Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012 1/42 Rolling versus other processes: a brief analysis

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
1/42
Rollingversus otherprocesses:
a brief analysis
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
2/42
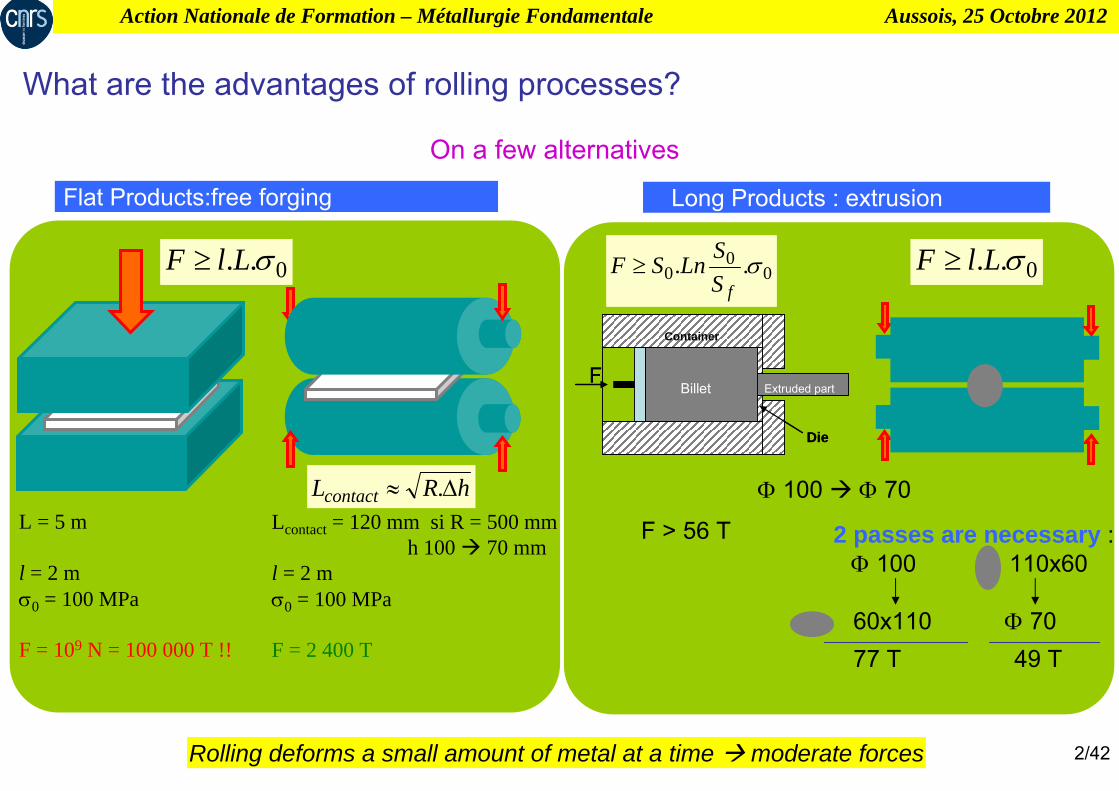
Flat Products:free forging Long Products : extrusion
What are the advantages of rolling processes?
L = 5 m
l = 2 m0 = 100 MPa
F = 109 N = 100 000 T !!
0.. LlF
hRLcontact .Lcontact = 120 mm si R = 500 mm
h 100 70 mml = 2 m0 = 100 MPa
F = 2 400 T
FBillet Extruded part
Container
Die
FBillet Extruded part
Container
Die
0.. LlF 00
0 .. fS
SLnSF
100 70
F > 56 T 2 passes are necessary : 100 110x60
60x110 70 77 T 49 T
On a few alternatives
Rolling deforms a small amount of metal at a time moderate forces

Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
3/42
Incremental processes obtain the same result : rolling vs cogging / hammering
Flat Products : very small productivity.But it was the only process to form flat plates(« lames ») for minting e.g. until Leonardo invented the rolling millby the end of the XVIth century
Example: « Elongation » of Zr, Ti bars(not far from here, in Ugine !)
Long Products : still intensively used
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
4/42
On strain, stress and temperature
heterogeneity
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
5/42
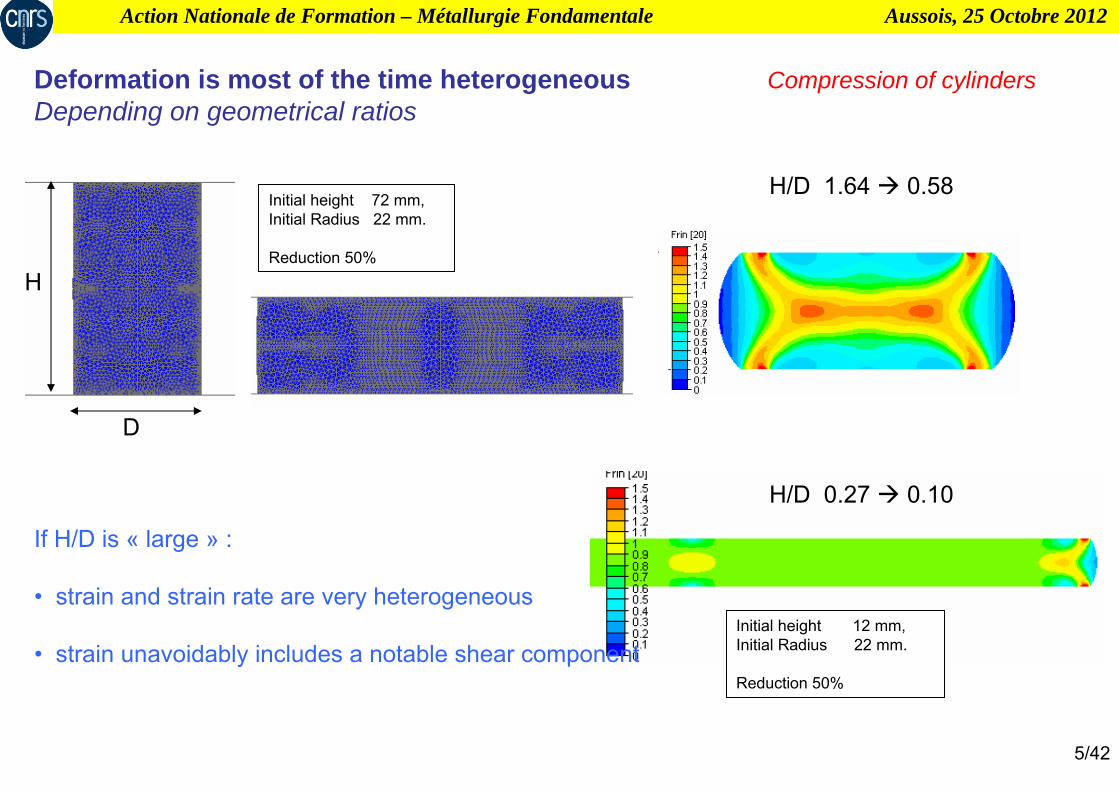
Deformation is most of the time heterogeneousDepending on geometrical ratios
Initial height 72 mm, Initial Radius 22 mm.
Reduction 50%
Initial height 12 mm, Initial Radius 22 mm.
Reduction 50%
If H/D is « large » :
• strain and strain rate are very heterogeneous
• strain unavoidably includes a notable shear component
H/D 0.27 0.10
D
H
H/D 1.64 0.58
Compression of cylinders

Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
6/42
Stresses are heterogeneousDepending on friction
b) High friction (µ = 0.2)
a) Low friction (µ=0.02)
Compression of a thin parallelepiped
Normal stress Hydrostatic pressure
n = 80 MPa
n = 1750 MPa
ph = 80 MPa
ph = 1750 MPa
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
7/42
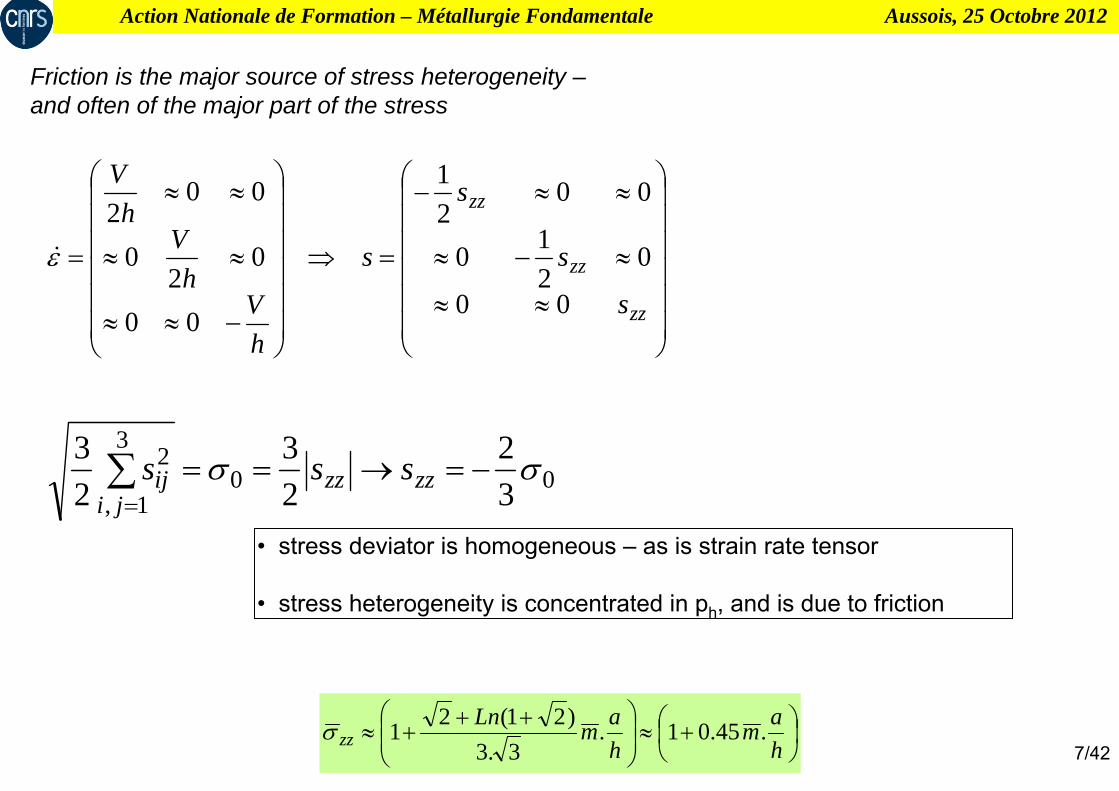
Friction is the major source of stress heterogeneity –and often of the major part of the stress
zz
zz
zz
s
s
s
s
hV
hV
hV
00
0210
0021
00
02
0
002
003
1,
2
32
23
23
zzzz
jiij sss
• stress deviator is homogeneous – as is strain rate tensor
• stress heterogeneity is concentrated in ph, and is due to friction
ham
hamLn
zz .45.01.3.3
)21(21
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
8/42
t
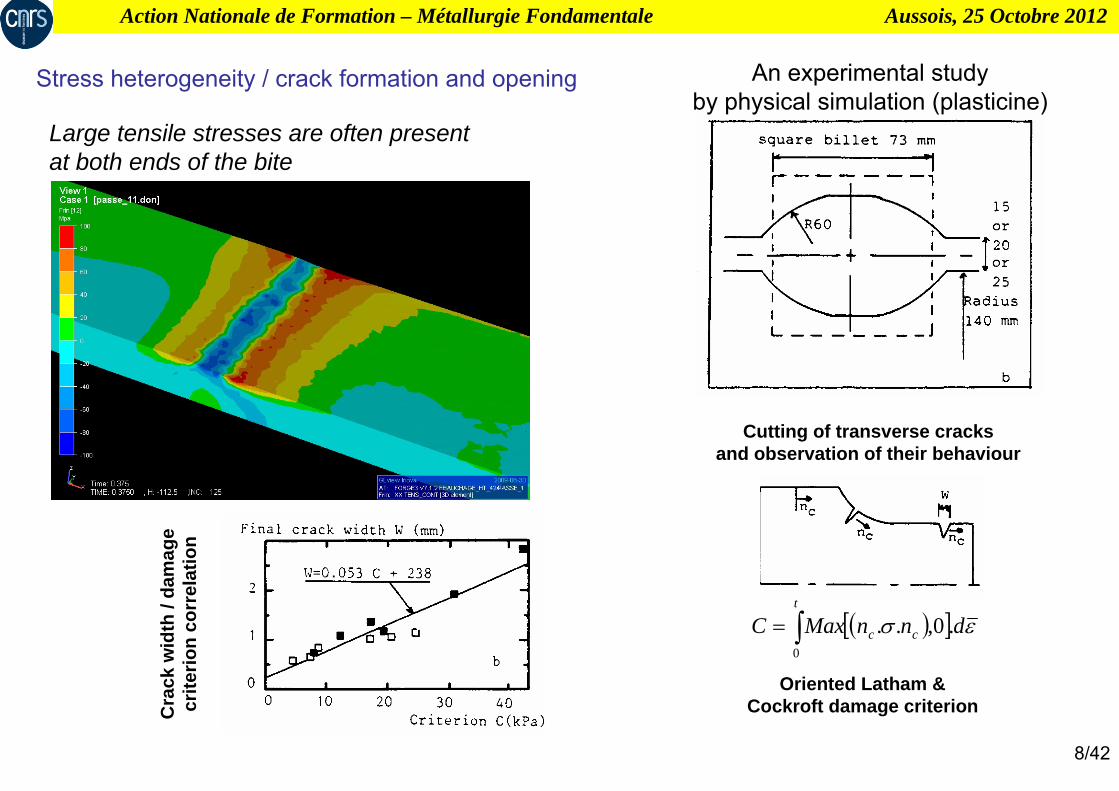
cc dnnMaxC0
.0,..
Stress heterogeneity / crack formation and opening
Large tensile stresses are often presentat both ends of the bite
An experimental studyby physical simulation (plasticine)
Cutting of transverse cracks and observation of their behaviour
Oriented Latham & Cockroft damage criterionC
rack
wid
th/ d
amag
e cr
iterio
nco
rrel
atio
n
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
9/42
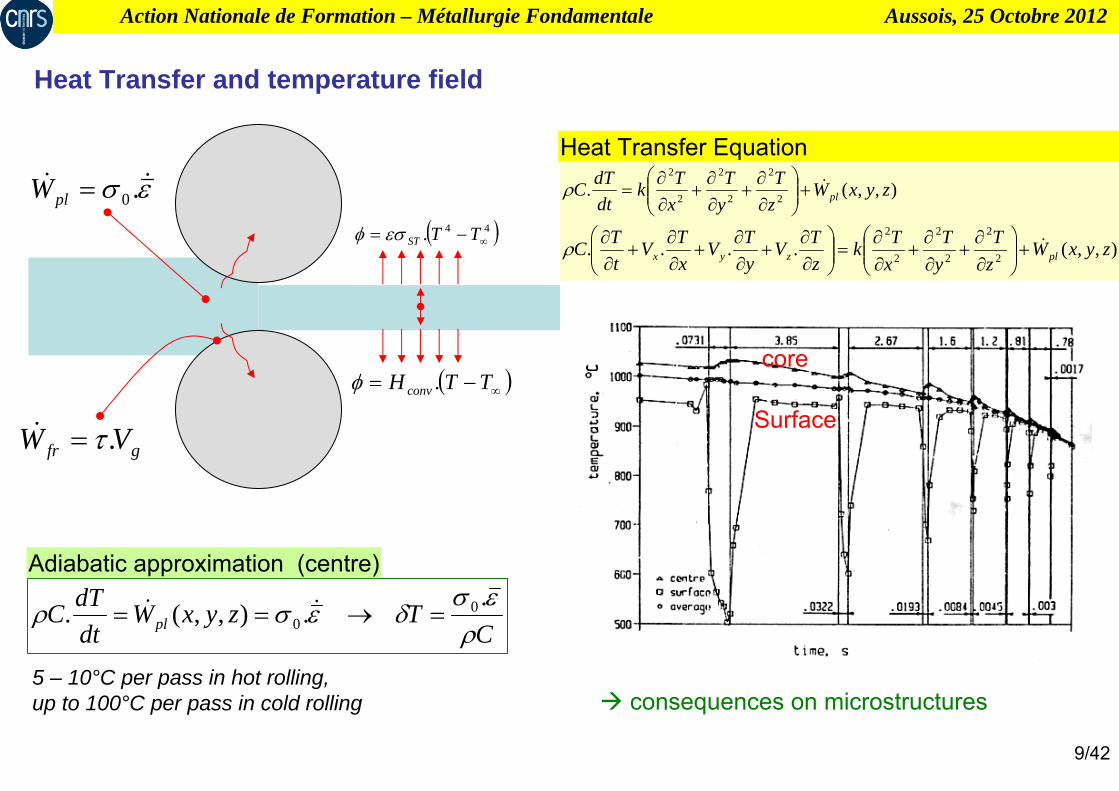
Heat Transfer and temperature field
),,(. 2
2
2
2
2
2
zyxWzT
yT
xTk
dtdTC pl
),,(.... 2
2
2
2
2
2
zyxWzT
yT
xTk
zTV
yTV
xTV
tTC plzyx
CTzyxW
dtdTC pl
..),,(. 0
0
.0plW
gfr VW .
44. TTST
TTH conv .
Adiabatic approximation (centre)
5 – 10°C per pass in hot rolling, up to 100°C per pass in cold rolling
Heat Transfer Equation
Surface
core
consequences on microstructures
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
10/42
On cold rollingprocesses
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
11/42
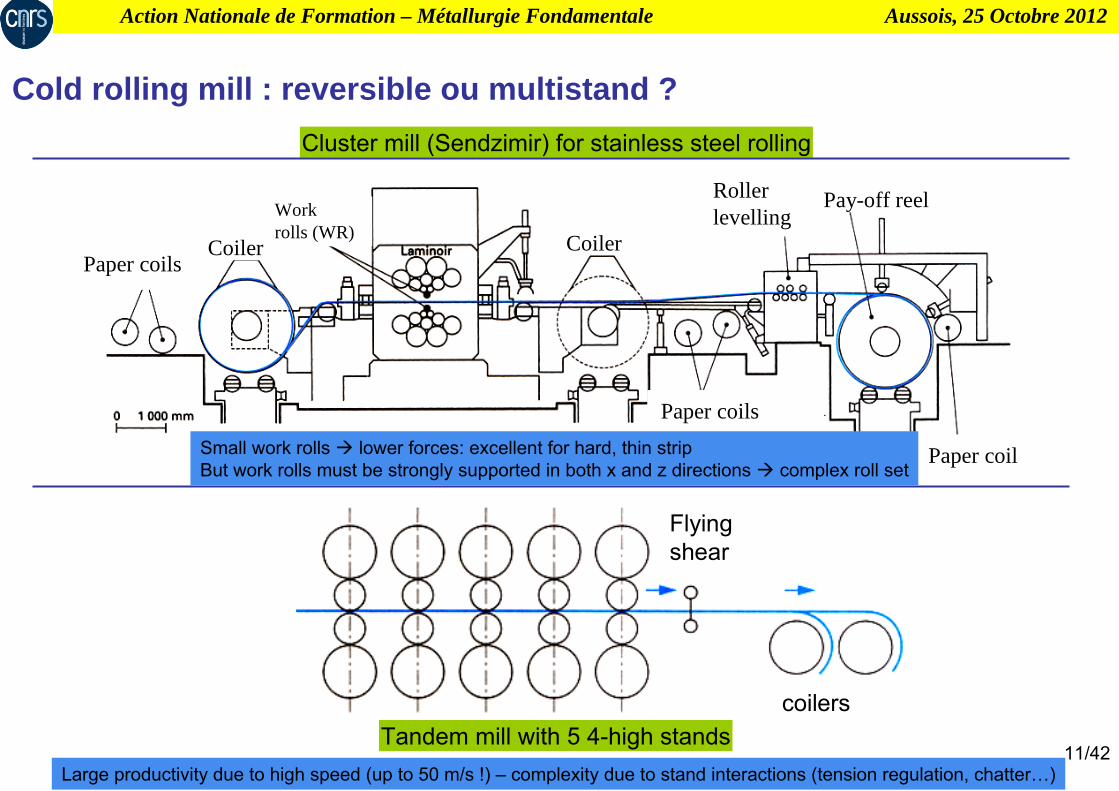
Cold rolling mill : reversible ou multistand ?
Paper coilsCoiler
Workrolls (WR) Coiler
Paper coils
Roller levelling
Pay-off reel
Paper coil
Paper coilsCoiler
Workrolls (WR) Coiler
Paper coils
Roller levelling
Pay-off reel
Paper coil
Flyingshear
coilers
Flyingshear
coilersTandem mill with 5 4-high stands
Cluster mill (Sendzimir) for stainless steel rolling
Small work rolls lower forces: excellent for hard, thin stripBut work rolls must be strongly supported in both x and z directions complex roll set
Large productivity due to high speed (up to 50 m/s !) – complexity due to stand interactions (tension regulation, chatter…)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
12/42
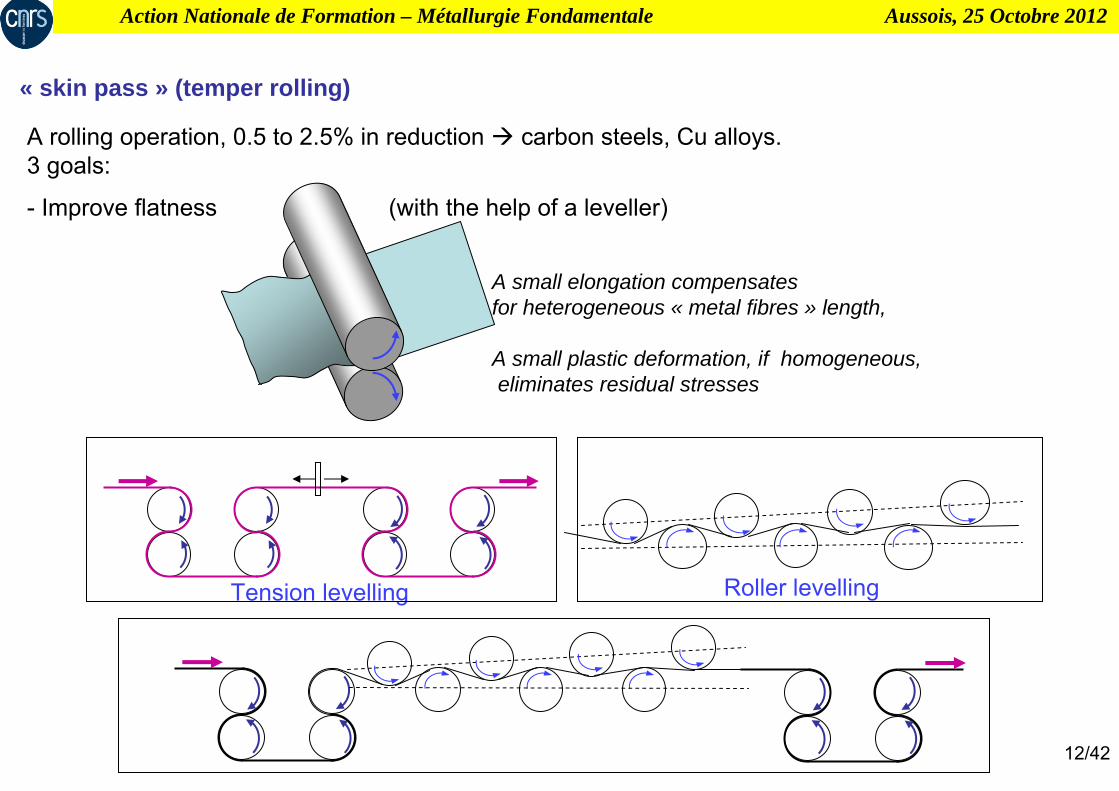
« skin pass » (temper rolling)
A rolling operation, 0.5 to 2.5% in reduction carbon steels, Cu alloys.3 goals:
- Improve flatness
Tension levelling Roller levelling
A small elongation compensatesfor heterogeneous « metal fibres » length,
A small plastic deformation, if homogeneous,eliminates residual stresses
(with the help of a leveller)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
13/42
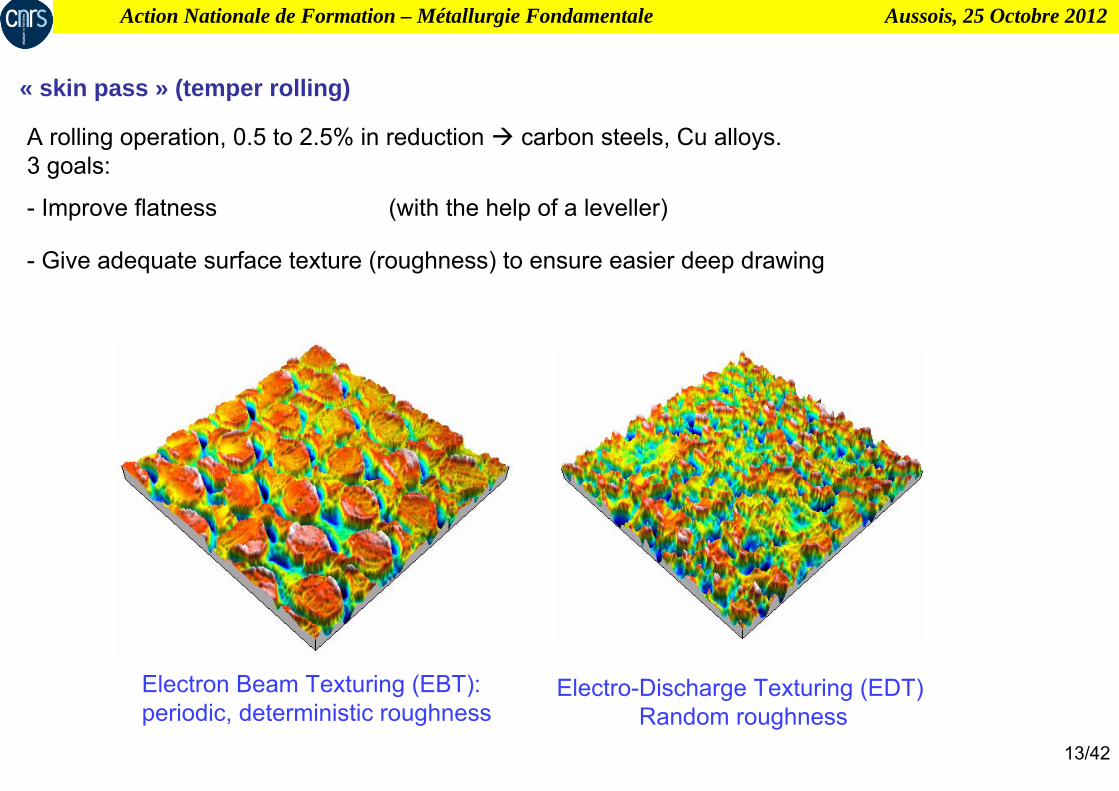
Electron Beam Texturing (EBT): periodic, deterministic roughness
Electro-Discharge Texturing (EDT) Random roughness
- Give adequate surface texture (roughness) to ensure easier deep drawing
« skin pass » (temper rolling)
A rolling operation, 0.5 to 2.5% in reduction carbon steels, Cu alloys.3 goals:
- Improve flatness (with the help of a leveller)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
14/42
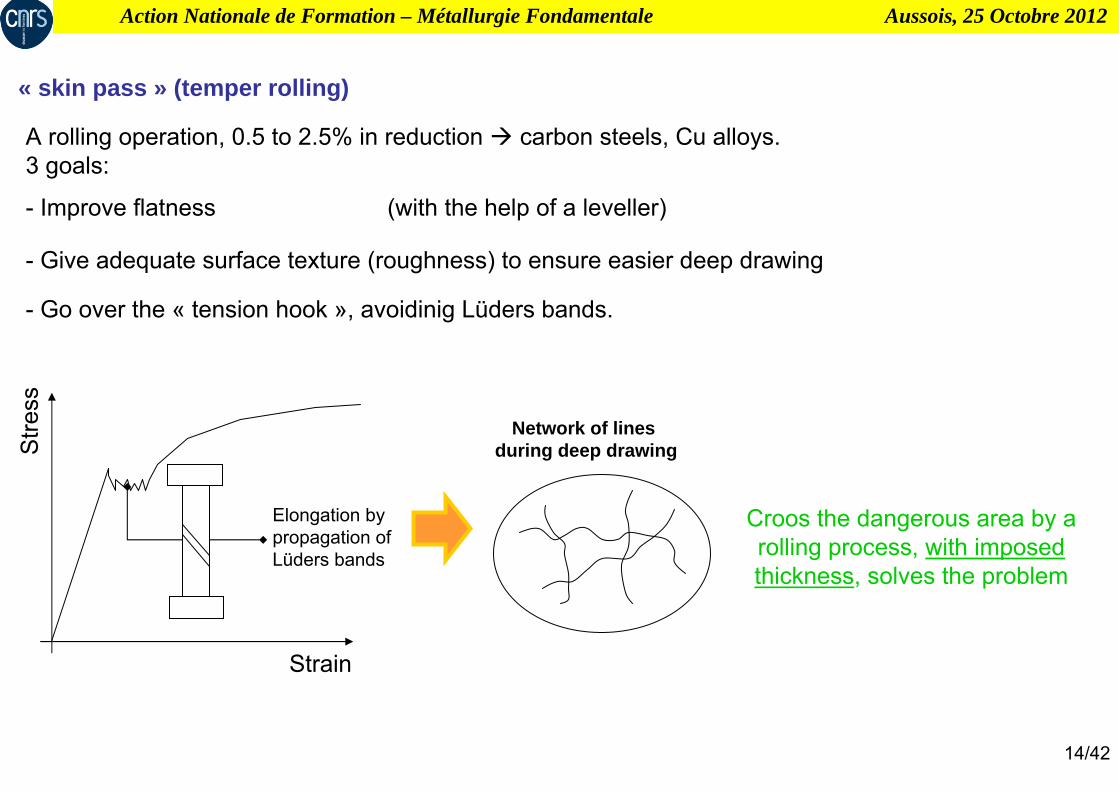
- Go over the « tension hook », avoidinig Lüders bands.
Elongation by propagation ofLüders bands
Stre
ss
Strain
Network of linesduring deep drawing
Croos the dangerous area by a rolling process, with imposedthickness, solves the problem
« skin pass » (temper rolling)
- Give adequate surface texture (roughness) to ensure easier deep drawing
A rolling operation, 0.5 to 2.5% in reduction carbon steels, Cu alloys.3 goals:
- Improve flatness (with the help of a leveller)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
15/42
Some elementsof mechanical
analysis
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
16/42
n
n
Rh
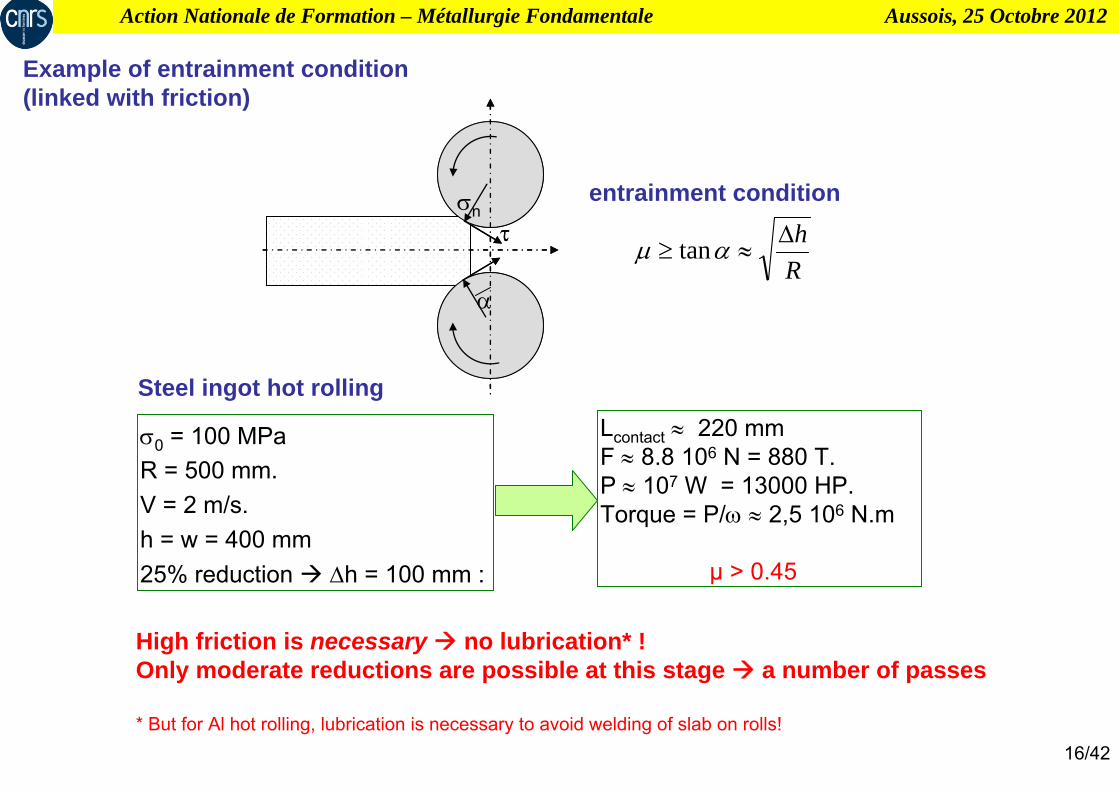
tan
0 = 100 MPaR = 500 mm. V = 2 m/s. h = w = 400 mm25% reduction h = 100 mm :
Lcontact 220 mmF 8.8 106 N = 880 T. P 107 W = 13000 HP.Torque = P/ 2,5 106 N.m
µ > 0.45
High friction is necessary no lubrication* ! Only moderate reductions are possible at this stage a number of passes
* But for Al hot rolling, lubrication is necessary to avoid welding of slab on rolls!
Example of entrainment condition (linked with friction)
Steel ingot hot rolling
entrainment condition
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
17/42
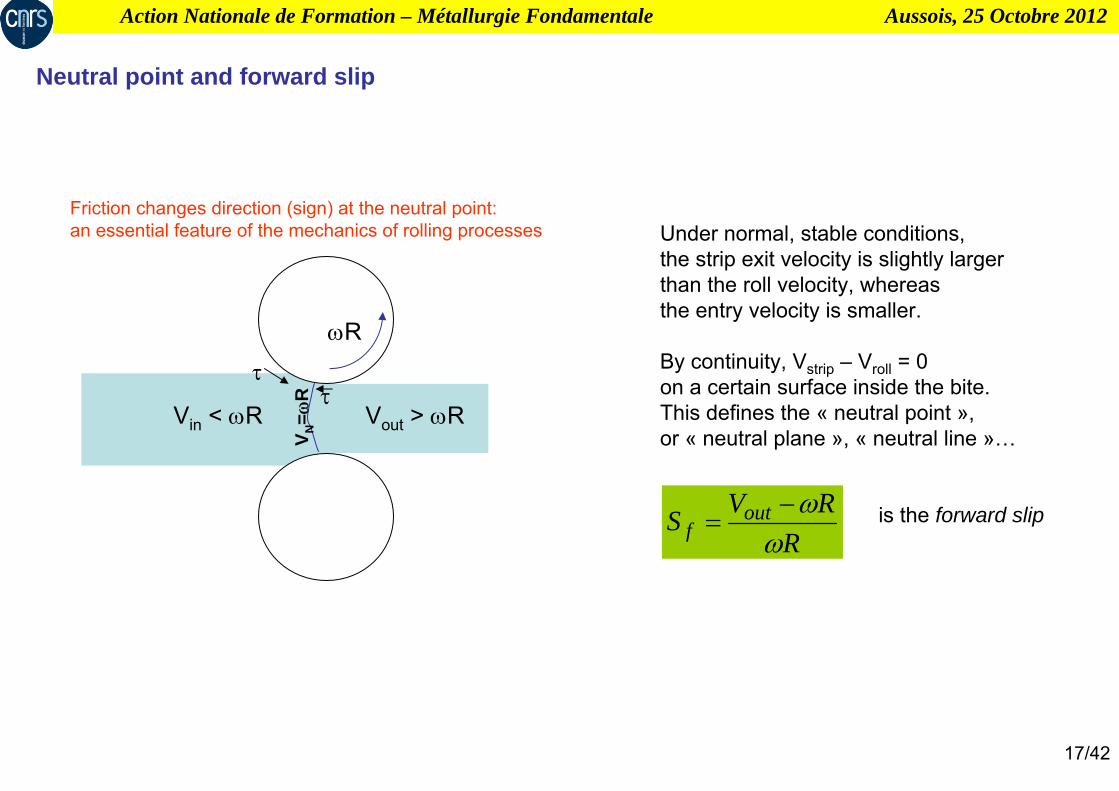
Neutral point and forward slip
Under normal, stable conditions, the strip exit velocity is slightly largerthan the roll velocity, whereasthe entry velocity is smaller.
By continuity, Vstrip – Vroll = 0 on a certain surface inside the bite. This defines the « neutral point », or « neutral plane », « neutral line »…
is the forward slipR
RVS outf
R
Vout > RVin < R
V N=
R
Friction changes direction (sign) at the neutral point:an essential feature of the mechanics of rolling processes
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
18/42
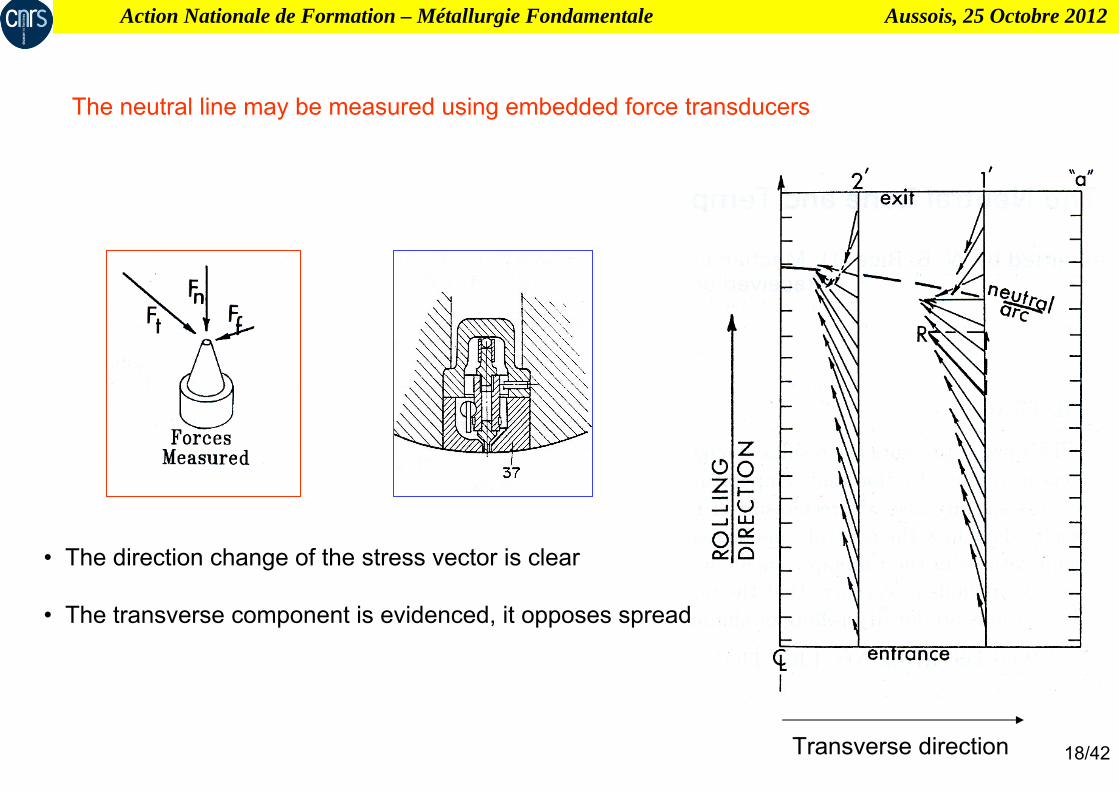
The neutral line may be measured using embedded force transducers
• The direction change of the stress vector is clear
• The transverse component is evidenced, it opposes spread
Transverse direction
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
19/42
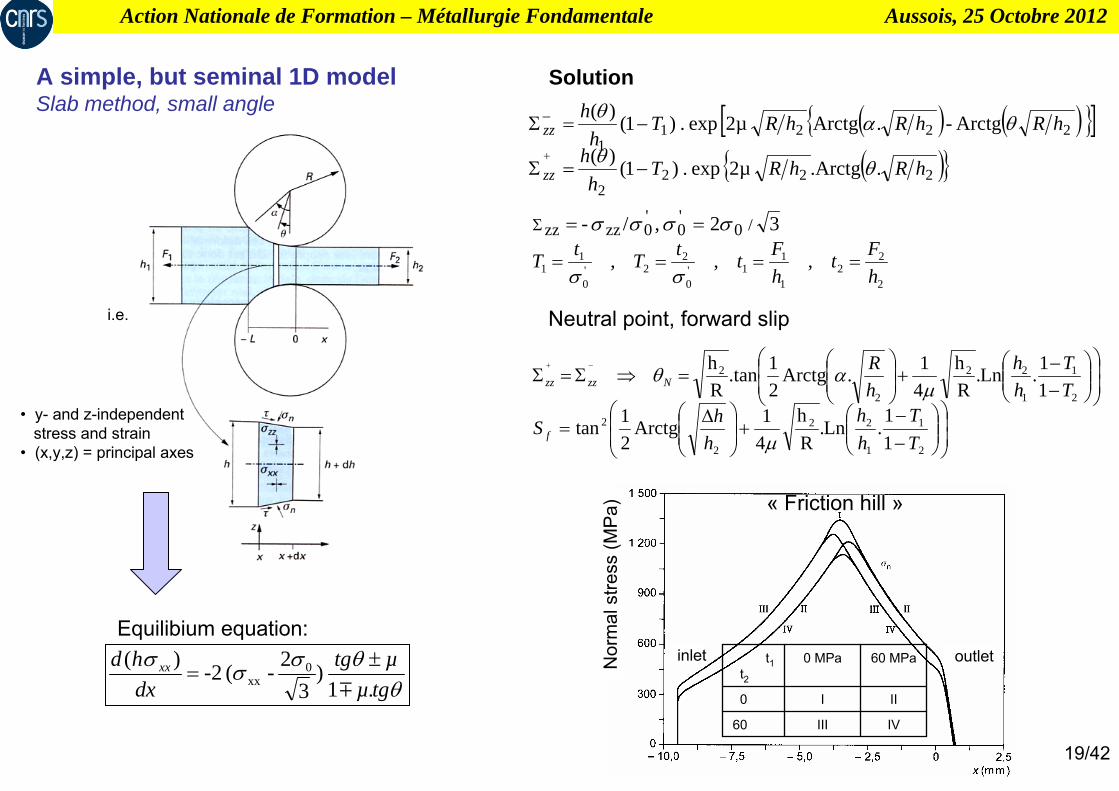
A simple, but seminal 1D modelSlab method, small angle
tgµµtg
dxhd xx
.1 )
32 - ( -2)( 0
xx
Equilibium equation:
• y- and z-independentstress and strain
• (x,y,z) = principal axes
Arctg-.Arctg 2µ exp.)1()( 22211
hRhRhRTh
hzz
2222
..Arctg 2µ exp.)1()( hRhRTh
hzz
Solution
32 ,/ - /0'0
'0zzzz
2
22
1
11'
0
22'
0
11 ,,,
hFt
hFttTtT
2
1
1
22
2
2
11.Ln.
Rh
41.Arctg
21.tan
Rh
TT
hh
hR
Nzzzz
i.e.
2
1
1
22
2
2
11.Ln.
Rh
41Arctg
21tan
TT
hh
hhS f
IVIII60
III0
60 MPa0 MPat1t2
Neutral point, forward slip
« Friction hill »
Nor
mal
stre
ss (M
Pa)
inlet outlet
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
20/42
• Tensions are therefore used to decrease the contact stresses (see previous slide), the roll force, and consequently the roll deformation.
• They also help keep the strip in line and centered
• They keep the strip flat during rolling
Note: on the wire rod mills, tensions are used also to control spread
Tension in the range 0.1 – 0.2 x 0 are most common. The regulation is based on tension loops.
Tensions are applied either by pay-off reel / coiler (single stand reversing mills),
Paper coilsCoiler
Workrolls (WR) Coiler
Paper coils
Roller levelling
Pay-off reel
Paper coil
Paper coilsCoiler
Workrolls (WR) Coiler
Paper coils
Roller levelling
Pay-off reel
Paper coil
Flyingshear
coilers
Flyingshear
coilers
or by the velocity sequence on tandem mills (Vi+1 > Vi.hi/hi+1)
Strip tensions
zkT .sin.2
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
21/42
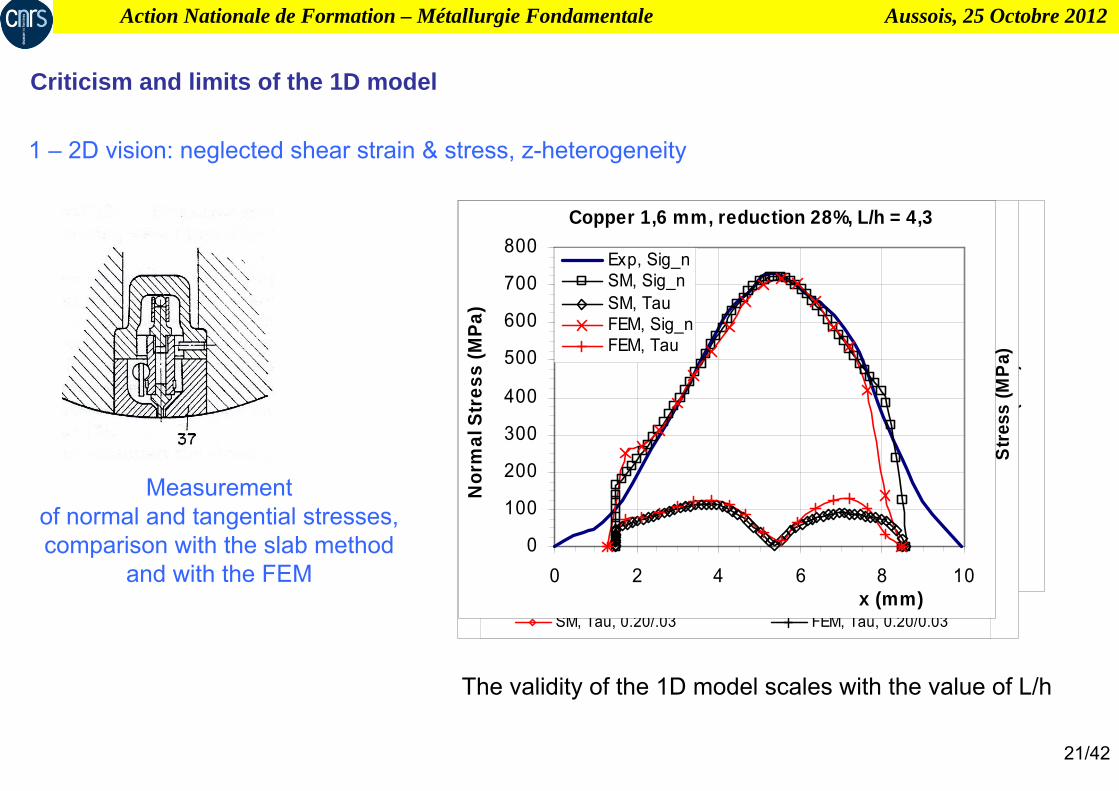
Criticism and limits of the 1D model
1 – 2D vision: neglected shear strain & stress, z-heterogeneity
Aluminium 6,35 mm, reduction 14%, L/h = 1,4
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12x (mm)
Nor
mal
str
ess
(MPa
)
0
5
10
15
20
25
30
35
40
Tang
entia
l str
ess
(MPa
)
Exp,sig_n SM, sig_nFEM, sig_n Exp, TauSM, Tau FEM, Tau
Aluminium 6,35 mm, reduction 34%, L/h = 2,5
0
50
100
150
200
250
0 2 4 6 8 10 12 14 16x (mm)
Nor
mal
stre
ss
(MPa
)0
20
40
60
80
100
Tang
entia
l St
ress
(MPa
)
Exp, Sig_n SM, sig_n, 0.20/.03FEM, Sig_n, 0.20/0.03 Exp, TauSM, Tau, 0.20/.03 FEM, Tau, 0.20/0.03
Copper 1,6 mm, reduction 28%, L/h = 4,3
0
100
200
300
400
500
600
700
800
0 2 4 6 8 10x (mm)
Nor
mal
Str
ess
(MPa
)
Exp, Sig_nSM, Sig_nSM, TauFEM, Sig_nFEM, Tau
Measurementof normal and tangential stresses, comparison with the slab method
and with the FEM
The validity of the 1D model scales with the value of L/h
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
22/42
Aluminium 6,35 mm, reduction 14%, L/h = 1,4
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12x (mm)
Nor
mal
str
ess
(MPa
)
0
5
10
15
20
25
30
35
40
Tang
entia
l str
ess
(MPa
)
Exp,sig_n SM, sig_nFEM, sig_n Exp, TauSM, Tau FEM, Tau
Aluminium 6,35 mm, reduction 34%, L/h = 2,5
0
50
100
150
200
250
0 2 4 6 8 10 12 14 16x (mm)
Nor
mal
stre
ss
(MPa
)
0
20
40
60
80
100
Tang
entia
l St
ress
(MPa
)
Exp, Sig_n SM, sig_n, 0.20/.03FEM, Sig_n, 0.20/0.03 Exp, TauSM, Tau, 0.20/.03 FEM, Tau, 0.20/0.03
Copper 1,6 mm, reduction 28%, L/h = 4,3
0
100
200
300
400
500
600
700
800
0 2 4 6 8 10x (mm)
Nor
mal
Str
ess
(MPa
)
Exp, Sig_nSM, Sig_nSM, TauFEM, Sig_nFEM, Tau
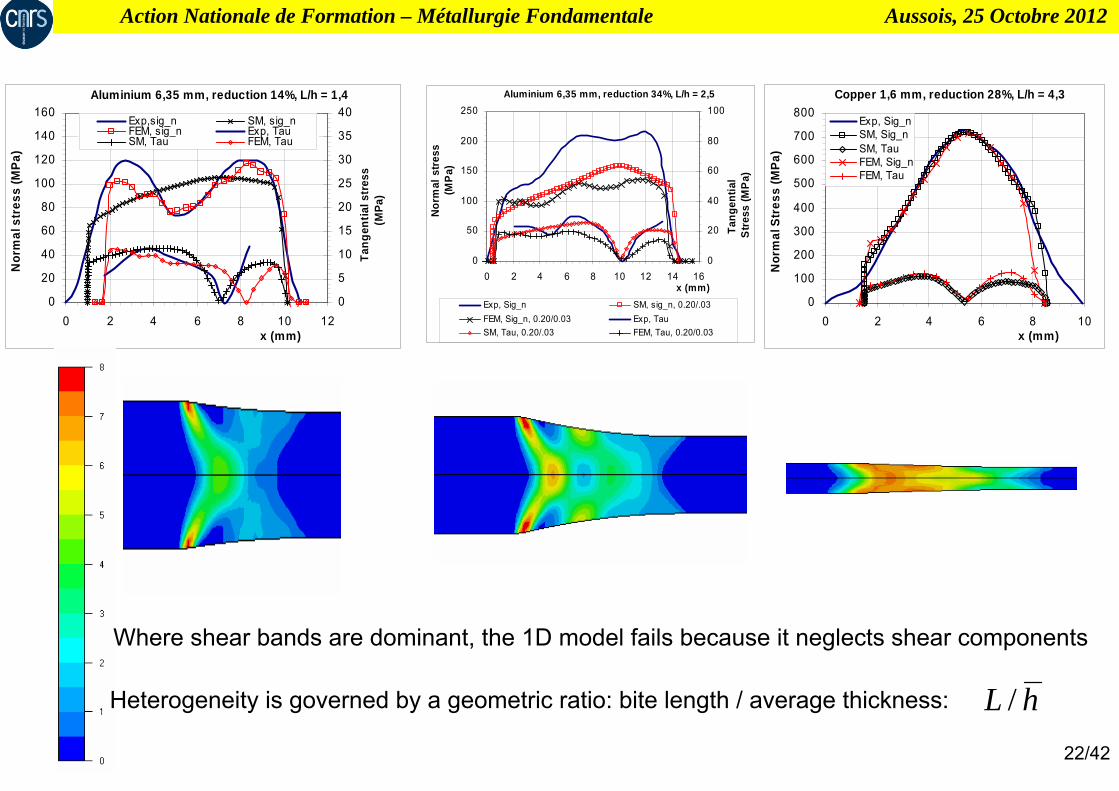
Where shear bands are dominant, the 1D model fails because it neglects shear components
Heterogeneity is governed by a geometric ratio: bite length / average thickness: hL /
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
23/42
-40
-20
0
20
40
60
-0,4 -0,2 0 0,2 0,4z(m m )
Res
idua
l Str
ess
xx
(MPa
)
0,41
0,415
0,42
0,425
0,43
0,435
0,44
Stra
in
sig-xx, E=210 GPa, sig01=300 MPa
Eps, E=210 GPa, sig01=300 MPa
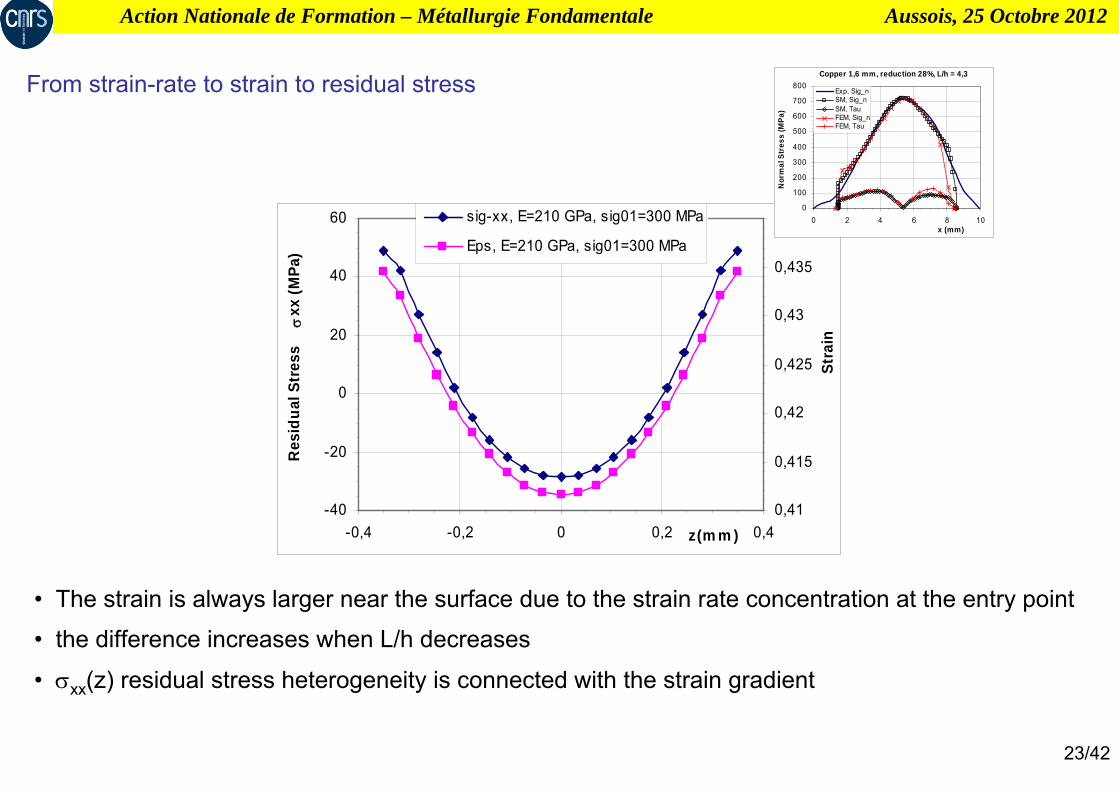
From strain-rate to strain to residual stress Copper 1,6 mm, reduction 28%, L/h = 4,3
0
100
200
300
400
500
600
700
800
0 2 4 6 8 10x (mm)
Nor
mal
Str
ess
(MPa
)
Exp, Sig_nSM, Sig_nSM, TauFEM, Sig_nFEM, Tau
• The strain is always larger near the surface due to the strain rate concentration at the entry point
• the difference increases when L/h decreases
• xx(z) residual stress heterogeneity is connected with the strain gradient
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
24/42
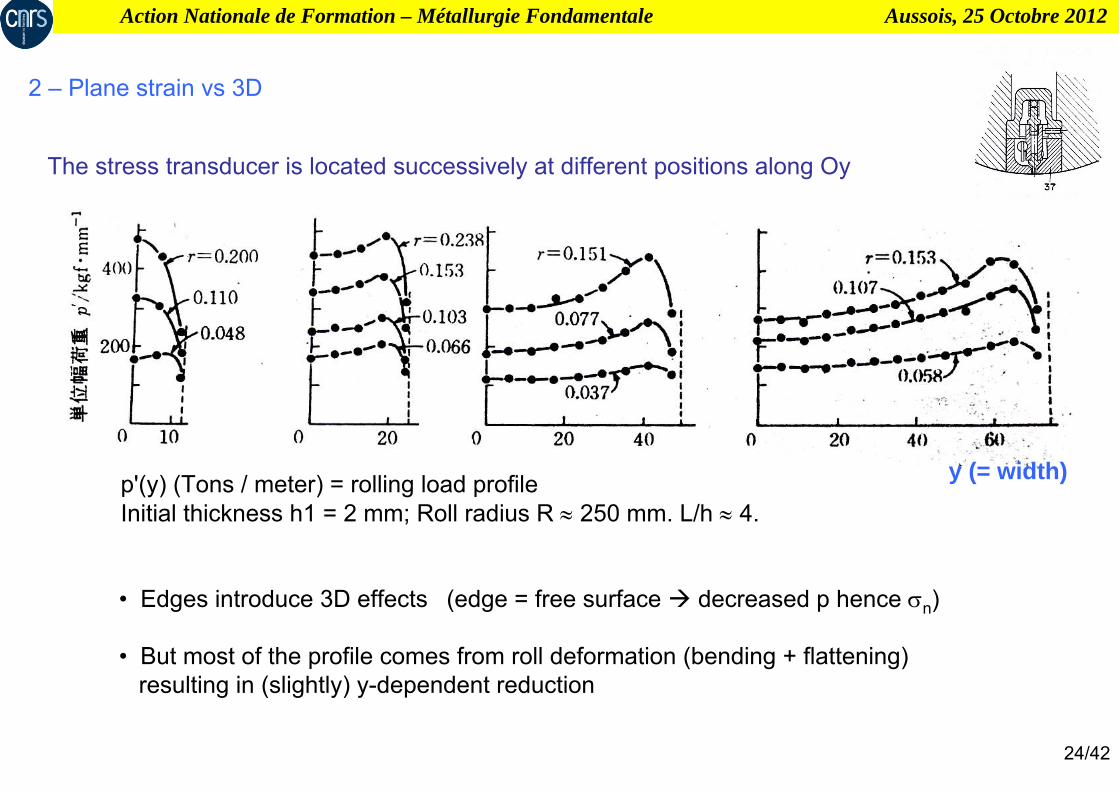
2 – Plane strain vs 3D
p'(y) (Tons / meter) = rolling load profileInitial thickness h1 = 2 mm; Roll radius R 250 mm. L/h 4.
The stress transducer is located successively at different positions along Oy
y (= width)
• Edges introduce 3D effects (edge = free surface decreased p hence n)
• But most of the profile comes from roll deformation (bending + flattening) resulting in (slightly) y-dependent reduction
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
25/42
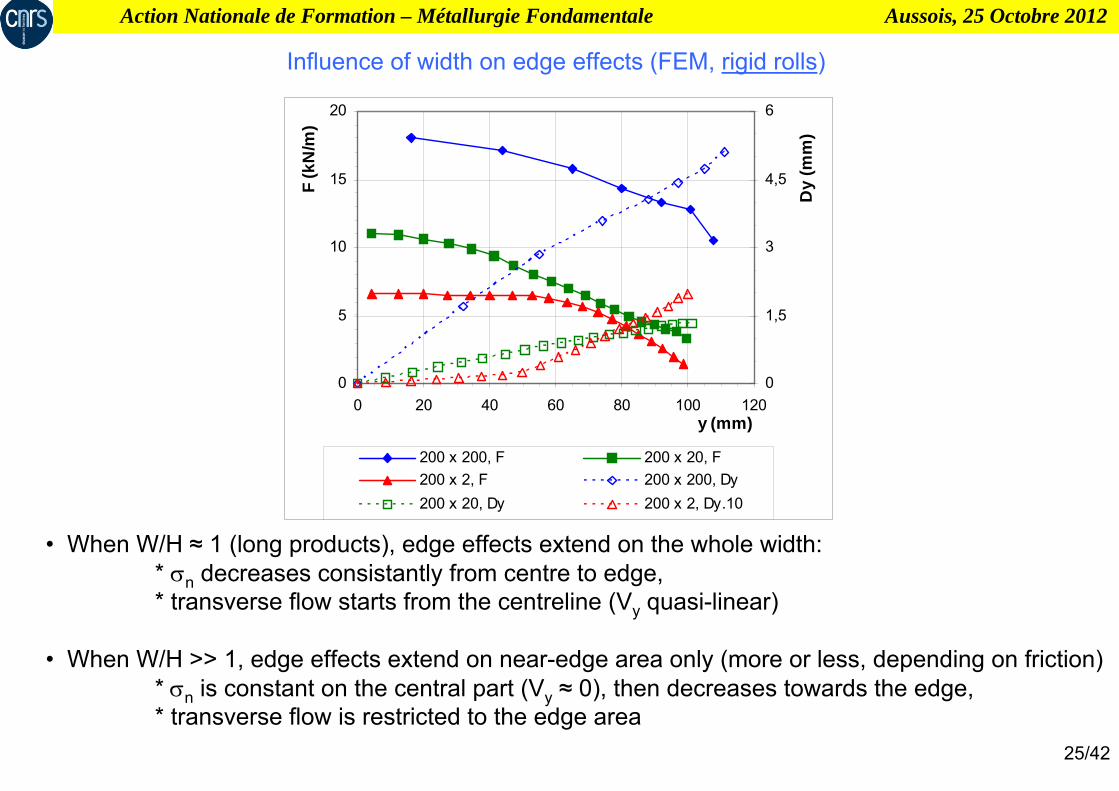
Influence of width on edge effects (FEM, rigid rolls)
0
5
10
15
20
0 20 40 60 80 100 120y (mm)
F (k
N/m
)
0
1,5
3
4,5
6
Dy
(mm
)
200 x 200, F 200 x 20, F200 x 2, F 200 x 200, Dy200 x 20, Dy 200 x 2, Dy.10
• When W/H ≈ 1 (long products), edge effects extend on the whole width: * n decreases consistantly from centre to edge, * transverse flow starts from the centreline (Vy quasi-linear)
• When W/H >> 1, edge effects extend on near-edge area only (more or less, depending on friction) * n is constant on the central part (Vy ≈ 0), then decreases towards the edge, * transverse flow is restricted to the edge area
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
26/42
On roll deformation: profile and flatness actuators
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
27/42
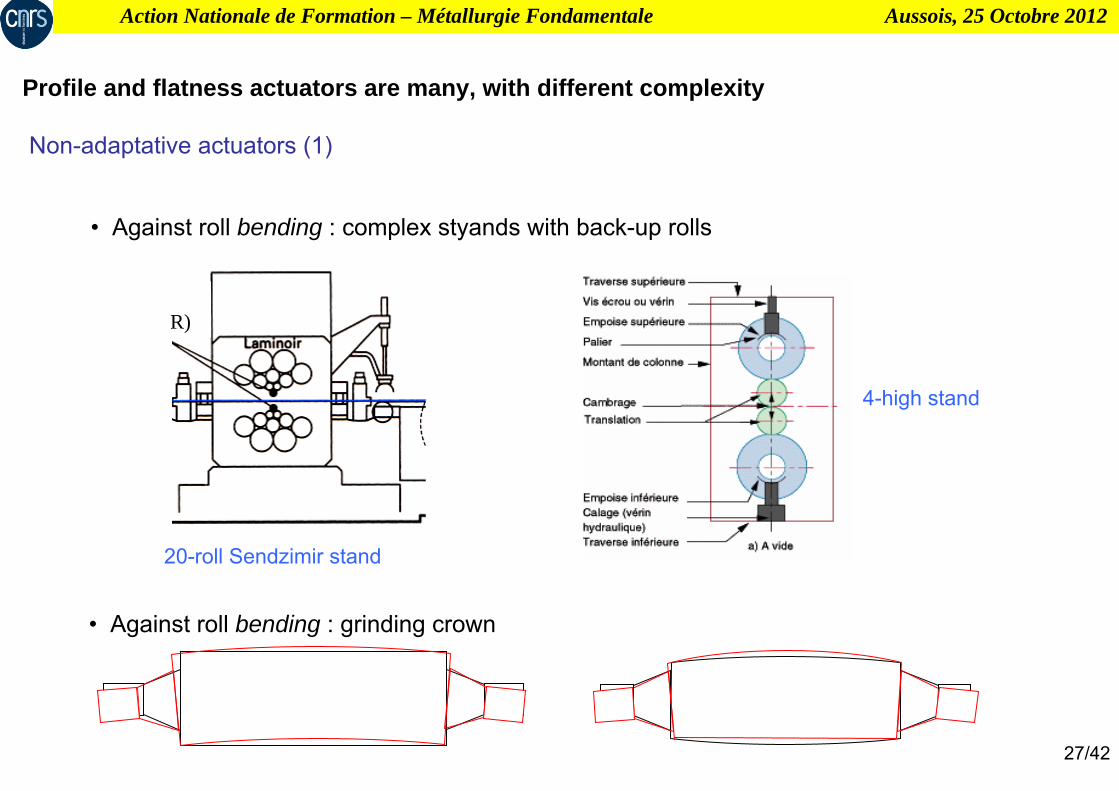
Profile and flatness actuators are many, with different complexity
Non-adaptative actuators (1)
• Against roll bending : grinding crown
• Against roll bending : complex styands with back-up rolls
R)R)
20-roll Sendzimir stand
4-high stand
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
28/42
• Against thermal crown (differential dilatation) and its time evolution: pre-heating of rolls to avoid excessive variations along one roll mounting
• Against wear profile : the « rolling cone » : less and less wide strips are rolled
Note: to counter wear (by abrasion, fatigue), rolls are changed regularly. Frequency depends on load severity, requested surface quality(each new shift for carbon steel, each new coil for stainless steel, each new day for light alloys…)
Profile and flatness actuators are many, with different complexity
Non-adaptative actuators (2)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
29/42
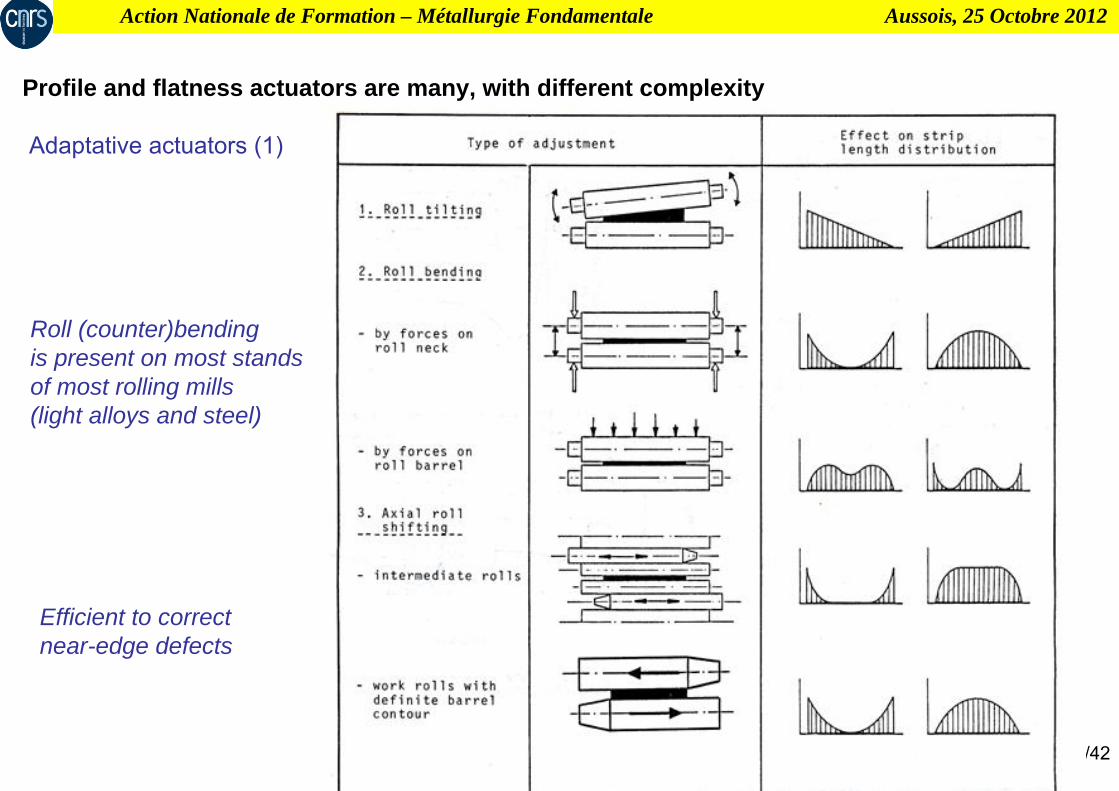
Profile and flatness actuators are many, with different complexity
Adaptative actuators (1)
Roll (counter)bendingis present on most stands of most rolling mills(light alloys and steel)
Efficient to correct near-edge defects
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
30/42
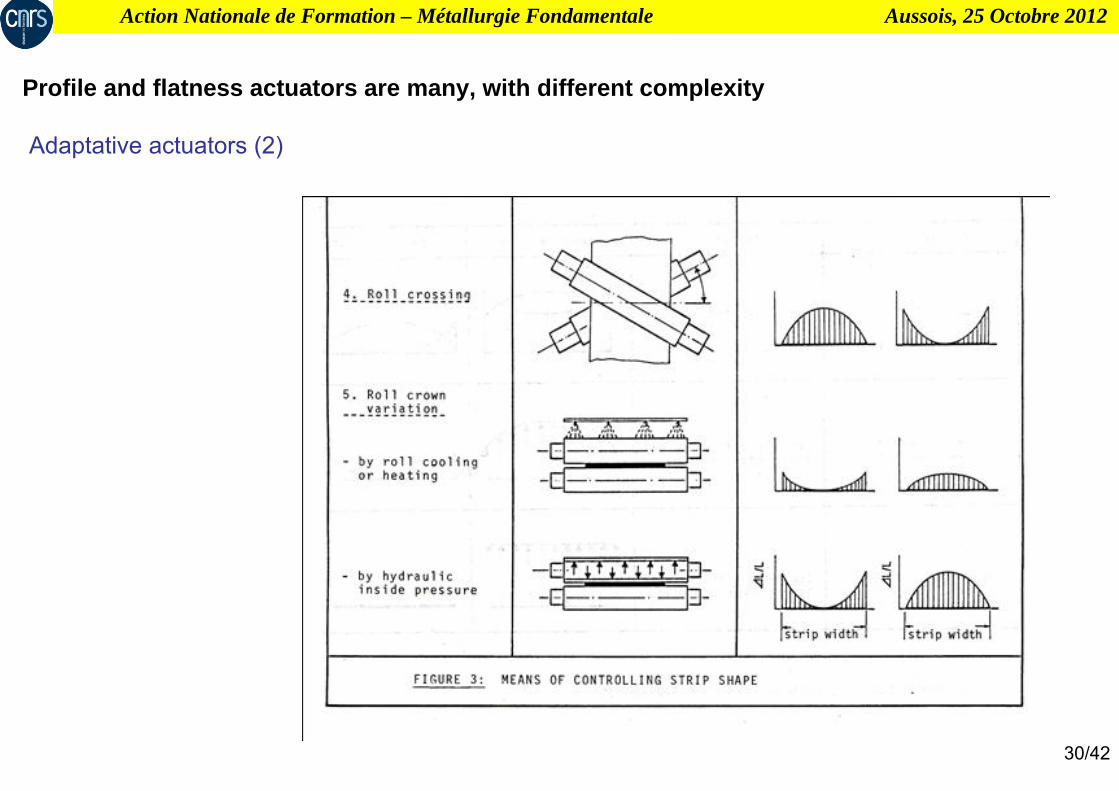
Profile and flatness actuators are many, with different complexity
Adaptative actuators (2)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
31/42
On roll deformation:roll deformation models
(2D approach)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
32/42
hF
E )1(161 R R
2
0
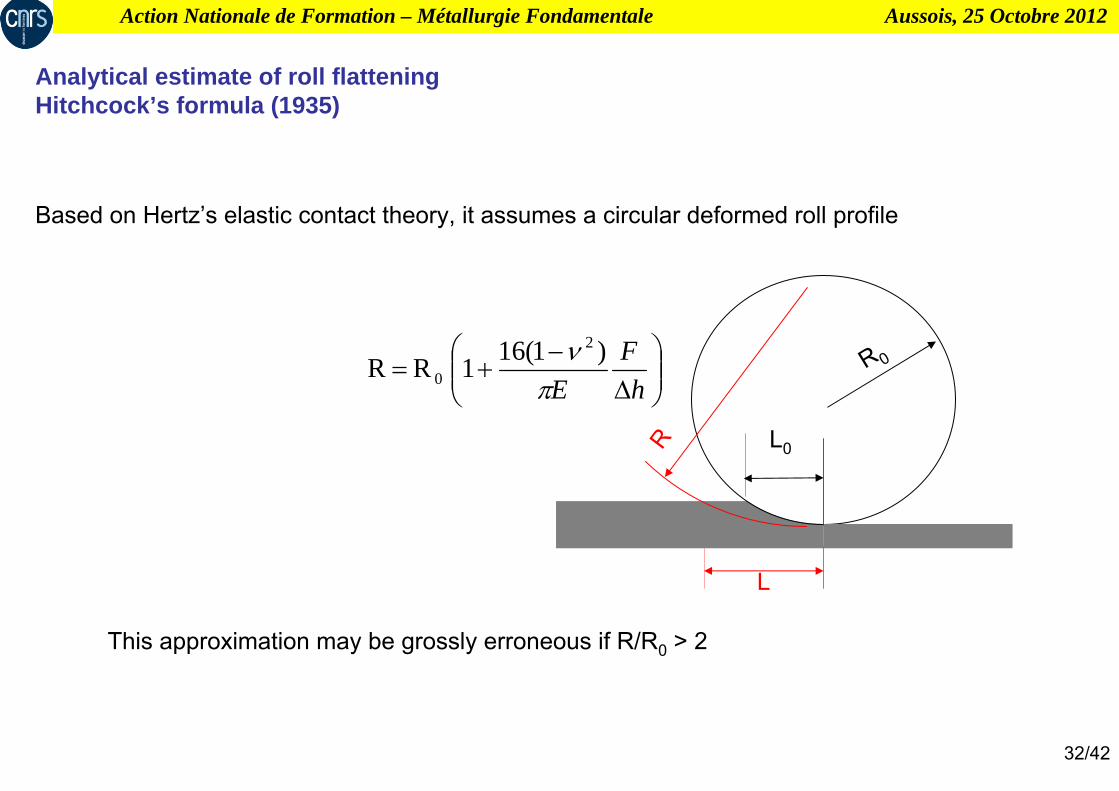
Analytical estimate of roll flatteningHitchcock’s formula (1935)
Based on Hertz’s elastic contact theory, it assumes a circular deformed roll profile
R 0
R L0
L
This approximation may be grossly erroneous if R/R0 > 2
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
33/42
299,65
299,7
299,75
299,8
299,85
299,9
299,95
300
-8 -6 -4 -2 0 2 4 6
x (mm)
z (m
m) Undeformed roll profile
Reduction : 5%
Reduction: 10%
Reduction: 15%
Reduction: 20%
Reduction: 25%
Reduction:30%
Reduction: 35%
0
400
800
1200
1600
2000
2400
2800
3200
-8 -6 -4 -2 0 2 4 6
x (mm)
Nor
mal
stre
ss (M
Pa)
Reduction : 5%
Reduction: 10%
Reduction: 15%
Reduction: 20%
Reduction: 25%
Reduction:30%
Reduction: 35%
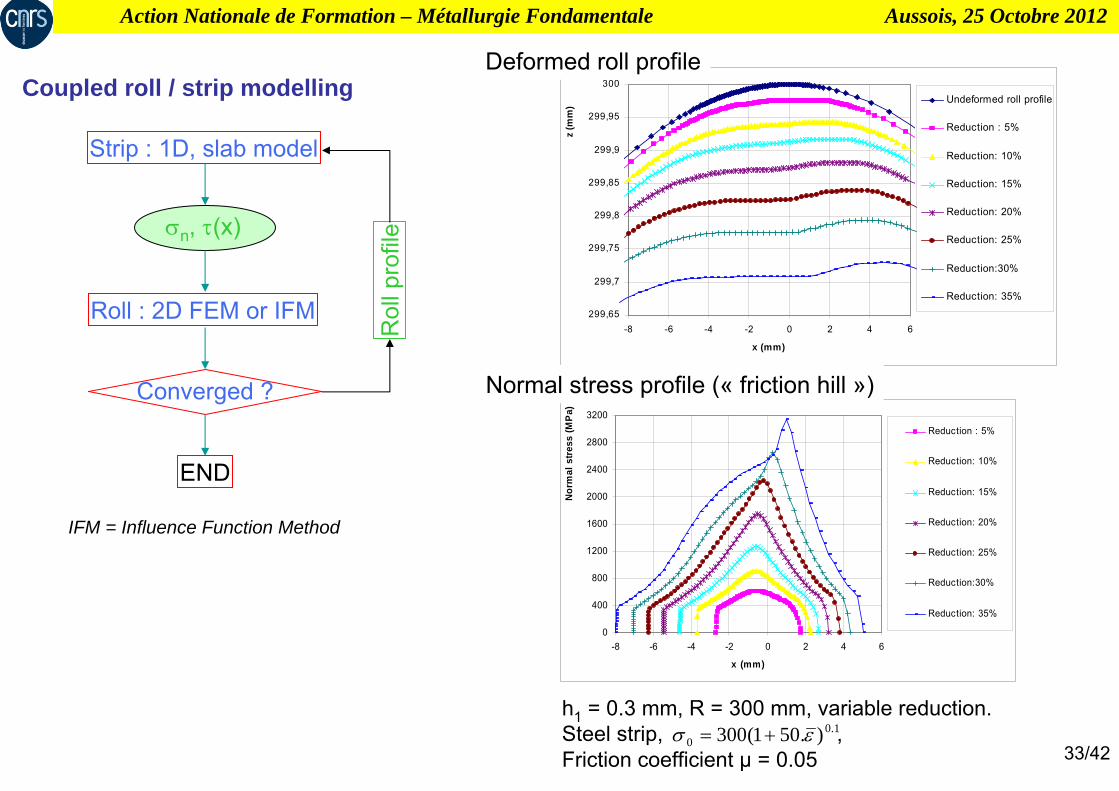
Coupled roll / strip modelling
Strip : 1D, slab model
n, (x)
Roll : 2D FEM or IFM
Converged ?
END
Rol
l pro
file
h1 = 0.3 mm, R = 300 mm, variable reduction. Steel strip, , Friction coefficient µ = 0.05
1.00 ).501(300
IFM = Influence Function Method
Deformed roll profile
Normal stress profile (« friction hill »)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
34/42
0
5000
10000
15000
20000
0 10 20 30 40 50Reduction (%)
Forc
e (k
N/m
)
0
5000
10000
15000
20000
100*
Rol
l fla
tteni
ng (µ
m)
Force (Deform ed roll)Force (Rigid roll)100 x Roll flattening
0
5000
10000
15000
20000
0 50 100 150 200
Roll Radius (mm)
Forc
e (k
N/m
)0
0,05
0,1
0,15
0,2
Rol
l fla
tteni
ng (m
m)
Force
Flattening
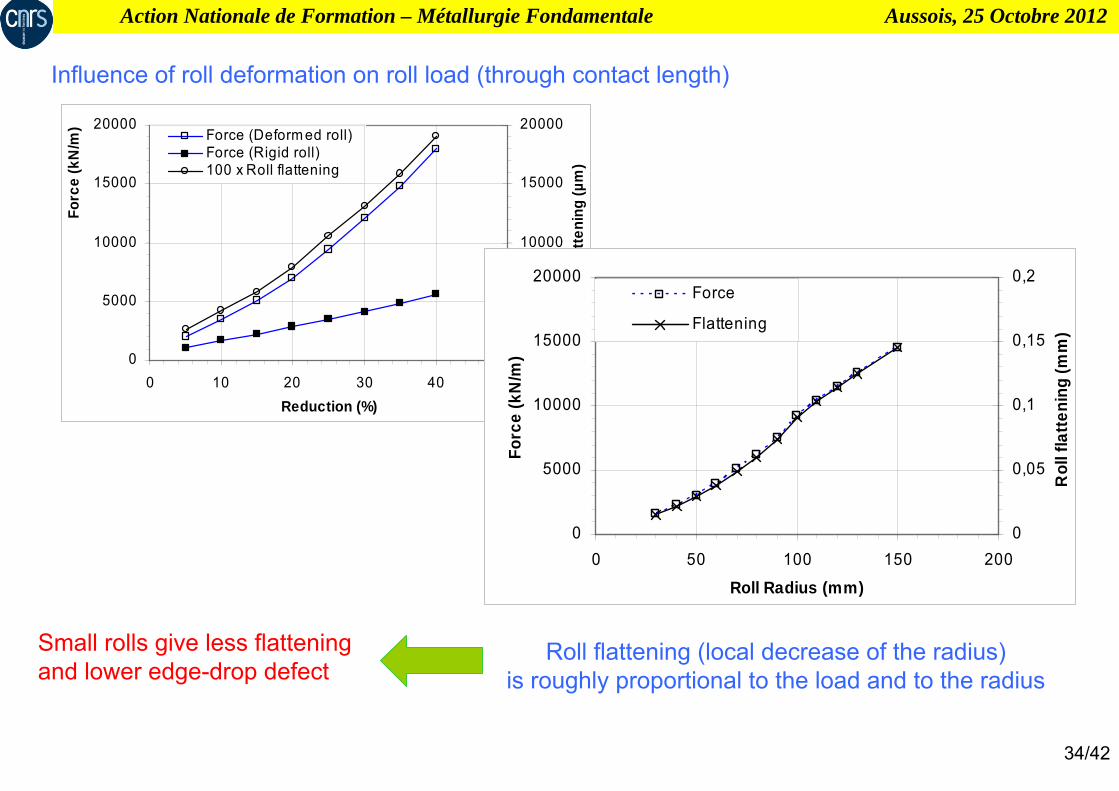
Influence of roll deformation on roll load (through contact length)
Roll flattening (local decrease of the radius) is roughly proportional to the load and to the radius
Small rolls give less flatteningand lower edge-drop defect
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
35/42
On roll deformation:roll deformation models
(3D approach)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
36/42
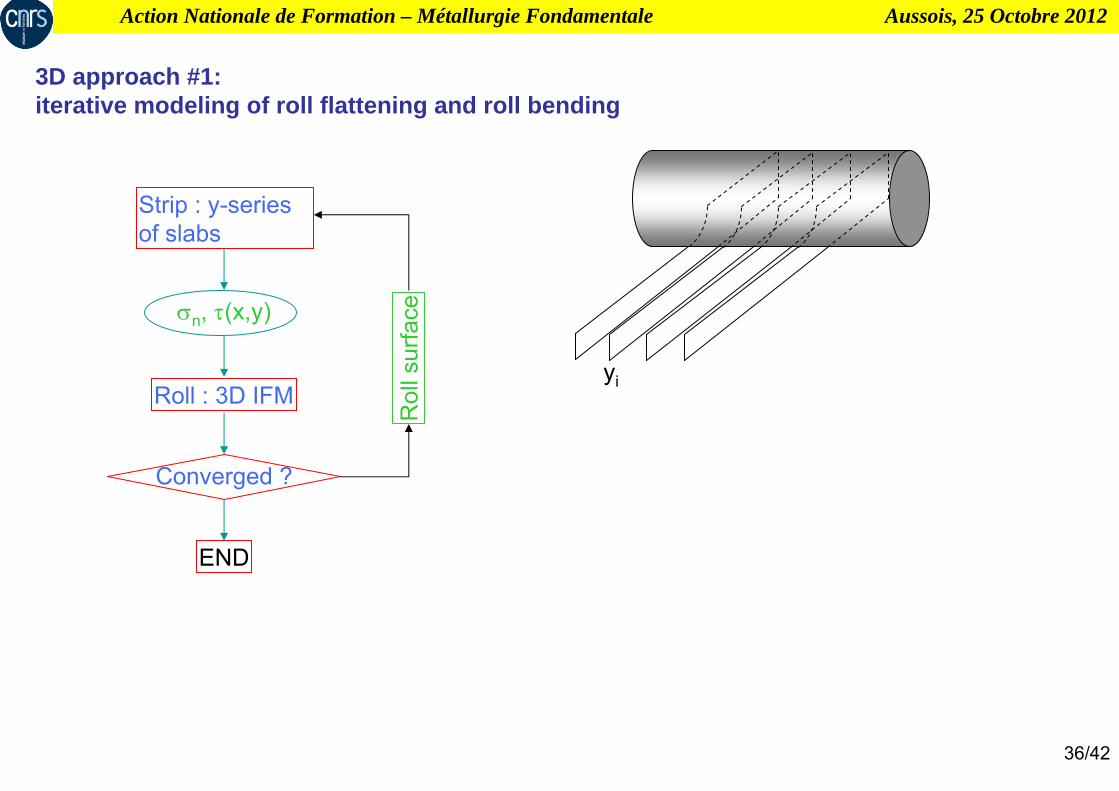
3D approach #1: iterative modeling of roll flattening and roll bending
Strip : y-seriesof slabs
n, (x,y)
Roll : 3D IFM
Converged ?
END
Rol
l sur
face
yi
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
37/42
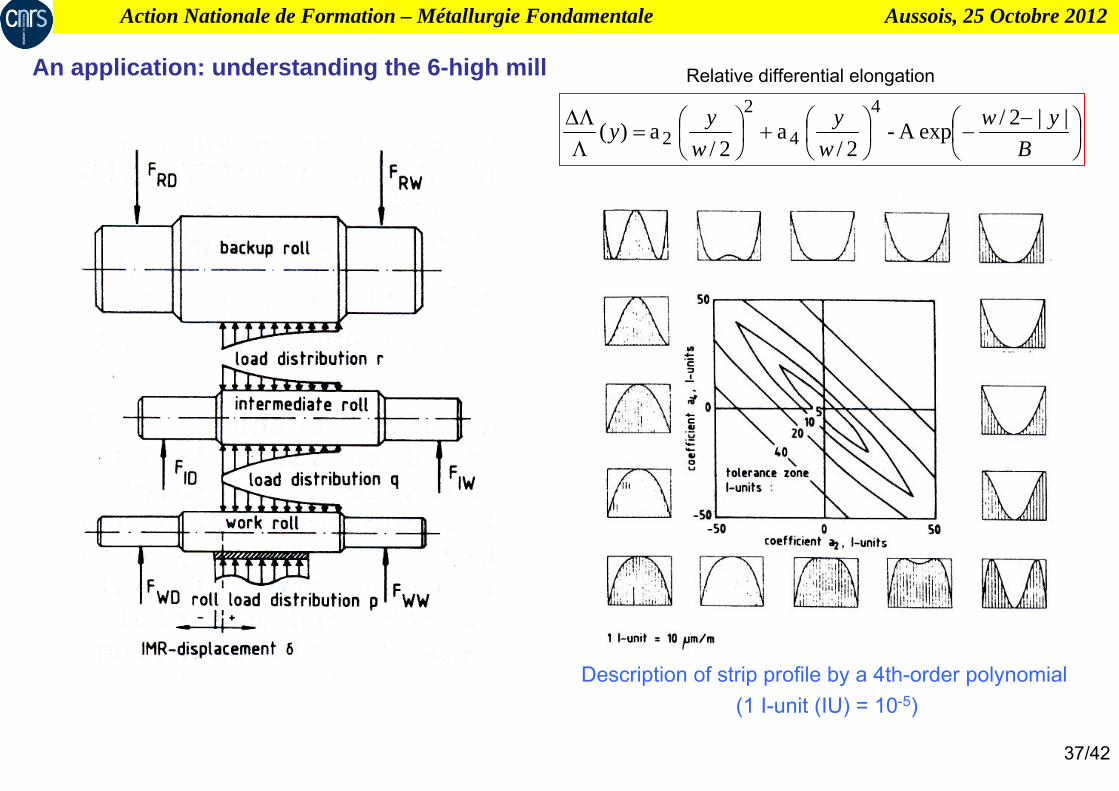
An application: understanding the 6-high mill
Byw
wy
wyy ||2/expA -
2/ a
2/ a )(
4
4
2
2
Description of strip profile by a 4th-order polynomial(1 I-unit (IU) = 10-5)
Relative differential elongation
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
38/42
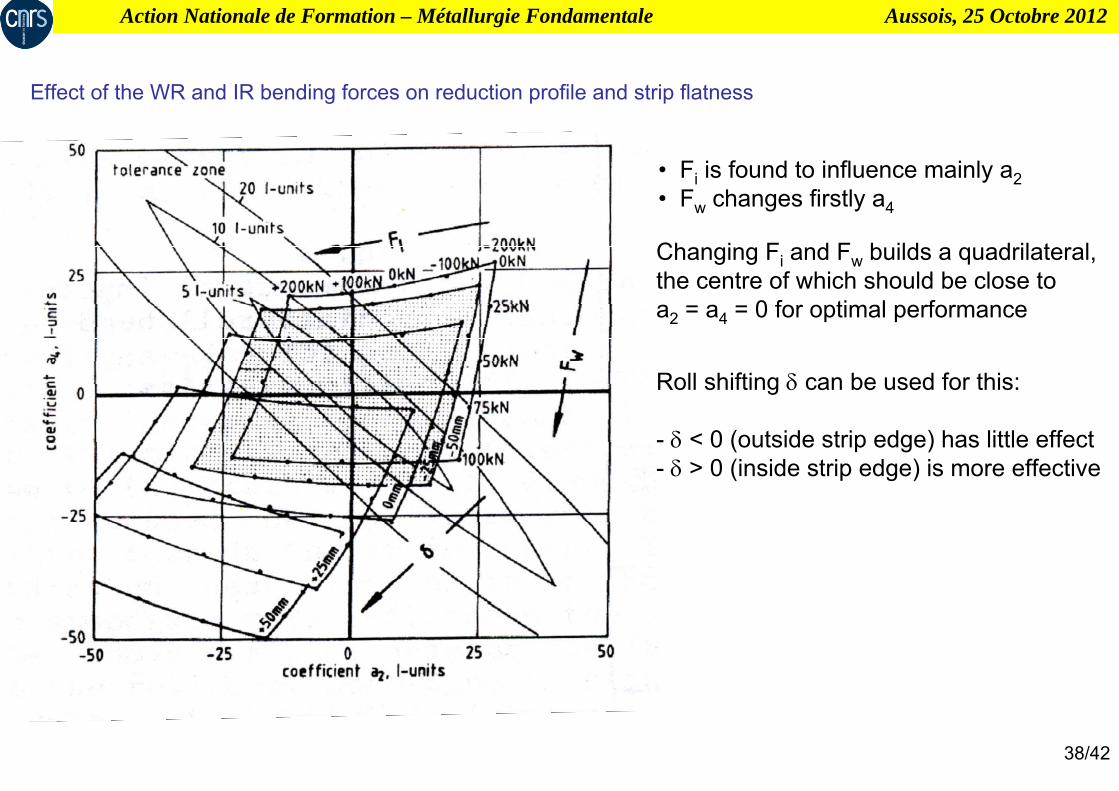
Effect of the WR and IR bending forces on reduction profile and strip flatness
• Fi is found to influence mainly a2• Fw changes firstly a4
Changing Fi and Fw builds a quadrilateral, the centre of which should be close to a2 = a4 = 0 for optimal performance
Roll shifting can be used for this:
- < 0 (outside strip edge) has little effect- > 0 (inside strip edge) is more effective
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
39/42
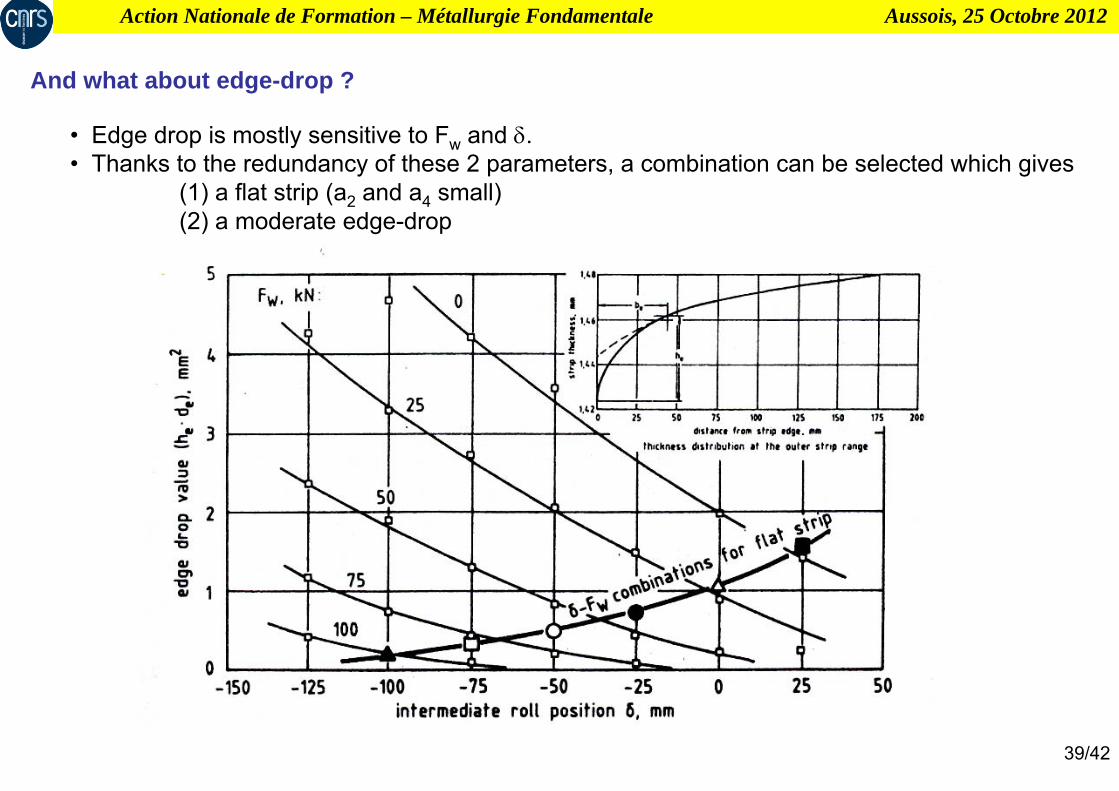
And what about edge-drop ?
• Edge drop is mostly sensitive to Fw and . • Thanks to the redundancy of these 2 parameters, a combination can be selected which gives
(1) a flat strip (a2 and a4 small)(2) a moderate edge-drop
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
40/42
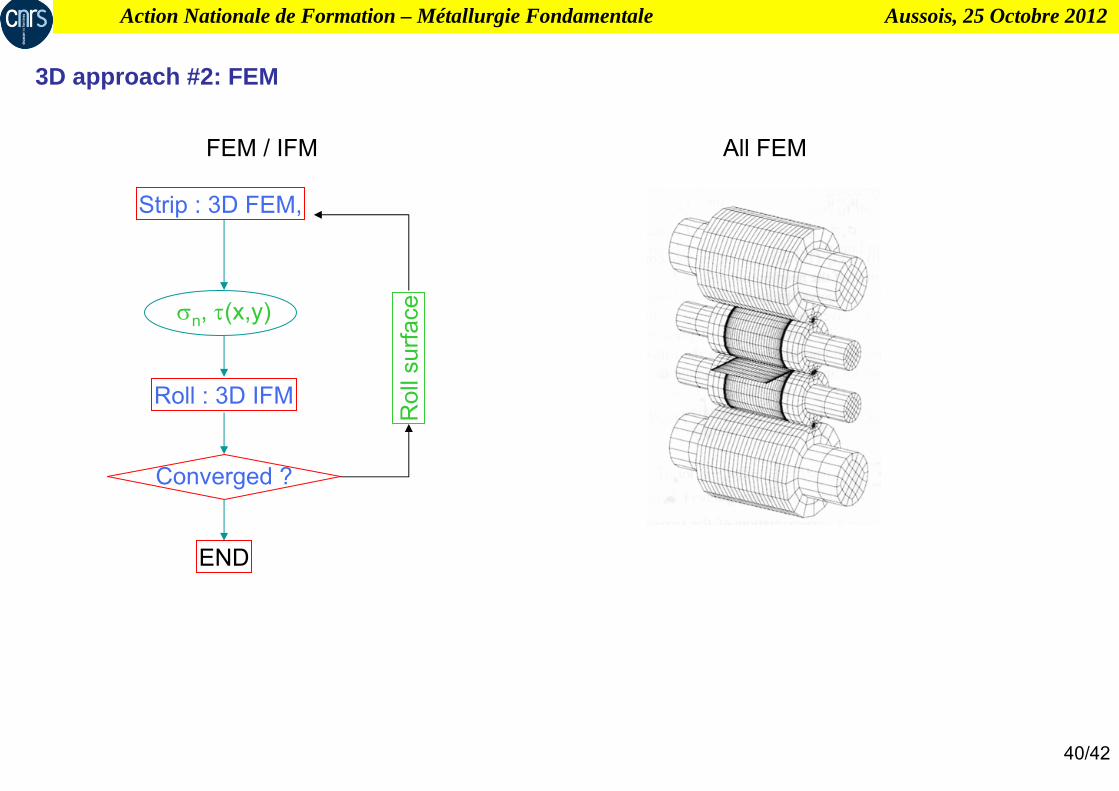
3D approach #2: FEM
Strip : 3D FEM,
n, (x,y)
Roll : 3D IFM
Converged ?
END
Rol
l sur
face
FEM / IFM All FEM
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
41/42
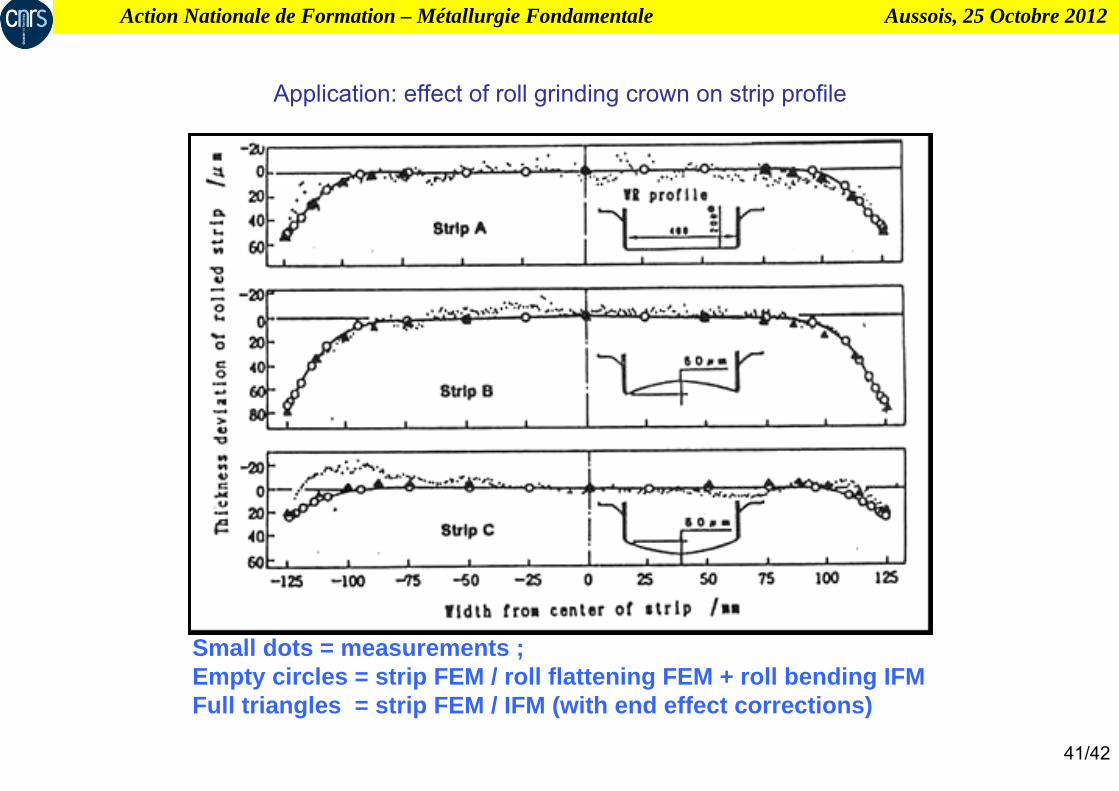
Application: effect of roll grinding crown on strip profile
Small dots = measurements ; Empty circles = strip FEM / roll flattening FEM + roll bending IFMFull triangles = strip FEM / IFM (with end effect corrections)
Action Nationale de Formation – Métallurgie Fondamentale Aussois, 25 Octobre 2012
42/42
3 references
W.L. Roberts an old, but irreplaceable 2500 pages…
I - Cold Rolling of steels. Manufacturing Engineering and Materials Processing Series, Vol. 2. Marcel Dekker, New York, 1978
II - Hot Rolling of steels. Manufacturing Engineering and Materials Processing Series, Vol. 10.Marcel Dekker, New York, 1983
J.G. Lenard a summary of a 40-y long work on most facets of rolling processes
Primer on Flat RollingElsevier, Oxford, 2007 (2nd edition is on its way)
P. Montmitonnet easy access, short – in French
in Les Techniques de l'Ingénieur:
I - Laminage. Objectifs et modélisation - (M 3065) (2002) (metal rolling : objectives and modelling)
II - Laminage. Analyses thermomécaniques et applications and applications) - (M 3066) (2003)(Metal rolling : thermomechanical analyses
Related Documents











