BARREL FINISHING SERVICES Barrel finishing, also known as barrel tumbling, is a mass finishing process for metals that enables large numbers of parts to be treated at the same time. A barrel finishing process can be used for purposes such as burnishing, edge breaking, cleaning, polishing, descaling and brightening. The metal parts and various media and compounds are placed inside a specially designed barrel, which is then rotated at a predetermined speed to create a tumbling action. The combination of the friction created by the parts rubbing against each other and the materials produces the desired outcome. Just about any typical plating process can be performed in barrels. Copper plating, nickel plating, electroless nickel phosphorous, palladium plating, palladium-nickel, silver plating, tin, tin-lead, tin-zinc, zinc electroplating, zinc-nickel, soft and cobalt hardened gold. Barrel Finishing

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BARREL FINISHING SERVICESBarrel finishing, also known as barrel tumbling, is a mass finishing process for metals thatenables large numbers of parts to be treated at the same time. A barrel finishing processcan be used for purposes such as burnishing, edge breaking, cleaning, polishing, descalingand brightening. The metal parts and various media and compounds are placed inside aspecially designed barrel, which is then rotated at a predetermined speed to create atumbling action. The combination of the friction created by the parts rubbing against eachother and the materials produces the desired outcome.Just about any typical plating process can be performed in barrels. Copper plating, nickelplating, electroless nickel phosphorous, palladium plating, palladium-nickel, silver plating,tin, tin-lead, tin-zinc, zinc electroplating, zinc-nickel, soft and cobalt hardened gold.
Barrel Finishing
TYPES OF BARREL FINISHING PROCESSES
While there are several variants of barrel tumbling, the process can be brokendown into two basic types: wet and dry.
Wet Barrel Tumbling: Wet tumbling is primarily used to remove excess materialsfrom metal parts. The parts are placed inside a hexagonal- or octagonal- shapedhorizontal steel barrel lined with a substance such as rubber or wood. The barrel isthen filled at a ratio of approximately one-half parts and one-half media. Water isalso added to a level of about five inches below the load. The barrel is rotated at aspeed ranging from 20 to 38 RPM for 6 to 24 h. After tumbling, the parts arerinsed with fresh water and dried.
Dry Barrel Tumbling: Dry tumbling is preferable for finishing delicate parts thatmight otherwise be damaged during wet tumbling. This barrel finishing processtypically takes place in a horizontal octagonal barrel containing a replaceablehardwood lining. The parts are placed inside the barrel along with materials suchas wood pegs, corn cob grit or walnut shell grit and tumbled at a speed rangingfrom 28 to 32 RPM.
WHAT ARE THE BENEFITS OF BARREL TUMBLING?
A barrel tumbling process can provide a number of important metal finishingbenefits, including:Ability to finish many parts at once, resulting in significant cost savingsVery little manual handling of parts, which saves time and laborStronger, longer-lasting partsCertain degree of stress relief for parts
CHOOSING THE APPROPRIATE BARREL TUMBLING MEDIA
A wide variety of media can be used with barrel tumbling:Wood pegs: Primary choice for dry tumbling, although corn cob or walnut shellgrit can be used when faster cutting action is requiredAluminum oxide: Used for edge breaking and honingPreformed plastic: The best choice when regularity in shape and size is essentialSteel burnishing balls: Used to attain a high finish for burnishing or brighteningapplications.
Barrel electroplating is often the method of choice for plating a high volume of smaller parts at one time. Customers needing barrel plating services where plating specifications are complex and the finished product must meet very stringent testing guidelines and industry standards for industrial metal plating.Just about any typical plating process can be performed in barrels. Copper plating, nickel plating, electroless nickel phosphorous, palladium plating, palladium-nickel, silver plating, tin, tin-lead, tin-zinc, zinc electroplating, zinc-nickel, soft and cobalt hardened gold comprise the SPC plating array.
BARREL PLATING PROCESS
The barrel plating process involves placing the items in a barrel-shaped cage that is manufactured from nonconductive material. The cage is then submerged into a tank containing the appropriate chemical solution, while a slow tumbling action is used to commence the plating action. A key factor in the barrel plating process is that the individual pieces establish a bipolar contact with one another, which results in greater plating efficiency. However, it’s important to note that because of the heavy amount of surface contact the pieces have with each other, barrel plating is generally not recommended when engineering or ornamental finishes are required.
Barrel Electroplating
TYPES OF PLATING BARRELS
High, medium, and low efficiency barrels for plating are available, resulting inimproved deposit distribution that is used to apply corrosion resistance and high-tech conductive and solderable/bondable functionality.
Two common types of plating barrels are horizontal and oblique.
Horizontal barrels are the most frequently used, largely because they are capable ofhandling larger volumes and greater varieties of workloads. The largest type ofhorizontal barrel, known as a production barrel, has a capacity of up to 17 cubicfeet. Portable and miniature horizontal barrels are also available.
Oblique barrels feature a more open design and a reduced tumbling action that isbetter suited for smaller workloads.
BENEFITS OF BARREL ELECTROPLATING
Perhaps the most important and obvious barrel plating advantage is that it enables alarge volume of parts to be plated simultaneously, which can result in significant timeand cost savings. Other key benefits include:
❑ The entire process can be performed in one vessel, including cleaning, rinsing,pickling and sealing, which results in less handling and greater overall efficiency.
❑ A wide variety of parts can be processed using the same equipment. As a verygeneral rule of thumb, if a part can fit into the barrel, it is likely capable of beingbarrel plated.
❑ The cascading tumbling action resulting from the barrel rotation, combined withthe bipolar contact between the parts usually results in a more uniform finish thanother processes, such as rack plating, can provide.
❑ Barrel plating systems generally require a lower equipment investment than otherplating systems, which can be passed on to the customer in the form of a reducedcost for plating services. Most barrel plating processes can be executed with thestandard equipment; there is not typically a need to add special fixtures, partcarriers or agitation equipment.
You probably already know that copper is frequently used in electrical wiring because it is an excellent conductor of electricity. This also makes copper electroplating an excellent choice on metal surfaces where a high level of conductivity is required. Although copper has a somewhat dull reddish-brown color, the finish can be brightened with the use of additives if a shinier, more attractive finish is desired. (Think of a brand-new copper penny!)
OTHER COPPER BENEFITSCopper is a soft, malleable metal, making it ideal for plating surfaces and objects in which some flexibility is required. Because copper is also highly adhesive, it won't separate from the material even when the object is bent. Like many electroplating processes, copper plating increases the corrosion resistance of the material. Copper plating results in a high thickness build and can serve as a heat-treatment stop-off for selective heat treating. Copper coatings can even act as a type of lubricant in high-temperature conditions.
OTHER USES FOR COPPER ELECTROPLATINGOf course, copper's superior conductivity makes it a preferred plating option for the electronics and semiconductor industries. Because of its adhesiveness, copper makes for a highly effective underplate for tin and nickel plating. Some industries use copper to provide metallization of non-metallic materials such as plastics. One consideration when plating with copper is that introducing a cyanide solution into the bath may be necessary to achieve the highest level of adhesion. Cyanide is a highly toxic substance and requires a great deal care when used in the plating process.
Copper Electroplating
Nickel electroplating serves a variety of practical and aesthetic purposes. From a practical standpoint,nickel plating can help protect against corrosion and improve wear resistance, as well as increase thethickness of a surface. Nickel can enhance the appearance of an object by adding brightness.Nickel plating is often used to create a base layer for gold or silver.
Nickel Electroplating
Nickel is sometimes alloyed with zinc or palladium. When combined with zinc, nickel provides greatercorrosion protection than zinc can offer on its own. A palladium-nickel alloy results in reduced depositstress and lowers the risk of cracking caused by extended wear.
COMMON NICKEL ELECTROPLATING APPLICATIONSNickel plating is used in a wide variety of industrial applications.Engineering nickel plating, which achieves a matte finish since aesthetic appeal is less important, is usedfrequently in the consumer electronics, chemical, computer and telecommunications industries.Decorative nickel plating, which typically includes the use of chromium additives to increase brightness,is often used to improve the appearance of exterior auto parts, such as grills and bumpers. Nickelelectroforming, in which nickel is deposited onto a mandrel or mold in a non-adhesive manner, iscommonly used in the aerospace, textile and communication industries.
Chromium Electroplating
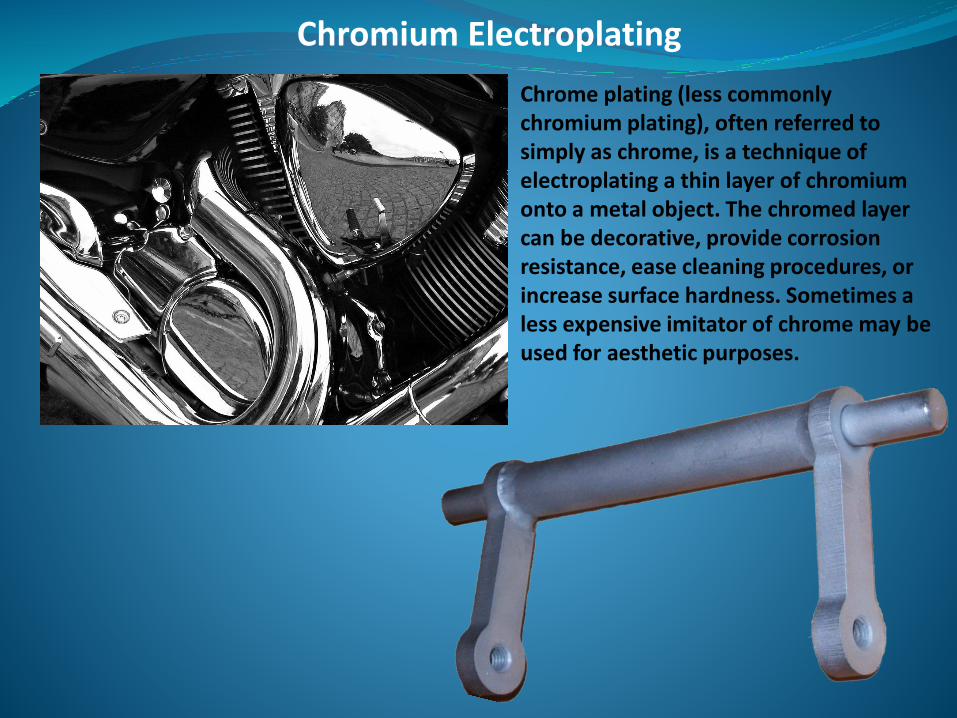
Chrome plating (less commonly chromium plating), often referred to simply as chrome, is a technique of electroplating a thin layer of chromium onto a metal object. The chromed layer can be decorative, provide corrosion resistance, ease cleaning procedures, or increase surface hardness. Sometimes a less expensive imitator of chrome may be used for aesthetic purposes.
Process
Chrome plating a component typically includes these stages:
❑ Degreasing to remove heavy soiling❑ Manual cleaning to remove all residual traces of dirt and surface impurities❑ Various pretreatments depending on the substrate❑ Placement into the chrome plating vat, where it is allowed to warm to solution
temperature❑ Application of plating current for the required time to attain the desired thickness.
There are many variations to this process, depending on the type of substrate being plated. Different substrates need different etching solutions, such as hydrochloric, hydrofluoric, and sulfuric acids. Ferric chloride is also popular for the etching of nimonic alloys. Sometimes the component enters the chrome plating vat while electrically live. Sometimes the component has a conforming anode made from lead/tin or platinized titanium. A typical hard chrome vat plates at about 1 mil (25 µm) per hour.Various finishing and buffing processes are used in preparing components for decorative chrome plating. The chrome plating chemicals are very toxic. Disposal of chemicals is regulated in most countries.
Some common industry specifications governing the chrome plating process are AMS 2460, AMS 2406, and MIL-STD-1501.
Hexavalent chromium
Hexavalent chromium plating, also known as hex-chrome, Cr+6, and chrome(VI) plating, uses chromium trioxide (also known as chromic anhydride) as themain ingredient. Hexavalent chromium plating solution is used for decorative andhard plating, along with bright dipping of copper alloys, chromic acid anodizing,and chromate conversion coating.A typical hexavalent chromium plating process is: (1) activation bath, (2)chromium bath, (3) rinse, and (4) rinse.
The activation bath is typically a tank of chromic acid with a reverse current runthrough it. This etches the work-piece surface and removes any scale. In somecases the activation step is done in the chromium bath. The chromium bath is amixture of chromium trioxide (CrO3) and sulfuric acid (sulfate, SO4), the ratio ofwhich varies greatly between 75:1 to 250:1 by weight. This results in an extremelyacidic bath (pH 0). The temperature and current density in the bath affect thebrightness and final coverage. For decorative coating the temperature ranges from35 to 45 °C, but for hard coating it ranges from 50 to 65 °C. Temperature is alsodependent on the current density, because a higher current density requires ahigher temperature. Finally, the whole bath is agitated to keep the temperaturesteady and achieve a uniform deposition.
Disadvantages
One functional disadvantage of hexavalent chromium plating is low cathode efficiency, whichresults in bad throwing power. This means it leaves a non-uniform coating, with more on edgesand less in inside corners and holes. To overcome this problem the part may be over-plated andground to size, or auxiliary anodes may be used around the hard-to-plate areas.From a health standpoint, hexavalent chromium is the most toxic form of chromium. In the U.S.the EPA regulates it heavily. The EPA lists hexavalent chromium as a hazardous air pollutantbecause it is a human carcinogen, a "priority pollutant" under the Clean Water Act, and a"hazardous constituent" under the Resource Conservation and Recovery Act. Due to its lowcathodic efficiency and high solution viscosity a toxic mist of water and hexavalent chromium isreleased from the bath. Wet scrubbers are used to control these emissions. The discharge fromthe wet scrubbers is treated to precipitate the chromium from the solution because it cannotremain in the waste water.Maintaining a bath surface tension less than 35 dynes/cm requires a frequent cycle of treating thebath with a wetting agent and confirming the effect on surface tension. Traditionally, surfacetension is measured with a stalagmometer. This method is, however, tedious and suffers frominaccuracy (errors up to 22 dynes/cm have been reported), and is dependent on the user'sexperience and capabilities.Additional toxic waste created from hexavalent chromium baths include lead chromates, whichform in the bath because lead anodes are used. Barium is also used to control the sulfateconcentration, which leads to the formation of barium sulfate (BaSO4), a hazardous waste.
Trivalent chromium
Trivalent chromium plating, also known as tri-chrome, Cr+3, and chrome (III) plating,uses chromium sulfate or chromium chloride as the main ingredient. Trivalentchromium plating is an alternative to hexavalent chromium in certain applications andthicknesses (e.g. decorative plating).
A trivalent chromium plating process is similar to the hexavalent chromium platingprocess, except for the bath chemistry and anode composition. There are three maintypes of trivalent chromium bath configurations:A chloride- or sulfate-based electrolyte bath using graphite or composite anodes, plusadditives to prevent the oxidation of trivalent chromium to the anodes.A sulfate-based bath that uses lead anodes surrounded by boxes filled with sulfuricacid (known as shielded anodes), which keeps the trivalent chromium from oxidizing atthe anodes.A sulfate-based bath that uses insoluble catalytic anodes, which maintains an electrodepotential that prevents oxidation.
The trivalent chromium-plating process can plate the workpieces at a similartemperature, rate and hardness, as compared to hexavalent chromium. Platingthickness ranges from 0.005 to 0.05 mils (0.13 to 1.27 µm).
Advantages and disadvantages
The functional advantages of trivalent chromium are higher cathode efficiency and betterthrowing power. Better throwing power means better production rates. Less energy isrequired because of the lower current densities required. The process is more robust thanhexavalent chromium because it can withstand current interruptions.
From a health standpoint trivalent chromium is intrinsically less toxic than hexavalentchromium. Because of the lower toxicity it is not regulated as strictly, whichreduces overhead costs. Other health advantages include higher cathode efficiencies,which lead to less chromium air emissions; lower concentration levels, resulting in lesschromium waste and anodes that do not decompose.
One of the disadvantages when the process was first introduced was that decorativecustomers disapproved of the color differences. Companies now use additives to adjustthe color. In hard coating applications, the corrosion resistance of thicker coatings is notquite as good as it is with hexavalent chromium. The cost of the chemicals is greater, butthis is usually offset by greater production rates and lower overhead costs. In general, theprocess must be controlled more closely than in hexavalent chromium plating, especiallywith respect to metallic impurities. This means processes that are hard to control, such asbarrel plating, are much more difficult using a trivalent chromium bath.
Types
DecorativeDecorative chrome is designed to be aesthetically pleasing and durable. Thicknessesrange from 0.002 to 0.02 mils (0.05 to 0.5 µm), however they are usually between0.005 and 0.01 mils (0.13 and 0.25 µm). The chromium plating is usually applied overbright nickel plating.Typical base materials include steel, aluminium, plastic, copper alloys, and zinc alloys.Decorative chrome plating is also very corrosion resistant and is often used on carparts, tools and kitchen utensils.
HardHard chrome, also known as industrial chrome or engineered chrome, is used to reducefriction, improve durability through abrasion tolerance and wear resistance in general,minimize galling or seizing of parts, expand chemical inertness to include a broader setof conditions (especially oxidation resistance, arguably its most famous quality), andbulking material for worn parts to restore their original dimensions. It is very hard,measuring between 65 and 69 HRC (also based on the base metal's hardness). Hardchrome tends to be thicker than decorative chrome, with standard thicknesses in non-salvage applications ranging from 0.2 to 0.6 mm (200 to 600 µm), but it can be an orderof magnitude thicker for extreme wear resistance requirements, in such cases 1 mm(1,000 µm) or thicker provides optimal results.
Unfortunately, such thicknesses emphasize the limitations of the process, which areovercome by plating extra thickness then grinding down and lapping to meetrequirements or to improve the overall aesthetics of the "chromed" piece. Increasingplating thickness amplifies surface defects and roughness in proportional severity,because hard chrome does not have a leveling effect. Pieces that are not ideally shapedin reference to electric field geometries (nearly every piece sent in for plating, exceptspheres and egg shaped objects) require even thicker plating to compensate for non-uniform deposition, and much of it is wasted when grinding the piece back to desireddimensions.
Modern "engineered coatings" do not suffer such drawbacks, which often price hardchrome out due to labor costs alone. Hard chrome replacement technologiesoutperform hard chrome in wear resistance, corrosion resistance, and cost. Rockwellhardness 80 is not extraordinary for such materials. Using spray deposition, uniformthickness that often requires no further polishing or machining is a standard feature ofmodern engineered coatings. These coatings are often composites of polymers, metals,and ceramic powders or fibers as proprietary embodiments protected by patents or astrade secrets, and thus are usually known by brand names.
Hard chromium plating is subject to different types of quality requirements dependingon the application; for instance, the plating on hydraulic piston rods are tested forcorrosion resistance with a salt spray test.
Automotive use
Most bright decorative items affixed to cars are referred to as "chrome," meaning steelthat has undergone several plating processes to endure the temperature changes andweather that a car is subject to outdoors. Triple plating is the most expensive anddurable process, which involves plating the steel first with copper andthen nickel before the chromium plating is applied.Prior to the application of chrome in the 1920s, nickel electroplating was used. In theshort production run prior to the US entry into the Second World War, the governmentbanned plating to save chromium and automobile manufacturers painted thedecorative pieces in a complementary color. In the last years of the Korean War, the UScontemplated banning chrome in favor of several cheaper processes (such as platingwith zinc and then coating with shiny plastic).In 2007, a Restriction of Hazardous Substances Directive (RoHS) was issued banningseveral toxic substances for use in the automotive industry in Europe, includinghexavalent chromium, which is used in chrome plating. However, chrome plating ismetal and contains no hexavalent chromium after it is rinsed, so chrome plating is notbanned.
Tinning or otherwise regularly referred to as "Tin Plating", is an ancient art form. Thissynthesis will cover contemporary and future uses of tin plating, strengths andweaknesses of the coating, best in practice tin processing and how to choose the right tincoating.
WHAT INDUSTRIES MAKE USE OF THE ELECTROPLATING OF TIN?
The leading users of tin plating are divided between electronics, mechatronics, hardware,fasteners, food equipment and, most recently, solar. Here are a few examples from eachindustry: terminals and housings used in avionics, circuit breakers and interconnects usedin construction of new homes and buildings, screws, nuts and bolts used on marinehardware in naval vessels, baking sheets and bowls used in food manufacturing andhome cookware, and now solar panels.
Tin Electroplating
BENEFITS OF TIN PLATING
Tin has many strengths making it a desirable choice due to its corrosion protection:
❑ Fretting, which means surface to surface corrosion.❑ Environmental, which refers to sulfur bearing environments that cause tin to
tarnish.❑ Decent contact resistance and excellent solderability.❑ Potential for mirrors like aesthetic.❑ Flexibility to use matte tin plating to achieve a dull finish, or bright tin plating
when a shinier finish is required.❑ No known toxicity to life on Earth.❑ Tin plating is the lowest cost choice as compared to its rivals up the food chain
such as silver plating and gold plating.
DRAWBACKS TO THE ELECTROPLATING OF TIN
Tin's primary weaknesses are its low temperature operating window of less than 450° Fand inter metallic phenomena (i.e. tin whisker and dendritic crystal growths, ordendrites) of which the latter is understood while the anterior is not. Both cause severedamage to electronics by bridging and creating shorts in the electronics which they areassembled. There is no understood and agreed upon cause of the tin whisker type whiledendrites migrate due to electromagnetic reactions of tin ions.
RELIABLE PROCEDURES FOR THE ELECTROPLATING OF TIN
Following well known tin plating process procedures developed over the past several decades by numerous scientific institutions, for-profit chemical manufacturers and OEMs, below is a guide to minimizing and improving tin deposition:
❑ Pre-plating steps including under-plates.❑ Under-plate metals such as copper and nickel are the most critical to achieve a
great tin coating.❑ Use "LESS" current density when processing through this pre-plate phase.❑ Ensure that parts are as pristine as possible prior to the electroplating of tin. Having
contaminates on the surface may cause poor deposit quality later on.❑ Bake parts where necessary to remove excess hydrogen to promote optimal
adhesion. When using nickel as an under-plate in particular, it is preferable thatprior to plating you reduce the chances of intermetallic migration from occurring bybaking the parts.
❑ During tin plating, use lower current densities, reduce or eliminate organics addedto the bath (matte tin plating using a less luminous matte deposit is best) anddeposit a minimum of 100µ inches (2.5µm).
❑ Reflow the tin coating using hot oils or heat lamps to imitate a hot dipped tinnedpart. This creates a longer shelf life to the coating to avoid the aforementionedweaknesses.
Tin has several alloys that are employed regularly in the tin electroplating process.These include cobalt, lead, nickel, silver (still in development) and zinc. The uses ofnickel and cobalt have similar results when alloyed with tin. They increase hardness,reduce friction and can be used for a chromium alternative for both functional anddecorative purposes. Lead helps to improve solderability. Zinc is alloyed specificallyfor increased corrosion protection and meant to be a cadmium replacement. By theaddition of zinc up to thirty percent, you may also passivate the work withtraditional chromates which add an added layer of atmospheric protection. Lastly,tin-silver is still being developed for multiple applications primarily for highertemperature solders as well as a hopeful alternative to pure silver plating for energygeneration equipment.
TIN ALLOYS
WHAT ARE PRECIOUS METALS?Precious metals are naturally occurring chemical elements known for their rarity, higheconomic value and lustrous appearance. Precious metals are commonly used in theminting of bullion coins and the manufacturing of fine jewelry. Gold, silver and platinumare the most widely recognized precious metals, and the platinum family also includesrhodium, palladium, iridium, osmium and ruthenium.
PRECIOUS METAL USE IN ELECTROPLATINGPrecious metals exhibit a number of properties that make them valuable for use in a widevariety of industrial electroplating processes. Many of these metals offer superiorresistance against corrosion and wear and are highly ductile and conductive. Theirinherent luminescence makes plating with these metals a popular option whenever theaesthetic appeal of the product is a critical factor. Precious metal plating is typically moreexpensive than other metal types, although the superior quality can usually offset therelatively high cost over time.The availability of a specific metal can also have an impact on the actual cost of preciousmetal plating services. The more readily available a metal is at a given time, the lessexpensive the services are likely to be.
Precious Metals
❑ Gold plating – Typically viewed as the most effective plating solution, gold plating isusually the best choice when cost concerns are minimal.
❑ Silver plating – While silver is not as resistant to corrosion as gold, silver is a lessexpensive alternative and is an excellent choice for applications where superiorthermal or electrical conductivity is important.
❑ Palladium Plating – Palladium can provide a cost-effective alternative to gold plating.While palladium offers corrosion resistance comparable to gold, its relative hardnessmakes it more susceptible to stress.
❑ Palladium Cobalt – This relatively new precious metal plating process is gainingwidespread acceptance for use in the manufacturing of electronic devices such as cellphones and laptop computer batteries.
❑ Palladium Nickel – Alloying palladium with nickel can reduce the stress that resultsfrom palladium’s hardness. Palladium nickel is commonly used in electronics industryapplications for the plating of contacts and connectors.
IS PRECIOUS METAL PLATING THE RIGHT SOLUTION FOR YOUR OPERATION?As a rule of thumb, the superior quality makes the plating of precious metals the bestchoice for many industrial and manufacturing operations. However, if the cost isprohibitive, you can often achieve comparable results with less expensive metals such astin, nickel or copper. Alloys of these metals can also offer enhanced plating performancewhile still helping to minimize your costs.
WHAT MAKES SILVER ARGUABLY THE NOBLEST PRECIOUS METAL PLATED?Silver electroplating has been around for eons. Its uses date back to the beginning ofcoinage and metal smithing. In modern times, silver was first collected as a status symbolof wealth and more importantly functional industrial use. Silver has the mostapplications as compared to any other plated metal. Used in conjunction with mostevery common industry, silver makes itself practically indispensable. In other words, it'svirtually impossible to substitute other metals in its place. Another important note isthat it's the least expensive precious metal. Compared to gold and palladium, it's 1/60thand 1/25th the going market price today, which makes the silver plating cost relativelylow.Its major important properties at a glance are that it has the highest electrical andthermal conductivity and light reflectance of any known metal known to man and alsohas the lowest weight and melting point of the precious metals group. Other featuresinclude the ease in manufacturing of silver parts, feasibility of alloying it with othermetals such as aluminum and tin, and the fact that it is very easy to metalize onto almostany material. Silver-plated metal options can also include silver-plated gold, silver platingon copper and several others.
Silver Plating
WHEN SHOULD THE ELECTROPLATING OF SILVER BE EMPLOYED?Silver electroplating should be an engineer's first option when considering the use of aprecious metal. The simple answer is that a silver plating solution is far less costly thanchoosing the more thought of precious metals i.e. gold and platinum. Another reason toopt for silver plating is when considering increasing a products life cycle by replacing thematerial coating choice of a tin or tin alloy coating. Tin is often said to be the poor man'ssilver, but does not possess the conductivity nor corrosion resistance, and melts at muchlower temperatures where silver can sustain nearly three and a half times the heat beforemelting. Silver once in a liquid state can also act as a lubricant whereas tin won't. Silver isalso many times harder than tin and its alloys.WHICH INDUSTRIES UTILIZE SILVER PLATING THE MOST?Without including luxury, the list includes the electronics i.e. connectors and semi-conductors, bearings, musical instruments, and up and coming power generation e.g. solarand battery.HOW DO I CHOOSE THE RIGHT SILVER ELECTROPLATING SOLUTION?First, start out by familiarizing yourself with a couple of the most popular silver platingspecifications such as ASTM B 700, AMS 2410;11;12, and MIL-QQ-S-365. Next, start bychoosing a handling method or manner in which is fit for your parts to be plated:• Reel-to-Reel Plating• Rack Plating• Barrel Plating
POTENTIAL ISSUES WITH ELECTROPLATING SILVERBefore you can plate, it is important to make sure that your parts are free of tensilestress, hydrogen embrittlement, pits and cracks, miscellaneous metal or non metalinclusions, and tool marks. All of the above if not addressed properly before plating willcause reel problems immediately during or after plating and sometimes may gounnoticed until it is in the hands of the customer. The most common silver platingproblems are poor adhesion and voids in plating coverage. Electroplating with silvershould ONLY be done after all mechanical and thermal operations and treatments havebeen completed. These include heat treatments, forming, bending, machining, solderingand welding. A proper under-plate should be applied such as a copper, nickel, orcombination of the two with copper first then nickel. Also just as necessary and can bedone without under-plating is the use of a silver strike prior the final silver plate. Finallyan anti-tarnish coating may or may not be applied to the silver plating. This is dependenton whether or not the silver must withstand tarnishing.SILVER PLATING POST TREATMENTSSome common post treatments are lacquers, chromates, and proprietaryorganic/inorganic coatings. Furthermore, packaging is equally as important. The use ofuse of non-sulfur bearing plastic bags, desiccates, and papers also referred to as silversaver paper should be employed. Sulfur is the key element in the formation of silvertarnish and should be avoided wherever possible. Lastly, the ability to vacuum seal a bagwith the combination of desiccates and silver saver paper is a plus and will keep yourparts in perfect form until opened and used.
Gold, also known by its chemical symbol “Au,” is referred to as a precious metalbecause of its relative scarcity and exceptionally high value. This also makes Auelectroplating more expensive than other types of plating methods. However,gold offers many important plating benefits that can make the higher costextremely worthwhile. We’re all familiar with the beauty of gold, which makes ita preferred plating option when aesthetics are important. That’s why goldelectroplating is commonly used to provide a gleaming finish for fine jewelry.From a functional standpoint, gold offers superior corrosion protection and wearresistance, excellent electrical conductivity, and reliable protection from intenseheat. If cost is not an object, gold is usually the best electroplating choice.
Gold Plating
Electroplating Gold Onto Electronic Parts and Components
Electronics are the main consumer of gold. For reliability in all climates hot orcold, wet or dry, gold is employed to withstand corrosion, wear and abrasion,while maintaining its remarkable conductivity and low contact resistance. Themain electronic components requiring gold are:•Connectors•Contacts•Switches•Use as a semi-conductor for inter-connecting various parts on printed circuitboards, e.g. transistors.
Dentistry is a common application for gold plating. Its uses are for:•False Teeth•Crowns•Caps
Gold is electroformed from a mold created from the plaster impressions takenduring a normal office visit.
An up and coming use of gold is as a catalyst. New research shows that gold canbe a more effective catalyst than platinum due to its low temperature duringcatalysis versus platinum. Thus gold plating is being used in new catalyticconverters and tested for the next generation of automobiles. Miniaturization ison the forefront of gold use. Engineers are now able to build newer materialsfaster and repair old worn down substances with much more ease.
The creation of micro electronic mechanical systems (MEMS) allows doctors andsurgeons to perform non-invasive surgery and implant long lasting devices toimprove and sustain a being's health. Gold seems not to cause the immunesystem to react negatively or cause an auto-immune response.
Next to the last major user for gold plating is Space (Aviation/Aeronautics).Used in rocket engines as well as heat shields from solar radiation and thehighly corrosive environment.
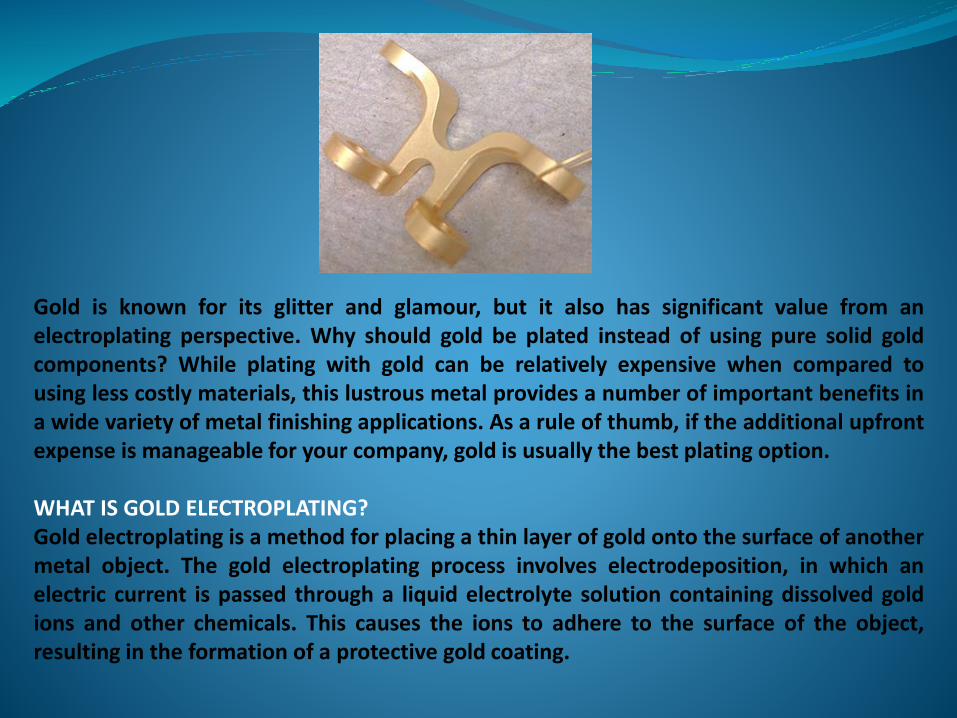
Gold is known for its glitter and glamour, but it also has significant value from anelectroplating perspective. Why should gold be plated instead of using pure solid goldcomponents? While plating with gold can be relatively expensive when compared tousing less costly materials, this lustrous metal provides a number of important benefits ina wide variety of metal finishing applications. As a rule of thumb, if the additional upfrontexpense is manageable for your company, gold is usually the best plating option.
WHAT IS GOLD ELECTROPLATING?Gold electroplating is a method for placing a thin layer of gold onto the surface of anothermetal object. The gold electroplating process involves electrodeposition, in which anelectric current is passed through a liquid electrolyte solution containing dissolved goldions and other chemicals. This causes the ions to adhere to the surface of the object,resulting in the formation of a protective gold coating.
Benefits of Electroplating with Gold
Gold contains a number of unique properties that make it ideally suited for numerousplating processes. Gold offers superior protection against corrosion in all types ofclimates and environments, which can help to prolong the lifespan of the substrate andreduce the effects of wear over time. Gold is an excellent conductor of electricity andcan also provide an effective shield against intense heat. Of course, gold's inherentbeauty enhances the aesthetic appeal of the plated material, a key consideration whenappearance is important from a marketing perspective.

COMMON GOLD PLATING APPLICATIONSGold's superior conductivity makes it a natural fit for the electronics industry,particularly in the manufacturing of electrical components such as connectors andswitches and as a semiconductor for circuit boards and similar parts. Gold plating haswidespread use for medical and dental applications as exemplified in the production offalse teeth and the development of certain mechanical systems used in microsurgicalprocedures. Gold's anti-corrosive and heat-shielding properties are ideally suited for theaerospace industry in the manufacturing of rocket engines.
What are the Alternatives to Gold Plating?For companies that find the cost of plating with gold to be prohibitive, other more cost-effective alternatives include palladium, silver and certain tin and nickel alloys. Whileplating with these metals can provide nearly the same results as when electroplatingwith gold, metal finishing experts usually recommend employing a gold electroplatingprocess whenever possible. That is because a gold electroplating solution delivers thebest long-term results, which can actually make it more cost-effective over time. Theseless expensive metals also cannot match gold when it comes to aesthetic appeal.
Rhodium Plating
Rhodium is a somewhat rare, hard, silvery white metal that is part of the platinumfamily. Rhodium's highly luminescent and reflective qualities make rhodiumelectroplating a commonly used process in the manufacturing of white gold orplatinum-based jewelry items.
Rhodium electroplating also improves a material's resistance to corrosion, enabling itto retain its brightness and improve its durability in many types of atmosphericconditions. It is important that all surface imperfections are removed prior torhodium electroplating, as the process can actually make these defects show moreclearly. Rhodium electroplating may also be used with silver or copper and theirvarious alloys.
WHAT IS RHODIUM?If you remember the Periodic Table of the Elements from your high schoolchemistry days, rhodium is element 45 with the symbol Rh. Rhodium is one ofthe rarest metals found in the Earth’s crust. In its metallic form, rhodium issilvery-white in color and extremely hard in composition.Rhodium is one of six platinum-group metals, a family of noble precious metalsthat also includes platinum, ruthenium, palladium, osmium and iridium. Thenoble metals are known for their superior resistance to oxidation andcorrosion, even when exposed to extreme moisture.
THE HISTORY OF RHODIUMRhodium was originally discovered in the early 19th century by an Englishchemist and physicist named William Hyde Wollaston on the heels of hisdiscovery of palladium. There were few initial applications for rhodium metal.Early uses involved inserting rhodium into thermocouples to assist in themeasurement of high temperatures.As with most precious metals, rhodium was also used to provide a decorativefinish on various consumer goods. In the 1970s, the automotive industryunveiled the three-way catalytic converter, a device that’s built into vehicleexhaust systems for emissions control. While previous catalytic converterunits were primarily manufactured from palladium or platinum, the three-way versions were designed for use with less expensive rhodium. This led toan increase in demand for rhodium metal.
WHERE DOES RHODIUM COME FROM?
Rhodium is not found in the United States. All rhodium used by U.S.manufacturing and metal finishing entities must be imported from other nations.According to the 2012 Minerals Yearbook, about 80 percent of rhodium isimported from South Africa. Other leading rhodium producers include Russia andCanada.
Rhodium is difficult to obtain, as it is typically not found in standalone form.Instead, rhodium is actually a byproduct of nickel and copper refining processes.
KEY RHODIUM CHARACTERISTICS
In addition to its hardness, rhodium will not oxidize — even when subjected toextreme heat. While the typical oxidation of rhodium is +3, a rate of +6 isachievable. Rhodium is also an extremely dense metal. It’s possible to develop arhodium coating as thick as is necessary during metal finishing processes such aselectroplating.
Rhodium also has a melting point that’s even higher than that of platinum,making it a good choice in applications where extreme heat tolerance is required.
Finally, a rhodium coating is resistant to most type of acids.
OVERVIEW OF THE INDUSTRIAL APPLICATIONS OF RHODIUMAccording to RSG.org, about 80 percent of the rhodium used in industry is devotedto the manufacturing of catalytic converters in automobiles. This is due torhodium’s ability to reduce the level of nitrogen oxides found in exhaust gases.Another common rhodium application is in the production of nitric and aceticacids, along with its role as a catalyst in various hydrogenation reactions. Rhodiumis also used in the manufacturing of optic fibers, optical mirrors and thermocoupleelements. Because of its low electrical resistance, rhodium is frequently used aselectrical contact material.
METAL FINISHING WITH RHODIUM
Because of rhodium’s many valuable properties and characteristics, it’s often apreferred metal of choice in metal finishing processes — particularlyelectroplating. Rhodium electroplating entails the immersion of the workpiece(substrate) into an electrolyte solution (plating bath) containing dissolved saltsand ions of rhodium metal and other chemicals. A DC electrical current is thenintroduced into the bath to apply the rhodium coating to the substrate viaelectrodeposition.
Electroplating rhodium is as much art as it is science. While metal finishingcompanies work hard to develop complicated chemical formulas andmethodologies, quality finishing requires the expert guidance of seasonedprofessionals to ensure the precise execution of the process. Even minor variancesfrom the process can produce an unfavorable result and could possibly damagethe substrate.
WHAT ARE THE BENEFITS OF PLATING WITH RHODIUM?
The rhodium plating process offers a number of key benefits that can improve thesubstrate in a number of ways:
Corrosion protection: Rust and corrosion pose a significant threat to many metalproducts. According to ASMInternational.org, there are five common methods foreffectively controlling corrosion in metals:
Material selectionInhibitorsCathodic protectionDesignCoatings
The “coatings” method encompasses the use of electroplating to apply a corrosion-resistant finish onto the surface of a metal substrate. A noble metal, such as rhodium,will significantly enhance the workpiece’s ability to fend off corrosion and lengthenthe product’s lifespan.
Wear and abrasion resistance: Electroplated rhodium features a hardness rangingfrom 400-550 Vickers. (The Vickers hardness test was developed in 1921 byGeorge E. Sandland and Robert L. Smith as a means of verifying the hardness ofvarious metals and other materials.) Because of this extreme hardness, rhodiumoffers excellent protection against premature wear and can prevent theoccurrence of incidental abrasions that can detract from the substrate’sappearance.
Enhanced durability: A rhodium coating will ensure the longest possible part ordevice lifespan, even in the most challenging atmospheric conditions.
Low electrical resistance: Rhodium features the lowest electrical resistance of anyof the platinum-group metals, meaning that it readily enables the flow of anelectric current. This makes plating with rhodium a good choice for applicationsthat require a high degree of electrical conductivity.
Low-contact resistance: Rhodium-plated objects are also known for their low andstable contact resistance.
Chemically inert: Rhodium is a chemically inert material, meaning it will not reactadversely with other metals or chemicals during electroplating.
Aesthetic appeal: One of the biggest benefits of plating with precious metals istheir ability to enhance the appearance of the substrate. The rhodium platingprocess produces a brilliant finish that is much whiter in color than palladium oreven platinum. Rhodium plating is also highly reflective, which adds to thebrightness and shine of the workpiece.
EXAMPLES OF THE MANY USES FOR RHODIUM PLATING
Here are several examples of the uses of rhodium plating:
➢ Alloyed with other platinum-group metals such as palladium and platinum tocreate a corrosion- and/or heat-resistant coating.
➢ Coating white gold with a thin rhodium layer for aesthetic purposes.
➢ Plating sterling silver to prevent tarnishing.
➢ Manufacturing of detectors used in nuclear reactors to gauge the level ofneutron flux.
POTENTIAL DRAWBACKS OF PLATING WITH RHODIUM
Perhaps the biggest disadvantage of choosing rhodium for electroplating is itsrelatively high cost. Because of its scarcity, rhodium can be more expensive attimes than other precious metals such as gold or silver, although prices can varywidely from one year to the next, or even from one month to the next.
A rhodium coating deposited at a low thickness level may also wear away overtime, which may eventually require reapplication. However, this issue is moreprevalent with decorative applications, as coatings for industrial purposes tend tobe much thicker.
THE RHODIUM PLATING PROCESS
A rhodium coating can be applied to virtually any type of metal, and to parts andworkpieces of various sizes. Rhodium is amenable to barrel plating, which is alow-cost method where the parts are placed inside a barrel that is slowly rotatedwhile immersed in the plating bath. It also works well with rack plating, a processused for large, complex or fragile parts that are affixed to a rack via metal hooksor bands and immersed in the plating solution.
Here is an overview of a typical rhodium plating process:
Surface preparation: It is important to note that rhodium plating will not cover upor hide any existing surface imperfections. The fact that rhodium electroplatingproduces a bright white finish means that the coating will actually make surfaceimperfections even more visible. Thus, rhodium plating should only be employedwith workpieces that have been prepared to a smooth surface that is free ofcrevices, pock marks, porosity or other common defects.Cleaning: Any remnants of polish or other materials used in surface preparationmust be removed prior to electroplating. Electrocleaning is a common methodused for material removal. With electrocleaning, the parts are placed on racks andimmersed in a cleaning solution, which can be purchased or produced in-house bycombining tri-sodium phosphate with water. The racks are connected to thenegative lead of a 6-8-volt DC rectifier, while an insulated and heated stainlesssteel pan is connected to the positive lead. The electric current should be appliedon full power for approximately one minute. The electrocleaned items shouldthen be rinsed with water, followed by immersion in a 10-percent sulfuric acidsolution and a deionized water rinse.
Undercoating: Regardless of the type of metal being finished, it is important toplate an intermediary coating onto the surface of the substrate prior to rhodiumplating to facilitate adhesion. While most rhodium plating techniques call for anundercoating of nickel, a gold coating will ensure a final rhodium deposit thatoffers greater resistance to stress.
Electroplating: Upon application of the undercoating, the substrate is ready forrhodium electroplating. The workpiece is connected to the negative terminal of aDC rectifier, while a platinum anode is connected to the positive terminal. Thetypical rhodium plating bath consists of dilute sulfuric acid and approximately twograms of rhodium per each liter of solution. The standard plating bath temperateranges from 110°-120° F at a current density of 10-80 amps per square foot. As ageneral rule, substrates with larger surface areas require a lower current density.The ideal plating time can range from approximately one minute for decorativeapplications where the brightness and color of the finish is the primary objective,to up to three minutes when part quality and performance are of the utmostimportance.
TROUBLESHOOTING TIPS
For best results, plating should occur in an enclosed, clean and properly ventilatedenvironment, as any type of contamination of the plating bath will negativelyaffect the final outcome. Insufficient cleaning of the substrate prior toelectroplating can produce gas bubbles that cling to the surface, resulting in theformation of spotty deposits on the workpiece.
A cloudy appearance on polished surfaces during plating typically means that thecurrent density is too high, which can be remedied by reducing the voltage. Adarkish, yellow-colored deposit indicates the presence of some form ofcontamination in the plating bath.
Coating thickness is another consideration when plating with rhodium. For mostdecorative applications, a thickness of between .10 and .50 microns will providesufficient brightness. For applications where quality and performance are moreimportant than appearance, it is possible to achieve a rhodium coating with athickness of up to 5.0 microns. It is important to note, however, that a coatingthat exceeds 2.0 microns tends to become brittle and may require theimplementation of additional finishing processes to alleviate deposit stress.
Additionally, it is imperative to closely monitor the plating bath temperature fromthe beginning of the rhodium plating process to the end, as even slightfluctuations can substantially alter plating results. Also, the DC electrical currentshould not exceed 4.5 volts at any time during plating.
Finally, all parts should be thoroughly rinsed and dried once the electroplatingstep is complete.
Palladium (chemical symbol Pd) is a natural element that was discovered in London in1803 by chemist and physicist William Hyde Wollaston. Palladium is a soft metal knownfor its semi-bright, silvery-blue appearance, low density and low melting point. Sharingmany of the same properties of precious metals such as platinum, rhodium, ruthenium,iridium and osmium, palladium plating is less dense with a lower melting point than anyelements identified in the platinum group metals category.
Palladium Plating
PALLADIUM PLATING AS AN ALTERNATIVE TO GOLDPalladium electroplating has traditionally been used as a substitute for gold plating,providing a functional alternative at a much lower expense. Alloying palladium withnickel can reduce a company's overall reliance on more expensive precious metals,which also can reduce cost and help to preserve natural resources.
While palladium is a relatively soft metal, it is still harder and more solid than mostgold deposits. In addition to providing excellent resistance against the destructiveforces of corrosion, palladium is known for its superb wear-resistance properties. Themost common use of palladium is in the manufacture of catalytic converts. Otherindustries that rely on palladium’s unique properties include medical, dentistry,groundwater treatment, electronics, technology, jewelry making and chemicalproduction.
PALLADIUM PLATINGLooking for a less expensive alternative to plating with costly precious metals?Palladium is often used as a substitute for gold or platinum by companies looking tokeep operating costs low. Palladium is a somewhat rare metal known for its silvery-bluecolor and semi-bright appearance. As an element included in the platinum groupmetals, palladium shares similar attributes to other precious substances such asplatinum, rhodium, ruthenium, iridium and osmium.Palladium delivers the same high level of corrosion resistance as gold, although it is amuch lighter metal. Palladium is harder than gold, but this makes it more susceptible tostress. Creating an alloy consisting of 80 percent palladium and 20 percent nickel orcobalt can decrease stress and reduce the risk of cracking along with increased harnessand reduced wear for sliding contact connections.
TYPES OF PALLADIUM PLATING APPLICATIONS➢ Palladium's excellent ability to absorb hydrogen makes palladium plating a popular
choice in the manufacturing of catalytic converters.➢ A common manufacturing process in the electronics industry is to use palladium
plating to develop deposit thickness on connectors or conductors and then flash athin layer of soft gold, which can improve the solderability of the deposit.
➢ Palladium's lustrous quality makes palladium plating uses widespread in themanufacturing of jewelry.
During the palladium electroplating preparation process, the basis material is carefullyexamined for possible stress or defects and is thoroughly cleaned via processes such aspreheating, polishing and ultrasonic cleaning. As the plating cycles occur, the properstrikes of palladium and nickel are maintained for maximum adhesion.At the conclusion of the electroplating process, a heat treatment is administered to thefinished product to remove any excess trapped hydrogen. Supplemental processes, suchas the addition of a secondary gold plating coating over the palladium plating, may alsobe implemented for greater protection.
COMMON APPLICATIONS OF PALLADIUM PLATING
The process of palladium electroplating is commonly applied in a wide range ofindustries. Most commonly, palladium plating is used in the production of connectorplating for consumer electronics. For decades, palladium electroplating has been used inthe production of jewelry in place of having to make white gold.Palladium plating is less dense and more malleable than more expensive platinum,although it has the tendency to discolor under extreme heat. It also has additionalvulnerability to strong acids. It is often used similarly to gold plating, and it is among themost commonly used metals to make white gold alloys.
CONSIDERATIONSEffective palladium plating requires a thorough inspection of the parts or materials tocheck for signs of defects or cracks. It is also necessary to clean the surface usingmethods such as preheating or ultrasonic cleaning. Once the plating process iscompleted, a heat treatment should be applied to remove any trapped hydrogen.Tools, materials and components undergoing the palladium plating process must bethoroughly sampled and tested to ensure the end products meets any and all specialregulations and requirements. Test methods determine attributes such as depositpurity, appearance, thickness, ductility and plating integrity. Coatings are also bendtested, heat tested and cutting tested.
PALLADIUM PLATING TYPESWhen considering the specific type of palladium plating for an application, it’simportant to identify relevant details such as the desired standard, thickness ofunderplating and a definition of significant surfaces. It is also necessary to determinethe appropriate coating system including basis metal, thickness class and grade.Gold overplate offers performance enhancements to palladium relating to durability,mating force, fretting and frictional polymerization. Nickel underplate for palladium-nickel electroplating provides a diffusion barrier and leveling layer, and it also acts as apore corrosion inhibitor and load bearing underlayer for contracting surfaces.
A drop in the price of palladium in recent years is making its use increasinglypopular in industrial plating, and palladium is even replacing gold plating insome instances. A good way to increase the density and hardness of palladium isto alloy it with cobalt. A major benefit of choosing palladium cobalt over gold isthat essentially the same or even superior results can be achieved at significantlyless cost. In some cases, a palladium cobalt alloy can reduce precious metal costsby as much as 90 percent when compared to gold.
Palladium Cobalt Plating
PALLADIUM COBALT APPLICATIONSPalladium cobalt plating is most frequently used in the electronics industry forproducts such as cell phones and batteries in personal computers. Recentinnovations in the palladium cobalt process have made it more suitable for useduring the mass production of electronic components, as greater stability ofelectrical contact components is now possible. Another common palladiumcobalt electronics-related application is in the manufacturing of semiconductorpackages.
While palladium on its own is often viewed as an acceptable alternative to goldplating or platinum plating because of its lower cost and greater hardness of thedeposit, palladium is not without its challenges. Perhaps the most prevalent issueis because palladium is more stressed than gold, it is more susceptible to cracking.Developing a palladium nickel alloy is an effective way to reduce the stress of thedeposit, particularly in heavy-wear applications. The typical palladium nickel alloyconsists of a palladium deposit in the range of 70 to 80 percent.
WIDESPREAD USE IN THE ELECTRONICS INDUSTRYPalladium nickel plating is most frequently used for electronics applications,including the plating of connectors and contacts because of its ability to providelow surface contact resistance. The surface is plated with the palladium nickel alloy,and may be flashed with gold to provide a thin gold layer if desired. The result is afinish that is often superior to gold, not to mention far less expensive. Palladiumnickel plating provides excellent corrosion resistance, reduced porosity and verygood solderability.
Because a palladium nickel alloy is harder to gold, it is also less sensitive tofluctuations during the plating process. Its high density also makes it able towithstand extreme heat. Additionally, palladium nickel plating can be an idealchoice for any project when there is a need to create a barrier between basemetals such as nickel, copper or gold.
Palladium Nickel Plating
Platinum Plating
Platinum (chemical symbol Pt and atomic number 78) is a lustrous, ductile,malleable metal with a silvery-white color that closely resembles white gold andsilver. Platinum actually derives its name from the Spanish word "platina," whichmeans "little silver." Platinum is the namesake of the platinum family of preciousmetals that also includes rhodium, palladium, osmium, ruthenium and iridium.These metals are also classified as noble metals, meaning they offer excellentresistance against corrosion and oxidation.
Platinum is approximately 15 times more scarce than gold; there are no largestockpiles of platinum anywhere in the world. About 20 percent of all consumerproducts either contain platinum or require the use of platinum during themanufacturing process.
HISTORY OF PLATINUM
The original discovery of platinum dates back to around 1200 B.C. whenarcheologists found traces of the metal in gold deposits used in theconstruction of Egyptian tombs. Pre-Columbian Americans ultimately used acombination of platinum and other platinum group metals to manufacture awide variety of artifacts. However, it wasn't until the mid-16th century whenany references to platinum can be found in European nations. Platinumresearch continued well into the 1700s; a key development occurred in 1784when a German chemist named Franz Karl Archard produced the firstplatinum crucible by fusing platinum with arsenic.
PLATINUM PRODUCTION PROCESSIt is virtually impossible to find platinum in a stand-alone form. The most commonmethod of obtaining platinum is as a by-product of copper and nickel miningprocesses. A procedure known as electrorefining causes the platinum to settle to thebottom of the copper or nickel ores to facilitate extraction. In instances where pureplatinum is found, a number of methods can be employed to isolate and remove anyimpurities in the deposit. A typical method of platinum purification is the applicationof aqua regia, a highly corrosive liquid combination of hydrochloric and nitric acidsthat dissolves resistance substances in the platinum deposit. Approximately 80percent of the world's platinum production occurs in South Africa.

INUDSTRIAL USES OF PLATINUM
Because of its strong resemblance to silver and white gold, platinum is frequently used toprovide a decorative coating. However, platinum offers substantial value in numerousindustrial applications:
Automotive: The auto industry makes extensive use of platinum in the manufacturing ofcatalytic converters, which are devices found in exhaust systems that convert pollutantgases into less harmful substances and reduce emissions. Platinum is also used tomanufacture spark plugs and other automobile parts and components.
Oil & Gas Industry: The oil and gas industry uses platinum as a catalyst to create thechemical reaction required to treat crude oil prior to converting it to gasoline and otherpetroleum products.
Agriculture: Platinum is often used to manufacture nitric acid, which in turn is used toproduce the ammonia found in many liquid fertilizers for farming/agricultural applications.
Medical/Dental: Platinum's inherent chemical inactivity and biocompatibility makes itvaluable for manufacturing various drugs and pharmaceutical products, as well as medicaldevices such as heart pacemakers and artificial body parts. The platinum protects theseparts against corrosion.
Platinum may also be alloyed with other metals to manufacture certain products. Forexample, a platinum-cobalt alloy creates an extremely powerful magnet.
THE USE OF PLATINUM FOR METAL FINISHINGAnother common platinum manufacturing application is to provide a protectivecoating on other metal surfaces. Specifically, a process known as electroplating isoften used to apply the coating. Platinum plating entails the application of aplatinum coating via electrodeposition.With platinum plating, the workpiece that receives the coating, referred to as thesubstrate, is immersed in an electrolyte solution (or plating bath) that containsdissolved platinum salts and ions. The platinum is connected to the anode(positively charged electrode) of the electrical circuit, while the workpiece isplaced at the cathode (negatively charged electrode).A DC electric current is then introduced and flows to the anode, which oxidizesand dissolves the platinum ions. The ions are reduced at the cathode anddeposited onto the workpiece to complete the process.
WHAT ARE THE BENEFITS OF ELECTROPLATING?The electroplating process offers a number of crucial benefits including:Corrosion protection: One of the most coveted electroplating benefits is its ability toprotect against corrosion. In many cases, the plated coating will act as a sacrificialbarrier that prevents rust from reaching the surface of the substrate.Aesthetic appeal: Platinum plating is a popular choice for adding luster to a productto make it more attractive to prospective buyers.Electrical conductivity: The plating of certain metals enhances the underlyingsubstrate's ability to conduct electricity, which is an especially important benefitwhen manufacturing non-conductive electronic parts and components.Hydrogen absorption: The main reason platinum plating is used in themanufacturing of catalytic converters in the auto industry is platinum's remarkableability to absorb excess hydrogen, which improves the converter's overallperformance.Preventing tarnishing: Another valuable platinum trait is its ability to preventtarnishing, which is why platinum plating is often used when manufacturingproducts made of silver.
Heat resistance: Because of platinum's high melting point (3,224° F), platinumplating may be used to protect products that are subjected to intense heat.Wear resistance: Platinum plating can limit the impact of friction and othercommon types of wear and tear, helping to prolong product life.Increasing thickness: Virtually any type of plated metal coating will make thesubstrate thicker, which enhances quality and longevity.Increasing hardness: Plating onto a softer metal will increase its hardness,enhancing its durability and making it less susceptible to scratching and othersurface damage.Promoting adhesion: A plated coating can sometimes serve as an undercoatingthat promotes the adhesion of paint or even a second metal coating.Magnetization: Plating can be used to magnetize the surface of a substrate insome instances.
THE PLATINUM PLATING PROCESSPlatinum plating typically occurs via a rack plating method. Normally used for coatinglarge, fragile or complex workpieces, this process involves hanging the parts onto arack and using metal hooks or bands to hold them in place. The rack is thensubmersed in the plating bath. The metal hooks/bands also serve the purpose ofproviding the electrical contact upon introduction of the DC current. One of thechallenges of rack plating is its tendency to leave a mark on the workpiece in the areawhere it comes in contact with the metal, a factor that manufacturers must take intoconsideration when designing and engineering their products.The thickness of the platinum coating typically ranges from 0.5 to 5 microns,depending on the applications. The color of the coating may be anywhere from abrilliant white to matte gray, based on factors such as the type of substrate, theactivation process employed during plating and the desired thickness.
CHOOSING THE MOST APPROPRIATE PLATINUM ELECTROLYTE PLATINGSOLUTIONA key consideration when implementing platinum plating is the compositionof the plating bath. Essentially, there are two plating bath options: bathscontaining platinum in a divalent state, and baths containing platinum in atetravalent state. The divalent bath was the first to achieve technicalsignificance, although it's used less frequently in modern plating processes.This electrolyte solution tends to produce fine-grained but inconsistentplatinum deposits. However, it is possible to increase electrolyte stability bycomplexing the platinum ions. Additionally, these solutions may besomewhat corrosive, which may require the application of a base coating ofgold, silver or palladium.
Most platinum plating processes employed today rely on alkaline electrolytesolutions containing tetravalent platinum complexes. These tend to producedenser, brighter deposits and are easier to regenerate. By decreasing the pH levelin the solution via the addition of acetic acid, it is possible to precipitate and filteroff the acid salts and use them when preparing a new bath. Drawbacks to usingtetravalent platinum complexes include their relatively low stability and theirtendency to take up carbon dioxide from the atmosphere. It is often necessary tocontinuously reduce the carbonate concentrate during plating by precipitation.
PLATINUM PLATING ON SILVER
Because of silver's susceptibility to tarnishing, manufacturers of silver productsfrequently employ platinum plating. Platinum features the innate ability to slowthe onset of tarnishing. One common plating technique is the application of aplatinum coating on sterling silver, a variation of silver featuring a purity of 92.5percent.
In addition to preventing the underlying sterling silver substrate from tarnishing, itwill reduce the risk of oxidation that will eventually lead to the formation of rust.Platinum plating on silver will also enhance the silver substrate's malleability,ductility and hardness.
As platinum closely resembles silver in color, there is little concern about alteringthe appearance of the substrate when performing platinum plating on silver. Infact, the platinum coating can even increase the luster of the silver workpiece.
PLATINUM PLATING ON TITANIUM
Coating titanium with platinum will enhance the titanium substrate'scorrosion resistance as opposed to increasing aesthetic appeal. However,titanium is a highly active refractory metal, which makes proper adhesion ofthe platinum coating difficult to achieve. The typical method of platingtitanium with platinum is to create a special plating bath consisting of amelt of various salts. The titanium serves as the cathode, with the platinumacting as the cathode. When executed properly, it is possible to achieve acoating thickness of up to 10 microns with platinum plating. However,because of the difficulty of the technique, there are only a handful of metalfinishing companies that can consistently perform platinum onto titanium.
PLATING WITH PLATINUM ALLOYS
Alloying platinum with other metals can enhance the properties of each metaland sometimes provide a more effective solution than when implementingplatinum plating alone. The earliest known platinum alloy used for platingdates back to the late 19th century and was derived from alkaline cyanidesolutions containing platinum, cobalt, nickel, copper, tin, zinc and cadmium.
Today, the most common application of platinum alloys for plating entails aplatinum-cobalt combination. A platinum-cobalt alloy increases the hardnessand wear resistance of the deposit, while also introducing magnetic properties.
THE COST OF PLATINUM PLATING
While platinum offers a number of valuable benefits, the biggest drawback ofplating with platinum is the relatively high cost. Because of platinum's scarcity, it istypically more expensive to plate with platinum than other precious metals. Inmany cases, it is possible to plate with other precious metals and achievecomparable results, while also minimizing overall project cost.For instance, many auto manufacturers use palladium in place of platinum in theproduction of catalytic converters. Of course, as is the case with any precious metal,the cost of platinum at any given time is directly related to its availability. Becauseof the high level of performance and longevity of platinum-plated products, theyoften provide the best long-term return on investment.
Electroplating with precious metals such as gold, silver and platinum willenhance the appearance of the underlying metal substrate while also providingadditional benefits, such as improving corrosion and wear resistance andincreasing surface ductility and electrical conductivity. A lesser known butextremely useful precious metal for electroplating is ruthenium.
Ruthenium Plating
Ruthenium Basics
Ruthenium, also known as chemical element symbol Ru, is an extremely raretransition metal that exhibits a lustrous, silvery-white metallic appearance. In itsmetallic state, ruthenium is a hard, brittle material. Originally discovered in 1844by a Russian chemist named Karl Karlovich Klaus, ruthenium is derived from oresmost commonly found in the Ural Mountains in western Russia, as well as in partsof North and South America. Despite its relative rarity, the price of ruthenium isusually much lower than that of other comparable metals.
Ruthenium is a member of the platinum group of metals, which also includesplatinum, rhodium, palladium, osmium and iridium. As with all platinum-groupmetals, ruthenium is chemically inert, which means it will not react withchemicals in the atmosphere or those that may be introduced during variousmanufacturing processes.
Hot or cold acids or aqua regia, a combination of nitric and hydrochloric acid, willalso have no effect on ruthenium. However, the introduction of potassiumchlorate to a solution containing ruthenium can cause extensive oxidation.Ruthenium also will not tarnish at room temperature.
Ruthenium Uses and Applications
The use of ruthenium continues to increase, particularly in the electronics andchemical industries. Specific ruthenium applications include:
Electrical contacts: Ruthenium is often alloyed with palladium or platinum toharden these materials for use in the manufacturing of wear-resistance electricalcontacts. This enables the application of a much thinner coating than possiblewhen using these metals alone. Electroplating is the primary application methodin this case.
Data storage: Another electronics-related ruthenium application is themanufacturing of various data storage products, including microchips, readelements for hard disc drives and semiconductors.
Catalyst: Ruthenium is a versatile catalyst frequently used to assist in thesplitting of hydrogen sulfide compounds. As such, ruthenium is extremely valuablefor removing hydrogen sulfide during industrial processes such as oil refining, aswell as various chemical processes including Fischer-Tropsch synthesis and olefinmetathesis.
Solar energy technologies: Certain ruthenium compounds can absorb lightacross the visible spectrum. This makes ruthenium well-suited for use in varioussolar energy technologies such as light absorption in dye-sensitized solar cells andthe development of more cost-effective solar cell systems.
Electroplating With Ruthenium
Applying a ruthenium coating to another metal part or component viaelectroplating will harden the underlying substrate and increase its resistance toscratches and abrasions. A ruthenium coating provides a stable, long-lasting finishthat is impervious to damage from atmospheric chemicals.
As with other precious metals, ruthenium plating is also used to enhance theappearance of the part. The relatively low price of ruthenium plating makes it amore acceptable alternative to companies that want the benefits of preciousmetal coating at a more affordable cost.
One of the most popular ruthenium plating applications is to increase aestheticappeal. While ruthenium in its natural state exhibits a shiny gray-white color, it ispossible to create a darker gray or rich black coating by modifying the platingbath. Some metal finishing companies offer industrial ruthenium plating servicesfeaturing a specially developed black plating solution that serves as a moredecorative alternative to black nickel. The typical ruthenium coating thicknessranges from 0.25 to 1.0 microns.
Key Factors for Ensuring a Successful Ruthenium Plating Outcome
Ruthenium plating is a challenging process that requires close consideration ofvarious factors. In addition to selecting the right plating bath composition, it isvital to maintain the appropriate current density throughout the process. Otherkey factors include ensuring the bath temperature remains in an acceptable rangeand the proper pH balance is maintained.
In addition to decorative applications, ruthenium plating is used for increasedcorrosion protection and wear resistance for metal products that are exposed tohigh temperatures. It can also be used to apply a protective coating on electricalcontacts.
Anodizing and Substrate Plating
Anodizing is a metal finishing process that uses oxidation to convert the surface of ametallic to a ceramic state. While mainly used when plating aluminum, anodizing isalso compatible with other nonferrous metals such as titanium, magnesium, stainlesssteel, zinc, copper alloys and more. Anodized aluminum is typically used for:
➢ Protecting satellites while in space➢ Enhancing durability of roofs, walls and ceilings➢ Manufacturing computer hardware, household appliances and various building
materials
Key Benefits of Anodizing
Anodized finishing offers a wide range of important benefits including:
➢ Increased resistance against the destructive forces of corrosion➢ Greater resistance to wear and tear from normal usage and handling➢ Development of a stronger, harder, more durable surface on the metallic➢ Creation of a more visually appealing finish➢ Brighter, more enduring color of the finish.
Metal plating can be executed effectively without the introduction of an electrical current into a plating solution. An alternative to traditional electroplating is electroless plating, which is the process of depositing a metal onto the surface of a substrate via an autocatalytic reaction. Advantages of electroless plating include the ability to achieve an even coating on the substrate/part surface, greater flexibility in achieving a desired thickness, and the ability for the bath solution to reach holes and other hidden places.ELECTROLESS PLATING WITH NICKELElectroless nickel has long been a popular plating option due to nickel's ability to provide excellent protection against corrosion and wear. Types of commonly used electroless nickel plating processes include:•Low phosphorous- Provides uniform thickness for complex configurations, as well as superior protection against corrosion in an alkaline environment.•Medium phosphorous- The most common type of electroless nickel plating service, a medium phosphorus nickel solution is often used when brightening of the substrate is required.•High phosphorous- Offers the highest level of corrosion resistance, making it the preferred choice in highly acidic environments typically found in mining and oil drilling.
Electroless Nickel
THE INCREASING DEMAND FOR BLACK ELECTROLESS NICKEL PLATING SERVICES
In recent years, there has been a growing demand for a black electroless nickel plating process for reasons such as easier parts identification or simply to increase the aesthetic appeal. Developing a suitable black electroless nickel plating process can be difficult, and many companies have tried and failed in their efforts over the years.
BLACK ELECTROLESS NICKEL MEETS TODAY'S MANUFACTURING REQUIREMENTS
Industries such as solar, automotive and aerospace all have a need for black coatings primarily to meet energy and light absorption requirements. Black electroless nickel can be blackened to provide close to 100 percent light absorption while also offering the superior corrosion protection these industries need. Black electroless nickel plating is also used in the firearms industry to provide an attractive and decorative coating on products such as gun barrels, ammunition clips and other steel gun parts.
e.g.WHAT IS ..?… is essentially a low-phosphorous nickel coating consisting of a minimum thickness equal to or greater than 500µ" (13µm). The corrosion protection capabilities can be further enhanced by applying a 10-13 percent phosphorous nickel coating as a base coat under ...
Electroless Nickel Plating
One form of plating that is commonly used in many industrial applications is nickelelectroplating, which offers excellent corrosion protection and increases wearresistance. However, electroless nickel plating solutions are often chosen as analternative to nickel electroplating.
Unlike nickel electroplating, electroless nickel plating does not require the use ofan electric current to produce the desired reaction. Instead, the deposition of thenickel metal occurs via autocatalytic reaction.
Electroless vs. Traditional Nickel Plating
Electroless Nickel Plating and Nickel Plating: What's the Difference?
Electroless nickel and nickel electroplating are processes that may appear somewhatthe same at first glance, but there are crucial differences you’ll need to considerwhen choosing between the two. Both are deposited by a reaction of nickel ionsbeing reduced onto a metal surface as nickel metal. The key difference is that theterm "Electroless" is referring to an immersion reaction that does not use a powersource to achieve a coating onto another metal surface. Electroless nickel plating isachieved by a chemical catalyst already present in the solution that creates andcauses the nickel to plate autocatalytically.
Key Distinctions Between Electro- and Electroless Plating
Nickel electroplating is typically a deposited alloy of pure nickel and traceamounts of other elements. Electroless nickel plating is typically an alloy of 85+percent pure nickel and the rest usually being either phosphorus or boron. Thekey fundamental difference is that Nickel alloyed with either phosphor or borontypically achieves better corrosion, increased hardness (certain electroless nickelmatrices ≥ chrome) and wear, and even deposit uniformity. Last key difference ismagnetic potential. An electroless nickel coating tends to be less magnetic whichmakes it a better choice for certain electronic products. Other major differencesthat electroless nickel plating possesses is its ability to evenly occlude particles ofdiamond like materials and fluorocarbons such as Teflon. Functional engineeringnickel electroplating does not possess these same traits and qualities. Itsadvantages are that it deposits thickness faster, has a higher melting point, andhas less deposit stress e.g. sulfamate nickel plating.
The advantages of electroless nickel plating solutions include:
❑ No need for an electric current, which can minimize utility bills
❑ Easier to achieve an even coating on parts
❑ Greater flexibility in terms of coating volume and thickness
❑ Automatic monitoring of chemical replenishment during the plating process
❑ Ability to achieve various levels of finish brightness
By applying electroless nickel plating, you'll have peace of mind knowing that yourparts will last indefinitely in accordance to a proper engineering specification. Youwon't have to worry any more about the rising cost of exotic metals and theburdening detriment of electroplating that creates out-of-tolerance parts and lackof mechanical and environmental protection.
The electroless nickel coating can help reduce the effects of corrosion and wear,which can extend the useful life of metal parts and equipment. The desiredthickness of the finish can also be achieved with relative ease. Electroless nickelplating offers the flexibility for a matte, semi-bright or bright finish, making this ahighly versatile plating option.
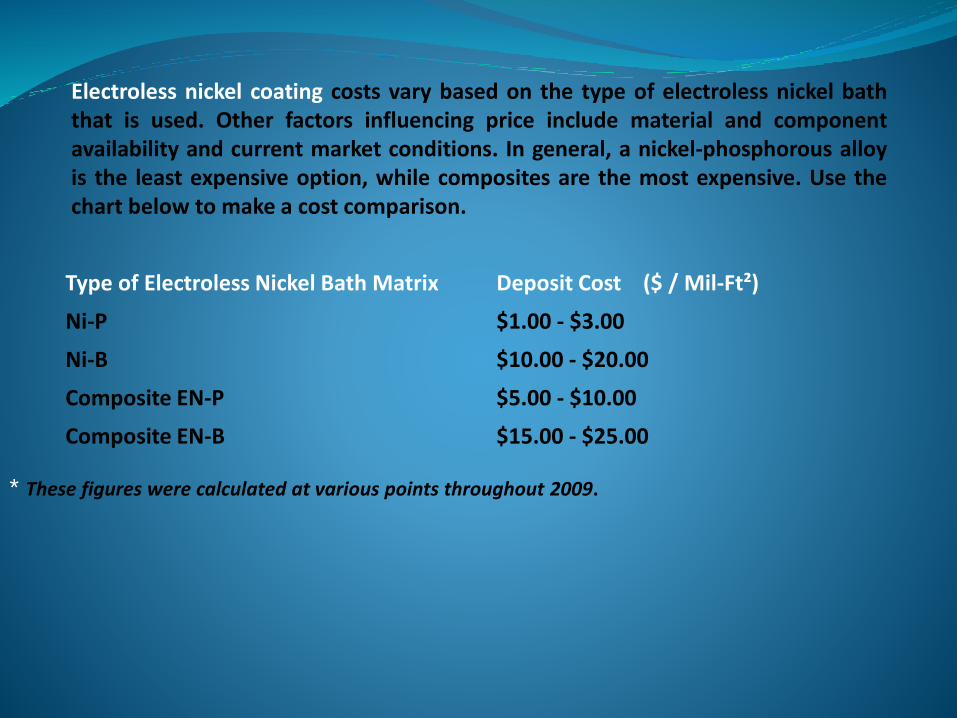
Electroless nickel coating costs vary based on the type of electroless nickel baththat is used. Other factors influencing price include material and componentavailability and current market conditions. In general, a nickel-phosphorous alloyis the least expensive option, while composites are the most expensive. Use thechart below to make a cost comparison.
Type of Electroless Nickel Bath Matrix Deposit Cost ($ / Mil-Ft²)
Ni-P $1.00 - $3.00
Ni-B $10.00 - $20.00
Composite EN-P $5.00 - $10.00
Composite EN-B $15.00 - $25.00
* These figures were calculated at various points throughout 2009.
Types of Electroless Nickel Coatings
An electroless nickel coating may consist of an alloy of nickel and eitherphosphorous or boron. A nickel-phosphorous alloy is typically used whenprotection against corrosion is desired and may consist of a low, medium or highlevel of phosphorous treatment. An electroless nickel coating using a nickel-boronalloy is the best choice when wear resistance is the primary concern. Compositeelectroless nickel coatings as well as those using carbides, diamonds, andpolymers may also be used in wear resistance applications.
Electroless nickel is used to coat titanium as an initial coating. These processingsteps are conducive for effectively achieving a good bond to the titanium. Metalssuch as copper and gold are not used as first layers for metalizing on top oftitanium, however subsequent finishes after the nickel is applied may be coatedonto the nickel (such as gold plating or silver plating). When plating onto titanium,the result offers nearly the same corrosion-resistance capabilities as platinum andcan limit the harmful impact of substances such as hydrochloric acid, chlorine gasand many organic acids.
Getting the Maximum Electroless Nickel Corrosion Resistance
There are many options for plating with electroless nickel. Corrosion resistance can best beachieved when using a nickel-phosphorous alloy, while being sure to choose theappropriate level of phosphorous coating that pertains to the nature of the corrosiveenvironment. However, phosphorous level is not the only factor that maximizes electrolessnickel corrosion resistance. Other key factors include selecting the proper depositthickness, carefully monitoring the process to minimize the presence of co-depositedimpurities, reducing the amount of substrate defects prior to plating, choosing the idealpretreatment cycle and applying effective post-plating treatment processes.
Applications That Can Benefit From Electroless Nickel Corrosion Resistance
The benefit of electroless nickel’s corrosion resistance can make its use advantageous forcompanies in a number of industries. Common applications include the manufacturing ofparts for automobiles, aircraft and various electronic devices, as well as for numerouschemical processing operations. Companies in the oil and gas industry also chooseelectroless nickel plating for superior corrosion protection in their harsh operatingenvironments.
Electroless Nickel for Wear Protection
Types of Electroless Nickel Wear Resistant Coatings
There is a variety of electroless nickel coating types that are useful for applicationswhere maximum protection against wear is essential:
Boron: A low-boron electroless nickel wear coating is desirable in applicationswhere enhanced solderability and conductivity is important, particularly in theelectronics industry. A wear coating containing higher levels of boron is often usedwhen more hardness is required, such as the manufacturing of parts for theautomotive and aerospace industries.Carbides/Minerals: Although wear coatings containing carbides or minerals aremore expensive than other types of electroless nickel coatings, they offer the highhardness and elevated melting points necessary to protect against wear losscaused by abrasion.Polymers: Electroless nickel wear coatings containing polymers such asfluorocarbons can reduce wear by minimizing friction. However, polymers tend tohave a lower melting point than carbides and minerals, so they are not usually thepreferred choice for protection against abrasion.Composites: Wear resistant coatings can also be created by introducing particlesinto the electroless nickel bath that become occluded with the nickel alloy. Thecombination of hard and soft particles results in a uniform coating offeringenhanced wear resistance. The typical composite electroless nickel wear coatingcan consist of up to 30% particles.
Black Electroless Nickel
Types of commonly used electroless nickel plating processes include:
Low phosphorous Provides uniform thickness for complex configurations, as wellas superior protection against corrosion in an alkaline environment.
Medium phosphorous The most common type of electroless nickel plating service,a medium phosphorus nickel solution is often used when brightening of thesubstrate is required.
High phosphorous Offers the highest level of corrosion resistance, making it thepreferred choice in highly acidic environments typically found in mining and oildrilling.
The Increasing Demand for Black Electroless Nickel Plating Services
In recent years, there has been a growing demand for a black electroless nickelplating process for reasons such as easier parts identification or simply to increasethe aesthetic appeal. Developing a suitable black electroless nickel plating processcan be difficult, and many companies have tried and failed in their efforts over theyears. It took the extensive plating experience of Sharretts Plating Company todevelop commercially viable black electroless nickel plating services to meet therequirements of today's manufacturing operations.
Black Electroless Nickel Meets Today's Manufacturing Requirements
Industries such as solar, automotive and aerospace all have a need for blackcoatings primarily to meet energy and light absorption requirements. Blackelectroless nickel can be blackened to provide close to 100 percent lightabsorption while also offering the superior corrosion protection these industriesneed. Black electroless nickel plating is also used in the firearms industry toprovide an attractive and decorative coating on products such as gun barrels,ammunition clips and other steel gun parts.

Electroless Nickel Plating
Electroless nickel plating (EN) is an auto-catalytic chemical technique used todeposit a layer of nickel-phosphorus or nickel-boron alloy on a solid workpiece,such as metal or plastic. The process relies on the presence of a reducing agent, forexample hydrated sodium hypophosphite (NaPO2H2·H2O) which reacts with themetal ions to deposit metal. The alloys with different percentage of phosphorus,ranging from 2-5 (low phosphorus) to up to 11-14 (high phosphorus) are possible.The metallurgical properties of alloys depend on the percentage of phosphorus.
Unlike electroplating, it is not necessary to pass an electric current through thesolution to form a deposit. This plating technique is to prevent corrosion andwear. EN techniques can also be used to manufacture composite coatings bysuspending powder in the bath. Electroless nickel plating has several advantagesversus electroplating. Free from flux-density and power supply issues, it providesan even deposit regardless of workpiece geometry, and with the proper pre-plate catalyst, can deposit on non-conductive surfaces.
The electroless nickel plating process is a high quality, cost effective solution tocoating metals such as mild or stainless steel and can substantially extend the lifeof a component.
Electroless nickel coatings have many fantastic properties. The metal layerdeposited by the electroless nickel plating process has an even thickness over allsurfaces of the component, virtually regardless of its shape. This uniform coatingis the perfect solution for critical high-end engineering items such as those used inthe defense, healthcare, automotive and aerospace industries.
Electroless nickel plating is extremely resistant to corrosion and will thereforeextend the life of everything it coats. This makes it ideal for coating parts exposedto harsh environments such as those operating in the marine, oil and gas anddefense industries. Therefore, it can reduce the cost of repair and replacementparts.
The advantages of using components that are resistant to corrosion are numerous.Electroless nickel plating can increase the life of a component as it prevents theformation of rust on a part. This in turn stops the part from becoming a catalystfor rust formation on surrounding parts, preventing part on part rusting andremoving the risk of one part affecting the final assembly.
Historical overview
The EN plating of metallic nickel from aqueous solution in the presence of hypophosphite was first notedas a chemical accident by Wurtz in 1844. In 1911, Roux reported that metal was inevitably precipitated inthe powder form; however these works were not in practical applications. In its early stage, progress inthe field remained slow until World War II. In 1946, Brenner and Riddell developed a process for platingthe inner walls of tubes with nickel-tungsten alloy, derived from the citrate based bath using an insolubleanode, which brought out the unusual reducing properties of hypophosphite.The U.S. Patent Office saysthat the patent it issued in 1950 differed from the earlier patent in that Roux reaction was spontaneousand complete, while the Brenner and Riddell process was a controlled catalytic process so that depositionoccurred only on catalytic surfaces immersed in the bath. Brenner later wrote that his patent was anaccidental discovery similar to the work of Wurtz and Roux, but said that he took out a patent to protectU.S. government rights. In fact, a declassified U.S. Army technical report written in 1963 goes onextensively about Wurtz and Roux work, and gives more of the discovery credit to them than to Brenner.This plating process was attributed to the action of chemical reduction of Ni ions. During the 1954-59period, Gutzeit at GATC (General American Transportation Corporation) worked on full scale developmentof electroless plating by chemical reduction alone, as an alternate process to conventional electroplating.Initially, the co-deposition of particles was carried out for electrodepositing Ni-Cr by Odekerken, duringthe year of 1966. In that study, in an intermediate layer, finely powdered particles like aluminum oxide,polyvinyl chloride (PVC) resin were distributed within a metallic matrix. A layer in the coating iscomposite but other parts of the coating are not. The first commercial application of their work used theelectroless Ni-SiC coatings on the wankel internal combustion engine and another commercial compositeincorporating polytetrafluoroethylene (Ni-P-PTFE) was co-deposited, during the year of 1981. However,the co-deposition of diamond and PTFE particles was more difficult than that of composites incorporatingAl2O3 or SiC. The feasibility to incorporate the fine second phase particles, in submicron to nano size,within a metal/alloy matrix has initiated a new generation of composite coatings.
Electroless nickel plating also improves the quality of components. Tightmanufacturing tolerances can be achieved as the electroless nickel is depositedevenly on the surface of the part. It can be also used to improve the surface of acomponent so that it is back within the specified tolerances, and provides asurface that allows post finishes to be carried out effectively.
Electroless nickel plating is also an effective surface when protecting thecomponent from wear is important. The high level of hardness and electrolessnickel plating’s self lubricating properties reduces the wear of a componentthrough friction, therefore creating minimal coating weight loss.
When using electroless nickel to plate a component, the coating provided isguaranteed not to chip or flake like other top coats such as paints or lacquers.
Other advantages of electroless nickel plating include:
➢ Lower porosity
➢ Non-magnetic
➢ Less prone to staining
➢ Pit-free deposits
➢ Hard deposits
➢ Very uniform thickness
➢ Excellent corrosion protection
Pretreatment
Before performing electroless nickel plating, the material to be plated must becleaned by a series of chemicals; this is known as the pre-treatment process.Failure to remove unwanted "soils" from the part's surface results in poor plating.Each pre-treatment chemical must be followed by water rinsing (normally two tothree times) to remove chemicals that may adhere to the surface. De-greasingremoves oils from surfaces, whereas acid cleaning removes scaling.
Activation is done with a weak acid etch, or nickel strike or, in the case of non-metallic substrate, a proprietary solution. After the plating process, platedmaterials must be finished with an anti-oxidation or anti-tarnish chemical, such astrisodium phosphate or chromate, followed by water rinsing to prevent staining.The rinse object must then be completely dried or baked to obtain the fullhardness of the plating film.
The pre-treatment required for the deposition of nickel and cobalt on a non-conductive surface usually consists of an initial surface preparation to render thesubstrate hydrophilic. Following this initial step, the surface is activated by asolution of a noble metal, e.g., palladium chloride. Silver nitrate is also used foractivating ABS and other plastics. Electroless bath formation varies with theactivator. The substrate is now ready for nickel deposition.
Advantages include:
➢ Does not use electrical power.
➢ Even coating on parts surface can be achieved.
➢ No sophisticated jigs or racks are required.
➢ There is flexibility in plating volume and thickness.
➢ The process can plate recesses and blind holes with stable thickness.
➢ Chemical replenishment can be monitored automatically.
➢ Complex filtration method is not required.
➢ Matte, semi-bright or bright finishes can be obtained.
Disadvantages include:
➢ Lifespan of chemicals is limited.
➢ Waste treatment cost is high due to the speedy chemical renewal.
➢ Porous nature of electroless plating leads to inferior material structurecompared to electrolytic processes.
➢ Each type of electroless nickel also has particular advantages depending on theapplication and type of nickel alloy.
High Phosphorus Deposits
• Typically contain 10-12% phosphorus
• Very high corrosion resistance
• Complete lack of magnetic response
• Most conditions in the highly corrosive oil, gas and coal industry requiredeposits with a high phosphorus content (>10%).
High-phosphorus electroless nickel offers high corrosion resistance, making it idealfor industry standards requiring protection from highly corrosive acidicenvironments such as oil drilling and coal mining. With microhardness ranging upto 600 VPN, this type ensures very little surface porosity where pit-free plating isrequired and is not prone to staining. Deposits are non-magnetic whenphosphorus content is greater than 11.2%.
Mid Phosphorus Deposits
• Typically contain 6-9% phosphorus
• Bright and aesthetically pleasing
• Good hardness and wear resistance
• Moderate corrosion resistance.
Medium-phosphorus electroless nickel (MPEN) is referred to the nickel-phosphorus alloydeposited by electroless/autocatalytic process in which the resulting alloy consists ofmedium levels of phosphorus; the definition of medium levels is different in sources ofdifferent branches of technology (decorative, industrial, ...). the range accepted as mediumlevels can be %w/w 4-7 (decorative purpose), 6-9 (industrial sources), or 4-10 (electronicapplications). The EN bath is typically composed of (a) Nickel source [nickel sulfate], (b)Reducing agent [sodium hypophosphite], (c) Complexing agent; which are necessary toincrease phosphite solubility and also to slow down the reaction speed in order to preventthe white-out phenomena but are not co-deposited into the resulting alloy [carboxylic acidsor amines], (d) Stabilizers; which slow down the reduction by co-deposition with the nickel[lead or sulphur or organics], (e) Buffers [most complexing agents perform double duty asbuffers], (f) Brighteners; mostly co-deposited with nickel and usually can double asstabilizers [cadmium or certain organics], (g) Surfactants; which reduce surface tension inorder reduce pitting and staining [SLS or almost any other surfactant] and (h) Accelerators;which are added overcome the slow plating rate imparted by complexing agents and usuallyare co-deposited and can cause discoloration of the deposit [sulfur compounds]. Medium-phosphorus treatment has a high-speed deposit rate and offers bright and semi-brightoptions for cosmetic particularization. The processing is very stable, used often for SlurryDisposal Industries. This is the most common type of electroless nickel applied.
Low Phosphorus Deposits
• Typically contain 2-5% phosphorus• Improved hardness and wear characteristics• Higher temperature resistance• Increased corrosion resistance in alkaline environments• Best suited to the chloro-alkali industry, such as the transportation
of liquid soda.• Enhanced solderability and bondability, especially in electronic applications.
Low-phosphorus treatment is applied for deposits with hardness up to 60Rockwell C. This type offers a very uniform thickness inside complexconfigurations as well as outside, which often eliminates grinding after plating. Itis also excellent for corrosion resistance in alkaline environments.
Alkaline nickel-phosphorus
Plate at a relatively low temperatures (24-60°C)
Suitable for plating on plastics and other nonconductive materials
Suitable for use on zincated aluminum.

Galvanization (or galvanizing as it is most commonly called in that industry) is theprocess of applying a protective zinc coating to steel or iron, to prevent rusting. Themost common method is hot-dip galvanizing, in which parts are submerged in a bath ofmolten zinc.
Galvanization
Galvanizing protects the base metal in three ways:
➢ It forms a coating of zinc which, when intact, prevents corrosive substancesfrom reaching the underlying steel or iron.
➢ The zinc serves as a sacrificial anode so that even if the coating is scratched,the exposed steel will still be protected by the remaining zinc.
➢ The zinc protects its base metal by corroding before iron. For better results,application of chromates over zinc is also seen as an industrial trend.
History and etymology
The earliest known example of galvanized iron was encountered by Europeans on17th-century Indian armor in the Royal Armouries Museum collection. It wasnamed in English via French from the name of Italian scientist Luigi Galvani.Originally in the 19th century, the term "galvanizing" was used to describe theadministration of electric shocks; this was also called Faradism. This usage is theorigin of the metaphorical use of the verb "galvanize", such as to "galvanize intoaction" meaning stimulating a complacent person or group to take action.
In modern usage, the term "galvanizing" has largely come to be associated withzinc coatings, to the exclusion of other metals. Galvanic paint, a precursor to hot-dip galvanizing, was patented by Stanislas Sorel, of Paris, in December 1837.
Methods
Hot-dip galvanizing deposits a thick robust layer of zinc iron alloys on the surfaceof a steel item. In the case of automobile bodies, where additional decorativecoatings of paint will be applied, a thinner form of galvanizing is applied byelectrogalvanizing. The hot-dip process generally does not reduce strength on ameasurable scale,[3] with the exception of high-strength steels (>1100 MPa)where hydrogen embrittlement can become a problem. This deficiency is aconsideration affecting the manufacture of wire rope and other highly-stressedproducts.
The protection provided by hot-dip galvanizing is insufficient for products that willbe constantly exposed to corrosive materials such as acids, including acid rain inoutdoor uses. For these applications, more expensive stainless steel is preferred.Some nails made today are galvanized. Nonetheless, electroplating is used on itsown for many outdoor applications because it is cheaper than hot-dip zinc coatingand looks good when new. Another reason not to use hot-dip zinc coating is thatfor bolts and nuts of size M10 (US 3/8") or smaller, the thick hot-dipped coatingfills in too much of the threads, which reduces strength (because the dimension ofthe steel prior to coating must be reduced for the fasteners to fit together). Thismeans that for cars, bicycles, and many other light mechanical products, thepractical alternative to electroplating bolts and nuts is not hot-dip zinc coating,but making the fasteners from stainless steel.
The size of crystallites in galvanized coatings is a visible and aesthetic feature,known as "spangle". By varying the number of particles added for heterogeneousnucleation and the rate of cooling in a hot-dip process, the spangle can beadjusted from an apparently uniform surface (crystallites too small to see with thenaked eye) to grains several cm wide. Visible crystallites are rare in otherengineering materials, even though they are usually present.
Thermal diffusion galvanizing, or Sherardizing, provides a zinc diffusion coating oniron- or copper-based materials. Parts and zinc powder are tumbled in a sealedrotating drum. Around 300 °C, zinc will diffuse into the substrate to form a zincalloy. The advance surface preparation of the goods can be carried out by shotblasting. The process is also known as "dry galvanizing", because no liquids areinvolved; this can avoid possible problems caused by hydrogen embrittlement.The dull-grey crystal structure of the zinc diffusion coating has a good adhesion topaint, powder coatings, or rubber. It is a preferred method for coating small,complex-shaped metals, and for smoothing rough surfaces on items formed withsintered metal.
Eventual corrosion
Although galvanizing will inhibit attack of the underlying steel, rusting will beinevitable after some decades of exposure to weather, especially if exposed toacidic conditions. For example, corrugated iron sheet roofing will start to degradewithin a few years despite the protective action of the zinc coating. Marine andsalty environments also lower the lifetime of galvanized iron because the highelectrical conductivity of sea water increases the rate of corrosion, primarilythrough converting the solid zinc to soluble zinc chloride which simply washesaway. Galvanized car frames exemplify this; they corrode much faster in coldenvironments due to road salt, though they will last longer than unprotectedsteel.
Galvanized steel can last for many decades if other supplementary measures aremaintained, such as paint coatings and additional sacrificial anodes. The rate ofcorrosion in non-salty environments is caused mainly by levels of sulfur dioxide inthe air. In the most benign natural environments, such as inland low populationareas, galvanized steel can last without rust for over 100 years.
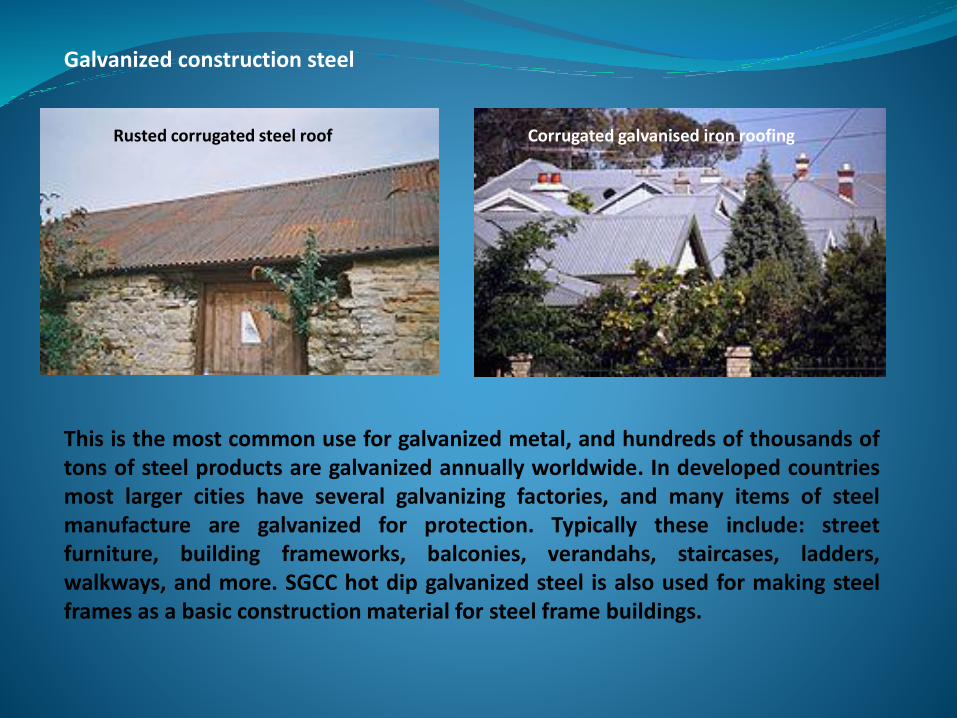
Galvanized construction steel
This is the most common use for galvanized metal, and hundreds of thousands oftons of steel products are galvanized annually worldwide. In developed countriesmost larger cities have several galvanizing factories, and many items of steelmanufacture are galvanized for protection. Typically these include: streetfurniture, building frameworks, balconies, verandahs, staircases, ladders,walkways, and more. SGCC hot dip galvanized steel is also used for making steelframes as a basic construction material for steel frame buildings.
Rusted corrugated steel roof Corrugated galvanised iron roofing
Galvanized piping
In the early 20th century, galvanized piping replaced previously-used cast iron and lead incold-water plumbing. Typically, galvanized piping rusts from the inside out, building uplayers of plaque on the inside of the piping, causing both water pressure problems andeventual pipe failure. These plaques can flake off, leading to visible impurities in water and aslight metallic taste. The life expectancy of galvanized piping is about 70 years, but it mayvary by region due to impurities in the water supply and the proximity of electrical grids forwhich interior piping acts as a pathway (the flow of electricity can accelerate chemicalcorrosion). Pipe longevity also depends on the thickness of zinc in the original galvanizing,which ranges on a scale from G40 to G210, and whether the pipe was galvanized on boththe inside and outside, or just the outside.
Since World War II, copper and plastic piping have replaced galvanized piping for interiordrinking water service, but galvanized steel pipes are still used in outdoor applicationsrequiring steel's superior mechanical strength. The use of galvanized pipes lends some truthto the urban myth that water purity in outdoor water faucets is lower, but the actualimpurities (iron, zinc, calcium) are harmless.
The presence of galvanized piping detracts from the appraised value of housing stockbecause piping can fail, increasing the risk of water damage. Galvanized piping willeventually need to be replaced if housing stock is to outlast a 50 to 70 year life expectancy,and some jurisdictions require galvanized piping to be replaced before sale. One option toextend the life expectancy of existing galvanized piping is to line it with an epoxy resin.
Hot-dip galvanization is a form of galvanization. It is the process of coating ironand steel with zinc, which alloys with the surface of the base metal whenimmersing the metal in a bath of molten zinc at a temperature of around 449 °C.When exposed to the atmosphere, the pure zinc (Zn) reacts with oxygen (O2) toform zinc oxide (ZnO), which further reacts with carbon dioxide (CO2) to form zinccarbonate (ZnCO3), a usually dull grey, fairly strong material that protects the steelunderneath from further corrosion in many circumstances. Galvanized steel iswidely used in applications where corrosion resistance is needed without the costof stainless steel, and is considered superior in terms of cost and life-cycle. It canbe identified by the crystallization patterning on the surface (often called a"spangle").
Hot-dip galvanization
Galvanized steel can be welded; however, one must exercise caution around theresulting toxic zinc fumes. Galvanized steel is suitable for high-temperatureapplications of up to 200 °C. The use of galvanized steel at temperatures abovethis will result in peeling of the zinc at the inter metallic layer. Electrogalvanizedsheet steel is often used in automotive manufacturing to enhance the corrosionperformance of exterior body panels; this is, however, a completely differentprocess which tends to achieve lower coating thicknesses of zinc.
Like other corrosion protection systems, galvanizing protects steel by acting as abarrier between steel and the atmosphere. However, zinc is a moreelectropositive (active) metal in comparison to steel. This is a unique characteristicfor galvanizing, which means that when a galvanized coating is damaged and steelis exposed to the atmosphere, zinc can continue to protect steel through galvaniccorrosion (often within an annulus of 5 mm, above which electron transfer ratedecreases).
Process
The process of hot-dip galvanizing results in a metallurgical bond between zincand steel with a series of distinct iron-zinc alloys. The resulting coated steel can beused in much the same way as uncoated.
A typical hot-dip galvanizing line operates as follows:
• Steel is cleaned using a caustic solution. This removes oil/grease, dirt, andpaint.
• The caustic cleaning solution is rinsed off.
• The steel is pickled in an acidic solution to remove mill scale.
• The pickling solution is rinsed off.
• A flux, often zinc ammonium chloride is applied to the steel to inhibit oxidationof the cleaned surface upon exposure to air. The flux is allowed to dry on thesteel and aids in the process of the liquid zinc wetting and adhering to thesteel.
• The steel is dipped into the molten zinc bath and held there until thetemperature of the steel equilibrates with that of the bath.
• The steel is cooled in a quench tank to reduce its temperature and inhibitundesirable reactions of the newly formed coating with the atmosphere.
Lead is often added to the molten zinc bath to improve the fluidity of the bath(thus limiting excess zinc on the dipped product by improved drainage properties),helps prevent floating dross, makes dross recycling easier and protects the Pillingkettle from uneven heat distribution from the burners. Lead is either added toprimary Z1 grade zinc or already contained in used secondary zinc. A third,declining method is to use low Z5 grade zinc.
Steel strip can be hot-dip galvanized in a continuous line. Hot-dip galvanized steelstrip (also sometimes loosely referred to as galvanized iron) is extensively used forapplications requiring the strength of steel combined with the resistance tocorrosion of zinc. roofing and walling, safety barriers, handrails, consumerappliances and automotive body parts. One common use is in metal pails.Galvanised steel is also used in most heating and cooling duct systems inbuildings.
Individual metal articles, such as steel girders or wrought iron gates, can be hot-dip galvanized by a process called batch galvanizing. Other modern techniqueshave largely replaced hot-dip for these sorts of roles. This includeselectrogalvanizing, which deposits the layer of zinc from an aqueous electrolyte byelectroplating, forming a thinner and much stronger bond
History
In 1742, French chemist Paul Jacques Malouin described a method of coating ironby dipping it in molten zinc in a presentation to the French Royal Academy.
In 1772 Luigi Galvani (Italy), galvanizing's namesake, discovered theelectrochemical process that takes place between metals during an experimentwith frog legs.
In 1801 Alessandro Volta furthered the research on galvanizing when hediscovered the electro-potential between two metals, creating a corrosion cell.
In 1836, French chemist Stanislas Sorel obtained a patent for a method of coatingiron with zinc, after first cleaning it with 9% sulfuric acid (H2SO4) and fluxing itwith ammonium chloride (NH4Cl).
Specification
A hot-dip galvanized coating is relatively easier and cheaper to specify than anorganic paint coating of equivalent corrosion protection performance. The British,European and International standard for hot-dip galvanizing is BS EN ISO 1461which specifies a minimum coating thickness to be applied to steel in relation tothe steels section thickness e.g. a steel fabrication with a section size thicker than6 mm shall have a minimum galvanized coating thickness of 85 µm.
Further performance and design information for galvanizing can be found in BS ENISO 14713-1 and BS EN ISO 14713-2. The durability performance of a galvanizedcoating depends solely on the corrosion rate of the environment in which it isplaced. Corrosion rates for different environments can be found in BS EN ISO14713-1 where typical corrosion rates are given with a description of theenvironment in which the steel would be used.
Related Documents











