i MOTOR BLOĞU VE SİLİNDİR KAPAĞI TASARIMI İsmail YILMAZ Sedat ALTUNOK LİSANS TEZİ OTOMOTİV MÜHENDİSLİĞİ BÖLÜMÜ GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ OCAK 2015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 1/113
i
MOTOR BLOĞU VE SİLİNDİR KAPAĞI TASARIMI
İsmail YILMAZ
Sedat ALTUNOK
LİSANS TEZİ
OTOMOTİV MÜHENDİSLİĞİ BÖLÜMÜ
GAZİ ÜNİVERSİTESİ
TEKNOLOJİ FAKÜLTESİ
OCAK 2015

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 2/113
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 3/113
i
İsmail YILMAZ ve Sedat ALTUNOK tarafından hazırlanan “MOTOR BLOĞU VESİLİNDİR KAPAĞI TASARIMI” adlı bu tezin Lisans tezi olarak uygun olduğunu
onaylarım.
Yard. Doç. Dr. Melih OKUR …….…………………….Tez Danışmanı
Bu çalışma, jürimiz tarafından oy birliği ile Otomotiv Mühendisliği BölümündeLisans tezi olarak kabul edilmiştir.
Prof. Dr. Kemal ERŞAN …….…………………….
Prof. Dr. İsmet ÇELİKTEN …….…………………….
Yard. Doç. Dr. Melih OKUR …….…………………….
Bu tez, G.Ü. Teknoloji Fakültesi Otomotiv Mühendisliği’nce onanmıştır.
Prof. Dr. Can ÇINAR .........…………………….
Otomotiv Mühendisliği Bölüm Başkanı

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 4/113
ii
ETİK BEYAN
Gazi Üniversitesi Teknoloji Fakültesi Tez Yazım Kurallarına uygun olarakhazırladığım bu tez çalışmasında;
Tez içinde sunduğum bilgi ve dokümanları akademik kurallar etikçerçevesinde elde ettiğimi,
Tüm bilgi, belge, değerlendirme ve sonuçları bilimsel etik ve ahlakkurallarına uygun olarak sunduğumu,
Tez çalışmamda özgün verilerim dışında kalan ve tezde yararlanılan eserlerintümüne uygun atıfta bulunarak kaynak gösterdiğimi,
Kullanılan verilerde herhangi bir değişiklik yapmadığımı,
Bu tezde sunduğum çalışmanın özgün olduğunu ve başka bir yerdesunmadığımı
Beyan ederim.
İsmail YILMAZ Sedat ALTUNOK
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 5/113
iii
MOTOR BLOĞU VE SİLİNDİR KAPAĞI TASARIMI
(Lisans Tezi)
İsmail YILMAZ
Sedat ALTUNOK
GAZİ ÜNİVERSİTESİ
TEKNOLOJİ FAKÜLTESİ
Ocak 2015
ÖZET
Bir motorun, tasarımının başlangıcından satışa çıkarılmasına kadar geçen süre
oldukça uzun bir süreçtir. Sürenin uzun olması, üretim maliyetini
artırmaktadır. Tasarım-analiz süresinin kısaltılması için, mühendisler,
bilgisayar destekli çizim ve bilgisayar destekli mühendislik programları
kullanmaktadır. Bu çalışma da, hedeflenen güç değeri baz alınarak, tek
silindirli, dört zamanlı, su soğutmalı, otto çevrimli bir motorun temel boyutları
tasarlanmıştır. Tasarlanan bu motor, CATIA V5 programında modellenmiştir.
Silindir kalınlığı ve silindir içi akış analizi, ANSYS 14.5 programı kullanılarak
analiz edilmiştir. Sonuç olarak, motor tasarımında, prototip motor üretilmeden
de yapısal analizler yapılabileceği gösterilmiştir.
Anahtar Kelimeler: Motor bloğu, Silindir kapağı, Ansys
Sayfa Adedi : 113
Tez Yöneticisi : Yard. Doç. Dr. Melih OKUR

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 6/113
iv
DESIGN OF THE ENGINE BLOCK AND CYLINDER HEAD
(Thesis)
İsmail YILMAZ
Sedat ALTUNOK
GAZİ UNIVERSITY
FACULTY OF TECHNOLOGY
January 2015
ABSTRACT
An engine’s design from beginnig to be sold period is a quite long time. Longer
period increases the product costs. Today, engineers are using computer aided
drawing and computer aided engineering softwares for reducing the design
process. In this study, basic dimensions of one cylinder, four stroke, water
cooled an otto engine designed for target engine power value. This designed
engine modeled in CATIA V5 software. Thickness of cylinder and cylinder flow
analysis were performed in ANSYS 14.5 software. As a result, structural
analysis for engine design can be performed without creating prototype.
Key Words : Engine block, cylinder head, Ansys
Page Number: 113
Advisor : Yard. Doç. Dr. Melih OKUR

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 7/113
v
TEŞEKKÜR
Çalışmalarımız boyunca yardım ve katkılarıyla bizi yönlendiren danışman hocamız
Yard. Doç. Dr. Melih OKUR ’a ve kıymetli tecrübelerinden faydalandığımız
Otomotiv Mühendisliği Bölümü’ndeki tüm kıymetli hocalarımıza, manevi
destekleriyle bizi hiçbir zaman yalnız bırakmayan çok değerli arkadaşlarımıza
teşekkür ederiz.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 8/113
vi
İÇİNDEKİLER sayfa
ÖZET………………………………………………..……………………………….ivABSTRACT…………………………….……….……………………………………v
TEŞEKKÜR………………….………………………………………………………vi
İÇİNDEKİLER . ………………………….…………………………………………vii
ÇİZELGELERİN LİSTESİ……….……….…………………………………………ix
ŞEKİLLERİN LİSTESİ………………………………………………………………x
RESİMLERİN LİSTESİ………………………….……….…………………………xi
SİMGELER VE KISALTMALAR ………………….…….…….…………………xiv1.GİRİŞ…………………………………………………………………………….…1
2.LİTERATÜR TARAMASI…………………………….……….…….……………2
2.1.İçten Yanmalı Motorların Tarihsel Gelişimi…………..….……………....………2
2.2.Tasarım………………………………………………...…………………………6
2.2.1.Tasarımda temel kararlar ve ön analiz……...…………………………..………7
2.2.2.İçten yanmalı motorların tasarım esasları…...…………………………….……9
2.3.İçten Yanmalı Motor Çeşitleri………………………………….…………….…17
2.3.1.Strok sayısına göre sınıflandırma………………………………..…………….17
2.3.2.Karışım teşkiline göre smıflandırma…………………………..…....…………17
2.3.3.Çalışma çevrimin karakterine göre sınıflandırma……………………..………18
2.3.4.Kullanılan yakıta göre sınıflandırılma……………..………………..…...……18
2.3.5.Dolguyu silindirlere doldurma şekline göre sınıflandırılma…………….….…18
2.3.6.Silindirlerin yerleştirilme şekline göre sınıflandırılma…………………..……18
2.3.7.Soğutma şekline göre sınıflandırma………………….…………………..……25
2.3.8.Kullanma maksatlarına göre motorların sınıflandırması……………….......…25
2.4.İçten Yanmalı Motorların Temel Parçaları…………………………….……..…25
2.4.1.Motor bloğu…………………………………………………………….……..25
2.4.2.Silindir kapağı…………………………………………………….…………...26
2.4.3.Krank mili………………………………….…………………...….....…….…27
2.4.4.Biyel kolu……………………………………………………………….….….30
2.4.5.Piston……………………………………………………………..….………..31
2.4.6.Kam mili………………………………………………………..……..………34

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 9/113
vii
2.4.7.Supap…………………………………………………………………………..39
2.4.8.Volan…………………………….…….……………...….……………………44
2.5.Motor Tasarımı ve Analizi Üzerine Yapılan Çalışmalar………………………..45
2.6.Motor Bloğu Malzemeleri…………………..……..……...………………...…...45
2.6.1.Alüminyum alaşımları………………………………………………...………45
2.6.2.Dökme demir………………………………...……………………….….……53
2.6.3.Magnezyom alaşımları……………………….…………………………..……55
2.7.Motor Bloğu İmalat Yöntemleri………………………………………..……….57
2.7.1.Kum döküm……………………………………...………………....…………57
2.7.2.Basınçlı döküm………………………………………………………………..57
2.8.Silindir Kapağı Malzemeleri ve İmalat Yöntemleri…..…………………………60
2.9.Bilgisayar Destekli Analiz………………………………………………………61
3.MATERYAL METOD……………………………………………………………63
3.1.Motor Bloğu Ve Silindir Kapağının Tasarım Hesaplamaları……….…….….…63
3.2.Motor Bloğunun Modellenmesi…………………………………………………79
3.3.Silindir Kalınlığının Yapısal Analizi……………………………………………79
3.4.Silindire Alınan Havanın Akış Analizi…………………….……………………86
SONUÇ VE ÖNERİLER………………………………….……....…….…….….…91
KAYNAKÇA………………………………………….…..………...………………92
ÖZGEÇMİŞ…………………………………………………………………………94

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 10/113
viii
ÇİZELGELERİN LİSTESİ sayfa
Çizelge 2.1. Alüminyum ve dökme demirin yoğunluk ve ısı iletim katsayısı………52
Çizelge 3.1. Analizde kullanılan motorun temel özellikleri……………….….….....80
Çizelge 3.2. Analizde kullanılan karakteristik değerler………………….…………80
Çizelge 3.3. Krank mili pozisyonları için analizde kullanılacak veriler……………80
Çizelge 3.4. Gerilme değerleri………………………………………………………86

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 11/113
ix
ŞEKİLLERİN LİSTESİ sayfa
Şekil 2.1. Geri besleme döngülü bir tasarım akış diyagramı…………………………9
Şekil 2.2. Klasik bir motora ait emme ve egzoz supları açılma diyagramı…………38
Şekil 2.3. Değişken supap mekanizması kam milinde supap zamanlaması………...39
Şekil 2.4 Otomobillerdeki ağırlık artış grafiği………………………………………46
Şekil 2.5 Alüminyum şekillendirme yöntemleri……………………………….……48
Şekil 2.6 Otomotivde üretim tekniğine göre alüminyum……………………………49
Şekil 2.7. Batı Avrupa’da üretilen motor sayısı…………………………………..…51

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 12/113
x
RESİMLERİN LİSTESİ Sayfa
Resim 2.1. Isaac de Rivaz’ın motoru…………………………………………………2
Resim 2.2. Otto ve Langen’in uçan pistonlu motoru…………………………………3
Resim 2.3. Brayton'un 1872 yapımı gaz motoru ………………………….….……...5
Resim 2.4. Otto'nun 1876 yapımı dört stroklu deney motoru………….….…………5
Resim 2.5. Silindirlerin yerleştirilme şekline göre motorların sınflandırılması….…18
Resim 2.6. Sıralı motorlar…………………………………………….…….….……19
Resim 2.7. V tipi motorlar …………………………………….…….………………20
Resim 2.8. Boksör tipi motorlar…………………………….………………………21
Resim 2.9. Yıldız tipi motorlar…………………….….…….………………………21
Resim 2.10.W tipi motorlar ……………….….…….………………………………22
Resim 2.11. H tipi motorlar …………………………………………………………22
Resim 2.12. Zıt pistonlu motorlar………….….….…………………………………23
Resim 2.13. Wankel motorlar …………………….…………………………………24
Resim 2.14. Quasiturbine motorlar ………………….………………………………24
Resim 2.15. Motor bloğu……………………………………………………………26
Resim 2.16. Silindir kapağı…………………………………………………………27
Resim 2.17. Krank milinin kısımları…………………….….….……………………29
Resim 2.18. Krank milinin yağ kanalları……………………...……………………29
Resim 2.19. Biyel kolu………………………………………………………………31
Resim 2.20. Pistonun üstten ve yandan görünümü…………………………………32
Resim 2.21. Çeşitli piston konstrüksiyonları………………….….…………………32
Resim 2.22. Piston kısımları……………………………………….….….…………33
Resim 2.23. Kam milleri………………………………………………….…………34
Resim 2.24. Kamın kısımları……………………………………………….….……35
Resim 2.25. Değişken supap zamanlaması uygulanan bir motora ait kam milleri.....36
Resim 2.26. Çeşitli kam profilleri………………………………………………..…37
Resim 2.27. Kam mili profilinin önden görünümü…………………………………37
Resim 2.28. Supaplar ve mekanizmaya ait diğer parçalar………………..….……..39
Resim 2.29. Supap, supap yayı, supap kılavuzu, yay tablası ve tırnakları ….….…..40Resim 2.30. Supabın montaj edilmiş hali…………………………………….….…40
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 13/113
xi
RESİMLERİN LİSTESİ Sayfa
Resim 2.31. Alüminyum silidir kapaklarında kullanılan supap kılavuzları…………41
Resim 2.32. Alüminyum silidir kapaklarında kullanılan bagalar……….….….……41
Resim 2.33. Sodyum ile soğutulan bir supap…………………………………..……42
Resim 2.34. İ-tipi hidrolik iticili her silindire iki emme ve iki egzoz supabı kullanılan
bir supap sistemi……………………………………………………………….……43
Resim 2.35. Üç supap düzenlemesi (iki emme supabı, bir egzoz supabı) ….………43
Resim 2.36. Beş supaplı motor düzenlemesi……………………………………..…43
Resim 2.37. Volan ve debriyaj baskı- balatası………………………………...……..44
Resim 2.38. 319 alaşımından imal edilmiş 5. nesil Chevrolet Corvette LS1
motoru………………………………………………………………………….…....53
Resim 2.39. Dökme demirin katı yağlama mekanizması………………………...…54
Resim 2.40. Kesilmiş halde Mg-Al kompozit motor bloğu………………..……..…56
Resim 2.41. Kum döküm yöntemi………………………………………………..…57
Resim 2.42. Kokil döküm yöntemi…………………………………………………58
Resim 2.43. Düşük basınçlı döküm yöntemi ………………………………………58
Resim 2.44. Yüksek basınçlı döküm……………………………………………..…59
Resim 2.45. Squeeze casting yöntemi………………………………………………59
Resim 3.1. CATIA programında oluşturulan katı model……………………...……79
Resim 3.2. Piston konumları (10o, 30o, 40o, 45o, 50o, 60o) ………………..….….…81
Resim 3.3. ANSYS programına hazır modelin import edilmesi……………………81
Resim 3.4. ANSYS programına aktarılan yarım motor bloğu …………….………..82
Resim 3.5. Eleman tipinin belirlenmesi ……………………………………………82 Resim 3.6. Malzeme özelliklerinin tanımlanması ……………………………….…83
Resim 3.7. Bölünmüş silindir yüzey alanı…………………………………….….…83
Resim 3.8. Mesh edilmiş katı model …………………………………………..……84
Resim 3.9. Katı modelin displacement yüzeyi………………………………………84
Resim 3.10. Gaz kuvvetleri……………………………………………….....………85
Resim 3.11. 30o KMA için analiz sonucu……………………………………...……85
Resim 3.12. Analizi yapılacak akış ortamı……………………………….…....……86
Resim 3.13. Akış analizi için seçilen eleman tipi………………………...…………87

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 14/113
xii
RESİMLERİN LİSTESİ Sayfa
Resim 3.14. Mesh edilen akış ortamı……………………………………..…………87
Resim 3.15. Silindire alınan havanın giriş bölgesi…………………….....…………88
Resim 3.16. Akış çizgileri……………………………………………………...……89
Resim 3.17. Akış analizi için yenilenen yanma odası………………………………89
Resim 3.18. Yeni yanma odasının akış çizgileri……………………………….……90
Resim 3.19. Emme zamanı akış çizgileri……………………………………………90

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 15/113
xiii
SİMGELER VE KISALTMALAR
Simgeler Açıklamalar
ηp İyilik derecesi
ηv Hacimsel verim
ηm Mekanik verim
Pi İndike güç
Pp Teorik makinann gücü
Pe Efektif güç Sıkıştırma oranı
X Strok çap oranı
Hu Alt ısıl değer
cp Sabit basınçta özgül ısı
cv Sabit hacimde özgül ısı
Hmix Karışım ısıl değeri
k İzantropik üs Termik verim
Pme Ortalama efektif basınç
VH Toplam strok hacmi
Vh Strok hacmi
D Silindir çapı
H Kurs boyu
Cm Piston hızı
Pi İndike ortalama basınç
Pme Ortalama efektif basınç
Pf Sürtünme gücü
PL Litre gücü
Efektif verim
Özgül yakıt tüketimi
Silindir kalınlığı
σem Emniyet gerilmesi

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 16/113
xiv
Simgeler Açıklamalar
Silindir kapağı kalınlığı
nb Civata sayısı
rc Krank mili yarıçapı
Lbiyel Biyel uzunluğu

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 17/113
xv
Kısaltmalar Açıklamalar
CNG Sıkıştırılmış doğal gaz
LPG Sıvı petrol gazı
ÜÖN Üst ölü nokta
AÖN Alt ölü nokta
SAE Society of automotive engineers
KMA Krank mili açısı
AFR Hava yakıt oranı

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 18/113
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 19/113
1
1.GİRİŞ
Günümüzde otomotiv sektöründe içten yanmalı motorlar, kullanımı açısından
önemini korumaktadır. Yeniliklerle dolu otomotiv sektöründe her geçen zamanla
gelişen motor teknolojileri özellikle yakıt sarfiyatını azaltmaya yöneliktir. Böylece
müşterilerin beklentilerini karşılamayı ve Dünya’da tükenme noktasına gelen petrol
yakıtlarını idareli kullanmayı hedeflerler. Bunun yanı sıra daha hafif, daha dayanıklı
ve daha iyi güç sağlayacak özellikte motorların tasarımları için bir uğraş
verilmektedir. Bu şartlar göz önünde alınarak başta Avrupa’da olmak üzere bir çok
otomotiv fabrikaları, üretimlerini ve AR -GE çalışmalarını sürdürmektedirler. Bir
otomobilin üretiminde en zor iş motorun üretilmesidir. Bu nedenle bazı önemli
otomotiv şirketleri ürettikleri araçların motorlarını başka şirketlere yaptırmaktadırlar
Bir motorun tasarımından üretilmesine kadar bir çok teorik bilgi kullanılarak
defalarca deneyler ve hesaplamalar yapılır. Bunun sonucunda ortaya çıkan
prototiplerde de sorunlar çıkabilir. Yeniden motor tasarımına geri dönmek zorunda
kalınabilir. Motor tasarımı, üretilecek bir aracın özelliklerini ve müşteri beklentilerini belirlemek açısından çok önemlidir.
Bu çalışmada, motor bloğu ve silindir kapağı tasarımı yapılmıştır. Bu motor tasarımı
için genel kabuller ve amprik formüller ile termodinamik, malzeme bilgisi ve
mukavemet konularında teorik bilgilerden yararlanılmıştır. Oluşturulan tasarım,
bilgisayar destekli tasarım ve bilgisayar destekli analiz programları ile simüle edilip
çalışma şartlarında analiz edilmiştir. Tasarlanan motor, günümüzdeki mevcut
motorlardan daha iyi olmamasına rağmen geliştirilebilir bir tasarımdır. Bu projedeki
düşünce doğrultusunda malzeme bilimi kullanılarak nanoteknoloji ve magnezyum
alaşımları alanında yapılan atılımlarla çok iyi özelliklerde bir motor üretilebilir.
Ancak bu daha iyi imkanlarla ve daha ciddi çalışmalarla sağlanabilir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 20/113
2
2.LİTERATÜR TARAMASI
2.1.İçten Yanmalı Motorların Tarihsel Gelişimi
1791 yılında John Barber’ın gaz türbini patentini alması ile içten yanmalı motorların
ilk somut adımları atılmıştır. 1794 yılında Robert Street ismindeki bir araştırmacı ilk
kez hava-gaz yak ıt kar ışımlar ını kullanan pistonlu içten yanmalı bir motorun
patentini almıştır . Bu patentte yak ıt olarak terebentin kullanılmıştır. Yak ıtın motor
dizaynında belirleyici olacağı bu patenten anlaşılmış ve değişik yak ıtlar ın
kullanılabileceği farklı motor dizaynlar ı ortaya çıkmaya balamıştır. 1801 yılında
Philippe LEBON kömürden elde edilen gaz yakıtla (şehir gazı) çalışan motorun
patentini almıştır. İsveçli mühendis Isaac de R ivaz 1805-1813 yılları arasında içten
yanmalı motorla tahrik edilen bir vagon yapmaya çalışmıştır (Resim 2.1).
Resim 2.1. Isaac de Rivaz’ın motoru
1806 yılında Claude ve Joseph -Nicephore Niepce kardeşler yak ıt olarak toz kömür
kullanan motor yapmışlardır. 1820 yılında William Cecil, yak ıt olarak hidrojeni
kullanacak bir motor gelitirmiş. Daha sonraki yıllarda Samuel Brown, Samuel
Morey,Lemuel W. Wright, William Barnett, Stuart Perry, Alfred Drake gibi
araştırmacılar değişik dizaynları ile içten yanmalı motorun gelişimine önemli
katkılarda bulunmuşlardır. Fakat gerçek anlamda içten yanmalı pistonlu motorun
doğuşu Eugenio Barsanti ve Felice Matteochi'nin 1854 yılında İtalya’dan aldıkları
pantent ile olmuştur. Bu patentten sonra Nicolaus August Otto ve Eugen Langen
de benzer tip bir motor için 1866 yılında patent almışlardır. Bu patente göre imaledilen motor Resim 2.2'de verilmiştir. Bu motorlar herhangi bir krank-biyel

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 21/113
3
mekanizmasına bağlı olmadıklar ı için "uçan veya serbest pistonlu" motor adı
verilmiştir. Otto ve Langen bu motorlardan yaklaşık 5000 adet üretmişler ve 10 sene
piyasanın hakimi olmuşlardır.
Resim 2.2. Otto ve Langen’in uçan pistonlu motoru
İtalya ve Almanya' da uçan pistonlu motorlar geliştirilip imal edilirken Paris’te
yaşayan Jean Joseph Etienne Lenoir 1860 yılında daha değişik bir prensibe göre
çalışan motorun patentini almış ve bu motordan yaklaşık olarak 500 adet imal etmiş,
İngiltere ve Fransa da bunları satmıştır. Fakat bu motor , veriminin düşük ve yakıt
sarfiyatının yüksek olması nedeni ile fazla bir gelişme gösterememiştir. Bu motorda
piston biyel yardımı ile krank mekanizmasına bağlı olup, pistonun ileri geri
hareketleri dönme hareketine dönüştürülmekte olup günümüz motorlarına, çalışma
prensibi bakımından en yakın motordur. Bu motorda daha önce Street’in gelitirdiği
piston, Lebon’un gelitirdiği çift etki prensibi, Rivaz'ın kullandığı elektrikli ateşlemesistemi ve Samuel Brown motorunda olduğu gibi silindirler su ile soğutulmuştur.
Sıkıştırma prosesinin olmaması nedeni ile bu motorlara atmosferik motorda denir. Bu
dönemde sıkıştırma prosesinin önemi çok fazla bilinmemekle beraber, bu yönde bazı
çalışmalar yapılmıştır. Örneğin 1838'de Barnett, karışımı bir pompa yardımı ile
sıkıştırmayı düşünmütür. Gustav Schmidt, 1861 yılında Lenoir motorunda
ateşlemeden önce sıkıtırma yapılmasını önermiştir. Ancak günümüz motorların temel
çalışma prensiplerini veren Fransız Alphonse Beau de Rochas olmuştur. 16 Ocak1862 yılında yayınlanmış olan "Demir yollarında ve havacılıkta ısının ana güç

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 22/113
4
kaynağı olarak uygulanması için yeni araştırmalar" adlı patentinde motorun temel
çalışma prensiplerini vermiştir. Patentte herhangi bir çizim veya resim yoktur, fakat
yazıda yeni motorda yanma öncesi yakıt-hava karışımının sıkıştırılacağı ve çalışma
çevriminin aynı silindir içerisinde dört piston strokunda tamamlanacağı belirtilmiştir.
Çevrimi oluturacak olan prosesler;
1. Emme gerçekleştirmeli (Birinci strok),
2. Dönüşte sıkıştırma (İkinci strok),
3. Ölü noktadan geçerken ateşleme ve bundan sonra genişleme (Üçüncü strok),
4.
Yanmış gazların silindirlerden atılması (Dördüncü strok),
olarak dört strok şeklinde tanımlanmıştır.
Motordan daha yüksek performans elde etmek için ise;
1. Silindirin yüzey/hacim oranı mümkün olduğu kadar küçük olmalı,
2. Genişleme prosesi mümkün olduğu kadar şiddetli olmalı,
3. Mümkün olduğu kadar tam genişleme sağlanmalı,
4. Genileme öncesi mümkün olan en yüksek basınç sağlanmalı,
Burada l. madde ısı kaybını azaltmayı, diğer maddeler ise gazın enerjisinden hangi
koşullarda daha fazla yararlanılabileceğini açıklamaktadır. Bu makalesinden dolayı
Alphonse Beau de Rochas 'in modern motorun mucidi olduğu düşünülebilir. Fakat
Beau de Rochas sadece bir kağıt üzerinde motor önerisinde bulunmuştur. Bu
prensipleri uygulamaya koyan ve ilk prototipinde gerçekletirdiği için motorun mucidi
olarak Alman Nicolaus August Otto kabul edilir. 1872 yılında Amerika’da Geoge
Bailey Brayton ilk kez ticari gaz motorunu dizayn etmiş ve motorun patentini hem
Amerika’dan hem de İngiltere’den almıştır. Brayton’un motoru ön sıkıştırmalı, sabit
basınçta yanmalı ve tam genişlemeli bir motordur (Resim 2.3). Bu motorda
kompresörün ve pistonlu motorun ortak çalışması söz konusudur. Bu motordan çok
sayıda yapılmış fakat 1876 yılında Nicolaus August Otto'nun geliştirdiği motorla
rekabet edemeyerek piyasadan kaybolmutur.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 23/113
5
Resim 2.3. Brayton'un 1872 yapımı gaz motoru
Otto, Wilhelm Maybach ile 1876'da ilk dört stroklu motoru yapmıştır (Resim 2.4).
Resim 2.4. Otto'nun 1876 yapımı dört stroklu deney motoru
Bu şekilde dört stroklu motor yaratılmış fakat dört stroklu motorun güç üretimi için
tek çözüm olmadığını düşünenler ,krank milinin her dönüşünde iş alınmasını
sağlayacak olan iki stroklu motor üzerinde çalışmaya başlamışlardır. 1879-1881
yılları arasında James Robson, Dugald Clerk, Wilhelm Witting ve Wilhelm Hees bu
konuda öncü çalışmalara başlamışlardır. Karl BENZ ilk iki stroklu motorunu 1879
'da yapmıştır. Wühelm von Oechelhauser ve Hugo Junkers 1890 yılında kar şı
pistonlu motoru yapmışlardır. Fakat bu motorlar sahip olduklar ı avantajlara rağmen
1900'lü yıllardan önce fazla geliştirilememiştir .
Rudolf Christian Karl Diesel, sabit basınçta, sabit hacimde ve sabit sıcaklıkta yanma
ile ilgili patentini 1892 yılında almıştır. Bu patente kar şı, Maschinen Fabrik

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 24/113
6
Augsburg- Nürnberg A.G. yani kısaca MAN firmasının direktörü Heinrich BUZ'un
büyük ilgi duyması ile Diesel bu firmada çalışmaya başlamış ve 1893 yılında ilk
dizel motorun prototipi imal edilmiştir . Uzun süren denemelerden sonra bu motora
ait patent 16 Temmuz 1895’de alınmış ve ilk ticari değeri olan motor 1897 yılında
imal edilmiştir.
Daha sonraki yıllarda motor üzerindeki çalışmalar daha da hızlanarak devam etmiş
ve bu motorlar gittikçe daha mükemelleşerek günümüze kadar gelmiş ve hala en
önemli güç üretim araçları olarak kullanılmaktadır [18].
2.2.Tasarım
Tasarım, Elizabeth Adams Hurwitz tarafından kısa ve öz olarak, “gerekli olanın
araştırılması” şeklinde tanımlanmıştır. Genellikle uygulamalı sanatlar ve görsel
sanatlar, mühendislik, mimari, peyzaj ve diğer yaratıcı işler çerçevesinde ele alınır.
Tasarlamak, yeni bir obje veya ürün (makine, mobilya, endüstriyel ürün vb.), mekan
ve alan (yapı, peyzaj) için bir plan yaratma ve geliştirme sürecine işaret eder. Tasarı
ise hem son plan veya taslak (bir çizim, modelleme vb.); ya da bir plan veya taslağınsonucu (üretilen bir obje, ürün, mekan ve alan) için kullanılır [1].
İçten yanmalı motorlar, Otto’nun 1876 ve Diesel’in 1897 yılında yaptığı motorlardan
bu yana, 100 yılı aşkın bir süredir geliştirilerek kullanılmaktadırlar. Bu süre
içerisinde, söz konusu motorların ayrıntılarındaki geliştirmeler şaşırtıcı boyutlarda
olduğu halde, temel yapılarında esaslı bir değişiklik olmamıştır. Günümüzün içten
yanmalı motorları, ayrıntılar üzerindeki tasarım çalışmalarının komple tasarıma göre
daha uygulanabilir kabul edildiği bir düzeydedir. Ancak bu, sonraki çalışmaların da
mutlaka böyle olacağı anlamına gelmez. Aksine, çağdaş ve başarılı tasarım
çalışmalarının sürdürülmekte olması, en iyi sonucun hâlâ elde edilemediğini
göstermektedir.
Yakıt ekonomisi, boyut, ağırlık ve fiyat gibi temel göstergelerin, çıkış gücü,
güvenilirlik ve ömürle oranları yıldan yıla geliştirilmekledir. Çeşitli alanlarda
kullanılacak motorların seçiminde, bu motorların, iki veya dört zamanlı, benzinliveya diesel, normal emişli veya süperşarjlı olmaları gibi önemli seçenekler, hâlâ
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 25/113
7
geçerlidir. Öyleyse, başarılı bir içten yanmalı motor tasarımı, sahip olduğu ve çoğu
günümüzde de tam olarak cevaplanmamış veya anlaşılmamış prob lemlerinin
çözümüyle yakından ilgilidir [2].
2.2.1.Tasarımda temel kararlar ve ön analiz
Tasarım, herhangi bir görevi yapabilmesi için, parçaların boyut, biçim, malzeme
kompozisyonu ve parça düzenlemelerini önerme işlemidir. Şekil 2.1 'de, tipik bir
tasarım akış diyagramı görülmektedir.
Bir ürünün fonksiyon ve kalitesi hakkındaki tüketici raporları, bir yeniden tasarımı
gerektirebilir. Şekil 2.1'deki diyagramda, ürünün piyasaya sunulması kutusundan
çıkan geri besleme halkası bunu belirtmektedir. Ticaret ve endüstriyel rekabet de,
yeniden tasarımı sürekli zorlamaktadır. Bir diğer faktör de, patent geliştirme
çalışmalarıdır.
İhtiyaç belirlendikten sonra, özellikleri dikkatle belirlenmelidir. Özellikler,
müşterinin gerçekten ne istediğinin yeterince açık bir biçimde ifade edilmesidir.
Diyagramdaki bu alan, bazı mühendislik organizasyonlarınca "Tasarım ve
performans özellikleri" olarak da belirtilmektedir.
Özellikler belirlendikten sonra yapılacak çalışma, fizibilite çalışmasıdır. Fizibilite
çalışmasının amacı, önerinin muhtemel başarı veya başarısızlığının teknik ve
ekonomik açıdan tespitidir. Fizibilite çalışması yapacak kimselerin, iyi tasarım
geçmişine, mühendislik bilimleri, malzeme kullanımı, imalat yöntemleri ve satış
bilgilerine sahip olmaları gerekmektedir. Projenin başarısı için çoğu kez özelliklerdedeğişiklik yapılmaktadır. Bu durum, Şekil 2.1' deki diyagramdaki geri besleme
devresi ile açıklanmıştır .
Yaratıcılık, yeni bir fikir veya kavramın üretilmesi için, değişik yeni ve/ve ya eski
fikirlerin sentezi biçiminde tanımlanmaktadır. Mühendis bu aşamada mucit ve
sanatçı olabilir. Burada tip sayı ve boyut sentezi ile, elde edilmesi amaçlanan makina,
eleman ya da sistem, parçaların biçim ve sayıları ile boyutları, malzemeleri,
ağırlıkları, dayanımları ve diğer özellikleri kararlaştırılır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 26/113
8
Ön tasarım ve geliştirme aşamasında, makina veya sistemin değişik parçaları
arasındaki fonksiyonel ilişkileri ve tüm düzenlemeyi belirlemek için, makina veya
sistemin ara bağlantılarını gösteren çizimler yapılır. Bu çizimlerde, amaçlanan
tasarımı açıklamak üzere, önemli boyutlar ve notasyonların yer aldığı görünüşler
çizilir, çevrim diyagramlarını içeren kinematik çalışmalar yapılır. Tüm istekler ve
özellikler bu bölümde nadiren başarılabildiğinden, Şekil 2.1'deki diyagramda,
özellikler kutusuna bir geri besleme devresi çizilmiştir.
Ayrıntılı tasarım, imal edilecek veya satın alınacak tüm elemanların her birinin
gerçek anlamda boyutlandırılmasını içerir. Burada, her bir eleman için gerekligörünüşleri, ölçülerini, toleransları, malzemelerini, ısıl işlemleri (varsa), montaj için
gerekli elemanları ve montaj numaralarını gösteren yapım resimleri hazırlanır.
Çizimlerde, imalata ilişkin bilgiler tam olarak verilmelidir.
Alt montaj ve montaj çizimleri, malzeme ve parça listeleri gibi tüm ayrıntılar
tamamlandıktan sonra, komple tasarım, imal edilmek üzere, prototip veya model
atelyesine gönderilir. Burada, gerekli parçalar imal edildikten ve Standard parçalar
da piyasadan satın alındıktan sonra, monte edilerek, değerlendirme ve denemeye
hazır hale getirilir. Deney periyodundaki sonuçlar, ön tasarım ve ayrıntılı tasarım
alanlarında değişiklik ve iyileştirmeleri öngören bilgiler verebilir. Bu olasılık, Şekil
2.1'deki diyagramda, geri besleme devresi ile belirtilmiştir. Sürekli revizyonlar,
tasarım mühendisi performans özelliklerinin sağlandığına kanaat getirinceye kadar
sürer.
İmalat için tasarım aşamasında, imalat için en iyi (genellikle en ekonomik) imalatyöntemlerine uyacak tasarım değişiklikleri dikkate alınır. Örneğin, imalat mühendisi,
bir parçanın kalıpta kesme, dökme veya çekme yöntemiyle imal edilmeye uygun
olduğunu düşünebilir. Bu aşamada yapılması gereken bir başka çalışma da, bazı
parçaların piyasadaki eşdeğerleriyle ve bazı malzemelerin de eşdeğerde tatmin edici
ancak daha ucuz malzemelerle değiştirilebilme ihtimalinin araştırılmasıdır.
İmalat için tasarım tamamlandığında, çizimler, ürünün piyasaya sunulmak üzere
imali için imalat bölümüne gönderilir. İmalat sırasında karşılaşılan ve kolaylıkla

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 27/113
9
düzeltilemeyen olumsuzluklarda genellikle ön tasarım ve geliştirme veya değişiklik
için ayrıntılı tasarım aşamasına dönülür. Bu olasılık, Şekil 2.1'deki diyagramda, geri
besleme devresi ile belirtilmiştir [2].
Şekil 2.1. Geri besleme döngülü bir tasarım akış diyagramı
2.2.2.İçten yanmalı motorların tasarım esasları
Yeni bir tasarım yapmanın gerekçeleri
Tasarım yapmanın gerekçesi halen piyasada bulunabilen motorların, motorun
kullanılması öngörülen taşıt veya başka bir kullanım alanı için gerekli güç ihtiyacını
karşılayamaması olabilir. Diğer taraftan, motor piyasada bulunsa bile, yeni tasarımın
piyasada bulunabilenlerle rekabet edebileceği iddia edilebilir [2].
Kullanım alanı
Motorun kullanılacağı farklı alanlar için gerekli olan motorların özellikleri de farklıolacağından, tasarımda kullanım alanının göz önünde bulundurulması zorunludur.
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 28/113
10
Belirli bir hizmet alanına veya alanlar grubuna yönelik olmayan tasarımların başarılı
olması mümkün değildir [2].
Yakıt türü
Çok özel amaçlar dışında, kullanılacak yakıt, halen piyasada yeterli miktarda ve
makul bir fiyatla bulunabilen türde bir yakıt olmalıdır. Benzin seçildiğinde, normal,
süper veya kurşunsuz, diesel yakıtı seçildiğinde D1 veya D2 tercihleri söz
konusudur. Sıkıştırılmış doğal gaz (CNG), sıvı petrol gazları (LPG) ve alkol gibi
yakıtlar da, kullanıldığı bölgede bulunabilen diğer yakıtlarla karşılaştırıldığında, ucuz
ve yeterli servis imkanlarına sahip iseler, tercih edilebilirler [2].
Güç ve yakıt ekonomisi ihtiyacı
Başarılı bir şekilde tasarlanmış motorların, makul düzeylerde olmak üzere, güç
ağırlıkları ve üretim maliyetleri düşük, bakım ihtiyacı az, yakıt ekonomileri ve
güvenilirlikleri iyi, ömürleri uzun olmalıdır. Ancak, bu özelliklerden bazılarının
iyileştirilmesi, diğerlerini olumsuz yönde etkilediğinden, kullanım amacına göre bu
özelliklerden hangilerinin öncelikli olduğu belirlenmelidir.
Günümüz otomobillerinin boyutları küçülmekte, aerodinamik dirençleri ve ağırlıkları
azalmaktadır. Bu nedenle, eskiden kullanılmakta olan sekiz ve altı silindirli
motorların yerini büyük oranda dört silindirli motorlar almıştır. Böyle olduğu halde
bile, aynı birim taşıt ağırlığı için daha güçlü motor veya aynı güç için daha hafif
motor üretme çabaları sürdürülmektedir. Motorun güç ağırlığını azaltmak amacıyla,
dökme demir yerine alüminyum kullanımı, volumetrik verimi yükseltmek üzeresupap ve port tasarımı, çok supaplı tasarımlar ve süperşarj gibi uygulamalar
yapılmaktadır.
Motor gücü belirlenirken aşağıdaki uyanların dikkate alınması yararlı görülmektedir:
1. Tasarlanan motor, özel bir neden yoksa, asla aynı amaçla kullanımda olan
motorlardan daha az güç verecek biçimde tasarlanmamalıdır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 29/113
11
2. Motor, geliştirilebilir ve geliştirildiğinde daha fazla güç verebilir yapıda
tasarlanmalıdır (örneğin, başlangıç tasarımında yeterli olan küçük çaplı
supaplar, daha fazla güç ihtiyacı söz konusu olduğunda büyültülebilmelidir).
3. Motor gücü, tasarıma karar verildiği andaki değil, motorun imalata hazır
duruma geldiği andaki güç ihtiyacı göz önünde bulundurularak tespit
edilmelidir.
Yakıt ekonomisi her zaman arzu edilen bir özellik olmasına rağmen, motorun
kullanım alanına göre, etkileyeceği diğer özellikler bakımından da değerlendirme
yapılmalıdır. Yakıt ekonomisi genellikle motorun özgül gücünü kötüleştirmektedir.
Bu nedenle, verilen bir güç için en ekonomik (verimli) motor, daha büyük, daha ağır
ve muhtemelen daha pahalı bir motor olacaktır [2].
En uygun motor tipi
İhtiyaca en uygun motor tipinin hangisi olduğu sorusunun cevaplanması sayesinde,
aslında birçok durumda kullanılan yakıt türü kararlaştırılır. Benzin motorları, güç
ağırlıklarının ve maliyetlerinin düşük, ivme yeteneklerinin yüksek, bakımlarının
kolay olmasının yanı sıra, daha sessiz, titreşimsiz, egzoz dumansız ve özellikle soğuk
havalarda daha kolay çalışmaları, benzinin de daha az kötü kokulu olması gibi
nedenlerle, otomobillerde ve 75 kW gücün altında güç gerektiren diğer alanlarda,
çoğunlukla diesel motoruna tercih edilmektedirler.
Büyük taşıtlar için gerekli olan gücü sağlamak üzere, daha büyük boyutlu motor
tasarlamak gerekmektedir. Ancak, geniş silindir ölçüsünün detonasyona olanolumsuz etkisi nedeniyle, büyük silindir çaplı buji ile ateşlemeli motoru tasarlamak
son derece güçtür. Bu nedenle, bazı doğal gaz yakıt kullananlar hariç, imal edilmiş
ve silindir çapı 150 mm'den daha büyük olan buji ile ateşlemeli motor sayısı, yok
denecek kadar azdır. Bu yüzden, büyük güçleri gerektiren alanlarda, diesel motoru
alternatifsiz hale gelmektedir. Diesel motorunun buji ile ateşlemeli motor
karşısındaki diğer önemli bir avantajı da yakıt ekonomisidir. Uygun süperşarj
kullanımı ile, diesel motorunun boyut ve ağırlığı, benzinli motorla bir ölçüde rekabet
edebilir düzeye gelmekte, ancak diğer olumsuzlukları devam etmektedir.
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 30/113
12
Motorun iki zamanlı veya dört zamanlı olması konusunda uygun bir tercih yapmadan
önce, iki zamanlı motorların yaygın olarak kullanılmakta olduğu iki alana dikkat
etmek yararlı olabilir. Bu alanlar, küçük buji ile ateşlemeli motorların genellikle
kullanıldığı motosikletler, deniz botu motorları, hafif portatif motorları, çim biçme
makinaları, ağaç testereleri, vb. ile ortadan büyük boylara kadar diesel ve gaz
motorlarıdır. Küçük iki zamanlı buji ile ateşlemeli motorların tercih edilmesinde
genellikle şu özellikler etkili olmaktadır:
Düşük ilk maliyet,
Düşük güç ağırlığı.
Bu motorların hemen hemen tamamı karterden süpürmelidir ve bu özelliğiyle, halen
imal edilmekte olan en basit motor tipidir. Özgül güçleri, aynı boyutlardaki dört
zamanlı motorlardan genellikle daha yüksek olduğundan, verilen bir güç için fiyat ve
ağırlıkları daha düşüktür. Buna karşın, süpürme sırasındaki karışım kaybına bağlı
olarak, yakıt ekonomileri daha kötüdür. Bu nedenle, küçük iki zamanlı buji ile
ateşlemeli motorlar daha çok, kullanım faktörünün düşük, yakıt ekonomisinin çok
önemli olmadığı alanlarda tercih edilmektedirler. Bu motorların, kötü yakıtekonomisine ek olarak diğer olumsuzlukları, rölanti ve hafif yüklerdeki düzensiz
çalışmaları ile genellikle yağlama yağının yakıta karıştırılması nedeniyle fazla yağ
tüketimleridir.
İki zamanlı diesel uygulamasında karterden süpürme, diesel motorlarının çalıştığı
yüksek hava/yakıt oranlarının, bu sistemde düşük ortalama efektif basınçlar vermesi
sebebiyle, çok uygun bulunmamaktadır. Ayrıca, silindir sayısı arttıkça da yapısal
olarak karterden süpürme daha etkisiz hale gelmektedir. Bu motorlara bir süpürme
bloweri eklenmesi durumunda, dört zamanlı normal emişli motora oranla, karterden
süpürmeli motorla sağlanan fiyat avantajının çoğu veya tamamı yok olmaktadır.
Ancak, bu uygulama sayesinde motorun bir miktar yakıt ekonomisi kaybı ve hafif
yük kaybı olmakla birlikte, aynı büyüklükteki dört zamanlı normal emişli motora
oranla özgül güçleri daha yüksek olmaktadır.
Yaklaşık 300 mm silindir çapına kadar hem iki, hem de dört zamanlı diesel motorlarıkullanılmakta iseler de, bu çaptan daha büyüklerde iki zamanlılar çoğunluktadır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 31/113
13
Bunun ana sebebi, yaklaşık aynı piston hızı ve güçteki eşit büyüklükteki
silindirlerdeki basınçlar, iki zamanlı motorlarda dört zamanlı motorlara oranla daha
düşüktür. Bu nedenle, motor elemanlarındaki maksimum gerilmeler de iki zamanlı
motorlarda daha düşük olmaktadır. Silindirler büyüdükçe, ısıl gerilmelerin önlenmesi
de giderek güçleştiğinden, silindir çapı arttıkça, müsaade edilen maksimum basınçlar
azalmaktadır.
İki zamanlı diesel motorlarının otomotiv alanında yaygın olmayışlarının muhtemel
nedenleri şunlar olabilir:
1.
Dört zamanlı motor tasarımının deneyim geçmişi daha fazladır.2.
Verimli süpürmeli iki zamanlı diesel motorlarının tasarımı, iyi hava kapasiteli
dört zamanlı motor tasarımına oranla daha fazla çaba gerektirmektedir.
3. Karterden süpürmeli basit iki zamanlı diesel motorlarının dışında, iki zamanlı
motorların tasarımı da en az dört zamanlı motor tasarımı kadar karmaşıktır.
4. İki. zamanlı diesel motorlarının yakıt ekonomileri çoğunlukla kapasiteli dört
zamanlı rakiplerinden daha kötüdür [2].
Soğutma sistemi
Hava ile soğutma sistemlerinde, havanın bilinen su ile soğutma sistemlerindeki suya
oranla çok daha yüksek hızlarda (dört ile sekiz katı) ve düşük sıcaklıklarda (havanın
sıcaklığı genellikle 40°C 'den az, halbuki soğutma suyunun sıcaklığı genellikle 80-
90°C dolayında) kullanılması, ayrıca silindirin dışındaki soğutma yüzeylerini
artırmak üzere (10 ile 125 kat arasında) kanatçıklar eklenmesiyle, su ile soğutmanın
doğal avantajı hemen hemen ortadan kalkmaktadır. Ancak, yine de, benzer
koşullarda, hava ile soğutulan silindirlerin kritik bölgelerinin sıcaklıkları, su ile
soğutulan silindirlerinkinden daha yüksek olmaktadır.
Yukarıda bahsedilen nedenlerle, silindir çapı arttıkça, hava ile soğutma
güçleşmektedir. Bu yüzden, silindir çapı 150 mm'nin üzerinde olan hava ile
soğutulan motor hemen hemen yoktur. Hava ile soğutma, kanatçıklar için yeterli alan
sağlayan karşıt silindirli (boksör tipi) motorlar ile, radyatör ve soğutma sistemi için
uygun yerin bulunmadığı bir veya iki silindirli motorlar için kısmen cazip olabilir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 32/113
14
Çalışmaları sırasında yüksek hava hızlarının elde edilmesi nedeniyle, hava ile
soğutma sistemlerinin doğal olarak en uygun olduğu motorlar, küçük uçak
motorlarıdır. Ayrıca, küçük portatif ve sabit motorlar ile motosiklet motorları için
uygun olduğu söylenebilir [2].
Aşırı doldurma (süperşarj)
Buji ile ateşlemeli motorlarda aşırı doldurma, özgül gücün yüksek olması istenen
uçak motorları, lüks ve spor otomobiller, yarış otomobilleri ve büyük doğal gaz
motorları gibi özel alanlarda uygulanmaktadır.
Diesel motorlarında aşırı doldurma ise, diesel motorunun doğal uygunluğu ve verim
ve güç artışı sağlaması nedeniyle, düşük maliyetin küçük boyut ve düşük ağırlıktan
daha önemli görüldüğü bazı kullanım alanları dışında, giderek artan bir uygulamadır.
Günümüzde, otomobiller, kamyonlar, otobüsler, lokomotifler, orta ve büyük boy
deniz taşıtları için üretilen diesel motorlarının hemen hemen tamamı aşırı
doldurmalıdır [2].
Silindir sayısı ve boyutları
Silindir sayısı ve boyutlarının belirlenmesi, her şeyden önce istenen çıkış gücüne
bağlıdır. Örneğin 2-3 kW'ın altındaki motorların hemen hemen tamamı, ilk
maliyetlerinin düşük olması ve 50 mm 'nin altındaki silindirlerin imalatındaki
güçlükler nedeniyle, tek silindirlidir. Anma gücü arttıkça, küçük silindirlerin boyut,
ağırlık ve geliştirilmiş motor balansı ile ilgili avantajları nedeniyle, motorun silindir
sayısının artırılması gereğini işaret etmektedir. Silindir sayısı artırıldıkça, benzertasarımlar olması ve devir kısıtlaması olmaması koşuluyla, motorun boyutları
küçülmekte ve ağırlığı azalmaktadır. Özetle, silindir sayısı ve boyutlarının seçiminin,
düşük güç ağırlığı, yüksek litre gücü, makul titreşim düzeyi, imalat ve bakım fiyatı,
ömür beklentisi ve motorun genel biçimi arasındaki uzlaşmaya bağlı olduğu
söylenebilir [2].
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 33/113
15
Silindir düzenlemesi
Silindir düzenlemesi seçimindeki en önemli faktör, elde edilen motorun biçiminin,
kullanılacağı yere uygunluğu ile buradaki bakım ve onarımlarının kolay
yapılabilmesidir. Örneğin, silindirleri krank milinin altında olan motorlar, deniz ve
otomobiller için hiç uygun değilken, ters V ve radyal motorlar, uçaklar için uygun
olabilmektedir. Altı silindire kadar olan sıra tipi motorlar, basitlikleri ve bakım
kolaylıkları nedeniyle tercih edilmektedirler. Altı silindirli sıra tipi motorlar, özellikle
balans ve titreşim bakımından tercih edilmektedirler. Altı silindirden fazla sıra tipi
motorlarda, uzunluklarının diğer boyutlarına oranla fazla uzaması ve krank millerinin burulma titreşimlerinin artması gibi problemler ortaya çıkmaktadır. Bu
olumsuzluklara rağmen, özellikle büyük gemiler, tekneye uygunluğu nedeniyle, 12
silindire kadar sıra tipi motorlar imal edilmektedir.
Sekiz silindirli V tipi motorların balansı çok iyidir, titreşim problemi yoktur ve
tasarımı da dengi motorlara kıyasla basittir. Özellikle, strok/çap oranı 1,0 den düşük
olanlarda, otomobilin motor kompartımanına uymada hiç bir sorun çıkarmamaktadır.
V-8 motorlar, motorun genel biçimindeki derli topluluk, düşük güç ağırlığı ve imalat
fiyatı arasındaki iyi uyum nedeniyle, yüksek güçlü otomobillerde ve diğer bir çok
alanda tercih edilmektedir. İki, dört ve altı silindirli V tipi motorların balans
problemleri bulunmaktadır. Bunlar daha çok, biçimsel olarak uygun görüldükleri,
motosiklet ve küçük otomobillerde kullanılmaktadırlar.
Boksör tipi (veya karşıt silindirli) motorlar, 180° açısıyla V tipi motorların özel bir
durumu olarak değerlendirilebilirler. Ancak, V tipi motorlarda her krankla iki silindirçalışırken, bu motorlarda genellikle her silindir için bir krank gerekmektedir.
Bağımsız kranklar, silindirler arasında yeterli mesafe bırakılmasına imkan
verdiğinden, bu motorlar hava soğutmalı motorlar için uygundurlar. Genellikle güç
ağırlığının düşük, uzunluğun kısa olmasının önemli olduğu alanlarda kullanılırlar.
Otobüs ve kamyonlarda, döşeme altı yerleştirmeye de uygundurlar. Otomotiv
alanında çoğunlukla iki, dört ve altı silindirli boksör tipi motorlar kullanılmaktadır.
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 34/113
16
Radyal motorlar, biçimlerinin hava soğutmaya uygunlukları, krank millerinin ve
karterlerinin küçük olmasına bağlı olarak, güç ağırlıkları en düşük olan motor
olmaları nedeniyle, çoğunlukla uçaklarda kullanılmaktadırlar [2].
Geliştirme çalışmasının tahmini süresi
İmal edilmekte olan motorlara benzer bir motorun geliştirme süresi, harcanacak
çabanın yoğunluğuna, görev alacak personel sayısına ve deneyimine, alman malî
desteğe, bu çalışmaya ayrılacak ekipmanlara ve geliştirilecek olan motorun yeni ve
denenmemiş özelliklerinin düzeyine bağımlı olarak iki ilâ beş yıl arasında, hatta daha
fazla olabilmektedir [2].
Geliştirme çalışmasının tahmini maliyeti
Tasarımın "başarılı" veya "başarısız" olarak değerlendirilmesindeki en önemli faktör
fiyattır (istisnalar olabilir, ancak böyle durumlarda bile fiyat tamamen göz ardı
edilemez). Maliyet tahmini, zaman, malzeme, personel ve geliştirme çalışmasına
ayrılacak ekipmanlara bağımlıdır. Motorun imal edilmekte olan motorlara benzerliği
ve organizasyon deneyimi arttıkça, tahminin doğruluk payı da artmaktadır. Bu
konuda deneyimi olmayan organizasyonların, genellikle düşük tahmin yaptıkları
ifade edilmektedir [2].
İmalat maliyeti
Geliştirilen motorun kağıt üzerinde fonksiyonel olması, tüm tasarım çalışmasının
sadece bir bölümüdür. Tasarımcının çalışmaları, ancak imal edilebilir olduğu zaman
anlam kazanmaktadır. İmalatın buradaki anlamı, parçaların, rekabet edebilir bir
maliyetle imal ve montajıdır. İmalat maliyetinin tahmini,- sadece tasarım
ayrıntılarına değil, aynı zamanda imalatın hızı ve metoduna da bağlıdır. Bu nedenle
tasarımcının, imalat yöntem ve makinalarını da iyi tanıyor olması şarttır. .Ancak
böyle bir tasarımcı uygun tasarım yapabilir, malzeme seçebilir, toleransları
belirtebilir, montaj işlemlerini vb. dikkate alabilir. Montaj çizimleri yapıldıktan
sonra, deneyimli imalatçılar imalat maliyetini oldukça doğru olarak tahmin
edebilmektedirler.
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 35/113
17
Rekabet değerlendirmesi açısından, "Satın alabiliyorsanız imal etmeyiniz" sözünün
geçerlilik payı oldukça yüksektir. Bu nedenle, yeni bir tasarım çalışmasına
başlamadan önce, halen imal edilmekte olan ucuz motorlar, çok ciddi olarak dikkate
alınmalı, tasarıma karar verildiğinde ise, piyasadan temin edilebilecek Standard
motor parçalarının yeniden tasarlanması ve imalinden kaçınılmalıdır [2].
2.3.İçten Yanmalı Motor Çeşitleri
İçten yanmalı pistonlu motorlar çeşitli faktörler göz önüne alınarak sınıflandırılırlar;
2.3.1.Strok sayısına göre sınıflandırma
Dört stroklu motorlar
Bu tip motorlarda bir iş çevrimi, dört piston strokunda tamamlanır ve bu esnada
krank mili iki dönüş yapar.
İki stroklu motorlar
Bu tip motorlarda bir iş çevrimi, iki piston strokunda tamamlanır ve bu esnada krank
mili bir dönüş yapar.
İlk motor geliştirilme çalışmaları yapılırken bazı mucitler üç ve altı stroklu
çevrimleri denemişlerdir [18].
2.3.2.Karışım teşkiline göre smıflandırma
Karbüratörlü motorlar
Bu motorlarda, karbüratör yardımı ile hava-yakıt karıımı silindirin dışında olutur ulur.
Bu gruba örnek olarak iki ve dört stroklu otto motorları verilebilir
Yakıt püskürtmeli motor
Bu motorlarda emilmekte olan havanın veya silindir içersine emilmiş olan havanın
içersine yakıt püskürterek hava-yakıt karışımı oluşturulur. Dizel ve püskürtmeli otto
motorları bu gruba dahildir [18].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 36/113
18
2.3.3.Çalışma çevrimin karakterine göre sınıflandırma
Yanmanın sabit hacimde gerçekletiği motorlar (Otto çevrimli)
Yanmanın sabit basınçta gerçekletiği motorlar (Diesel çevrimli)
Yanmanın kısmen sabit hacimde, kısmen sabit basınçta gerçekleştiği motorlar
(Seilinger çevrimli) [18].
2.3.4.Kullanılan yakıta göre sınıflandırılma
Sıvı yakıtlı motorlar (Benzin, motorin, kerosen, alkol ve bitkisel yağlar
kullanan motorlar)
Gaz yakıtlı motorlar (Doğal gaz ve LPG kullanan motorlar)
Katı yakıtlı motorlar (Toz kömür kullanan motorlar) [18].
2.3.5.Dolguyu silindirlere doldurma şekline göre sınıflandırılma
Doğal emişli motorlar
Aşırı doldurmalı motorlar [18].
2.3.6. Silindirlerin yerleştirilme şekline göre sınıflandırılma
Resim 2.5. Silindirlerin yerleştirilme şekline göre motorların sınflandır ılması

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 37/113
19
Sıralı motorlar
Sıralı tip motor , silindirlerin krank mili üzerinde bir çizgi üzerinde
sıralandığı motor tipidir. Günümüzde otomobillerde kullanılan en yaygın modeldir.
Silindirlerin yan yana dizilmesinden dolayı bu adı almıştır.
Dizel veya benzinli olabilirler.
İki, üç, dört, beş ve altı silindirli olarak yapılabilirler. Altı silindirden sonrasında
motor boyu uzadığından motor dengesi bozulacağı için tercih edilmemektedir. Bazı
sıralı tip motorlar eğik olarak yapılmaktadır. Bunun sebebi araçtaki motor bölmesini
küçültmek içindir. Örneğin1967 model Plymouth'ların 6 silindirli motorları buşekildedir. Yatay vaziyette yapılan sıralı tip motorlar da vardır [19].
Resim 2.6. Sıralı motorlar
V Tipi motorlar
V tipi motor, silindirlerin krank şaftı üzerinde "V" şeklinde iki sıra halinde dizildiği
motor tipi. Sıralı tip motorlara göre daha yüksek bir güç/hacim oranına sahip olan bu
tip motorlar nispeten yüksek performans gereken uygulamalarda kullanılırlar.
Silindirler arasındaki açı benzinli motorlarda 600 veya 900 olabilir, dizel motorlarda
300 ila 1200 arasında değişebilir.
Daha çok güç istenen ve fazla yer kaplamaması gereken yerlerde tercih edildiğinden
V6, V8 ve V12 en çok kullanılan tiplerdir.
Daha az miktarda krank mili ana yatağına sahip olduğundan motordaki sürtünme
kayıpları daha azdır [19].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 38/113
20
Resim 2.7. V tipi motorlar
Boksör tipi motorlar
Boksör motor (boxer) ya da diğer adıyla düz motor pistonları yere paralel olan
bir içten yanmalı motordur. Boksör motorda silindirler tek bir krank milinin her iki
tarafına 2 sıra halinde yerleştirilmiş ve böylece tüm pistonların hareketinin tek bir
düzlemde olması sağlanmıştır.
Yatay olarak pistonları karşılıklı olan bu içten yanmalı motorun patent
hakkı 1896 yılında Karl Benz tarafından alınmıştır. Boksör motorların pistonları
yatay ve karşılıklı dizilmiştir ve krank milleri ortada ve ortaktır. Ancak çoğu zaman
bu motorları başka bir motor tipi olan ve yine pistonları karşılıklı ama bu sefer zıt
dizili olan Zıt pistonlu motor lar ile karıştırırlar. Oysa bu iki motor tipinin en bariz
farkı boksör motorda ortak ve ortada olan krank milinin diğer tipte ayrı (çoğunlukla)
ve dışta olmasıdır.
Alfa Romeo, Porsche, Subaru ve Volkswagen gibi markaların bir dönem kullanmış
oldukları ve hala da Porsche ve Subaru'da kullanmaya devam ettiği bu motor tipi, dar
alanda minimum dirençle maksimum güç alınması için kısa piston kolu kullanımına
izin verir. Fakat yüksek yakıt tüketimi sebebi ile günümüzde pek tercih
edilmemektedir. Son dönemde Subaru dizel boxer motor geliştirmeyi başarmış ve ilk
olarak Legacy modelinde kullanmıştır [19].
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 39/113
21
Resim 2.8. Boksör tipi motorlar
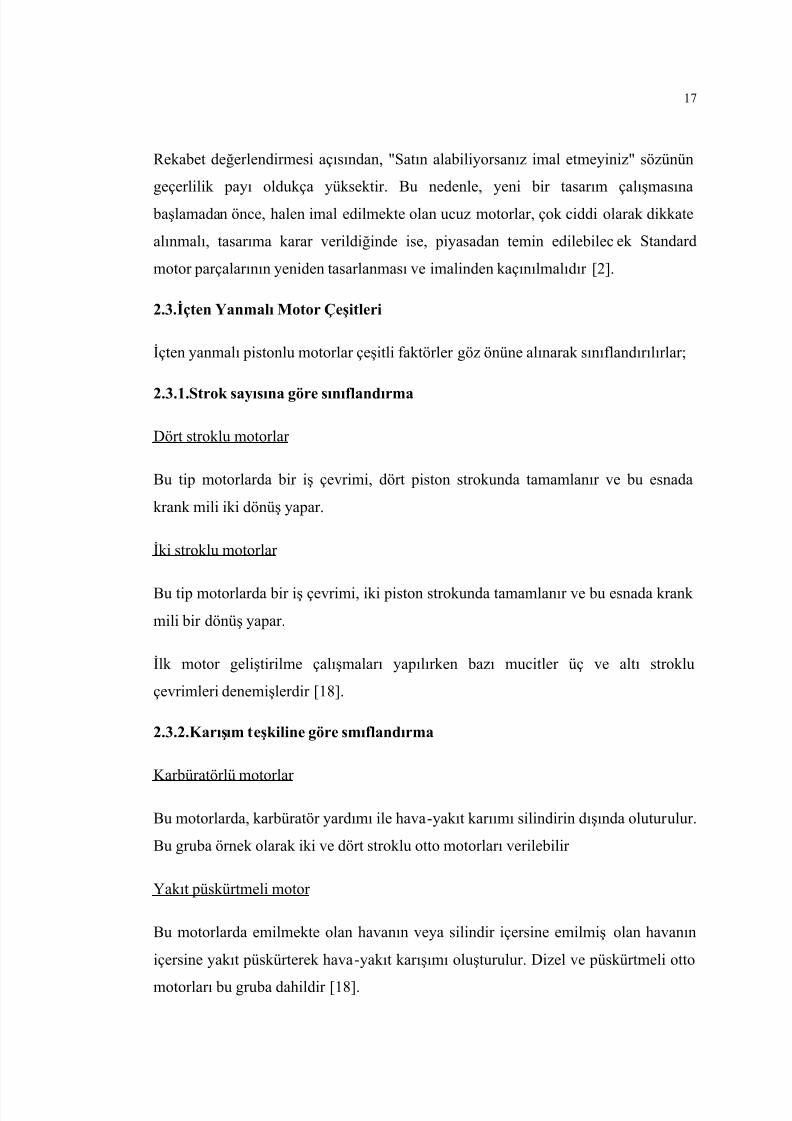
Yıldız tipi motorlar
Yıldız tipi motor ,(radyal motor) silindirleri bir daire merk ezine karşı
sıralanmış motorlara denir. Bu motor türünde tüm piston kolları tek biyel
muylusuna (resimde piston kollarının bağlı olduğu ortadaki döner kısım) bağlı olarak
çalışırlar. Yıldız tip motorlarda ateşleme aralığının düzgün olabilmesi için; 4
zamanlıları tek sayıda, 2 zamanlıları çift sayıda silindirli olarak yapılır. Bu tertip
şeklinde beygir gücü başına düşen motor ağırlığı 2 kg civarındadır. Bunedenle uçaklarda ve bazı deniz taşıtlarında rahatlıkla kullanılır [19].
Resim 2.9. Yıldız tipi motorlar

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 40/113
22
W tipi motorlar
W tipi motor , birleştirilmiş iki adet V-tipi motordan oluşur. Bu birleştirme seri
bağlantı şeklinde gerçekleştirilir. İlk W tipi motor İtalyan Alessandro Anzani (1877-
1956) tarafından 1906 yılında motosiklete uygulanan W3 motorudur. 25
Temmuz 1909 yılında ise Louis Blériottarafından uçaklarda kullanılmıştır. Bugatti
Veyron ve Volkswagen W12 otomobillerinde bu motordan kullanılmıştır [19].
Resim 2.10.W tipi motolar
H tipi motorlar
H tipi motor, silindirlerin birbirine göre konumları H şeklinde olan motordur. V açısı
180 derece olan iki V motorun kranklarının birer dişli ile ortak kullanıldığı
düşünülürse H tipi motor ortaya çıkar. Silindir blokları aynı kartere bağlıdır. 2 krank
mili ve bir iş alma mili mevcuttur. Böylece iki ayrı motorun gücü bir blok ta
toplanmış olur. Ancak bu gibi motorlarda hareketli parça ne kadar çok olursa aşınma,
ısınma, mekanik ses, sık arıza vs. olacağından pek fazla rağbet görmezler [19].
Resim 2.11. H tipi motorlar

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 41/113
23
Zıt pistonlu motorlar
Bir zıt pistonlu motor, silindirleri çift taraflıdır ve her tarafta bir piston bulunur ancak
silindirlerin kafaları yoktur. Çoğu zaman her silindir sırasının ayrı ve bağımsız krank
mili varken Doxfordship motorları ve Commer OP kamyon motorları gibi bazı
modeller tek mille çalışırlar. Bu tip motorları pistonları yine karşılıklı yerleştirilmiş
olan Boksör motorlarla karşılaştırılmaması gerekir ki bu iki tip tamamen farklı iki
motor tipidir[19].
Resim 2.12. Zıt pistonlu motorlar
Wankel motorlar
Wankel motoru veya döner pistonlu motor . Bu motorlarda diğer içten yanmalı
motorlardan farklı olarak, kenarları yayvanlaştırılmış üçgen şeklinde döner pistonlar
kullanılır. Güç iletiminin doğrudan piston üzerine bağlı mil yardımı ile
gerçekleştirilmesi sayesinde yapıları diğer motorlara göre daha az karmaşıktır.
Wankel motorunun normal bir motordan çok daha basit bir yapısı vardır. Oval bir
gövde içerisinde merkezden kaçık olarak dönen bir rotor (döner piston) (tasarıma
göre 2-3-4 rotor da olabilir) ve eksantrik milidir ( eksantrik mili 4 zamanlı
motorlarda bulunan krank milinin işini yapmaktadır ) [19].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 42/113
24
Resim 2.13. Wankel motorlar
Quasıturbine motorlar
Quasiturbine motor, Wankel motorun geliştirilmişidir. Aynı tek yönlü hareket
mantığı kullanılmış fakat rotary motorlardan daha iyi sıkıştırma sağlamaktadır ve
farklı yakıt türleriyle çalışabilmektedir [19].
Resim 2.14. Quasiturbine motorlar
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 43/113
25
2.3.7.Soğutma şekline göre sınıflandırma
Hava soğutmalı motorlar
Su soğutmalı motorlar [18].
2.3.8. Kullanma maksatlarına göre motorların sınıflandırması
Stasyoner motorlar
Gemi motorları
Lokomotif motorları
Taşıt motorları
Traktör motorları
Uçak motorları [18].
2.4.İçten Yanmalı Motorların Temel Parçaları
2.4.1.Motor bloğu
Motor bloğu motorun bütün parçalarını üzerinde taşıyan ana gövdedir. Motor bloğu
alt kısmından krank miline yataklık etmektedir. Ana yatakların bulunduğu bölgelerde
ana yatak yuvaları etrafına kaburgalar yerleştirilerek yatak yuvalarına sağlamlık
verirler. Krank mili darbeleri ve titreşimleri bu şekilde karşılanmış olur. Motor
bloğunun alt tarafı karter ile kapatılmaktadır. Üst tarafında ise silindir kapağı
bulunmaktadır. Ayrıca alternatör, marş motoru ve ateşleme sistemi gibi ilave
ünitelerin taşıyıcısıdır. Su ile soğutmalı motorlarda motor bloğunun çeşitli
kısımlarından soğutma suyu dolaşarak ısınan kısımlarının soğuması sağlanmaktadır.
Bu amaçla blok içerisinde bulunan silindirlerin etrafında su ceketleri bulunmaktadır.
Su ile soğutulan motorlarda suyun donmasına durumunda motor bloğunun
patlamasını önlemek amacıyla emniyet tapaları bulunmaktadır. Bu tapalar pres
edilmiş saçtan yapılır ve blok üzerinde uygun yerlere yerleştirilirler. Belirli
aralıklarla bu tapaların sökülüp temizlenmesi gerekir. Çünkü kireçlenme ve paslanma
etkisi ile tapalar yerinde sıkışabilir, bu durumda donma esnasında tapalar yerinden
çıkamaz ve motor bloğunun patlamasına sebep olabilir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 44/113
26
Yine bazı motor bloklarında kam mili motor bloğu içerisine yataklanmaktadır. Son
zamanlarda özellikle küçük hacimli motorlarda bu uygulamadan vazgeçilmiş, bunun
yerine kam milleri silindir kapağının üzerine yerleştirilmektedir .
Motor bloğu üzerinde yağlama yağının geçişini sağlayacak kanallar da
bulunmaktadır. Blok üzerinde bir ana yağ kanalı ve bu kanaldan beslenen diğer
kanallar bulunmaktadır. Ana yağ kanalı blokta her iki uçtan özel tapalarla
kapatılmıştır [7].
Resim 2.15. Motor bloğu
2.4.2.Silindir kapağı
Silindir kapakları motor bloğunun üst tarafını kapatarak piston ile birlikte yanma
odasını oluşturmaktadır. Üzerinde bulundurduğu yardımcı kısımlarla birlikte
karmaşık bir yapısı vardır. İ tipi motorlarda emme ve egzoz supapları silindir
kapağında bulunmaktadır. Ayrıca üzerinde emme ve egzoz kanalları bulunmaktadır.
Emme ve egzoz kanallarının silindir kapağı dışındaki uzantısı ise emme ve egzoz
manifoldlarıdır. Genellikle dizel motorlarında enjektörler, benzin motorlarında ise
bujiler ve enjektörler silindir kapağına yerleştirilmektedir. Kam milini silindir kapağı
üzerine yerleştirilmesi de günümüzde yaygın bir uygulamadır. Silindir kapağının
üzeri ise külbitör kapağı ile kapatılmaktadır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 45/113
27
Silindir kapakları piston ile birlikte yanma odasını oluşturduğundan yüksek ısı
tesirine maruz kalmaktadır. Malzemesinde herhangi bir şekil değişikliği
(deformasyon) meydana gelmesini önlemek amacıyla soğutulması gerekmektedir.
Hava soğutmalı motorlarda silindir kapaklarını soğutmak amacıyla kapak yüzeyine
etkin bir soğutma sağlayacak biçimde kanatçıklar yerleştirilir. Sıvı ile soğutulan
motorlarda silindir kapağı içerisinden soğutma suyu geçirilerek motorun soğutulması
sağlanır [7].
Resim 2.16. Silindir kapağı
2.4.3.Krank mili
Krank mili motorun ana milidir. Piston, pim ve biyel vasıtasıyla krank miline
bağlanır. İş zamanında yanmış gazların basıncı ile piston ÜÖN’dan AÖN’ya doğru
itildiğinde yapmış olduğu doğrusal hareket krank milini dönmeye zorlar ve pistonun
silindir içerisinde yapmış olduğu doğrusal hareket krank milinde dairesel harekete
dönüştürülür. Böylece pistonların doğrusal hareketi, biyel yardımıyla dairesel
harekete çevrilir. Bu dönüş hareketi kavrama ve diğer aktarma organları vasıtasıyla
aracın tekerleklerine iletilir. Krank mili ana muyluları ile motor bloğuna bağlanır.
Kol muylularına ise biyel bağlanır. Krank mili güç aktarma tarafına volan dişlisi,
karşı tarafta ise mil ucunda dişli yada kam mili hareketi için dişli kayış çarkı,

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 46/113
28
distribütör ve yağ pompası hareketi için helisel dişli vantilatör - su pompası hareketi
ve diğer yan ünitelerin hareketi için kayış kasnağı yer alır.
Krank mili etki eden kuvvetleri sarsıntısız üzerine alması, statik ve dinamik dengede
olması gerekir. Dönüş sarsıntılarını krank miline takılan damperler vasıtası ile
yumuşatmak mümkündür . Özellikle fazla silindirli motorlarda her biyel muylusunun
iki tarafına ana yatak konularak karşı kuvvetler dengeye getirilir. Bu tür krank
millerinin maliyeti yüksek olur fakat sarsıntıyı azaltır ve yatak ömürlerini uzatır.
Maliyet artışını önlemek amacıyla fazla silindirli motorlarda yatak sayısı asgari
tutulmaya çalışılır.
Krank milinde bulunan ana muylu sayısı motorun konstrüksiyonu, çalışma şartları,
taşıdığı yük ve krank mili malzemesi gibi faktörlere göre değişiklik gösterebilir.
Küçük ve dört silindirli motorların krank milleri genellikle üç veya beş ana muyluya
sahiptirler. Nadir olarak iki veya dört yataklı olarak ta imal edilebilirler. Biyellerle
aktarılan kuvvet fazla olduğundan yataklar arasındaki mesafeyi azaltmak suretiyle
bükülme miktarı azaltılır. Aynı motorun krank mili beş yatakla da yataklandırılabilir.
Bu tip motorlar daha sessiz ve titreşimsiz çalışırlar.
Altı ve sekiz silindirli motorlarda genellikle dört ana muylu ile yataklandırılmışlardır.
Beş ve yedi yataklı yapılan krank milleri daha iyi çalışırlar. Sekiz silindirli V tipi
motorları üç yatakla çalıştırmak mümkündür, fakat dört yataklı olanlara da rastlamak
mümkündür.
Krank miline gelen atalet kuvvetlerinin yok edilmesi gerekir. Oluşan statik ve
dinamik kuvvetlerinin azaltılarak motorun yüksek devirlerinde gürültüsüz
çalışmasını sağlaması gerekir. Yüksek devirlerde doğan merkez kaç kuvvetleri karşı
ağırlıklar yerleştirmek suretiyle dengeye getirilir. Bu ağırlıklar biyel muylusunun
karşısına gelecek şekilde konulurlar.
Krank milleri genelde tek parça halinde dökülerek veya dövülerek, çelik alaşımından
yapılır. Darbelere karşı dayanımını arttırmak ve muyluların aşınmalarını azaltmak
için, sertleştirme işlemine tabi tutulurlar. Bir krank milinde, yapım şekline göre birden çok krank kolu (dirsek) bulunur. Biyeller bu iki krank kolu arsındaki biyel

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 47/113
29
muylularına bağlanırlar. Krank milinin her iki ucunda ana yatak muyluları
bulunmakla beraber, silindir sayısı ve motor tipine göre, biyel muyluları arsında da
bir veya daha fazla ana yatak muylusu olabilir. Ana yatak muylularının bir tanesinin
her iki kenarında, krank mili eksensel gezintisini sınırlayan, temiz işlenmiş tutucu
yatak (kılavuz yatak) dayanma yüzeyleri vardır (Resim 2.17). Krank milinin
yapımında en çok düşünülmesi gereken problemler krank milinin durma (statik) ve
dönme (dinamik) dengesiyle burulma titreşimleridir. Şekilde de görüldüğü üzere,
krank milindeki biyel muyluları krank mili ana ekseninden kaçık yapılmaktadır. Bu
durum krank milinin dengesini bozmaktadır. Bu haliyle dönen bir krank milinde,
biyel muylularının tam karşısına biyel muylu ağırlıklarını dengeleyen eşit karşı
ağırlıklar konulmayacak olursa, krank milinde çok tehlikeli titreşimler görülür. Bu
karşı ağırlıklar krank milini kolayca dengeye getirir (Resim 2.17). Krank millerinde,
ana yataklara gelen yağların, biyel yataklarına akabilmesi için çapraz şekilde
delinerek elde edilen yağ kanalları vardır (Resim 2.18).
Resim 2.17. Krank milinin kısımları
Resim 2.18. Krank milinin yağ kanalları

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 48/113
30
Krank mili ana yatak muyluları, biyel muylularında her biyel için ayrı ayrı delinmiş
olan yağ kanalları ile birleşecek şekilde delinmiştir. Bazı krank millerinde biyel
muylularının ağırlıklarını azaltmak ve birikinti tutma haznesi olarak kullanılmak
üzere, biyel muylularına daha büyük delikler açılmıştır. Bu birikinti haznelerinin
ağzına kaçırmaz tapalar yerleştirilmiştir. İmalat esnasına krank millerinin muylu
köşeleri yuvarlak yapılır. Krank milleri taşlanacağı zaman bu yuvarlak köşelerin
bozulmamasına dikkat etmek gerekir. Çünkü bu yuvarlak ″dolgulu″ köşeler
muyluların kenarlarındaki dayanımı arttırarak, zorlanma sonucu bu kısımlarda
çatlaklık meydana gelmesini önlerler [7].
2.4.4.Biyel kolu
Biyel kolları pistonu, piston pimi aracılığı ile krank mili kol muylusuna bağlar. Biyel
kolları:
Piston kuvvetini krank miline aktarır.
Krank milinde bir döndürme momenti oluşturur.
Pistonun doğrusal hareketini krank milinde dairesel harekete dönüştürür.
Biyel kolunu oluşturan kısımlar;
Biyel başı: Biyelin baş kısmında piston pimi yataklanır.
Biyel ayağı ve biyel yatak kepi: Biyel ayağı ve biyel yatak kepi biyel yatağını
oluşturur.
Biyel kepi uzama (gergi) cıvataları ile bağlanır. Bu cıvatalar biyel kepini merkezler.
Biyel kolu yüksek oranda ve sürekli değişen zorlamalar altında çalışır. Biyel kolu, biyel başındaki pistonun doğrusal hareketini biyel ayağına krank mili dairesel
hareketi olarak iletir.
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 49/113
31
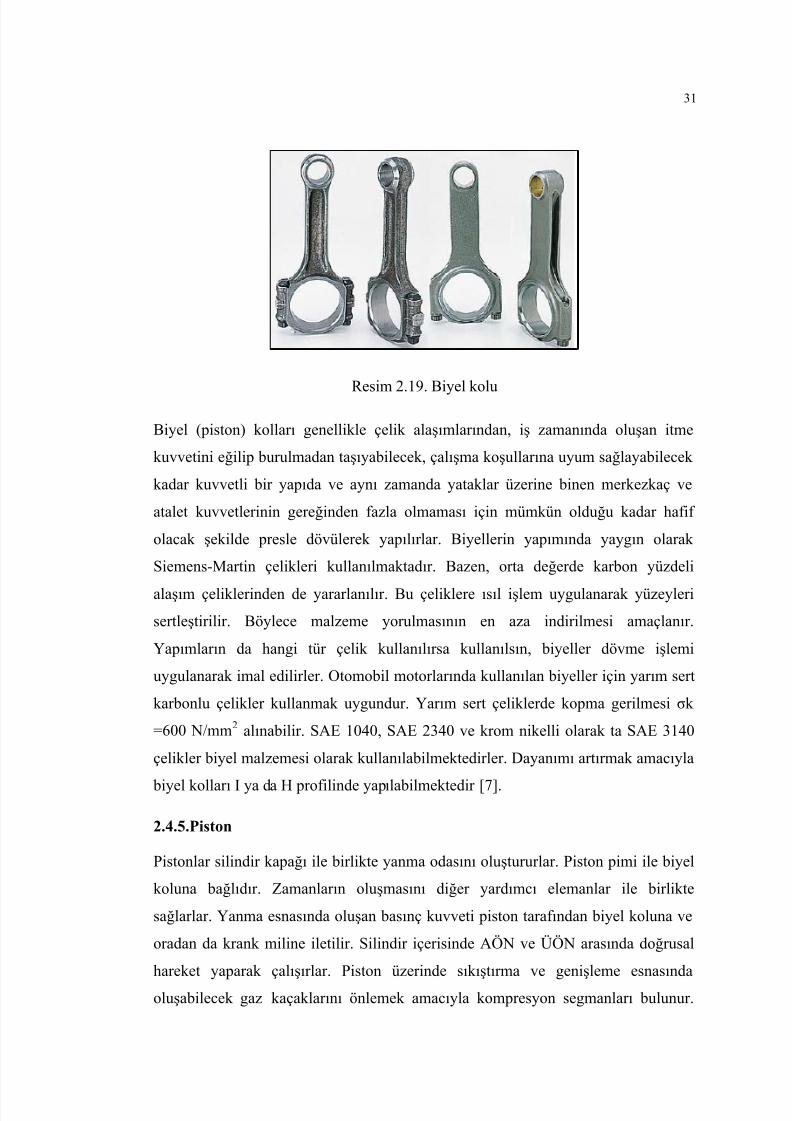
Resim 2.19. Biyel kolu
Biyel (piston) kolları genellikle çelik alaşımlarından, iş zamanında oluşan itme
kuvvetini eğilip burulmadan taşıyabilecek, çalışma koşullarına uyum sağlayabilecek
kadar kuvvetli bir yapıda ve aynı zamanda yataklar üzerine binen merkezkaç ve
atalet kuvvetlerinin gereğinden fazla olmaması için mümkün olduğu kadar hafif
olacak şekilde presle dövülerek yapılırlar. Biyellerin yapımında yaygın olarak
Siemens-Martin çelikleri kullanılmaktadır. Bazen, orta değerde karbon yüzdeli
alaşım çeliklerinden de yararlanılır. Bu çeliklere ısıl işlem uygulanarak yüzeyleri
sertleştirilir. Böylece malzeme yorulmasının en aza indirilmesi amaçlanır.
Yapımların da hangi tür çelik kullanılırsa kullanılsın, biyeller dövme işlemi
uygulanarak imal edilirler. Otomobil motorlarında kullanılan biyeller için yarım sert
karbonlu çelikler kullanmak uygundur. Yarım sert çeliklerde kopma gerilmesi σk
=600 N/mm2 alınabilir. SAE 1040, SAE 2340 ve krom nikelli olarak ta SAE 3140
çelikler biyel malzemesi olarak kullanılabilmektedirler. Dayanımı artırmak amacıyla
biyel kolları I ya da H profilinde yapılabilmektedir [7].
2.4.5.Piston
Pistonlar silindir kapağı ile birlikte yanma odasını oluştururlar. Piston pimi ile biyel
koluna bağlıdır. Zamanların oluşmasını diğer yardımcı elemanlar ile birlikte
sağlarlar. Yanma esnasında oluşan basınç kuvveti piston tarafından biyel koluna ve
oradan da krank miline iletilir. Silindir içerisinde AÖN ve ÜÖN arasında doğrusal
hareket yaparak çalışırlar. Piston üzerinde sıkıştırma ve genişleme esnasında
oluşabilecek gaz kaçaklarını önlemek amacıyla kompresyon segmanları bulunur.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 50/113
32
Segmanlar piston üst eteğinin üst kısmına uygun aralıklarla yerleştirilirler. Genellikle
bir piston üzerinde iki yada üç kompresyon segmanı bulunur. Kompresyon
segmanının alt kısmında ise yağ segmanı için bir kanal açılmıştır. Bu kanal uygun
delik yada kısa kanallarla pistonun iç kısmına açılır. Yağ segmanının silindir
yüzeyinden sıyırdığı yağın bir kısmı pistonun iç kısmına geçer. Böylece hem
pistonun yağlanması hem de kısmen soğutulması sağlanır . Resim 2.20’de benzin
motorlarında kullanılan bir piston görülmektedir.
Resim 2.20. Pistonun üstten ve yandan görünümü
Resim 2.21. Çeşitli piston konstrüksiyonları
Pistonlar motorun özelliklerine göre farklı şekiller almaktadırlar. Resim 2.21’de
farklı amaçlar için piston konstrüksiyonunda yapılan değişikliklerden bazıları
görülmektedir. Resim 2.21-a’da görüldüğü gibi iki zamanlı motorlarda silindir
içerisinde hava yakıt karışımını yönlendirmek amacıyla piston tepesinde bir kubbe
bulunmaktadır ve bu kubbe akışkanın doğruca egzoz portuna gitmesini önler, aynı
zamanda yanmış gazların dışarıya atılmasını sağlar. Silindir kapağı düz olan
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 51/113
33
motorlarda yanma odası piston tepesinde oluşturulan çukurdan meydana gelir, bu tip
uygulamaya hem benzin hem de dizel motorlarında rastlanmaktadır (Resim 2.21-b).
Yanma odası silindir kapağında oluşturulan motorlarda piston tepesi genellikle düz
yapılır. Yüksek sıkıştırma oranlı motorların bazılarında supapların açılırken piston
tepesine çarpmasını önlemek amacıyla piston tepesinde supap çukurları
oluşturulmaktadır (Resim 2.21-c).
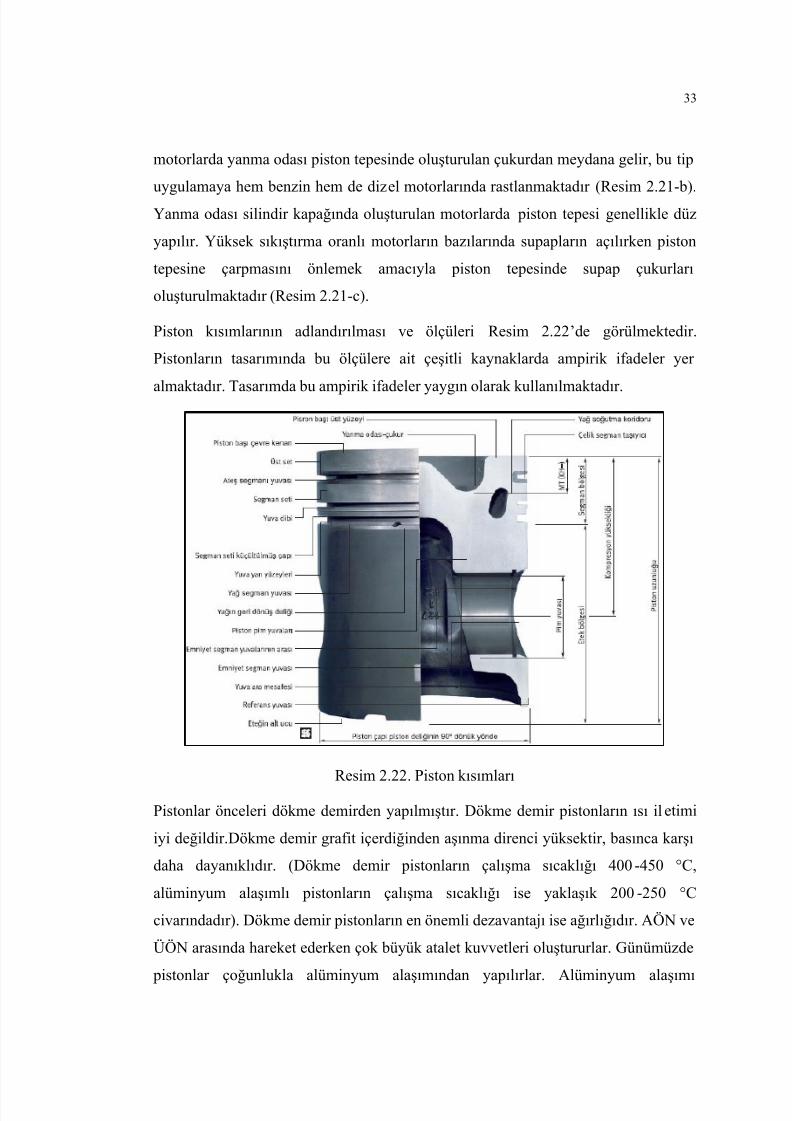
Piston kısımlarının adlandırılması ve ölçüleri Resim 2.22’de görülmektedir.
Pistonların tasarımında bu ölçülere ait çeşitli kaynaklarda ampirik ifadeler yer
almaktadır. Tasarımda bu ampirik ifadeler yaygın olarak kullanılmaktadır.
Resim 2.22. Piston kısımları
Pistonlar önceleri dökme demirden yapılmıştır. Dökme demir pistonların ısı iletimi
iyi değildir.Dökme demir grafit içerdiğinden aşınma direnci yüksektir, basınca karşı
daha dayanıklıdır. (Dökme demir pistonların çalışma sıcaklığı 400-450 °C,
alüminyum alaşımlı pistonların çalışma sıcaklığı ise yaklaşık 200-250 °C
civarındadır). Dökme demir pistonların en önemli dezavantajı ise ağırlığıdır. AÖN ve
ÜÖN arasında hareket ederken çok büyük atalet kuvvetleri oluştururlar. Günümüzde
pistonlar çoğunlukla alüminyum alaşımından yapılırlar. Alüminyum alaşımı
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 52/113
34
pistonlarını ısı iletimleri iyi olduğundan soğutulması kolaydır. Hafif oldukları için
meydana getirmiş oldukları atalet kuvvetleri daha azdır.
İki zamanlı motorlarda piston tepesine özel bir biçim vermek suretiyle (deflektör ) silindir
içerisine alınan taze benzin hava karışımını yukarıya doğru yönlendirerek egzoz kanalından
dışarıya çıkması engellenmeye çalışılmaktadır. Çünkü emme ve egzoz kanalları belirli
bir süre beraber açık kalmaktadır. Bu uygulama ile aynı zamanda yanmış gazların
egzoz portuna yönlenmesi de sağlanmaktadır [7].
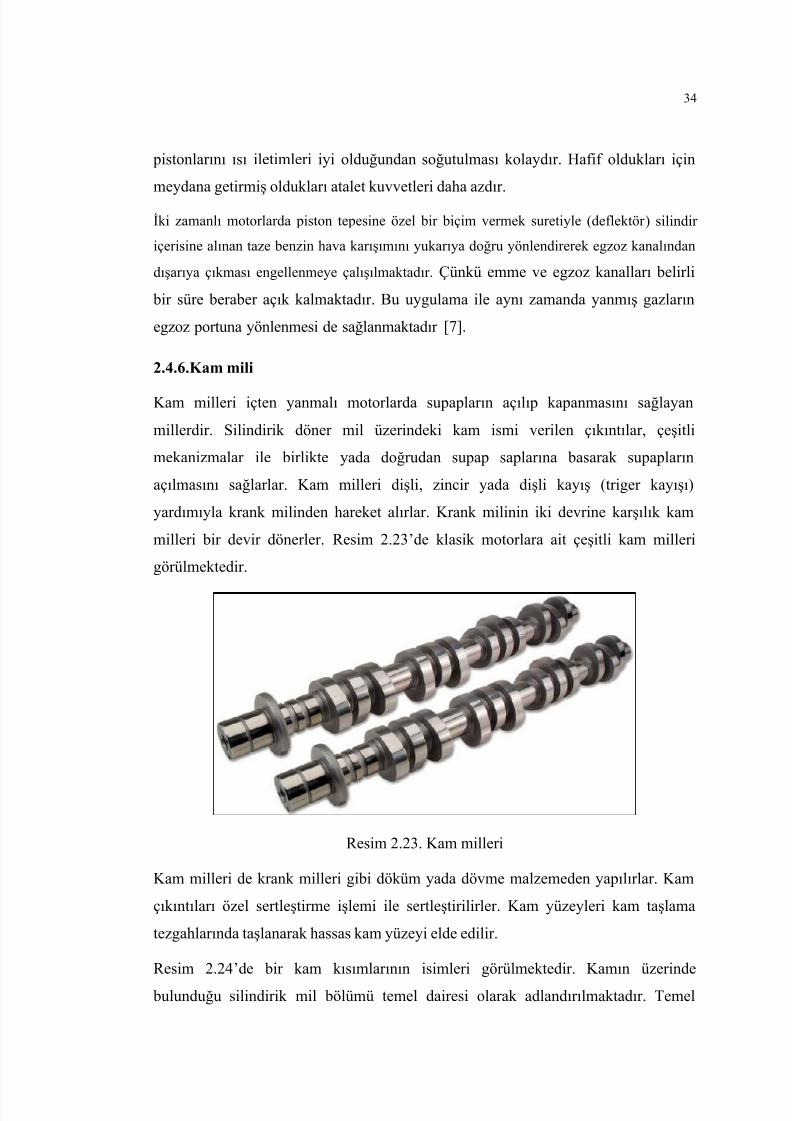
2.4.6.Kam mili
Kam milleri içten yanmalı motorlarda supapların açılıp kapanmasını sağlayan
millerdir. Silindirik döner mil üzerindeki kam ismi verilen çıkıntılar, çeşitli
mekanizmalar ile birlikte yada doğrudan supap saplarına basarak supapların
açılmasını sağlarlar. Kam milleri dişli, zincir yada dişli kayış (triger kayışı)
yardımıyla krank milinden hareket alırlar. Krank milinin iki devrine karşılık kam
milleri bir devir dönerler. Resim 2.23’de klasik motorlara ait çeşitli kam milleri
görülmektedir.
Resim 2.23. Kam milleri
Kam milleri de krank milleri gibi döküm yada dövme malzemeden yapılırlar. Kam
çıkıntıları özel sertleştirme işlemi ile sertleştirilirler. Kam yüzeyleri kam taşlama
tezgahlarında taşlanarak hassas kam yüzeyi elde edilir.
Resim 2.24’de bir kam kısımlarının isimleri görülmektedir. Kamın üzerinde
bulunduğu silindirik mil bölümü temel dairesi olarak adlandırılmaktadır. Temel

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 53/113
35
dairesi ile kam çıkıntısının birleşme yerine temas rampası denir. Kam çıkıntısının uç
kısmı burun, sağ ve sol tarafındaki düzlemler de dönüş yönüne göre açılma veya
kapanma rampası olarak adlandırılmaktadır. Temel dairesi ile kam burnu arasındaki
mesafe kam yüksekliği olarak tanımlanmaktadır. Supabın açılma yüksekliği kam
yüksekliğine bağlıdır. Temel dairesinin kam bulunmayan kısmına ise ökçe
denmektedir.
Resim 2.24. Kamın kısımları
Kam mili üzerinde her silindire ait bir emme birde egzoz supabını açan kam
çıkıntıları vardır. Günümüzde motor performansını geliştirmek amacıyla bir
silindirdeki supap sayısı artırılarak silindire alınan dolgu miktarını artırmak motor
üreticilerinin başlıca hedeflerindendir. Bu, belirli bir hacimdeki motordan daha
yüksek güç ve moment elde etme anlamına gelmektedir. Bu amaçla bazı silindirlerde
bir egzoz kamına karşılık çift emme kamı bulunmaktadır. Bazılarında ise bir silindire
ait iki egzoz ve iki de emme kamı bulunmaktadır. Klasik ateşleme sistemi kullanılan
motorlarda yaygın bir uygulama olarak distribütör kam milinden hareket almaktadır.
Bu amaçla kam milinin üzerine bir dişli yerleştirilmektedir. Bu dişli aynı zamanda
yağ pompasına da hareket vermektedir. Yine çoğu motorda kam mili üzerinde bir
diğer kam da yakıt otomatiğini hareket ettirmek amacı ile kullanılmaktadır.
Son yıllarda motor momentini artırmak ve motor devri ile motor momenti değişimini
belirli sınırlar içerisinde tutabilmek amacıyla değişken supap zamanlaması (Variable
Valve Timing, VVT) uygulamaları yaygın olarak benzin motorlarında
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 54/113
36
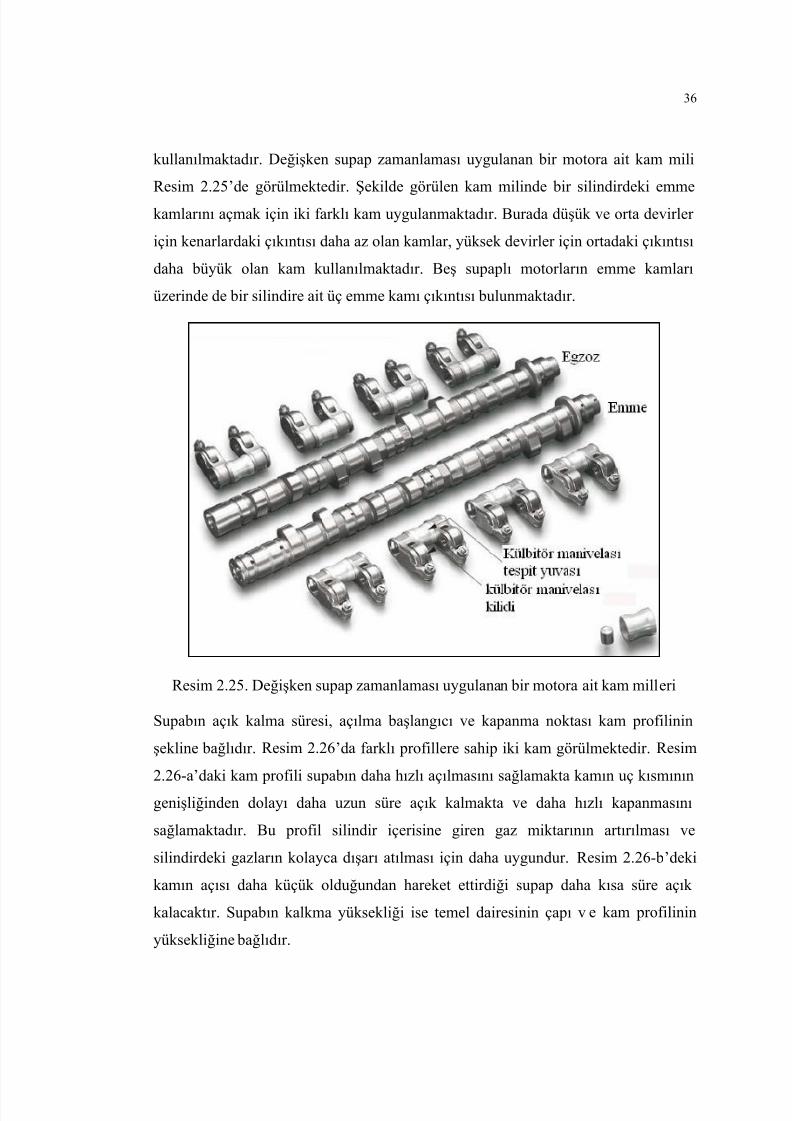
kullanılmaktadır. Değişken supap zamanlaması uygulanan bir motora ait kam mili
Resim 2.25’de görülmektedir. Şekilde görülen kam milinde bir silindirdeki emme
kamlarını açmak için iki farklı kam uygulanmaktadır. Burada düşük ve orta devirler
için kenarlardaki çıkıntısı daha az olan kamlar, yüksek devirler için ortadaki çıkıntısı
daha büyük olan kam kullanılmaktadır. Beş supaplı motorların emme kamları
üzerinde de bir silindire ait üç emme kamı çıkıntısı bulunmaktadır.
Resim 2.25. Değişken supap zamanlaması uygulanan bir motora ait kam milleri
Supabın açık kalma süresi, açılma başlangıcı ve kapanma noktası kam profilinin
şekline bağlıdır. Resim 2.26’da farklı profillere sahip iki kam görülmektedir. Resim
2.26-a’daki kam profili supabın daha hızlı açılmasını sağlamakta kamın uç kısmının
genişliğinden dolayı daha uzun süre açık kalmakta ve daha hızlı kapanmasını
sağlamaktadır. Bu profil silindir içerisine giren gaz miktarının artırılması ve
silindirdeki gazların kolayca dışarı atılması için daha uygundur. Resim 2.26-b’deki
kamın açısı daha küçük olduğundan hareket ettirdiği supap daha kısa süre açık
kalacaktır. Supabın kalkma yüksekliği ise temel dairesinin çapı ve kam profilinin
yüksekliğine bağlıdır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 55/113
37
Resim 2.26. Çeşitli kam profilleri
Resim 2.27’de bir kam milinin önden kesiti görülmektedir. İki kam arasında kalan
açı üst ölü nokta tarafında alt ölü nokta tarafına nazaran daha küçüktür. Kam milini
karşımıza aldığımızda dönüş yönünde döndürerek kamları tespit etmek mümkündür.
Kam mili dönüş yönünde döndürüldüğünde bir kam üste geldikten hemen sonra
diğeri geliyorsa önce gelen kam egzoz kamı, arkasından gelen kam da emme
kamıdır. Eğer bir kam üste geldikten sonra aradan zaman geçtikten sonra diğeri üste
geliyorsa önce üste gelen kam emme kamı, arkasından gelen kamda emme kamıdır.Çünkü emme işleminden sonra sıkıştırma ve iş zamanında her iki supap ta kapalıdır.
Bu da emme kamından sonra bir süre geçmesi anlamına gelmektedir.
Resim 2.27. Kam mili profilinin önden görünümü
Şekil 2.2’de klasik bir motora ait supap açılma diyagramı görülmektedir.
Diyagramda bir motor çevrimi oluşumu süresince (720° KMA) emme ve egzoz
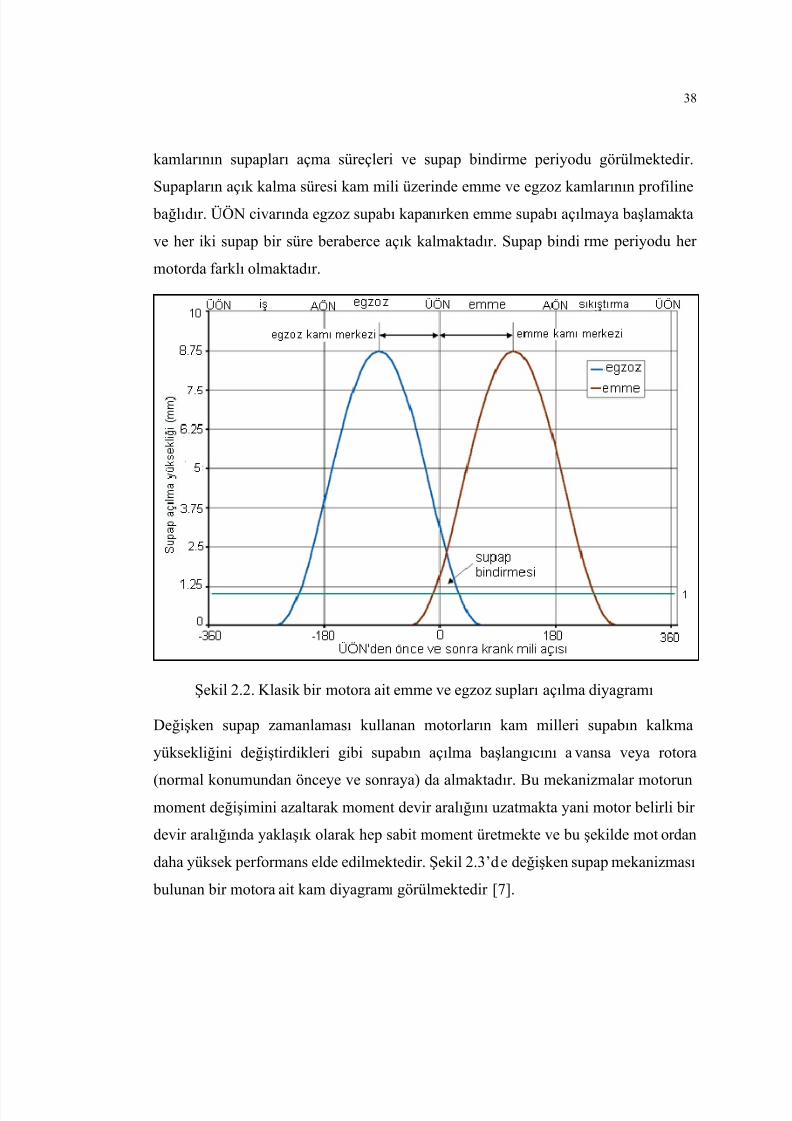
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 56/113
38
kamlarının supapları açma süreçleri ve supap bindirme periyodu görülmektedir.
Supapların açık kalma süresi kam mili üzerinde emme ve egzoz kamlarının profiline
bağlıdır. ÜÖN civarında egzoz supabı kapanırken emme supabı açılmaya başlamakta
ve her iki supap bir süre beraberce açık kalmaktadır. Supap bindi rme periyodu her
motorda farklı olmaktadır.
Şekil 2.2. Klasik bir motora ait emme ve egzoz supları açılma diyagramı
Değişken supap zamanlaması kullanan motorların kam milleri supabın kalkma
yüksekliğini değiştirdikleri gibi supabın açılma başlangıcını avansa veya rotora
(normal konumundan önceye ve sonraya) da almaktadır. Bu mekanizmalar motorunmoment değişimini azaltarak moment devir aralığını uzatmakta yani motor belirli bir
devir aralığında yaklaşık olarak hep sabit moment üretmekte ve bu şekilde motordan
daha yüksek performans elde edilmektedir. Şekil 2.3’de değişken supap mekanizması
bulunan bir motora ait kam diyagramı görülmektedir [7].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 57/113
39
Şekil 2.3. Değişken supap mekanizması kam milinde supap zamanlaması
2.4.7.Supap
Supaplara hareket krank mili, kam mili ve külbitör mekanizması vasıtasıyla aktarılır.
Motor tasarımına göre supaplara hareket aktarımında farklılıklar bulunabilir. Mesela
üsten kamlı motorlarda supaplar doğrudan kam çıkıntısı ile temas halinde olabileceği
gibi supaplara hareket külbitör mekanizması aracılığıyla da olabilir. Resim 2.28’de
V-6 motora ait dört adet üstten kamı bulunan ve her silindirde iki emme ve iki egzoz
supabı kullanılan bir mekanizma görülmektedir. Bu motorda toplam 24 supap
bulunmaktadır .
Resim 2.28. Supaplar ve mekanizmaya ait diğer parçalar

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 58/113
40
Supap, supap tablası ve supap sapından oluşur. Supap sapının kısmında, supap
tablasını tutan supap tırnaklarının oturduğu yuva vardır. Supap yay tablası, supap
yayının kapatma kuvvetini supap tırnakları aracılığıyla supaba iletir. Resim 2.29’da
supap, supap yayı, supap kılavuzu, tabla ve tırnaklar ayrı ayrı görülmektedir. Resim
2.30’da montaj edilmiş bir supabın şematik resmi görülmektedir. Burada dikkat
edilmesi gereken en önemli hususlardan biri supap keçesi ile yay tablası arasındaki
mesafenin supap açılma yüksekliğinden büyük olmasıdır. Aksi durumda supap
açılırken yay tablası supap keçesine çarpar.
Resim 2.29. Supap, supap yayı, supap kılavuzu, yay tablası ve tırnakları
Supap yayının görevi supabın hızlı ve basınçlı bir şekilde kapanmasını sağlamaktır.
Supap dış yayının kırıldıktan sonra silindir içine düşmesini engellemek yada er kenortaya çıkan supap titreşimini önlemek için genellikle iki supap yayı kullanılır.
Supap kılavuzu, supaba yataklık yapar ve ısıyı silindir kapağına iletirler. Gri döküm
silindir kapaklarında supaplar direk olarak silindir kapağındaki yuvalarına otururlar.
Resim 2.30. Supabın montaj edilmiş hali

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 59/113
41
Alüminyum alaşımından üretilmiş silindir kapaklarında özel demir dökümden veya
bakır -kalay (Cu-Sn) alaşımından, yapılmış değiştirilebilir bir supap kılavuzu silindir
kapağına preslenir. Resim 2.31’de muhtelif supap kılavuzları görülmektedir. Supap
mili sızdırmazlıkları (conta) yüksek oranda yağ kaybını önler. Gri dökümlerde supap
yuvası direkt olarak işlenir. Hafif metal silindir kapaklarında supap yuvalarını
oluşturan bagalar özel döküm demirden veya Cr -Mn çelikten yapılarak yuvaya
preslenir veya sıkıştırılırlar. Resim 2.32’de alüminyum silindir kapaklarında
kullanılan farklı bagalar görülmektedir.
Resim 2.31. Alüminyum silidir kapaklarında kullanılan supap kılavuzları
Resim 2.32. Alüminyum silidir kapaklarında kullanılan bagalar
Supapların soğutulması
Supaplar yanma esnasında çok yüksek sıcaklıklara maruz kalmaktadır. Supaplar
oturma yüzeyleri ve supap saplarından ısılarını vererek soğumaktadırlar. Supaplar
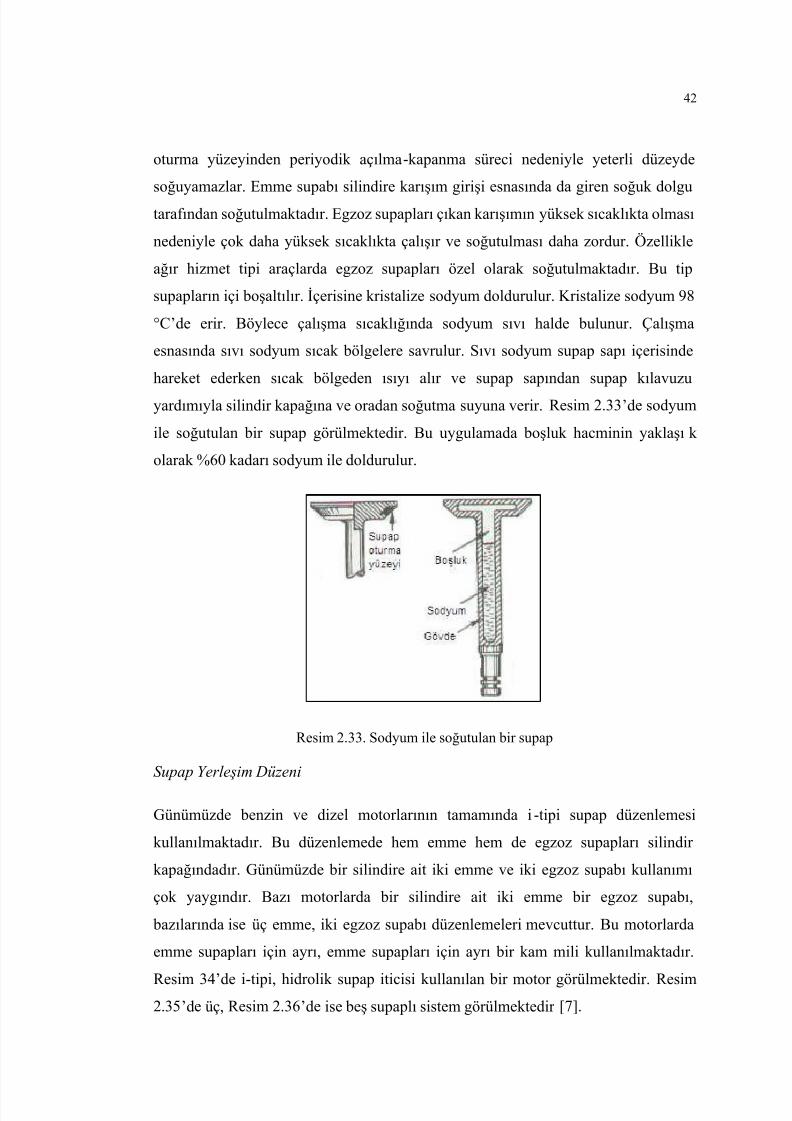
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 60/113
42
oturma yüzeyinden periyodik açılma-kapanma süreci nedeniyle yeterli düzeyde
soğuyamazlar. Emme supabı silindire karışım girişi esnasında da giren soğuk dolgu
tarafından soğutulmaktadır. Egzoz supapları çıkan karışımın yüksek sıcaklıkta olması
nedeniyle çok daha yüksek sıcaklıkta çalışır ve soğutulması daha zordur. Özellikle
ağır hizmet tipi araçlarda egzoz supapları özel olarak soğutulmaktadır. Bu tip
supapların içi boşaltılır. İçerisine kristalize sodyum doldurulur. Kristalize sodyum 98
°C’de erir. Böylece çalışma sıcaklığında sodyum sıvı halde bulunur. Çalışma
esnasında sıvı sodyum sıcak bölgelere savrulur. Sıvı sodyum supap sapı içerisinde
hareket ederken sıcak bölgeden ısıyı alır ve supap sapından supap kılavuzu
yardımıyla silindir kapağına ve oradan soğutma suyuna verir. Resim 2.33’de sodyum
ile soğutulan bir supap görülmektedir. Bu uygulamada boşluk hacminin yaklaşık
olarak %60 kadarı sodyum ile doldurulur.
Resim 2.33. Sodyum ile soğutulan bir supap
Supap Yerleşim Düzeni
Günümüzde benzin ve dizel motorlarının tamamında i-tipi supap düzenlemesi
kullanılmaktadır. Bu düzenlemede hem emme hem de egzoz supapları silindir
kapağındadır. Günümüzde bir silindire ait iki emme ve iki egzoz supabı kullanımı
çok yaygındır. Bazı motorlarda bir silindire ait iki emme bir egzoz supabı,
bazılarında ise üç emme, iki egzoz supabı düzenlemeleri mevcuttur. Bu motorlarda
emme supapları için ayrı, emme supapları için ayrı bir kam mili kullanılmaktadır.
Resim 34’de i-tipi, hidrolik supap iticisi k ullanılan bir motor görülmektedir. Resim2.35’de üç, Resim 2.36’de ise beş supaplı sistem görülmektedir [7].
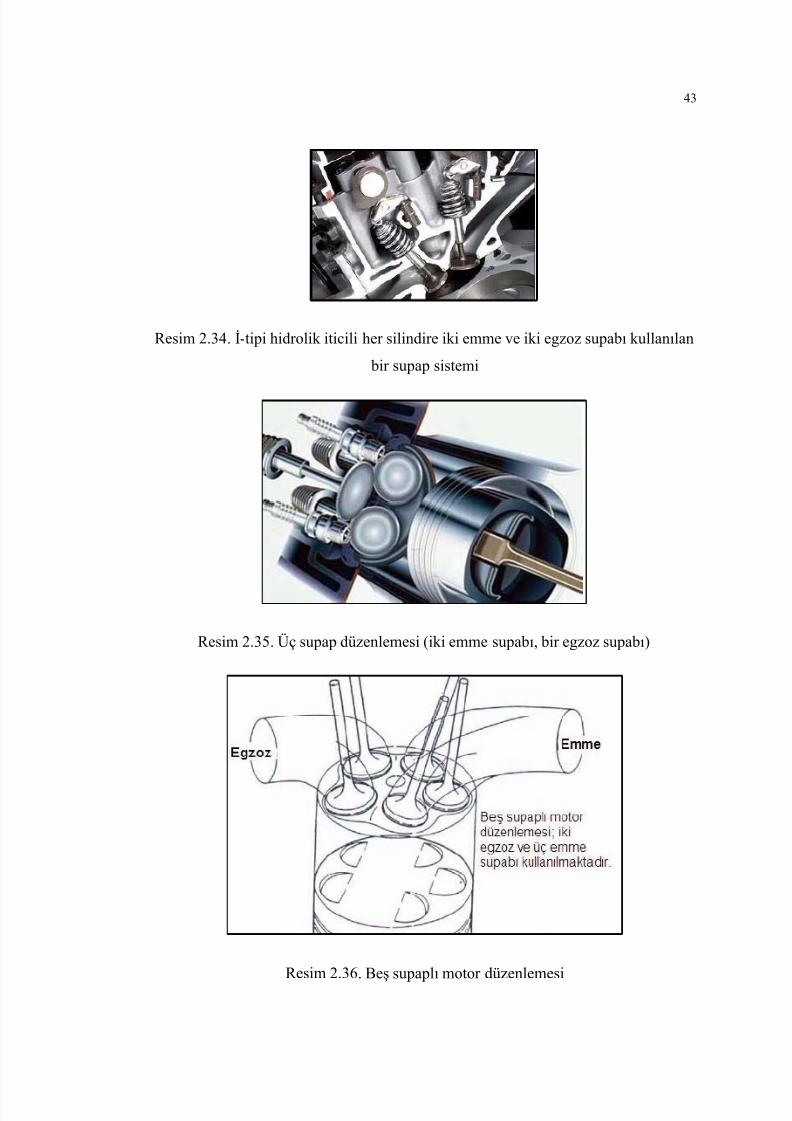
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 61/113
43
Resim 2.34. İ-tipi hidrolik iticili her silindire iki emme ve iki egzoz supabı kullanılan
bir supap sistemi
Resim 2.35. Üç supap düzenlemesi (iki emme supabı, bir egzoz supabı)
Resim 2.36. Beş supaplı motor düzenlemesi

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 62/113
44
2.4.8.Volan
Krank milinin arka ucundaki flanşa cıvatalarla bağlanan metal bir tekerdir. Motorsilindir sayısına göre volanın büyüklüğü değişir. Volan ataletinden dolayı ani devir
değişikliklerine engel olarak düzgün bir güç akışı sağlar. Atalet, kütlenin devrini ve
hareketinin yönünü değiştirmek isteyen kuvvetlere karşı koyan direnç olarak ifade
edilmektedir. Volansız bir motorda düzgün güç akışı sağlamak mümkün değildir.
Silidir sayısı arttıkça oluşan iş bindirme süresi de arttığından, silindir sayısı fazla
olan motorlarda daha küçük volana ihtiyaç duyulur. Krank miline geçen güç arttıkça
krank mili devri artar, geçen güç azaldıkça krank mili devri azalır. Volan krank milidevri artma eğilimi gösterdiğinde bir kısım enerjiyi üzerinde depo eder ve motor
devri düşme eğilimi gösterdiğinde depoladığı enerjiyi krank miline vererek düzgün
ve dengeli dönmesini sağlar.
Volan genellikle dökme demirden yapılır. Motorun ilk harekete geçişini sağlamak
amacıyla volanın üzerine uygun bir çember dişli preslenerek yada vida ile takılır,
marş esnasında marş motorundan alınan hareket ile volan döndürülerek motorun ilk
harekete geçmesi sağlanır.
Volanın dışa bakan yüzeyi düzgün bir şekilde tornalanarak debriyaj balatasının temas
yüzeylerinden birinin oluşması sağlanır. Volan yüzeyine bağlanan kavrama tertibatı
baskı yüzeyi ile volan arasına sıkışan debriyaj balatası motorun hareketinin aktarma
organlarına iletilmesini sağlar. Resim 2.37’de volan ve kavrama mekanizması
elemanları görülmektedir [7].
Resim 2.37. Volan ve debriyaj baskı- balatası
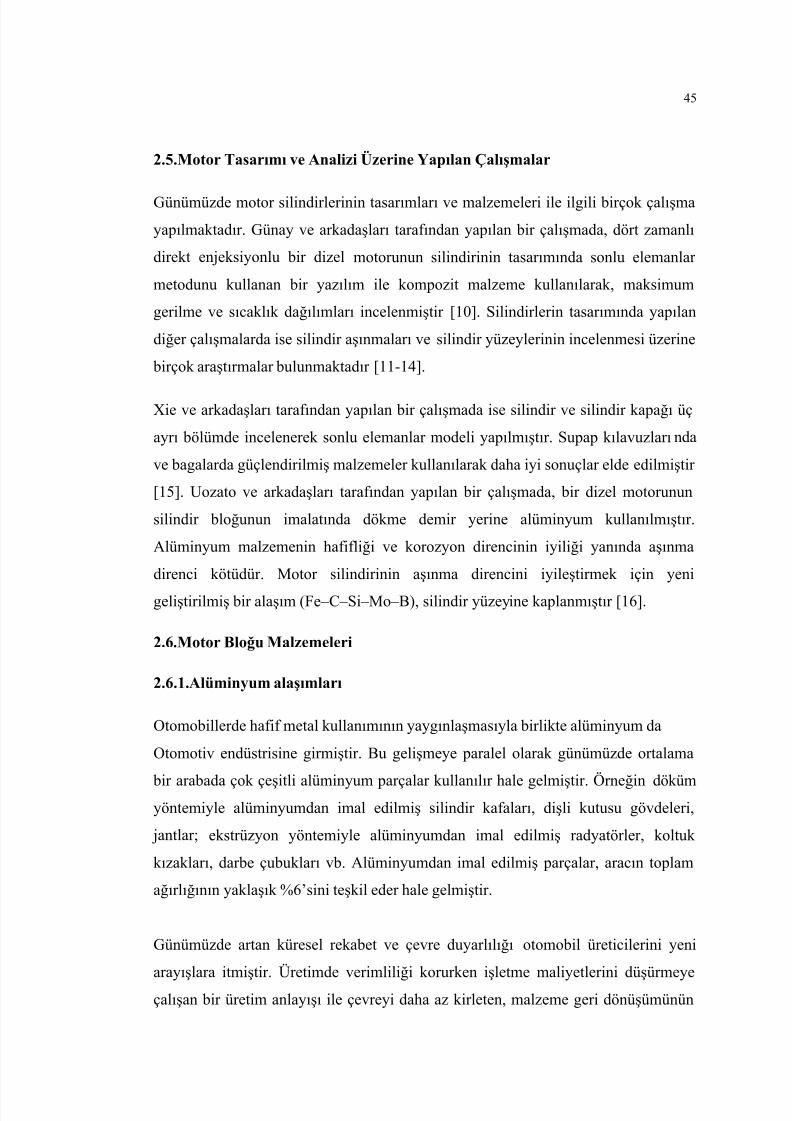
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 63/113
45
2.5.Motor Tasarımı ve Analizi Üzerine Yapılan Çalışmalar
Günümüzde motor silindirlerinin tasarımları ve malzemeleri ile ilgili birçok çalışma
yapılmaktadır. Günay ve arkadaşları tarafından yapılan bir çalışmada, dört zamanlı
direkt enjeksiyonlu bir dizel motorunun silindirinin tasarımında sonlu elemanlar
metodunu kullanan bir yazılım ile kompozit malzeme kullanılarak, maksimum
gerilme ve sıcaklık dağılımları incelenmiştir [10]. Silindirlerin tasarımında yapılan
diğer çalışmalarda ise silindir aşınmaları ve silindir yüzeylerinin incelenmesi üzerine
birçok araştırmalar bulunmaktadır [11-14].
Xie ve arkadaşları tarafından yapılan bir çalışmada ise silindir ve silindir kapağı üç
ayrı bölümde incelenerek sonlu elemanlar modeli yapılmıştır. Supap kılavuzlarında
ve bagalarda güçlendirilmiş malzemeler kullanılarak daha iyi sonuçlar elde edilmiştir
[15]. Uozato ve arkadaşları tarafından yapılan bir çalışmada, bir dizel motorunun
silindir bloğunun imalatında dökme demir yerine alüminyum kullanılmıştır.
Alüminyum malzemenin hafifliği ve korozyon direncinin iyiliği yanında aşınma
direnci kötüdür. Motor silindirinin aşınma direncini iyileştirmek için yeni
geliştirilmiş bir alaşım (Fe– C – Si – Mo –B), silindir yüzeyine kaplanmıştır [16].
2.6.Motor Bloğu Malzemeleri
2.6.1.Alüminyum alaşımları
Otomobillerde hafif metal kullanımının yaygınlaşmasıyla birlikte alüminyum da
Otomotiv endüstrisine girmiştir. Bu gelişmeye paralel olarak günümüzde ortalama
bir arabada çok çeşitli alüminyum parçalar kullanılır hale gelmiştir. Örneğin dökümyöntemiyle alüminyumdan imal edilmiş silindir kafaları, dişli kutusu gövdeleri,
jantlar; ekstrüzyon yöntemiyle alüminyumdan imal edilmiş radyatörler, koltuk
kızakları, darbe çubukları vb. Alüminyumdan imal edilmiş parçalar, aracın toplam
ağırlığının yaklaşık %6’sini teşkil eder hale gelmiştir.
Günümüzde artan küresel rekabet ve çevre duyarlılığı otomobil üreticilerini yeni
arayışlara itmiştir. Üretimde verimliliği korurken işletme maliyetlerini düşürmeye
çalışan bir üretim anlayışı ile çevreyi daha az kirleten, malzeme geri dönüşümünün
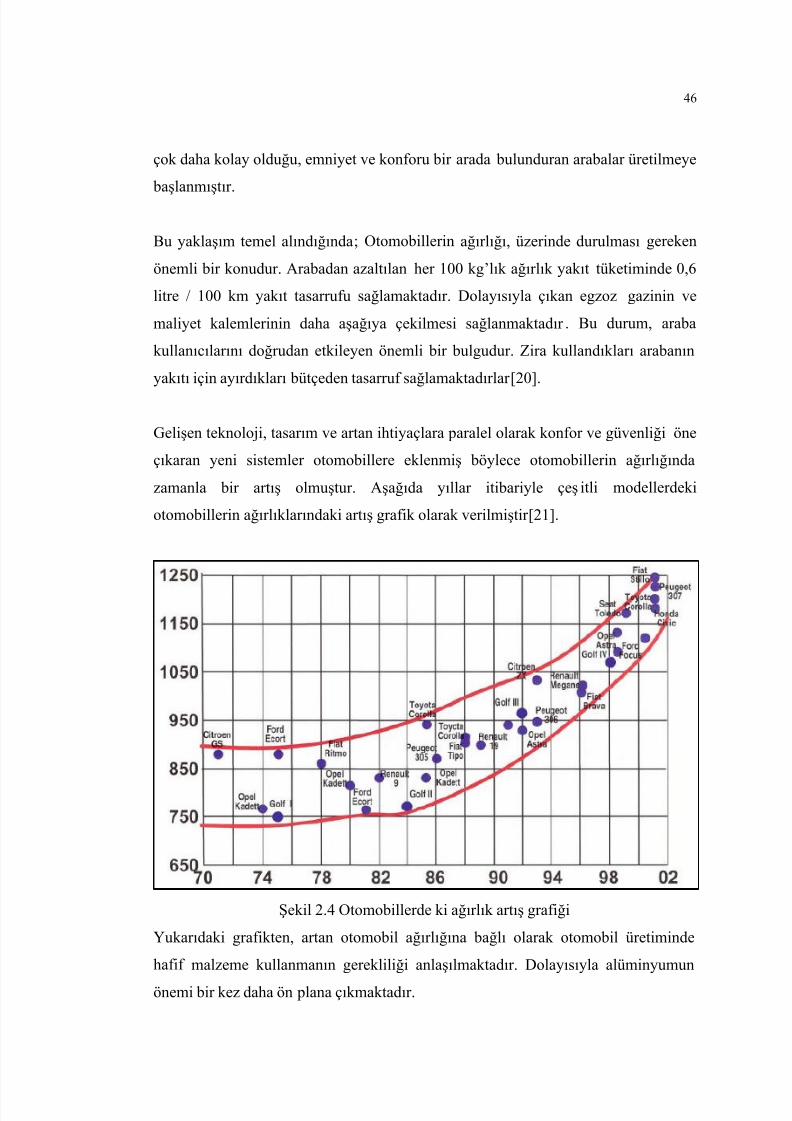
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 64/113
46
çok daha kolay olduğu, emniyet ve konforu bir arada bulunduran arabalar üretilmeye
başlanmıştır.
Bu yaklaşım temel alındığında; Otomobillerin ağırlığı, üzerinde durulması gereken
önemli bir konudur. Arabadan azaltılan her 100 kg’lık ağırlık yakıt tüketiminde 0,6
litre / 100 km yakıt tasarrufu sağlamaktadır. Dolayısıyla çıkan egzoz gazinin ve
maliyet kalemlerinin daha aşağıya çekilmesi sağlanmaktadır . Bu durum, araba
kullanıcılarını doğrudan etkileyen önemli bir bulgudur. Zira kullandıkları arabanın
yakıtı için ayırdıkları bütçeden tasarruf sağlamaktadırlar [20].
Gelişen teknoloji, tasarım ve artan ihtiyaçlara paralel olarak konfor ve güvenliği öne
çıkaran yeni sistemler otomobillere eklenmiş böylece otomobillerin ağırlığında
zamanla bir artış olmuştur. Aşağıda yıllar itibariyle çeşitli modellerdeki
otomobillerin ağırlıklarındaki artış grafik olarak verilmiştir [21].
Şekil 2.4 Otomobillerde ki ağırlık artış grafiği
Yukarıdaki grafikten, artan otomobil ağırlığına bağlı olarak otomobil üretiminde
hafif malzeme kullanmanın gerekliliği anlaşılmaktadır. Dolayısıyla alüminyumun
önemi bir kez daha ön plana çıkmaktadır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 65/113
47
Alüminyum ’un 2,7 g/cm3 lük yoğunluğu ile performans ve emniyetten ödün
vermeden 300 kg’a kadar ağırlık tasarrufu sağlayan malzemedir. Bazı parçalar için
alüminyum, ayni kalınlıktaki çeliğin yerini alabilmektedir. Böylece % 65‘ lik bir
ağırlık tasarrufu dahi sağlanabilmektedir. Ancak çeliğin yerini alan çoğu alüminyum
parçada kalınlık arttırılmak suretiyle çelikle ayni mukavemet sağlanabilmektedir.
Yapısal uygulamalarda en çok karşılaşılan oran 1,5 ’tur. Örneğin 0,8 mm
kalınlığındaki çelik parça yerine 1,2 mm kalınlığında alüminyum
kullanılabilmektedir. Bu durumda ağırlık tasarrufu %50 olmaktadır [21]
Alüminyum hafif olmasının yani sıra ayni zamanda mukavemeti yüksek bir
malzemedir. Bu sebeple uçak, hızlı tren, kamyon gibi ulaşım araçlarında da sıklıkla
kullanılmaktadır. Otomobillerde emniyet; yapının sertliği ve çarpışma anında kinetik
enerjiyi absorbe etme kapasitesi ile ölçülebilmektedir. Yapının sertliği (rijitligi)
kullanılan malzemeye bağlı olmakla birlikte hangi malzemelerin tasarımda nasıl
monte edildiğine de bağlıdır .
Örneğin otomobil gövdesi ile ilgili parçalarda 0,8 mm kalınlığındaki çelik sac
parçanın yerine 1,2 mm kalınlığında alüminyum sac parçalar kullanılabilir. Tasarımla
ilgili olarak ise uygun yerlerde ekstrüzyon yöntemi ile üretilmiş alüminyum parçalar
kullanılarak montaj işlemlerinden kaçınmak ve yapıyı daha güçlü hale getirmek
mümkündür. Böylece hem %50 daha hafif hem de sertliği (rijitligi) artmış bir yapı
sağlamak mümkün olabilmektedir [20].
Taşıt araçlarında kullanılan bazı alüminyum parçalar ve bunların şekillendirme
yöntemleri aşağıdaki tabloda özetlenmiştir [22].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 66/113
48
Şekil 2.5 Alüminyum şekillendirme yöntemleri
Otomotiv endüstrisinde döküm alüminyum parçaların tercih edilmesinin en önemli
sebepleri su şekilde sıralanabilir:
1. Hafif olması,
2. Isı iletkenliğinin yüksek oluşu,
3. Korozyon dayanımının yüksek oluşu,
4. Estetik ve güzel görüntü sağlaması,
5. Elektrik iletkenliğinin iyi olması[22].
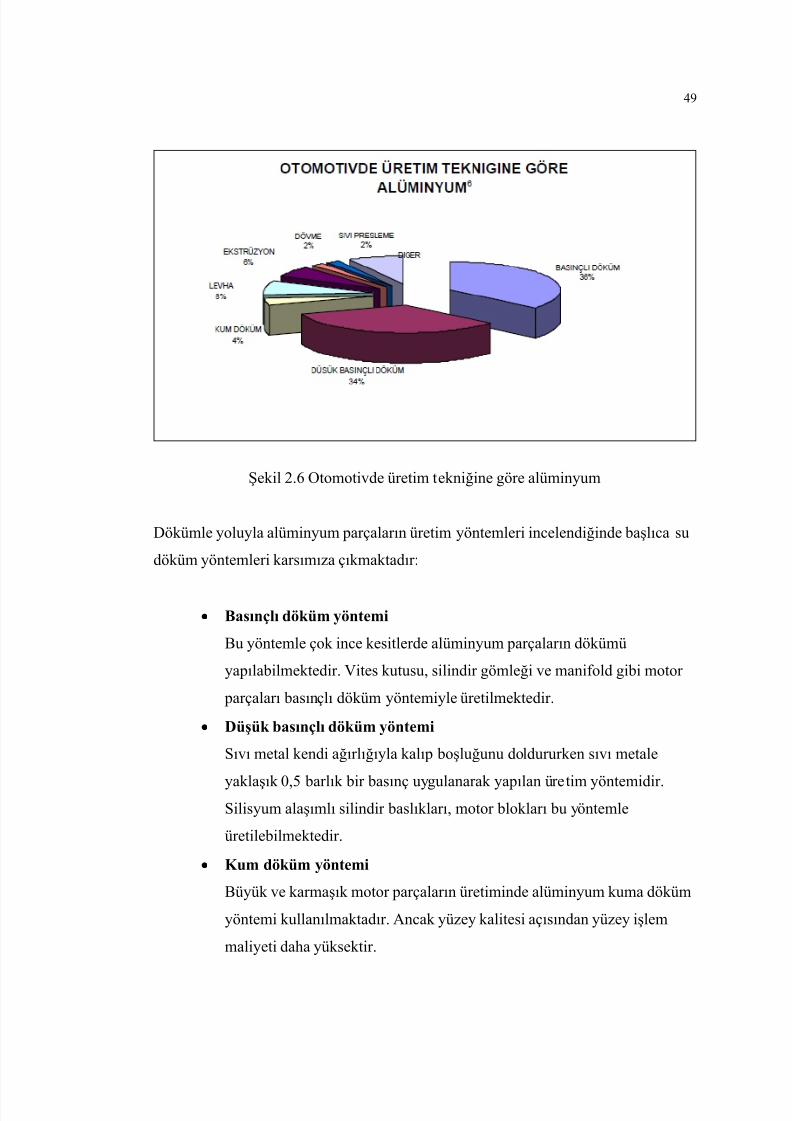
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 67/113
49
Şekil 2.6 Otomotivde üretim tekniğine göre alüminyum
Dökümle yoluyla alüminyum parçaların üretim yöntemleri incelendiğinde başlıca su
döküm yöntemleri karsımıza çıkmaktadır:
Basınçlı döküm yöntemi
Bu yöntemle çok ince kesitlerde alüminyum parçaların dökümü
yapılabilmektedir. Vites kutusu, silindir gömleği ve manifold gibi motor
parçaları basınçlı döküm yöntemiyle üretilmektedir.
Düşük basınçlı döküm yöntemi
Sıvı metal kendi ağırlığıyla kalıp boşluğunu doldururken sıvı metale
yaklaşık 0,5 barlık bir basınç uygulanarak yapılan üretim yöntemidir.Silisyum alaşımlı silindir baslıkları, motor blokları bu yöntemle
üretilebilmektedir.
Kum döküm yöntemi
Büyük ve karmaşık motor parçaların üretiminde alüminyum kuma döküm
yöntemi kullanılmaktadır. Ancak yüzey kalitesi açısından yüzey işlem
maliyeti daha yüksektir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 68/113
50
Cosworth döküm yöntemi
Koruyucu gaz atmosferi altında yapılan alüminyum döküm üretim
tekniğidir. Askeri ve hava taşıtları için bu yöntemden de
yararlanılmaktadır.
HVS yöntemi
Hava taşıtlarının motor bloklarının dökümü için geliştirilmiş bir
yöntemdir.
Metal Kalıba Gravite döküm yöntemi
Kokil döküm yöntemi otomobil uygulamalarında önemli bir yer
kazanmıştır. Büyük alüminyum parçaların dökümü bu yöntemle basariyle
gerçekleştirilebilmektedir. Otomobillerde pistonlar, kompresörler, vites
kutusu, manifoldlar, silindir baslıkları gibi parçalar bu yöntemle
üretilebilmektedir.
Karşı Basınçlı döküm yöntemi
Gazin karsı basıncından yararlanarak gerçekleştirilen döküm yöntemidir.
Otomobil jantlarının üretiminde bu yöntemden yararlanılmaktadır.
Düşey Sürekli döküm yöntemi
Kalın alüminyum çubukların üretiminde yararlanılmaktadır. Sürekli
döküm yöntemiyle üretilmiş çubuklardan uçak ve otomobil pistonları
imal edilebilmektedir.
Hassas döküm yöntemi
Hassas ölçülerin gerekli olduğu belirli parçalar için uygulanan döküm
yöntemidir. Örneğin dizel otomobillerdeki kullanılan girdap odası hassas
döküm yöntemiyle üretilmektedir.
Dolu kalıp döküm yöntemi
Daha düşük tesis masrafları nedeniyle tercih edilebilen bir yöntemdir. Bu
yöntemle silindir baslıkları, emme manifoldu gibi parçalar
üretilebilmektedir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 69/113
51
Sıvı presleme yöntemi
Liflerle güçlendirilmiş alüminyum parçaların üretiminde
kullanılmaktadır. Yanmalı motorlarda pistonların yanma odaları bu
yöntemle üretilebilmektedir.
Thixhoforming
Diğer yöntemlerle üretilemeyen yüksek mukavemetli, aşınmaya
dayanımlı, ince kesitli ve kompakt parçaların üretiminde thixhoforming
yöntemi kullanılmaktadır. Bu yöntemle frenler, direksiyon kolu ve
vitesler üretilebilmektedir [22].
Alüminyum blok kullanımı 1970’lerde başlamıştır. 1990’ların ortalarına kadar dizel
motorlarda kullanımı çok sınırlıdır. Dizel motorların artması ve daha hafif
otomobillerin önem kazanması sebebiyle 2005 yılında alüminyum blok kullanımı
%50’lere ulaşmıştır.
Şekil 2.7. Batı Avrupa’da üretilen motor sayısı
Alüminyum alaşım malzemeden üretilen motor bloğunun ısı iletkenliği (150 W/mK),
dökme demirden üretilen motor bloğuna (50 W/mK) göre daha yüksektir. Bu sayede
alüminyum alaşım motor bloğu daha kolay soğutulabilmektedir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 70/113
52
Alüminyum alaşımlarından imal edilen silindir blokları, dökme demir bloklar kadar
sağlam yapılabildiği gibi, dökme demire göre yaklaşık 1/3 oranında daha hafif
olurlar. Bu sayede birim güç başına düşen motor ağırlığı azaltılarak motorun kütlesel
çıkış gücü artırılmış olur.
Çizelge 2.1. Alüminyum ve dökme demirin yoğunluk ve ısı iletim katsayısı
Alüminyum tek başına motorda kullanım için yeterli özelliklere sahip değildir.
Alüminyumun motorda kullanılmaya elverişli hale getirilebilmesi için; basınca,
sıcaklığa, korozyona ve titreşimlere karşı dayanıklılığını arttırmak gerekir. Bu
nedenle içerisine; nikel, magnezyum, bakır, dökme demir ve silisyum katılır.
Alüminyum alaşımı silindir bloklarında genellikle 319 ve A356 alaşımları
kullanılmaktadır. 319 alaşımında, ağırlık olarak %85-91.5 alüminyum,
%5.5-6.5 silisyum,
%3-4 bakır,
%0.35 nikel (maksimum),
%0.25 titanyum,
%0.5 manganez,
%0.1 magnezyum ve %1 çinko bulunmaktadır.
319 alaşımı; kolay dökülebilirlik, yüksek korozyon dayanımı ve yüksek ısı iletimine
sahiptir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 71/113
53
Resim 2.38. 319 alaşımından imal edilmiş 5. nesil Chevrolet Corvette LS1 motoru
A356 alaşımı ağırlık olarak;
%91-93.3 alüminyum,
%6.5-7.5 silisyum,
%0.25-0.45 magnezyum, %0.2 bakır(maksimum),
%0.2 titanyum,
%0.1 çinko ihtiva etmektedir.
A356 alaşımı, 319 alaşımına benzer mekanik özellikler göstermektedir [17].
2.6.2.Dökme demir
Düşük maliyet ve kolay şekillendirilebilirlik sebebiyle içten yanmalı motorlarda
dökme demir bloklar yaygın olarak kullanılagelmiştir. Dökme demirin içerisinde
bulunan grafit malzemeye katı yağlayıcılık özelliği kazandırır. Grafit, hidrodinamik
yağlama olmadan da sürtünme kuvvetlerini azaltır ve yağlayıcılık özelliği sağlar.
Resim 2.39’da görüldüğü gibi, yağlayıcılık özelliği grafitin kristalik yapısından
kaynaklanır.
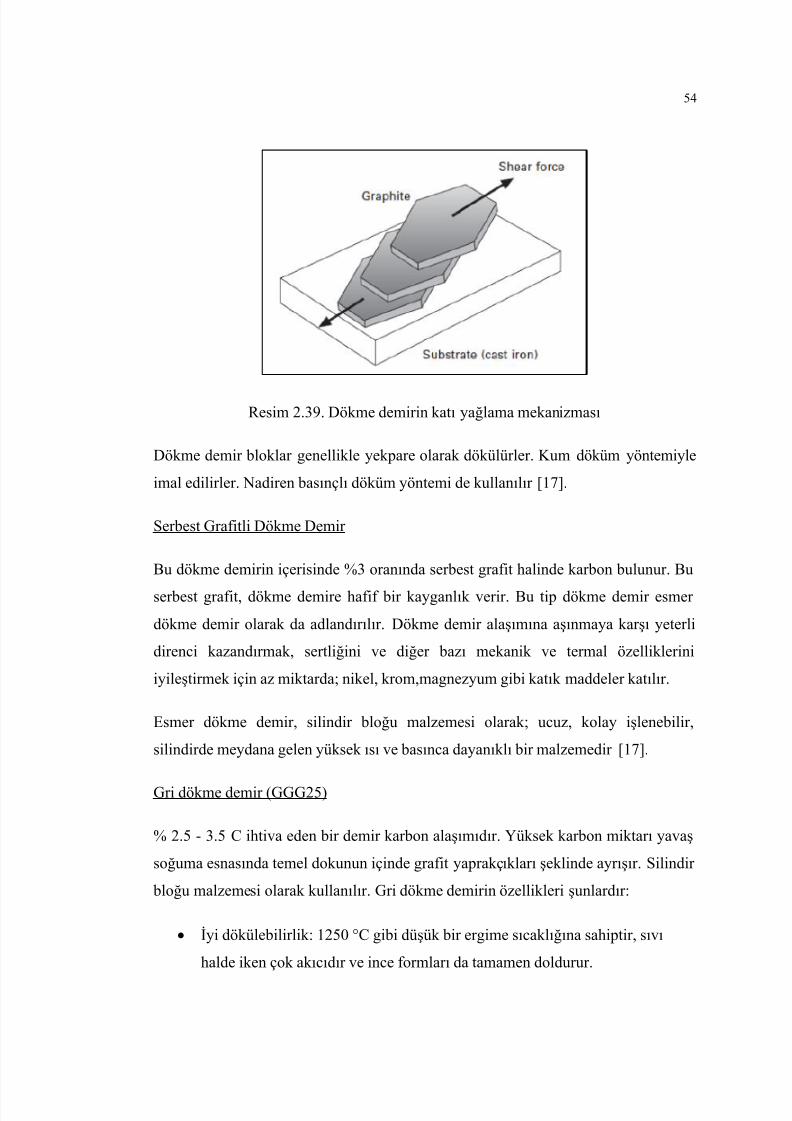
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 72/113
54
Resim 2.39. Dökme demirin katı yağlama mekanizması
Dökme demir bloklar genellikle yekpare olarak dökülürler. Kum döküm yöntemiyle
imal edilirler. Nadiren basınçlı döküm yöntemi de kullanılır [17].
Serbest Grafitli Dökme Demir
Bu dökme demirin içerisinde %3 oranında serbest grafit halinde karbon bulunur. Bu
serbest grafit, dökme demire hafif bir kayganlık verir. Bu tip dökme demir esmer
dökme demir olarak da adlandırılır. Dökme demir alaşımına aşınmaya karşı yeterli
direnci kazandırmak, sertliğini ve diğer bazı mekanik ve termal özelliklerini
iyileştirmek için az miktarda; nikel, krom,magnezyum gibi katık maddeler katılır.
Esmer dökme demir, silindir bloğu malzemesi olarak; ucuz, kolay işlenebilir,
silindirde meydana gelen yüksek ısı ve basınca dayanıklı bir malzemedir [17].
Gri dökme demir (GGG25)
% 2.5 - 3.5 C ihtiva eden bir demir karbon alaşımıdır. Yüksek karbon miktarı yavaş
soğuma esnasında temel dokunun içinde grafit yaprakçıkları şeklinde ayrışır. Silindir
bloğu malzemesi olarak kullanılır. Gri dökme demirin özellikleri şunlardır:
İyi dökülebilirlik: 1250 °C gibi düşük bir ergime sıcaklığına sahiptir, sıvı
halde iken çok akıcıdır ve ince formları da tamamen doldurur.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 73/113
55
Talaşlı üretime uygundur: Grafit yaprakçıkları talaşlı imalat esnasında
talaşları kırarlar. Bu sebepten dolayı üzerinden talaş kaldırarak işlemeye
uygundurlar.
Aşınma dayanımı: Gri dökme demire aşınma dayanımını arttırmak için az
miktarda nikel veya krom ilave edilir.
Titreşimleri sönümleme: Grafit yaprakçıkları özellikleri itibariyle
titreşimlerin ilerlemelerini engelleyecek esnek yapıya sahiptirler.
Korozyon dayanımı: Gri dökümün, dışında sert bir döküm tabakası vardır.
Dış kabuk yüksek derecede Si içerdiğinden korozyona dayanıklıdır.
Yüksek katılık: Yüksek miktarda C içermesi nedeniyle gri döküm uzamaz ve
formunu muhafaza eder [17].
2.6.3.Magnezyum alaşımları
İçten yanmalı motor bloklarında alüminyum, yüksek sıcaklıklara dayanımı ve yüksek
mekanik gerilmeleri karşılayabilmesi nedeniyle yaklaşık 50 yıldır kendine yer
bulmaktadır. Günümüzde ise dökme demirin yerini almaya başlamıştır. Ancak,
alüminyum motor bloğu dökme demirden yapılana göre % 66 hafifken, magnezyum
blok ise % 75 daha hafiftir. Magnezyum daha hafif olmasının yanında yüksek şok ve
çökme dayanımı vardır. Ayrıca alüminyuma göre ses ve titreşimi daha iyi sönümler.
Araçların en ağır parçası motorları ve motorun da ağırlıkça % 20-25'i motor bloğu
olduğundan, buradaki çalışma koşullarında fonksiyonelliğini koruyabilecek bir
malzeme geliştirmek yıllardan beri otomotiv üreticilerinin değişmeyen hayali
olmuştur. Bu sayede yakıt tüketimi ve egzoz emisyonunda azalmaya gidilebilir.
Magnezyum ve magnezyum alasımlarının avantajları aşağıdaki gibidir:
Bütün metalik yapı elemanları içerisinde en düşük yoğunluğa sahip olanıdır
(1738 kg/m3).
Yüksek özgül mukavemet
Dökülebilirligi iyi olup, yüksek basınçlı kalıp dökümlerine uygundur
Yüksek hızlarda tornalanabilir ve frezelenebilirlik
Kontrollü atmosfer şartlarında iyi kaynak edilebilirlik

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 74/113
56
Yüksek saflıkta magnezyum kullanıldığında daha yüksek korozyon direnci
Kolay bulunabilirlik
Güncel örneklere bakıldığında, Volkswagen'in yüksek mekanik ve termal özellikleri
olan AMC-SC1 alaşımını Lupo' nun motor bloğunda kullandığı görülmekte olup 3
silindire sahip bu dizel motor bloğu 14 kg ağırlığındadır ve alüminyum
versiyonundan % 25 hafiftir. Audi' nin V8 Quattro modelinde de, motor bloğunda
kullanılan magnezyum sayesinde araç diğer 8 silindirli benzerlerine göre 5 kg
hafiflemiştir.
5 Mart 2005' de piyasaya çıkan 6. nesil BMW 6 serisinde de daha hafif altı silindirli
magnezyum alüminyum kompozit motor blok kullanılmıştır. Serinin zirvesindeki
model olan BMW 6.30i' de yer alan sıralı altı silindirli motor, önceki modeline göre
27 bg (20 kW) gibi önemli bir artışla 258 bg'lik (190 kW) bir motor gücü
sunmaktadır. Bu özellikler; yeni 3 litrelik 161 kg ağırlığındaki bu motoru,
segmentindeki en güçlü ve en hafif altı silindirli motor haline getirmiştir. Minimum
ağırlığı hedefleyen BMW, ilk defa yüksek kapasiteli seri üretimler için bu özel
motorda, alüminyuma göre ağırlığı %30 daha az olan magnezyum kullanmıştır.
Magnezyum özellikle karterde, krank mili yatağında ve silindir kapağında
kullanılırken, iç kısımda alüminyum kullanılmıştır. BMW 6 serisinde alüminyum
magnezyum alaşımından yapılan AJ62 alaşımı kullanılan motor ;dökülebilirlik,
sürtünme direnci ve korozyon direnci özelliklerine sahiptir [17].
Resim 2.40. Kesilmiş halde Mg-Al kompozit motor bloğu
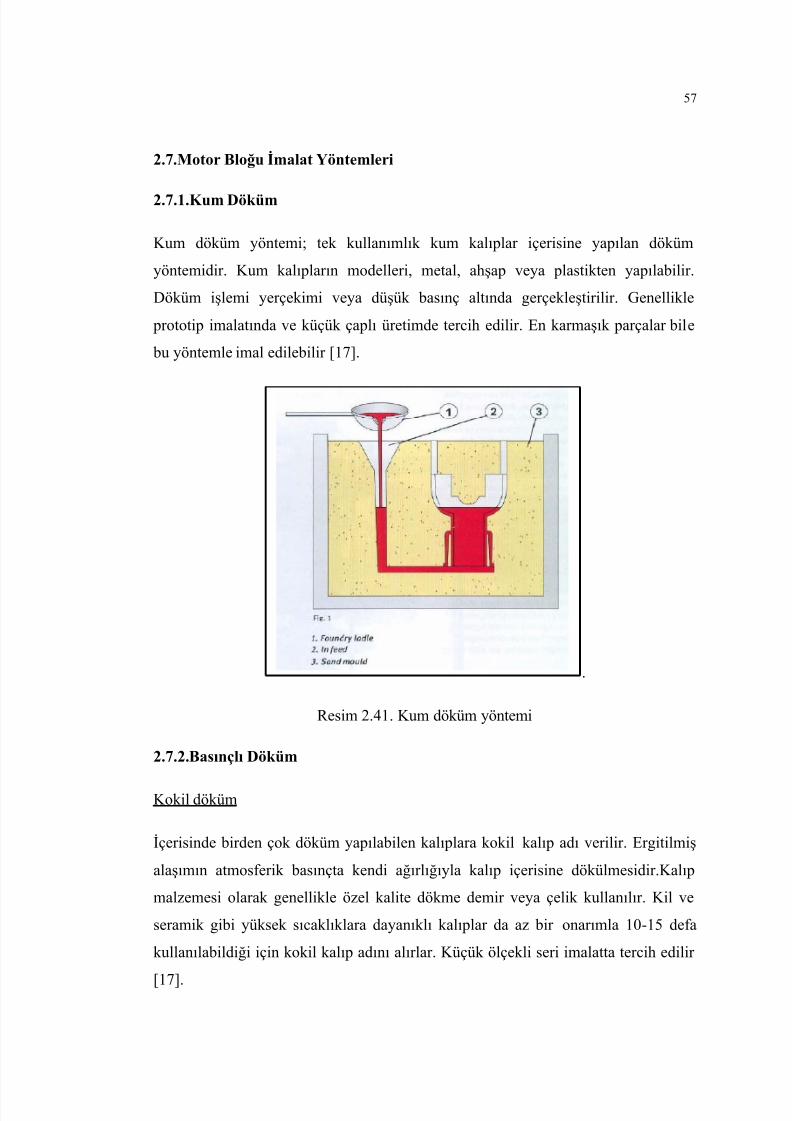
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 75/113
57
2.7.Motor Bloğu İmalat Yöntemleri
2.7.1.Kum Döküm
Kum döküm yöntemi; tek kullanımlık kum kalıplar içerisine yapılan döküm
yöntemidir. Kum kalıpların modelleri, metal, ahşap veya plastikten yapılabilir.
Döküm işlemi yerçekimi veya düşük basınç altında gerçekleştirilir. Genellikle
prototip imalatında ve küçük çaplı üretimde tercih edilir. En karmaşık parçalar bile
bu yöntemle imal edilebilir [17].
.
Resim 2.41. Kum döküm yöntemi
2.7.2.Basınçlı Döküm
Kokil döküm
İçerisinde birden çok döküm yapılabilen kalıplara kokil kalıp adı verilir. Ergitilmiş
alaşımın atmosferik basınçta kendi ağırlığıyla kalıp içerisine dökülmesidir.Kalıp
malzemesi olarak genellikle özel kalite dökme demir veya çelik kullanılır. Kil ve
seramik gibi yüksek sıcaklıklara dayanıklı kalıplar da az bir onarımla 10-15 defa
kullanılabildiği için kokil kalıp adını alırlar. Küçük ölçekli seri imalatta tercih edilir
[17].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 76/113
58
Resim 2.42. Kokil döküm yöntemi
Düşük basınçlı döküm
Düşük basınçlı döküm yöntemi nispeten düşük basınçlarda (alüminyum alaşımları
için 0.2-0.5 bar) yapılır. Burada basınç sadece sıvı haldeki metali üstte bulunan kalıp
içerisine iletecek kadardır. Düşük basınçlı döküm yönteminin avantajları;
Maça kumu kullanılabilmesi sebebiyle, closeddeck bloklar yapısal olarak
daha rijid bir şekilde dökülebilir.
Kalıbın düşük türbülanslı dolması ve kontrollü soğuma ile döküm hataları ve
malzeme içerisindeki gözenekler minimuma inmektedir [17].
Resim 2.43. Düşük basınçlı döküm yöntemi

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 77/113
59
Yüksek basınçlı döküm
Bu döküm yönteminde ergitilmiş olan alaşım genellikle sıcak iş çeliğinden yapılmış
olan kalıp içerisine yüksek basınç ve yüksek hızlı olarak doldurulur. Kalıbın
dolmasının sonuna doğru basınç 700-1000 bar’a kadar çıkabilmektedir. Yüksek
hassasiyette ve toleransta döküm imkanı sağlar. Ancak bu yöntemde kalıp içerisinde
kum model koyma olanağı yoktur. Yüksek basınçtan dolayı parçalanmaktadır.
Yüksek basınçlı döküm yöntemi open-deck bloklarda yaygın olarak kullanılmaktadır
[17].
Resim 2.44. Yüksek basınçlı döküm
Squeeze Casting
Basınçlı döküm yönteminden daha uzun zaman almaktadır. Döküm işlemi dikey
olarak uygulanır. Bu yöntemde basınç kalıbın dolmasının sonuna doğru uygulanır
[17].
Resim 2.45. Squeeze casting yöntemi

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 78/113
60
2.8.Silindir Kapağı Malzemeleri ve İmalat Yöntemleri
Emme-egzoz portları, su kanalları ve yanma odalarının bulunduğu karmaşık yapıdaki
silindir kapağı, ancak döküm yöntemiyle imal edilebilmektedir. Çok güç koşullarda
çalışan bu parçaların basınç ve sıcaklık değişimlerine dayanması için içerisine bazı
katık maddeler de katılır. Silindir kapaklarının üretiminde aynen bloklarda
kullanıldığı gibi uzun yıllar serbest grafitli dökme demir ve yaprak grafitli dökme
demir kullanılmıştır. Teknolojinin gelişmesi ile silindir kapaklarında da dökme demir
yerine bloklarda olduğu gibi alüminyum alaşımlarının kullanımı önem kazanmıştır.
Avrupa’da yaklaşık 20 yıldır dökme demir blokların yerine alüminyum alaşımlarıkullanılmaktadır. Otomobil motorlarında silindir kapakları iki temel sebeple
alüminyum alaşımlarından üretilir. Ağırlığın azaltılması ve iyi bir soğutma özelliği
sağlamak.
Dökme demirin özellikleri dikkate alınarak alüminyum alaşımı malzemeden yapılan
bir silindir kapağının da; iyi dökülebilir , yüksek sıcaklığa dayanıklı, iyi ısı iletme ve
otomobilin ağırlığını düşük tutmak için hafiflik gibi özelliklere sahip olması istenir.
Günümüzde silindir kapakları genellikle AISi12CuNiMg olarak isimlendirilen
malzemeden imal edilmektedir. Bu alaşımın döküm ve talaşlı işlenebilme özellikleri
iyidir. Silindir kapakları kokil döküm veya düşük basınçlı döküm yöntemiyle imal
edilirler.
Cu ve Ni'in alaşıma ilavesi ile malzemenin yüksek sıcaklığa dayanımı
artırılmaktadır. Silisyum ilavesi ısıl genleşmeyi düşürmektedir. Cu ve Mg ile alaşım
sertleştirilebilme özelliği kazanmaktadır. Ayrıca, silindir kapaklarında AlSi7Mg veAlSi9Mg alaşımlarına % 0.5 ve %1 Cu ilave edilerek geliştirilip, sonunda iki yeni tip
olan AlSi10MgCu ve AlSi9Cu3 ortaya çıkmıştır. Bakır içeren her iki alaşım, diğer
geleneksel alaşımlarla karşılaştırıldığında belirgin olarak yüksek çekme dayanımı
göstermektedir. Çok önemli fiziksel özellikler olan genleşme katsayısı ve ısı
iletkenliği, geleneksel alaşımlara kıyasla bakır ilavesinde hiç etkilenmemektedir [17].
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 79/113
61
2.9.Bilgisayar Destekli Analiz
Mühendislerin karşılaştıkları karmaşık ve zor fiziksel problemlerin
çözümünde kullandıkları yöntemler, genel olarak ikiye ayrılırlar ;
Analitik çözüm yöntemleri
Sayısal çözüm yöntemleri
Mühendislikte karşılaşılan birçok problemi, analitik yöntemler ile çözmek mümkün
değildir. Analitik çözümler, sadece basitleştirilmiş bazı özel haller için elde
edilebilir. Geometrisi, malzeme özellikleri ve sınır şartları karmaşık problemleriyaklaşık olarak çözebilmek amacıyla , kabul edilen sonuçlar veren sayısal yöntemler
kullanılmalıdır [6].
Motorların imal edilmeden önce modellenmesi ve üzerine etki eden yüklerin
etkilerinin incelenmesi çok önemlidir. Oluşturulan tasarım, imal edilecek olan motor
parçasının modeli olacaktır. ANSYS programı bu tasarımı bilgisayar ortamında
oluşturup, üzerine etkiyen yüklerin analizinin yapılmasına ve animasyonla bu
kuvvetlerin model üzerindeki sonuçlarının görüntülenmesine olanak sağlar. Bu
yöntemin güzelliği; modeli daha imal etmeden, bilgisayar ortamında her türlü hesap
ve analizin model üzerinde uygulanmasına olanak vermesidir. Elbette ki oluşturulan
son modelin imal edilip, sonra da kendine etki eden yükler altında gerekli deneylere
tabii tutulması ile tasarım aşaması tamamlanacaktır.
Modelin mukavemet hesapları yapılırken, şayet analitik çözüm yöntemlerini
kullanırsak; bir takım idealleştirmeler ve kabuller yapmak zorundadır. Bunun sebebi
yüksek dereceden hiperstatik sistemlerin elle çözümünün mümkün olamamasıdır. Bu
kabuller ve idealleştirmeler, sonuçları gerçek davranıştan uzaklaştırmaktadır. Ayrıca
modele etki eden yükün bir kısmı model üzerinde gerinim etkisi oluşturacaktır.
Yükün geri kalan kısmı ise modelde gerilme etkisi oluşturacaktır. Sonlu elemanlar
yöntemi ile; modeldeki bu iki etkinin hesaplanması büyük ölçüde kolaylaşmaktadır.
Ancak Sonlu Elemanlar Yöntemi ile çözüm yapalırken oluşturulan matrislerin
boyutlarının büyüklüğü nedeniyle, hesaplarımızı sonlu elemanlar yöntemine dayalı
bir bilgisayar programı kullanılmasını gerektirir. Bu nedenlerden dolayı; ANSYS

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 80/113
62
Programı kullanılmıştır. Ayrıca da herhangi bir kabul veya idealleştirme
yapılmayacağından, sonuçların gerçeğe son derece yakın olmasını sağlayacaktır [4].
Bilgisayarların gelişmesiyle ön plana çıkan ve diğer sayısal yöntemlerden
avantajlı yanları olan sonlu elemanlar yönteminde karmaşık bir yapıya sahip,
malzeme ve geometrik özellikleri farklı olan konsturüksiyonlar; çok kolaylıkla analiz
edilebilirler. Köşeler, delikler vb. gibi bölgeler, sonlu elemanlar analizinde zorluk
göstermez. Sonlu elemanlar yöntemine dayalı bir paket programı olan ANSYS
programıyla analiz edilen parçalardan elde edilen değerlerin yapısal açıdan optimum
değerlere sahip olup olmadığı tespit edilir. Bilgisayar destekli tasarım ve analiz
programları kullanarak; kısa sürede hassas, esnek ve karmaşık tasarımların
yapılabildiği görülmüştür [5].
Sonlu elemanlar yönteminin pek çok avantajı vardır. Bunların en belli başlılarını
şöyle sıralandırabiliriz.
Bitişik elemandaki malzeme özellikleri aynı olmayabilir. Bu özellik birkaç
malzemenin birlertirildiği cisimlerde uygulanabilmesine imkan vermektedir.
Düzgün olmayan sınırlara sahip şekiller, eğri kenarlı elemanlar kullanılarak
analiz edilebilir.
Eleman boyutları, analizci tarafından değiştirilebilir. Böylece önemli
değişiklikler beklenen bölgelerde daha küçük elemanlar kullanılarak, hassas
işlemler ya pılabilirken, aynı parçanın diğer bölgeleri büyük elemanlara
bölünerek işlem hızı arttırılabilir.
Süreksiz yüzey yüklemeleri gibi sınır durumları, yöntem için zorluk
oluşturmaz. Karışık sınır durumları kolaylıkla ele alınabilir.
Sonlu Elemanlar Yönteminin en büyük dezavantajı; bilgisayara ve bilgisayar
programlarına olan ihtiyacıdır. Çünkü çok küçük problemler için bile sayısal bir çok
hesaplama gerekir. ANSYS programı; NASTRAN, IDEAS, ADAMS, LUCAS,
FLOTRAN vs. gibi sonlu elemanlar yöntemine dayalı pek çok bilgisayar
programından biridir [3].

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 81/113
63
3.MATERYAL METOD
3.1.Motor Bloğu Ve Silindir Kapağının Tasarım Hesaplamaları
Tasarlanacak motorun; benzinli, dört zamanlı, su soğutmalı ve tek silindirli olması
seçilmiştir. Motor tasarımına, alınacak motor gücü orjininden başlanmıştır. Tasarımı
yapılacak motor için 10 kW @ 4000 rpm gücü seçilmiştir. Tasarımda izlenen yol, bu
motor gücü için ihtiyaç duyulan motor hacmine ulaşarak silindir çapını belirlemek ve
diğer temel boyutları silindir çapına endeksli olarak hesaplamaktır. Tasarımın belirli
aşamalarında (piston hızı, litre gücü vb.) hesaplanan değerlerin referans değerler
arasında olup olmadığı kontrol edilerek gerekli revizyonlar yapılmıştır [2].
Kabuller
İyilik derecesi
Bir motorun iyilik derecesi (η p), motor un indike gücünün (Pi), teorik (kusursuz)
makinanm gücüne (P p) oranıdır. İyilik derecesinin yükselmesi, motorun mükemmele
yaklaşmasının bir göstergesidir. İyilik derecesi;
Otomotiv benzin motorlarında 0.4 – 0.7
Otomotiv diesel motorlarında 0.6 – 0.8 arasındadır [2].
Tasarımı yapılacak motorda iyilik derecesi 0.7 olarak seçilmiştir.
=0.7 (3.1)
Volümetrik verim
Volumetrik (hacimsel) verim (ηv), silindire alınan gerçek karışım kütlesinin, silindire
alınması gereken teorik karışım kütlesine oranıdır. Volumetrik verim;
Dört zamanlı motorlarda 0.7 – 0.9
İki zamanlı karterden süpürmeli motorlarda 0.5 – 0.7 arasındadır [2].
Tasarımı yapılacak motorda volümetrik verim 0.83 olarak seçilmiştir.
=0.83 (3.2)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 82/113
64
Mekanik verim
Bir motorun mekanik verimi (ηm) motorun efektif gücünün(Pe) indike gücüne (Pi )
oranıdır. Motorların mekanik verimleri % 80 dolayındadır [2].
=0.8 (3.3)
Sıkıştırma oranı
Sıkıştırma oranı; silindir hacminin, yanma odası hacmine oranıdır. Sıkıştırma
oranları;diesel motorlarında 16/1 - 24/1
benzin motorlarında 7/1 - 10/1 arasındadır [2].
Tasarımı yapılacak sıkıştırma oranı 9 olarak seçilmiştir.
=9 (3.4)
Strok/çap oranı
Motor boyutlarına en çok etki eden faktör, piston strokunun (kursunun) silindir
çapma oranıdır. Bu oranın seçim isabeti, amaçlanan hizmete uygun motor
boyutlarının elde edilmesinde son derece önemlidir. Strok/çap oranı (X);
Dört zamanlı benzin motorlarında 0.6-1.1
Dört zamanlı kamyon diesel motorlarında 0.9 -1.2
Dört zamanlı orta hızlı diesel motorlarında 1.2 -1.4
İki zamanlı düşük hızlı diesel motorlarında 1.8-2.2 arasındadır [2].
Tasarımı yapılacak motorda Strok/çap oranı 1.1 olarak seçilmiştir.
= 1.1 (3.5)
Diğer kabuller
= 42000 / (3.6)
= 14.8/1 (3.7)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 83/113
65
= 1.293 / (3.8)
= 273 (3.9) = 293 (3.10)
= 1.015 (3.11)
= 0.98 (3.12)
= 1.005 / (3.13)
= 0.718 / (3.14)
Silindir boyutlarının belirlenmesi
Karışımın Isıl Değeri
= × (3.15)
= 42000×1.29314.8 (3.16)
=3669.324 (3.17)
İzantropik üs
=
(3.18)
= 1.0050.718 (3.19)
=1.4 (3.20)
Termik verim
= 1 1− (3.21)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 84/113
66
= 1 19.− (3.22)
=0.5848 (3.23)Ortalama efektif basınç
= × × × × × (3.24)
=0.5848×0.8×0.7×0.83×3669.324× 273×0.98293×1.015 (3.25)
= 897.252 (3.26)
Toplam strok hacmi
= × 60 × × (3.27)
= 10× 60897.252×0.5×4000 (3.28)
=0.334354×10− (3.29)
Strok hacmi
= ×
= = 334.354 (3.30)
= × 4 × (3.31)
= √ 4 × × (3.32)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 85/113
67
= √ 4×334.3541 . 1 × (3.33)
= 7.2874 (3.34) = 8.0162 (3.35)
Piston hızı kontrolü
= × 30 (3.36)
= 0.0080162×400030 (3.37)
= 10.667 / (3.38)
Uygundur(benzin motorları için referans aralığı 10-17 m/s’dir).
D = 73 mm H = 80 mm olarak belirlenmiştir. V = 334.83 cm X=1.0959 olarak düzenlenmiştir. İndike güç;
= (3.39)
= 100.8 (3.40)
=12.5 (3.41)
İndike ortalama basınç;
= × × ×
60 (3.42)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 86/113
68
= 12.5×60334.83×10− ×4000×0.5 (3.43)
= 1199.97 (3.44)
Ortalama efektif basınç;
= × × × 60 (3.45)
= 10× 60334.83×10− ×4000×0.5 (3.46)
= 895.98 (3.47)
Sürtünme gücü;
= (3.48)
=12.510 (3.49)
= 2.5 (3.50)
Litre gücü;
= (3.51)
= 100.33483 (3.52)
= 29.866 / (3.53)
İyilik derecesi;
= (3.54)
= 12.50.7 (3.55)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 87/113
69
= 29.866 (3.56)
Efektif verim;
= × × (3.57)
=0.5848×0.7×0.8 (3.58)
=0.3275 (3.59)
Özgül yakıt tüketimi;
= 3600 × (3.60)
= 36000.3275×42000 (3.61)
= 0.262 /ℎ (2.62)
Termodinamik hesaplamalar
= + (3.63)
9 = 0.33483+ (3.64)
= 0.04185 (3.65)
= + (3.66)
=0.33483+0.04185 (3.67)
= 0.37668 (3.68)
=
(3.69)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 88/113
70
9 = 0.37668 (3.70)
= 0.04185 (3.71)
= × (3.72)
= 0 . 9 8 × 9. (3.73)
= 21.24 (3.74)
= × − (3.75)
= 2 9 3 × 9. (3.76)
= 705.61 (3.77)
× = × × (3.78)
0.98×0.37668×10− =×287×293 (3.79)
= 0.439 (3.80)
= (3.81)
897.252=
0.33483×10− (3.82)
= 0.3 (3.83)
= (3.84)
= 0.30.5848 (3.85)
= 0.5137 (3.86)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 89/113
71
= × × ( ) (3.87)
0.5137=0.439×10− ×0.718× ( 705.61) (3.88)
= 2335.36 (3.89)
= × (3.90)
=21.24× 2335.36705.61 (3.91)
= 70.3 (3.92)
= − (3.93)
= 2335.369. (3.93)
= 969.74 (3.94)
= (3.95)
= 70.39. (3.96)
= 3.24 (3.97)
= × × ( ) (3.98)
=0.439×10− ×0.718× (969.74293) (3.100)
= 0.213 (3.101)
= 1
(3.102)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 90/113
72
= 1 0.2130.5137 (3.103)
=0.5853 (3.104) 0.5853 ≅0.5848 uygundur. = (3.105)
= 0.30.33483×10− (3.106) = 895.98 (3.107) 895.98 ≅897.252 uygundur. Gerekli motor parçalarının boyutlarının belirlenmesi
Silindir kalınlığı;
= × 2 × (3.108)
= 73×7.032 × 3 0 (3.109)
= 8.55 (3.110)
Silindir kalınlığı 9 mm olarak belirlendi.
σem:dökme demir malzeme için emniyet gerilmesi (30...60 N/mm2) 30 N/mm2
seçildi.
Silindir kapağı kalınlığı;
=0.09× (3.111)
=0.09×73 (3.112)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 91/113
73
= 6.57 (3.113)
Silindir kapağı kalınlığı 7 mm olarak belirlendi.
= 0 . 4 3 4 × × √ (3.114)
= 0.434× 73× √ 7.03
(3.115)
= 144 / (3.116)
Silindir kapak civataları;
Çelik malzeme için σab=120 N/mm2
Civata sayısı nb=4
= × × 4 × (3.117)
= 7.03× × 7 34 × 4 (3.118)
= 7355.8 (3.119)
= 1 . 2 × √ 4 × × (3.120)
= 1 . 2 × √ 4×7355.8 × 1 2 0 (3.121)
=10.6 (3.122)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 92/113
74
Silindir kapak civataları M12 olarak belirlendi.
Krank mili yarıçapı;
Krank mili yarıçapı strok boyunun yarısı kadardır.
= 2 (3.123)
= 80
2 (3.124)
= 40 (3.125)
Biyel uzunluğu;
Krank yarıçapının biyel uzunluğuna oranı 1/3.4 tür [2].
= (3.126)
=40×3.4 (3.127)
= 136 (3.128)
Piston kompresyon yüksekliği;
=2×0.025 (3.129)
=732×0.025 (3.130)
= 72.95 (3.131)
ş = 0.1 (3.132)
ş =72.950.1 (3.133)
ş = 72.85 (3.134)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 93/113
75
= ş ×0.6 (3.135)
=72.85×0.6 (3.136)
= 43.71 (3.137)
Supapların boyutlarının belirlenmesi
Emme supabı; krom nikelli alaşım çeliğinden dövülerek imal edilecektir. Egzoz
supabı ısıya dayanımını artırmak için kr om-nikelli wolframlı özel çelik alaşımdan
dövülerek imal edilecektir ve ısı iletimini arttırmak için supap sapının içine 2/3
oranında metalik sodyum konulacaktır. Supap yuvaları (baga) stelite çelikten imal
edilecektir. Kullanılacak çeliğin kopma gerilmesi yaklaşık olarak 800 oC de 200
N/mm2dir [9].
Emme supabı
Emme supabı tablası çapı:
= ×0.44 (3.138)
=73×0.45 (3.139)
= 32.85 (3.140)
Emme supap sapı çapı:
= ×0.2 (3.141)
=32.85×0.2 (3.142)
= 6.57 (3.143)
Supap çapı port tablası oranı 1.15:1
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 94/113
76
Emme supabı port çapı:
= × 11.15 (3.144)
=32.85× 11.15 (3.145)
= 28.57 (3.146) Supap kalkma yüksekliği:
ℎ = 4 (3.147)
ℎ = 28.574 (3.148)
ℎ = 7.14 (3.149) Ortalama piston hızı:
= 10.667 / (3.150)
Ortalama gaz hızı:
= × 4 × × ℎ ×45 (3.151)
= × (73×10−)4×(28.57×10−)×(7.14×10−)×45 (3.152)
= 98.522 / (3.153)
Supap açılma alanı:
= × × ℎ ×45 (3.154)
=×28.57×7.14×45 (3.155)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 95/113
77
= 453
(3.156)
Egzoz supabı
Egzoz supabı tablası çapı:
= ×0.35 (3.157)
=73×0.35 (3.158)
= 25.55 (3.159)
Egzoz supap sapı çapı:
= ×0.2 (3.160)
=25.55×0.2 (3.161)
= 5.11 (3.162)
Supap çapı port tablası oranı 1.15:1
Emme supabı port çapı:
= × 11.15 (3.163)
=25.55× 11.15 (3.164)
= 22.22 (3.165)
Supap kalkma yüksekliği:
ℎ = 4 (3.166)
ℎ = 22.224 (3.167)

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 96/113
78
ℎ = 5.55 (3.168)
Ortalama piston hızı:
= 10.667 / (3.169)
Ortalama gaz hızı:
= ×
4 × × ℎ ×45 (3.170)
=10.667× (73×10−)4×(22.22×10−)×(5.55×10−)×45 (3.171)
= 162.97 / (3.172)
Supa p açılma alanı:
= × × ℎ ×45 (3.173)
=×22.22×5.55×45 (3.174)
= 274 (3.175)
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 97/113
79
3.2.Motor Bloğunun Modellenmesi
Motor bloğu, temel boyutların tasarım hesaplamalarının sonuçlarına göre CATIA V5
programında katı model olarak modellenmiştir.
Resim 3.1. CATIA programında oluşturulan katı model
3.3.Silindir Kalınlığının Yapısal Analizi
Silindir kalınlığının analizi, yanma sonu gaz basıncının etkisiyle silindir duvarlarında
oluşan gerilmelerin etkisini belirlemektir. Oluşan gerilmenin, silindir malzemesinin
müsaade edilen emniyet gerilmesini (dökme demir malzeme için 30 N/mm2) aşması
durumunda silindir kalınlığının artırılması gerekmektedir.
Silindir kalınlığı (tc), yapılan tasarım hesaplamaları işlemleri sonucunda 9 mm olarak
belirlenmiştir. Bu analizde krank milinin farklı konumlardaki durumu için yapısal
analiz yapılmıştır. Silindir içi basıncın en yüksek olduğu durum, krank mili açısının
10o olduğu pozisyondur. Ancak bu pozisyonda, gaz kuvvetlerinin etki yüzeyi alanı
çok azdır. Piston AÖN’ya ilerledikçe, etki yüzeyi artmasına rağmen genişleme ve
termal kayıplara bağlı olarak gaz kuvvetleri azalacaktır.
Maksimum gerilme değerini belirlemek için, krank milinin 10o
, 30o
, 40o
,45o
ve60o’deki pozisyonları için analiz yapılmıştır. 30o için yapılan analiz aşamaları

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 98/113
80
aşağıda anlatılmıştır. Diğer pozisyonlar için yapılan analiz sonuçları doğrudan
tabloya aktarılmıştır.
Analizde kullanılan motorun temel özellikleri Çizelge 3.1’de, karakteristik değerler
Çizelge 3.2’de gösterilmiştir. Analizin yapılacağı açılardaki pistonun ÜÖN’dan
uzaklığı Resim 3.2’de, diğer veriler Çizelge 3.3’de gösterilmiştir.
Çizelge 3.1. Analizde kullanılan motorun temel özellikleri
Çizelge 3.2. Analizde kullanılan karakteristik değerler Eleman Tipi Solid 10 Node 187
Silindir malzemesi GG-44
Elastiklik modülü 200000 N/mm
Poisson oranı 0.3
Çizelge 3.3. Krank mili pozisyonları için analizde kullanılacak veriler Krank açısı ϴ(o) 10 30 40 45 50 60
Gaz Basıncı (kPa) 7030 3769 2624 2206 1869 1381
Piston-Biyel açısı β (o) 2,93 8,46 10,9 12 13,02 14,76
Pistonun ÜÖN’ya mesafesi(mm)
0,79 6,84 11,81 14,69 17,79 24,49
Çalışma prensibi Otto
Zaman 4
Silindir sayısı 1
Motor gücü (kW) 10
Devir sayısı (rpm) 4000
Kurs boyu (mm) 80
Krank milinin ÜÖN’ya mesafesi (mm) 186
Silindir çapı (mm) 73
Pmax (kPa) 7030
σem (N/mm ) 32
tc (mm) 9

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 99/113
81
Resim 3.2. Piston konumları (10o, 300, 40o, 45o, 50o, 60o)
Yapısal analiz için ANSYS 14.5 programı seçilmiştir. CATIA’da oluşturulan katı
model, ANSYS’e import edilmiştir.
Resim 3.3. ANSYS programına hazır modelin import edilmesi

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 100/113
82
Analizde motor bloğunun simetri ekseninden kesit alınmış hali kullanılmıştır.
Resim 3.4. ANSYS programına aktarılan yarım motor bloğu
Motor bloğunun eleman tipi, programın kütüphanesinden Solid 10 Node 187 olarak
seçilmiştir. Seçilen eleman tipine ve analize uygun olan elastikiyet modülü 200000
N/mm2, poisson oranı 0,3 olarak belirlenmiştir.
Resim 3.5. Eleman tipinin belirlenmesi
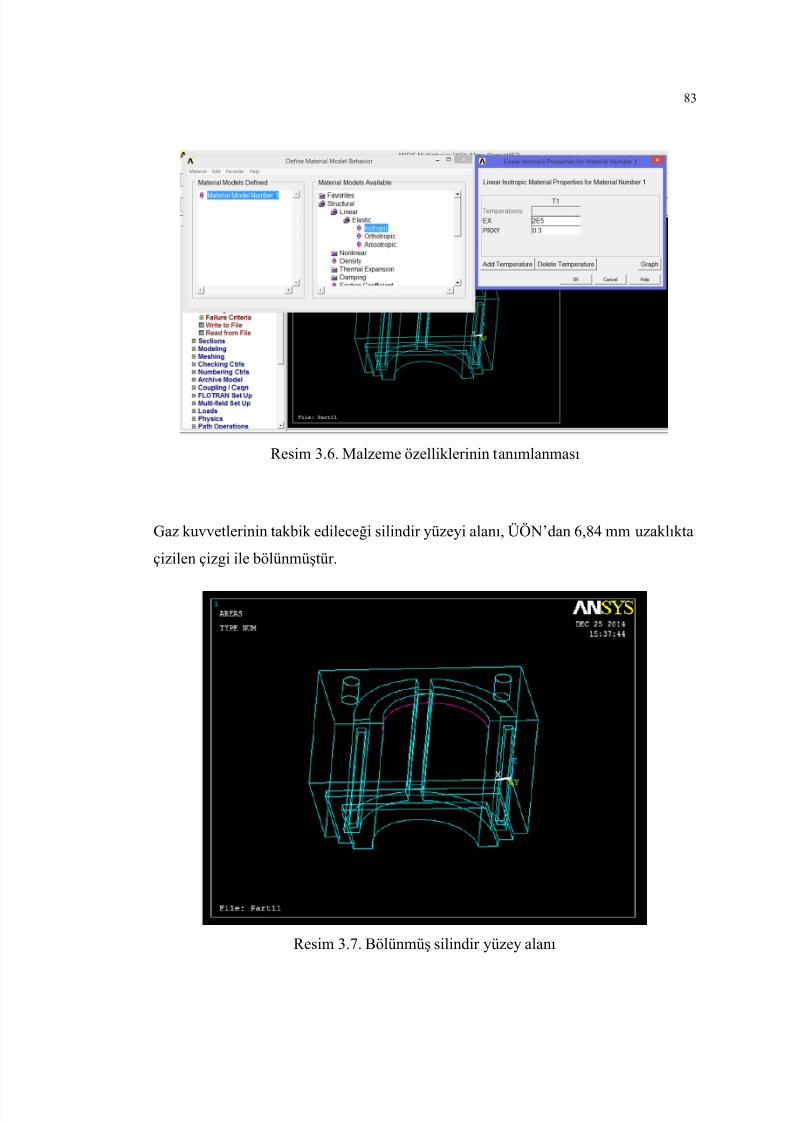
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 101/113
83
Resim 3.6. Malzeme özelliklerinin tanımlanması
Gaz kuvvetlerinin takbik edileceği silindir yüzeyi alanı, ÜÖN’dan 6,84 mm uzaklıkta
çizilen çizgi ile bölünmüştür.
Resim 3.7. Bölünmüş silindir yüzey alanı

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 102/113
84
Kati model, sonlu elemanlar yöntemi ile analiz edilebilmesi için mesh yöntemi ile
düğüm noktalarına ayrılmıştır.
Resim 3.8. Mesh edilmiş katı model
Katı modelin kesit yüzeyi, kuvvet yükleme yapılabilmesi için, sabitleme yüzeyi
olarak seçilmiştir (Resim 3.9).
Resim 3.9. Katı modelin displacement yüzeyi
Gaz kuvvetleri (30o
KMA için 3,769 N/mm2
) piston ile ÜÖN arasındaki silindiryüzeyine yüklenmiştir.
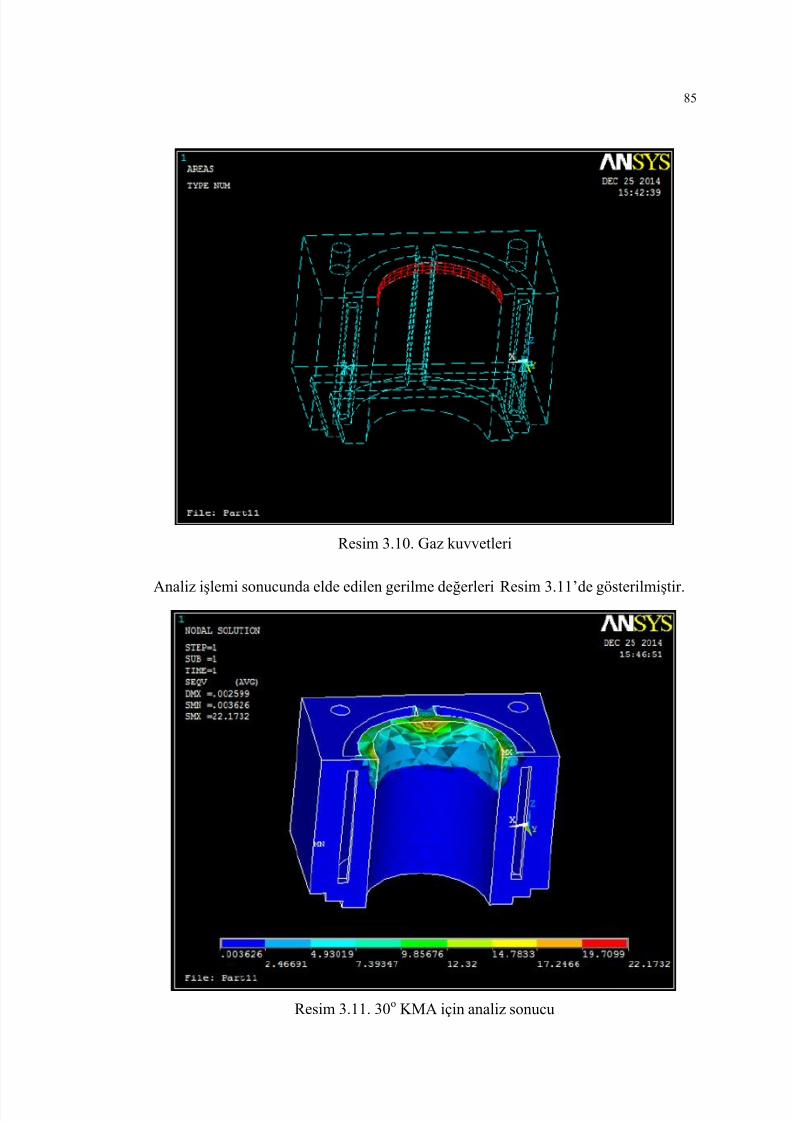
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 103/113
85
Resim 3.10. Gaz kuvvetleri
Analiz işlemi sonucunda elde edilen gerilme değerleri Resim 3.11’de gösterilmiştir.
Resim 3.11. 30o KMA için analiz sonucu

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 104/113
86
Diğer KMA’ları için elde edilen sonuçlar Çizelge 3.4’de yer almalktadır.
Çizelge 3.4. Gerilme değerleri Krank açısı ϴ(o) 10 30 40 45 50 60
Gerilme σ (N/mm ) 10,669 22,173 20,953 18,687 18,378 17,009
3.4.Silindire Alınan Havanın Akış Analizi
Silindire alınan havanın akış analizinde, tasarım hesaplamalarını yapmış olduğumuz
4 zamanlı benzinli içten yanmalı motorun yanma odasındaki akışın analizi ANSYS
adlı analiz programında yapılmıştır. Yapılan analizde emme ve egzoz supaplarının
açıklıkları ve yanma odasının şeklinin akış üzerindeki etkisi incelenmiştir.
Analizi yapılacak motorun yanma odası, supapları (açık pozisyonda) ve bujisi
ANSYS programında çizilir.
Resim 3.12. Analizi yapılacak akış ortamı
Akış analizi 2 boyutta incelendiği için, eleman tipi olarak 2D FLOTRAN 141
seçilmiştir.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 105/113
87
Resim 3.13. Akış analizi için seçilen eleman tipi
Sonlu elemanlar metodu ile yapılan analiz için akış bölgesi mesh yöntemiyle
parçalara ayrılır.
Resim 3.14. Mesh edilen akış ortamı

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 106/113
88
Emme supabı, 45o’lik açıyla konumlandırıldığı için, silindire alınan havanın X ve Y
bileşinlerindeki hızı aynı ve 69,67 m/s’dir (Eş. 3.153). Emme ve egzoz portlarının
haricindeki tüm yüzeyler sınır bölgesi olduğu için, bu çizgilerde akış hızı 0 m/s’dir.
Akışkan olarak hava seçilmiştir
Resim 3.15. Silindire alınan havanın giriş bölgesi
Analiz tamamlandığında Şekil 3.16’da görüldüğü üzere, silindir içerisinde oluşan
türbülansın yetersiz olduğu belirlenmiştir. Bu seviyedeki akışın, hava ve yakıtıhomojen olarak karıştırması ve yanma hızını olumlu etkilemesi beklenemez. Bu
sebeple, piston tepesi revize edilerek yanma odası yeniden tasarlanmıştır.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 107/113
89
Resim 3.16. Akış çizgileri
Resim 3.17. Akış analizi için yenilenen yanma odası

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 108/113
90
Yenilenen analiz modeline, aynı hız değerleri girilerek tekrar analiz yapılmıştır.
Analiz sonucunda, istenilen silindir içi akış ortamına ulaşılmıştır.
Resim 3.18. Yeni yanma odasının akış çizgileri
Emme supabının açık egzoz supabının kapalı olduğu durumda (emme zamanı)
yapılan analiz Şekil 3.19’da gösterilmiştir.
Resim 3.19. Emme zamanı akış çizgileri
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 109/113
91
SONUÇ VE ÖNERİLER
Silindir kalınlığının yapısal analizi
Analiz sonuçları incelendiğinde, silindirde oluşan gerilmelerin ÜÖN’yı 30o geçtikten
sonraki durumunda maksimum değere ulaştığı görülmektedir. Ancak silindir içi
maksimum gaz basıncı, ÜÖN’yı 10o geçtikten sonraki durumunda oluşmaktadır. Bu
duruma, gaz kuvvetlerinin etki ettiği silindir yüzey alanı büyüklüğünün, gerilme
miktarını doğrudan etkilemesi sebep olmaktadır. Piston AÖN’ya inerken silindir
hacmi genişleyip gaz basıncı azalırken, gaz kuvvetlerinin etki yüzeyi artmaktadır.
Analizin amacı, tasarlanan silindir kalınlığının, yanma sonucu oluşan maksimum
gerilmelere karşı yeterli olması durumunu incelemektir. Çeşitli KMA’larında yapılan
analizlere göre silindir malzemesinin emniyet gerilme değerinin (30 N/mm2),
silindirde oluşan maksimum gerilme değerinden (22,173 N/mm2) daha fazla olduğu
tespit edilmiştir. Bu sebeple, belirlenen silindir kalınlığının, motorun çalışma
şartlarına uygun olduğu gözlemlenmiştir. Silindirde oluşan gerilmelerin, silindir
malzemesinin emniyet gerilmesinin üzerinde olması durumunda, silindir oluşan
gerilmelere dayanamayıp deforme olacağı için silindir kalınlığı artırılmalıdır.
Silindire alınan havanın akış analizi
Yapılan analizde, farklı yanma odası tasarımlarının, silindir içerisinde oluşan
türbülansa etkisi gösterilmiştir. Homojen hava-yakıt karışımı için olması gereken
akış ortamının, piston yüzeyine form kazandırılarak elde edilmesi mümkündür.

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 110/113
92
KAYNAKÇA
1.
Becer, E., “İletişim ve Grafik Tasarım”, (6. Basım). Dost Kitabevi Yayınları
Ankara, (2008).
2. Çetinkaya, S., “Motor Tasarımına Giriş”, Gazi Üniversitesi Teknik Eğitim
Fakültesi , Ankara, 57-61, (1998).
3. Altan, M., “Kaynak Distorsiyonları ve Sonlu Elemanlar Yöntemiyle Analizi”,
Yüksek Lisans Tezi, İstanbul Teknik Üniversitesi Fen Bilimleri Enstitüsü,
(2002).
4.
Tolun, F.G., “Tarım römorklarının Arka Dingiline Etkiyen Yüklerin ANSYSile İncelenmesi”, Yüksek Lisans Tez Semineri, Balıkesir Üniversitesi ,
(2006).
5. ANSYS Tutorials.
6.
Eren, İ., Ders Notları, (2006).
7. Yücesu, H.S., Ders Notları.
8. Malkaz, F., “İki Zamanlı Wankel Tipi Döner Pistonlu Motorun Analizi”,
İstanbul Teknik Üniversitesi Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi,105s., (2011).
9. Öz, İ.H., Borat, O., Sürmen A., “İçten Yanmalı Motorlar”, (2003).
10. Günay, E., Karel, A., “Composite Design of the Diesel Engine Cylinder with
Fnite Element Analysis”, Computers and Structures, Cilt 75, 117-134, (2000).
11. Decenciere, E., Jeulin, D., “Morphological Decomposition of the Surface
Topography of an Internal Combustion Engine Cylinder to Characterize
Wear”, Wear, Cilt 249, 482– 488, (2001).
12. Jensen, M. F., Bøttiger , J., Reit, H. H.,. Benzon, M. E., “Simulation of Wear
Characteristics of Engine Cylinders”, Wear, Cilt 253, 1044– 1056, (2002).
13. Windecker, R., “High resolution optical sensor for the inspection of engine
cylinder walls”, International Journal for Light and Electron Optics, 112:
407-412, (2000).
14. Kinoshita, M., Saito, A., Mogi, K., Nakata, K., “Study on Ion Current and
Pressure Behavior with Knocking in Engine Cylinder”, JSAE Review, Cilt
21, 483-488, (2000).
7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 111/113
93
15. Xie, J.Q., Agapiou, J.S., Stephenson, D.A., Hilber, P., “Machining quality
analysis of an engine cylinder head using finite element methods”, Journal of
Manufacturing Processes, vol. 5, no 2, 170-184, (2003).
16. Uozato, S., Nakata, K., Ushio, M., “Evaluation of ferrous powder thermal
spray coatings on diesel engine cylinder bores”, Surface & Coatings
Technology, 200 (7): 2580-2586, (2005).
17. Çınar, C., Ders Notları.
18. Deniz, O., “İçten Yanmalı Motorlar”, İstanbul, (2008).
19. Yardım, M., “Motor Teknolojisi”, Nobel, (2008).
20. European Aluminium Association, “Aluminium in the Automtive Industry”
21. FKA, Forschungsgesellschaft Kraftfahrwesen mbH Aachen, “Lightweight
Potential of an Aluminium Intensive Vehicle”, (2004).
22.
Kazdal Zeytin, H., TÜBITAK -MAM, OSD, “Alüminyum Alaşımları
Otomotiv Endüstrisinde Uygulamaları ve Geleceği”, (2000).

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 112/113
94
ÖZGEÇMİŞ
İsmail YILMAZ
Adres: Sütlüce mahallesi Camili sokak Anatolia apart no:11/26 Tepebaşı, Eskişehir
Tel: (0 554) 963 52 30
E-mail: [email protected]
Eğitim Bilgileri
1998-2006 Konya Seydişehir Alüminyum İ.Ö.O.
2006-2010 Konya Karatay S.D.M.P. Anadolu Lisesi2010- Gazi Üniversitesi Teknoloji Fakültesi Otomotiv Mühendisliği
İş Deneyimleri
Ford Otomotiv Sanayi A.Ş. İnönü Fabrikası - İşyeri Eğitimi (80 iş günü)
Ford Otomotiv Sanayi A.Ş. İnönü Fabrikası - Stajyer (12 iş günü)
Erkunt Traktör Sanayii A.Ş. - Stajyer (25 iş günü)
Güneş Motor Supapları A.Ş. - Stajyer (20 iş günü)
Alfa Krank Makina Döküm Sanayi ve Ticaret LTD ŞTİ - Stajyer (15 iş günü)
Bilgisayar Becerileri
PTC ProEngineer Wildfire (Modeling, Assemblies, Motion Study)
Siemens UniGraphics NX (Modeling, Assemblies)
Dassault Systemes SolidWorks (Modeling, Surface Modeling, Assemblies,
Motion Study, Simulation, Drawing)
AutoDesk AutoCad (Modeling, Drawing)
ANSYS (Modeling, Simulation)
ANSYS Workbench (Modeling, Simulation)
CNC Software MasterCam (Modeling, Manufacturing)
Dassault Systemes SolidCam (Manufacturing)
Mathworks MATLAB & Simulink
Microsoft Developer Studio Fortran

7/23/2019 Sedat Al Tun Ok is Mail Yilmaz Tez
http://slidepdf.com/reader/full/sedat-al-tun-ok-is-mail-yilmaz-tez 113/113
95
Sedat ALTUNOK
Adres: Sütlüce mahallesi Camili sokak Anatolia apart no:11/26 Tepebaşı, Eskişehir
Tel: (0 506) 437 61 53
E-mail: [email protected]
Eğitim Bilgileri
1998-2006 Şenkaya Akşar İ.Ö.O.
2006-2010 Artvin Anadolu Öğretmen Lisesi
2010- Gazi Üniversitesi Teknoloji Fakültesi Otomotiv Mühendisliği
İş Deneyimleri
HİSARLAR - İşyeri Eğitimi (80 iş günü)
TSE (Türk Standardları Enstitüsü) - Stajyer (20 iş günü)
ERKUNT TRAKTÖR SANAYİ A.Ş. - Stajyer (25 iş günü)
HEMA ENDÜSTRİ A.Ş.- Stajyer (15 iş günü)
KARTAŞ OTOMOTİV- Stajyer (12 iş günü)
Bilgisayar Becerileri
PTC ProEngineer Wildfire (Modeling, Assemblies, Motion Study)
Catia V5 (Modeling, Assemblies)
Siemens UniGraphics NX (Modeling, Assemblies)
Related Documents











