs. On the other hand, L-HPC, MCC and Crospovidone quickly disintegrated the ODTs within or close to the 30 sec limit. While L-HPC disintegrates fast due to its high porosity and the smaller number of hydroxyl groups leading to particles de-aggregation, both MCC and Crospovidone exhibited higher porosities leading to imbibing water by wicking action (sponge-like), swelling followed by disintegration. Both cellulosic and non-cellulosic excipients did not yield acceptable friability levels (i.e. < 1%) due to the poor compaction properties of powdered mannitol, except for MCC which resulted in < 1% friability (0.96-0.72%) when used above 20% (w/w) concentration. This could be attained from the domination of MCC-MCC bonding over the MCC-mannitol weak bonds at higher concentration of the excipi-ent. In addition, friability was reduced upon increasing the concentration of each of the excipients apart from Crospovi-done which showed a constant friability profile upon increas-ing its concentration (3.67-3.44%).
4. CONCLUSION It is well known that binary mixture tablets exhibit dif-ferent physico-mechanical properties to that of single com-ponent tablets. The inclusion of excipients with high plastic deformation capability usually results in improvement of tablet hardness and in turn reduction in friability. Despite that, the results of the current investigation show that the negative effect of powdered mannitol fragmentation on the overall tablet properties is significant regardless of the bind-ing capacity instigated by the adjuvant excipients.
Both cellulosic and non-cellulosic excipients retained good plasticity in pure form. The resultant binary mixture tablets however, showed moderate-to-good hardness and friability profiles at low concentrations, particularly for Polyox and L-HPC; these were suitable for ODTs and supe-rior to that of crospovidone and MCC. Target disintegration time, on the other hand, was only acceptable with L-HPC (<30 sec), whereas the other new excipients (Polyox and HPC) showed a gradual increase in disintegration time upon increasing concentration due to matrix formation. Friability was above the limit of 1% for all new excipients, also due to the negative influence of mannitol. Finally, the current investigation involved using binary mixtures of excipients plus mannitol and it is probable that upon inclusion of other excipients i.e. ternary and above mixtures, the physico-mechanical properties may differ, al-though this is outside the scope of this work.
CONFLICT OF INTEREST
The authors confirm that this article content has no con-flicts of interest.
ACKNOWLEDGEMENTS
The authors would like to acknowledge the financial support from Aston University for providing overseas bur-saries to support Ali Al-khattawi and Eman Dahmash in their post graduate education. Affiong Iyire is a Commonwealth Scholar, funded by the UK government. Medical Research Council, UK and Viridian Pharma Ltd are thanked for their financial support in funding Tom Dennison’s studentship.
PATIENT CONSENT
Declared none.
REFERENCES [1] Builders, P. F.; Bonaventure, A. M.; Tiwalade, A.; Okpako, L. C.;
Attama, A. A. Novel multifunctional pharmaceutical excipients de-rived from microcrystalline cellulose–starch microparticulate com-posites prepared by compatibilized reactive polymer blending. Int. J. Pharm., 2010, 388, 159-167.
[2] Al-Khattawi, A.; Mohammed, A. R. Compressed orally disintegrat-ing tablets: excipients evolution and formulation strategies. Expert Opin. Drug Deliv., 2013, 10, 651-663.
[3] Roy, D.; Semsarilar, M.; Guthrie, J. T.; Perrier, S. Cellulose modification by polymer grafting: a review. Chem. Soc. Rev., 2009, 38, 2046-2064.
[4] Sharma, R.; Varshney, V.; Chauhan, G. S.; Naithani, S.; Soni, P. Hydroxypropylation of cellulose isolated from bamboo (Dendroca-lamus strictus) with respect to hydroxypropoxyl content and rheological behavior of the hydroxypropyl cellulose. J. Appl. Po-lym. Sci., 2009, 113, 2450-2455.
[5] Westermarck, S.; Juppo, A. M.; Kervinen, L.; Yliruusi, J. Microcrystalline cellulose and its microstructure in pharmaceutical processing. Eur. J. Pharm. Biopharm., 1999, 48, 199-206.
[6] Kim, C-J. Effects of drug solubility, drug loading, and polymer molecular weight on drug release from Polyox® tablets. Drug Dev. Ind. Pharm. 1998, 24, 645-651.
[7] Al-Khattawi, A.; Aly, A.; Perrie, Y.; Rue, P.; Mohammed, A. R. Multi stage strategy to reduce friability of directly compressed orally disintegrating tablets. Drug Deliv. Lett., 2012, 2, 195-201.
[8] United States Pharmacopeial Convention. United States Pharma-copeia. Disintegration; 701; United States Pharmacopeial Conven-tion: Maryland, 2005.
[9] Alderborn, G.; Nystrom, C. Pharmaceutical Powder Compaction Technology. Marcel Dekker: New York, 1996.

Systematic Screening of Compressed ODT Excipients: Cellulosic Versus Non-Cellulosic Current Drug Delivery, 2014, Vol. 11, No. 4 15
[10] Aulton, M. E. Pharmaceutics: the science of dosage form design, 2nd ed.; Churchill Livingstone: Edinburgh, 2002.
[11] United States Pharmacopeial Convention. United States Pharma-copeia. Powder flow; 1174; United States Pharmacopeial Conven-tion: Maryland, 2006.
[12] Hancock, B. C.; Carlson, G. T.; Ladipo, D. D.; Langdon, B. A.; Mullarney, M. P. The powder flow and compact mechanical prop-erties of two recently developed matrix-‐forming polymers. J. Pharm. Pharmacol., 2001, 53, 1193-1199.
[13] Shah, R. B.; Tawakkul, M. A.; Khan, M. A. Comparative evalua-tion of flow for pharmaceutical powders and granules. AAPS PharmSciTech, 2008, 9, 250-258.
[14] Cleary, P. W.; Sawley, M. L. DEM modelling of industrial granular flows: 3D case studies and the effect of particle shape on hopper discharge. Appl. Math. Model., 2002, 26, 89–111.
[15] Bodmeier, R.; Paeratakul, O. Spherical agglomerates of water-insoluble drugs. J. Pharm. Sci., 1989, 78, 964-967.
[16] Nakanishi, S.; Fujii, M.; Sugamura, Y.; Suzuki, A.; Shibata, Y.; Koizumi, N.; Watanabe, Y. Evaluation of the physicochemical characteristics of crospovidone that influence solid dispersion preparation. Int. J. Pharm., 2011, 413, 119-125.
[17] Khossravi, D.; Morehead, W. T. Consolidation mechanisms of pharmaceutical solids: A multi-compression cycle approach. Pharm. Res., 1997, 14, 1039-1045.
[18] Picker-Freyer, K. M.; Dürig, T. Physical mechanical and tablet formation properties of hydroxypropylcellulose: in pure form and in mixtures. AAPS Pharm. Sci. Tech, 2007, 8, 82-90.
[19] Jivraj, I. I.; Martini, L. G.; Thomson, C. M. An overview of the different excipients useful for the direct compression of tablets. Pharm. Sci. Technolo. Today., 2000, 3, 58-63.
[20] Odeku, O.; Awe, O.; Popoola, B.; Odeniyi, M.; Itiola, O. Compres-sion and mechanical properties of tablet formulations: Containing corn, sweet potato, and cocoyam starches as binders. Pharm. Tech-nol., 2005, 29, 82-90.
[21] Eriksson, M.; Alderborn, G. The effect of particle fragmentation and deformation on the interparticulate bond formation process during powder compaction. Pharm. Res., 1995, 12, 1031-1039.
[22] Ek, R.; Wormald, P.; Iversen, T.; Nyström, C. Crystallinity index of microcrystalline cellulose particles compressed into tablets. Int. J. Pharm., 1995, 125, 257-264.
[23] Suzuki, T.; Nakagami, H. Effect of crystallinity of microcrystalline cellulose on the compactability and dissolution of tablets. Eur. J. Pharm. Biopharm., 1999, 47, 225-230.
[24] Gracias, D.; Somorjai, G. Continuum force microscopy study of the elastic modulus, hardness and friction of polyethylene and poly-propylene surfaces. Macromolecules, 1998, 31, 1269-1276.
[25] Nyström, C.; Alderborn, G.; Duberg, M.; Karehill, P-G. Bonding surface area and bonding mechanism-two important factors fir the understanding of powder comparability. Drug Dev. Ind. Pharm., 1993, 19, 2143-2196.
[26] He, X.; Secreast, P. J.; Amidon, G. E. Mechanistic study of the effect of roller compaction and lubricant on tablet mechanical strength. J. Pharm. Sci., 2007, 96, 1342-1355.
[27] Tye, C. K.; Sun, C. C.; Amidon, G. E. Evaluation of the effects of tableting speed on the relationships between compaction pressure, tablet tensile strength, and tablet solid fraction. J. Pharm. Sci., 2005, 94, 465-472.
[28] Westermarck, S.; Juppo, A. M.; Kervinen, L.; Yliruusi, J. Mi-crocrystalline cellulose and its microstructure in pharmaceutical processing. Eur. J. Pharm. Biopharm., 1999, 48, 199-206.
[29] Karehill, P. G.; Nyström, C. Studies on Direct Compression of Tablets XXI. Investigation of Bonding Mechanisms of Some Di-rectly Compressed Materials by Strength Characterization in Media with Different Dielectric Constants (Relative Permittivity). Int. J. Pharm. 1990, 61, 251-260.
[30] Yoshinari, T.; Forbes, R. T.; York, P.; Kawashima, Y. The im-proved compaction properties of mannitol after a moisture-induced polymorphic transition. Int. J. Pharm., 2003, 258, 121-131.
[31] Burger, A.; Henck, J. O.; Hetz, S.; Rollinger, J. M.; Weissnicht, A. A.; Stöttner, H. Energy/temperature diagram and compression be-havior of the polymorphs of D-mannitol. J. Pharm. Sci., 2000, 89, 457-68.
[32] Watanabe, Y.; Koizumi, K.; Zama, Y.; Kiriyama, M.; Matsumoto, Y.; Matsumoto, M. New compressed tablet rapidly disintegrating in saliva in the mouth using crystalline cellulose and a disintegrant. Biol. Pharm. Bull. 1995, 18, 1308-1310.
[33] York, P. Solid-state properties of powders in the formulation and processing of solid dosage forms. Int. J. Pharm. 1983, 14, 1-28.
[34] Tatavarti, A. S.; Muller, F. X.; Hoag S. W. Evaluation of the de-formation behavior of binary systems of methacrylic acid copoly-mers and hydroxypropyl methylcellulose using a compaction simu-lator. Int. J. Pharm. 2008, 348, 46-53.
[35] Fox, C.; Richman, M.; Reier, G.; Shangraw, R. Microcrystalline cellulose in tableting. Drug Cosm. Ind. 1963, 92, 161-164.
[36] Machida, Y.; Nagai, T. Directly compressed tablets containing hydroxypropyl cellulose in addition to starch or lactose. Chem. Pharm. Bull. (Tokyo). 1974, 22, 2346-2351.
[37] Francis, M. F.; Piredda, M.; Winnik, F. M. Solubilization of poorly water soluble drugs in micelles of hydrophobically modified hydroxypropylcellulose copolymers. J. Control. Release. 2003, 93, 59-68.
[38] Alvarez-Lorenzo, C.; Gómez-Amoza, J. L.; Martı́Nez-Pacheco, R.; Souto, C.; Concheiro, A. Evaluation of low-substituted hydroxypropylcelluloses (L-HPCs) as filler-binders for direct compression. Int. J. Pharm. 2000, 197, 107-116.
[39] Shirai, Y.; Sogo, K.; Yamamoto, K.; Kojima, K.; Fujioka, H.; Ma-kita, H.; Nakamura, Y. A novel fine granule system for masking bitter taste. Biol. Pharm. Bull. 1993, 16, 172-177.
[40] Fukami, J.; Yonemochi, E.; Yoshihashi, Y.; Terada, K. Evaluation of rapidly disintegrating tablets containing glycine and carboxymethylcellulose. Int. J. Pharm. 2006, 310, 101-109.
[41] DOW Chemical Company. POLYOX water soluble resins: com-bining flexibility with consistency. http://msdssearch.dow.com/PublishedLiteratureDOWCOM/dh_08e5/0901b803808e5467.pdf?filepath=dowwolff/pdfs/noreg/326-00108.pdf&fromPage=GetDoc (Accessed Oct 19, 2013).
[42] Yang, L.; Venkatesh, G.; Fassihi, R. Characterization of com-pressibility and compactibility of poly (ethylene oxide) polymers for modified release application by compaction simulator. J. Pharm. Sci. 1996, 85, 1085-1090.
[43] Nystrom, C.; Karehill, P.G. In: Pharmaceutical powder compaction technology; Alderborn, G.; Nystrom, C., Eds.; Marcel Dekker: New York, 1996; p. 48.
[44] Huang, H.; Nguyen, P.; Inbasekaran, P. Effect of PEO Particle Size Distribution on CR Tablets by Direct Compression Method. http://msdssearch.dow.com/PublishedLiteratureDOWCOM/dh_0043/0901b80380043ce1.pdf?filepath=polyox/pdfs/noreg/326-00043.pdf&fromPage=GetDoc (Accessed Oct 20, 2013).
[45] US FDA Center for Drug Evaluation and Research. Guidance for Industry Orally Disintegrating Tablets; United States Food and Drug Administration: Maryland, 2008.
[46] Bartholomaeus, J. H.; Arkenau-Marić, E.; Galia, E. Opioid ex-tended-release tablets with improved tamper-resistant properties. Expert Opin. Drug Deliv., 2012, 9, 879-891.
[47] Jain, S. P.; Mehta, D. C.; Shah, S. P.; Singh, P. P.; Amin, P. D. Melt-in-mouth pellets of fexofenadine hydrochloride using crospovidone as an extrusion–spheronisation aid. AAPS PharmSci. Tech., 2010, 11, 917–923.
Received: January 12, 2014 Revised: February 15, 2014 Accepted: March 20, 2014
DISCLAIMER: The above article has been published in Epub (ahead of print) on the basis of the materials provided by the author. The Edito-rial Department reserves the right to make minor modifications for further improvement of the manuscript.
PMID: 24655059
Related Documents











