Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24 1 Dr. Hamza Mustafa 2018-2019 Fourth stage rocesses P anufacturing M Glass Glass has changed the world more than any other material. In this lecture we will look at the main methods used to fabricate the glass products. In terms of the volume of glass that is produced each year, glass processing could be said to be the most important processing method for ceramics. The largest segments of the market as shown in the (fig.1) are: Flat glass for windows. Containers (including bottles, jars, and tableware). Fiberglass. These products are formed using essentially two methods [one is recent (in glass terms) the other has its roots in antiquity]: Float glass process. Blowing process. Drawing and rolling processes. Fig (1): Percent distribution of glass sales.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
1Dr. Hamza Mustafa 2018-2019 Fourth stage
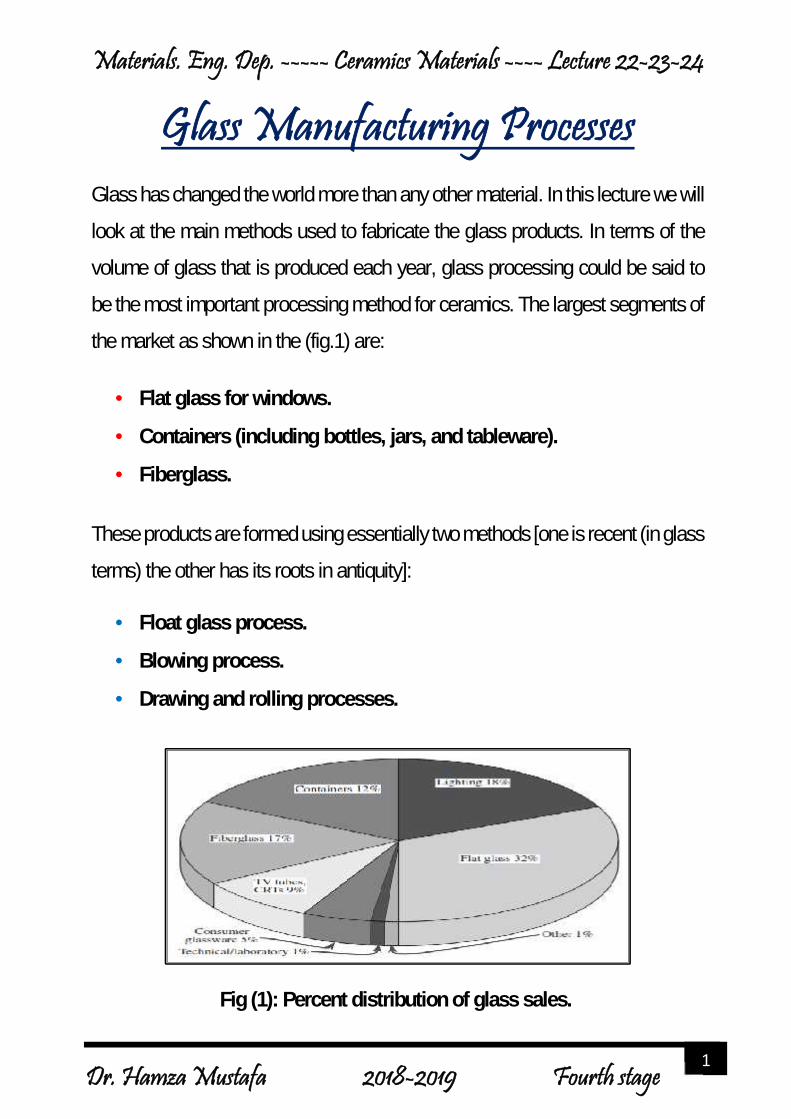
rocessesPanufacturingMGlassGlass has changed the world more than any other material. In this lecture we willlook at the main methods used to fabricate the glass products. In terms of thevolume of glass that is produced each year, glass processing could be said tobe the most important processing method for ceramics. The largest segments ofthe market as shown in the (fig.1) are:
Flat glass for windows.
Containers (including bottles, jars, and tableware).
Fiberglass.
These products are formed using essentially two methods [one is recent (in glassterms) the other has its roots in antiquity]:
Float glass process.
Blowing process.
Drawing and rolling processes.
Fig (1): Percent distribution of glass sales.

Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
2Dr. Hamza Mustafa 2018-2019 Fourth stage
Glass production starts with a mixture of raw materials, which for the glassmanufacture often contain a high proportion of the naturally occurring minerals(for example, sand and limestone). However, some industrial chemicals such assodium carbonate and alumina are also used. The mixture containing the rawmaterials in the appropriate amounts is known as the batch. The batch containsa mixture of the glass formers, modifiers, and intermediates; the amount of each
component depends on the application of the final glass product. Batch meltingdepends on the source of energy, the refractory used to contain the glass, detailsof the batch, processes occurring during melting, and fining process. We mustalso consider the possibility of the oxidation and/or reduction of the glass,homogenization processes, and defect in the glass.
By far the greatest amount of flat glass is soda-lime silicate glass. You must befamiliar with the terminology used in the glassmaking industry: soda is sodiumoxide (Na2O) and lime is calcium oxide (CaO), so soda-lime silicate glassconsists mainly of the Na2O, CaO, and SiO2. Glass manufacturers often use thecommon names for these oxides. Values of the components are usually given inweight percent (wt%). Typical values are 72 wt% SiO2, 14 wt% Na2O, wt% CaO,4 wt% MgO, and 1 wt% Al2O3. Molecular formula for a glass of this compositioncan be calculated by divide the wt% of each component in the batch by itsmolecular weight as shown in the below table.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
3Dr. Hamza Mustafa 2018-2019 Fourth stage
Bubbles in Glass MeltThe temperature required to form a glass melt varies with the composition of thebatch. Typically melting temperatures are in the range (1300–1600 °C). At thisstage of process the melt may contain many gas bubbles, mainly CO2 and SO2,from the dissociation of carbonates and sulfates. Bubbles also come from thereactions between the glass melt and the refractories. Gas bubbles are usuallyundesirable in the final product because they affect its appearance. Bubbles areeliminated during melting by a process known as fining process.
Fining can be achieved by increasing the temperature of the molten glass byabout 150°C to reduce its viscosity, where the velocity of the bubbles toward thesurface of melt is increased as the viscosity of the melt is decreased. Fining isalso traditionally achieved by adding fining agents, such as Na2SO4 or NaCl, tothe melt at the end of the melting process. The fining agent decomposes toproduce a large quantity of gas bubbles, which coalesce with existing bubbles,increasing their volume and hence taking them to the surface faster. Arsenicoxide, As2O3, is another fining agent, but it is not so widely used today becauseit is toxic.
Flat GlassFlat glass is not necessarily flat but is generally flatish! Historically, glasswindows were not made in the way they are now. There are three basic methodsfor producing flat glass: these teccniqes invoved the rolling, drawing and floatingprocedure.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
4Dr. Hamza Mustafa 2018-2019 Fourth stage
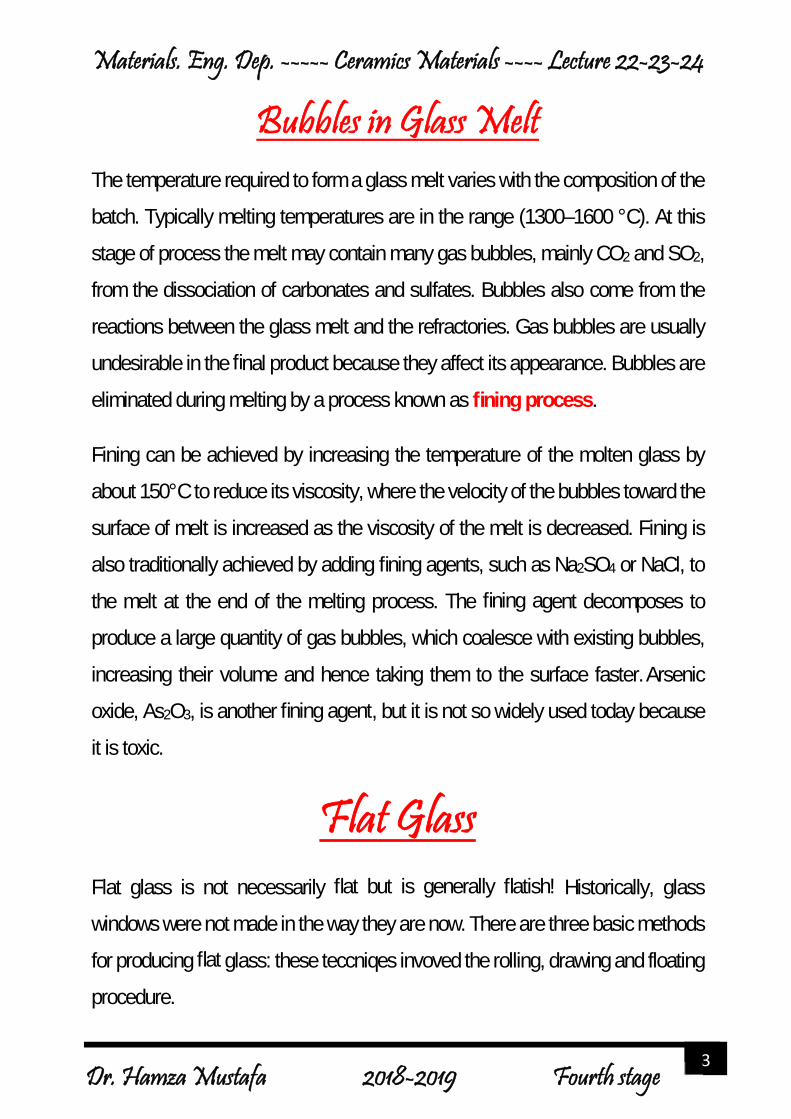
A. Flat Glass by RollingFig.2. shows an example of a method for the producing flat glass by rolling. Themolten glass flows from the tank furnace over a refractory lip and between a set
of water-cooled rollers where it solidifies into a continuous ribbon. The glass
ribbon is transported over rollers into a tunnel-like annealing furnace called(Lehr). Inside the furnace, the glass is first reheated to between (600 - 800°C)and then cooled slowly in a carefully controlled manner to minimize thedevelopment of internal stresses within the glass. The glass thickness is mainlycontrolled by a combination of factors:
The rotational speed of the rollers.
Their spacing.
The glass pull rate.
Typical pull rates are 0.5–5 m/min producing sheets 3–15 mm thick and up to3.6 m wide
Fig (2): Rolling process of flat glass.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
5Dr. Hamza Mustafa 2018-2019 Fourth stage
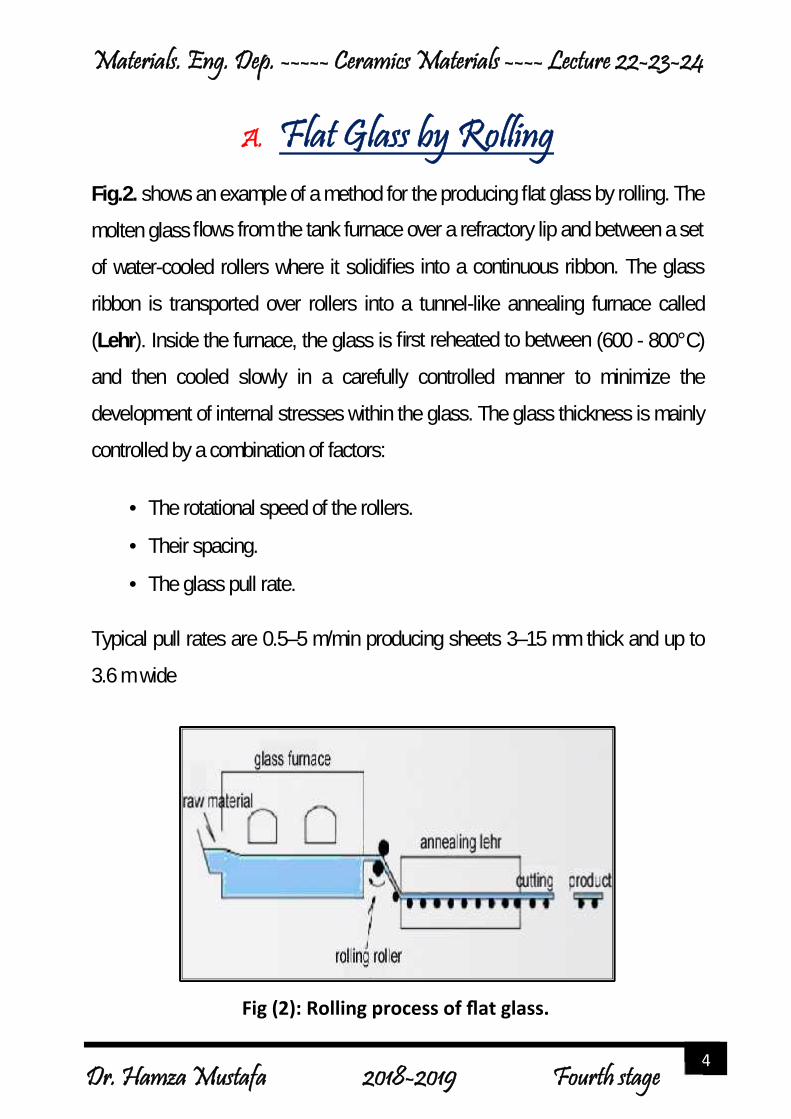
B. Flat Glass by DrawingA drawing process can also be used to produce flat glass. A solid metal plate is
dipped into a bath of molten glass and then slowly withdrawn from the melt. Thisprocess would present no problems if we were interested in producing a glassrod (fig.3a). Producing a planar sheet is problematic because the sheet wouldneck down to a narrow ribbon.This difficulty is overcome by cooling the sheet asit is drawn; it is passed between two coolers as shown in (fig.3c). These coolerssolidify the glass and produce a sheet of fixed width.
Fig (3a,b): Drawing process of rod and flat glass
C. Flat Glass by FloatingA schematic of the float process is shown in fig.4. the molten glass is fed fromthe furnace between two rollers onto a bath containing molten tin located in asecond furnace at about (1000 °C) (melting temperature of tin is 232°C). Thus,as this continuous glass ribbon “floats” on the surface of molten tin, gravitationaland surface tension forces cause the faces to become perfectly flat and parallel

Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
6Dr. Hamza Mustafa 2018-2019 Fourth stage
and the resulting sheet to be of uniform thickness. Furthermore, sheet facesacquire a bright, “fire-polished” finish in one region of the furnace. The tin metalbath is about (4–8) m wide and up to (60) m long. In practice, it is possible toproduce glass thicknesses between about (2) mm and (20) mm using the floatprocess, depending upon the glass viscosity and the drawing speed. At the exit,
the temperature of the glass is decreased to (∼600°C), at which point the tin isstill fluid, but the glass can be removed in a “rigid” condition. The glass ribbonleaves the bath and enters the lehr for annealing. The glass leaves the lehr at
(∼200°C), is cooled to room temperature, and is cut to size. The main advantage
of float process is the production of planar glass sheets with a high optical qualityand produce glass plate without the need for polishing. Moreover, the output rateis (5–10) times higher than the drawing rate for window glass.
floating process.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
7Dr. Hamza Mustafa 2018-2019 Fourth stage
On the negative side, the equipment requires careful control of the atmosphereabove the bath, which must be neutral or slightly reducing to avoid oxidation ofbath, which controls the thickness of the sheet. The atmosphere is approximately90% N and 10% H. Hydrogen ensures that there is an oxygen-free environmentto prevent the easily oxidizing of the molten tin. The glass can, itself, be affectedadversely by the presence of the oxygen, which can make the glass surfaceappear hazy. Purity and reliability are therefore critical factors in the float glassmanufacture.
Hollow GlassIn this type of glasses materials, like bottles, drinking glasses, lamp bulbs, glasscontainers jars, and tableware, the products are produced by using the blowingprocedure.
Hollow Glass by Blowing ProcessThe classic glassblowing pipes are made from iron tubes which about (100–150)cm in length with an opening about 1 cm in diameter. At one end the tube had amouthpiece and at the other end it has a button like extension. The glassmakergathers a gob of molten glass on one end then blows through the mouthpiece toform a hollow shape as demonstrated in the fig.5. This process was importanthistorically because by blowing glass with a pipe it was possible not only toproduce simple round shapes but also other thin-walled objects. Today theglassworker’s blowpipe is very similar to the original design and works in thesame way.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
8Dr. Hamza Mustafa 2018-2019 Fourth stage
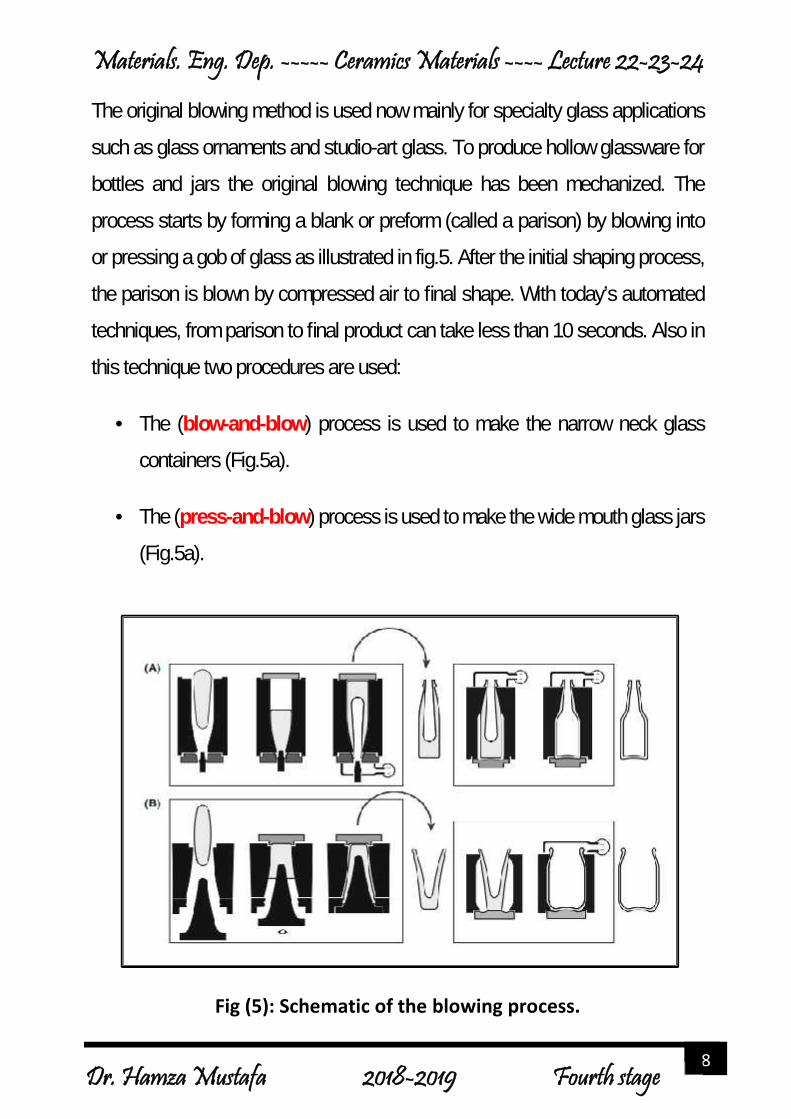
The original blowing method is used now mainly for specialty glass applicationssuch as glass ornaments and studio-art glass. To produce hollow glassware forbottles and jars the original blowing technique has been mechanized. Theprocess starts by forming a blank or preform (called a parison) by blowing intoor pressing a gob of glass as illustrated in fig.5. After the initial shaping process,the parison is blown by compressed air to final shape. With today’s automatedtechniques, from parison to final product can take less than 10 seconds. Also inthis technique two procedures are used:
The (blow-and-blow) process is used to make the narrow neck glasscontainers (Fig.5a).
The (press-and-blow) process is used to make the wide mouth glass jars(Fig.5a).
Fig (5): Schematic of the blowing process.

Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
9Dr. Hamza Mustafa 2018-2019 Fourth stage
Coating GlassNormal window glass transmits between 75% and 90% of incident radiation. Wecan apply thin coatings to the surface of glass to alter the radiation and the heattransmission characteristics. In the architectural applications, coatings on theglass are used to reduce the amount of energy needed to heat buildings in thewinter and cool them in the summer by allowing the transmission of visible lightwhile reducing the transmission of the infrared (IR) radiation (heat). Such glasswould reduce the amount of energy required to air condition a room in thesummer.
One conventional way to reduce the transmission of heat is to add a componentto the glass batch that strongly absorbs radiation in the IR region. When FeO is
added to the glass formulation, the product strongly absorbs only (∼50%) of the
total incident radiation.
Thin films are also used to control light transmission characteristics of window
glass by reflecting a large amount of IR radiation. Normal flat glass can be coatedwith metallic or nonmetallic layers to maintain a high degree of visible lighttransmission combined with a considerable amount of heat reflection (40–60%).Thin metal films (10–20 nm) of Cu, Ag, and Au are all used commercially; eachgives a very high reflectivity. The metal layer is deposited using the physicalvapor deposition (PVD) techniques such as evaporation and sputtering. Metalcoatings can also be applied using the dipping and spraying techniques, followedby firing to densify the coating. Single-layer and multilayer coatings of oxides arealso used to enhance reflectivity in the near IR.

Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
10Dr. Hamza Mustafa 2018-2019 Fourth stage
Safety GlassFlat glass often breaks due to impact or to the application of a relatively lowapplied pressure. At most temperatures, the failure occurs in a brittle mannerand results in the production of a number of sharp fragments pieces, which, ofcourse, can cause serious injury. Special treatment of the glass can make it lesssusceptible to breaking and can thus reduce the chance of injury. Hence werequire the use of the safety glass in buildings and vehicles. There are two formsof safety glass:
Tempered glass.
Laminated glass.
Tempered glass (or toughened glass as it is also often called) is made byquickly heating flat glass to about 150°C above (Tg). The glass is then blastedwith cold air. The outside of glass cools much more quickly than the inside. Theresult is that the outer surface layer is subject to compression and the insidelayer is subject to tension. This tempering process changes the behavior of theglass when it breaks. For example, when a sheet of tempered glass breaks, thefragments are small and almost regularly shaped with no sharp edges.
The other form of safety glass is laminated glass, which consists of two or moreglass sheets joined with a layer of an elastomeric polymer such as poly (vinylbutyral) (PVB). The glass layers are bonded to the polymer by a combination ofpressure and heating. When laminated glass is broken, the broken pieces ofglass are stuck to the polymer sheet which holds the fragments of glass togetherso that they do not cause injury to the occupants of the car.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
11Dr. Hamza Mustafa 2018-2019 Fourth stage
Foam GlassBecause we do not usually want glass to contain large numbers of bubbles, wereduce the number of bubbles in the glass melt using the fining process. Theopposite approach is used to make foam glass: additional gases or gas-bearingmaterials are added to the glass melt producing a large quantity of bubbles. Oneof the major applications of the foam glass is in the manufacture of the insulatingpanels for the buildings. Insulating panels made from foam glass can be light,rigid, and good thermal insulators. As usual for the porous materials, the thermalproperty is due to the low heat conductivity of the bubbles.
Glass SealingSpecial glasses have been developed that are used as the “glue” usuallybetween two types of glass (glass to glass sealing) and between another glassand a metal (glass to metal sealing).
The main challenge is the thermal expansion (thermal expansion of the glassand the metal must be closely matched so that the seal remains solid as theassembly cools), likewise controlling the chemistry and keeping the sealingtemperature reasonable. Glass to glass sealing is used to seal flat windows totubular glass components to make glass envelopes. In glass to metal sealing,the requirements for bonding glass and metal are: (1) The glass must be wetand adhere to the metal, and (2) the thermal expansions of glass and metalshould closely match over the temperature range of intended use.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
12Dr. Hamza Mustafa 2018-2019 Fourth stage
In order to form a strong glass to metal bond, an oxide layer is needed on thesurface of metal. Ideally, the metal oxide will diffuse into the molten glass to formthe bond. Also the stresses that develop in a glass to metal seal are proportionalto the differential contraction between two materials. For example, borosilicate(alumina) glass is used to seal the glass to (W) and borosilicate (Na) glass usedto seal glass to (Mo).
Photosensitive GlassPhotosensitive glass is the glass analog of photographic film where Au, Agatoms and halide particles are affected by the action of light. Such glass is usedin the printing and image reproduction. Heat treating after exposure to light cancause a permanent change in the glass. Photochromic glass darkens whenexposed to light but then returns to its original clear state when the light isremoved; hence it is used in the sunglasses or the other ophthalmic lenses. Tomanufacture photochromic glass the glass must be heated to over (1400°C),shaped, and then annealed again at (550–700°C) range to allow the small halidecrystals to form in the initially homogeneous glass.
Glazing and EnamelingA. Glazing
Glazing is an impervious layer or coating of a vitreous substance which has beenfused to a ceramic body through firing. Glaze can serve to color, decorate orwaterproof an item. In glazing, the fired objects are coated with an aqueous
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
13Dr. Hamza Mustafa 2018-2019 Fourth stage
suspension consisting of finely ground quartz sand mixed with sodium salts(carbonate, sulfate, chloride) or the plant ash. The ceramic ware would then berefired, usually at a lower temperature, during which the particles would fusetogether into a glassy layer. There are two other types of glaze applied to theearthenware ceramics, the transparent lead glaze and the opaque tin glaze.
B. EnamelingEnamel is an opaque, glassy coating baked onto the metal surface objects. Inthis process, powdered glass is fusing on a substrate by firing, usually between(750 and 850 °C). The powder melts, flows, and then hardens to form a smooth,durable vitreous coating on the metal surface. Vitreous enamel has many usefulproperties: it is smooth, hard, chemically resistant, durable, scratch resistant,has long-lasting colour fastness, is easy to clean, and cannot burn. Enamel isglass, not paint, so it does not fade under ultraviolet light. A disadvantage ofenamel is a tendency to crack or shatter when the substrate is stressed or bent,but modern enamels are relatively chip and impact-resistant because of the goodthickness control and the coefficients of thermal expansion well matched to themetal surface.
Glass FibersGlass fiber is a generic term like “carbon fiber” or “steel.” There are many types
of glasses, but from point of view of composite technology only silica glasses arecurrently important. However, even within this group of glasses, the compositionand hence properties, vary considerably.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
14Dr. Hamza Mustafa 2018-2019 Fourth stage
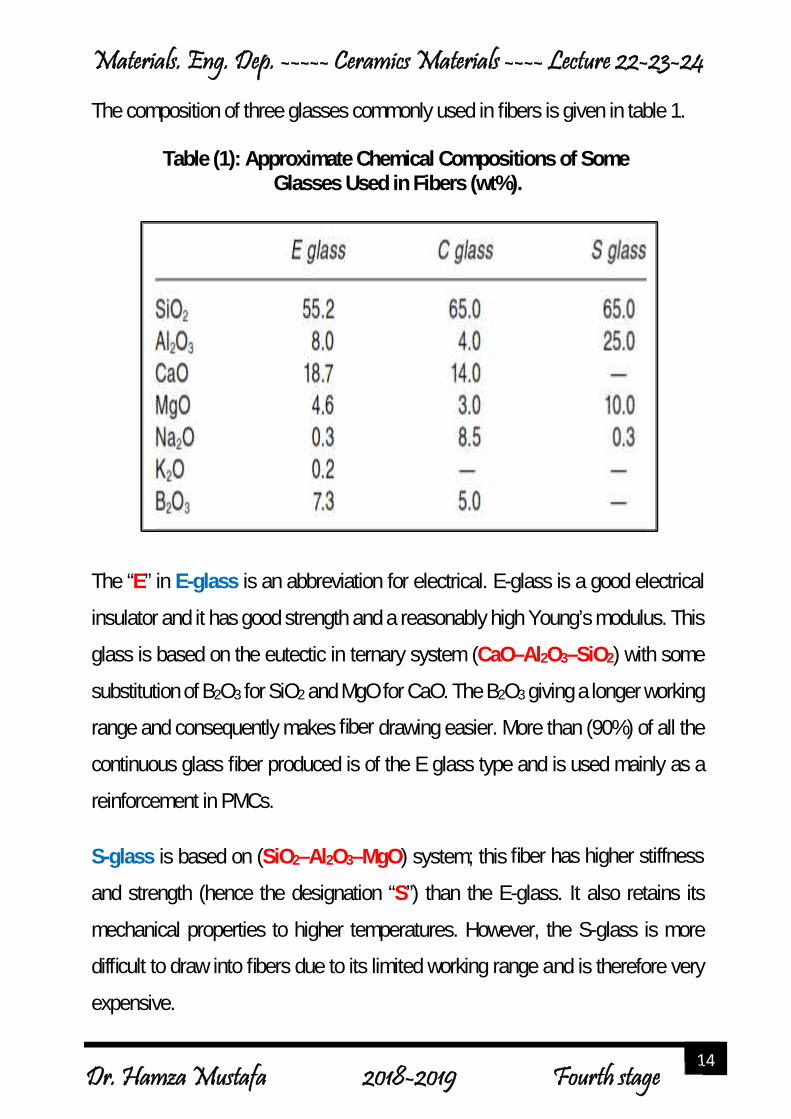
The composition of three glasses commonly used in fibers is given in table 1.
Table (1): Approximate Chemical Compositions of SomeGlasses Used in Fibers (wt%).
The “E” in E-glass is an abbreviation for electrical. E-glass is a good electricalinsulator and it has good strength and a reasonably high Young’s modulus. Thisglass is based on the eutectic in ternary system (CaO–Al2O3–SiO2) with somesubstitution of B2O3 for SiO2 and MgO for CaO. The B2O3 giving a longer workingrange and consequently makes fiber drawing easier. More than (90%) of all thecontinuous glass fiber produced is of the E glass type and is used mainly as areinforcement in PMCs.
S-glass is based on (SiO2–Al2O3–MgO) system; this fiber has higher stiffness
and strength (hence the designation “S”) than the E-glass. It also retains itsmechanical properties to higher temperatures. However, the S-glass is moredifficult to draw into fibers due to its limited working range and is therefore veryexpensive.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
15Dr. Hamza Mustafa 2018-2019 Fourth stage
C-glass has high alkali and CaO content but about 10% more silica than E-glassand this results in a glass with a high corrosion resistance in acid and alkalineenvironments.
The two main products are continuous fibers and short curled lengths. The latterare mainly used for low density insulating mat which is bonded by spraying onan organic binder. Continuous fibers may be chopped into short lengths and alsoused for mat but can be made into a large variety of rovings (untwisted bundlesof filaments) or yarn (twisted bundles of filaments) and used in many differentways, including being woven into cloth. A high proportion of all the continuousfiber made is used as reinforcing for polymer composite materials.
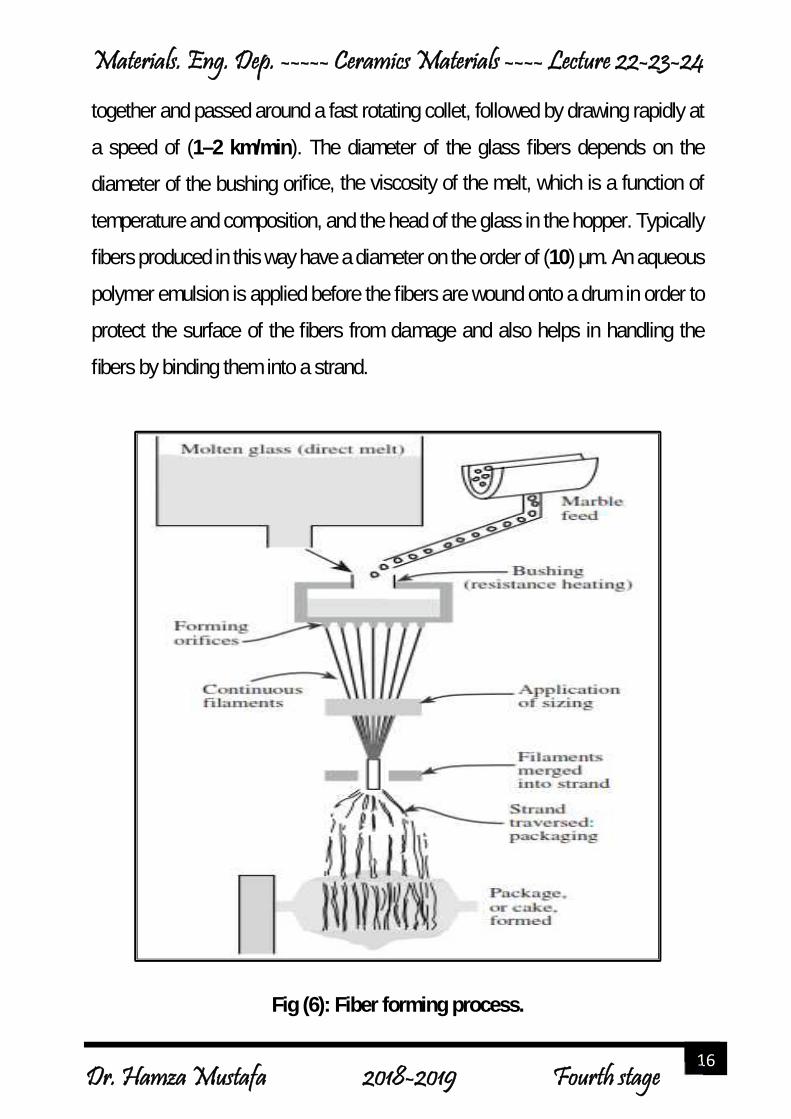
Manufacturing of Glass FibersManufacture of fibers has been an important branch of the glass industry forabout sixty years but within the last decade fibers of an entirely new kind havebecome very important, namely those used for the optical communicationsystems. Producing glass fibers is a well-established technology. Fig.6 showsa schematic of the conventional procedure for forming the glass fibers. The raw
materials are melted in a hopper and then glass molten is fed into electricallyheated platinum-rhodium bushings; each bushing contains (200) holes at itsbase. The bushing diameter is (1–2 mm).
A constant head of molten glass is maintained in the tank. The glass flows by
gravity through the holes, forming fine continuous filaments that are gathered
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
16Dr. Hamza Mustafa 2018-2019 Fourth stage
together and passed around a fast rotating collet, followed by drawing rapidly ata speed of (1–2 km/min). The diameter of the glass fibers depends on thediameter of the bushing orifice, the viscosity of the melt, which is a function of
temperature and composition, and the head of the glass in the hopper. Typicallyfibers produced in this way have a diameter on the order of (10) μm. An aqueouspolymer emulsion is applied before the fibers are wound onto a drum in order toprotect the surface of the fibers from damage and also helps in handling thefibers by binding them into a strand.
Fig (6): Fiber forming process.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
17Dr. Hamza Mustafa 2018-2019 Fourth stage
Polishing processMost glass working operations are performed with hot fluid glass but polishingis the most important operation often necessary on cold glass. The Floatprocess has made polishing unnecessary on large pieces of flat glass but it isstill needed for high quality optical components and in preparing small samplesfor many kinds of laboratory measurements. Some glasses may also bepolished by chemical rather than mechanical means but chemical polishing isnot used when very accurate surface profiles are required.
A.Mechanical Polishing
Mechanical polishing is a rather slow and expensive process which consumeslarge amounts of mechanical energy. The standard procedure is to wet grindthe surface using in succession several grades of a suitable hard abrasivepowder, each finer than the last, until a very fine frosted granular texture freefrom any pits or scratches left by the coarser grades is produced. The rate ofremoval decreases as particle size and consequently chip size decrease. Theliquid used at this stage is nearly always water and iron wheels are generallyused. Large scale grinding of glass used quartz, but smaller scale operationsusually use silicon carbide. Diamond wheels may be used for more rapidgrinding or when making curved surfaces of specific radii but are much morecostly. The object from polishing process is to produces the required smoothand shiny surface.
Materials. Eng. Dep. ----- Ceramics Materials ---- Lecture 22-23-24
18Dr. Hamza Mustafa 2018-2019 Fourth stage
B. Chemical PolishingFor many years it has been the practice of the lead crystal industry to polish cutglass chemically by using hydrofluoric acid, the one readily available reagentcapable of easily dissolving silicate glasses. It has also been known for aconsiderable time that etching away the surface layers of glass containing flawswhich weaken it can increase the strength. Such etching does not necessarilyproduce a polished surface, especially when the products of reaction are notremoved.
In recent years there have been many studies concerned with the safety of theoperation and the disposal of the residues from the mixtures of hydrofluoric andsulfuric acids normally used but few concerned with details of the chemistry andthe influence of the acid on the glass. The type of liquid medium and the pH ofthe medium has a definite influence on the rate of removal of material and thesurface finish. Also, The rate at which glasses are etched by hydrofluoric acidbased solutions is strongly dependent on glass composition.
Related Documents











