Schlussbericht Zuwendungsempfänger: Fachhochschule Nordhausen MIFA AG Sangerhausen ADFC Bremen Förderkennzeichen: 01 RN 0157 / 01 RN 0158 / 01 RN 0159 Vorhabensbezeichnung: Nachhaltigkeitsbezogene Produktinnovationen und Neuproduktplanung – untersucht am Beispiel der Entwicklung von Fahrrädern Laufzeit des Vorhabens: 01.04.2002 bis 31.10.2005 Berichtszeitraum: 01.04.2002 bis 31.10.2005

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Schlussbericht
Zuwendungsempfänger: Fachhochschule Nordhausen
MIFA AG Sangerhausen
ADFC Bremen
Förderkennzeichen: 01 RN 0157 / 01 RN 0158 / 01 RN 0159
Vorhabensbezeichnung: Nachhaltigkeitsbezogene Produktinnovationen und
Neuproduktplanung – untersucht am Beispiel der
Entwicklung von Fahrrädern
Laufzeit des Vorhabens: 01.04.2002 bis 31.10.2005
Berichtszeitraum: 01.04.2002 bis 31.10.2005

Inhaltsverzeichnis I
INHALTSVERZEICHNIS
INHALTSVERZEICHNIS I
ABBILDUNGS- UND TABELLENVERZEICHNIS XI
ANHANGSVERZEICHNIS XVII
ABKÜRZUNGSVERZEICHNIS XX
Anhang XXII
LITERATURVERZEICHNIS CXXIX
INHALTSVERZEICHNIS
1. PROJEKTHINTERGRUND..........................................................................................1 1.1 Einordnung ..........................................................................................................................1
1.2 Bedeutung der Neuproduktplanung für Produktinnovationsprozesse .....2
1.3 Zielsetzungen und Schwerpunkte des Vorhabens .............................................9
1.4 Sachziel- und Formalzielsteuerung........................................................................ 13
1.5 Einbindungsmöglichkeiten in das strategische Qualitätsmanagement . 15
1.6 Design for Enviroment (DFE) .................................................................................... 16
1.7 Erkenntniszuwachs, Modellcharakter des Projektes und Diffusion der
Forschungsergebnisse ................................................................................................. 17
1.7.1 Erkenntniszuwachs ........................................................................................... 17
1.7.2 Modellcharakter und Adaptionsfähigkeit ................................................ 18
1.7.3 Diffusion der Forschungsergebnisse......................................................... 18
1.8 Kooperationspartner und Arbeitsteilung ............................................................. 19
1.8.1 Kooperationspartner ........................................................................................ 19
1.8.2 Arbeitsteilung....................................................................................................... 23
2 PRODUKTINNOVATION UND NEUPRODUKTPLANUNG..............................................26 2.1 Innovationsbegriff und Innovationsprozess........................................................ 26
2.1.1 Einführung ............................................................................................................ 26
2.1.2 Arbeitsdefinition Innovation .......................................................................... 27
2.1.3 Phasenmodell Innovationsprozess............................................................. 28
2.2 Neuproduktplanung...................................................................................................... 31
2.3 Neuproduktplanungsprozess.................................................................................... 33
2.3.1 Erfassung des Anforderungsprofils............................................................ 33

Inhaltsverzeichnis II
2.3.2 Planung der Produktidee ............................................................................... 35
2.3.2.1 Allgemeines ................................................................................................. 35
2.3.2.2 Ableitung Produkteigenschaften und Produktmerkmale
als kritische Erfolgsfaktoren für die Generierung von
Produktinnovationen.................................................................................... 36
2.3.2.3 Formulierung von Entwicklungszielen und Probleme bei der
Ableitung von Entwicklungszielen .......................................................... 38
2.3.2.4 Festlegung der Entwicklungsstrategie ............................................. 41
2.3.2.5 Produkt- und Realisierungskonzept ................................................. 43
3 UMFELDANALYSE ZUR ERFASSUNG DES ANFORDERUNGSPROFILS „FAHRRAD“ .......47 3.1 Marktanalyse – Fahrradmarkt in Deutschland.................................................. 47
3.1.1 Ausgangslage....................................................................................................... 47
3.1.2 Verschiedene Radtypen .................................................................................. 48
3.1.3 Absatz von Neurädern..................................................................................... 49
3.1.3.1 Modellanteile Fahrräder in Deutschland........................................ 53
3.1.3.2 Vertriebswege für Fahrräder in Deutschland ............................... 54
3.1.3.3 Anteile der Inlandsanlieferung in Deutschland 2001............... 61
3.1.4 Der Gebrauchträdermarkt ............................................................................. 63
3.1.5 Der Markt für Fahrradteile und Zubehör/ Produktperipherie ....... 67
3.2 Erfassung von normativen Ansprüchen an das
Referenzprodukt „Fahrrad“ ...................................................................................... 69
3.2.1 Ziele ......................................................................................................................... 69
3.2.2 Rechtliche Anforderungen ............................................................................. 70
3.2.2.1 Verkehrssicherheit.................................................................................... 70
3.2.2.2 Produktsicherheit ..................................................................................... 72
3.2.2.3 Produktverantwortung............................................................................ 75
3.2.3 Normen/Richtlinien .......................................................................................... 76
2.2.3.1 Nationale Normen.................................................................................... 77
3.2.3.2 Internationale Normen ........................................................................... 81
3.2.3.3 Richtlinien .................................................................................................... 84
3.2.4 Anforderungen an das Produkt Fahrrad durch die Politik .............. 85
3.2.5 Anforderungen an das Produkt Fahrrad durch Verbände............... 85
3.2.5.1 Anforderungen durch Verbände der Industrie ............................ 86

Inhaltsverzeichnis III
3.2.5.2 Anforderungen durch Verbände des Handels ............................. 87
3.2.5.3 Anforderungen der übergreifenden Verbände ............................ 88
3.2.5.4 Anforderungen der ideell wirkenden Verbände .......................... 90
3.3 Ermittlung von Nutzeranforderungen................................................................... 92
3.4 Darstellung derzeitiger umweltrelevanter Anforderungen
an das Fahrrad ............................................................................................................... 97
4 AUFNAHME DES „IST-OBJEKTES“ ALS VORAUSSETZUNG FÜR DIE SYSTEMATISCHE
NEUPRODUKTPLANUNG........................................................................................99 4.1 Erfassung und Beschreibung des gegebenen Eigenschafts- und
Merkmalsprofils: Besonderheit der retrospektiven Ermittlung von
Produkteigenschaften.................................................................................................. 99
4.2 Funktionsbezogene Produktstrukturierung zur Beschreibung des
Produktkerns – Entwicklung eines Produktstrukturplans......................... 103
4.2.1 Ziele der Produktstrukturierung............................................................... 103
4.2.2 Produktstruktur und Erzeugnisgliederung .......................................... 104
4.2.3 Funktionen und Funktionsstruktur ......................................................... 108
4.2.4 Ableitung einer Produktstruktur für den Anwendungsfall............ 110
4.3 Demontageversuch..................................................................................................... 112
4.3.1 Einführung und Ziele..................................................................................... 112
4.3.2 Durchführung des Demontageversuchs............................................... 114
4.3.3 Ergebnisse.......................................................................................................... 115
4.3.3.1 Demontagezeit ........................................................................................ 115
4.3.3.2 Durchführbarkeit der Demontage .................................................. 117
4.3.3.3 Werkzeuge ................................................................................................ 118
4.3.3.4 Modularität, Teile und Lösbarkeit................................................... 122
4.3.3.5 Materialintensität und Materialzusammensetzung ................ 126
4.3.4 Zusammenfassung......................................................................................... 128
5 ERFASSUNG UND BESCHREIBUNG UMWELTORIENTIERTER PRODUKTEIGENSCHAFTEN ................................................................................. 130 5.1 EcoDesign als Prozess zur Herausbildung umweltorientierter
Produkteigenschaften............................................................................................... 130
5.1.1 Designbegriff..................................................................................................... 130
5.1.2 EcoDesign und seine Dimensionen ........................................................ 130

Inhaltsverzeichnis IV
5.1.3 EcoDesign als heuristischer Prozess und Prinzipien
des EcoDesign................................................................................................. 132
5.1.4 EcoDesign und Wahl der Innovationsstrategie .................................. 134
5.2 Langlebigkeit und Kreislauffähigkeit als wesentliche Produkteigen-
schaften im Eigenschaftsspektrum des EcoDesign..................................... 138
5.2.1 Langlebigkeit..................................................................................................... 141
5.2.1.1 Systematik vermeidungsorientierter
Produktnutzungskonzepte ................................................................ 141
5.2.1.2 Ableitung eines Langlebigkeitskonzeptes für das
Referenzobjekt ........................................................................................ 146
5.2.1.3 Überführung der Produkteigenschaft „Langlebigkeit“
in ein Produkt-merkmalsprofil......................................................... 148
5.3 Kreislauffähigkeit......................................................................................................... 149
5.3.1 Einführung ......................................................................................................... 149
5.3.2 Anforderungen des Gesetzes zur Förderung der
Kreislaufwirtschaft und Sicherung der umweltverträglichen
Beseitigung von Abfällen (Kreislaufwirtschafts- und
Abfallgesetz – KrW-/AbfG)......................................................................... 150
5.3.2.1 Ableitung der Anforderungen........................................................... 150
5.3.2.2 Abfallvermeidung................................................................................... 152
5.3.2.3 Abfallverwertung (Recycling) ............................................................ 154
5.3.2.4 Ableitung von Produkteigenschaften aus den
Anforderungen der Kreislaufwirtschaft........................................ 158
6 QUALITY FUNCTION DEPLOYMENT (QFD) ALS INSTRUMENT DER NEUPRODUKT-PLANUNG.......................................................................................................... 161 6.1 Einführung, Ziele und Anwendungsgebiete..................................................... 161
6.1.1 Einführung ......................................................................................................... 161
6.1.2 Ziele ...................................................................................................................... 162
6.1.3 Anwendungsgebiete von QFD ................................................................... 164
6.2 Der QFD-Prozess ......................................................................................................... 165
6.2.1 Einführung ......................................................................................................... 165
6.2.2 Produktkonzept-Planung (Phase I) ......................................................... 167
6.2.3 Baugruppen-/ Teile-Planung (Phase II) ................................................ 172

Inhaltsverzeichnis V
6.2.4 Prozess-Planung (Phase III) ....................................................................... 172
6.2.5 Verfahrens- und Prüfplanung (Phase IV) ............................................. 173
6.3 Umsetzung des Planungsinstrumentes QFD durch die
QFD-Software „Qualica QFD“ ................................................................................ 173
6.4 Adaption des Quality Function Deployment (QFD) zur retrospektiven
Beschreibung von Produktmerkmalen und Eigenschaften ..................... 176
6.5 Anwendung auf das Referenzobjekt „Fahrrad“ ............................................. 179
6.5.1 Ermittlung der Kundenanforderungen.................................................. 179
6.5.2 Gewichtung der Anforderungen aus Kundensicht ........................... 179
6.5.3 Ableitung der Produktmerkmale ............................................................. 182
6.5.4 Beziehungsmatrix........................................................................................... 184
6.5.5 Dachmatrix ........................................................................................................ 187
6.6 Grenzen der QFD-Anwendung............................................................................... 189
7. AUSWERTUNG VERKAUFSMITTLERBEFRAGUNG – FACHHÄNDLER/ BRANCHENFREMDE ANBIETER SOWIE DIREKTVERTRIEB....................................... 193 7.1 Einführung und Ziele................................................................................................. 193
7.2 Ergebnisse...................................................................................................................... 193
7.2.1 Ermittlung von Anforderungen/ Produkteigenschaften................. 194
7.2.2 Längere Nutzungsdauer als Verkaufsargument................................ 196
7.2.3 Recyclingfähigkeit als Verkaufsargument ............................................ 197
7.2.4 Rücknahme von Alträdern.......................................................................... 198
7.2.5 Anreiz- und Finanzierungsproblem........................................................ 199
7.2.6 Kriterien beim Einkauf von Fahrrädern ................................................ 199
7.2.7 Garantieleistungen ......................................................................................... 200
7.2.8 Serviceleistungen............................................................................................ 201
7.2.9 Werkstattleistungen ....................................................................................... 201
7.2.10 Ärgernisse bei Arbeiten am Fahrrad ................................................... 202
7.2.11 Einsatz „aufgearbeiteter“ Altbauteile als
Ersatz- oder Umtauschteile.................................................................... 202
7.2.12 Verkauf von Gebrauchträdern................................................................ 202
8. ERMITTLUNG VON ZIELBEZIEHUNGEN ALS GRUNDLAGE FÜR DIE ERSTELLUNG EINES
PRODUKTKONZEPTS .......................................................................................... 204 8.1 Einführung...................................................................................................................... 204
8.2 Komplexitätsreduzierung vs. Komplexitätserhöhung.................................. 206

Inhaltsverzeichnis VI
8.3 Ermittlung eines überschneidungsfreien Merkmalsprofils für die
Nachhaltigkeitseigenschaften Langlebigkeit und Kreislauffähigkeit .... 209
8.4 Merkmalsbezogener Soll-Ist-Abgleich................................................................ 210
8.5 Zielsysteme und Zielbeziehungen ....................................................................... 213
8.6 Ermittlung der Zielbeziehungen für den konkreten Anwendungsfall .. 215
8.6.1 Ermittlung der Merkmalsüberschneidungen...................................... 216
8.6.2 Bildung von Merkmalsgruppen auf Grundlage der
ermittelten Zielbeziehungen..................................................................... 218
8.6.3 Analyse der Merkmalsausprägungen neuer Merkmale
im Produktentwurf........................................................................................ 219
8.7 Analyse der Zielbeziehungen................................................................................. 223
8.7.1 Neutrale Zielbeziehungen ........................................................................... 223
8.7.2 Komplementäre Zielbeziehungen ........................................................... 224
8.7.3 Zielkonflikte ....................................................................................................... 229
8.7.4 Entscheidungsfindung bei konkurrierenden Zielen......................... 233
9. ENTWICKLUNG EINES PRODUKTKONZEPS ........................................................... 238 9.1 Einführung...................................................................................................................... 238
9.2 Ideengenerierung und –auswahl .......................................................................... 241
9.3 Erfassung des Anforderungsprofils ..................................................................... 242
9.4 Planung der Produktidee......................................................................................... 244
9.5 Formulierung von Entwicklungszielen ............................................................... 248
9.6 Festlegung der Entwicklungsstrategie ............................................................... 251
9.7 Ableitung des Produktkonzepts............................................................................ 257
10. DEFINITION UND UMSETZUNG PRODUKTKERNBEZOGENER REQUIREMENTKATALOGE................................................................................... 263 10.1 Einführung ................................................................................................................. 263
10.2 Requirements als Instrument der Neuproduktplanung ........................ 264
10.3 Ansatzpunkte zur Definition von Handlungsfeldern ............................... 265
10.3.1 Beschreibung des Handlungsfeldes „Materialauswahl“ .......... 266
10.3.2 Weitere Ansatzpunkte zur Definition von Handlungsfeldern . 268
10.4 Überführung produktmerkmalsbezogener Entwicklungsziele in
handlungsfeldbezogener Entwicklungsanforderungen........................... 272
10.4.1 Bestimmung relevanter Handlungsfelder....................................... 272
10.4.2 Ableitung von Requirementkatalogen.............................................. 274

Inhaltsverzeichnis VII
10.5 Entwicklung einer allgemeinen Vorgehensweise zur
komponentenbezogenen Requirementplanung ...................................... 277
10.5.1 Einführung ................................................................................................. 277
10.5.2 Requirementbezogener Auflösungsprozess ............................... 278
10.5.2.1 Baugruppen und –teile definieren....................................... 278
10.5.2.2 Korrelation der Bauteile ........................................................... 281
10.5.2.3 Korrelation zwischen den technischen Anforderungen
und den Bauteilen bestimmen ............................................. 282
10.5.2.4 Technische Schwierigkeiten der
requirementspezifischen
Veränderung von Bauteilen abschätzen........................... 283
10.5.2.5 Entwicklungsschwerpunkte bezüglich der Bauteile
setzen............................................................................................... 283
10.5.2.6 Bauteile bewerten ....................................................................... 285
10.5.2.7 Beschaffung von Material und Kaufteilen planen......... 285
10.5.2.8 Bauteilspezifikation auf Basis der
Systemspezifikation herleiten................................................ 285
10.6 Umsetzung der allgemeinen Vorgehensweise zur komponen-
tenbezogenen Requirementplanung ............................................................ 287
10.6.1 Requirementplanung für das Entwicklungsziel
„Haltbarkeit erhöhen“ ............................................................................ 287
10.6.2 Requirementplanung für das Entwicklungsziel
„Geringe Materialvielfalt pro Funktion“.......................................... 291
10.6.3 Requirementplanung für das Entwicklungsziel
„Geringe Materialintensität“ pro Funktion“.................................. 295
10.6.4 Requirementplanung für das Entwicklungsziel
„Schadstoffarme Materialien einsetzen“ ....................................... 299
10.6.5 Requirementplanung für das Entwicklungsziel
„Demontagefähigkeit verbessern“.................................................... 303
10.6.6 Requirementplanung für das Entwicklungsziel „Anteil
standardisierter Bauteile und Komponenten erhöhen“.......... 311

Inhaltsverzeichnis VIII
11. ERGEBNISSE AUS DER UMSETZUNG PRODUKTKERNBEZOGENER REQUIREMENTS.. 316 11.1 Entwicklungstendenzen im Fahrradbereich und deren
Berücksichtigung bei der Requirement-Umsetzung ............................. 316
11.2 Zusammensetzung des Entwicklungsteams............................................... 322
11.3 Ergebnisse .................................................................................................................. 325
11.3.1 Überblick....................................................................................................... 325
11.3.2 „LongLifeBike“ vs. Referenzmodell.................................................... 328
12. DEFINITION UND UMSETZUNG PRODUKTPERIPHERIEBEZOGENER
REQUIREMENTKATALOGE................................................................................... 338 12.1 Rücknahmefähigkeit als Produktmerkmal und Requirementkatalog338
12.1.1 Rücknahmefähigkeit und Rücknahmegarantie ......................... 338
12.1.2 Requirementkatalog „Gebrauchträder-Rücknahme“.............. 340
12.2 Anforderungen an die Dienstleistung und die Leistungserstellung . 343
12.3 Erfassungssystem................................................................................................... 345
12.3.1 Einführung ................................................................................................. 345
12.3.2 Zentrale Erfassung ................................................................................. 346
12.3.3 Dezentrale Erfassung ............................................................................ 349
12.4 Rückführungsleistungen...................................................................................... 350
12.4.1 Koordination und Steuerung der Rückführung......................... 350
12.4.2 Rücknahmestellen und Sammelpunkte im
Entsorgungsverbund............................................................................ 351
12.4.3 Erstellung der Logistikleistungen..................................................... 353
12.4.3.1 Erstellung der Grundlast-Logistikleistungen...................... 354
12.4.3.2 Erstellung der Spitzenlast-Logistikleistungen ................... 356
12.5 Verwertungs- und Beseitigungsleistungen.................................................. 357
12.5.1 Technische Verwertung von Fahrrädern – upgrading
und refurbishing als Recyclingstrategien ...................................... 359
12.5.2 Stoffliche Verwertung von Fahrrädern .......................................... 361
12.6 Rückführungssystem und Management des Entsorgungs- und
Verwertungsverbundes.......................................................................................... 363
12.6.1 Makrologistische Struktur der Alträderrückführung ............... 363
12.6.2 Aufgaben des Rückführungssystems............................................. 364
12.6.3 Aufgabenwahrnehmung durch ein strategisches Netzwerk 364

Inhaltsverzeichnis IX
12.6.4 Management des Entsorgungs- und
Verwertungsverbundes ....................................................................... 366
12.6.4.1 Einrichtung und Aufgaben einer hub-firm ......................... 366
12.6.4.2 Kooperation mit „beauftragten
Entsorgungsunternehmen“
und Vergabe von Entsorgungsgebieten ............................. 367
12.7 Entsorgungsberechtigung, Entsorgungsgebühr und Finanzierung des
Rücknahmesystems............................................................................................. 371
12.7.1 Entsorgungsberechtigung und Entsorgungsgebühr ............... 371
12.7.2 Finanzierungsmodell ............................................................................. 372
12.7.2.1 Anforderungen................................................................................ 372
12.7.2.2 Gebührenmodelle und Haftungsbeitrag
als vorschüssige Entsorgungsgebühr ................................... 373
12.7.2.3 Zahlungsströme im Finanzierungskonzept........................ 375
12.8 Ermittlung der Rückführungskosten unter besonderer
Berücksichtigung von Alträdern........................................................................ 377
12.8.1 Einführung.................................................................................................... 377
12.8.2 Allgemeine Ermittlung............................................................................. 378
12.8.3 Berechnung Rücknahmekosten am Beispiel
eines Altfahrrades .................................................................................... 382
12.9 Wirkungen auf die Supply Chain ..................................................................... 384
12.10 Recyclingpass als Informations- und Steuerungsinstrument ........... 388
13. STRUKTUR DER WERTSCHÖPFUNG DER FAHRRADINDUSTRIE IN DEUTSCHLAND.... 391 13.1 Wertschöpfungs- und Akteurskette der Fahrradindustrie .................... 391
13.2 Branchenstrukturen .............................................................................................. 397
13.2.1 Fahrradhersteller in Deutschland.................................................... 397
13.2.2 Importe von Fahrrädern ...................................................................... 398
13.2.3 Multinationale Konzerne...................................................................... 399
13.2.4 Struktur der Teile- und Komponentenlieferanten
– Marktmacht von Komponentenherstellern............................. 399
13.3 Lieferantenstruktur der MIFA AG in Sangerhausen................................. 401
13.4 Produktentwicklung/ Produktplanung in der Fahrradbranche.......... 402
13.5 Absatz und Vertrieb............................................................................................... 404

Inhaltsverzeichnis X
13.5.1 Einleitung.................................................................................................... 404
13.5.2 Individuelle Bezugsquellen für den Einzelhandel..................... 405
13.5.3 Fahrrad-Lieferanten ............................................................................... 406
13.5.4 Der Vollsortiments-Großhandel........................................................ 407
13.5.5 Die Teilsortimenter................................................................................. 408
13.5.6 Einkaufskooperationen......................................................................... 409
13.5.6.1 Die ZEG .............................................................................................. 409
13.5.6.2 Der Veloring ..................................................................................... 410
13.5.6.3 Die Bico.............................................................................................. 410
13.5.6.4 Andere Organisationsformen ................................................... 411
13.6 Spezialanbieter ........................................................................................................ 411
13.7 Werksverkauf ............................................................................................................ 412
13.8 Vertriebsstrukturen der Firma MIFA AG in Sangerhausen................... 412
14. AUFBAU EINES PRODUKTDATENMANAGEMENTSYSTEMS AM BEISPIEL DER
FAHRRADINDUSTRIE .......................................................................................... 414 14.1 Überblick .................................................................................................................... 414
14.2 Ansätze zum Aufbau eines Produktdatenmanagementsystems für die
Fahrradindustrie....................................................................................................... 419
14.2.1 Akteursbezogene Produktinformationen zur
Langlebigkeit und Kreislauffähigkeit – Anforderungen und
Verfügbarkeit in der Fahrradindustrie ............................................ 420
14.2.2 Produktdatenmanagement in den Produktlebensphasen
eines Fahrrades ........................................................................................ 423
15. BESPRECHUNG IN DEN MEDIEN/ VERÖFFENTLICHUNGEN ................................... 427

Abbildungs- und Tabellenverzeichnis XI
ABBILDUNGS- UND TABELLENVERZEICHNIS
Abbildung 1: Teilprozesse und Ablauf der Neuproduktplanung 6
Abbildung 2: Phasenschema betrieblicher Innovationsprozess 30
Abbildung 3: Zusammenhang zwischen Produktinnovationsprozess und
Neuproduktplanungsprozess 33
Abbildung 4: Ablauf eines Neuproduktplanungsprozesses 34
Abbildung 5: Planung der Produktidee und Formulierung von
Entwicklungszielen im Rahmen der Neuproduktplanung 39
Abbildung 6: Entwicklungsstrategien und wesentliche
Merkmalsausprägungen 43
Abbildung 7: Der Fahrradbestand in Deutschland 2001 51
Abbildung 8: Vergleich der Anforderungen von DIN und „DINplus“ 52
Abbildung 9: Modellgruppenaufteilung (Inlandsanlieferung) 2001 54
Abbildung 10: Umsatzverteilung nach Betriebsgrößen im Zweiradhandel 55
Abbildung 11: Anteile der Vertriebswege für Fahrräder in Deutschland 56
Abbildung 12: Anteile der Inlandsanlieferung in Deutschland 2001 62
Abbildung 13: Wertverlust von Gebrauchträdern 65
Abbildung 14: Wiederbeschaffungswert älterer Fahrräder 66
Abbildung 15: Rechtliche Anforderungen an das Produkt „Fahrrad“ 70
Tabelle 1: Weitere Verordnungen zur Verkehrssicherheit 72
Abbildung 16: Anforderungen an das Fahrrad durch Normen und Richtlinien 76
Tabelle 2: Relevante nationale Normen für das Produkt Fahrrad 80
Tabelle 3: Relevante internationale Normen für das Produkt Fahrrad 83
Abbildung 17: Verbandslandschaft 86
Abbildung 18: Verteilung der Befragten nach Nutzungsintensität, 94
Geschlecht und Altersgruppen 94
Tabelle 4: Die Kundenanforderungen mit entsprechenden Kommentaren97
Tabelle5: Produktprofil „Fahrrad“ 103
Abbildung 19: Produktstruktur des Fahrrades 106
Abbildung 20: Generelles Vorgehen beim Entwickeln und Konstruieren 107
Abbildung 21: Funktionsbeschreibung der Baugruppen und -teile des
Fahrrades 108

Abbildungs- und Tabellenverzeichnis XII
Abbildung 22: Funktionsstruktur des Fahrrades 109
Abbildung 23: Allgemeine Produkt- und Funktionsstruktur 111
Abbildung 24: Produkt- und Funktionsstruktur für den
Referenzfall „Fahrrad“ 112
Abbildung 25: Demontagevorrichtung 114
Tabelle 6: Demontagezeit 115
Tabelle 7: Demontagezeiten der Verschleißteile 117
Tabelle 8: Teile, die nur durch einen „qualifizierten Nutzer“ oder einer
Werkstatt zu demontieren sind 118
Tabelle 9: Anzahl der bei der Demontage verwendeter Werkzeuge 120
Tabelle 10: Anzahl der Werkzeuge zur Demontage von Verschleißteilen 121
Tabelle 11: Werkzeuge zur Ausführung von Kleinreparaturen 122
Tabelle 12: Anzahl der Teile je Funktion und relative Veränderungen 123
Tabelle 13: Anteil der Kleinteile und Normteile im Verhältnis
zu den Teilen insgesamt 124
Tabelle 14: Anzahl der Fügepartner gesamt und nach ihrer Lösbarkeit
(absolut) 125
Tabelle15: Anzahl der Fügepartner gesamt und nach ihrer Lösbarkeit
(relativ) 126
Tabelle 16: Gewicht und Anzahl der Materialarten je Funktion 127
Abbildung 26: Produktbasisfall als Beispiel eines Nutzungsprofils 142
Tabelle 17: Die LPNI-Systematik im Überblick 143
Abbildung 27: Angestrebte Effekte der LPNI-Konzepte 145
Abbildung 28: Auflösung der Produkteigenschaft „Langlebigkeit“ in
Produktmerkmale 149
Abbildung 29: Anforderungen der Kreislaufwirtschaft 151
Abbildung 30: Anforderungsprofile der Kreislaufwirtschaft 152
Abbildung 31: Verwertungsformen von Abfällen 156
Abbildung 32: Teileigenschaften der Produkteigenschaft
„Kreislauffähigkeit“ 158
Abbildung 33: Auflösung der Produkteigenschaft „Kreislauffähigkeit“ in
entsprechende Produktmerkmale 160
Abbildung 34: Ziele des QFD 163

Abbildungs- und Tabellenverzeichnis XIII
Abbildung 35: „Magisches“ Qualitätsdreieck 164
Abbildung 36: Der QFD-Prozess und seine Phasen 166
Abbildung 37: Die zehn Schritte der Produktkonzeptplanung 169
Abbildung 38: Korrelation In der HoQ-Matrix 170
Abbildung 39: Projektübersicht 175
Tabelle 18: Vorgehensrahmen für Normanwendung
und Adaption des QFD 178
Abbildung 40: Paarweiser Vergleich 181
Tabelle 19: Überführung der Ausstattungsdetails in lösungsneutrale
Produktmerkmale 183
Abbildung 41: House of Quality-Matrix (HOQ) 184
Tabelle 20: Review der Matrixstruktur 186
Abbildung 42: HOQ-Dachmatrix 188
Tabelle 21: Zehn Anforderungen der Fachhändler mit Gewichtung 194
Tabelle 22: Anforderungen branchenfremder
Anbieter sowie Direktvertrieb 195
Tabelle 23: Gewichtung ausgewählter Produktanforderungen aus Sicht der
Nutzer, Fachhändler, branchenfremder Anbieter sowie Direkt-
vertrieb 196
Tabelle 24: Längere Nutzungsdauer als Verkaufsargument 197
Tabelle 25: Recyclingfähigkeit als Verkaufsargument 198
Tabelle 26: Probleme im Rahmen einer Rücknahmeverpflichtung von
Alträdern 198
Abbildung 43: Merkmalsüberschneidungen 207
Abbildung 44: Übereinstimmungen zwischen den Merkmalen der
Nachhaltigkeits-eigenschaften „Langlebigkeit“ und
„Kreislauffähigkeit“ 209
Abbildung 45: Einheitliches Merkmalsprofil
Langlebigkeit/ Kreislauffähigkeit 210
Abbildung 46: Beziehungen zwischen „traditionellen“ und „neuen“
Merkmalen 217
Tabelle 27: Analyse der Merkmalsausprägung im gegebenen
Produktentwurf 220

Abbildungs- und Tabellenverzeichnis XIV
Abbildung 47: Merkmalsportfolio 222
Tabelle 28: Komplementäre Zielbeziehungen 229
Tabelle 29: Identifizierte Zielkonflikte 232
Abbildung 48: Polarkoordinatendarstellung der Zielerfüllungsgrade 236
Abbildung 49: Zusammenhang zwischen Produktinnovationsprozess und
Neuproduktplanungsprozess 240
Abbildung 50: Aufnahme des Soll-Objektes 245
Abbildung 51: Aufnahme des Ist-Objektes (Teil I) 246
Abbildung 52: Aufnahme des Ist-Objektes (Teil II) 247
Abbildung 53: Merkmalsbezogener Soll-Ist-Vergleich 250
Abbildung 54: Entwicklungsstrategien und wesentliche
Merkmalsausprägungen 254
Abbildung 55: Produkt- und Realisierungskonzept im Kontext der
Neuproduktplanung 260
Abbildung 56: Produktkonzept 262
Abbildung 57: Zusammenhang Entwicklungsziele und
Entwicklungsanforderungen 265
Abbildung 58: Handlungsfelder für die Bildung von Requirements 266
Abbildung 59: Typische Akteurskette der Fahrradindustrie 271
Abbildung 60: Typische Wertschöpfungskette der Fahrradbranche 271
Abbildung 61: Produktmerkmalsbezogene Entwicklungsziele und
Handlungsfelder für Requirements (Gesamtübersicht) 273
Tabelle 29: Entwicklungszielspezifischer Requirementkatalog 275
Abbildung 62: Requirementbezogener Auflösungs-
bzw. Umsetzungsprozess 277
Abbildung 63: Produkt- und Funktionsstruktur für den
Referenzfall „Fahrrad“ 280
Abbildung 64: Schwierigkeiten-/ Wichtigkeitsportfolio 284
Abbildung 65: Entwicklungsziel „Haltbarkeit erhöhen“ und handlungsfeld-
spezifische Requirements 287
Abbildung 66: Ableitung requirementrelevanter Baugruppen und –teile für das
Produktmerkmal Haltbarkeit 288

Abbildungs- und Tabellenverzeichnis XV
Abbildung 67: Identifikation requirementrelevanter Baugruppen
bzw. –teile mittels QFD 289
Abbildung 68: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Haltbarkeit erhöhen“ 290
Tabelle 30: Gewicht und Anzahl der Materialarten je Funktion 291
Abbildung 69: Ableitung requirementrelevanter Baugruppen und –teile für das
Entwicklungsziel „Geringe Materialvielfalt pro Funktion“ 293
Abbildung 70: Umsetzungsplanung hinsichtlich Entwicklungsziel „Geringe
Materialvielfalt pro Funktion“ 294
Tabelle 31: Gewicht und Teilezahl je Funktion (Vergleich Alt-/Neuräder) 296
Abbildung 71: Ableitung requirementrelevanter Baugruppen und –teile für das
Entwicklungsziel „Geringe Materialintensität pro Funktion“ 297
Abbildung 72: Umsetzungsplanung hinsichtlich Entwicklungsziel „Geringe
Materialintensität pro Funktion“ 298
Abbildung 73: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Schadstoffarme Materialien“ 301
Abbildung 74: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Schadstoffarme Materialien“ 302
Abbildung 75: Kriterienstruktur „Demontagefähigkeit“ 303
Tabelle 32: Demontagezeit und Teilezahl je Funktion (Neuräder) 305
Tabelle 33: Zusammenhang Werkzeugzahl, -art, Demontagezeit und
Teilezahl je Funktion, (Neuräder) 307
Abbildung 75: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Demontagefähigkeit verbessern“ 309
Abbildung 76: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Demontagefähigkeit Verbessern“ 310
Tabelle 34: Anzahl sowie Anteil der Kleinteile und Normteile im Verhältnis
zu den Teilen insgesamt 312
Abbildung 77: Maßnahmen zur Kostensenkung aus 135 Wertanalysen 315
Abbildung 78: Modellanteile Fahrräder in Deutschland 2003 (ZIV) 317
Abbildung 79: Entwicklungsteam LongLifeBike 324
Tabelle 35: Produktmodifikationsmaßnahmen (Auszug) 328
Abbildung 80: Präsentation des LongLifeBikes auf der IFMA2005 in Köln 329

Abbildungs- und Tabellenverzeichnis XVI
Abbildung 81: Referenzmodell und „LongLifeBike“ 331
Abbildung 82: Teilergebnisse Produktkern 334
Abbildung 83: Ergebnisse Produktperipherie (value-added-Leistungen) 336
Abbildung 84: Entwicklungsziel Gebrauchträderrücknahme/
Rücknahmesystem und Handlungsfelder für Requirements 341
Tabelle 36: Darstellung der Handlungsfelder/ Akteure mit Requirements342
Abbildung 85: Akteure und Informationsfluss in der Erfassung 346
Abbildung 86: Rücknahmestellen und Sammelstellen
im Entsorgungsverbund 352
Tabelle 37: Anforderungen an Primär-Dienstleister 355
Tabelle 38: Anforderungen an Entsorgungsunternehmen 358
Abbildung 87: Makrologistische Struktur der Kreislaufführung von Alträdern
(Basis Hauptstoffstrom) 363
Abbildung 88: Aufgaben von Entsorgungsunternehmen
im Entsorgungsgebiet 368
Abbildung 89: Vergabe von Entsorgungsleistungen 370
Abbildung 90: Gebührenmodelle 373
Abbildung 91: Bewertung der Gebührenmodelle 374
Abbildung 92: Zahlungsströme und Finanzierungskonzept 376
Abbildung 93: Typische traditionelle Supply Chain und Erweiterung der
traditionellen Supply Chain bei geordneter
Gebrauchträderrückführung 384
Abbildung 94: Typische Akteurskette der Fahrradindustrie 392
Abbildung 95: Typische Wertschöpfungskette der Fahrradbranche 393
Abbildung 96: Modell der logistischen Kette der Fahrradbranche 395
Tabelle 39: Lieferantenstruktur der Mifa AG in Sangerhausen 402
Abbildung 97: Vertriebswege 2002 405
Tabelle 40: Vertriebsstruktur Mifa AG 412
Abbildung 98: Beispiele für Produktdaten bei Serien- und Einzelfertigung 415
Tabelle 41: Informationsarten für die Beteiligten der Supply Chain 423

Anhangsverzeichnis XVII
ANHANG
Tabelle 1: Demontagezeit XXIII
Tabelle 2: Anteil der zu demontierenden Komponenten an der
Demontagezeit in % XXV
Tabelle 3: Demontagezeiten der Verschleißteile XXVIII
Tabelle 4: Kreis derer, die in der Lage sind eine Demontage
eines neuen Fahrrades durchzuführen XXX
Tabelle 5: Werkzeuge je Fügestelle XXXIV
Tabelle 6: Werkzeuge zur Demontage von Verschleißteilen XXXVI
Tabelle 7: Materialzusammensetzung beim „alten“ Fahrrad XXXVIII
Tabelle 8: Materialzusammensetzung beim „neuen“ Fahrrad XLII
Tabelle 9: Demontageablauf LIII
Tabelle 10: Fügestellen, Verbindungsarten, -glieder
und Werkzeuge für ein „altes“ Fahrrad LX
Tabelle 11: Fügestellen, Verbindungsarten, -glieder und
Werkzeuge für ein „neues“ Fahrrad LXIX
Tabelle 12: Schrauben am Trekkingrad LXXI
Tabelle 13: Muttern am Trekkingrad LXXII
Tabelle 14: Ringe und Scheiben am Trekkingrad LXXII
Abbildung 1: Anforderungen der Fachhändler CXII
Tabelle 15: Längere Nutzungsdauer als Verkaufsargument CXIII
Tabelle 16: Akzeptanz von Mehrkosten (Nutzungsdauer) CXIII
Tabelle 17: Angaben zu Mehrkosten (Nutzungsdauer) CXIII
Tabelle 18: Verbesserte Recyclingfähigkeit als Verkaufsargument CXIV
Tabelle 19: Akzeptanz von Mehrkosten (verbesserte Recyclingfähigkeit)CXIV
Tabelle 20: Angaben zu Mehrkosten (verbesserte Recyclingfähigkeit) CXIV
Tabelle 21: Angaben zur Rücknahme von Alträdern CXV
Tabelle 22: Angaben zur Verwendung zurückgenommener Alträder CXV
Tabelle 23: Angaben zur Verwendung zurückgenommener Alträder CXV
Tabelle 24: Angaben zur Verwendung zurückgenommener Alträder
(Wiederverkauf) CXV

Anhangsverzeichnis XVIII
Tabelle 25: Probleme im Rahmen einer Rücknahmeverpflichtung von
Alträdern CXVI
Tabelle 26: Angaben zu Anreiz- Finanzierungssystem
als Rücknahmesystem CXVI
Tabelle 27: Reparaturmöglichkeit als Einkaufskriterium CXVI
Tabelle 28: Verfügbarkeit von Ersatzteilen als Einkaufskriterium CXVII
Tabelle 29: Verwendung von Normteilen als Einkaufskriterium CXVII
Tabelle 30: Technische Nachrüstbarkeit als Einkaufskriterium CXVII
Tabelle 31: Gute Demontagefähigkeit als Einkaufskriterium CXVII
Tabelle 32: Angebot von Garantieleistungen über die gesetzlichen
Forderungen hinaus CXVIII
Tabelle 33: Angaben von Garantieleistungen die
über die gesetzlichen Forderungen hinaus gehen CXVIII
Tabelle 34: Angabe Serviceleistungen beim Fahrradneukauf CXIX
Tabelle 35: Permanente Bereitstellung von
Werkstattleistungen (Wartung und Pflege) CXIX
Tabelle 36: Permanente Bereitstellung von Werkstattleistungen
(Reparatur/ Instandsetzung) CXIX
Tabelle 37: Lokale Bereitstellung von Werkstattleistungen CXX
Tabelle 38: Fehlende Teilenormung CXX
Tabelle 39: Mangelnde Passfähigkeit CXX
Tabelle 40: Hohe Teilevielfalt CXX
Tabelle 41: Schlechte Verfügbarkeit von Teilen CXXI
Tabelle 42: Hoher Montage-/ Demontageaufwand CXXI
Tabelle 43: Lohnt sich nicht CXXI
Tabelle 44: Sonstige Ärgernisse CXXI
Tabelle 45: Einsatz „aufgearbeiteter“ Altbauteile als Ersatz- oder
Umtauschteile CXXII
Tabelle 46: Bedingungen für den Einsatz
„aufgearbeiteter“ Komponenten CXXII
Tabelle 47: Verkauf von Gebrauchträdern CXXII
Tabelle 48: Verkauf von Gebrauchträdern unter best. Bedingungen CXXIII
Tabelle 49: Bedingungen für den Verkauf von Gebrauchträdern CXXIII

Anhangsverzeichnis XIX
Tabelle 50: Darstellung von Integrationsaspekten „neuer“
Produktmerkmale auf Grundlage der Zielbeziehungen CXXVII
Tabelle 51: Demontagezeit und Teilezahl je Funktion (Alträder) CXXVIII

Abkürzungsverzeichnis XX
Abkürzungsverzeichnis
Abb. Abbildung
ADFC Allgemeiner Deutscher Fahrrad Club
allg. allgemein
APS Advanced Planning and Scheduling
Aufl. Auflage
BICO Bike Cooperation
bspw. beispielsweise
bzgl. bezüglich
bzw. beziehungsweise
ca. circa
CAD Computer Aided Design
CAP Computer Aided Planning
CIM Cross Impact Matrix
CRM Customer Relationship Management
d.h. das heißt
DIN Deutsche Industrienorm
EAN European Article Numbering
ECR Efficient Consumer Response
EDB Engineering Database
EDI Electronic Data Interchange
EDMS Engineering Data Management System
EDV Elektronische Datenverarbeitung
EDW Engineering Data Warehouse
ERP Enterprise Ressource Planning
et al. et alii
etc. et cetera
evtl. eventuell
f. folgende
ff. fortfolgende
ggf. gegebenenfalls
GPS Giant Production System

Abkürzungsverzeichnis XXI
Hrsg. Herausgeber
i.d.R. in der Regel
inkl. inklusive
ISO International Organization for Standardization
IT Informationstechnologie
Jg. Jahrgang
Kfz Kraftfahrzeug
KrW-/AbfG Kreislaufwirtschafts- und Abfallgesetz
Mio. Millionen
NC Nickel Chrom
o.g. oben genannte
PDM Produktdatenmanagement
PIMS Product Information System
PPS Produktionsplanungs- und Steuerungssystem
QFD Quality Function Deployment
S. Seite
SB Selbstbedienung
SC Supply Chain
SCM Supply Chain Management
SML Sachmerkmalsleiste
sog. sogenannte
Sp. Spalte
Stck. Stück
Tab. Tabelle
TGA Trägergemeinschaft für Akkreditierung
TIS Technisches Informationssystem
TLB Technische Lieferbedingungen
TQM Total Quality Management
u.a. und andere/ unter anderem
usw. und so weiter
u.U. unter Umständen
u.v.m. und vieles mehr
vgl. vergleiche

Abkürzungsverzeichnis XXII
VMI Vendor Managed Inventory
Vol. Volume
vollst. vollständige
VPN Virtual Private Networks
vs. versus
z.B. zum Beispiel
z.T. zum Teil
z.Zt. zur Zeit
ZEG Zweirad-Einkaufsgenossenschaft
ZfB Zeitschrift für Betriebswirtschaft

Projekthintergrund 1 1. Projekthintergrund
1.1 Einordnung
Im Grünbuch der Kommission der Europäischen Gemeinschaften zur „Integrier-
ten Produktpolitik“ wird ein „neues Wachstumsparadigma“ auf der Grundlage
umweltfreundlicherer Produkte1 gefordert. Ein Schwerpunkt dieses Konzeptes
bezieht sich konsequenterweise auf das sog. „Ökodesign“ von Produkten. Eine
der zentralen Fragestellung, die die EU-Kommisson diesbezüglich benennt ist,
„wie sich die Entwicklung umweltfreundlicher Produkte und die Annahme durch
die Verbraucher am effizientesten bewerkstelligen lassen“2. Damit ist u.a. die
Frage nach einem geeigneten Management-Instrumentarium zur gezielten Füh-
rung entsprechender betrieblicher Produktinnovationsprozesse aufgeworfen. Ein
wesentlicher, damit unmittelbar zusammenhängender Themenkreis ist dabei die
Planung von Produktinnovationsprozessen. Diesem Themenkreis will sich das
Forschungsvorhaben exemplarisch am „Modell Fahrrad“ zuwenden und an die-
sem Beispiel entsprechende Lösungsansätze erarbeiten und aufzeigen.
Zunächst ist zu registrieren, dass viele in Angriff genommene Produktinnovatio-
nen – gleich welcher Intention sie folgen – als Flop enden3. Die Frage nach den
Ursachen schließt auch die Frage nach der Planung der Innovationsprozesse
ein. Zumeist erweisen sich im Nachhinein bereits die Produktideen als nicht
tragfähig. Die erste offene Frage an die Neuproduktplanung würde also lauten,
wie kommt man planmäßig zu tragfähigen Produktideen und wie bewertet man
diese. Zum Anderen besteht ein wesentliches Problem darin, dass die Unter-
nehmen nicht in der Lage sind, den Produktentwicklungsprozess und damit den
Innovationsprozess so zu planen, dass an deren Ende tatsächlich zur richtigen
Zeit das richtige Produkt (d.h. mit dem gewünschten Eigenschaftsbündel) zur
Verfügung steht. Diese beiden generellen Fragestellungen sind im Grunde auch
1 Kommission der Europäischen Gemeinschaft: Grünbuch zur integrierten Produktpolitik (Vorla-
ge der Kommission), Brüssel 2001, S. 3 2 Kommission der Europäischen Gemeinschaft: Grünbuch zur integrierten Produktpolitik (Vorla-
ge der Kommission), Brüssel 2001, S. 3 3 Brockhoff, K.: Produktpolitik, S. 3 – 5

Projekthintergrund 2 die beiden zentralen Fragestellungen nachhaltigkeitsbezogener Produktinnovati-
onen. Es ist keineswegs so, dass zur Neuproduktplanung bereits ein relativ ge-
schlossenes und erprobtes planerisches Instrumentarium zur Verfügung steht,
das die Unternehmen in die Lage versetzt, Innovationsprozesse – und darin ein-
geschlossen nachhaltigkeitsbezogene Produktinnovationen – mit einer hinrei-
chenden Sicherheit zum Erfolg zu führen, d.h. mit einer erfolgreichen Vermark-
tung des Produktes abzuschließen. Die Neuproduktplanung ist an sich noch Ge-
genstand der betriebswirtschaftlichen Forschung und noch vielmehr ein „Expe-
rimentierfeld“ in den Unternehmen selbst. Nachhaltigkeitsbezogene Produktin-
novationen müssen also in dieser recht „unsicheren Systemumgebung“ reali-
siert werden. Dabei ist dann zusätzlich zu berücksichtigen, dass neben den
Problemen, die bei der Neuproduktplanung ohnehin auftreten, bei nachhaltig-
keitsbezogenen Produktinnovationen noch eine ganze Reihe zusätzlicher
Schwierigkeiten zu registrieren sind.
Angesichts des Handlungsbedarfs bezüglich einer nachhaltigen wirtschaftlichen
Entwicklung müssen Flops nachhaltiger Produktinnovationen möglichst vermie-
den werden – oder, um es positiv zu formulieren: Nachhaltigkeitsbezogene Pro-
duktinnovationen müssen planmäßig zum Erfolg gemacht werden. Umwelt-
Entlastungspotenziale können aber nur dann erschlossen werden, wenn geplan-
te Produktinnovationen kein Flop werden. Dabei kann davon ausgegangen wer-
den, dass ein entsprechendes planungsseitiges Wissen meist nur in rudimentä-
ren Formen zur Verfügung steht – d.h. angewandte Forschung auf diesem Gebiet
und ein exemplarisches aufzeigen von Lösungsmöglichkeiten erweisen sich als
notwendig.
1.2 Bedeutung der Neuproduktplanung für Produktinnovationsprozesse
Kernprozess jeder Produktinnovation4 ist der Produktentwicklungsprozess. Prin-
zipielles Ziel einer Produktentwicklung, die sich dem Leitbild der Nachhaltigkeit
verpflichtet fühlt (im Folgenden nachhaltige Produktentwicklung) ist es, Produk-
4 Ob es sich hier um Basis- oder Marktinnovationen handelt, sei dahingestellt.

Projekthintergrund 3 te zu entwickeln, die Nutzungseigenschaften aufweisen, die Nachhaltigkeitsan-
sprüchen genügen. Unter „Nachhaltigkeitsansprüchen“ sollen Ansprüche an
Nutzungseigenschaften von Produkten verstanden werden, die sich aus dem
Leitbild einer nachhaltigen Entwicklung5 ergeben. Es dürfte nicht übertrieben
sein festzustellen, dass die Mehrheit der am Markt bzw. der in der Markteinfüh-
rung befindlichen Produkte diesem Leitbild nur in sehr partieller Weise Rech-
nung trägt. Das Innovationsniveau der aktuellen Produktgenerationen ist also
bezüglich der Ausprägung von Nutzungseigenschaften, die diesem Leitbild ent-
sprechen, als unbefriedigend einzuschätzen, z.B. ist gegenwärtig zu registrieren,
dass Produkte eine immer geringere Lebensdauer und damit potenzielle Nut-
zungszeiträume aufweisen – ein Trend, der mit dem Leitbild „Nachhaltigkeit“
nicht vereinbar ist.
Innovationsprozesse sind geplant herbeigeführte Veränderungsprozesse. Sie
können sich auf Produkte (Produktinnovationen) und/oder den Fertigungs- und
Leistungserstellungsprozess (Verfahrensinnovationen) beziehen. Eines der wich-
tigsten Führungsinstrumente im Hinblick auf Produktinnovationen ist die Neu-
produktplanung. Der Neuproduktplanung6 kommt als strategisches Planungsin-
strumentarium für den Prozess der strategischen Produktentwicklung, eine
Schlüsselrolle für die Initiierung nachhaltiger Produktinnovationen zu.
Produktentwicklung wird hier in einem umfassenden Sinn verstanden. Der Beg-
riff schließt:
5 Dieses muss an dieser Stelle nicht näher thematisiert werden. Wir beziehen uns hier auf die
ökologische Dimension der Nachhaltigkeit. Vgl. dazu: Konzept Nachhaltigkeit – Vom Leitbild zur Umsetzung, Abschlussbericht der Enquete-Kommission „Schutz des Menschen und der Umwelt“ des 13. Deutschen Bundestages, Hrsg.: Deutscher Bundestag, Bonn 1998
6 Neuproduktplanung wird hier in Anlehnung an GRIGO verstanden als „Methodische Integration und Koordination aller produktbestimmenden Informationen aus der Unternehmensumwelt und dem Unternehmen selbst, die auf eine optimale Produktentstehung ausgerichtet sind. Systeme und Methoden hierfür schließen alle Einflüsse, Entscheidungen und Tätigkeiten ein, die zeitlich und fachlich erfasst und gesteuert werden.“ In Anlehnung an MEFFERT, umfasst die Neuproduktplanung die Planungsaktivitäten der strategischen Produktentwicklung. Grigo, H.J.: Produktplanung – Theorie und Praxis, Stuttgart 1973 Meffert, H.: Marketing – Grundlagen der Absatzpolitik, Wiesbaden 1998
Projekthintergrund 4 - Überlegungen über Beibehaltung bzw. Erweiterung der Nutzungsstrategien
eines Produktes und die Erschließung einer neuen oder breiteren Produkt-
umgebung
- die Entwicklung entsprechender Produktideen
- die Entwicklung definierter Produkteigenschaften und die Herausarbeitung
von Produktmerkmalen sowie
- die Planung potenzieller Fertigungsprozesse/Dienstleistungsprozesse der ge-
samten Wertschöpfungskette ein, die dazu dienen, die Produkt- bzw. Nut-
zungseigenschaften tatsächlich zu ermöglichen
Der Begriff der Neuproduktplanung, wie er hier Verwendung findet, schließt alle
planerischen Prozesse ein, die mit der Produktentwicklung im oben genannten
Sinne verbunden sind. Die Neuproduktplanung steht also in einer Instrumental-
beziehung zu Produktinnovationen, indem sie die Entwicklungsziele erfasst und
definiert und eine Ordnung für die Umsetzungsprozesse entwirft. Innerhalb der
Neuproduktplanung sind zunächst die Entwicklungsziele anhand angestrebter
Produkteigenschaften klar zu erfassen und zu definieren (Zielplanung) und Um-
setzungsstrategien zu entwickeln, die dann in eine entsprechende Maßnahme-
planung zu überführen sind.
Wenn der Neuproduktplanung, eine Schlüsselrolle bei der Initiierung von Innova-
tionsprozessen zukommt, dann muss der Umkehrschluss lauten, dass die oben
angesprochene unbefriedigende Situation im Hinblick auf ein nachhaltigkeitsge-
prägtes Innovationsniveau nicht unwesentlich auf Probleme zurückzuführen
sind, die mit der Neuproduktplanung im Zusammenhang stehen. Zwei Kern-
probleme sollen hier genannt werden:
Ein erster wichtiger Problemkreis besteht darin, dass „Nachhaltigkeitsansprü-
che“ nur in eher zufälliger Weise und keineswegs systematisch als Zielstellungen
der Neuproduktplanung berücksichtigt werden und damit schon aus diesem
Grund nur auf unzulängliche Art in die Generierung von Produktideen und da-
mit den Innovationsprozess eingehen.

Projekthintergrund 5 Ein zweites wesentliches Problem ist, dass eine nachhaltige Produktentwicklung
nicht als integraler Teil der allgemeinen Produktentwicklung im Unternehmen
begriffen wird. Wenn derzeit Produktentwicklungen unter Umweltgesichtspunk-
ten vorgenommen werden, dann bezieht sich dies meistens auf Einzelmerkmale,
die als Sonderaufgabe geplant, gesteuert und realisiert werden und aus dem
Prozess der allgemeinen Neuproduktplanung für eine folgende Produktgenerati-
on buchstäblich herausgelöst werden. Dies ist nicht nur wirtschaftlich ineffizient,
sondern derartige Vorgehensweisen führen häufig zu Produkten mit ausgepräg-
ten „ökologischen“ Nischeneigenschaften – die dann aber auch am Markt ein
entsprechendes „kümmerliches“ Dasein fristen. Ökologische Entlastungswirkun-
gen treten – obwohl bezogen auf diese Produkte häufig ein hohes Innovationsni-
veau und Entlastungspotenzial gegeben ist – aufgrund der geringen Marktdiffu-
sion kaum ein.
Soll das Leitbild der Nachhaltigkeit Innovationsprozesse stärker prägen als bis-
her, muss es also in der Neuproduktplanung systematisch Berücksichtigung fin-
den. Erfolgreiche Produktinnovationen haben zur Voraussetzung, dass im Rah-
men der Neuproduktplanung eine Abfolge verschiedener Teilprozesse durch-
gängig als Gesamtprozess zu planen ist. Diese Teilprozesse und ihre Abfolge
sind in Abbildung 1 dargestellt.

Projekthintergrund 6
Abbildung 1: Teilprozesse und Ablauf der Neuproduktplanung
Gezielte Erfassung von Ansprüchen bzw. Anspruchsentwicklungen an die Nutzungseigen-schaften des Produktes
Designplanung
Bestimmung der Einflussfelder innerhalb derer diese Entwicklungsziele zu realisieren sind;
Beispiele für Einflussfelder: Material, Verarbeitungstechnik und –technologien, Konstruktionsprinzipien des Produktes, Distributi-onskanäle
Ableitung quantitativer Entwicklungsziele für die Produktmerk-male
Ableitung von technischen Produktmerkmalen und quantitative Beschreibung dieser Merk-male
Ableitung von Produktideen bzw. Ableitung zu entwickelnder Produkteigenschaften
innerhalb von Prozesstufen Wertkette

Projekthintergrund 7 Die planerische Beherrschung dieses Gesamtprozesses ist schon hinsichtlich der
traditionellen Produktentwicklung als eine anspruchsvolle Managementaufgabe
zu bewerten, die gegenwärtig selbst noch Gegenstand intensiver betriebswirt-
schaftlicher Forschungen ist. Bezüglich der nachhaltigkeitsbezogenen Produkt-
entwicklungen treten eine ganze Reihe spezifischer Schwierigkeiten auf, deren
Bewältigung den Prozess der Neuproduktplanung komplizierter gestalten dürfte,
als er ohnehin ist. Wir wollen hier einige dieser Schwierigkeiten kurz thematisie-
ren:
- Erfolg oder Misserfolg von Produktinnovationen hängen davon ab, ob die
Eigenschaftsbündel des betroffenen Produktes von der Nachfrage (oder
hier besser den Konsumenten) akzeptiert werden oder nicht. Dabei ist es
realitätsfern davon auszugehen, dass sich in der gesellschaftlichen Breite
schon so etwas wie ein „nachhaltiges Konsum oder Nachfragemuster“
durchgesetzt hat. Bei dieser Einschätzung soll allerdings nicht vernachläs-
sigt werden, dass es in den letzten zwanzig Jahren durchaus relevante
Veränderungen im Konsumentenverhalten gegeben hat und sicherlich
auch weiterhin geben wird. Nur ist dies ein langfristiger Prozess. Dabei
muss beachtet werden, dass Produktentwicklung und die Entwicklung von
Konsummustern interdependente Prozesse sind – d.h. das Angebot von
Produkten mit entsprechenden Eigenschaften hat Einfluss auf das Kon-
sumentenverhalten. Sollen mittelfristig nachhaltigkeitsbezogene Produkt-
entwicklungen Erfolg haben und langfristig auch das Konsumentenverhal-
ten beeinflusst werden, müssen die Entwicklungsschwerpunkte auf Pro-
dukteigenschaften gelegt werden, die gleichermaßen „Nachhaltigkeitsan-
sprüche“ und „traditionelle“ Konsumentenansprüche erfüllen bzw. bei
denen „nachhaltigkeitsbezogene“ Produkteigenschaften traditionelle An-
sprüche besser befriedigen. Dies geschieht zur Zeit kaum.
- Nachhaltigkeitsansprüche werden durch verschiedene Anspruchsgruppen
getragen. Sie sind damit keineswegs homogen und stellen sich für die Un-
ternehmen recht differenziert dar. Relevante Gruppen außerhalb der
Kundengruppe sind beispielsweise die Politik, die Wettbewerber, die Ver-

Projekthintergrund 8
bände u.s.w. Das grundsätzliche Problem für das Unternehmen, das eine
entsprechende Produktentwicklung durchzuführen beabsichtigt, besteht
also darin, die relevanten Ansprüche entsprechend zu „filtern“ bzw. „An-
spruchsüberlagerungen“ zu identifizieren, um entsprechende Entwick-
lungsschwerpunkte setzen zu können.
- Zu beachten ist, dass das Leitbild „Nachhaltigkeit“ grundsätzlich dynami-
schen Charakter trägt, d.h. dass davon auszugehen ist, dass es sich mit
der Zeitachse ändert. Diese Änderungen müssen systematisch erfasst
werden, um eine entsprechende Produktentwicklung zu gewährleisten.
Dies geschieht kaum systematisch.
- Nachhaltigkeitsansprüche an Produkte werden derzeit kaum systematisch
erfasst. Da diese Ansprüche kaum systematisch quantitativ erfasst wer-
den, ist demzufolge die Formulierung von quantitativen Entwicklungszie-
len nicht systematisch möglich. Daraus ergibt sich zwangsläufig, dass An-
sprüche an die Entwicklung von Produkt und Sortiment, die sich aus
Nachhaltigkeitsgesichtspunkten ergeben, nicht oder nicht systematisch
Eingang in die Produktentwicklung insgesamt finden.
- Das Leitbild „nachhaltige Entwicklung“ kann zwar als gut beschrieben gel-
ten. Soll es aber im Hinblick auf die Produktentwicklung operationalisiert
werden, ist es notwendig, Bündel von Nutzungseigenschaften von Produk-
ten zu formulieren, bei denen davon ausgegangen werden kann, dass sie
diesem Leitbild weitgehend entsprechen. Im Bezug auf Bündel derartiger
Eigenschaften kann
a) keineswegs davon ausgegangen werden, dass hier ein breiter ge-
sellschaftlicher oder auch nur wissenschaftlicher Konsens vorliegt
und
b) muss akzeptiert werden, dass es fast zwangsläufig ist, dass zwi-
schen verschiedenen Nutzungseigenschaften, die als nachhaltig-

Projekthintergrund 9
keitsorientiert eingeschätzt werden können, konfliktäre Beziehun-
gen geben kann.
Ein grundsätzliches und derzeit kaum befriedigend gelöstes Problem der Pro-
duktentwicklung besteht darin, dass Produkte in aller Regel das Resultat arbeits-
teilig organisierter Akteursketten sind. D.h. der Entwicklungsprozess aller betei-
ligten Akteure muss durch den Endhersteller bzw. das markteinführende Unter-
nehmen entsprechend beeinflusst werden, wobei zu berücksichtigen ist, dass
sich die oben beispielhaft genannten Einflussfelder meist im Verantwortungsbe-
reich mehrerer Akteure befinden. Im Unterschied zur „allgemeinen“ Produkt-
entwicklung ist die hier zu berücksichtigende Akteurskette deutlich länger, da
beispielsweise Entsorger, Akteure in der Redistribution und in der Aufarbeitung
gebrauchter Teile zu berücksichtigen sind.
1.3 Zielsetzungen und Schwerpunkte des Vorhabens
Die wesentlichen Forschungsziele des Projektes lassen sich aus dem vorstehend
kurz erörterten Zusammenhang ableiten und in drei Gesichtspunkten zusam-
menfassen:
1. Die Forschungsarbeiten verfolgen als ein wesentliches Ziel, ein anwendba-
res planerisches Instrumentarium – das geeignet ist, nachhaltigkeitsbezo-
gene Produktinnovationen gezielt hervorzubringen – zu entwickeln, exem-
plarisch anzuwenden und den Unternehmen zur Verfügung zu stellen. Im
vorgelegten Projekt erfolgt eine Schwerpunktsetzung auf Fragestellungen,
die mit dem Produkt-Re-Design zusammenhängen. Dem Produkt-Re-
Design kommt nach unserer Auffassung zumindest in mittelfristiger Sicht
eine hohe praktische Bedeutung für die Erschließung von Umweltentlas-
tungspotenzialen zu.
Den Unternehmen soll Wissen darüber bereit gestellt werden, wie durch syste-
matische Nutzung der Neuproduktplanungen gezielt Produktinnovationen her-
vorgebracht werden können, die dem Leitbild der Nachhaltigkeit besser entspre-

Projekthintergrund 10 chen als gegenwärtige Produktgenerationen. Untersucht werden soll, wie „Nach-
haltigkeitsansprüche“ oder besser, Ansprüche, die eine nachhaltige Produktnut-
zung erlauben in die Produktentwicklung integriert werden können. Die span-
nende Frage lautet hier: Welche nachhaltigkeitsbezogenen Ansprüche sind rele-
vant und welche Nutzungseigenschaften muss demzufolge die neue Produktge-
neration aufweisen und wie erreiche ich diese Nutzungseigenschaften? Dies er-
fordert neben gezielter Anwendung auch entsprechende Weiterentwicklungen,
Ergänzungen und Modifikationen der Methoden und Instrumentarien der Neu-
produktplanung.
2. Voraussetzung für eine Planung sind aber nicht nur methodische und
instrumentelle Kenntnisse, sondern auch die Kenntnisse der Prozesse, die
einer Führung durch Planung unterworfen werden sollen. Das heißt, not-
wendig sind tiefere Kenntnisse über die Wirkungskette:
Erfassung von nachhaltigkeitsbezogenen Ansprüchen an das Produkt ➜ Integra-
tion in einen Anspruchsmix ➜ Produkteigenschaften ➜ Produktmerkmale ➜ De-
signplanung der Wertschöpfung.
Ziel der Untersuchungen ist es also auch, die Kenntnisse über diese Wirkungs-
kette entsprechend zu vertiefen, um sie planerisch nutzen zu können. Das Fahr-
rad stellt hierbei ein gut geeignetes Modell für industriell gefertigte Produkte mit
ausgeprägter arbeitsteilig organisierter Wertschöpfungskette dar, so dass hier
gute Voraussetzungen für einen Transfer der Erkenntnisse auf komplexere in-
dustriell gefertigte Produkte gegeben sind.
Des Weiteren kann davon ausgegangen werden, dass Untersuchungen zum Pro-
dukt-Re-Design auch planerisch verwertbare Erkenntnisse für andere Innovati-
onstypen liefert.
3. Ein weiteres wichtiges Ziel der vorzunehmenden Forschungs- und Ent-
wicklungsarbeiten ist es, exemplarisch zu zeigen, dass durch eine strin-
gente, auf das Produkt-Re-Design gerichtete Neuproduktplanung, ökologi-

Projekthintergrund 11
sche Entlastungspotenziale in vergleichsweise kurzen Umsetzungszeit-
räumen und relativ großer Breitenwirkung, bei Gewährleistung unterneh-
merischer Verwertungszielstellungen erschlossenen werden können. Dies
schließt ein, dass im hier, in Rede stehenden, Forschungsvorhaben Pro-
duktentwürfe generiert werden sollen, bei denen Nachhaltigkeitseigen-
schaften nicht Nischeneigenschaften sind, sondern den Anwendernutzen
des Produktes insgesamt steigern.
Im Rahmen dieser allgemeinen Zielstellungen werden durch das Verbundvorha-
ben folgende Detailziele und Schwerpunkte verfolgt:
1) Der Erfassung von nachhaltigkeitsbezogenen Ansprüchen an das Produkt
kommt eine Schlüsselrolle für den Erfolg diesbezüglicher Produktinnovatio-
nen zu. Notwendig sind:
- die exemplarische Beantwortung der Fragestellungen: Wer artikuliert der-
artige Ansprüche bzw. woraus ergeben sich diese Ansprüche und um wel-
che Ansprüche handelt es sich?
- Untersuchungen der Möglichkeiten für die gezielte Erfassung, Bündelung
und Bewertung von „Nachhaltigkeitsansprüchen unterschiedlicher An-
spruchsgruppen an die Entwicklung eines Produktes. Dies schließt Unter-
suchungen zur Bereitstellung geeigneter Informationen ein.
- die Untersuchung, welche Ansprüche relevant sind bzw. welche Kombina-
tion von Ansprüchen relevant ist und wie daraus Entwicklungsschwer-
punkte definiert werden können.
2) Basierend auf 1) müssen quantitative Entwicklungsziele für die Produktent-
wicklung abgeleitet werden.
- Dazu soll exemplarisch herausgearbeitet werden, welche Produkteigen-
schaften den als Entwicklungsschwerpunkte definierten Ansprüchen ge-
recht werden: Das Thema lautet hier also: Exemplarische Untersuchung

Projekthintergrund 12
von Möglichkeiten zur Umsetzung von Ansprüchen an das Produkt in
Produktideen.
- Im Rahmen der Forschungsarbeiten sollen Möglichkeiten gefunden wer-
den, angestrebte Produkteigenschaften in quantitativ beschriebene Ent-
wicklungsziele zu transformieren. Dieser Schritt ist einer der kritischsten
Teilschritte in der Produktentwicklung im Allgemeinen und derzeit nicht
befriedigend gelöst.
- Die Anwendung des Benchmarkings soll im Hinblick auf die Ableitung
quantitativer Entwicklungsziele geprüft werden.
3) Ein weiterer neuralgischer Punkt der Produktentwicklung ist das „Überset-
zen“ von quantitativ beschreibbaren Entwicklungszielen für definierte Pro-
duktmerkmale in Entwicklungsanforderungen für bestimmte Handlungsfelder
(z.B. Funktions- und Konstruktionsprinzipien des Produktes, zur Anwendung
kommendes Material und dessen Verarbeitung u.s.w.).
- Untersucht werden muss bzw. exemplarische Lösungen müssen gefunden
werden im Hinblick auf die Verknüpfung zwischen produktmerkmalsbe-
zogener Zielebene und handlungsfeldbezogener Maßnahmeplanung (De-
sign-Planung).
- Es müssen Möglichkeiten gefunden werden, aus den quantitativ beschrie-
benen Entwicklungszielen einflussfeldspezifische Führungsgrößen für den
eigentlichen Produktenwicklungsprozess abzuleiten.
4) Produkte sind Resultate arbeitsteilig organisierter Wertschöpfungs- und Ak-
teursketten. Dies bedeutet, dass ein Untersuchungsziel darin besteht, diese
Wertschöfungs- und Akteurskette unter dem Gesichtspunkt der Neuprodukt-
planung näher zu analysieren. Diese Untersuchung ist wesentliche Voraus-
setzung für die Organisation der Entwicklungskooperation mit verschiedenen
Partnern der Akteurskette und insbesondere für ein zielführendes Re-Design
der Wertschöpfungskette.

Projekthintergrund 13 5) Im Verlaufe der Forschungsarbeiten ist zu prüfen, welche Managementin-
strumente bzw. welche Kombination von Führungsinstrumenten geeignet
sind, um einen komplexen Planungsprozess, wie ihn die Neuproduktplanung
darstellt, beginnend von der gezielten Erfassung nachhaltigkeitsbezogener
Ansprüche bis hin zur Formulierung quantitativer Entwicklungsziele in rele-
vanten Handlungsfeldern bzw. dem Re-Design der Wertschöfpungskette zu
steuern.
1.4 Sachziel- und Formalzielsteuerung
Zu unterscheiden sind dabei Führungsinstrumente zur Sachzielsteuerung der
Neuproduktplanung und der monetären Steuerung.
Auf der Ebene der Sachzielsteuerung liegt es zunächst nahe, die Anwendungs-
möglichkeiten der Strukturplanung der Produktentwicklung – die das zentrale
Planungsinstrument für F/E-Projekte darstellen – zu überprüfen und hier ent-
sprechende Erweiterungen bzw. Modifikationen vorzunehmen. Betroffen hiervon
ist vor allem der Produktstrukturplan, der Entwicklungsziele, Entwicklungsleis-
tungen und Akteure zusammenführt.
Um, wie oben als Zielstellung formuliert, Produktentwürfe zu generieren, bei de-
nen Nachhaltigkeitseigenschaften nicht Nischeneigenschaften sind, sondern den
Anwendernutzen des Produktes insgesamt steigern, soll die Anwendbarkeit des
Quality-Function-Deployment7 (QFD) überprüft werden. Der Vorzug des QFD be-
steht darin, dass damit stark anwendernutzenbezogene Produktentwicklungs-
strategien erarbeitet werden können. Mit Hilfe des QFD können systematisch
Ansprüche an Produkte mit Produkteigenschaften verknüpft, und Produkteigen-
schaften in Merkmale aufgelöst werden. Bewertbar werden Produktmerkmale,
die eigene Unternehmensposition (Verknüpfung mit Benchmarking !), das tech-
7 z.B.: Hauser, J.R./Clausing, D.:The House of Quality, Havard Business Review, Vol. 66, 1988/3,
S. 63-73 oder ausführlicher: Hering, E. /Triemel, J. /Blanck, H.P. : Qualitätsmanagement für In-genieure, Berlin, Heidelberg 199, S. 84-108

Projekthintergrund 14 nische Entwicklungspotenzial des Gesamtprodukts und das Potenzial von Ent-
wicklungsstrategien.
Zu bemerken ist, dass das QFD – obwohl in der einschlägigen Literatur häufiger
beschrieben – in Deutschland und Europa gegenwärtig noch nicht zum Stan-
dardinstrumentarium der Produktentwicklung gehört. Eine durchgängige exem-
plarische Anwendung geht in seiner Bedeutung durchaus über die Themenstel-
lung „nachhaltiger Produktentwicklungen“ hinaus und leistet einen Beitrag zur
Entwicklung eines anwendungsfähigen betriebswirtschaftlichen Instrumentari-
ums für die Produktentwicklung im Allgemeinen8.
Um nachhaltigkeitsbezogene Anforderungen der verschiedenen Anspruchsgrup-
pen, insbesondere der Nutzer an das Produkt und die Überlagerung mit her-
kömmlichen Ansprüchen an das Produkt gezielt in Entwicklungsziele umsetzen
zu können, soll im Rahmen des Projektes die Anwendung des Bottle-Neck-
Engineerings erprobt werden.
Bezüglich der monetären Steuerung der Neuproduktplanung sollten die Anwen-
dungsmöglichkeiten des Target Costing9 überprüft werden. Erfolgversprechend
erscheint dies vor allem aus dem Grund, da mit Hilfe des Target-Costings eine
kosten- bzw. budgetorientierte Steuerung der Produktentwicklungsschwerpunkte
möglich wird. Durch die Ausgestaltung des Target-Costings als Plankostenrech-
nung könnte demzufolge die monetäre Führungs-Komponente in die Neupro-
duktplanung einfließen. Dabei ist zu beachten, dass sich das Target-Costing
selbst noch stark in der wissenschaftlichen Diskussion befindet und ebenfalls
noch nicht unbedingt zum Standardinstrumentarium in den Unternehmen ge-
hört.
8 Als notwendig dürfte sich hier auch die Suche nach einer adaprionsfähigen Software erweisen. 9 zum Target Costing vergleiche stellvertretend: Horvath, P. (Hrsg): Target-Costing, Stuttgart
1993, Zur Anwendung des Target-Costings im Produktentwicklungsbereich vergleiche im Spe-ziellen: Rösler, Target Costing in der Automobilindustrie, Wiesbaden 1996

Projekthintergrund 15 1.5 Einbindungsmöglichkeiten in das strategische Qualitätsmanagement
Die Erfolgschancen eines Planungsinstruments hängen davon ab, inwieweit es
gelingt, dieses Instrument in vorhandene Managementsysteme zu integrieren
bzw. mit anderen Führungsinstrumenten zu kombinieren. Stand-allon-Lösungen
sind meist nicht erfolgreich. Unter diesem Gesichtspunkt sollten die Anbin-
dungsmöglichkeiten an das strategische Qualitätsmanagement untersucht wer-
den. Dies bezieht sich vor allem auf zwei Teilfunktionen des Qualitätsmanage-
ments:
- Qualitätsplanung, innerhalb derer die wesentlichen Produkteigenschaften
festgeschrieben werden und
- die Qualitätslenkung, die Steuerung der Prozesse beinhaltet, die letztend-
lich die Produkteigenschaften hervorbringen
Eine Anbindung an diese Teilfunktionen des Qualitätsmanagements könnte sich
vor allem aus folgenden Gründen als vorteilhaft erweisen:
- Das strategische Qualitätsmanagement ist ein erprobtes Instrument in der
sachzielbezogenen Steuerung der Entwicklung von Produkt- und Herstell-
qualitäten. Die Qualitätsmerkmale müssen quantitativ beschrieben wer-
den, sollen sie operationalisierbar sein. Insofern lassen sich z.B. Bench-
marks gut „andocken“.
- Das Qualitätsmanagement ist in den Unternehmen als Querschnittsaufga-
be organisiert und kann so die notwendige Diffusion der beschriebenen
Produkt- und Prozessanforderungen unterstützen.
- Das strategische Qualitätsmanagement erstreckt sich häufig nicht nur auf
den eigenen Herstellprozess, sondern auch auf die vorgelagerten Produk-
tionsstufen, damit könnte die Durchgängigkeit der Produktentwicklung
über die Akteurskette gewährleistet werden.

Projekthintergrund 16 1.6 Design for Enviroment (DFE) 10
Im Zusammenhang mit dem geplanten Projekt sind die Normungaktivitäten der
ISO und des DIN zum DFE zu beachten.
Nach unserer Kenntnis11 erfolgt zur Zeit im Rahmen der ISO und des DIN in
entsprechenden Fachkommissionen die Erarbeitung eines sog. Technical Re-
ports – d.h. also eines erläuternden Dokuments unterhalb der Normungsschwel-
le – unter dem Titel „Enviromental management – Integrating enviromental
aspects into product development“12. Im Rahmen der NAGUS wurden die ent-
sprechenden Arbeiten im Frühjahr 2000 aufgenommen. Erste Ergebnisse sollen
im Rahmen eines Fachberichtes März 2001 der Öffentlichkeit vorgestellt wer-
den, für Ende des Jahres 2001 ist ein Endbericht geplant13. Derzeit liegt ein
nichtöffentliches Arbeitspapier vor, das im Wesentlichen den Stand der Diskus-
sion erfasst und insbesondere den deutschen Standpunkt dokumentiert14. Der
derzeitige Bearbeitungsstand lässt erkennen, dass innerhalb des geplanten
Technical Reports vor allem definitorische Fragestellungen, die Verbindung zu
anderen relevanten Normen, die überblicksartige Beschreibung bestimmter Ein-
zelinstrumente (z.B. des Life-Cycle Approach, Cross-Organizational Approach),
Fragen der Datenerhebung und Auswertung und allgemeine Probleme der Be-
rücksichtigung von Umweltaspekten im Entwicklungsprozess behandelt werden.
Der Zusammenhang zwischen dem Projekt und den hier behandelten Technical
Reports ergibt sich vor allem daraus, dass der angesprochene Technical Report
als eine Art Orientierungshilfe für den Einstieg in die umweltorientierte Produkt-
entwicklung gedacht ist. Die sich daraus ergebenden Implikationen bestehen
insbesondere für den Bereich des Projektmanagements
10 Die Bezeichnung DFE wird nicht mehr offiziell, sondern nur noch umgangssprachlich genutzt 11 Auskunft des DIN, Herr Siegel vom 20.12.2000 12 Auskunft des DIN, Herr Siegel vom 20.12.2000, Working Draft ISO/PDTR 14062 13Auskunft des DIN, Herr Siegel vom 20.12.2000, Auskunft von Herrn Dr. Quella, Vorsitzender
des NAGUS- Ausschusses 14 Das Papier liegt den Verfassern vor: German comment on ISO/PDTR 14062 (doc.
ISO/TC207/WG 3 N 21) „Enviromental management – Integrating enviromental aspects into product development“

Projekthintergrund 17 innerhalb der Neuproduktplanung und sollten im geplanten Forschungsprojekt
entsprechend Beachtung finden. Das geplante Forschungsprojekt geht aber über
die in den Reports voraussichtlich beschriebenen Aspekte deutlich hinaus, da es
den Gesamtzusammenhang zwischen nachhaltigkeitsbezogenem Innovations-
prozess und Neuproduktplanung zum Gegenstand hat. Unter diesem Gesichts-
punkt sind die im Rahmen des Projektes vorgenommenen Forschungsarbeiten
für die Arbeiten des NAGUS-Ausschusses von einigem Interesse. Mit dem Vorsit-
zenden des entsprechenden NAGUS-Ausschusses sind regelmäßige Konsultatio-
nen im Verlaufe der Projektarbeiten geplant und vereinbart.
Berücksichtigt werden im Rahmen der Projektbearbeitung auch bereits vorlie-
gende Werksnormen15, die unmittelbar und mittelbar einen Bezug zur Herstel-
lung umweltgerechter Produkte haben.
1.7 Erkenntniszuwachs, Modellcharakter des Projektes und Diffusion der
Forschungsergebnisse
1.7.1 Erkenntniszuwachs
Dieses Forschungsvorhaben ordnet sich im Grenzgebiet zwischen angewandter
Forschung, Adaptionsforschung und Entwicklung von Musterlösungen ein. Ne-
ben dem Wissenszuwachs bezüglich der Initiierung und Planung nachhaltig-
keitsbezogener Produktinnovationen (insbesondere bezüglich des Re-Designs),
im Rahmen der Neuproduktplanung wird nicht zuletzt auch ein Beitrag zum
Wissenszuwachs im methodischen und instrumentellen Bereich, was die Neu-
produktplanung im Allgemeinen betrifft, geleistet.
15 z.B. Siemens: SN 36350-1, BMW: BMW/S 11339.0, Ford: Ford World Wide Requirements Sys-
tem: CCR

Projekthintergrund 18 1.7.2 Modellcharakter und Adaptionsfähigkeit
Das Fahrrad ist heute im Hinblick auf Verarbeitung, Bauteile und Materialien ein
anspruchsvolles und komplexes Produkt, das durch unterschiedlichste Verarbei-
tungsvorgänge Komponentenvielfalt und Vielstoffproblematik gekennzeichnet ist.
Dennoch sind die Probleme, die eine heterogene Fertigungsstruktur, Kompo-
nentenvielfalt und Vielstoffproblematik mit sich bringen im Rahmen eines be-
grenzten Forschungsvorhabens noch gut überschaubar. Fahrräder werden in
einer ausgesprochen arbeitsteilig organisierten Leistungskette entwickelt, herge-
stellt und vertrieben. Sie stellen damit ein gutes Modell für notwendige Untersu-
chungen zur Wertschöpfungskette und den Akteurskonstellationen entlang die-
ser Kette dar.
Diese Eigenschaften machen das Fahrrad zu einem guten Modellfall, der eine
hohe Adaptionsfähigkeit im Hinblick auf komplexere Produkte der verarbeiten-
den Industrie aufweist. Die praktische Anwendbarkeit der Untersuchungsergeb-
nisse bezieht sich also nicht nur auf die Fahrradindustrie, sondern ist deutlich
weiter im Hinblick auf die Fertigung komplexer Produkte in der verarbeitenden
Industrie zu sehen.
1.7.3 Diffusion der Forschungsergebnisse
Das Fahrrad besitzt, wie kaum ein anderes Produkt, einen sehr hohen „ökologi-
schen“ Symbolwert (Sympathieträger, symbolisiert als Verkehrsträger eine um-
weltfreundliche Mobilität). Referenzlösungen, im Hinblick auf Produktentwick-
lungen, die dem Leitbild der Nachhaltigkeit nahe kommen. Lösungen, die an-
hand des Beispiels Fahrrad gefunden werden, dürften einer relativ breiten Auf-
merksamkeit sicher sein. Dies soll durch entsprechende Publikationen, Fachvor-
träge, Präsentationen und eine ständig aktualisierte Internet-Präsentation der
laufenden Arbeiten und Ergebnisse unterstützt werden. Durch die Einbeziehung
des ADFC in das Forschungsvorhaben wird zudem eine recht hohe Diffusion der
Untersuchungsergebnisse in die Fachwelt der Fahrradindustrie und die Nach-
fragerseite bzw. zu anderen Industrie- und Verbraucherverbänden. gewährleistet.

Projekthintergrund 19 Die Internet-Präsentation wird in Zusammenarbeit mit dem ADFC vorgenom-
men.
1.8 Kooperationspartner und Arbeitsteilung
1.8.1 Kooperationspartner
FH Nordhausen, Prof. Dr. Bernd Lemser
Die FH Nordhausen ist eine neu gegründete Hochschule im Norden des Frei-
staates Thüringen. Ein Forschungsschwerpunkt dieser Hochschule liegt auf dem
Umweltsektor. Im Fachbereich Wirtschaft ist ein Schwerpunktfach „Umweltöko-
nomie und Umweltmanagement“ eingerichtet. Lehrstuhlinhaber ist Prof. Dr.
Lemser. Die Arbeiten von Prof. Dr. Lemser konzentrieren sich auf folgende Ge-
biete:
Betriebliche Umweltökonomie/Umweltmanagement, besonders:
• Betriebliche Umweltinformationssysteme
• Umweltkostenrechnung
• Multikriterielle Beurteilung komplexer umweltinduzierter Investitionen
• Umweltmanagementsysteme
• Umweltorientierte Produkt- und Verfahrensentwicklung/F/E-Prozesse
• Umweltorientierte Produktionswirtschaft
• Stoffstrommanagement
Abfall- und Entsorgungswirtschaft, besonders:
• Betriebswirtschaftliche Problemstellungen öffentlicher Körperschaften in der
Abfallwirtschaft (Organisations- und Betreibermodelle, Gebühren und Haus-
halt, Investitionsbewertung, Controlling in öffentlichen Unternehmen)
• Betriebliche Entsorgungswirtschaft

Projekthintergrund 20
• Marktanalysen in entsorgungsrelevanten Segmenten (Deponie, Verbrennung,
Kompostierung, Recycling, Altlastensanierung)
• Ökonomische Beurteilung von Entsorgungspfaden bzw. Entsorgungsteilleis-
tungen
Ökonomische Probleme von Altlasten, Altlastensanierungen und Bodenschutz,
besonders:
• Ökonomische Bewertung von Altlastensanierungen aus einzelwirtschaftlicher
Sicht
• Altlasten und Unternehmensbewertung
Techno-ökonomische Beurteilung umwelttechnischer Lösungen, besonders:
• Innovationspotenzial und Marktfähigkeit
• Beurteilung der Vorteilhaftigkeit umwelttechnischer Lösungen im Unterneh-
men
• Betriebswirtschaftliche Implementationsprobleme in den Zielgruppen
Auf dem Gebiet der Allgemeinen Betriebswirtschaftslehre vertritt Prof. Dr. Lem-
ser die Gebiete Produktionswirtschaft, Forschungs- und Entwicklungsmanage-
ment sowie Qualitätsmanagement.
Prof. Dr. Lemser hat langjährige Erfahrungen in der angewandten umweltöko-
nomischen Forschung und Entwicklung (Referenzliste siehe Anhang). Diese For-
schungsarbeit ist durch zahlreiche Fachpublikationen, darunter 3 Buchveröffent-
lichungen belegt. Prof. Dr. Lemser ist außerdem als Fachgutachter in umwelt-
ökonomischen bzw. entsorgungswirtschaftlichen Fragestellungen u.a. für die
Bundesregierung, die Volkswagen-Stiftung und den Hessischen Landesrech-
nungshof tätig.

Projekthintergrund 21 Mitteldeutsche Fahrradwerke AG (MIFA), Sangerhausen
Unter dem Markennamen MIFA werden in Sangerhausen Fahrräder seit 1907
hergestellt. Es handelt sich also um einen der ältesten deutschen Hersteller. Zu
DDR-Zeiten wurde eine Spitzenproduktion von 600.000 Einheiten pro Jahr er-
reicht. Nach der Wiedervereinigung stand das Traditionsunternehmen 1995 vor
dem wirtschaftlichen Aus und wurde, praktisch in letzter Minute, durch zwei Un-
ternehmer aus Thüringen übernommen. 1996 wurden dann mit 40 Arbeitskräf-
ten ca. 40.000 Fahrräder hergestellt. Von da an ist eine steile Aufwärtsentwick-
lung zu registrieren. Gegenwärtig werden mit einem Personalbestand von 225
Arbeitskräften 215.000 Fahrräder produziert. Das mittelständische Unterneh-
men verfügt über einen eigenen Rahmenbau, eine eigene Lackierung (Wasser-
und Pulverlackierung) und eine Laufradfertigung. Die Montage von Fahrrädern
erfolgt derzeit in sechs Montagelinien. Börsengang im Mai 2004.
Etwa 40 % der Produktion werden unter den beiden eigenen Fachhandelsmar-
ken MIFA und GERMATEC über ein Händlernetz von 5000 Facheinzelhändlern
europaweit (Deutschland, Österreich, Dänemark, Holland, Belgien) vertrieben.
Der Vertrieb der verbleibenden Teile der Produktion erfolgt über den Fachgroß-
handel unter dem Namen von 72 Fachhandelsmarken. Der Hauptteil der Pro-
dukte ist in den Preissegmenten der Mittelklasse bis zur oberen Mittelklasse an-
gesiedelt.
Allgemeine -Deutscher-Fahrrad-Club (ADFC), Bremen
Der ADFC ist ein bundesweiter, gemeinnütziger Verein mit mehr als 100.000
Mitgliedern. Er ist die Interessenvertretung für Alltags- und Freizeitradler und
arbeitet in den Schwerpunkten:
- Verkehrsplanung
- Verkehrspolitik
- Tourismus
- Umweltschutz

Projekthintergrund 22 - Verkehrspädagogik
- Technik/Sicherheit
- Verbraucherschutz ⇒ Gesundheitsvorsorge
- Fahrraddiebstahlschutz
- Fahrradmitnahme in öffentlichen Verkehrsmitteln
Gegründet: 1979 in Bremen
Bundesverband: Sitz in Bremen (Bundesgeschäftsstelle)
Verbreitung: Vertreten in allen Bundesländern mit Landesverbän-
den, 400 Kreisverbände, in rund 60 Städten ADFC Ge-
schäfts- und Beratungsstellen
Angebote vor Ort: Radtouren, Technikkurse, Kaufberatung, Verkehrsakti-
onen, u.a.
Als Fahrradlobby arbeitet der ADFC heute auf allen politischen Ebenen von der
Kommune bis zur EU und dem Europarat. Auf europäischer Ebene ist der ADFC
Mitglied im Europäischen Radfahrerverband ECF (European Cyclists‘ Federati-
on). Über Publikationen, Fachtagungen, Messen und die Medien vermittelt der
ADFC seine innovativen Ansätze und erfolgreichen Strategien zur Radverkehrs-
förderung.
Der ADFC sucht auch die kontroverse Diskussion, um Defizite öffentlich zu ma-
chen und für eine vermehrte Fahrradnutzung zu werben. Die Arbeit des ADFC,
vom Lobbying im Rathaus über die Radtour am Wochenende bis zu Gesprächen
im Bundesministerien oder Fachgremien ist nur möglich durch das aktive Enga-
gement von ca. 2.500 Ehrenamtlichen. Sie werden von einem kleinen Stab
hauptamtlicher Mitarbeiterinnen und Mitarbeiter, vor allem auf Bundes- und
Landesebene, unterstützt.

Projekthintergrund 23 1.8.2 Arbeitsteilung
Fachhochschule Nordhausen:
Projektleitung:
Prof. Dr. Bernd Lemser, Lehrstuhl für allgemeine Betriebswirtschaftslehre,
insbesondere Umweltökonomie und Umweltmanagement, Forschungsarbei-
ten zu methodischen Fragen der Neuproduktplanung
- Forschungsarbeiten zur Instrumentenentwicklung und -anwendung der
Neuproduktplanung, insbesondere generische Planungsmatrizen, QFD,
Benchmarking, Target-Costing, Integration in das Qualitätsmanagement
- Arbeiten zum Zusammenhang nachhaltigkeitsbezogener Anforderungen
an die Produktentwicklung und Bildung von Entwicklungsschwerpunkten
- Untersuchungen zum Zusammenhang Leitbild „Nachhaltigkeit“, Generie-
rung von Produktideen und Produkteigenschaften
- Ableitung relevanter technischer Produktmerkmale und deren geeignete
quantitativer Beschreibungen
- Auswahl von Modellprodukten
- Durchführung von Benchmarking-Prozessen anhand der Produkte bzw.
Produktentwürfe des Unternehmens
- Arbeiten zum Problem der Umsetzung von Produktmerkmalen in Requi-
rements für verschiedene Handlungsfelder
- Beurteilung der technischen Machbarkeit von Varianten der Produktent-
würfe
- Entwicklung von „nachhaltigen“ Produktentwürfen und Beurteilung der
Vermarktungschancen

Projekthintergrund 24 Mitteldeutsche Fahrradwerke AG
- Mitarbeit bei der Ermittlung von Ansprüchen an das Produkt, insbesonde-
re aus Sicht der Wettbewerber, eigener Umweltziele, Nutzersicht, Sicht der
Normung, Sicht der Politik
- Mitarbeit bei der Festlegung von Entwicklungsschwerpunkten und
relevanten Produktkomponenten
- Mitarbeit bei der Ableitung relevanter technischer Produktmerkmale und
deren geeigneter quantitativer Beschreibungen
- Mitarbeit bei der Auswahl von Modellprodukten
- Mitarbeit bei der Durchführung von Benchmarking-Prozessen anhand der
Produkte bzw. Produktentwürfe des Unternehmens
- Einbeziehung der Mitarbeiter der FH Nordhausen in die routinemäßige
F/E-Arbeit des Unternehmens
- Mitarbeit bei der Klärung fertigungstechnischer und fertigungswirtschaft-
licher Fragen
- Mitarbeit bei der Beurteilung der technischen Machbarkeit von Entwick-
lungsvarianten bzw. der Beurteilung preisseitiger Wirkungen
- Gewährleistung des Zugangs zu eigenen fertigungs- und F/E-relevanten
Daten und Mitarbeit bei der Erschließung und Verarbeitung dieser Daten
- Gewährleistung und Unterstützung des Zugangs zu relevanten Daten von
Vorlieferanten, Handel und technischer Dienstleistung, Mitarbeit bei der
Erschließung dieser Daten
- Mitarbeit bei der Entwicklung von „nachhaltigen“ Produktentwürfen
- Mitarbeit bei der Beurteilung von Vermarktungschancen von Produktent-
würfen

Projekthintergrund 25 Allgemeiner Deutscher Fahrrad-Club:
- Eine wichtige Rolle spielt im Projekt die Erfassung von Ansprüchen der
Nutzer bzw. anderer relevanter Anspruchsgruppen an das Produkt. Der
ADFC verfügt hier über Kenntnisse, die über die Kenntnisse einzelner Her-
steller hinausgehen. Der ADFC stellt diese Kenntnisse durch die Mitarbeit
im Projekt zur Verfügung.
- Der ADFC verfügt über weitreichende Informationen bezüglich aktueller
und künftiger Trends der Produkt- und Marktentwicklung im Fahrradbe-
reich. Diese Informationen stehen durch die Einbindung des ADFC zur
Verfügung. Die Nutzung dieser Informationen ist elementar für die Pla-
nung neuer Produktgenerationen notwendig.
- Der ADFC verfügt als bundes- und europaweit agierender Verband über
eine sehr gute Marktübersicht der Endlieferanten und der Komponenten-
lieferanten und deren Produkte, gängige Fertigungstechniken und Materi-
alverwendungen bei den Herstellern, Vermarktungsmittlern und Vermark-
tungsstrukturen. Diese Kenntnisse sind wichtig, insbesondere für das Re-
Design der Wertschöpfungskette und können durch die Mitarbeit des
ADFC systematisch erschlossen werden.
- Durch die Marktkenntnis des ADFC können, bei dessen Mitarbeit im Pro-
jekt, die Vermarktungschancen von ökologisch optimierten Produktent-
würfen deutlich besser beurteilt werden.
- Durch die Mitarbeit des ADFC kann der Transfer der Forschungsergebnis-
se deutlich gefördert werden. Das gilt in vertikaler wie in horizontaler Hin-
sicht. In vertikaler Hinsicht durch Kontakte und Öffentlichkeitsarbeit in die
Fachwelt der Fahrrad-Anbieter und der Fahrrad-Nutzer. In Horizontaler
Hinsicht durch die Kontakte zu anderen Industrie und Verbraucherver-
bänden.
- Die geplante Internet-Präsentation der Forschungsarbeiten und der For-
schungsergebnisse erfolgt zu wesentlichen Teilen auf der Web-Side des
ADFC und wird im Wesentlichen durch den ADFC realisiert.

Produktinnovation und Neuproduktplanung 26
2 Produktinnovation und Neuproduktplanung
2.1 Innovationsbegriff und Innovationsprozess
2.1.1 Einführung
Die Begriffe Innovation und Innovationsprozess sind für die vorzunehmenden
Forschungsarbeiten von elementarer Bedeutung. Beide sind aber recht unschar-
fe Begriffe.16 Sie werden in Wissenschaft und Praxis auf sehr unterschiedliche
Art und Weise gebraucht bzw. hängt das Verständnis beider Begriffe unter ande-
rem stark vom Blickwinkel der jeweiligen Fachdisziplin ab. Dies betrifft nicht nur
Unterschiede zwischen Ingenieurs- und Wirtschaftswissenschaften. Beispielswei-
se unterscheidet sich das Begriffsverständnis schon innerhalb der Wirtschafts-
wissenschaften zwischen volkswirtschaftlichen und betriebswirtschaftlichen An-
sätzen recht stark. Auch im betriebswirtschaftlichen Bereich - der hier vor allem
relevant ist – kann nur in Ansätzen von einem einheitlichen Verständnis gespro-
chen werden. So unterscheidet sich der Gebrauch dieser Begriffe, je nach dem
ob sie aus Marketingsicht, aus dem Blickwinkel der Produktpolitik bzw. der Pro-
duktentwicklung, aus Sicht des Qualitätsmanagements, aus dem Blickwinkel des
Managements von Forschungs- und Entwicklungsprozessen oder Planungssicht
u.s.w. formuliert werden, teils erheblich.
Es ist nicht Gegenstand des Projektes eine Synopse bzw. breite Diskussion der
unterschiedlichsten Begriffe vorzunehmen. Vielmehr ist es erforderlich, für beide
Begriffe Arbeitsdefinitionen zu erarbeiten, die fünf Anforderungen gerecht wer-
den müssen:
Da es sich im vorliegenden Fall um ein Projekt der Adaptionsforschung han-
delt ist eine Anpassung an das meist intuitive Verständnis der Praxis erfor-
derlich.
16 Vergleiche hierzu sehr gut zusammenfassend: Runzheimer (1999), S.98-99 oder auch
Hauschildt (1997), S. 4-6.

Produktinnovation und Neuproduktplanung 27
Da beide Begriffe in Zusammenhang mit Planungsprozessen verwendet wer-
den, müssen die Definitionen so angelegt sein, dass sie operationalisierbar
sind.
Da im Projekt die Sichtweise eines unternehmerischen Entscheidungsträgers
(hier: Finalproduzent eines Konsumgutes) eingenommen wird, muss eine De-
finition beider Begriffe aus betrieblicher Sicht vorgenommen werden.
Die Realisierung von betrieblichen Innovationsprozessen berührt wirtschaftli-
che und technische Entscheidungstatbestände gleichermaßen, damit müssen
diese Begriffe einem techno-ökonomischen Verständnis entsprechen.
Es muss sich um eine Begriffsbildung aus Produktsicht handeln.
2.1.2 Arbeitsdefinition Innovation
Der Innovationsbegriff geht ursprünglich auf SCHUMPETER zurück und ist
volkswirtschaftlich formuliert. Er begreift Innovation im Wesentlichen als - in ei-
nem kombinatorischen Sinn - Neuerungen der unterschiedlichsten Art, und de-
ren Anwendung in der Wirtschaft (Konsumenten und Industrie).17 Eine der eben-
falls ursprünglichen Definitionen des Innovationsbegriffes gibt BARNETT, in der
insbesondere der Begriff der Neuheit oder Neuerung näher bestimmt wird: „any
thought, behavior or thingh that is new because it is qualitatively different from
existing forms.“18 Diese kurzen Rückgriffe auf das ursprüngliche Verständnis
sollen an dieser Stelle ausreichen, um zwei konstitutive Elemente eines praktisch
anwendbaren Innovationsbegriffs zu benennen:
Die Neuheit, verstanden als qualitative Abweichung eines Objektes vom be-
trachteten Ausgangsobjekt.
Die Anwendung dieser Neuheit innerhalb eines definierten Umfeldes.
Wird darauf aufbauend das betrachte Objekt der Innovation näher bestimmt,
dann ergibt sich eine Klassifikation in Produkt- oder Prozess-Innovationen. Wir
werden uns an dieser Stelle mit Produktinnovationen beschäftigen.
17 Vgl. Schumpeter (1931), S. 100. 18 Vgl. Barnett (1953), S. 7.

Produktinnovation und Neuproduktplanung 28
Der Begriff der Neuartigkeit oder der Neuheit wird hier subjektiv verwendet.
Nach SCHARF/SCHUBERT ist dann zu präzisieren, ob eine anwender- oder un-
ternehmensbezoge Sichtweise gewählt wird.19 „Neuheit“ wird für die hier vorzu-
nehmenden Forschungsarbeiten verstanden, als „neu aus Sicht des Unterneh-
mens“.20 Wird das Anwendungsumfeld der „Neuheit“ näher bestimmt, dann er-
geben sich durch den Bezug auf ein Unternehmen nähere Klassifikationen
durch die Begriffe Markt- und Betriebsneuheit. Von Marktneuheit wird gespro-
chen, wenn das gegebene Produkt weder vom Unternehmen noch von den
Wettbewerbern angeboten wurde. Von einer Betriebsneuheit ist die Rede, wenn
ein Produkt auf dem Markt eingeführt wird, dass im Produktionsprogramm ei-
nes Unternehmens bisher in dieser Form nicht vertreten war.21 Für die
Forschungsarbeiten ist es aus unserer Sicht zweckmäßig mit dem Begriff der
Marktneuheit zu arbeiten, die die Betriebsneuheit einschließt, weil das zu gene-
rierende Produkt im angestrebten Eigenschaftsprofil in dieser Art bisher nicht
am Markt vertreten ist.
2.1.3 Phasenmodell Innovationsprozess
Zu Neuerungen muss man gelangen: Betriebliche Innovationsprozesse sind da-
mit geplant herbeigeführte Veränderungsprozesse bezogen auf Produkte und
Prozesse, die letztlich dem Unternehmenserfolg dienen sollen. Diese Sicht erfor-
dert eine Beschreibung des betrieblichen Innovationsprozesses. Diese Deskripti-
on kann kein Selbstzweck sein. Sie ist dann sinnvoll, wenn sie letztlich dazu
dient, dass Management von Innovationsprozessen und die damit selbstver-
ständlich verbundene Planungsprozesse zu qualifizieren.22 Neuproduktpla-
nungsprozesse beziehen sich auf den Innovationsprozess. Um einen Zusam-
menhang herstellen zu können, ist es zunächst sinnvoll, kurz auf die Deskripti-
onsmöglichkeiten von Innovationsprozessen einzugehen.
19 Vgl. Scharf/Schubert (2001), S. 103. 20 Vgl. Hauschildt (1993), S. 16. 21 Vgl. zu diesen Begriffen stellvertretend: Huxhold (1990), S. 7-8. 22 Vgl. Brockhoff (1995), Sp. 984-985.

Produktinnovation und Neuproduktplanung 29
Darauf aufbauend wird ein Phasenmodell entwickelt, dass Grundlage für die fol-
genden Ausführungen zur Neuproduktplanung ist.
Aus prozessbezogener Sicht werden betriebliche Innovationsprozesse sehr un-
terschiedlich erfasst und dargestellt. HÖFT dokumentiert z.B. siebzehn unter-
schiedliche Beschreibungen von Innovationsprozessen durch verschiedenste
Phasenmodelle.23 Die Unterschiede beziehen sich dabei keineswegs nur auf un-
terschiedliche Abgrenzungen von Teilprozessen bzw. Phasen bei einem im We-
sentlichen gleichen Verständnis vom Gesamtprozess. Um nur einige Beispiele zu
geben:
„In seiner sehr engen Auslegung umfasst der Innovationsprozess lediglich die
erstmalige Einführung und Durchsetzung eines neuartigen Produktes am
Markt. Der Innovationsprozess baute in diesem Fall auf den Ergebnissen von
Forschung und Entwicklung (Invention) auf und schließt sich prozessual ge-
sehen an die Produktentwicklung an.24
Bei SPECHT/BECKMANN beginnt ein Innovationsprozess mit der Grundla-
genforschung und endet mit der Markteinführung des neuen Produktes bzw.
einer Prozessneuerung im Unternehmen, Produktinnovationen sind hier Teil
eines allgemeinen betrieblichen Innovationsprozesses.25
BROCKHOFF begreift den Produktinnovationsprozess im Wesentlichen als
Abfolge der Phasen Ideengenerierung, Forschungs- und Entwicklungsvorgän-
ge und Diffusion,26 wobei das vorherrschende Meinungsbild im Wesentlichen
diesem Prozessverständnis folgt. Zu beachten ist aber, dass die Phasenab-
grenzungen teilweise sehr unterschiedlich sein können.
HAUSCHILDT interpretiert den Innovationsprozess ähnlich wie BROCKHOFF,
erweitert ihn aber um einige Phasen. Dies führt dazu, dass der Innovations-
prozess insbesondere was die Ideengenerierung und Forschung/ Entwicklung
angeht, präziser beschrieben wird.27
23 Vgl. Höft (1992), S. 58-59. 24 Vgl. Runzheimer (1999), S.99. 25 Vgl. Specht/Beckmann (1996), S. 18. 26 Vgl. Brockhoff (1995), Sp. 984-985. 27 Vgl. Hauschildt (1993), S. 19.
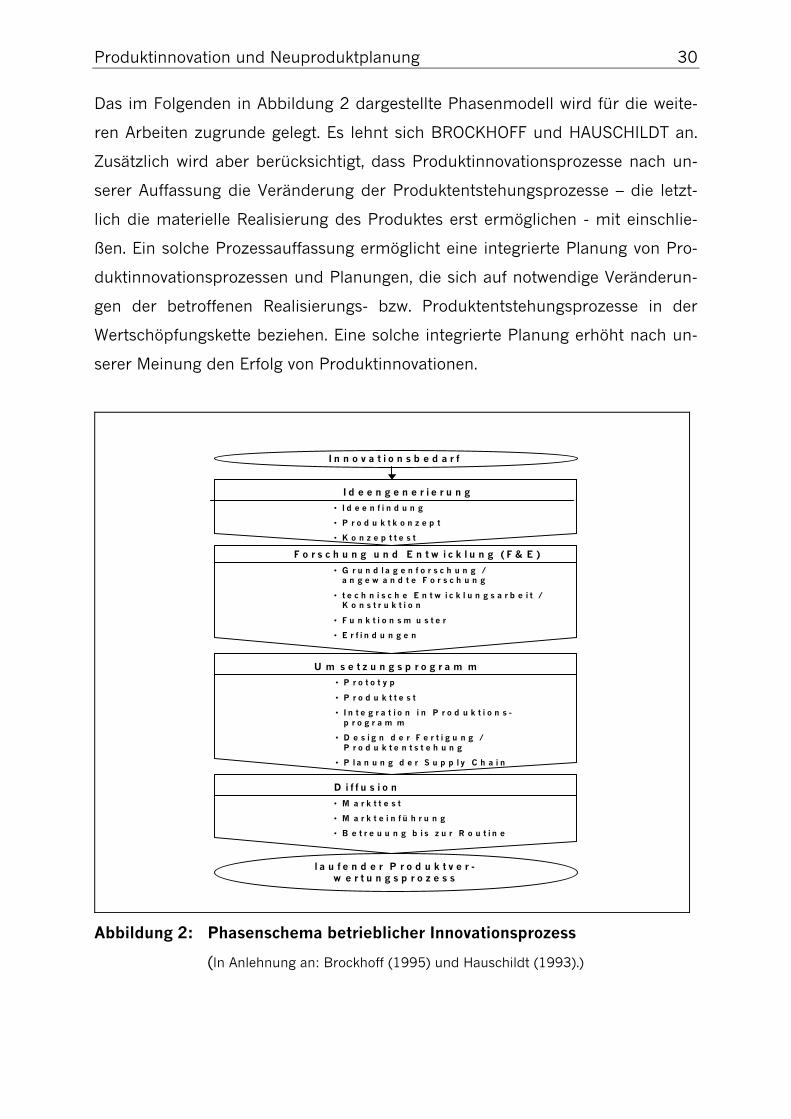
Produktinnovation und Neuproduktplanung 30
Das im Folgenden in Abbildung 2 dargestellte Phasenmodell wird für die weite-
ren Arbeiten zugrunde gelegt. Es lehnt sich BROCKHOFF und HAUSCHILDT an.
Zusätzlich wird aber berücksichtigt, dass Produktinnovationsprozesse nach un-
serer Auffassung die Veränderung der Produktentstehungsprozesse – die letzt-
lich die materielle Realisierung des Produktes erst ermöglichen - mit einschlie-
ßen. Ein solche Prozessauffassung ermöglicht eine integrierte Planung von Pro-
duktinnovationsprozessen und Planungen, die sich auf notwendige Veränderun-
gen der betroffenen Realisierungs- bzw. Produktentstehungsprozesse in der
Wertschöpfungskette beziehen. Eine solche integrierte Planung erhöht nach un-
serer Meinung den Erfolg von Produktinnovationen.
I n n o v a t i o n s b e d a r f
I d e e n g e n e r i e r u n g
• I d e e n f i n d u n g
• P r o d u k t k o n z e p t
• K o n z e p t t e s t
F o r s c h u n g u n d E n t w i c k l u n g ( F & E )
• G r u n d l a g e n f o r s c h u n g / a n g e w a n d t e F o r s c h u n g
• t e c h n i s c h e E n t w i c k l u n g s a r b e i t / K o n s t r u k t i o n
• F u n k t i o n s m u s t e r
• E r f i n d u n g e n
U m s e t z u n g s p r o g r a m m
• P r o t o t y p
• P r o d u k t t e s t
• I n t e g r a t i o n i n P r o d u k t i o n s -p r o g r a m m
• D e s i g n d e r F e r t i g u n g / P r o d u k t e n t s t e h u n g
• P l a n u n g d e r S u p p l y C h a i n
D i f f u s i o n
• M a r k t t e s t
• M a r k t e i n f ü h r u n g
• B e t r e u u n g b i s z u r R o u t i n e
l a u f e n d e r P r o d u k t v e r -w e r t u n g s p r o z e s s
Abbildung 2: Phasenschema betrieblicher Innovationsprozess
(In Anlehnung an: Brockhoff (1995) und Hauschildt (1993).)
Produktinnovation und Neuproduktplanung 31
2.2 Neuproduktplanung
Die Neuproduktplanung wird von uns als Teil des Innovationsmanagements ge-
sehen. Um eine entsprechende Einordnung zu ermöglichen, ist dieser ebenfalls
unscharfe Begriff kurz zu klären. HAUSCHILDT unterscheidet hier zwischen einer
prozessualen und einer systemtheoretischen Sicht.
In systemtheoretischer Sicht ist das Innovationsmanagement als bewusste
Gestaltung der Institutionen anzusehen, innerhalb derer Innovationsprozesse
ablaufen.28
In prozessualer Sicht wird Innovationsmanagement als „... die bewusste Ge-
staltung von Prozessen, die auf die Schaffung und Verwertung von Neuarti-
gem ausgerichtet sind“29 verstanden.
Im Weiteren wird durch uns ein funktionaler Managementbegriff unterstellt, wo-
bei wir hier dem klassischen „Kreislaufkonzept“ folgen werden, das folgende
Managementaufgaben kennt: Planung, Organisation, Personaleinsatz, Führung,
Kontrolle.
Ähnlich wie die Begriffe Innovation bzw. Innovationsprozess wird der Begriff der
Neuproduktplanung recht unterschiedlich definiert und verwendet. GRIGO defi-
niert Neuproduktplanung als „methodische Integration und Koordination aller
produktbestimmenden Informationen aus der Unternehmensumwelt und dem
Unternehmen selbst, die auf eine optimale Produktentstehung ausgerichtet sind.
Systeme und Methoden hierfür schließen alle Einflüsse, Entscheidungen und
Tätigkeiten ein, die zeitlich und fachlich erfasst und gesteuert werden.“30 Nach
MEFFERT umfasst die Neuproduktplanung die Planungsaktivitäten der strategi-
schen Produktentwicklung.31
28 Vgl. Hauschildt (1997), S.25-26. 29 Vgl. Hauschildt (1997), S.27. 30 Vgl. Grigo (1973). 31 Vgl. Meffert (1998).

Produktinnovation und Neuproduktplanung 32
ENGELHARDT z.B. bestimmt den Begriff praktisch als Begriff der Produktpla-
nung (Initiierung, Bewertung und Auswahl der Produktidee und Produktgestal-
tung), indem er ihn in auf Produkte bezieht, die vor einem erstmaligen
Markteintritt stehen.32 Der von BOOZ/ALLEN & HAMILTON entwickelte Ansatz ist
strategisch orientiert. Gegenstand einer integrierten Planung sind die Erfassung
der Innovationsnotwendigkeiten (wobei diese auf den Unternehmenserfolg be-
zogen wird), die Ideengenerierung und die Ideenrealisierung durch Produktkon-
zepte.33 Sie stellen damit einen sehr engen Bezug zum Innovationsprozess her.
Vor allem aus diesem Grund werden wir uns im Weiteren an diesen Begriff an-
lehnen. Wie in Punkt 2.1.2 ausgeführt, schließt der von uns verwendete Innovati-
onsbegriff notwendige Veränderungen der Produktentstehungsprozesse ein. Aus
diesem Grund muss die Neuproduktplanung notwendigerweise auch konzeptio-
nelle Planungen einschließen, die die Realisierung des Produktkonzepts betref-
fen und u.a. die Formulierung von Anforderungen an Forschung und Entwick-
lung bzw. die Planung der notwendigen Umsetzungsprozesse beinhalten.
Daraus lässt sich folgende Arbeitsdefinition entwickeln:
Die Neuproduktplanung ist Teil der strategischen Planung betrieblicher Produkt-
innovationsprozesse. Sie umfasst die Erfassung des Innovationsbedarfs und im
Kern alle Planungen im Zusammenhang mit den Prozessen der Ideengenerie-
rung. Dies sind insbesondere die Planung der Produktidee, die Formulierung
von Produktentwicklungszielen, die Ableitung und Festlegung der Innovations-
strategie und die Erarbeitung eines Produktkonzeptes. Die Neuproduktplanung
schließt die Entwicklung eines Realisierungskonzeptes und Schnittstellenpla-
nungen zur Forschung und Entwicklung und zum Umsetzungsprogramm ein.
In Abbildung 3 haben wir den Versuch unternommen, den Neuproduktpla-
nungsprozess so darzustellen, dass der Bezug der einzelnen Teilplanungen zum
Innovationsprozess sichtbar wird. Im Folgenden Abschnitt werden wir auf die
einzelnen Teilprozesse der Neuproduktplanung näher eingehen und einen
Zusammenhang zum bearbeiteten Projekt herstellen.
32 Vgl. (o.V.) (1989), Sp. 1621-1623, hier zitiert von Engelhardt. 33 Vgl. Booz/Allen & Hamilton Inc. (1982), S. 20ff.

Produktinnovation und Neuproduktplanung 33
Innovations-bedarf
Ideengenerierung Forschung / Entwicklung
Umsetzungs-programm
Diffusion Produktver-wertungsprozess
Erfassung des Anforderungs-
profiles
Planung der Produktidee
Formulierung von Entwicklungszielen
Produktkonzept Realisierungs-konzept
Festlegung der Entwicklungs-
strategie
Abbildung 3: Zusammenhang zwischen Produktinnovationsprozess und
Neuproduktplanungsprozess
2.3 Neuproduktplanungsprozess
2.3.1 Erfassung des Anforderungsprofils
Die Neuproduktplanung beginnt mit der Erfassung der Anforderungen, die von
den unterschiedlichsten relevanten Anspruchsgruppen/Anspruchsträgern an ein
Produkt gestellt und artikuliert werden. Dies können extern oder auch be-
triebsintern artikulierte Anforderungen sein (siehe auch Abbildung 4).

Produktinnovation und Neuproduktplanung 34
E rfassu n g de s A n forderu n gsprofil
P lan u n g der P ro du k tidee
Form u lie ru n g von E n tw ick lu n gs-z ie len
Festlegu n g d er In n ova tion sstra teg ie
P rodu k tk on zept
R ea lis ie ru n gsk on ze pt
Abbildung 4: Ablauf eines Neuproduktplanungsprozesses
Der Neuproduktplanung obliegt es, diese Anforderungen gezielt zu erfassen, zu
systematisieren, zu bündeln und hinsichtlich ihrer Relevanz zu bewerten. Daraus
wird ein Anforderungsprofil erstellt, dass den bestehenden Innovationsbedarf
beschreibt und damit alle relevanten Anforderungen unterschiedlichster An-
spruchsträger internalisiert. Da das Anspruchsprofil aus Sicht unterschied-
lichster Interessen formuliert wird, sind konfliktäre Beziehungen zu erwarten, die
deutlich herauszuarbeiten sind.
Als Innovationsbedarf sind dabei alle Anforderungen zu werten,
die materiell artikuliert werden können,
bei denen wahrscheinlich ist, dass es künftig zu einer materiellen Artikulation
kommen wird,
aus deren Artikulation nachhaltige Wirkungen auf die Erfolgs- und Risikositu-
ation des Unternehmens zu erwarten sind.

Produktinnovation und Neuproduktplanung 35
2.3.2 Planung der Produktidee
2.3.2.1 Allgemeines
Kern jeder Neuproduktplanung ist die Entwicklung einer Produktidee. Produkte
sind Eigenschaftsbündel, die Nutzen stiften sollen.34,35 Das Verwirklichen einer
Produktidee bedeutet demnach Einzeleigenschaften bzw. Eigenschaftsbündel
entweder neu zu konzipieren, anders auszuprägen, zu modifizieren oder auch
nur neu zu ordnen. Werden verstärkt z.B. umweltbezogene Ansprüche an das
Produkt herangetragen, dann hat ihre Internalisierung Auswirkungen auf die
Produktidee.
Das erstellte Anforderungsprofil ist die Voraussetzung für das Planen der Pro-
duktidee. Die Planung der Produktidee ist ein komplexer Prozess, der die
Ideenfindung,
die „Übersetzung“ dieser Ideen in ein Eigenschaftsprofil und
darauf aufbauend in ein Merkmalsprofil beinhaltet.
Daneben resultieren aus der Planung der Produktidee Anregungen zur Definiti-
on der Entwicklungsstrategie. Die Ideenfindung hat das Ziel möglichst viele Pro-
duktideen auf der Basis des Anforderungsprofils zu generieren, zu bewerten und
auszuwählen. Auf diese Prozesse möchten wir nicht gesondert eingehen, sie sind
mehrfach beschrieben.36 Wir wollen hier besonders auf die Bildung des Eigen-
schafts- und Merkmalsprofils eingehen, dass für die Realisierung von Neupro-
duktplanungen einen kritischen Erfolgsfaktor darstellt, in aller Regel einige Prob-
leme aufwirft sowie für die Realisierung dieses Projektes eine wesentliche Rolle
spielt.
34 Vgl. (o.V.) (1989), Sp.1619, hier beschrieben von Engelhardt. 35 In diesem Beitrag wird einem weiten Produktbegriff im Sinne des Leistungssystemgedan-
kens gefolgt. Neben Produktkern und Produktäußerem umfasst dieser Begriff auch materielle Dienstleistungen und sogleich value-added-Leistungen. Vgl. zum Begriff: (o.V.) (1989), Sp.1619, hier dargestellt durch Engelhardt.
36 Vgl. kurz und übersichtlich Scharf/Schubert (2001), S. 106-112.

Produktinnovation und Neuproduktplanung 36
2.3.2.2 Ableitung Produkteigenschaften und Produktmerkmale als kritische
Erfolgsfaktoren für die Generierung von Produktinnovationen
Produkteigenschaften Die im Anforderungsprofil erfassten Ansprüche an das Produkt müssen einer
systematischen Produktentwicklung zugänglich gemacht werden. D.h. die aus
der Sicht und zumeist auch noch in der Sprache der Anspruchsgruppen und –
träger erfassten Anforderungen müssen nun bewertet, gebündelt und so formu-
liert werden, dass daraus ein Leistungssystem entwickelt werden kann, dass die-
se Anforderungen erfüllt. Produkteigenschaften sind demnach die, in die „Pro-
duktentwicklungssprache“ „übersetzten“ Anforderungen, die beschreiben, was
das Produkt leisten muss, um die als relevant erkannten Anforderungen zu erfül-
len. Dabei sind an die Formulierung von Produkteigenschaften bzw. eines Eigen-
schaftsprofils fünf Anforderungen zu stellen:
Sie müssen die wesentlichsten Anforderungen repräsentieren. Das Eigen-
schaftsprofil ist in seiner Rangigkeit so zu ordnen, dass es dem Anforde-
rungsprofil entspricht.
Das Eigenschaftsprofil muss überschaubar sein, um eine erfolgreiche Ent-
wicklungsarbeit zu ermöglichen.
Die Eigenschaften sind eindeutig und in sich widerspruchsfrei zu beschrei-
ben.
Die Produkteigenschaften müssen eindeutig gegeneinander abgrenzbar sein.
Die Formulierung von Produkteigenschaften ermöglicht erst die systematische
Planung eines anforderungsgerechten Produktes. Werden Anforderungen nicht
oder nicht vollständig durch eine entsprechende Formulierung von Produktei-
genschaften bzw. des Produkteigenschaftsprofils erfasst, kann auch keine sys-
tematische Planung des „Leistungsbündels Produkt“ stattfinden. Die Ansprüche
werden dann nicht, nicht vollständig oder nur zufällig erfüllt. Da der Produkt-
entwicklungsprozess in vielen, vor allem mittelständischen Unternehmen sehr
stark intuitiv geprägt ist, bedeutet dies, dass vor allem Anforderungen, für die

Produktinnovation und Neuproduktplanung 37
keine Entwicklungserfahrungen vorliegen, „unter den Tisch“ fallen. Dies betrifft
u.a. „ökologieorientierte“ Anforderungen. In Punkt 4.1 sind die traditionellen
Produkteigenschaften für das Referenzprodukt beschrieben.
Produktmerkmale Produkteigenschaften beschreiben, was das Produkt für die verschiedenen An-
spruchsträger leisten soll. Sie machen jedoch keine Aussagen dazu, wie diese
Leistungserfüllung durch das „Leistungssystem Produkt“ realisiert werden soll.
Um dies einer Planung zugänglich zu machen ist zunächst ein analytischer, d.h.
ein „zerlegender“ Arbeitsschritt erforderlich. Hierfür muss die Ebene der Pro-
dukteigenschaften verlassen werden und die verschiedenen Produkteigenschaf-
ten eines gegebenen Profils in einzelne Produktmerkmale aufgelöst werden.
Durch die Formulierung von Produktmerkmalen werden Produkteigenschaften
operationalisiert, indem ausgehend von diesen Eigenschaften definierte Anforde-
rungen an das „Leistungssystem Produkt“ formuliert werden. Produktmerkmale
füllen damit aus planungsmethodischer Sicht die notwendige „Kupplungsfunkti-
on“ zwischen Produkteigenschaften und dem „Leistungssystem Produkt“ aus.
Sie beschreiben damit in ihrer Gesamtheit eine definierte Produkteigenschaft
bzw. das definierte Eigenschaftsprofil. Während also die Produkteigenschaften
das Produkt hin zur Nutzung beschreiben, repräsentieren die Produktmerkmale
die davon ausgehende „Innensicht“ des Produktes. Produktmerkmale sind
durch messbare Kriterien zu beschreiben. Das macht sie einer quantitativen
Planung zugänglich.
Dieser an sich recht abstrakte Vorgang der Ableitung von Produktmerkmalen
wird am ehesten am Beispiel deutlich. In Punkt 4.1 sind die traditionellen Pro-
duktmerkmale des Referenzfalles dargestellt, in Punkt 5.2 werden die Merkmale
für die „neuen“ Eigenschaften „Langlebigkeit“ und „Kreislauffähigkeit“ heraus-
gearbeitet.

Produktinnovation und Neuproduktplanung 38
2.3.2.3 Formulierung von Entwicklungszielen und Probleme bei der Ableitung
von Entwicklungszielen
Merkmalsbezogener Soll-Ist-Abgleich Die Formulierung von Produktmerkmalen spielt aber auch für die Formulierung
der Entwicklungsziele eine entscheidende Rolle, da die Entwicklungsziele merk-
malsbezogen zu formulieren sind.
In den meisten Fällen handelt es sich bei Produktinnovationen nicht um sog.
echte Innovationen – d.h. die erstmalige Platzierung eines völlig neuen Produk-
tes am Markt. Wäre dies der Fall, dann könnten die, auf der Basis des gewünsch-
ten Eigenschaftsprofils abgeleiteten Produktmerkmale, als Entwicklungsziele gel-
ten. Bei den meisten Produktinnovationen handelt es sich um quasi-neue Pro-
dukte. Darunter werden Produkte verstanden, die an ein Vorgängererzeugnis
anknüpfen und damit eine neue Produktgeneration darstellen. Grundlage für die
Bestimmung der Entwicklungsziele ist in diesen Fällen ein Soll-Ist-Abgleich zwi-
schen den Merkmalsprofilen der Ausgangsproduktgeneration und der geplanten
neuen Generation (siehe auch Abbildung 5).

Produktinnovation und Neuproduktplanung 39
Anforderungsprofil
Ideenfindung / Selektion
Aufnahme des Ist-Objektes
• Erfassung des gegebenen Eigenschaftsprofil
• Ableitung eines Merkmalsprofiles
Aufnahme des Soll-Objektes
• Formulierung neues Eigenschafts-profil
• Ableitung eines Merkmalsprofiles
Pla
nung
der
Pro
dukt
idee
Soll-Ist-Abweichung
Formulierung merkmalsbezogener Entwicklungsziele
Bewertung der Abweichungen
Form
ulie
rung
von E
ntw
ickl
ungs
ziel
en
Abbildung 5: Planung der Produktidee und Formulierung von
Entwicklungszielen im Rahmen der Neuproduktplanung

Produktinnovation und Neuproduktplanung 40
Dieser Soll-Ist-Abgleich muss dabei folgende Informationen liefern:
Produktmerkmale, die grundsätzlich neu sind und damit entsprechend zu
entwickeln sind.
Produktmerkmale, die schon im Vorgängermodell angelegt sind und zu er-
halten sind.
Produktmerkmale, die schon im Vorgängermodell angelegt sind, aber modifi-
ziert werden müssen.
Produktmerkmale, die schon im Vorgängermodell angelegt sind, aber auszu-
sondern sind.
Überlagerungen von Produktmerkmalen, die dadurch entstehen, dass neu
hinzutretende Produkteigenschaften bestimmte Merkmale aufweisen, die im
Produkt bereits angelegt sind.
Die Beziehungen zwischen den gegebenen Merkmalen und neu hinzu treten-
den Merkmalen, wobei zu unterscheiden wäre zwischen konfliktären, neutra-
len und komplementären Beziehungen.
Auf Basis dieser Informationen können Entwicklungsziele systematisch abgelei-
tet werden. Dabei ist zu betonen, dass auch diese, auf einem systematischen
Soll-Ist-Abgleich beruhende Formulierung von Entwicklungszielen ein kreativer
und keineswegs formaler Vorgang ist. Der Frage, welche Merkmale mit welchen
Rang entwickelt werden, liegt ein formal nicht zu lösendes Bewertungsproblem
zugrunde. Die Formulierung der Ziele kann allenfalls durch das Setzen bestimm-
ter Regeln unterstützt werden, wie z.B:
Unterdrückung von Merkmalen, die konfliktär sind,
Priorisierung von Merkmalen, die komplementären Charakter aufweisen,
Vorrangregeln für Merkmalsgruppen bestimmter Eigenschaften und
„Bestandsschutz“ für Merkmalsgruppen bestimmter Eigenschaften usw.
Produktinnovation und Neuproduktplanung 41
Problemfall: Retrospektive Ermittlung des Eigenschafts- und Merkmalsprofils für das Ist-Objekt Ein Problem stellt für die hier vorgestellte Vorgehensweise dar, dass für eine gro-
ße Zahl von Produkten unserer traditionellen Produktwelt die notwendige
detaillierte Erfassung des Eigenschafts- und Merkmalsprofils nicht vorliegt. In
den meisten Fällen – wie auch im hier vorliegenden Untersuchungsfall – existie-
ren nur vage Vorstellungen über das Eigenschaftsprofil des eigenen Produktes.
Aus diesem Grund ist meist eine entsprechende Aufnahme des Ist-Objektes (d.h.
des aktuellen Produktes) erforderlich. Dies ist ausgesprochen arbeitsaufwendig
und muss im Wesentlichen retrospektiv erfolgen. D.h. durch Analyse des beste-
henden Produktes müssen (lösungsneutrale) Produktmerkmale isoliert und be-
schrieben werden und darauf aufbauend ein Eigenschaftsprofil abgeleitet wer-
den. Dieses „synthetische“ Eigenschaftsprofil sollte dann aber durch eine ent-
sprechende Analyse gegebener Produktanforderungen bzw. Anforderungen der
Märkte abgesichert werden. In Punkt 3.1 ist eine entsprechende Aufnahme für
das Referenzprodukt vorgenommen worden.
2.3.2.4 Festlegung der Entwicklungsstrategie
Ein wesentliches Problem jeder Planung von Produktinnovationsprozessen be-
steht darin, zu formulieren, welche Entwicklungsstrategie grundsätzlich verfolgt
werden soll. Genau dies erfolgt in der Praxis aber sehr häufig nicht oder nicht
ausreichend konkret. Mit der Wahl der Entwicklungsstrategie werden Breite und
Tiefe des betrieblichen Innovationsprozesses festgelegt, d.h. die prinzipielle Ent-
wicklungsrichtung,
hinsichtlich des Produktkonzeptes (Breite) und des
dahinter stehenden Produkt- und Realisierungskonzeptes (Tiefe),
werden auf der Basis von Informationen aus der Planung der Produktidee und
der Festlegung von Entwicklungszielen formuliert. Ohne die Festlegung der
grundsätzlichen strategischen Linie muss die Neuproduktplanung zwangsläufig
versagen.

Produktinnovation und Neuproduktplanung 42
Unterschieden werden können bezogen auf Produktinnovationen folgende Stra-
tegietypen:
Produktverbesserung:
Verbesserung des „Funktionssystems Produkt“ innerhalb eines gegebenen
Eigenschafts- und Merkmalsprofils.
Produkt-Re-Design:
Ansatzpunkt sind notwendige Veränderungen, Ergänzungen des Eigen-
schaftsprofils eines Produktes mit zu erwartenden nachhaltigen Wirkungen
auf die Produktentstehungsprozesse und die Wertschöpfungskette.
Systeminnovationen:
Das wesentlichste Merkmal von Systeminnovationen besteht darin, dass
Produktnutzungsstrategien völlig neu gedacht werden. Dies führt in aller Re-
gel zu einem neuen Nutzenprofil bzw. zu fundamentalen Änderungen im
Spektrum von Haupt- und Nebennutzen und bedeutet in aller Regel ein völ-
lig neues oder anderes Eigenschaftsprofil.
In Abbildung 6 haben wir die genannten Strategietypen im Überblick dargestellt.
Es muss darauf hingewiesen werden, dass in der Praxis immer Mischformen
dieser Typen existieren werden.

Produktinnovation und Neuproduktplanung 43
Neuer Produktent-stehungsprozess / neue Wertschöpfungs-kette
Produktenstehungs-prozesse / Wert-schöpfungskette wird hinterfragt (Prozess-Re-Design)
Produktenstehungs-prozesse / Wert-schöpfungskette im Wesentlichen stabil
Wirkung auf Produktentstehung
Prinzipiell neues Merkmalsprofil
Gesamteigenschafts-und Merkmalsprofil/ Funktionsprinzipien werden hinterfragt
Verbesserung einzelner Produkt-eigenschaften; Eigen-schaftsprofil und Funktionsprinzipien bleiben im Wesentlichen erhalten
Wirkung auf „System Produkt“
Produktnutzungs-strategie wird verändert
Produktnutzungsstrategie gegebenProduktnutzungs-strategie
MarktinnovationInnovationstyp
SysteminnovationProdukt-Re-DesignProduktverbesserungMerkmale
Entwicklungsstrategien
Abbildung 6: Entwicklungsstrategien und wesentliche
Merkmalsausprägungen
2.3.2.5 Produkt- und Realisierungskonzept
Während im Produktkonzept Planungen zum „Leistungssystems“ Produkt erfol-
gen, werden im Realisierungskonzept die konzeptionellen Grundlagen für die
Eckpunkte zur Realisierung des Produktkonzepts durch die verschiedensten
Produktentstehungsprozesse erarbeitet. Beides sollte im Zusammenhang be-
trachtet werden.
Produktkonzept
Der Begriff des Produktkonzepts wird in der Literatur unterschiedlich verwendet.
Aus Sicht des Marketings wird das Produktkonzept beispielsweise als Umset-
zung der Produktidee in für den Konsumenten relevante Eigenschaften begrif-

Produktinnovation und Neuproduktplanung 44
fen.37 Diese marketingorientierte Sichtweise möchten wir hier nicht weiter ver-
wenden. Häufig wird der Begriff Produktkonzept auch synonym mit dem Begriff
der Produktidee verwendet.38 Ein zu entwickelndes Produktkonzept ist jedoch
nach unserer Auffassung nicht identisch mit der Produktidee, sondern dient de-
ren Operationalisierung, indem es das dafür erforderliche Leistungsbündel be-
schreibt. So sollte das Produktkonzept nach unserer Auffassung neben dem
herauszubildenden Merkmalsprofil vor allem folgendes enthalten:
a) Es sollte bereits die wesentlichen Leistungselemente und deren Zu-
sammenwirken beinhalten, die der Umsetzung der Produktidee (reprä-
sentiert durch die Merkmale) dienen39, und wesentliche Züge der phy-
sischen Gestalt erkennen lassen. Dies bedeutet, dass im technischen
Sinn lösungsneutrale Funktionalqualitäten zu beschreiben sind. Zur
Strukturierung des Produktkonzepts kann ein Produktbegriff Verwen-
dung finden, der das Produkt als Leistungsbündel40 (siehe auch Abbil-
dung 2) interpretiert. Das Produkt besteht demnach aus
- dem Produktkern, als materieller Träger der technischen Grund-
funktionen (Funktionssystem Produkt),
- dem Produktäußeren (Verpackung) und
- immateriellen Zusatzleistungen (value-added-Leistungen).
Das Zusammenwirken dieser Teile im Leistungsbündel ermöglicht als
System eine Leistungsabgabe, die dem gewünschten Eigenschaftsprofil
und letztlich dem ermittelten Anforderungsprofil entsprechen sollte.
b) Darüber hinaus stellt das Produktkonzept eine „Brücke“ zur Realisie-
rung des zukünftigen Produktes dar. 41 D.h. aus dem Produktkonzept
heraus müssen definierte Anforderungen an die Forschung und Ent-
wicklung sowie vermittelt über das Realisierungskonzept, Anforderun-
37 Vgl. Scharf/Schubert (2001), S. 112-113. 38 Vgl. Runzheimer (1999), S 96. 39 Vgl. (o.V.) 1995, S. 263, hier zitiert durch Sabel. 40 Der Gedanke wurde entwickelt von: Engelhardt/Kleinaltenkamp/Reckenfelderbäumer
(1993), S. 398ff.

Produktinnovation und Neuproduktplanung 45
gen an die Entwicklung des Umsetzungsprogramms formuliert werden
(siehe auch Abbildung 3). Diese bilden dann die Voraussetzung für die
Formulierung von Pflichtenheften42, die Planung des technischen For-
schungs- und Entwicklungsprozesses (siehe hierzu Abbildung 2) und
die Planung der Umsetzungsprozesse.
c) Das Produktkonzept schließt weiterhin einen Konzepttest ein. Das Pro-
duktkonzept ist daher so zu formulieren, dass auf seiner Basis ein
Konzepttest vorgenommen werden kann. Im vorliegenden Projekt ist
ein Konzepttest im eigentlichen Sinne nicht erforderlich, da das Eigen-
schaftsprofil eines erfolgreichen Produktes „nur“ erweitert werden soll.
Hier ist es nur erforderlich, zu überprüfen, ob durch das hinzutreten
oder die stärkere Ausprägung neuer Eigenschaften das ursprüngliche
Profil nicht nachhaltig negativ tangiert wird.
Realisierungskonzept
Das entwickelte Leistungsbündel muss im Rahmen der verschiedenen Produkt-
entstehungsprozesse umgesetzt werden. Dies führt zu Veränderungen innerhalb
der Produktentstehungsprozesse selbst (siehe hierzu Abbildung 3) und zu Ver-
änderungen in den damit verbundenen Wertschöpfungs- und Akteursketten. Die
operative Planung dieser Umsetzungsprozesse und die Realisierung der Umset-
zung findet im Rahmen des Innovationsprozesses im Umsetzungsprogramm
statt (siehe Abbildung 2). Das im Rahmen der Neuproduktplanung zu erarbei-
tende Realisierungskonzept beinhaltet die wesentlichen Planvorgaben und An-
forderungen an die verschiedenen Produktentstehungsprozesse bzw. Wert-
schöpfungsprozesse, und bildet damit den konzeptionellen Rahmen für das
Umsetzungsprogramm. Es beinhaltet aber auch Forschungs- und Entwicklungs-
anforderungen, welche die Entwicklung tangierter technischer Prozesse betref-
fen. Durch die Erarbeitung eines Realisierungskonzepts wird durch die Neupro-
duktplanung die Ausgangs geforderte Integration von Produkt- und Prozesspla-
41 Vgl. dazu z.B. Abbildung: König/Völker 2002, S. 71. 42 Vgl. Runzheimer (1999), S 96.

Produktinnovation und Neuproduktplanung 46
nung bei betrieblichen Produktinnovationsprozessen gewährleistet. Mit dem Re-
alisierungskonzept endet die Neuproduktplanung.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 47 3 Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“
Zur Erfassung der Anforderungen an die Produktentwicklung müssen in einem
ersten Schritt die unterschiedlichen Anspruchsgruppen identifiziert werden. Da-
zu zählen insbesondere die Kunden und Wettbewerber sowie eigene Unterneh-
mensziele und sog. Makro-Mikro-Links, unter denen Ansprüche zusammenge-
fasst werden, die sich aus der Makro-Umwelt des Unternehmens (bspw. Staat,
Verbände, Normen etc.) ergeben.
3.1 Marktanalyse – Fahrradmarkt in Deutschland
3.1.1 Ausgangslage
Mit der Marktuntersuchung „Fahrrad“ sollen allgemeine Informationen zum
Fahrrad, dessen mögliche Typologisierung und Informationen zu möglichen Ver-
triebswegen bereitgestellt werden. Dabei ist es wichtig, den Bestand an Fahrrä-
dern in Deutschland zu dokumentieren, sowie Motive des Fahrradkaufs zu be-
leuchten. Da der Vertrieb hochwertiger Fahrräder vor allem über Einzelhandel
und Direktvertrieb erfolgt, müssen diese Vertriebswege näher untersucht wer-
den, so dass hier artikulierte Kundenanforderungen erfasst werden können. Ge-
klärt werden muss weiterhin, wie ein kontinuierlicher Informationsfluss zwischen
Marktforschung und Produktentwicklung organisiert werden kann.
Das Fahrrad hat auch in Deutschland als Verkehrsmittel für Alltags- und Freizeit-
fahrtzwecke erhebliche Bedeutung erlangt. Erhebungen zur Verkehrsmittelwahl
dokumentieren den hohen Rang des Radverkehrs bei der innerörtlichen Ver-
kehrsabwicklung.43 Fahrradfahren ist umweltfreundlich, energie- und platzspa-
rend sowie für die Fahrradfahrer konditions- und damit gesundheitsfördernd.
43 Vgl. „Erster Bericht der Bundesregierung über die Situation des Fahrradverkehrs in der
BRD“ (1998), S. 1.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 48 Das Fahrrad stellt für viele tägliche Fahrten eine Alternative zum Gebrauch mo-
torisierter Individualverkehrsmittel dar. Allerdings ist die Nutzung des Fahrrades
witterungsabhängig und in topographisch ungünstigeren Gebieten einge-
schränkt.
3.1.2 Verschiedene Radtypen
Wie viel Radtypen es wirklich gibt, kann wohl niemand so genau sagen. Fürs
klassische Fahrrad gibt es heutzutage zahlreiche Begriffe. Heute heißt ein Fahr-
rad schon lange nicht mehr schlicht Fahrrad. Es gibt Citybikes, Trekkingräder,
Cross-Bikes, Reiseräder, Streetbikes, natürlich Mountainbikes, aber auch Falt-
und Liegeräder. Hinzu kommen noch Rennräder, Triathlonbikes, Cruiser, vollge-
federte Velos (sog. Fullies) und solche, die nur über eine gefederte Gabel verfü-
gen (Hardtails). Nicht zu vergessen die Drahtesel mit einem extra tiefen Durch-
stieg (Easy-Boarding-Bikes), und andere mit einem zusätzlichen Antrieb durch
einen Elektromotor (E-Bikes).44 Die Auswahl an Fahrradmodellen ist überwälti-
gend. Die meisten angebotenen und genutzten Fahrräder haben sich jedoch –
bei aller Unterschiedlichkeit – seit 100 Jahren in ihrer Grundkonzeption nicht
verändert. Das betrifft vor allem den Rahmen, die Sitzposition, den Antrieb, die
Laufräder und die Lenkvorrichtung. Durch den Einsatz neuer Materialien, Feder-
elemente sowie anderer Komponenten hat sich aber in den letzten Jahren der
Fahrkomfort, die Stabilität und die Belastbarkeit der Fahrräder erhöht.
Das Trekkingrad
Das Trekkingrad besitzt einen sehr großen Einsatzbereich. Dieser Fahrradtyp ist
mit allen Komponenten und Ausstattungs-Teilen ausgerüstet, die für die Nut-
zung auf öffentlichen Straßen erforderlich sind. Dies ermöglicht den Einsatz in
der Stadt ebenso gut wie auf einer Radtour. Weiterhin lassen sich auch Waldwe-
ge mit diesen stabilen Bikes problemlos befahren. Trekkingräder stellen einen
Kompromiss zwischen den robusten Mountainbikes und leichtlaufenden Renn-
44 Vgl. www.fahrradtest.de (Stand 3.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 49 rädern45 dar. Der stabile Rahmen und der große Schaltungsbereich der Moun-
tainbikes in Verbindung mit den leichtlaufenden 28-Zoll Laufrädern der Sport-
räder bilden eine Synthese, die für viele Radler zunehmend interessant wird. Des
Weiteren verfügt dieser Fahrradtyp meist über einen geraden Lenker und einen
stabilen Gepäckträger. Durch die vergleichsweise schmalen Reifen besitzt es
sehr gute Laufeigenschaften. Der große Übersetzungsbereich (überwiegend 21-,
24- oder 27 Gänge) ermöglicht auch längere Bergpassagen. Auf Grund der gro-
ßen Laufräder eignen sie sich auch für groß gewachsene Menschen. Es gibt aber
mittlerweile auch Varianten mit 26-Zoll-Rädern.46 Mit der Auswahl der Reifen,
grob- oder feinstollig, besteht die Möglichkeit eine Anpassung an das überwie-
gende Einsatzgebiet vorzunehmen. Im Gegensatz zum Cityrad sind Trekkingrä-
der überwiegend mit Kettenschaltungen und mit Vorder- und Hinterrad-
Felgenbremse ausgerüstet. Gabel- und Rahmenfederungen werden auch bei
diesen Produkten verstärkt eingesetzt, um den Komfort zu erhöhen. Durch die
vielfältigen Einsatzbereiche dieses Fahrradtyps wird eine hohe Alltagstauglichkeit
gewährleistet. Zu den Trekkingbikes werden auch die All-Terrain-Bikes (die man
kurz ATB nennt) und die Crossräder gezählt. Beides sind sportliche Varianten
dieses Typs, die vor allem dadurch auffallen, dass sie ohne Schutzbleche und
Lichtanlage ausgeliefert werden.
3.1.3 Absatz von Neurädern
Die deutschen Hersteller von Fahrrädern bilden eine vergleichsweise kleine
Branche von überwiegend Klein- und Mittelbetrieben.
Die Statistik für die Fahrradbranche ist deutlich unterentwickelt. Es gibt weder
allgemeinverbindliche Begriffe zu den Fahrradtypen, noch eine Verpflichtung
von Herstellern und Handel, detaillierte Angaben über ihre Produkte bzw. den
Absatz zu machen.
45 Vgl. www.klodt.de/bikes.htm (Stand 2.12.02) 46 Vgl. www.fahrradtest.de (Stand 3.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 50 Aus diesem Grund beruhen viele Zahlen auf Schätzungen und Umfragen sowie
Veröffentlichungen der Verbände.47 Unter dem Fahrradmarkt wird hier das
Marktgeschehen rund um das Fahrrad gesehen. Dabei geht es im Besonderen
um den Verkauf von neuen und gebrauchten Fahrrädern aber auch um den
Verkauf von Fahrradteilen und Zubehör, sowie die gesamte Produktperipherie
(Garantieleistungen, Service etc.). Vielfach wird der Fahrradmarkt als Teil des
großen Freizeitsektors gesehen, auf dem die Deutschen über 110 Mrd. Euro im
Jahr ausgeben.48
Das Fahrrad erfreut sich zunehmender Beliebtheit als Verkehrsmittel, als Frei-
zeit- und Sportgerät und auch für Reisen. Der Kauf von Fahrrädern erfolgt aus
verschiedenen Gründen:49
▪ als erstes Fahrrad, z.B. für Kinder/ Jugendliche (Erstbedarf),
▪ als Ersatz für alte, nicht mehr als tauglich empfundene oder defekte Fahrrä-
der (Ersatzbedarf),
▪ als Zweitrad für besondere Anlässe,
▪ als (zusätzliches) Funktionsrad bzw. Spezialrad (z.B. Rennmaschine zum
Training, Transportrad, etc.).
Für den Ersatzbedarf von Fahrrädern spielt vor allem die auch subjektiv definier-
te Lebensdauer eine wichtige Rolle. Der Begriff der Lebensdauer muss heutzu-
tage differenziert betrachtet werden, da nicht nur irreparable technische Defekte
zum Neukauf führen, sondern auch zum Wert des Fahrrades unverhältnismäßig
hohe Reparaturkosten. Des Weiteren kommt die sog. technische und optische
Veralterung hinzu. Dabei hat der Verbraucher das Gefühl, sein altes, aber noch
funktionsfähiges Fahrrad sei nicht mehr zeitgemäß und entspreche, angesichts
der vielen Neuentwicklungen der letzten Jahre, nicht mehr seinen Bedürfnissen.
Laut statistischem Bundesamt besitzen 75,1% aller 35,1 Mio. Haushalte in
47 Vgl. www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 34f.;Stand 9.12.02) 48 Vgl. www.statistischesbundesamt.de (Stand 9.12.02) 49 Vgl. www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 34f.;Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 51 Deutschland mindestens 1 Fahrrad, wobei der Gesamtbestand an Fahrrädern in
Deutschland 2001 bei ca. 65 Mio. lag.50 Damit liegt Deutschland weiterhin deut-
lich an der Spitze Europas. Das Fahrrad ist damit in Deutschland das am
Abbildung 7: Der Fahrradbestand in Deutschland 2001
www.ziv-zweirad.de (Stand 9.12.02)
weitesten verbreitete Fahrzeug (zum Vergleich: PKW-Bestand 44 Mio.). Jedoch
befindet sich nur ein Teil des Fahrradbestands auch im Einsatz. Der Rest
„gammelt“ in Kellern oder Garagen ungenutzt vor sich hin. Die durchschnittliche
Lebensdauer von Fahrrädern wird mit 10 Jahren angenommen. Die Lebensdau-
er bei „DINplus“ geprüften Fahrrädern wird jedoch differenziert nach den ver-
schiedenen Fahrradtypen betrachtet. Dabei hat das „DINplus“ Zertifizierungs-
programm die Regelwerke DIN 79.100-2 und die StVZO zur Grundlage und geht
von einem typenabhängigen Leistungsprofil aus.
50 Vgl. www.ziv-zweirad.de (Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 52
Abbildung 8: Vergleich der Anforderungen von DIN und „DINplus“
www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm
(Probelehrbrief S. 48.; Stand 9.12.02)
Dabei ist zu erkennen, dass die Lebensdauer speziell von Trekking- und Cityrä-
dern deutlich höher (15 bzw. 20 Jahre) angesetzt wird. Dies resultiert vor allem
aus den erhöhten Prüfanforderungen nach „DINplus“ hinsichtlich dynamischer
und statischer Prüfungen am Fahrrad. Der Absatz von Neurädern hat sich in den
letzten 20 Jahren sehr schwankend entwickelt, bewegt sich aber jetzt auf sehr
hohem Niveau. 2001 betrug die Inlandsanlieferung (heimische Produktion plus
Importe minus Exporte) 4,5 Mio. Fahrräder.51 Damit ist Deutschland das wich-
tigste Nachfrageland für Fahrräder. Die durchschnittlichen Verkaufspreise, die
auf das Qualitätsniveau hinweisen, haben sich erfreulich entwickelt: sie kletter-
ten von 110 Euro im Jahr 1980 auf gegenwärtig über 360 Euro über alle Model-
le und Vertriebswege.
51 Vgl. www.ziv-zweirad.de (Stand 9.12.02)
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 53 Dieser Anstieg ist vor allem durch bessere Ausstattungen der Fahrräder (z.B.
Federgabeln, Aluminiumrahmen etc.) zu erklären. Im Fachhandel, der bera-
tungsintensivere Produkte vertreibt, lag der Durchschnittspreis bei rund 556 Eu-
ro.52 Der deutsche Fahrradmarkt musste nach Aussagen des Zweirad-Industrie-
Verbandes (ZIV) im Jahr 2001 deutliche Rückgänge bei den Stückzahlen hin-
nehmen. Zu Jahresbeginn verzögerte das schlechte Wetter den Saisonstart und
nach den Terroranschlägen vom 11.September war auch kein zufriedenes
Herbstgeschäft mehr zu verzeichnen. Außerdem hat sich im ganzen Jahr 2001
die negative Konjunkturentwicklung ausgewirkt.
3.1.3.1 Modellanteile Fahrräder in Deutschland
Im Jahr 2001 war ein Trend zum Komfortfahrrad (bspw. Verbesserte Fede-
rungs-, Brems-, Beleuchtungs- und Schaltungstechnik) in Verbindung mit quali-
tativ und quantitativ gesteigerten Radtouristikangeboten deutlich zu erkennen.
Profitiert haben davon vor allem die Modellgruppen City- und Trekkingrad, die
jeweils 25% des Marktes umfassen. All-Terrain-Bikes (Mountainbikes mit Stra-
ßenverkehrsausstattung) erreichten 19%, die sportlich genutzten Mountainbikes
lagen bei 10%. Die gesamte Modellgruppenaufteilung ist in Abbildung 9 darge-
stellt. Die ebenfalls komfortorientierten Fahrräder mit Elektrounterstützung (E-
Bikes) konnten im rückläufigen Markt des Jahres 2001 noch keinen Durchbruch
schaffen. Der Verkauf stagniert bei ca. 15-20.000 Stück, bei Durchschnittsprei-
sen von über 1.000 Euro.
52 Vgl. SAZbike Nr. 2/ 3.2.2003.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 54
Abbildung 9: Modellgruppenaufteilung (Inlandsanlieferung) 2001
www.ziv-zweirad.de (Stand 9.12.02)
3.1.3.2 Vertriebswege für Fahrräder in Deutschland
Vertriebsstrukturen
Der Weg eines Fahrrades von der Fabrik zum Endverbraucher ist weit, bspw.
durchläuft es nach der Fertigung oftmals die folgenden Prozesse: Verpackung,
Versand, Auspackung, ggf. Kundenberatung und Anpassung sowie Verkauf.
Der Fahrradhandel in Deutschland ist, Erhebungen des Statistischen Bundesam-
tes zufolge, mittelständisch strukturiert. Insgesamt gibt es 10.602 Handelsbe-
triebe für Zweiräder mit 43.442 Mitarbeitern die rund 8 Mrd. Euro Umsatz jähr-
lich erzielen:
51 % der Betriebe beschäftigen weniger als 3 Mitarbeiter, erreichen aber nur
einen Umsatzanteil von 17%.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 55 42% der Betriebe beschäftigen 3-9 Menschen, wobei 46% aller im Zweirad-
handel Beschäftigten hier 46% des Gesamtumsatzes erwirtschaften.
Abbildung 10: Umsatzverteilung nach Betriebsgrößen im Zweiradhandel
Fernlehrgang Fahrrad-Einzelhandel: Die Fahrradbranche heute, S. 132.
6% der Unternehmen beschäftigen 10-50 Menschen und damit 23% aller
Mitarbeiter der Branche. Der Umsatzanteil beträgt 27%.
Der verbleibende Rest verteilt sich auf 41 Großbetriebe mit mehr als 50
Menschen.
Im Folgenden geht es um die Möglichkeiten des Verbrauchers zum Fahrrad zu
gelangen. Der Endverbraucher hat diverse Einkaufsmöglichkeiten für Fahrräder
und Produkte rund ums Fahrrad. Fahrräder werden in Deutschland über die un-
terschiedlichsten Vertriebskanäle vertrieben. Möglich sind dabei: der Fachhan-
del, Fachmärkte, Kaufhäuser, Versandhandel sowie branchenfremde Anbieter
wie Autohäuser und Baumärkte.
% der Betriebe
51%42%
6% 1%
Umsatz in %
17%
46%
27%
10%
bis 3 MA
3 bis 9 MA
10 bis 50
mehr als 50
Der Fahrradhandel in Deutschland

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 56
Abbildung 11: Anteile der Vertriebswege für Fahrräder in Deutschland
www.ziv-zweirad.de (Stand 9.12.02)
Der Fachhandel konnte seinen Anteil gegenüber dem Vorjahr um einen Pro-
zentpunkt auf 53% erhöhen und behauptete sich damit im schwierigen Ge-
schäftsjahr 2001 am besten. SB-Warenhäuser, Baumärkte und Lebensmittelein-
zelhandel erreichten einen Anteil von 39% vor den Versandhäusern (5%) und
den übrigen Anbietern (3%). Abbildung 11 veranschaulicht die Anteile der Ver-
triebswege.
Die verschiedenen Anbieter leisten sehr Unterschiedliches, sowohl was das Pro-
dukt- und Preisniveau angeht, als auch den Leistungsumfang und die Verkaufs-
atmosphäre. Da die Kundenbedürfnisse ebenso verschiedenartig sind, wird es
auch weiterhin diverse Vertriebsformen für Fahrräder und Zubehör geben.53
53 Quelle der folgenden Ausführungen: Herresthal, A. (2002), S. 131-155.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 57 Der Fachhandel
Der Fachhandel zeichnet sich grundsätzlich dadurch aus, dass er sich auf eine
bestimmte Produktgruppe, bspw. Fahrräder und Zubehör konzentriert ist. Auf
diesem Gebiet liegen seine Kernkompetenzen. Der Fachhandel bietet eine Sor-
timentsauswahl, qualifizierte Beratung, Ersatzteilversorgung und Reparaturservi-
ce an. Sein Ziel ist nicht der einmalige Verkauf, sondern eine möglichst langfris-
tige Kundenbindung. Der von ihm betriebene Aufwand hinsichtlich Qualifikation,
Sortimentsbreite, Kundenberatung und Service ist deutlich größer als der von
anderen Anbietern. Aus diesem Grunde sind seine Produkte meist teurer. Ob-
wohl dieser Sachverhalt plausibel zu erklären ist, muss der Fachhandel darauf
achten, dass eine direkte Vergleichbarkeit der Preise vermieden wird. Dies kann
bspw. durch eine Abgrenzung im Sortiment erfolgen. Im Allgemeinen ist das
Qualitätsniveau im Fachhandel höher als das bei anderen Anbietern der Fall ist.
Dennoch kann es vorkommen, das z.B. branchenfremde Anbieter, Ware anbie-
ten, die auch der Fachhändler anbietet. Dies ist meist bei Ersatz- und Zubehör-
produkten, wo viele Kunden eine intensive Beratung für verzichtbar halten, der
Fall. Gerade in diesen Bereichen ist die Konkurrenz durch andere Anbieter für
den Fachhandel sehr schmerzhaft.
Fachmärkte
Fachmärkte sind eine relativ neue Erscheinung und häufiger auf der „Grünen
Wiese“ zu finden. Sie sind in der Regel großzügig angelegt und bieten eine ent-
sprechend große Auswahl an. Im Gegensatz zu Kaufhäusern bieten sie aus-
schließlich Produkte rund ums Fahrrad und können durchaus qualifiziertes Per-
sonal haben. Der Unterschied der Fachmärkte zum Fachhandel liegt in der Grö-
ße (größer) und der Sortimentstiefe (meist geringer). Die Konzeption des Fach-
marktes liegt eindeutig im Verkauf neuer Räder und Zubehör. Bei Kaufhäusern
und Fachmärkten steht der reine Verkaufsaspekt im Mittelpunkt des Geschäfts
und damit der einträglichste Teil dessen, wovon der Fachhändler leben muss.
Beratung und Werkstatt werden nur in dem Umfang angeboten, der für den

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 58 Verkauf erforderlich ist. Flächenmäßig sehr große Fachmärkte unterhält die
französische Handelskette Décathlon.
Kaufhäuser
Je nach Zielgruppe des Kaufhauses kann das Angebot sehr unterschiedlich sein,
von Schund bis zur gehobenen Mittelklasse. Manche Räder (z.B. bei Karstadt)54
sind qualitativ durchaus mit Produkten aus dem Fachhandel vergleichbar. Das
Niveau der Beratung liegt im Durchschnitt deutlich unter dem des Fachhandels.
Das Ersatzteilangebot ist häufig sehr gering und auf die gängigsten Artikel be-
schränkt. Viele Kaufhäuser verfügen über eine Werkstatt, die aber mehr der
Endmontage und für Reklamationsfälle dient, als für Reparaturen.
Der Versandhandel
Die Versender haben eine günstigere Kostenstruktur (geringere Mieten, da
verbraucherfern; kaum Beratungsaufwand; Präsentation nur per Katalog) und
sind deshalb oft billiger, als der Fachhandel es sein kann. Besonders unfair wird
es dann, wenn sich der Konsument im Fachhandel kostenlos beraten lässt und
dann im Versandhandel einkauft. Wegen der oftmals sehr günstigen Preise hat
der Versandhandel Einfluss auf den Fachhandel, der es sich nicht leisten kann,
die Preisdifferenz zum Versender allzu groß werden zu lassen. Bekannte Ver-
sandhändler sind die Frankfurter Firma Brügelmann, der Bielefelder Bicycles
Versand und der Bocholter Rose Versandhandel. Zahlreiche Versender betreiben
neben dem Verkauf per Katalog zusätzlich ein Einzelhandels- Fachgeschäft vor
Ort. Neben diesen fahrradorientierten Kataloganbietern gibt es weitere, die ei-
gentlich mehr Gemischtwaren-Versandhändler sind. Das Produktsortiment ist
dabei oft unter einem bestimmten Motto zusammengestellt.
54 Absatz ca. 110.000 Räder im Jahr, Durchschnitts- VK: 350 Euro.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 59 Erwähnenswert ist hier der branchenübergreifende Versandhandel Manufaktum,
der durchweg hochwertige sowie langlebige und damit reparaturfähige Fahrrä-
der anbietet. Er gewährleistet zudem eine gute Ersatzteilversorgung für Ver-
schleißteile. Das Motto lautet hier: „Es gibt sie noch, die guten Dinge“.
Neben den genannten fahrradorientierten sowie unter einem Thema stehenden
Versendern gibt es zwei weitere große, die eher etwas von einem bunten Kauf-
hausangebot haben: Quelle und Neckermann. Beide haben schon seit Jahrzehn-
ten Fahrräder im Programm, wobei sich Quelle mit der Eigenmarke Mars einen
guten Ruf erworben hat.
Internet Shopping
Eine relativ neue Einkaufsmöglichkeit für Endverbraucher ist das Internet Shop-
ping. Die Zahl der Kaufabschlüsse über das Internet steigt stetig an. Klar ist,
dass das Internet das Kaufverhalten der Konsumenten beeinflusst, jedoch ist
noch unklar, in welcher Art und Weise dies geschieht. Das Internet bietet dem
Verbraucher in jedem Fall die Möglichkeit, sich vorab beim Produkthersteller
über das Angebot und die Produkteigenschaften sowie bei Internet-Anbietern
über Preise zu informieren. Die bisherigen Erfahrungen im Fachhandel haben
gezeigt, dass das Internet Shopping vor allem von Anbietern genutzt wird, die
bereits zu den Versendern gehörten (z.B. Bicycle AG in Bielefeld, Karstadt etc.).
Der Fahrradkauf über das Internet ist besonders für die Endverbraucher-
Zielgruppe interessant, die genau weiß, was sie kaufen will und für das verlangte
Produkt wenig oder keine persönliche Beratung benötigt. Besonders gut zum
Internet Shopping passen Ersatzteile und Zubehör. Immer mehr Fahrradhändler
nutzen das Internet als „virtuelles Schaufenster“ ihres Geschäfts, ohne jedoch
den Verkauf hierüber abzuwickeln. Die Homepage dient also dem Marketingauf-
tritt und der Präsentation des Unternehmens. Eine besondere Nutzung des In-
ternets hat der Fahrradhersteller Utopia entwickelt, bei dem der Verbraucher die
gewünschte Zusammenstellung und auch eine konkrete Bestellung über das
Internet tätigen kann.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 60 Die Endmontage, Anpassung und Auslieferung des Rades erfolgt dann dennoch
ganz normal über einen Utopia-Fachhändler.
Branchenfremde Anbieter
Eine mittlerweile sehr große Konkurrenz für den Fachhandel stellen die bran-
chenfremden Anbieter dar. Diese haben oft eine geringe Auswahl und wenig
bzw. keine Beratungskompetenz und verfügen fast nie über eine Werkstatt oder
ein Ersatzteilsortiment für notwendige Reparaturen. Die Kostenstruktur liegt er-
heblich unter der des Fachhandels, wodurch sie oft als Preisbrecher agieren
können.
Baumärkte
Qualität und Preisniveau der hier angebotenen (nicht fahrfertig montierten) Rä-
der sind in der Regel äußerst niedrig. Trotzdem werden nicht unerhebliche
Stückzahlen über diesen Vertriebsweg abgesetzt. Hier gibt es kein kontinuierli-
ches Fahrradprogramm, sondern mehr Tagesangebote mit „Schnäppchen“-
Charakter.
Auch die Metro ist ein Vermarkter von großen Stückzahlen an Fahrrädern, wobei
auch hier das Qualitätsniveau in der Regel recht niedrig ist.
Der Kaffeeröster Tchibo verkauft schon seit vielen Jahren – stets zum Frühjahr –
ein Sortiment von Fahrrädern und Zubehör. Seit etwa fünf Jahren gibt es eine
Tendenz zu höherwertigen Rädern der 350 Euro-Preisklasse, was dem Fachhan-
del deutlich Konkurrenz macht. Auch der Verkauf von Zubehörartikeln verdirbt
dem Fachhandel eindeutig die Preise. Der Verkauf von Fahrrädern über diesen
Vertriebsweg ist für den Kaffeeröster kein unbedeutendes Nebengeschäft. Die
Fahrräder und das Zubehörprogramm können in vielen Tchibo-Filialen ange-
schaut und auch gekauft werden. Weiterhin können die Räder auch per Katalog
geordert werden, die Lieferung erfolgt in „vormontierten Zustand“ direkt nach

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 61 Hause. Die extrem schlanke Kostenstruktur bringt dem Kaffeeröster satte Ge-
winne.
Autohäuser
Die Automobil-Industrie nutzt das Fahrrad überwiegend zum Image-Transfer,
wobei das Automobil von dem sportlich-ökologischen Image des Fahrrads profi-
tieren soll. 1997 ließen Autohäuser in Deutschland rund 100.000 Fahrräder für
sich montieren. Dabei gehen die Preise bis max. 5.000 Euro (Porsche). Die Zu-
kunft wird zeigen, ob sich das Fahrrad-Engagement auch wirtschaftlich rechnet.
Werksverkauf
Der Verkauf von Fahrrädern ab Werk ist für den „schnäppchensüchtigen“
Durchschnittsdeutschen sehr interessant, wobei der Fachhandel wiederum we-
nig darüber erfreut ist. So gibt es in machen Gegenden in der Nähe eines Fahr-
radherstellers schon kaum noch Fachhändler.
Insgesamt kann festgestellt werden, das in Deutschland jährlich Tausende von
Rädern über branchenfremde Anbieter vertrieben werden.
3.1.3.3 Anteile der Inlandsanlieferung in Deutschland 2001
Nach dem Rekordjahr 2000, in dem über 5 Mio. Fahrräder in Deutschland ver-
trieben wurden, konnte im Jahr 2001 immerhin eine Inlandsanlieferung
(=Produktion minus Export plus Import) von knapp über 4,5 Mio. Fahrräder er-
reicht werden.
Die deutsche Produktion lag 2001 unter der 3-Millionenmarke. Dies bedeutet
einen Rückgang von rund 12%. Die Zahl der Importe nach Deutschland ging um
16% zurück und lag bei knapp 1,8 Mio. Fahrrädern. Im Gegensatz dazu konnte
der deutsche Export, der im Wettbewerb mit preisaggressiven Konkurrenzpro-
dukten aus Osteuropa und Asien steht, mit 260.000 exportierten Fahrrädern
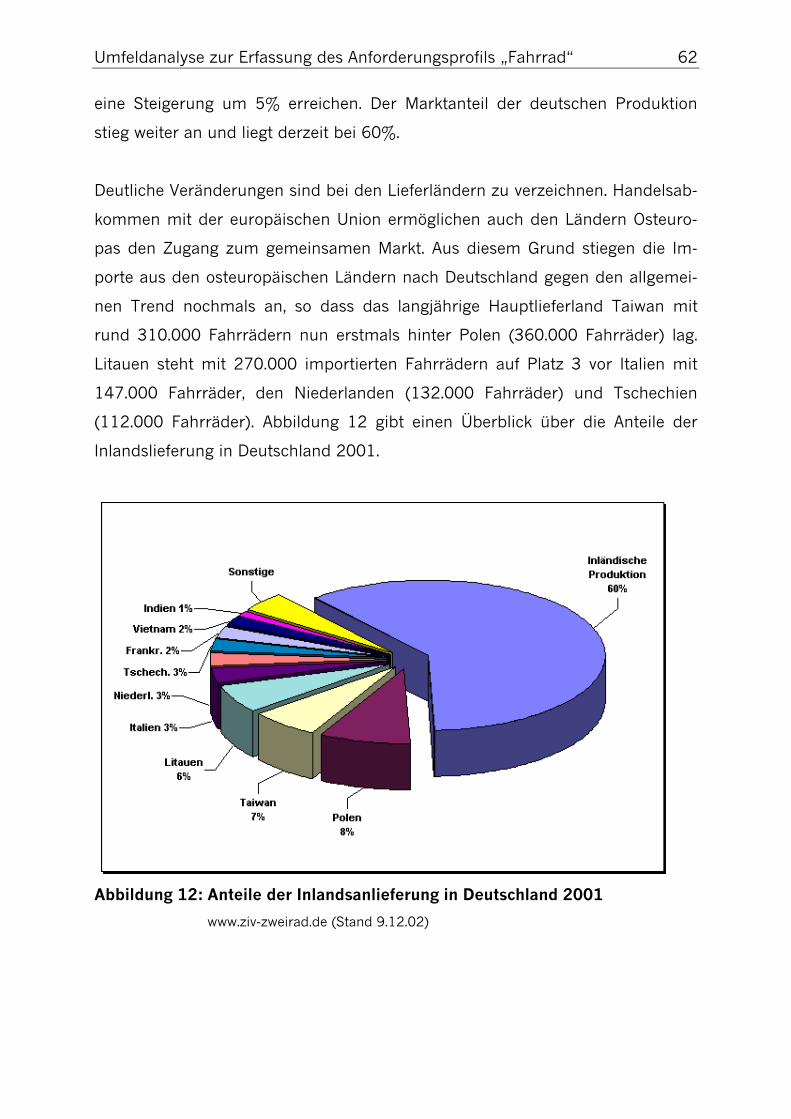
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 62
eine Steigerung um 5% erreichen. Der Marktanteil der deutschen Produktion
stieg weiter an und liegt derzeit bei 60%.
Deutliche Veränderungen sind bei den Lieferländern zu verzeichnen. Handelsab-
kommen mit der europäischen Union ermöglichen auch den Ländern Osteuro-
pas den Zugang zum gemeinsamen Markt. Aus diesem Grund stiegen die Im-
porte aus den osteuropäischen Ländern nach Deutschland gegen den allgemei-
nen Trend nochmals an, so dass das langjährige Hauptlieferland Taiwan mit
rund 310.000 Fahrrädern nun erstmals hinter Polen (360.000 Fahrräder) lag.
Litauen steht mit 270.000 importierten Fahrrädern auf Platz 3 vor Italien mit
147.000 Fahrräder, den Niederlanden (132.000 Fahrräder) und Tschechien
(112.000 Fahrräder). Abbildung 12 gibt einen Überblick über die Anteile der
Inlandslieferung in Deutschland 2001.
Abbildung 12: Anteile der Inlandsanlieferung in Deutschland 2001
www.ziv-zweirad.de (Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 63 3.1.4 Der Gebrauchträdermarkt
Konkrete Zahlen über das Umsatzvolumen des Gebrauchträdermarktes existie-
ren bisher nicht, da es sich zum größten Teil um Verkäufe von Privat an Privat
handelt. Vertriebswege von Gebrauchträdern sind Besitzerwechsel innerhalb der
Familie oder des Bekanntenkreises, sog. „Schwarze Bretter“, Kleinanzeigen,
Flohmärkte, Internet sowie zu einem geringen Teil auch Verkäufe über den Fahr-
radeinzelhandel. Gebrauchtmärkte im World Wide Web erfreuen sich wachsen-
der Beliebtheit, weil es mit diesem Medium möglich ist, schnell und bequem auf
eine große Anzahl von Verkaufsangeboten und Kaufgesuchen zuzugreifen (z.B.
www.radfinder.de/ www.ebay.de/). Der ADFC veranstaltet einen zentralen Fahr-
radmarkt an jedem 1. Samstag im Monat an der Bonner Uni, auf dem der Kauf
eines Gebrauchtrades nach entsprechender Begutachtung möglich wird. Auf
den vom ADFC organisierten Fahrradmärkten werden üblicherweise rund 200
Gebrauchträder von Privatleuten angeboten. Die Palette reicht vom Stadtrad ü-
ber Mountainbikes bis hin zu Sporträdern, vom Kinder- und Jugendrad über
Fahrradanhänger bis hin zu Kindersitzen und Fahrradersatzteilen. Die Räder
werden vom ADFC registriert, um auszuschließen, dass Diebesgut auf den Märk-
ten verkauft wird (www.adfc-bonn.de). Eine Möglichkeit das Frustpotenzial beim
Gebrauchtradkauf zu senken, ist der Gebrauchtradkauf vom Händler - mit der
Garantie, dass alles funktioniert oder Neuräder zweiter Wahl, die oftmals ledig-
lich Kratzer haben. In sog. Fahrradwerkstätten werden sowohl Markenräder
zweiter Wahl, als auch gewartete Gebrauchträder angeboten, wobei die meisten
bei ca. 250 Euro liegen. Es gibt eine Garantie von zwei Jahren und die erste In-
spektion ist kostenlos. Gebrauchträder starten preislich bei 50 Euro - wenn es
welche gibt – und erhalten z.T. eine Garantie von einem Jahr. (www.taz.de). In
kleiner Anzahl gibt es auch Fahrradläden, die trotz des oftmals hohen Arbeits-
und Materialaufwands ausschließlich Gebrauchträder verkaufen (www.taz.de).
Der Fahrradeinzelhandel in Deutschland hat jedoch zum Verkauf von Ge-
brauchträdern ein gespaltenes Verhältnis, wobei er bspw. in Holland stark an
diesem Markt beteiligt ist. Dieses gespaltene Verhältnis resultiert vor allem dar-
aus, dass einerseits ein nicht unerhebliches Marktvolumen am Fahrradeinzel-

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 64 handel vorübergeht und andererseits jedoch zahlreiche Probleme mit dem Ver-
kauf von Gebrauchträdern verbunden sind:55
Emotionale Aversionen: Der Fachhändler verkauft lieber Neuräder.
Konfliktpunkte beim Ankauf: Oftmals hoher Zeitaufwand bei schwierigen
Ankaufsverhandlungen sowie häufig unrealistische Preisvorstellungen des
Verkäufers und Probleme beim Beibringen des notwendigen Eigentums-
nachweises.
Versteckte Risiken: Häufig können nicht alle Mängel im Produkt sofort er-
kannt werden, so dass dieser Risikofaktor mit in die Kalkulation einfließen
muss.
Steuerliche Probleme: Obwohl mittlerweile bei Gebrauchträdern nur noch
der Differenzbetrag zwischen An- und Verkaufspreis mehrwertsteuerpflichtig
wird, ist dies buchungstechnisch ziemlich aufwendig, da der Ankaufsbeleg
jetzt mit zur Buchhaltung gehört.
Absatzrisiko: Gerade ausgefallene Modelle (Typ, Farbe, Rahmenhöhe, Aus-
stattung) lassen sich oft schlecht verkaufen.
Gewährleistungsansprüche: Obwohl Gebrauchte Räder „wie besehen“ ver-
kauft werden, kann es sich kein Händler leisten, Kunden zu verärgern, so
dass der Händler auch beim Gebrauchtrad aus seinem Hause innerhalb ei-
ner gewissen Zeitspanne kulant sein muss.
Haftungsrechtliche Probleme: Im Schadensfall bleibt die Produkthaftung mit
hoher Wahrscheinlichkeit am Fachhändler hängen. Außerdem gibt es hier
noch große Unsicherheiten und Wissenslücken.
55 www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 40f.;
Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 65
Wertentwicklung von Gebrauchträdern
3000
16501400
12001000 900 800 750900
500 400 350 300 250 200 1500
500
1000
1500
2000
2500
3000
3500
0 1 2 3 4 5 6 7
Wert in Jahren
in E
uro Edelbike
Mittelklassebike
In Anbetracht derart vieler Problem- und Risikofelder muss die Kalkulation auf
Gebrauchtfahrräder schon erheblich sein und genau dies verursacht weiter
Probleme. So kann es bspw. sein, dass der von einem Kunden als angemessen
erachtete Preis für die Inzahlungnahme eines Jahresrades über dem Einkaufs-
preis des Fachhändlers für dieses Fahrrades im Neuzustand liegt. Wenn der
Fachhändler nun versucht den Preis auf ein für ihn lohnendes Niveau zu drü-
cken, so ist die Gefahr groß, den Verkäufer des Gebrauchtrades als Kunden dau-
erhaft zu verärgern und damit zu verlieren.
Eine mögliche Lösung für den Fachhandel liegt darin, genau zu untersuchen,
welche Gebrauchträder in welcher Preisklasse sich gut verkaufen, und sich auf
den Handel mit diesen zu beschränken.
Als Orientierung zur Wertermittlung höherwertiger Gebrauchträder dient die sog.
„Schwacke-Liste“ (siehe Abbildung 13), in der die meisten Modelle der verschie-
denen Jahrgänge preislich bestimmt sind.
Abbildung 13: Wertverlust von Gebrauchträdern
www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm
(Probelehrbrief S. 42; Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 66 Den größten Wertverlust erleiden die Räder im ersten Gebrauchsjahr.
Abbildung 14: Wiederbeschaffungswert älterer Fahrräder
www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm
(Probelehrbrief S. 43; Stand 9.12.02)
Dem Verkauf von Gebrauchträdern ist insgesamt ein hoher ökonomisch-
ökologischer und auch sozialer Stellenwert beizumessen, da die 3,5 Millionen
jährlich auf dem Sperrmüll landenden Alträder aufgrund ihres Materialmixes
aus verschiedenen Metallen und metallischen Überzügen sowie zahlreichen
Kunststoffen Sondermüll sind.56 Die Zahl der unbrauchbar gewordenen Räder
wächst von Jahr zu Jahr. Trotz der Möglichkeit, Fahrräder über den Sperrmüll zu
entsorgen, landen viele ausgediente Fahrräder einfach in Hinterhöfen, an Stra-
ßen, Fahrradständern oder werden an Bahnhöfen stehen gelassen, wo sie dann
vor sich hinrosten.
56 Vgl. www.bund.net
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 67 Neben dem Verkauf von Gebrauchträdern bieten sich auch zahlreiche andere
Möglichkeiten an, das ausgediente Fahrrad an den Mann bzw. die Frau zu brin-
gen. Fast überall gibt es Initiativen, die alte Fahrräder reparieren oder aus-
schlachten. Mit neuer Farbe und Ersatzteilen ausgestattet, werden die Räder
später an sozial schwache oder bedürftige Menschen weitergegeben oder in är-
mere Regionen der Welt geschickt (sog. Wegrüsten57). So können vorhandene
Ressourcen wieder verwertet und Umweltbelastungen vermieden werden, denn
leider existiert noch immer kein flächendeckendes Recyclingsystem für Fahrrä-
der. Der Handel ist bislang nicht verpflichtet, alte Fahrräder zurückzunehmen.58
3.1.5 Der Markt für Fahrradteile und Zubehör/ Produktperipherie
Der Markt für Fahrradteile hat in den vergangenen zehn Jahren deutlich an Be-
deutung gewonnen und umfasste nach Schätzungen 1997 ein Volumen von ca.
1,6 Mrd. Euro. Innerhalb dieses Marktes können die folgenden Nachfragesituati-
onen unterschieden werden:59
Ersatzbedarf
Hier geht es um die Notwendigkeit, nicht mehr funktionstüchtige Teile zu er-
neuern. Dabei kann es sich sowohl um technische (z.B. verschlissenes
Schaltwerk) oder optische Mängel handeln.
Verbesserungsbedarf
Besteht, wenn das auszutauschende Teil zwar noch funktionsfähig ist, aber
nicht mehr den gestiegenen Bedürfnissen des Nutzers genügt, wobei hier
das subjektive Empfinden des Konsumenten eine wesentliche Rolle spielt.
Zusatzbedarf
Hierbei handelt es sich um Teile, die dem Fahrradfahrer bisher entbehrlich
schienen, die er aber im Laufe der Radnutzung als wichtig erachtet.
57 Vgl. Stahel (1991), S 55ff. 58 Vgl. www.bund.net 59 Vgl. www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 43;
Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 68
Dabei kann es sich um Schutzbleche, Beleuchtungsartikel, Schlösser, Helme,
Fahrradcomputer, Taschen etc. handeln.
Der Ersatzteilverkauf ist ein kontinuierliches Geschäft, bei dem es allerdings
auch Verschiebungen aufgrund höherer Lebensdauern gibt. So ist festzustellen,
dass Reifen heute seltener, Schaltungsketten und Zahnkranzpakete hingegen
öfter benötigt werden. Weiterhin ist der Absatz von teuren „Tuningteilen“ aus
Alu, Titan oder Carbon enorm gestiegen.60
Eine wichtige Funktion für den Zubehörmarkt haben drei umsatzstarke Produkt-
gruppen erhalten, die es vor 15 Jahren noch gar nicht gab: Helme, Computer
und Batterieleuchten. Nach Händlerumfragen beträgt der Anteil von Teilen und
Zubehör am Gesamtumsatz im Fachhandel mittlerweile über 40%. Dabei ist
diese Tendenz besonders für den wirtschaftlichen Erfolg des Fachhandels mit-
entscheidend, da die Kalkulation von Teilen und Zubehör durchschnittlich 20-
30% über der von Fahrrädern liegt. Allerdings werden Fahrradteile und Zubehör
mittlerweile auch von branchenfremden Anbietern angeboten. Der Fahrradtei-
lemarkt ist überwiegend ein Importmarkt, wobei auch zahlreiche Komponenten-
gruppen aus deutscher Produktion exportiert und dann an Fahrrädern montiert
wieder reimportiert werden.61
Neben dem Markt für Fahrradteile und Zubehör zählen auch Garantie-, Finanzie-
rungs- und Serviceleistungen zur Produktperipherie. Dabei bieten die Fachhänd-
ler wie auch Baumärkte und Versender die gesetzlich vorgeschriebene Garantie-
zeit von zwei Jahren auf alle Teile (ausgenommen Verschleißteile) an. Oftmals
gibt es noch Fachhändler- und modellspezifische Zusatzgarantien wie bspw. auf
Rahmen 5-10 Jahre. Wer Fahrräder beim Fachhändler kauft, profitiert von der
meistens angeschlossenen Werkstatt und den kostenlosen Erstinspektionen.
60 Vgl. www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 44;
Stand 9.12.02) 61 Vgl. www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 45;
Stand 9.12.02)

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 69 Bei Reparaturen an Fahrrädern erhalten Kunden mittlerweile auch auf Wunsch
ein Leihrad. Viele Händler bieten beim Fahrradneukauf eine Inzahlungnahme
des alten Fahrrades an. Beim Fahrradkauf über den Versandhandel kümmern
sich sog. Haus-Technik-Service-Abteilungen um Reklamationen und ggf. Repara-
turen. Dabei bieten immer mehr Versender eine kostenlose Service-Hotline an,
die es den Kunden ermöglichen soll Kontakt bzgl. Reklamationen oder Ersatzteil-
fragen aufzunehmen.
3.2 Erfassung von normativen Ansprüchen an das Referenzprodukt „Fahr-
rad“
3.2.1 Ziele
Anforderungen an die Produktentwicklung ergeben sich aus der Formulierung
von Ansprüchen der unterschiedlichsten Gruppen aus der Unternehmensumwelt
an das Produkt. Es ist somit erforderlich diese Gruppen zu ermitteln und die von
ihnen formulierten Anforderungen an das Produkt zu erfassen.
Folgende Erläuterungen beleuchten die Problematik normierter Ansprüche an
ein Fahrrad durch die unterschiedlichsten Anspruchsgruppen.
Dabei müssen alle Ausführungen unter dem Aspekt betrachtet werden, dass das
Fahrrad gleichermaßen ein Verkehrsmittel, ein technisches Erzeugnis und ein
Wirtschaftsgut ist. Wie bei jedem anderen Verkehrsmittel treffen auch beim
Fahrrad in Fragen normierter Ansprüche engagierte Nutzer, wirtschaftlich und
technisch beteiligte Gruppen und, meist in moderierender Funktion, Rechtsex-
perten aufeinander. Diejenigen, die sich „aus wirtschaftlicher Sicht“ mit dem
Produkt „Fahrrad“ befassen, können Importeure, Hersteller, Großhändler und
Fachhändler sein – kurz alle Personen und Gruppen, die aus dem Inverkehrbrin-
gen des Fahrrades als Produkt wirtschaftlichen Nutzen ziehen.62
62 Vgl. Heinrich, C./von der Osten-Sacken, E. (1996), S. 115

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 70 3.2.2 Rechtliche Anforderungen
Rechtliche Anforderungen können in Verkehrssicherheit, Produktsicherheit und
Produktverantwortung gruppiert werden (siehe Abbildung 14). Im Folgenden
werden wir auf diese Anforderungen näher eingehen.
rechtliche Anforderungen
Verkehrssicherheit Produktsicherheit Produktverantwortung
Straßenverkehrs-ordnung (StVO)
Straßenverkehrs-zulassungsordnung
(StVZO)
Übereinkommen über den Straßenverkehr
StVZO, Gerätesicherheitsgesetz
(GSG), StGB, BGB
Produktsicherheits-gesetz, Produkt-haftungsgesetz
Sicherheit Produkt:DIS ISO 4210, DIN EN 71,
DIN VDE 31000, Verordnung über
Sicherheit von Spielzeug
Produkthaftungs-gesetz
KrW-/AbfG§§22-26
Produktverantwortung
Abbildung 15: Rechtliche Anforderungen an das Produkt „Fahrrad“
3.2.2.1 Verkehrssicherheit
Straßenverkehrsordnung (StVO)
Die StVO regelt das Verhalten sämtlicher Verkehrsteilnehmer (einschließlich
Fußgängern). Dies bedeutet, dass die Verordnung auch die Nutzer von Fahrrä-
dern als Verkehrsteilnehmer betrifft. Die Bestimmungen der StVO regeln u.a. die
Radwegebenutzungspflicht, das Rechtsfahrgebot oder die Verpflichtung z.B.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 71 Lichtzeichenanlagen (Ampeln) und Fußgängerüberwege zu beachten. Geplant ist
demnächst eine fahrradfreundliche Verbesserung der Straßenverkehrsordnung.
Straßenverkehrszulassungsordnung (StVZO)
Die StVZO beinhaltet Festlegungen, wie Fahrzeuge (hier Fahrräder) ausgestattet
sein müssen, um am öffentlichen Straßenverkehr teilnehmen zu dürfen. Aller-
dings ist der Verkehrsteilnehmer verantwortlich für die Einhaltung der Straßen-
verkehrszulassungsordnung. Einige Beispiele für Bestimmungen der StVZO sind
die Vorschrift, dass Fahrräder über zwei unabhängig voneinander wirkende
Bremsen (§ 65 Abs. 4 StVZO) und eine genau definierte Beleuchtungsanlage (§
67 StVZO) verfügen müssen. Für die Beleuchtungsanlage am Fahrrad muss so-
gar eine Betriebserlaubnis oder eine Bauartgenehmigung vorliegen. Dadurch
ergibt sich eine „Grauzone“, die auch den Fahrradhandel betrifft. So können
auch Produkte, die nicht der StVZO entsprechen vom Handel vertrieben werden,
aber nicht ohne ausdrücklichen Hinweis auf deren Nichtzulässigkeit im Straßen-
verkehr. Im Fahrradbereich gilt die StVZO als sehr unausgewogen. Während wie
erwähnt im Beleuchtungsbereich strengste Vorschriften bestehen, gibt es bspw.
im Bereich der doch sehr sicherheitsrelevanten Bremsanlage kaum Bestimmun-
gen.63
Übereinkommen über den Straßenverkehr
Auch das Übereinkommen über den Straßenverkehr, unterzeichnet am
8. November 1968, für die Bundesrepublik Deutschland, am 3. August 1979 in
Kraft getreten, tangiert die Produktentwicklung des Produktes „Fahrrad“. Dieses
Übereinkommen dient der Erleichterung des internationalen Straßenverkehrs
und zur Erhöhung der Sicherheit auf den Straßen zur Annahme einheitlicher
Verkehrsregeln.64
63 Vgl. zu StVO und StVZO, Herresthal, A. (2002), S. 28f. 64 Vgl. Heinrich, C./ von der Osten-Sacken, E. (1996), S. 116f.
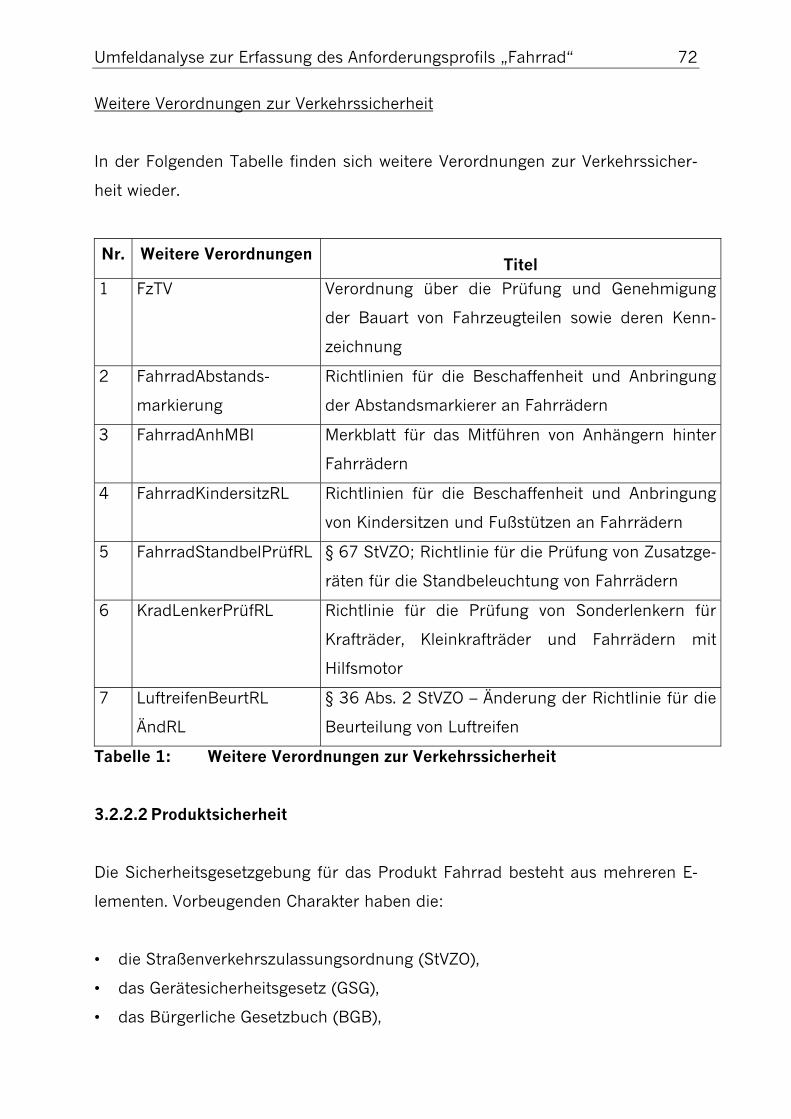
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 72 Weitere Verordnungen zur Verkehrssicherheit
In der Folgenden Tabelle finden sich weitere Verordnungen zur Verkehrssicher-
heit wieder.
Nr. Weitere Verordnungen Titel
1 FzTV Verordnung über die Prüfung und Genehmigung
der Bauart von Fahrzeugteilen sowie deren Kenn-
zeichnung
2 FahrradAbstands-
markierung
Richtlinien für die Beschaffenheit und Anbringung
der Abstandsmarkierer an Fahrrädern
3 FahrradAnhMBI Merkblatt für das Mitführen von Anhängern hinter
Fahrrädern
4 FahrradKindersitzRL Richtlinien für die Beschaffenheit und Anbringung
von Kindersitzen und Fußstützen an Fahrrädern
5 FahrradStandbelPrüfRL § 67 StVZO; Richtlinie für die Prüfung von Zusatzge-
räten für die Standbeleuchtung von Fahrrädern
6 KradLenkerPrüfRL Richtlinie für die Prüfung von Sonderlenkern für
Krafträder, Kleinkrafträder und Fahrrädern mit
Hilfsmotor
7 LuftreifenBeurtRL
ÄndRL
§ 36 Abs. 2 StVZO – Änderung der Richtlinie für die
Beurteilung von Luftreifen
Tabelle 1: Weitere Verordnungen zur Verkehrssicherheit
3.2.2.2 Produktsicherheit
Die Sicherheitsgesetzgebung für das Produkt Fahrrad besteht aus mehreren E-
lementen. Vorbeugenden Charakter haben die:
• die Straßenverkehrszulassungsordnung (StVZO),
• das Gerätesicherheitsgesetz (GSG),
• das Bürgerliche Gesetzbuch (BGB),

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 73 • das Strafgesetzbuch (StGB),
• das Produkthaftungsgesetz (PHG) und
• das Produktsicherheitsgesetz (PSG).
Um die Erläuterungen dieser relativ neuen rechtlichen Situationen geht es in
den gesetzlichen Bestimmungen zur Produktsicherheit.
Straßenverkehrszulassungsordnung (StVZO)
Siehe gesetzliche Bestimmungen zur Verkehrssicherheit.
Gerätesicherheitsgesetz (GSG)
Das Gerätesicherheitsgesetz (GSG) entwickelte sich aus dem Gesetz für techni-
sche Arbeitsmittel, welches ursprünglich zum Schutz der Arbeitnehmer vor Un-
fällen mit Maschinen erlassen wurde. Es nimmt Bezug auf die DIN (Deutsches
Institut für Normung). Durch das Gerätesicherheitsgesetz können Gewerbeauf-
sichtsämter die Verbreitung unsicherer Geräte unterbinden. Es enthält auch Be-
stimmungen, die auf das Fahrrad angewendet werden können (wenngleich dies
juristisch bis heute noch umstritten ist). Durch die Anwendung des GSG können
einige Fahrräder mit den „GS“-Zeichen für „Geprüfte Sicherheit“ oder mit dem
(europäischen) „CE“-Zeichen versehen werden. Erstaunlich ist, dass es sich da-
bei oft um preisgünstige Fahrräder handelt. Die GS-Prüfungen sind allerdings
freiwillig und werden durch Technische Überwachungsvereine (TÜV) durchge-
führt.
BGB/StGB/PHG/PSG
Im Schadensfall haften die Hersteller für ihre Produkte. Das war früher im Bür-
gerlichen Gesetzbuch (BGB, §823) geregelt. Seit 1990 gilt in Deutschland jedoch
eine andere, deutlich verschärfte Rechtsgrundlage, das Produkthaftungsgesetz.
Dadurch ergeben sich für den Endverbraucher wesentlich bessere Chancen, im

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 74 Schadensfall finanzielle Ansprüche durchzusetzen. Diese Neuregelung betrifft
auch erstmalig den Einzelhändler im großen Umfang.
Ein verbesserter Verbraucherschutz ist Ziel des Produkthaftungsgesetzes. So
gingen in der Vergangenheit, Geschädigte oft leer aus, weil der Verantwortliche
nicht festgestellt werden konnte. Auch musste der Geschädigte dem Verantwort-
lichen einen Fehler nachweisen. Diese Beweislast ist mit der Neuregelung umge-
kehrt worden. Jetzt muss der Hersteller nachweisen, dass sein Produkt „Fahr-
rad“ keinen Fehler hatte, als es das Haus verließ. So haftet jeder Hersteller nach
dem PHG für sein Produkt. Das gilt auch für die Zulieferer/Teilprodukthersteller.
Der Haftungshöchstbetrag, den das PHG vorsieht, beträgt für Personenschäden
ca. 80 Mio. €. Auch „Scheinhersteller“, somit alle Fachhändler, die No-Name-
Fahrräder mit ihrem Namen versehen, haften für ihre Produkte, weiterhin haften
sämtliche Lieferanten von Produkten, deren Hersteller nicht festgestellt werden
können sowie sämtliche Importeure von Produkten, die von außerhalb der EU
eingeführt wurden. Gesamtschuldnerisch haftet jeder von ihnen, wenn in einem
Schadensfall mehrere (natürliche oder juristische) Personen nach PHG haftbar
sind. D.h. jeder haftet für den voll entstandenen Schaden, kann aber im Innen-
verhältnis die anderen Partner anteilig in Anspruch nehmen oder ggf. sogar die
volle Haftung „weiterreichen“. Auch bei einer nur geringen Schuld des Schuld-
ners und bei Unauffindbarkeit oder Zahlungsunfähigkeit der anderen Schuldner,
muss der Schuldner voll haften. Es muss allerdings ein Produktfehler vorliegen.
Bietet das Produkt die Sicherheit nicht, unter Berücksichtigung aller Umstände,
insbesondere seiner Darbietung (Werbung) berechtigterweise erwartet werden
kann, wird ein Produktfehler (§ 3 PHG) angenommen. Auch muss der Haftende
die Fehlerfreiheit seines Produktes nach dem PHG nachweisen. Das gelingt in
der Praxis nur selten. Bei Nichterkennung des Fehlers nach dem Stand der Wis-
senschaft und Technik (§ 1 PHG), braucht der Haftende keinen Ersatz zu leisten.
Ansprüche gegen einen Hersteller verjähren 10 Jahre nach dem Zeitpunkt, in
dem er das betreffende Produkt in den Verkehr gebracht hat, außer, es ist be-
reits ein Rechtsstreit oder ein Mahnverfahren anhängig (§ 13 PHG). Bei Sach-
schäden hat der Geschädigte eine Selbstbeteiligung von 575,- € zu tragen

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 75 (§ 11 PHG), jedoch gibt es im Gegensatz zu Personenschäden, keinen Haftungs-
höchstbetrag.
Eine Verschärfung für den Handel ergibt sich aus dem Produktsicherheitsgesetz,
das seit dem 1.8.1997 gültig ist. Der Handel darf nun gar nicht erst solche Pro-
dukte anbieten, von denen er wissen müsste, dass sie nicht sicher sind. Ein Ab-
schieben auf den Hersteller ist nach dem PSG nicht mehr möglich.
PHG und PSG dienen einem verbesserten Verbraucherschutz. Die positive Seite
der Auswirkungen dieser Gesetze besteht darin, den Handel zu verstärkten Qua-
litätssicherungsmaßnahmen zu zwingen.
Sicherheit des Produktes (DIS ISO 4210, DIN EN 71, DIN VDE 31000, die Ver-
ordnung über die Sicherheit von Spielzeug und die Verordnung 88/378 EWG)
Einfluss auf die Produktentwicklung eines Fahrrades haben auch die unter-
schiedlichsten Anforderungen zur Sicherheit des Produktes „Fahrrad“.
Eine davon ist die Verordnung über die Sicherheit von Spielzeug (Stand 12. Mai
1993). Dabei wird in § 2 festgelegt, dass „ Spielzeug nur in den Verkehr ge-
bracht werden darf, wenn es der Richtlinie 88/378 EWG angegebenen wesentli-
chen Sicherheitsanforderungen auch unter Berücksichtigung der Dauer seines
vorhersehbaren und normalen Gebrauchs entspricht und bei einer bestim-
mungsgemäßen Verwendung unter Berücksichtigung des üblichen Verhaltens
von Kindern die Sicherheit oder Gesundheit von Benutzern oder Dritten nicht
gefährdet.“ 65
3.2.2.3 Produktverantwortung
Produkthaftungsgesetz (PHG), siehe Erläuterungen zu gesetzlichen Bestimmun-
gen der Produktsicherheit.
65 Vgl. zu diesem Abschnitt Herresthal, A. (2002), S. 28-34; Heinrich, C./ von der Osten-
Sacken, E. (1996), S. 117ff. und S. 123.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 76 Kreislaufwirtschafts- und Abfallgesetz (KrW-/AbfG), Produktverantwortung
Erläuterungen über den Inhalt des Gesetzes sind im dritten Teil des KrW-/AbfG
der Produktverantwortung (§§ 23 – 26) nachzulesen. Zu bemerken ist noch,
dass dieses Gesetz eine besondere Stellung in der Produktentwicklung ein-
nimmt. Dabei trägt grundsätzlich jeder, der Erzeugnisse entwickelt, herstellt, be-
und verarbeitet oder vertreibt, Verantwortung für die Abfalleigenschaften und die
Entsorgung von Produkten.
Dadurch ergeben sich Anforderungen an das Produkt (Langlebigkeit und Kreis-
laufführung).
3.2.3 Normen/Richtlinien
Anforderungen durch Normen und Richtlinien an das Produkt Fahrrad können
schemenhaft in nationale und internationale Normen sowie in Richtlinien unter-
teilt werden (siehe Abbildung 15).
Normen/Richtlinien
nationale Normen
internationale Normen
Richtlinien
DIN-Normen
DIN EN ISO-und ISO-Normen
Konstruk-tions-
methoden
Abbildung 16: Anforderungen an das Fahrrad durch Normen und Richtlinien

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 77 2.2.3.1 Nationale Normen
DIN-Normen/DIN Plus
Eine weitere Gruppe, die Ansprüche an ein Produkt formuliert, setzt sich aus
dem Personenkreis zusammen, der ein Interesse an der Normung hat. Die Mit-
arbeit an der Erstellung von Normen erfolgt auf freiwilliger Basis. Die für die
Normungsarbeit zuständige Institution in Deutschland ist das Deutsche Institut
für Normung e.V. (DIN). Dieses ist ein wissenschaftlich-technischer Verein, der
technische Regeln erstellt und ihre Anwendung fördert, d.h. es werden der Stand
der Technik ermittelt, die Ergebnisse dokumentiert und der Öffentlichkeit zur
Verfügung gestellt. Dabei handelt es sich um freiwillige Normen ohne Gesetzes-
charakter, jedoch markieren die Normen der DIN nach dem PHG den Mindest-
standard von Wissenschaft und Technik und können haftungsrechtlich nicht
übergangen werden. Hersteller, die davon überzeugt sind, dass ihre Fahrräder
alle Anforderungen erfüllen, bringen das DIN-Zeichen eigenverantwortlich an.
Dafür gibt es allerdings keine Kontrollinstanz. Wenn ein Hersteller eine Meldung
zwecks Registrierung bei der „DIN CERTCO Gesellschaft für Konformitätsbewer-
tung mbH“ einreicht, kann dieser das Rad mit dem Zeichen „DIN geprüft“ kenn-
zeichnen. Das DIN-Zeichen ist in der Vergangenheit oft als Qualitätssiegel miss-
verstanden worden. Allerdings wird dadurch über die Hochwertigkeit des Fahr-
rads keine Aussage getroffen.
Seit Oktober 1998 können Produkte auch das Zeichen „DIN plus“ tragen. Vor-
aussetzung dafür ist, dass sie Anforderungen erfüllen, die über dem DIN-Niveau
liegen und diese geprüft und bei DIN CERTCO registriert wurden. Dabei ist neu,
dass verschiedene Fahrradtypen differenziert betrachtet werden. Diese sind:
▪ Citybikes
▪ MTBs
▪ Trekkingbikes
▪ Rennräder.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 78 Erfasst werden nur die Ansprüche, die an eine „sportliche Freizeitnutzung“ ge-
stellt werden, nicht die Ansprüche, die sich aus dem Einsatz im Extremsport er-
geben. Das Zertifizierungsprogramm von "DIN plus" hat die Regelwerke DIN
79.100-2 und die StVZO zur Grundlage und geht von einem typenabhängigen
Leistungsprofil aus. Die Erfassung von Ansprüchen, die sich auf Grund von Nor-
men (technischen Regeln) für unseren Referenzfall „Fahrrad“ ergeben, dient der
Feststellung, welche Komponenten eines Fahrrades genormt sind. Hieraus ergibt
sich, dass diese Ansprüche in der Produktentwicklung beachtet werden sollten.
Weiter sind diese Ansprüche Ausgangspunkt für Untersuchungen, wie sie das
Eigenschaftsprofil und somit das Merkmalsprofil des Produktes "Fahrrad" beein-
flussen.66
Relevante nationale Normen für das Produkt „Fahrrad“:67
Nr. Norm Titel
1 DIN 32932 Heimsportgeräte; Tretkurbel-Trainingsgeräte
2 DIN 33954 Sportschutzhelme; Radfahrerhelme;
Sicherheitstechnik
3 DIN 49848, Teil 1 Fahrrad-Glühlampen; Form B
4 DIN 49848, Teil 2 Fahrrad-Glühlampen; Form HS 3
5 DIN 49848, Teil 3 Fahrrad-Glühlampen; Formen C, D, E, F und G
6 DIN 49848, Teil 4 Fahrrad-Glühlampen; Form HS 4
7 DIN 49848, Teil 5 Fahrrad-Glühlampen; Form TF 5
8 DIN 7758 Ventile für Fahrzeugschläuche
9 DIN 7759 Ventile für Fahrzeugschläuche
10 DIN 7760 Ventile für Fahrzeugschläuche
11 DIN 7768 Ventile für Fahrzeugschläuche
12 DIN 7769 Ventile für Fahrzeugschläuche
13 DIN 7800 Reifen für Fahrräder
14 DIN 78028 Ventile für Fahrradschläuche, 60°-Ventil
66 Vgl. zu diesem Abschnitt Herresthal, A. (2002), S. 29f. 67 Vgl. Heinrich, C./ von der Osten-Sacken, E. (1996), S. 117ff.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 79
Nr. Norm Titel
15 DIN 7815, Teil 1 Tiefbettfelgen für Fahrräder
16 DIN 7815, Teil 3 Felgen für Fahrräder
17 DIN 7837, Teil 1 Felgenmessbänder für Tiefbettfelgen für
Zweiradfelgen
18 DIN 79011 Gewinde für Fahrräder und Mopeds; Auswahl,
Verwendung
19 DIN 79012 Gewinde für Fahrräder und Mopeds; theoretische
Werte
20 DIN 79100 Fahrräder; Begriffe; Sicherheitstechnische
Anforderungen
21 DIN 79100/A1 Fahrräder; Begriffe; Sicherheitstechnische
Anforderungen, Änderung A1
22 DIN 79105 BMX-Fahrräder; Begriffe, Sicherheitstechnische
Anf., Prüfungen
23 DIN 79110 Kinderfahrräder; Begriffe, Sicherheitstechnische
Anforderungen, Prüfungen
24 DIN 79120 Kindersitze für Fahrräder; Begriffe, Sicherheits-
technische Anf., Prüfungen
25 DIN 79121 Gepäckträger für Fahrräder; Begriffe, Sicherheitstech-
nische Anforderungen, Prüfverfahren
26 DIN VDE 31000
Teil 2
Grenzrisiko, bezogen auf die Sicherheit eines
Produktes
27 WdK 102, Blatt 18 Reifen; Schlauch- und Ventilzuordnungsplan
28 WdK 102, Blatt 2 Reifen; Schlauch- und Ventilzuordnungsplan; Reifen
29 WdK 117, Blatt 3 Fahrradreifen; Entwicklungsgrößen, Reifenbreiten
30 WdK 117, Blatt 4 Fahrradreifen; Felgenzuordnung
31 WdK 117, Blatt 5 Reifen für Fahrräder; Schlauchreifen
32 WdK 117, Blatt 6 Reifen für Fahrräder; Millimeterbezeichnung, Zoll
33 WdK 117, Blatt 7 Reifen für Fahrräder; Zollbezeichnung, Millimeter
34 WdK 117, Blatt 8 Reifen für Fahrräder; Französische Bezeichnung,
Millimeterbezeichnung

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 80
Nr. Norm Titel
35 WdK 118 Blatt 11 Reifen für Fahrräder mit Hilfsmotor und Kleinkraft-
räder, Auslaufgrößen
36 WdK 15, Blatt 1 Tiefbettfelgen für Fahrräder, Entwicklungsgröße
37 WdK 15, Blatt 2 Hakenprofil-Felgen für Fahrräder, Entwicklungsgröße
38 WdK 71 Ventile für Fahrradschläuche, Ventil 34 GH mit G.
39 WdK 72 Ventile für Fahrradschläuche, Ventil 24 GH mit G.
40 WdK 73 Ventile für Fahrradschläuche, Gerades Ventil 36 G.
41 WdK 77 Ventile für Fahrradschläuche, Winkelventile 28 GF.
42 WdK 89 Ventile für Fahrradschläuche, Ventil 26 GH mit G.
Verwendete Abkürzungen:
DIN – Deutsches Institut für Normung e.V. und WdK – Wirtschaftsverband der
deutschen Kautschukindustrie
Tabelle 2: Relevante nationale Normen für das Produkt Fahrrad
Weitere Nationale Normen
Qualität – DIN 55350
Der Begriff „Qualität“ bezeichnet im allgemeinen Sprachgebrauch, die Beschaf-
fenheit, Güte oder Wertstufe einer Ware (hier Fahrrad). In der DIN 55350 ist sie
definiert als „Beschaffenheit einer Einheit bezüglich ihrer Eignung, festgelegte
und vorausgesetzte Erfordernisse zu erfüllen“. Das Qualitätswesen übernimmt
im Wesentlichen die organisatorischen und technischen Aktivitäten zur Siche-
rung der Produktqualität, auch in der Fahrradindustrie.68
Programmablaufpläne nach DIN 66001
Programmablaufpläne nach DIN 66001 dienen der graphischen Darstellung der
Art sowie der zeitlichen Reihenfolge von Verarbeitungsschritten und deren mög-
liche Verzweigungen in Abhängigkeit von Entweder-Oder-Bedingungen.
68 Vgl. Dipl.-Ing. Heymer, A. (1998), S. 3.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 81 Für die Produktentwicklung eines Fahrrades können sie insoweit eine Rolle spie-
len, dass durch sie sich Zeitersparnisse in der Produktion ergeben und der
Abstimmungsbedarf gegenüber anderen Abteilungen verringert wird.69
3.2.3.2 Internationale Normen
DIN EN ISO -und ISO-Normen
"DIN EN" bedeutet, dass europäische Normen eingehalten werden. Auf der in-
ternationalen Ebene entspricht die International Organization for Standardizati-
on (ISO) in etwa der DIN. Für Fahrräder gilt die ISO 4210, die in den letzten Jah-
ren für die Branche an Bedeutung gewonnen hat. Wie schon bei den nationalen
Normen erwähnt, ergibt sich die Erfassung von Ansprüchen für unseren Refe-
renzfall „Fahrrad“ auf Grund von Normen, in diesem Fall, internationale.70
Relevante internationale Normen für das Produkt „Fahrrad“:71
Nr. Norm Titel
1 DIN EN 1078 Helme für Radfahrer und Benutzer von Skateboards
und Rollschuhen; Deutsche Fassung EN 1078
2 DIN EN 71, Teil 1 Sicherheit von Spielzeug (hat Status wie eine
deutsche Norm)
3 DIN ISO 4881 Fahrräder; Gewinde für Speichen und Speichennippel
4 DIN ISO 6692 Fahrräder; Kennzeichnung von Fahrradeinzelteilen
5 DIN ISO 6693 Fahrräder; Kurbelteil und Zusammenbau von
Tretlagern
6 DIN ISO 6698 Fahrräder; Gewinde für Zusammenbau von Freilauf-
zahnkränzen und Naben
7 DIN ISO 7116 Straßenfahrzeuge: Messverfahren zur Ermittlung der
Höchstgeschwindigkeit von Fahrrädern mit Hilfsmotor
69 Vgl. Kölscheid, W. (1999), A59ff. 70 Vgl. Herresthal, A. (2002), S. 31f. 71 Vgl. Heinrich, C./ von der Osten-Sacken, E. (1996), S. 117ff.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 82
Nr. Norm Titel
8 DIN ISO 7636 Glocken für Fahrräder und Fahrräder mit Hilfsmotor
9 DIN ISO 8090 Fahrräder; Terminologie
10 DIN prEN 14344 Artikel für Säuglinge und Kleinkinder - Kindersitze für
Fahrräder - Sicherheitstechnische Anforderungen, etc.
11 DIN prEN 957-10 Stationäre Trainingsgeräte - Teil 10: Trainingsfahrrä-
der mit starrem Antrieb oder ohne Freilauf
12 DIN prEN 957-5 Stationäre Trainingsgeräte - Teil 5: Tretkurbeltrai-
ningsgeräte, zusätzliche besondere Sicherheitstech-
nische Anforderungen
13 ISO 10230 Fahrräder; Aufsteckbare Zahnkränze
14 ISO 4151 Straßenfahrzeuge; Mopeds; Art, Anordnung und
Funktionen von Betätigungsorganen
15 ISO 4210 Fahrräder - Sicherheitstechnische Anforderungen an
Fahrräder
16 ISO 5775-1 Reifen und Felgen für Fahrräder; Teil 1: Reifen-B
17 ISO 5775-2 Reifen und Felgen für Fahrräder; Teil 2: Felgen
18 ISO 6692 Fahrräder; Kennzeichnung von Fahrradeinzelteilen
19 ISO 6693 Fahrräder; Kurbelkeil und Baugruppe, Tretlager-
kurbelkeil
20 ISO 6695 Fahrräder; Tretlagerwelle mit Vierkant und Tretkurbel;
Maße für den Zusammenbau
21 ISO 6696 Fahrräder; Gewinde für Tretlager und Antriebskom-
ponenten
22 ISO 6698 Fahrräder; Gewinde für Freilaufnaben
23 ISO 6699 Fahrräder; Vorbau und Lenkerbügel; Anschlussmaße
24 ISO 6701 Fahrräder; Außenmaße von Speichennippeln
25 ISO 6742-1 Fahrräder; Beleuchtung und reflektierende Einrich-
tungen
26 ISO 6742-2 Fahrräder; Beleuchtung und reflektierende Einrich-
tungen
27 ISO 7116 Mopeds - Messung der Höchstgeschwindigkeit

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 83
Nr. Norm Titel
28 ISO 7636 Klingeln für Fahrräder und Mopeds
29 ISO 8090 Fahrräder; Terminologie
30 ISO 8098 Fahrräder; Sicherheitstechnische Anforderungen
31 ISO 8488 Fahrräder; Gewinde und Steuersatz und Fahrradgabel
32 ISO 8562 Fahrräder; Winkel für Schrägkonus am Lenkerschaft
33 ISO 9633 Fahrradketten; Anforderungen, Prüfung
34 ISO/DIS 11243 Fahrräder; Gepäckträger für Fahrräder
35 ISO/DIS 13652 Fahrräder; Tretlagergehäuse; Maße
36 ISO/DIS 15263-4 Straßenfahrzeuge - Hecklastträger - Teil 4: Fahrrad-
träger
37 ISO/DIS 6697 Fahrräder - Naben und Freilaufzahnkränze,
Anschlussmaße
Verwendete Abkürzungen:
ISO – International Organization for Standardization, DIS – Deutscher Industrie-
standard
DIN – Deutsches Institut für Normung e.V., EN – Europäische Norm
Tabelle 3: Relevante internationale Normen für das Produkt Fahrrad
Weitere internationale Normen:
Methoden zur Qualitätsmanagementdarlegung – ISO 9000-er Reihe
Modelle zur QM-Darlegung innerhalb einer Organisation stellen die Normen der
sogenannten 9000er-Reihe, also die ISO 9000 bis 9004 dar. Sie sind also ein
Regelwerk, nach dem ein Unternehmen oder einer seiner Teilbereiche sein QM
zertifizieren lassen kann.
ISO 9000 Leitfaden zur Auswahl einer der umzusetzenden Normen,
ISO 9001 umfassendste Form (Design, Entwicklung, Produktion, etc.),
ISO 9002 Abdeckung Teilbereiche Produktion, Montage, Wartung,
ISO 9003 Abdeckung des Teilbereiches Qualitätskontrolle Endprodukt,

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 84 ISO 9004 strengere Richtlinie zur Anwendung ISO 9001-9003.
Wichtig sind die Normen, weil durch sie das Qualitätsmanagement international
harmonisiert wird und somit der internationale Handel erleichtert wird.72
3.2.3.3 Richtlinien
Konstruktionsmethoden
Unter diesem Abschnitt wird ein kurzer Überblick über die bestehenden Kon-
struktionsmethoden gegeben.
„Die Richtlinie VDI 2221 behandelt allgemeingültige, branchenunabhängige
Grundlagen methodischen Entwickelns und Konstruierens und definiert diejeni-
gen Arbeitsabschnitte und Arbeitsergebnisse, die wegen ihrer generellen Logik
und Zweckmäßigkeit, Leitlinie für ein Vorgehen in der Praxis sein können.“73
Auch die VDI-Richtlinie 2222, Teil 1 – „Konzipieren technischer Produkte“ – for-
dert genau wie die VDI-Richtlinie 2221 – vom Anwender ein systematisches Vor-
gehen. Diese Vorgehensweise gliedert sich in vier Schritte (Planen, Konzipieren,
Entwerfen und Ausarbeiten). Durch den Arbeitsschritt „Planen“ werden Verknüp-
fungen zur Produktplanung/VDI 2220 hergestellt. Die VDI-Richtlinie 2210 „Ana-
lyse des Konstruktionsprozesses“ strukturiert den Konstruktionsprozess in die
Phasen Funktionsfindung, Prinziperarbeitung, Gestaltung und Detaillierung In ihr
werden auch die verschiedenen Konstruktionsarten und deren Zuordnung zu
den Konstruktionsphasen festgelegt.
Materialstruktur nach VDI 2815
Wichtig für die Produktentwicklung eines Fahrrades sind auch Kenntnisse über
die Materialstruktur (nach VDI 2815). Dabei ist es das Ziel eine Materialstruktur
zu entwickeln, die eine Zuordnung von Materialien zu einzelnen Klassen ermög-
72 Vgl. Dipl.-Ing. Heymer, A. (1998), S. 5ff. 73 Vgl. Kölscheid, W. (1999), A16.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 85 licht und die selbst eine spätere Zuweisung von bis dato nicht erfassten Materia-
lien in die bestehende Struktur erlaubt.74
3.2.4 Anforderungen an das Produkt Fahrrad durch die Politik
Maastrichter Vertrag (Art. 74+75, gemeinsame Verkehrspolitik)
Der "Vertrag über die Europäische Union" (Vertrag von Maastricht) beinhaltet
auch Artikel zur gemeinsamen Verkehrspolitik (Art. 75 Abs. 1d EGV, früher Art.
75 Abs. 1 c EWGV).75
3.2.5 Anforderungen an das Produkt Fahrrad durch Verbände
Die Verbandslandschaft, welche die Fahrradbranche prägt, ist vielfältig. Wir un-
terscheiden die vorwiegend wirtschaftlich orientierten und die ideell arbeitenden
Interessenverbände. Die wichtigsten werden nachfolgend aufgeführt. Die Ver-
bandslandschaft wird schemenhaft in folgender Abbildung dargestellt.
74 Vgl. Kölscheid, W. (1999), A76ff. 75 Vgl. Heinrich, C./ von der Osten-Sacken, E. (1996), S. 141.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 86
Verbände
Industrie Handel übergreif. Verbände
Standes-organisation
ideell wirk. Verbände
z.B.:
-ZIV-COLIBI-EBMA-COLIPED-etc.
z.B.:
-VDZ-VDFI-EBIA-VZG-etc.
z.B.:
-BPP-AZG-etc.
z.B.:
-BIV-BdFS-etc.
z.B.:
-ADFC-ARGUS-BDR-ADAC-etc.
Abbildung 17: Verbandslandschaft
3.2.5.1 Anforderungen durch Verbände der Industrie
ZweiradIndustrieVerband (ZIV), Schwalbach/Ts. In diesem Verband sind die
wichtigsten und alle großen Fahrradhersteller vertreten, viele Teilehersteller so-
wie Niederlassungen ausländischer Firmen und auch der VDFI (Verband deut-
scher Fahrradimporteure e.V.). Mitarbeit findet er in zahlreichen Ausschüssen,
Organisationen (z.B. NAFA, DIN, ISO), im Deutschen Verkehrssicherheitsrat und
in der Verkehrswacht. Des Weiteren kooperiert er mit der Politik, der Verwaltung
sowie den Ministerien, beispielsweise wenn es um die Neugestaltung der StVO
und StVZO geht. Gleichzeitig ist der ZIV ideeller Träger der IFMA (Internationaler
FahrradMArkt).
Zweirad GmbH, Sulzbach/Taunus – Tochtergesellschaft des ZIV, Mitveranstalter
der Kölner Messe IFMA. Sie gibt den Pressedienst „Zweirad-Report“ heraus und
führt Prüfaufträge nach DIN und StVZO durch.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 87 Comité de Liaison des Fabricants des Bicyclettes (COLIBI), Brüssel – Dachor-
ganisation der nationalen Fahrrad-Hersteller-Verbände. Er agiert verkehrspoli-
tisch.
European Bicycle Manufacturers Association (EBMA), Brüssel – Interessenver-
band der europäischen Hersteller; vertritt vor allem eine Produktions-
Standortsicherungspolitik gegenüber Fernost-Importen.
Comité de Liaison des Fabricants des Pièces et Equipements des Deux-Roues
(COLIPED), Brüssel – Dachorganisation der nationalen Herstellerverbände von
Zweiradteilen und Komponenten.
Technische Überwachungsvereine (TÜV): Wie schon erwähnt führt der TÜV die
freiwilligen GS-Prüfungen durch. Jede(r), der ein Auto oder ein Motorrad fährt
hat mit dem TÜV zu tun. Doch die technischen Überwachungsvereine arbeiten
auf sämtlichen Gebieten. In der Fahrradbranche hat sich besonders der Rhei-
nisch-Westfälische TÜV Essen einen Namen gemacht. Er veranstaltet regelmäßig
das „Essener Fahrradforum“, auf dem ein Fachpublikum Fragen von Technik
und Sicherheit diskutiert. Seit 1995 verfügt der RWTÜV auch über einen neuen
Bremsprüfstand, mit dem alle nach DIN geforderten Prüfungen vorgenommen
werden können. Dynamische Belastungsprüfungen von Lenkern, Gabeln, Sattel-
stützen oder Laufrädern werden ebenso in Essen durchgeführt.76
3.2.5.2 Anforderungen durch Verbände des Handels
Verband des Deutschen Zweiradhandels e.V. (VDZ), Bielefeld. Er gehört dem
Hauptverband des deutschen Einzelhandels (HDE) an. Dabei werden Marktin-
formationen gesammelt und für besondere Problemfelder Lösungen gesucht,
und handelsspezifische Interessen vertreten.
76 Vgl. Herresthal, A. (2002), S. 31f.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 88 Europeen Twowheel Retailers' Association (ETRA), Verband europäischer Zwei-
rad-Einzelhändler mit Sitz in Gent/Belgien. Er vertritt die Interessen seiner Mit-
glieder gegenüber der EU und tätigt Lobbyarbeit für das Zweirad.
Verband deutscher Fahrradimporteure e.V. (VDFI), Sulzbach. Der VDFI versucht
durch eine vorbeugende Lobbyarbeit und durch eine korporative Mitgliedschaft
im ZIV sich gegen fernöstliche Importeure von Fahrrädern zu wehren. Die Ge-
schäftsführung wurde an den ZIV delegiert.
European Bicycle's Importers Association (EBIA), Brüssel. EBIA ist ein Zusam-
menschluss von rund 50 europäischen Fahrradimporteuren. Er vertritt ähnliche
Interessen wie der VDFI, jedoch auf europäischer Ebene. Damit ist der EBIA in
Zollfragen der Gegenspieler zur EBMA.
Verband deutscher Zweirad Großhändler e.V. (VZG), Ratingen. Der Verband ist
die Interessenvertretung des Großhandels.
GZR – Großhandelsverband, Zusammenschluss der früheren Verbände GEFAG
und Zweirad-Ring (ZR). Er stellt eine wirtschaftliche Kooperation von 14 Groß-
händlern, mit teilweise gemeinsamem Einkauf.
Verbund Selbstverwalteter Fahrradbetriebe e.V. (VSF), Aurich. Der VSF ist die
Vereinigung aus 10 Betrieben, vorwiegend Fachgeschäfte (Vertrieb – ausschließ-
lich nichtmotorisierte Zweiräder), einigen Großhändlern und Herstellern sowie
einigen sozialen bzw. pädagogischen Projekten. Durch eine fahrradfördernde
und ökologische, auf die Branche ausgerichtete Verbandspolitik sowie einen an-
spruchsvollen Fortbildungsprogramm wirkt der VSF auch ideell.
3.2.5.3 Anforderungen der übergreifenden Verbände
Bike Brain Pool (BPP). Er trifft sich etwa 4mal im Jahr. Dabei ist es das Ziel, die
politischen und wirtschaftlichen Rahmenbedingungen des Fahrrades zu verbes-
sern. Dazu gehört auch die Forderung nach dem verminderten Mehrwertsteuer-

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 89 satz (7%) auf Fahrräder, zu dem bereits parlamentarische Initiativen gestartet
wurden.
Arbeitsgemeinschaft Zweirad (AZG), Sulzbach. Ihr Ziel ist es, dass in der Zwei-
radbranche „mit einer Stimme“ gesprochen werden, und das die Kommunikati-
on innerhalb der Branche verbessert werden kann. Er formuliert nach Außen
(Politik, Wirtschaft, Gesetzgebung, Medien), worüber zwischen den Mitgliedern
Einigkeit besteht. Des Weiteren möchte der AZG zu einer Lobby des Zweirades
werden.
3.2.5.4 Anforderungen der Standesorganisationen
Das Ziel jeder Standesorganisation ist es, für ihre Mitglieder zu werben und de-
ren berufsspezifischen Interessen zu vertreten, häufig auch in Abgrenzung zu
anderen Berufsgruppen.
Bundesinnungsverband für das Deutsche Zweiradmechaniker-Handwerk (BIV),
Düsseldorf. Der BIV ist der Dachverband von Orts- und Landesinnungen und
nimmt deren Aufgaben auf Bundesebene wahr. Zu ihm zählen etwa 1000 Mit-
glieder. Seine Zuständigkeit liegt zum einen in der handwerklichen Aus- und
Weiterbildung und zum anderen in der Vertretung der Belange des Zweiradme-
chaniker-Handwerks auf politischer Ebene gegenüber der Öffentlichkeit. Er ist
ein sog. „Monopol-Verband“, eine juristische Person des öffentlichen Rechts.
Weiterhin beschäftigt er sich auch mit handwerklichen Abgrenzungsfragen und
dem Berufsbild sowie mit der Berufsausbildungsverordnung für Zweiradmecha-
niker.
Bundesverband der Fahrradsachverständigen (BdFS), Geschäftsstelle Ludwigs-
burg. Ziele: Prüfung von Sachverständigen, Fortbildung der Mitglieder, allgemei-
ne Erhöhung des Sicherheitsstandards für Fahrräder, Einführung von einheitli-
chen Prüfkriterien, nach denen Fahrrad-Sachverständige dann diesen Titel füh-
ren dürfen. Gleichzeitig vermittelt er auch Adressen von Fahrradsachverständi-
gen und Spezialisten bei Schadenfällen.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 90 3.2.5.4 Anforderungen der ideell wirkenden Verbände
Allgemeiner Deutscher Fahrrad Club (ADFC): Ziel des Verbandes ist es die Ver-
tretung der Interessen von Radfahrern und die Förderung des Fahrrads als Ver-
kehrsmittel. Schwerpunkte der Arbeit sind die Verkehrspolitik (auf Bundesebene
wie regional vor Ort) und die Radtouristik. Auch kann er Einfluss auf die fahr-
radbezogene Gesetzgebung (StVO, StVZO) nehmen. Er ist der wichtigste Radfah-
rerverband.
ARGUS Arbeitsgemeinschaft umweltfreundlicher Stadtverkehr; österreichisches
Pendant zum ADFC.
IG Velo – schweizerisches Pendant zum ADFC.
Fietsersbond (enfb) – niederländisches Pendant zum ADFC.
European Cyclists Federation (EFC): Europäischer Radfahrer-Verband mit 51
Mitgliedsverbänden aus 31 Staaten. Er wirbt vor allem für fahrradfreundliche
Städte. Auch hat er eine Studie zur Förderung der Fahrrad-Nutzung in Auftrag
gegeben. Er ist Mitveranstalter der internationalen Velo-City-Konferenzen.
Bund deutscher Radfahrer (BDR): veranstaltet bundesweit rund 1700 Radtou-
renfahrten pro Jahr, veröffentlicht im „Breitensportkalender“ Radsportorientiert.
RadClub Deutschland: Das Motto des Clubs lautet: „Fahrrad, Familie und Fun“.
Er veranstaltet Radreisen und organisiert Leserreisen zu den Highlights der
Radsport-Szene. Weiterhin bietet er seinen Mitgliedern eine kostenlose Haft-
pflicht-, Unfall- und Rechtsschutzversicherung an. Unübersehbar dient der Club
aber auch der Absatzförderung von Produkten der BVA (Bücher, Karten, CD-
ROM's, usw.).
Human Powered Vehicles (HPV): Verband von Konstrukteuren, Tüftlern, Bast-
lern, die sich der Verbesserung muskelbetriebener Fahrzeuge verschrieben ha-
ben. Ein Schwerpunkt der Entwicklungsarbeit sind Liegeräder.
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 91 Deutscher Erfinderverband: Der deutsche Erfinderverband versucht, neuen
Konstruktionen oder Konzepten zu einem guten Messeauftritt zu verhelfen und
organisiert dafür einen Gemeinschaftsstand für meist 30 bis 35 Aussteller. Hier
finden sich auch die unterschiedlichsten Innovationen. Dabei ist es das Ziel, Er-
finder zu beraten und ihnen die Möglichkeit zu geben, mit Herstellern in Kontakt
zu kommen. Schwerpunkte der Entwicklungen sind der Rehabilitations-Bereich
mit Hilfsantrieben, aber auch Liege- und Transporträder sowie die Bremstech-
nik. Wichtig ist es, dass man sich vor Präsentationen um die Schutzrechte
kümmert.
Verkehrsclub Deutschland (VCD): Ziele des VCD sind die Schaffung einer um-
weltfreundlichen Verkehrsstruktur und die Förderung öffentlicher Verkehrs-
systeme.
Allgemeiner Deutscher Automobil Club (ADAC): Autofahrer sind meist auch
Radfahrer. Aus diesem Grund fühlt sich der ADAC häufig veranlasst sich zum
Thema Fahrrad zu äußern und erreicht damit Einfluss. Auch veröffentlicht er
technische Untersuchungen zum Thema Fahrrad in seiner Mitgliederzeitschrift.
Sicherheit ist eines der wichtigsten Themen des ADAC. Zusammen mit den Au-
toclubs Österreichs und den Niederlanden wurde als Aktion der Wettbewerb „Si-
cheres Kinderfahrrad“ durchgeführt. Engagement zeigt der ADAC für die Ent-
wicklung besonders komfortabler Fahrräder für ältere Menschen. Hier wurde die
Aktion "Modul" ins Leben gerufen, mit der entsprechende Fahrräder und Kom-
ponenten ausgezeichnet werden. Hier hat sich der ADAC zu einem einflussrei-
chen Faktor in der Fahrradbranche entwickelt, mittlerweile ruht dieses Engage-
ment aber wieder. Zu bemerken ist noch, dass die ideell wirkenden Verbände,
sowohl Einfluss auf die Branche, als auch auf das gesellschaftliche Umfeld ha-
ben. Ihr Einfluss ergibt sich auch aus ihrer Mitgliederstärke.77
77 Vgl. zu diesem Abschnitt Herresthal, A. (2002), S. 76-83.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 92 3.3 Ermittlung von Nutzeranforderungen
Die gegenwärtigen und zukünftigen Kundenwünsche zu analysieren und zu spe-
zifizieren sollte Bestandteil einer ernstgemeinten Qualitätsplanung und damit
auch der Neuproduktplanung sein. Im Rahmen des Projektes ist eine Ermittlung
der Nutzeranforderungen vor allem zur Stützung des retrospektiv ermittelten
allgemeinen Eigenschaftsprofils notwendig, da es sich beim vorliegenden Refe-
renzprodukt schon um ein augenscheinlich erfolgreiches Produkt handelt. Dies
bedeutet auch, dass notwendige Primäranalysen nur im sehr eingeschränkten
Maße erforderlich sind. Die Normenreihe DIN EN ISO 9000ff. über Qualitätsma-
nagementsysteme nennt das Marketing als wesentliches qualitätssicherndes E-
lement. Das Marketing lässt sich in die zwei Bereiche, Marktforschung und
Marktgestaltung gliedern. Während die Marktforschung die Informationsseite
des Marketings darstellt, werden unter der Marktgestaltung die Methoden (z.B.
Werbung), die in irgendeiner Weise den Markt beeinflussen zusammengefasst.
In diesem Zusammenhang ist auf einen Zielkonflikt, der sich zwischen einem
Qualitätsmanagement im Sinne der Erfüllung von Kundenforderungen einerseits
und dem massiven Einsatz suggerierender Werbung andererseits, die beim
Kunden Erwartungen erzeugt, denen das tatsächliche Produkt niemals gerecht
werden kann, hinzuweisen.
Die Marktforschung schafft den Zugang zur Kundenmeinung und ist je nach
Quelle der Informationen in Primär- und Sekundärforschung zu unterteilen. Die
Sekundärforschung dient der Beschaffung von Informationen aus vorhandenen
Unterlagen innerhalb und außerhalb des Unternehmens. Im Gegensatz dazu
liefert die Primärforschung durch Befragung und Beobachtung neue, bislang
unbekannte Informationen.
Im Rahmen der Sekundärforschung erfolgte eine Befragung relevanter Mitarbei-
ter des am Forschungsprojekt beteiligten Fahrradherstellers „Mifa“. Dabei wur-
den die verschiedenen Abteilungen des Unternehmens (Einkauf, Fertigung, Ver-
trieb, Kundendienst) hinsichtlich bekannter Nutzeranforderungen an Fahrräder
befragt. Diese Befragung ergab, das es bereits dem Hersteller schwer fällt bzw.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 93 teilweise unmöglich ist, für ein konkretes Fahrradmodell Nutzeranforderungen
oder Produkteigenschaften zu artikulieren. Der Erfolg oder Misserfolg von Pro-
duktinnovationen hängt aber gerade davon ab, ob die Eigenschaftsbündel des
betroffenen Produktes von den Kunden akzeptiert werden oder nicht, so dass
der Hersteller für eine möglichst hohe Übereinstimmung zwischen den Eigen-
schaftsbündeln des Produktes und den aus Kundensicht geforderten Eigen-
schaften zu sorgen hat. Solange keine dezidierten Informationen über die gefor-
derten Eigenschaften vorliegen, gleicht die Neuproduktplanung einem „Stochern
im Nebel“. Darüber hilft auch die Tatsache, das die Fahrräder nach dem
Wunsch von Weiterverkäufern (hier vorwiegend Großhändler) und den von Liefe-
ranten vorgegebenen Trends (z.B. Schaltungskomponenten) zusammengestellt
werden, nur wenig hinweg. Wenn es also um eine langfristige Bindung des Kun-
den (Endverbraucher) gehen soll, müssen auch dessen Wünsche in geeigneter
Weise berücksichtigt werden.
Dieser Sachverhalt erfordert die Durchführung einer Primäranalyse, wobei die
o.g. Einschränkungen gelten. Voraussetzung für die Ermittlung von Kundenan-
forderungen ist eine Marktsegmentierung, da Kundenwünsche nach Segmenten
unterschiedlich ausfallen können. Untersuchungsgegenstand der Forschungsar-
beiten ist das Segment der Trekkingfahrräder mit einem Preis von bis zu 350
Euro78. Die Befragung im Rahmen der Primärforschung erfolgte durch eine Tei-
lerhebung in Form eines Interviews. Dabei wurden in einer nichtrepräsentativen
Untersuchung 62 qualifizierte Nutzer (Mitarbeiter des ADFC) befragt, die sich
wie folgt verteilen:
78 Auf eine tiefgründigere Marktsegmentierung wird an dieser Stelle verzichtet.
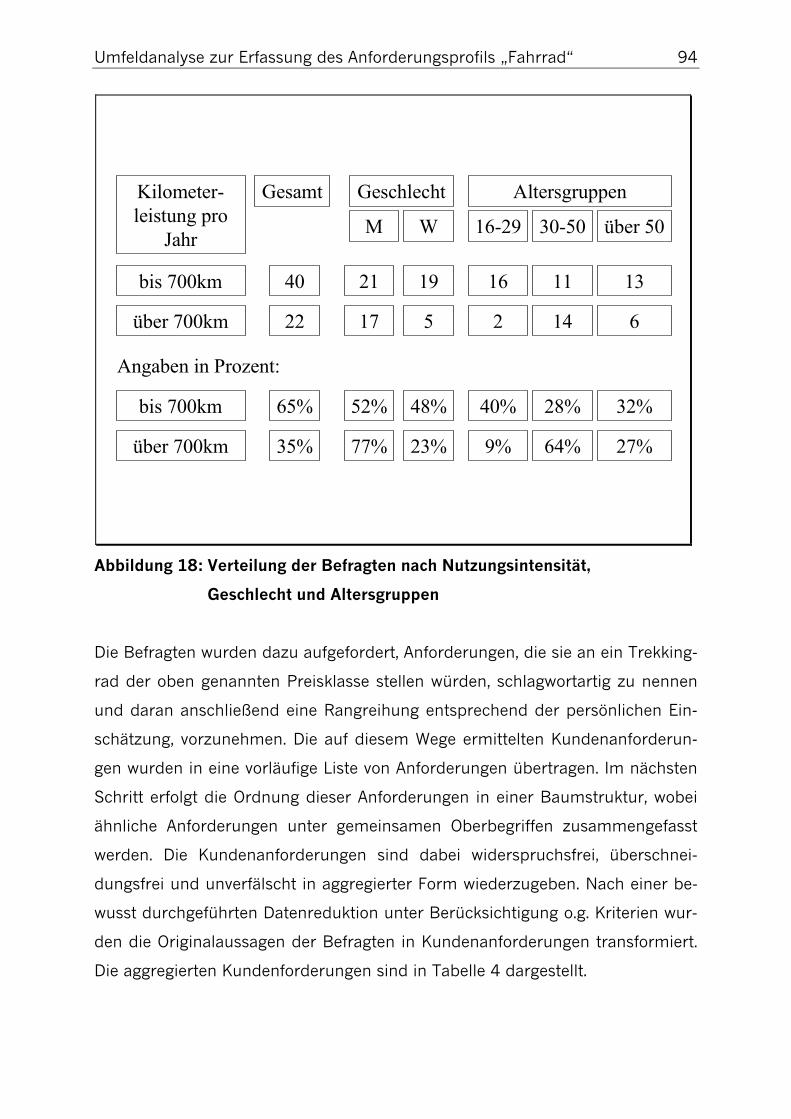
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 94
Kilometer-leistung pro
Jahr 16-29 30-50 über 50
AltersgruppenGeschlecht
bis 700km
WM
1921 16 11 13
über 700km 517 2 14 6
bis 700km 48%52% 40% 28% 32%
über 700km 23%77% 9% 64% 27%
Angaben in Prozent:
40
22
65%
35%
Gesamt
Abbildung 18: Verteilung der Befragten nach Nutzungsintensität,
Geschlecht und Altersgruppen
Die Befragten wurden dazu aufgefordert, Anforderungen, die sie an ein Trekking-
rad der oben genannten Preisklasse stellen würden, schlagwortartig zu nennen
und daran anschließend eine Rangreihung entsprechend der persönlichen Ein-
schätzung, vorzunehmen. Die auf diesem Wege ermittelten Kundenanforderun-
gen wurden in eine vorläufige Liste von Anforderungen übertragen. Im nächsten
Schritt erfolgt die Ordnung dieser Anforderungen in einer Baumstruktur, wobei
ähnliche Anforderungen unter gemeinsamen Oberbegriffen zusammengefasst
werden. Die Kundenanforderungen sind dabei widerspruchsfrei, überschnei-
dungsfrei und unverfälscht in aggregierter Form wiederzugeben. Nach einer be-
wusst durchgeführten Datenreduktion unter Berücksichtigung o.g. Kriterien wur-
den die Originalaussagen der Befragten in Kundenanforderungen transformiert.
Die aggregierten Kundenforderungen sind in Tabelle 4 dargestellt.

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 95
Kategorie Eigenschaften
(aggregierte Kunden-
forderungen)
Detaillierte Kundenforderungen
Geringer Wartungs-
und Pflegeaufwand
Keine außerplanmäßigen Wartungsarbeiten,
sowie geringe Pflegeintensität bspw. nach Re-
genfahrt keine Trocknung des Fahrrades
durch den Benutzer nötig, sowie geringer
Schmieraufwand.
Alltagstauglichkeit Gewährleistung sofortiger täglicher Nutzbar-
keit, ohne vorherige Einstell- oder sonstiger
An- und Abbauarbeiten.
leichte Bedienung
Fahrrad entspricht der STVZO uneinge-
schränkt und eignet sich somit für den
Gebrauch auf öffentlichen Strassen.
Gepäckmitnahmevorrichtung, sowie deren
Stabilität (Belastbarkeit/ Bruchfestigkeit) in
Verbindung mit der tragenden Struktur.
Diebstahlsicherheit Erschwerung der Demon-
tagemöglichkeit von Komponenten durch Un-
berechtigte bspw. durch Verzicht auf Schnell-
spannsysteme
Das Tourenrad muss im leichten Geländeein-
satz sicher zu beherrschen sein. Speichen,
Felgen und Naben müssen von ausreichender
Qualität sein, so dass keine Probleme mit
Haltbarkeit und Korrosion auftreten.
Schaltung muss dem leichten Geländeeinsatz
gerecht werden.
Leichtes Auf- und Ab-
steigen
Einfaches und sicheres Überwinden der Rah-
menhöhe, sowie sicheres und schnelles in die
Pedale steigen.
Handling
Sicherheit Stabilität/ Bruch- und Reißfestigkeit
Verwendung von Schraubensicherungen.
Geringe Verletzungsgefahr durch scharfe Kan-
ten oder durch abrutschen vom Pedal.
Fahrrad erfüllt alle gesetzlichen Anforderun-
gen (DIN EN ISO;STVZO).

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 96
Kategorie Eigenschaften
(aggregierte Kunden-
forderungen)
Detaillierte Kundenforderungen
Gutes Bremsverhalten Maximale Verzögerung bei Trockenheit und
bei Nässe, sowie unabhängig vom Fahrerge-
wicht bzw. der Zuladung.
Leicht zu tragen Fahrrad muss leicht tragbar sein.
Leichtes abrollen Geringer Abrollwiederstand durch Fahrbahn-
kontakt der Bereifung.
Lager und Kette müssen sich durch leichten
Lauf auszeichnen.
Gute Verarbeitung Keine zumindest visuell wahrnehmbare Verar-
beitungsmängel.
Optik
Modernes Design Modisch ansprechende Farbgestaltung sowie
Farbauswahl. +Gesamtwirkung aller eingesetz-
ten Materialien und deren Farbgestaltung.
Modische und funktionsgerechte Formgebung.
Gute Dämpfung Gute Stoßabsorption aktiv durch Federelemen-
te und passiv durch stoßabsorbierende Mate-
rialien.
Komfort
Schaltkomfort Ergonomisch angebrachte Schalter sowie prä-
zise und schnelle Schaltvorgänge, ohne Kor-
rekturmaßnahmen.
Leicht verständliche Bedienung der Schaltung
durch entsprechende Schalter (z.B. mit Gang-
anzeige), sowie ergonomisch sinnvolle Anbrin-
gung der Schalter und geringen Kraftaufwand
auf den Schalter.
Komfortable Übersetzung
Gut abgestimmte Übersetzung durch jeweils
leichte Veränderung der anzuwendenden Tret-
kraft.
Gute Justierung der Gänge, wenig oder keine
Nachjustierung bei normalem Gebrauch. (ver-
liert die Gänge nicht; schaltet schnell und di-
rekt)
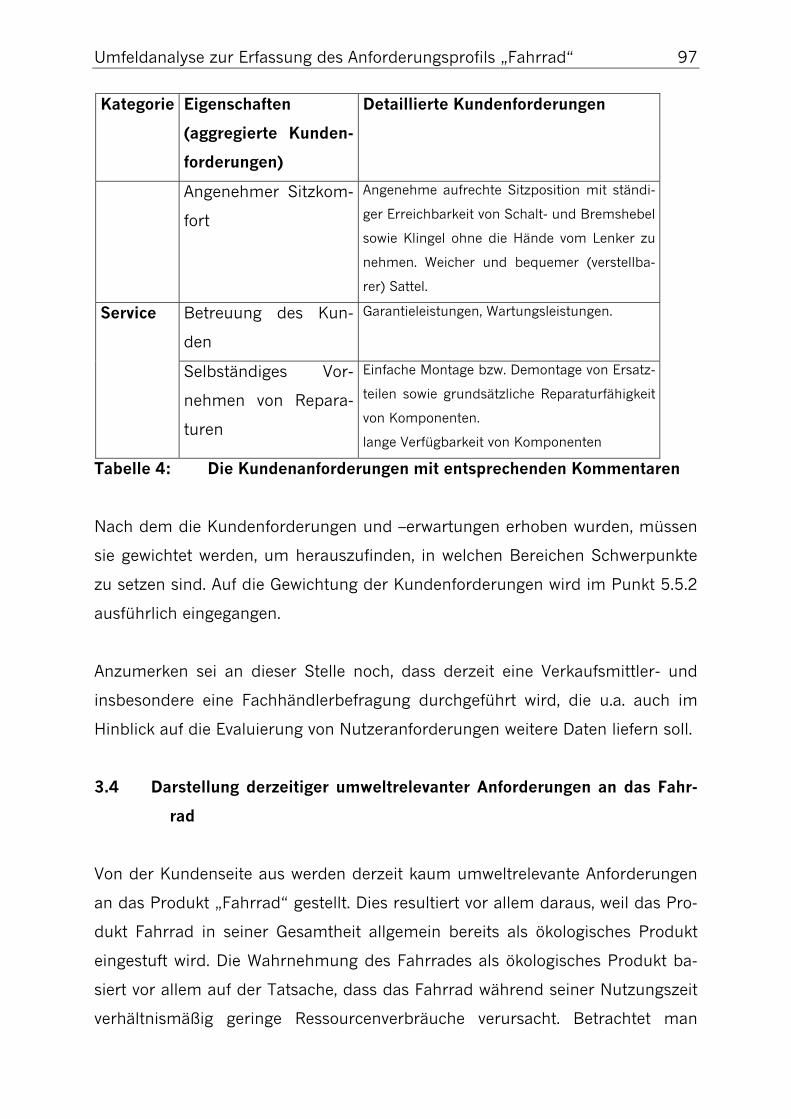
Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 97
Kategorie Eigenschaften
(aggregierte Kunden-
forderungen)
Detaillierte Kundenforderungen
Angenehmer Sitzkom-
fort
Angenehme aufrechte Sitzposition mit ständi-
ger Erreichbarkeit von Schalt- und Bremshebel
sowie Klingel ohne die Hände vom Lenker zu
nehmen. Weicher und bequemer (verstellba-
rer) Sattel.
Betreuung des Kun-
den
Garantieleistungen, Wartungsleistungen. Service
Selbständiges Vor-
nehmen von Repara-
turen
Einfache Montage bzw. Demontage von Ersatz-
teilen sowie grundsätzliche Reparaturfähigkeit
von Komponenten.
lange Verfügbarkeit von Komponenten
Tabelle 4: Die Kundenanforderungen mit entsprechenden Kommentaren
Nach dem die Kundenforderungen und –erwartungen erhoben wurden, müssen
sie gewichtet werden, um herauszufinden, in welchen Bereichen Schwerpunkte
zu setzen sind. Auf die Gewichtung der Kundenforderungen wird im Punkt 5.5.2
ausführlich eingegangen.
Anzumerken sei an dieser Stelle noch, dass derzeit eine Verkaufsmittler- und
insbesondere eine Fachhändlerbefragung durchgeführt wird, die u.a. auch im
Hinblick auf die Evaluierung von Nutzeranforderungen weitere Daten liefern soll.
3.4 Darstellung derzeitiger umweltrelevanter Anforderungen an das Fahr-
rad
Von der Kundenseite aus werden derzeit kaum umweltrelevante Anforderungen
an das Produkt „Fahrrad“ gestellt. Dies resultiert vor allem daraus, weil das Pro-
dukt Fahrrad in seiner Gesamtheit allgemein bereits als ökologisches Produkt
eingestuft wird. Die Wahrnehmung des Fahrrades als ökologisches Produkt ba-
siert vor allem auf der Tatsache, dass das Fahrrad während seiner Nutzungszeit
verhältnismäßig geringe Ressourcenverbräuche verursacht. Betrachtet man

Umfeldanalyse zur Erfassung des Anforderungsprofils „Fahrrad“ 98 Fahrräder jedoch über ihren Lebenszyklus hinaus, so ist festzustellen, dass hin-
sichtlich der Lebenserwartungen zwischen verschiedenen Fabrikaten erhebliche
Unterschiede bestehen. Im Bereich der „Billigfabrikate“ kann von einer durch-
schnittlichen Lebensdauer von nur 7 Jahren ausgegangen werden, während es
hochwertigere Modelle auf 20 Jahre und mehr bringen können. Betrachtet man
diese Lebensdauerunterschiede dann wird deutlich, das durch einige Fahrradty-
pen, bezogen auf den Ersatzbedarf beim Nutzer, erhebliche höhere Ressourcen-
verbräuche verursacht werden als bei anderen. Diese Tatsache macht den Be-
darf an umweltrelevanten Anforderungen, umgesetzt in entsprechende Pro-
duktmerkmale, für das Produkt „Fahrrad“ deutlich. Wie aus unseren Untersu-
chungen vorab zu entnehmen ist, wird von den Kunden durchaus eine höhere
Lebensdauer gewünscht. Steigende Produktionszahlen und ständig kürzer wer-
dende Innovationszyklen führten in den vergangenen Jahrzehnten zu einem
starken Anwachsen der Ressourcenverbräuche. Diese Entwicklungen sind Anlass
für das Konzept der Kreislaufführung von Stoffströmen, welches in dem im Ok-
tober 1996 in Kraft getretenen Kreislaufwirtschafts- und Abfallgesetz verankert
wurde. Aus diesem Gesetz können vor allem über die Erweiterung der Produkt-
verantwortung des Herstellers zahlreiche umweltrelevante Anforderungen für
Produkte und deren Gestaltung abgeleitet werden. Diese erweiterte Produktver-
antwortung erstreckt sich auf die ökologieorientierte Ausrichtung des gesamten
Produktlebenszyklusses, von der Rohstoffgewinnung, Produktion über die Ver-
wendung, bis hin zur Entsorgung. Gegenwärtig sind bei den Fahrradherstellern
jedoch nur wenig Aktivitäten hinsichtlich einer verstärkten Berücksichtigung
umweltorientierter Anforderungen – vor allem auch im Hinblick auf eine früher
oder später zu leistende Entsorgung - zu erkennen. Dies liegt vor allem darin
begründet, dass bislang spezielle, auf die Fahrradbranche zugeschnittene
Rechtsverordnungen – ähnlich wie bei Verpackungen, Altautos und Elektroniker-
zeugnissen - (abgeleitet aus dem KrW-/AbfG) fehlen. Außerdem gibt der Gesetz-
geber derzeit nicht deutlich zu erkennen, dass eine Ausweitung der veränderten
Produktverantwortung auf die gesamte Breite traditioneller Erzeugnisse kurzfris-
tig auf der politischen Agenda steht.

Aufnahme des „Ist-Objekts“ 99 4 Aufnahme des „Ist-Objektes“ als Voraussetzung für die systematische
Neuproduktplanung
4.1 Erfassung und Beschreibung des gegebenen Eigenschafts- und Merk-
malsprofils: Besonderheit der retrospektiven Ermittlung von Pro-
dukteigenschaften
Grundsätzlich müssen die im Anforderungsprofil erfassten Ansprüche an ein
Produkt einer systematischen Produktentwicklung zugänglich gemacht werden.
Das bedeutet, dass die aus der Sicht und noch in der Sprache der Kunden er-
fassten Anforderungen bewertet, gebündelt und so formuliert werden müssen,
dass daraus ein Leistungssystem entwickelt werden kann, dass diese Anforde-
rungen erfüllt. Produkteigenschaften sind demnach die in die „Produktentwick-
lungssprache“ „übersetzten“ Anforderungen, die beschreiben, was das Produkt
leisten muss, um die als relevant erkannten Anforderungen zu erfüllen. Die in
Produkteigenschaften transformierten Anforderungen beschreiben zwar, was
das Produkt für die verschiedenen Anspruchsträger leisten soll, machen jedoch
keine Aussagen dazu, wie diese Leistungserfüllung durch das „Leistungssystem
Fahrrad“ realisiert werden soll. Um dies einer Planung zugänglich zumachen ist
zunächst ein analytischer, d.h. ein „zerlegender“ Arbeitsschritt erforderlich. Hier-
für werden bei standardisierter Vorgehensweise die Produkteigenschaften in
einzelne Produktmerkmale aufgelöst. Durch die Formulierung von Produkt-
merkmalen werden Produkteigenschaften operationalisiert, indem ausgehend
von diesen Eigenschaften definierte Anforderungen an das „Leistungssystem
Fahrrad“ formuliert werden. Die ermittelten Produktmerkmale sind im Weiteren
durch messbare Kriterien zu beschreiben, was sie einer quantitativen Planung
zugänglich macht. Aufgrund der Tatsache, dass im Rahmen der Forschungsar-
beiten ein bereits existierender Produktentwurf Untersuchungsgegenstand ist,
sind die Merkmale und Eigenschaften durch den Produktentwurf bereits indi-
rekt, also durch die Produktstruktur des Referenzmodells, vorgegeben.

Aufnahme des „Ist-Objekts“ 100 Somit ist an dieser Stelle eine retrospektive Ermittlung des Eigenschafts- und
Merkmalsprofils für das Ist-Objekt vorzunehmen. Im Gegensatz zur standardi-
sierten Beschreibung von Eigenschaften und Merkmalen sind hier in einem ers-
ten Schritt Produktmerkmale zu isolieren und zu beschreiben. Dies geschieht
durch Analyse des bestehenden Produktes unter Zuhilfenahme der zum Refe-
renzprodukt zugehörigen Strukturstückliste. Daran anschließend müssen mit
Hilfe der ermittelten Produktmerkmale Produkteigenschaften beschrieben wer-
den, welche die Anspruchsträger auf Basis der Produktmerkmale an das Leis-
tungssystem „Fahrrad“ gestellt haben könnten. Dieses Eigenschaftsprofil hat
somit einen „synthetischen“ Charakter. Aus diesem Grund ist es notwendig die-
ses „synthetische“ Eigenschaftsprofil durch eine entsprechende Analyse gege-
bener Produktanforderungen abzusichern. Die Absicherung erfolgte durch eine
partielle Primäranalyse, deren Ergebnisse in Punkt 3.3 dargestellt sind. Die kon-
krete retrospektive Übertragung der Produktstruktur des Referenzmodels in
Produktmerkmale ist in Tabelle 19 (Punkt 6.5.3) dargestellt. Die so ermittelten
Produktmerkmale sind u.a. auch Voraussetzung für die Anwendung des QFD in
diesem Spezialfall der Neuproduktplanung (siehe Punkt 6.5.3). Unter Berück-
sichtigung dieses Sonderfalls der retrospektiven Ableitung von Produkteigen-
schaften und -merkmalen sowie den empirisch ermittelten Kundenforderungen
ergibt sich das in Tabelle 5 dargestellte Produktprofil „Fahrrad“.
Anforderungen Eigenschaften Merkmale Keine ausserplanmä-ßigen Wartungsarbeiten
Wartungsarme Lager, Korrosionsfeste Materia-lien (Nirosta)
Geringe Pflegeintensität bspw. nach Regenfahrt, keine Trocknung des Fahrrades durch den Benutzer nötig
Geringer Wartungs- und Pflegeaufwand
Kettenschutz, Radlaufschützer, Schaltungsschutz
Leichte Bedienung und Einstellungen
Bedienungsfreundliche Schaltung (Drehgriff-schalter), individuelle Rahmenhöhen (-größen)
Fahrrad eignet sich für den Gebrauch auf öffent-lichen Strassen
Alltagstauglichkeit
Straßenausstattung gem. StvZo

Aufnahme des „Ist-Objekts“ 101
Anforderungen Eigenschaften Merkmale Transportmöglichkeiten Gepäckträger
Diebstahlsicherheit Fahrradcodierung/ Fahr-radpass
Das Tourenrad muss im leichten Geländeeinsatz sicher zu beherrschen sein.
Berggängige Schaltung (21-Gang), Geländetaugli-che Bereifung (Trekking), Stabile Komponenten
Witterungsunempfindlich Korrosionsfeste Materia-lien (Nirosta)
Befestigungsmöglichkei-ten (Schloss, Trinkfla-sche, Luftpumpe)
Luftpumpenhalterung, Trinkflaschenhalterung (Vorbereitung)
Schnelles montieren von Taschen und Kindersitz
Zubehörkompatibilität
Einfaches und sicheres Überwinden der Rah-menhöhe, sowie sicheres und schnelles in die Pe-dale steigen.
Leichtes Auf- bzw. Abstei-gen
Individuelle Rahmenhö-hen (-größen)
Sicheres Fahrverhalten und gute Straßenlage
Sicherer Schwerpunkt des Fahrrades
Stabilität/ Bruch- und Reißfestigkeit
Sichere Verschraubun-gen/ Verbindungen (Schraubensicherungen)
Gute Beleuchtung Zuverlässige Beleuch-tungsanlage mit Stand-licht
Gute Bremsen Verschleißarme und ver-zögerungsstarke Brems-anlage (V-Brake)
Geringe Verletzungsge-fahr durch scharfe Kan-ten oder durch abrut-schen vom Pedal.
Abgerundete Bauteile, Abrutschsichere Pedale (Non Slip)
Fahrrad erfüllt alle ge-setzlichen Anforderun-gen (DIN EN ISO;STVZO).
Sicherheit
Normgerechte, hochwer-tige und stabile Materia-lien/ Komponenten
Fahrrad muss leicht tragbar sein
Leichtbauweise bei Rah-men und Komponenten (Hohlkammerfelgen)
Körpergerechte Rah-menhöhe Geringes Gesamtgewicht
Portabilität
Individuelle Rahmenhö-hen (-größen)
Geringer Abrollwieder-stand
Leichtläufigkeit Reifenprofile für geringen Rollwiderstand

Aufnahme des „Ist-Objekts“ 102
Anforderungen Eigenschaften Merkmale Lager und Kette müssen sich durch leichten Lauf auszeichnen.
Leichtläufige Lager
Keine visuell wahrnehm-bare Verarbeitungsmän-gel.
Qualitätskontrollen und Prüfung vor Auslieferung/ Versand
Hochwertige Gesamtwir-kung aller eingesetzten Materialien und deren Farbgestaltung.
Gute Verarbeitung
Hochwertige Bauteile, Montagequalität, Qualität der Komponen-ten, Durchdachtes Ge-samtkonzept
Modisch ansprechende Form- und Farbgestal-tung
Modernes Design Modische Formgebung, ansprechende Rahmen-geometrie, individuel-le Farbauswahl
Ergonomisch angebrach-te Schalter, präzise und schnelle Schaltvorgänge, leicht verständliche Be-dienung der Schaltung, Komfortable Überset-zung
Schaltkomfort Bedienungsfreundliches, robustes, haltbares und präzises Schaltwerk (Shimano Acera)
Gute Dämpfung Federelemente (Rahmen, Gabel, Sattel, Sattelstütze, etc.) sowie stoßabsorbie-rende Materialien (Len-kergriffe, etc.)
Angenehme aufrechte Sitzposition mit ständi-ger Erreichbarkeit von Schalt- und Bremshebel sowie Klingel, ohne die Hände vom Lenker zu nehmen.
Körpergerechte Rahmen-geometrie, Ergonomische Schalter/ Hebel
Weicher und bequemer Sattel.
Verstellbarer, gepolsterter Sattel
Unterschiedliche Griff-möglichkeiten am Lenker
Hoher Fahrkomfort
Multifunktionslenker oder andere Lenkerergänzun-gen
Garantie und Wartungs-leistungen,
Garantiepakete und sonst. Wartungsleistun-gen,
Ersatzteilservice
Umfangreiche Kunden-betreuung
Servicehotline, Reparaturservice, Ersatz-teilversand bzw. Ersatz-teilgarantien

Aufnahme des „Ist-Objekts“ 103
Anforderungen Eigenschaften Merkmale Einfache Montage bzw. Demontage von Ersatzteilen sowie grundsätzliche Repara-turfähigkeit von Komponenten.
Bordwerkzeuge/ Repara-turanleitungen
Lange Verfügbarkeit von Komponenten
Reparaturfähigkeit
Ersatzteilgarantien
Haltbar Korrosionsfeste Materia-lien/ Komponenten (Ni-rosta)
Zuverlässigkeit Verschleißarmes Getriebe Dauerhafte Lager Dauerhafte Lackierung
Langlebigkeit
Pulverlack Tabelle5: Produktprofil „Fahrrad“
4.2 Funktionsbezogene Produktstrukturierung zur Beschreibung des Pro-
duktkerns – Entwicklung eines Produktstrukturplans
4.2.1 Ziele der Produktstrukturierung
Die immer größer werdende Vielfalt von Produkten als Folge des gestiegenen
Wettbewerbsdruckes führt zu einer Erhöhung der Komplexität des Produkt-
spektrums.79 Ein Mittel, das zur Bewältigung dieser gesteigerten Komplexität
beitragen kann, ist ein geeignetes Management von Produktstruktur und Er-
zeugnisgliederung. Aus Sicht der Praxis verlangt die Auseinandersetzung mit
immer komplexeren Strukturen und Problemen nach Mitteln und Methoden zur
Komplexitätsbewältigung80. In der Literatur werden verschiedene Vorgehenswei-
sen zur Produktstrukturierung beschrieben. Ein Instrumentarium, dass eine
durchgehende systematische Analyse, Bewertung und Beeinflussung aller As-
pekte der Produktstruktur ermöglicht, ist bis heute nicht verfügbar.
79 Vgl. Rapp, T. (1999), S. 1. 80 Vgl. Schuh, G./ Wiendahl, H.-P. (Hrsg.) (1997), S. 311-323, hier zitiert durch Luczak/ Fricker.

Aufnahme des „Ist-Objekts“ 104 Mit dem Aufbau einer Produktstruktur werden im Allgemeinen folgende Ziele
verfolgt:
Komplexitätsbewältigung,
systematische Erfassung und Beschreibung der in einem Erzeugnis enthalte-
nen Baugruppen und Bauteile,
einheitlicher Zeichnungs- und Stücklistenaufbau,
Ansatzpunkt für eine programmbezogene Materialbedarfsplanung und
Sicherung der Mehrfachverwendung von Bauteilen.
Für die Bearbeitung des Forschungsvorhabens ergeben sich darüber hinaus fol-
gende spezielle Ziele einer Produktstruktierung:
Systematische Übersetzung der die Produkteigenschaften beschreibenden
Produktmerkmale in Bezug auf die Anforderungen an das Funktionssystem
„Fahrrad“ (Requirements).
Erarbeitung einer Systematik, die eine gezielte Auswertung des Demontage-
versuchs erlaubt.
Systematische Prognose der Auswirkungen von Eigenschaftsänderungen auf
das Funktionssystem „Fahrrad“.
4.2.2 Produktstruktur und Erzeugnisgliederung
Nahezu alle bekannten Güter sind aus Einzelteilen, unterschiedlichen Materia-
lien oder chemischen Substanzen zusammengesetzt. Alle wesentlichen Daten
über die Zusammensetzung eines Enderzeugnisses werden im Bereich der
stückorientierten Produktion mit Hilfe von Stücklisten beschrieben. Im Bereich
der Prozessindustrie (z.B. chemische Industrie) wird die Produktzusammenset-
zung mit Hilfe der Rezeptur dargestellt. Eine Stückliste wird aus der Erzeugnis-
struktur eines Produktes entwickelt und ist produktionstheoretisch die spezielle
Formulierung einer linear-limitationalen Verbrauchsfunktion.81 In der Fertigungs-
81 Vgl. Kern, W./ Schröder, H.H./ Weber, J. (Hrsg.): Handwörterbuch der Produktionswirtschaft
(1996), Sp. 1923-1924.

Aufnahme des „Ist-Objekts“ 105 industrie wird die Erzeugnisstruktur mit Hilfe eines hierarchisch aufgebauten
Baumgraphen dargestellt, welcher in chemischen Produktionsprozessen durch
zyklische Strukturbeziehungen ergänzt werden kann, so dass ein allgemeiner
Netzgraph entsteht. Einzelteile und Materialien sind die elementaren Bestandtei-
le eines Produktes. Diese elementaren Strukturkomponenten werden häufig zu
Baugruppen zusammengefasst. Eine Baugruppe besteht aus einer Gruppe von
Eintelteilen, die als Einheit in die Endprodukte eingeht, wobei organisatorische,
konstruktive, fertigungstechnische oder vertriebliche Gründe für die Bildung von
Baugruppen maßgebend sind.
Die Bauteile und Baugruppen, aus denen ein Produkt besteht, bilden die Ele-
mente der Produktstruktur. Die Zuordnung dieser Elemente untereinander er-
folgt bspw. durch Schnittstellen oder durch übergeordnete Produktmerkmale.
Die übergeordnete Zusammenfassung von Elementen zu Modulen, Baugruppen,
Vormontage- oder Verkaufseinheiten bildet nicht die eigentliche Produktstruktur,
sondern entspricht einer Abbildung derselben für einen speziellen Zweck. In der
Literatur sind unterschiedliche Definitionen zur Produktstruktur zu finden.
ULRICH bspw., versteht unter der Produktstruktur die Anordnung von funktiona-
len Elementen, deren Zuordnung zu physischen Komponenten sowie die Spezi-
fikation der Schnittstellen zwischen diesen Komponenten. Dabei wird jedoch
nicht berücksichtigt, dass auch Abhängigkeiten zwischen Komponenten beste-
hen können, die keine Schnittstellen aufweisen.
Im Weiteren wird die folgende Definition des Produktstrukturbegriffs verwen-
det82: Die Produktstruktur soll die Zusammensetzung eines Erzeugnisses aus
Teilelementen (Bauteile/ Baugruppen) und deren Zuordnung untereinander wi-
derspiegeln. Bezogen auf den Referenzfall „Fahrrad“ ergibt sich die in Abbildung
18 dargestellte Produktstruktur. Dabei wird das Fahrrad eingeteilt in Baugrup-
pen und Bauteile abgebildet.
82 Vgl. Ungeheuer, U./ Kalde, M. (1983), S. 14-17.

Aufnahme des „Ist-Objekts“ 106
Fahrrad
Antrieb/ ggf. Rücktrittbremse
Laufräder (Ebene 2für Vord./Hinterrad)
Bremsanlage
Tragende Struktur
Beleuchtung
Anbauteile
Lenkung
Tretkurbel und Pedal
vorderes Kettenblatt
Antriebskette
Handhebel
Ventil
Felgenband
Schlauch
Reifendecke
Felge
Speichen/Nippel
Nabe
Rücktrittsbremse
Getriebe/Kettenschaltung
hinteres Ritzel
Bowdenzug
Widerlager, Bremszughülle
Speichenschutz
Klingel
Gepäckträger
Kettenschutz
Radlaufschützer
Reflektoren
Dynamo
Kabel
Kontakte
Leuchtmittel
Lampengehäuse
Steuerlager
Lenkervorbau
Lenker
zusätzliche Lenkeränden
Handgriffe
Sattelstütze/Sattel
Vorderradgabel
Rahmen
Bremsbeläge, -halter
Bremszangen
Abbildung 19: Produktstruktur des Fahrrades
Neben den Teilelementen und deren Zuordnung untereinander beeinflussen ge-
rade die Funktionen eines Produktes die Produktstruktur nicht unwesentlich, so
dass es sinnvoll erscheint, die Produktstruktur gekoppelt an die Funktionsstruk-
tur zu betrachten. Diese Funktionsorientierung wird ebenfalls deutlich in den
VDI-Richtlinien 2220 „Produktplanung; Ablauf, Begriffe und Organisation“ und
2221 „Methodik zum Entwickeln und Konstruieren technischer Produkte und
Systeme“, die eine Grundlage für die methodische und strukturierte Vorgehens-

Aufnahme des „Ist-Objekts“ 107 weise in der Konstruktion bilden. Abbildung 20 zeigt die generelle Vorgehens-
weise beim Entwickeln und Konstruieren, wobei der Arbeitsabschnitt 2, die
Ermittlung von Funktionen und deren Strukturen, für die Produktstrukturierung
von großer Wichtigkeit ist. In diesem Schritt erfolgt die Ermittlung der Funktio-
nen, und zwar zunächst der Gesamtfunktion und der wesentlichen vom Produkt
bzw. System zu erfüllenden Teilfunktionen.
Abbildung 20: Generelles Vorgehen beim Entwickeln und Konstruieren
VDI-Richtlinie 222083
83 Vgl. VDI 2221 (1980).

Aufnahme des „Ist-Objekts“ 108 4.2.3 Funktionen und Funktionsstruktur
In der Literatur wird der Begriff „Funktion“ unterschiedlich definiert. Produkt-
funktionen charakterisieren die Wirkungsweise des Produktes und sind an die
Ausprägung bestimmter Gebrauchseigenschaften gebunden.84 Nach VDI-
Richtlinie 222185 sind Funktionen „lösungsneutral beschriebene Beziehungen
zwischen Eingangs-, Ausgangs- und Zustandsgrößen eines Systems“. Man un-
terscheidet Gesamtfunktionen und Teilfunktionen sowie Hauptfunktionen und
Nebenfunktionen.“ Nach Kölscheid beschreiben Funktionen den Zweck zu dem
die Komponenten hergestellt werden.86 Für den Referenzfall „Fahrrad“ sind die
Funktionen der wichtigsten Baugruppen und Teile in Abbildung 21 beschrieben.
B au g ru ppe/ T eil F u n ktio n s bes c h reib u n g
S chutzbleche
R ahmen
G abe l
S itz
F ederung
G epäckträger
S tä nder
Le nker
S te uerkopf
K e tte
V orderrad
T re tlager
G angscha ltung
H inte rrad
V orderradbremse
E ne rg ieque lle
H inte rradbremse
Le uchten
R e flektoren
K ons truktions technische S tabilitä t des F ahrrades , Mög lichke it de r Be fes tigung v on A nbaute ile n
G locke
S te ue rung , Be fes tigung und F ührung des V orderrades
Lagerung des G abe lschaftes zur S te uerung des F ahrrades
F ortbew egung des F ahrrades , S te uerung , A bbremsen der G eschw indigke it (im Z usammenhang mit anderen Baug ruppen)
S te ue rung des F ahrrades , Be fes tigung v on Ba ute ile n für v e rschiedene F unktionen, G le ichgew icht ha lte n
M ög lichke it zum A bs te llen des F ahrrades
M ög lichke it de r M itnahme v on Las ten
P ersone nbe förderung
A bfangen v on K rä ften (S töße n)
R e flektie ren v on L icht, E rkennung des F ahrrades be i D unke lhe it und schlechte n S ichtv e rhä ltniss en
M ög lichke it zur F ortbew egung , K ra ftübertragung , Lagerung und Be fes tigung v on Baute ile n
K raftübe rtragung v om T re tlager auf das H inte rrad
M ög lichke it zur V erringerung de r K ra ftaufw endung zur F ortbew egung des F ahrrades , E rhöhung der F ortbew egungsgeschw indigke it
F ortbew egung , Umw andlung v on E nerg ie
V erringe rung de r G eschw indigke it
V e rringe rung de r G eschw indigke it
E nerg ieumw andlung , Bere its te llung v on e lektris che r E nerg ie
U mw andlung e lektrischer E nerg ie in L ichtenerg ie
A bfangen v on S pritzw asser und schmutz
M itte ls e ines he lle n Tones auf das F ahrrad aufmerksam machen
Abbildung 21: Funktionsbeschreibung der Baugruppen und -teile des
Fahrrades
84 Vgl. Kern, W./ Schröder, H.-H./ Weber, J. (1996), S. 1442. 85 Vgl. VDI 2221 (1993). 86 Vgl. Kölscheid, W. (1999), S. 36.

Aufnahme des „Ist-Objekts“ 109 Die Erfassung, Beschreibung und Darstellung von Funktionen ist von besonderer
Bedeutung, da davon ausgegangen werden kann, dass die Funktionen die ein
Produkt zu erfüllen hat im Zeitablauf überwiegend konstant bleiben. Dem ent-
gegen unterliegen allerdings die einzelnen Baugruppen und -teile aus denen
sich ein Produkt zusammensetzt gewissen Veränderungen (modische Trends,
technischer Fortschritt, etc.). Für den Referenzfall „Fahrrad“ ergibt sich die in
Abbildung 22 dargestellte Funktionsstruktur. Neben der Hauptfunktion „Fortbe-
wegung“ können insgesamt neun Teilfunktionen spezifiziert werden.
Fortbewegung
Antreiben
Rollen
Bremsen
Fahrer tragen
Leuchten (erkennen, erkannt werden)
Schützen (vor bewegten Teilen)
Lenken
Antriebskraft aufnehmenAntriebskraft übertragen Antriebskraft wandeln
Abstützung gesamt
Hände (Gewicht) abstützen
Gesäß (Gewicht) abstützen
Füße (Gewicht & Antriebskraft) abstützen
Bremskraft erzeugen
Bedienkraft wandeln
Bedienkraft übertragen
Bedienkraft aufnehmen
Störungsfreie Bewegung der Laufräder vorn/ hinten
Antriebskraft abgeben
Lenkbewegung aufnehmen
Lenkbewegung übertragen
Kettenschutz
Vor Speichenbewegung schützen
Vor Radbewegung schützen
Reflektoren
Beleuchtungseinrichtung vor Witterung und Stoß schützen
Licht abgebenStrom übertragenStrom erzeugen
Lenkbewegung ausführen
Gepäck tragen (Gepäckträger)
Warnton abgeben (Klingel)
Abbildung 22: Funktionsstruktur des Fahrrades

Aufnahme des „Ist-Objekts“ 110 4.2.4 Ableitung einer Produktstruktur für den Anwendungsfall
Während die Funktionsstruktur das „funktionieren“, d.h. das Zustandekommen
der Leistung des Produktes klärt, spiegelt die Produktstruktur die Zusammen-
setzung eines Erzeugnisses aus Teilelementen und deren Zuordnung unterein-
ander wider. Die Elemente der Produktstruktur bilden die Bauteile, Komponen-
ten oder Baugruppen, aus denen ein Produkt besteht.87 Für den Referenzfall
„Fahrrad“ erfolgte keine Trennung der Darstellung in Produktstruktur und Funk-
tionsstruktur, sondern vielmehr eine Verschmelzung der Funktionsstruktur mit
der Produktstruktur.
Nach Auswertung der einschlägigen Literaturquellen erfolgte die Erarbeitung der
allgemeinen Produkt- und Funktionsstruktur im Wesentlichen in Anlehnung an
die VDI-Richtlinien 2220, 2221 und unter Verwendung der bestehenden Ansätze
zur Produktstrukturierung.88 Die Abbildung der Produktstruktur (Abbildung 21)
erfolgte nach DIN 6789 und wurde als Baum dargestellt. Dabei repräsentiert die
oberste Ebene das Produkt eingeteilt in seine Gesamtfunktionen (Ebene2) und
deren Teilfunktionen (TFn)89 (Ebene3). Den Teilfunktionen werden die entspre-
chenden Baugruppen (BGnTFn)90 und Bauteile (TnBGnTFn)91 zugeordnet (Ebene4
und 5). In der Praxis streut die Anzahl Ebenen (Produktstrukturtiefe) stark (im
Allgemeinen zwischen 2 und 6 Ebenen).
87 Vgl. Rapp, T. (1999), S. 9. 88 Vgl. Rapp, T. (1999), S. 18ff. 89 Teilfunktion „n“ (n bezeichnet die Anzahl) 90 Baugruppe „n“, welche die Teilfunktion „n“ erfüllt (n bezeichnet die Anzahl) 91 Teil „n“, der Baugruppe „n“ (n bezeichnet die Anzahl)

Aufnahme des „Ist-Objekts“ 111
ProduktProdukt
Gesamt-funktion
Teilfunktionen
Baugruppen
Teile
Gesamt-funktion
TF1TF2 TFn
BG1TF1 BG2TF1 BGnTF1BG1TF2 BG2TF2 BGnTF2 BG2TFnBG1TFn BGnTFn
T1BG1TF1 T1BG2TF1 T1BGnTF1
T2BG1TF1
TnBG1TF1
T2BG2TF1
TnBG2TF1
T2BGnTF1
TnBGnTF1
T2BG1TF2
TnBG1TF2
T1BGnTFnT1BG2TFnT1BGnTF2 T1BG1TFnT1BG2TF2T1BG1TF2
T2BG2TF2
TnBG2TF2
T2BGnTF2
TnBGnTF2
T2BG1TFn
TnBG1TFn
T2BG2TFn
TnBG2TFn
T2BGnTFn
TnBGnTFn
Abbildung 23: Allgemeine Produkt- und Funktionsstruktur
Bezogen auf das Fahrrad ergibt sich damit eine kombinierte Abbildung. Die ist
abgeleitet aus der Zuordnung der Produktstruktur (im Sinne der hier verwende-
ten Definition) zu den vom Produkt Fahrrad zu erfüllenden Teilfunktionen. Er-
gebnis dieser Zuordnung ist die in Abbildung 23 dargestellte Produkt und Funk-
tionsstruktur.

Aufnahme des „Ist-Objekts“ 112
Fahrrad
Fortbewegung
Antreiben Rollen
Laufräder
Speichen/ Nippel
Felge
Nabe
Reifendecke
Schlauch
Felgenband
Ventil
Bremsen
Bremsanlage
Bowdenzüge
Widerlager/ Bremszug-
hüllen
Handhebel
Bremsbeläge/ -halter
Bremszangen
Tragen Lenken
Antrieb
Vorderes Kettenblatt
Kette
Tretkurbel und Pedal
Hinteres Ritzel
Ketten-schaltung
Lenker
Lenker
Handgriffe
Lenker-vorbau
Zusätzliche Lenkerenden
Steuerlager
Leuchten
Beleuchtungs-anlage
Lampen-gehäuse
Kabel
Kontakte
Dynamo
Leuchtmittel
Reflektoren
Schützen
Schutz-vorrichtungen
Radlauf-schützer
Speichen-schutz
Klingel
Kettenschutz
Tragende Struktur
Gabel
Sattel
Rahmen
Lenker
Gepäckträger
Abbildung 24: Produkt- und Funktionsstruktur für den Referenzfall „Fahrrad“
Mit Hilfe der erarbeiteten Produkt- und Funktionsstruktur lässt sich das sehr
komplexe Produkt „Fahrrad“ recht anschaulich abbilden.
4.3 Demontageversuch
4.3.1 Einführung und Ziele
Für die Untersuchung der Produkteigenschaften „Langlebigkeit“ und „Kreislauf-
fähigkeit“ ist es erforderlich Informationen über das Funktionssystem „Produkt“
und dessen Zusammensetzung zu gewinnen. Da die für eine Sekundäranalyse
notwendigen Dokumentationen nicht vorlagen, mussten die erforderlichen In-
formationen über eine Primärdatenerhebung im Rahmen eines Demontagever-
suchs gewonnen werden.
Aufnahme des „Ist-Objekts“ 113 Als Demontage wird die zerstörungsfreie oder zerstörende Zerlegung von Pro-
dukten in Bauteile und -gruppen bezeichnet. Wir haben das Prinzip der zerstö-
rungsfreien Zerlegung angewandt.
Die durch den Demontageversuch gewonnenen Informationen dienen einer ge-
naueren Produktabbildung als Ausgangspunkt der Neuproduktplanung und als
Grundlage zur Untersuchung der Verwertung und Entsorgung der einzelnen
Baugruppen und Teile.
Durch den Demontageversuch werden im Einzelnen Informationen über:
▪ die Demontagefähigkeit,
▪ die Materialzusammensetzung und Materialmenge,
▪ die Anzahl der Teile und Beschreibung der demontierten Baugruppen und
Teile,
▪ die Anzahl der Fügestellen und Beschreibung der einzelnen Verbindungs-
techniken zwischen Baugruppen und Teilen,
▪ die Teilevielfalt und die Regenerierbarkeit von Teilen,
▪ die Vorgehensweise bei der Demontage von Fahrrädern,
▪ die Beschreibung der Demontage der einzelnen Baugruppen und Teile,
▪ die Dauer der Demontage eines Fahrrades insgesamt und die Dauer der De-
montage der einzelnen Baugruppen, Teile und Verschleißteile,
▪ die Anzahl und Beschreibung der bei der Demontage verwendeten Werkzeu-
ge, inklusive Erläuterungen zu Standard- und Spezialwerkzeugen,
▪ die Beschreibung der Werkzeuge je Fügestelle, für die Demontage von Ver-
schleißteilen und zur Durchführung von Kleinreparaturen,
▪ die Regenerierbarkeit von Baugruppen und Teilen,
▪ das Gewicht und die Anzahl der Materialarten je Funktion sowie
▪ die Anzahl der Teile (insgesamt) und der Kleinteile in Zusammenhang mit
der Anzahl der Materialarten je Funktion erhoben.

Aufnahme des „Ist-Objekts“ 114 Der Demontageversuch erfolgte anhand der Demontage von 20 „älteren“ und
„neuen“ Fahrrädern. Hierdurch ist es möglich einen Vergleich hinsichtlich der
oben genannten Ziele durchzuführen und den Entwicklungstrend bei den ein-
zelnen Fahrradgenerationen aufzuzeigen.
4.3.2 Durchführung des Demontageversuchs
Die Demontage der Fahrräder erfolgte an einem eigens dafür eingerichteten
Demontagestand. Dieser Demontagestand wurde dem Bereich Musterbau der
Mitteldeutschen Fahrradwerke AG zugeordnet. Diese Zuordnung erfolgte einer-
seits um die Erfahrungen der Mitarbeiter aus der Montage von Fahrrädern für
die Demontage zu nutzen, andererseits die Nutzung bzw. Herstellung von Spezi-
alwerkzeugen unkompliziert zu ermöglichen. Der Demontagestand besteht aus
einem Rechnerarbeitsplatz und einer Demontagevorrichtung. Dabei handelt es
sich um eine Rohrhülse (mit eingesetztem Zapfen), die mittels Streben auf einer
Grundplatte befestigt ist (siehe Abbildung 25). Die Demontagevorrichtung dient
der Fixierung und beweglichen Lagerung des Fahrrades über die gesamte De-
montagezeit.
Abbildung 25: Demontagevorrichtung

Aufnahme des „Ist-Objekts“ 115 Die Demontage der Fahrräder erfolgte, unter Anleitung und Mitarbeit eines Dip-
lomingenieurs der Mitteldeutschen Fahrradwerke AG und durch einen Studen-
ten der Verfahrenstechnik im berufspraktischen Semester.
Die Demontage erfolgte manuell. Bei der Demontage wurde die größtmögliche
Demontagetiefe angestrebt, d.h. die Objekte wurden in alle nicht zerstörungsfrei
zerlegbaren Komponenten demontiert. Der Demontageablauf und die dazu not-
wendigen Arbeitsschritte können dem Anhang entnommen werden.
4.3.3 Ergebnisse
Im Weiteren werden die wesentlichen Ergebnisse des Demontageversuchs dar-
gestellt. Eine detaillierte Ergebnisdarstellung findet sich im Anhang.
4.3.3.1 Demontagezeit
Die Demontagezeit ist eine wichtige Größe zur Beurteilung z.B. der Wartungs-
und Instandsetzungsfreundlichkeit, für den Komponententausch und die De-
montagefreundlichkeit. Wir haben hier die allgemeinen Demontagezeiten und
die Demontagezeiten für die Verschleißteile (Definition: siehe Anhang, Seite XII
ff.) untersucht. Die Summe der Demontagezeiten für die Verschleißteile ist höher
als die Gesamtdemontagezeiten. Dies ergibt sich daraus, dass jeweils auch die
Demontagezeiten für die im Vorfeld zu demontierenden Komponenten einflie-
ßen mussten.
a) Gesamtdemontagezeit
Demontagezeit Alt Neu Verände-rung in
min
Verände-rung in
% Gesamtsumme Demontagezeit: 255 256 1 +0,39 Gesamtsumme Demontagezeit ohne Schaltung:
253 237 -16 -6,32
Gesamtsumme Demontagezeit ohne Bremsen:
238 227 -11 -4,62
Tabelle 6: Demontagezeit

Aufnahme des „Ist-Objekts“ 116 Wie ersichtlich, unterscheiden sich die Demontagezeiten nur unwesentlich von-
einander. Dies gilt auch, wenn die Demontagezeiten von Komponenten heraus-
gerechnet werden, die zwischen Alt- und Neurädern nicht vergleichbar sind
(Schaltung/ Bremsen).
Für die Interpretation der Ergebnisse ist weiter zu beachten, dass der Zustand
der Fahrräder einen wesentlichen Einfluss auf die Demontagezeit hat. Die De-
montagefreundlichkeit von Neurädern hat sich gegenüber vorangegangenen
Generationen nicht wesentlich verändert. Ein „neues“ Fahrrad, welches direkt
nach seiner Herstellung vom Produktionsband genommen wird, lässt sich ohne
Probleme, leichter (mit geringerem Kraftaufwand und ohne den Einsatz zusätzli-
cher Werkzeuge) und somit schneller demontieren, als ein „älteres“ Fahrrad,
welches während seiner Nutzungsphase den unterschiedlichsten Witterungsbe-
dingungen ausgesetzt war. Hier liegt ein hoher Korrosions- und Verschmut-
zungsgrad der einzelnen Komponenten und Fügestellen vor. Detaillierte, auf
Bauteile bezogene Ergebnisse sind im Anhang einzusehen.
b) Demontagezeiten der Verschleißteile
Die Analyse der Demontagezeiten der Verschleißteile92 zeigt ein etwas differen-
zierteres Bild als die Gesamtdemontagezeiten. Während die Demontagezeiten
aller Verschleißteile keine sehr deutlichen Vorteile neuerer Produkte erkennen
lassen, reduzieren sich die Demontagezeiten der Verschleißteile beim Neupro-
dukt erheblich, wenn Bremsen und Schaltung vernachlässigt wurden. Dies ist
darauf zurückzuführen, dass Bremsen und Schaltung bei neueren Produkten
entweder technisch erheblich aufwendiger (bei Bremsen) gestaltet sind bzw. bei
älteren Produkten so nicht vorhanden waren (Schaltung). Dies bedeutet eine
tendenziell etwas bessere Demontagefähigkeit von Verschleißteilen bei Neurä-
dern.
92 Definition Verschleißteile und detaillierte Ergebnisse im Anhang S. XII ff.

Aufnahme des „Ist-Objekts“ 117
Zeit (in min) Demontagezeit Alt Neu
Veränderung in min
Veränderungin %
Demontagezeit insgesamt: 274 245 -29 -10,58 Demontagezeit insgesamt ohne Schaltung:
262 218 -44 -16,79
Demontagezeit insgesamt ohne Bremsen:
270 225 -45 -16,67
Tabelle 7: Demontagezeiten der Verschleißteile
4.3.3.2 Durchführbarkeit der Demontage
Die Untersuchungen zur Durchführbarkeit der Demontage liefern wesentliche
Informationen für die Beurteilung
▪ der Bedingungen für Wartung und Instandsetzung,
▪ den Austausch von Komponenten und den damit verbundenen Anpas-
sungsmöglichkeiten an den technischen Fortschritt und
▪ die Demontagefreundlichkeit.
Die vorgenommenen Untersuchungen bezogen sich auf Neuräder, da deren
Demontagefähigkeit im folgenden Nutzungszeitraum von besonderer Bedeutung
war. Die Beurteilung der Durchführbarkeit der Demontage beruht auf der sub-
jektiven Einschätzung des Demontageteams, wobei hier unterschiedliche Anfor-
derungsniveaus an technische Kenntnisse/ Fertigkeiten unterstellt wurden:
Normaler Nutzer: geringe technische Kenntnisse, normale handwerkliche Fä-
higkeiten,
Qualifizierter Nutzer: gute technische Kenntnisse, ausgeprägte handwerkliche
Fähigkeiten,
Werkstatt: qualifiziertes Personal.

Aufnahme des „Ist-Objekts“ 118 Die Ergebnisse der durchgeführten Untersuchung sind in Tabelle 8
Nr. DURCH „QUALIFIZIERTEN NUTZER“ ODER WERKSTATT ZU DEMONTIERENDE
KOMPONENTE 1 Nabe des Vorderrades
2 Nabe des Hinterrades
3 Bowdenzüge für die Schaltung
4 Schaltzugführung
5 Tretkurbeln
6 Tretlager
7 Vorderradgabel/Steuerlager
Tabelle 8: Teile, die nur durch einen „qualifizierten Nutzer“ oder einer
Werkstatt zu demontieren sind
zusammengefasst dargestellt. Detailergebnisse finden sich im Anhang (Tabelle 4
im Anhang).
Insgesamt ist festzustellen, dass nur eine vergleichsweise geringe Zahl von
Komponenten durch qualifizierte Nutzer oder durch eine Werkstatt demontier-
bar ist (ca. 13% aller Komponenten). Dies bedeutet u.a., dass ein Komponenten-
tausch relativ einfach möglich und das Fahrrad aus dieser Sicht gut für eine ei-
genständige Wartung und Pflege geeignet ist.
4.3.3.3 Werkzeuge
Wartung und Instandsetzung, Komponententausch sowie Demontagefreundlich-
keit sind sehr stark abhängig von der Anzahl und Art der einzusetzenden Werk-
zeuge. Untersucht wurde im Vergleich zwischen Alt- und Neurädern,
▪ die Art und Zahl der Werkzeuge insgesamt und bezogen auf Fügestellen,
▪ die Art und Zahl der Werkzeuge bezogen auf Verschleißteile,
▪ die Art und Zahl der Werkzeuge zur Ausführung von Kleinreparaturen.

Aufnahme des „Ist-Objekts“ 119 a) Werkzeuge insgesamt
In Tabelle 10 sind Art und Zahl der zur Demontage erforderlichen Werkzeuge
für Alt- und Neuräder ersichtlich. Dabei ist auffällig, dass sich sowohl die Werk-
zeugzahl insgesamt, als auch die Zahl der Standard- und Spezialwerkzeuge93 im
Laufe einer Produktgeneration praktisch verdoppelt haben. Eine vertiefende Ana-
lyse dazu, die die Werkzeugdaten zu Fügestellen zuordnet, kann im Anhang ein-
gesehen werden.94 Dies bedeutet im Wesentlichen, obwohl eine relativ leichte
Demontage möglich ist (siehe Punkt 4.3.3.2), dass sich die Demontagefreund-
lichkeit des Produktes tendenziell verschlechtert hat. Insbesondere die Zahl der
Erhöhung der Spezialwerkzeuge steht Eigenwartung und –instandsetzung zu-
nehmend im Wege und begünstigt einen „Trend zur Werkstatt“.
Werkzeug Fahrrad Bezeichnung Alt Neu Außensechskantschlüssel (8 mm) X X Außensechskantschlüssel (9 mm) X Außensechskantschlüssel (10 mm) X X Außensechskantschlüssel (11 mm) X Außensechskantschlüssel (12 mm) X Außensechskantschlüssel (13 mm) X Außensechskantschlüssel (14 mm) Außensechskantschlüssel (15 mm) X X Außensechskantschlüssel (16 mm) X X Außensechskantschlüssel (17 mm) X Außensechskantschlüssel (32mm) X Innensechskantschlüssel (2,5 mm) X Innensechskantschlüssel (4 mm) X Innensechskantschlüssel (5 mm) X Innensechskantschlüssel (6 mm) X Innensechskantschlüssel (8 mm) X Flachkopfschraubendreher X X Kreuzschlitzschraubendreher X Zange X X
Standardwerkzeug
Messer X X Speichenzentrierschlüssel X X Spezialwerkzeug Zahnkranzabzieher X
93 Definition siehe Anhang S. XVII. 94 siehe Anhang S. XVIII.
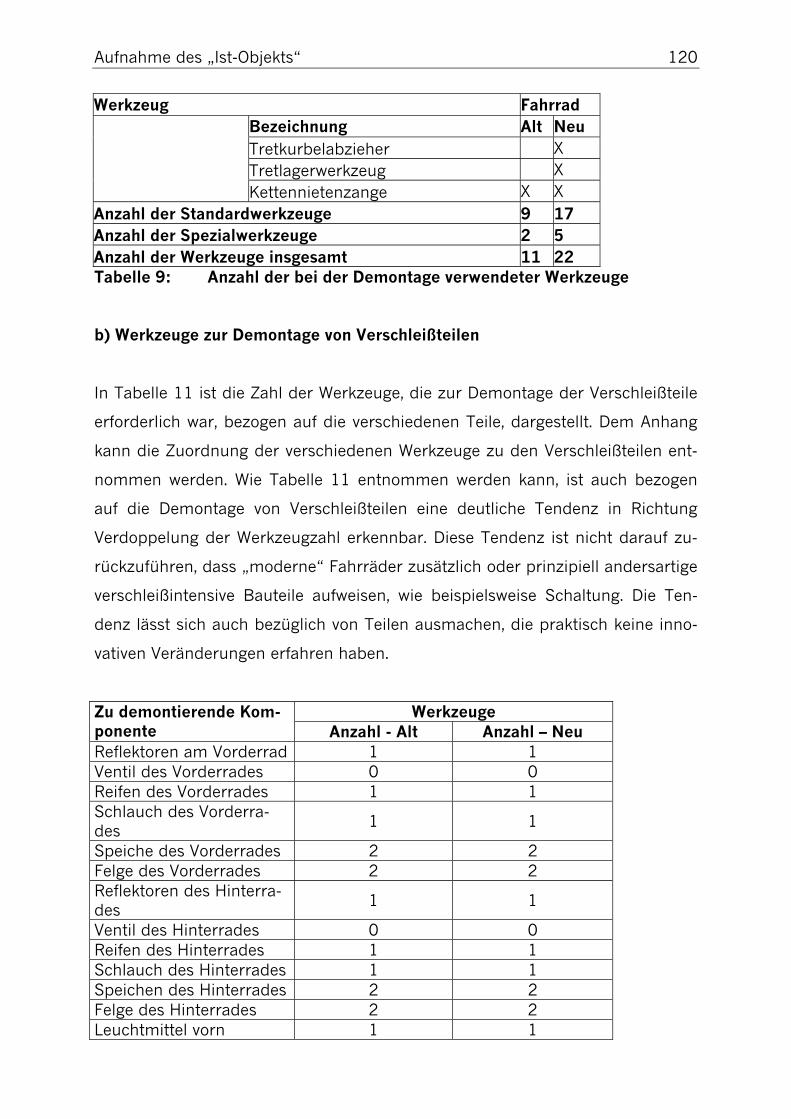
Aufnahme des „Ist-Objekts“ 120
Werkzeug Fahrrad Bezeichnung Alt Neu Tretkurbelabzieher X Tretlagerwerkzeug X
Kettennietenzange X X Anzahl der Standardwerkzeuge 9 17 Anzahl der Spezialwerkzeuge 2 5 Anzahl der Werkzeuge insgesamt 11 22 Tabelle 9: Anzahl der bei der Demontage verwendeter Werkzeuge
b) Werkzeuge zur Demontage von Verschleißteilen
In Tabelle 11 ist die Zahl der Werkzeuge, die zur Demontage der Verschleißteile
erforderlich war, bezogen auf die verschiedenen Teile, dargestellt. Dem Anhang
kann die Zuordnung der verschiedenen Werkzeuge zu den Verschleißteilen ent-
nommen werden. Wie Tabelle 11 entnommen werden kann, ist auch bezogen
auf die Demontage von Verschleißteilen eine deutliche Tendenz in Richtung
Verdoppelung der Werkzeugzahl erkennbar. Diese Tendenz ist nicht darauf zu-
rückzuführen, dass „moderne“ Fahrräder zusätzlich oder prinzipiell andersartige
verschleißintensive Bauteile aufweisen, wie beispielsweise Schaltung. Die Ten-
denz lässt sich auch bezüglich von Teilen ausmachen, die praktisch keine inno-
vativen Veränderungen erfahren haben.
Werkzeuge Zu demontierende Kom-ponente Anzahl - Alt Anzahl – Neu Reflektoren am Vorderrad 1 1 Ventil des Vorderrades 0 0 Reifen des Vorderrades 1 1 Schlauch des Vorderra-des
1 1
Speiche des Vorderrades 2 2 Felge des Vorderrades 2 2 Reflektoren des Hinterra-des
1 1
Ventil des Hinterrades 0 0 Reifen des Hinterrades 1 1 Schlauch des Hinterrades 1 1 Speichen des Hinterrades 2 2 Felge des Hinterrades 2 2 Leuchtmittel vorn 1 1

Aufnahme des „Ist-Objekts“ 121
Werkzeuge Zu demontierende Kom-ponente Anzahl - Alt Anzahl – Neu Leuchtmittel hinten 1 1 Kabelverbindungen 1 2 Dynamo 1 1 Reflektor hinten Nicht vorhanden 1 Bremszug vorn 0 0 Bremsklötze vorn 1 1 Bremszug hinten 0 0 Bremsklötze hinten 1 1 Kette 1 1 Bowdenzüge für Schal-tung
Nicht vorhanden 0
Kettenumwerfer hinten Nicht vorhanden 1 Kettenumwerfer vorn Nicht vorhanden 1 Ritzel 0 1 Lenkergriffe 1 2 Gesamtanzahl der Werk-zeuge für Verschleißteile: 5 9
Gesamtanzahl der Werk-zeuge für Verschleißteile, ohne Schaltung:
4 7
Tabelle 10: Anzahl der Werkzeuge zur Demontage von Verschleißteilen
c4) Werkzeuge zur Durchführung von Kleinreparaturen
Als „Kleinreparaturen“ werden hier solche Reparaturen verstanden, die ohne
großen Aufwand, Fachwissen und mit Hilfe von Standardwerkzeug durch einen
„normalen“ Nutzer95 selbständig durchgeführt werden können. Die selbstständi-
ge Durchführbarkeit von Kleinreparaturen ist dabei auch von der Zahl notwendi-
ger Werkzeuge abhängig, wobei eine Erhöhung der Zahl notwendiger Werkzeuge
tendenziell die Bedingungen für die selbstständige Durchführung von Kleinrepa-
raturen verändert. In Tabelle 12 sind die Ergebnisse der durchgeführten Ver-
gleichsuntersuchungen von Alt- und Neurädern ersichtlich.
95 siehe Punkt 3.3.3.2 Durchführbarkeit der Demontage

Aufnahme des „Ist-Objekts“ 122 Werkzeug Alt Neu
Flachkopfschraubendreher X X
Kreuzschlitzschraubendreher X
Messer X X
8 mm Außensechskantschlüssel X X
9 mm Außensechskantschlüssel X
10 mm Außensechskantschlüssel X X
11 mm Außensechskantschlüssel X
12 mm Außensechskantschlüssel X
13 mm Außensechskantschlüssel X
15 mm Außensechskantschlüssel X X
2,5 mm Innensechskantschlüssel X
4 mm Innensechskantschlüssel X
5 mm Innensechskantschlüssel X
6 mm Innensechskantschlüssel X
8 mm Innensechskantschlüssel X
Gesamtsumme der Werkzeuge zur
Durchführung von Kleinreparaturen
7 13
Tabelle 11: Werkzeuge zur Ausführung von Kleinreparaturen
4.3.3.4 Modularität, Teile und Lösbarkeit
1. Teilezahl
Die Analyse der Teilezahlen im Vergleich zwischen Alt- und Neurädern wurde
bezogen auf verschiedene Funktionen des „Leistungssystems Fahrrad“ (siehe
auch Punkt 4.2) vorgenommen. Die Analyse wurde dabei nur auf die Produkt-
funktionen bezogen, bei deren Ausprägung ein Vergleich zwischen Alt- und Neu-
rädern möglich war. Untersucht wurden:
▪ die Teilezahl insgesamt,
▪ die Normteilzahlen und

Aufnahme des „Ist-Objekts“ 123 ▪ die Kleinteilzahlen.
a) Teilezahl insgesamt
Die Entwicklung der Teilezahl insgesamt ist in Tabelle 12 dargestellt. Bei unter-
stellten gleichen Produktfunktionen hat sich die Teilezahl bei Neu- im Vergleich
zu Alträdern um 46% erhöht. Die Kleinteilezahl hat sich dabei überdurchschnitt-
lich entwickelt. Darauf wird unter b) und c) noch näher eingegangen. Dies beein-
flusst u.a. Demontagezeiten und Demontageaufwand negativ, erhöht tendenziell
die Zahl benötigter Werkzeuge, erhöht die Ausfallwahrscheinlichkeit von Funkti-
onssystemen und die Wartungs- und Instandsetzungsintensität und tangiert
damit die Eigenschaft „Langlebigkeit“ negativ.
Teile
Kleinteile Normteile Teile (insgesamt) Funktion
Alt NeuVerände-rung in %
Alt NeuVerände-rung in
% Alt Neu
Verän-de-rung
in % Antreiben 6 25 +417 7 18 +257 18 57 +317 Rollen 90 96 +107 178 184 +103 178 184 +103 Bremsen 3 58 +1933 4 17 +425 8 74 +925 Fahrer tragen 24 18 -25 10 12 +120 32 24 -25 Lenken 2 10 +500 6 16 +267 7 16 +229 Leuchten 22 19 -14 22 26 +118 33 36 +109 Schützen 8 26 +325 12 22 +183 14 32 +229 Gepäck tra-gen
4 10 +250 6 12 +200 6 12 +200
Warnton ab-geben
4 4 ±0 6 6 ±0 6 6 ±0
Summe 163 266 +63 251 313 +25 302 441 +46 Tabelle 12: Anzahl der Teile je Funktion und relative Veränderungen
b) Kleinteile
Eine tiefergehende Auswertung der Kleinteileentwicklung ist auf Basis von Tabel-
le 13 möglich.

Aufnahme des „Ist-Objekts“ 124 Diese Tabelle zeigt, dass sich der relative Anteil der Kleinteile bezogen auf die
Gesamtteilezahl bei Neurädern um ca. 54% auf 60% erhöht hat. Diese Entwick-
lung ist bei Schlüsselfunktionen wie „Schützen“, „Bremsen“ und „Lenken“ be-
sonders ausgeprägt. Da die in die Analyse einbezogenen Produktfunktionen hin-
sichtlich ihres Leistungspotenzials zwischen den betrachteten Generationen in
etwa vergleichbar sind, kann hier durchaus davon gesprochen werden, dass eine
Entwicklung hin zu „Scheininnovationen“ eingetreten ist. Die Ergebnisse stützen
die unter a) gemachte zentrale Aussage, dass durch diese Entwicklung Haltbar-
keit und Nutzungsdauer negativ tangiert werden.
Alt Neu Alt Neu
Funktion
Anteil der
Kleinteile an
Teilen (ins-
gesamt) in %
Anteil der
Kleinteile an
Teilen (insge-
samt) in %
Anteil der
Normteile
an Teilen
(insgesamt)
in %
Anteil der
Normteile an
Teilen
(insgesamt)
in %
Antreiben 33,33 43,85 38,89 31,58
Rollen 50,56 52,17 100,00 100,00
Bremsen 37,5 78,37 50,00 22,97
Fahrer tragen 75,00 75,00 31,25 50,00
Lenken 28,57 62,50 37,50 100,00
Leuchten 66,66 52,78 66,67 72,22
Schützen 57,14 81,25 85,71 68,75
Gepäck tragen 66,66 83,33 100,00 100,00
Warnton abgeben 66,66 66,67 100,00 100,00
Gesamtanteil 53,97 60,31 83,11 70,98
Tabelle 13: Anteil der Kleinteile und Normteile im Verhältnis zu den Teilen
insgesamt

Aufnahme des „Ist-Objekts“ 125 c) Normteile
Eine gegensätzliche Entwicklung ist dagegen im Normteilebereich zu beobach-
ten (siehe Tabelle.13). Hier ist der Anteil der Normteile an der Gesamtteilezahl
recht stark gesunken (von ca. 83% auf ca. 71%). Besonders geprägt wird diese
Entwicklung im Bereich der Funktionen „Antreiben“ und „Bremsen“. Allerdings
werden auch gegenläufige Entwicklungen wirksam. Das Sinken des Anteils der
Normteile an der Gesamtteilezahl bedeutet im Kern vor allem eine Verschlechte-
rung der Bedingungen für den Komponententausch, die Anpassungsfähigkeit
des Produktes an den technischen Fortschritt, Demontagezeiten und Demonta-
gekosten.
2. Fügestellen, Modularisierbarkeit und Lösbarkeit
Aus den Tabellen (14, 15) wird sichtbar, dass sich die Zahl der Fügestellen im
Vergleich zwischen Neu- und Altprodukten um ca. 75% erhöht hat. Dies muss
im Zusammenhang mit der Entwicklung der Teilezahl gesehen werden. Da sich
die Zahl der Fügestellen stärker erhöht hat als die Teilezahl, kann darauf ge-
schlossen werden, dass der Modularisierungsgrad des Produktes insgesamt ge-
stiegen ist. Dies ist prinzipiell positiv zu werten.
Fügepartner
Anzahl
ins-
gesamt
leicht
lös-
bar
lösbar schwer
lösbar
unkompli-
ziert
kompli-
ziert unlösbar
Alt 24 0 11 5 1 5 2
Neu 42 9 18 4 0 9 2
Veränderung +18 +9 +7 -1 -1 +4 0
Tabelle 14: Anzahl der Fügepartner gesamt und nach ihrer Lösbarkeit
(absolut)

Aufnahme des „Ist-Objekts“ 126
Fügepartner
Anzahl
ins-
gesamt
leicht
lösbar
%
lösbar
%
schwer
lösbar
%
unkompli-
ziert
%
kompli-
ziert
%
unlösbar
%
Alt in 24 0 45,83 20,83 4,17 20,83 8,34
Neu in 42 21,43 42,86 9,52 0 21,43 4,76
Tabelle15: Anzahl der Fügepartner gesamt und nach ihrer Lösbarkeit
(relativ)
Der Modularisierungsgrad eines Produktes ist u.a. auch abhängig von der Lös-
barkeit der Verbindungen. Bei der Beurteilung der Lösbarkeit der Teile ist zu
beachten, dass sich aufgrund des Allgemeinzustandes älterer Räder die Lösbar-
keit der Teile insgesamt problematischer gestaltet als bei Neurädern. Dies wei-
sen die Ergebnisse auch aus. Wirklich entscheidend für eine vergleichende Beur-
teilung der Lösbarkeit ist aber das Kriterium der „Kompliziertheit“, das den
technologischen Aspekt der Lösbarkeit erfasst. Hierbei zeigt sich zwischen Alt-
und Neurädern praktisch kein Unterschied. Die Module sind prinzipiell gut lös-
bar. Dies bedeutet, dass Fahrräder gestern wie heute hochmodularisierte Pro-
dukte sind.
4.3.3.5 Materialintensität und Materialzusammensetzung
Eine Möglichkeit Anhaltspunkte über die Entwicklung der Materialintensität von
Produkten zu erhalten, ist ein Massenvergleich bezogen auf vergleichbare Pro-
duktfunktionen. Die aggregierten Ergebnisse dieses vorgenommenen Vergleichs
befinden sich in Tabelle 16, detaillierte Ergebnisse bezogen auf Bauteile finden
sich im Anhang, Seite XXII. Die Datenaggregation erfolgte, in dem entsprechend
der vorgenommenen Produktstrukturierung (Punkt 4.2) eine Zuordnung von Tei-
len zu Funktionen erfolgte. Insgesamt ist festzustellen, dass bezogen auf ver-
gleichbare Funktionen Neuräder nur unwesentlich leichter geworden sind. Dies
kann als Anhaltspunkt für eine im Wesentlichen gleich gebliebene Materialinten-
sität gewertet werden. Zu bemerken ist, dass diese bei wesentlich gestiegener
Teilezahl erreicht wurde.
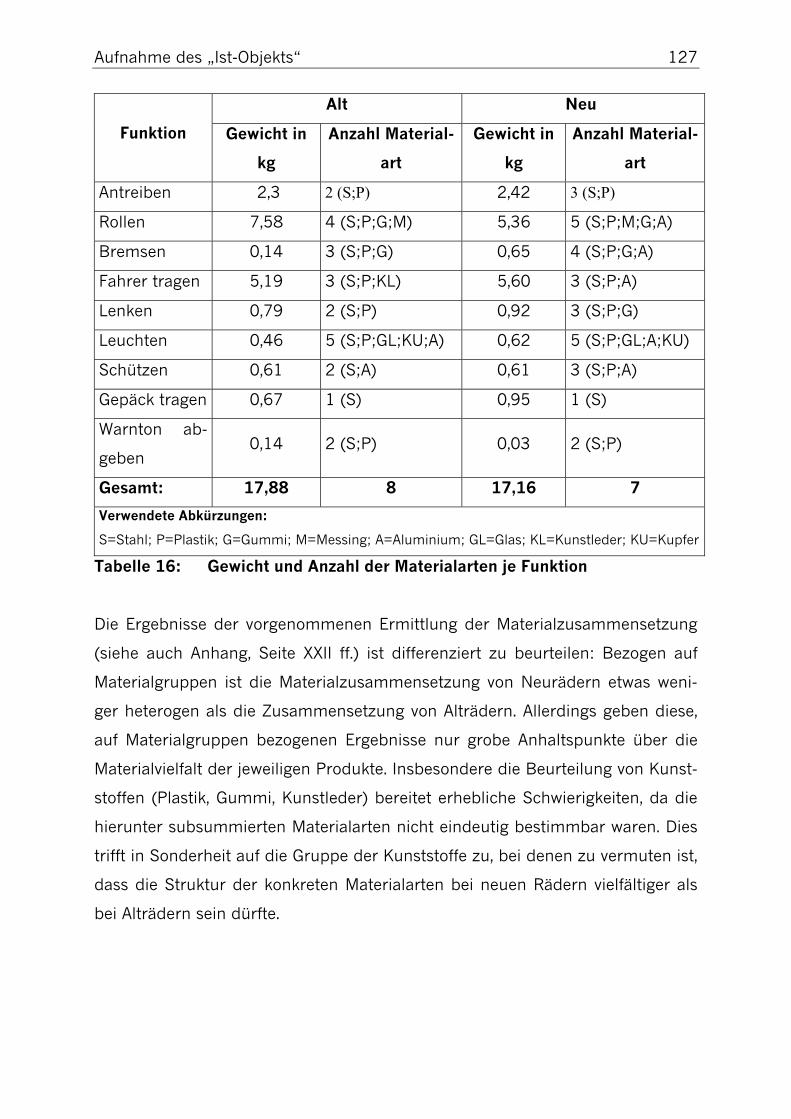
Aufnahme des „Ist-Objekts“ 127
Alt Neu
Funktion Gewicht in
kg
Anzahl Material-
art
Gewicht in
kg
Anzahl Material-
art
Antreiben 2,3 2 (S;P) 2,42 3 (S;P)
Rollen 7,58 4 (S;P;G;M) 5,36 5 (S;P;M;G;A)
Bremsen 0,14 3 (S;P;G) 0,65 4 (S;P;G;A)
Fahrer tragen 5,19 3 (S;P;KL) 5,60 3 (S;P;A)
Lenken 0,79 2 (S;P) 0,92 3 (S;P;G)
Leuchten 0,46 5 (S;P;GL;KU;A) 0,62 5 (S;P;GL;A;KU)
Schützen 0,61 2 (S;A) 0,61 3 (S;P;A)
Gepäck tragen 0,67 1 (S) 0,95 1 (S)
Warnton ab-
geben 0,14 2 (S;P) 0,03 2 (S;P)
Gesamt: 17,88 8 17,16 7
Verwendete Abkürzungen:
S=Stahl; P=Plastik; G=Gummi; M=Messing; A=Aluminium; GL=Glas; KL=Kunstleder; KU=Kupfer
Tabelle 16: Gewicht und Anzahl der Materialarten je Funktion
Die Ergebnisse der vorgenommenen Ermittlung der Materialzusammensetzung
(siehe auch Anhang, Seite XXII ff.) ist differenziert zu beurteilen: Bezogen auf
Materialgruppen ist die Materialzusammensetzung von Neurädern etwas weni-
ger heterogen als die Zusammensetzung von Alträdern. Allerdings geben diese,
auf Materialgruppen bezogenen Ergebnisse nur grobe Anhaltspunkte über die
Materialvielfalt der jeweiligen Produkte. Insbesondere die Beurteilung von Kunst-
stoffen (Plastik, Gummi, Kunstleder) bereitet erhebliche Schwierigkeiten, da die
hierunter subsummierten Materialarten nicht eindeutig bestimmbar waren. Dies
trifft in Sonderheit auf die Gruppe der Kunststoffe zu, bei denen zu vermuten ist,
dass die Struktur der konkreten Materialarten bei neuen Rädern vielfältiger als
bei Alträdern sein dürfte.

Aufnahme des „Ist-Objekts“ 128 Insgesamt ist festzustellen, dass aufgrund auch bei Neurädern völlig fehlender
Produktinformationen über Materialzusammensetzungen bzw. Materialarten
und –eigenschaften differenzierte Aussagen zur Materialstruktur kaum möglich
waren.
4.3.4 Zusammenfassung
Der Demontageversuch diente in erster Linie dazu, primäre Informationen über
das „Funktionssystem Produkt“ zu gewinnen, um auf dieser Basis den Stand der
Ausprägung der Merkmalsprofile der Produkteigenschaften Langlebigkeit und
Kreislauffähigkeit besser einschätzen zu können. Der dabei durchgeführte Ver-
gleich zwischen „Alt- und Neurädern“ erlaubte die Nachvollziehbarkeit von ent-
sprechenden Entwicklungstendenzen zwischen Produktgenerationen.
a) Die Demontagezeiten haben sich zwischen den Produktgenerationen im
Wesentlichen nicht verändert. Bei Verschleißteilen sind bei Neuprodukten
tendenziell kürzere Demontagezeiträume zu registrieren.
b) Die meisten Demontagevorgänge können durch einen „normalen Nutzer“
weitgehend selbst durchgeführt werden. Dies spricht für gute Bedingun-
gen für eine individuelle Wartung und Instandsetzung.
c) Der unter b) genannten Einschätzung steht entgegen, dass sich zwischen
den Generationen die Zahl der zur Demontage benötigten Werkzeuge
stark erhöht hat, insbesondere die Zahl der Spezialwerkzeuge. Dies be-
günstigt eher einen „Trend zur Werkstatt“.
d) Die Teilezahl, insbesondere die Kleinteilezahl, hat bei Neurädern – bei un-
terstellten vergleichbaren Produktfunktionen – stark zugenommen. Dies
beeinflusst Demontagezeiten, Demontageaufwand, Ausfallwahrscheinlich-
keiten und Instandsetzungsintensität negativ.

Aufnahme des „Ist-Objekts“ 129
e) Der Normteileanteil an der Gesamtteilezahl hat sich im Vergleich der
Produktgenerationen negativ entwickelt. Dies bedeutet im Kern eine Ver-
schlechterung der Bedingungen für den Komponententausch, die Anpas-
sungsfähigkeit des Produktes an den technischen Fortschritt, die Demon-
tagezeiten und den Demontageaufwand.
f) Das Fahrrad ist ein hochmodulares Produkt. Dabei ist der Modularisie-
rungsgrad bei Neurädern noch deutlich gestiegen. Die Lösbarkeit der
Module ist aber als gut einzuschätzen.
g) Die Materialintensität ist zwischen den Produktgenerationen bezogen auf
vergleichbare Produktfunktionen im Wesentlichen gleich geblieben. Zu
beachten ist dabei, dass die Teilezahl insgesamt gestiegen ist. Zur Ent-
wicklung der Materialvielfalt können nur sehr grobe Schlussfolgerungen
gezogen werden, da die notwendigen Produktinformationen nicht verfüg-
bar waren. Bezogen auf Materialgruppen sind Neuräder etwas weniger
heterogen zusammengesetzt als Alträder.
Insgesamt ist festzustellen, dass aufgrund auch bei Neurädern völlig fehlender
Produktinformationen über Materialzusammensetzungen bzw. Materialarten
und –eigenschaften differenzierte Aussagen zur Materialstruktur kaum möglich
waren.
QFD als Instrument der Neuproduktplanung 130 5 Erfassung und Beschreibung umweltorientierter Produkteigenschaften
5.1 EcoDesign als Prozess zur Herausbildung umweltorientierter
Produkteigenschaften
5.1.1 Designbegriff
Der Begriff des Designs hat in den letzten 10 bis 15 Jahren eine deutliche Erwei-
terung seines Inhaltes erfahren. Wurde er ursprünglich als Prozess der Formge-
bung (meist mit industriellem Bezug) verstanden, so bezieht er sich heute um-
fassender auf die Gestaltung von Produkten im Sinne der Gesamtheit von Pro-
dukteigenschaften (Produkt-Design) und Wertschöpfungsprozessen der unter-
schiedlichsten Art (Prozess-Design – z.B. der Fertigung, der Logistik, der Kon-
struktion oder der Supply Chain insgesamt u.s.w.). Das Produktdesign - oder der
Prozess der Generierung eines definierten Bündels von Produkteigenschaften -
ist damit der materielle Kern jedes Produktinnovationsprozesses.
5.1.2 EcoDesign und seine Dimensionen
Der Begriff des Öko-Designs oder des EcoDesigns ist ein relativ moderner und in
der Produktentwicklungspraxis bisher noch wenig aber zunehmend häufiger ge-
nutzter Begriff. Er ist daher noch recht fließend und ist bisher kein Standardbe-
griff der betriebswirtschaftlichen Literatur. Der hier formulierte Begriffsinhalt
versucht den Kern der verschiedensten Begriffsverständnisse, die auch häufig
implizit oder instrumentell formuliert werden, zu treffen.

QFD als Instrument der Neuproduktplanung 131 Eco-Design96,97 bedeutet im hier verwendeten produktbezogenen Sinn, die sys-
tematische Integration von umweltrelevanten Ansprüchen an das Produkt in das
Produktdesign, d.h. in das „Eigenschaftsbündel“ Produkt. Der Begriff hat dabei
mindestens zwei Dimensionen:
Die erste Dimension betrifft die Veränderungen im Eigenschaftsprofil des
Produktes selbst, dass dadurch Eintritt, dass umweltrelevante Eigenschaften
hinzutreten bzw. eine stärkere Ausprägung erfahren und damit das „Design“
verändern. Dies bedeutet, dass das „Leistungssystem Produkt“ entsprechen-
de Veränderungen erfährt.
Die zweite Dimension betrifft den Prozess der Ausprägung des gewünschten
Bündels an Produkteigenschaften. Hier geht es vor allem um die frühzeitige
Integration umweltrelevanter Ansprüche in den Prozess der Neuproduktpla-
nung und damit um die systematische Integration in Produktinnovationspro-
zesse.
Wir werden uns in unseren Arbeiten vor allem auf die zweite Dimension des
Begriffes konzentrieren. Dabei ist zu beachten, dass umweltrelevante Ansprüche
an das Produkt - wie alle anderen Ansprüche an das Produkt auch - durch kul-
turelle Orientierungen geprägt sind, die sich in den Wertvorstellungen der Pro-
duktnutzer bzw. entsprechenden Vorstellungen sonstiger Anspruchgruppen nie-
derschlagen.98 Damit tragen diese Ansprüche sehr dynamischen Charakter, was
ihre planerische Operationalisierung sicherlich nicht einfacher macht.
96 Der hier entwickelte Begriff lehnt sich an den Begriffsinhalt an, so wie er im Rahmen des
von den österreichischen Ministerien für Umwelt, Wirtschaft, Verkehr, Innovation und Technologie initiierten Wettbewerbs „Öko-Design – Wettbewerb 2001“ verwendet wird. Der auf die Produktgestaltung gerichtete Ansatz wird z.B. auch deutlich bei: Hellenbrandt, S./ Rubik, F. (1994), S. 130, hier zitiert von van Weenen, H. Implizite Formulierung z.B. bei: Dyckhoff, H./ Ahn, H. (Hrsg.) (1998), S. 168-178, hier erläutert von Dyckhoff, H./ Gießler, T. oder bei: Hellenbrandt, S. Rubik, F. (1994), S. 96-97, hier beschrieben durch Grammer, M.
97 Öko-Design wird häufig mit DfE (Design for Environment) verwechselt. Beides ist aber nicht identisch. Während das Öko-Design eines Produktes die „Eigenschaftsseite“ des Produktes beschreibt, ist das DfE im Wesentlichen eine Sammlung von Handlungsmöglichkeiten um diese Eigenschaften hervor zu bringen. Darauf wird weiter hinten nochmals kurz eingegan-gen.
98 Vgl. dazu vertiefend: Karmasin, H./ Karmasim, M. (1997), insb. S. 41.

QFD als Instrument der Neuproduktplanung 132 EcoDesign ist ein Kunstwort und vereint die Begriffe Ecology und Economy. Dies
macht einen wesentlichen Anspruch des Ökodesigns deutlich: Ökodesign ver-
steht sich als integrierender Prozess, der:
einerseits das Ziel hat Produkteigenschaften auszuprägen, die dem Leitbild
des Sustainable Development99 in seiner ökologischen Dimension entspre-
chen,
gleichzeitig aber das Ziel hat, den Nutzen für den Konsumenten zu optimie-
ren.
5.1.3 EcoDesign als heuristischer Prozess und Prinzipien des EcoDesign
Wird der prozessbezogenen Dimension des Begriffes EcoDesign gefolgt, dann
erweist sich EcoDesign als ein heuristischer Prozess. Anders als bei konvergen-
ten Prozessen, bei denen angenommen wird, dass durch ein definiertes Verfah-
ren eine vorhandene optimale Lösung erzeugt werden kann, wird hier dem An-
satz gefolgt, dass es vorhandene optimale Lösungen nicht gibt, sondern optima-
le Individuallösungen im Rahmen eines normierten Entscheidungsprozesses ge-
funden werden können. Dies kann dadurch erreicht werden, dass der Entschei-
dungsprozess unter Rahmensetzung bestimmter vorher formulierter Prinzipien
erfolgt, wobei davon ausgegangen wird, dass sich eine individuell-optimale Lö-
sung dann einstellt, wenn bei jeder einzelnen Entscheidung innerhalb des Pro-
zesses diese Prinzipien eingehalten werden. Unterstellt wird also, dass das Su-
chen und Finden der optimalen Lösung durch den Entscheidungsprozess selbst
erfolgt, wenn definierte Prinzipien eingehalten werden.
99 z.B. Grundregeln für die Nutzung der Umwelt: Konzept Nachhaltigkeit – Vom Leitbild zur
Umsetzung, Abschlußbericht der Enquete-Kommission, S.44-46.

QFD als Instrument der Neuproduktplanung 133 Für das EcoDesign können folgende Prinzipien formuliert worden:
Life Cycle Thinking
Wesentlich für das EcoDesign ist die Betrachtung des gesamten physischen Le-
benszyklus des Produktes, d.h. vom Rohstoff- und Materialeinsatz über die Pro-
duktion, Distribution und den Gebrauch bis hin zum Recycling und der Entsor-
gung. Diese Betrachtung unterscheidet sich fundamental vom engeren ökono-
mischen Produktlebenszyklus, der sich im Wesentlichen über den Verwertungs-
zeitraum und das sich in diesem Zeitraum ändernde Verwertungspotenzial defi-
niert. Das Denken in Lebenszyklen ermöglicht u.a. auch eine ganzheitliche „öko-
logische“ Optimierung des Produktes, indem es verhindert, dass Problemlösun-
gen nur durch „Problemverschiebung“ in andere Phasen erreicht werden oder
Lösungen in einer Lebensphase weit größere Nachteile in einer anderen Le-
bensphase auslösen.
Mehrdimensionale Betrachtung
Umweltorientierte Veränderungen im Eigenschaftsprofil des Produktes verlangen
in der Produktentwicklung eine Ausweitung des Kriterienspektrums. Neben der
Beachtung „traditioneller“ Kriterien wie: Kosten, Funktionalität, Sicherheit, Ergo-
nomie, Ästhetik u.s.w., muss eine Erweiterung um Kriterien wie: Verfügbarkeit
von Ressourcen (Material, Energie, Fläche, Medien), Abfallentstehung, Emissio-
nen, Energieverbrauch u.ä. erfolgen.
Denken in Dienstleistungen und Systemen
Produkte sollen idealerweise als Leistungssysteme gesehen werden. Entschei-
dend sind dabei zunächst nicht die konkrete materielle Gestalt, bestimmte Funk-
tionsprinzipien oder die Orientierung an existierenden Vorgängerprodukten,
sondern die Fähigkeit des Produktes durch Abgabe einer lösungsneutral defi-
nierten Leistung einen definierten Nutzen zu befriedigen.

QFD als Instrument der Neuproduktplanung 134 5.1.4 EcoDesign und Wahl der Innovationsstrategie: Das umweltorientierte
Produkt-Re-Design als erfolgversprechende Innovationsstrategie
Wie im Punkt 2.3.2.4 ausgeführt, ist die Wahl einer klaren Innovationsstrategie
wesentlich für die Stringenz der Neuproduktplanung und damit für den Erfolg
einer geplanten Produktinnovation. Dies gilt im vollen Umfang auch für umwelt-
orientierte Produktinnovationen. Im Projekt erfolgt eine Konzentration auf das
Produkt-Re-Design als Innovationsstrategie. Die Wahl dieser Innovationsstrategie
ergibt sich vor allem aus drei unterschiedlichen Aspekten:
1) Änderung/ Ergänzung des Eigenschaftsprofils eines erfolgreichen Produkts
Beim gewählten Referenzprodukt handelt es sich um ein am Markt erfolgreiches
Produkt. Dieser Erfolg soll durch die Erweiterung des Eigenschaftsspektrums um
die Eigenschaften Langlebigkeit und Kreislauffähigkeit mindestens nicht negativ
tangiert, sondern gestützt werden. Dies bedeutet, dass nicht die Produktnut-
zungsstrategie zu hinterfragen ist, sondern eine Änderung/ Ergänzung des Ei-
genschaftsprofils auf der Tagesordnung steht, die zudem nachhaltige Wirkungen
auf die Produktentstehung haben dürfte. Dies spricht für die Wahl des Strategie-
typs Produkt-Re-Design.
2) Fehlende nachhaltigkeitsorientierte Nachfrage - und Konsummuster
Erfolg oder Misserfolg von Produktinnovationen hängen davon ab, ob die Eigen-
schaftsbündel des betroffenen Produktes von den Nachfragern akzeptiert wer-
den oder nicht. Dabei ist es realitätsfern davon auszugehen, dass sich in der ge-
sellschaftlichen Breite schon so etwas wie ein „nachhaltiges Konsum- oder
Nachfragemuster“ durchgesetzt hat, auch wenn es in den letzten zwanzig Jah-
ren durchaus relevante Veränderungen im Konsumentenverhalten gegeben hat.
Diese Einschätzung schließt die beiden besonders betrachteten Eigenschaften
Langlebigkeit und Kreislauffähigkeit ein. Die Ursachen hierfür sind vielschichtig
und können im Rahmen dieses Beitrages nicht diskutiert werden.

QFD als Instrument der Neuproduktplanung 135 Dennoch kann sicherlich nicht ernsthaft bestritten werden, dass die Verände-
rungen unserer Produktwelt in Richtung „Nachhaltigkeit“ erforderlich sind, auch
wenn derzeit entsprechende Produkteigenschaften bzw. –eigenschafts-
änderungen nicht oder nicht im entsprechenden Maß als von den Produktnut-
zern als Nutzenzuwächse reflektiert100 und damit auch honoriert werden. Dieser
offensichtliche Widerspruch wird auch in absehbaren Zeiträumen fortbestehen
und muss bei der Formulierung von Innovationsstrategien berücksichtigt wer-
den, die das Ziel verfolgen, Produkte zu generieren, die dem Leitbild der Nach-
haltigkeit besser entsprechen als die der Vorgängergenerationen.
Die Frage ist nun, wie vorzugehen wäre. Soll nicht das schon erwähnte „ökologi-
sche“ Nischenprodukt entstehen, sondern ein erfolgreiches Produkt mit ausge-
prägtem Öko-Design, dann ist nicht nur der Blick auf Produkteigenschaften not-
wendig, die sich aus dem Leitbild einer nachhaltigen Entwicklung ergeben. Min-
destens ebenso wichtig ist der Blick auf die Absatzmärkte und das Makro-
Umfeld des Unternehmens.101 Dies bedeutet, dass die Entwicklungsschwerpunk-
te auf ein auszuprägendes, zu modifizierendes oder neu zu konzipierendes Pro-
dukteigenschaftsprofil auszurichten sind, das in einer Art „Schnittmengenbil-
dung“ die „traditionellen“ Anforderungen der Märkte bzw. des Makro-Umfeldes
und nachhaltigkeitsbezogenen Anforderungen an das Produkt gleichermaßen
erfüllen. Aus diesem diskutierten Kontext ergeben sich zwei Strategieansätze für
die jeweils zu entwickelnde Innovationsstrategie, die miteinander kombiniert
werden können:
Beim ersten Ansatz wird davon ausgegangen, dass die umweltorientierten Ei-
genschaften im Gesamteigenschaftsprofil des Produktes durch die traditionellen
Eigenschaften mit „transportiert“ werden.
100 Weitgehend ungeklärt durch die Marketingforschung ist z.B., auf welche Art und Weise um-
weltbezogene Produkteigenschaften in einem Bündel von Produkteigenschaften durch die Konsumenten wahrgenommen werden.
101 Hier sind enge Bezüge zur strategischen Marketingplanung zu beachten, die die wesentli-chen Informationen dafür liefert, dass eine tragfähige Produktidee entwickelt werden kann. Vgl. zu diesem Zusammenhang: Huxold, St. (1990), S. 21-60, insb. S. 38.

QFD als Instrument der Neuproduktplanung 136 Damit handelt es sich quasi um eine Undercover-Strategie. Umweltorientierte
Produkteigenschaften treten zum gegebenen Eigenschaftsbündel hinzu. Sie sind
im Produkt angelegt, werden durch den Nutzer als Teil des Gesamteigen-
schaftsbündels mit erworben und damit auch mit genutzt. Die Wahrnehmung
dieser umweltorientierten Eigenschaften als Nutzen wird allerdings nicht ange-
strebt und damit auch nicht kommuniziert. Als Voraussetzung muss dann for-
muliert werden, das durch das EcoDesign keine der wesentlichen „traditionel-
len“ Produkteigenschaften nachhaltig negativ tangiert werden darf, die von den
Produktnutzer als Kern des Produktnutzen reflektiert werden. Die eintretende
Änderung des Eigenschaftsprofils kann zudem nicht als Argument für notwendi-
ge Kostenüberwälzungen dienen.
Im zweiten Strategieansatz sollen darüber hinaus durch das EcoDesign Zusatz-
nutzen generiert werden, die Marktgängigkeit des Produktes gezielt stützen und
letztlich die Erfolgschancen von Produktinnovationen verbessern. Dies kann auf
zwei Wegen geschehen:
Einmal in einer Art defensiven Variante durch komplementäre Verbesserung
traditioneller Produkteigenschaften. Die „umweltorientierte“ Eigenschaft steht
hier in einer Instrumentalbeziehung zur „traditionellen“ Eigenschaft – die
Wahrnehmung der umweltorientierten Eigenschaftsänderung als Produktnut-
zen wird nur insoweit angestrebt, wie dadurch der Nutzenzuwachs der kom-
plementär verbesserten traditionellen Produkteigenschaften betroffen ist.
Zum anderen in einer konstruktiven Variante, bei der auf die Wahrnehmung
der herausgebildeten umweltbezogenen Eigenschaften als Nebennutzen ge-
setzt wird.
Beide diskutierten Strategieansätze einschließlich ihrer Varianten bedeuten vom
Grundsatz her, dass als Innovationsstrategie im Wesentlichen die Re-Design-
Strategie verfolgt werden muss.

QFD als Instrument der Neuproduktplanung 137 3) Traditionelle Produktwelt
Eine Konzentration auf das Produkt-Re-Design ist aus Sicht des EcoDesigns
auch aus folgenden Gründen erfolgversprechend: Es kann davon ausgegangen
werden, dass unsere Produktwelt in überschaubaren Zeiträumen (etwa in den
nächsten 15 Jahren) und unter Berücksichtigung der Dynamik aller derzeitigen
bzw. absehbaren Veränderungsprozesse weiterhin stark durch „traditionelle
Produkte“ geprägt sein wird – auch wenn aus ökologischer Sicht verstärkt Sys-
teminnovationen wünschenswert wären.102 Das heißt, die im genannten Zeit-
raum auf den Markt und damit zur Nutzung gelangenden Produktgenerationen
werden sich aller Wahrscheinlichkeit, nach in ihrer Mehrzahl, im Hinblick auf die
Nutzungsstrategien, nicht wesentlich von ihren Vorgängergenerationen unter-
scheiden. Sollen also ökologische Entlastungswirkungen, die auf Produktinnova-
tionen beruhen in überschaubaren Zeithorizonten eintreten und in möglichst
großer Breite, dann muss im Hinblick auf realisierbare Lösungen genau an die-
sem Punkt angesetzt werden. Durch das Produkt-Re-Design können vergleichs-
weise hohe ökologische Entlastungswirkungen, in vergleichsweise kurzen Zeit-
räumen erzielt werden. Die Strategie des „nachhaltigkeitsbezogenen Re-Design“
führt zur Veränderung von Produkteigenschaften, die bei weiter fortbestehender
traditioneller Nutzung nachhaltigkeitsbezogene Wirkungen während der Nut-
zungs- und Destruktionsphase haben. Beispielsweise führt die Verlängerung der
Lebensdauer eines Produktes zur Möglichkeit einer längeren Produktnutzung.
Diese längere Produktnutzung bedeutet letztlich zweierlei: Erstens einen positi-
ven Einfluss auf die Reduzierung von Abfallmengen und zweitens einen positiven
Einfluss auf die Reduzierung von Ressourceninanspruchnahmen.
102 Vgl. dazu: Hirschl, B./ Konrad, W./ Scholl, G.U./ Zundel, St. (2001).

QFD als Instrument der Neuproduktplanung 138 Als erfolgversprechend kann das umweltorientierte Produkt-Re-Designs zum
Beispiel in Fällen angesehen werden,
bei denen es eine Überlagerung zwischen der Erfüllung von „traditionellen“
Konsumentenerwartungen und umweltrelevanten Ansprüchen an das Pro-
dukt gibt,
bei denen umweltrelevante Produkteigenschaften traditionelle Ansprüche
besser befriedigen oder Alleinstellungsmerkmale darstellen, die relevante
Konsumentenerwartungen erfüllen,
bei denen davon auszugehen ist, dass durch Forderungen Dritter aus der
Makro-Umwelt des Unternehmens (d.h. Anspruchsgruppen außerhalb der
Nutzergruppe) zwingende umweltbezogene Ansprüche an das Produkt he-
rangetragen werden. Beispielsweise wären dies Anforderungen, die sich aus
der Politik, Bürgerinitiativen, Handel und technischem Service, Banken und
Versicherungen oder aus der Produktnormung ergeben,
bei denen umweltorientierte Produkteigenschaften identisch sind mit Pro-
dukteigenschaften, die stark durch den technischen Wettbewerbsdruck (bei-
spielsweise bei Komponenten, Material, Verarbeitung oder Funktionsprinzi-
pien) geprägt sind und
bei denen umweltorientierte Produkteigenschaften deckungsgleich sind mit
Eigenschaften, die den Wechsel von Produktgenerationen maßgeblich prä-
gen.
5.2 Langlebigkeit und Kreislauffähigkeit als wesentliche Produkteigen-
schaften im Eigenschaftsspektrum des EcoDesign
Im Rahmen der vorzunehmenden Forschungsarbeiten möchten wir uns auf die
Ausprägung der Produkteigenschaften Langlebigkeit und Kreislauffähigkeit kon-
zentrieren.

QFD als Instrument der Neuproduktplanung 139 Die Konzentration auf diese beiden Eigenschaften erfolgt dabei aus zwei Grün-
den:
1) Die Integration des EcoDesigns in den Prozess der Neuproduktplanung muss
konsequenterweise mit der Integration in die Planung der Produktidee beginnen.
Dies erfordert eine Operationalisierung von „Nachhaltigkeitsansprüchen“, indem
gefragt wird, was sind Produkteigenschaften, die dem Leitbild der Nachhaltigkeit
entsprechen und die demnach Ziel einer nachhaltigkeitsorientierten Neupro-
duktplanung103 sein sollten? Darüber kann auf sozialwissenschaftlich-normativer
bzw. kultursoziologischer Ebene sicherlich trefflich gestritten werden. Wird ver-
sucht diese Frage pragmatisch zu beantworten, dann kann davon ausgegangen
werden, dass es einen Kernbereich von Produkteigenschaften gibt, die mit dem
Leitbild der Nachhaltigkeit positiv korrelieren und auf deren Herausbildung sich
das EcoDesign konzentrieren kann. Neben Eigenschaften wie geringer Energie-
und Ressourcenverbrauch in der Phase der Produktnutzung, Dematerialisierung
von Produkten und umweltverträgliche Beseitigung, spielen die Langlebigkeit
und die Kreislauffähigkeit von Produkten eine wichtige Rolle. Die verbesserte
Ausprägung beider Eigenschaften führt – wenn auch auf unterschiedlichen We-
gen - dazu, dass die in den Produkten gebundene stoffliche und energetische
Substanz länger im Wirtschaftskreislauf gehalten werden kann. Dies bewirkt eine
„Entschleunigung“ von zwei Elementarprozessen:
Die „Entschleunigung“ von Entnahmeprozessen natürlicher Ressourcen aus
dem Naturverbund (Quellenproblem): Langlebigkeit und Kreislauffähigkeit
führen bezogen auf einen definierten Zeitraum zu einer Reduzierung der Ab-
bauraten natürlicher Ressourcen, die wiederum eine Schonung natürlicher
Ressourcen und eine Reduzierung der Eingriffe ins Landschaftsgefüge bewir-
ken.
103 Vgl. auch: Frei, M. (1999), insb. S. 51-55.

QFD als Instrument der Neuproduktplanung 140 Die „Entschleunigung“ von Nutzungsprozessen des Assimilations- und Ab-
baupotenzials des Naturmilieus (Senkenproblem): Langlebigkeit und Kreis-
lauffähigkeit von Produkten bewirken, bezogen auf einen definierten Betrach-
tungszeitraum, letztlich eine Reduzierung zu beseitigender Abfälle. Dies wirkt
sich positiv in Hinblick auf die temporäre „Harmonisierung“ zwischen Ein-
trags- und Assimilations- und Abbaugeschwindigkeiten aus.
2) Die Wahl beider Produkteigenschaften als Untersuchungsgegenstand erfolgte
aber auch aus einem anderen Grund. Beide Produkteigenschaften stehen ex-
emplarisch für das sehr unterschiedliche Interesse von Nutzern bzw. Konsumen-
ten und Herstellern an der Ausprägung umweltorientierter Produkteigenschaf-
ten.
Die Eigenschaft „Kreislauffähigkeit“ ist eher im originären Interesse der Produ-
zenten zu sehen. Dies ergibt sich vor allem aus den Veränderungen, die sich zu-
nehmend im Bereich der Produktverantwortung – „Produzentenverantwortung
von der Wiege bis zur Bahre“ durchsetzen (Verpackungen, Automobile, dem-
nächst Elektrogeräte). Hier ist es offensichtlich nur eine Frage der Zeit, wann
diese Veränderungen die gesamte traditionelle Produktpalette umfassen. Diese
Veränderungen stellen für den Produzenten einen gravierenden Einschnitt dar,
da sie neben der Veränderung der betrieblichen Risikosituation, zu nachhaltigen
Auswirkungen auf die Supply Chain führen.
Die Ausprägung der Produkteigenschaft „Langlebigkeit“ im hier definierten Sin-
ne (Punkt 5.2.1) ist eher im Interesse der Nutzer/ Konsumenten zu sehen, auch
wenn die derzeitigen Konsumgewohnheiten dem scheinbar entgegenstehen. Die
Gründe hierfür sind recht komplexer Natur und können hier nicht diskutiert
werden. Die von uns vorgenommenen Untersuchungen zum Anspruchsprofil des
Referenzproduktes bieten Anhaltspunkte dafür, dass diese Produkteigenschaft
im Bewusstsein der Konsumenten durchaus eine Rolle spielt.

QFD als Instrument der Neuproduktplanung 141 5.2.1 Langlebigkeit
5.2.1.1 Systematik vermeidungsorientierter Produktnutzungskonzepte
Vermeidungsorientierten Produktnutzungskonzepten kommt unter den Ge-
sichtspunkten des nachhaltigen Wirtschaftens eine große Bedeutung zu, weil sie
auf eine direkte Verringerung des Ressourcenverbrauchs und somit der Abfall-
und Emissionsmengen hinwirken. Man kann also sagen, dass vermeidungsorien-
tierte Produktkonzepte bestimmte Ressourcenbedarfe bzw. Abfall- und Emissi-
onsmengen gar nicht erst entstehen lassen. Die vermeidungsorientierten Pro-
duktkonzepte lassen sich in die Phasen der Produktherstellung, -nutzung und
-verwertung einteilen. Die Herstellungs- und Verwertungsphase sind bereits rela-
tiv früh als Ansatzpunkte zur Vermeidung von Umweltbeeinträchtigungen disku-
tiert wurden, während man der Nutzungsphase eines Produktes und deren Be-
einflussung erst in letzterer Zeit verstärkt Aufmerksamkeit schenkt. Diese soge-
nannten vermeidungsorientierten Produktnutzungskonzepte zielen darauf ab,
durch eine Erhöhung und bessere Ausschöpfung des möglichen Nutzenumfangs
von Produkten, die Herstellungsmengen (und den damit verbundenen Emissio-
nen) erheblich zu verringern. Diese Konzepte besitzen somit ein sehr hohes Po-
tenzial zur Reduzierung von Umweltbelastungen. Im Folgenden werden diese
Konzepte in Hinblick auf langlebige Gebrauchsgüter, die vor allem auf einen
mehrfachen bzw. genügend dauerhaften Gebrauch ausgelegt sind, betrachtet.
Eine sehr bekannte Kategorisierung vermeidungsorientierter Produktnutungs-
konzepte ist die sogenannte LPN-Systematik. Sie umfasst drei Strategietypen,
die Schaffung von Langzeitprodukten (L), die Produktdauerverlängerung (P) und
die Nutzungsintensivierung (N). Dabei beinhaltet die Produktdauerverlängerung
sowohl die zeitliche Ausweitung der Nutzung, als auch die Wiederverwendung
und Weiterverwendung. Die Nutzungsintensivierung betrifft eine Steigerung der
Nutzungshäufigkeit eines Produkts, bspw. durch eine geteilte oder gemeinsame
Nutzung (z.B. Car Sharing).

QFD als Instrument der Neuproduktplanung 142 Diese Kategorisierung bereitet bei der Einordnung konkreter vermeidungsorien-
tierter Produktnutzungskonzepte erhebliche Probleme, die vor allem in der un-
genauen Trennung von technischer Lebensdauer und der faktischen Nutzungs-
zeit eines Produktes begründet liegen. Aus diesem Grunde wurde von AHN und
MEYER ein präzisiertes LPN-Schema erarbeitet, das sog. LPNI-Schema, dem fol-
gende vereinfachende Annahmen zugrunde liegen:104 Die umweltschutzbezoge-
ne Wirkung der vermeidungsorientierten Produktnutzungskonzepte kann an-
hand der veränderten Gesamtnutzung (Nges) eines Produktes gemessen wer-
den,105 beim Fahrrad beispielsweise in Form der Laufleistung in Kilometern oder
der Nutzungszeit in Jahren. Die Gesamtnutzung kann somit in die Dimension
„Nutzungszeit“ (t) und „Nutzungsintensität“ (i) eingeteilt werden, wodurch eine
Präzisierung der abgegebenen Nutzeneinheiten eines Produktes je Zeiteinheit
möglich wird. Abbildung 26 zeigt die Nutzungsumfänge eines Produktes gra-
phisch in Form eines sog. Nutzungsprofils.
E n d e d e r P r o d u k t -l e b e n s d a u e r( T )
Z e i t ( t )
N u t z u n g s -in t e n s i t ä t ( i )
0
Abbildung 26: Produktbasisfall als Beispiel eines Nutzungsprofils
(In Anlehnung an: Ahn/ Meyer (1999), S.63).
104 Vgl. Ahn, H./ Meyer, C. (1999), S. 63ff. 105 Die Maßvorschrift ist dabei produktabhängig festzulegen; hier wird abstrakt von abgegebe-
nen Nutzeneinheiten gesprochen. Im Einzelfall wird man jedoch oft mit erheblichen Operra-tionalisierungsschwierigkeiten zu kämpfen haben.

QFD als Instrument der Neuproduktplanung 143 Durch eine Erhöhung der Nutzungsintensität (i) oder einer Verlängerung der
Produktlebensdauer (T) lässt sich eine Steigerung der Gesamtnutzung (Nges)
eines Produktes vornehmen. Bei der Betrachtung des Produktbasisfalls fällt auf,
dass Produkte im Intervall [0;T] in der Regel nicht permanent zum Einsatz
kommen. Deshalb kann es vorkommen, dass das Ende der faktischen Produkt-
nutzung, ab dem ein grundsätzlich noch funktionsfähiges Produkt nicht mehr
verwendet wird, vor dem Ende der technischen Produktlebensdauer T, welche
durch den materiellen Verschleiß eines Produktes bestimmt ist, liegt. In diesem
Fall ist eine Verschiebung des Produktnutzungsendes (T*) hin zum Ende der
Produktlebensdauer (T) denkbar. Eine weitere Strategie die sich aus dem Pro-
duktbasisfall ableiten lässt, ist eine Ausdehnung der Nutzungszeit (tn) bzw. eine
Verringerung der Stillstandszeit (ts) für den Fall, dass es im Intervall [0;T*] so-
wohl genutzte als auch ungenutzte Zeiträume gibt. Die auszudehnende Nut-
zungszeit ergibt sich dann aus der Differenz T*-(ts). Somit ergeben sich nun ins-
gesamt vier Klassen vermeidungsorientierter Produktnutzungskonzepte, die in
Tabelle 17 nochmals zusammengefasst dargestellt sind.
Verwendungszweck-flexibilisierung(z.B Strasse/Gelände)
"Nutzung statt Eigentum"z.B. Car-Sharing, Miete
Hochrüstbarkeit durch modulare BauweiseSiemens – 25Jahre Hochrüstgarantie auf vermietete Betriebssysteme
Hinauszögerung des materiellen VerschleißesInstandhaltungsmaß-nahmen
Beispiel
4
3a/b
2
1
Fall
Erhöhung der Nutzungsintensität i innerhalb von tn
Intensitätsmaxi-mierung (I)
Ausdehnung der realen Nutzungszeit tn innerhalb der potentiellen Produkt-nutzungsdauer [0;T*]
Nutzungsintervall-optimierung (N)
Verschiebung der potentiellen Lebens-dauer und somit des Produktnutzungs-endes T* innerhalb der Lebensdauer T
Produktnutzungs-verlängerung (P)
Verlängerung derProduktlebensdauer T bei gegebener Nutzungsintensität
Lebensdaueraus-weitung (L)
CharakterisierungLanglebigkeits-konzepte
Tabelle 17: Die LPNI-Systematik im Überblick
(In Anlehnung an: Ahn/ Meyer (1999), S. 63).

QFD als Instrument der Neuproduktplanung 144 Die im Rahmen vermeidungsorientierter Produktnutzungskonzepte identifizier-
ten Konzeptklassen sollen im folgenden mittels einfacher Beispiele veranschau-
licht und auf ihre Anwendbarkeit in Bezug auf Fahrräder geprüft werden. Als
Ausgangspunkt dient dabei der in Abbildung 25 dargestellte Produktbasisfall.
Fall 1 (Abbildung 27) repräsentiert die lebensdauerausweitenden Produktnut-
zungskonzepte, welche durch eine Hinauszögerung des materiellen Verschleißes
von Produkten deren potenzielle Nutzungszeit (T) verlängert. Ein wichtiges Kon-
zept zur Erreichung dieses Effektes besteht im Hinwirken der Unternehmen auf
einen funktionsgerechten Produktgebrauch durch den Verbraucher. Falsche
Handhabungen können vor allem durch eine entsprechende Versorgung der
Verbraucher mit Informationen zum Produkt und dessen Gebrauch weitgehend
vorgebeugt werden. Diese Informationen können im Rahmen von Hinweisen auf
dem Produkt, bspw. beim Rasenmäher der Hinweis, das der Ölstand bei jedem
Nachtanken zu korrigieren ist, dem Verbraucher mitgeteilt werden. Neben den
Hinweisen auf dem Produkt selbst, ist eine Bedienungsanleitung als Vorrausset-
zung für den funktionsgerechten Gebrauch unabdingbar. Ein funktionsgerechter
Gebrauch beinhaltet neben sachgerechter Bedienung auch entsprechende War-
tungs- und Pflegemaßnahmen. Die Bedienungs- oder Betriebsanleitungen müs-
sen vor allem unmissverständlich, übersichtlich und gut sichtbar am Produkt
befestigt sein. Weiterhin ist bei einigen Produkten eine Schulungsveranstaltung
bzw. eine kleine Einführung durch den Verkäufer unerlässlich. So wird bspw. die
Lebensdauer eines neuen Automotors wesentlich während der ersten Wochen
des Gebrauchs beeinflusst, so dass sichtbar angebrachte Einfahrhinweise sowie
Erläuterungen durch den Verkäufer, positiv auf die Lebensdauer Einfluss neh-
men können. Es ist allerdings die Frage, in welchem Umfang das im Rahmen
von Fall 1 geschaffene zusätzliche Nutzungspotenzial ausgeschöpft wird. Das
hängt u.a. davon ab, inwieweit sich auch das Ende der Produktnutzung (T*) hin-
auszögern lässt. Mit dieser Frage beschäftigen sich die Konzepte der Produkt-
nutzungsverlängerung, deren prinzipielle Wirkungsweise im Fall 2 der Abbildung
26 dargestellt ist.

QFD als Instrument der Neuproduktplanung 145 Es wird davon ausgegangen, dass eine Verdoppelung der durchschnittlichen
Nutzungsdauer eines Produktes mit einer Reduktion des zur Produktion und
Distribution notwendigen Materials sowie den damit verbundenen Emissionen/
Abfallmengen um 50 Prozent einhergeht.106 Allerdings ist die Material- und
Emissionsverringerung in den Phasen der Produktion und Distribution abzuwä-
gen gegen entsprechende Einsparpotenziale, die sich möglicherweise in der
Nutzungsphase durch den frühzeitigen Ersatz alter Produkte durch neue, um-
weltschonende Produkte erschließen lassen. „Dauerhaftigkeit“ im Sinne umwelt-
freundlicher Produktnutzungsverlängerung heißt damit nicht, Produkte und da-
mit ihre Entwicklungsfähigkeit „einzubetonieren“, sondern diese an künftige An-
forderungen und Technologien anpassbar zu gestalten. Durch eine modulare
Bauweise der Produkte wird ein technologisches Hochrüsten der Produkte er-
möglicht, in dem technische Neuerungen durch Komponentenaustausch in be-
stehende Systeme integriert werden können. Beispielhaft sei hier die Möglichkeit
der Aufrüstung von Computern durch zusätzliche Festplatten sowie Speicherer-
weiterungen angeführt.
E nd e d er P roduk t-lebe nsd au er(T )
Z e it ( t)
N u tzun gs-in tens itä t ( i)
E nd e d er P rod uk t-nu tzu ng (T *)
F a ll 4 F a ll 3bF a ll 2 F a ll 1
F a ll 3a
0
Abbildung 27: Angestrebte Effekte der LPNI-Konzepte
(In Anlehnung an: Ahn/ Meyer (1999), S.64).
106 Vgl. Stahel (1991), S. 54.

QFD als Instrument der Neuproduktplanung 146 Ein weiteres Konzept im Rahmen vermeidungsorientierter Produktnutzungskon-
zepte stellt die Nutzungsintervalloptimierung dar. Hier geht es um die Ausdeh-
nung der Nutzungszeit (tn) innerhalb des Zeitraumes [0;T*] bspw. durch die Re-
duzierung nutzungsunterbrechender Zeiten (ts) zwischen bestehenden Nut-
zungsintervallen (Abbildung 27, Fall 3a) oder durch Schaffung zusätzlicher Nut-
zenintervalle (Abbildung 27, Fall 3b). Bei der Schaffung zusätzlicher Nutzenin-
tervalle bedarf es einer geistigen Loslösung vom Eigentumsgedanken an Produk-
ten. Hier steht das Motto „Nutzung statt Eigentum“ an erster Stelle. Praxisbei-
spiele stellen hier sämtliche Produkt-Sharing (z.B. Car-Sharing) Konzepte dar,
bei denen ein Produkt durch zeitlich geteilte Inanspruchnahme mehreren Ver-
wendern zugänglich gemacht wird. Gegenstand (nutzungs-) intensitätsmaximie-
render Konzepte ist die Erhöhung von i, wie im Fall 4 (Abbildung 27) dargestellt
ist. Man unterscheidet dabei zwischen Ansätzen zur Steigerung der potenziell
möglichen und der tatsächlich in Anspruch genommenen Intensität. Bei der
Steigerung der möglichen Intensität spricht man auch von kapazitätsbezogener
Nutzenflexibilisierung, bei der die vorhandenen Kapazitäten im Hinblick auf ihre
Nutzungsart vielseitig einsetzbar gemacht werden sollen. In einigen Fällen sind
oft nur geringfügige Änderungen der Produktgestalt erforderlich, um kapazitäts-
bezogenen Belastungsspitzen besser Rechnung tragen zu können. Beispielhaft
sei hier die Schaffung optionaler Sitzmöglichkeiten in sog. Mini-Vans angeführt,
bei denen die Normalkapazität von fünf Plätzen zu Lasten des Kofferraumvolu-
mens um zwei bis drei Sitzplätze erhöht werden kann. Dadurch ist es möglich,
bis zu acht Personen befördern zu können, ohne ein weiteres Fahrzeug einset-
zen zu müssen.
5.2.1.2 Ableitung eines Langlebigkeitskonzeptes für das Referenzobjekt: Nut-
zungsbezogene Lebensdaueroptimierung (Langzeitgüter)
Die vorgestellte LPNI-Systematik grenzt die verschiedenen Effekte vermeidungs-
orientierter Produktnutzungskonzepte im Hinblick auf die Dimensionen „Nut-
zungszeit“ und „Nutzungsintensität“ überwiegend trennscharf ab, wodurch zahl-
reiche Ideen zur Steigerung der Gesamtnutzung eines Produktes entwickelt
werden können.
QFD als Instrument der Neuproduktplanung 147 Es bleibt nun die Frage, in welchem Maße die Verwirklichung vermeidungsorien-
tierter Produktnutzungskonzepte tatsächlich zu einer Entlastung der Umwelt
führt. Dabei sind eine Vielzahl verschiedener Wirkungszusammenhänge zu be-
achten. So ist bspw. offen, ob durch eine gesteigerte Gesamtnutzung auch die
beabsichtigte Verminderung (ca. 50 Prozent) der Herstellungsmengen bzw. Ab-
fallmengen bewirkt wird, da z.B. beim Car-Sharing nicht der Erwerb eines eige-
nen Fahrzeuges ausgeschlossen werden kann. Weiterhin führt die Erhöhung des
zeitlichen bzw. intensitätsmäßigen Einsatzes eines Produktes gleichzeitig auch
zu einer Lebensdauerverkürzung und nicht unbedingt zur erwünschten Steige-
rung der Gesamtnutzung. Für eine erfolgreiche Umsetzung der vermeidungsori-
entierten Produktnutzungskonzepte müssen die damit verbundenen Anforde-
rungen – ähnlich der Kundenanforderungen – schon frühzeitig in den Produkt-
entwicklungsprozess einfließen. Im Weiteren dürfen die Konzepte dann nicht
mehr isoliert betrachtet werden, sondern müssen in ein kreislaufwirtschaftliches
Gesamtkonzept eingebettet werden. Erzielbare Synergieeffekte müssen durch
produktspezifische Kombination einzelner Konzepte und möglicher konzeptbe-
zogener Wechselwirkungen innerhalb des Produktprogramms Berücksichtigung
finden.107 In diesem Sinne ist nicht nur ein auf das Fahrrad anzuwendendes
Produktnutzungskonzept zu betrachten, sondern es erscheint vielmehr eine
Kombination der Konzepte sinnvoll. Die weitere Untersuchung wird sich daher
auf die Konzepte der Lebensdauerausweitung sowie der Produktnutzungsver-
längerung erstrecken, da hier im Rahmen eines Produkt-Re-Designs unmittelbar
Einfluss genommen werden kann. Die Konzepte der Nutzungsintervalloptimie-
rung sowie der Intensitätsoptimierung bleiben in Bezug auf die Anwendung auf
das Fahrrad aus Gründen einer nur sehr mittelbaren Einflussnahme weitestge-
hend unberücksichtigt. Eine Lebensdauerausweitung sollte immer in Verbindung
mit einer einhergehenden Produktnutzungsverlängerung angestrebt werden,
denn was nützt es schon, wenn bspw. ein Fahrrad eine extrem hohe Lebensdau-
er besitzt, aber sich mit dem technischen Fortschritt einhergehende Verschär-
fungen der Gesetzgebung ergeben, so dass dieses Fahrrad für den Straßenver-
kehr nicht mehr zulässig ist.
107 Vgl. Ahn/ Meyer (1999), S. 65.

QFD als Instrument der Neuproduktplanung 148 Es gilt somit den technischen Stand im Rahmen einer langen Lebensdauer nicht
„einzubetonieren“, sondern diesen an künftige Anforderungen und Technologien
anpassbar zu gestalten. STAHEL definiert „Langlebigkeit“ als die Fähigkeit eines
Produktes oder eines Systems dank seiner Konstruktion und/ oder der Wartung
und Instandhaltung, nutzungsbezogene Funktionen über lange Zeiträume wirt-
schaftlich zu erfüllen.108 Unter Berücksichtigung dieser Definition und den erläu-
terten Lebensdauerkonzepten wird hier unter der Langlebigkeit von Produkten
eine Verlängerung der Produktlebensdauer mit einer einhergehenden Verlänge-
rung der potenziellen Nutzungszeit verstanden. Dieses Nutzungskonzept wollen
wir als „Nutzungsbezogene Lebensdaueroptimierung“ bezeichnen. Dies würde
bedeuten, dass mit einer Verlängerung der Lebensdauer mindestens im selben
Verhältnis eine Verlängerung der potenziellen Nutzungszeit einher gehen muss.
5.2.1.3 Überführung der Produkteigenschaft „Langlebigkeit“ in ein Produkt-
merkmalsprofil
Wie in Punkt 2.3.2.2 beschrieben macht eine konkrete Planbarkeit von Produkt-
eigenschaften eine Überführung in Produktmerkmale erforderlich. In Abbildung
28 ist für die Produkteigenschaft „Langlebigkeit“ – hier verstanden als „Nut-
zungsbezogene Lebensdaueroptimierung“ – eine Auflösung in „Produktmerkma-
le“ vorgenommen worden.
108 Vgl. Stahel, W. R. (1991), S. 236.

QFD als Instrument der Neuproduktplanung 149
Langlebigkeit=
„Nutzungsbezogene Lebensdauer-optimierung“
Standardisierte Komponenten und Verbindungen
Modularer Produktaufbau
Korrosionsbeständigkeit
An den technischen Fortschritt angepasste Komponenten
Demontagefähigkeit
Haltbarkeit
Dauerhafte Verfügbarkeit von Komponenten
Wartungs- und Instandhaltungsfreundlichkeit
Zeitloses Design
Abbildung 28: Auflösung der Produkteigenschaft „Langlebigkeit“ in
Produktmerkmale
5.3 Kreislauffähigkeit
5.3.1 Einführung
Die derzeitige technische Entwicklung in Deutschland und weltweit ist durch
steigende Produktionszahlen und ständig kürzer werdende Innovationszyklen
gekennzeichnet. Die steigenden Bedürfnisse der Bevölkerung, höherer Lebens-
standard, das Wirtschaftswachstum und der damit verbundene, steigende Gü-
terverbrauch führte in den vergangenen Jahrzehnten zu einem starken Anwach-
sen der Ressourcenintensität der Wirtschaften.
QFD als Instrument der Neuproduktplanung 150 Diese Entwicklung führte naturgemäß auch zu einem starken Ansteigen von
Stoffen und Gütern, die nach dem Gebrauch zu behandeln sind.
Das Wirtschaften in Kreisläufen gilt als ein Leitbild für die Produktgestaltung im
21. Jahrhundert und zielt auf einen möglichst sparsamen Einsatz natürlicher
Ressourcen109 und ein möglichst vollständiges Schließen von Stoffkreisläufen
ab.
Die hier kurz skizzierten Entwicklungen führten u.a. zu dem im Oktober 1996 in
Kraft getretenen Kreislaufwirtschafts- und Abfallgesetz, in dem wichtige Prinzi-
pien der Kreislaufführung von Stoffströmen verankert wurden. Die Anforderun-
gen aus diesem Gesetz sind daher für die materielle Ableitung der Produktei-
genschaft „Kreislauffähigkeit“ von besonderer praktischer Bedeutung.
5.3.2 Anforderungen des Gesetzes zur Förderung der Kreislaufwirtschaft und
Sicherung der umweltverträglichen Beseitigung von Abfällen (Kreis-
laufwirtschafts- und Abfallgesetz – KrW-/AbfG)
5.3.2.1 Ableitung der Anforderungen
Der Zweck dieses Gesetzes besteht in der Förderung der Kreislaufwirtschaft zur
Schonung der natürlichen Ressourcen und der Sicherung der umweltverträgli-
chen Beseitigung von Abfällen (§ 1 KrW-/AbfG). Das Kreislaufwirtschafts- und
Abfallgesetz fordert eine ökologieorientierte Ausrichtung des gesamten Produkt-
lebenszyklusses.
Die Kreislaufwirtschaft im Sinne des Gesetzes umfasst Abfallvermeidung und
Abfallverwertung, hingegen nicht die Beseitigung von Abfällen. Verwertung und
Beseitigung sind unter dem Begriff der Entsorgung zusammengefasst. In Abbil-
dung 29 ist dieser Zusammenhang dargestellt.
109 Vgl. www.mfk-uni-erlangen.de (Stand 18.12.02).

QFD als Instrument der Neuproduktplanung 151 Für die Ableitung der Produkteigenschaft „Kreislauffähigkeit“ können wir an die-
ser Systematik anknüpfen.
Kreislaufwirtschaft
§ 4 Abs. 1 KrW-/AbfG
(Grundsätze der Kreislaufwirtschaft)
Abfallvermeidung Abfallverwertung Abfallbeseitigung
Entsorgung
§ 3 Abs. 7 KrW-/AbfG
(Begriffsbestimmungen)
Anforderungen der Kreislaufwirtschaft
Abbildung 29: Anforderungen der Kreislaufwirtschaft
Die Produkteigenschaft „Kreislauffähigkeit“ wäre also die Fähigkeit des Produk-
tes zu verstehen, den Anforderungen, die das Kreislaufwirtschafts- und Abfallge-
setz an Produkte stellt, zu erfüllen.
Die Produkteigenschaft „Kreislauffähigkeit“ ist damit allerdings sehr heterogen
geprägt:
zum einen durch Anforderungen, die sich aus der Forderung nach Abfall-
vermeidung und
zum anderen durch Anforderungen, die sich aus der Abfallverwertung er-
geben.
Auf beide Anforderungen wird nun näher eingegangen, um entsprechende Pro-
duktmerkmale ableiten zu können (siehe auch Abbildung 30).

QFD als Instrument der Neuproduktplanung 152
Kreislaufwirtschaft
Abfallvermeidung Abfallverwertung
Lang-lebigkeit
Abfall- und schadstoff-
arme Produkte
Weiter-verwendung
Weiter-verarbeitung
Wieder-verwendung
Abbildung 30: Anforderungsprofile der Kreislaufwirtschaft
5.3.2.2 Abfallvermeidung
Der Vermeidungsbegriff ist in dem Sinne zu verstehen, dass ein
Entstehen von Abfällen verhindert bzw.
eine Verminderung des quantitativen Umfangs von Abfällen bzw. Schad-
stofffrachten
in den verschiedenen Stufen des Wertschöpfungsprozesses erreicht wird.

QFD als Instrument der Neuproduktplanung 153 Zur Erreichung dieser (Instrumental-) Ziele werden folgende Handlungsoptionen
genannt:
anlageninterne Kreislaufführung von Stoffen,
abfallarme und damit langlebige Gestaltung von Produkten sowie
Entwicklung eines auf Erwerb abfall- und schadstoffarmer Produkte ge-
richtetes Konsumverhalten.
Aus der hier verfolgten produktnutzungsbezogenen Sichtweise bzw. unter dem
Aspekt der herauszubildenden Produktmerkmale sind unter dem Gesichtspunkt
der Abfallvermeidung vor allem die Teiloptionen
▪ Abfall- und Schadstoffarmut und
▪ Langlebigkeit
von Interesse. Auf diese beiden Teiloptionen und die sie begünstigenden Pro-
duktmerkmale wird im Folgenden eingegangen.
a) Langlebigkeit
Zur Teiloption „Langlebigkeit“ möchten wir auf unsere Ausführungen in Punkt
5.2.1 verweisen. Aus Vereinfachungsgründen wird hierbei das in Punkt 5.2.1.2
diskutierte Konzept („Nutzungsbezogene Lebensdaueroptimierung“) unterstellt.
An dieser Stelle wird u.a. deutlich, dass sich anzustrebende Produkteigenschaf-
ten in Teilbereichen durchaus überlagern bzw. in einer Instrumentalbeziehung
zueinander stehen können. D. h. die verbesserte Ausprägung der Eigenschaft
„Langlebigkeit“ unterstützt hier insbesondere die Teileigenschaft „Abfallvermei-
dung“. Zur Ableitung entsprechender Produktmerkmale kann auf Punkt 2.3.2.2
verwiesen werden.

QFD als Instrument der Neuproduktplanung 154 b) Abfall- und Schadstoffarmut
Die Reduzierung der nach der Nutzung durch Aussonderung entstehenden Ab-
fallmengen bzw. die Entfrachtung von Schadstoffen kann durch die Ausprägung
folgender Produktmerkmale beeinflusst werden:
▪ geringer Materialeinsatz pro Funktion,
▪ geringe Materialvielfalt pro Funktion und
▪ schadstoffarme Materialien.
5.3.2.3 Abfallverwertung (Recycling)
Die Verwertung nicht vermeidbarer Abfälle, auch Rückführungsphase von Roh-
stoffen genannt, soll eine Wiedereinführung der Materialien in Wirtschaftskreis-
läufe gewährleisten, um so die Ressourcenproduktivität zu erhöhen und die
Umweltbelastungen zu vermindern. Der Verwertungsprozess beginnt, wenn das
Produkt die Gebrauchsphase beendet hat. Jetzt bietet sich die Möglichkeit zur
Eröffnung einer zweiten Gebrauchsphase, einer Recycling- oder Entsorgungsva-
riante, an.
Der Verwertung gehen zumeist Sammel-, Konditionierungs- und Aufbereitungs-
prozesse voraus. Während Verwertung ausschließlich der Reintegrationsakt in
den wirtschaftlichen Stofffluss bedeutet, beinhaltet das Recycling den Prozess
und die Prozessstufen der Rezyklierung unter Einschluss der Verwertung. Mit
der Verwertung beginnt, basierend auf dem stofflichen und energetischen Inhalt
der Abfälle, ein neuer Produktlebenszyklus.110
Im Rahmen der Verwertung können drei Formen unterschieden werden (siehe
Abbildung 31):111 Wiederverwendung, Weiterverwendung und Weiterverarbeitung.
110 Matschke/ Jaeckel/ Lemser (1996), S. 310. 111 Matschke/ Jaeckel/ Lemser (1996), S. 310.

QFD als Instrument der Neuproduktplanung 155 Die Zusammenhänge zwischen diesen Formen der Verwertung sollen im Fol-
genden am Beispiel einer Glasflasche veranschaulicht werden. Gleichzeitig kön-
nen dabei die Unterschiede zwischen Verwertung und Recycling nochmals ver-
deutlicht werden.
Die Wiederverwendung beinhaltet die Verwertung des „Abfalls“ als gleichbleiben-
des Produkt mit gegebenen Gebrauchseigenschaften. Dabei bleibt die Nut-
zungsart dieser Eigenschaften gleich. Für die Glasflasche, die bspw. der Aufbe-
wahrung von Wasser o.ä. dient, ist somit eine erneute Nutzung als Wasserflasche
als Verwertung zu verstehen. Damit die Glasflasche einer erneuten Nutzung zur
Verfügung steht, sind zahlreiche Teilprozesse zu durchlaufen. Das Zurückbrin-
gen der Flasche zum Getränkehandel und von dort aus zum Abfüller (entsor-
gungslogistischer Prozess), das Waschen der Flasche (Konditionierung) und die
Neubefüllung.
Bei der Weiterverwendung bleibt zwar das Produkt und dessen Gebrauchswert
gleich, die Nutzungsart verändert sich jedoch. Die Wasserflasche wird bspw. als
Blumenvase benutzt. Die Nutzung als Blumenvase ist Verwertung. Der Recyc-
lingprozess würde das Reinigen der Vase (Konditionierungsprozess) und die
Verwendung als Blumenvase beinhalten.
Von Weiterverarbeitung wird gesprochen, wenn das ursprüngliche Produkt Form
und ursprüngliche Gebrauchseigenschaften zunächst verloren hat und aus den
stofflichen und energetischen Inhaltsstoffen ein anderes Produkt mit anderen
Gebrauchseigenschaften entsteht. Den neuen Gebrauchseigenschaften entspre-
chend, kann das Produkt anders genutzt werden. Bezogen auf das Beispiel
könnte das bedeuten, dass die Flasche gebrochen (Konditionierung), einge-
schmolzen (Aufbereitung) und daraus Fensterglas produziert wird.

QFD als Instrument der Neuproduktplanung 156
Abfallverwertung
Weiter-verwendung
Weiter-verarbeitung
Wieder-verwendung
Nutzung für gleichen Verwen-
dungszweck
NeuerVerwendungs-
zweck
Nutzung der stofflichen
oder energetischen
Substanz
Ziel: Schließen von Stoffkreisläufen
internes Recycling
Stoffkreisläufe innerhalb des
Betriebes
externes Recycling
Stoffkreisläufe der
Wirtschaft
Abbildung 31: Verwertungsformen von Abfällen
Die Verwertung erfolgt dabei durch die Vermarktung als Fensterglas. Als Recyc-
lingprozess ist dabei wieder der Gesamtprozess aus Brechen, Einschmelzen und
Neuproduktion inkl. Vermarktung zu verstehen.

QFD als Instrument der Neuproduktplanung 157 Bezogen auf den Referenzfall werden im Rahmen der Abfallverwertung klar die
Optionen der Wiederverwendung und Weiterverarbeitung präferiert. Die Strate-
gie der Weiterverwendung erscheint für das „Fahrrad“ wenig sinnvoll, da neben
dem Hauptverwendungszweck der „Fortbewegung“ kaum ein neuer Verwen-
dungszweck in Frage kommt.
Wiederverwendung und Weiterverarbeitung sind sehr unterschiedliche Verwer-
tungsaktivitäten mit unterschiedlichen Anforderungen an das Produkt und mit
entsprechenden Konsequenzen für die auszuprägenden Produktmerkmale. Bei
der Wiederverwendbarkeit steht die Gewährleistung bzw. Wiederherstellung bzw.
modernisierte Anpassung der Nutzungsfähigkeit im Vordergrund. Dieses kann
vor allem durch Ausprägung von Merkmalen wie:
Haltbarkeit,
modularer Produktaufbau,
standardisierte Bauteile,
Demontagefreundlichkeit und
Rücknahmefähigkeit
erreicht werden.
Bei der Weiterverarbeitung steht die Integrationsfähigkeit der energetischen und
stofflichen Substanz in Stoffkreisläufe im Vordergrund des Interesses. Diese
kann durch Ausprägung von Produktmerkmalen wie:
▪ stoffliche und energetische Verwertungsfähigkeit,
▪ Identifizierbarkeit von Materialien,
▪ Rücknahmefähigkeit,
▪ modularer Produktaufbau,
▪ standardisierte Bauteile und
▪ Demontagefähigkeit

QFD als Instrument der Neuproduktplanung 158 erreicht werden. Auch hier zeigt sich, dass es im Bereich auszuprägender Pro-
duktmerkmale Überschneidungen zwischen beiden Teileigenschaften gibt.
5.3.2.4 Ableitung von Produkteigenschaften aus den Anforderungen der Kreis-
laufwirtschaft
Die Produkteigenschaft „Kreislauffähigkeit“ bündelt, wie in den vorhergehenden
Abschnitten dargestellt, einen Strauß sehr heterogener Anforderungen an das
Produkt (siehe Punkt 5.3.2.1). Bei der Überführung der Eigenschaft „Kreislauffä-
higkeit“ in Produktmerkmale ist zu beachten, dass die heterogenen Anforderun-
gen des Anforderungsprofils auch durch ein entsprechendes Merkmalsprofil der
Produkteigenschaft abgedeckt werden.
Zu unterscheiden sind zwei unterschiedliche Teileigenschaften der „Kreislauffä-
higkeit“ - die Vermeidungsfähigkeit und die Verwertungsfähigkeit.
Kreislauffähigkeit
Vermeidungs-
fähigkeit
Verwertungs-
fähigkeit
Abbildung 32: Teileigenschaften der Produkteigenschaft „Kreislauffähigkeit“
Vermeidungsfähigkeit umfasst als (Teil-) Produkteigenschaft Merkmale, die zur
Vermeidung bzw. Reduzierung anfallender Abfälle in einem qualitativen und
quantitativen Sinne führen.
Verwertungsfähigkeit beschreibt die „Fähigkeit“ des Produktes zur Reintegration
in Stoffkreisläufe nach Beendigung der Nutzungsphase.

QFD als Instrument der Neuproduktplanung 159 Werden die unter den Punkten 5.3.2.2 und 5.3.2.3 für die Vermeidungsfähigkeit
und Verwertungsfähigkeit abgeleiteten Produktmerkmale einer Synopse unter-
zogen und Merkmalsüberschneidungen berücksichtigt, dann ergibt sich für die
Produkteigenschaft „Kreislauffähigkeit“ das in Abbildung 33 dargestellte Merk-
malsprofil. Zu beachten ist dabei, dass „Langlebigkeit“ eine wichtige Handlungs-
option der Abfallvermeidung ist, die damit als eigenständige Produkteigenschaft
in einer Instrumentalbeziehung zur Teileigenschaft „Vermeidungsfähigkeit“
steht. Damit finden sich Merkmale der Eigenschaft „Langlebigkeit“ im Profil der
Kreislauffähigkeit wieder.

QFD als Instrument der Neuproduktplanung 160
Kreis-lauf-
fähigkeit
Geringe Materialvielfalt pro Funktion
Demontagefreundlichkeit
Stoffliche/ energetische Verwertungsfähigkeit
Identifizierbarkeit der Materialien
Rücknahmefähigkeit
Geringer Materialeinsatz pro Funktion
Schadstoffarme Materialien
Abfall-vermei-dung
Abfall-verwer-
tung
Haltbarkeit
Modularer Produktaufbau
Korrosionsbeständigkeit
Standardisierte Komponenten und Verbindungen
An den technischen Fortschritt angepasste Komponenten
Dauerhafte Verfügbarkeit von Komponenten
Wartungs- und Instandhaltungsfreundlichkeit
Abbildung 33: Auflösung der Produkteigenschaft „Kreislauffähigkeit“ in
entsprechende Produktmerkmale

QFD als Instrument der Neuproduktplanung 161 6 Quality Function Deployment (QFD) als Instrument der Neuprodukt-
planung
6.1 Einführung, Ziele und Anwendungsgebiete
6.1.1 Einführung
Bis heute wird der Prozess der Umsetzung von Kundenforderungen in techni-
sche Merkmale eines Produkts methodisch nur wenig unterstützt. Die traditio-
nelle Vorgehensweise, mit Aufnahme und Festschreibung der Forderungen in
einem Lasten- und Pflichtenheft, hat schwerwiegende Nachteile. In den wenig-
sten Fällen erfolgt eine vollständige und strukturierte Aufnahme der Forderun-
gen. Oftmals werden Lösungen und Konzepte im Lasten-/ Pflichtenheft bereits
vorgegeben, so dass kreative und an den Forderungen der Kunden orientierte
Entwicklungen nicht mehr möglich sind. Das QFD stellt eine der erfolgreichsten
Methoden zur systematischen Gestaltung der gesamten Produktentstehungs-
phase und maximalen Kundenorientierung dar.112 QFD ermöglicht die systema-
tische Planung der Qualität eines Zielproduktes ausgehend von kunden- und
marktseitigen Qualitätsforderungen. Die Maxime des QFD lautet, dass bei quali-
tätsrelevanten Entscheidungen stets der „Stimme des Kunden“ Vorrang einzu-
räumen ist. Der Schwerpunkt des QFD als Planungsinstrument liegt auf einer
strukturierten Erfassung von kunden- und marktseitigen Qualitätsforderungen
und deren Umsetzung in allgemeine prüf- oder messbare Konstruktionsmerk-
male.113 Quality Function Deployment wurde 1966 erstmals in Japan vorgestellt.
Seit den frühen 70er Jahren wird das Konzept erfolgreich in der japanischen
Industrie angewendet (z.B. Mitsubishi und Toyota). Erst in den 80er Jahren er-
reichte das Wissen um die Verfahren die USA, wo sie u.a. von Ford, Kodak und
Hewlett Packard angenommen wurden. Anfang der 90er Jahre wurde QFD dann
auch in Deutschland bekannt.114
112 Vgl. Pfeifer, T. (2001a), S. 313. 113 Die Begriffe Konstruktionsmerkmale und Qualitätsmerkmale werden im Folgenden synonym
verwendet. 114 Vgl. Saatweber, J. (1994), S. 448.

QFD als Instrument der Neuproduktplanung 162 QFD ist eine Methode zur systematischen Planung der Qualität eines Ziel-
produkts ausgehend von kunden- und marktseitigen Qualitätsforderungen. Da-
bei werden Kundenanforderungen im Produktentwicklungsprozess umfassend
dahingehend berücksichtigt, dass alle kritischen Merkmale identifiziert werden,
auf die sich die knappen Ressourcen konzentrieren sollen.115 Dabei hat sich der
Begriff „Quality Function Deployment“ trotz seiner Mehrdeutigkeit und auch
Missverständlichkeit durchgesetzt. Der Begriff „Deployment“ stammt aus dem
Militärischen und beschreibt eigentlich das „Aufstellen der Truppen“ bzw. das
„in Stellung bringen“, was im Sinne des QFD das Zusammenführen aller am Ge-
samtprozess der Produktenstehung beteiligten Fachbereiche zu gemeinsamer
Arbeit meint. Ein weiterer Aspekt des „Deployment“ zeigt in Verbindung mit
„Quality“ die Zielrichtung des QFD, nämlich eine Qualitätsentwicklung von An-
fang an bis zur Nutzung der Leistung (Produkte und Dienstleistungen) durch
den Kunden.
6.1.2 Ziele
Das Ziel des QFD ist es, die an Produkte gestellten Kundenforderungen vollstän-
dig zu erfassen und in Produktmerkmale umzusetzen. Der eigentliche Zweck
dieser Technik ist es also, die zumeist qualitativ vorliegenden Kundenforderun-
gen (bspw. beim Fahrrad: „soll angenehmen Fahrkomfort haben“ und „nicht zu
schwer sein“) in quantifizierbare Größen zu übersetzen. Die „Stimme des Kun-
den“ ist somit in die „Sprache des Ingenieurs“ zu übersetzen. QFD steht nicht
als Begriff für eine einzelne Methode. QFD ist als Leitfaden für einen ganzen Ar-
beitsstil zu sehen, bei dem die volle Kundenzufriedenheit das oberste Ziel ist. Es
geht darum, alle Bereiche eines Unternehmens zum Dienst für den Kunden zu
mobilisieren und dadurch betriebsinterne Mauern und das abteilungsbezogene
Denken durch Denken in Prozessen zu ersetzen.116 So ist das QFD in einer wei-
teren Funktion ein Kommunikations- und Informationsinstrument zur Überwin-
dung des häufig beklagten Defizits an Informationen und Zusammenarbeit in
den Firmen.
115 Vgl. Flik, M./ Heering, C./ Staengel, D. (1998), S. 293 f. 116 Vgl. Giovanelli, H. (2000), S. 54.

QFD als Instrument der Neuproduktplanung 163 Dieser Zusammenhang wird durch die Bezeichnung des QFD Werkzeuges „Hou-
se of Quality“117 für die gut nachvollziehbare Dokumentation der Denk- und Pla-
nungsergebnisse der am QFD-Prozess Beteiligten verdeutlicht. Letztlich ist das
Vorgehen nach QFD ein konsequentes Frage- und Antwortspiel mit den zwei
Grundfragen „WAS?“ (Was wird erwartet?) und „WIE?“ (Wie erfüllen wir die For-
derungen?). Die sich hieraus ergebenden Zusatzfragen „Wieviel?“, „Wann?“, „Wa-
rum?“, „Was?“, etc. zeigen die entstehende Vernetzung der Beteiligten auf. Und
genau diese Vernetzung aller Unternehmensbereiche ist das Ziel von Total Quali-
ty Management. Die Ziele von QFD sind in Abbildung 34 nochmals zusammen-
gefasst dargestellt.
• Übersetzung von Kundenforderungen in
techn. Produktm erkm ale
• Intensivierung der Zusam m enarbeit
• M otivation zum M itdenken und M ithandeln
• Vertiefte Kundenorientierung
• Abgestim m te, klare und m essbare Ziele
• Präventive Planung
• Verkürzung der Entw icklungs- und
Um setzungszeiten
• G ut nachvollziehbare Dokum entation
Abbildung 34: Ziele des QFD
(In Anlehnung an: Saatweber (1994), S. 446).
117 Dieses “House of Quality” ist eine Zusammensetzung verschiedener Matrizen, Listen und
Tabellen und dient der Unterstützung der einzelnen Transformationsschritte im QFD-Prozess.

QFD als Instrument der Neuproduktplanung 164 6.1.3 Anwendungsgebiete von QFD
Aus den dargestellten Zielen des QFD lassen sich die vielfältigsten Anwendungs-
felder dieses Instrumentes bereits erahnen. SAATWEBER 118 sieht QFD überall
dort als nützliches Unterstützungsinstrument, wo Menschen an der Erfüllung
von Zielen sowohl für externe als auch für interne Kunden arbeiten – also im
Prinzip in allen Branchen, denn der Mensch (hier: interner /externer Kunde) ist
innerhalb der drei Grundproblemfelder aller Organisationen, nämlich attraktive
Leistungen (Qualität) im richtigen Moment (Zeit) zu einem fairen Preis (Kosten)
anzubieten und liefern zu können, Dreh- und Angelpunkt. Dieser Sachverhalt
wird nochmals durch Abbildung 35 verdeutlicht. Weiterhin kann QFD für die
Qualitätsplanung aller Produkte und somit Waren aller Branchen eingesetzt
werden, von der Software bis zur Dienstleistung, wobei eine Anpassung der QFD-
Werkzeuge (insbesondere das House of Quality) von Anwendung zu Anwendung
vorteilhaft bzw. notwendig ist.
Qualität
Kosten Zeit
MenschKunden
Mitarbeiter
Management
Abbildung 35: „Magisches“ Qualitätsdreieck
(In Anlehnung an: Saatweber (1994), S. 447).
118 Vgl. Saatweber, J. (1994), S.447.

QFD als Instrument der Neuproduktplanung 165 In besonderem Maße eignet sich das QFD bei der Neuentwicklung sowie Weiter-
entwicklung von Produkten und Dienstleistungen. Ein Zukunftsfeld wird in der
Politik und der öffentlichen Verwaltung mit Staats-Dienstleistungen aller Art ge-
sehen, da hier noch ungeahnte Ressourcen vorhanden sind.119
6.2 Der QFD-Prozess
6.2.1 Einführung
Bis heute existiert keine einheitliche Definition der Methode des QFD.120 Es gibt
vielmehr unterschiedliche methodische Varianten und Entwicklungstendenzen.
Die derzeitig vorherrschende Anwendungspraxis in den USA und Europa orien-
tiert sich an der durch das Institut der Amerikanischen Zulieferindustrie (Ameri-
can Supplier Institute, ASI) formalisierten Vorgehensweise, wonach sich der
QFD-Prozess in seiner Grundkonzeption durch vier Phasen auszeichnet, die in
der Gestalt einer Kaskade ablaufen. Zu Beginn der Arbeiten steht die Bildung
des QFD-Projektteams. Ein QFD-Team besteht aus 6-8 Mitarbeitern, die aus un-
terschiedlichen Bereichen des Unternehmens stammen. Mit jeder neuen Phase
des QFD ändert sich auch die Zusammensetzung des Teams. Abbildung 35 ver-
anschaulicht den Ablauf und die Zusammensetzung der Teams für jede einzelne
Phase eines Produkt-QFD.
119 Vgl. Saatweber, J. (1994), S. 447. 120 Vgl. Pfeifer, T. (2001b), S. 135.

QFD als Instrument der Neuproduktplanung 166
Kunden
Segmentierung
Wie
Was
Wie
Was
Wie
Was
Wie
Was
Feedback
Feedback
Wichtig/ kritisch
Wichtig/ kritisch
Wichtig/ kritisch
Lieferung/ Inbetriebnahme/ Wartung
ProduktplanungMarketing – EntwicklungVerkauf - Kundendienst
Feedback
KomponentenplanungKonstruktion – EntwicklungEinkauf - Produktion
ProzessplanungProduktion – Einkauf DokumentationLogistik
ProduktionsplanungProduktion – Verkauf Dokumentation - SchulungLogistik - Kundendienst
Abgestimmte:SchulungspläneArbeitspläneVerfahrensplänePrüfpläneFeedback-RegelungDokumentationQM-System
Wichtig/ kritischII
III
IV
I
Abbildung 36: Der QFD-Prozess und seine Phasen
(In Anlehnung an: Saatweber (1994), S. 450).
Im Folgenden möchten wir kurz eine Übersicht über die in Abbildung 36 darge-
stellten Phasen des QFD geben, und diese in den weiteren Punkten vertieft be-
handeln.
Phase I:
In der ersten Phase setzt sich das QFD-Team sinnvollerweise aus Vertretern des
Marketings, Vertriebs sowie des Kundendienstes und der Entwicklung zusam-
men. Hier werden die Kundenforderungen im Eingang des Hauses erfasst und in
die Sprache der Technik übersetzt. Am Ende der ersten Phase sind die kriti-
schen und bedeutendsten „WIE?“-Kriterien sichtbar und werden nun als „WAS?“
in der zweiten Phase bearbeitet.

QFD als Instrument der Neuproduktplanung 167 Phase II:
In der Phase II setzt sich das QFD-Team aus Mitarbeitern der Konstruktion, Ent-
wicklung, Produktion sowie des Einkaufs zusammen. In dieser Phase erfolgt eine
Untersuchung der Teile-Charakteristiken, wobei kritischen oder als schwierig de-
finierten Teilen ein besonderes Augenmerk gilt. Außerdem müssen alle Funktio-
nen des Gesamtproduktes in den Qualitätsplan einbezogen werden.
Phase III:
In Phase III sind zu den Teile-Charakteristiken die maßgebenden Prozesscharak-
teristiken zu entwickeln. Das QFD-Team besteht in dieser Phase aus Mitarbeitern
der Produktion, Dokumentation, Logistik und des Einkaufs.
Phase IV:
Aufgabe der Phase IV ist die Erstellung detaillierter Verfahren und Arbeitsanwei-
sungen aus den Prozessanforderungen. Dabei wird ein Team gebildet aus Mit-
arbeitern der Produktion, Logistik, Verkauf, Kundendienst, Schulung und Doku-
mentation. Je nach Produkt und Unternehmen sind auch noch andere Team-
mitglieder beteiligt.
6.2.2 Produktkonzept-Planung (Phase I)
Die Phase I dient der Übersetzung der „Stimme des Kunden“ in die „Sprache
der Technik“ durch Bestimmung eines Produktkonzeptes mit Zielwerten der
einzelnen Produkteigenschaften. Die Visualisierung der Ergebnisse erfolgt über
das „House of Quality“. Die Produktkonzept-Planung umfasst die im Folgenden
beschriebenen zehn Schritte, bei denen es sich um eine Vorgehensempfehlung
handelt.121 In Abbildung 37 sind die von den einzelnen Schritten betroffenen
Bereiche der House of Quality (HOQ)-Matrix dargestellt.
121 Vgl. Saatweber, J. (1994), S. 449.

QFD als Instrument der Neuproduktplanung 168 Schritt 1: Die Kundenanforderungen (WAS?) werden im ersten Schritt nach
Themenbereichen geordnet in die Zeilen eingetragen. Daneben ist Platz für eine
Gewichtung der Anforderungen aus Kundensicht, die durch eine Bewertung von
1-10 erfolgt. Die Kundenanforderungen sagen WAS gewünscht wird.
Schritt 2: In den rechten Teil des Diagramms mit dem Titel „Vergleich zum
Wettbewerb“ werden die Informationen zur Konkurrenzsituation aus Sicht der
Kunden eingetragen. Hier wird meist eine Bewertungsskala von 1-5 vorgeschla-
gen, anhand derer die Kunden das Referenzprodukt im Vergleich zu den wich-
tigsten Konkurrenzprodukten bezüglich des Erfüllungsgrades ihrer wichtigsten
Forderungen einstufen. Im Falle, das eine Vergleichsbewertung nicht möglich ist,
muss wenigstens der Erfüllungsgrad des eigenen Produktes durch Befragung
ermittelt werden. Für zusätzliche Hinweise, Bemerkungen etc. stehen die in Ab-
bildung 36 ersichtlichen Spalten A und B im Feld 3 zu Verfügung.
Schritt 4a: Zu jeder Kundenanforderung werden durch das Team Merkmale
(WIE?) gesucht, welche die Kundenanforderungen qualitativ beschreiben, sog.
Design-Charakteristiken, die aber noch keine detaillierten Lösungen sind. Die
„Stimme der Kunden“ ist in die „technische Sprache“ des Lieferanten zu über-
setzen.
Schritt 4b: Zu jedem Design-Merkmal werden die zugehörigen Messparameter
(WIEVIEL?) in die unteren Spalten „Technische Zielwerte“ eingetragen.

QFD als Instrument der Neuproduktplanung 169
Abbildung 37: Die zehn Schritte der Produktkonzeptplanung
(In Anlehnung an: Saatweber (1994), S. 451).
Schritt 5a: In diesem sehr umfangreichen Schritt werden die Beziehungen zwi-
schen den Kundenanforderungen und den Design-Merkmalen untersucht und in
der HOQ-Matrix dokumentiert. Das QFD-Team beantwortet dabei die Frage: „Wie
stark unterstützt das Design-Merkmal jede einzelne Kundenanforderung?“ Hier-
zu haben sich in der Praxis drei Bewertungsstufen bewährt, die durch Ziffern
ausgedrückt und durch Symbole in die Matrix eingetragen werden:
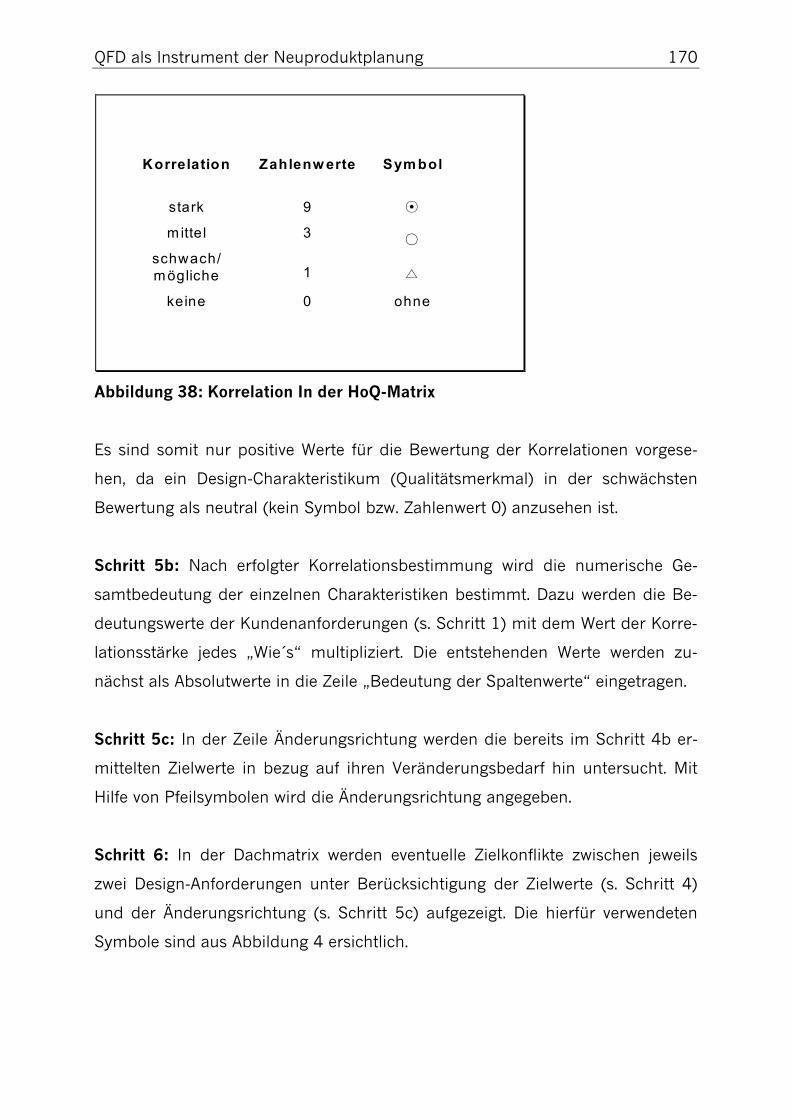
QFD als Instrument der Neuproduktplanung 170
Korrelation
stark
m ittel
schwach/ mögliche
keine
Zahlenw erte
9
3
1
0
Sym bol
⊙
○
△
ohne
Abbildung 38: Korrelation In der HoQ-Matrix
Es sind somit nur positive Werte für die Bewertung der Korrelationen vorgese-
hen, da ein Design-Charakteristikum (Qualitätsmerkmal) in der schwächsten
Bewertung als neutral (kein Symbol bzw. Zahlenwert 0) anzusehen ist.
Schritt 5b: Nach erfolgter Korrelationsbestimmung wird die numerische Ge-
samtbedeutung der einzelnen Charakteristiken bestimmt. Dazu werden die Be-
deutungswerte der Kundenanforderungen (s. Schritt 1) mit dem Wert der Korre-
lationsstärke jedes „Wie´s“ multipliziert. Die entstehenden Werte werden zu-
nächst als Absolutwerte in die Zeile „Bedeutung der Spaltenwerte“ eingetragen.
Schritt 5c: In der Zeile Änderungsrichtung werden die bereits im Schritt 4b er-
mittelten Zielwerte in bezug auf ihren Veränderungsbedarf hin untersucht. Mit
Hilfe von Pfeilsymbolen wird die Änderungsrichtung angegeben.
Schritt 6: In der Dachmatrix werden eventuelle Zielkonflikte zwischen jeweils
zwei Design-Anforderungen unter Berücksichtigung der Zielwerte (s. Schritt 4)
und der Änderungsrichtung (s. Schritt 5c) aufgezeigt. Die hierfür verwendeten
Symbole sind aus Abbildung 4 ersichtlich.

QFD als Instrument der Neuproduktplanung 171 Schritt 7: Im siebten Schritt erfolgt ein Vergleich des eigenen Produktes mit den
Konkurrenzprodukten aus Schritt 2 bezüglich der Design-Merkmale, wobei ein
Produkt des jeweiligen Marktführers nicht fehlen sollte. Für diesen Vergleich sind
besonders Experten aus dem technischen Bereich gefordert.
Schritt 8: Der Schwierigkeitsgrad, ausgedrückt in Zahlenwerten zwischen
1 (niedrig) und 10 (hoch), bezieht sich auf die Frage nach der Realisierungs-
möglichkeit der anzustrebenden Verbesserung oder Neuentwicklung. In Feld 9
sind dann Eintragungen vorzunehmen, wenn wichtige Zusatzinformationen nicht
verloren gehen sollen.
Schritt 10: Nach den vorangegangenen Schritten sind die Räume und Skalen
des „House of Quality“ vollständig ausgefüllt und damit alle Eintragungen nach-
vollziehbar im House of Quality dokumentiert. Es erfolgt anschließend die Aus-
wahl der wichtigen und kritischen Designelemente, die für die Verwirklichung
der Verbesserung oder Neuentwicklung ausschlaggebende Bedeutung haben.122
Im Folgenden seien beispielhaft einige Auswahlkriterien angeführt:
▪ hohe Bedeutung der Kundenforderung,
▪ im Konkurrenzvergleich hohe Chancen,
▪ Design-Anforderungen mit ausgeprägt hoher Gesamtbedeutung (sog. A-
Kriterien),
▪ A-Kriterien korrelieren positiv mit anderen Kriterien in der Dachmatrix,
▪ A-Kriterien zeigen hohe Korrelation mit den wichtigsten Kundenforderungen,
▪ A-Kriterien sind bzgl. Ihres Schwierigkeitsgrades beherrschbar und
▪ A-Kriterien überwinden bisherige Probleme.
122 Vgl. Saatweber, J. (1994), S. 459.

QFD als Instrument der Neuproduktplanung 172 Aus der einschlägigen Literatur geht hervor, dass es kein allgemeingültiges „Re-
zept“ zum Vorgehen nach QFD gibt.123 Deshalb handelt es sich bei dem in den
Schritten 1-10 beschriebenen Vorgehen um eine „Kann-Empfehlung“, bei der
die Reihenfolge und der Umfang der Bearbeitung von der Aufgabenstellung ab-
hängt.
6.2.3 Baugruppen-/ Teile-Planung (Phase II)
In Phase II werden konkrete Lösungen, d.h. die Funktionsgruppen und Elemente
zu jedem der bedeutenden Design-Charakteristiken entwickelt. Dabei werden die
ausgewählten technischen Qualitätsmerkmale mit ihren Zielwerten aus der Pha-
se I als WAS in das Arbeitsblatt (Teile-Matrix) der Phase II übertragen. Ihnen
werden im nächsten Schritt in der Kopfzeile alle Subsysteme, Baugruppen bzw.
Teile, die das QFD-Team als notwendig erachtet, gegenübergestellt. Vorrausset-
zung für die Identifikation der Subsysteme ist eine Auswahl zwischen alternati-
ven Konstruktionsdesigns sowie eine Entscheidung über die Detaillierungstiefe,
da das System von Komponenten auf Baugruppen, besonders aber auf Einzel-
teile sehr umfangreich wird. Ähnlich wie im Schritt 5a der Phase I werden nun
die Zusammenhänge zwischen den Produktkomponenten und den technischen
Qualitätsmerkmalen ermittelt und mit Hilfe von Symbolen visualisiert.124 Da-
durch und mittels zusätzlicher Bewertungen der Komponenten, z.B. durch
FMEAs oder Ausfallraten-Statistiken125 werden kritische Komponenten identifi-
ziert. Zum Abschluss der Phase II werden für die Komponenten – besonders für
die als kritisch eingestuften – Zielwerte festgelegt.
6.2.4 Prozess-Planung (Phase III)
Analog zum Vorgehen bei der Phase II werden in der Phase der Prozess-Planung
die kritischen Komponenten mit ihren Zielwerten als Input einer Planungsmatrix
genutzt.
123 Vgl. u.a. Pfeifer, T. (2001b), S. 135 und Saatweber, J. (1994), S. 459. 124 Vgl. Schröder, H.H./ Zenz, A. (1996), Sp. 1705f. 125 Vgl. Saatweber, J. (1994), S. 461.

QFD als Instrument der Neuproduktplanung 173 Anschließend werden auf Basis der Komponenten die Fertigungsprozesse für
jede Baugruppe bzw. jedes Teil identifiziert. Die (Prüf-) Charakteristika der Kom-
ponenten (z.B. Durchmesser, Rundheit oder Viskosität) geben Aufschluss dar-
über, welcher Prozess einen potenziell starken Einfluss auf das jeweilige Charak-
teristikum hat. Art und Intensität der Beziehungen werden wiederum in einer
Beziehungsmatrix dargestellt. Zur Zielvorgabe für Phase IV müssen kritische
bzw. wichtige Prozessparameter bestimmt werden. Für diese Prozessparameter
müssen Prozessfähigkeitsindizes und Zielwerte festgelegt werden. Unterstützend
können hierzu Methoden des Quality Engineering (z.B. Prozess-FMEA) eingesetzt
werden.126
6.2.5 Verfahrens- und Prüfplanung (Phase IV)
In der letzten Phase des Quality Function Deployment werden die Vorgaben und
Zielwerte aus Phase III in detaillierte Prüf-, Verfahrens- und Arbeitsanweisungen
umgesetzt. Diese Anweisungen müssen Angaben zu den:
- zu prüfenden oder zu bearbeitenden Teilen,
- Prüf- und Kontrollparametern,
- Zeitpunkten und Frequenzen von Prüfungen und
- zu verwendenden Methoden und Hilfsmitteln
enthalten. Sinnvoll ist eine Reduzierung auf die wichtigsten und hinsichtlich der
Beherrschung kritischen Fertigungsprozesse.
6.3 Umsetzung des Planungsinstrumentes QFD durch die QFD-Software
„Qualica QFD“127
Eines der grundlegenden Probleme der QFD-Methode ist die große Informati-
onsmenge, die während der Durchführung anfällt und verarbeitet werden muss.
126 Schröder, H.H./ Zenz, A. (1996), Sp. 1706. 127 Im Forschungsvorhaben angewendete Version: Qualica QFD 2.5 (weitere Informationen un-
ter www.qualica.net)

QFD als Instrument der Neuproduktplanung 174 So können mehrere tausend Entscheidungen bzw. Korrelationen bei der Bildung
einer Qualitätsmatrix (HOQ) anfallen. Diese Informationen müssen dokumentiert
sowie mathematischen und graphischen Auswertungen unterzogen werden. Al-
lein die in Abbildung 36 dargestellten Schritte der ersten Phase des QFD veran-
schaulichen den Bedarf nach einer Unterstützung durch Computer bzw. ein
Software-Tool. Es liegt nahe, dass durch den Einsatz eines solchen Werkzeuges
eine Steigerung der Effizienz und eine Vereinfachung der Durchführung erwartet
wird. Doch nicht nur die Erfassung der während des QFD-Prozesses anfallenden
Daten, sondern auch die möglichst umfassende Unterstützung des QFD-
Prozesses, wie z.B. eine Unterstützung von Gruppensitzungen, stellen mögliche
Einsatzpunkte einer solchen Software dar. Damit stellt sich die Frage welchen
Funktionsumfang sowie Nutzen solche Programme haben.
Im Zuge der Forschungsarbeiten wurden verschiedene Softwarelösungen einem
Test unterzogen. Aufgrund der größten Praktikabilität haben wir uns für das Pa-
ket „Qualica QFD“ entschieden und werden dies hier kurz vorstellen. Die „Quali-
ca QFD“ Software dient vor allem der Vereinfachung und Operationalisierung
von QFD. Bei diesem Software-Tool besteht die Möglichkeit, sowohl aus einer
Reihe von Vorlagen auszuwählen, als auch eine komplett neue Vorgehensweise
zu entwickeln. Wenn Vorlagen genutzt werden, können diese nach Bedarf modi-
fiziert werden. Das Arbeiten mit Vorlagen ist die schnellste Methode, um mit
„Qualica QFD“ Ergebnisse zu erzielen. Für die Forschungsarbeiten wurde die
sog. Vorlage „QFD 1+2“ verwendet. Hierbei handelt es sich um eine einsatzbe-
reite Vorlage für ein zweistufiges QFD-Projekt, welches das QFD 1, das sog.
„House of Quality“128 sowie das QFD 2, die sog. Produktentwurfsmatrix129 bein-
haltet. Um Missverständnissen vorzubeugen, muss gesagt werden, das der Beg-
riff „Vorlage“ hier keineswegs mit einer Bereitstellung von Inhalten gleichzuset-
zen ist, sondern sich lediglich auf die Bereitstellung formaler Kriterien, nämlich
den entsprechenden Matrizen, Tabellen oder Arbeitsblättern, beschränkt.
128 Im „House of Quality“ werden u.a. die Kundenanforderungen in Konstruktionsmerkmale
überführt. 129 In der Produktentwurfsmatrix werden den Konstruktionsmerkmalen Bauteile gegenüber-
stellt.

QFD als Instrument der Neuproduktplanung 175 Um aussagekräftige Ergebnisse zu erzielen, müssen die Vorlagen an die Bedürf-
nisse des jeweiligen Anwendungsfalles angepasst werden, so dass der Aussage-
wert der Ergebnisse die unternehmens- und aufgabenspezifischen Gegebenhei-
ten berücksichtigt. Die hier zur Anwendung kommende Vorlage wird im weiteren
um eine sog. „New Concept Selection“130 Arbeitsmappe erweitert. Diese Ar-
beitsmappe ermöglicht die Beurteilung „neuer“ Konzepte (hier Langlebigkeits-
konzepte) gegen eine Liste „traditioneller“ Kriterien. Dabei wurden folgende Mat-
rizen hinzugefügt: Anforderungen-Konzepte-Matrix, Merkmale-Konzepte-Matrix
und zur weiterführenden Bearbeitungen auch eine Bauteile-Konzepte-Matrix.
Insgesamt ergibt sich somit die in Abbildung 39 dargestellte Projektübersicht.
Abbildung 39: Projektübersicht
130 Begriff stammt aus der „Qualica QFD“ Software.

QFD als Instrument der Neuproduktplanung 176 6.4 Adaption des Quality Function Deployment (QFD) zur retrospektiven
Beschreibung von Produktmerkmalen und Eigenschaften
Beschreibung des Adaptionsproblems
Wie im Punkt 2.3.2.4 ausgeführt, konzentrieren wir unsere vorzunehmenden
Forschungsarbeiten auf das umweltorientierte Produkt-Re-Design. Die Ableitung
von Entwicklungszielen (siehe Punkt 2.3.2.3) verlangt einen produktmerkmals-
bezogenen Soll-Ist-Abgleich zwischen dem „alten“ Produkt und dem Merkmals-
profil des „neuen“ geplanten Produkts. Dies erfordert, dass zunächst das „alte“
Produkt in seinem Eigenschafts- und Merkmalsprofil exakt zu beschreiben ist.
Die Ableitung dieses Profils muss dabei retrospektiv erfolgen, d.h. aus dem Leis-
tungssystem Produkt heraus, quasi synthetisch abgeleitet werden muss. Dieser
Prozess kann durch das QFD unterstützt werden.
Eine wesentliche Aufgabe von QFD bei standardisierter Vorgehensweise ist die
systematische Übersetzung von Kundenanforderungen in Produktvorgaben. Dies
geschieht mit Hilfe des HOQ als dem Hauptinstrument sowie anderen quantita-
tiven und qualitativen Methoden, wie z.B. dem Affinitäts- und/ oder Baumdia-
gramm.131 QFD ermöglicht die klare Spezifizierung von Kundenanforderungen
und -bedürfnissen sowie die systematische Untersuchung der Gestaltungs-
merkmale der Produkte und Dienstleistungen im Hinblick auf ihre Bedeutung
für die Erfüllung der Kundenanforderungen. Hierzu werden Kundenanforderun-
gen mit Produktmerkmalen132 in Beziehung gesetzt, um somit auf den Ein-
gangsinformationen basierende Produktvorgaben bzw. Problemlösungen zu er-
halten. Die konsequente Kundenorientierung ergibt sich aufgrund der Entwick-
lung der Produktcharakteristika auf der Basis der Kundenanforderungen.133 Im
Rahmen der standardisierten Vorgehensweise geht es also insbesondere um
eine möglichst vollständige Berücksichtigung der Bedürfnisse der Kunden an ein
spezielles, in Planung befindliches Produkt.
131 Vgl. Herzwurm, G./ Schockert, S./ Weinberger, C. (1997), S. 7. 132 Die Begriffe Produktmerkmale und Qualitätsmerkmale werden synonym verwendet. 133 Vgl. Herzwurm, G./ Schockert, S./ Weinberger, C. (1997), S.9ff.
QFD als Instrument der Neuproduktplanung 177 Im Gegensatz zu dieser Vorgehensweise geht es bei der Adaption des QFD auf
die Untersuchung eines bereits bestehenden Produktentwurfs nicht um die Er-
mittlung von Produktmerkmalen auf Basis der Kundenforderungen. Vielmehr
sind die Produktmerkmale bereits im bestehenden Produkt angelegt und damit
bereits vorhanden. Ziel dieser Anwendung ist somit nicht die Ableitung von Pro-
duktmerkmalen aus den Kundenforderungen, sondern eine rückwirkende Unter-
suchung134 des Produkts und eine systematische Ableitung dieser Merkmale mit
Hilfe des QFD. Dazu müssen die bereits im Produkt angelegten Produktmerkma-
le identifiziert und in einem nächsten Schritt auf den Erfüllungsgrad der einzel-
nen Anforderungen der Anspruchsträger hin überprüft werden. Das QFD wird
hier also nicht zur Planung eines neuen Produkts mit neuen Produktmerkmalen
herangezogen, sondern dient in diesem Falle der Abbildung eines bereits beste-
henden Produkts. Eine Gegenüberstellung der jeweils bestehenden Merkmale
des zu bewertenden Produkts und der Anforderungen verschiedener Anspruchs-
träger entspricht einer größeren Zerlegung der Entscheidung. Ein solches Vor-
gehen führt zu einer Aufwandsreduzierung bei der Phase der z.T. sehr aufwen-
digen Ermittlung der Produktmerkmale auf Basis der Kundenforderungen, da
die Ermittlung der Produktmerkmale, die zur vollständigen Abdeckung der Kun-
denanforderungen nötig wären, entfällt. Die Ableitung von Produktmerkmalen
bei einer Normanwendung weist demnach erhebliche Unterschiede zur adapti-
ven Untersuchung auf. Zu betonen ist jedoch, dass bis zum Punkt der Ableitung
von Produktmerkmalen das Vorgehen bei Normanwendung und Adaption des
QFD mehr oder minder identisch ist. Selbiges gilt auch für die weitere Vorge-
hensweise, wobei sich lediglich Unterschiede in den Zielrichtungen ergeben. So
liefert die Untersuchung eines bestehenden Produktes mit QFD Aussagen über
die Wirkung der bereits bestehenden Produktmerkmale auf die Anforderungen,
während bei standardisierter Vorgehensweise die Wirkung der auf Basis der An-
forderungen ermittelten Produktmerkmale auf die Kundenforderungen hin un-
tersucht werden.
134 retrospektive Betrachtungsweise

QFD als Instrument der Neuproduktplanung 178 In beiden Fällen wird ein möglicherweise entstehender Handlungsbedarf aufge-
zeigt. Tabelle 18 stellt den Vorgehensrahmen für die Normanwendung und die
Adaption des QFD im Überblick dar.
Standard QFD Adaptierte QFD-Anwendung
Planung eines neuen Produkts Abbildung eines bestehenden Pro-
dukts
Ermittlung der Anforderungen der Anspruchsträger
▪ Erhebung der Anforderungen
▪ Identifikation der Anforderungen
▪ Strukturierung der Anforderungen
Bewertung der Anforderungen der Anspruchsträger
▪ Gewichtung der Anforderungen
▪ Analyse der Gewichtungen
Ableitung der Qualitätsmerkmale
▪ Erhebung und Ableitung der Pro-
duktmerkmale auf Basis der An-
forderungen
▪ Strukturierung der Produkt-
merkmale
▪ Ableitung und Identifikation der
Produktmerkmale aus dem Pro-
duktentwurf
▪ Strukturierung der Produkt-
merkmale
Bildung der Bewertungs-HOQ-Matrix
▪ Bildung der Korrelationen zwischen
▪ Anforderungen und Produktmerkmalen
▪ Review der Matrixstruktur und Ermittlung der
▪ Produktmerkmalswichtigkeit
▪ Bewertung der zur Auswahl stehenden Produkte
Tabelle 18: Vorgehensrahmen für Normanwendung und Adaption des QFD

QFD als Instrument der Neuproduktplanung 179 6.5 Anwendung auf das Referenzobjekt „Fahrrad“
Nachfolgend soll die Adaption des QFD auf die Untersuchung eines Produktent-
wurfs näher dargestellt werden. Dazu wird das Referenzobjekt als Vorlage he-
rangezogen. Wie bei der standardisierten Vorgehensweise steht dabei die Ermitt-
lung der Kundenforderungen an erster Stelle.
6.5.1 Ermittlung der Kundenanforderungen
Voraussetzung für die Ermittlung von Kundenanforderungen ist eine Marktseg-
mentierung, da Kundenwünsche nach Segmenten unterschiedlich ausfallen
können. Untersuchungsgegenstand der Forschungsarbeiten ist das Segment der
Trekkingfahrräder mit einem Preis von bis zu 350 Euro135. Die ermittelten Kun-
denanforderungen müssen in einer geeigneten Form verdichtet werden, um eine
zu hohe Komplexität des QFD zu vermeiden. Gleichzeitig besteht allerdings die
Gefahr, dass dabei wichtige Einzelaussagen falsch interpretiert, oder gar wegge-
lassen werden. Die Kunst besteht also darin, die Kundenaussagen widerspruchs-
frei, überschneidungsfrei und unverfälscht in aggregierter Form wiederzugeben.
Im Bereich der VOC (Voice of Customer) ist demnach die Originalaussage des
Kunden in eine umformulierte Kundenforderung für das QFD zu transformieren.
Im Rahmen dieser Arbeit wurden die Kundenanforderungen durch mündliche
Befragung von 62 Personen ermittelt. Diese Kundenanforderungen, in vier Kate-
gorien136 eingeteilt, wurden anschließend in die QFD-Matrix eingetragen. Für ei-
ne bessere Nachvollziehbarkeit dieses Transformationsprozesses sind die Kun-
denanforderungen mit entsprechenden Kommentaren hinterlegt.
6.5.2 Gewichtung der Anforderungen aus Kundensicht
Die ermittelten Kundenanforderungen müssen zur Erhöhung der Aussagekraft
im QFD eine Gewichtung erfahren.
135 Auf eine tiefgründigere Marktsegmentierung wird an dieser Stelle verzichtet. 136 Handling, Optik, Komfort, Service.
QFD als Instrument der Neuproduktplanung 180 Die relativen Wichtigkeiten stellen eine zentrale Eingangsinformation dar, da die-
se Grundlage für die Vergabe von Prioritäten über den gesamten Prozess des
Quality Function Deployment bilden.137 Die Qualica QFD-Software und auch die
einschlägige QFD-Literatur138 schlägt hier eine Gewichtung von 1 (unwichtig) bis
10 (am wichtigsten) vor. Dabei sollte die Gewichtung im Idealfall durch die Kun-
den selbst erfolgen, was aber wieder ein Erhebungsproblem nach sich zieht. In
Ausnahmefällen ist auch eine Gewichtung der Anforderungen durch das QFD-
Team zulässig. Die an dieser Stelle vorgenommene Gewichtung der Anforderun-
gen erfolgte durch Kundenbefragung. Dabei traten jedoch erhebliche Probleme
auf. Die Kundenanforderungen mit den entsprechenden Erläuterungen (Kom-
mentaren) wurden den Befragten in Listenform vorgelegt. Diese Anforderungen
sollten nun entsprechend der individuellen Schwerpunktsetzung mit Zahlenwer-
ten von 1 (unwichtig) bis 10 (am wichtigsten) versehen werden. Dabei stellte
sich jedoch heraus, dass die Mehrzahl der Befragten den angeführten Anforde-
rungen Zahlenwerte zwischen 9 und 10 zuwiesen. Dieses Verhalten wurde damit
begründet, dass alle angeführten Anforderungen sehr wichtig seien. Durch die-
ses Wichtungsverhalten der Befragten konnten jedoch keine aussagefähigen Er-
gebnisse gewonnen werden, so dass ein anderes Verfahren zur Ermittlung der
relativen Wichtigkeiten gewählt werden musste. In diesem Fall eignet sich das
Verfahren des paarweisen Vergleichs139 am besten, da durch diese Bewertungs-
technik die Subjektivität weitgehend ausgeschlossen werden kann und somit die
Betrachtung neutralisiert wird. Bei diesem Verfahren werden die befragten Kun-
den gebeten, die einzelnen Anforderungen jeweils mit allen anderen Anforde-
rungen zu vergleichen. Dabei ist eine Matrix (siehe Abbildung 40) auszufüllen,
deren Zeilen und Spalten durch die einzelnen Forderungen aufgespannt werden.
137 Vgl. Pfeifer, T. (2001b), S. 139. 138 Vgl. u.a. Saatweber, J. (1994), S. 449. 139 Vgl. Pfeifer, T. (2001b), S. 139.

QFD als Instrument der Neuproduktplanung 181
Abbildung 40: Paarweiser Vergleich
(In Anlehnung an: Pfeifer (2001b), S. 140).
Beim paarweisen Vergleich werden die Ergebnisse in Form von Zahlenwerten in
die entsprechenden Matrixfelder eingetragen. Wie aus der Legende in Abbildung
40 ersichtlich ist, werden dabei den Aussagen „ist wichtiger“, „ist gleich wichtig“
und „ist weniger wichtig“ die Zahlenwerte 3, 2 bzw. 1 zugeordnet. Durch Sum-
mation der Zahlenwerte über die Zeilen der Matrix ergeben sich dann die Ge-
wichtungen der einzelnen Anforderungen. Das Ausfüllen der Matrix kann sich
zunächst auf den Bereich unterhalb der (grauen) Hauptdiagonalen beschränken,
da jeweils zwei Vergleichszahlen, die spiegelbildlich zur Hauptdiagonalen liegen,
in der Summe immer 4 ergeben. Wenn der Kunde bspw. angibt, dass für ihn die
Forderung „modernes Design“ weniger wichtig ist als die Forderung „leichtes
auf- bzw. absteigen“, er also in das entsprechende Feld eine 1 einträgt, folgt
daraus, dass die Forderung „leichtes auf- bzw. absteigen“ für ihn wichtiger ist
als die Forderung „modernes Design“ (siehe Abbildung 40).
Mit...
Vergleiche... 1.1
gerin
ger W
artu
ngs-
und
Pfle
geau
fwan
d1.
2 Al
ltags
taug
lichk
eit
1.3
leic
htes
auf
- bzw
. abs
teig
en1.
4 Si
cher
heit
1.5
gute
s Br
emsv
erha
lten
1.7
leic
htes
Abr
olle
n2.
1 gu
te V
erar
beitu
ng2.
2 m
oder
nes
Des
ign
3.2
Scha
ltkom
fort
3.3
ange
nehm
er S
itzko
mfo
rt4.
1 Be
treuu
ng d
es K
unde
n
Sum
me
1. Handling 1.1 geringer Wartungs- und Pflegeaufwand 1 1 1 1 1 1 1 2 1 1 1 2 2 161.2 Alltagstauglichkeit 3 3 2 1 1 2 1 3 1 2 1 2 2 241.3 leichtes auf- bzw. absteigen 3 1 2 1 3 2 2 3 1 1 1 1 3 241.4 Sicherheit 3 2 2 2 2 3 3 3 2 3 3 1 3 321.5 gutes Bremsverhalten 3 3 3 2 3 1 3 3 1 3 3 1 3 321.6 leicht zu tragen (Portabilität) 3 3 1 2 1 2 3 3 2 2 2 3 2 291.7 leichtes Abrollen 3 2 2 1 3 2 3 3 1 2 2 3 3 30
2. Optik 2.1 gute Verarbeitung 3 3 2 1 1 1 1 3 1 1 3 3 2 252.2 modernes Design 2 1 1 1 1 1 1 1 1 1 3 1 1 16
3. Komfort 3.1 gute Dämpfung 3 3 3 2 3 2 3 3 3 2 2 3 3 353.2 Schaltkomfort 3 2 3 1 1 2 2 3 3 2 2 3 3 303.3 angenehmer Sitzkomfort 3 3 3 1 1 2 2 1 1 2 2 3 3 27
4. Sonstiges 4.1 Betreuung des Kunden 2 2 3 3 3 3 1 1 3 1 1 1 2 264.2 selbstständiges Vornehmen v. Reparaturen 2 2 1 1 1 2 1 2 3 1 1 1 2 20Legende:ist wichtiger als: 3ist gleich wichtig: 2ist weniger wichtig: 1

QFD als Instrument der Neuproduktplanung 182 In einem nächsten Schritt müssen die mittels paarweisen Vergleichs ermittelten
Gewichtungen der einzelnen Kundenforderungen in die der „Qualica QFD“ Soft-
ware zugrunde liegenden Gewichtungsskala (1-10) überführt werden. Dabei ent-
spricht die mittels paarweisen Vergleichs zu vergebende Maximalpunktzahl von
39 dem Wert 10 der in der QFD-Software geforderten Gewichtungsskala. Aus
dem Quotienten von 10 und 39, multipliziert mit den für die Kundenforderung
jeweils vergebenen Gewichtungen im paarweisen Vergleich, ergeben sich die
entsprechenden Gewichtungen in der Skala von 1-10.
Nach der erfolgten Ermittlung strukturierter und gewichteter Kundenforderun-
gen werden diese nach der standardisierten Vorgehensweise im QFD in einem
nächsten Schritt in lösungsneutrale Qualitätsmerkmale der Konstruktion über-
setzt. Da jedoch hier ein bereits existierender Produktentwurf Untersuchungsge-
genstand ist, sind die Merkmale durch den Produktentwurf bereits indirekt, also
durch die Ausstattung des Referenzproduktes, vorgegeben.
6.5.3 Ableitung der Produktmerkmale
Die Ableitung der Produktmerkmale erfolgt somit durch eine rückwirkende Ü-
berführung der Ausstattungsmerkmale des Referenzproduktes in lösungsneutra-
le Qualitätsmerkmale. Die Vorgehensweise zur Ableitung der lösungsneutralen
Qualitätsmerkmale geschieht ähnlich der Ableitung der Kundenanforderungen.
In einem ersten Schritt werden alle Ausstattungsdetails der zum Referenzpro-
dukt zugehörigen Strukturstückliste entnommen und in einer Baumstruktur ge-
ordnet. Zu den funktionsbezogenen Ausstattungsdetails werden nun die ent-
sprechenden Oberbegriffe abgeleitet. Daran anschließend werden diese in lö-
sungsneutrale Qualitätsmerkmale überführt und geordnet. Tabelle 19 stellt in
übersichtlicher Form die Transformation der Ausstattungsdetails in Qualitäts-
merkmale dar.

QFD als Instrument der Neuproduktplanung 183
Ausstattungsdetail Produktmerkmal
Schutzbleche & Speichen Nirosta mit Spoiler, Verbindungselemente Niros-ta, Pulverlack,
Korossionsunempfindlichkeit
Speichenschutz, Kettenschutz, Schutzbleche, Schalt-/ Bremszughül-len
Verschmutzungsschutz
Gepäckträger Gepäckmitnahme möglich
Beleuchtungsanlage gem. STVZO, Klingel, Ständer-Mittelbau, Trekkingbereifung
Gelände- sowie Straßenverkehrstaug-
lichkeit
Kabelführung im Rahmen, Rücklicht mit Standlicht,
Zuverlässige Beleuchtungsanlage
Herren und Damenrahmen Individuelle Rahmengeometrie
Haltbarkeit (Bruch- und Reißfestigkeit)
Standardisierte Komponenten und Ver-
bindungen
TRE HiTen Rahmen, Aerotyp, Schraubensicherungen, Verbin-dungselemente Nirosta, Zertifizie-rung, Erfüllung von relevanten DIN-Normen
Sichere Verschraubungen/ Verbindun-
gen
V-Brake, Alu silber Zuverlässige Bremsanlage
14,5 kg, Felgen Alu, Hohlkammer/ Hochbett
Geringes Gewicht
Trekking-Tourenbereifung, Geringer Rollwiderstand
Garantie Durchgeführte Qualitätskontrolle
Versch. Farben zu Auswahl, Bi-colour Individuelle Farbauswahl
Gefederte tragende Struktur Federgabel DNM, Federsattelstütze, Schaumstofflenkerüberzug, Kunstoff-pedale (Non slip) Stoßabsorbierende Materialien
Shimano Acera-Schaltwerk Solide Gangschaltung
Multifunktionslenker Lenker mit verschiedenen Griffpositio-
nen
Kundendienst, Garantie, Service Umfangreiches Serviceangebot
Normgerechtigkeit Reparaturfreundlichkeit gewährleisten
Tabelle 19: Überführung der Ausstattungsdetails in lösungsneutrale
Produktmerkmale

QFD als Instrument der Neuproduktplanung 184 6.5.4 Beziehungsmatrix
Nach dem nun die gewichteten Anforderungen und die entsprechenden
Qualitätsmerkmale vorliegen, müssen nun alle möglichen Beziehungen zwischen
den Forderungen und den Qualitätsmerkmalen untersucht werden. Im Zentrum
der Verknüpfungsstruktur steht die Beziehungsmatrix, über die nunmehr die
einzelnen Bezüge hergestellt werden. Zwischen den Qualitätsmerkmalen und
den Anforderungen besteht ein sehr komplexes Netzwerk von Beziehungen.
Durch den paarweisen Vergleich der Konstruktionsmerkmale mit den
Anforderungen wird jeweils ermittelt, in welchem Maße das
Konstruktionsmerkmal mit der Anforderung in Beziehung steht. Zur besseren
Darstellung der verschiedenen Beziehungen wird durch die „Qualica QFD“
Software die sog. „HOQ-Matrix”. (Abbildung 41) erstellt.
Abbildung 41: House of Quality-Matrix (HOQ)
1 H
andl
ing
1.1 geringer Wartungs- und Pflegeaufwand
1.2 Alltagstauglichkeit
1.3 leichtes auf- bzw. absteigen
1.4 Sicherheit
1.5 gutes Bremsverhalten
1.6 leicht zu tragen (Portabilität)
1.7 leichtes Abrollen
2 O
...
2.1 gute Verarbeitung
2.2 modernes Design
3 K
omfo
rt
3.1 gute Dämpfung
3.2 Schaltkomfort
3.3 angenehmer Sitzkomfort
4 S.
..
4.1 Betreuung des Kunden
4.2 selbstständiges Vornehmen v. Reparaturen
5 ...
6 ...
Merkmale
Anf
orde
rung
en
CC
CC
CCC
C
C
C
C
BC
C
CC
BB
CC
C
CCBBC
C
CC
CC
B
C
C
C
ACCC
BC
C
C
C
C
BA
BA
C
CC
C
C
CC
CC
CC
BC
CCCC
CB
CCC
BC
CC
C
C
C
CC
CC
B
A
CC
C
C
C
CC
BB
A
CC
AC
AC
CA
C
C
CC
BC
B
A
C
1 Komfort
1.1
Ver
schm
utzu
ngss
chut
z
1.2
indi
vidu
elle
Rah
men
geom
etrie
1.3
stos
sabs
orbi
eren
de M
ater
ialie
n
1.4
gefe
derte
trag
ende
Stru
ktur
1.5
Lenk
er m
it ve
rsch
. Grif
fpos
ition
en
1.6
solid
e G
angs
chal
tung
1.7
gerin
ges
Gew
icht
1.8
gerin
ger R
ollw
ider
stan
d
1.9
indi
vidu
elle
Far
baus
wah
l
2 Handling
2.1
Gep
äckm
itnah
me
mög
lich
2.2
Gel
ände
- sow
ie S
trass
enve
rkeh
rsta
uglic
h...
2.3
koro
ssio
nsun
empf
indl
ich
3 Sicherheit
3.2
Nor
mge
rech
tigke
it
3.3
sich
ere
Ver
schr
aubu
ngen
/ Ver
bind
unge
n
3.4
zuve
rläss
ige
Brem
sanl
age
3.5
zuve
rläss
ige
Bel
euch
tung
sanl
age
3.6
Sta
bilit
ät (B
ruch
- und
Rei
ssfe
stig
keit)
4 Produ...
4.1
durc
hgef
ührte
Qua
lität
skon
trolle
4.2
umfa
ngre
iche
s Se
rvic
eang
ebot
gew
ährle
is...
4.3
Rep
arat
urfre
undl
ichk
eit e
rmög
liche
n
9
17
3
15
11
3
6
5
8
8
8
4
1
4
Anz
ahl s
igni
fikan
ter R
elat
ione
n
4 5 5 7 8 5 6 2 1 3 5 8 9 7 5 4 5 4 5 4Anzahl signifikanter Relationen
HOQ Matrix
C 9 starke BeziehungB 3 mäßige BeziehungA 1 mögliche Beziehung

QFD als Instrument der Neuproduktplanung 185 In dieser Beziehungsmatrix ist jedem Paar aus Anforderung und Konstruktions-
merkmal genau ein Feld zugeordnet, in dem die Art der Beziehung notiert wird.
Für jedes Feld ist hinsichtlich der Korrelationen die Frage zu beantworten: „Wel-
chen Einfluss hat eine Verbesserung des Merkmals auf die Erfüllung der Anfor-
derung.“140 Für die jeweilige Korrelationsstärke können wahlweise Symbole oder
Zahlenwerte verwendet werden. Nach ASI141 stehen die Symbole Doppelkreis
(Zahlenwert 9), Kreis (Zahlenwert 3) bzw. Dreieck (Zahlenwert 1) für starke, mitt-
lere bzw. mögliche Korrelation (siehe Abbildung 40). Die unterschiedlichen Ni-
vellierungsstufen sollen in etwa das Wertgefühl des Menschen widerspiegeln,
das natürlicherweise sprunghaft korreliert.142 Stehen Konstruktionsmerkmal und
Kundenforderung in keinerlei Beziehung, bleibt das entsprechende Feld leer.
Damit hinsichtlich der Beziehungsstärke getroffene Entscheidungen später bes-
ser nachvollzogen werden können, sollten entsprechende Kommentare hinter-
legt werden.143 Durch Multiplikation der Bedeutungswerte der Anforderungen
mit der Korrelationsstärke jedes Merkmals kann die numerische Gesamtbedeu-
tung der einzelnen Produktmerkmale ermittelt werden.144 Nach der Ermittlung
sämtlicher Korrelationen wird die HOQ-Matrix in einer Analysephase auf leere
Zeilen oder Spalten untersucht. Dabei deuten leere Zeilen resp. Spalten darauf
hin, dass Konstruktionsmerkmale fehlen bzw. dass Konstruktionsmerkmale exis-
tieren, die für die Erfüllung der gestellten Kundenforderungen irrelevant sind.145
Tabelle 20 zeigt mögliche Matrixdegenerationen mit den entsprechenden Ge-
genmaßnahmen auf.
140 Fragestellung nach Qualica QFD-Software (Qualica QFD 2.5). 141 ASI- American Supplier Institute 142 Vgl. Klein, B./ Schmidt, G. (2001), S.311. 143 siehe Anhang S. LIX ff. 144 siehe Anhang S. LIX ff. 145 Vgl. Pfeifer, T., (2001b), S. 143.

QFD als Instrument der Neuproduktplanung 186
Nr. Art der Matrixdegeneration Gegenmaßnahmen 1 Leere bzw. im Verhältnis zu
ihrer Bewertung zu schwa-che Zeilen
Produktfunktionen zur Abdeckung dieser Kundenanforderung entwickeln
2 Im Verhältnis zu ihrer Be-wertung überproportional starke Zeilen
Kundenanforderungen ggf. präzisieren, in Baum-/Hierarchiediagramm detaillie-ren
3 Leere Spalten Produktfunktion überflüssig oder Kun-denanforderung vergessen!
4 Gleiche Spalten Produktfunktionen spiegeln u.U. unter-schiedliche Erfüllungsgrade einer Pro-duktfunktion wider.
5 Starke Spalten mit vielen Korrelationen
Produktfunktion präzisieren, ggf. in Baum-/ Hierarchiediagramm detaillie-ren, oder „Muss“-Funktion?
6 Viele schwache Beziehun-gen bzw. weniger als 15% Korrelationen
Produktfunktionen ggf. klarer und ein-deutiger formulieren
7 (Fast) Diagonalmatrix mit vielen starken (1:1-) Bezie-hungen
Produktfunktion und Kundenanforde-rungen auf Übereinstimmung mit den Definitionen prüfen
Tabelle 20: Review der Matrixstruktur
Aus der oben abgebildeten HOQ-Matrix wird ersichtlich, dass in der Zeile
„Betreuung des Kunden“ nur eine signifikante Relation zu verzeichnen ist. Die
Forderung nach „Betreuung des Kunden“ korreliert hier nur mit dem Merkmal
„umfangreiches Serviceangebot gewährleisten“. Jedoch trifft hier Fall 1, der in
Tabelle 20 dargestellten Art der Matrixdegeneration nicht zu, da diese Forde-
rung aus Kundensicht nur relativ gering gewichtet146 wurde und über keine an-
dere (neue) Produktfunktion in erweitertem Maße abgedeckt werden könnte.
Weiterhin ist zu erkennen, dass die Zeilen „leichtes auf- und absteigen“, „ange-
nehmer Sitzkomfort“ und „leicht zu tragen“ im Verhältnis zu ihren relativ hohen
Wichtigkeiten nur eine jeweils geringe Anzahl signifikanter Relationen enthalten.
Dies resultiert vor allem daraus, dass diese Forderungen nur durch ganz konkre-
te Konstruktionsmerkmale abgebildet werden können.
146 Die Wichtung der Forderungen ist dem Anhang auf S. 70 zu entnehmen.

QFD als Instrument der Neuproduktplanung 187 Im Gegensatz hierzu wird die „Alltagstauglichkeit“ über eine ganze Reihe von
Konstruktionsmerkmalen (17) abgebildet, wobei die Gewichtung aus Kunden-
sicht nicht ganz so hoch ausfällt, wie bspw. bei der Forderung „gutes Bremsver-
halten“. In diesem Falle (Matrixdegeneration Nr. 2) könnte an eine Präzisierung
der Kundenanforderung gedacht werden, was aber wieder die Komplexität des
QFD erhöhen würde. Außerdem ist eine Präzisierung dieser Kundenanforderung
bereits mittels Kommentar erfolgt. Im Bereich der Spalten ist lediglich die fast
leere Spalte (eine signifikante Relation) „individuelle Farbauswahl“ zu erwähnen.
Dieses Qualitätsmerkmal wird ausschließlich von der Forderung „modernes De-
sign“ berührt, so dass es hier zu keinen weiteren Relationen kommen kann.
6.5.5 Dachmatrix
In der Dachmatrix werden eventuelle Beziehungen zwischen jeweils zwei Design-
Anforderungen aufgezeigt. Es gilt zu untersuchen, welche Auswirkungen die
Verbesserung eines Merkmals auf ein jeweils anderes Merkmal haben. Als me-
thodisches Hilfsmittel dient dazu eine spezielle Dreiecksmatrix, in der jedem
Paar von Elementen genau ein Feld zugeordnet ist (Abbildung 42). Die Felder
der Dreiecksmatrix werden je nach Zusammenhang zwischen dem betrachteten
Paar von Merkmalen mit einem entsprechenden Symbol versehen (siehe Abbil-
dung 42). Liegt keine Korrelation vor, bleibt das Feld leer. Eine positive Korrelati-
on liegt vor, wenn die Optimierung des einen Merkmals auch eine Verbesserung
des anderen Merkmals bewirkt. Innerhalb der Dreiecksmatrix können zusätzlich
Optimierungsrichtungen der Konstruktionsmerkmale angegeben werden, die
dann bei der Bestimmung der Beziehungen zwischen den Konstruktionsmerk-
malen zu beachten sind. Bei der vorliegenden Arbeit wurde auf die Zuordnung
von Optimierungsrichtungen verzichtet. Die in der Dreiecksmatrix dargestellten
Abhängigkeiten der Konstruktionsmerkmale untereinander dienen der Aufde-
ckung von eventuellen Zielkonflikten. Ein Zielkonflikt liegt vor, wenn die Optimie-
rung des einen Merkmals die Optimierung des anderen einschränkt, wenn also
eine negative Wechselbeziehung besteht. Die jeweiligen Beziehungen zwischen

QFD als Instrument der Neuproduktplanung 188 den Merkmalen sind mit ihren entsprechenden Kommentaren im Anhang do-
kumentiert.147
Abbildung 42: HOQ-Dachmatrix
Neben zahlreichen positiven Korrelationen sind auch einige Zielkonflikte aufge-
deckt worden. So besteht bspw. zwischen den Merkmalen „geringes Gewicht“
und „Gepäckmitnahmemöglichkeit“ eine stark negative Beziehung, da eine Ge-
päckträgervorrichtung immer mit einer Gewichtszunahme verbunden ist.
147 Anhang S. LXXVIII ff.
K
M
M
L
L
L
?
?
L
L
L
J
M
?
?
K
L
M
?
?
J
K
J
M
J
?
L
M
M
M
?L
L
K
J
L
?
?
?
K
J
K
M
M
M
M
M
M
L
M
M
M
M
M
M
M
M
M
M
L
L
M
M
M
?J
?
L
?
J?
L?
M
1 Komfort
1.1
Vers
chm
utzu
ngss
chut
z
1.2
indi
vidu
elle
Rah
men
geom
etrie
1.3
stos
sabs
orbi
eren
de M
ater
ialie
n
1.4
gefe
derte
trag
ende
Stru
ktur
1.5
Lenk
er m
it ve
rsch
. Grif
fpos
ition
en
1.6
solid
e G
angs
chal
tung
1.7
gerin
ges
Gew
icht
1.8
gerin
ger R
ollw
ider
stan
d
1.9
indi
vidu
elle
Far
baus
wah
l
2 Handling
2.1
Gep
äckm
itnah
me
mög
lich
2.2
Gel
ände
- sow
ie S
trass
enve
rkeh
rsta
uglic
hkei
t
2.3
koro
ssio
nsun
empf
indl
ich
3 Sicherheit
3.2
Nor
mge
rech
tigke
it
3.3
sich
ere
Vers
chra
ubun
gen/
Ver
bind
unge
n
3.4
zuve
rläss
ige
Brem
sanl
age
3.5
zuve
rläss
ige
Bele
ucht
ungs
anla
ge
3.6
Stab
ilität
(Bru
ch- u
nd R
eiss
fest
igke
it)
4 Produktq...
4.1
durc
hgef
ührte
Qua
lität
skon
trolle
4.2
umfa
ngre
iche
s Se
rvic
eang
ebot
gew
ährle
iste
n
4.3
Rep
arat
urfre
undl
ichk
eit e
rmög
liche
n
Opt
imie
rung
sric
htun
g
1 Ko
mfo
rt
1.1 Verschmutzungsschutz
1.2 individuelle Rahmengeometrie
1.3 stossabsorbierende Materialien
1.4 gefederte tragende Struktur
1.5 Lenker mit versch. Griffpositionen
1.6 solide Gangschaltung
1.7 geringes Gewicht
1.8 geringer Rollwiderstand
1.9 individuelle Farbauswahl
2 H
andl
ing 2.1 Gepäckmitnahme möglich
2.2 Gelände- sowie Strassenverkehrstauglichkeit
2.3 korossionsunempfindlich
3 Si
cher
heit
3.2 Normgerechtigkeit
3.3 sichere Verschraubungen/ Verbindungen
3.4 zuverlässige Bremsanlage
3.5 zuverlässige Beleuchtungsanlage
3.6 Stabilität (Bruch- und Reissfestigkeit)
4 Pr
odu.
..
4.1 durchgeführte Qualitätskontrolle
4.2 umfangreiches Serviceangebot gewährleisten
4.3 Reparaturfreundlichkeit ermöglichen
Spalten: Auswirkungen >>
<<
Zeile
n: U
rsac
hen
HOQ Dachmatrix
K -3 Stark negative AuswirkungJ -1 Etwas negative AuswirkungL 1 Etwas positive AuswirkungM 3 Stark positive Auswirkung

QFD als Instrument der Neuproduktplanung 189 Solche Zielkonflikte müssen bei der späteren Festlegung von Sollwerten berück-
sichtigt werden. Dazu müssen Lösungen gefunden werden, die z.T. mit Kom-
promissen verbunden sind.148
Die oben beschriebenen Arbeitsschritte und -ergebnisse der ersten Phase des
QFD werden in einer umfassenden Planungstafel, dem House of Quality durch-
geführt bzw. dokumentiert.149 Das bisher vorgestellte House of Quality enthält
nur die Ergebnisse der oben durchgeführten Arbeitsschritte. Dabei wurde der
Erfüllungsgrad der Kundenanforderungen durch einen systematischen Vergleich
der Kundenanforderungen mit den lösungsneutralen Qualitätsmerkmalen des
gegebenen Produktentwurfes ermittelt. Dieser Produktentwurf wird durch ein
ökologisches Re-Design mittels QFD erweitert. Dazu wird dieses „Haus der Quali-
tät“ ergänzt durch die Einführung „Neuer Konzepte“, hinter denen dann detail-
liert ökologieorientierte Produktmerkmale stehen.
6.6 Grenzen der QFD-Anwendung
Der Einsatz der QFD-Methode ist mit sehr vielen Hoffnungen verbunden, so dass
sich die Frage stellt, ob das QFD diesen Anforderungen überhaupt gerecht wer-
den kann. Mit dem QFD liegt ein Instrument vor, dass die Orientierung der Leis-
tungen und Prozesse von Unternehmen an den Kundenbedürfnissen unterstützt
und die unternehmensweite Zusammenarbeit fördert. Dennoch sind mit dem
Einsatz von QFD zahlreiche Probleme verbunden. Dabei stellen die Probleme bei
der Ermittlung und Gewichtung der Kundenanforderungen, die Schwierigkeiten
bei der Identifikation der Wettbewerbsvorteile und die Umsetzungsprobleme der
Kundenanforderungen in technische Spezifikationen sowie die hohe zeitliche
und inhaltliche Komplexität des Verfahrens zentrale Problemfelder dar. Wie bei
fast allen Methoden ist es schwierig in der Beurteilung Aufwand und Nutzen ge-
geneinander abzuwägen.
148 Vgl. Pfeifer, T. (2001b), S. 143. 149 Anhang HOQ S. LIX ff.
QFD als Instrument der Neuproduktplanung 190 Der Einsatz von QFD ermöglicht im Vergleich zu herkömmlichen Vorgehenswei-
sen zahlreiche Verbesserungen. Der deutlich höhere Aufwand in den frühen
Phasen der Produktentwicklung wird durch weniger Änderungen in späteren
Phasen kompensiert.
Die Grundlagen der Methodik müssen mit den bereits existierenden Vorgehens-
weisen im Entwicklungsbereich verbunden werden, um dadurch den, für das
jeweilige Unternehmen, individuellen QFD-Prozess zu erarbeiten.
Bei der Bearbeitung der konkreten Problemstellung des Forschungsvorhabens
hat sich gezeigt, dass die Adaption der Methode des QFD zur Untersuchung ei-
nes bereits existierenden Produktentwurfs und dessen Erweiterung um nachhal-
tigkeitsbezogene Eigenschaften grundsätzlich möglich ist.
Eine wesentliche Aufgabe von QFD bei standardisierter Vorgehensweise ist die
systematische Übersetzung von Kundenanforderungen in Produktvorgaben. Im
Gegensatz zu dieser Vorgehensweise geht es bei der Adaption des QFD auf die
Untersuchung eines bereits bestehenden Produktentwurfs nicht um die Ermitt-
lung von Produktmerkmalen auf Basis der Kundenforderungen. Vielmehr sind
die Produktmerkmale bereits im bestehenden Produkt angelegt und damit be-
reits vorhanden. Zur weiteren Untersuchung des Produktentwurfs mussten des-
sen Produktmerkmale identifiziert werden. Die Ableitung der Produktmerkmale
erfolgte durch eine rückwirkende Übertragung der Ausstattungsdetails des Refe-
renzobjektes in lösungsneutrale Qualitätsmerkmale. Anschließend konnten diese
in der HOQ-Matrix auf den Erfüllungsgrad der Kundenforderungen hin unter-
sucht werden. Durch Multiplikation der Bedeutungswerte der Kundenanforde-
rungen mit der Korrelationsstärke jedes Merkmals konnte die numerische Ge-
samtbedeutung der einzelnen Produktmerkmale ermittelt werden.150
150 Die relativen Wichtigkeiten der Produktmerkmale sind dem HOQ im Anhang zu entnehmen,
S. LIX ff.

QFD als Instrument der Neuproduktplanung 191 In Bezug auf die Anwendung der QFD-Methode lässt sich zusammenfassend
sagen, dass der Erfolg von QFD-Projekten vor allem davon abhängt, wie die mit
der Anwendung dieses Instrumentes verbundenen Probleme gelöst werden. Zu
betonen ist hier nochmals die Schwierigkeit einer zuverlässigen Erfassung von
Kundenanforderungen, welche nicht nur interdependent sein können, sondern
sich zudem im Zeitablauf möglicherweise verändern, dennoch ist man sich hin-
sichtlich dieses Aspektes in Theorie und Praxis einig, dass dieser Schritt im
Rahmen einer Qualitätsplanung unerlässlich ist.151 Hinzu kommt die Frage der
Gewährleistung von Vollständigkeit bei gleichzeitiger Konzentration auf das We-
sentliche, um eine zu große Komplexität zu vermeiden. Weiterhin ist darauf hin-
zuweisen, dass mit dem QFD ausschließlich bedarfsinduzierte Innovationen er-
reicht werden können, nicht jedoch Basisinnovationen, da diese vorwiegend an-
gebotsinduziert entstehen. Bei der Modifikation des QFD für die Berücksichti-
gung ökologischer Anforderungen wird eine Komplexitätssteigerung bewirkt,
denn je mehr Kriterien in die Planung einbezogen werden, desto mehr Konstruk-
tionsmerkmale sind zu untersuchen, was sich auf die Komplexität der Prozess-
planung auswirkt. Dieses Problem kann entschärft werden, wenn wie in hier ein
stufenweißes Vorgehen (Integriertes QFD) gewählt wird, wobei zunächst von
kundenbezogenen Konstruktionsmerkmalen ausgegangen wird, um dann in ei-
nem nächsten Schritt zu untersuchen, welche Konstruktions- bzw. Teile- und
Prozessmerkmale geändert bzw. zusätzlich einbezogen werden müssen, um
umweltschutzbezogenen Anforderungen Rechnung zu tragen und auf die Erfül-
lung welcher Kundenwünsche sich dies auswirkt.
QFD stellt nicht das erhoffte Allheilmittel für ein umfassendes Qualitätsmana-
gement dar, sondern ist im Wesentlichen eine Systematisierungshilfe,152 die ins-
besondere das Schnittstellenmanagement zwischen den eher technisch orien-
tierten Unternehmensbereichen und den marktorientierten Unternehmensberei-
chen unterstützen kann.
151 Vgl. Bruhn, M. (1997), S. 278. 152 Vgl. Homburg, C. (1997), S. 283.

QFD als Instrument der Neuproduktplanung 192 QFD stellt weiterhin im Bereich einer schrittweise Produktverbesserung und An-
näherung an Kundenbedürfnisse eine wertvolle Hilfe dar, wobei wiederum dar-
auf hinzuweisen ist, dass eine unvollständige oder zu stark vereinfachende An-
wendung des Verfahrens sich in der Produktplanung und -erstellung verheerend
auswirken kann. Besonders wichtig ist, dass der Umfang der Methode an die
vorgegebenen unternehmensspezifischen Randbedingungen angepasst wird, um
einen wirtschaftlich verträglichen Aufwand zu gewährleisten. Ziel der QFD-
Anwendung sollte daher eine Modularisierung insbesondere des House of Quali-
ty sein, die es ermöglicht, je nach Anforderung nur Teilkomponenten von QFD
als Hilfsmittel für die Produktentwicklung heranzuziehen.

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 193
7. Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde
Anbieter sowie Direktvertrieb
7.1 Einführung und Ziele
Im Rahmen des Projektes war die Ermittlung der Nutzeranforderungen vor al-
lem zur Stützung des retrospektiv ermittelten allgemeinen Eigenschaftsprofils
notwendig, da es sich bei dem vorliegenden Referenzprodukt schon um ein au-
genscheinlich erfolgreiches Produkt handelt. Dies bedeutet auch, dass notwen-
dige Primäranalysen nur in sehr eingeschränktem Maße erforderlich sind. Aller-
dings stellte sich bei der im Rahmen einer Sekundäranalyse durchgeführten Be-
fragung heraus, dass es bereits dem Hersteller schwer fällt, bzw. teilweise sogar
unmöglich ist, für ein konkretes Fahrradmodell Nutzeranforderungen oder Pro-
dukteigenschaften zu artikulieren. Dieser Sachverhalt erforderte die Durchfüh-
rung einer Primäranalyse. Dabei wurden in einer nichtrepräsentativen Untersu-
chung qualifizierte Nutzer (Mitarbeiter des ADFC) befragt. Mittels dieser Befra-
gung konnte dann das retrospektiv ermittelte Eigenschaftsprofil des Referenz-
produktes aus Nutzersicht abgesichert werden. Daran anknüpfend, interessiert,
inwieweit das ermittelte Eigenschaftsprofil nun aus Vertriebssicht – hier aus
Sicht des Fachhandels und branchenfremder Anbieter153 sowie Direktvertrieb –
gestützt oder ggf. erweitert werden kann. Aus diesem Grund wurde eine ent-
sprechende Befragung durchgeführt. Ziel dieser Befragung war zum einen die
oben beschriebene Absicherung des Eigenschaftsprofils, zum anderen galt es
Informationen darüber zu gewinnen, inwieweit die zu untersuchenden Produkt-
eigenschaften „Langlebigkeit“ und „Kreislauffähigkeit“ als Verkaufsargumente
derzeit und künftig eine Rolle spielen.
7.2 Ergebnisse
Im Weiteren werden die wesentlichen Ergebnisse der Befragung dargestellt. Eine
detaillierte Ergebnisdarstellung findet sich im Anhang (S. XIV – S. XXV).
153 Unter branchenfremden Anbietern sind hier folgende Anbieter zusammengefasst: Lebens-
mitteleinzelhandel, Versandhandel sowie Großhandel.

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 194
7.2.1 Ermittlung von Anforderungen/ Produkteigenschaften
Die Befragten sollten Anforderungen, die sie an ein Trekkingrad mittlerer Preis-
lage stellen würden, schlagwortartig nennen und daran anschließend eine Rang-
reihung entsprechend der persönlichen Einschätzung vornehmen. Dabei stellte
sich heraus, dass auch die Fachhändler Schwierigkeiten haben, zwischen Anfor-
derungen und Produktmerkmalen zu differenzieren. Mit Ausnahme weniger un-
brauchbarer Formulierungen wie „einfach“, „Fortbewegungsmittel“, „Fahreigen-
schaften“, „Naben“, „Schaltung“, „Licht“, „kein Schnickschnack“, „hübsch“, etc.,
wurden überwiegend strukturierte Anforderungen artikuliert. Insgesamt konnten
die in Tab. 21 und 22 dargestellten Anforderungen mit den jeweiligen Gewich-
tungen festgestellt werden.
Anforderungen Wich-
tung
Anteil Befrag-
ter
in %
Design 6,7 37,9
solide Schaltung 5,9 48,3
zuverlässige Beleuchtungsanlage 5,8 51,7
gefederte tragende Struktur 5,7 100,0
Hohlkammerfelgen 5,6 27,9
Gewicht 5,4 24,1
Wartungsfreundlichkeit 5 17,2
Gepäck- und Schutzvorrichtungen 4,5 27,9
Sicherheit und Zuverlässigkeit der
Komponenten 3,9 48,3
geringer Rollwiderstand 3,8 27,9
Tabelle 21: Zehn Anforderungen der Fachhändler mit Gewichtung

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 195
Die am häufigsten genannten Anforderungen der Fachhändler sind:
„gefederte tragende Struktur“(100%),
„zuverlässige Beleuchtungsanlage“(~52%),
„solide Schaltung“(~48%),
„Sicherheit und Zuverlässigkeit der Komponenten“(~48%) und
„Design“(~38%).
Die Anforderung „gefederte tragende Struktur“ ist somit die einzige Anforde-
rung, die von allen befragten Fachhändlern artikuliert wurde. Ihr wurde, wie den
anderen häufig genannten Anforderungen eine mittelschwere Gewichtung (5,7)
zugeordnet. Bei den weniger häufig genannten Anforderungen sind besonders
hohe Wichtungen festzustellen, jedoch sollte dies vorsichtig interpretiert werden.
Einzelne Fachhändler setzen je nach persönlicher Philosophie unterschiedliche
Schwerpunkte bei den Anforderungen. „Qualität“, „Anpassbarkeit und Verarbei-
tung“ sowie „Normteile“ sind für einige Fachhändler von besonders großer
Wichtigkeit (siehe Anhang Abb. 1). Bei der Befragung branchenfremder Anbieter
sowie Direktvertreiber ergaben sich ähnliche Anforderungen mit jedoch stark
abweichenden Gewichtungen (Tab. 22).
Anforderung Gewichtung
Sicherheit 10
Design 9,6
Qualität 8
Gute Bremsen 8
Dämpfung 6,3
Schaltung 6,3
Alltagstauglichkeit 5,9
Bereifung 5,6
Geringes Gewicht 4,3
Tabelle 22: Anforderungen branchenfremder Anbieter sowie Direktvertrieb

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 196
Da das Anspruchsprofil aus Sicht unterschiedlichster Interessen formuliert wird,
ergeben sich konfliktäre Beziehungen. Allerdings stellt sich beim Vergleich der
Nutzeranforderungen und der Fachhändleranforderungen heraus, dass über-
wiegend ähnliche Anforderungen artikuliert wurden. Jedoch gibt es Unterschiede
bei den Gewichtungen der Anforderungen (Tab. 23). So scheint bei branchen-
fremden Anbietern sowie Direktvertrieb eine stärkere Orientierung an den Wün-
schen der Nutzer zu erfolgen, als dies bei den Fachhändlern der Fall ist. Weiter-
hin ist festzustellen, dass die befragten Vertriebsstrukturen das Design als aus-
gesprochen wichtiges Verkaufsargument empfinden, während dies aus Nutzer-
sicht lediglich eine untergeordnete Rolle spielt. Hier stellt sich die Frage, ob ggf.
eine bessere Abstimmung auf die Nutzeranforderungen zu einer höheren Kun-
denzufriedenheit führen könnte.
Anforderungen Kundensicht Sicht Fachhandel Sicht branchenfremde Anbieter sowie Direktvertrieb
Sicherheit 8,5 3,9 10
Modernes Design 4,7 6,7 9,6
Schaltkomfort 7,1 5,9 6,3
Alltagstauglichkeit 7,2 5,8 5,9
Dämpfung 6,7 5,7 6,3
Tabelle 23: Gewichtung ausgewählter Produktanforderungen aus Sicht der
Nutzer, Fachhändler, branchenfremder Anbieter sowie Direkt-
vertrieb
7.2.2 Längere Nutzungsdauer als Verkaufsargument
Für die Mehrzahl der Fachhändler (rund 83%) stellt eine längere Nutzungsdauer
ein Verkaufsargument dar, wobei ca. 76% der Meinung sind, dass das Fahrrad
dann auch mehr kosten dürfte. Hier wiederum liegen die Vorstellungen überwie-
gend im Bereich zwischen 10% und 25%. Lediglich für ca. 14% Befragten ist
eine längere Nutzungsdauer kein Verkaufsargument. Ein ähnliches Bild zeichnet
sich bei den branchenfremden Anbietern sowie beim Direktvertrieb ab, für die,

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 197
mit Ausnahme des Versandhandels, eine längere Nutzungsdauer ein Verkaufs-
argument darstellt, wobei Großhandel und Direktvertreiber dabei auch Mehrkos-
ten zwischen 10 und 15% für vertretbar halten (siehe Anhang Tab. 1-3).
Angabe Fachhändler
in Prozent
Sicht branchenfremde Anbieter
sowie Direktvertrieb
keine 3,4 X
nein 13,8 Versandhandel
ja 82,8
Direktvertrieb, Großhandel, Lebensmit-
teleinzelhandel
Tabelle 24: Längere Nutzungsdauer als Verkaufsargument
Verwunderlich erscheint an dieser Stelle jedoch, dass, obgleich eine längere
Nutzungsdauer als Verkaufsargument gewertet wird, für das sogar ein Mehrpreis
in Höhe von 10-25% akzeptabel wäre, kaum eine der befragten Vertriebsgruppe
diese als Anforderung artikuliert hat.
7.2.3 Recyclingfähigkeit als Verkaufsargument
Im Gegensatz zur längeren Nutzungsdauer ist eine verbesserte Recyclingfähig-
keit des Produktes oder Teilen davon für 86% der befragten Fachhändler sowie
für alle Befragten branchenfremden Anbieter sowie Direktvertrieb kein Verkaufs-
argument. Dies spiegelt die Tatsache wider, dass die Recyclingfähigkeit eher ein
Problem des Herstellers ist. Lediglich für rund 14% der befragten Fachhändler
wäre eine verbesserte Recyclingfähigkeit ein Verkaufsargument, wobei das Fahr-
rad dann für die Hälfte auch zwischen 20 und 25% mehr kosten dürfte (siehe
Anhang Tab. 4-6).

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 198
Angabe Fachhändler
in Prozent Sicht branchenfremde Anbieter sowie Direktvertrieb
keine 0 X
nein 86,2
Direktvertrieb, Großhandel, Versandhan-
del, Lebensmitteleinzelhandel
ja 13,8 X
Tabelle 25: Recyclingfähigkeit als Verkaufsargument
7.2.4 Rücknahme von Alträdern
Derzeit nehmen rund 82% der befragten Fachhändler bereits Altfahrräder zu-
rück. Diese werden überwiegend verschrottet (83,3%) oder wiederverkauft
(70,8%), wobei zu einem nur geringen Anteil auch eine Teileentnahme bzw.
Verwertung (29,2%) erfolgt. Im Bereich branchenfremder Anbieter nimmt der-
zeit erstaunlicherweise nur der Versandhandel Altfahrräder zur Teileentnahme
bzw. Verschrottung zurück (siehe Anhang Tab. 7-11).
Probleme Fachhändler
in Prozent
Sicht branchenfremde Anbieter
sowie Direktvertrieb
Keine Angaben 27,6 X
Platzbedarf 41,4
Lebensmitteleinzelhandel, Versand-
handel, Direktvertrieb
Lager-/ Entsor-
gungskosten 20,7 Großhandel
sonstige 10,3 X
Tabelle 26: Probleme im Rahmen einer Rücknahmeverpflichtung von
Alträdern

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 199
7.2.5 Anreiz- und Finanzierungsproblem
Die Befragten sollten sich dazu äußern, welches Anreiz- bzw. Finanzierungssys-
tem sie bei Rücknahmesystemen für geeigneter halten. Dabei halten rund 41%
der befragten Fachhändler keines von beiden Systemen für geeignet. Rund 38%
der Fachhändler halten vorschüssig zu leistende Entsorgungsbeträge für geeig-
neter als ein Pfandsystem (~21%). Der Versandhandel hält hingegen als einziger
Vertreter der branchenfremder Anbieter ein Pfandsystem für angebrachter, Di-
rektvertreiber und Großhandel präferieren vorschüssig zu leistende Entsor-
gungsbeträge (siehe Anhang Tab. 12).
7.2.6 Kriterien beim Einkauf von Fahrrädern
Reparaturmöglichkeit:
Für fast alle befragten Fachhändler (~97%) spielt die Reparaturmöglichkeit
beim Einkauf von Fahrrädern eine wichtige Rolle. Für den Lebensmitteleinzel-
handel sowie den Direktvertrieb ist dies kein Einkaufskriterium (siehe Anhang
Tab. 13).
Verfügbarkeit von Ersatzteilen:
Die Verfügbarkeit von Ersatzteilen spielt als Einkaufskriterium eine eher unter-
geordnete Rolle. Rund 93% der befragten Fachhändler sowie Lebensmittelein-
zelhandel und Direktvertrieb halten dieses Kriterium für eher unwichtig. Dies
kann u.a. auch als Ursache für das pars-pro-toto-Syndrom beim Fahrrad gese-
hen werden, dass zum Stilllegen oder Wegwerfen eines Fahrrades wegen eines
kleineren Defekts aufgrund mangelnder Verfügbarkeit (bzw. Passfähigkeit) von
Ersatzteilen führt. Als „wichtig“ wird die Verfügbarkeit von Ersatzteilen als Krite-
rium nur vom Versand- und Großhandel beurteilt. Für Lebensmitteleinzelhandel
und Direktvertrieb ist die Verfügbarkeit von Ersatzteilen eher unwichtig (siehe
Anhang Tab. 14).
Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 200
Verwendung von Normteilen:
Die Verwendung von Normteilen spielt als Einkaufskriterium ebenfalls eine un-
tergeordnete Rolle. Rund 86% der befragten Fachhändler sowie Lebensmittel-
einzelhandel und Direktvertrieb halten dieses Kriterium für unwichtig. Diesen
Trend dokumentierte auch der durchgeführte Demontageversuch. Hier war ein
Rückgang der Normteilezahl an der Gesamtteilezahl von 83% (Altrad) auf 71%
beim Neurad zu verzeichnen. Dies bedeutet im Kern vor allem eine Verschlech-
terung der Bedingungen für den Komponententausch, die Anpassungsfähigkeit
an den techn. Fortschritt und die Demontagezeiten. Als „wichtig“ wird die Ver-
wendung von Normteilen als Einkaufskriterium im Bereich branchenfremder
Anbieter nur vom Versand- und Großhandel beurteilt. Wiederum beurteilen Le-
bensmitteleinzelhandel und Direktvertrieb die Verwendung von Normteilen als
eher unwichtig (siehe Anhang Tab. 15).
Technische Nachrüstbarkeit:
Bei der technischen Nachrüstbarkeit halten sich die Aussagen zur Wichtigkeit
ungefähr die Waage. Rund 59% der befragten Fachhändler halten das Kriterium
für eher unwichtig. Rund 41% der Fachhändler sowie Groß- und Lebensmittel-
einzelhandel halten das Kriterium für wichtig (siehe Anhang Tab. 16).
Demontagefähigkeit:
Ähnlich wie die technische Nachrüstbarkeit, spielt eine gute Demontagefähigkeit
für gut die Hälfte der Fachhändler eine untergeordnete Rolle, während sie für
rund 41% sowie Groß- und Lebensmitteleinzelhandel durchaus ein wichtiges
Einkaufskriterium darstellt (siehe Anhang Tab. 17).
7.2.7 Garantieleistungen
Bezeichnend ist hier die Tatsache, dass über die Hälfte der Fachhändler (55%)
keine über die gesetzlichen Forderungen hinausgehenden Garantieleistungen
anbieten. Das bedeutet, dass sich mehr als die Hälfte der Fachhändler garantie-
technisch in keinster Weise von den branchenfremden Anbietern unterscheiden.
So gesehen ist hier kaum eine Differenzierung des Fachhandels gegenüber dem

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 201
Direktvertrieb und branchenfremden Anbietern festzustellen. Die häufigsten zu-
sätzlich angebotenen Garantieleistungen sind sog. Fachhändlergarantien (Opti-
save), Garantien auf Reparaturen oder Kulanzleistungen nach Ablauf der Garan-
tiezeiten (siehe Anhang Tab. 18).
7.2.8 Serviceleistungen
Gerade der Fachhandel wirbt mit seinen Serviceangeboten rund ums Fahrrad
und proklamiert dies als Verkaufsargument. Die von den Fachhändlern genann-
ten Serviceleistungen können in Grundleistungen und Zusatzleistungen einge-
teilt werden. Grundleistungen sind dabei Endmontage, Umbauten, Anpassung,
Kundendienst und eine kostenlose Erstinspektion nach 200-500 km bzw. nach
2-6 Monaten. Diese Leistungen werden von der Mehrheit der befragten
Fachhändler angeboten. Zusatzleistungen wie die Inzahlungnahme von
Alträdern, Leihräder bei einer Reparatur, Hol- und Bringdienste oder kostenlose
Codierung werden von rund der Hälfte aller Befragten angeboten. Diese
Tendenz scheint sich überwiegend zu verstärken, da gerade auch die
branchenfremden Anbieter klassische Serviceleistungen des Fachhandels in
stärkerem Maße anbieten. So bietet der Großhandel eine Anlieferung des
Fahrrades beim Kunden an, der Versandhandel hat mit Reparatur- und
Wartungsleistungen sowie einem Heimservice das umfangreichste
Serviceprogramm der branchenfremden Anbieter vorzuweisen (siehe Anhang
Tab. 20).
Dem Fachhandel bleibt so gesehen vor allem nur noch eine Differenzierung über
Zusatzleistungen. Allerdings zeigt die Befragung hier deutlich die Serviceschwä-
chen branchenfremder Anbieter im Bereich Beratung, Endmontage und Anpas-
sung.
7.2.9 Werkstattleistungen
Wartung und Pflege sowie Reparatur und Instandsetzung als Werkstattleistung
kann von allen befragten Fachhändlern in der eigenen Werkstatt permanent an-
geboten werden. Im Bereich branchenfremder Anbieter werden mit Ausnahme

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 202
des Großhandels ebenfalls Wartungs- und Reparaturleistungen angeboten, wo-
bei diese beim Direktvertreiber und beim Versandhandel in eigener Werkstatt
und beim Lebensmitteleinzelhandel in einer Vertragswerkstatt angeboten wer-
den (siehe Anhang Tab. 21-23).
7.2.10 Ärgernisse bei Arbeiten am Fahrrad
Die Befragten sollten sich hier über Ärgernisse bei der Instandsetzung, Pflege
oder Aufrüstung von Fahrrädern äußern. Dabei stellte sich heraus, dass die
größten Ärgernisse mit der Passfähigkeit, der Teilevielfalt sowie fehlender Teile-
normung auftreten. Geringe Ärgernisse sind mit der Verfügbarkeit von Teilen,
dem Montage-/ Demontageaufwand (außer Direktvertrieb und Großhandel) und
der Rentabilität verbunden. Allerdings sind einige Fachhändler über den
schlechten Pflegezustand der Fahrräder, fehlerhafte Vormontage und defekte
Komponenten an Neurädern verärgert (siehe Anhang Tab. 24-30).
7.2.11 Einsatz „aufgearbeiteter“ Altbauteile als Ersatz- oder Umtauschteile
Auf die Frage, ob die Fachhändler „aufgearbeitete“ Altbauteile als Ersatz- oder
Umtauschteile einsetzen würden, antworteten 41,4% mit Nein, während rund
52% „aufgearbeitete“ Altbauteile als Ersatz- oder Umtauschteile unter bestimm-
ten Bedingungen einsetzen würden. Dabei spielen vor allem die Gewährleistung
von Sicherheit (geprüfte Qualität), der (gute) Zustand, sowie die Tatsache, dass
die entsprechenden Komponenten nicht mehr als Neuteil verfügbar sind, eine
entscheidende Rolle. Weiterhin muss der zeitliche Aufwand gering und die Haf-
tung für die eingesetzten (aufgearbeiteten) Altbauteile ausgeschlossen werden
können. Nahezu identische Bedingungen koppeln die branchenfremden Anbie-
ter an den Einsatz aufgearbeiteter Komponenten (siehe Anhang Tab. 31-32).
7.2.12 Verkauf von Gebrauchträdern
Derzeit verkaufen rund 72% der befragten Fachhändler bereits Gebrauchträder.
Von den rund 28% der Fachhändler, die bislang keine Gebrauchträder verkau-

Auswertung Verkaufsmittlerbefragung – Fachhändler/ branchenfremde Anbieter sowie Direktvertrieb 203
fen, würde die Hälfte unter bestimmten Bedingungen Gebrauchträder verkaufen.
Die geäußerten Bedingungen sind dabei:
Verkauf nach Händlerdurchsicht,
Verzicht auf Garantiegewährung und
ein hoher Verkaufserlös.
Von den befragten branchenfremden Anbietern und Direktvertreibern werden
derzeit keine Gebrauchträder im Sortiment angeboten und mit Ausnahme des
Versandhandels ist dies auch unter bestimmten Bedingungen nicht vorstellbar
(siehe Anhang Tab. 33-35).
Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 204
8. Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines
Produktkonzepts
8.1 Einführung
Die Forschungsarbeiten konzentrieren sich auf das umweltorientierte Produkt-
Re-Design. Die Ableitung von Entwicklungszielen verlangt demnach einen pro-
duktmerkmalsbezogenen Soll-Ist-Abgleich zwischen dem Merkmalsprofil des
„alten“ Produktes und dem des „neuen“ geplanten Produktes. Dies erfordert,
dass zunächst das „alte“ Produkt in seinem Eigenschafts- und Merkmalsprofil
exakt zu beschreiben ist. Die Ableitung dieses Profils musste dabei retrospektiv
erfolgen, da ein bereits bestehendes Produkt Untersuchungsgegenstand ist, d.h.
aus dem Leistungssystem Produkt heraus - quasi synthetisch. Aus diesem
Grund ist es notwendig dieses „synthetische“ Eigenschaftsprofil durch eine ent-
sprechende Analyse gegebener Produktanforderungen abzusichern. Die Absi-
cherung erfolgte durch eine partielle Primäranalyse (Nutzerbefragung), deren
Ergebnisse in Punkt 3.3 dargestellt sind. Darüber hinaus erfolgte eine Absiche-
rung des Eigenschaftsprofils aus Vertriebssicht (Fachhändler und branchen-
fremde Anbieter, Siehe Punkt 7) durch entsprechende Befragung. Die konkrete
retrospektive Übertragung der Produktstruktur des Referenzmodels in Produkt-
merkmale Punkt 6.5.3 dargestellt. Dieser Prozess konnte mittels QFD unterstützt
werden.
Die hier dargestellten Ergebnisse repräsentieren einen aktuellen Zwischenstand
der Untersuchungen hinsichtlich der Ableitung von Entwicklungszielen. Weiter-
führende Untersuchungen erfolgen hinsichtlich des Aufbaus einer Systematik
zur Komplexitätsreduzierung bzgl. dieses Prozesses.
Zur Durchführung des merkmalsbezogenen Soll-Ist-Abgleichs erwies sich das
Instrument QFD als zunehmend ungeeignet. Dies liegt vor allem darin begrün-
det, dass im Rahmen des Projekts eine Adaption des Instruments auf die Be-
dürfnisse im Projekt erfolgte (siehe auch Punkt 6.4) und demnach nicht der Weg
wie bei standardisierter Vorgehensweise eingeschlagen wurde. Wir gehen davon

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 205
aus, dass diese Art der Anwendung wesentlich realitätsnäher ist, als die in der
einschlägigen Literatur154 oft vorgestellte, die als Grundannahme Kenntnis über
sämtliche vorzunehmende Entscheidungen unterstellt. Im Rahmen des Projekt-
anliegens diente das QFD deshalb überwiegend als Systematisierungshilfe denn
als Werkzeug zur Problemlösung. Bei Standardanwendung geht es insbesondere
um die systematische Ableitung von Qualitätsmerkmalen auf Basis von Kunden-
anforderungen. Bei diesem linearen Vorgehen werden aufbauend auf diese Qua-
litätsmerkmale konkrete Lösungsmöglichkeiten auf Teile- und Komponentenba-
sis gesucht bzw. generiert. Zu diesen werden im Weiteren maßgebende Prozess-
charakteristiken ermittelt, die schlussendlich in konkrete Prozessanforderungen
und Arbeitsanweisungen münden.
Da davon ausgegangen werden kann, dass die Mehrzahl der Produktentwick-
lungsaktivitäten an bereits vorhandenen Produkten anknüpft, und nicht wie bei
QFD Standardanwendung unterstellt, von Null beginnt, dient ein schon augen-
scheinlich erfolgreiches Produkt als Untersuchungsgegenstand. Hier sind Teile
und Komponenten bereits vorgegeben. Bei der Erweiterung dieses Produktent-
wurfs um nachhaltigkeitsbezogene Produkteigenschaften, geht es somit vorwie-
gend um eine Modifikation bestehender Lösungen (Merkmale und Merk-
malsausprägungen) und nicht um deren originäre Neuentwicklung. Dabei geht
es insbesondere um die Untersuchung auftretender Wechselbeziehungen zwi-
schen traditionellen und neu hinzutretenden Merkmalen sowie um die Vermei-
dung von Zielkonflikten.
Bei der Bearbeitung der konkreten Problemstellung des Projektes hat sich ge-
zeigt, dass die Adaption des QFD zur Untersuchung eines bereits existierenden
Produktentwurfs grundsätzlich möglich ist. Jedoch stößt dieses Instrument bei
der Erweiterung des Produktentwurfs um nachhaltigkeitsbezogene Eigenschaf-
ten an seine Grenzen – dies auch in der Funktion als Systematisierungshilfe.
Insbesondere wird durch die zusätzliche Berücksichtigung ökologischer Anfor-
derungen eine Komplexität erzeugt, die mit QFD kaum noch beherrschbar ist.155
154 Vgl. z.B. Saatweber, J (1994)/ Pfeifer, T. (2001)/ Schröder, H.H.; Zenz, A. (1996). 155 Vgl. Hoffmann, J. (1997), S. 77.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 206
Darüber hinaus verursacht eine stringente Anwendung von QFD Kreativitätsver-
luste, da bei QFD-Anwendungen die Zielerreichung vorgegeben ist. Demzufolge
hat sich nach der erfolgreichen Abbildung des bestehenden Produktentwurfs
mittels QFD ein Schnitt ergeben, der einen Instrumenten- bzw. Methodenwech-
sel notwendig macht. Dabei wird im Folgenden die Art und Weise der Zielerei-
chung nicht mehr im Voraus determiniert, sondern lediglich die Richtung der
Lösungssuche, die mit einer hohen Wahrscheinlichkeit der Lösung verbunden
ist, bestimmt. Diesbezüglich werden verschiedene Methoden auf ihre Unterstüt-
zungsleistung beim Prozess der Ableitung von Entwicklungszielen hin unter-
sucht, wobei bereits hier festzustellen ist, dass insbesondere nur ein Methoden-
mix zielführend sein kann.
8.2 Komplexitätsreduzierung vs. Komplexitätserhöhung
Die nachhaltigkeitsbezogenen Produkteigenschaften „Kreislauffähigkeit“ und
„Langlebigkeit“ werden der Palette „herkömmlicher“ Produkteigenschaften resp.
Produktmerkmalen des Referenzobjektes hinzugefügt. Dadurch erhöht sich auf
einen ersten Blick das Spektrum der Produktmerkmale insgesamt. Dies muss
jedoch nicht zwangsläufig so sein, da bspw. die neu hinzutretenden Merkmale
z.T. Querschnittscharakter aufweisen. Dies bedeutet, dass die neu hinzutreten-
den Merkmale in die bestehenden Merkmale eingebettet werden können, Dreh-
und Angelpunkt ist dann insbesondere die jeweilige Merkmalsausprägung. Zur
Komplexitätsreduzierung werden in einem ersten Schritt die Merkmale der
Nachhaltigkeitseigenschaften „Langlebigkeit“ und „Kreislauffähigkeit“ (siehe
Punkt 5.2.1.3 und Punkt 5.3.2.4) zu einem überschneidungsfreien Gesamt-
merkmalsprofil „eingeschmolzen“.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 207
Traditionelle Merkmale
Neue Merkmale
Merkmalsüberschneidungen
Originär neue Merkmale
Abbildung 43: Merkmalsüberschneidungen
Daran anschließend erfolgt eine Gegenüberstellung der Merkmalsprofile – tradi-
tionelles Merkmalsprofil und „neues“ Merkmalsprofil. Dabei werden die Pro-
dukteigenschaften „Kreislauffähigkeit“ und „Langlebigkeit“, detailliert in die ent-
sprechenden Produktmerkmale, den Produktmerkmalen des Referenzmodells
gegenübergestellt. Hierbei werden die Beziehungen zwischen den Merkmalen
sowie auftretende Merkmalsüberschneidungen analysiert. Merkmalsüberschnei-
dungen bedeuten, dass diese Merkmale entweder explizit im Merkmalsprofil o-
der implizit in irgendeiner Form der Merkmalsausprägung im Referenzprodukt
enthalten sind. Dies bedeutet im Kern, dass, insbesondere im Rahmen der
Merkmalsausprägungen, Überschneidungen bestehen. Diese müssen im Weite-
ren aufgedeckt und konkretisiert werden. Diesbezüglich muss die Stärke der
bisherigen Ausprägungen bestimmt werden.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 208
Auf Basis der analysierten Zielbeziehungen erfolgt die Bildung von Merkmals-
gruppen. Diese bezieht sich auf „neue“ Merkmale, die explizit, implizit oder noch
gar nicht im Produktentwurf angelegt sind (siehe dazu ausführlich Punkt 8.6.2).
Des Weiteren ist zu beachten, dass es sowohl zwischen nachhaltigkeitsbezoge-
nen Entwicklungszielen untereinander, als auch bezüglich traditioneller Entwick-
lungsziele zu konfliktären Zielbeziehungen kommen kann.
Aufbauend auf diese Merkmalsgruppen können dann Entwicklungsanforderun-
gen abgeleitet werden. Die Ableitung von Entwicklungszielen hinsichtlich konflik-
tärer Beziehungen macht insbesondere ein Management von Zielkonflikten er-
forderlich. Dies kann durch Anwendung von Problemlösungstechniken wie bspw.
dem Bottleneck Engineering156, der Polarkoordinatendarstellung157, der Delphi-
Methode158 oder der Cross-Impact-Methode159 methodisch unterstützt erfolgen.
156 Vgl. Hoffmann, J. (1997), S. 70 ff. 157 Vgl. Heinen, E. (1976), S. 143. 158 Siehe u.a. dazu Steinmüller, K. (Hrsg.) (1997). 159 Zum ursprünglichen Konzept der Cross-Impact-Matrix siehe: Gordon, Hayward (UCLA)
(1968); E.J. Honton, G.S. Stacey, S.M. Millet (1984); J. Brauers, M. Weber (1986) H. 7.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 209
8.3 Ermittlung eines überschneidungsfreien Merkmalsprofils für die Nach-
haltigkeitseigenschaften Langlebigkeit und Kreislauffähigkeit
Zur Komplexitätsbewältigung ist es notwendig, die beiden neu hinzutretenden
Merkmalsprofile auf Überschneidungen untereinander zu untersuchen. Dies er-
folgt durch eine Gegenüberstellung der Merkmalsprofile in einer Matrix, aus der
die Merkmale, die in beiden Eigenschaftsprofilen enthalten sind, herausgefiltert
werden können.
L an g leb ig keit
Haltb
arke
it
Zeitl
oses
Des
ign
Mod
ular
er P
rodu
ktau
fbau
Stan
dard
isie
rte
Bau
teile
und
Kom
pone
nten
Kre
isla
uffä
higk
eit
Ha l tba rke it X
Korro sio nsb e stä n d igke it X
Da u e rh a fte V e rfüg ba rke it von Kom po ne nte n X
Anp a ssu ng sfä h ig ke it a n de n te ch n . Fo rtschrit X
W a rtun gs- un d Insta n dh a ltun gsfre un d lichke it
S to ffl iche / e n e rg e tische V e rw e rtun gsfä h ig ke it
G e rin ge M a te ria lvie l fa l t p ro Fu nktion
G e rin ge r M a te ria le in sa tz pro Fu nktion
M o du la re r P ro du kta u fb a u X
S ta nd a rd isie rte Ba ute ile u nd Kom p on e nte n X
De m o nta ge fä h ig ke it X
Id e n tifiz ie rba rke it de r M a te ria lie n
Rückn a h m e fä h ig ke it
S cha dsto ffa rm e M a te ria l ie nKre
isla
uffä
higk
eit
Abbildung 44: Übereinstimmungen zwischen den Merkmalen der
Nachhaltigkeits-eigenschaften „Langlebigkeit“ und
„Kreislauffähigkeit“
Daraus ergibt sich ein einheitliches Gesamtmerkmalsprofil (siehe Abb. 45), wel-
ches die in der geplanten neuen Generation hinzutretenden Merkmale repräsen-
tiert. Dieses Merkmalsprofil muss die Eigenschaften Langlebigkeit und Kreislauf-
fähigkeit widerspruchsfrei, überschneidungsfrei und unverfälscht widerspiegeln.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 210
Schadstoffarme Materialien
Haltbarkeit
Korrosionsbeständigkeit
Zeitloses Design
Dauerhafte Verfügbarkeit von Komponenten
Anpassungsfähigkeit an den techn.Fortschrit
Wartungs- und Instandhaltungsfreundlichkeit
Stoffliche/ energetische Verwertungsfähigkeit
Geringe Materialvielfalt pro Funktion
Geringer Materialeinsatz pro Funktion
Modularer Produktaufbau
Standardisierte Bauteile und Komponenten
Demontagefähigkeit
Identifizierbarkeit der Materialien
Rücknahmefähigkeit
Nach-haltigkeits-
eigen-schaften
Lang-lebig-keit
Kreis-lauf-
fähigkeit
Abbildung 45: Einheitliches Merkmalsprofil Langlebigkeit/ Kreislauffähigkeit
8.4 Merkmalsbezogener Soll-Ist-Abgleich
Grundlage für die Bestimmung der Entwicklungsziele ist, insbesondere dann,
wenn es sich bei Produktinnovationen um Re-Design-Maßnahmen handelt, ein
Soll-Ist-Abgleich zwischen den Merkmalsprofilen der Ausgangsproduktgenerati-
on und der geplanten neuen Generation (siehe auch Abb. 43). Die Formulierung
von Produktmerkmalen spielt insbesondere für die Formulierung von Entwick-
lungszielen eine entscheidende Rolle, da diese merkmalsbezogen zu formulieren
sind. Nach Ermittlung der hinzutretenden Merkmale kann dieser Soll-Ist–
Abgleich erfolgen.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 211
Der Soll-Ist-Abgleich soll eine Übersicht über die originären Entwicklungsziele
liefern, wobei folgende Informationen zu erheben sind:
(1) Ermittlung der Produktmerkmale, die grundsätzlich neu sind und damit
entsprechend zu entwickeln sind, wobei die Wechselwirkungen zwischen
den gegebenen Merkmalen und neu hinzutretenden Merkmalen aufge-
deckt werden müssen. Dabei ist zu unterscheiden zwischen:
(a) konfliktären Beziehungen
- Zielkonflikt leicht lösbar
- Zielkonflikt schwer lösbar
- Zielkonflikt unlösbar (sog. „Killermerkmale“)
(b) neutralen Beziehungen
- vollständige Zielneutralität (d.h. die neuen Merkmale haben
auf sämtliche traditionelle Merkmale keinen Einfluss)
- überwiegende Zielneutralität (d.h. die neuen Merkmale ha-
ben überwiegend keinen Einfluss auf die traditionellen
Merkmale)
(c) komplementären Beziehungen
- stärkere Ausprägung
- schwächere Ausprägung
- Ausprägung beibehalten
(2) Ermittlung der Produktmerkmale, die schon im Vorgängermodell ange-
legt sind, wobei hier zu unterscheiden ist, dass die Merkmale explizit und
implizit angelegt sein können.
(a) Explizit angelegt bedeutet, dass die Merkmale auch entsprechend
kommuniziert werden und als solche im Merkmalsprofil des Pro-
duktentwurfs zu finden sind. Dabei muss untersucht werden, ob
ggf. eine

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 212
- stärkere oder
- schwächere Ausprägung
angestrebt werden sollte, oder ob die
- Ausprägung beibehalten wird bzw. das
- Merkmal auszusondern ist.
(b) Implizit angelegt bedeutet, dass ein neues Merkmal bereits in ir-
gendeiner Form der Merkmalsausprägung im gegebenen Produkt-
entwurf angelegt ist. In diesem Falle sind folgende Konstellationen
zu betrachten:
- Komplementäre Beziehungen,
- Konfliktäre Beziehungen und
- Neutrale Beziehungen.
Der Grad der Ausprägung bezieht sich dabei auf die „traditionellen“ Merkmale
hinsichtlich der Verwirklichung bzw. der Integration der „neuen“ Merkmale wo-
bei die neu geplanten Produktmerkmale als Orientierungspunkte bei der Festle-
gung der Entwicklungsrichtung gesehen werden können.
Um auf Basis dieses merkmalsbezogenen Soll-Ist-Abgleichs eine erfolgreiche
Ableitung von Entwicklungszielen vornehmen zu können, müssen insbesondere
die Merkmalsgewichtungen Berücksichtigung finden. Die Merkmalsgewichtun-
gen resultieren aus dem im House of Quality vorgenommenen Abgleich der
Kundenforderungen mit den lösungsneutralen Qualitätsmerkmalen des Refe-
renzmodells (siehe Punkt 6.5.4). Dabei ergab die Multiplikation der Bedeu-
tungswerte der Anforderungen mit der Korrelationsstärke jedes Merkmals die
numerische Gesamtbedeutung der einzelnen Produktmerkmale. Die Berücksich-
tigung der Merkmalsgewichtungen verbessert die Informationsbasis für die Fest-
legung von Entwicklungsschwerpunkten und bezieht damit die Kundenwünsche
in die Entscheidungsfindung mit ein. So wirken negative Beziehungen einzelner
neuer Merkmale auf traditionelle Merkmale mit hoher Gewichtung besonders
schwer und müssen unbedingt vermieden werden, da die neuen Merkmale den
Anwendernutzen nicht negativ tangieren dürfen, d.h. hier darf es durch die Ab-

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 213
leitung von Entwicklungszielen bspw. zu keinen signifikanten Preissteigerungen
kommen. Insbesondere muss deshalb auch die Aussonderung bereits im Pro-
duktentwurf (mangelhaft bzw. schlecht) angelegter Produktmerkmale untersucht
werden, da bspw. eine nur schlecht funktionierende bzw. schnell verschleißende
Federung (Merkmal: gefederte tragende Struktur) im untersuchten Preisseg-
ment zwar verbessert werden kann, dies aber zumeist nicht ohne entsprechende
Preissteigerungen zu verwirklichen ist. Eine Aussonderung entsprechend
schlecht angelegter Merkmale kann somit auch zu einer Verbesserung des Pro-
duktes hinsichtlich einer längeren Nutzungsdauer führen. Die Ableitung von
Entwicklungsanforderungen auf Basis der Merkmalskorrelationen ist somit stark
durch das Aufzeigen bzw. Finden sinnvoller Kompromisse geprägt. Ebenfalls
spielt die Wichtigkeit der Merkmale bei komplementären Beziehungen für die
Festlegung der Ausprägungsrichtung (stärker, schwächer etc.) eine große Rolle.
8.5 Zielsysteme und Zielbeziehungen
Ziele sind Aussagen oder Vorstellungen über zukünftige, als erstrebenswert er-
achtete oder zu vermeidende Zustände, die durch Handlungen realisiert werden
sollen. Ziele haben damit einerseits eine Bewertungsfunktion im Rahmen von
Entscheidungskalkülen und andererseits eine Koordinationsfunktion, wobei die
Ziele als Führungsinstrument verstanden werden.160 Da Unternehmen i.d.R. eine
Vielzahl von Zielen verfolgen, liegt ein Zielsystem vor. Das Zielsystem stellt dabei
eine geordnete Gesamtheit von Zielen dar, zwischen denen Beziehungen oder
Interdependenzen bestehen oder hergestellt werden können. Zu beachten ist
allerdings, dass Zielbeziehungszusammenhänge stets situationsabhängig sind.
Eine Zielbeziehungsanalyse hat diese situationsabhängigen Beziehungen zu be-
rücksichtigen, mit der Folge, dass je nach situativen Gegebenheiten eine Verän-
derung der Zielbeziehungsstärke oder ein Wechsel der Zielbeziehungen auftre-
ten kann, d.h. variable Zielbeziehungen auftreten.
160 Vgl. Corsten, H. (2000), S. 44.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 214
Grundsätzlich lassen sich die folgenden Zielbeziehungen unterscheiden:
Zielneutralität,
Zielantinomie,
Zielkonflikt,
Zielkomplementarität und
Zielidentität.
Konfliktäre und antinome Beziehungen sind teilweise nur schwer lösbar. Wäh-
rend sich Zielereichungsgrade bei konkurrierenden Zielen reziprok verhalten,
schließen sich antinome Beziehungen gegenseitig aus. Im Allgemein wird zwi-
schen Zielen und Anforderungen unterschieden. Dabei werden Ziele als Soll-
vorstellungen vom Auftraggeber (z.B. Kunde/ Umwelt/ Gesetzgeber etc.) mit An-
forderungscharakter verstanden. Diese Soll-Vorstellungen werden zumeist je-
doch recht unscharf formuliert. Aus diesem Grunde formuliert die Konstruktion
diese Ziele in Anforderungen (Solleigenschaften) um, so dass diese in einer An-
forderungsliste bearbeitbar werden.161 Das Zielsystem ergibt sich hier aus dem
erarbeiteten einheitlichen Merkmalsprofil Langlebigkeit und Kreislauffähigkeit.
Hinsichtlich dieser merkmalsbezogen formulierten Ziele sind entsprechend An-
forderungen (Entwicklungsanforderungen) abzuleiten. Wir werden im Weiteren
die Art der Zielbeziehungen wie folgt unterscheiden:162
• Zielkonflikt: Das Verhältnis zwischen zwei Zielen ist konkurrierend, wenn
die Erfüllung eines Zieles (Z1) zu einer Minderung des Erfüllungsgrades
des anderen Zieles (Z2) führt. Die geforderten Merkmale widersprechen
sich (zumindest teilweise):
Beispiel: Zeitloses Design – Modische Form- und Farbgebung.
• Zielunabhängigkeit (Zielneutralität): Zwei Ziele verhalten sich zueinander
indifferent bzw. neutral, wenn die Erfüllung eines Zieles (Z1) auf die Erfül-
lung des anderen Zieles (Z2) keinen Einfluss ausübt.
161 Vgl. Ehrenspiel, K. (2003), S. 349 ff. 162 Siehe auch: Heinen, E. (1976), S. 94 f.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 215
Allerdings ist das Verhältnis der Zielindifferenz nur zwischen zwei isoliert
betrachteten Zielen relevant, da es in einem umfassenden Zielsystem kein
Ziel geben wird, das nicht zu irgend einem anderen Ziel in komplementä-
rer oder konkurrierender Beziehung steht. Die geforderten Merkmale sind
voneinander unabhängig.
Beispiel: Zeitloses Design – Reparaturfreundlichkeit.
• Zielunterstützung (Zielkomplementarität): Zwei Ziele stehen miteinander in
komplementärer Beziehung, wenn durch die Erfüllung des einen Zieles
(Z1) auch die Erfüllung des anderen Zieles (Z2) gesteigert wird.
Beispiel: Wartungs- und Instandsetzungsfreundlichkeit – Reparatur-
freundlichkeit.
8.6 Ermittlung der Zielbeziehungen für den konkreten Anwendungsfall
Die Ermittlung der Zielbeziehungen erfolgt durch eine Gegenüberstellung des
Merkmalsprofils des Produktentwurfs und dem Gesamtmerkmalsprofil Langle-
bigkeit und Kreislauffähigkeit in einer Matrix. Zwischen den Merkmalen des Pro-
duktentwurfs und den Merkmalen der Eigenschaften Langlebigkeit und Kreis-
lauffähigkeit (neue Merkmale) besteht eine komplexes Netzwerk von Beziehun-
gen. Durch den paarweisen Vergleich der neuen Merkmale mit den Merkmalen
des Produktentwurfs wird jeweils ermittelt, in welchem Maße das neue Merkmal
mit dem traditionellen Merkmal in Beziehung steht (siehe Abb. 46). In dieser
Beziehungsmatrix ist jedem Paar aus neuem und traditionellem Merkmal genau
ein Feld zugeordnet, in dem die Art der Beziehung dokumentiert wird. Für jedes
Feld ist hinsichtlich der Korrelationen die Frage zu beantworten: „Welchen Ein-
fluss hat die Ausprägung des neuen Merkmals auf das traditionelle Merkmal?“
Die Bewertungssymbole sind in der Legende in Abb. 46 dargestellt. Stehen neu-
es Merkmal und traditionelles Merkmal in keinerlei Beziehung, bleibt das ent-
sprechende Feld leer. Durch Multiplikation der Bedeutungswerte der traditionel-
len Merkmale mit der Korrelationsstärke jedes Merkmals, kann die numerische
Gesamtbedeutung der einzelnen neuen Merkmale ermittelt werden.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 216
8.6.1 Ermittlung der Merkmalsüberschneidungen
Durch den paarweisen Vergleich werden zudem Merkmalsüberschneidungen
zwischen traditionellen und „neuen“ Merkmalen aufgedeckt. Originär neue
Merkmale sind somit die, um die Merkmalsübereinstimmungen mit den traditi-
onellen Merkmalen reduzierten Nachhaltigkeitsmerkmale. Diese Produktmerk-
male sind für den geplanten Produktentwurf entsprechend neu zu entwickeln
bzw. auf Überschneidungen mit den bestehenden Merkmalen hin zu untersu-
chen. Dabei ist zwischen konfliktären, neutralen und komplementären Bezie-
hungen zu differenzieren. Folgende nachhaltigkeitsbezogenen Produktmerkmale
sind bereits im Merkmalsprofil des Produktentwurfs direkt enthalten:
• Haltbarkeit,
• Korrosionsbeständigkeit und
• Standardisierte Bauteile und Verbindungen.
Näher zu untersuchen ist, ob diese Merkmale erhalten, modifiziert oder ggf. aus-
zusondern sind. Im Rahmen der Erhaltung wird die konkrete Ausprägung dieser
Merkmale unverändert beibehalten, während im Falle einer Modifikation der
Merkmale über eine stärkere resp. schwächere Ausprägung dieser Merkmale zu
entscheiden ist. Demzufolge ist für die Ableitung der Entwicklungsziele die Stär-
ke der Merkmalsausprägung im Ist-Zustand zu analysieren. Dabei wird aller-
dings deutlich, dass hierbei die Merkmale nicht isoliert (also nebeneinander)
betrachtet werden können, sondern das die genannten Merkmale z.T. Quer-
schnittscharakter haben. Das bedeutet, dass die genannten Merkmale ebenfalls
in anderen Merkmalen angelegt sein können (und zwar in irgendeiner Form der
Merkmalsausprägung). So ist bspw. das Merkmal Haltbarkeit auch in den
Merkmalen „gefederte tragende Struktur“, „solide Gangschaltung“, „zuverlässige
Bremsanlage“ etc. in einem gewissen Grad enthalten.
Wie in Abbildung 46 ersichtlich, sind insgesamt überwiegend neutrale (leere
Felder) und positive Beziehungen (+ bzw. ++) festzustellen. Negative Zielbezie-
hungen sind in der Minderzahl und werden mit – bzw. -- dargestellt.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 217
Abbildung 46: Beziehungen zwischen „traditionellen“ und „neuen“
Merkmalen

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 218
8.6.2 Bildung von Merkmalsgruppen auf Grundlage der ermittelten Zielbe-
ziehungen
Ausgehend von dieser Zielbeziehungsmatrix ergeben sich insgesamt fünf Grup-
pen von Merkmalen, die unterschiedlich zu priorisieren sind:
Gruppe 1: Neue Merkmale, die schon im Produktentwurf direkt im Merkmals-
profil angelegt sind.
• Haltbarkeit
• Standardisierte Komponenten und Verbindungen
• Korrosionsbeständigkeit
Gruppe 2: Neue Merkmale, die mit den traditionellen Merkmalen überwiegend
positiv korrelieren.
• Dauerhafte Verfügbarkeit von Komponenten und Verbindungen
• Anpassungsfähigkeit an den techn. Fortschritt
• Wartungs- und Instandhaltungsfreundlichkeit
Gruppe 3: Neue Merkmale, die sowohl neutral als auch positiv mit den Merkma-
len des Produktentwurfs korrelieren.
• Geringer Materialeinsatz pro Funktion
• Rücknahmefähigkeit
Gruppe 4: Neue Merkmale, die keinen Einfluss auf die traditionellen Merkmale
haben (ausschließlich neutrale Beziehungen)
• Stoffliche und energetische Verwertungsfähigkeit
• Geringe Materialvielfalt pro Funktion
• Identifizierbarkeit der Materialien
• Schadstoffarme Materialien

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 219
Gruppe 5: Neue Merkmale, die Mischbeziehungen aufweisen (neutrale, positive
und negative Beziehungen).
• Zeitloses Design
• Modularer Produktaufbau
• Demontagefähigkeit
8.6.3 Analyse der Merkmalsausprägungen neuer Merkmale im Produktent-
wurf
Die Merkmalsbeziehungen sind in Tab. 36 im Anhang detailliert dargestellt. Aus
den dargestellten Zielbeziehungen wird deutlich, dass die neuen Merkmale den
gegebenen Produktentwurf überwiegend positiv unterstützen. Die ermittelten
positiven Beziehungen deuten auf mögliche Synergiepotenziale bzgl. der traditi-
onellen Merkmale hin. Dies könnte zunächst bedeuten, dass einige „neue“
Merkmale in irgendeiner Form der Merkmalsausprägung bereits im Produktent-
wurf angelegt sind. Zur Überprüfung dieser Hypothese sind demnach im Weite-
ren die Merkmalsausprägungen der neuen Merkmale im gegebenen Produkt-
entwurf zu analysieren. Die Ergebnisse dieser Betrachtung sind in
Tab. 27 dokumentiert.
Stand der
Merkmalsausprägung
Merkmale
Auswirkungen
auf den Produkt-
entwurf
Grup-
pe sehr
gut gut
be-
frie-
di-
gend
man
gel-
haft
Haltbarkeit X
Standardisierte Komponen-
ten und Verbindungen X
Korrosionsbeständigkeit
Bereits angelegt 1
X
Dauerhafte Verfügbarkeit
von Komponenten und Ver-
bindungen
Positiv unterstüt-
zend 2 X

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 220
Anpassungsfähigkeit an den
techn. Fortschritt X
Wartungs- und Instandhal-
tungsfreundlichkeit
X
Geringer Materialeinsatz
pro Funktion X
Rücknahmefähigkeit
Produktentwurf
bleibt überwie-
gend unberührt,
ggf. unterstüt-
zende Wirkung
3
X
Stoffliche und energetische
Verwertungsfähigkeit X
Geringe Materialvielfalt pro
Funktion X
Identifizierbarkeit der Mate-
rialien X
Schadstoffarme Materialien
Produktentwurf
unberührt 4
X
Zeitloses Design X
Modularer Produktaufbau X
Demontagefähigkeit
Produktentwurf
wird ggf. ver-
schlechtert
5
X
Tabelle 27: Analyse der Merkmalsausprägung im gegebenen
Produktentwurf
Betrachtet man die Nachhaltigkeitsmerkmale, die bereits im Produktentwurf an-
gelegt sind, bezüglich der Gewichtung aus Kundensicht (siehe Abb. 46), so fällt
sofort auf, dass diese Merkmale von allen anderen Merkmalen des Produktent-
wurfs die höchste Gewichtung besitzen (Haltbarkeit 8,3; Standardisierte Kom-
ponenten und Verbindungen 8,6; Korrosionsbeständigkeit 8,7). Betrachtet man
demgegenüber die Merkmalsausprägung (Ist-Zustand), so erscheint die Ausprä-
gung - in Anbetracht der hohen Gewichtungsfaktoren - insgesamt unzureichend.
Dies betrifft insbesondere die Merkmale „Haltbarkeit“ sowie „Standardisierte
Komponenten und Verbindungen“. Dementsprechend besteht hier der Bedarf
einer stärkeren Ausprägung dieser Merkmale. Für die weiteren neuen Merkmale

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 221
existieren keine Informationen bzgl. einer Gewichtung aus Kundensicht, da diese
Merkmale noch nicht explizit im Produktentwurf angelegt sind. Allerdings fällt
bei der Betrachtung der Merkmalsausprägung der neuen Merkmale, mit über-
wiegend positiven Einfluss auf die traditionellen Merkmale (Gruppe 2), die ins-
gesamt befriedigende Ausprägung im Ist-Zustand auf. Das lässt darauf schlie-
ßen, dass diese Merkmale bereits in irgendeiner Form der Merkmalsausprägung
im Produktentwurf enthalten sind. Diese verdeckten Überlappungen im Bereich
der Merkmalsausprägungen sind zu identifizieren. Daran anschließend sind ge-
eignete Maßnahmen bzgl. der Stärke der Ausprägung abzuleiten.
Die Merkmale, die den gegebenen Produktentwurf nicht (neutrale Beziehungen)
bzw. gering positiv berühren (Gruppe 3 und 4) sind – wie der Stand der Merk-
malsausprägungen zeigt - bislang mangelhaft, d.h. überhaupt nicht im Produkt-
entwurf angelegt. Diese Merkmale sind dementsprechend neu zu entwickeln.
Bezüglich der Merkmale, die Mischbeziehungen aufweisen (neutrale, negative
und positive Beziehungen) ist ein insgesamt guter Stand der Merkmalsausprä-
gung zu dokumentieren. Dies lässt wiederum darauf schließen, dass diese „neu-
en“ Merkmale ebenfalls in irgendeiner Form der Merkmalsausprägung im Pro-
duktentwurf enthalten sind. Die Annahme, dass diese „neuen“ Merkmale den
Produktentwurf ggf. verschlechtern, lässt sich somit nicht nachweisen. Vielmehr
bedeutet dies, dass die Zielkonflikte bereits im Produktentwurf bestehen und
nicht aus der Erweiterung des Produktentwurfs resultieren. Diesbezüglich gilt es,
die ermittelten Zielkonflikte in geeigneter Weise zu lösen.
Die ermittelten Merkmalsgruppen lassen sich bezüglich ihrer Ausprägung sowie
der Auswirkungen auf den Produktentwurf in einem Merkmalsportfolio gra-
phisch darstellen. Auf jeweils einer Achse der Merkmalsausprägung und einer
Achse der Auswirkungen auf den Produktentwurf werden die „neuen“ umwelt-
schutzbezogenen Merkmale eingeordnet.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 222
Mer
kmal
saus
präg
ung
Auswirkungen auf den Produktentwurf
mangelhaft
sehr gut
gut
befriedigend
verschlechtert neutral positiv
Haltbarkeit
Standardisierte Komponenten und Verbindungen
Korrosionsbeständigkeit
Dauerhafte Verfügbarkeit von Komponenten und Verbindungen
Anpassungsfähigkeit an den techn. Fortschritt
Wartungs- und Instandhaltungsfreundlichkeit
Geringer Materialeinsatz pro Funktion
Rücknahmefähigkeit
Stoffliche und energetische Verwertungsfähigkeit
Geringe Materialvielfalt pro Funktion
Identifizierbarkeit der Materialien
Schadstoffarme Materialien
Zeitloses Design
Modularer Produktaufbau
Demontagefähigkeit
Gruppe 5
Gruppe 2
Gruppe 3+4
Gruppe 1
Abbildung 47: Merkmalsportfolio
Bezüglich der Ausprägungen der „neuen“ Merkmale im Produktentwurf können
dabei die unter Punkt 8.6.2 gebildeten Merkmalsgruppen wie folgt zusammen-
gefasst werden:
Merkmale, die bereits im Merkmalsprofil des Produktentwurfs angelegt
sind (Gruppe 1).
Merkmale, die implizit über die Merkmalsausprägungen im Produktent-
wurf angelegt sind, wobei zu unterscheiden ist, zwischen:
o Merkmalen, die überwiegend positiv korrelieren (Gruppe 2) und
o Merkmalen, die Mischbeziehungen aufweisen (Gruppe 5)
Merkmale, die weder explizit noch implizit im Produktentwurf ange-
legt sind (Gruppe 3 und 4).
Aus der Positionierung der „neuen“ Merkmale im Merkmalsportfolio lassen sich
zunächst sehr grobe Strategieempfehlungen ableiten: Für Merkmale, mit einer

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 223
befriedigenden bzw. guten Ausprägung, für die zugleich positive Auswirkungen
auf den Produktentwurf zu sehen sind, liegt eine verbesserte und zugleich prio-
risierte Ausprägung nahe. Dagegen ist für die Merkmale, die zwar eine gute bis
sehr gute Ausprägung im Produktentwurf aufweisen, jedoch mit einem „Ver-
schlechterungspotenzial“ bzgl. des Produktentwurfs behaftetet sind, ggf. eine
Rückzugsstrategie angebracht – d.h. hier ist ggf. eine schwächere Ausprägung
der Merkmale in Betracht zu ziehen. Des Weiteren sind die Merkmale, die bis-
lang nicht im Produktentwurf angelegt sind, entsprechend neu zu entwickeln.
Hier sollten wiederum die Merkmale, für die positive Auswirkungen für den Pro-
duktentwurf zu sehen sind, priorisiert entwickelt werden.
Damit ist für das umweltfreundliche Fahrrad das grobe Handlungsfeld abge-
steckt. Konkrete Ansatzpunkte zum Erreichen der Soll-Positionen müssen aber
erst noch bestimmt werden. Dies geschieht im Rahmen der Ableitung von Ent-
wicklungszielen. In einem Zwischenschritt werden die konkreten Zielbeziehun-
gen näher betrachtet.
8.7 Analyse der Zielbeziehungen
8.7.1 Neutrale Zielbeziehungen
Neutrale Beziehungen bedeuten im Grunde genommen, dass eine Ausprägung
der neuen Merkmale keinen unmittelbaren Einfluss auf die Erfüllung der traditi-
onellen Merkmale haben. Dieser Annahme zufolge werden durch diese Art der
Zielbeziehungen die Merkmale des Produktentwurfs nicht negativ tangiert. Dar-
über hinaus sind diese Merkmale bislang nicht im Produktentwurf angelegt. Dies
spiegelt auch die Analyse der Merkmalsausprägung im Ist-Zustand wider.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 224
Für folgende neue Merkmale ist eine vollständige Zielunabhängigkeit festzustel-
len (siehe Abb. 46):
• Schadstoffarme Materialien,
• Identifizierbarkeit der Materialien,
• Geringe Materialvielfalt pro Funktion und
• Stoffliche und energetische Verwertbarkeit.
Eine überwiegende Zielneutralität bzgl. traditioneller Merkmale ist bei folgenden
neuen Merkmalen feststellbar:
o Zeitloses Design (95%),
o Geringer Materialeinsatz pro Funktion (95%) und
o Rücknahmefähigkeit (90%).
Diese Zielunabhängigkeiten bedeuteten jedoch keinesfalls, dass diese Merkmale
von einer weiteren Betrachtung ausgeklammert werden können. Vielmehr zeigt
die Zielunabhängigkeit, dass eine Erweiterung des gegebenen Produktentwurfs
um die betreffenden Merkmale möglich ist, ohne diesen negativ zu berühren.
Näher ist zu untersuchen, durch welche Ausprägung diese Merkmale den bishe-
rigen Produktentwurf erweitern können. Diese Untersuchung erfolgt bei der Ab-
leitung der Entwicklungsziele.
8.7.2 Komplementäre Zielbeziehungen
Im Bereich der komplementären Beziehungen werden die Beziehungen zu-
sammengefasst, bei denen durch die Erreichung eines Zieles (Z1) die Erfüllung
des anderen Zieles (Z2) gesteigert wird (siehe Anhang). Dabei ist die Frage nach
dem Unterstützungscharakter, welchen die neu hinzutretenden Merkmale zu
leisten im Stande sind, zu klären.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 225
Aus diesem Grund sind diese Zielbeziehungen näher sachlich zu untersuchen,
wobei dann entsprechende Entwicklungsziele abgeleitet werden können:
- stärkere Ausprägung des bestehenden Merkmals,
- schwächere Ausprägung des bestehenden Merkmals oder
- Ausprägung des bestehenden Merkmals beibehalten.
Wie in Abbildung 46 ersichtlich ist, wird der Produktentwurf durch die neuen
Merkmale z.T. stark unterstützt (positive Beziehungen). Dabei fallen insbesonde-
re zwei Merkmalsgruppen mit starkem positiven Zielbezug auf. Dies sind zum
einen die Merkmale, die bereits im Produktentwurf angelegt sind (Haltbarkeit;
Standardisierte Komponenten und Verbindungen und Korrosionsbeständigkeit).
Zum anderen haben die Merkmale
• Dauerhafte Verfügbarkeit von Komponenten,
• Anpassungsfähigkeit an den techn. Fortschritt,
• Wartungs- und Instandhaltungsfreundlichkeit,
eine überwiegend positive Wirkung auf die Merkmale des Produktentwurfs.
Die genannten Merkmale tragen im Wesentlichen zu einer Unterstützung des
gegebenen Produktentwurfs bei. Bei der Betrachtung der Merkmalsausprägung
dieser Merkmale im Produktentwurf konnte festgestellt werden, dass diese ü-
berwiegend befriedigend ist, was darauf schließen lässt, dass diese Merkmale
bereits in irgendeiner Form der Merkmalsausprägung angelegt sein müssen.
In Tab. 28 sind die komplementären Zielbeziehungen mit Kurzbeschreibung
dargestellt.
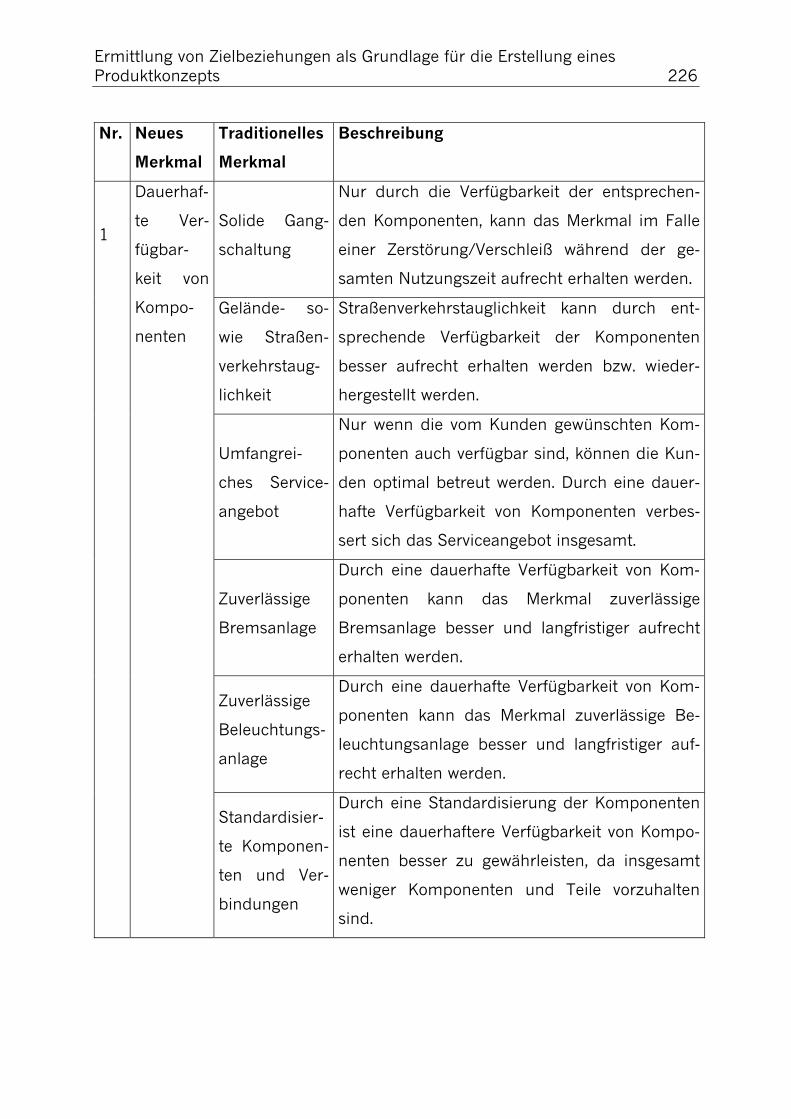
Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 226
Nr. Neues
Merkmal
Traditionelles
Merkmal
Beschreibung
Solide Gang-
schaltung
Nur durch die Verfügbarkeit der entsprechen-
den Komponenten, kann das Merkmal im Falle
einer Zerstörung/Verschleiß während der ge-
samten Nutzungszeit aufrecht erhalten werden.
Gelände- so-
wie Straßen-
verkehrstaug-
lichkeit
Straßenverkehrstauglichkeit kann durch ent-
sprechende Verfügbarkeit der Komponenten
besser aufrecht erhalten werden bzw. wieder-
hergestellt werden.
Umfangrei-
ches Service-
angebot
Nur wenn die vom Kunden gewünschten Kom-
ponenten auch verfügbar sind, können die Kun-
den optimal betreut werden. Durch eine dauer-
hafte Verfügbarkeit von Komponenten verbes-
sert sich das Serviceangebot insgesamt.
Zuverlässige
Bremsanlage
Durch eine dauerhafte Verfügbarkeit von Kom-
ponenten kann das Merkmal zuverlässige
Bremsanlage besser und langfristiger aufrecht
erhalten werden.
Zuverlässige
Beleuchtungs-
anlage
Durch eine dauerhafte Verfügbarkeit von Kom-
ponenten kann das Merkmal zuverlässige Be-
leuchtungsanlage besser und langfristiger auf-
recht erhalten werden.
1
Dauerhaf-
te Ver-
fügbar-
keit von
Kompo-
nenten
Standardisier-
te Komponen-
ten und Ver-
bindungen
Durch eine Standardisierung der Komponenten
ist eine dauerhaftere Verfügbarkeit von Kompo-
nenten besser zu gewährleisten, da insgesamt
weniger Komponenten und Teile vorzuhalten
sind.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 227
Nr. Neues
Merkmal
Traditionelles
Merkmal
Beschreibung
Reparatur-
freundlichkeit
Reparaturen können nur dann optimal ausge-
führt werden, wenn die benötigten Komponen-
ten auch verfügbar sind. Eine dauerhafte Ver-
fügbarkeit der Komponenten wirkt sich positiv
auf die Reparaturfreundlichkeit aus, da Mängel
leichter behoben werden können bzw. über-
haupt erst reparierbar werden.
Geringer
Rollwiderstand
Geringer Rollwiderstand meist durch die Lauf-
flächen der Reifen bestimmt, kann sich durch
eine im Zuge des techn. Fortschritts erfolgende
Optimierung verringern.
Gelände- so-
wie Straßen-
verkehrstaug-
lichkeit
Durch die Anpassung an den techn. Fortschritt
kann die Straßenverkehrs- und Geländetaug-
lichkeit erhöht werden.
Zuverlässige
Bremsanlage
Durch Einsatz moderner Bremskomponenten
kann sich die Zuverlässigkeit der Bremsanlage
ggf. erhöhen.
Zuverlässige
Beleuchtungs-
anlage
Durch Einsatz moderner Beleuchtungskompo-
nenten kann sich die Zuverlässigkeit der Be-
leuchtungsanlage ggf. erhöhen.
2
Anpas-
sungsfähi
gkeit an
den
techn.
Fort-
schritt
Standardisier-
te Komponen-
ten und Ver-
bindungen
Eine Anpassungsfähigkeit an den techn. Fort-
schritt wird überwiegend über eine Standardi-
sierung der Komponenten ermöglicht.
3
War-
tungs-
und In-
standset-
Zuverlässige
Bremsanlage
Die Zuverlässigkeit der Bremsanlage hängt vor
allem von der regelmäßigen Wartung und In-
standhaltung ab, vereinfacht sich diese, kann
auch das Merkmal besser erfüllt werden.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 228
Nr. Neues
Merkmal
Traditionelles
Merkmal
Beschreibung
standset-
zungs-
freund-
lichkeit
Zuverlässige
Beleuchtungs-
anlage
Die Zuverlässigkeit der Beleuchtungsanlage
hängt vor allem von der regelmäßigen Wartung
und Instandhaltung ab, vereinfacht sich diese,
kann auch das Merkmal besser erfüllt werden.
Solide Gang-
schaltung
Durch einfach vorzunehmende Wartungs- und
Instandsetzungsarbeiten kann eine Schaltung
über längere Zeit funktionstüchtig („solide“)
bleiben.
3 War-
tungs-
und In-
standset-
zungs-
freund-
lichkeit
Reparatur-
freundlichkeit
Wartungs- und Instandhaltungsfreundlichkeit ist
gleichbedeutend mit Reparaturfreundlichkeit.
4 Geringer
Material-
einsatz
pro Funk-
tion
Geringes Ge-
wicht
Durch eine Reduzierung der eingesetzten Mate-
rialmenge verringert sich auch das Gesamtge-
wicht.
Gelände- so-
wie Straßen-
verkehrstaug-
lichkeit
Durch einen modularen Produktaufbau können
je nach Bedarf Komponenten schnell an- bzw.
abgebaut werden, dadurch verbessert sich die
Gelände- bzw. Straßenverkehrstauglichkeit (Be-
darfsanpassung).
Standardisier-
te Komponen-
ten und Ver-
bindungen
Der modulare Produktaufbau erfordert eine ent-
sprechende Passfähigkeit und damit einen
Standardisierungsgrad der Komponenten und
Verbindungen.
5
Modula-
rer Pro-
duktauf-
bau
Reparatur-
freundlichkeit
Durch den modularen Produktaufbau kann ein
Komponentenwechsel schneller und einfacher
erfolgen, somit verbessert sich die Reparaturfä-
higkeit entsprechend.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 229
Nr. Neues
Merkmal
Traditionelles
Merkmal
Beschreibung
Standardisier-
te Komponen-
ten und Ver-
bindungen
Durch den Einsatz standardisierter Komponen-
ten und Verbindungen wird die Demontagefä-
higkeit erhöht (Einsatz standardisierter Werk-
zeuge möglich). 6
Demon-
tagefä-
higkeit Reparatur-
freundlichkeit
Einfache Demontage erhöht die Reparatur-
freundlichkeit.
7
Identifi-
zierbar-
keit der
Materia-
lien
Standardisier-
te Komponen-
ten und Ver-
bindungen
Standardisierte Komponenten ermöglichen eine
bessere Identifizierbarkeit der Materialien (ggf.
bessere Nachvollziehbarkeit).
Korrosionsbe-
ständigkeit
Korrosionsarme Produkte sind grundsätzlich
rücknahmefähiger als korrodierte Produkte (As-
pekte der Wiederverwendung).
8
Rück-
nahme-
fähigkeit Reparatur-
freundlichkeit
Da rücknahmefähige Produkte auf eine gute
Demontierbarkeit und Verwertbarkeit ausgelegt
sind, erhöht sich durch dieses Merkmal auch
die Reparaturfreundlichkeit.
Tabelle 28: Komplementäre Zielbeziehungen
8.7.3 Zielkonflikte
Die konfliktären Zielbeziehungen sind insbesondere näher sachlich zu untersu-
chen, wobei die Frage zu beantworten ist, wie stark/ schwach der derzeit gege-
bene Produktentwurf tangiert wird. Insbesondere aus den konfliktären Bezie-
hungen sind entsprechende Entwicklungsziele abzuleiten und zwar so, dass ge-
nau das mit dem jeweiligen traditionellen Merkmal negativ korrelierende neue
Merkmal als Orientierungspunkt dient. Die neuen Merkmale sind dabei die ge-
forderten Soll- Merkmale. Zur Lösung dieser Zielkonflikte ist ein möglichst hoher
Grad der Annäherung der Ist- an die Soll-Merkmale (Merkmalsausprägung) zu

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 230
erreichen. Ein methodisches Hilfsmittel hierzu ist das Bottleneck Engeneering.
Die identifizierten Zielkonflikte stellen sog. Bottlenecks (Engpässe) dar, deren
Lösung von entscheidender Bedeutung ist. Nach der Definition von Akao163 be-
deutet Bottleneck Engineering das Ausräumen von Engpässen oder Zielkonflik-
ten, welche sich auf technologische Konzeptionen und Entwicklungen im Ent-
wurfsstadium beziehen. Das Entwickeln von Lösungsansätzen zur Erfüllung von
Produktfunktionen und zum Eliminieren von Zielkonflikten ist sowohl von der
Entwicklung als auch vom Entwickler abhängig. Aus diesem Grund kann keine
allgemeingültige Regel für die Auswahl einer Problemlösungstechnik gegeben
werden. In der Praxis bedeutet dies, dass ein Entwicklungsteam die geeignetste
Problemlösungstechnik für sich selbst erarbeiten muss, wobei sich in der Praxis
wie auch im Projekt das Brainstorming im Einsatz bewährt hat.164
163 Vgl. Akao, Y. (1992). 164 Vgl. Hoffmann, J. (1997), S. 76.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 231
Als Entwicklungsteam im Bereich des Projekts wurde eine Arbeitsgruppe beste-
hend aus Mitgliedern des ADFC-Technikausschusses sowie Sachverständigen für
Produktsicherheit gebildet. Innerhalb dieser mündlichen Expertenbefragung eva-
luierte die Fachgruppe u.a. die Zielbeziehungen zwischen traditionellen und neu
hinzutretenden (Nachhaltigkeits-) Merkmalen, insbesondere als Grundlage für
die Ableitung von Entwicklungszielen (siehe Abb. 46). Insbesondere die konflikt-
ären und komplementären Zielbeziehungen wurden hier kontrovers diskutiert.
Vor allem bereitete hier der relativ hohe Abstraktionsgrad bedingt durch die Dis-
kussion auf Merkmalsebene Verständnisschwierigkeiten, die sich jedoch durch
die Bildung von komponentenbezogenen Lösungsvarianten für die jeweiligen
Entwicklungsrichtungen auflösten. In Tabelle 29 sind die ermittelten Zielkonflikte
mit Kurzbeschreibung dargestellt.
Nr. Bezeichnung Beschreibung Korrelation
1 Zeitloses Design -
Modische Form- und
Farbgebung
Ein Widerspruch in sich, entweder
modisch oder zeitlos.
Negativ
2 Modularer Produkt-
aufbau – Korrosions-
beständigkeit
Die mit einem modularen Produktauf-
bau einhergehende hohe Anzahl an
Verbindungselementen
(korrosionstechnisch neuralgische
Punkte) kann sich negativ auf die
Korrosionsbeständigkeit auswirken.
Negativ
3 Demontagefähigkeit –
Gefederte tragende
Struktur
Die Federelemente eines Fahrrades
sind immer durch eine große Materi-
alvielfalt (Öle, Gummi, Stahl, Alu etc.)
und damit von hoher Komplexität ge-
prägt. Oftmals sind Teile verpresst
bzw. schwer bis untrennbar zusam-
mengefügt, so dass die Demontagefä-
higkeit in Dissonanz zum Merkmal
Gefederte tragende Struktur steht.
Negativ

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 232
Nr. Bezeichnung Beschreibung Korrelation
4 Demontagefähigkeit –
Korrosionsbeständig-
keit
Die im Rahmen der Demontagege-
rechtigkeit geforderten einfach zu lö-
senden Verbindungen, sowie die höhe-
re Anzahl an solchen Verbindungs-
punkten wirkt sich u.U. negativ auf die
Korrosionsbeständigkeit aus, da es
sich hier um neuralgische Punkte
handelt. An Verbindungspunkten ist
die Gefahr von Korrosion immer be-
sonders hoch.
Negativ
Tabelle 29: Identifizierte Zielkonflikte

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 233
Vor der Ableitung von Entwicklungsanforderungen sind die Zielkonflikte zu be-
seitigen bzw. zu lösen, da neue Merkmale, die den Produktentwurf nachhaltig
negativ tangieren, auszusondern sind (Verzicht auf eine Ausprägung dieser
Merkmale). Auf eine Ausprägung von Produktmerkmalen, für die keine Lösung
der Zielkonflikte möglich erscheint (antinome Zielbeziehungen), muss ggf. ver-
zichtet werden. Dementsprechend brauchen für diese Merkmale auch keine
Entwicklungsanforderungen abgeleitet werden.
8.7.4 Entscheidungsfindung bei konkurrierenden Zielen
In praktischen Entscheidungssituationen kommt es verhältnismäßig selten vor,
dass alle für die Entscheidungsfindung maßgeblichen Ziele jeweils durch ein
geeignetes Suboptimierungskriterium ersetzt werden können. Oftmals bestehen
zwischen den Zielen mehr oder weniger starke Konkurrenzbeziehungen bzw.
Zielkonflikte. Durch Anwendung des Suboptimierungsprinzips kann i.d.R. eine
zufriedenstellende Verwirklichung aller Ziele nicht mehr gewährleistet werden.
Somit sind für die Wahl der richtigen Alternative in Konkurrenzsituationen alle
Ziele explizit zu berücksichtigen. Dies führt allerdings zu einer erheblichen
Komplizierung der Entscheidungsfindung.
Viele konkurrierende Ziele können zur Ratlosigkeit beim Entscheidungsträger
führen. Im Rahmen des Projektes werden bspw. die Ziele Korrosionsbeständig-
keit (Z1) und Modularer Produktaufbau (Z2). Im Rahmen der Merkmalsausprä-
gungen stehen verschiedene Alternativen zur Verfügung, die bei beiden Zielen
zu verschiedenen Ergebnissen führen. Die Alternative a1 erbringt eine hohe Kor-
rosionsbeständigkeit, ist aber mit einem geringen Modularitätsgrad verbunden.
Demgegenüber zeigt sich Alternative a2 unter Wahrung einer hohen Modularität,
eine nur befriedigende Korrosionsbeständigkeit. Bei der Zielfunktion Z1 würde
für die Alternative a1, bei der Zielfunktion Z2 die Alternative a2 vorgezogen.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 234
Zur Lösung von Zielkonflikten werden in der Literatur grundsätzlich die folgen-
den drei Formen beschrieben:165
o Zieldominanz
o Zielschisma
o Zielkompromiss
Zieldominanz bedeutet, dass bei Vorliegen der konkurrierenden Ziele Z1 und Z2
entweder der Imperativ des einen oder des anderen Zieles der Entscheidungs-
findung zugrunde gelegt wird. Dies bedeutet, das der Wert eines Ziels unter-
drückt wird. Diese Art der Zielkonfliktlösung muss immer bei konkurrierenden
klassifikatorischen Kriterien zur Anwendung kommen. Sind bspw. die Alternati-
ven der Ziele modische Form- und Farbgebung (Z1) und zeitloses Design (Z2),
deren Zielereichung nur über eine Nominalskala kontrolliert werden kann, zu
beurteilen, so lässt sich eine solche Entscheidungssituation durch folgende Mat-
rix darstellen:
Z1 Z2
a1 ja nein
a2 nein ja
Somit kann von den vorhandenen Alternativen entweder nur die modische
Form- und Farbgebung oder nur das zeitlose Design verwirklicht werden.
Beim Zielschisma findet im Gegensatz zur Zieldominanz jeder der konkurrieren-
den Imperative im Entscheidungsprozess Berücksichtigung. Allerdings gelangen
die Ziele nicht gleichzeitig zur Anwendung, vielmehr wird davon ausgegangen,
dass das Entscheidungsfeld zeitlich und/ oder personell geteilt ist. Dabei gelangt
für den einen Teil der betrieblichen Aktionsparameter das Ziel Z1, für den ande-
ren dagegen das Ziel Z2 zur Anwendung.
165 Vgl. Heinen, E. (1976), S. 141.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 235
Im Rahmen der Zielkompromissbildung gelangen die konkurrierenden Ziele für
das gesamte Entscheidungsfeld gleichzeitig zur Anwendung. Die Zielkonflikte
werden hier durch eine Gewichtung der Ziele, d.h. durch Bewertungsvorgänge
gelöst. Um zu einer begründeten Entscheidung zu gelangen, müssen die ver-
schiedenen Wertmaßstäbe zu einem einzigen Maßstab zusammengeführt wer-
den.
Der Zielkompromiss mit Zielgewichtung stellt die allgemeinste Möglichkeit zur
Lösung von Zielkonflikten dar, da sowohl Zieldominanz als auch Zielschisma
formal Spezialfälle der Zielgewichtung sind. Bei der Zieldominanz erhält das un-
terdrückte Ziel das Gewicht 0, während beim Zielschisma die Ziele in Abhängig-
keit von der Stärke der Konkurrenzbeziehungen mit Gewichten von 0 oder 1 zu
belegen sind.
Die Entscheidungsfindung wird bei Vorliegen konkurrierender Ziele um so kom-
plizierter, je mehr Kriterien vorhanden sind und je mehr sich die Zielerrei-
chungsgrade in der Einstufung einer Alternative widersprechen. Daher empfiehlt
Heinen166, den Bewertungsvorgang nicht in summarischer, sondern in analyti-
scher Form zu vollziehen. Folgende Lösungsschritte werden beschrieben:
1. Festlegung der Zielkonflikte
2. Bestimmung des relevanten Zielgewichts
3. Bewertung der Zielerreichungsgrade
4. Feststellung der optimalen bzw. befriedigenden Alternative
Zielkonflikte lassen sich relativ einfach durch Aufstellung einer Zielbeziehungs-
funktion feststellen. Dies geschah bereits in Punkt 7.6, Abb. 16. Bei komplexeren
Zielsystemen vermittelt die sog. Polarkoordinatendarstellung Aufschluss über die
Zielkonflikte, wobei jedes Ziel als Koordinate mit einem bestimmten Winkel zu
einem Polarkreuz dargestellt werden kann. Die Zielerfüllungsgrade für eine Al-
ternative lassen sich auf den Koordinaten durch Entfernung zum Pol abtragen.
166 Vgl. Heinen, E. (1976), S. 143.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 236
Die Verbindung der Punkte ergibt ein anschauliches Zielerfüllungsbild. In Abbil-
dung 48 sind die Zielerfüllungsgrade von Z1...Zy für zwei Alternativen abgetra-
gen. Die Alternative a1 weist für alle Ziele niedrigere Erfüllungsgrade auf, als die
Alternative a2. Letztere ist deshalb prinzipiell vorzuziehen. Allerdings handelt es
sich bei dem Ziel Korrosionsbeständigkeit um ein sehr hoch (aus Kundensicht-
auf Merkmalsebene167) gewichtetes Ziel, auf dessen Ausprägung bzw. Errei-
chung keinesfalls verzichtet werden kann. Somit muss bzgl. der Zielerfüllungs-
grade eine Kompromisslösung gefunden werden. Diese Kompromisslösung ist
ebenfalls in Abb. 18 dargestellt. Demnach geht es nicht um generell höchstmög-
liche Korrosionsbeständigkeit, sondern um höchstmögliche Korrosionsbestän-
digkeit unter Berücksichtigung eines hohen Modularitätsgrades.
Z3
Zeitloses Design
Z4
Modische Form-und Farbgebung
Z5
Demontagefähigkeit
Z2
Modularer Produktaufbau
Z1
Korrosionsbeständigkeit
Z6
Gefederte tragende Struktur
Zx
Zy
Zielerfüllungsbild für Alternative a1 (Hohe Korrosionsbeständigkeit)
Zielerfüllungsbild für Alternative a2 (Hoher Modularitätsgrad)
Kompromisslösung aus a1 und a2
Abbildung 48: Polarkoordinatendarstellung der Zielerfüllungsgrade
167 Die in den vorangehenden Ausführungen betrachteten Merkmale stellen bei der Realisie-
rung bzw. Umsetzung für den Produktentwickler Ziele dar.

Ermittlung von Zielbeziehungen als Grundlage für die Erstellung eines Produktkonzepts 237
Bezüglich der Merkmale mit negativen Zielbezug konnte jedoch ein insgesamt
guter Stand der Merkmalsausprägung im Produktentwurf festgestellt werden.
Dies lässt darauf schließen, dass diese Merkmale in irgendeiner Form der
Merkmalsausprägung bereits im Produktentwurf enthalten sind. Dies bedeutet,
dass die Zielkonflikte bereits im Produktentwurf (implizit) bestehen und nicht
neu hinzukommen. Dies betrifft insbesondere die Merkmale „Modularer Pro-
duktaufbau“ und „Demontagefähigkeit“. Das Fahrrad ist bereits ein hoch modu-
lares Produkt, dies untermauert ebenfalls der vorgenommene Demontagever-
such, darüber hinaus ist das Fahrrad ebenfalls bereits gut demontierbar. Dem-
zufolge sind bezüglich dieser Merkmale keine Überlegungen hinsichtlich einer
Neuausprägung, sondern lediglich über eine Modifikation der vorhandenen
Merkmalsausprägung anzustellen. Die Modifikation der Merkmalsausprägung
muss hinsichtlich einer besseren „Verträglichkeit“ dieser Merkmale mit den
Merkmalen „Gefederte tragende Struktur“ und der „Korrosionsbeständigkeit“
erfolgen.
Bei der Untersuchung der Zielkonflikte konnten somit keine generellen Zielkon-
flikte identifiziert werden. Hierbei muss nochmals hervorgehoben werden, dass
die vorangegangenen Überlegungen auf der Annahme basieren, dass eine Ver-
besserung von Langlebigkeit und Kreislauffähigkeit nicht über einen Kostenzu-
wachs erkauft wird. Die Ableitung von Entwicklungszielen hinsichtlich konfliktä-
rer Beziehungen macht somit insbesondere ein Management von Zielkonflikten
erforderlich. Dies kann durch Anwendung von Problemlösungstechniken wie
bspw. dem Bottleneck Engineering,168 der Delphi-Methode169 oder der Cross-
Impact-Methode170 weiterführend methodisch unterstützt erfolgen.
168 Vgl. Hoffmann, J. (1997), S. 70 ff. 169 Siehe u.a. dazu Steinmüller, K. (Hrsg.) (1997). 170 Zum ursprünglichen Konzept der Cross-Impact-Matrix siehe: Gordon, H. (1968); E.J. Hon-
ton, G.S. Stacey, S.M. Millet (1984) sowie ergänzend: J. Brauers, M. Weber (1986), H. 7.

Entwicklung eines Produktkonzepts 238
9. Entwicklung eines Produktkonzeps
9.1 Einführung
Um Wettbewerbsvorteile am Markt zu gewinnen bzw. zu erhalten ist als Erfolgs-
faktor insbesondere die rasche Umsetzung von Produktanforderungen und –
ideen in marktgerechte Produktinnovationen ausschlaggebend. Zur Wahrung
eines strategischen Zeitvorteils im Rahmen der Planung von Produktinnovatio-
nen kommt insbesondere der Neuproduktplanung als strategisches Planungsin-
strument von Produktinnovationsprozessen eine besondere Bedeutung zu.
Die Neuproduktplanung ist wie in der in Punkt 2.2 zugrundegelegten Arbeitsde-
finition Teil der strategischen Planung betrieblicher Innovationsprozesse. Sie
umfasst damit die Erfassung des Innovationsbedarfs und im Kern alle Planun-
gen im Zusammenhang mit den Prozessen der Ideengenerierung. Dazu gehören
insbesondere:
Planung der Produktidee Erarbeitung eines
Formulierung von Produktentwicklungszielen Produkt-
Ableitung und Festlegung der Innovationsstrategie konzeptes
Im Rahmen der Neuproduktplanung vollzieht sich die Findung und Konzeption
der zukünftigen Produkte.171 Darüber hinaus werden hier auch wesentliche Cha-
rakteristika der Umsetzungsprozesse entscheidend geprägt. Demzufolge ist eine
Berücksichtigung entsprechender Umsetzungsprozesse im Rahmen der Neu-
produktplanung, die hier als Teil des Innovationsprozesses gesehen wird, zu for-
dern. Demzufolge schließt der Neuproduktplanungsprozess die Entwicklung ei-
nes Realisierungskonzeptes und Schnittstellenplanungen zur Forschung und
Entwicklung und zum Umsetzungsprozess mit ein. Eine solche Berücksichtigung
171 In der Produktplanung werden die grundlegenden Entscheidungen über das neue Produkt
getroffen. Hier werden ca. 70% der Qualität, ca. 60% der Kosten und ca. 80% der Termine festgelegt. Die Produktplanung ist damit weitgehend vorentscheidend für den ökonomi-schen Erfolg der Produktinnovation. Vgl. Dorbrandt, J., Fröhlich, J. , Schmelzer, H.-J., Schnopp, R. (1990): Ausgewählte Projektbeispiele zur Reduzierung der Entwicklungszeit. In: Reichwald, R., Schmelzer, H.-J. (1990): Durchlaufzeiten in der Entwicklung, München, S.38. Vgl. auch Essmann, V. (1995): Planung potenzialgerechter Produkte , S.23.

Entwicklung eines Produktkonzepts 239
von Umsetzungsprozessen bedeutet, dass die Veränderung der Produktentste-
hungsprozesse, die letztlich die materielle Realisierung des Produktes erst er-
möglichen, im Produktinnovationsprozess planungstechnisch erfasst werden.
Eine solche Prozessauffassung ermöglicht eine integrierte Planung von Produkt-
innovationsprozessen und Planungen die sich auf notwendige Veränderungen
der betroffenen Realisierungs- bzw. Produktentstehungsprozesse in der Wert-
schöpfungskette beziehen und erhöht damit den Erfolg von Produktinnovatio-
nen. Als Effekte dieser durchgängigen Verzahnung von Produkt- und Prozess-
planung sind insbesondere zu nennen:
Planung anforderungsgerechter Produkte,
Verkürzung des Produktentstehungszeitraums („time to market“),
Reduzierung der Produktentstehungskosten.
Durch eine frühzeitige Berücksichtigung der Umsetzungsprozesse erhöht sich
damit die Wahrscheinlichkeit einer anforderungsgerechten Umsetzung der Pro-
duktidee, im geforderten Realisierungszeitraum.
Die Gestaltung von Produkteigenschaften und Produktmerkmalen steht dabei in
einer untrennbaren Wechselbeziehung zur Planung der Prozesse im Lebenszyk-
lus eines Produktes. Oftmals werden durch die Variation von Produkteigenschaf-
ten resp. Produktmerkmalen gleich mehrere Prozesse oder ganze Prozessketten
beeinflusst bzw. ausgetauscht. Das in Abbildung 49 dargestellte Phasenmodell
des Innovationsprozesses berücksichtigt die Veränderung der Produktentste-
hungsprozesse und ermöglicht eine integrierte Planung von Produktinnovati-
onsprozessen und Planungen, die sich auf notwendige Veränderungen der be-
troffenen Realisierungs- und Produktentstehungsprozesse in der Wertschöp-
fungskette beziehen. Dies geschieht insbesondere durch die Erarbeitung eines
Realisierungskonzeptes und die Integration des Umsetzungsprogramms im In-
novationsprozess. In Abbildung 49 ist der Neuproduktplanungsprozess so dar-
gestellt, dass der Bezug der einzelnen Teilplanungen zum Innovationsprozess
sichtbar ist.

Entwicklung eines Produktkonzepts 240
Innovations-bedarf
Ideengenerierung Forschung / Entwicklung
Umsetzungs-programm
Diffusion Produktver-wertungsprozess
Erfassung des Anforderungs-
profiles
Planung der Produktidee
Formulierung von Entwicklungszielen
Produktkonzept Realisierungs-konzept
Festlegung der Entwicklungs-
strategie
Abbildung 49: Zusammenhang zwischen Produktinnovationsprozess und
Neuproduktplanungsprozess
Nach Abschluss der Planungsphase, die mit dem Realisierungskonzept endet,
beginnt die besonders aufwendige Realisierungsphase. Die Dauer dieser Phase
sowie auftretende Probleme und Umsetzungsschwierigkeiten werden durch die
Qualität der im Vorfeld erfolgten Planungsprozesse determiniert. Mit Erstellen
eines Realisierungskonzepts sind die Weichen für eine erfolgreiche Umsetzung
gestellt.
Im Folgenden werden die beiden wesentlichen Kernstufen im Prozess einer in-
tegrierten Produkt- und Umsetzungsplanung ausführlich dargestellt:
Ableitung eines Produktkonzepts,
Entwicklung eines Realisierungskonzepts.

Entwicklung eines Produktkonzepts 241
Dem in Abbildung 49 dargestellten und den Forschungsarbeiten zugrunde lie-
genden Phasenmodell folgend, umfasst die Neuproduktplanung die Erfassung
eines Innovationsbedarfs sowie im Kern alle Planungen die im Zusammenhang
mit den Prozessen der Ideengenerierung stehen. Dies sind insbesondere die
Planung der Produktidee, die Formulierung von Entwicklungszielen, die Ablei-
tung und Festlegung der Entwicklungsstrategie und die Erarbeitung eines Pro-
duktkonzepts. Auf diese Planungen soll im Weiteren näher eingegangen werden.
9.2 Ideengenerierung und –auswahl
Das Lösen von Problemen mittels Ideengenerierung, –bewertung, und –auswahl
findet auf jeder Iterationsstufe des Innovationsprozesses statt. Ausgehend von
einer Initialidee (Produktidee), die aus dem ermittelten Anforderungsprofil her-
aus erwächst, werden in späteren Phasen des Entwicklungsprozesses kreative
Lösungen bspw. bei der Formulierung von Entwicklungszielen, der Erstellung
des Produkt- und Realisierungskonzepts oder der konstruktiven Ausarbeitung
benötigt. Jede Phase des Entwicklungsprozesses bedarf demzufolge einer me-
thodischen Anleitung zur kreativen Problemlösung, deren Art und Umfang sich
nach Detaillierungsgrad und Entscheidungsspielraum des Entwicklungsfort-
schritts richtet.
Nach dem Prozess der Ideengewinnung können allgemein intuitiv-kreative und
systematisch-logische Verfahren unterschieden werden.172 Charakteristisch für
intuitiv-kreative Verfahren ist ein im Unterbewusstsein der Beteiligten ablaufen-
der Denkprozess, der von einer Idee zur anderen spontan und sprunghaft ver-
läuft. Als bekannteste Techniken dieser Vorgehensweise sind das Brainstorming
und die Synektik zu nennen. Im Gegensatz zu intuitiv-kreativen Verfahren beste-
hen die systematisch-logischen Verfahren in einer strukturierten und planmäßi-
gen Verknüpfung bzw. Veränderung einzelner Elemente. Wichtige Techniken
dieser Kategorie sind die Morphologische Methode und die Problemanalyse. Auf
eine nähere Untersuchung der unterschiedlichen Verfahren zur Ideengenerie-

Entwicklung eines Produktkonzepts 242
rung und kreativen Lösungsfindung soll an dieser Stelle verzichtet werden, da
diese Prozesse bereits mehrfach beschrieben sind.173
Hinsichtlich der Ideenauswahlprozesse, die auch als Screening bezeichnet wer-
den, können entsprechende Hilfsmittel, wie Checklisten und Punktbewertungs-
verfahren, ein systematisches Vorgehen unterstützen.174
9.3 Erfassung des Anforderungsprofils
Der Neuproduktplanung obliegt es, die Anforderungen an die Produktplanung
(hier Planung eines Fahrrades) gezielt zu erfassen, zu bündeln und hinsichtlich
ihrer Relevanz zu bewerten. Die Anforderungen an die Produktplanung ergeben
sich aus Ansprüchen der unterschiedlichsten Gruppen der Unternehmensum-
welt bzw. aus umweltbezogenen Ansprüchen des Unternehmens an sich selbst.
Ein Kernproblem der Forschungsarbeiten besteht insbesondere darin, Ansprü-
che bzw. Anspruchskombinationen zu identifizieren, die Entwicklungsschwer-
punkte bilden können.
Neben der Identifizierung von Ansprüchen, aus denen Entwicklungsschwerpunk-
te abgeleitet werden können, richtet sich das Interesse der Untersuchungen in
diesem Punkt darauf, wie ein qualifiziertes Ranking zwischen den einzelnen i-
dentifizierten Ansprüchen vorgenommen werden kann. Dies insbesondere aus
dem Grund, dass nicht alle Ansprüche Eingang in die Produktentwicklung finden
können. In diesem Zusammenhang finden moderne Scoring-Methoden, mit de-
nen multikriterielle Bewertungen unter Nutzung quantitativer und begrifflicher
Merkmale durchgeführt werden können.
Zur Beantwortung der Frage, wer Nachhaltigkeitsansprüche artikuliert, bzw. wor-
aus sich diese Ansprüche ergeben, waren insbesondere Ansprüche folgender
Anspruchsgruppen näher zu untersuchen:
172 Vgl. Scharf/ Schubert (2001), S. 106 sowie Schlicksupp, H. (2004), S 23ff. 173 Vgl. kurz und übersichtlich Scharf/Schubert (2001), S. 106-112

Entwicklung eines Produktkonzepts 243
Ansprüche des Marktes (Kunden- und Nutzeranforderungen),
Wettbewerber,
umweltrelevante Unternehmensziele sowie
Makro/Mikro-Links.
Ergebnisse diesbezüglicher Untersuchungen sind insbesondere im ersten Zwi-
schenbericht dargestellt.175
Bei der Generierung von Produktentwürfen sind nicht nur Ansprüche der unmit-
telbaren Nutzer zu beachten, sondern Ansprüche bzw. Einflüsse aus dem Unter-
nehmensumfeld (sog. Makro-Umfeld). Derartige Ansprüche werden als Mak-
ro/Mikro-Links bezeichnet. Zu beachten sind im Projekt insbesondere gesetzge-
berische Einflüsse, Entwicklungen in der Normung, technische Entwicklungs-
trends auf den Zulieferermärkten sowie allgemeine meinungsbildende Faktoren
wie bspw. Meinung von Verbänden, Fachgremien und Fachpresse. Ergebnisse
liegen insbesondere hinsichtlich:
rechtlicher Anforderungen (Verkehrssicherheit, Produktsicherheit, Pro-
duktverantwortung),
normierter Ansprüche des Staates wie Normen/ Richtlinien (nationale/ in-
ternationale),
politischer Leitlinien (z.B. Grundregeln der ökologischen Dimension der
Nachhaltigkeit wie bspw. Ansprüche des substainable development),
Ansprüche verschiedenster Verbände (Industrie, Handel, übergreif. Ver-
bände, Standesorganisationen etc.),
spezifischer umweltrelevanter Ansprüche (hier insbesondere Langlebigkeit
und Kreislauffähigkeit) sowie
Anforderungen der Funktionsbereiche der Unternehmungen, betriebsin-
ternen Anforderungen (z.B. Marketing, Konstruktion, Produktion etc.) vor.
174 Vgl. Scharf/ Schubert (2001), S. 110 175 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 8ff.

Entwicklung eines Produktkonzepts 244
Aus den erfassten Anforderungen wird ein Anforderungsprofil erstellt, das den
bestehenden Innovationsbedarf beschreibt und damit alle relevanten Anforde-
rungen unterschiedlichster Anspruchsträger internalisiert. Da das Anforderungs-
profil aus Sicht unterschiedlicher Interessen formuliert wird, ergeben sich
zwangsläufig konfliktäre Beziehungen.
Im Zusammenhang mit der Erstellung eines Anforderungsprofils ist insbesonde-
re zu beachten, dass auf Basis dieser Informationen Produktideen formuliert
werden müssen, d.h. Produkteigenschaften zu beschreiben sind. Demzufolge
führen Fehler in der Aufbereitung von Informationen über die Nachhaltigkeits-
ansprüche zu falsch ausgeprägten Produkteigenschaften. Dieser Schritt ist so-
wohl in der allgemeinen Produktentwicklung wie auch im vorliegenden speziel-
len Fall der nachhaltigen Produktinnovationen ein neuralgischer Punkt.
9.4 Planung der Produktidee
Kern jeder Neuproduktplanung ist die Entwicklung einer Produktidee. Nach dem
Verständnis von Produkten als Eigenschaftsbündel, bedeutet das Verwirklichen
der Produktidee demnach, Veränderungsprozesse hinsichtlich des Eigenschafts-
profils von Produkten. Das Anforderungsprofil ist Vorraussetzung für die Pla-
nung der Produktidee. Demnach hat die Ideenfindung in dieser Phase des Ent-
wicklungsprozesses insbesondere zum Ziel, möglichst viele Produktideen auf
Basis des Anforderungsprofils zu generieren, zu bewerten und auszuwählen.
Über die Produkteigenschaften wird also das Produkt aus Sicht relevanter An-
spruchsgruppen beschrieben. Die Ausprägung der Produkteigenschaften erfüllt
im Idealfall alle Ansprüche, die an das Produkt gerichtet werden.
Bezüglich der Projektzielsetzung erfolgt hier eine Erweiterung des bestehenden
Eigenschaftsprofils, repräsentiert durch das Referenzmodell, um die Nachhaltig-
keitseigenschaften „Langlebigkeit“ und „Kreislauffähigkeit“.
Für die weiteren Planungen zur Realisierung bzw. Umsetzung dieser Eigenschaf-
ten im Produkt, sind diese zunächst auf Merkmalsebene aufzulösen. Für beide

Entwicklung eines Produktkonzepts 245
Eigenschaften ist dies in Abbildung 50 dargestellt. Im Rahmen dieses Überfüh-
rungsprozesses von Eigenschafts- auf Merkmalsebene ist u.a. darauf zu achten,
das ein überschneidungs- sowie widerspruchsfreies Merkmalsprofil entsteht.
Dieser Schritt wird hier als Aufnahme des Soll-Objektes bezeichnet.
Schadstoffarme Materialien
Haltbarkeit
Korrosionsbeständigkeit
Zeitloses Design
Verfügbarkeit von Komponenten
Upgradinggerechte Komponenten und Verbindungent
Wartungs- und Instandhaltungsfreundlichkeit
Stoffliche/ energetische Verwertungsfähigkeit
Geringe Materialvielfalt pro Funktion
Geringer Materialeinsatz pro Funktion
Modularer Produktaufbau
Standardisierte Bauteile und Komponenten
Demontagefähigkeit
Identifizierbarkeit der Materialien
Gebrauchträderrücknahme/ Rücknahmesystem
Nac
hhal
tigke
itsei
gens
chaf
ten
Lang
lebi
gkei
tK
reis
lauf
fähi
gkei
t
Aufnahme des Soll-Objektes
• Formulierung eines neuen Eigenschafts-profils
• Ableitung des Merkmalsprofils
Aufnahme Soll-Objekt
Abbildung 50: Aufnahme des Soll-Objektes
Ein weiterer Schritt bei der Planung der Produktidee stellt die Aufnahme des Ist-
Objektes dar. Dabei ist das bestehende Eigenschaftsprofil zu erfassen und wie-
derum in ein Merkmalsprofil zu überführen. Dieser Schritt gestaltet sich in der
Praxis recht problematisch, da i.d.R. kaum oder teilweise keine Vorstellungen
über Eigenschafts- bzw. Merkmalsprofile der Produkte im Unternehmen beste-
hen. So musste auch im Rahmen des Projektes die Ermittlung des Eigenschafts-
und Merkmalsprofils für das Referenzmodell retrospektiv erfolgen. Diese retro-
spektive Ableitung des Merkmalsprofils erfolgte QFD-gestützt. Eine ausführliche
Darstellung dieser Vorgehensweise ist in Punkt 4 und 6.4 – erfolgt und ist an

Entwicklung eines Produktkonzepts 246
dieser Stelle durch Abbildung 51 und 52 nochmals zusammengefasst darge-
stellt.
Schutzbleche, Speichen Nirosta mit Spoiler, Verbindungselemente Nirosta,
Pulverlack
Speichenschutz, Kettenschutz, Schutzbleche, Schalt-/ Bremszughüllen
Gepäckträger
Beleuchtungsanlage gem. STVZO, Kabelführung im Rahmen, Rücklicht mit
Standlicht
Klingel, Ständer-Mittelbau, Trekking-Tourenbereifung
Herren- und Damenrahmen
TRE HiTen Rahmen, Aerotyp, Schraubensicherungen, Erfüllung von
relev. DIN-Normen
V-Brake, Alu silber
Gewicht 14,5 kg
Multifunktionslenker
Kundendienst, Garantie, Service
Farbauswahl, Bi-colour
Federgabel DNM, Federsattelstütze
SchaumstofflenkerüberzugKunststoffpedale (Non slip)
Shimano Acera Schaltwerk
Schutzvorrichtungen
Rahmengeometrie
Stoßabsorbierende Materialien
Gefederte Tragende Struktur
Lenkerergonomie
Schaltung
Gewicht
Rollwiderstand
Gepäckmitnahmevorrichtung
Gelände-/ Straßenausstattung
Bremsanlage
Beleuchtungsanlage
Qualitätskontrolle
Demontagefähigkeit
Modularer Produktaufbau
Korrosionsbeständigkeit
Haltbarkeit
Form- und Farbgebung
Merkmalsprofil(lösungsneutrale
Qualitätsmerkmale)
Ausstattungsdetails(Strukturstückliste)
Aufnahme des IST-Objektes I)
• Retrospektive Ermittlung des Merkmalsprofils
Abbildung 51: Aufnahme des Ist-Objektes (Teil I)
In Abbildung 51 ist die retrospektive Ermittlung lösungsneutraler Qualitäts-
merkmale auf Basis einer Strukturstückliste abgebildet. Abbildung 52 zeigt die
aus dem Merkmalsprofil vorgenommene rückwirkende Ableitung des Eigen-
schaftsprofils. Dieses Eigenschaftsprofil wurde im Rahmen verschiedener Pri-
märerhebungen sowie diesbezüglich evaluierter Anforderungsprofile nochmals
abgesichert.
Die Primärerhebungen wurden notwendig, da verwertbare Sekundärinformatio-
nen kaum vorlagen bzw. keine aussagekräftigen Informationen lieferten. Dieser
Sachverhalt zeigt nochmals deutlich, wie gering das Wissen bzw. die Datenlage
bzgl. in Unternehmungen produzierter Güter/ Produkte hinsichtlich deren Ei-
genschaften bzw. aus Sicht der verschiedenen Anspruchsgruppen zu erfüllenden

Entwicklung eines Produktkonzepts 247
Anforderungen in der Praxis ist. Diese z.T. mangelhafte Informationsbasis macht
sich insbesondere bei der Planung neuer Produkte negativ bemerkbar. Ein
Zugriff auf produktspezifische Informationen der Vorgängergeneration zur Pla-
nung neuer Produkte ist teilweise praktisch unmöglich. Dies wirkt sich u.a. nega-
tiv auf die Planungszeiträume von Neuprodukten aus und ist oft der Grund für
verspätete Markteinführungen (time-to-market) sowie nicht anforderungsgerech-
ter Produkte.
Schutzvorrichtungen
Rahmengeometrie
Stoßabsorbierende Materialien
Gefederte Tragende Struktur
Lenkerergonomie
Schaltung
Gewicht
Rollwiderstand
Gepäckmitnahmevorrichtung
Gelände-/ Straßenausstattung
Bremsanlage
Beleuchtungsanlage
Qualitätskontrolle
Demontagefähigkeit
Modularer Produktaufbau
Korrosionsbeständigkeit
Haltbarkeit
Form- und Farbgebung
Merkmalsprofil
Alltagstauglichkeit
Sicherheit
Fahrkomfort
Ansprechendes Äußeres
Portabilität
Leichtläufigkeit
Reparaturfreundlichkeit
Geringer Wartungs- und Pflegeaufwand
Eigenschaftsprofil Anforderungsprofil
Keine außerplanmäßigen Wartungsarbeiten
Geringe Pflegeintensität, bspw. nach Regenfahrt keine Trocknung des Fahrrades durch den Benutzer nötig
Leichte Bedienung und Einstellungen
Fahrrad eignet sich für den Gebrauch auf öffentlichen Strassen
Transportmöglichkeiten
Diebstahlsicherheit
Das Tourenrad muss im leichten Geländeeinsatz sicher zu beherrschen sein.
n.n.
Absicherung
Absicherung
Ableitung
Ableitung
Aufnahme des IST-Objektes II): Ableitung und Absicherung des Eigenschaftsprofils
Aufnahme Ist-Objekt
Abbildung 52: Aufnahme des Ist-Objektes (Teil II)
Durch die Operationalisierung prognostizierter Ansprüche an das Produkt mit-
tels Eigenschafts- bzw. Merkmalsprofil sowie die Ermittlung des Eigenschafts-
bzw. Merkmalsprofil der Ausgangsgeneration (Referenzmodell), kann überprüft
werden, inwieweit die aktuellen Produkteigenschaften prognostizierte Ansprüche
erfüllen. Basierend auf diesem Abgleich können Entwicklungspotenziale für die
jeweiligen Produktmerkmale aufgezeigt werden bzw. Entwicklungsziele definiert
werden. Ergebnisse hierzu sind im folgenden Abschnitt dargestellt.

Entwicklung eines Produktkonzepts 248
9.5 Formulierung von Entwicklungszielen
Die hier vorgestellte Vorgehensweise zum merkmalsbezogenen Soll-Ist-Abgleich
unterscheidet sich von der im zweiten Zwischenbericht176 vorgestellten Vorge-
hensweise. Nach eingehender Prüfung der dort vorgestellten Vorgehensweise
erwies es sich als geeigneter, im Sinne einer Komplexitätsreduktion, vor der Er-
mittlung der Zielbeziehungen177 eine Analyse der Merkmalsausprägungen der
unter Nachhaltigkeitsgesichtspunkten fokussierten Merkmale im gegebenen
Produktentwurf vorzunehmen. Diesbezüglich ergibt sich als Vorteil für die im
Anschluss durchzuführenden Ermittlung der Zielbeziehungen, statt der recht
allgemeinen Fragestellung „Welchen Einfluss hat die Ausprägung des neuen
Merkmals auf das traditionelle Merkmal?“ recht präzise, durch die vorherige Er-
mittlung der Entwicklungsrichtung, fragen zu können, „Welchen Einfluss hat eine
stärkere resp. schwächere Ausprägung der fokussierten Merkmale?“ Die im
Rahmen der Ermittlung der Zielbeziehungen im Abschnitt 8.6.1 durchgeführte
Ermittlung von Merkmalsüberschneidungen findet demnach bereits im Rahmen
der Stärken-Schwächen-Analyse statt. Im Folgenden erfolgt eine Darstellung der
überarbeiteten Vorgehensweise zur Formulierung von Entwicklungszielen.
Der merkmalsbezogene Soll-Ist-Abgleich erfolgt zwischen den Merkmalsprofilen
der Soll- und Ist-Objekte. Diesbezüglich ist in einem ersten Schritt eine Analyse
der Merkmalsausprägungen der neuen Merkmale im Produktentwurf durchge-
führt. Hierbei kann eine Stärken-Schwächen-Analyse methodische Hilfestellung
leisten.178
Die Stärken-Schwächen-Analyse ist im ursprünglichen Sinne eine Untersu-
chungsmethode, mit der ein Unternehmen einzelne Geschäftsfelder nach ihren
jeweiligen Stärken oder Schwächen im Vergleich zur Konkurrenz bewerten und
176 Berichtszeitraum vom 01.07.2003 bis 31.12.2003 177 siehe Abschnitt 7.6 im Zwischenbericht (Berichtszeitraum vom 01.07.2003 bis
31.12.2003) 178 Vgl. Brockhoff, K. (1999), S. 134ff.

Entwicklung eines Produktkonzepts 249
Methoden zur Verbesserung der Situation ausarbeiten kann.179 Sie ist weiterhin
ein strategisch orientierter Anwendungsfall der Sekundärmarktforschung. Unter-
schieden werden eindimensionale sowie zwei- oder mehrdimensionale Verfah-
ren. Jede Form der Stärken-Schwächen-Analyse ist immer eine subjektive Unter-
suchung und Grundlage für strategische Überlegungen. Ausgangspunkt ist häu-
fig ein Vergleich einzelner Kriterien mit dem Marktdurchschnitt bzw. einem aus-
gewählten Konkurrenten (meist dem Hauptmitbewerber). Die Auswahl der Krite-
rien ist hierbei wiederum subjektiv und muss, wie auch die Bewertung, ehrlich
und selbstkritisch sein, um aussagekräftige Ergebnisse zu erzielen. Die Erhebung
der Daten kann betriebsintern oder extern erfolgen.
Für die interne Datenerhebung spricht die zumeist genaue Detailkenntnis der
Befragten, welche die Stärken bzw. Schwächen des Unternehmens vermutlich
besser kennen als Außenstehende. Nachteilig kann sich aber die vermutlich vor-
handene Betriebsblindheit auswirken.
Für eine externe Datenerhebung spricht die mit Sicherheit objektivere Einschät-
zung ohne die Gefahr der Betriebsblindheit. Die Datenerhebung kann hierbei
durch Kundenbefragung oder Panel erfolgen. Kritisch anzumerken sind jedoch
Gefahren, die sich aus der Unkenntnis des Unternehmens oder durch Vorurteile
ergeben.
Bezogen auf die Formulierung von Entwicklungszielen kann die Stärken-
Schwächen-Analyse dergestalt Anwendung finden, dass statt der Gegenüberstel-
lung einzelner Geschäftsfelder im Vergleich mit Konkurrenten hier eine Gegen-
überstellung der identifizierten Soll-Merkmale bzgl. des Produktentwurfs erfolgt.
Diesbezüglich erfolgt eine Gegenüberstellung des erarbeiteten Produktkonzepts
mit dem bestehenden Produktentwurf. Da es sich bei dem erstellten Produkt-
konzept insbesondere um eine Erweiterung des gegebenen Produktentwurfs um
nachhaltigkeitsbezogene Produkteigenschaften handelt, genügt an dieser Stelle
eine Bewertung der unter Nachhaltigkeitsgesichtspunkten auszuprägenden
179 Vgl. Pleschak, F./Sabisch, H. (1996), S. 61

Entwicklung eines Produktkonzepts 250
Merkmale hinsichtlich deren Erfüllung im Produktentwurf. Diesbezüglich kann
eine Einordnung des Produktentwurfs bzgl. anzustrebender Merkmale vorge-
nommen werden. Die Analyse der Merkmalsausprägungen soll Schwachstellen
des Produktentwurfs bzgl. der neuen Merkmale aufdecken. Als grundlegende
Aussage liefert die vorgenommene Stärken-Schwächen-Analyse Aussagen dar-
über, ob Produktmerkmale grundsätzlich neu sind und damit entsprechend neu
zu entwickeln sind oder ob Produktmerkmale schon im Vorgängermodell ange-
legt sind. Ausgehend von der Analyse der Merkmalsausprägungen können bezo-
gen auf die Produktmerkmale Entwicklungsziele abgeleitet werden. Diesbezüg-
lich ist zu entscheiden, ob Produktmerkmale ggf. stärker auszuprägen sind, ob
die Stärke der Merkmalsausprägung beibehalten werden soll, oder ob ggf. eine
schwächere Merkmalsausprägung anzustreben ist. Hier ergibt sich das in Abbil-
dung 5 dargestellte Stärken-Schwächen-Profil.
Schadstoffarme Materialien
Haltbarkeit
Korrosionsbeständigkeit
Zeitloses Design
Verfügbarkeit von Komponenten
Upgradinggerechte Komponenten und Verbindungen
Wartungs- und Instandhaltungsfreundlichkeit
Stoffliche/ energetische Verwertungsfähigkeit
Geringe Materialvielfalt pro Funktion
Geringer Materialeinsatz pro Funktion
Modularer Produktaufbau
Standardisierte Bauteile und Komponenten
Demontagefähigkeit
Identifizierbarkeit der Materialien
Gebrauchträderrücknahme/ Rücknahmesystem
Merkmale Soll-/ Ist der Merkmalsausprägung
Sehr gut/ Stark
Schlecht/ schwach
Ist-Ausprägung Soll-Ausprägung Entwicklungsrichtung
Abbildung 53: Merkmalsbezogener Soll-Ist-Vergleich

Entwicklung eines Produktkonzepts 251
Durch die ordinale Einschätzung der Merkmalsausprägung der erhobenen
Merkmale entsteht ein Stärken-Schwächen-Profil, das die Potenziale und den
Verbesserungsbedarf für die Produktentwicklung abbildet. Die in Abbildung 53
ersichtliche Richtung der Pfeile gibt die Entwicklungsrichtung und damit die Ent-
wicklungsziele an. Die Länge der Pfeile repräsentiert dabei den Umfang des
merkmalsbezogenen Handlungsbedarfs.
Nach erfolgter Ableitung des merkmalsbezogenen Handlungsbedarfs sind in ei-
nem weiteren Schritt die Auswirkungen der angestrebten Entwicklungsrichtung
(bzgl. der „neuen“ Merkmale) auf die traditionellen Merkmale zu bestimmen.
Diesbezüglich findet die QFD-gestützte Zielbeziehungsmatrix Abschnitt 8.6 An-
wendung.
Die formulierten Entwicklungsziele liefern bis hierhin jedoch noch keine Aussage
bzgl. der dadurch betroffenen Handlungsfelder. Aussagen hierüber werden erst
im Rahmen des Realisierungskonzepts mit der Bildung der Requirements ge-
troffen, die sich auf konkrete Handlungsfelder beziehen.
9.6 Festlegung der Entwicklungsstrategie
Wie im ersten Zwischenbericht bereits ausgeführt, besteht ein wesentliches
Problem jeder Planung von Produktinnovationsprozessen darin, zu formulieren,
welche Entwicklungsstrategie grundsätzlich verfolgt werden soll.
Mit der Wahl der Entwicklungsstrategie werden die Breite und die Tiefe des be-
trieblichen Innovationsprozesses festgelegt. Konkret bedeutet dies, dass auf Ba-
sis der Informationen aus der Planung der Produktidee und der Festlegung der
Entwicklungsziele die prinzipielle Entwicklungsrichtung hinsichtlich des Produkt-
konzeptes (Breite) und des dahinter stehenden Realisierungskonzeptes (Tiefe)
formuliert wird.
Ohne die Festlegung der grundsätzlichen strategischen Linie muss die Neupro-
duktplanung grundsätzlich versagen.

Entwicklung eines Produktkonzepts 252
In Anlehnung an Vermeulen et. al. unterscheiden Rocha/Brezet bezogen auf
Produktinnovationen vier Strategietypen:180
1) Produktverbesserungen: Kontinuierlich erfolgende Verbesserungen be-
stehender Produkte.
2) Produktredesign: Geringe Veränderungen am ansonsten unverändert
bleibenden Produkt bzw. Neuentwicklungen auf Komponentenebene.181
3) Funktionsinnovation: Neugestaltung der Funktionserfüllung durch neue
Produkte.182
4) Systeminnovation: Neugestaltung von Bedarfsfeldern einschließlich der
Berücksichtigung sozialer, organisatorischer und institutioneller Aspek-
te.183
Die genannten Strategietypen unterscheiden sich sowohl hinsichtlich ihrer öko-
logischen Entlastungswirkungen als auch hinsichtlich der Innovationshöhe. All-
gemein kann davon ausgegangen werden, dass sowohl Innovationshöhe wie
auch Entlastungswirkungen von 1) nach 4) zunehmen. Dies bedeutet, dass ins-
besondere im Hinblick auf die Anforderungen des nachhaltigen Wirtschaften
Funktions- und Systeminnovationen ein besonderes Potenzial aufweisen. Aller-
dings – und dies insbesondere vor dem Hintergrund der zeitlichen sowie markt-
lichen Umsetzung entsprechender Strategien – können auch Produktverbesse-
rungs- und Produkt-Re-Design-Strategien erhebliche Umweltentlastungspotenzi-
ale, bei vergleichsweise niedrigerem Flop-Risiko, leisten.
Die planungsseitigen Unterschiede zwischen den Innovationstypen liegen nicht
so sehr im planungsmethodischen Bereich, sondern vielmehr in folgenden
Merkmalen:
180 Vgl. Vermeulen, W.J.V. et. al. (1996) sowie Rocha, C./Brezet, H (1999) so zitiert in Rubik, F.
(2002), S. 41. 181 Beispiele sind drei-Liter Motoren bei herkömmlichen PKW´s 182 Beispiele sind miniaturisierte Leichtfahrzeuge mit Hybridmotor und Solarzellen

Entwicklung eines Produktkonzepts 253
Die Innovationstypen unterscheiden sich hinsichtlich der Komplexität der
zu erfassenden Ansprüche an das Produkt und den daraus quantitativ zu
formulierenden Entwicklungszielen.
Die Innovationstypen unterscheiden sich durch einen unterschiedlich
komplexen Innovations- und damit Produktentwicklungsprozess.
Die Frage der Strategiewahl richtet sich demnach insbesondere nach folgenden
Bestimmungsfaktoren:
Produkt bzw. seiner bedürfnisorientierten Funktion,
Marktbedürfnissen und -gegebenheiten, sowie umweltpolitische Maß-
nahmen (Makro-Mikro-Links)
technologischen Entwicklung,
Unternehmenspotenzialen, insbesondere vor dem Hintergrund der Wir-
kungen entsprechender Strategien auf die Produktentstehungsprozesse,
Zeithorizont der Umsetzung sowie der
erzielbaren Breitenwirkung.
Die unterscheidbaren Strategietypen wurden bereits im ersten Zwischenbericht
dargestellt und sind an dieser Stelle nochmals hinsichtlich ihrer Wirkungen auf
das Produkt sowie auf die Produktentstehungsprozesse zusammengefasst in
Abbildung 54 ersichtlich.
183 Beispiele sind zentrale Mailboxen, die dezentrale Anrufbeantworter ersetzten (Vorbild:
Mailbox der Mobiltelefonie)

Entwicklung eines Produktkonzepts 254
langfristigmittel-bis langfristigkurzfristigZeithorizont der
Umsetzung
• Neuer Produkt-entstehungspro-zess
• neue Wert-schöpfungskette
• Produktenstehungs-prozesse / Wert-schöpfungskette wird hinterfragt (Prozess-Re-Design)
• Produktensteh-ungsprozesse / Wertschöpfungskette im Wesentl-ichen stabil
Wirkung auf Produkt-
entstehung
• Neugestaltung von Bedarfs-feldern, ein-schließlich sozialer, organi-satorischer und institutioneller Aspekte
• Prinzipiell neues Merkmalsprofil
• Neugestaltung der Funktions-erfüllung durch neue Produkte (Funktions-prinzipienwerden hinterfragt)
• Gesamteigen-schafts- und Merkmals-profil/ werden hinterfragt
• Verbesserung einzelner Produkt-eigenschaften;
• Eigenschaftsprofil und Funktions-prinzipien bleiben im Wesentlichen erhalten
Wirkung auf „System Produkt“
• grundsätzlich neue/ erweiterte Produktnutzungs-strategie
• Produktnutzungs-strategie wird verändert
• Produktnutzungsstrategie gegebenProdukt-nutzungs-strategie
MarktinnovationInnovations-typ
System-innovation
Funktions-innovationen
Produkt-Re-Design
Produkt-verbesserung
Merkmale
Entwicklungsstrategien
Abbildung 54: Entwicklungsstrategien und wesentliche
Merkmalsausprägungen
Die Forschungsarbeiten konzentrieren sich wie den Ausführungen der Projekt-
skizze zu entnehmen ist, schwerpunktmäßig auf das „ökologische“ Re-Design
von Produkten. Das Re-Design ist eine Innovationsstrategie, die sich auf traditio-
nelle Produkte bezieht, d.h. auf Produkte, bei denen eine bestimmte Nutzungs-
strategie der Vorgängergeneration auch für die Nachfolgegeneration als gegeben
angesehen wird. Im Gegensatz hierzu sind für Systeminnovationen in aller Regel
deutlich veränderte Produktnutzungsstrategien kennzeichnend. Das Merkmal,
der im Grunde genommen weiterverfolgten Produktnutzungsstrategie, teilt das
Re-Design mit der Produktverbesserung. Im Unterschied zur Produktverbesse-
rung, bedeutet das Re-Design, dass das Gesamtprodukt und alle Nutzungsei-
genschaften sowie dahinter stehende Produktmerkmale, Funktionsprinzipien
und damit insbesondere auch die Produktentstehungsprozesse sowie die Wert-
schöpfungs- und Akteurskette prinzipiell hinterfragt und neu gestaltet werden.

Entwicklung eines Produktkonzepts 255
Eine solche Strategie eröffnet im Allgemeinen ein deutlich höheres Innovations-
potenzial als Produktverbesserungen.
Die im Rahmen der Forschungsarbeiten erfolgte Konzentration auf das Re-
Design, geschieht insbesondere aus dem Grunde, dass unserer Auffassung nach
davon ausgegangen werden kann, dass unsere Produktwelt in überschaubaren
Zeiträumen (etwa in den nächsten 15 Jahren) und unter Berücksichtigung der
Dynamik aller derzeitigen bzw. absehbaren Veränderungsprozesse weiterhin
stark durch „traditionelle Produkte“ (im oben genannten Sinn) geprägt sein
wird. Dies bedeutet, dass die im genannten Zeitraum wahrscheinlich auf den
Markt und damit zur Nutzung gelangenden Produktgenerationen sich aller
Wahrscheinlichkeit nach, in ihrer Mehrzahl, im Hinblick auf die Nutzungsstrate-
gien nicht wesentlich von ihren Vorgängergenerationen unterscheiden.
Sollen also ökologische Entlastungswirkungen, die auf Produktinnovationen be-
ruhen, in überschaubaren Zeithorizonten eintreten und in möglichst großer Brei-
te, dann muss im Hinblick auf realisierbare Lösungen genau an diesem Punkt
angesetzt werden. Das Produkt-Re-Design ermöglicht vergleichsweise hohe
ökologische Entlastungswirkungen, in vergleichsweise kurzen Zeiträumen.
Das Produkt-Re-Design und die damit verbundenen Prozesse der Neuprodukt-
planung sollten allerdings so „ausgerichtet“ sein, dass die Schnittstellen zu Sys-
tem- und Funktionsinnovationen offen bleiben. Dies bedeutet, dass diese
Schnittstellen im Prozess der Neuproduktplanung – auch wenn dieser hier vor-
nehmlich auf ein Produkt-Re-Design ausgerichtet ist – explizit berücksichtigt
werden. Bezüglich eines Produkt-Re-Designs bei Fahrrädern wären beispielswei-
se Ansätze von Systeminnovationen zu berücksichtigen, wie sie sich aus Vorstel-
lungen zum „Radverkehr als System“184 ergeben.
Jede Innovation hat unabhängig vom Typ, Auswirkungen auf das Design der
Produktentstehung. Die Unterschiede zwischen den hier angesprochenen Ent-
wicklungsstrategien bestehen insbesondere in der Art und Intensität dieser Wir-
184 Radverkehr als System – Fahrradfreundliche Stadt; nach Planungsbüro Südstadt im Be-
richt der Bundesregierung über die Situation des Fahrradverkehrs, Bonn 1999.

Entwicklung eines Produktkonzepts 256
kungen. Produktverbesserungen führen zwar zu Veränderungen innerhalb be-
stimmter Produktionsstufen, haben aber in aller Regel kaum nachhaltige Aus-
wirkungen auf die Gesamtheit der Wertschöpfungs- bzw. Akteurskette. Beim
Produkt-Re-Design und bei Funktionsinnovationen ist dies anders. Diese beiden
Innovationstypen erfordern neben Veränderungen innerhalb bestimmter Pro-
duktionsstufen ein Re-Design der entsprechenden Wertschöpfungskette.
Systeminnovationen stellen vom Produktstatus her meist keine weitergeführte
Produktgeneration dar, sondern im Grunde ein neues Produkt mit fundamental
anderen oder erweiterten Nutzungsmöglichkeiten. Dies wiederum erfordert eine
originär neu gestaltete Wertschöpfungskette.
Bei den Forschungsarbeiten zum Produkt-Re-Design sind also Ergebnisse zum
Re-Design von Wertschöpfungs- sowie Akteursketten im Allgemeinen zu erwar-
ten. Damit sind diese Ergebnisse nicht nur für das Produkt-Re-Design, sondern
auch für Funktionsinnovationen, aber auch für die Neugestaltung der Wert-
schöpfungsketten bei Systeminnovationen interessant. Das bedeutet dann einen
allgemeinen Erkenntniszuwachs im Hinblick auf die Neuproduktplanung unter
nachhaltigkeitsbezogenen Gesichtspunkten.
Ostendorf/Wolter haben die Eignung ökologischer Innovationen zur Schaffung
von Wettbewerbsvorteilen in der Automobilindustrie untersucht. In diesem Zu-
sammenhang wurde mittels Potenzialanalyse die Bedeutung ökologischer Inno-
vationen als zukünftiger Wettbewerbsfaktor und der mögliche Zeitpunkt der
Marktrelevanz untersucht. So hängt das Wettbewerbspotenzial einer ökologi-
schen Innovation insbesondere davon ab, inwieweit eine Artikulation von ent-
sprechenden Umweltschutzforderungen in der Gesellschaft und im Markt ihren
Niederschlag findet. Maßgeblich werden deshalb insbesondere zukünftige um-
weltrechtliche Bestimmungen sowie Preis und Leistung der Innovation über die
Wettbewerbsrelevanz bestimmen.185
185 Vgl. Ostendorf, R. J./ Wolter, F. (2004), S. 65

Entwicklung eines Produktkonzepts 257
Die im Weiteren, vor dem Hintergrund des im Rahmen der Projektzielstellung zu
erstellenden Modellfahrrads und dem damit klar vorgegebenen kurzfristigen
Zeithorizont hinsichtlich der Umsetzung aus den Nachhaltigkeitseigenschaften
„Langlebigkeit“ und „Kreislauffähigkeit“ ableitbarer Handlungsbedarfe, durchzu-
führenden Umsetzungsplanungen, beziehen sich insbesondere auf Aktivitäten
mit entsprechenden Auswirkungen auf die Gesamtheit der Wertschöpfungs- so-
wie Akteurskette, die sich unterhalb der eingangs beschriebenen Re-Design-
Strategie vollziehen. D.h. dass hinsichtlich einer kurzfristigen physischen Umset-
zung der Projektergebnisse durch ein Modellfahrrad die Entwicklungsstrategie
der Produktverbesserung verfolgt wird.
Der Wahl dieser Strategie liegt kein methodisches Problem zu Grunde, sondern
resultiert lediglich aus dem Problem der kurzfristigen Projektumsetzung.
Vor dem Hintergrund einer kurzfristigen Umsetzung von Entwicklungszielen wird
daher vorerst eine geringere Innovationshöhe verwirklicht. Allerdings sind pla-
nungsmethodisch die mit der Neuproduktplanung verbundenen Prozesse so
angelegt, dass Schnittstellen insbesondere zu System- und Funktionsinnovatio-
nen grundsätzlich offen gestaltet sind. Darüber hinaus sind planungstechnisch
wesentliche Entwicklungsanforderungen hinsichtlich eines Produkt-Re-Designs
erfasst und dokumentiert, d.h. es bezieht sich lediglich die Umsetzungsplanung
auf die Entwicklungsstrategie der Produktverbesserung. Diesbezüglich wird in
Punkt 10 die Strategie der Produktverbesserung beispielhaft durchgeplant.
9.7 Ableitung des Produktkonzepts
Der Begriff des Produktkonzepts wird in der Literatur unterschiedlich verwendet.
Aus Sicht des Marketings wird das Produktkonzept beispielsweise als Umset-
zung der Produktidee in für den Konsumenten relevante Eigenschaften begrif-
fen.186 Diese marketingorientierte Sichtweise möchten wir hier nicht weiter ver-
wenden. Häufig wird der Begriff Produktkonzept auch synonym mit dem Begriff
186 Vgl. Scharf/Schubert (2001), S. 112-113

Entwicklung eines Produktkonzepts 258
der Produktidee verwendet.187 Ein zu entwickelndes Produktkonzept ist jedoch
nach unserer Auffassung nicht identisch mit der Produktidee, sondern dient de-
ren Operationalisierung, indem es das dafür erforderliche Leistungsbündel be-
schreibt. So sollte das Produktkonzept nach unserer Auffassung neben dem
herauszubildenden Merkmalsprofil vor allem folgendes enthalten:
d) Es sollte bereits die wesentlichen Leistungselemente und deren Zu-
sammenwirken beinhalten, die der Umsetzung der Produktidee (reprä-
sentiert durch die Merkmale) dienen,188 und wesentliche Züge der
physischen Gestalt erkennen lassen. Dies bedeutet, dass im techni-
schen Sinn lösungsneutrale Funktionalqualitäten zu beschreiben sind.
Zur Strukturierung des Produktkonzepts kann ein Produktbegriff Ver-
wendung finden, der das Produkt als Leistungsbündel189 interpretiert.
Das Produkt besteht demnach aus:
- dem Produktkern, als materieller Träger der technischen Grund-
funktionen (Funktionssystem Produkt),
- dem Produktäußeren (Verpackung) und
- immateriellen Zusatzleistungen (value-added-Leistungen).
Das Zusammenwirken dieser Teile im Leistungsbündel ermöglicht als
System eine Leistungsabgabe, die dem gewünschten Eigenschaftsprofil
und letztlich dem ermittelten Anforderungsprofil entsprechen sollte.
e) Darüber hinaus stellt das Produktkonzept eine „Brücke“ zur Realisie-
rung des zukünftigen Produktes dar.190 D.h. aus dem Produktkonzept
heraus müssen definierte Anforderungen an die Forschung und Ent-
wicklung sowie vermittelt über das Realisierungskonzept, Anforderun-
gen an die Entwicklung des Umsetzungsprogramms formuliert werden.
187 Vgl. Runzheimer (1999), S 96 188 Vgl. (o.V.) 1995, S. 263, hier zitiert durch Sabel (1995) 189 Der Gedanke wurde entwickelt von: Engelhardt/Kleinaltenkamp/Reckenfelderbäumer
(1993), S. 398ff. 190 Vgl. dazu z.B. Abbildung: König/Völker 2002, S. 71.

Entwicklung eines Produktkonzepts 259
Diese bilden dann die Voraussetzung für die Formulierung von Pflich-
tenheften,191 die Planung des technischen Forschungs- und Entwick-
lungsprozesses (siehe hierzu Abbildung 3) und die Planung der Um-
setzungsprozesse.
f) Das Produktkonzept schließt weiterhin einen Konzepttest ein. Das Pro-
duktkonzept ist daher so zu formulieren, dass auf seiner Basis ein
Konzepttest vorgenommen werden kann. Im vorliegenden Projekt ist
ein Konzepttest im eigentlichen Sinne nicht erforderlich, da das Eigen-
schaftsprofil eines erfolgreichen Produktes „nur“ erweitert werden soll.
Hier ist es nur erforderlich, zu überprüfen, ob durch das hinzutreten
oder die stärkere Ausprägung neuer Eigenschaften das ursprüngliche
Profil nicht nachhaltig negativ tangiert wird.
Während im Produktkonzept Planungen zum „Leistungssystems“ Produkt erfol-
gen, werden im Realisierungskonzept die konzeptionellen Grundlagen für die
Eckpunkte zur Realisierung des Produktkonzepts durch die verschiedensten
Produktentstehungsprozesse erarbeitet. Beides sollte im Zusammenhang be-
trachtet werden.
In Abbildung 55 sind die planungstechnischen Aktivitäten für die Erstellung ei-
nes Produktkonzeptes und darüber hinaus der Zusammenhang zum Realisie-
rungskonzept überblicksweise dargestellt. In diesem Abschnitt werden die dar-
gestellten planungsmethodischen Aktivitäten zur Erstellung eines Produktkon-
zeptes zusammenfassend dargestellt. Auf Basis dieses Produktkonzeptes wer-
den in Abschnitt 10 entsprechende Entwicklungsanforderungen an relevante
Handlungsfelder innerhalb des Realisierungskonzeptes definiert.
191 Vgl. Runzheimer (1999), S 96.

Entwicklung eines Produktkonzepts 260
Anforderungsprofil
• Erfassung des bestehenden Eigenschaftsprofils
• Ableitung des Merkmalsprofils
Aufnahme des Ist-Objektes Aufnahme des Soll-Objektes
• Formulierung eines neuen Eigenschafts-profil
• Ableitung des Merkmalsprofils
Ideenfindung/ Selektion
Merkmalsbezogener SOLL-IST-Abgleich
•Bewertung der Abweichungen
•Analyse und Lösung von Zielkonflikten
•Analyse der Stärke der Merkmalsausprägungen
Formulierung merkmalsbezogener Entwicklungsziele
Erfassung des Anforderungsprofils
Planung
der
Produktidee
Formulierung
von
Entwicklungszielen
Was soll bezogen auf ein Produktmerkmal erreicht werden? Auswirkungen einer (stärkeren) Ausprägung auf den Produktentwurf
mangelhaft
sehr gut
gut
befriedigend
verschlechtert neutral positivSt
and
der M
erkm
alsa
uspr
ägun
g
Produktverbesserung
Anforderungen an „System“ Produkt
Produkt-Re-Design Systeminnovation
Anforderungen an Produktentstehung
(Wertschöpfungskette)
• Bestehendes Eigenschafts-profil darf nicht negativ tangiert werden
• Kosten dürfen nicht wesentlich steigen
Formulierung von RequirementsHerunterbrechen merkmalsbezogener Entwicklungsziele in
Entwicklungsanforderungen, bezogen auf versch. Handlungsfelder
Produkt-normung
Material-auswahl
Fertigung Qualitäts-management
Techn. Service/ Komponentensortiment
Entwicklung/ Konstruktion
Vorlieferanten
Endhersteller
- eigene Herstellung
- nur Endmontage
Direktvertrieb
- Service
- Kundendienst
- Händlerschulung
- Reparaturdienst
- Ersatzteildienst
Großhandel
- techn. Service
- Kundendienst
- Reparatur, etc.
FEH
- techn. Service
- Kundendienst
- Reparatur, etc.-
Versandhandel
- Garantielstg.
- Vertragswerk-
statt, etc.
Baumärkte, etc.
-Garantielstg.
- Vertragswerk-
statt, etc.
Nutzung
- Kunde
- Sekundärnutzung
(SN) direkt
- SN-Internethandel
- SN-Großhandel
- SN-Facheinzelh.
- SN-Hersteller
Beseitigung
Recycling
- zentral
- dezentral
- Staat
- Bundesl.
- Vorlieferer
- Hersteller
- etc.
Komponenten-aufarbeitung
Lieferant Rahmen
Lieferant Gabeln
Lieferant Elektrik / Zubehör
Lieferant Felgen
Lieferant Sattel
Lieferant Achsen
Lieferant Tretlager
Lieferant Schaltung
Lieferant Bremsen
Beschaf-
fungslager
Vormontagen von
Baugruppen
Produktions-lager
Auftrags-eingang
Endmontage des
Fahrrades
Vertrieb über:
Fahrradhersteller
Großhandel, Baumärkte,
Versandhandel, bis Listenplatz 36 aus Top 100, 60 Mio.
Umsatz
„restliche Kunden“: (FEH,FGH), bis
Listenplatz 100, 5 Mio. Umsatz
KUNDESekundärnutzung
Entsorgung: Hersteller, Kunde,
Staat, etc.
Planungen hinsichtlich der Veränderungen in Wertschöpfungs- und Akteurskette
Produktkonzept
Festlegung der
Entwicklungs-strategie
Fahrrad
n.n.Lenken Bremsen
Fortbewegung
Lenker Lenker-vorbau Gabel
Produktkern
Produktperipherie
Realisierungs-konzept
Entwicklung
Beschaffungs-markt
Absatz-markt
Versorgung
Auftrags-durchlauf
Produktions-planung und -steuerung
Produktion Distribution
Bedarfs-ermittlung
Einkauf„physische“ Beschaffungs-logistik
Ku
nde
als
Au
ftra
gneh
mer
Ku
nde
als
Auf
trag
geb
er
Auftragsabwicklung
Entsorgung
Wiedereinsatz Aufbereitung Redistribution
Abbildung 55: Produkt- und Realisierungskonzept im Kontext der
Neuproduktplanung

Entwicklung eines Produktkonzepts 261
Durch die in den vorangegangenen Ausführungen geschilderte Vorgehensweise
entsteht ein relativ fein gestaltetes Produktkonzept mit produktmerkmalsbezo-
gen abgeleiteten Handlungsbedarf bzw. Handlungsempfehlungen (siehe Abbil-
dung 56).
Der hier aufgezeigte Handlungsbedarf muss in unmittelbarem Zusammenhang
mit der unternehmensseitig angestrebten Entwicklungsstrategie gesehen wer-
den. Das bedeutet, dass bereits bei der Generierung und Auswahl von Produkt-
ideen auf Basis der ermittelten Anforderungsprofile sowie der anschließenden
Formulierung von produktmerkmalsbezogenen Entwicklungszielen die anvisierte
Entwicklungsstrategie zu berücksichtigen ist. Für den Erfolg der Strategie ist es
erforderlich, den originären Produktnutzen und den Preis nicht zu vernachlässi-
gen, da eine einseitige Ökologieorientierung für große Käuferschichten (dies ins-
besondere in Massenmärkten) kaum einen hinreichenden Anreiz bieten wird.192
Vielmehr ist es zeitweise erforderlich, den ökologischen Nutzen konstant zu hal-
ten und nur Fortschritte in den anderen Dimensionen zu generieren. Ein weite-
res Anforderungsmerkmal ist die strikte Ertragsorientierung, um ein dauerhaftes
Überleben am Markt zu sichern.
Die im Rahmen des Produktkonzeptes festgelegten produktmerkmalsbezogenen
Entwicklungsziele sind im Rahmen der Realisationsplanung durch Erstellung
eines Realisierungskonzepts auf Möglichkeiten hinsichtlich einer anforderungs-
spezifischen Umsetzung hin zu prüfen. Dieses im Zuge der Produktkonzepter-
stellung entstandene Lastenheft ist demnach durch die Ableitung entsprechen-
der Entwicklungsanforderungen (Requirements) in ein entsprechendes Pflich-
tenheft zu überführen. Dies wird im Weiteren durch die Bildung von Require-
ments erfolgen.
192 Vgl. Ostendorf, R. J./ Wolter, F. (2004), S. 64

Entwicklung eines Produktkonzepts 262
• Verfügbarkeit von Komponenten• Gebrauchträderrücknahme/ Rücknahmesystem
Produktperipherie(value-added Leistungen)
Produktäußeres
Produktkern
• Form- und Farbgebung
• Schutzvorrichtungen• Rahmengeometrie• Stoßabsorbierende
Materialien• Gefederte Tragende
Struktur• Lenkerergonomie• Schaltung• Gewicht• Rollwiderstand• Gepäckmitnahme-
vorrichtung• Gelände-/
Straßenausstattung• Bremsanlage• Beleuchtungsanlage• Qualitätskontrolle
• Standardisierte Kompo-nenten und Verbindungen
• UpgradinggerechteKomponenten und Verbindungen
• Wartungs-/ Instandhaltungs-freundlichkeit
• Geringer Materialeinsatz pro Fkt.
• Geringe Materialintensität pro Fkt.
• Stoffliche/ energetische Verwertungsfähigkeit
• Identifizierbarkeit der Materialien
• Schadstoffarme Materialien
• Haltbarkeit• Korrosions-
beständigkeit• Modularer
Produktaufbau• Demontagefähigkeit
• Zeitloses Design
Produktkonzept (I) Traditionelle Merkmale Merkmalsüberschneidungen Neue Merkmale
Produktkonzept
Abbildung 56: Produktkonzept

Definition und Umsetzung produktkernbezogener Requirementkataloge 263
10. Definition und Umsetzung produktkernbezogener Requirementkataloge
10.1 Einführung
Das entwickelte Leistungsbündel muss im Rahmen der verschiedenen Produkt-
entstehungsprozesse umgesetzt werden. Dies führt zu Veränderungen innerhalb
der Produktentstehungsprozesse selbst und zu Veränderungen in den damit
verbundenen Wertschöpfungs- und Akteursketten.193
Die operative Planung dieser Umsetzungsprozesse und die Realisierung der
Umsetzung findet im Rahmen des Innovationsprozesses im Umsetzungspro-
gramm statt (siehe Abbildung 3). Das im Rahmen der Neuproduktplanung zu
erarbeitende Realisierungskonzept beinhaltet die wesentlichen Planvorgaben
und Anforderungen an die verschiedenen Produktentstehungsprozesse bzw.
Wertschöpfungsprozesse, und bildet damit den konzeptionellen Rahmen für das
Umsetzungsprogramm. Es beinhaltet aber auch Forschungs- und Entwicklungs-
anforderungen, welche die Entwicklung tangierter technischer Prozesse betref-
fen. Durch die Erarbeitung eines Realisierungskonzepts wird durch die Neupro-
duktplanung die Ausgangs geforderte Integration von Produkt- und Prozesspla-
nung bei betrieblichen Produktinnovationsprozessen gewährleistet. Mit dem Re-
alisierungskonzept endet die Neuproduktplanung.
Die weiteren Ausführungen beziehen sich auf die Erstellung eines Realisierungs-
konzepts auf Basis des im vorangegangenen Abschnitt ermittelten Produktkon-
zepts sowie der dargestellten Entwicklungsstrategie. Durch den Merkmalsbezug
implementieren bereits die Planungen im Rahmen des Produktkonzepts eben-
falls Planungen zum Umsetzungsprozess, wobei der Implementierungsumfang
von Schritt zu Schritt zunimmt und mit Erstellung des Realisierungskonzeptes,
welches Umsetzungsplanungen hinsichtlich der abgeleiteten Entwicklungsanfor-
derungen integriert, vollständig erfolgt.
193 Dies insbesondere in Abhängigkeit zur verfolgten Entwicklungsstrategie.

Definition und Umsetzung produktkernbezogener Requirementkataloge 264
10.2 Requirements als Instrument der Neuproduktplanung
Wie in den vorangegangenen Ausführungen deutlich geworden ist, bedeutet
Neuproduktplanung nicht nur die Planung von Produkteigenschaften oder
–merkmalen. Der Neuproduktplanungsprozess schließt die Planung entspre-
chender Handlungsstrategien und Maßnahmepakete ein, durch die Produktei-
genschaften erreicht werden können. Dieser Überführungsschritt erfolgt in der
Praxis oftmals intuitiv. Auch bei großer Erfahrung birgt eine intuitive Vorgehens-
weise ein erhöhtes Risiko bezüglich des Scheiterns von Produktinnovationen. Im
Hinblick auf nachhaltigkeitsbezogene Produkteigenschaften kann im Allgemei-
nen nicht auf ein entsprechendes Erfahrungswissen zurückgegriffen werden,
diesbezüglich verbietet sich eine solche intuitive Vorgehensweise von vornherein.
Aus planungstechnischer Sicht kann das angesprochene Überführungsproblem
durch die Bildung von Requirements (Entwicklungsanforderungen) bzw. von Re-
quirementkatalogen erreicht werden. Vorraussetzung für die Bildung von Requi-
rements ist eine eindeutige Beschreibung der zu realisierenden Produkteigen-
schaften durch Produktmerkmale bzw. Merkmalsträger (Systemkomponenten
und Gesamtsystem). In den Requirements werden Entwicklungsanforderungen
an verschiedene Handlungsfelder definiert, die das jeweilige Produktmerkmal
wesentlich prägen. Darüber hinaus können diesbezüglich Adressaten benannt
werden, die Einfluss auf diese Handlungsfelder haben.194 Requirements stellen
damit eine Verknüpfung zwischen produktmerkmalsbezogener Zielvorgabe und
handlungsfeldbezogener Zielebene dar bzw. das planungstechnische Hilfsmittel,
um den planungsmethodischen Schritt von der produktbezogenen Zielplanung
zu einer prozess- und potenzialbezogenen Zielplanung vollziehen zu können.195
Der Zusammenhang zwischen Entwicklungszielen und Requirements ist in Ab-
bildung 57 nochmals zusammengefasst dargestellt. Aus der Sicht des Design
gesehen, kann durch die Bildung von Requirements die Verknüpfung zwischen
Produkt- und Prozessdesign erreicht werden. Einen instrumentellen Lösungsan-
satz für das planungstechnische Problem der Überführung von Produktmerkma-
194 Vgl. dazu: Platz, J./Schmelzer, H.J. (1986), S. 100ff 195 Die Bildung von Requirements erleichtert zudem die Erarbeitung von Pflichtenheften.

Definition und Umsetzung produktkernbezogener Requirementkataloge 265
len in Requirements können z.B. die von Juran entwickelten generischen Pla-
nungsmatrizen, die einen zentralen Bestandteil des QFD sind, liefern.196
Requirementbildung
Prozess des „herunterbrechens“ der produktmerkmalsbezogenen Entwicklungsziele in Entwicklungsanforderungen (Requirements) die auf
verschiedene Handlungsfelder bezogen werden.
Requirementsbeschreiben die Entwicklungsanforderungen, die sich aus den
merkmalsbezogenen Entwicklungszielen für bestimmte Handlungsfelder ergeben.
Entwicklungszielebeschreiben, was bezogen auf ein
Produktmerkmal erreicht werden soll
Abbildung 57: Zusammenhang Entwicklungsziele und
Entwicklungsanforderungen
10.3 Ansatzpunkte zur Definition von Handlungsfeldern
Das Wort „Handlungsfeld“ ist recht weit zu verstehen. Es handelt sich im Grunde
genommen um Aktionsräume verschiedenster Art, in denen bestimmte Pro-
duktmerkmale in sehr unterschiedlicher Weise beeinflusst werden können. Die
Abgrenzung dieser Aktionsräume kennt an sich keine festen Regeln sondern
folgt nur dem Prinzip der möglichen Merkmalsbeeinflussung. Als praktikabel
dürfte es sich erweisen, die Handlungsfelder orientiert am Produktentstehungs-
prozess bzw. dem Produktlebenszyklus zu definieren und abzugrenzen. Inner-
halb dieser Aktionsräume werden dann die verschiedensten Entwicklungsanfor-
196 Vgl.Juran, J.M. (1993), S. 36

Definition und Umsetzung produktkernbezogener Requirementkataloge 266
derungen formuliert. In Abbildung 58 sind entsprechende Handlungsfelder bei-
spielhaft dargestellt.
Fertigung
QualitätsmanagementEntwicklung/Konstruktion
Produktnormung
Materialauswahl
Technischer Service/ Komponentensortiment
Kreislaufführung/ Entsorgung
Produkteigenschaften
Lösungsneutrale Qualitätsmerkmale
Abbildung 58: Handlungsfelder für die Bildung von Requirements (Beispiel)
10.3.1 Beschreibung des Handlungsfeldes „Materialauswahl“
Im Rahmen von Produktentwicklungen, insbesondere bei Produktinnovationen
spielt die Materialauswahl eine besonders wichtige Rolle. An eine erfolgsführen-
de Materialauswahl sind demnach verschiedene Anforderungen zu stellen:

Definition und Umsetzung produktkernbezogener Requirementkataloge 267
1) systematische Materialauswahl
Für die Entwicklung innovativer Produkte spielen leistungsfähige Materialien ei-
ne zunehmende Rolle. Um nicht schon zu Beginn der Produktentwicklung po-
tenziell bzw. optimal geeignete Materialien auszuschließen, soll die Auswahl
stets vorurteilsfrei möglichst aus der Gesamtheit aller denkbarer Materialien er-
folgen.197 Dabei sind auch Verbundmaterialien zu berücksichtigen.
Materialinnovationen sind nur möglich, wenn sich der Produktentwickler von
den bisherigen Materiallösungen gedanklich trennen kann und vorurteilsfrei bei
der Materialauswahl alle (Verbund-)Materialien in Betracht zieht. Unter
innovativen (Verbund-)Materiallösungen werden daher nicht nur alle
fortschrittlichen Lösungen mit neu auf den Markt gekommenen Materialien
verstanden. Auch Materiallösungen, die am Markt schon länger erhältlich sind,
für diese Anwendung jedoch noch nicht im Einsatz waren und eine optimale
Funktions- und Anforderungserfüllung (siehe erweitertes Anforderungsprofil)
versprechen bzw. erwarten lassen, können als innovativ angesehen werden.
Systematische Materialauswahl bedeutet daher die Auswahl aus möglichst allen
einsetzbaren Werkstoffgruppen (nicht nur auf eine Werkstoffgruppe begrenzt)
und deren (theoretisch denkbaren) Materialkombinationen zu
Verbundmaterialien. 2) entwicklungsbegleitende Materialauswahl
Damit möglichst frühzeitig die Voraussetzung zur Vermeidung von Fehlentwick-
lungen und zu einem optimalen Aufwand-Nutzen-Verhältnis in Forschung und
Entwicklung geschaffen werden können, müssen zu einem möglichst frühen
Zeitpunkt der Produktentwicklung Ergebnisse mit möglichst hoher Aussagesi-
cherheit zur Bewertung von Werkstofflösungen vorliegen.
197 Vgl. http://www.euromat-online.de/download_files/Methode.pdf (Stand 10.12.2004)

Definition und Umsetzung produktkernbezogener Requirementkataloge 268
3) Lebenswegbetrachtung
Neben der Ermittlung der technischen Eignung von Materialien (Materialaus-
wahl) ist der gesamte Lebensweg des Produktes zu betrachten und zu bewerten.
Vor dem Hintergrund einer zunehmenden Produktverantwortung für den Her-
steller sind neben Rohstoffgewinnung, Werkstoffherstellung und Produkt-
/Bauteilfertigung auch die Produkteigenschaften während der Nutzungsphase
sowie die Entsorgung interessant.
4) Minimierung von Entwicklungskosten
Insbesondere bei der Berücksichtigung eines erweiterten Anforderungsprofils
spielen die Entwicklungskosten eine entscheidende Rolle. Die Entwicklung von
Produkten, die beispielsweise verbesserte Langlebigkeits- und Kreislauffähig-
keitseigenschaften aufweisen, wird sich nur dann durchsetzen, wenn dies nicht
mit höheren Entwicklungskosten verbunden ist.
10.3.2 Weitere Ansatzpunkte zur Definition von Handlungsfeldern
Es soll nicht verkannt werden, dass die Requirementbildung im Rahmen des
Öko-Designs auf einige Schwierigkeiten stößt, weil zu wenig über die Zusam-
menhänge zwischen umweltrelevanten Produkteigenschaften bzw. –merkmalen
und deren Beeinflussungsmöglichkeiten auf verschiedenen Handlungsfeldern
bekannt ist. Der Vorteil der geschilderten Vorgehensweise ist aber, dass genau
definierte „Suchfelder“ entstehen, auf die sich notwendige F&E Arbeiten zum
genannten Zusammenhang konzentrieren können. Orientierungspunkte können
diesbezüglich verschiedene Aktivitäten im Normungsbereich bieten, die unter
dem Stichwort Design for Environment (DFE)198 initiiert worden sind. Unter DFE
wird im wesentlichen eine Sammlung von Handlungsmöglichkeiten verstanden,
die geeignet sind, öko-designgeprägte Produkteigenschaften hervorzubringen.199
198 Vgl. Atling, L./Legarth, J. (1983), insb. S. 570 199 Vgl. hierzu Zwischenbericht (Berichtszeitraum 01.01.2004-30.06.2004), S. 89ff. sowie Zwi-
schenbericht (Berichtszeitraum 01.05.2002-31.05.2003) S. 104ff.

Definition und Umsetzung produktkernbezogener Requirementkataloge 269
Derzeit gibt es seitens der ISO und des DIN Bestrebungen, einen entsprechen-
den Technical Report – d.h. ein erläuterndes Dokument unterhalb der Nor-
mungsschwelle, zu erarbeiten. Auch einige Werksnormen bieten hier Ansatz-
möglichkeiten.200
Zu beachten ist, dass Produkte in aller Regel das Resultat einer arbeitsteilig or-
ganisierten Akteurskette sind, die beschriebenen Handlungsfelder sind demzu-
folge nicht identisch mit bestimmten einzelnen Akteuren der Supply Chain.201
So werden Produkt- und Komponentenmerkmale im hohen Maße vom Vorliefe-
ranten geprägt und können auch nur durch ihn beeinflusst werden, vorrausge-
setzt es erfolgt keine Rückwärtsintegration. Ein konsequentes Öko-Design macht
diese Wertschöpfungs- und Akteurskette noch komplizierter bzw. kann zu gra-
vierenden Veränderungen führen. Beispielsweise dadurch, dass die Entsorgungs-
bzw. Kreislaufführungen in der Wertschöpfungskette mit zu berücksichtigen sind
und sich Veränderungen in der Gewährleistung ergeben. Der Hersteller kommt
zunehmend in eine umfassend formulierte Produktverantwortung. Im Rahmen
einer Neuentwicklung muss er deshalb möglichst geringe Öko-Nachteile über
die gesamte Wertschöpfungskette erreichen: von der Auswahl der Rohstoffe, ei-
ner sauberen Produktion, verringerter Schadstoffbelastungen während der Nut-
zungsphase bis hin zu einer möglichst späten und umweltgerechten Entsorgung.
Informationen bzgl. der Umweltwirkungen von Produkten und Komponenten
sind zur Zeit auf dem Markt überhaupt nicht vorhanden.202 So wissen auch in-
dustrielle Einkäufer derzeit wenig über vorgelagerte Stufen ihrer Produkte. Dies
liegt insbesondere an der Zahl der Einbauteile und der unzulänglichen Datenla-
ge.
200 z.B. Siemens: SN36350-1, BMW: BMW/S 11339.0, Ford: Ford World Wide Requirements
System: CCR 201 Vgl. hierzu Abbildung 13 sowie Abbildung 14 202 Hopfenbeck, W. (2001), S. 156

Definition und Umsetzung produktkernbezogener Requirementkataloge 270
Um dieser Problematik gezielt zu begegnen entwickeln sich Akteurskooperatio-
nen, welche zunehmend als Katalysator von umweltorientierten Innovationspro-
zessen gesehen werden.203 Allerdings sind kooperativ gestaltete Innovationspro-
zesse nicht per se zielführend und erfolgreich. Erfolge hängen vielmehr ent-
scheidend von der Vorbereitung (Planung), der Motivation und der Zusammen-
setzung der Akteure ab. Eine Kette kann beispielsweise aus einem großen Fahr-
radhersteller wie der MIFA, kleinen und großen Komponentenlieferanten aus
Fernost und Deutschland bestehen. Insbesondere kann die Verantwortung zur
Vermeidung von Umweltbelastungen durch Produkte nicht allein im Verantwor-
tungsbereich eines einzelnen Akteurs liegen. Dieser ist abhängig von sehr unter-
schiedlichen Akteuren, die an der Herstellung, dem Vertrieb, dem Gebrauch und
der Entsorgung von Produkten beteiligt sind.
Ähnliches gilt für einen meist völlig veränderten Stellenwert des Qualitätsmana-
gements (hier insbesondere im Bereich der Qualitätsplanung), der Ersatzteilbe-
reitstellung, des technischen Service, der Entwicklungszusammenarbeit mit Lie-
feranten und dem Handel und veränderten Distributionspfade. Demzufolge
muss also eine Trennung zwischen dem Handlungsfeld und dem Akteur, der
letztlich Einfluss auf dieses Handlungsfeld hat, erfolgen.
Dies erfordert eine genaue Beschreibung und Untersuchung der Wert-
schöpfungs- und Akteurskette. Zum einen um eine adressatengenaue Zuweisung
von Entwicklungsanforderungen an die Produkt- und Komponentenmerkmale
vornehmen zu können, zum anderen um im Verlaufe der Neuproduktplanung
durch Variantenvergleiche feststellen zu können, wie zweckmäßig Designs der
eigenen Prozesskette/ der Wertschöpfungskette aussehen könnten bzw. welche
Veränderungen hier notwendig sind.
203 Ebinger, F. (2001), S. 75ff

Definition und Umsetzung produktkernbezogener Requirementkataloge 271
Vorlieferanten
Endhersteller
- eigene Herstellung
- nur Endmontage
Direktvertrieb
- Service
- Kundendienst
- Händlerschulung
- Reparaturdienst
- Ersatzteildienst
Großhandel
- techn. Service
- Kundendienst
- Reparatur, etc.
FEH
- techn. Service
- Kundendienst
- Reparatur, etc.-
Versandhandel
- Garantielstg.
- Vertragswerk-
statt, etc.
Baumärkte, etc.
-Garantielstg.
- Vertragswerk-
statt, etc.
Nutzung
- Kunde
- Sekundärnutzung
(SN) direkt
- SN-Internethandel
- SN-Großhandel
- SN-Facheinzelh.
- SN-Hersteller
Beseitigung
Recycling
- zentral
- dezentral
- Staat
- Bundesl.
- Vorlieferer
- Hersteller
- etc.
Komponenten-aufarbeitung
Abbildung 59: Typische Akteurskette der Fahrradindustrie
Lieferant Rahmen
Lieferant Gabeln
Lieferant Elektrik / Zubehör
Lieferant Felgen
Lieferant Sattel
Lieferant Achsen
Lieferant Tretlager
Lieferant Schaltung
Lieferant Bremsen
Beschaf-
fungslager
Vormontagen von
Baugruppen
Produktions-lager
Auftrags-eingang
Endmontage des
Fahrrades
Vertrieb über:
Fahrradhersteller
Großhandel, Baumärkte,
Versandhandel, bis Listenplatz 36 aus Top 100, 60 Mio.
Umsatz
„restliche Kunden“: (FEH,FGH), bis
Listenplatz 100, 5 Mio. Umsatz
KUNDESekundärnutzung
Entsorgung: Hersteller, Kunde,
Staat, etc.
Abbildung 60: Typische Wertschöpfungskette der Fahrradbranche

Definition und Umsetzung produktkernbezogener Requirementkataloge 272
10.4 Überführung produktmerkmalsbezogener Entwicklungsziele in hand-
lungsfeldbezogener Entwicklungsanforderungen
10.4.1 Bestimmung relevanter Handlungsfelder
Vor der Bildung von Requirements sind im ersten Schritt für sämtliche Merkma-
le, für die im Rahmen des Produktkonzepts Änderungen im Bereich der Merk-
malsausprägung bzw. generelle Neuausprägung bestimmter Merkmale durch
die Ableitung produktmerkmalsbezogener Entwicklungsziele vorgenommen
wurden, entsprechende Handlungsfelder zu definieren, bzw. betroffene Hand-
lungsfelder zu identifizieren.
Die Ableitung von Requirements bzgl. definierter Handlungsfelder sowie die dar-
an anschließende Ableitung funktionssystembezogenener sowie sonstiger Maß-
nahmen soll im Rahmen der Forschungsarbeiten insbesondere für folgende
produktmerkmalsbezogene Entwicklungsziele vorgenommen werden:
• Haltbarkeit erhöhen,
• Verfügbarkeit von Komponenten über die Lebensdauer gewährleisten,
• Materialvielfalt pro Funktion senken,
• Materialintensität pro Funktion senken,
• Schadstoffarme Materialien einsetzen,
• Modularitätsgrad beibehalten bzw. absenken,
• Anteil standardisierter Bauteile und Komponenten erhöhen,
• Demontagefähigkeit verbessern,
• Identifizierbarkeit der Materialien verbessern.
Die Ableitung von Requirements sowie entsprechender Umsetzungsmaßnahmen
für das Entwicklungsziel „Gebrauchträderrücknahme/ Rücknahmesystem entwi-
ckeln bzw. aufbauen“ wurde bereits vorgenommen.204 Da sich dieses Entwick-
lungsziel weniger auf das Funktionalsystem „Produkt“ bezieht, als vielmehr auf
204 siehe Punkt 11

Definition und Umsetzung produktkernbezogener Requirementkataloge 273
die Produktperipherie ergeben sich aufgrund dieser Differenzierung naturgemäß
verschiedene Vorgehensweisen bzgl. der Requirementumsetzung, nicht jedoch
hinsichtlich der Requirementbildung. Im Folgenden ist daher hinsichtlich der
Requirementumsetzung in der Vorgehensweise zwischen funktionalsystem-
betreffender und produktperipheriebetreffender Entwicklungsziele.
Abbildung 61 liefert eine Übersicht über die im Rahmen der Entwicklungsziel-
bildung als relevant zur Verbesserung des Produktkonzepts angesehenen Pro-
duktmerkmale und der für die Requirementbildung relevanten Handlungsfelder.
Schadstoffarme Materialien
Haltbarkeit
Korrosionsbeständigkeit
Zeitloses Design
Verfügbarkeit von Komponenten
Upgradinggerechte Komponenten und Verbindungen
Wartungs- und Instandhaltungsfreundlichkeit
Stoffliche/ energetische Verwertungsfähigkeit
Geringe Materialvielfalt pro Funktion
Geringer Materialeinsatz pro Funktion
Modularer Produktaufbau
Standardisierte Bauteile und Komponenten
Demontagefähigkeit
Identifizierbarkeit der Materialien
Gebrauchträderrücknahme/ Rücknahmesystem
Ferti
gung
Qua
lität
s-m
anag
emen
t
Entw
ickl
ung/
Kon
stru
ktio
n
Prod
uktn
orm
ung
Mat
eria
laus
wah
l
Tech
nisc
her S
ervi
ce/
Kom
pone
nten
-so
rtim
ent
Kre
isla
uffü
hrun
g/
Ents
orgu
ng
Handlungs-felder für Requirements
Produktmerkmale Entwicklungsziel
Legende:
Verbessern/ erhöhen
Neu entwickeln
Vermindern/ senken
Abbildung 61: Produktmerkmalsbezogene Entwicklungsziele und
Handlungsfelder für Requirements (Gesamtübersicht)
Diese Produktmerkmale leisten einen wesentlichen Beitrag zur Verbesserung
der Produkteigenschaften „Langlebigkeit“ und „Kreislauffähigkeit“. Mit einer
gemäß der festgelegten und dargestellten geplanten Veränderung der Merk-
malsausprägungen durch die Entwicklungszielbildung kann damit dem im

Definition und Umsetzung produktkernbezogener Requirementkataloge 274
Rahmen des Forschungsprojektes definierten Projektteilziels einer nutzungsbe-
zogenen Lebensdaueroptimierung entsprochen werden.
Im Weiteren erfolgt, für die als relevant zu Verbesserung des Produktentwurfs
erkannten Produktmerkmale die handlungsfeldspezifische Bildung von Requi-
rements. Daran anschließend erfolgt die zugehörige Komponentenplanung.
10.4.2 Ableitung von Requirementkatalogen
Im Rahmen der Bildung von Requirementkatalogen erfolgt die Verknüpfung von
produktmerkmalsbezogener Zielvorgabe und handlungsfeldbezogener Zielebe-
ne. Damit kann der planungsmethodische Schritt von einer produktbezogenen
Zielplanung zu einer prozessbezogenen Zielplanung vollzogen werden. In Tabelle
29 ist die Beschreibung von Entwicklungsanforderungen an verschiedene Hand-
lungsfelder, die das jeweilige Produktmerkmal wesentlich prägen, vorgenommen
worden. Als Grundlage zur Bildung entsprechender Requirements dienten u.a.
eine Eco-Design Checkliste205, die verschiedenen Ergebnisse der im Rahmen der
Forschungsarbeiten durchgeführten Demontageversuche sowie Ergebnisse der
Projektworkshops sowie entsprechender Fachausschusssitzungen.
205 Vgl. http://www.ecodesign.at (Stand 24.11.2004)

Definition und Umsetzung produktkernbezogener Requirementkataloge 275
Tabelle 29: Entwicklungszielspezifischer Requirementkatalog
Im Weiteren erfolgt die Komponentenplanung für ausgewählte Entwicklungsan-
forderungen. Ausschlaggebend für die Auswahl von Requirements zu weiteren
detaillierten Planungen ist die Einschätzung der Wichtigkeit der entsprechenden
Entwicklungsziel Handlungsfeld (Schwerpunkt)
Entwicklungsanforderungen (Requirements)
Materialauswahl Korrosionsbeständige Materialien Einfache Funktionsprinzipien verwirklichen Robuste Ausführung/ gebrauchstaugliche Oberflächen Lebensdauer der Komponenten abstimmen
Entwicklung/ Konstruktion
Verschleiß senken
Haltbarkeit erhöhen
Technischer Service/ Komponentensortiment
Nachbearbeitung von verschlissenen Bautei-len ermöglichen
Entwicklung/ Konstruktion
Einstoffteile anstreben Materialvielfalt pro Funktion senken
Materialauswahl Anzahl unterschiedlicher Werkstoffe gering halten Erforderliche Materialmenge durch Funktions-integration reduzieren Materialintensität
pro Funktion senken Entwicklung/ Konstruktion Erforderliche Materialmenge durch festig-
keitsoptimierte Gestaltung reduzieren Toxische Werkstoffe bzw. –bestandteile ver-meiden
Schadstoffarme Materialien einset-
zen Materialauswahl
Rohstoffe, Bauteile mit bekannt problemati-scher Herkunft vermeiden Demontagezeiten minimieren
Entwicklung/ Konstruktion Einfache und unkomplizierte Lösbarkeit der
Fügepartner gewährleisten Demontagefähigkeit
verbessern Materialauswahl
Funktionsfähigkeit der lösbaren Verbindungen über die gesamte Lebensdauer sicherstellen
Entwicklung/ Konstruktion
Anteil standardisier-ter Bauteile und
Komponenten erhö-hen Produktnormung
Standardisierung der Bauteile vornehmen bzw. variantenneutrale Baugruppen einsetzen
Entwicklung/ Konstruktion
Modularitätsgrad beibehalten bzw.
absenken Technischer Service/ Komponentensortiment
Einfaches Funktionsprinzip verwirklichen Teilezahl senken
Produktnormung Materialauswahl
Identifizierbarkeit der Materialien
verbessern Qualitätsmanagement
Entwicklung einer Materialkennzeichnung, Produktdatenmanagementsystem entwickeln
Entwicklung Upgra-dinggerechte Kom-ponenten und Ver-
bindungen
Entwicklung/ Konstruktion;
Aufrüstbarkeit des Produktes vorsehen
Entwicklung/ Konstruktion
Technischer Service/ Komponentensortiment
Verfügbarkeit von Komponenten über
die Lebensdauer gewährleisten Kreislaufführung/ Ent-
sorgung
Komonentenverfügbarkeit- bzw. Passfähigkeit der Komponenten gewährleisten; Aufgearbeitete Bauteile bevorzugt als Ersatz-teile einsetzen

Definition und Umsetzung produktkernbezogener Requirementkataloge 276
Requirements hinsichtlich dem Zielereichungsgrad der produktmerkmalsbezo-
genen Entwicklungszielvorgaben. Eine solche Einschätzung erfolgte hier im
Rahmen von Fachausschusssitzungen durch Expertenbefragung. Hilfestellung
bezüglich der Requirementgewichtung leistete hier das Verfahren des paarwei-
sen Vergleichs.206
206 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 153ff.

Definition und Umsetzung produktkernbezogener Requirementkataloge 277
10.5 Entwicklung einer allgemeinen Vorgehensweise zur komponentenbezo-
genen Requirementplanung
10.5.1 Einführung
Nach der Bildung handlungsfeldspezifischer Requirements werden die konstruk-
tiven Entwürfe ausgearbeitet bzw. geplant. In diesem Zusammenhang geht es
letztlich um die Umsetzung der produktmerkmalsbezogenen Entwicklungsziele
über die Bildung handlungsfeldspezifischer Entwicklungsanforderungen im Pro-
duktentwurf. Zusammengefasst kann dieser Prozess auch als entwicklungsziel-
bezogene (Produkt-)Realisierungsplanung bezeichnet werden. Zur Unterstützung
dieses Planungsprozesses ist eine allgemeine Vorgehensweise bzw. Vorgehens-
empfehlung zu entwickeln. Diese Vorgehensweise dient der Auflösung hand-
lungsfeldbezogener Entwicklungsanforderungen (Requirements) in komponen-
tenbezogene Entwicklungs- bzw. Umsetzungsanforderungen. Dies geschieht im
Abschnitt Komponentenplanung. In Abbildung 62 ist ein, beide entsprechendes
Vorgehensmodell dargestellt.
Schwerpunkt Handlungsfeld
Requirementbildung
produktmerkmalsbezogenes Entwicklungsziel
Komponentenbezogene Lösungssuche
(Entwicklung von Lösungsalternativen)
Bewertung der Lösungsalternativen bzgl. Realisierbarkeit
• Hinsichtlich Durchführbarkeit & Umsetzungsrisiko
• Zeithorizont der Planung/ Umsetzung
• Planungstechnische Interdependenzen bzgl. Anderer betrieblicher Leistungsbereiche
Auswahl/ Planung/ Umsetzung
Auswahl kritischer Bauteile/ Komponenten
Fragestellungen/Auswahlhilfe
⇒Auswahl der Bauteile/ Komponenten
Produktmerkmal
Abbildung 62: Requirementbezogener Auflösungs- bzw. Umsetzungsprozess

Definition und Umsetzung produktkernbezogener Requirementkataloge 278
10.5.2 Requirementbezogener Auflösungsprozess
In dieser Planungsphase werden die im Rahmen des Produktkonzepts ermittel-
ten Entwicklungsziele hinsichtlich der technischen Anforderungen (lösungsneut-
rale Qualitätsmerkmale) und deren Spezifikationen bei der Entwicklung der
Komponenten, Baugruppen und Bauteile berücksichtigt. Das bedeutet, dass die
Systemanforderungen (Requirements) und –spezifikationen strukturiert in Bau-
teilanforderungen und –spezifikationen umgesetzt werden müssen. Bei komple-
xen Zusammenhängen können die Systemanforderungen und Teileanforderun-
gen in einer Matrix für jeweils ein Bauteil gegenüber gestellt werden. Welche
Systemanforderungen in diesem Bauteil umgesetzt werden muss, kann somit
übersichtlich dargestellt werden. Dieses Vorgehen sollte allerdings nur bei kom-
plexen, kritischen Bauteilen durchgeführt werden, da der Aufwand für das Erstel-
len einer additiven Matrix durch den Nutzen gerechtfertigt sein muss. Durch die
Umsetzung der Anforderungen auf Bauteilebene wird ein Defizit des klassischen
QFD-Prozesses ausgeräumt. Im Komponentenentwurf werden somit Kundenbe-
dürfnisse auch auf Bauteilebene transferiert.
10.5.2.1 Baugruppen und –teile definieren
Der erste Arbeitsschritt dieser Planungsstufe beinhaltet die Definition der durch
das Festlegen der Entwicklungsanforderungen,207 bezüglich entsprechender
Handlungsfelder, betroffenen Komponenten, Baugruppen und –teile. Dadurch
kann einerseits der Aufwand für die weitere Ausarbeitung des Systems abge-
schätzt werden. Andererseits kann mit der eigentlichen Konstruktion bzw. mit
der Vergabe von komponentenbezogenen Entwicklungsanforderungen entlang
der Supply Chain für das gesamte System begonnen werden.
Ziel dieses Arbeitsschrittes ist es, die handlungsfeldbezogenen Tätigkeiten zu
unterstützen. Bezogen auf das Handlungsfeld „Entwicklung und Konstruktion“
kann bspw. durch diese Definitionsphase ein Überblick über die konstruktiven
Aktivitäten und eine Strukturierung der Abläufe innerhalb der Konstruktion
207 Synonym auch als Requirements bezeichnet

Definition und Umsetzung produktkernbezogener Requirementkataloge 279
durchgeführt werden, um alle Tätigkeiten koordinieren und steuern zu können.
Bei der Auflistung der Bauteile können beispielsweise Kennungen wie Kauf-
Norm- und Fertigungsteil erarbeitet werden, welche in den nachfolgenden Ar-
beitsschritten bereits weitere Aktivitäten festlegen. Eine Aktivität kann z.B. eine
Konkurrenzproduktanalyse zur Verbesserung des eigenen Produkts sein. Aktivi-
täten sind generell abhängig vom Entwicklungsgegenstand und von den Rand-
bedingungen der Entwicklung.
Bezüglich der vorzunehmenden Bauteilspezifikation auf Basis der Requirements
werden in einem ersten Schritt requirementrelevante Baugruppen und –teile
definiert. In diesem Zusammenhang sind demzufolge die funktionssystembezo-
genen Anforderungen darzustellen. Eine Abbildung des Funktionssystems Fahr-
rad wurde bereits erarbeitet und ist in Abbildung 63 nochmals dargestellt. Diese
stellt eine Orientierungshilfe für die Identifikation von durch Requirements be-
troffenen Teilfunktionen des Funktionssystems „Fahrrad“ dar. In einem an-
schließenden Arbeitsschritt können dann die entsprechend tangierten funkti-
onserfüllenden Baugruppen und –teile berücksichtigt werden. Diese Systematik
bietet sowohl bei Neuentwicklungen als auch im Rahmen von Verbesserungs-
maßnahmen eine gute Unterstützungsleistung.208
208 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 86

Definition und Umsetzung produktkernbezogener Requirementkataloge 280
Fahrrad
Fortbewegung
Antreiben Rollen
Laufräder
Speichen/ Nippel
Felge
Nabe
Reifendecke
Schlauch
Felgenband
Ventil
Bremsen
Bremsanlage
Bowdenzüge
Widerlager/ Bremszug-
hüllen
Handhebel
Bremsbeläge/ -halter
Bremszangen
Tragen Lenken
Antrieb
Vorderes Kettenblatt
Kette
Tretkurbel und Pedal
Hinteres Ritzel
Ketten-schaltung
Lenker
Lenker
Handgriffe
Lenker-vorbau
Zusätzliche Lenkerenden
Steuerlager
Leuchten
Beleuchtungs-anlage
Lampen-gehäuse
Kabel
Kontakte
Dynamo
Leuchtmittel
Reflektoren
Schützen
Schutz-vorrichtungen
Radlauf-schützer
Speichen-schutz
Klingel
Kettenschutz
Tragende Struktur
Gabel
Sattel
Rahmen
Lenker
Gepäckträger
Produkt
Gesamtfunktion
Teilfunktionen
Baugruppen
Teile
Abbildung 63: Produkt- und Funktionsstruktur für den Referenzfall „Fahrrad“
Anhand der Produktstruktur können requirementrelevante Baugruppen und
–teile identifiziert werden. Diese Vorgehensweise eignet sich insbesondere im
Rahmen von Verbesserungsmaßnahmen hinsichtlich eines bestehenden Pro-
duktentwurfs, der sich bereits durch eine gut abgestimmte Produkt- und Funkti-
onsstruktur auszeichnet. Bei Neuentwicklung sind hinsichtlich der Entwicklungs-
anforderungen (Requirements) zumeist entsprechende Bauteile und Komponen-
ten neu zu entwickeln bzw. grundlegend zu überarbeiten. Darüber hinaus kann
bei grundlegenden Neuentwicklungen die Vorgabe funktionserfüllender Kompo-
nenten bzw. Bauteile negative Kreativitätswirkungen erzeugen, da die Lösungs-
suche entsprechend eingeschränkt ist. Da es sich jedoch in den durchzuführen-
den Planungsaktivitäten im Kern um Verbesserungsmaßnahmen handeln soll,
kann dies Vorgehensweise als gerechtfertigt und zielführend angesehen werden.

Definition und Umsetzung produktkernbezogener Requirementkataloge 281
10.5.2.2 Korrelation der Bauteile
Durch die Korrelation der Bauteile kann zum einen die räumliche Zusammen-
gehörigkeit der Bauteile ermittelt werden, zum anderen können durch die positi-
ven und negativen Korrelationen die Bauteileigenschaften analysiert werden:
Welche Bauteilspezifikationen bestärken oder behindern sich gegenseitig? Eine
positive Korrelation bedeutet in diesem Fall, dass Bauteile miteinander harmoni-
sieren und sich somit positiv beeinflussen. Bei einer negativen Korrelation beein-
flussen sich die Bauteile in ihren Eigenschaften negativ. Bei einer negativen Kor-
relation bestehen Zielkonflikte zwischen diesen Bauteilen. Zur Eliminierung oder
wenigstens zur Abschwächung dieser Zielkonflikte müssen Lösungen gefunden
werden, wobei die Wichtigkeit der Bauteile bei der Lösungsfindung maßgebend
ist. Die Korrelation der Bauteile wird bei Nutzung einer HoQ-Matrix durch die
Dachmatrix repräsentiert (siehe auch Abbildung 20). Im Rahmen des Projektzie-
les geht es insbesondere um die Verbesserung eines bestehenden Produktent-
wurfs hinsichtlich der nachhaltigkeitsbezogenen Produkteigenschaften „Langle-
bigkeit“ und „Kreislauffähigkeit“. Diesbezüglich wird in den weiteren Ausführun-
gen auf die Darstellung der jeweiligen Bauteilkorrelationen verzichtet, da ein zu-
friedenstellendes Zusammenwirken der einzelnen Baugruppen und –teile bereits
gewährleistet ist. Aus diesem Grunde erscheint es an dieser Stelle völlig ausrei-
chend, die Auswirkungen requirementbedingter Veränderung einzelner Bauteile
durch Ermittlung entsprechender Korrelationen vorzunehmen. Damit wird ein
wesentlicher Schritt im Sinne einer erforderlichen Datenreduktion bewirkt.

Definition und Umsetzung produktkernbezogener Requirementkataloge 282
10.5.2.3 Korrelation zwischen den technischen Anforderungen und den
Bauteilen bestimmen
Durch die Bestimmung der Korrelation von Entwicklungsanforderungen und
Bauteilen wird die Wichtigkeit der Bauteile ermittelt. Prioritäten bezüglich des
weiteren Vorgehens können hierdurch festgelegt werden. Zudem kann dieser
Schritt QFD-gestützt erfolgen. Für diesen Arbeitsschritt kann eine HOQ-Matrix
wie bei der Überführung der Kundenanforderungen in lösungsneutrale Quali-
tätsmerkmale209 als Grundlage dienen, wobei die Kundenanforderungen hier
durch die gebildeten Requirements und die lösungsneutralen Qualitätsmerkma-
le durch Bauteile zu ersetzen sind. In Abbildung 67 ist dies beispielhaft für das
Produktmerkmal „Haltbarkeit“ dargestellt.
Zudem bietet sich zur weiteren Vorgehensweise, die insbesondere eine Prioritä-
tensetzung notwendig macht, eine Gewichtung der Entwicklungsanforderungen
(Requirements) aus technischer Sicht an. Diese kann ähnlich der Gewichtung
der Kundenanforderungen mittels Paarweisen Vergleichs vorgenommen wer-
den.210 Dokumentiert wird die Gewichtung der Entwicklungsanforderungen in
der Spalte „Bedeutung aus technischer Sicht“ der QFD-Matrix. Abbildung 18
verdeutlicht die Bestimmung dieser Korrelationen am Beispiel des Entwick-
lungsziels „Haltbarkeit erhöhen“.
209 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 156ff. 210 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 153ff.

Definition und Umsetzung produktkernbezogener Requirementkataloge 283
10.5.2.4 Technische Schwierigkeiten der requirementspezifischen Verände-
rung von Bauteilen abschätzen
Durch die Abschätzung möglicher technischer Schwierigkeiten der requirement-
bezogenen Bauteilsveränderung können Prioritäten für den späteren Entwick-
lungsablauf gesetzt werden und im Rahmen einer Engpassanalyse ermittelt
werden. Diesbezüglich kann der Grad der technischen Umsetzung requirement-
bezogener Bauteilsveränderung anhand einer Skala von 1 (keine Schwierigkeit)
bis 10 (extreme Schwierigkeit) ermittelt werden. Eine genaue Skaleneinteilung
diesbezüglich ist in Abbildung 67 dargestellt. Eine alleinige Betrachtung der
technischen Umsetzbarkeit greift unserer Meinung nach zu kurz. In die Bewer-
tung zur Umsetzbarkeit müssen insbesondere Betrachtungen des Unterneh-
menspotenzials (insbesondere der Produktions- bzw. Montagemöglichkeiten)
sowie hinsichtlich der zeitlichen Realisierbarkeit requirementbezogener Bauteils-
bzw. Komponentenveränderungen einbezogen werden. Darüber hinaus ist aus
wirtschaftlichen Gesichtspunkten eine Kostenbetrachtung in Bezug auf Umset-
zungsentscheidungen unumgänglich.
10.5.2.5 Entwicklungsschwerpunkte bezüglich der Bauteile setzen
Durch die Ermittlung der Wichtigkeit von Bauteilen und die Bewertung der tech-
nischen und wirtschaftlichen Schwierigkeit der Umsetzung für die Bauteile wer-
den die Schwerpunkte der weiteren Ausarbeitung definiert. Durch Gegenüber-
stellung der technischen Schwierigkeit in einer Portfolio-Analyse kann der Nut-
zen und Aufwand für die Umsetzung der Bauteile abgeschätzt werden. Dies er-
möglicht eine fundierte Entscheidung bezüglich darüber, welche Bauteile mit
welcher Priorität entwickelt werden. Damit ist die Entscheidung, welche Bauteile
priorisiert zur Erfüllung entsprechender Requirements ausgearbeitet/ bzw. zu-
gekauft werden müssen, entwicklungsspezifisch und abhängig von der Wichtig-
keit und der Bewertung der technischen Schwierigkeit der Umsetzung. Auf Basis
dieser Erkenntnisse kann eine Make-or-Buy-Entscheidung für die Bauteile vorbe-
reitet bzw. getroffen werden. In Abbildung 64 ist ein entsprechendes Portfolio
beispielhaft für das Entwicklungsziel „Haltbarkeit erhöhen“ dargestellt.

Definition und Umsetzung produktkernbezogener Requirementkataloge 284
Abbildung 64: Schwierigkeiten-/ Wichtigkeitsportfolio

Definition und Umsetzung produktkernbezogener Requirementkataloge 285
10.5.2.6 Bauteile bewerten
Aus der Bewertung nach jeder relevanten Planungsstufe ergeben sich zahlreiche
Vorteile. Im Rahmen dieser Planungsstufe muss der Erfüllungsgrad der techni-
schen Anforderungen und Spezifikationen für alle Bauteile überprüft werden, da
Qualität, Funktionalität, Zuverlässigkeit, Technologie und Kosten des Systems mit
dem Erfüllungsgrad der Einzelteile steht und fällt.
Ein wichtiger Aspekt bei dieser Bewertung ist die Überprüfung der Risikopriori-
tätszahl, welche im Rahmen einer Konstruktions-FMEA ermittelt werden kann,
um eine präventive Fehlervermeidung durch das Entwickeln von Verbesse-
rungsmaßnahmen sicherstellen können. Die Bauteiltests müssen darüber hinaus
bewertet werden, um gewährleisten zu können, dass die Produktfunktionen wie
Basisfunktionen eingehalten können. Dies bedeutet insbesondere, dass der be-
stehende Produktentwurf durch ausgewählte Verbesserungsmaßnahmen nicht
nachhaltig negativ tangiert werden darf.
10.5.2.7 Beschaffung von Material und Kaufteilen planen
An dieser Stelle kann bzw. muss bereits mit der Planung der Beschaffung von
Material und Kaufteilen gestartet werden, da dieser Arbeitsschritt für einen rei-
bungslosen Produktionsanlauf ohne Verzögerungen immens wichtig ist. Die be-
stehenden Beschaffungsstrategien können hier in den meisten Fällen eingesetzt
werden.
10.5.2.8 Bauteilspezifikation auf Basis der Systemspezifikation herleiten
Der Nutzen dieses Arbeitsschrittes ist insbesondere bei neu zu entwickelnden
Produkten groß, da hier Zusammenhänge aufgedeckt werden, die eventuell in
spätere Phasen der Entwicklung oder gar der Produktion zu Problemen führen
können. Die Herleitung der Einzelteilspezifikationen kann generell als vorwegge-
nommene FMEA bezeichnet werden, da durch das Untersuchen und Ausformu-
lieren von Bauteilanforderungen und –spezifikationen mögliche Fehler bereits

Definition und Umsetzung produktkernbezogener Requirementkataloge 286
eliminiert werden können. Die Nutzung der aufgestellten Anforderungen ist nicht
nur zur qualitativen Überprüfung von Ergebnissen wichtig, sondern auch aus
methodischen Gesichtspunkten, um den Nutzen zu zeigen, der sich aus der
mühevollen, teilweise sehr zeitintensiven Erstellung der Spezifikationen ergibt
und somit im Nachhinein auch rechtfertigt.
Sehr wichtig in diesem Zusammenhang sind die Diskussionen, in welchen Bau-
teilspezifikationen im Hinblick auf die Prozesse zur Herstellung der Bauteile,
bzw. der Montage dieser Bauteile zu Baugruppen, Komponenten und schließlich
zur Endmontage analysiert werden. Hierbei muss davon ausgegangen werden,
dass Fertigungsprozesse potenzielle Einflüsse auf die Bauteilspezifikationen ha-
ben. Im Rahmen dieser Betrachtungen geht es nicht nur um ein fertigungs-,
montage- und recyclinggerechtes Konstruieren der Teile, sondern um prozess-
technische Eigenheiten, welche die Produkteigenschaften maßgebend beeinflus-
sen.
Ein entscheidender Nachteil der klassischen QFD-Methode kann bei der Durch-
führung dieses Arbeitsschrittes ausgeglichen werden. Über die Liste „Potenziale
und Defizite“ in der Tabelle Bauteilspezifikationen wird der Bezug von den Kun-
denbedürfnissen zu Bauteilen hergestellt. So können bspw. vom Kunden geäu-
ßerte Beschwerden oder Wünsche, welche sich oft auf Bauteile und Komponen-
ten beziehen, durch die Kennzeichnung in dieser Liste berücksichtigt und damit
auf Bauteilebene bearbeitet werden. Im Gegensatz dazu, behandelt die klassi-
sche QFD-Methode die Kundenbedürfnisse nur auf Systemebene.

Definition und Umsetzung produktkernbezogener Requirementkataloge 287
10.6 Umsetzung der allgemeinen Vorgehensweise zur komponen-
tenbezogenen Requirementplanung
10.6.1 Requirementplanung für das Entwicklungsziel „Haltbarkeit erhöhen“
Einen wesentlichen Beitrag zur Verbesserung der Produkteigenschaft „Langle-
bigkeit“ leistet das Produktmerkmal Haltbarkeit. Bezüglich des Produktmerk-
mals Haltbarkeit, hier insbesondere verstanden als Hinauszögerung des mate-
riellen Verschleißes, lassen sich die in Abbildung 65 für die Bildung von Requi-
rements relevanten Handlungsfelder identifizieren. Darüber hinaus sind die ent-
sprechenden Requirements gebildet worden.
Entwicklungsziel:
Haltbarkeit erhöhen
(Hinauszögerung des materiellen Verschleißes)
Entwicklung/Konstruktion
Materialauswahl
Einfache Funktionsprinzipien verwirklichen
Robuste Ausführung/ gebrauchstaugliche Oberflächen
Lebensdauer der Komponenten abstimmen
Korrosionsbeständige Materialien
RequirementsEntwicklungsziel Handlungsfelder
Verschleiß senken
Abbildung 65: Entwicklungsziel „Haltbarkeit erhöhen“ und handlungsfeld-
spezifische Requirements

Definition und Umsetzung produktkernbezogener Requirementkataloge 288
Bezüglich der vorzunehmenden Bauteilspezifikation auf Basis der Requirements
werden in einem ersten Schritt merkmalsrelevante Baugruppen und –teile defi-
niert. Die Produktstrukturierung stellt eine wesentliche Orientierungshilfe sowohl
für die Neuentwicklung als auch für Verbesserungsmaßnahmen dar. Ausgehend
von der Produktstruktur in Abbildung 63 lassen sich die in Abbildung 66 darge-
stellten requirementrelevanten Baugruppen und –teile identifizieren.
Einfache Funktionsprinzipien verwirklichen
Robuste Ausführung/ gebrauchstaugliche Oberflächen
Lebensdauer der Komponenten abstimmen
Verschleiß senken
Requirements hinsichtlich Entwicklungsziel
„Haltbarkeit erhöhen“
Relevante Teilfunktionen des Funktionssystems
Relevante Baugruppen bzw. -teile
Antreiben
Rollen
Leuchten
Bremsen
Tragen
Funktionssystem
Schaltung
Reifendecke
Rahmen
Gabel
Sattel
Felgen/ Speichen
Lenker
Kabel/Kontakte
Generator
Bremsbeläge/-zangen
Fortbewegung
Fahrrad
Korrosion senken
Lenken
Schützen
Abbildung 66: Ableitung requirementrelevanter Baugruppen und –teile für das
Produktmerkmal Haltbarkeit
Zur weiteren Vorgehensweise und zur besseren Darstellung einzelner Inderde-
pendenzen zwischen Requirements und Funktionssystem, empfiehlt sich die
Verwendung einer Matrix. In diesem Zusammenhang kann das QFD methodi-
sche Hilfestellung leisten. Dabei bietet sich die Verwendung einer HoQ-Matrix an.
In diesem HoQ werden neben den einzelnen Abhängigkeiten ebenfalls die tech-
nische Wichtung sowie darauf aufbauend auch die Wertung hinsichtlich der
technischen Realisierbarkeit (Umsetzungsschwierigkeiten) vorgenommen. In Ab-

Definition und Umsetzung produktkernbezogener Requirementkataloge 289
bildung 67 ist eine solche Gegenüberstellung für die Requirements zum Pro-
duktmerkmal Haltbarkeit dargestellt.
Abbildung 67: Identifikation requirementrelevanter Baugruppen bzw. –teile
mittels QFD
Entsprechend den Berechnungen zur Bauteilswichtigkeit sind für die in Abbil-
dung 66 dargestellten Komponenten bzw. Bauteile Planungen hinsichtlich der
Umsetzbarkeit vorgenommen worden. Eine detaillierte Darstellung von Hand-
lungsmöglichkeiten für ausgewählte requirementrelevante Baugruppen ist in
Abbildung 68 ersichtlich.

Definition und Umsetzung produktkernbezogener Requirementkataloge 290
gering mittel hochgesicherte Wartungsintervalle Service xbessere Voreinstellung; bessere Komponentenabstimmung,
Komponentenwahl/ Montage x
robustere, verschleißfestere Komponenten verbauen; ggf. Wartungsfreie Lösungen (z.B. Nabenschaltung)
Komponentenwahl x
Reifendecke durchstoßsichere Reifendecke Komponentenwahl xrobustere Ausführung; Komponentenwahl xbessere Voreinstellung (Einspeichung) Montage xhaltbarere Leuchtmittel verwenden, Komponentenwahl xbessere bzw. sicherere Kabelverlegung, besserer Schutz der Kontakte,
Montage x
Generator langlebigerer Generator, anderes Funktionsprinzip Komponentenwahl xgesicherte Wartungsintervalle Service xbessere Voreinstellung; Montage xbessere Komponentenabstimmung, robustere, verschleißfestere Komponenten verbauen; ggf. wartungsfreie Lösungen
Komponentenwahl x
Rahmen höhere Bruchsicherheit Komponentenwahl xggf. bessere Voreinstellung der Federgabel Montage xrobustere, wartungsärmere Ausführung ; Komponentenwahl x
Lenker einheitliche Materialwahl Lenker-Lenkervorbau Komponentenwahl/ Montage xSattel robustere Ausführung (strapazierfähige Oberfläche) Komponentenwahl x
Verbindungselementebesserer Korrosionsschutz im Bereich der Verbindungselemente; alternative und haltbarere Verbindungstechniken;
Komponentenwahl/ Montage x
Schaltung
Einfache Funktionsprinzipien verwirklichen Robuste Ausführung/ gebrauchstaugliche Oberflächen Lebensdauer der Komponenten abstimmen Verschleiß senken Korrosion senken
Felgen/ Speichen
Kabel/ Kontakte
Gabel
Bremsbeläge/ -zangen
Bewertung der techn./finanz. Umsetung
Requirements Baugruppe/ -teil Lösungsvariante Handlungsfeld/ Akteur
Abbildung 68: Umsetzungsplanung hinsichtlich Entwicklungsziel „Haltbarkeit
erhöhen“

Definition und Umsetzung produktkernbezogener Requirementkataloge 291
10.6.2 Requirementplanung für das Entwicklungsziel „Geringe Materialvielfalt
pro Funktion“
Grundlage für die Ableitung von Requirements hinsichtlich des Entwicklungs-
ziels „Geringe Materialvielfalt pro Funktion“ stellen die Untersuchungen zu Ma-
terialzusammensetzung von Fahrrädern im Rahmen des Demontageversuchs
dar.211 Hinsichtlich des genannten Entwicklungsziels lassen sich insbesondere
zwei Entwicklungsanforderungen ableiten:
• Einstoffteile anstreben,
• Anzahl unterschiedlicher Werkstoffe gering halten.
In den Arbeiten zum Demontageversuch konnten die in Tabelle 30 dargestellten
Ergebnisse zur Materialzusammensetzung funktionsspezifisch
Alt Neu
Funktion Gewicht in
kg
Anzahl Material-
art
Gewicht in
kg
Anzahl Material-
art
Antreiben 2,3 2 (S;P) 2,42 3 (S;P) Rollen 7,58 4 (S;P;G;M) 5,36 5 (S;P;M;G;A)
Bremsen 0,14 3 (S;P;G) 0,65 4 (S;P;G;A)
Fahrer tragen 5,19 3 (S;P;KL) 5,60 3 (S;P;A)
Lenken 0,79 2 (S;P) 0,92 3 (S;P;G)
Leuchten 0,46 5 (S;P;GL;KU;A) 0,62 5 (S;P;GL;A;KU)
Schützen 0,61 2 (S;A) 0,61 3 (S;P;A)
Gepäck tragen 0,67 1 (S) 0,95 1 (S)
Warnton ab-
geben 0,14 2 (S;P) 0,03 2 (S;P)
Gesamt: 17,88 8 17,16 7
Verwendete Abkürzungen:
S=Stahl; P=Plastik; G=Gummi; M=Messing; A=Aluminium; GL=Glas; KL=Kunstleder; KU=Kupfer Tabelle 30: Gewicht und Anzahl der Materialarten je Funktion
211 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 86ff.

Definition und Umsetzung produktkernbezogener Requirementkataloge 292
ermittelt werden. Allerdings geben diese, auf Materialgruppen bezogenen Er-
gebnisse nur grobe Anhaltspunkte über die Materialvielfalt der jeweiligen Pro-
dukte. Insbesondere die Beurteilung von Kunststoffen (Plastik, Gummi, Kunstle-
der) bereitet erhebliche Schwierigkeiten, da die hierunter subsummierten Mate-
rialarten nicht eindeutig bestimmbar waren. Dies trifft in Sonderheit auf die
Gruppe der Kunststoffe zu, bei denen zu vermuten ist, dass die Struktur der
konkreten Materialarten bei neuen Rädern vielfältiger als bei Alträdern sein dürf-
te.
Insgesamt sind aufgrund auch bei Neurädern völlig fehlender Produktinformati-
onen über Materialzusammensetzungen bzw. Materialarten und –eigenschaften
differenzierte Aussagen zur Materialstruktur kaum möglich.
Die detaillierten Ausführungen zur Materialzusammensetzung beim „neuen“
Fahrrad geben einen Anhaltpunkt für baugruppen- bzw. bauteilspezifischen Un-
tersuchungen zur Senkung der Materialvielfalt.212 Ausgehend davon, ergeben
sich die in Abbildung 69 dargestellten requirementrelevanten Ansatzpunkte.
212 siehe dazu ausführlich Anhang, S. VIII

Definition und Umsetzung produktkernbezogener Requirementkataloge 293
Requirements hinsichtlich Entwicklungsziel „Geringe
Materialvielfalt pro Funktion “
Relevante Teilfunktionen des Funktionssystems
Relevante Baugruppen bzw. -teile
Antreiben
Rollen
Leuchten
Bremsen
Tragen
Funktionssystem
Schaltung
Sattel
Felgen/ Speichen
Lenker
Klingel
Beleuchtungsanlage
Bremsanlage
Fortbewegung
Fahrrad
Fahrradständer
Tretkurbel/ Pedale
Radlauf-/Zahnkranzschutz
Einstoffteile anstreben
Anzahl unterschiedlicher Werkstoffe gering halten
Lenken
Schützen
Abbildung 69: Ableitung requirementrelevanter Baugruppen und –teile für das
Entwicklungsziel „Geringe Materialvielfalt pro Funktion“

Definition und Umsetzung produktkernbezogener Requirementkataloge 294
gering mittel hochSattel Stahl, Aluminium, Plastik, Gummi, Gel Verzicht auf Plastik u. Gel Komponentenwahl xBeleuchtungseinrichtung Plastik, Gummi, Kupfer, Stahl, Glas Verzicht auf Gummi u. Glas Komponentenwahl xRadlaufschutz Aluminium, Stahl, Plastik Einstoffteil (Stahl oder Alu) Komponentenwahl xFahrradständer Plastik, Aluminium Einstoffteil (Stahl oder Alu) Komponentenwahl xKlingel Stahl, Plastik Einstoffteil (Stahl) Komponentenwahl xZahnkranzschutz Plastik, Stahl Einstoffteil (Stahl oder Alu) Komponentenwahl xLenkergriffe Gummi, Plastik Einstoffteil (Gummi) Komponentenwahl xSchaltzugführung Plastik, Stahl Einstoffteil (Plastik) Komponentenwahl xSchaltgriffe Plastik, Stahl, Gummi Einstoffteil (Stahl o. Alu) Komponentenwahl xBremsgriffe Aluminium, Plastik, Stahl Einstoffteil (Stahl o. Alu) Komponentenwahl xPedale Plastik, Stahl (unlösb. Verbund) Einstoffteil (Stahl oder Alu) Komponentenwahl xTretkurbel Stahl, Plastik Einstoffteil (Stahl) Komponentenwahl xLenker/ Lenkervorbau Stahl, Aluminium Einstoffteil (Stahl oder Alu) Komponentenwahl xFelgen/ Speichen Stahl, Messing, Aluminium Einstoffteil (Stahl oder Alu) Komponentenwahl x
Einstoffteile anstreben Anzahl unterschiedlicher Werkstoffe gering halten
LösungsvarianteRequirements Handlungsfeld/
AkteurBewertung der MaterialzusammensetzungBaugruppe/ -teil
Abbildung 70: Umsetzungsplanung hinsichtlich Entwicklungsziel „Geringe
Materialvielfalt pro Funktion“

Definition und Umsetzung produktkernbezogener Requirementkataloge 295
10.6.3 Requirementplanung für das Entwicklungsziel „Geringe Materialinten-
sität“ pro Funktion“
Ansatzpunkte für die Bildung von Requirements für das Entwicklungsziel „Ge-
ringe Materialintensität pro Funktion“ bilden ebenfalls Ergebnisse der Demonta-
geversuche.
Eine Möglichkeit Anhaltspunkte über die Entwicklung der Materialintensität von
Produkten zu erhalten, ist ein Massenvergleich bezogen auf vergleichbare Pro-
duktfunktionen. Die aggregierten Ergebnisse dieses vorgenommenen Vergleichs
befinden sich in Tabelle 31, detaillierte Ergebnisse bezogen auf Bauteile finden
sich im Anhang, Seite VIII. Die Datenaggregation erfolgte, in dem entsprechend
der vorgenommenen Produktstrukturierung eine Zuordnung von Teilen zu Funk-
tionen erfolgte. Insgesamt ist festzustellen, dass bezogen auf vergleichbare
Funktionen Neuräder nur unwesentlich leichter geworden sind. Dies kann als
Anhaltspunkt für eine im Wesentlichen gleich gebliebene Materialintensität ge-
wertet werden. Zu bemerken ist, dass diese bei wesentlich gestiegener Teilezahl
erreicht wurde. Das bedeutet zum einen, das ein Ansteigen der Teilezahl nicht
mit einem proportionalen Ansteigen des Gesamtgewichts bzw. der Materialin-
tensität verbunden sein muss. Zum anderen zeigt die deutlich gestiegene Teile-
zahl Handlungsbedarf in Richtung Verringerung der Teilezahl auf, einhergehend
mit einer Verringerung der Materialintensität.

Definition und Umsetzung produktkernbezogener Requirementkataloge 296
Alt Neu
Funktion Gewicht in
kg
Teilezahl je
Funktion
Gewicht in
kg
Teilezahl je
Funktion
Antreiben 2,3 18 2,42 57 Rollen 7,58 178 5,36 184
Bremsen 0,14 8 0,65 74
Fahrer tragen 5,19 32 5,60 24
Lenken 0,79 7 0,92 16
Leuchten 0,46 33 0,62 36
Schützen 0,61 14 0,61 32
Gepäck tragen 0,67 6 0,95 12
Warnton ab-
geben 0,14 6 0,03 6
Gesamt: 17,88 304 17,16 441
Tabelle 31: Gewicht und Teilezahl je Funktion (Vergleich Alt-/Neuräder)
Bezüglich der festgestellten Entwicklung ergeben sich für das Entwicklungsziel
„Geringer Materialeinsatz pro Funktion“ insbesondere folgende Entwicklungsan-
forderungen (Requirements):
• Erforderliche Materialmenge durch Funktionsintegration reduzieren,
Erforderliche Materialmenge durch festigkeitsoptimierte Gestaltung reduzie-
ren.
Mit der Funktionsintegration durch Komponenten aus Modulsystemen werden
Bauräume und Gewicht reduziert, sowie Funktionen optimiert. Durch den Abbau
von Schnittstellen entfallen Verbindungselemente, was das Ausfallrisiko durch
weniger Fehlerquellen verringert. Zudem sinken durch die reduzierte Bauteilan-
zahl Handlings- und Montagekosten.
Die Notwendigkeit zur Funktionsintegration wird besonders in der Automobilin-
dustrie deutlich. Die Integration von Bauteilen für Komfort und zur Sicherheit

Definition und Umsetzung produktkernbezogener Requirementkataloge 297
der Passagiere in immer engeren Motorräumen, macht eine Überprüfung vor-
handener Strukturen auf Integrationsfähigkeit hin notwendig.213
Bezogen auf das Untersuchungsobjekt Fahrrad ergeben sich für Funktionsinteg-
ration, die in Abbildung 71 dargestellten funktions- bzw. baugruppenbezogenen
Ansatzpunkte.
Erforderliche Materialmenge durch Funktionsintegration
reduzieren
Erforderliche Materialmenge durch festigkeitsoptimierte
Gestaltung reduzieren
Requirements hinsichtlich Entwicklungsziel „Geringer
Materialeinsatz pro Funktion “
Relevante Teilfunktionen des Funktionssystems
Relevante Baugruppen bzw. -teile
Antreiben
Rollen
Leuchten
Bremsen
Tragen
Funktionssystem
Schaltung
Reifendecke
Rahmen
Sattel
Felgen/ Speichen
Lenker
Bremsbeläge/-zangen
Fortbewegung
Fahrrad
GepäckträgerLenken
Schützen
Abbildung 71: Ableitung requirementrelevanter Baugruppen und –teile für das
Entwicklungsziel „Geringe Materialintensität pro Funktion“
213 Vgl. hierzu unter http://www.all4engineers.com angeführte Beispiele und Praxiserfahrungen

Definition und Umsetzung produktkernbezogener Requirementkataloge 298
gering mittel hochReifendecke schlauchlose Reifen Komponentenwahl x
Felgen/ SpeichenVorbereitung für schlauchlose Reifen Hohlkammerfelgen
Komponentenwahl x
Sattel
Federsattelstütze statt gefederten Rahmen, Luftpolster statt Geleinlage
Komponentenwahl x
Rahmen
bspw. im Rahmen eingeschlossene Federung, Anlötteile
Komponentenwahl x
SchaltgriffeBremsgriffe
Lenker
Lenkerenden im Lenkrohr integriert; Integration von Federelementen
Vermeidung von Verbindungselementen
Komponentenwahl x
Gepäckträger
Vermeidung von Verbindungsstellen; weniger Streben, stabile Geometrie
Komponentenwahl x
· Erforderliche Materialmenge durch Funktionsintegration reduzieren · Erforderliche Materialmenge durch festigkeitsoptimierte Gestaltung reduzieren
Vermeidung von Verbindungselementen
Requirements Baugruppe/ -teilAnsatzpunkte zur Materialeinsparung durch Funktionsintegration
Ansatzpunkte zur Materialeinsparung durch Festigkeitsoptimierung
Handlungsfeld/ Akteur
Bewertung der techn./finanz.
kombinierte Schalt-/Bremsgriffe Vermeidung von Verbindungselementen
Komponentenwahl x
Abbildung 72: Umsetzungsplanung hinsichtlich Entwicklungsziel „Geringe
Materialintensität pro Funktion“
In Abbildung 72 sind konkrete Ansatzpunkte zur Materialeinsparung durch
Funktionsintegration sowie durch Festigkeitsoptimierung hinsichtlich der betrof-
fenen Bauteile und Komponenten ersichtlich.

Definition und Umsetzung produktkernbezogener Requirementkataloge 299
10.6.4 Requirementplanung für das Entwicklungsziel „Schadstoffarme Materi-
alien einsetzen“
Das Entwicklungsziel „Schadstoffarme Materialien“ ist eng in Verbindung mit
dem Entwicklungsziel „Geringe Materialvielfalt- und Geringe Materialintensität“
zu sehen und dem generellen Problem der Materialauswahl zuzuordnen. Diese
Entwicklungsziele zielen wie auch das Entwicklungsziel „Haltbarkeit erhöhen“
insbesondere auf den Produktkern, das Funktionssystem, Produkt ab. Dabei sind
insbesondere folgende Fragestellungen relevant:
• Welche problematischen bzw. toxischen Stoffe werden im Produkt einge-
setzt?
• Welche Alternativen gibt es zu diesen Stoffen?
• Werden Rohstoffe bzw. Bauteile mit bekannt problematischer Herkunft
eingesetzt?
• Können diese durch die Wahl eines alternativen Herkunftsortes vermieden
werden?
Als Datengrundlage dienen in diesem Falle wieder Ergebnisse der Demontage-
versuche. Allerdings sei an dieser Stelle auf die unzureichende Datenlage hin-
sichtlich eingesetzter Materialien hingewiesen. Im Rahmen der weitern Untersu-
chungen werden problematische Stoffe insbesondere im Bereich der Lackierung
(gesundheitsschädliche Lösungsmittel) sowie in PVC- und FCKW-geschäumten
Teilen gesehen.
Eine Untersuchung von Ökotest über Fahrräder zeigt einigen ökologischen
Handlungsbedarf im Bereich Fahrräder auf.214 Naturgemäß ergeben sich zwi-
schen ökologischen und technischen Ansprüchen häufig Zielkonflikte. Beispiels-
weise belastet Aluminium einerseits durch den hohen Energieverbrauch bei der
Herstellung stark die Umwelt. Andererseits sind Hohlkammerfelgen aus Alumi-
nium stabiler, leichter und auch sicherer in puncto Bremswirkung als solche aus
214 Vgl. Arnold, M (1994): Heft: ÖKO-TEST Mai 94 (M9405) vom 01.05.1994 Im Test:21 Pro-
dukte. Öko-Test-Verlag, Frankfurt (www.oekotest.de Stand 10.12.2004)

Definition und Umsetzung produktkernbezogener Requirementkataloge 300
Stahl. Pedale aus einem Mehrkomponenten-Kunststoff sind rutschfester als die
aus einem Material. Da die Teile jedoch irgendwann einmal auf dem Müll lan-
den, wäre aus ökologischer Sicht das leichter recycelbare Ein-Komponenten-
Pedal vorzuziehen.
Im Bereich der Lackierung ergeben sich eindeutigere ökologische Aussagen. Die
umweltfreundliche Pulverbeschichtung, bei der keine gesundheitsschädlichen
Lösemittel verwendet werden, ist eindeutig der Nasslackierung vorzuziehen.
Das den Untersuchungen im Forschungsprojekt zugrunde liegende Referenz-
modell (Mifa Germatec GT03) wie auch sämtliche andere Modelle aus dem Hau-
se MIFA werden ausschließlich pulverbeschichtet, so dass hier im Rahmen der
Bildung von Requirements kein weiterer Handlungsbedarf besteht, allerdings ist
die Lackierung in Abbildung 26 der Vollständigkeit halber mit aufgeführt.
Eine andere Ausgangslage ergibt sich im Bereich PVC- und FCKW-geschäumter
Teile. Dass beim Schäumen von Handgriffen und Sätteln auf den Ozonkiller
FCKW verzichtet werden kann, machen die italienische Firma Selle Royal und
der deutsche Hersteller Witkopp bereits vor.
Weiterhin problematisch sind die in großer Anzahl enthaltenen chlorierten
Kunststoffe. PVC wird insbesondere bei Brems- und Schaltzughüllen, im Bereich
Radlaufschützer, Pedale und Lichtkabel bis hin zu Lenkergriffen in großen Men-
gen eingesetzt. Darüber hinaus zählen die Bereifung, Schmierstoffe in Lagern
(auch Federelemente) und elektronische Bauteile in der Beleuchtung (z.B. Akkus
der Fahrradbeleuchtung) zu den problematischen Teilen.
Als Entwicklungsanforderungen hinsichtlich o.g. Entwicklungsziel ergeben sich:
• Toxische Werkstoffe bzw. –bestandteile vermeiden,
• Rohstoffe, Bauteile mit bekannt problematischer Herkunft vermeiden.

Definition und Umsetzung produktkernbezogener Requirementkataloge 301
In Abbildung 73 sind in diesem Zusammenhang besonders zu untersuchende
Baugruppen bzw. –teile dargestellt.
Toxische Werkstoffe bzw. –bestandteile vermeiden
Rohstoffe, Bauteile mit bekannt problematischer Herkunft
vermeiden
Requirements hinsichtlich Entwicklungsziel „Schadstoffarme
Materialien“
Relevante Teilfunktionen des Funktionssystems
Relevante Baugruppen bzw. -teile
Antreiben
Rollen
Leuchten
Bremsen
Tragen
Funktionssystem
Schaltung/Pedale/Lager/Schmierstoffe
Reifendecke/Schlauch
Lackierung
Sattel
Felgen/ Speichen
Dämpfungselemente
Bremsanlage
Fortbewegung
Fahrrad
Gepäckträger
Beleuchtungsanlage
Radlaufschützer
Lenken
Schützen Lenkergriffe
Abbildung 73: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Schadstoffarme Materialien“
Die in Abbildung 74 zusammengefasst dargestellten möglichen Maßnahmenpa-
kete lassen sich in der Forderung nach Einsatz von Materialien bzw. Komponen-
ten mit guter Umweltbewertung zusammenfassen. Wie oben bereits ausgeführt,
gibt es bereits Komponentenlieferanten, die bspw. auf FCKW in der Herstellung
verzichten, so dass die Umsetzung der Entwicklungsanforderungen durchaus
realistisch erscheint.

Definition und Umsetzung produktkernbezogener Requirementkataloge 302
gering mittel hoch
SattelFCKW-frei geschäumte Komponenten, Verzicht auf Geleinlage
Komponentenwahl x
Lenkergriffe Komponentenwahl xRadlaufschutz Komponentenwahl xSchaltgriffe Komponentenwahl xBremsgriffe Komponentenwahl xZahnkranzschutz Komponentenwahl xSchaltzugführung Komponentenwahl x
PedaleEin-Komponenten-Pedal, Verzicht auf Mehrkomponenten-Kunststoff
Komponentenwahl x
Klingel komplett aus Stahl Komponentenwahl x
Lager/ SchmierstoffeEinsatz biologisch abbaubarer Schmierstoffe
Komponentenwahl x
Lackierungumweltfreundliche Pulverbeschichtung, wasserverdünnbare Lacke
Komponentenwahl x
Beleuchtungsanlage
Verzicht auf Akku- bzw. batteriebetriebene Beleuchtungsanlage, FCKW-freie Kompnenten (Reflektoren etc.)
Komponentenwahl x
Reifendecke/ Schlauch
Einsatz schlauchloser, schadstoffarmer und recyclebarer Reifen
Komponentenwahl x
Handlungsfeld/ Akteur
Bewertung der
Toxische Werkstoffe bzw. –bestandteile vermeiden Rohstoffe, Bauteile mit bekannt problematischer Herkunft vermeiden
FCKW-frei geschäumte Komponenten
Requirements Baugruppe/ -teil Lösungsvariante
Abbildung 74: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Schadstoffarme Materialien“

Definition und Umsetzung produktkernbezogener Requirementkataloge 303
10.6.5 Requirementplanung für das Entwicklungsziel „Demontagefähigkeit
verbessern“
Ein weiteres Entwicklungsziel im Sinne der Umsetzung nachhaltigkeitsbezogener
Produkteigenschaften besteht in der Verbesserung der Demontagefähigkeit von
Produkten (hier Fahrräder). Dies bedeutet insbesondere, dass die Produktstruk-
turen dieser Produkte so zu gestalten sind, dass der für ihre Demontage not-
wendige Aufwand minimiert wird. Bei der Auswahl der Kriterien zur Beurteilung
der Demontagefähigkeit müssen daher sowohl Produktstruktur wie auch De-
montageprozess gleichzeitig berücksichtigt werden. Brandt stellt eine diese As-
pekte umfassende Kriterienstruktur vor (siehe Abbildung 75).215
Demontagefähigkeit
HilfsprozesseTrennen/ Handhaben
Demontageprozess
VerbindungsstrukturBaustruktur
Produktstruktur
Anzahl VerbindungenKomplexe Produktstruktur
Lösbarkeit VerbindungenAnzahl Komponenten
Anzahl separate Verbindungselemente
Greifflächen/ Greifbaum
Anzahl Verbindungstechniken
Verwendete Hilfsmittel
Anzahl Demontageoperationen
Anzahl verschiedener Werkzeuge
Zugänglichkeit
Automatisierbarkeit der Demontage
Erkennbarkeit Demontageablauf
Anzahl Demontagerichtung
Art Demontagebewegung
Abbildung 75: Kriterienstruktur „Demontagefähigkeit“
Quelle: In Anlehnung an Brandt (2000), S. 48
215 Brandt, R. (2000), S. 47f

Definition und Umsetzung produktkernbezogener Requirementkataloge 304
Informationen zur Beurteilung der Demontagefähigkeit für das Untersuchungs-
objekt Fahrrad liefern die im Rahmen der Demontage und Zerlegeversuche ge-
wonnenen Ergebnisse216.
Im Weiteren sollen insbesondere die folgendenden Kriterien zu Beurteilung und
darüber hinaus zur Ableitung von Entwicklungsanforderungen bzgl. einer ver-
besserten Demontagefähigkeit herangezogen werden:
• Demontagezeiten,
• Durchführbarkeit der Demontage,
• Werkzeuge,
• Teilezahl,
• Fügestellen, Modularität und Lösbarkeit.
Demontagezeit
Die Demontagezeit ist eine wichtige Größe zur Beurteilung der Demontagefähig-
keit. Eine geringe Demontagezeit kann allgemein als Kennzeichen für eine gute
Demontagefähigkeit gewertet werden. Darüber hinaus liefert die Demontagezeit
Informationen bzgl. der Wartungs- und Instandsetzungsfreundlichkeit und für
den Komponententausch. In den durchgeführten Demontageversuchen wurden
sowohl die allgemeinen Demontagezeiten als auch die Demontagezeiten für die
Verschleißteile untersucht. Die Summe der Demontagezeiten für die Verschleiß-
teile ist höher als die Gesamtdemontagezeiten.217 Dies ergibt sich daraus, dass
jeweils auch die Demontagezeiten für die im Vorfeld zu demontierenden Kom-
ponenten einfließen mussten.
Bezogen auf das Funktionssystem ergeben sich die in Tabelle 32 dargestellten
funktionsspezifischen Demontagezeiten unter Berücksichtigung der jeweiligen
Teilezahl. Setzt man die funktionsspezifischen Demontagezeiten mit der jeweili-
216 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 86ff 217 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
Anhang S. VIII- XIV

Definition und Umsetzung produktkernbezogener Requirementkataloge 305
gen Teilezahl in Beziehung, erhält man die durchschnittliche Demontagezeit je
Bauteil. Diese kann mit der durchschnittlichen Demontagezeit bezogen auf alle
Bauteile verglichen werden und liefert dann jeweils Ansatzpunkte für weitere
Untersuchungen.218
Funktion Demontage-
zeit in min
Teilezahl je Funkti-
on
∅ Demontagezeit
je Bauteil in min
Antreiben 39 57 0,68
Rollen 110 184 0,60
Bremsen 29 74 0,39
Fahrer tragen 14 24 0,58
Lenken 12 16 0,75
Leuchten 32 36 0,89
Schützen 14 32 0,44
Gepäck tragen 5 12 0,42
Warnton abgeben 2 6 0,33
Gesamt: 257 441 0,58
Tabelle 32: Demontagezeit und Teilezahl je Funktion (Neuräder)
Insbesondere im Bereich der Teilfunktionen Lenken, Leuchten, Antreiben und
Rollen wird die durchschnittliche Demontagezeit bezogen auf alle Bauteile z.T.
deutlich überschritten, so dass hier Verbesserungsmaßnahmen abzuleiten sind.
Durchführung der Demontage
Hinsichtlich des Kriteriums „Durchführbarkeit der Demontage“ interessieren
insbesondere die zur Demontage des Produktes oder einzelner Komponenten
erforderlichen Qualifikationsniveaus der ausführenden Personen. Darüber hin-
aus hängt die Durchführbarkeit in starkem Maße von der erforderlichen Werk-
zeugart- und –anzahl ab. Die Beurteilung der Durchführbarkeit der Demontage
beruht auf der subjektiven Einschätzung des Demontageteams.
218 Diesbezüglich wird auch der Bezug zur Teilezahl hergestellt.

Definition und Umsetzung produktkernbezogener Requirementkataloge 306
Diesbezüglich wurden unterschiedliche Anforderungsniveaus zugrunde gelegt:
• Normaler Nutzer: geringe technische Kenntnisse, normale handwerkliche
Fähigkeiten,
• Qualifizierter Nutzer: gute technische Kenntnisse, ausgeprägte handwerk-
liche Fähigkeiten sowie
• Werkstatt: qualifiziertes Personal.
Insgesamt ist festzustellen, dass nur eine vergleichsweise geringe Anzahl von
Komponenten durch qualifizierte Nutzer oder durch eine Werkstatt demontier-
bar ist (ca. 13% aller Komponenten). Insbesondere betrifft dies Komponenten
die in Zusammenhang mit den im Rahmen der Beurteilung der Demontagezeit
identifizierten kritischen Teilfunktionen Lenken, Leuchten, Antreiben und Rollen
stehen und bestätigt den ermittelten Verbesserungsbedarf.219 Darüber hinaus
zeigt dies, dass die Beurteilung der Durchführbarkeit der Demontage im Zu-
sammenhang mit der benötigten Demontagezeit betrachtet werden muss.
Werkzeuge
Hinsichtlich der Untersuchungen der zur Demontage benötigten Werkzeuge im
Rahmen der Demontageversuche konnte festgestellt werden, dass sich die De-
montagefähigkeit aufgrund einer praktischen Verdoppelung sowohl der erforder-
lichen Spezialwerkzeugen, wie auch Standardwerkzeuge bei Neurädern im Ver-
gleich zu Alträdern verschlechtert hat. Dies bedeutet im Wesentlichen, obwohl
eine relativ leichte Demontage möglich ist, dass sich die Demontagefreundlich-
keit des Produktes tendenziell verschlechtert hat. Insbesondere die Zahl der Er-
höhung der Spezialwerkzeuge steht Eigenwartung und –instandsetzung zuneh-
mend im Wege und begünstigt einen „Trend zur Werkstatt“. In Tabelle 33 ist die
Anzahl der Werkzeuge zur Demontage der jeweiligen funktionserfüllenden Bau-
teile abgebildet.
219 Vgl. hierzu Tabelle 4, Anhang, S. XV

Definition und Umsetzung produktkernbezogener Requirementkataloge 307
Funktion Anzahl Werk-zeuge
Werkzeug-art
Füge-part-ner
LÖSBARKEIT Demontage-zeit in min
Teilezahl je
Funktion
∅ De-mon-tage-zeit je Bauteil in min
Antreiben 10
6Standard 4Spezial
11 4 einfach 1 schwer
6 kompliziert 39 57 0,68
Rollen
4
3Standard 1Spezial
5 1 einfach 1 schwer 2 leicht
1 kompliziert
110 184 0,60
Bremsen 2 2 Standard 4 3 einfach 1 kompliziert 29 74 0,39
Fahrer tragen 2
2 Standard 5 2 leicht 1 kompliziert
2 unlösbar 14 24 0,58
Lenken 2 2 Standard 3 2 einfach 1 schwer 12 16 0,75
Leuchten
4
4 Standard 8 2 einfach 1 schwer 4 leicht
1 kompliziert
32 36 0,89
Schützen 3 3 Standard 4 4 einfach 14 32 0,44 Gepäck tragen
1 1 Standard 1 1 einfach 5 12 0,42
Warnton abgeben
1 1 Standard 1 1 einfach 2 6 0,33
Gesamt: - - 42 - 257 441 0,58 Tabelle 33: Zusammenhang Werkzeugzahl, -art, Demontagezeit und
Teilezahl je Funktion, (Neuräder)
Diese Ergebnisse bestätigen wiederum die im Rahmen der Beurteilung der De-
montagezeit und der Durchführbarkeit der Demontage identifizierten kritischen
Funktionen Antreiben, Rollen (Spezialwerkzeuge zur Demontage notwendig) so-
wie Leuchten (hohe Anzahl verschiedener Standardwerkzeuge notwendig). Die
Funktion Lenken (2 Standardwerkzeuge) scheint aus der Sicht der erforderli-
chen Werkzeuge unproblematisch, wo hingegen die Funktion Schützen hier (3
Standardwerkzeuge) kritischer erscheint.

Definition und Umsetzung produktkernbezogener Requirementkataloge 308
Fügestellen, Lösbarkeit
Die in den Demontageversuchen gewonnenen Ergebnisse hinsichtlich der Fü-
gestellen zeigen, dass sich die Zahl der Fügestellen im Vergleich zwischen Neu-
und Altprodukten um ca. 75% erhöht hat.220 Dies muss im Zusammenhang mit
der Entwicklung der Teilezahl gesehen werden. Da sich die Zahl der Fügestellen
stärker erhöht hat als die Teilezahl, kann daraus geschlossen werden, dass der
Modularisierungsgrad des Produktes insgesamt gestiegen ist. Dies ist prinzipiell
positiv zu werten.
Aus den Betrachtungen zur Demontagezeit, zur Durchführbarkeit der Demonta-
ge, der Teile- und Werkzeugzahl sowie der Fügestellen und deren Lösbarkeit
lässt sich zusammenfassend feststellen, dass durch die Analyse der durch-
schnittlichen Demontagezeiten je Bauteil Handlungsfelder für Verbesserungs-
maßnahmen und demzufolge für die Ableitung von Requirements identifiziert
werden konnten. Dies konnte durch die weitere Untersuchung der die Demonta-
gezeit beeinflussenden Faktoren wie Werkzeugzahl, Fügestellen und deren Lös-
barkeit bestätigt werden. Aus den vorangegangenen Ausführungen lassen sich
demzufolge hinsichtlich dem Entwicklungsziel „Demontagefähigkeit verbessern“
folgende Entwicklungsanforderungen ableiten:
• Demontagezeit minimieren,
• Einfache Lösbarkeit der Fügepartner gewährleisten,
• Funktionsfähigkeit der lösbaren Verbindungen über die gesamte Lebens-
dauer sicherstellen.
Nach Durchführung einer bauteilsbezogenen Ursachenanalyse können insbe-
sondere die in Abbildung 75 dargestellten kritischen Bauteile identifiziert wer-
den.
220 Vgl. dazu ausführlich Zwischenbericht (Berichtszeitraum vom 01.05.2002 bis 31.05.2003)
S. 99ff.

Definition und Umsetzung produktkernbezogener Requirementkataloge 309
Requirements hinsichtlich Entwicklungsziel
„Demontagefähigkeit verbessern“
Relevante Teilfunktionen des Funktionssystems
Relevante Baugruppen bzw. -teile
Antreiben
Rollen
Leuchten
Bremsen
Tragen
Funktionssystem
Bowdenzüge Schaltung
Lenkervorbau
Speichen, Naben
Gehäuse Beleuchtung
Reifen
Reflektoren Voder- und Hinterrad
Fortbewegung
Fahrrad
Lenken
Tretkurbel, Tretlager, Pedale
Lenkergriffe
Demontagezeit minimieren
Einfache und unkomplizierte Lösbarkeit der Fügepartner
gewährleisten
Funktionsfähigkeit der lösbaren Verbindungen
über die gesamte Lebensdauer sicherstellen
Schützen
Abbildung 75: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Demontagefähigkeit verbessern“
Werden die Entwicklungsanforderungen auf besonders kritische Bauteile bzw.
Komponenten bezogen, ergeben sich die in Abbildung 30 dargestellten Ansatz-
punkte zur Verbesserung der Demontagefähigkeit. Die Akteursangaben beziehen
sich auch in diesem Fall wieder auf die Komponentenwahl, da es sich beim be-
trachteten Fahrradhersteller um einen Endmonteur handelt. Eine alleinige Be-
trachtung der Komponenten greift hier allerdings zu kurz. Insbesondere die Art
der Verbindungen, die in gewissen Maße im Einflussbereich des Endmonteurs
liegen, sind hinsichtlich der Umsetzung der Entwicklungsanforderungen zu ver-
einheitlichen. Insbesondere die der Funktion „Antreiben“ zurechenbaren Füge-
partner benötigen zu deren Demontage, wie letztlich auch zur Montage jeweils
ein spezielles Werkzeug. Dies bedeutet eine hohe Anzahl an Werkzeugwechseln
was sich wiederum negativ auf Montage und Demontage auswirkt. Vergleichba-
res lässt sich für die Funktionen „Rollen“, „Lenken“ und „Schützen“ feststellen.

Definition und Umsetzung produktkernbezogener Requirementkataloge 310
gering mittel hoch
Tretkurbel/Tretlager"qualifizierten Nutzer", Werkstatt Spezial schwer
Lösbarkeit verbessern, Einsatz von Standard-werkzeug ermöglichen, Verbindungsart vereinheitlichen
x
Pedale "normaler Nutzer" Standard schwer
Lösbarkeit verbessern, Verbindungsarten vereinheitlichen
x
Bowdenzüge Schaltung"qualifizierten Nutzer", Werkstatt Standard schwer Lösbarkeit verbessern
x
Naben"qualifizierten Nutzer", Werkstatt Standard kompliziert
Lösbarkeit verbessern, Einsatz von Standard-werkzeug ermöglichen, Verbindungsarten vereinheitlichen
x
Speichen"qualifizierten Nutzer", Werkstatt
Spezial kompliziertLösbarkeit verbessern, Einsatz von Standard-werkzeug ermöglichen
x
Reifendecke Standard schwer Lösbarkeit verbessern xReflektoren Vorder- und Hinterrd
Standard kompliziert x
Gehäuse BeleuchtungStandard einfach x
LenkervorbauStandard schwer
Lösbarkeit verbessernx
Lenkergriffe"qualifizierten Nutzer", Werkstatt Standard schwer
Lösbarkeit verbessern, z.B. Stechverbindungen
x
Lösbarkeit verbessern, Verbindungsarten vereinheitlichen z.B. Stechverbindungen
Handlungs-feld/ Akteur
Bewertung der techn./finanz. Umsetung
· Demontagezeit minimieren Einfache und unkomplizierte Lösbarkeit der Fügepartner gewährleisten· Funktionsfähigkeit der lösbaren Verbindungen über die gesamte Lebensdauer sicherstellen.
Requirements Baugruppe/ -teilAnsatzpunkte zur Verbesserung der Demontagefähigkeit
erforder-liche Werkzeug-art
Demontage mindestens durchführbar durch:
Komponenten-wahl/ Verbindungs-prinzipien/ Normung
Lösbarkeit
"normaler Nutzer"
Abbildung 76: Umsetzungsplanung hinsichtlich Entwicklungsziel
„Demontagefähigkeit Verbessern“

Definition und Umsetzung produktkernbezogener Requirementkataloge 311
10.6.6 Requirementplanung für das Entwicklungsziel „Anteil standardisierter
Bauteile und Komponenten erhöhen“
Bei der genaue Betrachtung der Gesamtteilezahl wurde festgestellt, das sich bei
unterstellten gleichen Produktfunktionen die Teilezahl bei Neu- im Vergleich zu
Alträdern um 46% erhöht hat. Die Kleinteilezahl hat sich dabei überdurch-
schnittlich entwickelt. Eine gegenläufige Entwicklung konnte hinsichtlich der
Normteilezahl ausgemacht werden. Hier ist der Anteil der Normteile an der Ge-
samtteilezahl recht stark gesunken.
Dies beeinflusst unmittelbar Demontagezeiten und Demontageaufwand negativ,
erhöht tendenziell die Zahl benötigter Werkzeuge, erhöht die Ausfallwahrschein-
lichkeit von Funktionssystemen und die Wartungs- und Instandsetzungsintensi-
tät und tangiert damit die Eigenschaft „Langlebigkeit“ negativ.
Daraus ergeben sich unmittelbar folgende Entwicklungsanforderungen:
• Reduzierung der Teile- insbesondere der Kleinteilezahl,
• Erhöhung der Standard- bzw. Normteilezahl.
Zunächst sind als relevante Handlungsfelder kritische Funktionen bezogen auf
das „Leistungssystem Fahrrad“ zu identifizieren. Dies geschieht in einem ersten
Schritt für die Normteile, daran anschließend werden die Kleinteile untersucht.
Abschließend werden für Norm- und Kleinteile gemeinsam erarbeitete Lösungs-
alternativen vorgestellt.

Definition und Umsetzung produktkernbezogener Requirementkataloge 312
Normteile
Aus der Betrachtung der in Tabelle 34 dargestellten Aufschlüssellung der Teile-
zahl kann als erstes bestimmt werden, welche Teilfunktionen bereits vollständig
durch Normteile realisiert werden. Dies trifft vor allem auf folgende Funktionen
zu:
• Rollen,
• Lenken,
• Gepäck tragen,
• Warnton abgeben.
Teile
Funktion Kleinteile
Anteil der
Kleinteile an
Teilen (insge-
samt) in %
Norm-teile
Anteil der
Normteile an
Teilen
(insgesamt)
in %
Teile (insgesamt)
Antreiben 25 43,85
18 31,58
57
Rollen 96 52,17
184 100,00
184
Bremsen 58 78,37
17 22,97
74
Fahrer tragen 18 75,00
12 50,00
24
Lenken 10 62,50
16 100,00
16
Leuchten 19 52,78
26 72,22
36
Schützen 26 81,25
22 68,75
32 Gepäck tra-
gen 10 83,33
12 100,00
12 Warnton ab-
geben 4 66,67
6 100,00
6
Summe 266 60,31 313 70,98 441 Tabelle 34: Anzahl sowie Anteil der Kleinteile und Normteile im Verhältnis
zu den Teilen insgesamt

Definition und Umsetzung produktkernbezogener Requirementkataloge 313
Danach verbleiben vor dem Hintergrund einer Erhöhung der Norm- bzw. Stan-
dardteilezahl näher zu untersuchende Teilfunktionen. Durch einen ausgespro-
chen geringen Normteileanteil gekennzeichnete Teilfunktionen sind:
• Bremsen,
• Antreiben.
Deutlich besser sieht der Normteileanteil bei den Teilfunktionen „Fahrer tragen“
(50%) sowie „Schützen“ und Leuchten (~70%) aus. Aus dieser Sicht ergibt sich
eine schwerpunktmäßige Betrachtung der Brems- und Antriebskomponenten
sowie Komponenten der tragenden Struktur.
Kleinteile
Mit Ausnahme der Funktion „Antreiben“ liegt der Kleinteileanteil an der Gesamt-
teilezahl für alle Funktionen über 50%. Besonders hoch liegt der Kleinteileanteil
bei den Funktionen:
• Schützen (~81%),
• Gepäck tragen (~83%),
• Bremsen und (~78%),
• Fahrer tragen (75%).
Der geringste Kleinteileanteil ergibt sich bei den Komponenten zur Erfüllung der
Teilfunktion „Antreiben“ (~44%).

Definition und Umsetzung produktkernbezogener Requirementkataloge 314
Durch eine Verringerung der Teilezahl und insbesondere der Kleinteilezahl kön-
nen sowohl positive nachhaltigkeitsbezogene wie auch wirtschaftliche Wirkungen
erzielt werden. Zum einen wirkt sich eine Verringerung der Teilezahl positiv auf
die Ausfallwahrscheinlichkeit des Funktionssystems aus (verringerte Ausfall-
wahrscheinlichkeit), führt zu einer Verringerung der Demontagezeiten und kann
zu einer Verbesserung der Wartungs- und Instandsetzungsfreundlichkeit beitra-
gen. Neben diesen auf die Produkteigenschaften zielenden Verbesserungen, hat
eine Verringerung der Teilezahl auch positive wirtschaftliche Wirkungen die ins-
besondere im Bereich der Montage- und Herstellprozesse liegen. In diesem Zu-
sammenhang sind beispielsweise folgende Wirkungen zu nennen:
• Reduzierung der Verarbeitungskosten (z.B. Rüstkosten/ Teile),
• Reduzierung der Lagerkosten (z.B. Teileverwaltung),
• Reduzierung der Lieferantenzahl,
• Geringere Teilekosten (Beschaffung),
• Absenkung der Fehlerzahl.
In Abbildung 77 wird die Bedeutung einer Reduktion der Teilezahl im Rahmen
kostensenkender Maßnahmen deutlich sichtbar. Einhergehend mit der Redukti-
on der Teilezahl gewinnt die Funktionsintegration an Bedeutung.

Definition und Umsetzung produktkernbezogener Requirementkataloge 315
Abbildung 77: Maßnahmen zur Kostensenkung aus 135 Wertanalysen
Quelle: Lindemann (2004)221
221 http://www.pe.mw.tu-muenchen.de/Studium/Vorlesungen/Unterlagen

Definition und Umsetzung produktkernbezogener Requirementkataloge 316
11. Ergebnisse aus der Umsetzung produktkernbezogener Requirements
Um die Entscheidungsbasis für die Festlegung konkreter Produktmodifikationsmaß-
nahmen zu verbessern bzw. nachvollziehbar zu gestalten, werden im Folgenden
technische Entwicklungstendenzen im Fahrradbereich aufgezeigt, die unmittelbar
Berücksichtigung bei der Ableitung konkreter Produktmodifikationsmaßnahmen fan-
den.
11.1 Entwicklungstendenzen im Fahrradbereich und deren Berücksichtigung
bei der Requirement-Umsetzung
1) Technische Entwicklungen
Im Zusammenhang mit der Darstellung entsprechender Entwicklungstendenzen
im Fahrradbereich wird die zunehmende Bedeutung des Fahrrades als Ver-
kehrsmittel insbesondere im Kurzstreckenbereich, zur Personen- sowie Lasten-
beförderung diskutiert. Demnach sollte es ein Bestreben sein, die Alltagstaug-
lichkeit der Fahrräder sowie des Radfahrens (Abstellanlagen, Mietfahrräder) an
sich zu optimieren. Die technischen Entwicklungen haben insbesondere dazu
geführt, dass eine Vielzahl unterschiedlicher Fahrradtypen mit entsprechender
Anpassung an die Bedürfnisse der Nutzer am Markt verfügbar sind. Einen we-
sentlichen Anteil an den verschiedensten Fahrradtypen (Abbildung 78) in
Deutschland haben das Trekking- sowie Citybike (28% sowie 27%).222
222 Vgl. http://www.ziv-zweirad.de/index_fahrrad.htm (Stand 25.06.05)
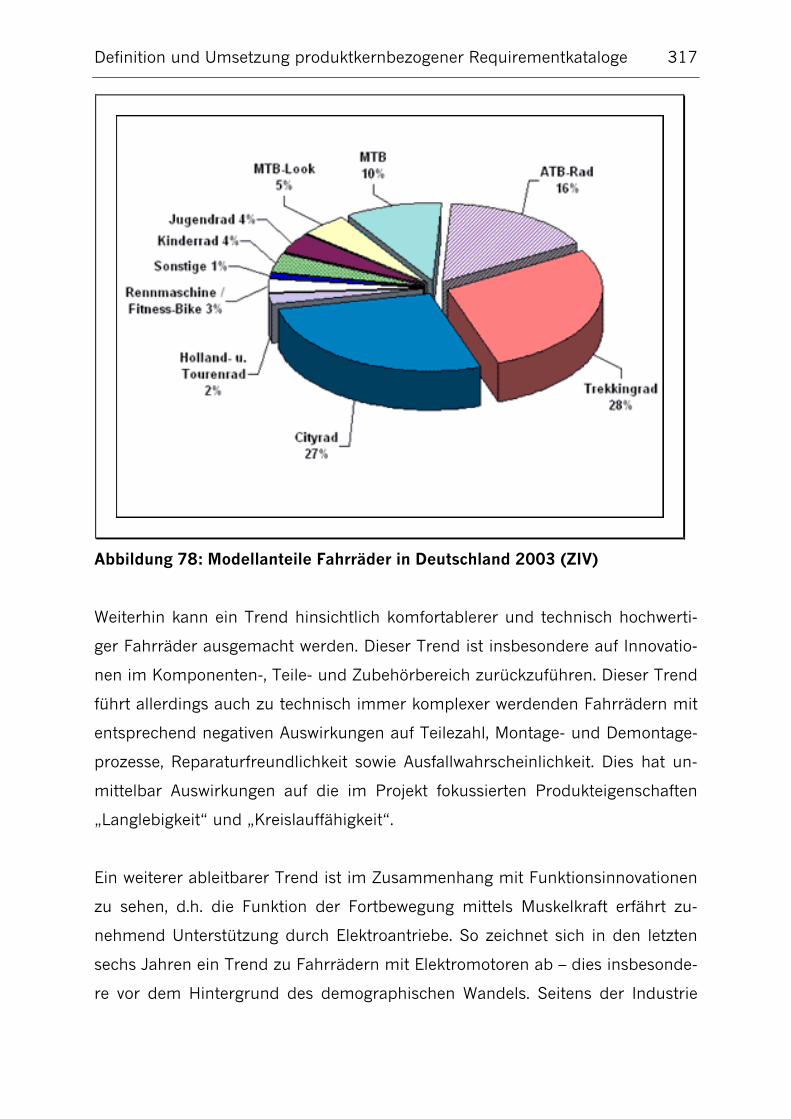
Definition und Umsetzung produktkernbezogener Requirementkataloge 317
Abbildung 78: Modellanteile Fahrräder in Deutschland 2003 (ZIV)
Weiterhin kann ein Trend hinsichtlich komfortablerer und technisch hochwerti-
ger Fahrräder ausgemacht werden. Dieser Trend ist insbesondere auf Innovatio-
nen im Komponenten-, Teile- und Zubehörbereich zurückzuführen. Dieser Trend
führt allerdings auch zu technisch immer komplexer werdenden Fahrrädern mit
entsprechend negativen Auswirkungen auf Teilezahl, Montage- und Demontage-
prozesse, Reparaturfreundlichkeit sowie Ausfallwahrscheinlichkeit. Dies hat un-
mittelbar Auswirkungen auf die im Projekt fokussierten Produkteigenschaften
„Langlebigkeit“ und „Kreislauffähigkeit“.
Ein weiterer ableitbarer Trend ist im Zusammenhang mit Funktionsinnovationen
zu sehen, d.h. die Funktion der Fortbewegung mittels Muskelkraft erfährt zu-
nehmend Unterstützung durch Elektroantriebe. So zeichnet sich in den letzten
sechs Jahren ein Trend zu Fahrrädern mit Elektromotoren ab – dies insbesonde-
re vor dem Hintergrund des demographischen Wandels. Seitens der Industrie

Definition und Umsetzung produktkernbezogener Requirementkataloge 318
wird in diesem Produktbereich in den nächsten Jahren ein wachsendes Markt-
potenzial gesehen.
Darüber hinaus werden derzeit neue Anwendungsmöglichkeiten von Wasserstoff
Mini-Brennstoffzellen im Fahrradbereich getestet und entwickelt. So wurde von
der Firma Swizzbee in enger Zusammenarbeit mit der Firma Masterflex (Brenn-
stoffzellentechnik) ein serienreifes Fahrrad mit Brennstoffzellenantrieb entwi-
ckelt. Grundlage des Fahrrades bildet ein Elektrofahrrad der Firma Swizzbee,
das von einer integrierten Masterflex-Brennstoffzelle mit Energie versorgt
wird.223 Mit ca. 45g in Metallhybriden gespeicherten Wasserstoffs steigt die
Reichweite des Fahrrades gegenüber herkömmlichen Akkulösungen um das
Fünffache auf ca. 120km an. Mit diesem Fahrradkonzept werden neue Anwen-
dungsperspektiven nicht nur im privaten, sondern auch im gewerblichen Einsatz
denkbar. Vor diesem Hintergrund wird die Entwicklung innovativer Chargobikes
(Fahrräder für den Transport kleinerer Lasten) vorangetrieben. Die Firmen
Masterflex und Veloform (Entwicklung von Velotaxen) planen in kooperativer Zu-
sammenarbeit die Einführung der ersten marktreifen Cargobikes bereits Ende
2005. Infrastruktur und Speichertechnologie sind bereits verfügbar und schaffen
damit die Grundlage für den flächendeckenden Einsatz der Cargobikes.
223 Vgl. http://www.masterflex-bz.de/aktuell.html (Stand 26.06.05)

Definition und Umsetzung produktkernbezogener Requirementkataloge 319
2) Entwicklungen im Dienstleistungsbereich-Fahrräder
Die Entwicklungen im Service- und Dienstleistungsbereich ergeben sich aus der
wirtschaftlichen Bedeutung des Verkehrsmittels Fahrrad, die über den Absatz,
den Handel sowie die Wartung und Instandhaltung hinausgeht und Impulse für
viele andere Dienstleistungsbereiche gibt.
Mietfahrräder
Für Dienstleister ergeben sich bspw. durch die Ausleihe von Fahrrädern, insbe-
sondere an Bahnhöfen und Tourismusstützpunkten, erweiterte Marktmöglichkei-
ten. Als größere Anbieter von Leihfahrräder sind die Bahn (DB – Call a bike –
Mietfahrradsystem), Fahrradstation Berlin und City-Bike Wien zu nennen.
Im Rahmen des Mietfahrradsystems Call a bike stehen rund 4000 Mieträder in
definierten Kerngebieten von Berlin, Frankfurt, Köln und München gegen Entgelt
zur Verfügung.224
Als öffentliches Verkehrsmittel bietet die Stadt Wien mit dem Citybike die Mög-
lichkeit, in ganz Wien Distanzen mit dem Fahrrad zurückzulegen.225 Die Citybi-
kes können dabei an öffentlichen Bikestationen innerhalb Wiens entliehen und
an jeder beliebigen Station zurückgegeben werden. Die Verfügbarkeit von Fahr-
rädern an bestimmten Station kann sowohl an den Terminals als auch bequem
via Internet abgefragt werden. Die Nutzung ist innerhalb der ersten Stunde gra-
tis. Voraussetzungen zur Nutzung des Citybike Wien Service sind der Besitz ei-
ner Citybike Card oder einer MAESTRO Card (Bankomatkarte) bei einem öster-
reichischen Bankinstitut.
Eine stunden- bis wochenweise Fahrradausleihe bietet die Fahrradstation Berlin
ihren Kunden an.226 Hier können an verschiedenen Standorten in Berlin unter-
224 Vgl. http://www.callabike-interaktiv.de/kundenbuchung (Stand 26.06.05) 225 Vgl. http://www.citybikewien.at (Stand 26.06.05) 226 Vgl. http://www.fahrradstation.de (Stand 26.06.05)
Definition und Umsetzung produktkernbezogener Requirementkataloge 320
schiedlichste Fahrradtypen gegen Entgelt entliehen werden. Darüber hinaus
werden geführte Stadterkundungen mit Fahrrädern angeboten.
Fahrradkurierdienste
Ein weiteres Marktsegment haben sich die Fahrradkurierdienste erschlossen,
deren Angebotspalette von Botendiensten über Postfachleerungen bis hin zu
überregionalen Versand und Transporten reicht.227 Wesentliche Vorteile der
Fahrradkuriere sind aus Kundensicht Schnelligkeit, Zuverlässigkeit sowie die Fle-
xibilität in den Kundenwünschen. Die Anzahl der Fahrradkurierdienste liegt in
Deutschland bei ca. 110 Betrieben in fast ebenso vielen Städten. Der Marktanteil
der Fahrradkuriere an Kuriersendungen insgesamt liegt bei etwa 1,5 %, der Um-
satzanteil bei rund 1,4 %.228
Fahrradtaxen
Einen weiteren Bereich im Dienstleistungsspektrum decken die seit 1997 in Ber-
lin eingesetzten Velotaxen ab. Die rund 40 Fahrradtaxen sind von April bis Okto-
ber im Linienverkehr im Einsatz und befördern täglich etwa 1.700 Fahrgäste.229
Mittlerweile sind zahlreiche nationale wie internationale Standorte aufgebaut
worden. Dadurch kann ein wesentlicher Beitrag zum umweltfreundlicheren in-
nerstädtischen Verkehr geleistet werden. Velotaxis vermindern damit umwelt-
freundlich und nachhaltig die Abgasbelastungen der Städte und erweitern die
Nahverkehrssysteme um ein flexibles und zuverlässiges Transportmittel. Dar-
über hinaus sind Velotaxis wirkungsvolle Werbeträger mit konkurrenzlosen Leis-
tungsmerkmalen.
Die Fahrzeuge vereinen ein einfaches Antriebsprinzip mit ausgefeilter Technik,
modernes Design mit besonderem Fahrkomfort. Velotaxen werden grundsätzlich
227 Nationaler Radverkehrsplan 2002-2012. Fahr Rad! Maßnahmen zur Förderung des Radverkehrs
in Deutschland. Bericht der Bundesregierung. Berlin. S. 25. 228 Nationaler Radverkehrsplan 2002-2012. Fahr Rad! Maßnahmen zur Förderung des Radverkehrs
in Deutschland. Bericht der Bundesregierung. Berlin. S. 25.

Definition und Umsetzung produktkernbezogener Requirementkataloge 321
per Muskelkraft angetrieben. Eine 21-Gang-Schaltung überträgt die Pedalkraft
auf das Differenzialgetriebe der Hinterräder. Hydraulisch verstärkte Scheiben-
bremsen erhöhen die Sicherheit im Straßenverkehr. Die Velotaxis sind darüber
hinaus mit einem elektrischen Zusatzmotor ausgestattet, der bei Steigungen o-
der akutem Kräftemangel einspringt. Die Komponenten sind übersichtlich und
wartungsfreundlich angeordnet. In der aerodynamisch geformten Kabine finden
der Fahrer und zwei Fahrgäste mit leichtem Gepäck bequem Platz. Die Kabine
wird im Rotationsschleuderverfahren hergestellt und besteht zu 100% aus re-
cyclebaren Polyethylen.
c) Ausblick
Insgesamt lässt sich aus der Betrachtung der Entwicklungen im Fahrradbereich
ein Trend hinsichtlich der Ausprägung hybrider Leistungsbündel in Abhängigkeit
vom Kundenbedarf ableiten.230 Alleinstellungsmerkmale werden nicht mehr al-
lein durch hardwarebasierte Produktmerkmale erreicht, die relativ schnell imi-
tierbar sind. Im Gegensatz hierzu gilt aber auch, dass der zur Herstellung eines
Produktes erforderliche Prozess z.T. nur schwer nachvollziehbar und kopierbar
ist. In der Produktentstehung sind demzufolge innovative Produktkonzepte und
innovative Herstellungsprozesse zu integrieren. Durch eine ganzheitliche Be-
trachtung, die sich am Kundennutzen orientiert, kann ein innovatives und wett-
bewerbsfähiges Angebot entstehen. ergänzt um produktimmanente Dienstleis-
tungsbestandteile, die dem Paradigma Nutzen- statt Produktverkauf Rechnung
tragen, entstehen so Produkte als hybride Leistungsbündel, deren Imitierbarkeit
stark erschwert wird.
Hybride Leistungsbündel sind durch eine integrierte und sich gegenseitig de-
terminierende Planung, Entwicklung, Erbringung und Nutzung von Sach- und
Dienstleistungen gekennzeichnet. Der Anteil der mit dem Produkt verbundenen
Dienstleistungen beeinflusst dabei direkt sowohl die Hardware- als auch die
229 Vgl. http://www.velotaxi.de/ (Stand 26.06.05)

Definition und Umsetzung produktkernbezogener Requirementkataloge 322
Softwareausprägung. Dieses integrierte Verständnis führt zu neuen, nutzungsop-
timierten Leistungsergebnissen.
11.2 Zusammensetzung des Entwicklungsteams
Im Folgenden ist die konkrete Zusammensetzung des Entwicklungsteams im Rah-
men der durchgeführten Innovationsworkshops dargestellt.
a) Fachleute der MIFA AG
Produktionsleiter
Dem Produktionsleiter obliegt die Rolle als Koordinator im Rahmen anfallender
Umsetzungsprozesse hinsichtlich der Realisierung des Produktmodells im Mus-
terbau der MIFA AG.
Einkauf
Der Leiter des Einkaufs stellt seine Kompetenz hinsichtlich der monetären Be-
wertung der Auswirkungen potenzieller Produktmodifikationen auf Komponen-
tenebene vor. Er verfügt über umfangreiche Kenntnis hinsichtlich am Markt ver-
fügbarer Komponenten. Darüber hinaus obliegt ihm im Projekt die Erstellung
einer entsprechenden Produktstrukturstückliste, sowie die Abwicklung relevanter
Beschaffungsmodalitäten.
Musterbau
Der Musterbau-Experte stellt seine Kompetenz hinsichtlich der materiellen Rea-
lisierung des Modell-Fahrrades zur Verfügung. Er stellt technische Zusammen-
hänge und Restriktionen dar und leistet einen wesentlichen Beitrag zur Vermei-
dung bzw. Beseitigung von Zielkonflikten im Rahmen der Evaluierung möglicher
Produktmodifikationsmaßnahmen.
230 Vgl. Uhlmann, E. (2004): Herausforderung Produkt- und Prozessinnovation. In: Uhlmann, E.
(Hrsg.): Futur. Mitteilungen aus dem Produktionstechnischen Zentrum (PTZ) Berlin. Heft 2/2004, 6. Jahg., S. 6-7.

Definition und Umsetzung produktkernbezogener Requirementkataloge 323
b) externe Fachleute
Prüfer Produktsicherheit
Ein Experte vom Dienstleistungszentrum für Produktsicherheit überwacht die
Einhaltung von Normungsstandards und lässt seine Erfahrungen aus diversen
Produkt-Tests in die Entwicklung einfließen. Darüber hinaus nimmt er die ab-
schließende Sicherheitsprüfung an mehreren Exemplaren des Modell-Fahrrades
vor.
Experten für die Berücksichtigung relev. Anspruchsgruppen
Experten des Allgemeinen Deutschen Fahrrad Clubs (ADFC) kommunizieren und
diskutieren die Nutzeranforderungen an das zu entwickelnde Modellfahrrad.
Dies insbesondere vor dem Hintergrund der täglichen Kommunikation mit Fahr-
rad-Nutzern sowie diversen Anspruchsgruppen. Sie ermöglichen damit, die pro-
duktbezogenen Entscheidungen nochmals auf eine breitere Informations- bzw.
Wissensbasis hinsichtlich relevanter Anspruchsgruppen zu stellen. Darüber hin-
aus leistet ein Experte des ADFC-Technikfachausschusses durch sein technisch-
nutzungsorientiertes Wissen einen wesentlichen Beitrag im Rahmen der Über-
setzungsproblematik von Kundenanforderungen in technische Anforderungen.
CAD-Experte
Ein externer Wirtschaftsingenieur ist für die Umsetzung der verabschiedeten
Produktmodifikationsmaßnahmen mittels CAD 3D verantwortlich. Dadurch wird
eine Nutzung der erarbeiteten Produktdaten über die Projektlaufzeit möglich.

Definition und Umsetzung produktkernbezogener Requirementkataloge 324
Abbildung 79: Entwicklungsteam LongLifeBike
(v.vo.l.n.r.: E. Brust (Prüfzentrum Produktsicherheit); R. Nauhardt (Produktions-leitung MIFA AG); N. Fließhardt (Technikexperte ADFC); Dr. W. Richter (Projekt-manager ADFC); C. Brodhun (FH-Nordhausen); M. Lipolski (Musterbau MIFA AG); R. Walter (Einkauf MIFA AG); R. Henneberg (FH-Nordhausen); A. Lübeck (VSF))

Definition und Umsetzung produktkernbezogener Requirementkataloge 325
11.3 Ergebnisse
11.3.1 Überblick
Für die im Rahmen der Ableitung von Requirementkatalogen identifizierten rele-
vanten Baugruppen sind im Expertengespräch entsprechende Lösungsvarianten
entwickelt worden. Aus planungstechnischer Sicht wurden Lösungsvarianten die
sich aus der Verfolgung einer Re-Design-Strategie eröffnen fokussiert. D.h. dass
planungsmethodisch wesentliche Entwicklungsanforderungen hinsichtlich eines
Produkt-Re-Designs erfasst und dokumentiert wurden. Vor dem Hintergrund
einer kurzfristigen Umsetzung der Entwicklungsanforderungen im Modellfahr-
rad, wurden im Rahmen eines Innovationsworkshops jedoch Lösungsvarianten
ausgewählt, die sich auf der Ebene einer Produktverbesserung bewegen und
damit kurzfristig realisierbar sind. In Tabelle 35 sind für die untersuchten Bau-
teile entsprechende Lösungsvarianten vor dem Hintergrund einer Produktver-
besserung dargestellt. In den Prozess der Generierung und Auswahl von Umset-
zungsmöglichkeiten finden insbesondere die in Punkt 11.1 dargestellten Ent-
wicklungstendenzen Berücksichtigung. Hier wurden insbesondere der Trend zu
hybriden Leistungsbündeln (Berücksichtigung/ Schaffung entsprechender Servi-
ce- und Dienstleistungsangebote), eine Verbesserung der Alltagstauglichkeit und
der Komforteigenschaften vor dem Hintergrund einer verbesserten Langlebigkeit
und Kreislauffähigkeit berücksichtigt. Einen Überblick über die umgesetzten
Produktmodifikationsmaßnahmen gibt Tabelle 35.

Definition und Umsetzung produktkernbezogener Requirementkataloge 326
FUNKTION KOMPONENTE/
LÖSUNG
BEMERKUNG
Reifen/
Ballonreifen
Verzicht auf konventionelle
Federelemente wie Feder-
gabel und gefederte Sattel-
stütze
Fahrrad wird insgesamt
sehr viel wartungsärmer
und gleichzeitig auch ca.
2kg leichter
Materialvielfalt und –
intensität sowie Teilezahl
können deutlich reduziert
werden
Dämpfung
Sattel/ Luftsattel Verzicht auf Geleinlage
verbesserte Dämpfungsei-
genschaften
Dynamo/ Nabendy-
namo
weniger Rollwiderstand
und Reifenverschleiß, ge-
ringer Wartungsaufwand
höhere Lebensdauer und
Zuverlässigkeit
Beleuchtung
Kabel/ doppelte Ka-
belführungim Rah-
men
vor Schmutz und Feuchtig-
keit geschützt
höhere Lebensdauer und
Zuverlässigkeit
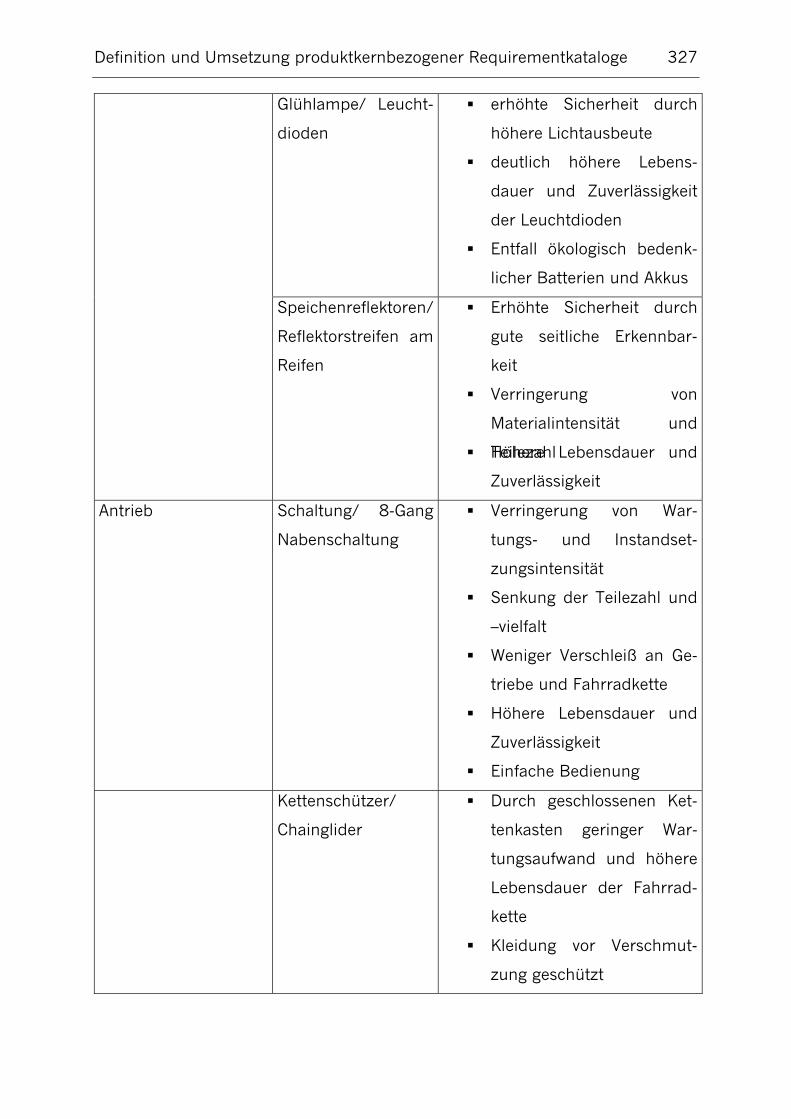
Definition und Umsetzung produktkernbezogener Requirementkataloge 327
Glühlampe/ Leucht-
dioden
erhöhte Sicherheit durch
höhere Lichtausbeute
deutlich höhere Lebens-
dauer und Zuverlässigkeit
der Leuchtdioden
Entfall ökologisch bedenk-
licher Batterien und Akkus
Speichenreflektoren/
Reflektorstreifen am
Reifen
Erhöhte Sicherheit durch
gute seitliche Erkennbar-
keit
Verringerung von
Materialintensität und
Teilezahl Höhere Lebensdauer und
Zuverlässigkeit
Antrieb Schaltung/ 8-Gang
Nabenschaltung
Verringerung von War-
tungs- und Instandset-
zungsintensität
Senkung der Teilezahl und
–vielfalt
Weniger Verschleiß an Ge-
triebe und Fahrradkette
Höhere Lebensdauer und
Zuverlässigkeit
Einfache Bedienung
Kettenschützer/
Chainglider
Durch geschlossenen Ket-
tenkasten geringer War-
tungsaufwand und höhere
Lebensdauer der Fahrrad-
kette
Kleidung vor Verschmut-
zung geschützt

Definition und Umsetzung produktkernbezogener Requirementkataloge 328
SERVICE Hotline-Service
Ersatzteilversand zur Selbstmontage
„Vor-Ort“-Service
Umsetzungsfähiges
Rücknahmesystem
Entsorgungsbeitrag ca. 25 Euro
Umweltschutz Verzicht auf PVC und FCKW beim Einsatz von
Kunststoffen
Verwendung wasserlöslicher Lacke sowie umwelt-
freundlicher Pulverbeschichtung statt Klarlack
Tabelle 35: Produktmodifikationsmaßnahmen (Auszug)
Nach Erarbeitung der Lösungsvarianten konnte eine Musterbau-Stückliste er-
stellt werden. Aus betrieblichen Gründen wird diese jedoch nicht veröffentlicht.
Die Dekorgestaltung erfolgte ebenfalls in Zusammenarbeit mit den Kooperati-
onspartnern. Die Dekore sollen dabei wesentliche Kernpunkte des Projektes so-
wie dem Produktmodell immanenten Produkteigenschaften reflektieren. Dies
geschieht zum einen durch Verwendung des „LongLifeBikes“ - Logos als Steuer-
kopfdekor sowie durch Verwendung des „LongLifeBikes“ - Schriftzuges am
Rahmen. Die entwickelten Entwürfe wurden einer Werbeagentur für eine profes-
sionelle Umsetzung übergeben. Dabei werden vier alternative Form- und Farb-
konzeptionen entwickelt, die im Rahmen einer Nutzerbefragung einem größeren
Personenkreis (ca. 100 Personen) zur Bewertung vorgelegt wurden.
11.3.2 „LongLifeBike“ vs. Referenzmodell
Bei dem entwickelten Modellfahrrad konnte eine wesentliche Verbesserung der
Produkteigenschaften „Langlebigkeit“ und „Kreislauffähigkeit“ bei Rückgriff auf
bestehende Technik, erreicht werden. Das entwickelte Modellfahrrad ist dem-
nach vollkommen serientauglich und kann nach dem in Rede stehenden Kon-
zept gebaut werden. Durch die umfassende Berücksichtigung relevanter An-
spruchsgruppen ist darüber hinaus mit einer erwartet positiven Diffussion am

Definition und Umsetzung produktkernbezogener Requirementkataloge 329
Markt zu rechnen. Darüber hinaus ist das erarbeitete Entwicklungskonzept über-
tragbar auf andere Modellvarianten.
Abbildung 80: Präsentation des LongLifeBikes auf der IFMA2005 in Köln
v.l.n.r. Dr. W. Richter (ADFC), C. Brodhun (FH-Nordhausen), E. Brust (velotech), Prof. A. Troge (Präsident Umwelt Bundes Amt), H. Hahn-Klöckner (Bundesge-schäftsführer ADFC), M. Neun (Präsident Europäischer Radverband ECF)
Ein wesentliches Problem derzeitiger Neuproduktplanungen besteht darin, dass
sich Entwicklungen unter Umweltgesichtspunkten meistens auf Einzelmerkmale
beziehen, die als Sonderaufgabe geplant, gesteuert und realisiert werden und
damit aus dem Prozess der allgemeinen Neuproduktplanung für eine folgende
Produktgeneration buchstäblich herausgelöst werden. Dies ist zum Einen wirt-
schaftlich ineffizient, zum Anderen führt eine solche Vorgehensweise häufig zu
Produkten mit ausgeprägten „ökologischen“ Nischeneigenschaften. Mit dem
entwickelten Modellfahrrad ist jedoch kein ökologisches Nischenprodukt ent-
standen, sondern ein Massenprodukt mit wesentlich verbesserten umweltrele-
vanten Eigenschaften. Ökologische Nischenprodukte wie z.B. der „3-Liter-Lupo“

Definition und Umsetzung produktkernbezogener Requirementkataloge 330
von Volkswagen fristen am Markt zumeist ein „entsprechend kümmerliches“
Dasein. Dies liegt u.a. nicht unwesentlich an der, die Sonderstellung im Rahmen
der Neuproduktplanung berücksichtigenden Produktkalkulation. Die umweltori-
entierte Änderung des Eigenschaftsprofils dient damit oftmals als Argument für
eine notwendige Kostenüberwälzung. Mit dem entwickelten Modellfahrrad ist es
jedoch gelungen ein unter Umweltgesichtspunkten verbessertes Produkt, zu ei-
nem im Vergleich zum Vorgängermodell im wesentlichen gleich gebliebenen
Preis, zu entwickeln. In Abbildung 81 sind Referenzmodell (Germatec GT04) und
LongLifeBike gegenübergestellt.

Definition und Umsetzung produktkernbezogener Requirementkataloge 331
Referenzmodell - LongLifeBike
Abbildung 81: Referenzmodell und „LongLifeBike“
Ein wesentlicher Schwerpunkt bei der Entwicklung des LongLifeBikes war die
Einfachheit der Funktionserfüllung sowie eine gesenkte Produktkomplexität. Das
entwickelte Fahrrad ist weitgehend wartungsfrei, alle wichtigen Teile sind gut
geschützt, wodurch das Fahrrad auch bei schlechten Witterungsverhältnissen
ausgesprochen sicher ist.
Durch den Einsatz des Ballonreifen BIG APPLE von SCHWALBE kann auf die im
Vorgängermodell verbauten konventionellen Federelemente wie Federgabel und
gefederte Sattelstütze verzichtet werden, das Fahrrad wird insgesamt sehr viel
wartungsärmer und gleichzeitig auch ca. 2-3 kg leichter. Materialvielfalt und –
intensität können deutlich reduziert werden. Darüber hinaus sinkt die Teilezahl
erheblich, dies zeigt bspw. der Vergleich der bislang verbauten Federgabel, die
aus ca. 20 Einzelteilen besteht und sich aus verschiedensten Materialien wie Alu,
Stahl, Kunststoffe und Hydrauliköl zusammensetzt, mit einer Standardgabel, die
aus einem Teil und einem Material besteht (vgl. Abbildung 82). Durch den Ein-

Definition und Umsetzung produktkernbezogener Requirementkataloge 332
satz der Ballonreifen wird die Produktkomplexität damit insgesamt deutlich re-
duziert. Die Ballonreifen federn kurze Erschütterungen und lästige Vibrationen
besonders gut ab. Die Belastungen am Lenker verringern sich um 36 Prozent
und an der Wirbelsäule um 25 Prozent gegenüber einem ungefederten Stan-
dardrad.231 Dabei federt der dicke Fahrradreifen Big Apple fast so gut wie ein
vollgefedertes Fahrrad. Zudem bieten Ballonreifen wegen ihrer stabilen Boden-
haftung und Spurtreue auch Sicherheitsvorteile. Nach dem Erreichen der Ver-
schleißgrenze können die alten Reifen im Fachhandel zurückgegeben werden.
Schwalbe unterhält ein Recycling –System, bei dem der Fahrradreifen wieder in
seine drei Bestandteile (Metall, Gummi, textiles Gewebe) zerlegt wird.
Auch beim Fahrradsattel wurde auf eine geringe Materialvielfalt und -intensität
geachtet. Vor diesem Hintergrund wurde der „Air Seat“ von Sixt gewählt, der
statt einer Gel-Einlage mit einem Luftkissen arbeitet und insgesamt eine im Ver-
gleich zu Standardsätteln deutlich reduzierte Materialvielfalt und –intensität
aufweist. Der Sattel "Air Seat" oder "Luftsattel" besteht aus einer Grundplatte,
einer aufblasbaren Gummihaut, mit Ventil und der Befestigung, schließlich noch
aus einem abnehmbaren Überzug aus Elasthan. Der Sattel verfügt über ein Luft-
kissensystem und kann je nach Dämpfungsbedarf mit einer herkömmlichen
Fahrradluftpumpe über ein Ventil an der Unterseite des Sattels von straff bis
komfortabel aufgepumpt werden. Der Luftsattel passt sich der Anatomie des
Menschen an und federt die Intensität der Stöße gegenüber einem herkömmli-
chen Sattel wesentlich besser ab.
Zudem verfügt das Fahrrad über eine Shimano Nexus 8-Gang Naben-Schaltung.
Die 8 Gänge der Naben-Schaltung decken einen großen Bereich einer heute
gängigen Kettenschaltung ab. Da die Schaltung geschützt in der Nabe arbeitet,
ist sie wesentlich weniger anfällig und muss nicht dauernd nachgestellt werden
(wartungsfrei). Die Nabenschaltung vermindert den Verschleiß an der Kette e-
norm, darüber hinaus ist das Getriebe vor äußeren Witterungseinflüssen ge-
schützt. Zudem ist ein freitragender Komplettkettenschutz von Hebie verbaut.
231 Vgl. http://www.schwalbe.de (Stand 26.06.05)

Definition und Umsetzung produktkernbezogener Requirementkataloge 333
Dieser rundum geschlossene Kettenkasten wirkt sich positiv auf die Haltbarkeit
und den Pflegebedarf der Kette aus. Darüber hinaus ist Kleidung optimal vor
Verschmutzungen geschützt.
Zentrale Ziele bei der Entwicklung des Modell-Fahrrades waren neben einer ho-
hen Langlebigkeit und einer verbesserten Kreislaufführung insbesondere eine
deutliche Verbesserung der Verkehrssicherheit und der Alltagstauglichkeit. Aus
diesem Grunde verfügt das Fahrrad über eine 3 teilige Bremsanlage, bestehend
aus Rücktritt-Nabe sowie V-Brakes vorne und hinten. Für Licht sorgt ein Naben-
dynamo ebenfalls von Shimano. Bei dem verbauten Nabendynamo fällt das
Problem der Reibung auf dem Pneu weg. Damit entfällt ein Ausrichten wegen
gelöster Befestigungsschrauben sowie der häufigere Reifenwechsel. Darüber
hinaus arbeitet der Nabendynamo bei jedem Wetter zuverlässig und kann kaum
beschädigt werden. Die Lichtkabel sind doppelt geführt und komplett im Rah-
men versorgt. Sämtliche Kabelzüge sind in einem Stück geführt, was das Ein-
dringen von Schmutz und Feuchtigkeit an den Schnittstellen verhindert.
Scheinwerfer und Rücklicht brennen dank Standlichtfunktion auch im Stillstand
weiter. Das Fahrrad verfügt zusätzlich über große Reflektorstreifen an den Reifen
und den Pedalen, so dass eine hervorragende seitliche Erkennbarkeit gegeben
ist.
Ein weiterer wichtiger Punkt beim LongLifeBike ist der Verzicht auf PVC und
FCKW beim Einsatz von Kunstoffen. Besonderer Wert wurde in diesem Zusam-
menhang auf eine entsprechende Deklaration gelegt. Auch die ausschließliche
Verwendung wasserlöslicher Lacke sowie umweltfreundlicher Pulverbeschich-
tung statt Klarlack unterstreicht die starke Ökologieorientierung. Die Lackierung
wird dabei im 3-Schicht-Verfahren, bestehend aus Grundierung/ Füllung und
Farbauftrag (Lacke auf Wasserbasis) sowie einer Pulverbeschichtung zur schlag-
festen und wasserdichten Oberflächenvergütung, aufgebracht.
Die verbauten Laufräder zeichnen sich, aufgrund des weltweit bislang einmali-
gen Know-hows der MIFA AG in der automatischen Einspeichetechnik, durch
eine hohe Lebensdauer aus. Die automatische Einspeichetechnik garantiert eine

Definition und Umsetzung produktkernbezogener Requirementkataloge 334
optimale Speichenspannung über die gesamte Lebensdauer und senkt zusätz-
lich den Wartungsbedarf erheblich.
Die Ergebnisse des Demontageversuchs (vgl. Punkt 4.3) haben gezeigt, dass sich
auch beim „Normalfahrrad“ die materiellen Bedingungen für eine lange Le-
bensdauer deutlich verschlechtert haben. Mit dem LongLifeBike konnte dieser
Trend jedoch umgekehrt werden. Dies wird u.a. in der Reduktion der Teilezahl,
der zur Reparatur notwendigen Werkzeugzahl sowie der Reduktion der Fügestel-
len deutlich (siehe Abbildung 82)
Produktkern
ca. 60 Teile weniger
Normteilezahl erhöht um 8,6 %
Materialvielfalt gesunken um 33 %
Schadstoffentfrachtung
Werkzeugzahl gesenkt um 23 %
Nutzungsdauer stark erhöht (10 auf 15 Jahre; DIN-Plus Zertifizierung)
Abbildung 82: Teilergebnisse Produktkern
Auf alle Teile wird die gesetzliche Garantie von z.Zt. 2 Jahren gewährt. Darüber
hinausgehende Garantien beziehen sich auf Rahmen und Gabel. Diese betragen
jeweils 10 Jahre. Darüber hinaus gewährt die MIFA auf die wichtigsten Ver-
schleißteile eine 10 jährige Verfügbarkeitsgarantie.

Definition und Umsetzung produktkernbezogener Requirementkataloge 335
Mit dem Kauf eines Fahrrades erwirbt der Kunde einen Anspruch auf einen um-
fassenden Service bestehend aus Hotline-Service, Ersatzteilversand zur Selbst-
montage sowie einem „Vor Ort“-Service zur Reparatur. Durch die Konzeption
eines umsetzungsfähigen Rücknahmesystems wird zudem eine verbesserte
Kreislaufführung gewährleistet. Ein Rückführungssystem für Gebrauchträder
stellt eine wesentliche value added-Leistung zur Umsetzung der Produkteigen-
schaft „Kreislauffähigkeit„ dar. Vorgesehen war diesbezüglich ursprünglich die
Ableitung entsprechender Requirements bzw. die Herausarbeitung wesentlicher
Konsequenzen für die supply chain im Produktlebenszyklus des Fahrrades. Vor
dem Hintergrund der aktuellen politischen Entwicklungen in Hinblick auf die
Ausdehnung des Konzepts einer erweiterten Produktverantwortung auf weitere
Produktgruppen (Personenkraftfahrzeuge, elektrotechnische und elektronische
Geräte) wurde jedoch aus der Zweiradindustrie (Verband der Zweiradindustrie)
ein starkes Interesse an konzeptionellen Grundlagen für ein Rückführungssys-
tem artikuliert.
Da diese konzeptionellen Überlegungen
- aus den entsprechenden Vorarbeiten zur Ableitung von Requirements direkt
ableitbar waren und damit ein Beispiel für eine praktische Überführung in
eine Umsetzungsplanung im Bereich von value added-Leistungen gegeben
werden konnte
- und da über die Erarbeitung dieser konzeptionellen Überlegungen der Trans-
fererfolg des Gesamtprojekts wesentlich gesteigert werden konnte,
wurde im Rahmen dieses Projekts eine umsetzungsfähige Konzeption für ein
Rücknahme- und Finanzierungssystem von Gebrauchtfahrrädern erarbeitet. Die
erzielten Ergebnisse sind in Punkt 12 umfassend dokumentiert. Darüber hinaus
sind die wesentlichen value-added-Leistungen zum Modellfahrrad in Abbildung
83 dargestellt.

Definition und Umsetzung produktkernbezogener Requirementkataloge 336
value-added-Leistungen
Rücknahmesystem
Verfügbarkeitsgarantie für Verschleißteile
Servicepaket (3-stufig)
Hotline-Service
Ersatzteilversand zur Selbstmontage
Vor-Ort-Service
Preis: ca. 450 Euro (inklusive Kosten für Rücknahme)
Abbildung 83: Ergebnisse Produktperipherie (value-added-Leistungen)
Realisierung Stabiler Produktpreis
Der Preis des LongLifeBikes entspricht dem des Referenzmodells (Germatec
GT04) und liegt bei ca. 450 Euro. Die zu einem großen Teil verbauten höherwer-
tigen und damit teilweise auch kostenintensiveren Komponenten können im
Rahmen der üblichen Massenproduktion durch Mengendegressionseffekte sowie
folgende Maßnahmen am LongLifeBike im Wesentlichen kompensiert werden:
- Reduktion der Teilezahl/ -vielfalt
- Reduktion der Kleinteilezahl
- Erhöhung der Standardteilezahl
Aus der Reduktion der Teilezahl ergibt sich eine Minimierung der Verarbei-
tungskosten, eine Minimierung der Lagerkosten sowie eine Reduzierung der Lie-
ferantenzahl. Aus der Reduktion der Kleinteilezahl ergibt sich zudem eine Redu-

Definition und Umsetzung produktkernbezogener Requirementkataloge 337
zierung der Ausfallwahrscheinlichkeiten. Durch die Erhöhung der Standardteile-
zahl ergibt sich neben einer Minimierung der Verarbeitungskosten durch eine
Reduzierung des Bedarfs an Spezialwerkzeugen eine Reduzierung der Lagerkos-
ten sowie insbesondere auch eine Reduzierung der Lieferantenfixierung, eine
Erhöhung der Teileverfügbarkeit, eine Reduzierung der Reaktionszeiten und eine
verbesserte Qualitätssicherung.
Die resultierenden produktionsseitigen Vorteile gehen über die Montage des
Fahrrades hinaus und wirken sich im Rahmen einer potenziellen Demontage
ebenfalls positiv aus. Dies wirkt sich positiv auf die Nutzungseigenschaften (Re-
paraturfreundlichkeit) sowie die Kreislauffähigkeit (Demontageprozesse) aus.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 338
12. Definition und Umsetzung produktperipheriebezogener Requirementka-
taloge
12.1 Rücknahmefähigkeit als Produktmerkmal und Requirementkatalog
12.1.1 Rücknahmefähigkeit und Rücknahmegarantie
Eine wesentliche Verbesserung der Produkteigenschaft „Kreislauffähigkeit“
macht eine systematische Rückführung von Alträdern in Stoffkreisläufe der ver-
schiedensten Ordnung bzw. umweltfreundliche Beseitigungspfade erforderlich.
Im vorhandenen Produktentwurf ist das Merkmal „Rücknahmefähigkeit“ prak-
tisch nicht angelegt. Seine Ausprägung beeinflusst das Spektrum der traditionel-
len Produktmerkmale bzw. die sonstigen durch Langlebigkeit bzw.
„Kreislauffähigkeit“ hinzukommende Merkmale praktisch nicht, d.h. bei der
Realisierung des Entwicklungsziels „Aufbau eines Rückführungssystems“ sind
Zielkonflikte in Hinblick auf andere Produktmerkmale nicht zu beachten.
Aus Sicht des „Systems Produkt“ stellt die „Rücknahmefähigkeit“ einen Block
von value-added-Leistungen dar, der durch das Zusammenwirken verschiedens-
ter Teilleistungen die Möglichkeit eröffnet, Alträder gezielt und geordnet in defi-
nierte Recycling- bzw. Beseitigungspfade „rück“-zuführen.
Aus Kunden- bzw. Nutzersicht ist dieser Leistungsblock als Rücknahmegarantie
auszugestalten. Der Sache nach handelt es sich dabei um Leistungsverpflich-
tungen des jeweiligen Herstellers, die
die Rücknahme eines Altrades zu definierten Bedingungen und
ein geordnetes Recycling bzw. eine umweltfreundliche Beseitigung des Altra-
des (ebenfalls zu definierten Bedingungen)
enthält und durch den bereits angesprochenen Leistungsblock realisiert wird.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 339
Die Leistungsverpflichtung muss dann erfüllt werden, wenn der Nutzer/Kunde
aufgrund der Ausübung eines wie auch immer gearteten, vorliegenden dingli-
chen Rechts die Erfüllung einfordert. Die Realisierung dieser Verpflichtung wird
vom Hersteller auf ein Rückführungssystem übertragen. Dies entbindet ihn aber
nicht von der Leistungsverpflichtung. Die Realisierung der „Rücknahmegarantie“
– und damit die Ausprägung des Produktmerkmals „Rücknahmefähigkeit“ er-
folgt durch ein Dienstleistungspaket, dass sich im Wesentlichen aus dem Zu-
sammenwirken folgender fünf Teilleistungspakete ergibt:
Rückführungsleistungen (Transport und Sammeln),
Verwertungsleistungen (Technische Verwertung und Vermarktung),
Beseitigungsleistungen,
Finanzierungssystem,
Dispositive Leistungen (Erfassung, Informationsmanagementplanung, Kon-
trolltätigkeiten, Qualitätsmanagement, Vertragsmanagement, Marketing
u.s.w.).
Es muss darauf hingewiesen werden, dass der Aufbau eines Rückführungssys-
tems, das zur Realisierung der „Rücknahmefähigkeit“ unerlässlich ist, im Be-
reich der Fahrradindustrie durch einen einzelnen Endhersteller aus den ver-
schiedensten Gründen heraus nicht realisiert werden kann. Wesentliche Gründe
ergeben sich aus:
der mittelständischen Struktur der Hersteller (Betriebsgrößenproblem) und
der zur Zeit eher angespannten wirtschaftlichen Situation der meisten Her-
steller,
den bestehenden Marktstrukturen auf dem Anbietersektor und dem sich
daraus ergebenden (Preis-)Wettbewerbsdruck,
der Kapitalintensität der Einrichtung eines solchen Systems,
der Gewährleistung möglichst großer rücklaufender Stoffströme um entspre-
chende Kostendegressionseffekte zu erreichen,

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 340
der organisatorische Aufwand für den Aufbau und Betrieb des Systems sowie
den Aufbau von Kooperationsbeziehungen, insbesondere zu den Akteuren im
Bereich der Verwertungs- und Beseitigungspfade.
Aus diesen Gründen ist eine Branchenlösung erforderlich, die aber erfordert,
dass die entsprechenden Entwicklungsaufgaben, die mit der Realisierung des
Entwicklungsziels „Aufbau eines Rücknahmesystems“ zusammenhängen, auf
einen entsprechenden herstellerübergreifenden Akteur übertragen werden
muss,
der zunächst einmal entweder gefunden oder installiert werden muss und
der dann die Realisierung der jeweiligen Requirements übernimmt.
Üblicherweise ist ein solches Subjekt ein bereits bestehender Fachverband.
12.1.2 Requirementkatalog „Gebrauchträder-Rücknahme“
Im Folgenden ist beispielhaft ein Requirementkatalog für die Ausprägung des
Produktmerkmals „Rücknahmefähigkeit“ entwickelt worden. Die jeweiligen
Handlungsfelder, denen die entsprechenden Entwicklungsanforderungen zuge-
ordnet worden, orientieren sich im Wesentlichen an den bereits in Punkt ange-
sprochenen Teilleistungen, die wesentliche leistungswirtschaftliche Elemente der
Teilwertschöpfungskette „Gebrauchträderrückführung“ darstellen.
Um entsprechend konkrete Requirements für die jeweiligen Handlungsfelder
Rückführung, Verwertung, Beseitigung, Finanzierung und Disposition ist aber,
dass zunächst allgemeine konzeptionelle Vorstellungen über ein Rückführungs-
system entwickelt werden. Die Entwicklung derartiger Vorstellungen ist ein typi-
sches Problem der strategischen (Unternehmens-)Planung und damit auch ei-
nem dementsprechenden Handlungsfeld zuzuweisen.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 341
Entwicklungsziel:
Gebrauchträder-rücknahme/
Rücknahmesystem
strategische Planung
Technische Verwertung/ Beseitigung
Vermarktung
Rückführung
Finanzierung
dispositive Leistungen
Abbildung 84: Entwicklungsziel Gebrauchträderrücknahme/
Rücknahmesystem und Handlungsfelder für Requirements
Handlungsfeld/Akteure Requirements
Strategische Planung
Verband, Mitwirkung: Hersteller/
Importeur
Zusammenarbeit der Endhersteller/Importeure
Festlegung von Recyclingquoten
Konzeption des Rücknahmesystems
Konzeption des Finanzierungssystems
Technische Verwertung/ Beseitigung
Verband, Mitwirkung: technische
Verwerter und Beseitigungsun-
ternehmen
Festlegung von Qualitätsstandards für Gebrauchträ-
der, -teile und stoffliches Recycling
Erarbeitung von technischen Anleitungen für Demon-
tage, Upgrading, stoffliche Aufbereitung, Beseitigung
Einbindung traditioneller technischer Verwerter, Be-
seitigungsunternehmen
Formulierung von Betriebsanforderungen an techni-
sche Verwerter und Beseitigungsunternehmen
Aufbau einer technischen Verwertungsinfrastruktur

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 342
Handlungsfeld/Akteure Requirements
Vermarktung
Verband, Mitwirkung:
Verkaufsmittler, IT-Dienstleister
Produktinformationen und –informationssysteme für
Gebrauchträder, -teile und Sekundärrohstoffe
Informationsplattformen/virtuelle Märkte für Ge-
brauchträder, -teile und Sekundärrohstoffe (Aufbau
und Vernetzung mit gegebenen Strukturen)
Marketingstrategie
Aufbau von Vertriebslinien für Gebrauchträder, -teile,
Sekundärrohstoffe
Kooperationsbeziehungen zum einschlägigen Groß-
und Einzelhandel
Rückführung
Verband, Mitwirkung: logistische
Dienstleister
Logistikkonzept
Formulierung von Betriebsanforderungen an Logistik-
dienstleister
Aufbau einer logistischen Infrastruktur/Einbindung
vorhandener logistischer Dienstleister
Finanzierung
Verband, Mitwirkung: Finanz-
dienstleister
Gebühren- und Finanzierungsmodell
Ermittlung des Finanzierungsbedarfs
Kapitalbeschaffung
Modellierung der Finanzströme
Anforderungsprofil für Finanzdienstleister
Kooperation mit Finanzdienstleistern
dispositive Leistungen
Verband, Mitwirkung: Info- und
IT-Dienstleister, Medien
Erfassungssystem
Management des Rückführungssystems
Hub-firm
QM-System
Controlling-System (kaufmännisch, technisch)
Ausschreibung von Entsorgungsleistungen
Informationsbeziehungen/Informationsmanagement
Öffentlichkeitsarbeit
Tabelle 36: Darstellung der Handlungsfelder/ Akteure mit Requirements

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 343
12.2 Anforderungen an die Dienstleistung und die Leistungserstellung
Die Funktionsfähigkeit eines Rücknahmesystems steht und fällt mit der Einbe-
ziehung potenzieller Nutzergruppen. Ein hoher Servicegrad zeichnet sich dann
dadurch aus, dass folgende Anforderungen erfüllt werden:
Einfache Beschaffung und gute Verfügbarkeit der Leistungen: Diese Be-
dingung meint, dass die Kontaktaufnahme zum Dienstleister und die
Überlassung des Gebrauchtproduktes möglichst einfach und problemlos
möglich sein sollte. Dies bedeutet u.a. auch ein überregional einheitliches
Leistungsprofil gegenüber den Nutzern.
Anreizorientierte Kostenüberwälzung und angemessene Höhe der Rück-
nahmegebühr: Die Höhe der Rücknahmegebühr darf die Rückgabebereit-
schaft nicht konterkarieren. Die Kostenüberwälzung erfordert eine anreiz-
orientierte Ausgestaltung dieser Gebühr.
Hoher Logistikservice: Logistikservice misst sich in den Ausprägungen
kurze Entsorgungszeit, hohe Pünktlichkeit gegenüber zu entsorgenden
Haushalten und Händlern sowie hohe Lieferzuverlässigkeit gegenüber den
technischen Verwertern.
Hohe Reputation: Dabei ist die hohe Bedeutung der Entsorgungsgarantie
ein klares Indiz für das Bedürfnis nach Sicherheit der zugesagten Leistung
und einem hohen Umweltbewusstsein.
Transparenz der Leistungserstellung: Dienstleistungen unterliegen viel-
fach einer für den Konsumenten nicht transparenten Komplexität, was zu
einer inneren Abwertung des Dienstleistungsproduktes führt. Bei der Alt-
räderrückführung erstreckt sich die dem Konsumenten transparente Leis-
tung auf die Erfassung und Sammlung der Alträder: Andere, dahinter lie-
gende Prozesse, wie z.B. Bündelung, Umschlag, Transport und Demonta-
ge bleiben für den Kunden nicht wahrnehmbar und damit intransparent.
Die Erhöhung der Transparenz über die gesamte Prozesskette der Alträ-
derrückführung führt zu einer Akzeptanzsteigerung dieser Dienstleistung.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 344
Hohe Informations- und Auskunftsbereitschaft: Akzeptanz steigt mit der
Informiertheit potenzieller Nutzer. Dies beginnt mit einer hohen Aus-
kunftsbereitschaft gegenüber den Nutzern.
Den Nutzeranforderungen stehen eine ganze Reihe Anforderungen gegenüber,
die an die Leistungserstellung des Rücknahmesystems zu stellen sind. Zu nen-
nen wären hier insbesondere:
einheitliche Koordination und Steuerung der Leistungserstellung im Rah-
men eines branchenübergreifenden Erfassungssystems,
Standardisierung der Leistungen im Gesamtleistungspaket und in den
verschiedenen Teilleistungen,
Reduktion der Vorhaltekosten: Die Dienstleistungsproduktion erfolgt erst
im konkreten Bedarfsfall und ist nicht speicherbar. Bis zu diesem Zeit-
punkt sind die Produktionskapazitäten vorzuhalten. Für eine angestrebte
hohe Entsorgungsbereitschaft,232 zur Verkürzung der Wartezeit, sind die
vorzuhaltenden Kapazitäten deutlich höher als auf den Durchschnittsbe-
darf auszulegen. Mit steigendem anzubietendem Servicegrad steigen so-
mit die durch vorgehaltene, gegebenenfalls nicht genutzte Kapazitäten
entstandenen Leerkosten,233
hohe Anpassungsflexibilität: Um eine hohe Rückführungsquote zu sichern,
sind die Kapazitäten so auszulegen, dass eine schnelle Anpassung an Be-
darfsstrukturen möglich wird,
Integration existierender Teilsysteme zur Alträderrückführung: Dies be-
trifft beispielsweise die Einbeziehung kommunaler Erfassungssysteme
(Sperrmüllerfassung).
232 Die Entsorgungsbereitschaft beschreibt die Bereitschaft zur Entsorgung der Privathaushalte
und Händler. Die Lieferbereitschaft ist die analoge Kennzahl hierzu und beschreibt die Be-reitschaft zur Belieferung der Demontagefabriken.
233 Zum Problem der aus der Leistungswirtschaft resultierenden Leerkosten vgl. Maleri (1994), S. 214 ff.; Corsten (1984a), S. 362 ff.; Corsten (1984b), S. 257 f., hier beschrieben von Wal-temath, A.-M. (2001), S. 155.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 345
Massenleistungsfähigkeit: Eine erfolgreiche Vermarktung von Gebraucht-
produkten und –teilen sowie von Sekundärrohstoffen erfordert eine konti-
nuierliche Bereitstellung dieser Güter. Zum anderen muss es Ziel sein,
Kostendegressionseffekte zu erzielen. Vor allem aus diesen beiden Grün-
den müssen die Rückführungssysteme kontinuierlich hohe Mengen
durchsetzen können.
12.3 Erfassungssystem
12.3.1 Einführung
Unter Erfassung wird in den folgenden Ausführungen im engeren Sinne das ge-
zielte Erheben von Informationen über bestehende Beseitigungs- bzw. Rückfüh-
rungsbedarfe verstanden.
Eine hohe Rückführungsquote von Alträdern ist zunächst davon abhängig, in-
wieweit ein zu installierendes Erfassungssystem von Alträdern die zur Artikulati-
on gelangenden Beseitigungs- und Rückführungsbedarfe erfasst. Dabei ist zu
berücksichtigen, dass dieser Bedarf im Wesentlichen von verschiedenen Rück-
gabe- bzw. Beseitigungsanlässen abhängig ist. Aus diesen unterschiedlichen
Rückgabe- und Beseitigungsanlässen ergibt sich, dass ein Rückführungssystem
zu installieren ist, das zentrale und dezentrale Systemelemente verbindet. In
Abbildung 85 sind die Grundzüge des zu installierenden Systems grafisch dar-
gestellt. Darauf wird im Folgenden näher Bezug genommen.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 346
Haushalte
Rückgabe- und Beseitigungsanlässe
Dezentrale Erfassung
Handel
Sperrmüll
Verwerter
Zentrale
Erfassung
Beauftragter Verwertungsunternehmen
Sammel- und Transportdienstleister
Abbildung 85: Akteure und Informationsfluss in der Erfassung
12.3.2 Zentrale Erfassung
Die zentrale Erfassung ist an Kunden mit folgenden Rückgabe- und Beseiti-
gungsanlässen gerichtet:
Privathaushalte, deren Altfahrrad nicht beim Kauf eines Neufahrrades zu-
rückgenommen wird,
Privathaushalte, die ein Altfahrrad ohne gleichzeitige Beschaffung eines
neuen Fahrrades entsorgen müssen,
Privathaushalte, die ein gebrauchtes Fahrrad kaufen und somit über keine
Rückgabemöglichkeit an einen Händler verfügen,
Handelsunternehmen, die Alträder von Privathaushalten zurückgenom-
men haben und diese dem Entsorgungssystem zuführen wollen und
Privathaushalte, die ihr altes Fahrrad bei Kauf eines neuen Fahrrades
beim Versandhandel abgeben können.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 347
Leistungsmerkmale für den Kunden
Bei zentraler Erfassung erfolgt die Erfassung des Entsorgungsbedarfs unter ei-
nem bundesweit einheitlichen Kontaktpunkt (vorrangig telefonisch). Jedoch
können aber auch andere Medien genutzt werden wie Brief, Fax oder E-Mail.
Damit können die Kunden ihren Abholbedarf anzeigen und einen Abholtermin
vereinbaren. Weiterhin werden sie über die umweltgerechte Entsorgung und die
hierdurch vermiedenen Umweltschäden kurz informiert.
Aufgabe der zentralen Erfassungsstelle
Aufgabe der Erfassung ist die Registration eines Entsorgungsbedarfes und die
Generierung eines Entsorgungsauftrages. Dabei sind Entsorgungsaufträge zu
erfassen, die
zum einen direkt vom Kunden ausgelöst werden (siehe oben) und
zum anderen aber die Aufträge, die durch dezentrale Erfassungsstellen
generiert werden (siehe Punkt 2.3).
Weiterhin ist bei einer bundesweit zentralen Erfassung ein Transfer der generier-
ten Entsorgungsaufträge an die zuständigen Verwertungsunternehmen erforder-
lich. Die Aufgaben der zentralen Erfassung sind somit:
Annahme der Entsorgungsaufträge von Privathaushalten und Information
über die Leistung der umweltgerechten Rückführung und Demontage,
Annahme der Entsorgungsaufträge von Handelsunternehmen,
Annahme der Entsorgungsaufträge von dezentralen Erfassungsstellen,
Anlage eines Datensatzes „Entsorgungsauftrag“,
Identifikation des zuständigen Verwertungsunternehmens in der Entsor-
gungsregion und Weiterleitung des Entsorgungs- bzw. Verwertungsauftra-
ges und
Umsetzung der zentralen Erfassung.
Der Betrieb eines Call-Centers bietet die Möglichkeit zur effizienten Erfüllung der
Aufgaben und Anforderungen für die Realisierung einer zentralen Erfassungs-

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 348
stelle. Unter Call-Centern werden Organisationseinheiten verstanden, deren Auf-
gabe der telefonische Kundendialog zur Erreichung qualitativer und quantitati-
ver Unternehmensziele ist.234 Die Aufgaben eines Call-Centers variieren mit der
Branchenzugehörigkeit sowie der letztlich verfolgten Zielstellung des Betriebs.
Dennoch lassen sich grundlegende Merkmale identifizieren, die grundsätzlich
allen Call-Centern gemein sind (z.B. Bearbeitung und Bündelung eines hohen
Kommunikationsaufkommens, serviceorientierte Kommunikation mit den Kun-
den, usw.).235 Ein weiteres Merkmal ist, dass die den Call-Centern übertragenen
Aufgabenstellungen keine persönlichen Ansprechpartner erfordern. Gegenwärtig
werden Call-Center vorrangig durch Dienstleistungsunternehmen sowie von Ver-
bänden und Verwaltungen betrieben. Der Einsatz von Call-Centern in diesen Be-
reichen resultiert aus den Vorteilen, die diese gegenüber anderen, konventionel-
len Formen der Kundenkommunikation bieten. Hierzu zählen:
professionelle Ausrichtung auf das für Kunden wichtigste Kontaktmedium,
dem Telefon,
Möglichkeit zur gleichzeitigen Spezialisierung und Standardisierung des
Leistungsangebotes auf heterogene Kundenbedürfnisse,
gezielter Mitarbeitereinsatz und –schulung,
rentable Nutzung moderner Telefontechnologien,236
Größenvorteile durch Zentralisierung bisher kleinerer Organisationseinhei-
ten zur Bearbeitung von Kundenanfragen,237
hohe Eignung für individuelle Kunden-Kommunikationskonzepte wie bei-
spielsweise Beratung, Beschwerde-Management, Produktinformation,
Help-Desk oder Auftragsannahme und
große Bequemlichkeit für den Kunden.238
234 Vgl. Kruse (1998), S. 15 sowie Doering (1998), S. 5, hier erläutert von Waltemath, A.-M.
(2001), S. 163. 235 Vgl. Doering (1998), S. 6, hier beschrieben von Waltemath, A.-M. (2001), S. 163. 236 Hierzu zählen die automatische Anrufverteilung (Automatic-Call-Distribution; ACD), die
Computer-Telefon-Integration; CTI), interaktive Sprachverarbeitungssysteme (Interactive Voice Response; IVR) oder Wählsysteme (Dialing-Systems); zur genauen Leistungsbeschrei-bung und Einsatzbereichen vgl. Doering (1998), S. 23 ff., Strawe (1998), S. 300 ff. sowie Kuhn (1998), S. 305 ff., hier zitiert von Waltemath, A.-M. (2001), S. 164.
237 Cleveland (1998), S. 204 spricht hier vom Pooling-Prinzip. 238 Vgl. hierzu auch Doering (1998), S. 4 f.; Kruse (1998), S. 25 ff. sowie Cleveland (1998), S.
204, hier dargestellt von Waltemath, A.-M. (2001), S. 165.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 349
12.3.3 Dezentrale Erfassung
Neben der zentralen Erfassung sind für die Kunden mit folgenden Rückgabe-
und Beseititungsanlässen dezentrale Erfassungsmöglichkeiten anzubieten. Dabei
ist davon auszugehen, dass diese Erfassungsart mit einiger Wahrscheinlichkeit
in der Regel für folgende Haushalte gilt:
Privathaushalte, die ein neues Fahrrad bei einem Händler kaufen, dieses
aber nicht anliefern lassen,
Privathaushalte, die ein neues Fahrrad bei einem Händler beziehen und
das Altfahrrad im Rahmen der Anlieferung zurückgeben wollen,
Privathaushalte, die ein neues Fahrrad kaufen und ihr altes Fahrrad im
Rahmen der Sperrmüllerfassung über die Kommunen abgeben und
Privathaushalte, die ein neues Fahrrad kaufen und ihr altes Fahrrad auf
den Schrottplatz bringen.
Als dezentrale Erfassungsstellen sind damit die Lokalitäten anzusehen, denen
der Kunde im Rahmen der aufgeführten Anlässe ein Altrad physisch zur Beseiti-
gung oder Rückführung überlässt.
Leistungsmerkmale für den Kunden
Für Privathaushalte ist dieser Weg prinzipiell der Einfachste, da die Erfassung
des Entsorgungsbedarfs im Rahmen des Verkaufgespräches durch den Händler
erfolgt. Hier übernimmt der Händler die Aufnahme der erforderlichen Daten,
Abholtermin, -zeit und –umfang sowie die Weiterleitung des Entsorgungsauftra-
ges an die zentrale Erfassungsstelle. Der Händler kann weiterhin die vollständige
Leistung der umweltgerechten Alträderrückführung und –demontage darstellen
und damit zu einer Akzeptanzsteigerung beim Kunden beitragen.239
239 Auch Emmermann spricht dem Aspekt der Information zur Steigerung des umweltrelevan-
ten Wissens eine hohe Bedeutung zu. In dem von Ihm entwickeltem Rahmenkonzept einer ganzheitlichen Entsorgung wird dieser Aspekt in der „psychologischen Komponente“ aus-führlich dargestellt; vgl. Emmermann (1996), S. 176 ff., hier zitiert von Waltemath, A.-M. (2001), S. 168.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 350
Aufgaben der dezentralen Erfassung
Aufgabe der dezentralen Erfassung ist die Registration des Entsorgungsbedarfs
und die Erzeugung eines Entsorgungsauftrages. Weiterhin ist der Transfer der
Entsorgungsaufträge an die zentrale Erfassungsstelle, das Call-Center erforder-
lich. Aufgaben der dezentralen Erfassung sind somit:
Information der Kunden über die Bedeutung und Leistung der umweltge-
rechten Rückführung und Demontage,
Annahme der Entsorgungsaufträge von Privathaushalten,
Erzeugung eines Entsorgungsauftrages und
Weiterleitung des Entsorgungsauftrages an das Call-Center.
Umsetzung der dezentralen Erfassung
Um den Betrieb des dezentralen Erfassungssystems zu gewährleisten, wird eine
DV-technische Anbindung an die zentrale Erfassungsstelle erfordert. Hier werden
die Erfassungsaufträge gebündelt, zu Abholaufträgen verarbeitet und als solche
den Sammelregionen übertragen. In der Sammelregion sind die Erfassungsauf-
träge Planungsbasis für die Sammeltouren bei privaten und kommerziellen Ent-
sorgungskunden.
12.4 Rückführungsleistungen
12.4.1 Koordination und Steuerung der Rückführung
Die Rückführungsleistungen erfolgen physisch durch zwei logistische Operatio-
nen:
Sammeln und
Transportieren.
Eine Schlüsselrolle für die Organisation der Alträderrückführung kommt dabei
den für ein Entsorgungsgebiet zuständigen Verwertungsunternehmen zu. Neben
seiner Kernaufgabe, die Verwertung und Beseitigung der Alträder fachgerecht zu
Definition und Umsetzung produktperipheriebezogener Requirementkataloge 351
gewährleisten, sind diese Unternehmen im Rahmen ihres Verwertungs- und Be-
seitigungsauftrages in einem definierten Entsorgungsgebiet auch ergebnisver-
antwortlich für die Operationen Sammeln und Transportieren und damit für die
Planung, Steuerung und entsprechende Kontrahierung der jeweiligen
Dienstleister. Das zuständige Verwertungsunternehmen entscheidet damit
grundsätzlich
über die jeweils vorzuhaltenden Sammel- und Transportkapazitäten und
ihre Verfügbarkeit,
über die Akteure, die diese Leistungen in ihrem Auftrag realisieren und
über die räumliche Strukturierung der Aktivitäten: Lokalisierung von
Sammelpunkten, Sammelgebieten, etc.
Dabei ist leistungswirtschaftlich vor allem zu fordern, dass eine zeitnahe Abho-
lung der Alträder an den Anfallstellen
Haushalte,
Händler,
Sperrmüll der Kommunen,
Schrottplätze u.s.w.
gewährleistet wird.
12.4.2 Rücknahmestellen und Sammelpunkte im Entsorgungsverbund
Rücknahmestellen und Sammelpunkte im Entsorgungsverbund sind Orte der
physischen Warenkonzentration in einer definierten Entsorgungsregion (siehe
dazu Abbildung 86).

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 352
Verwertung
HaushalteHaushalte HaushalteHaushalte
Rücknahmestelle (z.B. Händler)
Rücknahmestelle (z.B. Schrottplatz)
Sammelstelle
Abbildung 86: Rücknahmestellen und Sammelstellen im Entsorgungsverbund
Rücknahmestellen sind Orte, an denen die Überlassung von Alträdern durch die
Privathaushalte an den Entsorgungsverbund erfolgt und damit ein entsprechen-
der Eigentums- und Verantwortungsübergang stattfindet. Die Haushalte (Besit-
zer von Alträdern) bieten an diesen Stellen ihr Altrad dem Entsorgungssystem
an. Hier erfolgt also eine erststufige Warenkonzentration. Üblicherweise sind
Rücknahmestellen Händler, Sperrmüllplätze von Kommunen u.ä. Stellen. Bei
Sammeltouren ist die Rücknahmestelle die jeweilige Übergabestation. Sammel-
punkte können ebenfalls Rücknahmestellen sein.
Sammelpunkte sind Bündelungsstellen für Sammeltouren, aber auch Annah-
mestellen für von Haushalten oder von Händlern eigenständig angelieferte Alt-
räder. Hieraus resultiert, dass je nach Größe der Entsorgungsregion mindestens
ein Sammelpunkt einzurichten ist. Über die Zahl der Sammelpunkte, die über
einen Sammelpunkt hinausgehen und den Betreiber entscheidet das für die Re-
gion zuständige Verwertungsunternehmen. Im Rahmen der Alträderrückführung

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 353
kommt somit den Sammelpunkten einige Bedeutung zu: einerseits dienen sie
einer physischen Konzentration der Alträder, andererseits stellen sie einen regi-
onalen Knoten des gesamten Entsorgungsverbundes dar. Sie erfüllen im
Wesentlichen folgende Funktionen:
Integrationspunkte der Sammlung,
Umschlag, Sortierung und Funktionsprüfung,
Pufferung und Bildung von großen Transportlosen und
Aktualisierung der Entsorgungsdatenbank.
12.4.3 Erstellung der Logistikleistungen
Als Gestaltungsziel für die Planung der Rückführungskapazität gilt Kostenmini-
mierung bei Erfüllung eines definierten Servicegrades. Neben einzelnen Opti-
mierungen innerhalb der Sammlung und des Rücktransportes besteht ein we-
sentliches Potenzial zur Kostenreduktion in der Senkung der Bereitstellkosten
durch Reduktion der durch nicht genutzte Kapazitäten entstandenen Leerkos-
ten. Den Kapazitätsbedarf für Rückführleistungen kann man in Komponenten
zerlegen, sodass eine der Komponenten, nachfolgend Grundlast genannt, gerin-
gen oder keinen Schwankungen unterworfen ist. Der verbleibende Bedarf unter-
liegt dementsprechend höheren Schwankungen und wird in einer zweiten Kom-
ponente zusammengefasst, die nachfolgend Spitzenlast genannt wird. Die Be-
stimmung der Grundlast-Kapazität kann nach drei alternativen Prinzipien erfol-
gen:
Festlegung der Grundlast-Kapazität auf die Höhe der Durchschnittslast,
hierdurch werden die Bedarfsschwankungen und damit entstehende
Leerkosten auf Primär- und Sekundär-Dienstleister verteilt.
Festlegung der Grundlast-Kapazität auf den minimalen Kapazitätsbedarf,
hierdurch entstehen dem Primär-Dienstleister nahezu keine Leerkosten,
während der Sekundär-Dienstleister vollständig das Auslastungsrisiko
trägt, im Durchschnitt aber auch eine geringe Mindestauslastung erwarten
kann.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 354
Festlegung der Grundlast-Kapazität über dem minimalen Kapazitätsbe-
darf; infolgedessen steigen die Leerkosten für den Primär-Dienstleister bei
gleichzeitigem Anstieg der Flexibilität für die Übernahme von Spitzenauf-
trägen, die nicht mit dem erwünschten Servicegrad fremdvergeben wer-
den können. Hierdurch erfolgt eine Sicherung des Entsorgungsservicegra-
des.
Die erforderliche Aufteilung des gesamten Kapazitätsbedarfes in Grund- und
Spitzenlast ist eine strategische Optimierungsaufgabe mit folgenden Randbe-
dingungen:
Kosten je erbrachter Leistungseinheit sind beim Sekundär-Dienstleister
höher als beim Primär-Dienstleister,
Kosten je erbrachter Leistungseinheit beim Sekundär-Dienstleister hängen
vom jeweiligen Kunden ab und
Sammelleistungen durch den Sekundär-Dienstleister erreichen nicht den
gleichen Entsorgungsservicegrad als beim Primär-Dienstleister.240
Die für die Sammlung und den Rücktransport erforderlichen Logistikleistungen,
können im Rahmen des Entsorgungsverbundes durch verschiedene Dienstleister
erstellt werden. Im Folgenden ist festzulegen, welche Dienstleister dabei für die
Erbringung der Grundlast und welche für die Erbringung der Spitzenlast einzu-
binden sind.
12.4.3.1 Erstellung der Grundlast-Logistikleistungen
Im Bereich der Alträdersammlung sind für die Erstellung der Grundlast-
Logistikdienstleistungen, an potenzielle Dienstleister andere Anforderungen zu
stellen, als für die Erbringung der Spitzenlast-Leistungen.
240 Vgl. dazu Waltemath, A.-M. (2001), S. 172 ff.
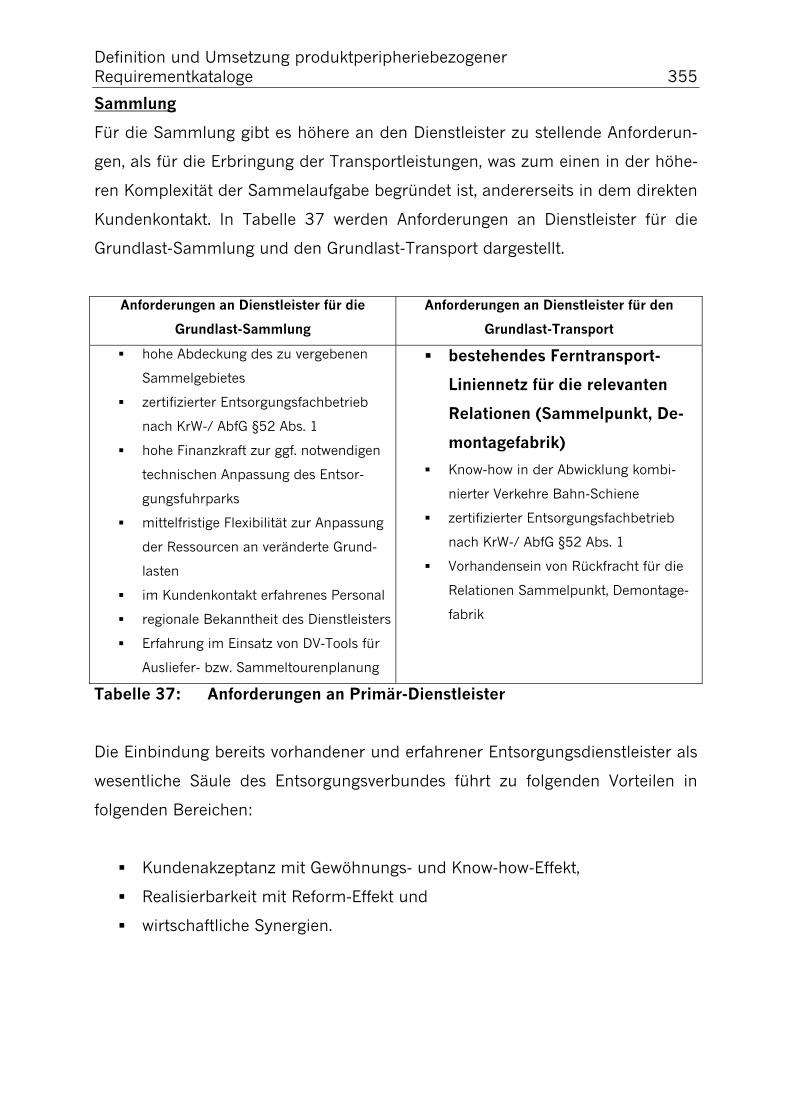
Definition und Umsetzung produktperipheriebezogener Requirementkataloge 355
Sammlung
Für die Sammlung gibt es höhere an den Dienstleister zu stellende Anforderun-
gen, als für die Erbringung der Transportleistungen, was zum einen in der höhe-
ren Komplexität der Sammelaufgabe begründet ist, andererseits in dem direkten
Kundenkontakt. In Tabelle 37 werden Anforderungen an Dienstleister für die
Grundlast-Sammlung und den Grundlast-Transport dargestellt.
Anforderungen an Dienstleister für die
Grundlast-Sammlung
Anforderungen an Dienstleister für den
Grundlast-Transport
hohe Abdeckung des zu vergebenen
Sammelgebietes
zertifizierter Entsorgungsfachbetrieb
nach KrW-/ AbfG §52 Abs. 1
hohe Finanzkraft zur ggf. notwendigen
technischen Anpassung des Entsor-
gungsfuhrparks
mittelfristige Flexibilität zur Anpassung
der Ressourcen an veränderte Grund-
lasten
im Kundenkontakt erfahrenes Personal
regionale Bekanntheit des Dienstleisters
Erfahrung im Einsatz von DV-Tools für
Ausliefer- bzw. Sammeltourenplanung
bestehendes Ferntransport-
Liniennetz für die relevanten
Relationen (Sammelpunkt, De-
montagefabrik)
Know-how in der Abwicklung kombi-
nierter Verkehre Bahn-Schiene
zertifizierter Entsorgungsfachbetrieb
nach KrW-/ AbfG §52 Abs. 1
Vorhandensein von Rückfracht für die
Relationen Sammelpunkt, Demontage-
fabrik
Tabelle 37: Anforderungen an Primär-Dienstleister
Die Einbindung bereits vorhandener und erfahrener Entsorgungsdienstleister als
wesentliche Säule des Entsorgungsverbundes führt zu folgenden Vorteilen in
folgenden Bereichen:
Kundenakzeptanz mit Gewöhnungs- und Know-how-Effekt,
Realisierbarkeit mit Reform-Effekt und
wirtschaftliche Synergien.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 356
Transport
Eine logistische Standardleistung stellt die Erbringung der Grundlast-Leistungen
für den Transport dar: Alträder sind unter Verwendung von Transporthilfsmit-
teln, von einer Quelle zu einer Senke zu transportieren. Hinsichtlich Transport-
geschwindigkeit und Lieferzuverlässigkeit werden an den Rücktransport von Alt-
rädern keine höhere Anforderungen gestellt, als an die Distribution von Neuwa-
ren. Deshalb können für diese Aufgaben prinzipiell Dienstleister integriert wer-
den, die eine qualitativ hochwertige Abwicklung der mengenmäßig definierbaren
Transportdienstleistungen sicherstellen können und zertifiziert sind.
12.4.3.2 Erstellung der Spitzenlast-Logistikleistungen
Diese Leistungen sind durch zeitlich und unregelmäßigen Bedarf gekennzeich-
net, der auf einem ebenso unregelmäßigen Alträderaufkommen basiert. Diese
Leistungen sind also bei Bedarf zu vergeben.
Bei der Vergabe der Spitzenlast-Dienstleistungen kann man nach zwei Prinzi-
pien vorgehen, die nachfolgend dargestellt werden. Unabhängig vom Vergabe-
konzept erfolgt die Beauftragung der Sekundär-Dienstleister durch den Primär-
Dienstleister der jeweiligen Sammelregion, da dieser für die effiziente Leistungs-
erstellung verantwortlich ist.
Rahmenvertrags-Konzept
Mit den ausgewählten Dienstleistern werden Rahmenverträge über den Abruf
von Entsorgungsleistungen, Sammlung bzw. Rücktransport abgeschlossen. In-
nerhalb dieser Verträge werden den beteiligten Dienstleistern Exklusivrechte für
die Erbringung des vereinbarten Leistungsumfangs zu Festpreisen eingeräumt.
In festgelegten Zeiträumen erfolgt eine Überprüfung der Rahmenverträge bezüg-
lich Leistungsumfang und –entgelte. Der Abruf der Logistikleistungen erfolgt per
Datenaustausch zwischen Sekundär-Dienstleistern und dem für das Sammelge-
biet beauftragten Primär-Dienstleister, der für die gesamte Disposition der Rück-
führlogistik einer Entsorgungsregion zuständig ist.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 357
Börsen-Konzept
Im Rahmen des Börsen-Konzeptes werden alle erforderlichen Spitzenlast-
Leistungen über tagesaktuelle Logistikbörsen angeboten. Die Leistungen sind
bzgl. Menge, Ort der Leistungserstellung und Servicegrad genau definiert und
werden mit einem maximalen Entgelt angeboten. Die Vergabe erfolgt an den
günstigsten Bieter.
12.5 Verwertungs- und Beseitigungsleistungen
Verwertungs- und Beseitigungsleistungen umfassen folgende Teilprozesse:
Demontageprozesse,
Up-grading-Prozesse,
Konditionierungs- und Aufbereitungsprozesse,
Vermarktungsprozesse,
Distributionsprozesse,
Transportprozesse und
Beseitigungsprozesse.
Für die Realisierung dieser Prozesse ist ein zu beauftragendes Entsorgungsun-
ternehmen in einem definierten Entsorgungsgebiet für alle anfallenden Alträder
voll ergebnisverantwortlich. Dies bedeutet allerdings nicht, dass eine vollständige
materielle Erstellung bzw. Realisierung aller Teilleistungen durch den betreffen-
den Entsorger erfolgen muss. Dieser kann entsprechende Teilleistungen auch im
Unterauftrag fremd vergeben. Die oben genannten Anforderungen an den Ent-
sorger gelten damit vollinhaltlich auch für die jeweils beauftragten Erfüllungsge-
hilfen.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 358
Das für ein definiertes Entsorgungsgebiet zuständige Entsorgungsunternehmen
ist im Rahmen festzulegender Vorgaben der Rückführungsorganisation voll für
die Verwertung und damit Vermarktung
von Gebrauchträdern,
von Gebrauchteilen und
von stofflichen Bestandteilen
eigenverantwortlich. Damit unterliegt diesem Unternehmen in Abhängigkeit von
den von ihm zu beurteilenden Vermarktungsmöglichkeiten auch die Entschei-
dung über die Art der Verwertungspfade bzw. die Relationen der Verwertungs-
pfade untereinander. Dies schließt damit auch Entscheidungen über Demonta-
getiefen, Aufarbeitung von Gebrauchtteilen und ihre Verwertung, die Art der
werkstofflichen Verwertung und die Wahl der entsprechenden Techniken und
Technologien ein. Dies betrifft damit letztlich auch (im Rahmen zu definierender
Vorgaben) die Entscheidung über Relationen zwischen Verwertung und Beseiti-
gung und bzw. die Entscheidung über bestimmte Beseitigungspfade. An das
Entsorgungsunternehmen sind nachfolgende Anforderungen zu stellen.
Anforderungen an Entsorgungsunternehmen
zertifizierter Entsorgungsfachbetrieb nach KrW-/ AbfG §52 Abs. 1,
hohe Finanzkraft für ggf. notwendige technische Anpassungen der erfor-
derlichen Ausrüstungen,
Flexibilität hinsichtlich der Kapazitätsanpassung an schwankende Bedarfe,
volle Bedarfsabdeckung im Entsorgungsgebiet,
erfahrenes Personal,
Erfahrungen in der Vermarktung von Altprodukten, Gebrauchtteilen bzw.
von Sekundärrohstoffen,
Erfahrung im Management von Entsorgungspfaden und
Erfahrungen im Management logistischer Ketten.
Tabelle 38: Anforderungen an Entsorgungsunternehmen

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 359
12.5.1 Technische Verwertung von Fahrrädern – upgrading und refurbishing
als Recyclingstrategien
Gründe für das upgrading und refurbishing von Fahrrädern liegen u.a. darin:
dass eine Recyclingstrategie die Baustruktur und Materialauswahl eines
neu zu entwickelnden Produktes beeinflusst, d.h., Herstellkosten werden
auch beeinflusst und
dass diese in einer sehr frühen Entwicklungsphase festgelegt wird, damit
Absprachen zwischen Marketing und Entwicklung stattfinden können.
Recyclingstrategien können Folge
▪ von Gesetzen und Verordnungen, z.B.: Kreislaufwirtschafts- und Abfallgesetz
(KrW-/AbfG), Altautoverordnung, Batterieverordnung, Elektrogeräteverord-
nung usw.,
▪ einer Unternehmenspolitik, z.B.: Wettbewerbsvorteile oder –zwänge, Kunden-
wünsche, Unternehmensphilosophie usw.,
▪ aber auch von spezifischen Eigenschaften des jeweiligen Produktes,
z.B.: Materialzusammensetzung, modularer Aufbau usw. sein.
Was sind Recyclingstrategien?
▪ Modernisierung (Upgrading) und
▪ Instandsetzung (Refurbishing).
Modernisierung (Upgrading)
Upgrading beschreibt den Vorgang, ein gebrauchtes Produkt durch den Aus-
tausch von Komponenten an den aktuellen Stand der Technik anzupassen. Da-
bei werden nicht, wie bei der Reparatur, lediglich verschleißbehaftete oder de-
fekte Teile ausgetauscht, sondern Komponenten gegen modernere ausgewech-
selt, die eine Steigerung des Gebrauchswertes eines Produktes zur Folge haben.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 360
Gleichbedeutend werden für diese Dienstleistung auch die Begriffe „Hochrüs-
ten“, „Aufrüsten“ oder „Modernisierung“ verwendet. Grundsätzlich erscheinen
Upgradingkonzepte für Produkte geeignet, bei denen nicht alle Komponenten
einer gleichmäßigen technischen Alterung unterliegen, sondern bei denen einige
Elemente mit kürzeren Innovationszyklen schneller veralten.
Ein leichtes Upgrading wird bspw. durch die Beachtung folgender Merkmale un-
terstützt:
▪ Zugänglichkeit zum Material-, Daten- und/oder Kraftfluss gewährleisten (z.B.
Papier während des Kopiervorganges),
▪ zusätzlichen Platzbedarf einplanen,
▪ zusätzliche Kapazität für Datenverarbeitung und –transfer vorsehen (z.B. frei-
er Steckkartenplatz im Steuerungsbereich, Platz für Verbindungskabel),
▪ Kapazitätsreserven für Bedienelemente einplanen (z.B. Blindtaschen),
▪ definierte Schnittstellen vorsehen,
▪ Austausch weniger und/oder kompatibler Teile ermöglichen,
▪ gute Zugänglichkeit zu den Baugruppen bei De- und Remontage berücksich-
tigen und
▪ Planung des späteren Upgradingprozesses durchführen.
Zur Identifikation und zum Sammeln von Upgradingpotenzial können grundsätz-
lich vorhandene Ideen (durch Abfrage des Know-hows, Hinterfragen nicht aus-
gewählter Produktideen) ermittelt oder neue Ideen (z.B. durch Variation der
Randbedingungen, funktionelle Betrachtung, Variation der Funktionsstruktur)
generiert werden.241
241 Vgl. http://www.symposion.de/produktmanagement/ipm-08.htm

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 361
Instandsetzung (Refurbishing)
Für ein refurbishinggerechtgestaltetes Produkt gelten weitestgehend die glei-
chen Regeln wie für upgradinggerechte Konstruktion. Insbesondere jedoch:
▪ Demontage-/remontagegerechte Gestaltung:
- Vermeidung unlösbarer Verbindungen (z.B. Kleben, Nieten),
- zerstörungsfreie Gewinnung von Zielbauteilen,
- flache Demontagetiefe,
▪ reinigungsgerechte Gestaltung (z.B. Vermeidung von Zwischenräumen, Sack-
löchern, Hinterschneidungen, korrosiven Oberflächen),
▪ prüfgerechte Gestaltung (z.B. Erkennbarkeit von Verschleißzuständen),
▪ aufarbeitungsgerechte Gestaltung (z.B. spanende Nacharbeit Bremsscheibe),
▪ aufbereitungsgerechte Gestaltung (z.B. verwertungsgerechte Materialaus-
wahl),
▪ Planung des Refurbishingprozesses (z.B. Entscheidung, ob Refurbishing fir-
menintern oder beim Kunden),
▪ Wieder- und/oder Weiterverwendung ausgetauschter Bauteile, etc.
12.5.2 Stoffliche Verwertung von Fahrrädern
Fahrräder sind komplexe und zusammengesetzte Produkte (Verbundprodukte),
die sich durch eine Vielzahl verwendeter Materialien und Baugruppen auszeich-
nen. Verbundprodukte werden typischerweise in so genannten Stückprozessen
gefertigt. Das sind Prozesse, bei denen die Mengeneinheiten überwiegend in
„Stück“ angeben werden. Solche Prozesse werden auch als diskrete Fertigung
bezeichnet. Die Demontage komplexer zusammengesetzter Produkte (Fahrrä-
der) kann prinzipiell auf drei unterschiedliche Arten erfolgen: zerstörungsfrei,
grob (zerstörend) oder als Kombination daraus.
Bei der zerstörungsfreien Demontage wird das Altfahrrad schrittweise in seine
Bauteile bzw. Baugruppen zerlegt. Dies erfolgt beispielsweise durch Lösen von
Schraubverbindungen. Handelt es sich bei den Verbindungen um lösbare Ver-

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 362
bindungen, so können dabei prinzipiell ähnliche Werkfeige eingesetzt werden,
wie bei der Produktion. Jedoch ist eine zerstörungsfreie Demontage zeit- und
lohnkostenintensiv, da manuelle Tätigkeiten überwiegen, die zum Teil auch nur
von hinreichend qualifizierten Arbeitskräften erbracht werden können. Eine voll-
ständige zerstörungsfreie Demontage wird durch unlösbare oder schwer lösbare
Verbindungen be- oder verhindert. So sind genietete, geschweißte oder geklebte
Verbindungen ebenso schwer zu lösen wie gewisse Steckverbindungen. In Rah-
men einer groben Demontage werden verwertbare oder schadstoffhaltige Kom-
ponenten mit einfachen Mitteln aus dem Altprodukt entfernt. Beschädigungen
nicht verwertbarer Komponenten werden dabei bewusst in Kauf genommen. Die
grobe Demontage ist gegenüber der zerstörungsfreien Demontage weniger zeit-
und lohnintensiv, schränkt jedoch die Möglichkeiten der Verwertung eines Alt-
fahrrades ein. So ist ein Produktrecycling in der Regel nicht mit einer groben
Demontage vereinbar. Beim Produktrecycling erfolgt nach der Demontage ge-
gebenenfalls eine Reinigung der demontierten Bauteile als Vorbereitung für die
nachfolgende Bauteilprüfung. Situationsbedingt kann auch eine schrittweise
Demontage mit nach jedem Schritt erfolgendem Prüfen und Sortieren durchge-
führt werden. Wird das Recycling in der Regie des Herstellers durchgeführt
(Hersteller-Recycling) so ist der Aufbau von Demontageabteilungen zu beobach-
ten. Demgegenüber erfordert ein Altproduktrecycling in der Regel gewisse La-
gerkapazitäten für Alträder und Recyclate, die eine Trennung von der Produktion
bedingen. In Demontage-Unternehmen dominiert bis auf wenige Ausnahmen
zurzeit noch das Materialrecycling, da die heute zur Entsorgung anstehenden
Fahrräder nicht recyclinggerecht konstruiert sind und eine zerstörungsfreie De-
montage bis hinunter zu weiter- oder wiederverwendbaren Baugruppen nur mit
unverhältnismäßig hohem Aufwand möglich ist. Ein weiteres Hemmnis gegen
eine erneute Verwendung ist die unzureichende Absatzmöglichkeit aufgearbeite-
ter Alträder bzw. Komponenten, da einer erneuten Nutzung häufig der techni-
sche Fortschritt oder mangelnde Akzeptanz der (End-) Verbraucher gegenüber
„gebrauchten“ Fahrrädern und Komponenten entgegensteht.242
242 Zu diesem Kapitel siehe Schneider, B. (1999), S. 29 ff. und S. 49 f.
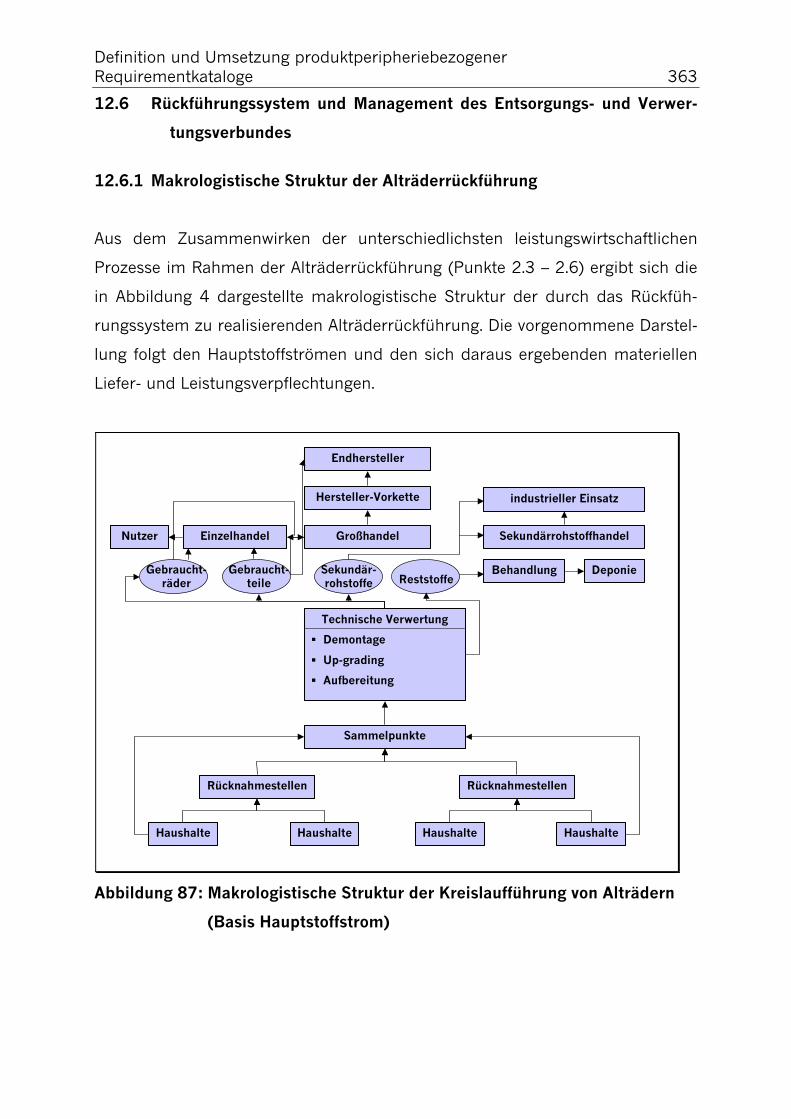
Definition und Umsetzung produktperipheriebezogener Requirementkataloge 363
12.6 Rückführungssystem und Management des Entsorgungs- und Verwer-
tungsverbundes
12.6.1 Makrologistische Struktur der Alträderrückführung
Aus dem Zusammenwirken der unterschiedlichsten leistungswirtschaftlichen
Prozesse im Rahmen der Alträderrückführung (Punkte 2.3 – 2.6) ergibt sich die
in Abbildung 4 dargestellte makrologistische Struktur der durch das Rückfüh-
rungssystem zu realisierenden Alträderrückführung. Die vorgenommene Darstel-
lung folgt den Hauptstoffströmen und den sich daraus ergebenden materiellen
Liefer- und Leistungsverpflechtungen.
Rücknahmestellen Rücknahmestellen
Haushalte Haushalte Haushalte Haushalte
Sammelpunkte
Technische Verwertung
Demontage
Up-grading
Aufbereitung
Endhersteller
Hersteller-Vorkette
Nutzer GroßhandelEinzelhandel
industrieller Einsatz
Sekundärrohstoffhandel
Behandlung DeponieReststoffe
Sekundär-rohstoffe
Gebraucht-teile
Gebraucht-räder
Abbildung 87: Makrologistische Struktur der Kreislaufführung von Alträdern
(Basis Hauptstoffstrom)

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 364
12.6.2 Aufgaben des Rückführungssystems
Zur Realisierung einer geordneten Alträderrückführung ist die Einrichtung und
der Betrieb eines brancheneinheitlichen, herstellerübergreifenden und von der
Branche getragenen Rückführungssystems erforderlich. Dieses Rückführungs-
system hat als Wirtschaftssubjekt folgende wesentliche Aufgaben zu erfüllen:
Einrichtung, Koordination und Steuerung eines logistischen Systems für
die Erfassung, Verwertung und Beseitigung von Alträdern, hierbei insbe-
sondere auch die Abgrenzung von Entsorgungsgebieten und die Beauf-
tragung von Verwertungs- und Entsorgungsdienstleistern,
Festlegung von Erfassungs- und Verwertungsquoten und Einrichtung ei-
nes entsprechenden Kontrollsystems,
Festlegung und Kontrolle von Qualitäts- und Leistungsstandards für die
jeweiligen Teilschritte und Akteure der Entsorgungs- und Verwertungspfa-
de und Einrichtung eines entsprechenden Qualitätsmanagementsystems,
Festlegung von Qualitätsstandards für Gebrauchträder, Gebrauchtteile
bzw. Sekundärrohstoffe und Einrichtung eines entsprechenden Qualitäts-
managementsystems,
Einrichtung eines geeigneten Anreiz- und Finanzierungssystems bzw. der
dazu erforderlichen Finanzierungsorganisation,
Einrichtung eines erforderlichen Informations- und Kommunikationssys-
tems,
Einrichtung eines übergreifenden Kosten- und Leistungscontrollings und
Gewährleistung eines einheitlichen Marktauftrittes sowie der Marktkom-
munikation.
12.6.3 Aufgabenwahrnehmung durch ein strategisches Netzwerk
Die Wahrnehmung der geschilderten Aufgaben durch das zu installierende
Rückführungssystem erfolgt im Rahmen eines durch das System aufzubauen-
den strategischen Netzwerkes, das sich aus der Zusammenarbeit von Akteuren

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 365
unterschiedlichster Leistungsbereiche ergibt. Die wesentlichsten Leistungsberei-
che sind dabei:
Leistungen in der Bedarfserfassung,
Leistungen in der Rückführungslogistik,
Leistungen in Verwertung und Beseitigung,
Leistungen in der Vermarktung von Gebrauchträdern, -teilen und
Sekundärrohstoffen,
Leistungen in Qualitätsmanagement und –sicherung,
Leistungen im Bereich des Betriebes von Informations- und Kommunika-
tionssystemen und
Leistungen im Bereich der Finanzierung.
Bei der Aufgabenwahrnehmung wird bewusst auf die Kooperationen verschie-
dener Dienstleister aus den unterschiedlichsten Leistungsbereichen und mit un-
terschiedlicher regionaler und überregionaler Einbindung gesetzt. Dies ist aus
folgenden Gründen marktkonform und effizient:
eine Vielzahl kleiner und mittelständischer Unternehmen, Entsorgungs-
und Logistikdienstleister sind besonders auf regionaler Ebene leistungsfä-
hig,
Nachfrage nach bundesweiten Entsorgungs- und Rückführungskonzepten
durch die Hersteller und den Handel,
Informations- und Kommunikationsdienstleistungen sind weitgehend
ortsunabhängig und
vereinfachte Alträderrückführung durch herstellerübergreifende und –
unabhängige Rücknahmesysteme.
Damit auch kleine und mittelständische Unternehmen auf diese Nachfrageent-
wicklung reagieren können, bietet sich eine Koordination der eigenen Leistung
mit der von anderen Unternehmen an. Die Kooperation in Form von Netzwerken
ist dabei eine mögliche Koordinationsform. Dabei stellt ein Unternehmensnetz-
werk ... „eine auf die Realisierung von Wettbewerbsvorteilen zielende Organisati-

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 366
onsform ökonomischer Aktivitäten dar, die sich durch [...] eher kooperative denn
kompetitive und relativ stabile Beziehungen zwischen rechtlich selbstständigen,
wirtschaftlich jedoch zumeist abhängigen Unternehmen auszeichnet.“243 Vorteile
von Kooperationen sind dabei der Austausch von Know-how, die Bündelung von
Kapazitäten sowie die Erbringung eines für den Kunden flächendeckenden An-
gebotes, ohne die Nachteile großer Unternehmen, hohe Fixkosten und längere
Entscheidungswege zu realisieren.
12.6.4 Management des Entsorgungs- und Verwertungsverbundes
12.6.4.1 Einrichtung und Aufgaben einer hub-firm
Für die Sicherstellung einer effizienten Alträderrückführung sind die durch die
Beteiligten erstellten Aktivitäten miteinander zu verbinden und zu steuern sowie
die notwendigen Kooperationen institutionell zu begründen. Dies erfordert die
Einrichtung einer sog. hub-firm oder auch eines Kopf- bzw. fokalen Unterneh-
mens, dass das Management des Entsorgungs- und Verwertungsverbundes
übernimmt.
Kernaufgaben dieser hub-firm sind:
Ausschreibung von Verwertungs- und Entsorgungsaufgaben für definierte
Entsorgungsgebiete, Vertrags- und Kooperationsmanagement mit den be-
auftragten Entsorgern,
Qualitätsmanagement für alle Teile des Entsorgungs- und Verwertungs-
verbundes bzw. für alle betroffenen Produkte,
Preisbildung für den zu leistenden Entsorgungsbeitrag und Finanzierung
des Entsorgungs- und Verwertungsverbundes,
unternehmensübergreifende Planungsarbeiten und übergreifendes Kos-
ten- und Leistungscontrolling,
Betrieb des bundesweiten Call-Centers,
243 Sydow (1992), S. 79. Vgl. auch Baumgarten/ Darkow (1999), S. 146 sowie Pfohl/ Buse
(1997), S. 16, hier beschrieben von Waltemath, A.-M. (2001), S. 189.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 367
Betrieb der notwendigen Informationsplattformen und Systeme,
Gewährleistung eines einheitlichen Marktauftritts und entsprechender
Kommunikation und
Lobby-Arbeit.
Die Wahrnehmung von einer Reihe von Teilaufgaben im Rahmen der genannten
Kernaufgaben kann prinzipiell fremdvergeben werden. Dies betrifft vor allem:
den Betrieb des Call-Centers,
den Betrieb der Informationsplattformen und –systeme,
die Abwicklung finanztechnischer Vorgänge in Hinblick auf das Finanzie-
rungssystem,
Marketingaktivitäten,
Aufgaben im Bereich des Leistungs- und Kostencontrollings und
Einrichtung von Qualitätsmanagementsystemen, Qualitätsprüfung und
Auditierungen.
12.6.4.2 Kooperation mit „beauftragten Entsorgungsunternehmen“ und Ver-
gabe von Entsorgungsgebieten
Von zentraler Bedeutung für die Funktionsfähigkeit des Verwertungs- und Ent-
sorgungsverbundes ist die Kooperation zwischen dem Rückführungssystem und
den durch das Rückführungssystem beauftragten Entsorgungsunternehmen.
Diese Entsorgungsunternehmen übernehmen im Auftrag des Rückführungssys-
tems in einer definierten Region (Entsorgungsgebiet) wesentliche dispositive und
materielle Leistungen, die mit der Rückführung und Verwertung von Alträdern
zusammenhängen (siehe dazu Abbildung 88).

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 368
Rückführungssystem
Ver
wer
tungs
-und
Ents
orgu
ngs
vert
rag
Beauftragtes Entsorgungsunternehmen
Einrichtung und Betrieb
der Sammelstellen
Beratung und Kommunikation im Entsorgungsgebiet
Planung, Koordination, Steuerung des regionalen Rückführungs-Netzwerkes
Sammeln Transport-leistungen
Demontage-, Up-grading-, Konditionierungs- und
Aufbereitungsleistungen
Vermarktung von:
Gebrauchträdern
Gebrauchtteilen
Sekundär-rohstoffenBeseitigungs-
leistungen
Subunternehmen Subunternehmen Subunternehmen
VerträgeVerträge
Verträge
Abbildung 88: Aufgaben von Entsorgungsunternehmen im Entsorgungsgebiet
Es ist darauf hinzuweisen, dass das dem dann beauftragten Entsorgungsunter-
nehmen zwar die Wahrnehmung aller Aufgaben obliegt, nicht jedoch ein Ver-
antwortungsübergang stattfindet, im Sinne einer erweiterten Produktverantwor-
tung. Den beauftragten Verwertungs- und Entsorgungsdienstleistern (im Folgen-
den Entsorger) kommt damit für die Funktionsfähigkeit des Rückführungssys-
tems eine entscheidende Bedeutung zu:
zum einen sind sie ergebnisverantwortlich für die Realisierung der Aktivi-
täten zur Verwertung und Beseitigung der Alträder und
zum anderen ergebnisverantwortlich für die Realisierung der Rückfüh-
rungsleistungen in einem definierten Entsorgungsgebiet.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 369
Im Wesentlichen handelt es sich dabei um die Realisierung folgender Leistun-
gen:
Planung, Koordination und Steuerung des regionalen
Rückführungsnetzwerkes,
Einrichtung und Betrieb von Sammelstellen,
Sammel- und Transportleistungen (Rücknahmestellen-Sammelstellen,
Sammelstellen-Verwertungsunternehmen),
Demontage-, Upgrading-, Konditionierungs- und Aufbereitungsleistungen,
Vermarktung von Gebrauchträdern, Gebrauchtteilen und gewonnenen Se-
kundärrohstoffen,
Beseitigungsleistungen und
Beratung und Kommunikation im Entsorgungsgebiet.
Die Übernahme der Leistungen bedeutet nicht zwangsläufig auch, dass die je-
weils materielle Leistungserstellung durch das beauftragte Entsorgungsunter-
nehmen selbst vorzunehmen ist. Dies kann u.a. durch entsprechende Fremdver-
gabe realisiert werden.
Dem Rückführungssystem kommen in dieser Kooperationsbeziehung die Wahr-
nehmung folgender Aufgaben zu:
die Abgrenzung von Entsorgungsgebieten,
die Definition von Leistungen und der entsprechenden Leistungsstan-
dards, die innerhalb der Entsorgungsgebiete durch ein beauftragtes Ent-
sorgungsunternehmen (im Weiteren Entsorger) wahrzunehmen sind,
die Ausschreibung der Leistungen für einen begrenzten Zeitraum,
die Beauftragung eines Entsorgers,
die leistungswirtschaftliche und kaufmännische Kontrolle des Entsorgers
und des regionalen Entsorgungsnetzwerkes und
die Abwicklung der entsprechenden Zahlungsvorgänge.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 370
Rückführungssystem
Ausschreibung:
- Festlegung von Entsorgungsgebieten
- Definition von Qualitäts- und Leistungs-standards in Verwertung und Beseitigung
- Ausschreibung von
Verwertungsleistungen/ Beseitigungsleistungen
Rückführungsleistungen
Koordination des regionalen Netzwerkes
Angebot
Entsorger 1
Angebot
Entsorger 2
Angebot
Entsorger 3
Angebot
Entsorger n.n.
Abbildung 89: Vergabe von Entsorgungsleistungen
Die Vergabe der Entsorgungsleistung im Entsorgungsgebiet erfolgt durch das
Rückführungssystem. Es handelt sich dabei um die Vergabe klassischer Ge-
bietsmonopole. Die Beauftragung erfolgt prinzipiell befristet (Abbildung 6).
Der Wettbewerb um die zu vergebenden Leistungen kann auf unterschiedliche
Art und Weise organisiert werden – klassischerweise zumeist aber über ein Aus-
schreibungsverfahren (Abbildung 89). Für die Vergabe können zwei elementare
Voraussetzungen genannt werden:
Die Entsorgungsunternehmen geben für ein definiertes Entsorgungsgebiet
verbindliche Preisangebote ab. Das Kostenangebot bezieht sich auf alle,
mit dem gesamten Entsorgungsprozess zusammenhängende Kosten und
ist prinzipiell eine Preisobergrenze.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 371
Die Entsorgungsunternehmen erbringen gegenüber dem Rücknahmesys-
tem Nachweis, dass sie prinzipiell in der Lage sind, den gesamten Entsor-
gungsprozess (einschließlich der Einbindung der öffentlichen Erfassungs-
systeme und der Erfassungssysteme des Handels) entweder selbst ord-
nungsgemäß durchzuführen und/oder durch ein entsprechendes Netz-
werk zu organisieren.
12.7 Entsorgungsberechtigung, Entsorgungsgebühr und Finanzierung des
Rücknahmesystems
12.7.1 Entsorgungsberechtigung und Entsorgungsgebühr
Entsorgungsgebühr und Entsorgungsberechtigung sind finanz- und leistungs-
wirtschaftliche Kernelemente für die Funktionsfähigkeit des Rückführungssys-
tems.
Entsorgungsgebühr
Die Finanzierung des Rücknahmesystems erfolgt durch eine hersteller- bzw. im-
porteurübergreifende branchenweite Verwertungs- und Beseitigungsgebühr (im
Folgenden Entsorgungsgebühr). Diese deckt alle Kosten, die im Zusammenhang
mit Verwertung und Beseitigung von Alträdern entstehen. Mit der Entrichtung
dieser Gebühr wird eine Entsorgungsberechtigung erworben.
Entsorgungsberechtigung
Als Gegenleistung für diese Gebühr erhält der Entrichter der Gebühr des Rück-
nahmesystems eine Entsorgungsberechtigung. Die Entsorgungsberechtigung ist
ein jederzeit gegenüber dem Rückführungssystem ausübbares dingliches Recht,
das
zur Überlassung eines Altrades an das Rücknahmesystem berechtigt, und
die Garantie einer ordnungsgemäßen Verwertung und Beseitigung ein-
schließt.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 372
Von zentraler Bedeutung für die Funktionsfähigkeit des Systems ist dabei die
branchenweite Geltung der Entsorgungsberechtigung unabhängig vom Herstel-
ler und Fahrradtyp und eine brachenweit einheitliche Entsorgungsgebühr.
12.7.2 Finanzierungsmodell
12.7.2.1 Anforderungen
An das Finanzierungsmodell des Rücknahmesystems sind folgende Anforderun-
gen zu stellen:
konsequente Erfüllung der erweiterten Produktverantwortung des Herstel-
lers bzw. Importeurs,
verursachergerechte Finanzierung des Systems,
Anreizwirkung des Modells hinsichtlich der Motivation der Verbraucher
zur Nutzung des Rücknahmesystems,
herstellerübergreifende, branchenweite Anwendung (Geltung der Entsor-
gungsberechtigung und Erfassung sämtlicher Alträder inkl. von Import-
produkten),
einheitliche Entsorgungsgebühr,
Flexibilität hinsichtlich Preis- und Kostenänderungen,
Vermeidung der Bildung von Kartell- und oder Monopolstrukturen und
Akzeptanz in der Branche.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 373
12.7.2.2 Gebührenmodelle und Haftungsbeitrag als vorschüssige Entsor-
gungsgebühr
Die zur Finanzierung des Rückführungssystems in Frage kommenden Gebüh-
renmodelle sind im Überblick in Abbildung 90 dargestellt. Die Diskussion der
jeweiligen Vor- und Nachteile in Bezug auf die in 5.2.1 genannten Anforderun-
gen wurde bereits im Zwischenbericht vom 01.07.2003 - 31.12.2003 ausführ-
lich vorgenommen. Die Bewertungsergebnisse sind in Abbildung 8 dargestellt.
Gebührenmodelle
kostenlose Rücknahme
Zahlung: In-Verkehrsetzer
vorschüssige Entsorgungsgebühr
Zahlung: Ersterwerber
Nachschüssige Entsorgungsgebühr
Zahlung: Letztbesitzer
Claim-Modell
Beitrags-lösung
Zahlung: Ersterwerber
vorschüssig nach-schüssig
direkte Entsorgungs-
gebühr
Haftungs-beitrag
Abbildung 90: Gebührenmodelle
Bei einer kostenlosen Rücknahme von Alträdern zahlt der Inverkehrsetzer (Her-
steller/Importeur) die jeweils anfallenden Kosten des Rückführungssystems ent-
weder vor- oder nachschüssig. Abgesehen von der praktisch kaum gegebenen
Durchsetzungsfähigkeit in der Wirtschaft besteht der wesentliche Nachteil des
Modells vor allem in der fehlenden Anreizkompatibilität.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 374
Bei vorschüssigen Entsorgungsgebühren findet eine Internalisierung der Ent-
sorgungskosten durch die Integration der Entsorgungsgebühr in den Neupreis
statt. Die Zahlung der Entsorgungsgebühr leistet der Ersterwerber. Ausgestaltet
kann die vorschüssige Entsorgungsgebühr als sog. direkte Gebühr oder als Haf-
tungsbeitrag. Die Art der Ausgestaltung hängt wesentlich von der Produktle-
bensdauer ab. Bei langlebigeren Produkten kommt praktisch ausschließlich eine
Ausgestaltung als Haftungsbeitrag in Frage. Der wesentliche Vorteil dieser Mo-
dellart liegt in der recht hohen Anreizkompatibilität. Als nachteilig sind vor allem
eventuelle Wirkungen in Richtung einer Kartellbildung zu nennen, die allerdings
bei entsprechender Ausgestaltung vermieden werden können.
++
+
+
+
+
+
+
+
Haftungsfondsdirekt
--+---praktische Anwendbarkeit
++-+Vermeidung von Kartell- und Monopolstrukturen
++++Flexibilität/ Preis- und Kostenänderung
++++einheitliche Entsorgungsgebühr
-+++branchenweite Anwendung
---+-Anreizwirkung
---+++verursachergerechte Finanzierung
---+++Produktverantwortung
Claim-Modell
Nachschüssige Gebühr
Vorschüssige GebührKostenlose Rücknahme
+ positive Wirkung
- negative Wirkung
Abbildung 91: Bewertung der Gebührenmodelle
Nachschüssige Entsorgungsgebühren liegen vor allem im Interesse der Wirt-
schaft. Hier zahlt der Letztbesitzer die fällige Entsorgungsgebühr. Die Nachteile
dieses Modells liegen vor allem in der mangelnden Anreizkompatibilität, in der

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 375
verursachergerechten Kostenzuweisung und in einer mangelnden Kompatibilität
mit der erweiterten Produktverantwortung der Hersteller und Importeure.
Das Claim-Modell unterscheidet sich von allen anderen Modellen dadurch, dass
es kein Gebühren-, sondern ein Beitragsmodell ist. Während bei allen anderen
Modellen durch Zahlung der Gebühr als Äquivalent ein auszuübendes dingliches
Recht erworben wird, wird hier ein Mitgliedsbeitrag gezahlt, der den Zugang zu
einer Bietergemeinschaft ermöglicht, die wiederum die Entsorgung von Altpro-
dukten organisiert. Das Claimmodell erscheint zumindestens für den Fahrradbe-
reich praktisch kaum realisierbar. Wesentliche Nachteile sind u.a. auch darin zu
sehen, dass der Umsetzung des Verursacherprinzips und einer erweiterten Pro-
duktverantwortung der Hersteller und Importeure praktisch nicht Rechnung ge-
tragen wird.
Bei Abwägung aller Vor- und Nachteile der diskutierten Modelle kristallisiert sich
als Lösung für die Bildung der Entsorgungsgebühr ein als Haftungsbeitrag aus-
zugestaltendes nachschüssiges Gebührenmodell heraus.
12.7.2.3 Zahlungsströme im Finanzierungskonzept
In Abbildung 92 sind die wesentlichen Zahlungsströme innerhalb des Finanzie-
rungskonzepts und damit seine Funktionsweise dargestellt und im Folgenden
etwas näher erläutert. Vorausgesetzt wurde dabei eine vorschüssige Entsor-
gungsgebühr.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 376
Handelsstufen Produzent/ Importeur
Rückführungs-system
Endverbraucher/ Kunde
„Altradbesitzer“
beauftragte Entsorgungs-unternehmen
Erfassen
Sammeln
Behandeln
Beseitigung Verwertung - Entsorgungsberechtigung
- Zahlungsstrom Entsorgungsgebühr
Abbildung 92: Zahlungsströme und Finanzierungskonzept
a) Produzenten und Importeure von Fahrrädern erwerben vom Rückfüh-
rungssystem durch die Zahlung eines Entsorgungsbeitrages eine Entsor-
gungsberechtigung.
b) Bei Abgabe eines Gerätes durch den Produzenten/Importeur an den Han-
del und hier jeweils in allen Handelsstufen, wird die Entsorgungsberechti-
gung gegen jeweilige Zahlung der Entsorgungsgebühr mit dem Weiterver-
kauf des Gebrauchtrades weitergegeben.
c) Der Endverbraucher erwirbt beim Kauf eines Neurades die Entsorgungs-
berechtigung durch die Zahlung der Entsorgungsgebühr (vorschüssige
Entsorgungsgebühr). Für die Produzenten, Importeure und den Handel in
allen Stufen ist damit der jeweils zu zahlende Entsorgungsbeitrag bei Wei-
tergabe der Plakette nur ein Durchlaufposten.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 377
d) Entsorgungsberechtigungen können außerdem von Altfahrradbesitzern,
die nicht im Besitz von Entsorgungsberechtigungen sind (Haushaltsauflö-
sung, Privatimporte, bzw. Alträder für die bei Kauf noch keine Berechti-
gung erworben wurde), direkt vom Rücknahmesystem erworben werden.
Das Rücknahmesystem hat hierfür durch entsprechende Distributionsstel-
len zu sorgen (bspw. an verschiedenen Rücknahmestellen).
e) Bei Überlassung des Altrades an der Rücknahmestelle und den damit ein-
hergehenden Eigentumsübergang an das Rücknahmesystem erfolgt die
Einlösung der durch die Entsorgungsgebühr erworbenen Entsorgungsbe-
rechtigung.
f) Das beauftragte Entsorgungsunternehmen finanziert den gesamten Ent-
sorgungsprozess und die damit zusammenhängenden eigenen Leistun-
gen oder Leistungen Dritter für die von ihm übernommenen Alträder. Bei
Nachweis einer geordneten Verwertung und Beseitigung (Vorlage des Ent-
sorgungsnachweises), erfolgt durch das "Duale System" die Auszahlung
der Entsorgungsentgelte für die zur Entsorgung gebrachten Alträder an
das beauftragte Entsorgungsunternehmen.
12.8 Ermittlung der Rückführungskosten unter besonderer Berücksichtigung
von Alträdern
12.8.1 Einführung
Die Rückführungskosten244 von Altfahrrädern werden langfristig gesehen fester
Bestandteil der Aufwendungen eines Produktherstellers. Die Entsorgungskosten
müssen deshalb schon in der Entwicklungsphase abgeschätzt werden, um Kos-
tentransparenz und Kostenbewusstsein zu schaffen. Im vorliegenden Fall wird
ein Verfahren zur überschlägigen Kostenermittlung bereitgestellt, das erlaubt, in
244 Vgl. zu diesem Kapitel Top: Initiativen für die Umwelt, Ermittlung der Entsorgungskosten,
Stand Juli 2003, zu finden unter: http://www.unifr.ch/environ/edu/excursions/visite_siemens/Dokumente/Ermittlung_Entsorgungskosten.DOC

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 378
einer relativ frühen Phase der Konzeption von Rücknahmesystemen, die mit den
verschiedenen Varianten verknüpften Aufwendungen abzuschätzen. Im ersten
Abschnitt dieses Kapitels wird die Ermittlung im Allgemeinen bezogen auf ver-
schiedene relevante Teilleistungen dargestellt, im zweiten Abschnitt erfolgt die
Anwendung auf den Referenzfall Fahrrad.
12.8.2 Allgemeine Ermittlung
1. Rücknahme der Produkte
Die Rücknahme der Produkte wird entweder von der eigenen Unterneh-
mung organisiert werden oder sie wird von Kunden durchgeführt, welche
die Organisation zur Entsorgung der Produkte selber übernehmen.
Transportaufwendungen
Für den Transport vom Kunden zu den Standorten wird angenommen,
dass der Transport entweder zulasten des Kunden geht oder das dem Ser-
vice für das Mitnehmen der Altfahrräder keine zusätzlichen Kosten entste-
hen. Vom lokalen Standort Niederlassung gelangen die Produkte entweder
an eine zentrale Sammelstelle im Marktbereich (Land) oder an den Produk-
tionsort des betreffenden Produktes. Für den Transport zur Sammelstelle
sind Transportdistanz und ein Transportkostensatz zu ermitteln. Die Alt-
fahrräder oder die einzelnen Bestandteile werden schließlich an einen Ent-
sorgungspartner geliefert oder werden von diesem bei der Sammelstelle
abgeholt. Wenn keine konkreteren Angaben vorhanden sind, kann von mitt-
leren Transportkosten von 0,7 Euro pro kg Altprodukt ausgegangen werden
(errechnet aus einer mittleren Distanz von 500 km und einem mittleren
Kostensatz von 1,3 Euro pro Tonne und km).
Transportkosten pro kg Altprodukt: T
berechnet aus Transportdistanz und Transportkostensatz

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 379
Infrastrukturaufwendungen
Die benötigte Infrastruktur an der Sammelstelle im Marktbereich oder am
Produktionsort umfasst Platz und Installationen für die Lagerung und Er-
fassung der zurückgenommenen Produkte. Zudem ist eine Triage und da-
mit verbundene Aufklärungen für Wieder- oder Weiterverwendung, bzw.
Verschrottung notwendig. Falls näher bekannt, können hier konkrete Zahlen
von Sammelstellen eingesetzt werden.
Wenn nähere Angaben fehlen, oder von den Marktbereichen oder Produkti-
onswerken noch nicht erarbeitet sind, kann von mittleren Infrastrukturkos-
ten von rund 2 Euro pro kg Altprodukt ausgegangen werden (errechnet aus
geschätzten jährlichen Gesamtkosten einer Sammelstelle von rund 20.000
Euro und einen Durchsatz von 10 t Altprodukt).
Infrastrukturkosten pro kg Altprodukt: I
Ermittelt aus dem Aufwand einer Sammelstelle und dem Durchsatz an Alt-
produkt
2. Demontage in Entsorgungsfraktionen
Die Demontage von Altfahrrädern in Entsorgungsfraktionen kann von der
eigenen Sammelstelle im Marktbereich, im Produktionswerk oder von Ent-
sorgungspartnern durchgeführt werden.
Festlegen der Fraktionen
Die aktuelle Technik sowie die Möglichkeiten der Entsorgungspartner und
der Recyclingmärkte sind für die Bestimmung der Fraktionen im Detail re-
levant.
Es werden grundsätzlich vier Fraktionengruppen unterschieden:
▪ Teile oder Komponenten für die Wieder- und Weiterverarbeitung,
▪ Einstofffraktionen,
▪ Fraktionen für die Weiterbehandlung, Gemische und
▪ Sonderkomponenten.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 380
Im Allgemeinen müssen primär die in der Gruppe Sonderkomponenten
enthaltenen umweltgefährdenden Stoffe und Komponenten abgetrennt
werden. Ferner sind Recyclingfraktionen aus Metallen (Stahl, Buntmetall,
Aluminium) sowie aus Kunststoffen zu bilden und Wertkomponenten abzu-
trennen. Schließlich bleiben Restfraktionen übrig, die für die weitere Bear-
beitung an spezialisierte Unternehmen weitergegeben werden.
Aufwendungen für die Demontage
Die Demontage ist der kostenintensivste Teil der Entsorgung (Demontage-
zeit). Sie soll deshalb in der Regel nur soweit gehen, dass Kosten für De-
montage und Beseitigung der Restfraktionen minimiert sowie Erlöse für
Recyclingfraktionen maximiert werden. Zur Ermittlung der gesamten Auf-
wendungen für die Demontage kann intern eine Zeitstudie zu den einzel-
nen Demontageschritten angefertigt werden. Andererseits ist auch diese In-
formation vom Entsorgungspartner zu erhalten, wenn dieser die Demonta-
ge durchführen wird.
Demontagekosten pro kg Altprodukt: ∑Di
Summe aller Demontageschritte, ermittelt aus Zeitaufwand und Stunden-
satz
3. Entsorgung der Fraktion
Die Entsorgung der Fraktionen führen Entsorgungspartner oder Spezialun-
ternehmen durch.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 381
Kosten und Erlöse aus den Fraktionen
Zur Bestimmung der Kosten oder Erlöse der Fraktionen muss zusätzlich
deren Gewicht ermittelt werden:
Kosten für die Beseitigung der Rest- und Problemfraktionen
Pro kg Altprodukt: ∑Pi
Summe der Kosten für die einzelnen Fraktionen, ermittelt aus Fraktionser-
lös und Gewichtsanteil
Erlös für die Verwertung der Wertfraktionen pro kg Altprodukt: ∑Wi
Summe Erlöse für die einzelnen Fraktionen, ermittelt aus Fraktionserlös
und Gewichtsanteil
4. Ermittlung der Entsorgungskosten pro Produkt
Die gesamten Entsorgungskosten eines Altproduktes ergeben sich nun aus
der in den drei Abschnitten 1 bis 3 ermittelten Teilbeträgen:
Entsorgungskosten pro kg Altprodukt: EKK=T+I+∑Di+∑Pi-∑Wi
Die Entsorgungskosten für die Einheit „ganzes Produkt“ sind demnach die
errechneten Entsorgungskosten pro kg (EK), multipliziert mit dem Gewicht
des Produktes in kg.
Entsorgungskosten pro Produkt: EK=EKK*G
6. Kennzahl: Entsorgungskosten-Anteil am Neupreis
Die Entsorgungskosten sollen mit dem Neupreis eines Fahrrades in Bezie-
hung gesetzt werden. Die Kennzahl „Entsorgungskosten-Anteil am Neu-
preis“ wird wie folgt gebildet:
Entsorgungskosten-Anteil am Neupreis: An=(EK*100)/NP

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 382
12.8.3 Berechnung Rücknahmekosten am Beispiel eines Altfahrrades
Annahmen:
Neupreis Fahrrad pro Stück: 350 €
Fertigungskosten pro Stück: 70 €
Mittlere Distanz pro kg: 500 km
Mittlerer Kostensatz pro t und km: 0,25 €
Aufwand einer Sammelstelle pro Jahr: 20.000 €
Durchsatz an Altfahrrädern pro Jahr: 140 t
Zeitaufwand für alle Demontageschritte pro Stück: 128 min. oder 2,08 h
Stundensatz für Demontage pro kg: 0,36 €
Kosten für die Beseitigung der Rest und Problemfraktionen
pro kg Altprodukt: 0,38 €
Erlös für die Verwertung der Wertfraktionen pro kg Altprodukt: 0,20 €
Gewicht des Altfahrrades: 17,5 kg

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 383
Zusammenfassung Ergebnisse Altrad:
Berechnung Transportkosten pro kg Altprodukt:
Transportkosten pro kg Altfahrrad: T=0,13 €
berechnet aus Transportdistanz und Transportkostensatz
Berechnung Infrastrukturaufwendungen:
Infrastrukturkosten pro kg Altfahrrad: I=0,14 €
Ermittelt aus dem Aufwand einer Sammelstelle und dem Durchsatz an Alt-
produkt
Berechnung Aufwendungen für Demontage:
Demontagekosten pro kg Altfahrrad: ∑Di=0,75 €
Summe aller Demontageschritte, ermittelt aus Zeitaufwand und Stunden-
satz
Berechnung Entsorgungskosten pro kg Altfahrrad:
Entsorgungskosten pro kg Altfahrrad: EKK=T+I+∑Di+∑Pi-∑Wi=1,20 €
Berechnung Entsorgungskosten pro Altfahrrad:
Entsorgungskosten pro Produkt: EK=EKK*G=21 €
Berechnung Entsorgungskostenanteil am Neupreis:
Entsorgungskosten-Anteil am Neupreis: AN=(EK*100)/NP=6,0

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 384
12.9 Wirkungen auf die Supply Chain
Der Aufbau eines Rückführungssystems für Gebrauchträder hat nachhaltige
Auswirkungen auf die Supply-Chain der Fahrradbranche. Die Supply-Chain der
Fahrradbranche erfährt durch die Einführung eines Rückführungssystems eine
wesentliche Erweiterung und Differenzierung. Erweiterung dadurch, dass die Ge-
samtheit des Produktlebenszyklus aktiv einbezogen wird. Differenzierung da-
durch, dass Wertschöpfungsaktivitäten wie Leistungen zur Realisierung unter-
schiedliche Recyclingformen (hier vor allem Wiederverwendung und stoffliche
Verwertung) und Beseitigungsleistungen sowie die dazu gehörenden logisti-
schen, finanzwirtschaftlichen und dispositiven Unterstützungsleistungen einzu-
beziehen sind. Dies ist in Abbildung 10 als Übersicht dargestellt.
Vorlieferant 1 Rahmen
Vorlieferant 2 Schaltung
Vorlieferant N
Endhersteller
Lackierung Laufrad Montage KommissionierungGroßhandel
Einzelhandel
Fachhandel
Versand-handel
Verbraucher-märkte
Beseitigung
Nutzung
Haushalte
Primär-nutzung
Sekundär-nutzung
Technischer Service
Rücknahme/ Sammeln
Abfallbe-handlung
Sero-Handel
industrieller Einsatz
Technische Verwertung
Räder
Teile
stofflich
Reststoffe
Typische traditionelle Supply-Chain-Fahhrad
Erweiterung der traditionellen Supply-Chain bei geordneter Gebrauchträderrückführung
Abbildung 93: Typische traditionelle Supply Chain und Erweiterung der
traditionellen Supply Chain bei geordneter
Gebrauchträderrückführung

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 385
Neben Rollenveränderungen „traditioneller“ Akteure wie Endhersteller, Vorliefe-
ranten und Verkaufsmittler sind Akteure einzubeziehen, die bisher in der Wert-
schöpfungskette keine oder eine nur untergeordnete Rolle gespielt haben wie:
Entsorgungs- und Verwertungsunternehmen, Logistikdienstleister im Rücknah-
mebereich, Reststoffhandel, kommunale Einrichtungen und Hub-Firmen zur
Steuerung von Rückführungsorganisationen. Auf diese Implikationen soll im Fol-
genden kurz eingegangen werden.
Endhersteller und Vorlieferanten
Ein funktionierendes Rückführungssystem für Gebrauchträder ist eine wichtige
value-added Leistung im Rahmen der Ausprägung der Produkteigenschaft
„Kreislauffähigkeit“. Die Möglichkeiten eines einzelnen Endherstel-
lers/Importeurs die erforderlichen Leistungen zu erstellen und/oder bereitzustel-
len sind allerdings recht gering. Erforderlich hierfür ist eine branchenbezogene
und branchengetragene Lösung. Die Rolle der Endhersteller bezieht sich dann
vor allem
a) auf die Bereitschaft ein solches Konzept prinzipiell mitzutragen und sich
an seinem Betrieb zu beteiligen,
b) auf die erforderlichen „politischen Aktivitäten“, die notwendig sind, um
solch ein System aus der Taufe zu heben,
c) darauf, ein vorschüssiges gebührenfinanziertes Rücknahmesystem aktiv
mitzutragen – bspw. durch eine entsprechende Preispolitik zu unterstüt-
zen,
d) auf eine Beteiligung an Aktivitäten, die eine Normung von Produktqualitä-
ten im Gebrauchtteilebereich bzw. den Aufbau eines entsprechenden
Qualitätsmanagementsystems zum Inhalt haben,
e) darauf, ihre Produkte so zu gestalten, dass eine hohe Austauschfähigkeit
von Teilen/Komponenten über längere Zeiträume gewährleistet ist, dass
diese Teile/Komponenten reparaturfähig und upgradingfähig sind und
f) darauf, die Produktgestaltung der Vorlieferanten in einer Art und Weise zu
„steuern“, dass sie den Forderungen von f) entsprechen.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 386
Punkt f) setzt eine branchenweite, teile- und komponentenbezogene Qualitäts-
vereinbarung voraus, die innerhalb einer bestimmten PAS realisiert werden
könnte. Eine entsprechende „Steuerung“ der Vorlieferanten (Punkt f) durch die
Endhersteller/Importeure ist differenziert zu sehen. Allgemein gilt zunächst, dass
eine längerfristige und stabilere Zusammenarbeit mit den Vorlieferanten in Hin-
blick auf spezifische Qualitätsanforderungen von Komponenten und Teilen zu
gewährleisten ist. Die Realisierung dieser Forderung erfordert allerdings zwei
verschiedene Strategien, die sich aus folgendem Sachverhalt ergeben: Während
der Einfluss des Endherstellers auf die Vorlieferanten bei Teilen/Komponenten
mit hohem technischem Innovationsniveau (bspw. Schaltungen, Bremsen) ver-
gleichsweise gering ist (vgl. Ausführungen im Zwischenbericht vom 01.07.2003-
31.12.2003), ist er bei Teilen/Komponenten, die dieses Merkmal nicht aufweisen
(z.B. Rahmen) vergleichsweise hoch. Hier kann dieser Einfluss aktiv durch ent-
sprechende Qualitätsvorgaben bzw. Lieferantenauswahl recht unproblematisch
genutzt werden. Bei high-tech Teilen ist eine andere Vorgehensweise erforder-
lich: Hier ist dringend eine Einflussnahme der Gesamtbranche – getragen durch
einen Verband - notwendig. Eine solche Einflussnahme hätte vor allem Vereinba-
rungen mit bestimmten Schlüssellieferanten (z.B. Shimano) zu folgenden drei
Tatbeständen zum Inhalt:
- Qualitätsvereinbarungen, welche die Austauschfähigkeit, Reparaturfähig-
keit und upgrading-Fähigkeit zum Inhalt haben. Dies könnte dann u.a.
auch über eine PAS normiert werden.
- Vereinbarungen über entsprechende Entwicklungszusammenarbeit.
- Die Beteiligung am Rückführungssystem – dies würde u.a. auch als Anreiz
für diese Schlüssellieferanten wirken, Komponenten zur Verfügung zu
stellen, die prinzipiell austauschbar bzw. gut reparatur- und upgradingfä-
hig sind.

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 387
Verkaufsmittler
Die verschiedenen Verkaufsmittler (Fachhandel, Versandhandel, Internethandel,
Verbrauchermärkte) sind bei Einführung eines Rückführungssystems in zweifa-
cher Hinsicht betroffen:
a) Die verschiedenen Handelseinrichtungen dienen als Rücknahmestellen
und sind damit für die Funktionsfähigkeit des Rücknahmesystems uner-
lässlich. Hierbei ist allerdings zu beachten, dass die Aufnahmefähigkeit
dieser Einrichtungen stark limitiert ist. Aus der Funktion als Rücknahme-
stellen ergeben sich Liefer- und Leistungsbeziehungen zu den zentralen
und dezentralen Erfassungsstellen bzw. zu den beauftragten Sammel-
und Transportdienstleistern.
b) Die Verkaufmittler – hier nun zusätzlich der Großhandel – spielen die we-
sentlichste Rolle bei der Schließung von Stoffkreisläufen durch die Wie-
derverwendung von Gebrauchtteilen – entweder durch Einbau bei Repara-
tur oder Modernisierung bzw. durch entsprechenden Gebrauchtteile- oder
Gebrauchträderhandel. Dies erfordert u.a. auch eine „offensive“ Kommu-
nikation mit dem Kunden. Für die Verkaufsmittler ergeben sich neue Lie-
fer- und Leistungsbeziehungen zu all den Akteuren, die in der technischen
Verwertung von Gebrauchträdern - d.h. in der Aufarbeitung von Ge-
brauchträdern und –teilen und deren Vermarktung - aktiv sind. Diese Be-
ziehungen müssen aufgebaut, stabilisiert und gepflegt werden.
„Neue“ Akteure
Durch den Aufbau eines Rückführungssystems sind zusätzliche Akteure mit un-
terschiedlichen Aufgabenstellungen güterwirtschaftlich, finanzwirtschaftlich und
informationsseitig in die Wertschöpfungskette einzubeziehen:
- „Zentrale“ und „Dezentrale“ Erfassungsstellen: Erfassung von Informatio-
nen zu Entsorgungsbedarfen,
- Logistikdienstleister: Transportleistungen, Betrieb von Sammelstellen und
–systemen,

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 388
- Technische Verwertungsunternehmen: Demontage, Alträder und Ge-
brauchträderaufarbeitung, stoffliches Recycling, Koordination regionaler
Netzwerke,
- Beseitigungseinrichtungen: umweltfreundliche Realisierung des Beseiti-
gungspfades,
- Reststoffhandel: Vermarktung von Sekundärrohstoffen,
- Kommunale Einrichtungen: Gebrauchträdererfassung im Rahmen der
Sperrmüllsammlung und
- Hub-Firma: Management des Rückführungssystems.
12.10 Recyclingpass als Informations- und Steuerungsinstrument
Ein wichtiges Informationsinstrument zur Unterstützung der Kreislaufführung
von aus der aktiven Nutzung ausscheidenden Produkten ist ein sog. Recycling-
pass. Der Reyclingpass ist - zwar oft gefordert - in der Breite industrieller Mas-
senprodukte derzeit kein gängiges Informationsinstrument. Allerdings existieren
Musterlösungen, wie beispielsweise für die Elektroindustrie245.
Der Recyclingpass
enthält alle notwendigen Informationen über das Produkt die für eine effi-
ziente Kreislaufführung des betreffenden Altgerätes notwendig sind,
bietet bei einer Ausgestaltung als Internet-Plattform die Option, Ge-
schäftsbeziehungen pflegen und Informationen zwischen unterschiedli-
chen Akteuren der Wertschöpfungskette auszutauschen246, die kreislaufre-
levant sind,
bietet die Möglichkeit des direkten Informationsaustausches zwischen
Produktentwicklung/Konstruktion und Verwerter (Stichwort „kreislaufge-
rechtes Konstruieren“),
245 Vgl. http://www.recyclingpass.net und http://www.pe.mw.tum.de/recyclingleitfaden und
Zwischenbericht vom 01.07.2003-31.12.2003, S. 92 ff. 246 Vgl. http://www.recyclingpass.net

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 389
unterstützt die Personalschulung in den Verwertungsbetrieben durch ent-
sprechende Informationen,
unterstützt die Qualitätssicherung bei Gebrauchtteilen durch Bereitstel-
lung von Informationen und Normen zur Demontage und zum Upgrading
bzw. unterstützt die Qualitätssicherung bei Konditionierungs- und Aufbe-
reitungsprozessen zur werkstofflichen Verwertung,
enthält alle wesentlichen Informationen für eine umweltfreundliche Besei-
tigung von Restfraktionen.
Die Erstellung, Informationsbeschaffung und Pflege des Recyclingpasses sollte in
der Verantwortung des Endherstellers liegen. Dies vor allem aus dem Grund, da
der Endhersteller damit seinen Informationspflichten gerecht werden kann, die
sich aus einer erweiterten Produktverantwortung (Rücknahmeverpflichtung) er-
geben. Des Weiteren kann davon ausgegangen werden, dass der Endhersteller
über den umfassendsten Überblick über die gesamte Prozesskette verfügt. Die
Informationen sollten für folgende Akteure der Supply Chain zugänglich sein:
Produktentwickler und Konstrukteure,
Endhersteller,
Vorlieferanten von Baugruppen, Komponenten und Teilen,
Logistikdienstleister in Erfassung, Sammlung und Transport,
Demontage- und Aufbereitungsunternehmen,
Entsorgungsunternehmen,
Fahrradhandel (Großhandel, Fachhandel, Versandhandel, Discounter),
Gebrauchtteile- und Sekundärrohstoffhandel,
Betreiber virtueller Marktplätze und
Entsorgungs- und Beseitigungsunternehmen.
Der Recyclingpass sollte folgende Informationen beinhalten:
Aufbau des Produktes und Produktdekomposition: Baugruppen, Kompo-
nenten, Baugruppen und –teile und entsprechende Beschreibungen,
Hersteller, Baujahr, Typ des Fahrrades,

Definition und Umsetzung produktperipheriebezogener Requirementkataloge 390
Art (Fraktion) und Menge der Materialien (Fe-metalle, NE-Metalle, Glas,
Leder, Kunststoffe, sonstige Stoffe, etc.),
Gewicht Produkt, Baugruppen, Komponenten, Teile, Materialien,
Demontage, Aufbereitungs- und Konditionierungsleitfaden
Demontagezeiten,
Verbindungstechniken,
Gängige Recyclingpfade,
Marktinformationen für Teile und werkstoffliche Verwertung,
Die Produkt- und Materialkennzeichnung, etc.
Der Inhalt des Recyclingpasses sollte durch einen branchenweiten Standard
(PAS) normiert werden. Insbesondere die Kennzeichnung von Produkten, Teilen
und Materialien sollte durch branchenweite Standards geschehen, um eine mög-
lichst breite und herstellerübergreifende Verwertung von Gebrauchtteilen und
bzw. eine breite stoffliche Verwertung zu unterstützen. Der jeweilige Reycling-
pass für die Produkte unterschiedlicher Fahrradhersteller sollte durch ein ent-
sprechendes Internet-Portal, dass als Branchenlösung betrieben werden sollte,
öffentlich zugänglich gemacht werden. Das Portal ermöglicht einen direkten
Zugriff auf kreislaufrelevante Daten von allen direkt und indirekt betroffenen
Gliedern der Prozesskette. Die Portallösung bietet darüber hinaus eine Reihe von
Vorteilen:
gezielte und kostengünstige Informationsbereitstellung,
europaweit, in den Landessprachen und in Englisch,
schneller Zugriff rund um die Uhr,
einfache und permanente Aktualisierung der Daten und
aktuelle und ergänzende Informationen rund ums Thema Recycling in einem
Newsroom.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 391
13. Struktur der Wertschöpfung der Fahrradindustrie in Deutschland
13.1 Wertschöpfungs- und Akteurskette der Fahrradindustrie
Die zunehmenden Anforderungen hinsichtlich Kundennähe und Kompetenz im
Hinblick auf Produkte und Prozesse (hier Referenzfall „Fahrrad“) sowie die stei-
gende Komplexität von Produkten und Dienstleistungen machen eine immer
breitere und auf Komplettlösungen ausgerichtete Angebotspalette erforderlich.
Die verschärfte Kostensituation erzwingt gleichzeitig eine immer stärkere Kon-
zentration auf die Kerngeschäftsfelder und die bestmögliche Nutzung der vor-
handenen Kapazitäten. In diesem Spannungsfeld zwischen Diversifikation auf
der einen und Konzentration auf der anderen Seite ist die Kooperation von Un-
ternehmen in Produktions- und Logistikverbunden ein erfolgversprechender
Weg zur Überbrückung dieser Gegensätze. So ist die wirtschaftliche Entwicklung
der letzten Jahre durch einen Trend zur Spezialisierung (Outsourcing, Be-
schränkung auf Kernkompetenzen) und zur Bildung geographisch weit verteilter
Unternehmensbeziehungen (Globalisierung) gekennzeichnet.247 Das Hauptziel
des Supply Chain Managements ist die Steigerung des Kundennutzens durch
interorganisationale Kooperationen unter gleichzeitiger Berücksichtigung von
monetären und nicht monetären Zielen.
Die Beziehung von Endherstellern und Lieferanten bezeichnet man als vertikale
Netzwerkbeziehungen. Sie verbinden Unternehmen hintereinander gelagerter
Wertschöpfungsstufen, und entsprechen somit dem Begriff der Supply Chain.
Die Abbildungen 94 und 95 stellen die typische Wertschöpfungs- und
Akteurskette in der Fahrradindustrie dar.
247 In Anlehnung an Jehle/ Kaczmarck/ Schweiler/ Stüllenberg (2000), S. 46-49.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 392
Vorlieferanten
Endhersteller
- eigene Herstellung
- nur Endmontage
Direktvertrieb
- Service
- Kundendienst
- Händlerschulung
- Reparaturdienst
- Ersatzteildienst
Großhandel
- techn. Service
- Kundendienst
- Reparatur, etc.
FEH
- techn. Service
- Kundendienst
- Reparatur, etc.-
Versandhandel
- Garantielstg.
- Vertragswerk-
statt, etc.
Baumärkte, etc.
-Garantielstg.
- Vertragswerk-
statt, etc.
Nutzung
- Kunde
- Sekundärnutzung
(SN) direkt
- SN-Internethandel
- SN-Großhandel
- SN-Facheinzelh.
- SN-Hersteller
Beseitigung
Recycling
- zentral
- dezentral
- Staat
- Bundesl.
- Vorlieferer
- Hersteller
- etc.
Komponenten-aufarbeitung
Abbildung 94: Typische Akteurskette der Fahrradindustrie

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 393
Lieferant Rahmen
Lieferant Gabeln
Lieferant Elektrik / Zubehör
Lieferant Felgen
Lieferant Sattel
Lieferant Achsen
Lieferant Tretlager
Lieferant Schaltung
Lieferant Bremsen
Beschaf-
fungslager
Vormontagen von
Baugruppen
Produktions-lager
Auftrags-eingang
Endmontage des
Fahrrades
Vertrieb über:
Fahrradhersteller
Großhandel, Baumärkte,
Versandhandel, bis Listenplatz 36 aus Top 100, 60 Mio.
Umsatz
„restliche Kunden“: (FEH,FGH), bis
Listenplatz 100, 5 Mio. Umsatz
KUNDESekundärnutzung
Entsorgung: Hersteller, Kunde,
Staat, etc.
Abbildung 95: Typische Wertschöpfungskette der Fahrradbranche
Das Management der Supply Chains verfolgt schwerpunktmäßig das Ziel einer
unternehmensübergreifenden Optimierung. In diesem Zusammenhang werden
Prozesse wie Beschaffung, Auftragssteuerung, Produktion, Lagerung, Distributi-
on, Vertrieb und Redistribution nicht mehr aus einer rein unternehmensinternen
Sicht betrachtet, sondern in Abstimmung mit den Partnern, im Sinne einer un-
ternehmübergreifenden Optimierung gestaltet, organisiert und betrieben.
Die wirtschaftlichen Beziehungen in und zwischen Unternehmen befinden sich
heute in fast allen Industriezweigen (auch in der Fahrradbranche) im Umbruch.
Damit sind für die industriellen Wertschöpfungsstrukturen andauernde Re-
Design-Prozesse verbunden. Zwar sind auch in der Vergangenheit immer wieder
die Wertschöpfungsstrukturen reorganisiert worden, allerdings haben Geschwin-
digkeit und Ausmaß eine bis heute nicht gekannte Dynamik und Virulenz entwi-
ckelt.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 394
Folgende Ursachen sind dafür unter anderem verantwortlich:
Kostendruck und zunehmender internationaler Wettbewerb,
Markteintritt von Wettbewerbern aus Billiglohnländern,
Verkürzung der Produktlebens- und Produktentwicklungszyklen,
schnellere Einebnung von Innovations- und Differenzierungsvorsprüngen,
Verschlankungsbestrebungen im Zuge der „Lean Production“,
stagnierende bzw. rezessive Konjunktur und
die Neuverteilung von Industriewertschöpfung durch Globalisierungsten-
denzen.
Re-Design in der Wertschöpfungspipeline bedeutet immer eine Veränderung der
Eigenerstellungsquote beziehungsweise Fertigungstiefe bei den beteiligten Un-
ternehmen. Die Fertigungstiefe ist als Wertschöpfungsanteil eines Unternehmens
an einem Endprodukt zu interpretieren. Der eigene (Kosten-) Anteil eines Unter-
nehmens wird dabei in Beziehung zum Gesamtkostenblock gesetzt, der im Zuge
der Herstellung eines Produkts insgesamt anfällt.
Eine Wertschöpfungskette („Wertschöpfungspipeline“) besteht aus verschiede-
nen Wertschöpfungsaktivitäten, die vom Rohstoff bis zum Endprodukt durchlau-
fen werden müssen, um Marktreife zu erlangen. In der Regel sind die einzelnen
Aktivitäten einer Wertschöpfungspipeline auf verschiedene, nacheinander ange-
ordnete Unternehmen verteilt. Je mehr Wertschöpfungsaktivitäten von einem
Unternehmen kontrolliert werden, desto höher ist sein Integrationsgrad und
damit der Anteil an der gesamten Wertschöpfungspipeline. Wie schon erwähnt
spricht man von Rückwärtsintegration (Rückwärtsdisintegration), wenn ein Un-
ternehmen in der Wertschöpfungskette eine vorgelagerte und näher auf der
Rohstoffseite liegende Wertaktivität integriert (disintegriert). Das Unternehmen
ist in diesem Fall von „buy“ (Fremdbezug) zu „make“ (Eigenfertigung) überge-
gangen (und umgekehrt). Um eine Vorwärtsintegration (Vorwärtsdisintegration)
handelt es sich dann, wenn ein Unternehmen eine nachgelagerte und näher am
Endprodukt liegende Wertaktivität integriert (disintegriert).

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 395
Auch in diesem Fall liegt ein Übergang von „buy“ zu „make“ vor (und umge-
kehrt). Das ist zum Beispiel gegeben, wenn ein Unternehmen einen eigenen Ver-
trieb aufbaut oder eine bereits bestehende Vertriebsorganisation aufkauft. Da-
durch zeigt sich, dass sowohl das eher strategische Integrationsverhalten von
Unternehmen als auch die eher dem operativen Beschaffungsbereich zugeord-
nete make-or-buy-Entscheidungen die gleichen Konsequenzen haben: Sie
bestimmen den Umfang der Wertschöpfung und der Fertigungstiefe sowie das
Wachstum und die Größe eines Unternehmens.248 Abbildung 96 stellt ein typi-
sches Modell zu einer logistischen Kette der Fahrradindustrie dar.
Entwicklung
Beschaffungs-markt
Absatz-markt
Versorgung
Auftrags-durchlauf
Produktions-planung und -steuerung
Produktion Distribution
Bedarfs-ermittlung
Einkauf„physische“ Beschaffungs-logistik
Kunde
als
Auft
ragn
ehm
er
Kunde
als
Auft
ragg
eber
Auftragsabwicklung
Entsorgung
Wiedereinsatz Aufbereitung Redistribution
Abbildung 96: Modell der logistischen Kette der Fahrradbranche
Die schon eingangs genannten Ursachen des Wertschöpfungswandels sind recht
vielfältig und unterliegen letztlich auch verschiedenen Modetrends.
248 Vgl. zu diesem Abschnitt FB/ IE 43, S. 318 ff., hier beschrieben durch Schneider.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 396
So ist eine bis Mitte der 80er Jahre auf die Maximierung der Wertschöpfungs-
quote angelegte Integrationseuphorie der Unternehmen erkennbar. Das Streben
nach Unabhängigkeit von Lieferanten, die Vermeidung von Beschaffungs- und
Vertragsunsicherheiten und nicht zuletzt die Überschätzung der eigenen Ferti-
gungskompetenz waren hier beispielsweise ausschlaggebend. Seitdem ist, ins-
besondere in der Automobil- und Elektroindustrie, eine Kehrtwende eingetreten.
So reduzieren zum Beispiel die Endmontageunternehmen bereits seit Jahren
ihre Fertigungstiefen. Dazu kommt, dass unter dem Schlagwort „Lean Producti-
on“ der Druck auf die Eigenerstellungsquote noch einmal deutlich zugenommen
hat. Die vergleichsweise geringen Eigenerstellungsquoten japanischer Unter-
nehmen übernehmen dafür oft eine Vorbildfunktion.
Vor diesem Hintergrund lässt sich leicht ableiten, dass die Umfänge und Verän-
derungen der Wertschöpfungsquoten beziehungsweise der Fertigungstiefe auf
viele Bereiche des Unternehmens einen enormen Einfluss haben. Die Reorgani-
sation der Wertschöpfungsstrukturen beeinflusst beispielsweise:
die Bedeutung des Unternehmens in der Wertkette,
die Qualifikation des Personals,
die Quantität des benötigten Personals,
die Struktur der Kosten,
die Struktur der Risikoverteilung auf die Unternehmen in der Wertkette,
den Umfang der Kapitalbindung im Unternehmen und
die Relevanz und Machtverteilung der Funktionseinheiten im Unterneh-
men.
Um also Re-Design-Prozesse aktiv zum Vorteil des eigenen Unternehmens nut-
zen und selbst vorantreiben zu können, ist es wichtig die Wahrnehmungsfähig-
keit zu stärken. Dies gilt für die Zukunft insbesondere deshalb, weil sich die
Wertschöpfungsstrukturen „sowohl im als auch zwischen Unternehmen“ immer
schneller verändern.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 397
So können traditionell und prozedural aufgebaute Kostenrechnungssysteme in
dieser Hinsicht zur Wahrnehmungsverstärkung beitragen.249
13.2 Branchenstrukturen250
13.2.1 Fahrradhersteller in Deutschland
Deutsche Fahrradhersteller sind solche Unternehmen, die auch tatsächlich in
Deutschland Fahrräder produzieren, unberücksichtigt der Fertigungstiefe. In der
Fahrradbranche gibt es fast eine überschaubare Anzahl von meist mittelständi-
schen Betrieben. Die Statistik führt an Fahrradherstellern in Deutschland 25 In-
dustriebetriebe sowie 28 Montagehersteller auf. Unter Industriebetrieben wer-
den Fahrradfabriken mit mehr als 20 Beschäftigten in der Fahrrad-Fertigung
verstanden, dabei ist unerheblich, ob es eine eigene Rahmenfertigung gibt oder
nicht. Montagehersteller sind Betriebe mit weniger als 20 Beschäftigten, wie z.B.
montierende Großhändler. Diese Trennung erscheint heute – angesichts der ge-
ringen Fertigungstiefe vieler Fahrradfabriken – manchmal etwas willkürlich, die
Arbeitsabläufe unterscheiden sich häufig nur noch wenig.
Gegenwärtig gibt es in Deutschland etwa 43 Fahrradhersteller, die jährlich mehr
als 10.000 Einheiten produzieren. Insgesamt wurden 2001 rund 3 Mio. Fahrrä-
der hergestellt, der Anteil am Inlandsmarkt betrug damit 60%. Der Produktions-
wert war rund 0,45 Mrd. Euro. Die Gesamtzahl der Beschäftigten im fahrradpro-
duzierenden Gewerbe (inkl. aller Kleinhersteller) wird auf knapp 6.000 geschätzt
und ist damit seit Jahren rückläufig. Hinzu kommen aber noch indirekte Ar-
beitsplätze in der Stahlindustrie.
249 Vgl. FB/ IE (1994), S. 318 ff., hier zitiert durch Schneider. 250 Vgl. zu diesem Kapitel Herresthal, A. (2002), S. 41-76.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 398
13.2.2 Importe von Fahrrädern
Im Jahr 2001 wurden 1,8 Mio. Fahrräder nach Deutschland eingeführt. Importe
kamen zu 45% aus Osteuropa, zu 27,5% Staaten Westeuropas und zu 27,5%
Asien. Der Anteil von Import Fahrrädern am Inlandsmarkt beträgt rund 40%.
2001 waren die wichtigsten Lieferländer für Fahrräder: Polen (20% der Impor-
te), Taiwan (17,5%), Litauen (15%), Holland (7,5%), Italien (7,5%). Von diesem
durchschnittlichen Importwerten können Rückschlüsse auf die Qualitätsstufen
der eingeführten Räder gezogen werden – allerdings unter einem Vorbehalt:
Qualität und aufwendige Ausstattung ist nicht dasselbe. So kann es bspw. für
350,- € vollgefederte Fahrräder geben, die nichts taugen, weil diese Technik in
einen soliden Umfang für einen solchen Preis einfach nicht zu fabrizieren ist.
Dagegen kann ein Tourenrad für denselben Preis solide gefertigt sein und eine
hohe Lebensdauer bieten. Qualität kann immer nur an dem vom Rad selbst
vermittelten Anspruch gemessen werden. Der durchschnittliche Importwert be-
trug 126,- €. Die Einfuhr von kompletten Fahrrädern in die Staaten der Europäi-
schen Union unterliegt grundsätzlich einem Importzoll von gegenwärtig 15%. In
der Vergangenheit hatten Entwicklungsländer Zollerleichterungen oder Zollfrei-
heit erhalten, weil das Fahrrad als „förderungswürdiges Industrieprodukt“ einge-
stuft war. Diese Vergünstigung gilt seit 1995 nicht mehr bezogen auf das Pro-
dukt, sondern höchstens auf das Land (Schwellenländer).
Gemessen an den Absatzzahlen sind folgende ausländische Fahrradmarken von
Bedeutung:
GIANT,
TREK,
SCOTT,
PEUGEOT,
MOTOBECANE,
BIANCHI,
MERIDA, etc.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 399
13.2.3 Multinationale Konzerne
Eine Ursache für Unternehmenszusammenschlüsse ist der zunehmende Kon-
kurrenzdruck. Diese Konzentrationsprozesse verschärfen wiederum den Konkur-
renzdruck. Die Zusammenschlüsse europäischer Unternehmen sollen als Ant-
wort auf die Stärke fernöstlicher Produzenten gelten. Jedenfalls können sich er-
hebliche Kosteneinsparungen durch günstigeren Teileeinkauf oder eine effektive
Arbeitsteilung unter den Einzelunternehmen ergeben. Gegenwärtig gibt es in
Europa drei bedeutende, international operierende Herstellergruppen für Fahr-
räder sowie eine für Fahrradteile (Derby Cycle Corporation, Monark/Cycleurope,
Accell, Marwi-Fahrradteile).
13.2.4 Struktur der Teile- und Komponentenlieferanten – Marktmacht von
Komponentenherstellern
Zur deutschen Fahrradteileindustrie gehören Unternehmen, die ausschließlich in
Deutschland produzieren. Die Firmen der hiesigen Fahrradteileindustrie befin-
den sich unter einem ganz erheblichen Importdruck. Teilweise haben deutsche
Unternehmen ihre Produktion in kostengünstigere produzierende Staaten des
europäischen Auslands (Osteuropa) ausgelagert, die dann statistisch als Import
erscheint. Auch beteiligen sich deutsche Unternehmen zunehmend an ausländi-
schen oder international operierenden Unternehmen. Es gibt kaum noch Teile-
hersteller, die in der gegenwärtigen Marktsituation ausschließlich für das Fahr-
rad produzieren. Häufig werden zur Verringerung der Abhängigkeit auch andere
Branchen bedient, z.B. Kfz-Branche. Die Zahl der Beschäftigten in der Fahrrad-
teileindustrie beträgt derzeit etwa 1800. Der Markt ist bei den Fahrradteileher-
stellern kräftig in Bewegung. Viele Hersteller gaben ihre Produktion auf. Auffällig
ist auch, dass es bei den deutschen Teileproduzenten deutliche Sortimentsver-
änderungen gegeben hat. So wurden etwa lange Zeit Massenartikel einfacher
Qualität hergestellt, durch die ausländische Konkurrenz wurde jedoch bald deut-
lich, dass dieses Marktsegment aus hiesiger Produktion kaum erfolgreich zu be-
dienen ist.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 400
Aus diesem Grund werden heute durch deutsche Firmen nur sehr hochwertige
Produkte für den internationalen Markt gebaut. Als Beispiele sind hier die Fir-
men Magura mit Hydraulik-Bremssystemen, Scheibenbremsen und Federga-
beln, die Firma Airwings mit gefederten Sattelstützen oder die Firma Humpert
mit Lenkern und Vorbauten. Einfache Teile- und Komponenten werden zumeist
von Lieferanten aus Fernost oder Osteuropa bezogen.
Der europäische Markt von hochwertigen Komponentengruppen251 wird heute
von den Firmen wie Shimano (Japan), SCRAM (USA) und Campagnolo (Italien) –
nur Rennradkomponenten – beherrscht, wobei Shimano der eindeutige Markt-
führer ist. Markennamen von Komponentengruppenherstellern sind oft bekann-
ter als der des Fahrradproduzenten (z.B. Shimano). Dadurch ergibt sich eine
schwierige Situation für den Endhersteller, denn der Kunde vergleicht lediglich
die Ausstattungen der Räder und die Preise – hochwertige Rahmen und Lackie-
rungen spielen kaum eine Rolle. Die Dominanz von Komponentenherstellern
führt somit zu einem erheblichen Preisdruck auf andere wichtige Bestandteile
der Räder. Dies liegt nicht im Interesse der Endhersteller.
Die Marktmacht von Herstellern hochwertiger Komponenten hat eine ganze Rei-
he von Ursachen, deren wesentliche hier genannt werden sollen:
Der Differenzierungsgrad der Inputs: je spezifischer einzelne Inputs sind,
umso höher ist die Abhängigkeit von den Lieferanten dieser Inputgüter.
Aus Sicht des einzelnen Lieferanten kann die Anpassung an die Bedürf-
nisse eines Abnehmers das Ergebnis einer Differenzierungsstrategie sein,
durch die der Lieferant sein Produkt von dem anderen potenziellen Liefe-
ranten abgrenzt.
Die Umstellungskosten von Lieferanten und Abnehmern: diese Kosten
sind ein anderes Maß für die Spezifität der Austauschbeziehungen. Hohe
251 Unter Komponenten eines Fahrrades verstehen wir sämtliche Teile eines Fahrrads (außer
Rahmen und Gabel), die erforderlich sind, damit das Rad alle technisch notwendigen Funk-tionen erfüllen kann. Unter einer Komponentengruppe werden folgende Komponenten, die optisch bzw. technisch aufeinander abgestimmt sind, zusammengefasst: Naben, Tretlager,

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 401
Spezifität auf der Seite des Lieferanten führt dazu, dass die Umstellung
auf ein anderes Produkt (für einen anderen Abnehmer) möglicherweise
hohe Kosten für den Lieferanten verursachen würde. Umgekehrt kann ein
spezifischer Input im Produktionsprozess eventuell nur schwer und mit
hohen Kosten ersetzt werden, was die Abhängigkeit vom Lieferanten er-
höht.
Konzentration des Lieferanten (Monopol oder Konkurrenz zwischen meh-
reren alternativen Lieferanten).
Bedeutung des Inputs: Lieferant um so wichtiger, um so bedeutender ein
Input für den Abnehmer ist.
Zunehmende Vorwärtsintegration des Lieferanten: Weiterverarbeitung bis
hin zum Endprodukt.
13.3 Lieferantenstruktur der MIFA AG in Sangerhausen
Die Lieferantenstruktur der MIFA AG in Sangerhausen lässt sich aus Tabelle 39
entnehmen.
Strukturmerkmale Ausprägung
Dauer vertragliche Liefervereinbarun-
gen:
Langjährig, > 3 Jahre, jedoch jedes
Jahr neue Preisverhandlungen
Qualifikationen und Zertifizierungen
seitens der Lieferanten:
Einhaltung und Zertifizierung von DIN-
und ISO-Vorschriften
Stammlieferanten: Shimano und Scram für Schaltungs-
und Bremskomponenten und Selle
Royal für Sättel
Vorhandene/ geplante Kooperationen
mit Lieferanten:
Rahmenverträge
Entwicklung Lieferantenqualität in den
letzten 5 Jahren:
gleichbleibend
Kettenradgarnitur, Pedale, Kette, Schaltung inkl. Ritzel, Bremsen und Lenkungslager. Manchmal wird noch die Sattelstütze mit hinzugezählt, selten auch noch der Vorbau.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 402
Strukturmerkmale Ausprägung
Lieferantenanzahl z.Zt. 30 Lieferanten, keine Reduktion
geplant
Lieferantenart: 80% Teilelieferanten
20% Modullieferanten
Einkaufsvolumen und Anteil eines Lie-
feranten am gesamten Wert:
gesamt: etwa 45 Mio. €, davon Shima-
no
8 Mio. €; Lieferant für Rahmen und
Lenker 8 Mio. €, zusammen etwa 36%
vom gesamten Einkaufsvolumen
Preisniveau der Lieferanten: keine Angabe
Veränderung Lieferantenstruktur und
geographischer Standort der Lieferan-
ten:
vermehrte Kooperation mit internatio-
nalen Lieferanten, von den insg. 30 Lie-
feranten sind etwa 18 international. 9
national und 3 lokal ansässig
Tabelle 39: Lieferantenstruktur der Mifa AG in Sangerhausen
13.4 Produktentwicklung/ Produktplanung in der Fahrradbranche
Um Aussagen darüber zu treffen, wo die Produktentwicklung in der Fahrradin-
dustrie stattfindet, muss man zum einen wie schon erläutert zwischen Fahrrad-
herstellern und Montagebetrieben unterscheiden und zum anderen die Teile-
hersteller und die Komponentenhersteller mit ihren jeweiligen Einfluss
berücksichtigen.
Fahrradhersteller wie das globale Fahrradunternehmen Giant haben sich auf ein
eigenes Design, Entwicklung und Herstellung spezialisiert. Die Design- und Her-
stellungsphilosophie von Giant orientiert sich am „Total best Value“-Ansatz – das
Versprechen, dem Kunden Räder von bestem Design und höchster Qualität zu
liefern. Giant hat ein eigenes Herstellungssystem entwickelt, das als das Giant
Production System (GPS) bekannt ist.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 403
Wenn fortschrittliche Herstellungstechnologien und Qualitätskontrollen mit ei-
nem leistungsstarken computergestützten Managementsystem verknüpft wer-
den, kann Giant Räder mit größerer Effizienz und unter strengerer Qualitätskon-
trolle herstellen. In seiner Produktentwicklung orientiert sich Giant an verbrau-
cherorientierten Innovationen: Höherer Fahrkomfort, vermindertes Gewicht, hö-
here Leistung und Zusatznutzen sind die Gründe für das Streben nach Innovati-
onen. Als erster Hersteller, der in der Massenproduktion von Fahrrädern Chro-
moly Stahl anwendete, hat Giant bereits früh seine Bestrebungen gezeigt, besse-
re Lösungen für das Design und die Produktion zu finden. Seither hat Giant
neue Materialien in der Entwicklung des MCR Kohlefaserverbundrahmens, das
erste Rad dieser Art, sowie in der MCM Serie von Mountainbikes eingesetzt.
Ebenso ist Giant im Design und in der Entwicklung von Aluminiumrahmen sehr
aktiv. Die innovative Anwendung neuer Materialien wie Chromology, Aluminium
und Kohlefaser im Design hat Giants Image innerhalb der Fahrradindustrie als
Unternehmen gestärkt, dass führend in der Produktinnovation ist.
Eigene Forschungs- und Entwicklungsbereiche sind bei Montageherstellern – wie
beispielsweise der MIFA AG- kaum vorfinden. Die „sog. Produktentwicklung“ o-
der „Produktpolitik“ findet weitestgehend im Vertrieb statt und verdient kaum
diesen Namen. Unter „Entwicklung“ wird hier im Wesentlichen eine kurzfristige
„Modellpolitik“ verstanden, die direkt durch Großkunden determiniert wird bzw.
die sich hauptsächlich an Trendvorgaben von Komponentenherstellen wie z.B.
Shimano, Selle Royal, Scram, etc. orientiert. Dadurch ergibt sich eine hohe Ab-
hängigkeit des Montageherstellers vom Lieferanten für Komponenten. Die ei-
gentliche „Produktentwicklung“ im Sinne des Generierens technischer Neuhei-
ten findet zumeist bei diesen Komponentenlieferanten statt. Dies bedeutet aber,
dass Produktentwürfe („aus einem Guss“), die sich an der Komplexität der Pro-
duktanforderungen orientieren, weitgehend aus dem Auge verloren werden. Eine
entsprechende Lieferantenintegration, die diesem Trend entgegen wirken könn-
te, ist aufgrund der Marktsituation durch die meisten Endlieferanten – die zum
größten Teil Monatagehersteller sind - derzeit nicht zu leisten.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 404
13.5 Absatz und Vertrieb252
13.5.1 Einleitung
Wie kommt das Fahrrad aus der Fabrik zum Endverbraucher? Der Weg ist weit
z.B.: Verpackung – Versand – Verteilung – Auspackung – Kundenberatung - An-
passung – Verkauf... um nur die wichtigsten Schritte zu nennen.
Alle Stufen zwischen Hersteller und Endverbraucher werden unter den Begriffen
Import, Vertrieb (frühe Stufen) oder Handel (spätere Stufen) zusammengefasst.
Der Fahrradhandel in Deutschland – dazu zählen nicht nur die Facheinzelhänd-
ler – ist mittelständisch strukturiert.
Die Zahlen sind z.T. etwas ungenau, da Unterscheidungen zu angrenzenden
Handelsbetrieben (motorisierte Zweiräder, Sport- und Campingartikel, Outdoor)
nicht immer sauber möglich sind. Sie lassen aber die Strukturen erkennbar
werden.253 Es gibt 10.602 Handelsbetriebe für Zweiräder mit 43.442 Mitarbei-
tern und rund 8 Mrd. Umsatz. Hiervon sind etwa 6.800 als Fachhändler einzu-
stufen. 51% der Betriebe beschäftigen weniger als 3 Mitarbeiter. Hiermit wird
aber nur ein Umsatzanteil von 17% erreicht. 42% der Betriebe beschäftigen 3-9
Mitarbeiter. Hier arbeiten 46% der Beschäftigten und erwirtschaften 46% des
Gesamtumsatzes. 6% der Unternehmen beschäftigen 10-50 Menschen und
damit insgesamt 23% aller Mitarbeiter im Zweiradhandel. Der Umsatzanteil be-
trägt 27%. Der Rest verteilt sich auf 41 Großbetriebe mit mehr als 50 Mitarbei-
tern.
Hauptabsatzkanal für Fahrräder im Jahr 2002 war der Fachhandel (49%). SB-
Warenhäuser, Baumärkte und der Lebensmitteleinzelhandel kamen zusammen
auf 42%, Versender (5%), Kaufhäuser, Internet (1%) und übrige (3%) Vertriebs-
formen auf 9% (siehe Abbildung 6).
252 Vgl. zu diesem Kapitel: Herresthal, A. (2002), S. 131 f. 253 Nach dem aktuellen Fahrradbericht der Bundesregierung 1999.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 405
Vertriebswege 2002
Versender5%
Übrige3% Internet
1%
SB-Warenhaus, Baumärkte, LEH
42%
Fachhandel/ Fachmarkt
49%
Abbildung 97: Vertriebswege 2002
Im Folgenden betrachten wir zunächst die Vertriebsstrukturen aus dem Blick-
winkel des Einzelhandels.
13.5.2 Individuelle Bezugsquellen für den Einzelhandel
Der Einzelhandel hat verschiedene Möglichkeiten, Ware zu beziehen. Die
Spannweite geht vom traditionellen Vollsortimentsgroßhandel über Spezialan-
bieter einzelner Produktsegmente bis hin zu Einkaufsringen, die ihm besonders
günstige Konditionen bescheren sollen. Das Statistische Bundesamt wies für
1992 eine Anzahl von 506 Großhandelsbetrieben für Zweiräder aus, die im
Durchschnitt 1993 einen Jahresumsatz von rund 50 Mio. DM erzielten. Inzwi-
schen ist die Zahl der Großhändler deutlich zurückgegangen.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 406
13.5.3 Fahrrad-Lieferanten
Es gibt hauptsächlich vier verschiedene Wege der Lieferung von Kompletträdern
an den Fachhandel:
▪ über Einkaufskooperationen,
▪ Vertrieb über den Großhandel,
▪ durch Importeure bzw. Vertriebsgesellschaften oder vereinzelt auch
▪ direkt vom Hersteller, der dann aber seinerseits auch eine entsprechende
Vertriebsabteilung einrichten muss.
Nicht jeder Fachhändler kann Fahrräder beliebig einkaufen, wo er möchte. Er
muss von einem Lieferanten erst akzeptiert werden. Voraussetzung dafür ist,
dass ein Fachhändler in das Vertriebskonzept einer Fahrradmarke passt. So z.B.
ist es nicht selten, dass ein Unternehmen ausschließlich mit sehr umsatzstarken
Fachhändlern kooperieren will. Eine weitere Voraussetzung für die Belieferung
mit einer bestimmten Marke ist eine ausreichende Entfernung zu anderen Händ-
lern, die dieselbe Marke führen, da nämlich einem Fachhändler in der Regel für
bestimmte (höherwertige) Marken ein sog. Gebietsschutz eingeräumt wird. Bei
besonders attraktiven Marken wird manchmal eine Belieferung mit Fahrrädern
von der gleichzeitigen Abnahme des Zubehörprogramms abhängig gemacht.
Diese Koppelung ist besonders bei US-amerikanischen Anbietern beliebt.
Beispiele für Importfirmen/Vertriebsgesellschaften:
▪ Sport Import, Edewecht, bekannter Importeur u.a. von MTBs, Federgabeln
sowie von BMX-Rädern und –Spezialteilen.
▪ Messingschlager, Baunach. 80 Mitarbeiter. Seit Jahrzehnten im Importge-
schäft mit namhaften Herstellern aus Fernost. Beliefert werden vorwiegend
Großhändler in Deutschland und anderen europäischen Ländern.254
254 Portrait: RadMarkt 5/01.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 407
▪ Villinger-Diamant-Vertriebsgesellschaft; von Chemnitz aus werden nicht nur
die dort gefertigten Diamant-Räder vertrieben, sondern auch die Marken Villi-
ger/ Schweiz und Arrow/ Taiwan u.a..
13.5.4 Der Vollsortiments-Großhandel
Vollsortimenter liefern nicht nur Fahrräder, sondern sie verfügen über ein Lie-
ferprogramm, das die gesamte Bandbreite des Fahrrad-Fachhandels abdeckt.
Sie haben zumeist 10-15.000 Artikel im Programm, manche bis 20.000 (z.B.
Epple). Der Vollsortimenter hat auf Grund seines großen Lieferumfangs eine un-
günstige Kostenstruktur, dafür bietet er aber auch fast alles benötigte in einem
Haus, einschließlich Klein- und Ersatzteile. Einige Großhändler bieten ihren Kun-
den aus der umliegenden Region auch die Möglichkeit zum SB-Einkauf. Da in
diesem Fall der Kunde einen Teil der Arbeit des Großhändlers übernimmt (Her-
aussuchen der Ware, Verpacken, Versand u.a.) und auch zeitraubende Tätigkei-
ten (Aufnahme der Bestellung) sowie viele teure Reibungsverluste (z.B. Falschlie-
ferung) entfallen, kann der SB-Einkauf sehr günstig sein.
Einige wichtige Großhändler in Deutschland sind u.a.:
▪ Dohle,
▪ BBF,
▪ Heinrich Böttcher,
▪ Paul Ossenberg,
▪ Bäumker & Co. und
▪ Linn.
Auch an den Großhändlern sind die Konzentrationsprozesse in der Fahrrad-
branche nicht spurlos vorübergegangen. So hat sich ihre Zahl reduziert. Gleich-
zeitig sind einige kräftig gewachsen und haben sich zusammengeschlossen.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 408
1994 vereinigten sich die beiden wichtigsten, der „Zweirad-Ring“ und die
GEFAG“ zu einem gemeinsamen Verband namens „GZR“, der inzwischen aller-
dings nur noch aus 11 Mitgliedern besteht, die ein Einkaufsvolumen von 80 Mio.
€ repräsentieren. Dieser Zusammenschluss ist auch die Konsequenz der wach-
senden Konkurrenz des Großhandels durch die Einkaufsgemeinschaften. Voll-
sortimenter decken den gesamten Alltagsbedarf des Fachhändlers ab. Manche
montieren auch selbst Fahrräder.
13.5.5 Die Teilsortimenter
Die Führung eines Vollsortiments ist sehr aufwendig. Es gehören viele Artikel
dazu, die der Fachhändler zwar manchmal notwendig braucht, aber die viel Ar-
beit und wenig Umsatz machen. Deshalb kann eine Konzentration auf wenige,
aber umsatzstarke Produkte betriebswirtschaftlich günstiger sein. So verfahren
Teilsortimenter. Die Bandbreite der Teilsortimenter ist enorm. Sie reicht von „bil-
lig durch Menge“ über eine Produktspezialisierung (z.B. nur BMX- oder Renn-
sportteile) bis hin zu Exklusiv-Anbietern, die weniger durch den Preis, als mehr
durch die Attraktivität der Produkte und Marken überzeugen. Ein herausragen-
des Beispiel für das zuletzt genannte Konzept ist die Bad Camberger Firma Gro-
fa. Hier werden erstaunlich wenige Produktgruppen geführt, meist nur vertreten
durch einen Hersteller. Für den intensiven Einsatz für diesen Hersteller, erhält
die Grofa Gebietsschutz für den Vertrieb in Deutschland, das bedeutet das es
keine Preiskonkurrenz durch andere deutsche Großhändler gibt. Dieses Konzept
hat Vor- und Nachteile. Zu den Vorteilen gehört sicher die Längerfristigkeit der
Geschäftsbeziehung zwischen Hersteller und Grofa und die dadurch intensive
Kommunikation und gute Ersatzteilversorgung. Des Weiteren verfolgt die Firma
Grofa eine ausgesprochene kundenorientierte Geschäftspolitik. Den Bedürfnis-
sen des Fachhandels kommt ein Telefonservice, durch den die Firma auch a-
bends erreichbar ist, entgegen.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 409
Beispiele für (spezialisierte) Teilsortimenter:
▪ Richard Stier – Großhändler in Stuttgart mit langer Tradition. Stier versendet
bundesweit (600 Kunden) – ausschließlich Radsport-Artikel, keinerlei MTB-
Ware. 80% des Programms stammen von italienischen Herstellern. Bedeu-
tendster Importeur von Campagnolo-Produkten in Deutschland.
▪ Sport Import, Edelwecht: Importeur von MTBs sowie vieler interessanter
BMX- und MTB-Teile (Rock Shox, WTB). Für die ständige Fortbildung der
Fachhändler wurde die „Cycle Net University“ ins Leben gerufen, ein geziel-
tes, produktbezogenes Seminarprogramm.
▪ Stölzle, Markenname „Asista“, Leutkirch/Allgäu. Import und Großhandel
zugleich. Keine Kompletträder, aber ein umfangreiches Sortiment mit Fahr-
radzubehör, vorwiegend aus Taiwan.
13.5.6 Einkaufskooperationen
Hierbei schließen sich Händler zusammen und organisieren ihren Einkauf ge-
meinsam. Diese Kooperation stärkt ihre Position gegenüber dem Lieferanten
und führt zu günstigerem Einkauf. 1966 wurde mit der ZEG der erste Einkaufs-
verband gegründet, mittlerweile gibt es drei. Hierdurch lassen sich bessere Ra-
battstufen erzielen oder Transportkosten einsparen. Für die drei großen Ein-
kaufsverbände sind nur solche Fachhändler als Mitglieder interessant, die min-
destens einen Geschäftsumsatz von 250.000,-€ erzielen.
13.5.6.1 Die ZEG
Die Zweirad-Einkaufs-Genossenschaft e.G. in Köln besteht inzwischen seit 35
Jahren und kann auf eine überaus erfolgreiche Geschichte zurückblicken, die
rund 660 Händler, die eine Genossenschaftseinlage von 5.000,-€ zahlen müs-
sen, sorgen bei der ZEG für einen Umsatz von über 200 Mio. €. Die Einlage sorgt
mit dafür, dass sich nur wirtschaftlich starke Betriebe in der ZEG zusammen-
schließen.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 410
Das große Umsatzvolumen der ZEG sorgt durch Abnahme großer Mengen vom
Hersteller für attraktive Preise. Die ZEG macht massiv Endverbraucher-Werbung.
Über die ZEG kann ein großer Teil des gängigen Warensortiments bezogen wer-
den, wozu auch Fahrräder gehören. Neben bekannten Marken wie Giant, KTM,
Peugeot, Univega oder Merida werden auch Exclusiv-Modelle der ZEG-Marke Pe-
gasus angeboten.
13.5.6.2 Der Veloring
In den 80er-jahren wuchs das Interesse von Fachhändlern, die Vorteile einer
Einkaufsgemeinschaft für sich zu nutzen, doch die ZEG betrieb eine zurückhal-
tende Aufnahmepolitik, insbesondere wenn schon ein Fahrradgeschäft in einem
Ort Mitglied der ZEG war. Diese Situation führte folglich zur Gründung eines
zweiten Einkaufsverbandes, dem Veloring. Ein schwerwiegender Streit um das
Verhalten der drei Hauptgeschäftsführer führte 1992 zur Gründung eines weite-
ren Einkaufsverbandes (der BICO) und zum Austritt der überwiegenden Zahl der
Mitglieder. Im Jahr 2001 löste sich der Veloring als Einkaufsgenossenschaft aus
wirtschaftlichen Gründen auf.
13.5.6.3 Die Bico
Die Bike Cooperation (BICO) wurde 1992 von enttäuschten Veloring-Mitgliedern
auf den Weg gebracht und hatte Ende 1998 genau 528 Mitglieder. Diese müs-
sen eine zurückzuerstattende Einlage von 5.000,- € leisten und z.Zt. einen Teile-
umsatz mit der BICO in Höhe von mindestens 8.500,- € machen. Für Werbepro-
dukte sind mind. 1.500,- € zu entrichten. Neue Mitglieder haben eine Aufnah-
megebühr von 1.000,- € zu bezahlen. Zentrale und Warenlager befinden sich im
westfälischen Verl. Die Lieferung von Teilen, Zubehör und Fahrrädern sind die
Leistungsschwerpunkte. Doch auch der Service-Bereich wird ausgebaut: Be-
triebsberater unterstützen die Mitgliedsbetriebe vor Ort. Hinzu kommen Arbeits-
hilfen und Werbemittel. Der Bereich Marketing wird bei der BICO stark ausge-
baut.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 411
13.5.6.4 Andere Organisationsformen
Jenseits der großen Einkaufsverbände hat es schon immer auch mehr informel-
le Formen der Zusammenarbeit beim Wareneinkauf gegeben. Solche Kooperati-
onen funktionieren nur so lange, wie der organisatorische Aufwand gering gehal-
ten werden kann. Sinnvoll sind also Strukturen, die mit möglichst geringem Auf-
wand auskommen. Je vertrauensvoller und intensiver die Kommunikation zwi-
schen den Beteiligten ist, um so einfacher sind entsprechende Absprachen zu
treffen. Besonders im Bereich der selbstverwalteten Fahrradläden gibt es immer
wieder Sammelbestellungen o.ä..
13.6 Spezialanbieter255
Neben den gängigen Fahrradprodukten, die der Fachhändler – mehr oder weni-
ger ähnlich – von den verschiedenen Lieferanten beziehen kann, gibt es sog. Ni-
schenprodukte, die im normalen Fahrradgeschäft seltener nachgefragt werden.
Aus diesem Grund gibt es Spezialanbieter, die sich auf besondere Produktgrup-
pen konzentrieren, eine breite Auswahl anbieten sowie kompetentes Know-how.
Das Entstehen der Spezialanbieter ist eine durchweg positive Entwicklung, durch
die auch die Produktgruppe selbst aufgewertet wird, von der Randerscheinung
zum Spezialprodukt. Ein Konfliktpotenzial kann in der Frage liegen, ob Spezial-
anbieter als Groß- oder/und als Einzelhändler fungieren sollen. Als Einzelhändler
können sie nur die regional umliegende Kundschaft erreichen, als Großhändler
hingegen weit aus mehr absetzen. Doch da es sich bei Spezialprodukten nicht
um klassische Handelsware handelt, sondern um meist aufwendige Einzelbestel-
lungen, muss die Handelsspanne des großhandelnden Spezialanbieters relativ
hoch sein.
255 Vgl. zu diesem Kapitel Herresthal, A. (2002), S. 131 f.

Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 412
13.7 Werksverkauf256
Der Verkauf von Fahrrädern ab Werk an jedermann ist nur dann erlaubt, wenn
der Hersteller einen Einzelhandel gewerblich angemeldet hat – was kaum der
Fall ist. Üblich ist allerdings (in allen Branchen), dass Firmen die bei ihnen gefer-
tigten oder von ihnen vertriebenen Produkte an ihre Mitarbeiter günstiger abge-
ben. Für die Firmen allerdings ist der Werksverkauf eine Vertriebsform die wirt-
schaftlich Kaum ins Gewicht fällt. So interessant diese Vertriebsform für außen-
stehende „schnäppchensüchtige“ Kunden ist, ist diese Vertriebsform in ihrer
Wettbewerbswirkung problematisch. Fließen hier aber unkontrolliert, oder durch
eine weite Auslegung des Begriffs „Mitarbeiter“, Fahrräder in den Markt, so ist
dieses Verhalten wettbewerbswidrig und regional marktverzerrend, aber den-
noch nur schwer zu verfolgen und zu verhindern.
13.8 Vertriebsstrukturen der Firma MIFA AG in Sangerhausen
In Tabelle 40 sind die Absatzkanäle der MIFA AG im Überblick dargestellt.
Gesamtabsatz von Fahrrädern im Jahr
2002:
400.000
Absatzzahlen Vertriebskanal
absolut relativ
100.000 25%
160.000 40%
Großkunden:
-Aldi
-Metro
-Rewe
-Kaufland
-Marktkauf
40.000 10%
Fachhandel: 12.000 3%
Versandhandel:
(Neckermann, Karstadt, Quelle + Sons-
tige 88.000 22%
Tabelle 40: Vertriebsstruktur Mifa AG
256 Vgl. zu diesem Kapitel Herresthal, A. (2002), S. 151.
Struktur der Wertschöpfung der Fahrradindustrie in Deutschland 413
Wie aus Tabelle 40 erkennbar wird, spielen abweichend vom Bundesdurch-
schnitt Großkunden außerhalb des Fachhandels die entscheidende Rolle. Ihr
Anteil beträgt rund 75% am Gesamtabsatz. Zu ihnen gehören im Wesentlichen
folgende Abnehmer:
▪ ALDI (25%, für Kundenservice gibt es eine Direkthotline),
▪ METRO (40%),
▪ REWE,
▪ Kaufland und
▪ Marktkauf.
Ein ebenfalls wichtiger Vertriebsweg stellt mit rund 22 % des gesamten Absatz-
volumens der Versandhandel dar, während der Vertrieb über den Fachhandel
für die MIFA AG mit ca. 3 % des Absatzvolumens nur von untergeordneter Be-
deutung ist. Der Vertrieb von Eigenmarken (darunter auch unser Referenzmodell
das Germatec GT03) erfolgt ausschließlich über den Fachhandel. Dies sind etwa
150 Fachhändler, die Ihren Schwerpunkt in den neuen Bundesländern haben.
Von den abgesetzten Fahrrädern im Jahr 2002, wurden etwa 12.000 Modelle
der Eigenmarken abgesetzt.
Der durch die MIFA AG betriebene Werksverkauf spielt als Absatzkanal praktisch
keine Rolle.
Unabhängig vom Vertriebsweg und von der Preisklassen gibt die MIFA AG 2 Jah-
re Garantie auf alle Anbauteile und 10 Jahre auf den Rahmen. Darüber hinaus
werden vertriebsartabhängige Serviceleistungen angeboten. Für ALDI beispiels-
weise hat man einen eigenen Service mit einer Hotline eingerichtet. Dieser Ser-
vice ist innerhalb der Garantiezeit kostenfrei. Daneben gibt es noch andere Ser-
vice-Hotlines, die kostenlos sind, aber nach Ablauf der Garantiezeit kostenpflich-
tig werden.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 414
14. Aufbau eines Produktdatenmanagementsystems am Beispiel der
Fahrradindustrie
14.1 Überblick
Produktanforderungen hinsichtlich Qualität und Umweltverträglichkeit sind in
der Vergangenheit stetig angestiegen, so auch in der Fahrradindustrie. Als Folge
dieser Entwicklung sind die Unternehmen verstärkt dazu gezwungen, produkt-
bezogene Daten systematisch zu dokumentieren und bereitzustellen. Rechtliche
Anforderungen, nationale und internationale Normen sowie Anforderungen
durch die Verbände erhöhen den dokumentationspflichtigen Produktdatenbe-
stand.
Damit steigt der Umfang fahrradbezogener Daten und der Aufwand der Daten-
handhabung. Auch zeigt sich, dass sich die Lebenszyklen der Fahrräder auf-
grund marktlicher Veränderungen stetig verkürzen. Dies bedingt ebenfalls eine
Verkürzung der Produktentwicklungszeiten. Unproduktive Tätigkeiten und Dop-
pelarbeiten, wie z.B. die Suche, Übertragung und Konvertierung von Daten bzw.
das erneute Erstellen oder Erheben bereits vorhandener, jedoch nicht auffindba-
rer Daten, sind daher zu vermeiden.
Insgesamt kann festgestellt werden, dass neue Anforderungen an die Verwaltung
produktbezogener Daten sowie an die Koordination von Arbeitsabläufen gestellt
werden, in denen Produktdaten arbeitsteilig erstellt, manipuliert und genutzt
werden können.257
257 Vgl. Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 629 f.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 415
Was sind Produktdaten?
Produkte sind über ihren Lebenslauf, von der Idee bis zu ihrer Entsorgung, Ver-
änderungen ausgesetzt. Produktdaten beschreiben das Produkt, z.B. das Fahr-
rad und die Änderungen, denen es während des Produktlebenszyklusses unter-
liegt258 (siehe Abbildung 8). In der Fahrradindustrie sind u.a. Materialien, Stück-
listen, Arbeitspläne, Instandhaltungs-, Demontage- und Entsorgungsdaten zu
verwalten.
Beispiele für Produktdaten in der Serienfertigung
Produktidee
-Skizze
-Spezifikationen...
Entwicklung/ Konstruktion
-Pflichtenheft
-Zeichnung...
Prototyp
-Versuchsdaten...
Produktionsplanung
-Arbeitspläne
-NC-Programme...
Produktion
-Qualitätsdaten
-Stücklisten
-Arbeitspläne
Produktänderung/ Produktauslauf
-Ein-/Auslaufdaten
-Zulieferverträge...
Beispiele für Produktdaten in der Einzelfertigung
Kundenauftragsklärung
- Angebot/ Auftrag/Lastenheft...
Entwicklung/ Konstruktion
-Zeichnungen, Berechnungen...
Arbeitsvorbereitung
-Arbeitspläne, NC-Programme...
Fertigung/ Montage
-Montageplan, Prüfergebnisse...
Versand
-Versandstückliste
-Transportvorschriften
Inbetriebnahme
-Abnahmeprotokoll...
Instandhaltung/ Umbau
-Instandhaltungshistorie
-Kosten
Recycling/ Entsorgung
-Materialdaten
-Klassifizierung
einzelprodukt-bezogener Lebenslauf
Vertrieb
Reklamation/ Instandhaltung
Demontage/ Recycling/ Entsorgung
Abbildung 98: Beispiele für Produktdaten bei Serien- und Einzelfertigung259
In Abbildung 98 sind beispielhaft einige Produktdaten den Stufen des Produkt-
lebenszyklus ihrer Verwendung nach zugeordnet.
258 Vgl. Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 631. 259 Vgl. Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 631.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 416
Während Produktdaten bei Einzelfertigern einem auftragsbezogen hergestellten
Einzelprodukt zugeordnet werden, beschreiben sie bei Serienfertigern zunächst
eine Produktgattung. In späteren Phasen entstehen dabei auch Daten zu Einzel-
produkten aus der Serie, die zu dokumentieren und für spätere Beauskunftun-
gen, z.B. im Reklamationsfall oder für eine Reparatur, zu verwalten sind. Die ab-
teilungsübergreifende und unternehmensübergreifende, koordinierte Bearbei-
tung von produktbezogenen Dokumenten (Dokument = inhaltlich zusammenge-
fasste Daten, z.B. eine Stückliste) im Unternehmen und für alle Beteiligte der
Supply Chain erfordert die Verknüpfung von Produktdaten. Grundsätzlich führt
die Änderung eines Dokuments zu einer neuen Dokumentenversion und damit
ggf. zum Änderungsbedarf verknüpfter Dokumente. Das Versionieren von Pro-
duktdaten kann in großen Unternehmen notwendig sein, um das Änderungswe-
sen systematisch zu organisieren. Produktdaten umfassen aber auch den chro-
nologischen Ablauf der Datenbearbeitung und Bearbeitungsrechte während der
unterschiedlichen Stadien der Datenbearbeitung.260
Was ist Produktdatenmanagement?
Unter dem Begriff Produktdatenmanagement sollen alle Organisationsaufgaben
verstanden werden, die sich auf die Erfassung, Bereitstellung und Archivierung
von Produktdaten beziehen, die im Verlauf des gesamten Produktlebenszyklus
entstehen und benötigt werden. Dies umfasst die Definition organisatorischer
Regelungen zur Produktdatenhandhabung innerhalb der technischen Auftrags-
abwicklung, des Projektmanagements sowie für Produktneueinführungs- und
Produktänderungsprozesse. Das Produktdatenmanagement bezieht sich damit
auf einen Großteil aller betrieblichen Prozesse. Es ist als Organisationsaufgabe
gleichermaßen für unterschiedliche Produktionstypen von Bedeutung.
260 Vgl. Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 632 f.
Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 417
Meistens wird diese Organisationsaufgabe unmittelbar mit den als PDM- oder
auch als Engineering Data Management Systemen (EDMS) bezeichneten EDV-
Systemen in Verbindung gebracht. Diese bieten derzeit umfangreiche Funktiona-
litäten, die zur EDV-Unterstützung des Produktdatenmanagements beitragen.
Grundsätzlich versteht man unter PDM-Systemen diejenigen EDV-Systeme, die
unterschiedliche produktdatenführende, betriebliche Informationssysteme auf
der Basis eines konfigurierbaren, konsistenten Datenmodells sowie entspre-
chenden Schnittstellen untereinander verknüpfen.
Unternehmen, die ein systematisches Produktdatenmanagement einführen wol-
len, stehen vor dem Problem, Aufwand und Nutzen eines eigenständigen PDM-
Systems zu bestimmen. Besonders wichtig ist dabei die Frage, ob der Aufwand
für die Einführung eines PDM-Systems gerechtfertigt ist oder ob alternative
Formen der EDV-Unterstützung vorhanden sind. Trotz der relativ langen Exis-
tenzdauer ist es bisher nicht gelungen, eine einheitliche Bezeichnung für die
hier als PDM-Systeme bezeichneten Systemtypen zu finden. Je nach Hersteller
und Land werden PDM-Systeme auch als Engineering Data Management Sys-
teme (EDMS), Product Information Management System (PIMS), Engineering
Database (EDB), Engineering Data Warehouse oder Technisches Informations-
system (TIS) bezeichnet.261
Anwendungsfunktionen von PDM-Systemen262
Das Spektrum der Anwendungsfunktionen marktgängiger PDM-Systeme ist z.Zt.
noch sehr heterogen und kann derzeitig nicht voll beschrieben werden. Es wer-
den daher exemplarisch einige Funktionsbereiche erläutert: Materialstammda-
tenverwaltung, Klassifizierung, Stücklistenverwaltung und Projektmanagement.
Materialstammdatenverwaltung
Durch sie können unmittelbar produktbeschreibende Daten (z.B. Nummer, Be-
zeichnung) verwaltet werden.
261 Vgl. Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 634 ff. 262 Vgl. zu diesem Kapitel Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 637 ff.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 418
Die Materialstammverwaltung dient dabei als Grundlage für die Zuordnung je-
den anderen Dokuments. Daten wie Version, zuständiger Bearbeiter in jeder Ab-
teilung, Verwendungsnachweis des Materials als Bestandteil anderer Materialien
bzw. Baugruppen und viele weitere Daten können in der Regel im PDM-System
selber verwaltet werden.
Klassifizierung
Bei der Klassifizierung von Materialien wird die Gruppenbildung ähnlicher Teile,
die gleich zu behandeln sind unterstützt, z.B. in der Produktion, in der Teile der-
selben Klasse in einem Arbeitsgang bearbeitet werden können. In der Konstruk-
tion dient die Klassifizierung der Suche nach bereits verwendeten Teilen für des-
sen erneute Verwendung, mit dem Ziel die Teilezahl zu begrenzen. Jeder Teile-
klasse kann eine Sachmerkmalsleiste (SML) zugeordnet werden. Sie gibt Aus-
kunft über die Merkmale einer Klasse (z.B. Merkmale, Durchmesser und Länge
zu einer Klasse rotationssymmetrischer Teile). Zu jedem Teil einer Merkmals-
klasse können Merkmalsausprägungen hinterlegt werden. Einige Systeme unter-
stützen auch Standardklassen nach DIN 4000/4001 und deren Sachmerkmals-
leisten.
Stücklisten
Diese können in PDM-Systemen in unterschiedlichen Sichten verwaltet werden
(Konstruktionssicht, Fertigungssicht, Montagesicht, etc.). Gängiges Verfahren zur
Sicherung der Datenkonsistenz ist die Ableitung aller Stücklisteneinzelsichten
von einer Grundstückliste. Zu jeder Stücklistenposition kann hinterlegt werden,
in welchen Sichten sie wirksam sein soll und in welcher übergeordneten Stück-
listenposition sie in dieser Sicht zugeordnet ist. Dadurch ist auch die Abbildung
konstruktiv nicht relevanter Stücklistenebenen (Phantombaugruppen, Rohteil-
ebene) möglich, die für den Datenaustausch mit einem PPS-System wichtig
sind. Die Verwaltung von Stücklisten in PDM-Systemen dient in der Regel
zugleich der Zuordnung weiterer Dokumente, die wie Stücklistenpositionen be-
handelt werden, jedoch in der Darstellung z.B. farblich von echten Stücklisten-
positionen unterschieden werden.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 419
Projektmanagement
Hier können terminlich Teilprojekte und Projektschritte geplant und untereinan-
der verknüpft werden. Zusätzlich ist die Definition von Verantwortlichen möglich.
Des Weiteren werden Budgetplanungs- und –verfolgungsfunktionen geboten, die
ein effektives Projektcontrolling ermöglichen. Wichtig ist die Möglichkeit zur Ver-
knüpfung beliebiger Dokumente mit einzelnen Projektschritten.
Systemfunktionen von PDM-Systemen263
Das Konfigurationsmanagement und die Unterstützung von Workflowmanage-
ment- und Kommunikationsanwendungen sind einige der bedeutenden und für
PDM-Systeme charakteristischen Leistungsmerkmale. Gemäß ISO 10007 wird
mit dem Begriff Konfiguration die funktionale und physische Beschreibung eines
Produkts verstanden. Da ein wesentliches Ziel von Produktdatenmanagement
die Verbesserung des Informationsflusses ist, kann das Workflowmanagement
einen Beitrag dazu leisten, indem Prozesse u.a. modelliert und während der
Laufzeit zwischen Abteilungen und Arbeitsplätzen gesteuert werden können.
14.2 Ansätze zum Aufbau eines Produktdatenmanagementsystems für die
Fahrradindustrie
Die Informationsbereitschaft gewinnt als Differenzierungskriterium am Markt
immer mehr an Bedeutung. Neben der Schaffung der organisatorischen Voraus-
setzungen und der Entwicklung entsprechender Einstellungen und Verhaltens-
weisen der beteiligten Akteure ist die Umsetzung einer integrierten Supply Chain
eng mit den verfügbaren informationstechnischen Möglichkeiten verbunden: Ziel
von modernen Informations- und Kommunikationstechnologien ist es, Daten
über reale und prognostizierte Kundenbedarfe, verfügbare Bestände sowie Pro-
duktions- und Transportkapazitäten schnell und transparent zwischen den betei-
ligten Partnern innerhalb der Wertschöpfungskette auszutauschen.
263 Vgl. zu diesem Kapitel Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 638 f.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 420
Für den Aufbau eines Produktdatenmanagementsystems in der Fahrradindustrie
ist es wichtig, dass der Informationsfluss über den gesamten Produktlebenszyk-
lus gewährleistet wird, d.h. für alle Beteiligten der Supply Chain (Lieferanten,
Hersteller, Kunden, Entsorger, etc.). Dies kann nur erreicht werden, wenn alle
Beteiligten jederzeit einen gleichberechtigten Zugang zu den für sie relevanten
und adäquat aufbereiteten Informationen haben. Immer mehr Unternehmen
nutzen das Internet als weltweit umspannendes Computernetzwerk zur Optimie-
rung der inner- und zwischenbetrieblichen Kommunikationsstruktur. Die Kom-
munikation und Kooperation zwischen Unternehmen, Kunden, etc. soll durch
das Internet schneller, einfacher und billiger werden. Internetbasierte Produktin-
formationssysteme stehen am Anfang ihrer Entwicklung, jedoch hat die Nutzung
dieser Medien in den letzten Jahren zu einer extremen Beschleunigung der Ge-
schäftsprozesse zwischen Unternehmen geführt.
14.2.1 Akteursbezogene Produktinformationen zur Langlebigkeit und Kreis-
lauffähigkeit – Anforderungen und Verfügbarkeit in der
Fahrradindustrie
Produktanforderungen (bzgl. Produkteigenschaften und Produktmerkmalen)
hinsichtlich Qualität und Umweltverträglichkeit sind in der Vergangenheit stetig
angestiegen. Neben Eigenschaften wie geringer Energie- und Ressourcen-
verbrauch in der Phase der Produktnutzung, Dematerialisierung von Produkten
und umweltverträgliche Beseitigung, spielen Langlebigkeit und Kreislauffähigkeit
von Produkten eine wichtige Rolle. Die verbesserte Ausprägung beider Eigen-
schaften führt – wenn auch auf unterschiedlichen Wegen – dazu, dass die in den
Produkten gebundene stoffliche und energetische Substanz länger im Wirt-
schaftskreislauf gehalten werden kann. Die Langlebigkeit und Kreislauffähigkeit
stehen exemplarisch für das sehr unterschiedliche Interesse von Nutzern bzw.
Konsumenten und Herstellern an der Ausprägung umweltorientierter Produktei-
genschaften. Die Eigenschaft „Kreislauffähigkeit ist eher im originären Interesse
der Produzenten zu sehen. Dies ergibt sich vor allem aus den Veränderungen,
die sich zunehmend im Bereich der Produktverantwortung – „Produzentenver-
antwortung von der Wiege bis zur Bahre“ durchsetzen. Hier ist es offensichtlich

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 421
nur eine Frage der Zeit, wann diese Veränderungen die gesamte traditionelle
Produktpalette umfassen. Diese Veränderungen stellen für den Produzenten ei-
nen gravierenden Einschnitt dar, da sie neben der Veränderung der betriebli-
chen Risikosituation, zu nachhaltigen Auswirkungen auf die Supply Chain füh-
ren. Um diese Auswirkungen abschätzen zu können, brauchen die verschiede-
nen Akteure der Supply Chain entsprechende Informationen über die einzelnen
Wertschöpfungsstufen. Diese sind in der folgenden Tabelle auszugsweise darge-
stellt.
Akteure
der
Supply
Chain
Informationsdaten Verfügbarkeit der Da-
ten
Lieferan-
ten
▪ Rohstoffmarkt, Maschinenkauf und –
service,
▪ Teilezahl, Stückzahlenvorgabe,
▪ Bedingungen des Kunden, Qualitäts-
vorgaben des Kunden, Materialzusam-
mensetzung, etc.
Logistik-
dienstleist
er
▪ Standorte der Kunden,
▪ Wieviele Produkte zu welchen Bedin-
gungen?,
▪ Vertragsvorgaben, Rabatte, Boni, etc.
Teilweise, da nicht jeder
Hersteller seine inter-
nen Daten preisgibt

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 422
Akteure
der
Supply
Chain
Informationsdaten Verfügbarkeit der Da-
ten
Hersteller
▪ Zahl der Anbieter/ Produktionsdaten,
▪ Marktanteil der Zulieferer, Wettbe-
werbssituation, Logistik,
▪ Produktdaten/ Zusammensetzung/ Ma-
terialqualitäten, chemische, physikali-
sche oder technische Eigenschaften
und Besonderheiten,
▪ Produktionsverfahren/ technologische
Eigenheiten, Warenangebot/ Elastizität
des Angebotes,
▪ allgemeine Unternehmensdaten (in-
tern/extern),
▪ Lieferantendaten.
Handel/
Service
▪ Standort Hersteller, Preise,
▪ Vorgaben/ Bedingungen hinsichtlich
Abnahmemengen, Rabatte, Boni,
Ersatzteilservice, Garantieleistungen,
etc.
Kunden
▪ allgemeine Produktdaten (Ausstattung,
Preis/- Leistungsverhältnis, Gewicht,
Reparatur- und Wartungsfreundlichkeit,
Sicherheit, Garantieleistungen, Herstel-
lerinfos, etc).
Entsorger/
Recycler
▪ Montage- bzw. Demontagedaten (Mate-
rialzusammensetzung, Materialvielfalt,
Fügestellen, Teilezahl, Wieder- und Wei-
terverwendungsmöglichkeiten, Prüfda-
ten, etc).
Teilweise, da nicht jeder
Hersteller seine inter-
nen Daten preisgibt

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 423
Akteure
der
Supply
Chain
Informationsdaten Verfügbarkeit der Da-
ten
Wettbe-
werber
▪ Umfeld- bzw. Umweltdaten (Wer kauft
die Güter, die knapp werden könnten?,
Wer hat Exklusivverträge mit den Liefe-
ranten?, Wie sehen die Mehrheitsbetei-
ligungen an U aus? Hat der Konkurrent
günstigere Preise und Lieferbedingun-
gen?)
Tabelle 41: Informationsarten für die Beteiligten der Supply Chain
Als Folge dieser Entwicklung sind die Unternehmen, so auch die Fahrradindust-
rie, verstärkt dazu gezwungen, produktbezogene Daten systematisch zu doku-
mentieren und für die unterschiedlichsten Einsatzzwecke in geeigneter Form
bereitzustellen. Rechtliche Anforderungen, nationale und internationale Normen
sowie Anforderungen der Verbände erhöhen den dokumentationspflichtigen
Produktdatenbestand. Demzufolge ergeben sich neue Anforderungen an die
Verwaltung produktbezogener Daten sowie die Koordination von Arbeitsabläu-
fen, in denen Produktdaten arbeitsteilig erstellt, manipuliert und genutzt wer-
den.264
14.2.2 Produktdatenmanagement in den Produktlebensphasen eines Fahrra-
des
Das Produktdatenmanagement spielt insbesondere in der Herstellungs- und
Demontagephase eines Fahrrades eine bedeutende Rolle. Hier bietet sich vor
allem der Einsatz des Internets an. Das Unterstützungspotenzial des Internets in
diesen Phasen wurde bereits in Kapitel 3.6 ausführlich dargestellt.
264 Vgl. Luczak, H./ Eversheim, W. (Hrsg.) (1999), S. 629 f.

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 424
Informationen in der Nutzungsphase eines Fahrrads sind u.a. wichtig für die
Planung der Produktentwicklung und des Vertriebs der Hersteller, für die Pla-
nung des Vertriebs und des Service der Händler wie auch für die Kaufentschei-
dung des Kunden.
Produktdaten in der Entsorgungsphase eines Fahrrades spielen für alle Beteilig-
ten der Supply Chain eine große Rolle. Das Produktdatenmanagement in der
Entsorgungsphase eines Fahrrades beinhaltet u.a. auch den Aufbau eines Recyc-
linginformationssystems. Dabei werden Informationen bereitgestellt, die für die
Planung von Recyclingprozessen erforderlich sind. Diese Daten können größten-
teils aus Produktionsdatenstrukturen (Erzeugnisstrukturen, Arbeitsplänen, Struk-
turstücklisten, etc.) abgeleitet werden.
Das Recycling technischer Güter gewinnt immer mehr an Bedeutung. Damit
steigt auch der Bedarf an planerischer Unterstützung für das Recycling. Voraus-
setzung für ein Recyclinginformationssystem sind Informationen über die Pro-
duktzusammensetzung und die erforderlichen Demontageschritte.
In den im Projekt durchgeführten Demontageversuchen erwiesen sich die Fahr-
räder als unzureichend recyclinggerecht konstruiert. Häufig ließen sich die Fahr-
räder nicht oder nur mit unvertretbar hohem Aufwand zerstörungsfrei demon-
tieren. Darüber hinaus sind speziell die für das Recycling wichtigen Informatio-
nen weder in Datenbanken noch in sonstigen betrieblichen Informationssyste-
men systematisch abgelegt und aufbereitet. Das Fehlen solcher für die Demon-
tageplanung notwendigen Daten, wie bspw. Recyclingerzeugnisstrukturen oder
Demontagearbeitspläne verschlechtert die Rahmenbedingungen für das Recyc-
ling.
Diese Lücke soll durch ein Recyclinginformationssystem geschlossen werden.
Schwerpunkte der Entwicklung eines Recyclingsystems sind die Systemkompo-
nenten zur Erzeugung von Recyclinginformationen auf Basis der Produktionsda-
tenstrukturen sowie die Schnittstellenmodule für die Kopplung bzw. Integration

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 425
in Produktdatenmanagementsysteme. Eine weitere Voraussetzung ist eine sys-
tematische Nutzung verschiedener Datenquellen (Datenbank, Textdatei, Fach-
wissen des Benutzers u.a.) zur Ableitung recyclingrelevanter Informationen.
Strukturinformationen, d.h. Informationen über die stoffliche und technische Zu-
sammensetzung eines Produkts, sind wesentlicher Bestandteil und Ausgangs-
punkt einer Recyclingplanung. Diese Informationen sind in der Regel in Pro-
duktdatenmanagementsystemen abgebildet. Über die Strukturinformationen des
Produktes Fahrrades hinaus sind für die Recyclingplanung auch Prozessinfor-
mationen, d.h. Informationen über die Be- und Verarbeitung von Gütern von Be-
deutung. Diese Informationen finden sich z.T. in den Arbeitsplänen des Produkt-
datenmanagementsystems wieder. In einem Recyclinginformationssystems wird
zusätzlich neben der Datenstruktur aus dem Produktdatenmanagementsystem
eine Recyclingstruktur gebildet. Diese Recyclingstruktur spiegelt die Bestandteile
eines Produkts wider, in welche Komponenten das Produkt demontiert werden
kann und ob die demontierten Teile gegebenenfalls dem Recycling zugeführt
werden können. Die Anordnung der Teile repräsentiert mögliche Demontage-
pfade. Dabei spielt die Anzahl und die Beschaffenheit der Verbindungen zwi-
schen den Baugruppen bzw. Einzelteilen eine wichtige Rolle. Neben der Recyc-
lingstruktur stellen auch Arbeitspläne eine weitere Grundlage der Recyclingpla-
nung dar, in diesem Fall Demontagearbeitspläne. Informationsquellen für diese
sind u.a. Produktdatenmanagementsysteme und die erläuterten Recyclingstruk-
turen, die im Wesentlichen die möglichen Demontageabläufe determinieren.
Demontagearbeitspläne beschreiben die Schritte zur Zerlegung eines Entsor-
gungsgutes.
Die Erzeugung von Demontagearbeitsplänen hängt davon ab, ob Materialien
und/ oder Baugruppen wiedergewonnen werden sollen. Soll bspw. eine komplet-
te Baugruppe wieder in den Produktionsprozess zurückfließen, braucht sie
selbstverständlich nicht in ihre Bestandteile zerlegt werden. Ebenso wenig ist es
für das Materialrecycling erforderlich eine Baugruppe, deren Komponenten aus
dem gleichen Material bestehen, auseinander zubauen, wenn alle Teile der Wie-
derverwertung zugeführt werden. Aus einem Recyclinginformationssystem kann

Aufbau eines Produktdatenmanagementsystems am Beispiel der Fahrradindustrie 426
sich in einer ersten Ausbaustufe z.B. eine Lagerverwaltung entwickeln. Nach Er-
gänzung des Recyclinginformationssystems um eine Lagerverwaltung ist eine
zweiseitige Anbindung an überbetriebliche, computergestützte Abfallbörsen
denkbar. Hier können einerseits Käufer für recyclierte Güter ermittelt werden,
andererseits kann die Abfallbörse gezielt nach solchen Gütern durchsucht wer-
den, für die ein Recycling erfolgsversprechend erscheint.265 Wie schon erwähnt
sind Informationen in der Entsorgungsphase eines Fahrrades für alle Beteiligten
der Supply Chain relevant.
265 Vgl. Haasis, H.-D./ Hilty, L.M./ Kürzl, H./ Rautenstrauch, C. (Hrsg.) (1995), S. 79-91.

Besprechung in den Medien/ Veröffentlichungen 427
15. Besprechung in den Medien/ Veröffentlichungen
Das Projekt wurde darüber hinaus in folgenden Medien (Überregionale Zeitun-
gen, Fachzeitschriften; Fachinformationsdienste) zum Gegenstand von Berich-
ten, Artikeln bzw. Besprechungen:
Aufbau einer Web-Site, verfügbar unter: www.longlifeproducts.de
Longlife-Products, in: http://www.uniprotokolle.de/nachrichten/id/9086/
und http://www.idw-online.de
Produkte für’s Leben, in: „NNZ“ vom 14.11.2002 und Nordhäuser Echo
vom 27.11.2002
Produkte für’s Leben, in: „Thüringer Allgemeine“ vom 16.11.2002,
„Forschungsprojekt Produkte für’s Leben - FH Nordhausen untersucht
Lebensdauer und Nachhaltigkeit von Fahrrädern“, in: „Abfallwirtschaftli-
cher Informationsdienst“, 10.12.2002,
Fahrräder für’s Leben, in: „impuls- Das Aktiven-Magazin“, 12/2002
Länger Leben, in: „RadWelt“ 1/2003, S. 7,
ÖKO-Design: Vorbildliches Fahrrad, in: „Punkt - Das Ressourcenmagazin
der Dualen System Deutschland AG“ 1/2003, Themenheft: Nachhaltiger
Konsum, S. 27.
Ein Fahrradleben: Nordhäuser Wissenschaftler auf der Suche nach dem
Projekt der Zukunft, in: „Thüringer Allgemeine“ vom 25.02.2003, Wissen-
schaftsseite
Artikel Fahrräder für’s Leben – ADFC begrüßt „upgradefähige“ Modelle in:
„RadWelt“ vom 26. Februar 2004
14.11.2003: ISI-Workshop (Institut für Sensorikforschung und Innovati-
onsberatung): Integration von Produkt- und Umsetzungsplanung: QFD –
Wie übersetzt man die Sprache des Kunden in die der Ingenieure
11.09.-14.09.2003: IFMA (Internationale Fahrradmesse) in Köln: Vorstel-
lung des Projektes, Präsentation auf den Messestand, Vorstellung von Pro-
jektergebnissen und Produktmodellen
13.09.2003: Europatag auf der IFMA, Vortrag: „Mit was wir in der Zukunft
fahren: Produktinnovationen und Nachhaltigkeit beim Fahrrad“

Besprechung in den Medien/ Veröffentlichungen 428
Eintragung der Wort-/Bildmarken Long Life Products und Long Life Bikes
beim Deutschen Patentamt in München am 01.04.2004.
Fernsehbeitrag beim MDR, 20.05.2004
„Long Life Bikes – ECO-Design, Produktinnovation und Neuproduktpla-
nung untersucht am Beispiel der Entwicklung von Fahrrädern“ In Bro-
schüre: Nachhaltige Produkte und wie man sie nutzt. Langes Leben, S.
59ff, Wiesbaden, 2003.
„Produkte neu denken“ In: Nachhaltiges Wirtschaften. Innovationen aus
der Umweltforschung, S. 32f, Berlin 2004
„Ein Fahrrad für das ganze Leben. FH Nordhausen entwickelt langlebige
Produkte“ In: Handelsblatt vom 10.12.2004.
Erfolgreiche Planung umweltorientierter Produktmodifikationen For-
schungsforum - Schriftenreihe Marketing, Heft 3, Göttingen 2004 (Lem-
ser, B./ Scharf, A.)
Alträderaufkommen und Aufkommensprognose sowie Rückführungssys-
tem für Alträder (Lemser, B.; Kaiser, S.; Brodhun, C.), Nordhausen im Sep-
tember 2004.
14.09.-18.09.2005: IFMA (Internationale Fahrradmesse) in Köln: Vorstel-
lung des Projektes, Präsentation auf dem Messestand, Vorstellung von
Projektergebnissen und der „LongLifeBike“-Prototypen
„LongLifeBike“ – Langlebige Räder auf dem ADFC-Stand. In „RadWelt“
5/2005, S. 6
07.11.-08.11.2005 Abschlusskonferenz „Grenzen und Möglichkeiten neu-
er Produktnutzungsstrategien“, Vortrag über die Projektergebnisse sowie
Präsentation des Modellfahrrades. Berlin
03.03.-05.03.2006 Präsentation und Vorstellung von Projektergebnissen
und der „LongLifeBike“-Prototypen auf dem ADFC-Forum in Oberwesel

Besprechung in den Medien/ Veröffentlichungen 429
geplante Veröffentlichungen:
„Vor der Geburt eines geliebten Babys – LongLifeBike. Fachhochschule
Nordhausen entwickelt neues Modellfahrrad.“ In: RadMarktForum. (Mitte
2006)
„Verzahnung von Produkt- und Umsetzungsplanung am Beispiel der In-
tegration umweltrelevanter Produkteigenschaften in die Routinen der all-
gemeinen Neuproduktplanung“ In: Schriftenreihe Marketing (Ende 2006)
genauer Titel noch offen; VDI-Verlag (Ende 2006)

Anhang

Anhang XXII
ANHANG
Zeit (in min) Arbeits-schritt
Zu demontierende KomponenteAlt Neu
Verände-rung in
min
Verände- rung in %
1 Sattel 2 2 0 0,002 Sattelstütze 2 2 0 0,00
3 Aufsetzen auf Demontagevor-richtung
1 1 0 0,00
4 Vorderrad 2 2 0 0,005 Reflektoren am Vorderrad 5 5 0 0,006 Ventil des Vorderrades 2 2 0 0,007 Reifen des Vorderrades 10 5 -5 -50,008 Schlauch des Vorderrades 2 2 0 0,009 Felgenband des Vorderrades 2 2 0 0,0010 Speichen des Vorderrades 40 36 -4 -10,0011 Felge des Vorderrades 0 0 0 0,0012 Nabe des Vorderrades 12 5 -7 -58,3013 Hinterrad 5 2 -3 -60,0014 Reflektoren des Hinterrades 5 5 0 0,0015 Ventil des Hinterrades 2 2 0 0,0016 Reifen des Hinterrades 10 5 -5 -50,0017 Schlauch des Hinterrades 2 2 0 0,0018 Felgenband des Hinterrades 2 2 0 0,0019 Speichen des Hinterrades 40 36 -4 -10,0020 Felge des Hinterrades 0 0 0 0,0021 Nabe des Hinterrades 20 12 -8 -40,0022 Gehäuse Beleuchtung vorn 2 5 +3 +250,0023 Leuchtmittel vorn 5 2 -3 -40,0024 Halterung Beleuchtung vorn 2 2 0 0,0025 Radlaufschutz vorn 2 5 +3 +250,0026 Dynamo 2 2 0 0,0027 Gehäuse Beleuchtung hinten 2 5 +3 +250,0028 Leuchtmittel hinten 5 2 -3 -60,0029 Kabelverbindungen 3 2 -1 -33,3330 Radlaufschutz hinten 5 5 0 0,0031 Reflektor hinten 5 2 -3 -60,0032 Bremszug vorn 2 5 +3 +250,0033 Bremsklötze vorn 2 5 +3 +250,0034 Bremszange vorn 0 2 +2 +200,0035 Bremszug hinten 0 5 +5 +500,0036 Bremsklötze hinten 0 5 +5 +500,0037 Bremszange hinten 0 2 +2 +200,00

Anhang XXIII
Zeit (in min) Arbeits-schritt
Zu demontierende KomponenteAlt Neu
Verände-rung in
min
Verände- rung in %
38 Bremse Hinterrad (Rücktritt) 3 0 -3 -300,0039 Gepäckträger 3 5 +2 +66,7040 Fahrradständer 0 2 +2 +200,0041 Klingel 2 2 0 0,0042 Zahnkranzschutz 0 2 +2 +200,0043 Kette 2 2 0 0,0044 Lenkergriffe 3 5 +2 +66,7045 Bowdenzüge für Schaltung 0 5 +5 +500,0046 Schaltzugführung 0 2 +2 +200,0047 Schaltgriffe 0 4 +4 +400,0048 Bremsgriffe 10 5 -5 -50,0049 Kettenumwerfer hinten 0 2 +2 +200,0050 Kettenumwerfer vorn 0 2 +2 +200,0051 Pedalen 10 5 -5 -50,0052 Tretkurbeln 5 10 +5 +200,0053 Tretlager 5 5 0 0,0054 Lenker 2 2 0 0,0055 Lenkervorbau 2 5 +3 +250,0056 Vorderradgabel / Steuerlager 5 5 0 0,0057 Rahmen 0 0 0 0,00
Demontagezeit Alt Neu Verände-rung in
min
Verände-rung in %
Gesamtsumme Demontagezeit: 255 256 1 +100,39Gesamtsumme Demontagezeit ohne Schaltung:
253 237 -16 -6,32
Gesamtsumme Demontagezeit ohne Bremsen:
238 227 -11 -4,62
Tabelle 1: Demontagezeit

Anhang XXIV
Anteil an der De-montagezeit ge-
samt in % Arbeits-schritt
Zu demontierende Komponente
Alt Neu
Verände- rung in %
1 Sattel 0,78 0,78 02 Sattelstütze 0,78 0,78 0
3 Aufsetzen auf Demontagevorrich-tung
0,39 0,39 0
4 Vorderrad 0,78 0,78 05 Reflektoren am Vorderrad 1,96 1,95 -0,016 Ventil des Vorderrades 0,78 0,78 07 Reifen des Vorderrades 3,92 1,95 -1,978 Schlauch des Vorderrades 0,78 0,78 09 Felgenband des Vorderrades 0,78 0,78 010 Speichen des Vorderrades 15,68 14,06 -1,6211 Felge des Vorderrades 0 0 012 Nabe des Vorderrades 4,71 1,95 -2,7613 Hinterrad 1,96 0,78 -1,1814 Reflektoren des Hinterrades 1,96 1,95 -0,0115 Ventil des Hinterrades 0,78 0,78 016 Reifen des Hinterrades 3,92 1,95 -1,9717 Schlauch des Hinterrades 0,78 0,78 018 Felgenband des Hinterrades 0,78 0,78 019 Speichen des Hinterrades 15,68 14,06 -1,6220 Felge des Hinterrades 0 0 021 Nabe des Hinterrades 7,84 4,69 -3,1522 Gehäuse Beleuchtung vorn 0,78 1,95 +1,1723 Leuchtmittel vorn 1,96 0,78 -1,1824 Halterung Beleuchtung vorn 0,78 0,78 025 Radlaufschutz vorn 0,78 1,95 +1,1726 Dynamo 0,78 0,78 027 Gehäuse Beleuchtung hinten 0,78 1,95 +1,1728 Leuchtmittel hinten 1,96 0,78 -1,1829 Kabelverbindungen 1,18 0,78 -1,1830 Radlaufschutz hinten 1,96 1,95 -0,0131 Reflektor hinten 1,96 0,78 -1,1832 Bremszug vorn 0,78 1,95 +1,1733 Bremsklötze vorn 0,78 1,95 +1,1734 Bremszange vorn 0 0,78 +0,7835 Bremszug hinten 0 1,95 +1,9536 Bremsklötze hinten 0 1,95 +1,9537 Bremszange hinten 0 0,78 +0,7838 Bremse Hinterrad (Rücktritt) 1,18 0 -1,18

Anhang XXV
Anteil an der De-montagezeit ge-
samt in % Arbeits-schritt
Zu demontierende Komponente
Alt Neu
Verände- rung in %
39 Gepäckträger 1,18 1,95 +0,7740 Fahrradständer 0 0,78 +0,7841 Klingel 0,78 0,78 042 Zahnkranzschutz 0 0,78 +0,7843 Kette 0,78 0,78 044 Lenkergriffe 1,18 1,95 +0,7745 Bowdenzüge für Schaltung 0 1,95 +1,9546 Schaltzugführung 0 0,78 +0,7847 Schaltgriffe 0 1,56 +1,5648 Bremsgriffe 3,92 1,95 -1,9749 Kettenumwerfer hinten 0 0,78 +0,7850 Kettenumwerfer vorn 0 0,78 +0,7851 Pedalen 3,92 1,95 -1,9752 Tretkurbeln 1,96 3,91 +1,9553 Tretlager 1,96 1,95 -0,0154 Lenker 0,78 0,78 055 Lenkervorbau 0,78 1,95 +1,1756 Vorderradgabel / Steuerlager 1,96 1,95 -0,0157 Rahmen 0 0 0
Demontagezeit Alt Neu Verände-rung in %
Gesamtsumme Demontagezeit: 255 256 0,39Tabelle 2: Anteil der zu demontierenden Komponenten an der
Demontagezeit in %

Anhang XXVI
Verschleißteile
Als Verschleißteile am Fahrrad gelten:
Fahrradkette:
Der Verschleiß einer Fahrradkette hängt von deren Pflege und Wartung ab
(Fahrleistung, Regenfahrten, Schmutz, Salz etc.). Ein Austausch ist bei Erreichen
der Verschleißgrenze erforderlich.
Ritzel, Kettenräder, Schaltungsrollen:
Ebenso wie die Fahrradkette unterliegen auch die Ritzel, Kettenräder und Schal-
tungsrollen einem funktionsbedingten Verschleiß.
Schaltungs- und Bremszüge:
Die Schaltungs- und Bremszüge müssen regelmäßig gewartet werden. Dies ist
unbedingt erforderlich, wenn das Fahrrad oft im Freien abgestellt wird und
demzufolge den wechselnden Witterungsbedingungen ausgesetzt ist.
Bremsbeläge:
Nutzungsbedingt unterliegen auch Bremsbeläge bei Trommel-, Felgen- und
Scheibenbremsen einem funktionsbedingten Verschleiß. Der Austausch der
Bremsbeläge kann bei bergigen Geländefahrten in kürzeren Abständen notwen-
dig sein. Eine regelmäßige Kontrolle der Bremsbeläge ist daher zwingend not-
wendig.
Felgen:
Bei Felgenbremsen werden nicht nur die Bremsbeläge stark beansprucht, son-
dern in gleichem Maße auch die Felgen. Deshalb ist es notwendig, auch diese
einer regelmäßigen Kontrolle zu unterziehen. Felgen mit Verschleiß-Indikatoren
ermöglichen es dem Fahrradnutzer, den Verschleißzustand der Felge einfach
festzustellen.
Anhang XXVII
Speichen:
Ein fester Sitz und stramme Spannung der Speichen sind für die Rundlaufge-
nauigkeit und Stabilität des Laufrades entscheidend. Lockere Speichen müssen
sofort nachgezogen werden, gerissene Speichen sofort ersetzt werden. Das rich-
tige Zentrieren ist einem Fachmann zu überlassen.
Reifen und Schläuche:
Funktionsbedingt unterliegen die Fahrradreifen und -schläuche einem mehr o-
der weniger starken Verschleiß. Dieser kann durch den jeweiligen Nutzer stark
beeinflusst werden. Die Lebensdauer eines Reifens wird erheblich verkürzt durch
scharfes Bremsen, das zum Blockieren des Rades führt.
Beleuchtungsanlage und Reflektoren:
Für die Sicherheit im Straßenverkehr ist es unabdingbar die Funktionsfähigkeit
der Beleuchtungsanlage vor jeder Fahrt zu überprüfen. Glühlampen und Dyna-
mos unterliegen einem nutzungsbedingten Verschleiß.
Griffbezüge:
Griffbezüge unterliegen ebenfalls einer funktionsbedingten Abnutzung. Es ist
darauf zu achten, dass die Griffe fest mit dem Lenker verbunden sind.

Anhang XXVIII
Zeit (in min) Zu demontierende Kompo-nente Alt Neu
Veränderung in min
Veränderungin %
Reflektoren am Vorderrad 5 5 0 0,00Ventil des Vorderrades 2 2 0 0,00Reifen des Vorderrades 14 9 -5 -35,70Schlauch des Vorderrades 16 11 -5 -31,25Speiche des Vorderrades 20 15 -5 -25,00Felge des Vorderrades 63 48 -15 -23,80Reflektoren des Hinterrades 5 5 0 0,00Ventil des Hinterrades 2 2 0 0,00Reifen des Hinterrades 14 9 -5 -35,71Schlauch des Hinterrades 16 11 -5 -31,25Speichen des Hinterrades 20 15 -5 -25,00Felge des Hinterrades 63 48 -15 -23,80Leuchtmittel vorn 5 2 -3 -60,00Leuchtmittel hinten 5 2 -3 -60,00Kabelverbindungen 3 2 -1 -33,33Dynamo 2 2 0 0,00Reflektor hinten 0 5 +5 +500,00Bremszug vorn 2 5 +3 +150,00Bremsklötze vorn 2 5 +3 +150,00Bremszug hinten 0 5 +5 +500,00Bremsklötze hinten 0 5 +5 +500,00Kette 2 4 +2 +200,00Bowdenzüge für Schaltung 0 5 +5 +500,00Kettenumwerfer hinten 0 2 +2 +200,00Kettenumwerfer vorn 0 2 +2 +200,00Ritzel 10 14 +4 +140,00Lenkergriffe 3 5 +2 +166,66Demontagezeit insgesamt: 274 245 -29 -10,58Demontagezeit insgesamt ohne Schaltung: 262 218 -44 -16,79
Demontagezeit insgesamt ohne Bremsen: 270 225 -45 -16,67
Tabelle 3: Demontagezeiten der Verschleißteile

Anhang XXIX
Arbeits-schritt
Zu demontierende Komponente Durchführbar durch
1 Sattel 2 Sattelstütze 3 Aufsetzen auf Demontagevorrichtung 4 Vorderrad 5 Reflektoren am Vorderrad 6 Ventil des Vorderrades 7 Reifen des Vorderrades 8 Schlauch des Vorderrades 9 Felgenband des Vorderrades
10 Speichen des Vorderrades 11 Felge des Vorderrades
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt
12 Nabe des Vorderrades „qualifizierter Nutzer“, Werkstatt
13 Hinterrad 14 Reflektoren des Hinterrades 15 Ventil des Hinterrades 16 Reifen des Hinterrades 17 Schlauch des Hinterrades 18 Felgenband des Hinterrades 19 Speichen des Hinterrades 20 Felge des Hinterrades
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt
21 Nabe des Hinterrades „qualifizierter“ Nutzer, Werkstatt
22 Gehäuse Beleuchtung vorn 23 Leuchtmittel vorn 24 Halterung Beleuchtung vorn 25 Radlaufschutz vorn 26 Dynamo 27 Gehäuse Beleuchtung hinten 28 Leuchtmittel hinten 29 Kabelverbindungen 30 Radlaufschutz hinten 31 Reflektor hinten 32 Bremszug vorn 33 Bremsklötze vorn 34 Bremszange vorn 35 Bremszug hinten 36 Bremsklötze hinten 37 Bremszange hinten 38 Bremse Hinterrad (Rücktritt) 39 Gepäckträger
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt

Anhang XXX
Arbeits-schritt Zu demontierende Komponente Durchführbar durch
40 Fahrradständer 41 Klingel 42 Zahnkranzschutz 43 Kette 44 Lenkergriffe
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt
45 Bowdenzüge für Schaltung „qualifizierter“ Nutzer, Werkstatt
46 Schaltzugführung „qualifizierter“ Nutzer, Werkstatt
47 Schaltgriffe 48 Bremsgriffe 49 Kettenumwerfer hinten 50 Kettenumwerfer vorn 51 Pedalen
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt
52 Tretkurbeln „qualifizierter“ Nutzer, Werkstatt
53 Tretlager „qualifizierter“ Nutzer, Werkstatt
54 Lenker
55 Lenkervorbau
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt
56 Vorderradgabel / Steuerlager „qualifizierter“ Nutzer, Werkstatt
57 Rahmen
„Normaler“ Nutzer, „qualifizierter“
Nutzer, Werkstatt
Tabelle 4: Kreis derer, die in der Lage sind eine Demontage eines neuen
Fahrrades durchzuführen

Anhang XXXI
Standardwerkzeuge
Der Begriff „Standardwerkzeuge“ bezieht sich auf Werkzeuge, die nicht nur zu
einem bestimmten Zweck eingesetzt werden können.
Spezialwerkzeuge
Der Begriff „Spezialwerkzeuge“ bezieht sich Werkzeuge, die nur für einen defi-
nierten Zweck bestimmt sind. Dieses betrifft insbesondere Folgende Werkzeuge:
Kettennietenzange Bei der Kettennietenzange handelt es sich um eine Zange, deren Backen der
Form von Kettengliedern angepasst sind. An der einen Backe der Zange befindet
sich ein Zahn, mit dessen Hilfe der Niet aus der Kette gedrückt werden kann.
Speichenzentrierschlüssel Der Speichenzentrierschlüssel ist ein Werkzeug, welches eine flache runde Form
besitzt, wobei der Durchmesser kleiner als der Abstand zwischen zwei Speichen
beträgt. Auf dieser Scheibe ist eine Vierkantfassung mit der Größe der Spei-
chenköpfe befestigt.
Tretkurbelabzieher Es handelt sich hierbei um ein Rohrstück mit Außen- und Innengewinde, im
Rohr befindet sich ein Bolzen mit Außengewinde, so dass dieser hinein und her-
ausgeschraubt werden kann. Das Rohr wird mit dem Außengewinde auf die
Tretkurbel aufgeschraubt, durch hineindrehen des Bolzens mit einem Außen-
sechskantschlüssel drückt dieser auf die Tretlagerwelle und zieht so die Tretkur-
bel von der Tretlagerwelle.
Tretlagerwerkzeug Das Tretlagerwerkzeug ist ein runder Schlüssel mit Flügeln, an dem sich 6 Na-
sen befinden. Diese passen auf die Nuten der Tretlagerschrauben. Der Schlüssel
wird auf die Tretlagerschrauben aufgesetzt und durch Kraftübertragung auf die
Flügel werden diese gelöst und können herausgeschraubt werden.

Anhang XXXII
Werkzeug Fügepartner Alt Neu
Sattel und Sattelstütze 12 mm Außensechskantschlüssel
13 mm Außensechskantschlüssel
Sattelstütze und Rah-men
12 mm Außensechskant-schlüssel
ohne Werkzeug
Vorderrad und Vorder-radgabel
15 mm Außensechskant-schlüssel
15 mm Außensechskantschlüssel
Hinterrad und Hinter-radgabel
15 mm Außensechskantschlüssel
15 mm Außensechskantschlüssel
Radachse und Radnabe 17 mm Außensechskantschlüssel
17 mm Außensechskantschlüssel
Radnabe und Felge Speichenzentrierschlüssel Flachkopfschraubenzieher oder Speichenzentrier-schlüssel
Felge und Reifen (Schlauch, Felgenband)
FlachkopfschraubenzieherFlachkopfschraubenzieher
Speichen und Reflekto-ren
Flachkopfschraubenzieher
Dynamo und Rahmen 10 mm Außensechskantschlüssel
10 mm Außensechskantschlüssel
Rücklicht und Schutz-blech
8 mm Außensechskantschlüssel
Gehäuse vorn und Halte-rung
8 mm Außensechskantschlüssel
Beleuchtungseinrichtungvorn und Halterung
4 mm Innensechskantschlüssel
Halterung und Rahmen 8 mm Außensechskantschlüssel
Beleuchtungshalterung und Vorderradgabel (auch Montageblech vom Schutzblech)
10 mm Außensechskantschlüssel
Schutzblech und Vorder-radgabel bzw. Rahmen
4 mm Innensechskantschlüssel
Lichtkabel ohne Werkzeug Lichtkabel und Schutz-blech bzw. Rahmen
Flachkopfschraubenzieher
Leuchtmittel (vorn/hinten) und Fas-sungen
ohne Werkzeug ohne Werkzeug
Bremszylinder und Vor-derradgabel
8 mm Außensechskantschlüssel
Bremsbeläge und Bremszylinder
Flachkopfschraubenzieher
Bremszug ohne Werkzeug

Anhang XXXIII
Werkzeug Fügepartner Alt Neu
Bremszug und Brems-zange bzw. Bremsgriff (vorn und hinten)
10 mm Außensechskantschlüssel
Bremsbeläge und Bremszangen
5 mm Innensechskantschlüssel
Bremszangen und Vor-derradgabel bzw. Rah-men
5 mm Innensechskantschlüssel
Lenkergriffe und Lenker Messer Messer Lenker und Klingel FlachkopfschraubenzieherKreuzschlitzschraubenzieher
Lenker und Bremsgriff
Flachkopfschraubenzieherund 8 mm Außensechskant-schüssel
5 mm Innensechskantschlüssel
Schaltgriffe und Lenker
2,5 mm Innensechskantschlüssel
Schaltzüge und Schalt-griff (Führung)
ohne Werkzeug
Rahmen und Schutzble-che
10 mm Außensechskantschüssel
Schutzbleche und Schutzblechstreben
8 mm Außensechskantschlüssel
Schutzblechstreben und Gabel (vorn und hinten)
4 mm Innensechskantschlüssel
Rücklicht und Schutz-blech
8 mm Außensechskantschlüssel
8 mm Außensechskantschlüssel
Rahmen und Gepäckträ-ger
10 mm Außensechskantschüssel
Reflektor (hinten) und Gepäckträger
8 mm Außensechskantschlüssel
Gepäckträger und Hin-terradgabel
4 mm Innensechskantschlüssel
Lenker, Vorbau und Vor-derradgabel
11 mm Außensechskantschlüssel
Lenker und Vorbau 6 mm Innensechskantschlüssel
Vorbau und Vorderrad-gabel
6 mm Innensechskantschlüssel
Vorderradgabel und Steuerrohr
Zange 36 mm Außensechskantschlüssel
vorderes Kettenblatt und hinteres Ritzel
Kettennietzange ohne Werkzeug
Schaltzüge und Kette-numwerfer
9 mm Außensechskantschlüssel
Schaltwerk und Hinter-radgabel
5 mm Innensechskantschlüssel
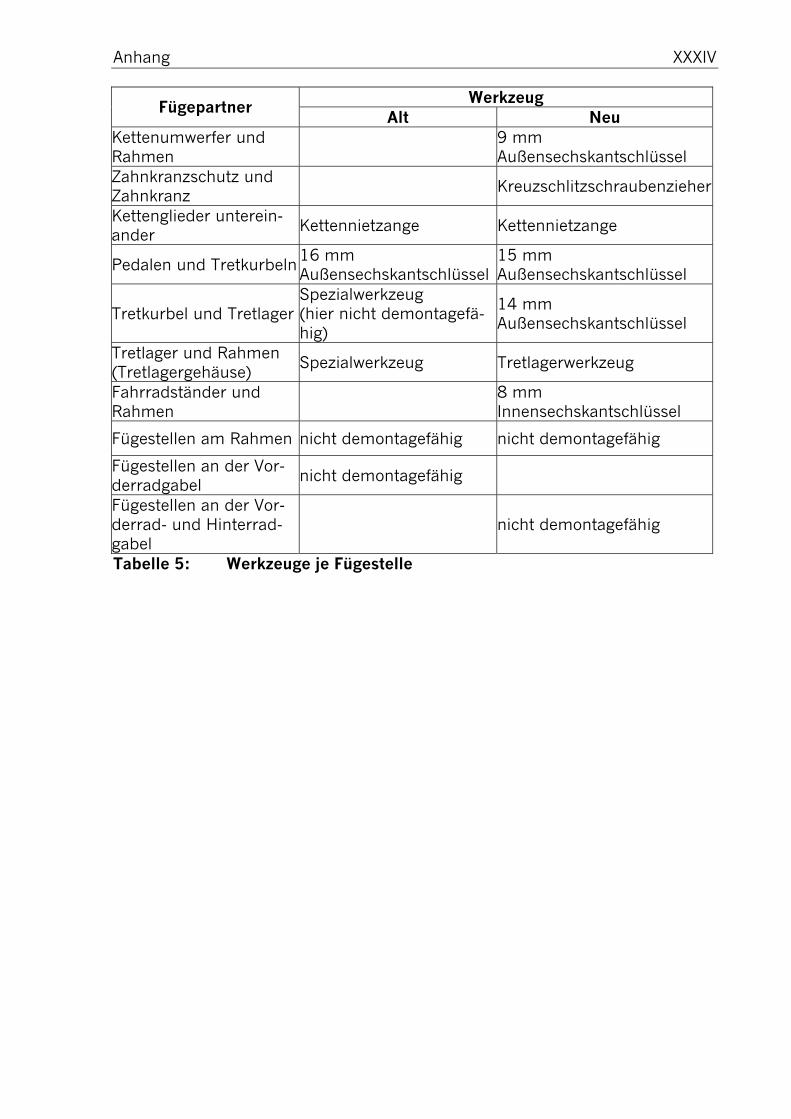
Anhang XXXIV
Werkzeug Fügepartner Alt Neu
Kettenumwerfer und Rahmen
9 mm Außensechskantschlüssel
Zahnkranzschutz und Zahnkranz
Kreuzschlitzschraubenzieher
Kettenglieder unterein-ander
Kettennietzange Kettennietzange
Pedalen und Tretkurbeln 16 mm Außensechskantschlüssel
15 mm Außensechskantschlüssel
Tretkurbel und Tretlager Spezialwerkzeug (hier nicht demontagefä-hig)
14 mm Außensechskantschlüssel
Tretlager und Rahmen (Tretlagergehäuse)
Spezialwerkzeug Tretlagerwerkzeug
Fahrradständer und Rahmen
8 mm Innensechskantschlüssel
Fügestellen am Rahmen nicht demontagefähig nicht demontagefähig
Fügestellen an der Vor-derradgabel
nicht demontagefähig
Fügestellen an der Vor-derrad- und Hinterrad-gabel
nicht demontagefähig
Tabelle 5: Werkzeuge je Fügestelle

Anhang XXXV
Werkzeuge Zu demontierende Komponente Alt Neu
Reflektoren am Vorder-rad
Flachkopfschraubendreher Flachkopfschraubendreher
Ventil des Vorderrades ohne ohne Reifen des Vorderrades Flachkopfschraubendreher Flachkopfschraubendreher Schlauch des Vorderra-des
Flachkopfschraubendreher Flachkopfschraubendreher
Speiche des VorderradesFlachkopfschraubendreher, Speichenzentrierschlüssel
Flachkopfschraubendreher, Speichenzentrierschlüssel
Felge des Vorderrades Flachkopfschraubendreher, Speichenzentrierschlüssel
Flachkopfschraubendreher, Speichenzentrierschlüssel
Reflektoren des Hinter-rades
Flachkopfschraubendreher Flachkopfschraubendreher
Ventil des Hinterrades ohne Ohne Reifen des Hinterrades Flachkopfschraubendreher Flachkopfschraubendreher Schlauch des Hinterra-des
Flachkopfschraubendreher Flachkopfschraubendreher
Speichen des Hinterra-des
Flachkopfschraubendreher, Speichenzentrierschlüssel
Flachkopfschraubendreher, Speichenzentrierschlüssel
Felge des Hinterrades Flachkopfschraubendreher, Speichenzentrierschlüssel
Flachkopfschraubendreher, Speichenzentrierschlüssel
Leuchtmittel vorn Flachkopfschraubendreher Kreuzschlitzschraubendre-her
Leuchtmittel hinten Flachkopfschraubendreher Kreuzschlitzschraubendre-her
Kabelverbindungen Flachkopfschraubendreher Kreuzschlitzschraubendre-her, Flachkopfschrauben-dreher
Dynamo 10 mm Außensechskant-schlüssel
10 mm Außensechskant-schlüssel
Reflektor hinten Nicht vorhanden 8 mm Außensechskant-schlüssel
Bremszug vorn Ohne Werkzeug Ohne Werkzeug
Bremsklötze vorn Flachkopfschraubendreher oder 10 mm Außensechs-kantschlüssel
10 mm Außensechskant-schlüssel
Bremszug hinten Ohne Werkzeug Ohne Werkzeug
Bremsklötze hinten 10 mm Außensechskant-schlüssel
10 mm Außensechskant-schlüssel
Kette Kettennietenzange Kettennietenzange Bowdenzüge für Schal-tung
Nicht vorhanden Ohne Werkzeug
Kettenumwerfer hinten Nicht vorhanden 9 mm Außensechskant-schlüssel

Anhang XXXVI
Werkzeuge Zu demontierende Komponente Alt Neu
Kettenumwerfer vorn Nicht vorhanden 9 mm Außensechskant-schlüssel
Ritzel Zahnkranzabzieher
Lenkergriffe Messer Flachkopfschraubendreher, Messer
Tabelle 6: Werkzeuge zur Demontage von Verschleißteilen
Materialzusammensetzung
Materialzusammensetzung beim „alten“ Fahrrad
Bauteil Bestandteile des Bauteils Materialart Gewicht in kg
Sattel
Sattel mit Stahlgerüst und 8 Federn sowie Kunststoff-überzug und Kunstleder (ge-nietet), Klemmvorrichtung, Schraube, Mutter, Unterleg-scheibe
Stahl Plastik Kunstleder
0,81 0,11 0,16
Sattelstütze Stahlrohr Stahl 0,13 Vorderrad (komplett)
siehe Einzelteile siehe Einzel-teile
5,47
Vorderrad Re-flektoren
2 Reflektor Plastik zusammen 0,05
Vorderrad Ventil
Stahlköper, Gummidichtun-gen, Staubschutzkappe
Stahl Plastik Gummi
zusammen unter 0,01
Vorderrad Rei-fen
Reifendecke Gummi 0,9
Vorderrad Schlauch
Schlauch, Ventilschaft, Ven-tilmutter, Schaftmutter
Gummi Stahl
0,22 0,01
Vorderrad Fel-genband
Felgenband Gummi 0,02
Vorderrad Spei-chen
Speichen, Nippel (Anzahl jeweils 36 mal)
Stahl Messing
0,04 0,02
Vorderrad Felge Felge Stahl 1,2
Vorderrad Nabe
Nabenlager (-Körper), Achse, 2 Kugellager, 2 Muttern (15) mit Kugellagerschalen (Ver-bund), 2 Radmuttern (15), 4 Unterlegscheiben
Stahl 0,9

Anhang XXXVII
Bauteil Bestandteile des Bauteils Materialart Gewicht in kg
Hinterrad (kom-plett)
siehe Einzelteile (vor. Lauf-rad), Ritzel, Bremskonushe-bel der Rücktrittsbremse
siehe Einzel-teile (vor. Laufrad) Stahl
5,42
Leuchtmittel vorn
Glühbirne Glas Stahl
zusammen unter 0,01
Beleuchtung vorn (Gehäuse)
Kunststoffkopf mit klaren Teil vorn und verspiegelten hinten (Verbund), weißes Kunststoffgehäuse, Fassung aus Kunststoff, Kontakt für Masse, 2 Schrauben, Unter-legscheibe, Klemmring
Plastik Stahl (Blech)
0,05 0,01
Halterung d. Lampengeh.
vorn
Halterung (Blech), Schraube, Mutter
Stahl 0,03
Bremsgriff Bremsgriff mit Halterung (genietet), Schraube
Plastik Stahl
0,03 0,03
Bremszug mit Zylinder
Stahlseil, Kunststoffhülle, Spannfeder, Halterungsvor-richtung, Schraube, Mutter, Zylinder mit Bremsschuh für Bremsklotz
Stahl Plastik
0,05 0,02
Bremsbelag (Klotz)
Gummiklotz Gummi 0,01
Radlaufschutz vorn
Aluschutzblech mit Alustrebe und Stahlbleche (angenietet), 2 Schrauben
Aluminium Stahl
0,22 0,02
Leuchtmittel hinten
Glühbirne Glas Stahl
zusammen unter 0,01
Beleuchtung hinten (Gehäu-
se)
roter Teil vorn, weißes Kunststoffgehäuse mit Fas-sung aus Kunststoff (Ver-bund), Kontakt für Masse, 2 Schrauben, Unterlegscheibe, Klemmring
Plastikl Stahl (Blech)
0,07 0,01
Dynamo
Dynamo (Einzelteile im Inne-ren), Schraube, Mutter, 2 Unterlegscheiben
Aluminium Stahl Plastik (Kupfer - Spule)
0,03 0,08 0,01 0,08
Kabelverbin-dungen
Kupferlitze, Kunststoffum-mantelung
Kupfer Plastik
0,01 0,01
Radlaufschutz hinten
Aluschutzblech mit Alustrebe und Stahlblech (angenietet), 2 Schrauben, 2 Muttern, 2 Unterlegscheiben
Aluminium Stahl
0,33 0,04

Anhang XXXVIII
Bauteil Bestandteile des Bauteils Materialart Gewicht in kg
Gepäckträger Gepäckträger (verbundene Streben)
Stahl 0,67
Klingel Klingel mit Halterung (Einzel-teile im Inneren), Schraube
Stahl Plastik
0,13 0,01
Kette Kettenglieder mit Niete Stahl 0,4
Lenkergriffe 2 Kunststoffgriffe Plastik Zusammen
0,04
Lenker Lenker mit Halterung (ge-schweißt)
Stahl 0,52
Lenkervorbau Stahlrohr, Klemmkonus, Montageschraube
Stahl 0,23
Gabel (Steuerla-ger)
Vorderradgabel, 2 Steuerla-ger, 2 Schalen, 2 Rändelmut-tern
Stahl 1,08
Pedalen
Kunststoffblock mit Reflekto-ren, Pedallager und Pedal-achse (Verbund) (2 mal)
Plastik Stahl
0,17 0,08 (2mal)
Tretkurbel
linke Tretkurbel (ohne Ket-tenkranz), rechte Tretkurbel mit Kettenkranz (Verbund), 2 Befestigungsmuttern
Stahl Zusammen 1,1
Tretlager 2 Kugellager, 2 Kugellager-schalen, Tretlagerwelle
Stahl 0,3
Rahmen
Rahmenstangen mit Verbin-dungsglieder (Muffen) (gelö-tet) und Montagevorrichtun-gen (geschweißt)
Stahl 2,9
Tabelle 7: Materialzusammensetzung beim „alten“ Fahrrad
Materialzusammensetzung beim „neuen“ Fahrrad
Bauteil Bestandteile des Bauteils Materialart Gewicht in Kg
Sattel Kunststoffform mit Kunst-stoffbezug, 2 Streben und 2 Federn
Stahl Plastik
0,3 0,25
Halterungs-vorrichtung
Klemmring, 2 Klauen, Mutter, Schraube, Unterlegscheibe
Stahl 0,13
Sattelstütze Sattelstütze Stahl 0,23

Anhang XXXIX
Bauteil Bestandteile des Bauteils Materialart Gewicht in Kg
Schnellspann-vorrichtung
Ringschelle, Befestigungs-schraube mit Spannhebel (ü-ber Gelenk verbunden), Un-tersatz für Hebel, Rändelmut-ter, 2 Unterlegscheiben
Aluminium Stahl Plastik
0,03 0,01
unter 0,01
Vorderrad (komplett)
siehe Einzelteile siehe Einzel-teile
4,72
Vorderrad Reflektoren
2 Reflektoren, 4 Stahlbleche Plastik Stahl
0,04 unter 0,01
Vorderrad Ventil
Staubschutzkappe Plastik unter 0,01
Vorderrad Reifen
Reifendecke Gummi 0,76
Vorderrad Schlauch
Schlauch mit Ventil (Verbund) Gummi (un-lösb. Ver-bund) Stahl
0,19
0,01
Vorderrad Felgenband
Felgenband Gummi 0,01
Vorderrad Speichen
Speichen, Nippel (Anzahl je-weils 36)
Stahl Messing
0,2 0,02
Vorderrad Felge
Felge Aluminium 0,4
Vorderrad Nabe
Nabenlager (-körper), Achse, 2 Kugellager, 2 Muttern mit Kugellagerschalen (Verbund), 2 Befestigungsmuttern für Achse (Lager), 2 Radmuttern, 2 Unterlegscheiben, 2 Schutzkappen
Stahl Plastik
0,4 unter 0,01
Hinterrad (komplett)
siehe Einzelteile (vor. Laufrad) sowie Nabe und Kettenkränze am Hinterrad
siehe Einzel-teile (vor. Laufrad) so-wie Nabe und Ketten-kränze am Hinterrad
5,41
Hinterrad Nabe und
Zahnkränze
siehe Bauteile Vorderradnabe sowie Führungshülse, Zahn-kranzkassette, (Verbund), Speichenschutz
Stahl Plastik
0,68 unter 0,01
Beleuch-tungs-
einrichtung vorn (Gehäu-
se)
Kunststoffkopf mit Scheibe und Rückwand (Materialver-bund), Fassung aus Kunst-stoff, Kontakt-bleche, Kreuz-schlitzschraube
Plastik Kupfer Stahl
0,02 0,01 0,01

Anhang XL
Bauteil Bestandteile des Bauteils Materialart Gewicht in Kg
Leuchtmittel vorn
Glühbirne Glas (unlösb. Verbund) Stahl
Zusammen unter 0,01
Halterung des Lampenge-häuses vorn
Halterung (Blech), Montage-schraube für Lampe, Schrau-be, Mutter, 2 Fächerscheiben
Stahl 0,03
Radlaufschutz vorn
Schutzblech, Strebe, Schrau-be mit Führung, Klemmschei-be, Mutter, Stahlblech (Ange-nietet), 2 Kunststoffklemmen, 2 Schrauben, 2 Muttern
Aluminium Stahl Plastik
0,2 0,02 0,01
Dynamo Dynamo (Bauteile im Inne-ren), Schraube, Mutter, 2 Un-terlegscheiben
Stahl Plastik Kupfer
0,05 0,03 0,06
Beleuchtung hinten (Ge-
häuse)
rote Kunststoffscheibe mit Reflektor und Spiegeln (Mate-rialverbund), Gehäuse mit Fassung aus Kunststoff (Ver-bund), Stecker, Kontakte aus Stahlblech,1 Schraube (für Gehäuse), Schraube, Mutter, Unterlegscheibe (für Halte-rung)
Plastik Stahl
0,04 0,01
Leuchtmittel hinten
Glühbirne Glas (unlösb. Verbund) Stahl
Zusammen unter 0,01
Kabel-verbindungen
Kupferlitze, Kunststoffummantelung
Kupfer Plastik
0,01 0,01
Radlaufschutz hinten
Schutzblech, Strebe, Schrau-be mit Führung, Klemmschei-be, Mutter, 2 Kunststoff-klemmen, 2 Schrauben, 2 Muttern, 2 Schrauben, Ab-standhülse, Mutter (für Rah-men)
Aluminium Stahl Plastik
0,3 0,02 0,01
Reflektor hin-ten
Reflektor mit Schrauben (Verbund), 2 Muttern
Plastik Stahl (un-lösb. Ver-bund)
0,2 0,1
Bremszug vorn
Stahlseil mit Nippel (Ver-bund), Bowdenzughülle mit Entkappen (Verbund), Brems-zugführung, Schraube mit Führung, Mutter, Unterleg-scheibe
Plastik Stahl
0,02 0,03
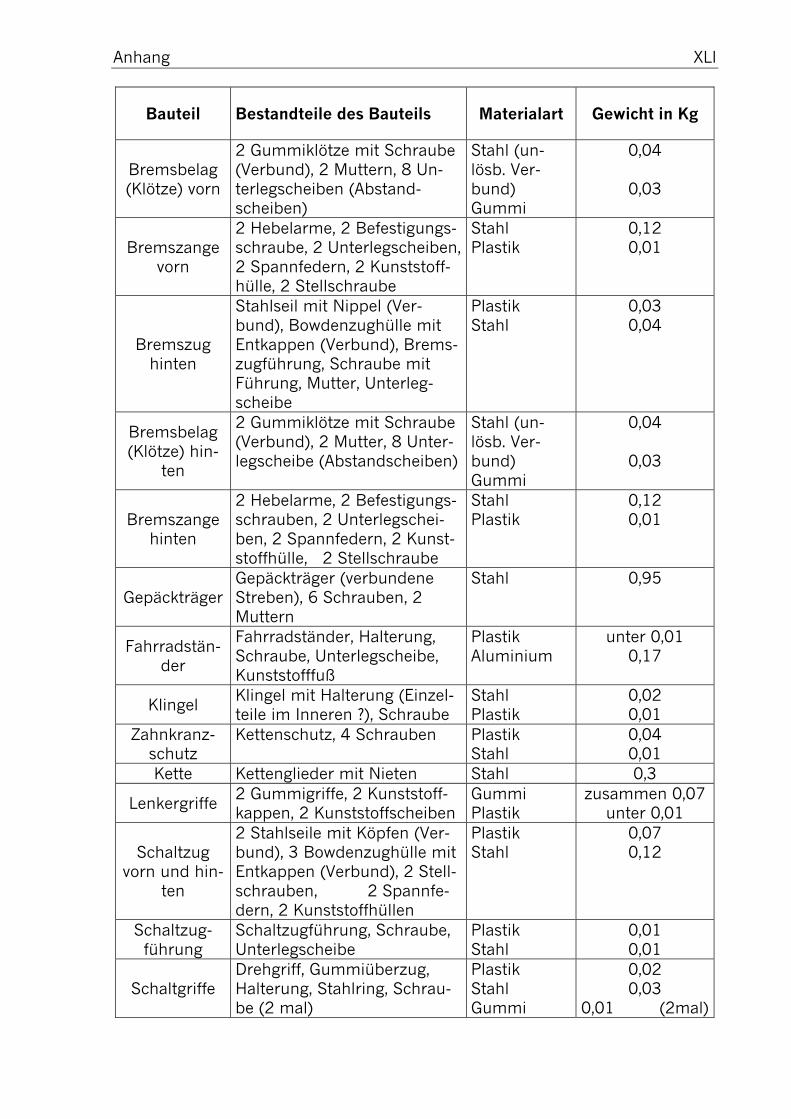
Anhang XLI
Bauteil Bestandteile des Bauteils Materialart Gewicht in Kg
Bremsbelag (Klötze) vorn
2 Gummiklötze mit Schraube (Verbund), 2 Muttern, 8 Un-terlegscheiben (Abstand-scheiben)
Stahl (un-lösb. Ver-bund) Gummi
0,04
0,03
Bremszange vorn
2 Hebelarme, 2 Befestigungs-schraube, 2 Unterlegscheiben, 2 Spannfedern, 2 Kunststoff-hülle, 2 Stellschraube
Stahl Plastik
0,12 0,01
Bremszug hinten
Stahlseil mit Nippel (Ver-bund), Bowdenzughülle mit Entkappen (Verbund), Brems-zugführung, Schraube mit Führung, Mutter, Unterleg-scheibe
Plastik Stahl
0,03 0,04
Bremsbelag (Klötze) hin-
ten
2 Gummiklötze mit Schraube (Verbund), 2 Mutter, 8 Unter-legscheibe (Abstandscheiben)
Stahl (un-lösb. Ver-bund) Gummi
0,04
0,03
Bremszange hinten
2 Hebelarme, 2 Befestigungs-schrauben, 2 Unterlegschei-ben, 2 Spannfedern, 2 Kunst-stoffhülle, 2 Stellschraube
Stahl Plastik
0,12 0,01
Gepäckträger Gepäckträger (verbundene Streben), 6 Schrauben, 2 Muttern
Stahl 0,95
Fahrradstän-der
Fahrradständer, Halterung, Schraube, Unterlegscheibe, Kunststofffuß
Plastik Aluminium
unter 0,01 0,17
Klingel Klingel mit Halterung (Einzel-teile im Inneren ?), Schraube
Stahl Plastik
0,02 0,01
Zahnkranz-schutz
Kettenschutz, 4 Schrauben Plastik Stahl
0,04 0,01
Kette Kettenglieder mit Nieten Stahl 0,3
Lenkergriffe 2 Gummigriffe, 2 Kunststoff-kappen, 2 Kunststoffscheiben
Gummi Plastik
zusammen 0,07 unter 0,01
Schaltzug vorn und hin-
ten
2 Stahlseile mit Köpfen (Ver-bund), 3 Bowdenzughülle mit Entkappen (Verbund), 2 Stell-schrauben, 2 Spannfe-dern, 2 Kunststoffhüllen
Plastik Stahl
0,07 0,12
Schaltzug-führung
Schaltzugführung, Schraube, Unterlegscheibe
Plastik Stahl
0,01 0,01
Schaltgriffe Drehgriff, Gummiüberzug, Halterung, Stahlring, Schrau-be (2 mal)
Plastik Stahl Gummi
0,02 0,03
0,01 (2mal)

Anhang XLII
Bauteil Bestandteile des Bauteils Materialart Gewicht in Kg
Bremsgriffe
Handhebel, 2 Stellmuttern, Halterung, 2 Schrauben, 2 Muttern, Rückspannfeder, Stellschraube (2 mal)
Aluminium Plastik Stahl
0,06 0,06 0,01
Schaltwerk (hinten)
Schaltwerk (komplexer Ver-bund von Teilen), Schraube, Unterlegscheibe
Stahl Plastik
0,27 0,03
Kettenumwer-fer (vorn)
Kettenumwerfer (komplexer Verbund von Teilen ?), Schraube
Stahl Plastik
0,13 0,02
Pedale
Kunststoffblock mit Reflekto-ren, Pedallager und Pedal-achse (Verbund) (2 mal)
Plastik Stahl (un-lösb. Ver-bund)
0,18
0,18
Tretkurbel
linke Tretkurbel (ohne Ketten-kranz) rechte Tretkurbel mit 3 Ketten-kränze (Verbund), 2 Befestigungs-schrauben, 2 Unterlegscheibe, 2 Staub-schutzkappen
Stahl Plastik
zusammen 1,37 unter 0,01
Tretlager 2 Kunststoffschrauben, Tret-lager mit Welle (Verbund)
Plastik Stahl
0,02 0,28
Lenker Lenker Stahl 0,46
Lenkervorbau
Stahlrohr mit Klemmschelle (geschweißt), Klemmschrau-be, Unterlegscheibe, Klemm-konus, Spannschraube, Kopf-stück, 2 Unterlegscheiben
Stahl 0,38
Gabel (Steu-erlager)
Vorderradgabel, 2 Steuerla-ger, 2 Schalen, Muttern, 2 Un-terlegscheiben
Stahl Plastik
1,17 unter 0,01
Rahmen
Rahmen mit Lagergehäuse und Montagevorrichtungen (Stege und Halter) (ge-schweißt), 2 Schalen am Steuerrohr (gepresst)
Aluminium Stahl
3,43 0,03
Tabelle 8: Materialzusammensetzung beim „neuen“ Fahrrad

Anhang XLIII
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
1 Sattel
Mittels Außensechskantschlüssel die Mutter
an der Sattelhalterung lockern, anschließend
Sattel von der Sattelstütze herunterziehen.
2 Sattelstütze
Mittels Außensechskantschlüssel die Mutter
an der Einspannvorrichtung des Rahmens
lockern, Sattelstütze herausziehen.
3
Aufsetzen des Fahrra-
des mit dem Stützrohr
auf der Demontagevor-
richtung
Fahrrad mit den Rädern nach oben drehen
und mit der Sitzkopfmuffe des Sitzrohres auf
der Demontage-vorrichtung aufsetzen.
4 Vorderrad
Aushängen des Bowdenzuges der Vorderrad-
felgen-bremse (indem man die in den Bo-
denzug einklemmende Schraube mit einem
Außensechskantschlüssel herausdreht),
Bremszange der Felgenbremse öffnen, mittels
Außensechskantschlüssel die Muttern an bei-
den Seiten der Nabe abschrauben und Vor-
derrad den Ausfallenden entnehmen.
5 Reflektoren am Vorder-
rad
Festgeklemmte Reflektoren so positionieren,
dass mit einem Flachkopfschraubendreher
die Reflektoren aus ihrer Verankerung gelöst
werden können, wenn beide Seiten gelöst
sind Reflektor von den Speichen abziehen.
6 Ventil des Vorderrades
Ventilkappe lösen und den Metallstift mit ei-
nem spitzen Gegenstand nach innen drücken
und die Luft des Fahrradschlauches entwei-
chen lassen (Ventil ist unlösbar mit Fahrrad-
schlauch verbunden und kann nicht eigen-
ständig demontiert werden).

Anhang XLIV
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
7 Reifen des Vorderrades
Nachdem die Luft des Fahrradschlauches
abgelassen wurde, Flachkopfschraubendreher
oder Montiereisen zwischen Felge und Reifen
einhaken und Reifen über den Felgenrand
ziehen, so lange weiter verfahren bis der
komplette Reifen über den Felgenrand gezo-
gen ist, anschließend Reifen von der Felge
ziehen.
8 Schlauch des Vorder-
rades
Reifen ist entfernt, jetzt Ventil durch das Ven-
tilloch zurückziehen und Fahrradschlauch
von der Felge ziehen.
9 Felgenband des Vor-
derrades
Einen Flachkopfschraubendreher unter das
Felgenband schieben und das Felgenband
anheben, anschließend dieses über den Fel-
genrand abziehen.
10 Speichen des Vorder-
rades
An der zu demontierenden Speiche den Spei-
chenkopf mit einem Speichenzentrierschlüs-
sel an der Außen-seite der Felge lösen und
abdrehen (oder mit einem Flachkopfschrau-
benzieher den im Felgenbett liegenden Spei-
chenkopf abdrehen), anschließend die Spei-
che an der Nabe aushaken, dieser Vorgang
gilt für alle am Vorderrad befindlichen Spei-
chen.
11 Felge des Vorderrades Nach Abarbeitung der Arbeitsschritte 4 bis
10 liegt die Felge als Bauteil vor.

Anhang XLV
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
12 Nabe des Vorderrades
Nach Abarbeitung der Arbeitsschritte 4 bis
10 muss die Achse demontiert werden, es
werden an einer Seite der Achse zwei Muttern
mit Außensechskantschlüsseln abgeschraubt,
anschließend erfolgt das Abschrauben der
Kugellagerschale mit einem Außensechskant-
schlüssel, jetzt kann die Achse auf der ande-
ren Seite aus der Nabe gezogen werden, nun
sind die Kugellager auf beiden Seien der Ach-
se zu entnehmen.
13 Hinterrad
Bowdenzug an der Hinterradbremse aushän-
gen (indem man die in den Bodenzug ein-
klemmende Schraube mit einem Außen-
sechskantschlüssel herausdreht), Bremszan-
gen der Felgenbremse öffnen, an beiden Sei-
ten des Hinterrades die Radmutter-
schutzkappen entfernen, Muttern mit einem
Außen-sechskantschlüssel lockern, Kette am
Ritzel aushängen und das komplette Hinter-
rad den Ausfallenden entnehmen.
14 Reflektoren des Hinter-
rades
Siehe Arbeitsschritt 5
15 Ventil des Hinterrades Siehe Arbeitsschritt 6.
16 Reifen des Hinterrades Siehe Arbeitsschritt 7.
17 Schlauch des Hinterra-
des
Siehe Arbeitsschritt 8.
18 Felgenband des Hinter-
rades
Siehe Arbeitsschritt 9.
19 Speichen des Hinterra-
des
Siehe Arbeitsschritt 10.

Anhang XLVI
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
20 Felge des Hinterrades Nach Abarbeitung der Arbeitsschritte 13 bis
19 liegt die Felge als Bauteil vor.
21 Nabe, Zahnkränze des
Hinterrades
Nach Abarbeitung der Arbeitsschritte 13 bis
19 muss die Achse demontiert werden, es
werden an einer Seite der Achse zwei Muttern
mit Außensechskantschlüsseln abgeschraubt,
anschließend erfolgt das Abziehen der Zahn-
kranzkassette indem der Zahnkranzabzieher
auf die Achse aufgesetzt und die Kassette von
der Achse heruntergedreht wird, jetzt kann
auch der Speichenschutz von der Achse ge-
zogen werden, es erfolgt nun das Herauszie-
hen der Achse auf der anderen Seite der Na-
be.
22 Gehäuse der Beleuch-
tung vorn
Kabelkontakte mit einem Flachkopfschrau-
bendreher herausziehen, dann Drähte der
Lichtleiterkabel zurückbiegen und herauszie-
hen, mittels Innensechs-kantschlüssel
Schraube aus dem Gewinde der Halterung
herausdrehen und Lampengehäuse abneh-
men.
23 Leuchtmittel vorn
Schraube im Lampenkopf mit einem Kreuz-
schlitz-schraubendreher herausdrehen, Lam-
penkopf drehen bis sich die Fassung heraus-
ziehen lässt, dann das Leuchtmittel (Glühbir-
ne) aus der Fassung heraus-drehen.
24 Halterung der Beleuch-tung vorn
Halterung der Beleuchtung ist gemeinsam
mit dem Montagebügel des Radlaufschutzes
an der Gabel befestigt, mit einem Außen-
sechskantschlüssel die Mutter (oder Schrau-

Anhang XLVII
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
be) in der Gabelmitte herausdrehen, Radlauf-
schutz und Halterung von der Gabel abzie-
hen.
25 Radlaufschutz vorn
Befestigung des Radlaufschutzes an der Ga-
belmitte wurde in Arbeitsschritt 25 gelöst,
Befestigungs-schrauben der Radlaufstreben
an den Gabelzähnen (Auslaufenden) mit In-
nensechskant- oder Außen-
sechskantschlüssel herausdrehen, Radlauf-
schutz aus der Gabel nehmen, Mutter der
Klemmverbindung der Radlaufschutzstreben
am Radlaufschutz mit einem Außensechs-
kantschlüssel herausdrehen und Streben
entnehmen.
26 Dynamo
Knotenblech in den Dynamo hineindrücken
und gleichzeitig beide Lichtkabel herauszie-
hen, Mutter (oder Schraube) durch gegenhal-
ten des jeweils anderen Teiles mit einem Au-
ßensechskantschlüssel herausdrehen, Dyna-
mo abnehmen.
27
Beleuchtung hinten,
Gehäuse der Beleuch-
tung
Stecker mit Hilfe eines kleinen Flachkopf-
schrauben-dreher aus dem Boden des Lam-
pengehäuses ziehen, Draht der Lichtleitung
zurückbiegen und entfernen, abschrauben
der Mutter an der Innenseite des hinteren
Radlaufschutzes mit einem Außensechskant-
schlüssel, Rücklicht abnehmen.

Anhang XLVIII
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
28 Leuchtmittel hinten
Mit einem Kreuzschlitzschraubendreher
Schraube an der Gehäusevorderseite heraus-
drehen, Gehäuse öffnen, Leuchtmittel aus der
Lampenfassung entnehmen, Gehäuse wieder
zusammenschrauben.
29 Kabelverbindungen
Nach Ausführung der Arbeitsschritte 22, 26
und 27 das Kabel vom Dynamo zum Rück-
licht aus den Falzen am Radlaufschützer zie-
hen (falls notwendig den Falz mit einem
Flachkopfschraubendreher etwas aufbiegen),
Kabel zum Lampengehäuse vorn (wie beim
Kabel zum Rücklicht) abziehen und durch die
Gummidichtungen an der Ein- und Austritts-
stelle herausziehen.
30 Radlaufschutz hinten
Befestigungsschrauben der Radlaufschutz-
streben am Ausfallende der Hinterradgabel-
streben mit einem Innensechskant- (oder Au-
ßensechskantschlüssel) herausdrehen, die
Schrauben der Befestigung des Radlauf-
schutzes mit dem Rahmen (oder Hinterrad-
gabel) mit Innensechskant- (oder Außen-
sechskantschlüssel) herausdrehen und Rad-
laufschutz entnehmen, Mutter der Klemmver-
bindung der Radlaufschutzstreben am Rad-
laufschutz mit einem Außensechskantschlüs-
sel herausdrehen und Streben entnehmen.
31 Reflektor hinten
Befestigungsmuttern des Reflektors am Ge-
päckträger mit einem Außensechskantschlüs-
sel abschrauben und Reflektor abnehmen.

Anhang XLIX
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
32 Bremszug vorn
Da der Bowdenzug an der Felgenbremse be-
reits ausgehangen ist (siehe Arbeitsschritt 4)
muss nun die Einstellschraube am Bremsgriff
mit einem Außen-sechskantschlüssel in eine
entsprechende Position gebracht und der
Bremshebel so weit zurückgezogen werden,
das der Bowdenzug hier ausgehangen wer-
den kann, jetzt ist der Bremszug abzuneh-
men.
33 Bremsklötze vorn
Die Muttern zur Befestigung der Bremsklötze
mit einem Innensechskantschlüssel ab-
schrauben und Unterlegscheiben und Brems-
klötze von der Bremszange abnehmen.
34 Bremszange vorn
Herausdrehen der Schrauben, mit denen die
Hebelarme der Bremszange mit dem Rah-
men verbunden sind, mit einem Innensechs-
kantschlüssel.
35 Bremszug hinten
Da der Bowdenzug an der Felgenbremse be-
reits ausgehangen ist (siehe Arbeitsschritt 13)
muss nun die Einstellschraube am Bremsgriff
mit einem Außen-sechskantschlüssel in eine
entsprechende Position gebracht und der
Bremshebel so weit zurückgezogen werden,
das der Bowdenzug hier ausgehangen wer-
den kann, jetzt ist der Bremszug aus den
Führungsösen abzunehmen.
36 Bremsklötze hinten
Die Muttern zur Befestigung der Bremsklötze
mit einem Innensechskantschlüssel ab-
schrauben und Unterlegscheiben und Brems-
klötze von der Bremszange abnehmen.

Anhang L
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
37 Bremszange hinten
Herausdrehen der Schrauben, mit denen die
Hebelarme der Bremszange mit dem Rah-
men verbunden sind, mit einem Innensechs-
kantschlüssel.
38 Gepäckträger
Auf beiden Seiten des Fahrrades die Schrau-
ben, mit denen die Streben des Gepäckträ-
gers am hinteren Ausfallende befestigt sind
und die Schraube mit der der Gepäckträger
an der oberen Stegplatte befestigt ist mit ei-
nem Innensechskantschlüssel herausdrehen,
Gepäckträger abnehmen.
39 Fahrradständer (wenn vorhanden)
Schraube, mit der der Fahrradständer am
Rahmen befestigt ist, mit einem Innensechs-
kantschlüssel herausdrehen.
40 Klingel
Schraube an der Klemmschelle mit einem
Kreuzschlitzschraubendreher herausdrehen
und Klingel vom Lenker abnehmen.
41 Zahnkranzschutz
Schrauben am Kettenschutz mit einem
Kreuzschlitz- oder Flachkopfschraubendreher
herausdrehen und den Kettenschutz über
Tretkurbel und Pedale abnehmen.
42 Kette
An einer Stelle der Kette mit einer Kettennie-
tenzange einen Niet aus der Kette herausdrü-
cken und Kette vom Kettenkranz abnehmen.

Anhang LI
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
43 Lenkergriffe
Kunststoffkappen an den Lenkerenden mit
einem Flachkopfschraubendreher heraushe-
beln, mit einem Messer die Lenkergriffe
(längs) aufschneiden und Griffe abziehen (da
der Außendurchmesser des Lenkers größer
ist als der Innendurchmesser der Lenkergrif-
fe, ist dies nur durch zerstörende Demontage
der Lenkergriffe möglich).
44 Bowdenzug für Schal-
tung (vorn und hinten)
Mit einem Außensechskantschlüssel die
Schrauben an den jeweiligen Kettenumwer-
fern lockern, Stellschraube herausdrehen, die
an den Enden des Bowdenzuges aufge-
klemmten Bowdenzugköpfe mit einem Sei-
tenschneider entfernen, Bowdenzug am
Schaltgriff herausnehmen und an den ent-
sprechenden Führungen am Rahmen durch-
fädeln, dann abnehmen.
45 Schaltzugführung für
die Schaltung
Schraube am Tretlagergehäuse mit einem
Innensechs-kantschlüssel herausdrehen und
Schaltzugführung abnehmen.
46 Schaltgriffe
Nach Ausführung des Arbeitsschrittes 43,
Schraube der Halterung der Schaltgriffe mit
einem Innensechskantschlüssel lockern und
vom Lenker abziehen.
47 Bremsgriffe
Nach Ausführung der Arbeitsschritte 4, 13
und 43 ist die Schraube der Klemmvorrich-
tung der Bremsgriffe mit einem Innensechs-
kantschlüssel zu lockern und die Bremsgriffe
können vom Lenker abgezogen werden.

Anhang LII
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
48 Kettenumwerfer hinten
Schraube mit der der Kettenumwerfer am
hinteren Ausfallende des Rahmens befestigt
ist mit einem Innensechskantschlüssel her-
ausdrehen und den kompletten Kettenum-
werfer abnehmen.
49 Kettenumwerfer vorn
Klemmschelle am hinteren Rahmenrohr mit
einem Außensechskantschlüssel herausdre-
hen, Schelle öffnen und Kettenumwerfer ab-
nehmen.
50 Pedalen
Mit einem Außensechskantschlüssel zwischen
Pedale und Tretkurbel ansetzen und Pedale
abschrauben, hierbei ist zu beachten, dass
bei der linken Pedale Linksgewinde und bei
der rechten Pedale Rechtsgewinde vorhanden
ist.
51 Tretkurbeln
Staubschutzkappen auf den Kurbelbefesti-
gungs-schrauben mit einem Flachkopf-
schraubendreher entfernen und mit einem
Außensechskantsteck-schlüssel Schrauben
herausdrehen, Tretkurbelabzieher mit dem
Außenstück auf der Tretlagerwelle aufschrau-
ben, anschließend Innenstück des Tretkurbel-
abziehers mit einem Außensechskant-
schlüssel hineindrehen und so die Tretkurbel
abziehen.

Anhang LIII
Arbeits-
schritt
Zu demontierende
Komponente Beschreibung
52 Tretlager
Mit speziellem Tretlagerwerkzeug an beiden
Seiten des Tretlagers die Tretlagerschrauben
herausdrehen, hierbei ist zu beachten, dass
die Drehrichtung entgegengesetzt der auf den
Tretlagerschrauben abgebildeten Pfeile erfol-
gen muss, anschließend lässt sich das Tretla-
ger herausziehen.
53 Lenker
Nach Ausführung der Arbeitsschritte 40, 43,
46 und 47 die Schrauben der Klemme, die
den Lenker mit Lenkervorbau verbinden mit
einem Innensechskant-schlüssel herausdre-
hen und Lenker abnehmen.
54 Lenkervorbau
Die Schraube, die den Befestigungskeil des
Lenkervorbaus hält mit einem Innensechs-
kantschlüssel lockern und herausziehen.
55 Vorderradgabel / Steu-
erlager
Auf dem Gabelende sitzende Muttern, eine
mit einem Außensechskantschlüssel festhal-
ten, die andere mit einem weiteren Außen-
sechskantschlüssel lösen und beide Muttern
vom Gabelende herunterdrehen, anschlie-
ßend Gabel aus dem Steuerkopf herauszie-
hen, mit einem Flachkopfschraubendreher
die Gabelschalen heraushebeln und Steuerla-
ger entnehmen.
56 Rahmen
Nach Ausführung der Arbeitsschritte 1 bis 55
sind alle am Fahrrad befindlichen Baugrup-
pen und -teile demontiert, so dass als letzter
Arbeitsschritt der Rahmen von der Demonta-
gevorrichtung zu nehmen ist.
Tabelle 9: Demontageablauf

Anhang LIV
Fügestellen beim „alten“ Fahrrad
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
Sattel und Sattelstütze
einfach
Reibschlussverbindung, die Ring-schelle (am Sattel) wird über eine Durchsteckschraubverbindung gespannt und in der Sattelstütze so eingeklemmt (Kraftschluss in-direkt über Befestigungsschrau-be)
Ringschelle, Befestigungs-schraube mit Außensechs-kantkopf, Sechskantmutter, Unterlegscheibe
12 mm Außensechskantschlüssel
Sattelstütze und Rahmen
einfach
Reibschlussverbindung, Ring-schelle am Rahmen mit Durch-steckverbindung, Befestigungs-schrauben und Mutter spannen die Schelle, sowie zwei Unterleg-scheiben (Kraftschluss indirekt über Befestigungsschraube)
Ringschelle, Befestigungs-schraube mit Außensechskant,Mutter mit Außensechskant, zwei Unterlegscheiben
12 mm Außensechskantschlüssel
Vorderrad und Vorder-radgabel
einfach
Direkt, Kraftschlussverbindung zwischen der Radachse (Auf-schraubverbindung), den einge-klemmten Gabelenden und den Muttern auf beiden Seiten
2 Muttern mit Außensechs-kant, 4 Unterlegscheiben, Achse mit Gewinde
15 mm Außensechskantschlüssel
Hinterrad und Hinter-radgabel
einfach
Direkt, Kraftschlussverbindung zwischen der Radachse (Auf-schraubverbindung), den einge-klemmten Gabelenden und den Muttern auf beiden Seiten
2 Muttern mit Außensechs-kant, 4 Unterlegscheiben, Achse mit Gewinde
15 mm Außensechskantschlüssel

Anhang LV
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
Radachse und Radnabe
kompliziert
formschlüssige Achsen-Lager Verbindung , die Achse wird mit den Muttern, die auf die Achse geschraubt sind, in der Nabe gehalten aber nicht eingeklemmt, damit sich die Nabe drehen kann (bewegliche Verbindung)
Radachse, Außensechskant-muttern mit Tellerrand (vorn), Nutenmutter mit ein bzw. zweiNuten (hinten), Radnabe
17 mm Außensechskantschlüssel
Radnabe und Felge
unkompli-ziert
Speichen werden an der Radnabe eingehängt und an der Felge mit den Speichenmutter (Durchsteck-verbindung) gespannt, Kombina-tion aus Einhängeverbindung, Schraubverbindung und Spann-verbindung schafft so die feste Verbindung zwischen Nabe und Felge
Speichen mit Außengewinde und Nippel, Speichenmuttern mit Schlitzkopf und Vierkant-ansatz, Nabe mit Speichenlö-cher, Felge mit Speichenlö-chern
Speichenzentrierschlüssel (Spezi-alwerkzeug)
Felge und Reifen (Schlauch, Felgenband)
schwer
eine formschlüssige Verbindung wird durch den Unterschied der Querschnitte von Reifen und Fel-genrand erzeugt, durch den Rei-fen wird der Schlauch gehalten (Felgenband hält durch eigene Spannkraft), und kraftschlüssige Verbindung entsteht mit der Presswirkung des gefüllten Schlauches,
Felgeninnenbett, Reifen, Schlauch, Felgenband
Flachkopfschraubendreher

Anhang LVI
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
Beleuchtung (Dynamo, Gehäuse vorn und hinten, Halterung)
einfach
alles Durchsteckschraubverbin-dungen mit Außensechskant-schrauben und Muttern sowie Unterlegscheiben (beim Rücklicht ist die Schraube in die Gehäuse-rückwand eingelassen)
Schrauben, Muttern, Unterleg-scheiben
8 mm, 10 mm Außensechskant-schlüssel
Lichtkabel einfach
die Lichtkabel werden vom Dy-namo bis zum Lampengehäuse ständig um die dort verlaufenden Rahmenrohre gewickelt (form-schlüssige Verbindung)
Kabel, Rahmenrohre ohne Werkzeug
Leuchtmittel (vorn/hinten) und Fassun-gen
einfach
die Glühbirnen werden direkt in die Fassung des jeweiligen Lam-pengehäuses geschraubt (feste formschlüssige Verbindung)
Glühbirne mit Gewinde („Schraube“), Fassung („Mut-ter“)
ohne Werkzeug
Bremszylin-der und Vor-derradgabel
kompliziert
in den Bremszylinder ist eine Schraube eingearbeitet, diese wird mit einer Mutter direkt an der Gabel (Montageloch) befes-tigt, wodurch ein Formschluss entsteht
Außensechskantmutter, Schraube am Bremszylinder, Montageloch an der Gabel
8 mm Außensechskantschlüssel
Bremsbeläge und Bremszy-linder
schwer
der Bremsbelag wird in die sich am Bremszylinder befindliche Führung gesteckt, dabei kommt es zu Spannungen, da die Füh-rung kleiner als der Bremsklotz ist (formschlüssige und kraft-schlüssige Verbindung)
Bremsklotz, Führung mit Schwalbenschwanzform
Flachkopfschraubenzieher

Anhang LVII
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
Bremszug einfach
am Bremsgriff wird der entspre-chende Bowdenzugkopf in die dafür vorgesehene Form gelegt wodurch eine quasi feste Verbin-dung entsteht, an dem anderen Ende wird er durch eine Schrau-benverbindung auf den Zylinder geschraubt
Bowdenzugkopf, Form im Griff, Befestigungsschraube mit Rändelkopf
ohne Werkzeug
Lenkergriffe und Lenker
schwer
Kraftschlüssige Verbindung ent-steht durch die Spannwirkung derLenkergriffe (Pressverbindung), da diese einen kleineren Quer-schnitt haben als der Lenker
Lenkergriffe, Lenker Messer
Anbauteile am Lenker (Klingel, Bremsgriffe)
einfach
feste Reibschlussverbindungen, Ringschellen werden mit Durch-steckverbindungen (Bremsgriff) mit Schlitzschraube und Außen-sechskantmutter oder Ein-schraubverbindungen (Klingel) mit Schlitzschraube gespannt (Kraftschluss indirekt über Befes-tigungsschraube)
Ringschellen, Befestigungs-schrauben bzw. Muttern
Flachkopfschraubenzieher oder 8 mm Außensechskantschüssel

Anhang LVIII
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
Anbauteile am Rahmen (Schutzble-che, Ketten-schutz, Ge-bäckträger)
einfach
direkte Formschlussverbindun-gen, dazu meist Verbindung von Rad zur Gabel genutzt und an Rahmenteilen (Bohrungen in Rahmenteile) mit Durchsteck-schraubverbindungen befestigt (Schrauben und Muttern meist Außensechskant oder Schlitz-schrauben)
Schrauben, Muttern, Unterleg-scheiben
Flachkopfschraubenzieher oder 8 mm, 10 mm Außensechskant-schüssel
Lenker, Vor-bau und Vor-derradgabel
einfach
zwischen Lenker und Vorbau Formschlussverbindung über Vierkantform des Vorbauendes und Innenvierkantform der Len-kerschelle, Reibschlussverbin-dung entsteht durch Einschraub-verbindung in den Spannkeil die auch die Keilverbindung (direkter Kraftschluss) zur Gabel spannt
Außensechskantschraube (Dünnschaft), Spannkeil mit Innengewinde, Lenker mit Schelle
11 mm Außensechskantschlüssel
Vorderradga-bel und Steu-errohr
kompliziert
bewegliche Verbindung über Steuerlager, die in die Lagerscha-len formschlüssig durch die Ver-bindung zwischen dem Gewinde auf dem Gabelende und den Ga-belmutter eingebunden sind
2 Steuerlager (Oben/Unten), 2 Lagerschalen (Oben/Unten), 2 Gabelmuttern mit geriffelter Außenseite
Zange

Anhang LIX
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
vorderes Ket-tenblatt und hinteres Rit-zel
kompliziert
Drehmoment des vorderen Ket-tenblatts wird mittels Fahrradket-te auf hinteres Ritzel übertragen, hierbei entsteht ständig ein neu-er Formschluss zwischen Ketten-zähnen und Kette (aufgrund der beweglichen Verbindung von Ket-tenblatt und Ritzel mit ihren La-gern)
Fahrradkette (einzelnen Glie-der sind durch Nietenverbin-dung (Formschluss) beweglich und unlösbar miteinander verbunden)
Kettennietzange (Spezialwerk-zeug)
Pedalen und Tretkurbeln
schwer
das Pedallager besitzt an dessen Ende ein Gewinde und wird damitin die Tretkurbel eingeschraubt (Einschraubverbindung) und stelltso eine direkte und feste Form-schlussverbindung dar
Pedallager mit Gewinde und Außensechskantform, Tret-kurbel mit Einschraubvorrich-tung
16 mm Außensechskantschlüssel
Tretkurbel und Tretlager
kompliziert ? ? nicht demontagefähig
Tretlager und Rahmen
schwer ? ? nicht demontagefähig
Fügestellen am Rahmen
unlösbar
Stoffschlussverbindung mit Auf-steckverbindungen (Muffen) in die die entsprechenden Rahmen-rohrenden gesteckt werden, Stoff-schluss wird durch die Lötverbin-dung mit Messing zwischen Rahmenrohren und Muffen er-zeugt
Rahmenrohre, Rahmenmuffen nicht demontagefähig

Anhang LX
Fügepartner Lösbarkeit Verbindungsart Verbindungsglieder Werkzeug
Fügestellen an der Vor-derradgabel
unlösbar
Stoffschlussverbindung durch Schmelzschweißen an den ent-sprechenden Gabelrohrzähnen mit Mittelteil
Gabelrohre nicht demontagefähig
Tabelle 10: Fügestellen, Verbindungsarten, -glieder und Werkzeuge für ein „altes“ Fahrrad
Fügestellen beim „neuen“ Fahrrad
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Sattel und Sattel-stütze
leicht
Reibschlussverbindung zwischen Klemmring und Sattelstütze sowie zwischen Klauen und Sattelstreben, diese Verbindungen mit Halte-rungsvorrichtungen (geriffelte Oberfläche an Kontaktfläche zwischen Klauen und Ring) werden über eine Durchsteckverbindung ge-spannt, (Kraftschluss indirekt über Befesti-gungsschraube)
Halterungsvorrichtung mit Klemmring und Klauen, Flachrundkopfschraube mit Vierkantansatz (Dünnschaft), Außensechskantmutter, Un-terlegscheiben
13 mm Außensechs-kantschlüssel
Sattelstütze und Rahmen
leicht
Reibschlussverbindung, Schnellspannvor-richtung bestehend aus Ringschelle (Alu) und Durchsteckschraubverbindung, diese besteht aus der Schraube (Stahl) mit einem Gelenkkopf (Kunststoff) und einem Spann-hebel (Alu), sowie die Rändelmutter (Alu) und Unterlegscheiben (Kraftschluss indirekt über Spannvorrichtung)
Ringschelle, Schraube mit Gelenk und Spannhebel, Rändelmutter, 2 Unterleg-scheiben
ohne Werkzeug

Anhang LXI
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Vorderrad und Vor-derradgabel
leicht
Direkt, Kraftschlussverbindung zwischen der Radachse (Aufschraubverbindung), den ein-geklemmten Gabelenden und den Hutmut-tern auf beiden Seiten
2 Hutmuttern (Außensechs-kant), 2 Unterlegscheiben mit Kontaktfläche, Achse mit Gewinde
15 mm Außensechs-kantschlüssel
Hinterrad und Hin-terradgabel
leicht
Direkt, Form- bzw. Kraftschlussverbindung zwischen der Radnabe (Aufschraubverbin-dung), den eingeklemmten Gabelenden und den Hutmuttern auf beiden Seiten, es ent-steht eine feste Verbindung zwischen Achse und Gabel
2 Hutmuttern (Außensechs-kant) (15), 2 Unterlegschei-ben, Achse mit Gewinde
15 mm Außensechs-kantschlüssel
Radachse und Rad-nabe
kompli-ziert
formschlüssige Achsen-Lager Verbindung mit Kugellagern auf beiden Seiten, die Achse und die Kugellager werden mit zwei Muttern, die mit Kugellagerschalen verbunden sind, inder Nabe arretiert aber nicht eingeklemmt (bewegliche Verbindung), mit einer zweiten Mutter (Kontermuttern) wird die Schalen-mutter befestigt
Radachse mit durchgehen-den Gewinde, Außensechs-kantmuttern mit Kugellager-schalen, Kontermuttern mit Außensechskant und gerif-felter Kontaktfläche, Kugel-lager, Radnabe
17 mm Außensechs-kantschlüssel
Radnabe und Felge einfach
Speichen werden an der Radnabe einge-hängt und an der Felge mit den Speichen-mutter (Durchsteckverbindung) gespannt, Kombination aus Einhängeverbindung, Schraubverbindung und Spannverbindung schafft so die feste Verbindung zwischen Nabe und Felge
Speichen mit Außengewinde und Nippel, Speichenmut-tern mit Schlitzkopf und Vierkantansatz, Nabe mit Speichenlöcher, Felge mit Speichenlöchern
Flachkopfschraubenzie-her oder Speichenzent-rierschlüssel

Anhang LXII
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Felge und Reifen (Schlauch, Felgen-band)
schwer
eine formschlüssige Verbindung wird durch den Unterschied der Querschnitte von Reifenund Felgenrand erzeugt, durch den Reifen wird der Schlauch gehalten (Felgenband hält durch eigene Spannkraft), und kraftschlüssi-ge Verbindung entsteht mit der Presswir-kung des gefüllten Schlauches und den Fel-genrändern
Felgeninnenbett, Reifen, Schlauch, Felgenband
Flachkopfschraubenzie-her
Speichen und Re-flektoren
kompli-ziert
Klemmverbindung zwischen Speichen und Reflektor, Formschluss durch die Haken (Blech) damit die Reflektoren nicht heraus-rutschen
Führung im Reflektor für Speichen, Montageblech, Speichen
Flachkopfschraubenzie-her
Beleuchtungsein-richtung vorn und Halterung
leicht
Einschraubverbindung mit Innensechskant-schraube und Zylinderkopf erzeug direkt fes-te Verbindung, ein Kontaktblech mit ange-rauter Oberfläche für Masse verbessert den Reibschluss
Halterung mit Einschraub-gewinde, Innensechskant-schraube mit Zylinderkopf, Kontaktblech mit angerauter Oberfläche
4 mm Innensechskant-schlüssel
Beleuchtungshalte-rung und Vorder-radgabel (auch Mon-tageblech vom Schutzblech)
leicht
Durchsteckschraubverbindung verbindet Halterung des Scheinwerfers, Montageblech des Schutzbleches und Vorderradgabel mit-einander, eine direkte feste Verbindung mit Außensechskantschraube und -mutter, sowiezwei Fächerscheiben
Vorderradgabel, Halterung des Scheinwerfers, Monta-geblech vom Schutzblech, Außensechskant-schraube, Außensechskantmutter, 2 Fächerscheiben
10 mm Außensechs-kantschlüssel

Anhang LXIII
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Dynamo und Rah-men
leicht
Durchsteckschraubverbindung, der Halte-rungsbügel und der Bügel am Rahmen wer-den mit Außensechskantschraube und -mutter, sowie 2 Fächerscheiben direkt ver-bunden (eine Fächerscheibe ist über eine Falz unlösbar mit den Halterungsbügel des Dynamos verbunden)
Bügel am Rahmen, Halte-rungsbügel des Dynamos, Außensechskant-schraube, Außensechskantmutter, 2 Fächerscheiben
10 mm Außensechs-kantschlüssel
Rücklicht und Schutzblech
einfach
Durchsteckverbindung zwischen Flachrund-kopfschraube mit Vierkantansatz und Au-ßensechskantmutter mit Unterlegscheibe, die Schraube befindet sich im Lampenge-häuse und die Mutter in der Innenseite des Schutzbleches, direkte feste Verbindung
Flachrundkopfschraube mit Vierkantansatz, Außensechs-kantmutter, Unterlegscheibe, Lampengehäuse mit Füh-rung für Schraube, Schutz-blech
8 mm Außensechskant-schlüssel
Leuchtmittel (vorn und hinten) und Fassungen
leicht die Glühbirnen werden direkt in die Fassung des jeweiligen Lampengehäuses geschraubt (feste formschlüssige Verbindung)
Glühbirne mit Gewinde ("Schraube"), Fassung ("Mut-ter")
ohne Werkzeug
Lichtkabel und Schutzblech bzw. Rahmen
schwer
Lichtkabel zum Rücklicht ist in die Falz des Schutzbleches eingeklemmt (Kraftschluss) und Lichtkabel zum vorderen Scheinwerfer ist teils im Schutzblech und teils im Rah-menrohr verlegt (Führungsverbindung)
Kabel, Schutzblech, Rah-menrohr
Flachkopfschraubenzie-her
Schutzbleche und Schutzblechstreben
einfach
direkte Klemmverbindung über die Schraub-verbindung, in angezogenen Zustand wird die Strebe zwischen Schraubenführung und Klemmscheibe eingespannt und gleichzeitig am Schutzblech befestigt
Schutzblech mit Montage-loch, gebogene Strebe, Schraube mit Flachrundkopf und Führung für Strebe, Klemmscheibe, Außen-sechskantmutter
8 mm Außensechskant-schlüssel
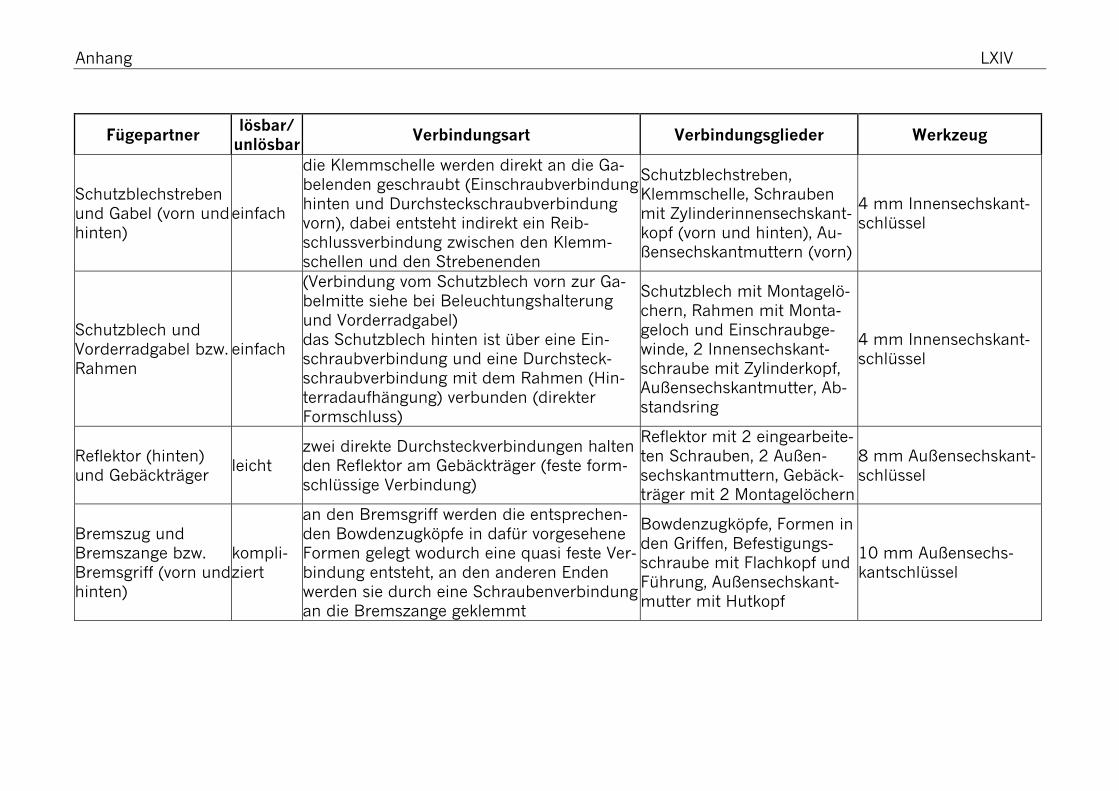
Anhang LXIV
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Schutzblechstreben und Gabel (vorn undhinten)
einfach
die Klemmschelle werden direkt an die Ga-belenden geschraubt (Einschraubverbindunghinten und Durchsteckschraubverbindung vorn), dabei entsteht indirekt ein Reib-schlussverbindung zwischen den Klemm-schellen und den Strebenenden
Schutzblechstreben, Klemmschelle, Schrauben mit Zylinderinnensechskant-kopf (vorn und hinten), Au-ßensechskantmuttern (vorn)
4 mm Innensechskant-schlüssel
Schutzblech und Vorderradgabel bzw. Rahmen
einfach
(Verbindung vom Schutzblech vorn zur Ga-belmitte siehe bei Beleuchtungshalterung und Vorderradgabel) das Schutzblech hinten ist über eine Ein-schraubverbindung und eine Durchsteck-schraubverbindung mit dem Rahmen (Hin-terradaufhängung) verbunden (direkter Formschluss)
Schutzblech mit Montagelö-chern, Rahmen mit Monta-geloch und Einschraubge-winde, 2 Innensechskant-schraube mit Zylinderkopf, Außensechskantmutter, Ab-standsring
4 mm Innensechskant-schlüssel
Reflektor (hinten) und Gebäckträger
leicht zwei direkte Durchsteckverbindungen halten den Reflektor am Gebäckträger (feste form-schlüssige Verbindung)
Reflektor mit 2 eingearbeite-ten Schrauben, 2 Außen-sechskantmuttern, Gebäck-träger mit 2 Montagelöchern
8 mm Außensechskant-schlüssel
Bremszug und Bremszange bzw. Bremsgriff (vorn undhinten)
kompli-ziert
an den Bremsgriff werden die entsprechen-den Bowdenzugköpfe in dafür vorgesehene Formen gelegt wodurch eine quasi feste Ver-bindung entsteht, an den anderen Enden werden sie durch eine Schraubenverbindung an die Bremszange geklemmt
Bowdenzugköpfe, Formen in den Griffen, Befestigungs-schraube mit Flachkopf und Führung, Außensechskant-mutter mit Hutkopf
10 mm Außensechs-kantschlüssel

Anhang LXV
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Bremsbeläge und Bremszangen
einfach
direkte Befestigungsschraube (Durchsteck-verbindung) erzeugt eine formschlüssige fes-te Verbindung, eine Innensechskantmutter wird auf die in den Bremsklotz eingelassene Schraube gedreht, dazwischen kommen Un-terleg- bzw. Abstandsscheiben zur Einstel-lung des Abstandes zur Felge
Bremsbeläge mit eingelas-senen Schrauben, Mutter mit Innensechskantkopf, Bremszange, Unterlegschei-ben (Abstandsscheiben)
5 mm Innensechskant-schlüssel
Bremszangen und Vorderradgabel bzw. Rahmen
einfach
die Zangenhebel werden auf die am Rahmenbzw. Gabel geschweißten Anbauten mit Innengewinde gesteckt und mit einer Innen-sechskantschraube formschlüssig in dieser beweglichen Verbindung gehalten, da die Schraube die Bremshebel nicht einklemmt, eine Rückspannfeder erhöht den Kraftauf-wand für Bewegungen
Anbauten am Rahmen, In-nensechskantschraube mit Rundkopf, Zangenhebel mit Rückspannfeder, Unterleg-scheibe
5 mm Innensechskant-schlüssel
Gebäckträger und Hinterradgabel
einfach
4 Einschraubverbindungen in Gewinde an Hinterradgabel, womit die Gebäckträgerstre-ben direkt befestigt werden, Schrauben mit Innensechskantkopf und geriffelten Zylinder-kopf
Gebäckträgerstreben, Ge-winde an Hinterradgabel, 4 Innensechskant-schrauben mit geriffelten Zylinderkopf
4 mm Innensechskant-schlüssel
Fahrradständer und Rahmen
einfach
feste Formschlussverbindung zwischen dem am Rahmen sitzenden Montageblech mit Form der Fahrradständerhalterung und der mit einer direkten Innensechskantschraube angezogenen Halterung, daher ist nur eine Einschraubverbindung nötig um den Fahr-radständer in seiner Position zu Halten
Fahrradständer mit Halte-rung, Montageblech am Rahmen, Innensechskant-schraube mit geriffelten Zy-linderkopf, Unterlegscheibe
8 mm Innensechskant-schlüssel
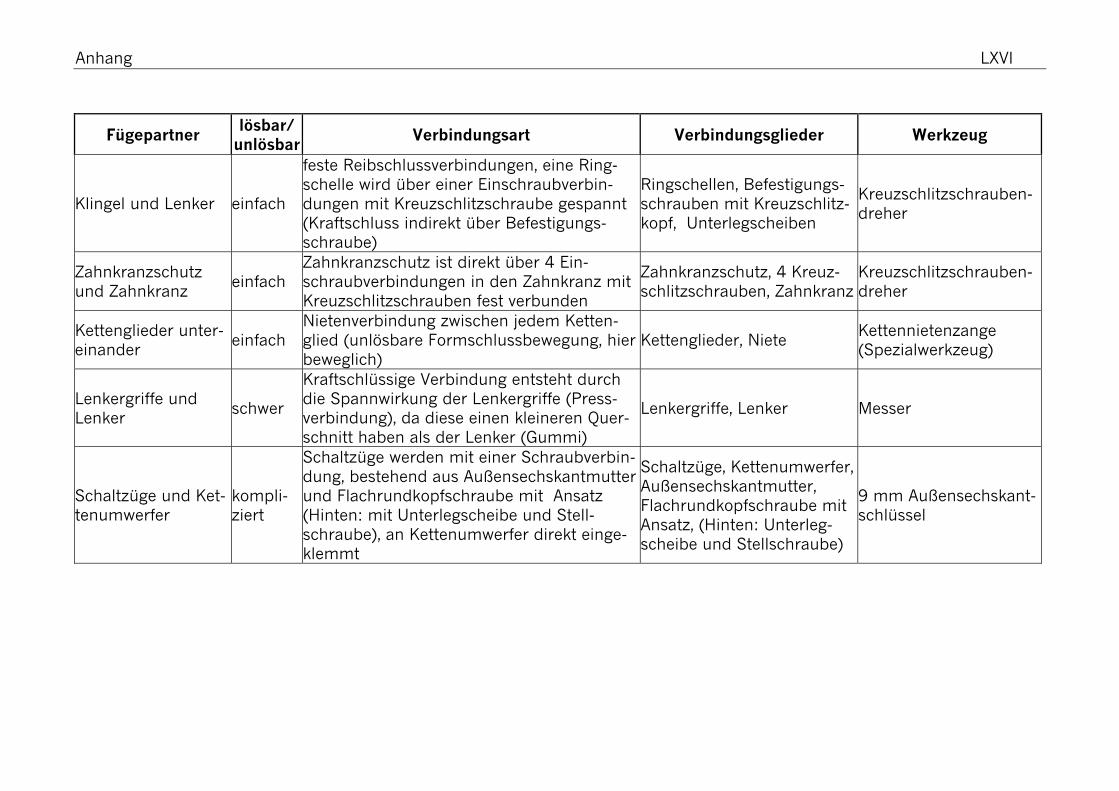
Anhang LXVI
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Klingel und Lenker einfach
feste Reibschlussverbindungen, eine Ring-schelle wird über einer Einschraubverbin-dungen mit Kreuzschlitzschraube gespannt (Kraftschluss indirekt über Befestigungs-schraube)
Ringschellen, Befestigungs-schrauben mit Kreuzschlitz-kopf, Unterlegscheiben
Kreuzschlitzschrauben-dreher
Zahnkranzschutz und Zahnkranz
einfach Zahnkranzschutz ist direkt über 4 Ein-schraubverbindungen in den Zahnkranz mit Kreuzschlitzschrauben fest verbunden
Zahnkranzschutz, 4 Kreuz-schlitzschrauben, Zahnkranz
Kreuzschlitzschrauben-dreher
Kettenglieder unter-einander
einfach Nietenverbindung zwischen jedem Ketten-glied (unlösbare Formschlussbewegung, hier beweglich)
Kettenglieder, Niete Kettennietenzange (Spezialwerkzeug)
Lenkergriffe und Lenker
schwer
Kraftschlüssige Verbindung entsteht durch die Spannwirkung der Lenkergriffe (Press-verbindung), da diese einen kleineren Quer-schnitt haben als der Lenker (Gummi)
Lenkergriffe, Lenker Messer
Schaltzüge und Ket-tenumwerfer
kompli-ziert
Schaltzüge werden mit einer Schraubverbin-dung, bestehend aus Außensechskantmutter und Flachrundkopfschraube mit Ansatz (Hinten: mit Unterlegscheibe und Stell-schraube), an Kettenumwerfer direkt einge-klemmt
Schaltzüge, Kettenumwerfer, Außensechskantmutter, Flachrundkopfschraube mit Ansatz, (Hinten: Unterleg-scheibe und Stellschraube)
9 mm Außensechskant-schlüssel

Anhang LXVII
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Schaltzüge und Schaltgriff (Führung)
kompli-ziert
eine quasi feste Verbindung zum Schaltgriff, da der zylinderförmige Bowdenzugkopf in eine Passform gesteckt ist aus der er bei Be-anspruchung nicht herausrutschen kann, an den Bowdenzugführungen am Rahmen kann man den Schaltzug nur ausfädeln, wenn man das am anderen Ende aufgeklemmte Kopfstück entfernt (zerstört)
Bowdenzug mit Zylinder-kopf, aufgeklemmte Kopf-stück, Führungen am Rah-men, Passform am Schalt-griff
ohne Werkzeug
Schaltgriffe und Lenker
einfach
direkte Einschraubverbindung in einen Klemmring der eine Reibschlussverbindung zum Lenker herstellt, eine Innensechskant-schraube ohne Kopf drückt hierbei gegen den Lenker und spannt so den Ring
Lenker, Klemmring mit Ge-windebohrung, Innensechs-kantschraube ohne Kopf
2,5 mm Innensechs-kantschlüssel
Bremsgriffe und Lenker
einfach
feste Reibschlussverbindung, die Ringschelle am Bremsgriff wird mit einer Durchsteck-verbindungen, von einer Innensechskant-schraube und Außensechskantmutter mit Ansatz gespannt (Kraftschluss erfolgt indi-rekt über Befestigungsschraube)
Ringschellen, Lenker, Innen-sechskantschrauben, Mut-tern mit Ansatz, Unterleg-scheiben
5 mm Innensechskant-schlüssel
Kettenumwerfer hin-ten und Hinterrad-gabel
einfach
eine Innensechskantschraube mit Flachkopf und Rundansatz wird in eine Gewindeboh-rung an der Hinterradgabel geschraubt und so der Kettenwerfer eingespannt (direkte Einschraubverbindung)
Gewindebohrung an Hinter-radgabel, Kettenumwerfer, Innensechskantschraube mit Flachkopf und Rundansatz, Unterlegscheibe
5 mm Innensechskant-schlüssel
Kettenumwerfer vorn und Rahmen
einfach
indirekte Reibschlussverbindung die mit ei-ner Außensechskantschraube (Einschraub-verbindung) gespannt wird, es kommt zum festen Kraftschluss
hinteres Rahmenrohr, Schel-le des Umwerfers, Außen-sechskantschraube
9 mm Außensechskant-schlüssel

Anhang LXVIII
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
vorderes Kettenblatt und hinteres Ritzel
kompli-ziert
Drehmoment des vorderen Kettenblätter wird mittels Fahrradkette auf hintere Ritzel übertragen, hierbei entsteht ständig ein neuer Formschluss zwischen Kettenzähnen und Kette (Aufgrund der beweglichen Ver-bindung von Kettenblätter und Ritzel mit ihren Lagern)
Fahrradkette (einzelnen Glieder sind durch Nieten-verbindung (Formschluss) beweglich und unlösbar mit-einander verbunden), Zähne von Kettenblätter und Ritzel
ohne Werkzeug
Pedalen und Tret-kurbeln
schwer
die Pedalachse besitz an Ende ein Gewinde und wird damit in die Tretkurbel einge-schraubt und stellt so eine direkte und feste Formschlussverbindung dar, zum Pedalkör-per besteht eine Achs-Lager-Verbindung
Pedallachse mit Gewinde und Außensechskantansatz, Tretkurbel mit Einschraub-vorrichtung (Gewindeboh-rung)
17 mm Außensechs-kantschlüssel
Tretkurbel und Tret-lager
kompli-ziert
kraft- und formschlüssige Verbindung, da einerseits die Welle eine keilartige Form be-sitzt und die Befestigungsschraube direkt dieKurbel auf diesen Keil drückt, andererseits hat die Welle an den Enden die Form eines Vierkants wo die Tretkurbel aufgesteckt wird
Tretlagerwelle mit Ein-schraubvorrichtung und Vierkantkeilform, Schraube mit Außensechskantkopf, Tretkurbel mit Vierkantpass-form, 2 Unterlegscheiben
14 mm Außensechs-kantschlüssel
Tretlager und Rah-men (Tretlagerge-häuse)
kompli-ziert
formschlüssige Wellen-Lager Verbindung , das Tretlager mit der Welle wird direkt mit den Kunststoffschrauben (werden von bei-den Seiten auf des Tretlager gesteckt) in das Tretlagergehäuse geschraubt und so gehal-ten, feste Schraubverbindung zwischen Tret-lager und -gehäuse, zur Welle besteht eine bewegliche Verbindung
Tretlager mit Welle, Spezial-schrauben mit 6 Nuten zum Aufstecken auf Tretlager, Rahmen (Tretlagergehäuse) mit Innengewinde
Tretlagerwerkzeug (Spezialwerkzeug)

Anhang LXIX
Fügepartner lösbar/ unlösbar Verbindungsart Verbindungsglieder Werkzeug
Lenker und Vorbau einfach
Reibschlussverbindung zwischen Lenker mit angerauter Oberfläche und Klemmschelle am Vorbau, die mit einer Innensechskant-schraube (Einschraubverbindung) indirekt gespannt wird, es kommt zum festen Kraft-schluss
Lenker mit angerauter Ober-fläche, Vorbauschelle mit Gewindebohrung, Innen-sechskantschraube mit Rundkopf, Unterlegscheibe
6 mm Innensechskant-schlüssel
Vorbau und Vorder-radgabel
einfach
ein Spannkeil der hier gleichzeitig Ein-schraubstück ist wird mit einer Innensechs-kantschraube gegen den Vorbau gezogen wodurch er sich verschiebt und an die In-nenwand des Gabelrohres gedrückt wird, es entsteht ein fester Kraftschluss (Keilverbin-dung)
Zylinderkopfschraube (Dünnschaft) mit Innen-sechskant, Unterlegscheibe, Vorbaukopf, Spannkeil mit Innengewinde, Gabelinnen-wand
6 mm Innensechskant-schlüssel
Vorderradgabel und Steuerrohr
kompli-ziert
bewegliche Verbindung über Steuerlager, die in die Lagerschalen formschlüssig durch die Verbindung zwischen dem Gewinde auf dem Gabelende und den Gabelmutter eingebun-den sind (nicht eingeklemmt)
2 Steuerlager (Kugellager) (Oben/Unten), 2 Lagerscha-len (Oben/Unten), 2 Gabel-muttern mit Außensechs-kant, 2 Unterlegscheiben
32 mm Außensechs-kantschlüssel
Fügestellen am Rahmen
unlösbar
Stoffschlussverbindung durch Schmelz-schweißen an den entsprechenden stumpfenEnden der Rahmenrohre und Montagevor-richtungen
Rahmenrohre, Montagevor-richtungen
nicht demontagefähig
Fügestellen an der Vorderrad und Hin-terradgabel
unlösbar
Stoffschlussverbindung durch Schmelz-schweißen an den entsprechenden Gabel-rohrzähnen mit Mittelteil und Montagevor-richtungen
Gabelrohre, Montagevorrich-tungen
nicht demontagefähig
Tabelle 11: Fügestellen, Verbindungsarten, -glieder und Werkzeuge für ein „neues“ Fahrrad

Anhang LXX
Schrauben, Muttern und Scheiben am Trekkingrad
Nenn-durch-messer
Kopfform Länge in cm Sonstiges Baugruppe/-teil Anzahl
M 4 2,5 mm Innen-
sechskant (ohne Kopf)
1,2 Schaltgriffe 2
1,5 Halterung Schein-
werfer (Schutz-blech Vorn)
1
1,2 Schutzblechstre-
ben zu Gabel 4
2 Schutzblech hin-ten zu Rahmen
2
4 mm Innen-sechskant mit Zylinderkopf
1 Geriffelter Kopf Gepäckträger 4 9 mm Außen-
sechskant 2,5
Kettenumwerfer zu Rahmen
1
Kreuzschlitzkopf 1 Zahnkranzschutz 4
Flachrundkopf mit Tellerrand
Führung für
Strebe
Schutzblechstre-ben zu Schutzble-
chen 2
Flachrundkopf mit Halbrundan-
satz 1
Schaltzüge zu Ket-tenumwerfer
2
Flachrundkopf mit Vierkantan-
satz 2,5 Rücklicht 1
M 5
In Material ein-gearbeitet
Rückstrahler 2
4 Scheinwerferhalter (Schutzblech vorn)
1 10 mm Außen-sechskant
2 Dynamo 1
Flachrundkopf Führung Bremszange (Bremszug)
2
In Material ein-gearbeitet
Bremsbeläge 4
5 mm Innen-sechskant Rund-
kopf 2
Bremszange (Ga-bel/Rahmen)
4
5 mm Innen-sechskant
3 Bremsgriffe (Len-
ker) 2
M 6
5 mm Innen-sechskant Flach-
kopf 1,5
Rundansatz (Lager des
Schaltwerks) Schaltwerk 1
M 8 Flachrundkopf 6 Vierkantansatz Sattel 1

Anhang LXXI
Nenn-durch-messer
Kopfform Länge in cm Sonstiges Baugruppe/-teil Anzahl
6 mm Innen-sechskant Flach-
rundkopf 4 Lenker 1
6 mm Innen-sechskant
Dünnschaft Vorbau 1
ohne Gewindestab
(Achse) Räder 2
8 mm Innen-sechskant
2,5 geriffelt Fahrradständer 1 M 10
14 mm Außen-sechskant
2 Tretkurbel (Tretla-
ger) 2
M 14 Pedalen 15er Außen-
ansatz Pedalen 2
Rohr-gewinde
G 24 ohne (Gabel) Gabel 1
Gesamt-zahl 51
Tabelle 12: Schrauben am Trekkingrad
Metrische Größe Form Sonstiges Baugruppe/-
teil Anzahl
Rücklicht 1 Schutzblech
(Streben) 2
Schutzblech-strebe (vorn)
2
Schutzblech hinten (Rah-
men) 1
8 mm Außen-sechskant
Rückstrahler 2
M 5
9 mm Außen-sechskant
Schaltzüge Ket-
tenumwerfer 2
Scheinwerfer-halter (Schutz-
blech vorn) 1
Dynamo 1 10 mm Außen-
sechskant
Bremszüge (Bremszangen)
2 M 6
5 mm Innen-sechskant
Bremsbeläge 4
M 8 13 mm Außen-sechskant
Sattel 1

Anhang LXXII
Metrische Größe Form Sonstiges Baugruppe/-
teil Anzahl
mit Kugel-lagerschalen
Nabe 2 17 mm Außen-sechskant
Nabe 2 M 10 15 mm Außen-sechskant Hut-
kopf Räder (Nabe) 4
Rohrgewinde G 24
36 mm Außen-sechskant
Gabel 2
Insgesamt 29 Weiter finden sich diverse Einschraubverbindungen am Rahmen und anderen Bauteilen. Tabelle 13: Muttern am Trekkingrad
Metrische Größe Form Sonstiges Baugruppe/-
teil Anzahl
Klingel 1 Schaltzug hin-
ten 1 Unterlegscheibe
Rücklicht 1
Klemmscheibe Schutz-
blechstreben (Schutzblech)
2 M 5
Abstandsring Schutzblech
hinten 1
Bremszangen 4 Bremsgriffe 2 Unterlegscheibe Schaltwerk 1
Scheinwerfer 2 Fächerscheibe
Dynamo 2
M 6
Abstandsringe (unt. Größen) Bremsbeläge 16 Sattel 1 Lenker 1 M 8 Unterlegscheibe Vorbau 1
geriffelt Ober-fläche
Räder (Nabe) 4
Fahrradständer 1 M 10 Unterlegscheibe
Tretlager 2
Rohrgewinde G 24 Unterlegscheibe Gabel 2
Insgesamt 45 Tabelle 14: Ringe und Scheiben am Trekkingrad

Anhang LXXIII
House of Quality
HOQ Matrix
Fragestellung: Welchen Einfluss hat eine Verbesserung des Merkmals auf die
Erfüllung der Anforderung?
1.1 Verschmutzungsschutz - 1.1 geringer Wartungs- und Pflegeaufwand
Durch das Vorhandensein von Verschmutzungsschützern werden empfindliche
Bauteile vor Fremdkörpereinwirkung geschützt, somit wird der Wartungs- und
Pflegeaufwand deutlich reduziert.
Wert: 9,00 starke Beziehung
1.1 Verschmutzungsschutz - 1.2 Alltagstauglichkeit
Durch Verschmutzungsschutzvorrichtungen erhöht sich die Alltagstauglichkeit
ganz erheblich. So bleibt die Kleidung auch bei feuchten Straßenverhältnissen
sauber(Radlaufschützer) und die Hose fett- und ölfrei (Ketten-/ Schaltungs-
schützer).
Wert: 9,00 starke Beziehung
1.1 Verschmutzungsschutz - 2.2 modernes Design
Das Design der Verschmutzungsschützer bestimmt ganz erheblich das Gesamt-
bild des Fahrrades.
Wert: 9,00 starke Beziehung
1.1 Verschmutzungsschutz - 3.1 gute Dämpfung
Je weniger Schmutz in die Dämpfungselemente gelangt, desto besser bleibt die
Dämpfung erhalten.
Wert: 9,00 starke Beziehung
1.2 individuelle Rahmengeometrie - 1.2 Alltagstauglichkeit
Durch die individuelle Rahmengeometrie wird die Alltagstauglichkeit erhöht
(leichteres Handling).

Anhang LXXIV
Wert: 9,00 starke Beziehung
1.2 individuelle Rahmengeometrie - 1.3 leichtes auf- bzw. absteigen
Bessere Anpassung der Rahmengeometrie an den Menschen erleichtert das auf-
und absteigen.
Wert: 9,00 starke Beziehung
1.2 individuelle Rahmengeometrie - 1.4 Sicherheit
Durch eine individuelle Anpassung der Rahmengröße an den Benutzer kann
durch eine somit sicherere Sitzposition die Fahrsicherheit erhöht werden.
Wert: 9,00 starke Beziehung
1.2 individuelle Rahmengeometrie - 1.6 leicht zu tragen (Portabilität)
Durch eine individuelle Rahmengeometrie wird auch die Portabilität erhöht.
Wert: 9,00 starke Beziehung
1.2 individuelle Rahmengeometrie - 2.2 modernes Design
Das Design des Rahmens (Geometrie) bestimmt ganz erheblich das Gesamtbild
des Fahrrades.
Wert: 9,00 starke Beziehung
1.3 stoßabsorbierende Materialien - 1.2 Alltagstauglichkeit
Durch eine Verbesserung stoßabsorbierender Materialien wird der Benutzungs-
komfort und somit auch die Alltagstauglichkeit begünstigt.
Wert: 9,00 starke Beziehung
1.3 stoßabsorbierende Materialien - 1.4 Sicherheit
Verminderung der Verletzungsgefahr (Stoß- und Schnittverletzungen) durch ver-
stärkten Einsatz stoßabsorbierender Komponenten.
Wert: 9,00 starke Beziehung

Anhang LXXV
1.3 stoßabsorbierende Materialien - 2.2 modernes Design
Der Einsatz stoßabsorbierender Elemente trägt zum Design des Fahrrades mit
bei (bspw. farbliche Akzente).
Wert: 3,00 mäßige Beziehung
1.3 stoßabsorbierende Materialien - 3.1 gute Dämpfung
Durch einen optimierten Einsatz von stoßabsorbierenden Materialien wird die
passive Dämpfung des Fahrrades stark verbessert.
Wert: 9,00 starke Beziehung
1.3 stoßabsorbierende Materialien - 3.3 angenehmer Sitzkomfort
Eine Verbesserung der stoßabsorbierenden Materialien hinsichtlich Einbaumen-
ge und Qualität erhöht den Sitzkomfort.
Wert: 9,00 starke Beziehung
1.4 gefederte tragende Struktur - 1.1 geringer Wartungs- und Pflegeaufwand
Federelemente verschmutzungsgeschützt und wartungsarm konstruieren.
Wert: 9,00 starke Beziehung
1.4 gefederte tragende Struktur - 1.2 Alltagstauglichkeit
Erhöhung des Benutzungskomforts und somit des Einsatzspektrums (auch
schlechtere Strassen können nun bequem befahren werden) durch eine gefe-
derte tragende Struktur.
Wert: 9,00 starke Beziehung
1.4 gefederte tragende Struktur - 1.4 Sicherheit
Durch eine Verbesserung der Federung des Fahrrades wird die Straßenlage und
das Fahrverhalten- also Aspekte der Sicherheit- beeinflusst.
Wert: 3,00 mäßige Beziehung

Anhang LXXVI
1.4 gefederte tragende Struktur - 1.5 gutes Bremsverhalten
Durch den Einsatz von Federelementen wird das Bremsverhalten beeinflusst.
Wert: 3,00 mäßige Beziehung
1.4 gefederte tragende Struktur - 3.1 gute Dämpfung
Eine Verbesserung der gefederten tragenden Struktur (aktive Dämpfung) wirkt
sich positiv auf diese Anforderung aus.
Wert: 9,00 starke Beziehung
1.4 gefederte tragende Struktur - 3.3 angenehmer Sitzkomfort
Eine Verbesserung der Federelemente geht immer mit einem höheren Sitzkom-
fort einher.
Wert: 9,00 starke Beziehung
1.5 Lenker mit versch. Griffpositionen - 1.2 Alltagstauglichkeit
Besseres Handling des Fahrrades (bessere Ergonomie von Brems- und Schalt-
hebeln = höhere Sicherheit) durch Verbesserung der Griffpositionen am Lenker
(Vielfalt).
Wert: 9,00 starke Beziehung
1.5 Lenker mit versch. Griffpositionen - 1.3 leichtes auf- bzw. absteigen
Verbesserung der Greifmöglichkeiten am Lenker verbessert u.U. das auf- und
absteigen.
Wert: 9,00 starke Beziehung
1.5 Lenker mit versch. Griffpositionen - 1.4 Sicherheit
Verbesserung der Sitzposition und somit auch der Sicherheit (bessere Erreich-
barkeit von Schalt- und Bremshebeln, besserer Blick auf die Strasse durch auf-
rechte Sitzposition, etc.) durch entsprechende Veränderungen am Lenker.
Wert: 3,00 mäßige Beziehung

Anhang LXXVII
1.5 Lenker mit versch. Griffpositionen - 1.5 gutes Bremsverhalten
Durch einen Lenker an dem die Bremshebel optimal zugänglich angebracht
sind, wird das Bremsverhalten passiv beeinflusst.
Wert: 3,00 mäßige Beziehung
1.5 Lenker mit versch. Griffpositionen - 1.6 leicht zu tragen (Portabilität)
Verschiedene Greifpositionen am Lenker erhöhen die Portabilität.
Wert: 9,00 starke Beziehung
1.5 Lenker mit versch. Griffpositionen - 2.2 modernes Design
Die Gestaltung des Lenkers entscheidet mit über die Aktualität des Designs.
Wert: 9,00 starke Beziehung
1.5 Lenker mit versch. Griffpositionen - 3.2 Schaltkomfort
Eine Verbesserung der Griffpositionen (Erhöhung der Anzahl an möglichen
Griffpositionen) begünstigt den Schaltkomfort durch die Möglichkeit, die Schalt-
hebel noch ergonomischer zu gestalten bzw. anzubringen.
Wert: 9,00 starke Beziehung
1.5 Lenker mit versch. Griffpositionen - 3.3 angenehmer Sitzkomfort
Durch eine Verbesserung der Greifpositionen am Lenker wird eine bessere Sitz-
position und somit ein angenehmerer Sitzkomfort erreicht.
Wert: 9,00 starke Beziehung
1.6 solide Gangschaltung - 1.1 geringer Wartungs- und Pflegeaufwand
Schaltung verliert die Gänge nicht, geringer Nachjustier- und Einstellaufwand
wünschenswert. Schmutz sollte keine große Haftungsoberfläche gegeben wer-
den. Geringer Schmier- und Fettungsaufwand wäre wünschenswert.
Wert: 9,00 starke Beziehung

Anhang LXXVIII
1.6 solide Gangschaltung - 1.2 Alltagstauglichkeit
Besseres Fahrverhalten, sowie geringerer Einstell- und Justieraufwand und Pfle-
geaufwand durch Verbesserung der Gangschaltung.
Wert: 9,00 starke Beziehung
1.6 solide Gangschaltung - 1.4 Sicherheit
Durch eine Verbesserung der Schaltung und damit des Schaltverhaltens können
Sicherheitsrisiken (bspw. Abrutschen vom Pedal wegen plötzlich abspringender
Kette beim Schaltvorgang, oder wenn die Schaltung die Gänge unter Belastung
nicht hält, etc.) vermindert werden.
Wert: 3,00 mäßige Beziehung
1.6 solide Gangschaltung - 3.2 Schaltkomfort
Durch eine Verbesserung der Gangschaltung in punkto Schaltpräzision -
verschleißfestigkeit und Haltbarkeit- (Solidität), führt zu einem höheren Schalt-
komfort.
Wert: 9,00 starke Beziehung
1.6 solide Gangschaltung - 4.2 selbstständiges Vornehmen v. Reparaturen
Eine Verbesserung der Gangschaltung kann das selbständige Vornehmen von
Reparaturen entweder verschlechtern oder erleichtern.
Wert: 9,00 starke Beziehung
1.7 geringes Gewicht - 1.2 Alltagstauglichkeit
Leichteres Handling durch Gewichtsreduzierung.
Wert: 9,00 starke Beziehung
1.7 geringes Gewicht - 1.4 Sicherheit
Durch zu starke Gewichtsreduzierung kann sich die Stabilität verändern.
Wert: 1,00 mögliche Beziehung

Anhang LXXIX
1.7 geringes Gewicht - 1.5 gutes Bremsverhalten
Je geringer das abzubremsende Gewicht, desto besser auch das Bremsverhal-
ten.
Wert: 9,00 starke Beziehung
1.7 geringes Gewicht - 1.6 leicht zu tragen (Portabilität)
Je leichter das Fahrrad ist, desto besser ist es zu tragen.
Wert: 9,00 starke Beziehung
1.7 geringes Gewicht - 1.7 leichtes Abrollen
Je geringer das Gesamtgewicht des Fahrrades, desto besser ist sein Abrollverhal-
ten.
Wert: 9,00 starke Beziehung
1.7 geringes Gewicht - 2.2 modernes Design
Durch den Einsatz von neuen leichteren Materialien (z.B. Aluminium), verändert
sich auch das Design (breitere Rohre, etc.).
Wert: 3,00 mäßige Beziehung
1.7 geringes Gewicht - 3.1 gute Dämpfung
Eine Gewichtsoptimierung steht meist im Wiederspruch zu dem Kundenwunsch
"gute Dämpfung".
Wert: 9,00 starke Beziehung
1.8 geringer Rollwiderstand - 1.2 Alltagstauglichkeit
Wert: 9,00 starke Beziehung
1.8 geringer Rollwiderstand - 1.7 leichtes Abrollen
Je geringer der Rollwiderstand, desto leichter rollt das Rad auch ab.
Wert: 9,00 starke Beziehung

Anhang LXXX
1.9 individuelle Farbauswahl - 2.2 modernes Design
Die Farbgestaltung nimmt eine zentrale Stellung für die Aktualität des Designs
ein.
Wert: 9,00 starke Beziehung
2.1 Gepäckmitnahme möglich - 1.2 Alltagstauglichkeit
Bessere Gepäckmitnahmevorrichtungen erhöhen zweifelsfrei die Alltagstauglich-
keit.
Wert: 9,00 starke Beziehung
2.1 Gepäckmitnahme möglich - 1.5 gutes Bremsverhalten
Je höher das Gewicht (Erhöhung durch Gepäckmitnahme), desto schlechter das
Bremsverhalten.
Wert: 3,00 mäßige Beziehung
2.1 Gepäckmitnahme möglich - 1.6 leicht zu tragen (Portabilität)
Gepäckmitnahmevorrichtungen beeinflussen die Portabilität.
Wert: 1,00 mögliche Beziehung
2.1 Gepäckmitnahme möglich - 2.2 modernes Design
Gepäckmitnahmevorrichtungen können zusätzliche Designmerkmale darstellen.
Wert: 3,00 mäßige Beziehung
2.1 Gepäckmitnahme möglich - 3.1 gute Dämpfung
Je höher die Höher die Gewichtszunahme beim Gepäck, desto stärker muss die
Federung ausgelegt sein
Wert: 1,00 mögliche Beziehung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.2 Alltagstauglichkeit
Eine Verbesserung der Gelände- und Straßenverkehrstauglichkeit erhöht die Si-
cherheit und die Einsatzfähigkeit des Fahrrades.
Wert: 9,00 starke Beziehung

Anhang LXXXI
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.4 Sicherheit
Durch eine Verbesserung der Gelände- und Straßenverkehrstauglichkeit werden
sicherheitsrelevante Komponenten (Beleuchtung, Belastbarkeit, etc.) in starkem
Masse beeinflusst.
Wert: 9,00 starke Beziehung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.5 gutes Bremsverhalten
Durch eine Verbesserung der Gelände- und Straßenverkehrstauglichkeit ist auch
das Bremsverhalten betroffen.
Wert: 9,00 starke Beziehung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.7 leichtes Abrollen
Je nach Schwerpunktsetzung wird der Rollwiderstand über die verwendeten Rei-
fen, Reifenprofile, -größen, Naben etc. determiniert.
Wert: 9,00 starke Beziehung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 3.1 gute Dämpfung
Eine Verbesserung der Straßen- und Geländetauglichkeit eines Fahrrades hat
Einfluss auf die Dämpfung (sollte in diesem Fall verstellbar ausgelegt sein).
Wert: 9,00 starke Beziehung
2.3 korrosionsunempfindlich - 1.1 geringer Wartungs- und Pflegeaufwand
Schmutz haftet nicht, keine Bildung von Wassernestern möglich, korrosionsfeste
Materialien unterstützen den Wunsch des geringen Wartungs- und Pflegeauf-
wandes.
Wert: 9,00 starke Beziehung
2.3 korrosionsunempfindlich - 1.2 Alltagstauglichkeit
Eine Verbesserung der Korrosionsfestigkeit erhöht die Einsatzbereitschaft des
Fahrrades.
Wert: 9,00 starke Beziehung

Anhang LXXXII
2.3 korrosionsunempfindlich - 1.4 Sicherheit
Durch eine hohe Korrosionsfestigkeit wird die Sicherheit des Fahrrades stark
erhöht (Stabilität bleibt weitgehend erhalten, Funktionssysteme wie Bremsen,
Beleuchtungsanlage, Schaltung und Naben können zuverlässiger arbeiten).
Wert: 9,00 starke Beziehung
2.3 korrosionsunempfindlich - 1.5 gutes Bremsverhalten
Durch eine hohe Korrosionsfestigkeit wird ein gutes Bremsverhalten über die
Lebensdauer des Fahrrades stark bestimmt.
Wert: 9,00 starke Beziehung
2.3 korrosionsunempfindlich - 2.1 gute Verarbeitung
Eine gute Verarbeitung entscheidet oft auch über das Korrosionsverhalten mit.
Wert: 9,00 starke Beziehung
2.3 korrosionsunempfindlich - 3.1 gute Dämpfung
Eine Verbesserung des Korrosionsverhaltens hie im Bereich der Federelemente
gewährleistet eine gute Dämpfung über die Nutzungsdauer.
Wert: 3,00 mäßige Beziehung
2.3 korrosionsunempfindlich - 3.2 Schaltkomfort
Durch eine Verbesserung der Gangschaltung in punkto Schaltpräzision -
verschleißfestigkeit und Haltbarkeit- (Solidität), führt zu einem höheren Schalt-
komfort.
Wert: 9,00 starke Beziehung
3.2 Normgerechtigkeit - 1.2 Alltagstauglichkeit
Erfüllung bzw. Übererfüllung von Normen trägt zur höheren Alltagstauglichkeit
bei (geringerer Verschleiß, höhere Belastbarkeit z. B. nach DIN plus etc.)266.
Wert: 9,00 starke Beziehung
266 Alle im folgenden angeführten DIN-Normen sind dem DIN-Taschenbuch 345 (2001) ent-
nommen (Literaturverzeichnis).

Anhang LXXXIII
3.2 Normgerechtigkeit - 1.3 leichtes auf- bzw. absteigen
Die Einhaltung bzw. Übererfüllung von Normen (Rahmenhöhen, Sitzwinkel etc.
siehe auch DIN 79100) kann das Auf-und Absteigen erleichtern.
Wert: 9,00 starke Beziehung
3.2 Normgerechtigkeit - 1.4 Sicherheit
Durch die Erfüllung (auch Übererfüllung der Normgerechtigkeit) sind vor allem
Sicherheitsaspekte berührt. (DIN 79100, Abschn. 4, S. 3-33)
Wert: 9,00 starke Beziehung
3.2 Normgerechtigkeit - 1.5 gutes Bremsverhalten
Durch die Erfüllung von Normen wird auch das Bremsverhalten eines Fahrrades
determiniert. DIN 79100 (Abschn. 4.6 Bremsen, S.13-19)
Wert: 9,00 starke Beziehung
3.2 Normgerechtigkeit - 1.7 leichtes Abrollen
DIN 79100, Abschn. 4.10 Laufrad, S. 27-30)
Wert: 9,00 starke Beziehung
3.2 Normgerechtigkeit - 2.1 gute Verarbeitung
Über die Normen werden auch Verarbeitungsstandards festgelegt. (DIN 79100,
Abschn. 4.1 Gefährdete Kanten und Ecken, überstehende Teile, 4.2 Fertigmon-
tiertes Fahrrad, etc., ab S. 3)
Wert: 3,00 mäßige Beziehung
3.2 Normgerechtigkeit - 3.1 gute Dämpfung
Die Verbesserung der Normgerechtigkeit sollte sich im Allgemeinen auch positiv
auf das Dämpfungsverhalten auswirken. (Federelemente durch Normgerechtig-
keit besser aufeinander abgestimmt, Passfähigkeit). DIN 79100
Wert: 9,00 starke Beziehung

Anhang LXXXIV
3.2 Normgerechtigkeit - 3.2 Schaltkomfort
Verwendung von genormten Teilen hat Auswirkungen auf das Schaltverhalten.
Die Passfähigkeit von Komponenten (Abstimmung) ist hier ganz besonders
wichtig für den Schaltkomfort.
Wert: 9,00 starke Beziehung
3.2 Normgerechtigkeit - 3.3 angenehmer Sitzkomfort
Verbesserung der Normgerechtigkeit (u.a. DIN 79100, Abschn.4.7 Sattel, S.19-
20) verbessert u. U. den Sitzkomfort.
Wert: 9,00 starke Beziehung
3.3 sichere Verschraubungen/ Verbindungen - 1.1 geringer Wartungs- und Pfle-
geaufwand
Verwendung von Schraubsicherungen, rüttel- und schwingungsstabile Verbin-
dungselemente erfordern nur wenig Nachstellarbeit. (geringerer Wartungsauf-
wand)
Wert: 3,00 mäßige Beziehung
3.3 sichere Verschraubungen/ Verbindungen - 1.2 Alltagstauglichkeit
Verbesserung der Festigkeit von Verbindungselementen verringert Nachstellauf-
wand und erhöht somit die Alltagstauglichkeit.
Wert: 9,00 starke Beziehung
3.3 sichere Verschraubungen/ Verbindungen - 1.4 Sicherheit
Durch eine Verbesserung der Verbindungssysteme wird der Stabilität und Si-
cherheit (Funktionstüchtigkeit der Funktionsstrukturen) stärker Rechnung getra-
gen.
Wert: 9,00 starke Beziehung

Anhang LXXXV
3.3 sichere Verschraubungen/ Verbindungen - 1.5 gutes Bremsverhalten
Durch gerade im Bereich der Bremsanlage besonders belastungsstabile Verbin-
dungssysteme wird das Bremsverhalten und die Bremsbetriebsbereitschaft ver-
bessert.
Wert: 9,00 starke Beziehung
3.3 sichere Verschraubungen/ Verbindungen - 2.1 gute Verarbeitung
Je besser die Verbindungssysteme sind, desto hochwertiger wird auch die Ver-
arbeitung erscheinen.
Wert: 9,00 starke Beziehung
3.3 sichere Verschraubungen/ Verbindungen - 3.2 Schaltkomfort
Durch eine Verbesserung der Verbindungssysteme im Bereich der Schaltung
(Schaltung kann sich demnach nicht mehr so schnell verstellen), wird der
Schaltkomfort begünstigt.
Wert: 9,00 starke Beziehung
3.3 sichere Verschraubungen/ Verbindungen - 4.2 selbstständiges Vornehmen v.
Reparaturen
Sehr sichere und vibrationsstabile Verschraubungen können wie auch andere
Verbindungssysteme (z.B. Nieten) das selbständige Vornehmen von Reparaturen
erschweren.
Wert: 9,00 starke Beziehung
3.4 zuverlässige Bremsanlage - 1.1 geringer Wartungs- und Pflegeaufwand
Verschleißfestigkeit sowie geringer Justieraufwand bei Bremskomponenten wie
Bremsbelägen und Bremszügen (bzw. -lagern) sowie verschmutzungsgeschützte
Anbringung der Bremsanlage.
Wert: 9,00 starke Beziehung

Anhang LXXXVI
3.4 zuverlässige Bremsanlage - 1.2 Alltagstauglichkeit
Eine Verbesserung der Zuverlässigkeit der Bremsanlage senkt Pflege- und War-
tungsmaßnahmen, erhöht die Sicherheit und Einsatzbereitschaft und damit die
Alltagstauglichkeit.
Wert: 9,00 starke Beziehung
3.4 zuverlässige Bremsanlage - 1.4 Sicherheit
Eine sehr zuverlässig arbeitende Bremsanlage bedeutet unmittelbar ein Plus an
Sicherheit.
Wert: 9,00 starke Beziehung
3.4 zuverlässige Bremsanlage - 1.5 gutes Bremsverhalten
Je zuverlässiger die Bremsanlage, desto besser sollte auch das Bremsverhalten
sein.
Wert: 9,00 starke Beziehung
3.4 zuverlässige Bremsanlage - 1.7 leichtes Abrollen
Eine Bremsanlage die sich nicht verstellt (ständiges Reiben der Beläge an den
Felgen) erleichtert das Abrollen des Rades.
Wert: 3,00 mäßige Beziehung
3.4 zuverlässige Bremsanlage - 4.2 selbstständiges Vornehmen v. Reparaturen
Komplexere Bremsanlagen sind vom Laien meist schwerer zu reparieren.
Wert: 1,00 mögliche Beziehung
3.5 zuverlässige Beleuchtungsanlage - 1.1 geringer Wartungs- und Pflegeauf-
wand
Sinnvolle und vor mechanischen Belastungen geschützt angebrachte Verkabe-
lung, sowie Leuchtmittel mit langer Lebensdauer und verschmutzungs- und war-
tungsarme Lichtmaschine (Dynamo).
Wert: 9,00 starke Beziehung

Anhang LXXXVII
3.5 zuverlässige Beleuchtungsanlage - 1.2 Alltagstauglichkeit
Eine Verbesserung der Zuverlässigkeit der Beleuchtungsanlage senkt Pflege-
und Wartungsmaßnahmen, erhöht die Sicherheit und Einsatzbereitschaft und
damit die Alltagstauglichkeit.
Wert: 9,00 starke Beziehung
3.5 zuverlässige Beleuchtungsanlage - 1.4 Sicherheit
Eine sehr zuverlässig arbeitende Beleuchtungsanlage bedeutet unmittelbar ein
Plus an Sicherheit.
Wert: 9,00 starke Beziehung
3.5 zuverlässige Beleuchtungsanlage - 2.1 gute Verarbeitung
Eine zuverlässige Beleuchtungsanlage steht mit einer guten Verarbeitung (z.B.
sichere Kabelführung) in engem Zusammenhang.
Wert: 9,00 starke Beziehung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.2 Alltagstauglichkeit
Durch höhere Stabilität längere Haltbarkeit und Einsatzbereitschaft und damit
bessere Alltagstauglichkeit.
Wert: 9,00 starke Beziehung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.4 Sicherheit
Durch eine Erhöhung der Stabilität erhöht sich die Sicherheit entsprechend.
Wert: 9,00 starke Beziehung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.5 gutes Bremsverhalten
Für ein dauerhaft gutes Bremsverhalten muss gerade im Bereich der Bremsan-
lage die Stabilität und besonders die Reißfestigkeit der Komponenten (Bowden-
züge) besonders hoch sein.
Wert: 9,00 starke Beziehung

Anhang LXXXVIII
3.6 Stabilität (Bruch- und Reißfestigkeit) - 3.1 gute Dämpfung
Entsprechend der Normgerechtigkeit führt auch eine Erhöhung der Stabilität zu
einem besseren Dämpfverhalten über die Lebensdauer des Fahrrades.
Wert: 3,00 mäßige Beziehung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 3.2 Schaltkomfort
Durch eine Verbesserung der Stabilitätseigenschaften (Bruch- und Reißfestig-
keit) von Schaltungskomponenten wird der Schaltkomfort erhöht.
Wert: 3,00 mäßige Beziehung
4.1 durchgeführte Qualitätskontrolle - 1.1 geringer Wartungs- und Pflegeauf-
wand
Durch erfolgte Qualitätskontrolle kann der Wartungs- und Einstellaufwand am
gekauften Fahrrad zum mindest in der Phase der Erstbenutzung verringern.
Wert: 1,00 mögliche Beziehung
4.1 durchgeführte Qualitätskontrolle - 1.4 Sicherheit
Durch eine optimale Qualitätskontrolle könnten wesentliche sicherheitsrelevante
Risiken (bspw. lockere Schrauben, falsch montierte Bremsbeläge, etc.) bereits im
Vorfeld ausgeschlossen werden.
Wert: 9,00 starke Beziehung
4.1 durchgeführte Qualitätskontrolle - 1.5 gutes Bremsverhalten
Durch eine optimale Qualitätskontrolle könnten wesentliche sicherheitsrelevante
Risiken (bspw. lockere Schrauben, falsch montierte Bremsbeläge, etc.) bereits im
Vorfeld ausgeschlossen werden.
Wert: 9,00 starke Beziehung
4.1 durchgeführte Qualitätskontrolle - 1.7 leichtes Abrollen
Eine gute Qualitätskontrolle hat auch Auswirkungen auf das Abrollverhalten des
Rades (z.B. Überprüfung des richtigen Reifenluftdrucks).
Wert: 1,00 mögliche Beziehung

Anhang LXXXIX
4.1 durchgeführte Qualitätskontrolle - 2.1 gute Verarbeitung
Durch eine gute Qualitätskontrolle können Verarbeitungsmängel aufgedeckt und
behoben werden.
Wert: 9,00 starke Beziehung
4.1 durchgeführte Qualitätskontrolle - 3.1 gute Dämpfung
Eine durchgeführte Qualitätskontrolle überprüft die Leistung der Dämpfung.
Wert: 1,00 mögliche Beziehung
4.1 durchgeführte Qualitätskontrolle - 3.2 Schaltkomfort
Durch eine Verbesserung der Qualitätskontrolle können die Einstellung der
Schaltung sowie die Abstimmung im Vorfeld überprüft und optimiert werden,
was sich wiederum positiv auf das Schaltverhalten auswirkt.
Wert: 9,00 starke Beziehung
4.2 umfangreiches Serviceangebot gewährleisten - 1.1 geringer Wartungs- und
Pflegeaufwand
Durch die Gewährleistung eines umfangreichen Serviceangebotes, wie bspw.
eine oder auch mehrere kostenlose Nachkaufsinspektionen, sowie gute Produkt-
informationen (Bedienungsanleitungen/ Service-Hotlines etc.) reduzieren den
Wartungsaufwand z.T. erheblich.
Wert: 9,00 starke Beziehung
4.2 umfangreiches Serviceangebot gewährleisten - 1.2 Alltagstauglichkeit
Durch Verbesserung der Serviceleistungen (after-sales-service) wird die Alltags-
tauglichkeit (sofortige Nutzbarkeit) besser aufrechterhalten.
Wert: 1,00 mögliche Beziehung

Anhang XC
4.2 umfangreiches Serviceangebot gewährleisten - 1.4 Sicherheit
Durch die Gewährleistung eines umfangreichen Serviceangebotes kann der Si-
cherheitszustand des Fahrrades (wie beim TÜV) kontrolliert und ggf. wiederher-
gestellt werden.
Wert: 9,00 starke Beziehung
4.2 umfangreiches Serviceangebot gewährleisten - 3.2 Schaltkomfort
Durch eine Ausweitung des Serviceangebotes (spezielle Serviceangebote) bei
denen die Schaltungseinstellungen überprüft und korrigiert werden (in regelmä-
ßigen Abständen sinnvoll) wird der Schaltkomfort erhalten.
Wert: 9,00 starke Beziehung
4.2 umfangreiches Serviceangebot gewährleisten - 4.1 Betreuung des Kunden
Verbesserung des Serviceangebotes z.B. Wartungs- oder Reparaturhilfen per
Service-Hotline oder Info-Broschüre, Heimservice, Ersatzteilversand, kostenlose
Anfangsinspektionen etc. stärkt die Bindung des Kunden und mindert eventuelle
Nachkaufdissonanzen.
Wert: 9,00 starke Beziehung
4.2 umfangreiches Serviceangebot gewährleisten - 4.2 selbstständiges Vorneh-
men v. Reparaturen
Verbesserung des Serviceangebotes z.B. Wartungs- oder Reparaturhilfen per
Service-Hotline oder Info-Broschüre erleichtert selbständige Reparaturen.
Wert: 9,00 starke Beziehung
4.3 Reparaturfreundlichkeit ermöglichen - 1.1 geringer Wartungs- und Pflege-
aufwand
Bei gegebener Reparaturfreundlichkeit reduziert sich der Wartungsaufwand
(zeitlich gesehen).
Wert: 3,00 mäßige Beziehung

Anhang XCI
4.3 Reparaturfreundlichkeit ermöglichen - 1.2 Alltagstauglichkeit
Durch Verbesserung der Reparaturfreundlichkeit kann die Alltagstauglichkeit
besser aufrecherhalten werden bzw. ggf. schneller wiederhergestellt werden.
Wert: 9,00 starke Beziehung
4.3 Reparaturfreundlichkeit ermöglichen - 1.4 Sicherheit
Durch reparaturfreundliche Gestaltung können Falschmontagen oder aus Kos-
tengründen nicht durchgeführte Inspektionen beim Fachhändler und die damit
verbundenen Sicherheitsrisiken reduziert werden.
Wert: 3,00 mäßige Beziehung
4.3 Reparaturfreundlichkeit ermöglichen - 3.2 Schaltkomfort
Durch Reparaturfreundlichkeit höchstens eine schnellere Wiederherstellung bzw.
Aufrechterhaltung des Schaltkomforts durch den Kunden (Einstellarbeiten erfor-
dern allerdings Erfahrung und Können!).
Wert: 1,00 mögliche Beziehung
4.3 Reparaturfreundlichkeit ermöglichen - 4.2 selbstständiges Vornehmen v. Re-
paraturen
Eine Verbesserung der Reparaturfreundlichkeit (z.B. genormtes Werkzeug passt,
keine Spezialwerkzeuge notwendig, Schnellspannsysteme etc.) erleichtert selb-
ständige Reparaturarbeiten.
Wert: 9,00 starke Beziehung

Anhang XCII
HOQ Dachmatrix
Fragestellung: Welchen Einfluss hat eine Verbesserung des Merkmals auf das
jeweils andere Merkmal?
1.1 Verschmutzungsschutz - 1.7 geringes Gewicht
Die Anbringung von Verschmutzungsschützern ist immer mit einer Gewichtszu-
nahme verbunden, jedoch könnte eine Verbesserung des Merkmals Verschmut-
zungsschutz z.B. Einsatz leichterer Materialien zu einer positiven Beeinflussung
des Merkmals Gewicht führen. (Gewichtsreduktion)
Wert: -3,00 Stark negative Auswirkung
1.1 Verschmutzungsschutz - 2.2 Gelände- sowie Straßenverkehrstauglichkeit
Durch eine Verbesserung der Verschmutzungsschutzvorrichtungen am Fahrrad
wird die Gelände- und Straßenverkehrstauglichkeit verbessert.
Wert: 3,00 Stark positive Auswirkung
1.1 Verschmutzungsschutz - 2.3 korossionsunempfindlich
Durch den gezielten Einsatz von Verschmutzungsschutzvorrichtungen kann der
Korossion vorgebeugt werden.
Wert: 3,00 Stark positive Auswirkung
1.1 Verschmutzungsschutz - 3.3 sichere Verschraubungen/ Verbindungen
Durch einen gezielten Einsatz von Verschmutzungsschutzvorrichtungen
(Schraubverbindungen sollten nicht korrodieren, etc.) kann die Haltbarkeit der
Verbindungssysteme erhöht werden.
Wert: 1,00 Etwas positive Auswirkung
1.1 Verschmutzungsschutz - 4.3 Reparaturfreundlichkeit ermöglichen
Durch einen gezielten Einsatz von Verschmutzungsschutzvorrichtungen
(Schraubverbindungen sollten nicht korrodieren, etc.) kann die Reparaturfreund-
lichkeit erhöht werden.
Wert: 1,00 Etwas positive Auswirkung

Anhang XCIII
1.2 individuelle Rahmengeometrie - 1.5 Lenker mit versch. Griffpositionen
Eine Verbesserung der personengerechten Rahmengeometrie kann zum Einsatz
neuer Lenkerformen führen.
Wert: 1,00 Etwas positive Auswirkung
1.2 individuelle Rahmengeometrie - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Durch eine Anpassung der Rahmengeometrie an die individuellen Bedürfnisse
des Kunden kann u.U. die Stabilität erhöht werden.
Wert: 1,00 Etwas positive Auswirkung
1.3 stoßabsorbierende Materialien - 1.4 gefederte tragende Struktur
Der Einsatz stoßabsorbierender Materialien kann die gefederte tragende Struk-
tur in Ihrer Wirkung unterstützen.
Wert: 1,00 Etwas positive Auswirkung
1.3 stoßabsorbierende Materialien - 1.5 Lenker mit versch. Griffpositionen
Neue stoßabsorbierende Materialien ermöglichen auch neue oder komfortablere
Griffpositionen am Lenker.
Wert: 1,00 Etwas positive Auswirkung
1.3 stoßabsorbierende Materialien - 1.7 geringes Gewicht
Der Einsatz stoßabsorbierender Materialien kann zu einer Erhöhung des Ge-
samtgewichts führen.
Wert: -1,00 Etwas negative Auswirkung
1.3 stoßabsorbierende Materialien - 2.2 Gelände- sowie Straßenverkehrstaug-
lichkeit
Eine Verbesserung der stoßabsorbierenden Materialien hinsichtlich ihrer
Einsatzmenge und Qualität kann die Gelände- und Straßenverkehrstauglichkeit
(-sicherheit) erhöhen.
Wert: 3,00 Stark positive Auswirkung

Anhang XCIV
1.4 gefederte tragende Struktur - 1.3 stoßabsorbierende Materialien
Der Einsatz stoßabsorbierender Materialien kann die gefederte tragende Struk-
tur in Ihrer Wirkung unterstützen.
Wert: 1,00 Etwas positive Auswirkung
1.4 gefederte tragende Struktur - 1.7 geringes Gewicht
Der Einsatz von Federelementen ist immer mit einer Gewichtszunahme verbun-
den, wobei eine Verbesserung beim Materialeinsatz (-gewicht) das Gewicht auch
positiv beeinflusst werden könnte.
Wert: -3,00 Stark negative Auswirkung
1.4 gefederte tragende Struktur - 2.1 Gepäckmitnahme möglich
Die Mitnahme von Gepäck führt zur Erhöhung des Gesamtgewichts. Eine Ver-
besserung der Federelemente hinsichtlich der Einstellbarkeit ermöglicht eine der
jeweiligen Gewichtssituation angepasste Dämpfung.
Wert: 1,00 Etwas positive Auswirkung
1.4 gefederte tragende Struktur - 2.2 Gelände- sowie Straßenverkehrstauglich-
keit
Eine Verbesserung der Federelemente wirkt sich positiv auf die Gelände- und
Straßenverkehrstauglichkeit aus.
Wert: 3,00 Stark positive Auswirkung
1.4 gefederte tragende Struktur - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Durch den Einsatz von Federelementen kann die Stabilität u.U. negativ beein-
flusst werden.
Wert: -1,00 Etwas negative Auswirkung
1.4 gefederte tragende Struktur - 4.3 Reparaturfreundlichkeit ermöglichen
Durch den Einsatz von Federelementen wird die Reparaturfreundlichkeit eher
eingeschränkt. (Federelemente vom Laien meist nicht reparabel)
Wert: -3,00 Stark negative Auswirkung

Anhang XCV
1.5 Lenker mit versch. Griffpositionen - 1.2 individuelle Rahmengeometrie
Eine Verbesserung der personengerechten Rahmengeometrie kann zum Einsatz
neuer Lenkerformen führen.
Wert: 1,00 Etwas positive Auswirkung
1.5 Lenker mit versch. Griffpositionen - 1.3 stoßabsorbierende Materialien
Neue stoßabsorbierende Materialien ermöglichen auch neue oder komfortablere
Griffpositionen am Lenker.
Wert: 1,00 Etwas positive Auswirkung
1.5 Lenker mit versch. Griffpositionen - 1.7 geringes Gewicht
Ein Lenker mit verschiedenen Griffpositionen ist meist mit erhöhtem Material-
einsatz verbunden, was wiederum zu einer Gewichtszunahme führen kann.
Wert: -1,00 Etwas negative Auswirkung
1.5 Lenker mit versch. Griffpositionen - 2.2 Gelände- sowie Straßenverkehrstaug-
lichkeit
Eine Verbesserung des Lenkers hinsichtlich einer besseren Ergonomie kann sich
positiv auf den Einsatz im Gelände sowie Straßenverkehr auswirken.
Wert: 3,00 Stark positive Auswirkung
1.5 Lenker mit versch. Griffpositionen - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Ein Lenker mit verschiedenen Griffpositionen ist meist mit einer Erhöhung der
übertragbaren Hebelkräfte verbunden, was sich negativ auf die Stabilität auswir-
ken kann.
Wert: -1,00 Etwas negative Auswirkung
1.6 solide Gangschaltung - 1.8 geringer Rollwiderstand
Durch die Schaltungseinheit wird auch die Leichtgängigkeit des Abrollens beein-
flusst, bspw. durch den Leerlauf.
Wert: 1,00 Etwas positive Auswirkung

Anhang XCVI
1.6 solide Gangschaltung - 2.2 Gelände- sowie Straßenverkehrstauglichkeit
Eine verbesserte Schaltung erhöht meist die Strassen- und Geländetauglichkeit.
Wert: 3,00 Stark positive Auswirkung
1.6 solide Gangschaltung - 2.3 korrosionsunempfindlich
Eine Verbesserung der Schaltung hinsichtlich ihrer Solidität sollte sich beson-
ders auf deren Korrosionsunempfindlichkeit auswirken.
Wert: 3,00 Stark positive Auswirkung
1.6 solide Gangschaltung - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Eine Verbesserung der Gangschaltung hinsichtlich ihrer Solidität ist meist mit
einer Erhöhung ihrer Stabilität verbunden (höherwertigere Schaltungszüge, bes-
sere Verbindungssysteme, etc.).
Wert: 3,00 Stark positive Auswirkung
1.6 solide Gangschaltung - 4.3 Reparaturfreundlichkeit ermöglichen
Eine Verbesserung der Schaltung (z.B. in Bezug auf deren Einstellbarkeit) kann
sich positiv auf die Reparaturfreundlichkeit auswirken.
Wert: 1,00 Etwas positive Auswirkung
1.7 geringes Gewicht - 1.1 Verschmutzungsschutz
Die Anbringung von Verschmutzungsschützern ist immer mit einer Gewichtszu-
nahme verbunden, jedoch könnte eine Verbesserung des Merkmals Verschmut-
zungsschutz z.B. Einsatz leichterer Materialien zu einer positiven Beeinflussung
des Merkmals Gewicht führen. (Gewichtsreduktion)
Wert: -3,00 Stark negative Auswirkung
1.7 geringes Gewicht - 1.3 stoßabsorbierende Materialien
Der Einsatz stoßabsorbierender Materialien kann zu einer Erhöhung des Ge-
samtgewichts führen.
Wert: -1,00 Etwas negative Auswirkung

Anhang XCVII
1.7 geringes Gewicht - 1.4 gefederte tragende Struktur
Der Einsatz von Federelementen ist immer mit einer Gewichtszunahme verbun-
den, wobei eine Verbesserung beim Materialeinsatz (-gewicht) das Gewicht auch
positiv beeinflusst werden könnte.
Wert: -3,00 Stark negative Auswirkung
1.7 geringes Gewicht - 1.5 Lenker mit versch. Griffpositionen
Ein Lenker mit verschiedenen Griffpositionen ist meist mit erhöhtem Material-
einsatz verbunden, was wiederum zu einer Gewichtszunahme führen kann.
Wert: -1,00 Etwas negative Auswirkung
1.7 geringes Gewicht - 1.8 geringer Rollwiderstand
Ein leichtes Fahrrad rollt hat auch einen geringeren Rollwiederstand.
Wert: 1,00 Etwas positive Auswirkung
1.7 geringes Gewicht - 2.1 Gepäckmitnahme möglich
Das Vorhandensein einer Gepäckmitnahmevorrichtung ist mit erhöhtem Gewicht
verbunden.
Wert: -3,00 Stark negative Auswirkung
1.7 geringes Gewicht - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Das Streben nach geringem Gewicht wirkt sich u.U. negativ auf die Stabilität aus.
Wert: -1,00 Etwas negative Auswirkung
1.8 geringer Rollwiderstand - 1.6 solide Gangschaltung
Durch die Schaltungseinheit wird auch die Leichtgängigkeit des Abrollens beein-
flusst, bspw. durch den Leerlauf.
Wert: 1,00 Etwas positive Auswirkung
1.8 geringer Rollwiderstand - 1.7 geringes Gewicht
Ein leichtes Fahrrad rollt hat auch einen geringeren Rollwiederstand.
Wert: 1,00 Etwas positive Auswirkung

Anhang XCVIII
1.8 geringer Rollwiderstand - 3.2 Normgerechtigkeit
Nach DIN 79100 (DIN 78000; DIN 7815; und DIN 7815-3) müssen Felgen und
Reifen einander entsprechend zugeordnet sein und die Reifen müssen einen
entsprechenden Fülldruck besitzen. Durch diese Regelungen wird auch ein ge-
ringer Rollwiederstand gewährleistet.
Wert: 1,00 Etwas positive Auswirkung
2.1 Gepäckmitnahme möglich - 1.4 gefederte tragende Struktur
Die Mitnahme von Gepäck führt zur Erhöhung des Gesamtgewichts. Eine Ver-
besserung der Federelemente hinsichtlich der Einstellbarkeit ermöglicht eine der
jeweiligen Gewichtssituation angepasste Dämpfung.
Wert: 1,00 Etwas positive Auswirkung
2.1 Gepäckmitnahme möglich - 1.7 geringes Gewicht
Das Vorhandensein einer Gepäckmitnahmevorrichtung ist mit erhöhtem Gewicht
verbunden.
Wert: -3,00 Stark negative Auswirkung
2.1 Gepäckmitnahme möglich - 3.3 sichere Verschraubungen/ Verbindungen
Durch Gepäckmitnahme am Fahrrad werden Verbindungssysteme erheblich
mehr belastet.
Wert: -3,00 Stark negative Auswirkung
2.1 Gepäckmitnahme möglich - 3.4 zuverlässige Bremsanlage
Eine Erhöhung der Gepäckmitnahmekapazität wirkt sich negativ auf das Brems-
verhalten aus.
Wert: -1,00 Etwas negative Auswirkung
2.1 Gepäckmitnahme möglich - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Durch die Gepäckmitnahme kann die Stabilität beeinträchtigt werden.
Wert: -3,00 Stark negative Auswirkung

Anhang XCIX
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.1 Verschmutzungsschutz
Durch eine Verbesserung der Verschmutzungsschutzvorrichtungen am Fahrrad
wird die Gelände- und Straßenverkehrstauglichkeit verbessert.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.3 stoßabsorbierende Mate-
rialien
Eine Verbesserung der stoßabsorbierenden Materialien hinsichtlich ihrer
Einsatzmenge und Qualität kann die Gelände- und Straßenverkehrstauglichkeit
(-sicherheit) erhöhen.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.4 gefederte tragende Struk-
tur
Eine Verbesserung der Federelemente wirkt sich positiv auf die Gelände- und
Straßenverkehrstauglichkeit aus.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.5 Lenker mit versch. Griffpo-
sitionen
Eine Verbesserung des Lenkers hinsichtlich einer besseren Ergonomie kann sich
positiv auf den Einsatz im Gelände sowie Straßenverkehr auswirken.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 1.6 solide Gangschaltung
Eine verbesserte Schaltung erhöht meist die Strassen- und Geländetauglichkeit.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 2.3 korrosionsunempfindlich
Eine Verbesserung der gelände- und Straßenverkehrstauglichkeit (z.B. bessere
Verschmutzungsschützer, korrosionsunempfindlichere Materialien, etc.) kann
sich positiv auf die Korrosionsfestigkeit auswirken.
Wert: 3,00 Stark positive Auswirkung
Anhang C
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 3.2 Normgerechtigkeit
Eine Verbesserung der Straßenverkehrs- und Geländetauglichkeit sollte unter
Berücksichtigung der entsprechenden Normen gestaltet sein, so das hier positi-
ve Effekte hinsichtlich einer Normgerechtigkeit auftreten.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 3.3 sichere Verschraubungen/
Verbindungen
Eine Verbesserung der Einsatzfähigkeit des Fahrrades im Gelände und auf der
Strasse sollte sich auch auf diese sicherheitsrelevanten Teile (Verbindungssys-
teme) auswirken.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 3.4 zuverlässige Bremsanlage
Von einer Verbesserung der Gelände- und Straßenverkehrstauglichkeit sollte
auch die Bremsanlage profitieren.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 3.5 zuverlässige Beleuch-
tungsanlage
Durch eine Verbesserung der Straßenverkehrs- und Geländetauglichkeit des
Fahrrades profitiert meist auch die Beleuchtungsanlage.
Wert: 3,00 Stark positive Auswirkung
2.2 Gelände- sowie Straßenverkehrstauglichkeit - 3.6 Stabilität (Bruch- und
Reißfestigkeit)
Eine Verbesserung der Geländetauglichkeit sollte Auswirkungen auf die Stabilität
haben.
Wert: 3,00 Stark positive Auswirkung
Anhang CI
2.3 korrosionsunempfindlich - 1.1 Verschmutzungsschutz
Durch den gezielten Einsatz von Verschmutzungsschutzvorrichtungen kann der
Korrosion vorgebeugt werden.
Wert: 3,00 Stark positive Auswirkung
2.3 korrosionsunempfindlich - 1.6 solide Gangschaltung
Eine Verbesserung der Schaltung hinsichtlich ihrer Solidität sollte sich beson-
ders auf deren Korrosionsunempfindlichkeit auswirken.
Wert: 3,00 Stark positive Auswirkung
2.3 korrosionsunempfindlich - 2.2 Gelände- sowie Straßenverkehrstauglichkeit
Eine Verbesserung der gelände- und Straßenverkehrstauglichkeit (z.B. bessere
Verschmutzungsschützer, korrosionsunempfindlichere Materialien, etc.) kann
sich positiv auf die Korrosionsfestigkeit auswirken.
Wert: 3,00 Stark positive Auswirkung
2.3 korrosionsunempfindlich - 3.2 Normgerechtigkeit
Durch eine korrosionsunempfindliche Gestaltung des Fahrrades kann u.U. eine
Normgerechtigkeit über die gesamte Lebensdauer des Fahrrades gewährleistet
werden.
Wert: 1,00 Etwas positive Auswirkung
2.3 korrosionsunempfindlich - 3.3 sichere Verschraubungen/ Verbindungen
Der verstärkte Einsatz korrosionsunempfindlicher Materialien an den entspre-
chenden Stellen, führt auch zu einer größeren Sicherheit im Bereich der Verbin-
dungssysteme.
Wert: 3,00 Stark positive Auswirkung
2.3 korrosionsunempfindlich - 3.4 zuverlässige Bremsanlage
Der Korrosionsschutz entscheidet auch über die Zuverlässigkeit der Bremsanla-
ge.
Wert: 3,00 Stark positive Auswirkung

Anhang CII
2.3 korrosionsunempfindlich - 3.5 zuverlässige Beleuchtungsanlage
Kontakte sollten nicht korrodieren.
Wert: 3,00 Stark positive Auswirkung
2.3 korrosionsunempfindlich - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Durch guten Korrosionsschutz kann die Stabilität über die Nutzungsdauer des
Fahrrades gewährleistet werden.
Wert: 3,00 Stark positive Auswirkung
2.3 korrosionsunempfindlich - 4.3 Reparaturfreundlichkeit ermöglichen
Je höher der Korrosionsschutz, desto größer ist die Reparaturfreundlichkeit.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 1.8 geringer Rollwiderstand
Nach DIN 79100 (DIN 78000; DIN 7815; und DIN 7815-3) müssen Felgen und
Reifen einander entsprechend zugeordnet sein und die Reifen müssen einen
entsprechenden Fülldruck besitzen. Durch diese Regelungen wird auch ein ge-
ringer Rollwiederstand gewährleistet.
Wert: 1,00 Etwas positive Auswirkung
3.2 Normgerechtigkeit - 2.2 Gelände- sowie Straßenverkehrstauglichkeit
Eine Verbesserung der Straßenverkehrs- und Geländetauglichkeit sollte unter
Berücksichtigung der entsprechenden Normen gestaltet sein, so das hier positi-
ve Effekte hinsichtlich einer Normgerechtigkeit auftreten.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 2.3 korrosionsunempfindlich
Durch eine korrosionsunempfindliche Gestaltung des Fahrrades kann u.U. eine
Normgerechtigkeit über die gesamte Lebensdauer des Fahrrades gewährleistet
werden.
Wert: 1,00 Etwas positive Auswirkung

Anhang CIII
3.2 Normgerechtigkeit - 3.3 sichere Verschraubungen/ Verbindungen
Die Einhaltung der entsprechenden Normen sollte sich positiv auf die Sicherheit
der Verbindungssysteme auswirken.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 3.4 zuverlässige Bremsanlage
Durch die Erfüllung der entsprechenden Normen DIN 79100 (Abschn. 4.6, S.
13ff.) soll ein gutes arbeiten der Bremsanlage gewährleistet werden.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 3.5 zuverlässige Beleuchtungsanlage
DIN 79100 Abschn. 4; DIN ISO 6722-1, DIN ISO 6722-3 und DIN ISO 6722-2
gewährleisten die Zuverlässigkeit.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 3.6 Stabilität (Bruch- und Reißfestigkeit)
Durch die Erfüllung von Normen werden gewisse Stabilitätsstandards gewähr-
leistet.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 4.1 durchgeführte Qualitätskontrolle
Die bessere Normgerechtigkeit senkt die Fehlerquote bei der Qualitätskontrolle.
Wert: 3,00 Stark positive Auswirkung
3.2 Normgerechtigkeit - 4.2 umfangreiches Serviceangebot gewährleisten
Die Einhaltung der Normen ergänzt das Serviceangebot in Form von Benutzerin-
formationen und entsprechenden Kennzeichnungen. (DIN 79100 Abschn. 6 u. 7,
S.34 f.)
Wert: 1,00 Etwas positive Auswirkung

Anhang CIV
3.2 Normgerechtigkeit - 4.3 Reparaturfreundlichkeit ermöglichen
Durch den Einsatz genormter Teile (z.B. Schrauben) ist meist eine Reparatur mit
handelsüblichen Werkzeugen leicht möglich.
Wert: 1,00 Etwas positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 1.1 Verschmutzungsschutz
Durch einen gezielten Einsatz von Verschmutzungsschutzvorrichtungen
(Schraubverbindungen sollten nicht korrodieren, etc.) kann die Haltbarkeit der
Verbindungssysteme erhöht werden.
Wert: 1,00 Etwas positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 2.1 Gepäckmitnahme möglich
Durch Gepäckmitnahme am Fahrrad werden Verbindungssysteme erheblich
mehr belastet.
Wert: -3,00 Stark negative Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 2.2 Gelände- sowie Straßenver-
kehrstauglichkeit
Eine Verbesserung der Einsatzfähigkeit des Fahrrades im Gelände und auf der
Strasse sollte sich auch auf diese sicherheitsrelevanten Teile (Verbindungssys-
teme) auswirken.
Wert: 3,00 Stark positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 2.3 korrosionsunempfindlich
Der verstärkte Einsatz korrosionsunempfindlicher Materialien an den entspre-
chenden Stellen, führt auch zu einer größeren Sicherheit im Bereich der Verbin-
dungssysteme.
Wert: 3,00 Stark positive Auswirkung

Anhang CV
3.3 sichere Verschraubungen/ Verbindungen - 3.2 Normgerechtigkeit
Die Einhaltung der entsprechenden Normen sollte sich positiv auf die Sicherheit
der Verbindungssysteme auswirken.
Wert: 3,00 Stark positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 3.4 zuverlässige Bremsanlage
Sichere Verbindungssysteme entscheiden über die Zuverlässigkeit der Bremsan-
lage.
Wert: 3,00 Stark positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 3.5 zuverlässige Beleuchtungsan-
lage
Je sicherer die Verbindungssysteme im Bereich der Beleuchtungsanlage sind,
desto zuverlässiger kann diese arbeiten.
Wert: 3,00 Stark positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 3.6 Stabilität (Bruch- und Reiß-
festigkeit)
Sicherere Verbindungssysteme tragen zur Gesamtstabilität des Fahrrades erheb-
lich bei.
Wert: 3,00 Stark positive Auswirkung
3.3 sichere Verschraubungen/ Verbindungen - 4.3 Reparaturfreundlichkeit er-
möglichen
Je sicherer Verbindungssysteme gestaltet werden, desto schwieriger ist meist
das Lösen bzw. die Reparatur.
Wert: -1,00 Etwas negative Auswirkung
3.4 zuverlässige Bremsanlage - 2.1 Gepäckmitnahme möglich
Eine Erhöhung der Gepäckmitnahmekapazität wirkt sich negativ auf das Brems-
verhalten aus.
Wert: -1,00 Etwas negative Auswirkung

Anhang CVI
3.4 zuverlässige Bremsanlage - 2.2 Gelände- sowie Straßenverkehrstauglichkeit
Von einer Verbesserung der Gelände- und Straßenverkehrstauglichkeit sollte
auch die Bremsanlage profitieren.
Wert: 3,00 Stark positive Auswirkung
3.4 zuverlässige Bremsanlage - 2.3 korrosionsunempfindlich
Der Korrosionsschutz entscheidet auch über die Zuverlässigkeit der Bremsanla-
ge.
Wert: 3,00 Stark positive Auswirkung
3.4 zuverlässige Bremsanlage - 3.2 Normgerechtigkeit
Durch die Erfüllung der entsprechenden Normen DIN 79100 (Abschn. 4.6, S.
13ff.) soll ein gutes arbeiten der Bremsanlage gewährleistet werden.
Wert: 3,00 Stark positive Auswirkung
3.4 zuverlässige Bremsanlage - 3.3 sichere Verschraubungen/ Verbindungen
Sichere Verbindungssysteme entscheiden über die Zuverlässigkeit der Bremsan-
lage.
Wert: 3,00 Stark positive Auswirkung
3.4 zuverlässige Bremsanlage - 4.3 Reparaturfreundlichkeit ermöglichen
Je zuverlässiger die Bremsanlage gestaltet ist, desto weniger Reparaturaufwand
sollte anfallen.
Wert: 1,00 Etwas positive Auswirkung
3.5 zuverlässige Beleuchtungsanlage - 2.2 Gelände- sowie Straßenverkehrstaug-
lichkeit
Durch eine Verbesserung der Straßenverkehrs- und Geländetauglichkeit des
Fahrrades profitiert meist auch die Beleuchtungsanlage.
Wert: 3,00 Stark positive Auswirkung

Anhang CVII
3.5 zuverlässige Beleuchtungsanlage - 2.3 korrosionsunempfindlich
Kontakte sollten nicht korrodieren.
Wert: 3,00 Stark positive Auswirkung
3.5 zuverlässige Beleuchtungsanlage - 3.2 Normgerechtigkeit
DIN 79100 Abschn. 4; DIN ISO 6722-1, DIN ISO 6722-3 und DIN ISO 6722-2
gewährleisten die Zuverlässigkeit.
Wert: 3,00 Stark positive Auswirkung
3.5 zuverlässige Beleuchtungsanlage - 3.3 sichere Verschraubungen/ Verbin-
dungen
Je sicherer die Verbindungssysteme im Bereich der Beleuchtungsanlage sind,
desto zuverlässiger kann diese arbeiten.
Wert: 3,00 Stark positive Auswirkung
3.5 zuverlässige Beleuchtungsanlage - 4.3 Reparaturfreundlichkeit ermöglichen
Eine zuverlässige Beleuchtungsanlage (sicher verlegte Kabel und korrosionsfreie
Kontakte) kann die Reparaturfreundlichkeit einschränken.
Wert: -1,00 Etwas negative Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.2 individuelle Rahmengeometrie
Durch eine Anpassung der Rahmengeometrie an die individuellen Bedürfnisse
des Kunden kann u.U. die Stabilität erhöht werden.
Wert: 1,00 Etwas positive Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.4 gefederte tragende Struktur
Durch den Einsatz von Federelementen kann die Stabilität u.U. negativ beein-
flusst werden.
Wert: -1,00 Etwas negative Auswirkung

Anhang CVIII
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.5 Lenker mit versch. Griffpositionen
Ein Lenker mit verschiedenen Griffpositionen ist meist mit einer Erhöhung der
übertragbaren Hebelkräfte verbunden, was sich negativ auf die Stabilität auswir-
ken kann.
Wert: -1,00 Etwas negative Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.6 solide Gangschaltung
Eine Verbesserung der Gangschaltung hinsichtlich ihrer Solidität ist meist mit
einer Erhöhung ihrer Stabilität verbunden (höherwertigere Schaltungszüge, bes-
sere Verbindungssysteme, etc.).
Wert: 3,00 Stark positive Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 1.7 geringes Gewicht
Das Streben nach geringem Gewicht wirkt sich u.U. negativ auf die Stabilität aus.
Wert: -1,00 Etwas negative Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 2.1 Gepäckmitnahme möglich
Durch die Gepäckmitnahme kann die Stabilität beeinträchtigt werden.
Wert: -3,00 Stark negative Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 2.2 Gelände- sowie Straßenverkehrs-
tauglichkeit
Eine Verbesserung der Geländetauglichkeit sollte Auswirkungen auf die Stabilität
haben.
Wert: 3,00 Stark positive Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 2.3 korrosionsunempfindlich
Durch guten Korrosionsschutz kann die Stabilität über die Nutzungsdauer des
Fahrrades gewährleistet werden.
Wert: 3,00 Stark positive Auswirkung

Anhang CIX
3.6 Stabilität (Bruch- und Reißfestigkeit) - 3.2 Normgerechtigkeit
Durch die Erfüllung von Normen werden gewisse Stabilitätsstandards gewähr-
leistet.
Wert: 3,00 Stark positive Auswirkung
3.6 Stabilität (Bruch- und Reißfestigkeit) - 3.3 sichere Verschraubungen/ Ver-
bindungen
Sicherere Verbindungssysteme tragen zur Gesamtstabilität des Fahrrades erheb-
lich bei.
Wert: 3,00 Stark positive Auswirkung
4.1 durchgeführte Qualitätskontrolle - 3.2 Normgerechtigkeit
Die bessere Normgerechtigkeit senkt die Fehlerquote bei der Qualitätskontrolle.
Wert: 3,00 Stark positive Auswirkung
4.1 durchgeführte Qualitätskontrolle - 4.2 umfangreiches Serviceangebot ge-
währleisten
Eine Qualitätskontrolle ergänzt das Serviceangebot.
Wert: 1,00 Etwas positive Auswirkung
4.2 umfangreiches Serviceangebot gewährleisten - 3.2 Normgerechtigkeit
Die Einhaltung der Normen ergänzt das Serviceangebot in Form von Benutzerin-
formationen und entsprechenden Kennzeichnungen. (DIN 79100 Abschn. 6 u. 7,
S.34 f.)
Wert: 1,00 Etwas positive Auswirkung
4.2 umfangreiches Serviceangebot gewährleisten - 4.1 durchgeführte Qualitäts-
kontrolle
Eine Qualitätskontrolle ergänzt das Serviceangebot.
Wert: 1,00 Etwas positive Auswirkung
Anhang CX
4.2 umfangreiches Serviceangebot gewährleisten - 4.3 Reparaturfreundlichkeit
ermöglichen
Die Gewährleistung eines umfangreichen Serviceangebots (z.B. Ersatzteil-/
Werkzeugversand) kann die Reparaturfreundlichkeit erhöhen.
Wert: 3,00 Stark positive Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 1.1 Verschmutzungsschutz
Durch einen gezielten Einsatz von Verschmutzungsschutzvorrichtungen
(Schraubverbindungen sollten nicht korrodieren, etc.) kann die Reparaturfreund-
lichkeit erhöht werden.
Wert: 1,00 Etwas positive Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 1.4 gefederte tragende Struktur
Durch den Einsatz von Federelementen wird die Reparaturfreundlichkeit eher
eingeschränkt. (Federelemente vom Laien meist nicht reparabel)
Wert: -3,00 Stark negative Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 1.6 solide Gangschaltung
Eine Verbesserung der Schaltung (z.B. in Bezug auf deren Einstellbarkeit) kann
sich positiv auf die Reparaturfreundlichkeit auswirken.
Wert: 1,00 Etwas positive Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 2.3 korrosionsunempfindlich
Je höher der Korrosionsschutz, desto größer ist die Reparaturfreundlichkeit.
Wert: 3,00 Stark positive Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 3.2 Normgerechtigkeit
Durch den Einsatz genormter Teile (z.B. Schrauben) ist meist eine Reparatur mit
handelsüblichen Werkzeugen leicht möglich.
Wert: 1,00 Etwas positive Auswirkung

Anhang CXI
4.3 Reparaturfreundlichkeit ermöglichen - 3.3 sichere Verschraubungen/ Ver-
bindungen
Je sicherer Verbindungssysteme gestaltet werden, desto schwieriger ist meist
das Lösen bzw. die Reparatur.
Wert: -1,00 Etwas negative Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 3.4 zuverlässige Bremsanlage
Je zuverlässiger die Bremsanlage gestaltet ist, desto weniger Reparaturaufwand
sollte anfallen.
Wert: 1,00 Etwas positive Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 3.5 zuverlässige Beleuchtungsanlage
Eine zuverlässige Beleuchtungsanlage (sicher verlegte Kabel und korrosionsfreie
Kontakte) kann die Reparaturfreundlichkeit einschränken.
Wert: -1,00 Etwas negative Auswirkung
4.3 Reparaturfreundlichkeit ermöglichen - 4.2 umfangreiches Serviceangebot
gewährleisten
Die Gewährleistung eines umfangreichen Serviceangebots (z.B. Ersatzteil-/
Werkzeugversand) kann die Reparaturfreundlichkeit erhöhen.
Wert: 3,00 Stark positive Auswirkung

Anhang CXII
A) Anforderungen der Fachhändler an ein Trekkingrad im Wert bis 450 €.
Anforderungen Wichtung in % gefederte tragende Struktur 5,7 100,0zuverlässige Beleuchtungsanlage 5,8 51,7solide Schaltung 5,9 48,3Sicherheit und Zuverlässigkeit der Komponenten 3,9 48,3Design 6,7 37,9Hohlkammerfelgen 5,6 27,9Gepäck- und Schutzvorrichtungen 4,5 27,9geringer Rollwiderstand 3,8 27,9Gewicht 5,4 24,1Wartungsfreundlichkeit 5 17,2Montagefähigkeit 5 17,2Alurahmen 4,2 17,2Anpassbarkeit/ Verarbeitung 8,5 13,8Qualität 8,5 13,8Normteile 7,5 13,8Preis-/ Leistungsverhältnis 4 13,8versch. Griffpositionen 3 13,8Geometrie/ Technik 8 10,3Langlebigkeit 7 10,3gute Ausstattung 4,7 10,3Hersteller (Image) 4,3 10,3Lackierung 9 6,8zuverlässige Bremsanlage 8,5 6,8Handling/ Ergonomie 7 6,8Geländetauglichkeit 8 3,4individuelle Zusammenstellung 7 3,4Komfort 6 3,4kindersitzgerechte Rahmenform 5 3,4
gute Marge/ Verfügbarkeit 4 3,4
Abbildung 1: Anforderungen der Fachhändler

Anhang CXIII
1. Wäre eine längere Nutzungsdauer für ein Fahrrad ein Verkaufsargument?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
keine 3,4 X
nein 13,8 Versandhandel
ja 82,8
Direktvertrieb, Großhandel, Le-bensmitteleinzelhandel
Tabelle 15: Längere Nutzungsdauer als Verkaufsargument
1.1 Dürfte das Fahrrad dann mehr kosten?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
keine 3,4 X
nein 20,7
Versandhandel, Lebensmitteleinzel-handel
ja 75,9 Direktvertrieb, Großhandel
Tabelle 16: Akzeptanz von Mehrkosten (Nutzungsdauer)
1.2 Wenn ja, wieviel in %?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
keine 31,8 X
10% 22,7 Großhandel
20-25% 18,2 Direktvertrieb
30-35% 18,2 X
über 80% 9,1% X
Tabelle 17: Angaben zu Mehrkosten (Nutzungsdauer)

Anhang CXIV
2. Wäre eine verbesserte Recyclingfähigkeit des Produktes oder Teilen davon ein
Verkaufsargument?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
keine 0 X
nein 86,2
Direktvertrieb, Großhandel, Ver-sandhandel, Lebensmitteleinzel-
handel
ja 13,8 X
Tabelle 18: Verbesserte Recyclingfähigkeit als Verkaufsargument
2.1 Dürfte das Fahrrad dann mehr kosten?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 50
Direktvertrieb, Großhandel, Versand-handel, Lebensmitteleinzelhandel
ja 50 X
Tabelle 19: Akzeptanz von Mehrkosten (verbesserte Recyclingfähigkeit)
2.2 Wenn ja, wieviel in %?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
20% 50 X
25% 50 X
Tabelle 20: Angaben zu Mehrkosten (verbesserte Recyclingfähigkeit)

Anhang CXV
3. Nehmen Sie auch jetzt schon Alträder zurück?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
keine 0 X
nein 17,2
Direktvertrieb, Großhandel, Le-bensmitteleinzelhandel
ja 82,8 Versandhandel
Tabelle 21: Angaben zur Rücknahme von Alträdern
3.1 Wenn ja, was geschieht damit vorwiegend?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 70,8 X
ja 29,2 Versandhandel
Tabelle 22: Angaben zur Verwendung zurückgenommener Alträder
(TEILEENTNAHME UND VERWERTUNG)
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 16,7 X
ja 83,3 Versandhandel
Tabelle 23: Angaben zur Verwendung zurückgenommener Alträder
(VERSCHROTTUNG)
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 29,2 X
ja 70,8 X
Tabelle 24: Angaben zur Verwendung zurückgenommener Alträder
(Wiederverkauf)

Anhang CXVI
3.2 Welche Probleme ergeben sich im Rahmen einer Rücknahmeverpflichtung
von Alträdern?
Probleme Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
Keine Angaben 27,6 X
Platzbedarf 41,4
Lebensmitteleinzelhandel, Ver-sandhandel, Direktvertrieb
Lager-/ Entsor-gungskosten
20,7 Großhandel
sonstige 10,3 X
Tabelle 25: Probleme im Rahmen einer Rücknahmeverpflichtung von
Alträdern
4. Welches Anreiz- und Finanzierungssystem halten Sie bei Rücknahme-
systemen für geeigneter?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
keine 41,4 Lebensmitteleinzelhandel
Pfandsystem 20,7 Versandhandel
Vorschüssig zu leistendeEntsorgungsbeiträge
37,9 Direktvertrieb, Großhandel
Tabelle 26: Angaben zu Anreiz- Finanzierungssystem als Rücknahmesystem
5. Welche Rolle spielen die folgenden Merkmale beim Einkauf von Fahrrädern?
5.1 Reparaturmöglichkeit
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
eher wichtig 96,6 Großhandel, Versandhandel
eher unwichtig 3,4
Lebensmitteleinzelhandel, Direkt-vertrieb
Tabelle 27: Reparaturmöglichkeit als Einkaufskriterium

Anhang CXVII
5.2 Verfügbarkeit von Ersatzteilen
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
eher wichtig 6,9 Großhandel, Versandhandel
eher unwichtig 93,1
Lebensmitteleinzelhandel, Direkt-vertrieb
Tabelle 28: Verfügbarkeit von Ersatzteilen als Einkaufskriterium
5.3 Verwendung von Normteilen
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
eher wichtig 13,8 Großhandel, Versandhandel
eher unwichtig 86,2
Lebensmitteleinzelhandel, Direkt-vertrieb
Tabelle 29: Verwendung von Normteilen als Einkaufskriterium
5.4 Technische Nachrüstbarkeit
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
eher wichtig 41,4
Großhandel, Lebensmitteleinzel-handel
eher unwichtig 58,6 Direktvertrieb, Versandhandel
Tabelle 30: Technische Nachrüstbarkeit als Einkaufskriterium
5.5 Gute Demontagefähigkeit
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
eher wichtig 41,4
Großhandel, Lebensmitteleinzel-handel
eher unwichtig 58,6 Direktvertrieb, Versandhandel
Tabelle 31: Gute Demontagefähigkeit als Einkaufskriterium
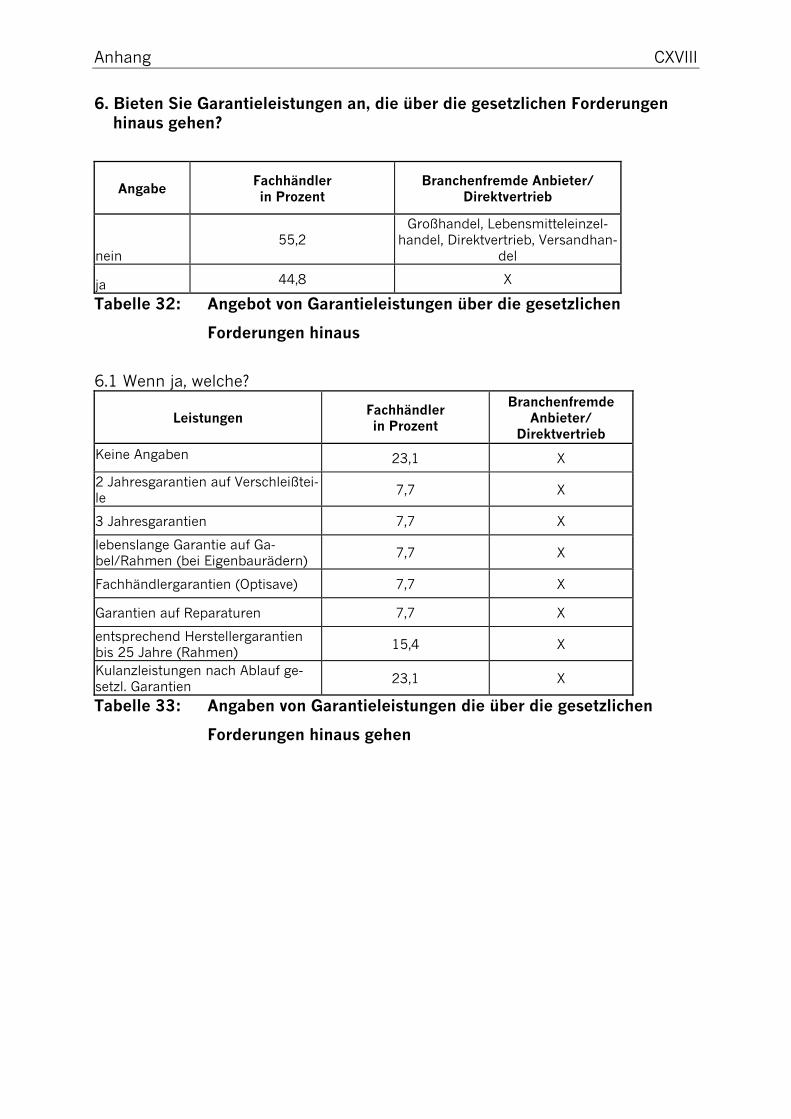
Anhang CXVIII
6. Bieten Sie Garantieleistungen an, die über die gesetzlichen Forderungen hinaus gehen?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 55,2
Großhandel, Lebensmitteleinzel-handel, Direktvertrieb, Versandhan-
del
ja 44,8 X
Tabelle 32: Angebot von Garantieleistungen über die gesetzlichen
Forderungen hinaus
6.1 Wenn ja, welche?
Leistungen Fachhändler in Prozent
Branchenfremde Anbieter/
Direktvertrieb Keine Angaben 23,1 X
2 Jahresgarantien auf Verschleißtei-le
7,7 X
3 Jahresgarantien 7,7 X
lebenslange Garantie auf Ga-bel/Rahmen (bei Eigenbaurädern)
7,7 X
Fachhändlergarantien (Optisave) 7,7 X
Garantien auf Reparaturen 7,7 X
entsprechend Herstellergarantien bis 25 Jahre (Rahmen)
15,4 X
Kulanzleistungen nach Ablauf ge-setzl. Garantien
23,1 X
Tabelle 33: Angaben von Garantieleistungen die über die gesetzlichen
Forderungen hinaus gehen

Anhang CXIX
7. Welchen Service bieten Sie an, wenn ein Fahrrad bei Ihnen gekauft wurde?
Leistungen Fachhändler in Prozent
Branchenfremde Anbieter/
Direktvertrieb Keine Angaben 3,4 X
kostenlose Erstdurchsicht (200-500km und 2-6Monate)
58,6 Direktvertrieb
Codierung (kostenlos) 17,2 X
Leihfahrrad bei Reparatur 10,3 X
Inzahlungnahme des Altrades 10,3 X
Endmontage, Umbauten, Anpassung, Kundendienst (Beratung, Probefahrt, Werkstattleistungen)
69 X
Hol- und Bringservice 13,8 Versandhandel
Tabelle 34: Angabe Serviceleistungen beim Fahrradneukauf
7.1 Können Sie permanent folgende Werkstattleistungen anbieten? a) Wartung und Pflege
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 0 Großhandel
ja 100
Lebensmitteleinzelhandel, Direkt-vertrieb, Versandhandel
Tabelle 35: Permanente Bereitstellung von Werkstattleistungen (Wartung
und Pflege)
b) Reparatur/ Instandsetzung
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 0 Großhandel
ja 100
Lebensmitteleinzelhandel, Direkt-vertrieb, Versandhandel
Tabelle 36: Permanente Bereitstellung von Werkstattleistungen
(Reparatur/ Instandsetzung)

Anhang CXX
7.2 Bereitstellung der Leistungen in eigener Werkstatt oder in einer Vertrags-werkstatt?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
Vertragswerk-statt
0 Lebensmitteleinzelhandel
Eigene Werkstatt 100 Direktvertrieb, Versandhandel
Tabelle 37: Lokale Bereitstellung von Werkstattleistungen
8. Worüber ärgern Sie sich, wenn Sie Fahrräder instandsetzen, pflegen, aufrüsten etc.?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 55,2
Lebensmitteleinzelhandel, Direkt-vertrieb, Versandhandel
ja 44,8 Großhandel
Tabelle 38: Fehlende Teilenormung
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 51,7
Lebensmitteleinzelhandel, Direkt-vertrieb, Versandhandel, Großhan-
del
ja 48,3 X
Tabelle 39: Mangelnde Passfähigkeit
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 55,2
Lebensmitteleinzelhandel, Direktvertrieb
ja 44,8 Versandhandel, Großhandel
Tabelle 40: Hohe Teilevielfalt

Anhang CXXI
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 75,9
Lebensmitteleinzelhandel, Direkt-vertrieb, Versandhandel, Großhan-
del
ja 24,1 X
Tabelle 41: Schlechte Verfügbarkeit von Teilen
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 72,4
Lebensmitteleinzelhandel, Versandhandel
ja 27,6 Großhandel, Direktvertrieb
Tabelle 42: Hoher Montage-/ Demontageaufwand
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 75,9
Lebensmitteleinzelhandel, Direkt-vertrieb, Versandhandel, Großhan-
del
ja 24,1 X
Tabelle 43: Lohnt sich nicht
Leistungen Fachhändler in Prozent
Branchenfremde Anbieter/
Direktvertrieb Keine Angaben 55,2 X
fehlerhafte Vormontage 10,3 X
Billigkomponenten 3,4 X
defekte Komponenten an Neurä-dern (Baumarkträdern)
10,3 X
schlechte Pflege durch Kunden (Rost/Schmutz etc.)
20,7 X
desolater Zustand 3,4 X
Tabelle 44: Sonstige Ärgernisse
9. Würden Sie "aufgearbeitete" Altbauteile als Ersatz- oder Umtauschteile ein-setzen?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb

Anhang CXXII
nein 41,4 Direktvertrieb
uneingeschränkt ja 6,9 X
ja, unter best. Bedingungen 51,7
Lebensmitteleinzelhandel, Versandhandel, Großhandel
Tabelle 45: Einsatz „aufgearbeiteter“ Altbauteile als Ersatz- oder
Umtauschteile
Leistungen Fachhändler in Prozent
Branchenfremde Anbieter/
Direktvertrieb Sicherheit muss gewährleistet sein
(geprüfte Qualität), guter Zustand 33,3 X
unter Haftungsausschluss/ Garan-tieausschluss
20 X
wenn als Neuteil nicht mehr ver-fügbar
33,3 X
bei zeitlich geringem Aufwand, an-gemessene Gewinnspanne
20 X
Nach Kundenaufklärung 13,3 X
Tabelle 46: Bedingungen für den Einsatz „aufgearbeiteter“ Komponenten
10. Verkaufen Sie Räder aus zweiter Hand?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 27,6
Lebensmitteleinzelhandel, Versand-handel, Großhandel, Direktvertrieb
ja 72,4 X
Tabelle 47: Verkauf von Gebrauchträdern

Anhang CXXIII
10.1 Würden Sie Gebrauchträder unter bestimmten Bedingungen verkaufen?
Angabe Fachhändler in Prozent
Branchenfremde Anbieter/ Direktvertrieb
nein 50
Lebensmitteleinzelhandel, Versand-handel, Großhandel, Direktvertrieb
ja 50 X
Tabelle 48: Verkauf von Gebrauchträdern unter best. Bedingungen
10.2 Unter welchen Bedingungen würden Sie Gebrauchträder verkaufen?
Leistungen Fachhändler in Prozent
Branchenfremde Anbieter/
Direktvertrieb nach Händlerdurchsicht (Garantie-
gewährung) 33,3 X
ohne Garantie und Gewährleistung 33,3 X
bei gutem Verkaufspreis 33,3 X
Tabelle 49: Bedingungen für den Verkauf von Gebrauchträdern
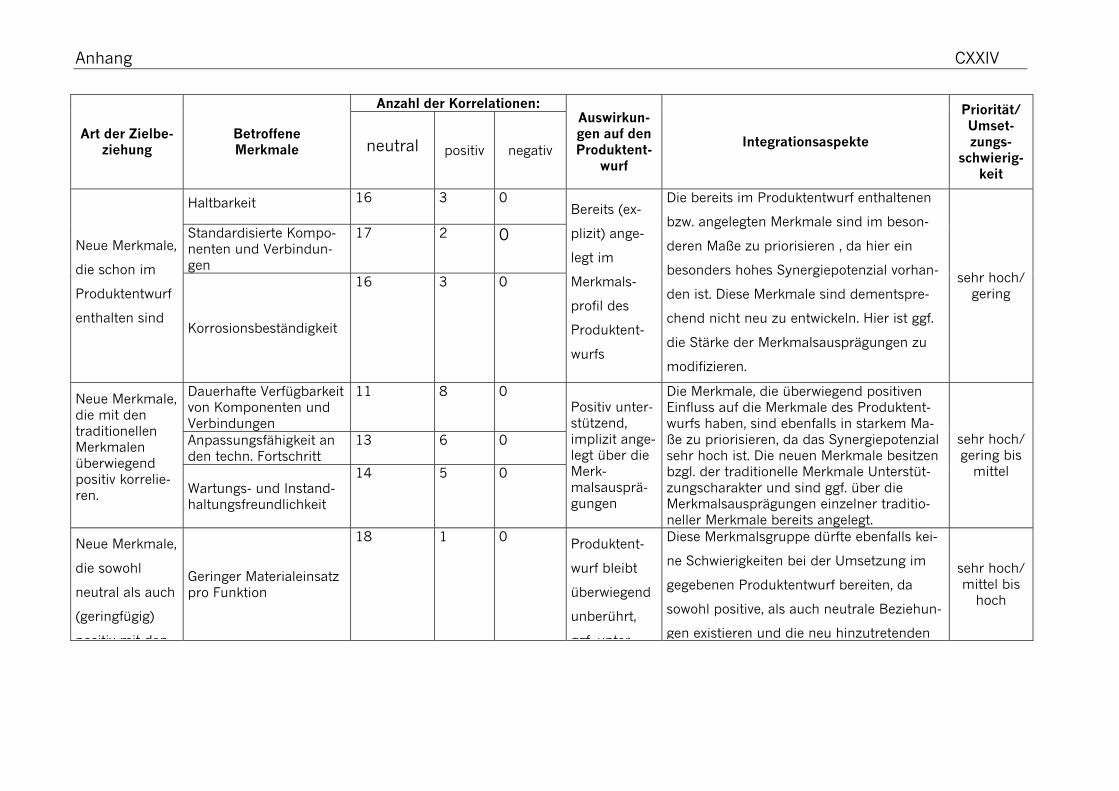
Anhang CXXIV
Anzahl der Korrelationen:
Art der Zielbe-ziehung
Betroffene Merkmale neutral positiv negativ
Auswirkun-gen auf den Produktent-
wurf
Integrationsaspekte
Priorität/ Umset-zungs-
schwierig-keit
Haltbarkeit 16 3 0
Standardisierte Kompo-nenten und Verbindun-gen
17 2 0 Neue Merkmale,
die schon im
Produktentwurf
enthalten sind Korrosionsbeständigkeit
16 3 0
Bereits (ex-
plizit) ange-
legt im
Merkmals-
profil des
Produktent-
wurfs
Die bereits im Produktentwurf enthaltenen
bzw. angelegten Merkmale sind im beson-
deren Maße zu priorisieren , da hier ein
besonders hohes Synergiepotenzial vorhan-
den ist. Diese Merkmale sind dementspre-
chend nicht neu zu entwickeln. Hier ist ggf.
die Stärke der Merkmalsausprägungen zu
modifizieren.
sehr hoch/ gering
Dauerhafte Verfügbarkeit von Komponenten und Verbindungen
11 8 0
Anpassungsfähigkeit an den techn. Fortschritt
13 6 0
Neue Merkmale, die mit den traditionellen Merkmalen überwiegend positiv korrelie-ren.
Wartungs- und Instand-haltungsfreundlichkeit
14 5 0
Positiv unter-stützend, implizit ange-legt über die Merk-malsausprä-gungen
Die Merkmale, die überwiegend positiven Einfluss auf die Merkmale des Produktent-wurfs haben, sind ebenfalls in starkem Ma-ße zu priorisieren, da das Synergiepotenzial sehr hoch ist. Die neuen Merkmale besitzen bzgl. der traditionelle Merkmale Unterstüt-zungscharakter und sind ggf. über die Merkmalsausprägungen einzelner traditio-neller Merkmale bereits angelegt.
sehr hoch/ gering bis
mittel
Neue Merkmale,
die sowohl
neutral als auch
(geringfügig)
positiv mit den
Geringer Materialeinsatz pro Funktion
18 1 0 Produktent-
wurf bleibt
überwiegend
unberührt,
ggf unter
Diese Merkmalsgruppe dürfte ebenfalls kei-
ne Schwierigkeiten bei der Umsetzung im
gegebenen Produktentwurf bereiten, da
sowohl positive, als auch neutrale Beziehun-
gen existieren und die neu hinzutretenden
sehr hoch/ mittel bis
hoch
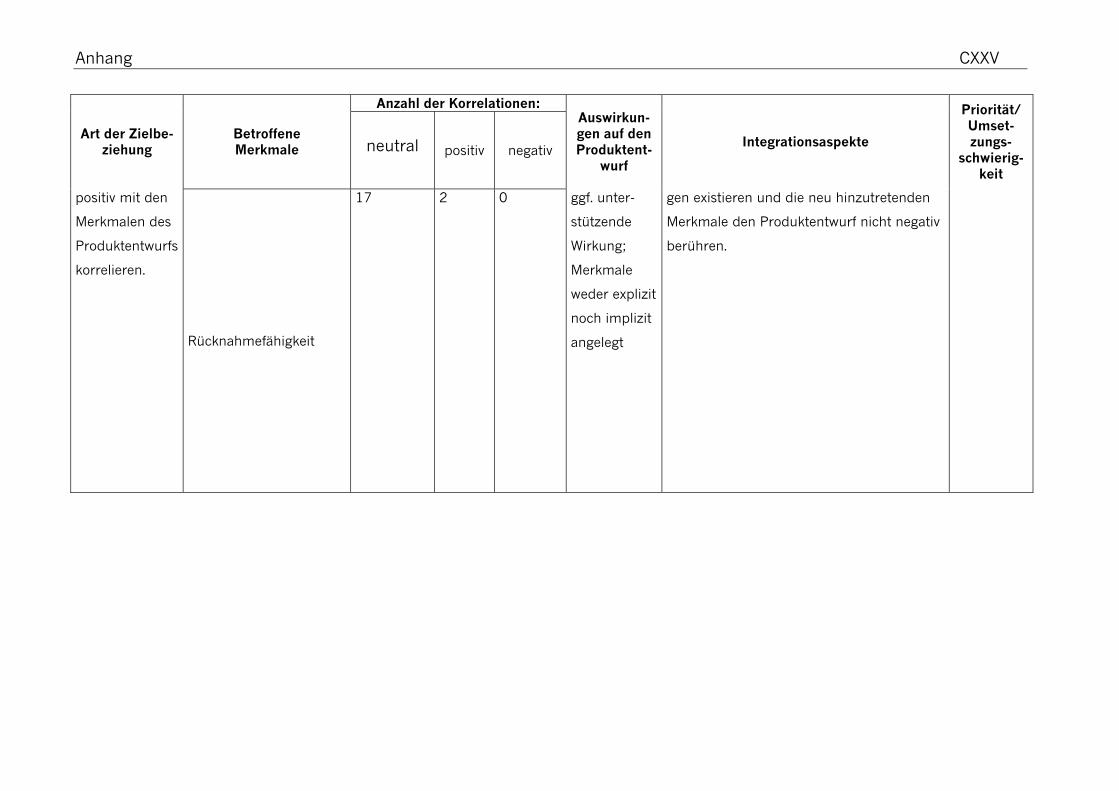
Anhang CXXV
Anzahl der Korrelationen:
Art der Zielbe-ziehung
Betroffene Merkmale neutral positiv negativ
Auswirkun-gen auf den Produktent-
wurf
Integrationsaspekte
Priorität/ Umset-zungs-
schwierig-keit
positiv mit den
Merkmalen des
Produktentwurfs
korrelieren.
Rücknahmefähigkeit
17 2 0 ggf. unter-
stützende
Wirkung;
Merkmale
weder explizit
noch implizit
angelegt
gen existieren und die neu hinzutretenden
Merkmale den Produktentwurf nicht negativ
berühren.

Anhang CXXVI
Anzahl der Korrelationen:
Art der Zielbe-ziehung
Betroffene Merkmale neutral positiv negativ
Auswirkun-gen auf den Produktent-
wurf
Integrationsaspekte
Priorität/ Umset-zungs-
schwierig-keit
Stoffliche und energeti-sche Verwertungsfähig-keit
19 0 0
Geringe Materialvielfalt pro Funktion
19 0 0
Neue Merkmale, die keinen Ein-fluss auf die traditionellen Merkmale ha-ben (ausschließ-lich neutrale Beziehungen)
Identifizierbarkeit der Materialien
19 0 0
Produktent-wurf unbe-rührt, Merk-male weder explizit noch implizit ange-legt
Merkmale mit indifferenten Zielbezug dürf-ten bei der Erweiterung des Produktent-wurfs keine größeren Probleme bereiten, da keine unmittelbaren Abhängigkeiten beste-hen. Der gegebene Produktentwurf bleibt (zunächst) unberührt.
hoch/ mittel bis
hochl

Anhang CXXVII
Anzahl der Korrelationen:
Art der Zielbe-ziehung
Betroffene Merkmale neutral positiv negativ
Auswirkun-gen auf den Produktent-
wurf
Integrationsaspekte
Priorität/ Umset-zungs-
schwierig-keit
Schadstoffarme Materia-lien
19 0 0
Zeitloses Design
18 1
Modularer Produktauf-bau
15 3 1
Neue Merkmale, die Mischbezie-hungen aufwei-sen (neutrale, positive und negative Bezie-hungen).
Demontagefähigkeit
15 2 2
Produktent-
wurf wird ggf.
verschlech-
tert, Merkma-
le jedoch
implizit im
Produktent-
wurf enthal-
ten
In dieser Merkmalsgruppe sind insbesonde-re die Merkmale, die negativ korrelieren problematisch, da der gegebene Produkt-entwurf nicht negativ tangiert werden darf. In diesem Zusammenhang erscheinen die Merkmale Modularer Produktaufbau sowie Demontagefähigkeit besonders kritisch. Die Zielkonflikte sind nach Möglichkeit aufzulö-sen oder es muss auf die Ausprägung der entsprechenden Merkmale verzichtet wer-den.
mittel/ gering bis mittel
Tabelle 50: Darstellung von Integrationsaspekten „neuer“ Produktmerkmale auf Grundlage der Zielbeziehungen

Anhang CXXVIII
Funktion Demontage-
zeit in min
Teilezahl je
Funktion
∅ Demontage-
zeit je Bauteil in
min
Antreiben 22 18 1,22
Rollen 149 178 0,84
Bremsen 17 8 2,13
Fahrer tragen 9 32 0,28
Lenken 9 7 1,29
Leuchten 36 33 1,09
Schützen 7 14 0,5
Gepäck tragen 3 6 0,5
Warnton ab-
geben 2 6 0,33
Gesamt: 254 304 0,84
Tabelle 51: Demontagezeit und Teilezahl je Funktion (Alträder)

Literaturverzeichnis CXXIX
LITERATURVERZEICHNIS Bücher und Monographien: 13. Deutscher Bundestag Abschlussbericht der Enquete-Kommission „Schutz (1998): des Menschen und der Umwelt – Ziele und Rah
menbedingungen einer nachhaltig zukunftsverträgli-chen Entwicklung“, Bonn.
Albers, A./ Methodik in der praktischen Produktentwicklung – Schweineberger, D. Herausforderung und Grenzen, Universität Friderici (2001): ana (TH), Institut für Maschinenkonstruktionslehre und Kraftfahrzeugbau (mkl), Karlsruhe. Akao, Y. (1992): QFD - Quality Function Deployment: Wie die Japaner
Kundenwünsche in Qualitätsprodukte umsetzen, 1. Aufl., Landsberg.
Arnolds, H./ Heege, F./ Materialwirtschaft und Einkauf: praxisorientiertes Tussing, W. (1998): Lehrbuch, 10., durchges. Aufl., Wiesbaden. Backhaus, K./ Produktentwicklung. Planung und Kontrolle integra de Zoeten, R. (1992): tiver Produktentwicklungen: ein konzeptioneller
Ansatz auf entscheidungsorientierter Basis, 1. Aufl., Wiesbaden, S.96.
Barnett, H.G. (1953): Innovation: The Basis of Cultural Change, New York
et.al. Bichler, K./ Krohn, R. Beschaffungs- und Lagerwirtschaft: praxisorientierte (2001): Darstellung mit Aufgaben und Lösungen, 8., vollst. überarb. Aufl., Wiesbaden. Booz/Allen & Hamilton New Procucts Management for the 1980s, New York. Inc. (1982): Brandt, R. (2000): Demontageorientierte Produktentwicklung: ein Bei-
trag zur Gestaltung umweltgerechter Produkte, 1.Aufl., Düsseldorf.
Brauers, J./ Weber, M. Szenarioanalyse als Hilfsmittel der strategischen (1986): Planung – Methodenvergleich und Darstellung einer neuen Methode, ZfB 56. Jg., H. 7. Brockhoff, K. (1999): Produktpolitik. 4.Auflg., Stuttgart Buer, L. (2003): Supply Chain Management im deutschen Mit-
telstand – Grundlagen und empirische Analyse, 1. Aufl., Hamburg.

Literaturverzeichnis CXXX
Bundesministerium Erster Bericht der Bundesregierung über für Verkehr, Bau und der BRD, Bonn. Wohnungswesen (Hrsg.) (1998): Bundesregierung (1999): Aktueller Fahrradbericht, speziell: Umweltgerechte
Sicherung der Mobilität. Corsten, D. (2002): Supply Chain Management erfolgreich umsetzen:
Grundlagen, Realisierung und Fallstudien, Berlin u.a. Corsten, H. (2000): Produktionswirtschaft, 1. Aufl., München, et al. Cybiz (2000): Das Fachmagazin für Erfolg mit E-Commerce, Frank-furt/Main. Diez, W. (2001): Automobil-Marketing: erfolgreiche Strategien, pra-
xisorientierte Konzepte, effektive Instrumente, Landsberg/ Lech.
DIN/ Birkhofer, H. (2000): Umweltgerechte Produktentwicklung: ein Leitfaden
für Entwicklung und Konstruktion, 1. Aufl., Berlin u.a. DIN (2001): DIN-Taschenbuch 345 – Fahrräder – Normen, Zerti-
fizierungen, Gerätesicherheit. (Hrsg.): DIN Deutsches Institut für Normung e.V., Berlin et.al.
DIN e.V. (2003): DIN-Fachbericht ISO/TR 14062. Umweltmanage-
ment – Integration von Umweltaspekten in Produkt-design und –entwicklung, 1. Aufl., Berlin u.a.
Dipl.-Ing. Heymer, A. Qualitätsmanagement und Gestaltung sicherheits (1998): relevanter Fahrradbauteile, Aachen. DIW/ infas (2003): Tabellenband Mobilität in Deutschland Basisstich-
probe Juli 2003, Berlin und Bonn. Ehrenspiel, K. (2003): Integrierte Produktentwicklung. Denkabläufe, Me-
thodeneinsatz, Zusammenarbeit, 1. Aufl., München, et al.
Essmann, V. (1995): Planung potenzialgerechter Produkte , S.23. Fardin, S./ Büll, U./ Stand der Entsorgung von elektrischen und Rödiger, T. (1996): elektronischen Kleingeräten in der Bundesrepublik
Deutschland, 1.Aufl., Berlin.

Literaturverzeichnis CXXXI
FB-IE: Zeitschrift für Unternehmensentwicklung und Indus-trial Engineering (1995 erstmals erschienen), Darm-stadt.
Frei, M. (1999): Öko-effektive Produktentwicklung, Wiesbaden. Fröhlich, B. (o.J.): Die redaktionelle Komponente als kritischer Erfolgs-
faktor im MIS, Praxisbeispiele, Langenfeld. Fuchs, M. (2001): „Sozialstruktur – Soziale Mobilität“, Geschichts- und
Gesellschaftswissenschaftliche Fakultät (Fachgruppe Soziologie) Katholische Universität Eichstätt-Ingolstadt.
Geipl-Dürasch, K. (1996): Produktbezogenes Kostenmanagement zur Ent-
scheidungsunterstützung in Entwicklung und Kon-struktion, Diss., 1. Aufl., Ilmenau.
Gordon, H. (UCLA) (1968): „Initial experiments with the cross-impact matrix of
forecasting“, Futures, Vol. 1, No. 2. Grigo, H.J. (1973): Produktplanung – Theorie und Praxis, Stuttgart. Grüner, C. (2001): Die strategiebasierte Entwicklung umweltgerechter
Produkte, 1. Aufl., Düsseldorf. Haasis, H.-D./ Hilty, Betriebliche Umweltinformationssysteme: (BUIS) ; L.M./ Kürzl, H./ Projekte und Perspektiven, Rautenstrauch, C. (Hrsg.) Marburg. (1995): Haist, F./ Fromm, H. Qualität in Unternehmen. Prinzipien – Methoden – (1991): Techniken, München et.al. Hauschildt, J. (1997): Innovationsmanagement, München. Heinen, E. (1976): Grundlagen betriebswirtschaftlicher Entscheidungen,
1. Aufl., Wiesbaden. Heinrich, C.H./ Möglichkeiten zur Verbesserung der Verkehrssicher von der Osten-Sacken, heit von Fahrrädern, Bergisch-Gladbach. E. (1996): Herresthal, A. (2002): Fernlehrgang Fahrrad-Einzelhandel: Die Fahrrad-
branche heute, Berlin. Hirschl, B./ Konrad, W./ Nachhaltige Produktnutzung – Sozial-ökonomische
Bedingungen und

Literaturverzeichnis CXXXII
Scholl, G.U./ Zundel, St. ökologische Vorteile alternativer Konsumformen, (2001): Berlin. Hoffmann, J. (1997): Entwicklung eines QFD-gestützten Verfahrens zur
Produktplanung und –entwicklung für kleine und mittlere Unternehmen, 1. Aufl., Berlin et al.
Höft, U. (1992): Lebenszykluskonzepte: Grundlage für das strategi-
sche Marketing- und Technologiemanagement, Ber-lin.
Honton, E.J./ Future Scenarios: The BASICS Computational Stacey, G.S./ method, Economics an Policy Analysis Occasional Millet, S.M. (1984): Paper Number 44, Batelle Comlumbus Division. Huxhold, St. (1990): Marketingforschung und strategische Planung von
Produktinnovationen, Berlin. ifo/ VRinfo (2003): Branchenspecial Bericht Nr. 45, September 2003. Jehle, B. et al. (2000): ProMeKreis – Methoden zur Verbesserung der Kreis-
laufeignung von Einfach- und Komplexgeräten unter Berücksichtigung der Recyclingkosten und unter Einbeziehung innovativer Verwertungstechniken bei der Produktentwicklung, Teilprojekt: Verwertungsver-fahren zum Erreichen einer optimalen Demontage-tiefe, Heuchelheim.
Juran, J.M. (1993): Der neue Juran: Qualität von Anfang an, Landsberg
am Lech. Karmasin, H./ “Cultural Theorie“: Ein Ansatz für Kommunikation, Karmasim, M. (1997): Marketing und Management, Wien. Kern, W./ Schröder, H.H./ Handwörterbuch der Produktionswirtschaft (1996), Weber, J. (Hrsg.) (1996): Stuttgart. Kommission der EG Grünbuch zur integrierten Produktpolitik, 1. Aufl., (2001): Brüssel. Kölscheid, W. (1999): Methodik zur lebenszyklusorientierten Produktges-
taltung – ein Beitrag zum Life Cycle Design, Aachen. König, M./Völker, R. Innovationsmanagement in der Industrie, München, (2002): Wien. Krcmar, H. (2002): Überblick: Auswirkungen des Internets. LE 7, Folie
25 und 26, München.

Literaturverzeichnis CXXXIII
Lemser, B. (2001): Nachhaltigkeitsbezogene Produktinnovationen und Neuproduktplanung – untersucht am Beispiel der Entwicklung von Fahrrädern, Nordhausen.
Liebehenschel, Th. Ökologieorientierte Produkt- und Dienstleis (1999): tungspolitik: Rahmenbedingungen und Trends am Beispiel der Automobilindustrie, 1. Aufl., Marburg. Luczak, H./ Produktionsplanung und –steuerung, Grundlagen, Eversheim, W. (Hrsg.) Gestaltung und Konzepte, 2., korrigierte Auflage, (1999): Berlin et al. Lutz, U./ Nehls- Praxishandbuch Integriertes Produktmanagement – Sahabandu, M. (2001): Prozesse und Produkte optimieren – Potenziale nutzen, 1. Aufl., Düsseldorf. Matschke, M.J./ Jaeckel, Betriebliche Umweltwirtschaft, Herne et.al. U.D./ Lemser, B. (1996): Meffert, H. (1998): Marketing – Grundlagen der Absatzpolitik, Wiesba-
den. Meffert, H./ Wagner, H./ Ziele und Strategien zur Gestaltung von produktbe Backhaus, K. (Hrsg.) zogenen Rücknahme- und Recyclingsystemen – (1997): ausgewählte Forschungsergebnisse einer Hersteller-
und Entsorgerbefragung, 1. Aufl., Münster. Nickut, St. (2003): APS-Systeme für das Management von Wertschöp-
fungsketten. Seminararbeit, Bayreuth. Petters, J. (2001): Seminararbeit und Präsentation über Arten von dy-
namischen Veröffentlichungssyste-men/Informationssystemen.
Pfeifer, T. (2001a): Qualitätsmanagement: Strategien, Methoden, Tech-
niken, München, et.al. Pfeifer, T. (2001b): Praxisbuch Qualitätsmanagement: Aufgaben, Lö-
sungswege, Ergebnisse, München, et. al. Platz, J./ Projektmanagement in der industriellen Forschung Schmelzer, H.J. (1986): und Entwicklung. Einführung anhand von Beispielen
aus der Informationstechnik, Berlin. Pleschak, F./ Sabisch, H. Innovationsmanagement. Stuttgart. (1996): RadMarkt 05/2001: Portrait Messingschlager

Literaturverzeichnis CXXXIV
Rapp, T. (1999): Produktstrukturierung, Komplexität durch modulare Produktstrukturen und –plattformen, Wiesbaden.
Runzheimer Ch. (1999): Planung und Kontrolle Integrativer Produktentwick-
lungen: Ein konzeptioneller Ansatz auf entschei-dungsorientierter Basis, Wiesbaden.
Scharf, A./Schubert, B. Marketing : Einführung in Theorie und Praxis, Stutt-(2001): gart. Schlicksupp, H. (2004): Innovationen, Kreativität und Ideenfindung. 6. Auflg.,
Würzburg. Schneider, B. (1999): Recycling-Informationssysteme: Integration von Pro-
duktion und Recycling, 1. Aufl., Wiesbaden. Schumpeter, J. (1931): Theorie der wirtschaftlichen Entwicklung – eine Un-
tersuchung über Unternehmergewinn, Kapital, Kre-dit, Zins und den Konjunkturzyklus, Leipzig.
Schwarz, A. (2001): „Soziale Schichtung (Schichten, Klassen, Milieus,
soziale Mobilität)“, Europa-Universität Viadrina, Frankfurt/Oder.
Siemens (2000): SN 36350-1: Umweltverträgliche Produkte. Teil 1:
Leitlinien zur Produktgestaltung, 1. Aufl., München. Siestrup, G. (1999): Produktkreislaufsysteme: ein Ansatz zur betriebs-
wirtschaftlichen Bewertung produktintegrierter Um-weltschutzstrategien in kreislaufwirtschaftsorientier-ten Produktionsnetzwerken, 1. Aufl., Berlin.
Specht, G. (1996): Integrierte Produkt- und Prozessentwicklung. Pla-
nung und Kontrolle integrativer Produktentwicklun-gen: ein konzeptioneller Ansatz auf entscheidungs-orientierter Basis, 1. Aufl., Wiesbaden.
Specht, G./Beckmann, C. F&E-Management, Stuttgart. (1996): Stahel, W.R. (1991): Langlebigkeit und Materialrecycling. Strategien zur
Vermeidung von Abfällen im Bereich der Produkte, Essen.
Steinmüller, K. (Hrsg.) WerkstattBericht 21, Sekretariat für Zu (1997): kunftsforschung, Gelsenkirchen. Sydow, J. von (1992): Strategische Netzwerke. Evolution und Organisation.
Gabler Verlag, Wiesbaden.

Literaturverzeichnis CXXXV
Thaler, K. (2003): Supply Chain Management – Prozessoptimierung in
der logistischen Kette, 4., akt. und erw. Auflage, Troisdorf.
Turowski (o.J.): Aufbau betrieblicher Informationssysteme, Folie 24
und 25, Universität Augsburg. Verein Deutscher VDI 2221; Produktplanung, Ablauf, Begriffe und Ingenieure (1980): Organisation, Düsseldorf. Verein Deutscher VDI 2221; Methodik zum Entwickeln und Ingenieure (1993): Konstruieren technischer Systeme und Produkte, Düsseldorf. Waltemath, A.-M. (2001): Altproduktrückführung als logistische Dienstleistung
– Entwicklung eines kundenorientierten Rückführ-konzeptes, 1. Aufl., Berlin.
Wertz, B. (1999): Management von Lieferanten-Produzenten-
Beziehungen: eine Analyse von Unternehmensnetz-werken in der deutschen Automobilindustrie
Zendel, O. (o.J.): Supply Chain Management – DB Aspekte des e-
commerce, Folie 3, 5, 6, 9 und 10.

Literaturverzeichnis CXXXVI
Artikel und Beiträge: Ahn, H./ Meyer, C. (1999): Systematik vermeidungsorientierter Produktnut-
zungskonzepte. Optimierung der Produktnutzung als Beitrag zum Umweltschutz. In: UmweltWirtschafts-Forum (7. Jahrg.) Heft 6, S. 62-65.
Atling, L./ Life Cycle Engineering and Design. In: CIRP Annals – Legarth, J. (1983): Manufactoring Technology: Berichte der internatio-
nalen Forschungsgemeinschaft für technische Pro-duktionstechnik. Vol. 44/271995, insb. S. 570
Bartholomae, S. (1997): „Eine Gesellschaft macht mobil“. In: Die Depesche,
Nr. 150, 7. Jahrgang, Berlin. Baumgarten, H. (2003): Verankerung der Logistik in der strategischen Unter-
nehmensführung. In: Logistik und Verkehrswirtschaft im Wandel: unternehmensübergreifende Versor-gungsnetzwerke verändern die Wirtschaft, München, S. 21-36.
Baumgarten, H.; Gestaltung und Optimierung von Logistiknetzwerken. Buse, H.-P. (1997): In: Waltemath, A.-M. (2001): Altproduktrückführung
als logistische Dienstleistung – Entwicklung eines kundenorientierten Rückführkonzeptes, 1. Aufl., Ber-lin, S. 189.
Bicker, W. (2003): Kreative Angebote für eine mobile Zukunft. In:
FIRMEN AUTO Spezial Nr.1, Würzburg. Brockhoff, K. (1995): Innovationsmanagement, in: Handwörterbuch Mar-
keting, Stuttgart. Bruhn, M. (1997): Quality Function Deployment als Grundlage eines
integrierten Qualitätsmanagements – Problemfelder und Erweiterungsbedarf. In: Die Betriebswirtschaft, 52. Jahrg., Heft 2, S. 278-279.
Cleveland, B. (1998): Wie sich Incoming Call Center verhalten. In: Walte-
math, A.-M. (2001): Altproduktrückführung als logis-tische Dienstleistung – Entwicklung eines kundenori-entierten Rückführkonzeptes, 1. Aufl., Berlin, S. 164 ff.

Literaturverzeichnis CXXXVII
Corsten, H. (1984a): Die Leistungsbereitschaft in der Dienstleistungspro-duktion. In: Waltemath, A.-M. (2001): Altprodukt-rückführung als logistische Dienstleistung – Entwick-lung eines kundenorientierten Rückführkonzeptes, 1. Aufl., Berlin, S. 155.
Corsten, H. (1984b): Zum Problem der Mehrstufigkeit in der Dienstleis-
tungsproduktion. In: Waltemath, A.-M. (2001): Alt-produktrückführung als logistische Dienstleistung – Entwicklung eines kundenorientierten Rückführkon-zeptes, 1. Aufl., Berlin, S. 155.
Diez, W./ Reindl, S. Produkt Mobilität – Vom Automobilhersteller zum (2002): Mobilitätsanbieter – Mobilitätsdienstleistungen und
ihre Umsetzung in der Automobilwirtschaft. In: Mobilität, Heft 3/2002.
Doering, R. (1998): Aufbau und Organisation eines Call Centers. In: Wal-
temath, A.-M. (2001): Altproduktrückführung als lo-gistische Dienstleistung – Entwicklung eines kun-denorientierten Rückführkonzeptes, 1. Aufl. Berlin, S. 163 ff.
Dorbrandt, J./ Fröhlich, J./ Ausgewählte Projektbeispiele zur Reduzierung der Schmelzer, H.-J./ Entwicklungszeit. In: Reichwald, R., Schmelzer, H.-J. Schnopp, R. (1990): Durchlaufzeiten in der Entwicklung, München, S.38. Dyckhoff, H./ Gießler, T. Produktentstehung und Umweltschutz – Grundzü- (1998): ge einer ökologieorientierten Produktentstehung.
In: Produktentstehung, Controlling und Umwelt-schutz – Grundlagen eines ökologieorientierten F&E-Controlling, Heidelberg, S. 168-178.
Ebinger, F. (2001): Akteurskooperationen im ökologischen Produktle-
benszyklus. In: Lutz, U./ Nehls-Sahabandu, M (Hrsg.): Praxishandbuch integriertes Produktmana-gement. Prozesse und Produkte optimieren, Poten-ziale nutzen, Umweltverträglichkeit verbessern. Düs-seldorf, 2001.
Emmermann, M. (1996): Beitrag zur Entwicklung der Prozesskette „Entsor-
gung“ auf Basis einer managementorientierten ganzheitlichen Entsorgungslogistik. In: Waltemath, A.-M. (2001): Altproduktrückführung als logistische Dienstleistung – Entwicklung eines kundenorientier-ten Rückführkonzeptes, 1. Aufl. Berlin, S. 168.
Engelhardt, H.W. (1989): Produktplanung. In: Handwörterbuch der Planung,
Stuttgart, Sp. 1621-1623.

Literaturverzeichnis CXXXVIII
Engelhardt, W./ Leistungsbündel als Absatzobjekte – ein Ansatz zur Kleinaltenkamp, M./ Überwindung der Dichoto- Reckenfelderbäumer, M. mie von Sach- und Dienstleistungen. In: ZfbF, S. 398 (1993): ff. Engelhardt, W.H. (1989): Produktplanung. In: Handwörterbuch der Planung,
Stuttgart, Sp. 1619. Flik, M./ Heering, C./ Neugestaltung des Produktentwicklungsprozesses Staengel, D. (1998): bei einem Automobilzulieferer: Prozessorientierte
Reorganisation, Quality Function Deployment und Target Costing. In: Zeitschrift für betriebswirtschaftli-che Forschung (ZfbF), 50. Jahrg., Heft 3, S. 289-305.
Frei, M (1998): Die öko-effektive Produktentwicklung – Der Beitrag
des Umweltmanagements zur Entwicklung umwelt-gerechter Produkte. In: DIN/ Birkhofer, H.; Umwelt-gerechte Produktentwicklung: ein Leitfaden für Ent-wicklung und Konstruktion, 1. Aufl., Berlin u.a., Kapi-tel 2.2.1, S. 1.
Giovanelli, H. (2000): Die Rolle des Quality Function Deployment (QFD) im
betrieblichen Innovationsmanagement. In: Innovati-onsmanagement – Handbuch für mittelständische Betriebe, S.54.
Grammer, M. (1994): Ökologisches Design in der Möbelbranche. Produkt
und Umwelt. Anforderungen, Instrumente und Ziele einer ökologischen Produktpolitik, Berlin, S. 91ff.
Herzwurm, G./ Kundenorientierte Evaluierung von Software-Tools Schockert, S./ zur Unterstützung von Weinberger, C. (1997): Quality Function Deployment. In: Studien zur Sys-
tementwicklung, Köln, Band 12. Homburg, C. (1997): TQM: Eine Herausforderung für die Marketing-
Wissenschaft. In: Die Betriebswirtschaft, 52. Jahrg., Heft 2, S. 283-285.
Hopfenbeck, W. (2001): Umweltorientierte Produktpolitik. In: Lutz, U./ Nehls-
Sahabandu, M. (Hrsg.): Praxishandbuch integriertes Produktmanagement. Prozesse und Produkte opti-mieren, Potenziale nutzen, Umweltverträglichkeit verbessern. Düsseldorf, 2001.

Literaturverzeichnis CXXXIX
Kaluza, B./ Blecker, T. Management interindustrieller Entsor (1996): gungsnetzwerke. In: Siestrup, G.; Produktkreislauf-
systeme: ein Ansatz zur betriebswirtschaftlichen Bewertung produktintegrierter Umweltschutzstrate-gien in kreislaufwirtschaftsorientierten Produktions-netzwerken, 1. Aufl., Berlin, S. 52 und S. 63.
Klein, B./ Schmidt, G. Früher auf dem Markt. Erfolgspotentiale von QFD als (2001): Kernelement des Produktentwicklungsprozesses. In: QZ, Jahrg. 46, Heft 3. Knolmayer, G. (2002): Kooperation im Supply Chain Management, „Colla-
borative SCM“ ist mehr als Informationsaustausch. In: Neue Zürcher Zeitung, Sonderbeilage 223, 269, S. B5.
Kruse, J.P. (1998): Die strategische Bedeutung der Innovation Call Cen-
ter. In: Waltemath, A.-M. (2001): Altproduktrückfüh-rung als logistische Dienstleistung – Entwicklung ei-nes kundenorientierten Rückführkonzeptes, 1. Aufl. Berlin, S. 163 ff.
Kuhn, K. (1998): Technik im Call Center. In: Waltemath, A.-M. (2001):
Altproduktrückführung als logistische Dienstleistung – Entwicklung eines kundenorientierten Rückführ-konzeptes, 1. Aufl. Berlin, S. 164.
Luczak/ Fricker (1997): Komplexitätsmanagement – ein Mittel der strategi-
schen Unternehmensgestaltung, In: Komplexität und Agilität – Festschrift zum 60. Geburtstag von Prof. W. Eversheim, S. 311-323.
Maleri, R. (1994): Grundlagen der Dienstleistungsproduktion. In: Wal-
temath, A.-M. (2001): Altproduktrückführung als lo-gistische Dienstleistung – Entwicklung eines kun-denorientierten Rückführkonzeptes, 1. Aufl. Berlin, S. 155.
Nieschlag, R./ Dichtl, E./ Marketing. In: Runzheimer, C.; Planung und Kontrol- Hörschgen, H. (1997): le integrativer Produktentwicklungen: ein konzeptio-
neller Ansatz auf entscheidungsorientierter Basis, 1. Aufl., Wiesbaden, S.96.
Ostendorf, R. J./ Ökologie als Wettbewerbsfaktor in der Automobilin- Wolter, F. (2004): dustrie. In: UmweltWirtschaftsForum, 12. Jg., H.
1,März 2004, S. 63-68, Springer Verlag. Pfohl, H.-Chr.; Logistik in Unternehmensnetzwerken.

Literaturverzeichnis CXL
Darkow, I.-L. (1999): In: Waltemath, A.-M. (2001): Altproduktrückführung als logistische Dienstleistung – Entwicklung eines kundenorientierten Rückführkonzeptes, 1. Aufl. Ber-lin, S. 189.
Rocha, C./ The development of product-oriented environmental Brezet, H. (1999): management systems (POEMS). The Dutch experi-
ence and a case study. Delft: Arbeitspapier vorgelegt zum Workshop „Developing Competencies for Inte-grated Product Policy (IPP): A focus on the electron-ics and white goods sector“ (21.6.1999)
Rubik, F. (2002): Umweltgerechte Produktinnovationen und Integrier-
te Produktpolitik. In: UmweltWirtschaftsForum, 10. Jg., H. 3. September 2002, S. 40ff., Springer Verlag.
Saatweber, J. (1994): Quality Function Deployment (QFD). In: Handbuch
Qualitätsmanagement, München et. al. S. 448. Sabel, H. (1995): Produktpolitik. In: Handwörterbuch Marketing, Stutt-
gart, S. 263. Sabel, H. (1997): Dynamik im Marketing: Umfeld – Strategie –Struktur
– Kultur. In: Runzheimer, C.; Planung und Kontrolle integrativer Produktentwicklungen: ein konzeptionel-ler Ansatz auf entscheidungsorientierter Basis, 1. Aufl., Wiesbaden, S.96.
SAZbike Nr. 2/ 3.2.2003. Schmidt, W.-P. (1999): Einsatz von Software-Tools für Ökobilanzen und De-
sign for Environment in der Praxis. In: Bulliger, H.-J./Jürgens, G./Rey, U. (1999): Betriebliche Umweltin-formationssysteme in der Praxis. Tagungsband zum Management-Symposium 28. Juni 1999, Haus der Wirtschaft, Stuttgart.
Schröder, H.-H./ Zenz, A. QFD (Quality Function Deployment). In: (1996): Handwörterbuch der Produktionswirtschaft, Stutt gart, Sp. 1697-1711. Schütten, M. (2001): Konzept eines COM-basierten technischen Produkt-
informationssystems (TPIS). In: Electronic ed., S. 8. Strawe, o.V. (1998): Einführung – die Technik im Call Center. In: Walte-
math, A.-M. (2001): Altproduktrückführung als logis-tische Dienstleistung – Entwicklung eines kundenori-entierten Rückführkonzeptes, 1. Aufl. Berlin, S. 164.

Literaturverzeichnis CXLI
Traunfeller, A. (2003): Der Informationsfluss in der Supply Chain. In: FACT
Newsletter März 2003, S. 1 ff. Traunfeller, A./ Datenintegration in der Supply Chain. In: Disopo Woidich, A. (2002): 05/2002, S. 1 ff. Ungeheuer, U./ Kalde, M. Montagegerechte Produktgestaltung. In: In (1983): dustrieanzeiger, 105. Jg., S. 14-17. van Weenen, H. (1994): Öko-Design. In: Produkt und Umwelt. Anforderun-
gen, Instrumente und Ziele einer ökologischen Pro-duktpolitik, Marburg, S. 130.
Vermeulen, W.J.V. et.al. Van afvalzorg naar milieu-innovatie vam produkten: (1996): een visie op producentenverantwoordelijkheid. A peldoorn: Rathenau institut Winkler, P./ Winzer, M./ Umweltgerechte Produktentwicklung- ein Erfordernis Frei, M. (2000): der Zeit. In: DIN/Birkhofer, H.; Umweltgerechte Pro
duktentwicklung: ein Leitfaden für Entwicklung und Konstruktion, 1. Aufl., Berlin u.a., Kapitel 2.2.1, S. 1.
Winter, A.D./ Karls, J.A.G. A methodical approach to the environment effects of (1994): manufacturing. In: DIN/Birkhofer, H.; Umweltgerech
te Produktentwicklung: ein Leitfaden für Entwicklung und Konstruktion, 1. Aufl., Berlin u.a., Kapitel 2.2.1, S. 1.
Internetseiten: www.fahrradtest.de (Stand 3.12.02) www.klodt.de/bikes.htm (Stand 2.12.02) www.fahrradtest.de (Stand 3.12.02) www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 34f.; Stand 9.12.02) www.statistischesbundesamt.de (Stand 9.12.02) www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 34f.; Stand 9.12.02) www.ziv-zweirad.de (Stand 9.12.02)
www.vdz2rad.de/dateien/Ex.pdf

Literaturverzeichnis CXLII
www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 48. ;Stand 9.12.02) www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 40f.; Stand 9.12.02) www.bund.net www.forum-berufsbildung.de/kurse/fernlg./fahrrad.htm (Probelehrbrief S. 43; Stand 9.12.02) www.mfk-uni-erlangen.de (Stand 15.12.02). www.radfinder.de/ (Stand 15.12.02) www.ebay.de/ (Stand 15.12.02) www.adfc-bonn.de (Stand 15.12.02) www.taz.de (Stand 15.12.02) www.avd.de/news/2001/november/2001_n_kw46_1_02.htm (Stand 15.12.02) www.bike-niess.de/leistungen.html (Stand 18.12.02) www.fahrgast-recht.de/content/rechte.html (Stand 18.12.02) www.giant-bicycles.com/de (Stand 18.12.02) www.lamberty.de/service/servicepunkte.htm (Stand 18.12.02) www.pe.mw.tum.de/recyclingleitfaden (Stand 13.12.02) www.rdm.iao.fhg.de/projekte/toproco/CIRP_D.html (Stand 13.12.02) www.recyclingpass.net (Stand 13.12.02) www.schwalbe.de/index (Stand 13.12.02) www.ulf-hoffmann.de oder http://www.greenpeace.de (Stand 18.12.02) www.ultrarad.de (Stand 18.12.02) www.unifr.ch/environ/edu/excursions/visite_siemens/Dokumente/Ermittlung_Entsorgungskosten.DOC (Stand 18.12.02) www.ipp-bayern.de (Stand 14.12.02)
Literaturverzeichnis CXLIII
www.iff.uni-stuttgart.de7forschung/themen/lcm/dfe/ausgangssituation/dfe_ anforderungen.shtml (Stand 10.12.02) www.iff.uni-stuttgart.de7forschung/themen/lcm/dfe/ausgangssituation/ dfe_lebensl.shtml (Stand 10.12.02) www.iff.uni-stuttgart.de7forschung/themen/lcm/dfe/ausgangssituation/ dfe_vernetzt.shtml (Stand 10.12.02) www.iff.uni-stuttgart.de7forschung/themen/lcm/dfe/ausgangssituation/ dfe_produkt.shtml (Stand 10.12.02) www.iff.uni-stuttgart.de7forschung/themen/lcm/dfe/ausgangssituation/ dfe_planen.shtml (Stand 10.12.02) www.avd.de/news/2001/november/2001_n_kw46_1_02.htm (Stand 10.12.02) www.fahrgast-recht.de/content/rechte.html (Stand 16.12.02) www.lamberty.de/service/servicepunkte.htm (Stand 18.12.02) www.bike-niess.de/leistungen.html (Stand 18.12.02) www.ultrarad.de (Stand 18.12.02) d.b.utopia-fahrrad.de/UT_Miss.a4d?Nr=10056&Code=news (Stand 22.12.02) gd.tuwien.ac.at (Stand 18.12.02) www.recyclingpass.net (Stand 18.12.02) www.unifr.ch/environ/edu/excursions/visite_siemens/Dokumente/Ermittlung_Entsorgungskosten.DOC (Stand 18.12.02) www.pe.mw.tum/de/recyclingleitfaden (Stand 18.12.02) www.symposion.de/produktmanagement/ipm-08.htm (Stand 22.12.02) www.all4engineers.com (Stand 27.11.2004) www.euromat-online.de/download_files/Methode.pdf (Stand 10.12.2004) www.oekotest.de (Stand 10.12.2004) www.pe.mw.tu-muenchen.de/Studium/Vorlesungen/Unterlagen (Stand
10.12.2004)
Related Documents











