Schweißtechnische Herausforderungen am Beispiel dickwandiger Rohrverbindungen – Qualifikation und Herstellung von Längs- und Rundnähten Dr. J. Wiebe Berlin, den 12. Mai 2016

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Schweißtechnische Herausforderungen amgBeispiel dickwandiger Rohrverbindungen –Qualifikation und Herstellung von Längs-
und RundnähtenDr. J. Wiebe
Berlin, den 12. Mai 2016
Qualifikation und Herstellung von Längs- und Rundnähten
Inhalt
Einleitung
Großrohrherstellung SpiralnahtLängsnaht
Besonderheiten der UP-MehrdrahttechnologieAnlagenübersicht UP-Mehrdrahtanlage SZMF Schweißguteigenschaften Lage /GegenlagenahtSchweißguteigenschaften Lage-/Gegenlagenaht
RundnahtherstellungMotivation
Folie
2, 1
1/05
/16
MotivationHerausforderungen
Zusammenfassung
Firm
a, A
btei
lung
,
g

Qualifikation und Herstellung von Längs- und Rundnähten
Forschung und Entwicklung (FuE)g g ( )
Produkte MärkteW K ltb d A t bili d t i• Warm- u. Kaltband • Automobilindustrie
(Karosserie, Fahrwerk)
• KonsumgüterindustrieGIT
TER
• Bauindustrie(Dach, Wand, Klima)S
ALZ
G
• Rohr
• Grobblech
• Automobilindustrie(Antriebsstrang)
RG
• Profil • Maschinen- u. Anlagenbau
• Energieindustrie
DU
ISB
UR
Folie
3, 1
1/05
/16• Bauindustrie
(Tragwerk, Spundwand)
D
Firm
a, A
btei
lung
, Interdisziplinäre Forschung für Ihre strategischen Ziele,von der Simulation bis zum Fertigprodukt
Qualifikation und Herstellung von Längs- und Rundnähten
Salzgitter Mannesmann Forschungg g
F&E Aktivitäten für Salzgitter AG und externe Kunden
• Werkstoff- und ProzessentwicklungWerkstoff und Prozessentwicklung
• Produkt- und Verfahrensentwicklung
• Material- und BauteilcharakterisierungMaterial und Bauteilcharakterisierung
• Oberflächen- und Anwendungstechnik
• Bauteilauslegung Simulation EngineeringBauteilauslegung, Simulation, Engineering
• Umform- und Fügetechnik
• Automatisierung und PrüftechnikAutomatisierung und Prüftechnik
• Fehler- und Schadensanalysen
Folie
4, 1
1/05
/16
Firm
a, A
btei
lung
,

Qualifikation und Herstellung von Längs- und Rundnähten
Herstellungg
Geschweißte Spiralrohre Durchmesser: 400 - 1700 mm,W ddi k 5 25Wanddicke: 5 - 25 mm
Längsnahtgeschweißte Durchmesser: 500 - 1500 mm, Rohre Wanddicke: 7 40 mmRohre Wanddicke: 7 - 40 mm
Folie
5, 1
1/05
/16
Firm
a, A
btei
lung
,

Qualifikation und Herstellung von Längs- und Rundnähten
UP-Spiralnaht geschweißte Rohrep g
Decoiling Leveling Skelp endwelding
Skelp and edgeUltrasonic testing
Edge trimmingand bevelling
Forming and tack welding
Flying cutoff
Inside cleaning
Internal and externalsubmerged-arc welding
Tack weld inspection
Inside cleaning
Inspection of submerged-arc welding
Stand for skelp and repair welding
Sampling and destructive testing
Folie
6, 1
1/05
/16Bevelling of
pipe endsWeld seam removal at pipe ends
Hydrostatic testing
Ultrasonic testingof spiral weld
X-ray weld inspection / filmless radiography
Final inspection Generation of certificates
Firm
a, A
btei
lung
,
ProductionQuality controlProduction steps may vary slightly between production lines

Qualifikation und Herstellung von Längs- und Rundnähten
UP-Längsnaht geschweißte Rohre (UOE)g g ( )
Plate infeed Edge planing Crimping U-ing O-ing Tack weldingof the slit pipe
Pipe identification
Mechanical expansion
Outside seam welding
Inside seam welding
Sampling and destructive testing
Internal/external pipe inspection
Initial ultrasonic weld inspection
Initial X-ray weld inspection/filmless radiography
Folie
7, 1
1/05
/16Final ultra-
sonic weld inspection
Hydrostatic testing
Bevelling of pipe ends
Final X-ray weld inspection/ filmless radiography
Magnetic particle and ultrasonic inspection ofboth pipe ends
Final inspection of surfaces and pipe geometry
Generation of certificates
Firm
a, A
btei
lung
,
ProductionQuality controlProduction steps may vary slightly between production lines
Qualifikation und Herstellung von Längs- und Rundnähten
Qualitätsansprüche an Linepipe-Rohrep p p
Schweißeignung (Kohlenstoff-Äquivalent)Schweißeignung (Kohlenstoff-Äquivalent)
Zähigkeit (CVN)
Festigkeit Verformbarkeit (Streckgrenze Festigkeit Streckgrenzen VerhältnisFestigkeit, Verformbarkeit (Streckgrenze, Festigkeit, Streckgrenzen-Verhältnis, Dehnung)
Schweißnaht-GeometrieSchweißnaht-Geometrie
Rohr Geometrie
Korrosionsbeständigkeit (HIC SSC)Korrosionsbeständigkeit (HIC, SSC)
Folie
8, 1
1/05
/16
Firm
a, A
btei
lung
,
Qualifikation und Herstellung von Längs- und Rundnähten
Besonderheiten UP-Mehrdrahttechnologieg
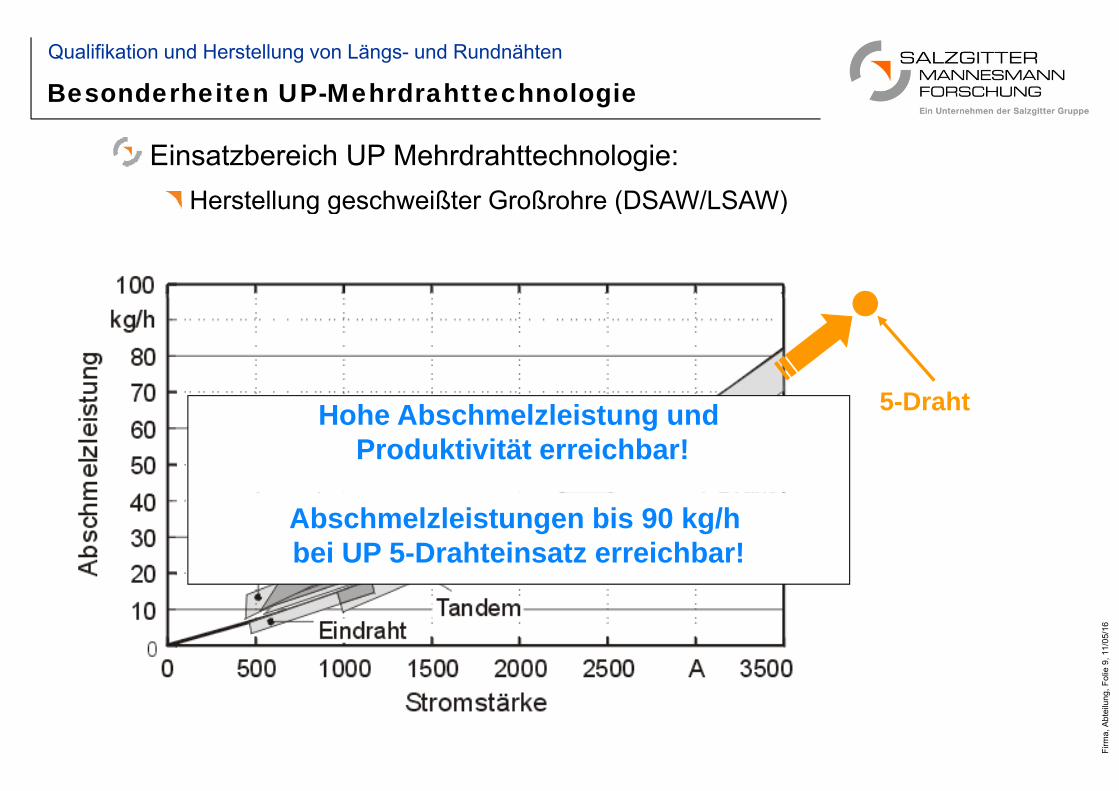
Einsatzbereich UP Mehrdrahttechnologie: Herstellung geschweißter Großrohre (DSAW/LSAW)Herstellung geschweißter Großrohre (DSAW/LSAW)
5 D ht5-DrahtHohe Abschmelzleistung undProduktivität erreichbar!
Abschmelzleistungen bis 90 kg/h bei UP 5-Drahteinsatz erreichbar!
Folie
9, 1
1/05
/16
Firm
a, A
btei
lung
,
Qualifikation und Herstellung von Längs- und Rundnähten
Besonderheiten UP-Mehrdrahttechnologieg
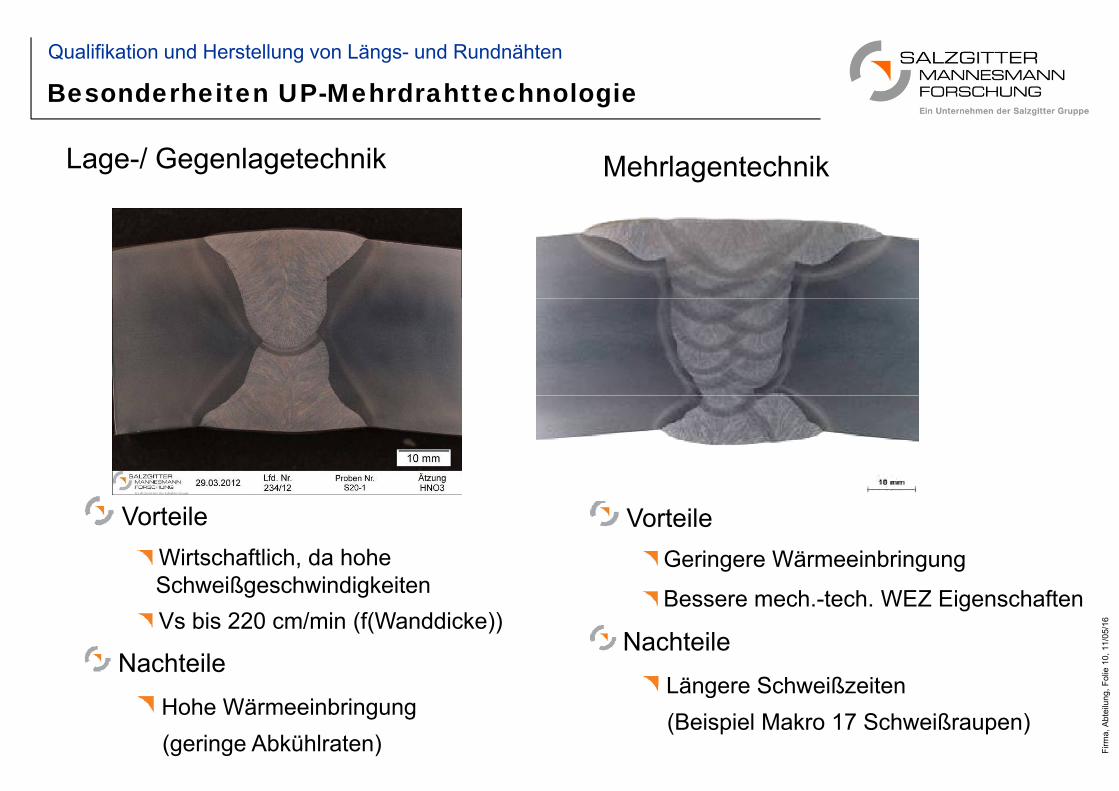
Lage-/ Gegenlagetechnik Mehrlagentechnik
VorteileWirtschaftlich, da hohe Schweißgeschwindigkeiten
VorteileGeringere Wärmeeinbringung
Folie
10,
11/
05/1
6
SchweißgeschwindigkeitenVs bis 220 cm/min (f(Wanddicke))
Nachteile
Bessere mech.-tech. WEZ Eigenschaften
NachteileLängere Schweißzeiten
Firm
a, A
btei
lung
,
Hohe Wärmeeinbringung (geringe Abkühlraten)
Längere Schweißzeiten (Beispiel Makro 17 Schweißraupen)
Qualifikation und Herstellung von Längs- und Rundnähten
Besonderheiten UP-Mehrdrahttechnologieg
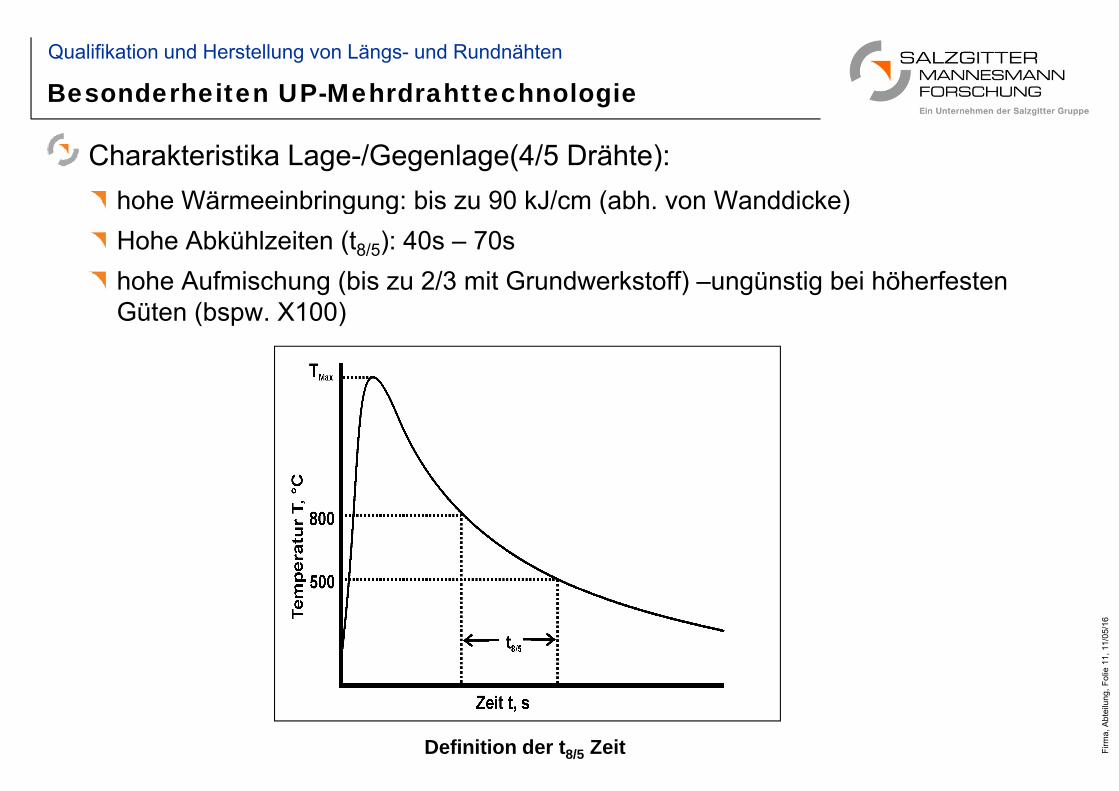
Charakteristika Lage-/Gegenlage(4/5 Drähte): hohe Wärmeeinbringung: bis zu 90 kJ/cm (abh von Wanddicke)hohe Wärmeeinbringung: bis zu 90 kJ/cm (abh. von Wanddicke)Hohe Abkühlzeiten (t8/5): 40s – 70s hohe Aufmischung (bis zu 2/3 mit Grundwerkstoff) –ungünstig bei höherfestenGüten (bspw. X100)
Folie
11,
11/
05/1
6Fi
rma,
Abt
eilu
ng,
Definition der t8/5 Zeit
Qualifikation und Herstellung von Längs- und Rundnähten
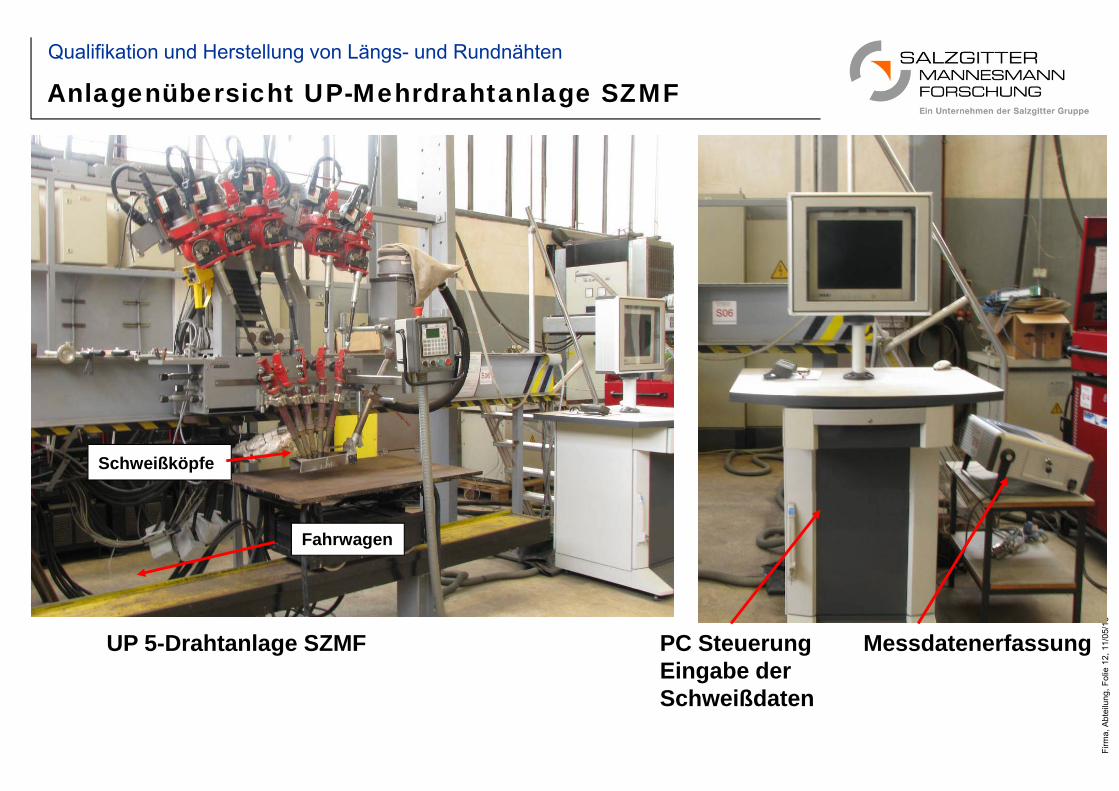
Anlagenübersicht UP-Mehrdrahtanlage SZMF g g
Schweißköpfe
Fahrwagen
Folie
12,
11/
05/1
6
MessdatenerfassungPC SteuerungEingabe der
UP 5-Drahtanlage SZMF
Firm
a, A
btei
lung
, Schweißdaten
Qualifikation und Herstellung von Längs- und Rundnähten
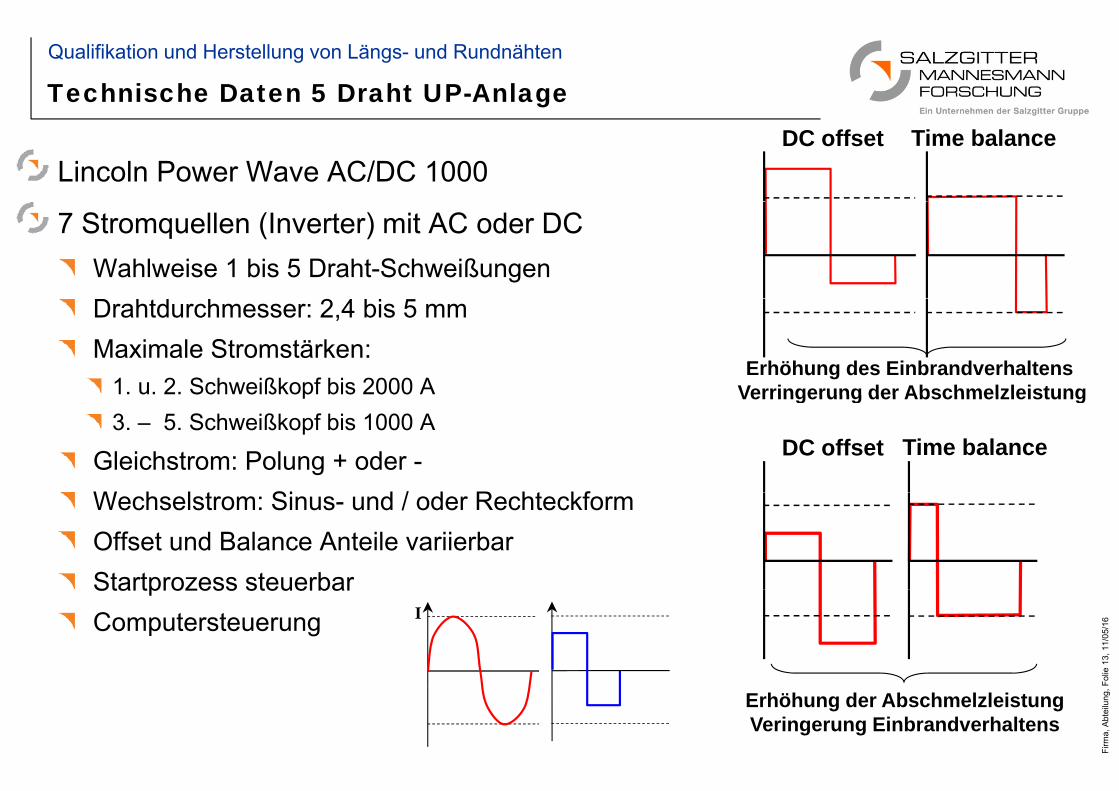
Technische Daten 5 Draht UP-Anlageg
Lincoln Power Wave AC/DC 1000DC offset Time balance
7 Stromquellen (Inverter) mit AC oder DC Wahlweise 1 bis 5 Draht-SchweißungenDrahtdurchmesser: 2,4 bis 5 mmMaximale Stromstärken:
1. u. 2. Schweißkopf bis 2000 AErhöhung des Einbrandverhaltens
Verringerung der Abschmelzleistungp3. – 5. Schweißkopf bis 1000 A
Gleichstrom: Polung + oder -W h l t Si d / d R ht kf
Verringerung der Abschmelzleistung
DC offset Time balance
Wechselstrom: Sinus- und / oder RechteckformOffset und Balance Anteile variierbarStartprozess steuerbar
Folie
13,
11/
05/1
6
Startprozess steuerbarComputersteuerung I
Firm
a, A
btei
lung
,
Erhöhung der AbschmelzleistungVeringerung Einbrandverhaltens
Qualifikation und Herstellung von Längs- und Rundnähten
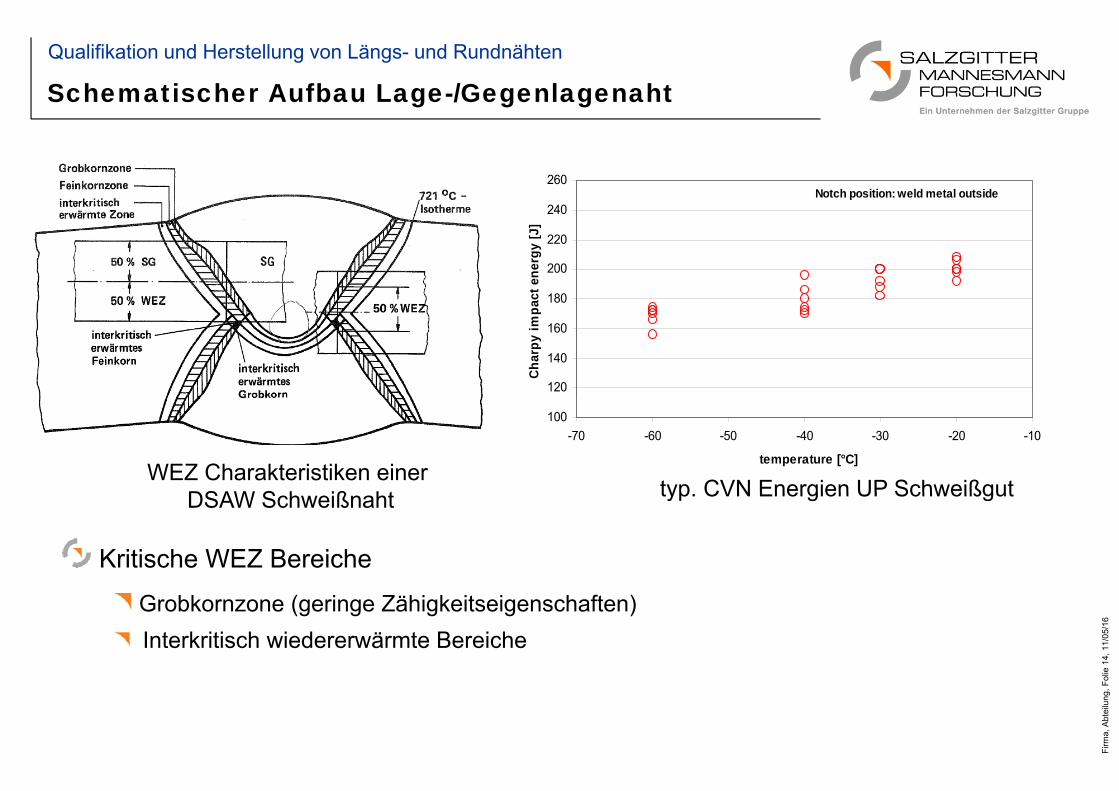
Schematischer Aufbau Lage-/Gegenlagenahtg g g
260Notch position: weld metal outside
180
200
220
240
ct e
nerg
y [J
]
120
140
160
180
Char
py im
pac
WEZ Charakteristiken einer DSAW S h iß ht typ CVN Energien UP Schweißgut
100-70 -60 -50 -40 -30 -20 -10
temperature [°C]
DSAW Schweißnaht
Kritische WEZ Bereiche
typ. CVN Energien UP Schweißgut
Folie
14,
11/
05/1
6
Grobkornzone (geringe Zähigkeitseigenschaften) Interkritisch wiedererwärmte Bereiche
Firm
a, A
btei
lung
,
Qualifikation und Herstellung von Längs- und Rundnähten
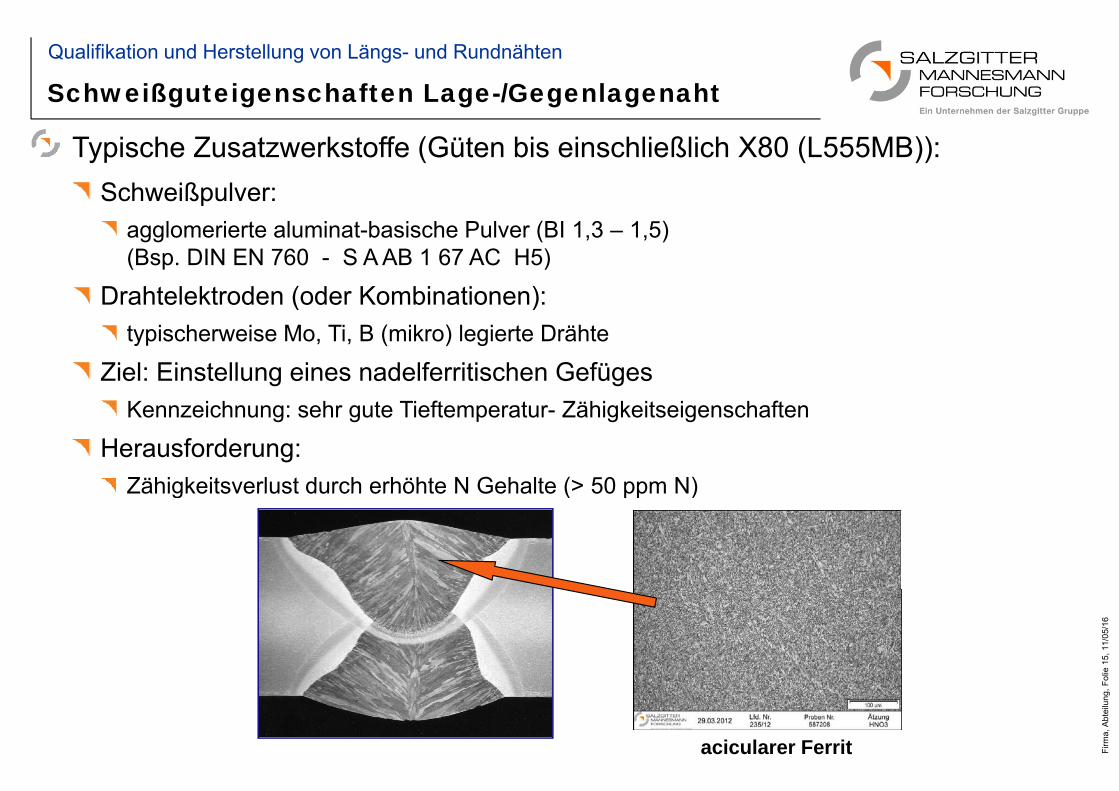
Schweißguteigenschaften Lage-/Gegenlagenahtg g g g g
Typische Zusatzwerkstoffe (Güten bis einschließlich X80 (L555MB)):Schweißpulver:p
agglomerierte aluminat-basische Pulver (BI 1,3 – 1,5)(Bsp. DIN EN 760 - S A AB 1 67 AC H5)
Drahtelektroden (oder Kombinationen):Drahtelektroden (oder Kombinationen): typischerweise Mo, Ti, B (mikro) legierte Drähte
Ziel: Einstellung eines nadelferritischen Gefüges Kennzeichnung: sehr gute Tieftemperatur- Zähigkeitseigenschaften
Herausforderung:Zähigkeitsverlust durch erhöhte N Gehalte (> 50 ppm N)Zähigkeitsverlust durch erhöhte N Gehalte ( 50 ppm N)
Folie
15,
11/
05/1
6Fi
rma,
Abt
eilu
ng,
acicularer Ferrit

Qualifikation und Herstellung von Längs- und Rundnähten
Schweißguteigenschaften Lage-/Gegenlagenahtg g g g g
☺ ☹☺ ☹
Folie
16,
11/
05/1
6
Nadelferritisches Gefüge Netzwerk voreutektoider Ferrit
Firm
a, A
btei
lung
,
CVN Werte > 180 J @ -30°C CVN Werte > 40 J @ -28°C
Qualifikation und Herstellung von Längs- und Rundnähten
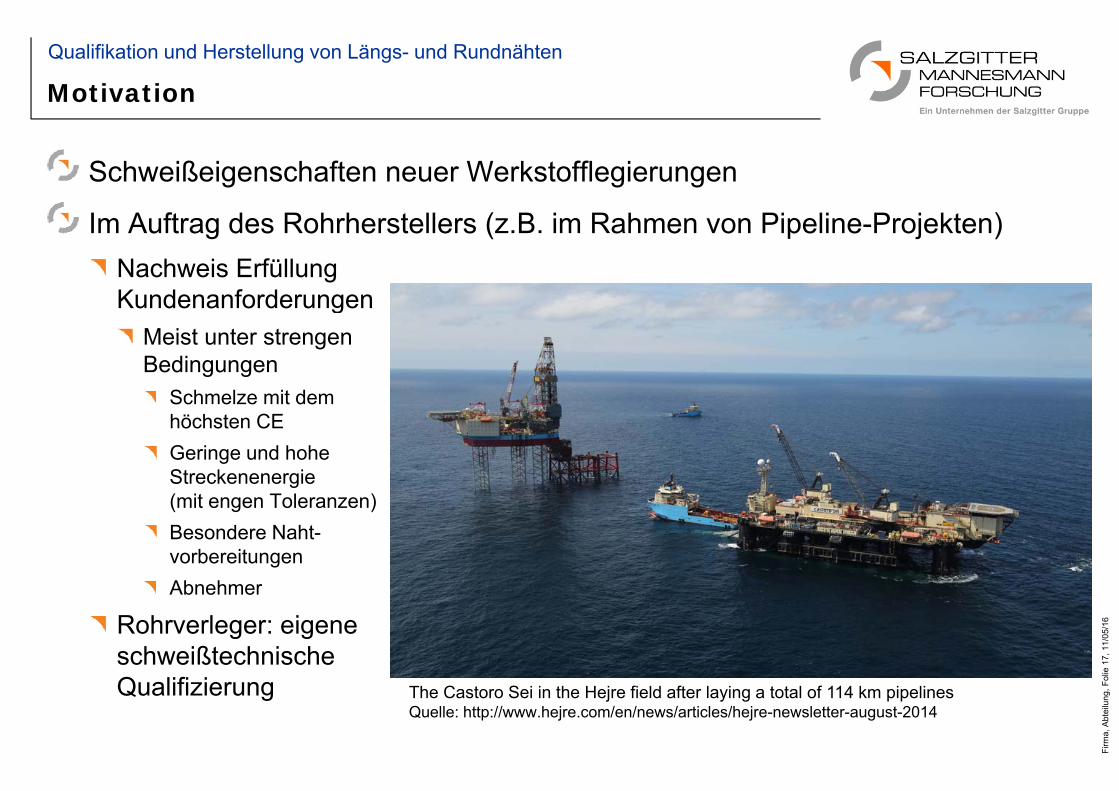
Motivation
Schweißeigenschaften neuer Werkstofflegierungen
Im Auftrag des Rohrherstellers (z.B. im Rahmen von Pipeline-Projekten)Nachweis Erfüllung KundenanforderungenKundenanforderungen
Meist unter strengen Bedingungen
Schmelze mit demSchmelze mit dem höchsten CEGeringe und hohe Streckenenergie (mit engen Toleranzen)Besondere Naht-vorbereitungenAbnehmer
Folie
17,
11/
05/1
6
Abnehmer
Rohrverleger: eigene schweißtechnische Qualifizierung Th C t S i i th H j fi ld ft l i t t l f 114 k i li
Firm
a, A
btei
lung
, Qualifizierung The Castoro Sei in the Hejre field after laying a total of 114 km pipelinesQuelle: http://www.hejre.com/en/news/articles/hejre-newsletter-august-2014

Qualifikation und Herstellung von Längs- und Rundnähten
Normen und Standards (Leitungsrohre)( g )
API 1104 (Welding of Pipelines and Related F iliti )Facilities)
DNV OS F101 (Submarine Pipeline Systems)
BS 4515-1 (Spezifikation zum Schweißen von Stahlrohrleitungen über Land und unter Wasser - Kohlenstoff und KohlenstoffmanganKohlenstoff und Kohlenstoffmangan Stahlrohre)
ISO 13847 (Erdöl- und Erdgasindustrie -( gPipeline-Transportsysteme - Schweißen von Pipelines)
Folie
18,
11/
05/1
6
…
Kundenspezifikationen (basieren meist auf den b ä hli h N it
Quelle: DNV OS F101
Firm
a, A
btei
lung
, gebräuchlichen Normen mit kundenspezifischen Anpassungen)

Qualifikation und Herstellung von Längs- und Rundnähten
Normen und Standards (Offshore Konstruktionen)( )
API RP 2Z (Recommended Practice for Preproduction Qualification for St l Pl t f Off h St t )Steel Plates for Offshore Structures)
DNV OS C401 (Fabrication and testing of offshore structures)
DIN EN 10225 (Schweißgeeignete Baustähle für feststehende Offshore-Konstruktionen - Technische Lieferbedingungen)
…
Folie
19,
11/
05/1
6Fi
rma,
Abt
eilu
ng,

Qualifikation und Herstellung von Längs- und Rundnähten
Herausforderungeng
Schweißtest in Anlehnung an API RP 2Z
St il ht b it ( ö li h t k iti h üf kö )Steilnahtvorbereitung (um möglichst kritisch prüfen zu können)HV-NahtK-NahtK Naht
UP-ProzessStreckenenergie: 1,6 kJ/mmg ,
GefügeVorgabe des Anteils des nicht gumgewandelten Schweißgutesneben der Schmelzlinie Optimierung durch Lagenaufbau
Folie
20,
11/
05/1
6
Optimierung durch Lagenaufbau
CTOD-PrüfungAbstand zur Schmelzlinie
Firm
a, A
btei
lung
,
≤ 0,3 mm über 50% der Riss-länge

Qualifikation und Herstellung von Längs- und Rundnähten
Herausforderungeng
Schweißtest in Anlehnung an API RP 2Z
UP PUP-ProzessStreckenenergie: 1,6 kJ/mmStrom Spannung undStrom, Spannung und Schweißgeschwindigkeit werden aufgezeichnetTatsächliche StreckenTatsächliche Strecken-energie wird online angezeigt
Folie
21,
11/
05/1
6Fi
rma,
Abt
eilu
ng,
Qualifikation und Herstellung von Längs- und Rundnähten
Zusammenfassungg
Großrohrherstellung Spiralnaht- und Längsnaht geschweißte RohreHerstellung in Lage-/Gegenlagetechnik
Besonderheiten der UP MehrdrahttechnologieBesonderheiten der UP-MehrdrahttechnologieHohe AbschmelzleistungHoher WärmeeintragHoher WärmeeintragTechnisch höchst anspruchsvoller Prozess (Vielzahl von Parametern)
Rundnahtherstellung (mittels UP-Schweißprozess)g ( )Qualifizierung von Werkstoffen nach vorgegebenen SpezifikationenHohe Anforderungen hinsichtlich der Geradheit der Schmelzlinie, um z.B. die CTOD Prüfungen kritisch durchführen zu können
Folie
22,
11/
05/1
6
CTOD-Prüfungen kritisch durchführen zu können
Firm
a, A
btei
lung
,
Qualifikation und Herstellung von Längs- und Rundnähten
Was auch immer Sie vorhaben …
Folie
23,
11/
05/1
6
Danke für Ihre
Firm
a, A
btei
lung
, Danke für Ihre Aufmerksamkeit!
Related Documents











