© 2016 The Korean Society of Rheology and Springer 167 Korea-Australia Rheology Journal, 28(3), 167-174 (August 2016) DOI: 10.1007/s13367-016-0016-5 www.springer.com/13367 pISSN 1226-119X eISSN 2093-7660 Rheometry of polymer melts using processing machines Walter Friesenbichler 1, * , Andreas Neunhäuserer 1 and Ivica Duretek 2 1 Department Polymer Engineering and Science - Institute of Injection Molding of Polymers, Montanuniversitaet Leoben, Leoben A-8700, Austria 2 Department Polymer Engineering and Science - Institute of Polymer Processing, Montanuniversitaet Leoben, Leoben A-8700, Austria (Received July 10, 2016; final revision received July 28, 2016; accepted July 29, 2016) The technology of slit-die rheometry came into practice in the early 1960s. This technique enables engineers to measure the pressure drop very precisely along the slit die. Furthermore, slit-die rheometry widens up the measurable shear rate range and it is possible to characterize rheological properties of complicated mate- rials such as wall slipping PVCs and high-filled compounds like long fiber reinforced thermoplastics and PIM-Feedstocks. With the use of slit-die systems in polymer processing machines e.g., Rauwendaal extru- sion rheometer, by-pass extrusion rheometer, injection molding machine rheometers, new possibilities regarding rheological characterization of thermoplastics and elastomers at processing conditions near to practice opened up. Special slit-die systems allow the examination of the pressure-dependent viscosity and the characterization of cross-linking elastomers because of melt preparation and reachable shear rates com- parable to typical processing conditions. As a result of the viscous dissipation in shear and elongational flows, when performing rheological measurements for high-viscous elastomers, temperature-correction of the apparent values has to be made. This technique was refined over the last years at Montanuniversitaet. Nowadays it is possible to characterize all sorts of rheological complicated polymeric materials under pro- cess-relevant conditions with viscosity values fully temperature corrected. Keywords: applied rheometry, slit-die, temperature correction, pressure dependency, rubber compound 1. Introduction In conventional rheology for thermoplastics and elasto- mers round dies are used. Measurements are usually per- formed for 3 different capillary diameters and 3 different die lengths. In order to perform a correct measurement, the material has to be filled and compressed into a cylin- drical chamber. In this chamber, the material gets melted and heated to a defined measurement temperature, ideally to future processing temperatures. Once the material is heated it gets pressed through the capillary at 10 to 15 dif- ferent piston speeds. Afterwards, the inlet pressure drop has to be corrected according to Bagley (1957). This pro- vides the true wall shear stress. The apparent flow-curve provides the true shear rate after the Weissenberg/Rab- inowitsch-correction (Eisenschitz et al., 1929). Problems are encountered if polymer melts with flow-anomalies (slip-stick or wall slipping) are measured. The main weak- nesses of the capillary rheometry with round dies are the non-flush mount pressure sensors. In this case, the pres- sure is determined via a pressure hole, a small hole filled with molten polymer. When working with high-filled polymers, this method is highly inaccurate since the Bag- ley correction for this type of polymers provides non-lin- ear or even negative values. More problems that come along with measuring high-filled polymers is the imprac- tical melt-preparation in the cylindrical preparation cham- ber (no material-shearing) and the impossibility of measuring the melt temperature directly. The use of slit-die systems allows measuring the pres- sure drops and temperatures very precisely and directly during the measurement process. Friesenbichler (1992) and Knappe and Krumböck (1986) showed that it is pos- sible to control the linearity of the pressure profile and to detect wall-slipping with the help of multiple pressure sensors along the slit. 2. Historical Background 2.1. Slit-die systems In the year 1963 Eswaran et al. (1963) developed the first slit-die system with a width/height ratio of 10/1 and direct pressure measurement and, for the first time ever it was possible to determine the inlet pressure loss without the Bagley correction. Wales et al. (1965) showed that the experimental values for different PE-types where nearly the same for round-die and slit die systems. In 1972 Offer- mann (1972) performed rheological tests on wall-slipping rigid-PVC with slit-dies. During his work he developed an # This paper is based on an invited lecture presented by the corresponding author at the 16th International Symposium on Applied Rheology (ISAR), held on May 19, 2016, Seoul. *Corresponding author; E-mail: [email protected]

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

© 2016 The Korean Society of Rheology and Springer 167
Korea-Australia Rheology Journal, 28(3), 167-174 (August 2016)DOI: 10.1007/s13367-016-0016-5
www.springer.com/13367
pISSN 1226-119X eISSN 2093-7660
Rheometry of polymer melts using processing machines
Walter Friesenbichler1,*, Andreas Neunhäuserer
1 and Ivica Duretek
2
1Department Polymer Engineering and Science - Institute of Injection Molding of Polymers, Montanuniversitaet Leoben, Leoben A-8700, Austria
2Department Polymer Engineering and Science - Institute of Polymer Processing, Montanuniversitaet Leoben, Leoben A-8700, Austria
(Received July 10, 2016; final revision received July 28, 2016; accepted July 29, 2016)
The technology of slit-die rheometry came into practice in the early 1960s. This technique enables engineersto measure the pressure drop very precisely along the slit die. Furthermore, slit-die rheometry widens upthe measurable shear rate range and it is possible to characterize rheological properties of complicated mate-rials such as wall slipping PVCs and high-filled compounds like long fiber reinforced thermoplastics andPIM-Feedstocks. With the use of slit-die systems in polymer processing machines e.g., Rauwendaal extru-sion rheometer, by-pass extrusion rheometer, injection molding machine rheometers, new possibilitiesregarding rheological characterization of thermoplastics and elastomers at processing conditions near topractice opened up. Special slit-die systems allow the examination of the pressure-dependent viscosity andthe characterization of cross-linking elastomers because of melt preparation and reachable shear rates com-parable to typical processing conditions. As a result of the viscous dissipation in shear and elongationalflows, when performing rheological measurements for high-viscous elastomers, temperature-correction ofthe apparent values has to be made. This technique was refined over the last years at Montanuniversitaet.Nowadays it is possible to characterize all sorts of rheological complicated polymeric materials under pro-cess-relevant conditions with viscosity values fully temperature corrected.
Keywords: applied rheometry, slit-die, temperature correction, pressure dependency, rubber compound
1. Introduction
In conventional rheology for thermoplastics and elasto-
mers round dies are used. Measurements are usually per-
formed for 3 different capillary diameters and 3 different
die lengths. In order to perform a correct measurement,
the material has to be filled and compressed into a cylin-
drical chamber. In this chamber, the material gets melted
and heated to a defined measurement temperature, ideally
to future processing temperatures. Once the material is
heated it gets pressed through the capillary at 10 to 15 dif-
ferent piston speeds. Afterwards, the inlet pressure drop
has to be corrected according to Bagley (1957). This pro-
vides the true wall shear stress. The apparent flow-curve
provides the true shear rate after the Weissenberg/Rab-
inowitsch-correction (Eisenschitz et al., 1929). Problems
are encountered if polymer melts with flow-anomalies
(slip-stick or wall slipping) are measured. The main weak-
nesses of the capillary rheometry with round dies are the
non-flush mount pressure sensors. In this case, the pres-
sure is determined via a pressure hole, a small hole filled
with molten polymer. When working with high-filled
polymers, this method is highly inaccurate since the Bag-
ley correction for this type of polymers provides non-lin-
ear or even negative values. More problems that come
along with measuring high-filled polymers is the imprac-
tical melt-preparation in the cylindrical preparation cham-
ber (no material-shearing) and the impossibility of measuring
the melt temperature directly.
The use of slit-die systems allows measuring the pres-
sure drops and temperatures very precisely and directly
during the measurement process. Friesenbichler (1992)
and Knappe and Krumböck (1986) showed that it is pos-
sible to control the linearity of the pressure profile and to
detect wall-slipping with the help of multiple pressure
sensors along the slit.
2. Historical Background
2.1. Slit-die systemsIn the year 1963 Eswaran et al. (1963) developed the
first slit-die system with a width/height ratio of 10/1 and
direct pressure measurement and, for the first time ever it
was possible to determine the inlet pressure loss without
the Bagley correction. Wales et al. (1965) showed that the
experimental values for different PE-types where nearly
the same for round-die and slit die systems. In 1972 Offer-
mann (1972) performed rheological tests on wall-slipping
rigid-PVC with slit-dies. During his work he developed an
# This paper is based on an invited lecture presented by the correspondingauthor at the 16th International Symposium on Applied Rheology(ISAR), held on May 19, 2016, Seoul.*Corresponding author; E-mail: [email protected]
Walter Friesenbichler, Andreas Neunhäuserer and Ivica Duretek
168 Korea-Australia Rheology J., 28(3), 2016
iterative calculation model regarding dissipative shear
heating under non-isothermal flowing conditions. This
model showed the significance of wall-slip effects on the
viscosity function. Laun (1983) published a model and a
detailed mathematical analysis of the pressure dependency
of viscosity for the slit-die rheology. The non-linear pres-
sure curve along the length l of the slit die, measured with
3 pressure sensors is approximated with a quadratic poly-
nomial (Eq. (1)). With the coefficients of the quadratic
polynomial a, b, and c the pressure coefficient βp is cal-
culated according to Eq. (2), but using only 3 measure-
ment points. In Eq. (2), ηap is the apparent viscosity and
the apparent shear rate.
p(l) = a + bl + cl2, (1)
. (2)
The pressure coefficient allows calculating the viscosity
at various pressure levels. It is important to eliminate pos-
sible negative influences such as inaccurate pressure mea-
surements and non-isothermal flow conditions due to
viscous dissipation as these lead to severe errors and bad
results. When using this model, it is recommended to
operate with shear rates < 5,000 s−1 and to use 4 to 5 pres-
sure sensors along the slit die.
2.2. Temperature correction of viscosity due to vis-
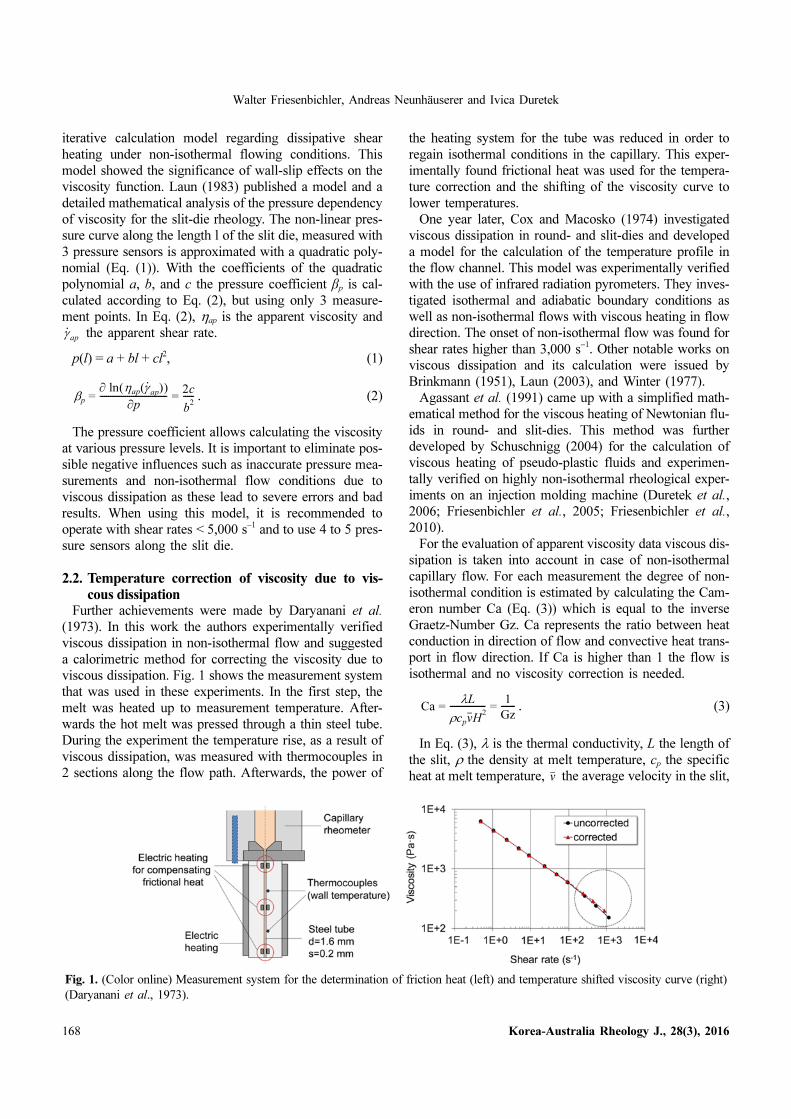
cous dissipationFurther achievements were made by Daryanani et al.
(1973). In this work the authors experimentally verified
viscous dissipation in non-isothermal flow and suggested
a calorimetric method for correcting the viscosity due to
viscous dissipation. Fig. 1 shows the measurement system
that was used in these experiments. In the first step, the
melt was heated up to measurement temperature. After-
wards the hot melt was pressed through a thin steel tube.
During the experiment the temperature rise, as a result of
viscous dissipation, was measured with thermocouples in
2 sections along the flow path. Afterwards, the power of
the heating system for the tube was reduced in order to
regain isothermal conditions in the capillary. This exper-
imentally found frictional heat was used for the tempera-
ture correction and the shifting of the viscosity curve to
lower temperatures.
One year later, Cox and Macosko (1974) investigated
viscous dissipation in round- and slit-dies and developed
a model for the calculation of the temperature profile in
the flow channel. This model was experimentally verified
with the use of infrared radiation pyrometers. They inves-
tigated isothermal and adiabatic boundary conditions as
well as non-isothermal flows with viscous heating in flow
direction. The onset of non-isothermal flow was found for
shear rates higher than 3,000 s−1. Other notable works on
viscous dissipation and its calculation were issued by
Brinkmann (1951), Laun (2003), and Winter (1977).
Agassant et al. (1991) came up with a simplified math-
ematical method for the viscous heating of Newtonian flu-
ids in round- and slit-dies. This method was further
developed by Schuschnigg (2004) for the calculation of
viscous heating of pseudo-plastic fluids and experimen-
tally verified on highly non-isothermal rheological exper-
iments on an injection molding machine (Duretek et al.,
2006; Friesenbichler et al., 2005; Friesenbichler et al.,
2010).
For the evaluation of apparent viscosity data viscous dis-
sipation is taken into account in case of non-isothermal
capillary flow. For each measurement the degree of non-
isothermal condition is estimated by calculating the Cam-
eron number Ca (Eq. (3)) which is equal to the inverse
Graetz-Number Gz. Ca represents the ratio between heat
conduction in direction of flow and convective heat trans-
port in flow direction. If Ca is higher than 1 the flow is
isothermal and no viscosity correction is needed.
. (3)
In Eq. (3), λ is the thermal conductivity, L the length of
the slit, ρ the density at melt temperature, cp the specific
heat at melt temperature, the average velocity in the slit,
γ·ap
βp =
∂ ln ηapγ·ap
( )( )
∂p-------------------------------- =
2c
b2
-----
Ca = λL
ρcpvH
2----------------- =
1
Gz-------
v
Fig. 1. (Color online) Measurement system for the determination of friction heat (left) and temperature shifted viscosity curve (right)
(Daryanani et al., 1973).

Rheometry of polymer melts using processing machines
Korea-Australia Rheology J., 28(3), 2016 169
and H the slit height. In case of very high shear rates adi-
abatic flow conditions will prevail (Ca < 10−2). In this
case, Eq. (4) is used for calculating the temperature rise,
(4)
where (x) is the average melt temperature of the cross
section as a function of flow length, TW is the wall tem-
perature of the slit-die, Δp is the pressure drop, and x the
flow coordinate in flow direction. For calculating the tem-
perature development in the transition regime (0.01 < Ca
< 1), Eq. (5) is used (Friesenbichler et al., 2005; Schus-
chnigg, 2004) where k is the consistency and n the expo-
nent of the power law.
. (5)
For the polypropylene PP ExxonMobil 1095E1 (Figs. 2
and 3) below shear rates of 5,000 s−1 isothermal flow was
found. Within the shear rate range of 5,000 s−1 to 500,000
s−1 a rise in average melt temperature over the whole slit
volume up to 23°C was found und taken into account for
temperature correction of the viscosity. At shear rates
higher than 500,000 s−1 adiabatic boundary conditions were
found. At a shear rate of 1,200,000 s−1 a temperature
increase of 40°C was calculated.
Fig. 2 shows the temperature corrected viscosity curve
at 190°C for PP Exxon-Mobil 1095E1 while Fig. 3 dis-
plays the viscosity curve that is formed out of measure-
ments on the cone-plate-, high pressure capillary-, and
injection molding rheometer over more than 8 decades of
shear rates with temperature correction of viscosity for
shear rates higher than 5,000 s−1. The shifting direction of
the viscosity due to temperature increase (see Fig. 2) fits
perfectly to the results that were achieved by Daryanani et
al. (1973).
Hay et al. (1999) developed a method how to calculate
the temperature increase in non-isothermal melt flow due
to dissipation and compression. These methods were fur-
ther developed by Friesenbichler et al. (2005) and Friesen-
bichler et al. (2011) for correcting the measured viscosity
values due to viscous dissipation. Perko et al. (2014)
found a way to successfully combine these methods for
measuring and calculating shear and elongational viscos-
ities for elastomers and was able to determine the heating
caused by shear and elongational flows for rubber com-
pounds.
3. Slit-die Rheometry Using Processing Machines
When working with viscoelastic materials, the material
prehistory is from utter importance. In order to be as close
to processing conditions regarding the melt treatment, the
first rheological measurements under processing condi-
tions were performed during the 1980s.
3.1. Extrusion rheometerRauwendaal and Fernandez (1984) developed a slit-die
rheometer for an extrusion line. The shear rate was reg-
ulated by the screw speed. The problem with using the
screw speed for setting the shear rate is that viscous dis-
sipation increases with rise of the screw speed and influ-
ences the pressure drop measured. As a result, the measured
viscosity values on the extrusion rheometer developed by
Rauwendaal and Fernandez were significantly lower com-
pared to those on the capillary rheometer.
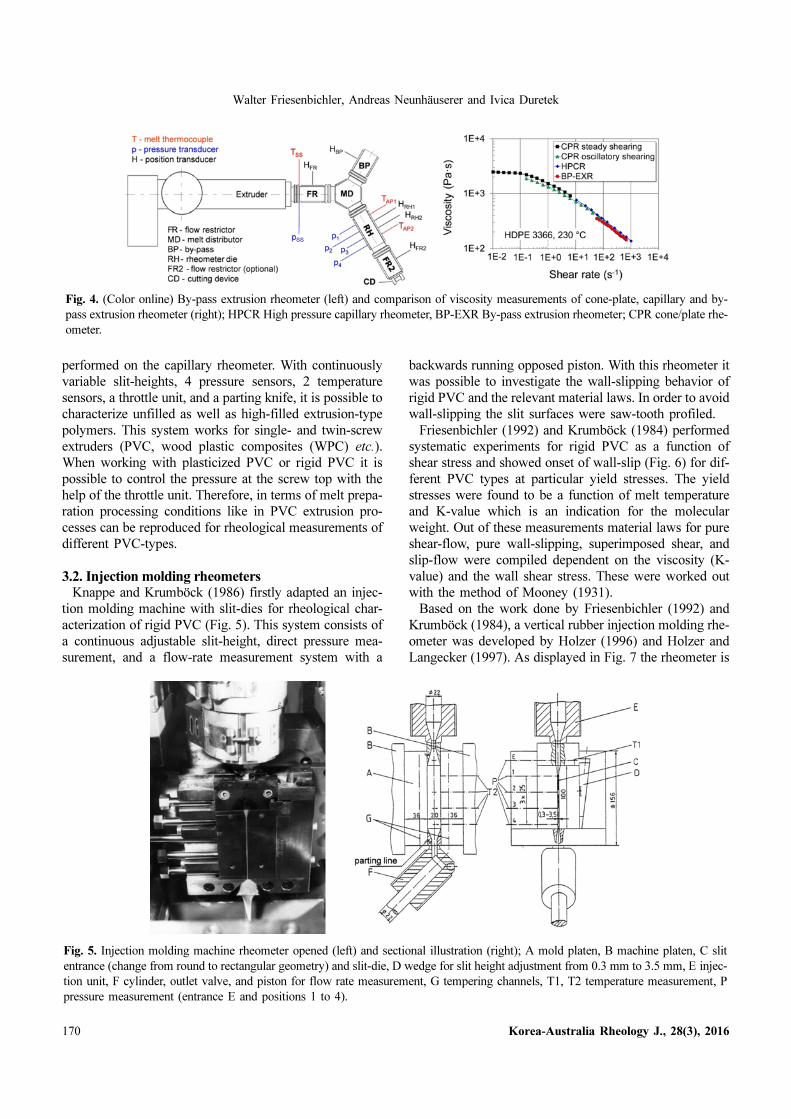
These above mentioned problems were avoided by
Duretek and Friesenbichler (1994) with a by-pass extru-
sion rheometer (BP-EXR), displayed in Fig. 4. The mea-
surements of the BP-EXR match very well with the ones
T x( ) = Tw +
Δp
ρcp
--------x
L---
T
111 2 2 (1 3 )
( )2 (1 4 )(2 5 )
41 exp
L1 2 2 (1 3 )
(1 4 )(2 5 ) 1 2
n nn
w
n n
kv H n n nT x T
n n n
xCa
n n n n
n n n n
λ
−+ ⎡ ⎤+ +⎛ ⎞ ⎛ ⎞
= + ×⎢ ⎥⎜ ⎟ ⎜ ⎟+ +⎝ ⎠ ⎝ ⎠⎢ ⎥⎣ ⎦
⎡ ⎤⎛ ⎞⎢ ⎥⎜ ⎟⎢ ⎥⎜ ⎟− −⎢ ⎥⎜ ⎟
⎡ ⎤+ +⎛ ⎞ ⎛ ⎞⎢ ⎥⎜ ⎟⎢ ⎥⎜ ⎟ ⎜ ⎟⎢ ⎥⎜ ⎟+ + +⎝ ⎠ ⎝ ⎠⎢ ⎥⎣ ⎦⎝ ⎠⎣ ⎦
Fig. 2. (Color online) Viscosity curve of PP ExxonMobil
1095E1 at 190°C and temperature correction according to Schus-
chnigg (2004).
Fig. 3. (Color online) Temperature corrected viscosity curve
formed out of 5 different experiments.
Walter Friesenbichler, Andreas Neunhäuserer and Ivica Duretek
170 Korea-Australia Rheology J., 28(3), 2016
performed on the capillary rheometer. With continuously
variable slit-heights, 4 pressure sensors, 2 temperature
sensors, a throttle unit, and a parting knife, it is possible to
characterize unfilled as well as high-filled extrusion-type
polymers. This system works for single- and twin-screw
extruders (PVC, wood plastic composites (WPC) etc.).
When working with plasticized PVC or rigid PVC it is
possible to control the pressure at the screw top with the
help of the throttle unit. Therefore, in terms of melt prepa-
ration processing conditions like in PVC extrusion pro-
cesses can be reproduced for rheological measurements of
different PVC-types.
3.2. Injection molding rheometersKnappe and Krumböck (1986) firstly adapted an injec-
tion molding machine with slit-dies for rheological char-
acterization of rigid PVC (Fig. 5). This system consists of
a continuous adjustable slit-height, direct pressure mea-
surement, and a flow-rate measurement system with a
backwards running opposed piston. With this rheometer it
was possible to investigate the wall-slipping behavior of
rigid PVC and the relevant material laws. In order to avoid
wall-slipping the slit surfaces were saw-tooth profiled.
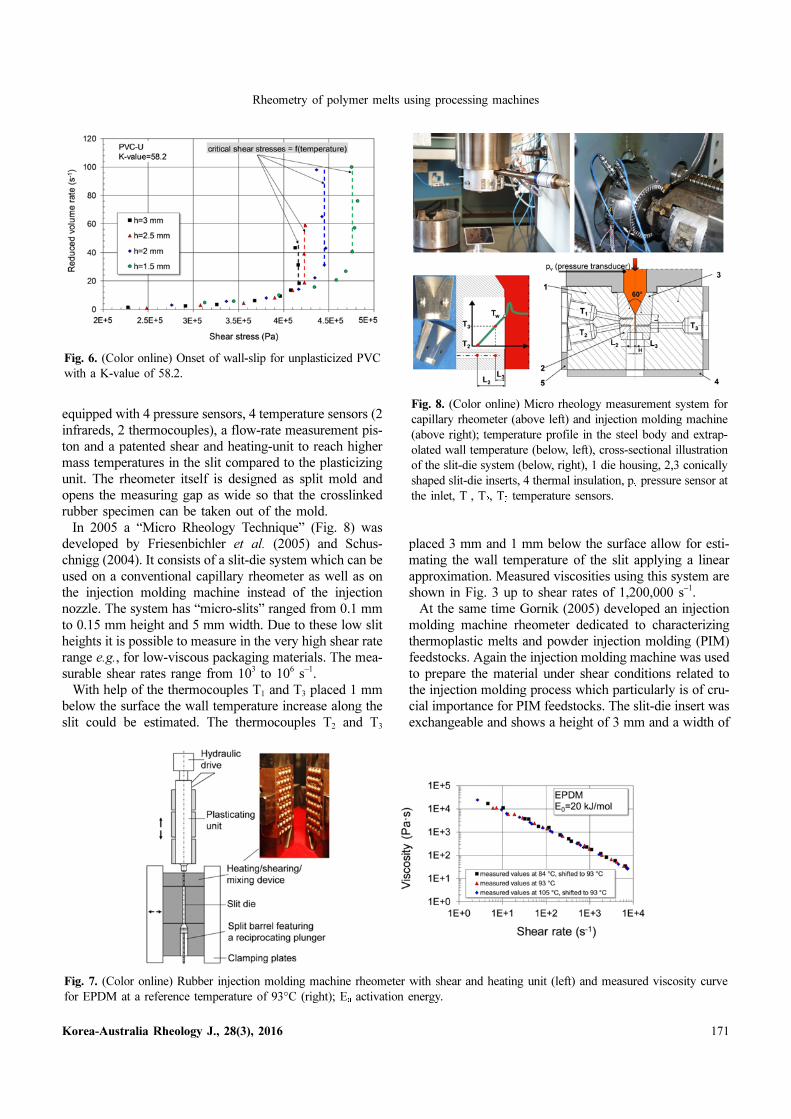
Friesenbichler (1992) and Krumböck (1984) performed
systematic experiments for rigid PVC as a function of
shear stress and showed onset of wall-slip (Fig. 6) for dif-
ferent PVC types at particular yield stresses. The yield
stresses were found to be a function of melt temperature
and K-value which is an indication for the molecular
weight. Out of these measurements material laws for pure
shear-flow, pure wall-slipping, superimposed shear, and
slip-flow were compiled dependent on the viscosity (K-
value) and the wall shear stress. These were worked out
with the method of Mooney (1931).
Based on the work done by Friesenbichler (1992) and
Krumböck (1984), a vertical rubber injection molding rhe-
ometer was developed by Holzer (1996) and Holzer and
Langecker (1997). As displayed in Fig. 7 the rheometer is
Fig. 4. (Color online) By-pass extrusion rheometer (left) and comparison of viscosity measurements of cone-plate, capillary and by-
pass extrusion rheometer (right); HPCR High pressure capillary rheometer, BP-EXR By-pass extrusion rheometer; CPR cone/plate rhe-
ometer.
Fig. 5. Injection molding machine rheometer opened (left) and sectional illustration (right); A mold platen, B machine platen, C slit
entrance (change from round to rectangular geometry) and slit-die, D wedge for slit height adjustment from 0.3 mm to 3.5 mm, E injec-
tion unit, F cylinder, outlet valve, and piston for flow rate measurement, G tempering channels, T1, T2 temperature measurement, P
pressure measurement (entrance E and positions 1 to 4).
Rheometry of polymer melts using processing machines
Korea-Australia Rheology J., 28(3), 2016 171
equipped with 4 pressure sensors, 4 temperature sensors (2
infrareds, 2 thermocouples), a flow-rate measurement pis-
ton and a patented shear and heating-unit to reach higher
mass temperatures in the slit compared to the plasticizing
unit. The rheometer itself is designed as split mold and
opens the measuring gap as wide so that the crosslinked
rubber specimen can be taken out of the mold.
In 2005 a “Micro Rheology Technique” (Fig. 8) was
developed by Friesenbichler et al. (2005) and Schus-
chnigg (2004). It consists of a slit-die system which can be
used on a conventional capillary rheometer as well as on
the injection molding machine instead of the injection
nozzle. The system has “micro-slits” ranged from 0.1 mm
to 0.15 mm height and 5 mm width. Due to these low slit
heights it is possible to measure in the very high shear rate
range e.g., for low-viscous packaging materials. The mea-
surable shear rates range from 103 to 106 s−1.
With help of the thermocouples T1 and T3 placed 1 mm
below the surface the wall temperature increase along the
slit could be estimated. The thermocouples T2 and T3
placed 3 mm and 1 mm below the surface allow for esti-
mating the wall temperature of the slit applying a linear
approximation. Measured viscosities using this system are
shown in Fig. 3 up to shear rates of 1,200,000 s−1.
At the same time Gornik (2005) developed an injection
molding machine rheometer dedicated to characterizing
thermoplastic melts and powder injection molding (PIM)
feedstocks. Again the injection molding machine was used
to prepare the material under shear conditions related to
the injection molding process which particularly is of cru-
cial importance for PIM feedstocks. The slit-die insert was
exchangeable and shows a height of 3 mm and a width of
Fig. 6. (Color online) Onset of wall-slip for unplasticized PVC
with a K-value of 58.2.
Fig. 7. (Color online) Rubber injection molding machine rheometer with shear and heating unit (left) and measured viscosity curve
for EPDM at a reference temperature of 93°C (right); E0 activation energy.
Fig. 8. (Color online) Micro rheology measurement system for
capillary rheometer (above left) and injection molding machine
(above right); temperature profile in the steel body and extrap-
olated wall temperature (below, left), cross-sectional illustration
of the slit-die system (below, right), 1 die housing, 2,3 conically
shaped slit-die inserts, 4 thermal insulation, pv pressure sensor at
the inlet, T1, T2, T3 temperature sensors.

Walter Friesenbichler, Andreas Neunhäuserer and Ivica Duretek
172 Korea-Australia Rheology J., 28(3), 2016
15 mm. The pressure measurement was realized with 4
flush-mounted pressure sensors. With those settings shear
rates ranging from 102 - 105 s−1 were possible.
In 2009 a rheological injection molding machine rhe-
ometer based on an injection mold and slit-dies was devel-
oped by Friesenbichler et al. (2011). The new concept of
an injection mold with implemented conically shaped slit-
dies (Fig. 9) allowed for easily changing the slit inserts
while the mold is open and for performing rheological
measurements without time consuming change of the
machine nozzle. As well the melt preparation is close to
practical conditions. The rheometer mold mounted in the
clamping unit of the injection molding machine is shown
in Fig. 9.
The wall temperature of the slit-die is controlled by self-
developed heat-flow-sensors. For the measurement of low
or high viscous melts various inserts (different width/height
ratios) are available. The shear rates that can be achieved
reach from 102 to 106 s−1. The piston for the determination
of the volume flow rate can be servo-hydraulically regu-
lated to a certain back pressure. With this technique, it is
possible to measure the pressure dependence of viscosity
very precisely. Fig. 10 shows results of the measurements
for polystyrene PS 454C (left) and for polypropylene PP
HG313MO measured under back pressures up to 600 bars
(Fig. 10, on the right). After measurement the reciprocat-
ing piston injects the melt into the open air while the mold
is open. A stripper blade cleans the parting area.
Based on the Barus equation (Eq. (6)) the pressure coef-
ficient βp was determined for polystyrene PS 454C with
0.023 MPa−1, and for polypropylene PP HG313MO with
0.024 MPa−1. In further measurements the pressure coef-
ficient βp was measured for polystyrene PS 495F with
0.0312 MPa−1, and for PP ExxonMobil 1095E1 with 0.0058
MPa−1.
. (6)
Additionally, this setup allows measuring non-cross link-
ing rubber compounds e.g., NBR, EPDM, SBR, etc. Addi-
tional experiments verified that results of the measurements
with the injection molding machine rheometer and the
ones of a capillary rheometer match perfectly if the mea-
sured viscosity values are temperature corrected for vis-
cous dissipation. In order to understand the dissipation
even better and to be able to perform measurements under
non-isothermal conditions a further development of the
concept was made at Montanuniversitaet (Fig. 11). The
new rubber injection molding machine rheometer allows
for measuring non-crosslinking rubbers as well as cross-
linking rubbers over a wide range of shear rates. The mov-
able mold half is as well equipped with a reciprocating
ηp = η
p0
eβpp p
0–( )
⋅
Fig. 9. (Color online) Measurement system with rheological mold (left) and the mold in cross-sectional illustration (right).
Fig. 10. (Color online) Pressure dependent viscosity of PS 454C (left) and of Polypropylene PP HG313MO with a calculated pressure
coefficient βp of 0.024 MPa−1.

Rheometry of polymer melts using processing machines
Korea-Australia Rheology J., 28(3), 2016 173
piston to measure the volume flow rate and to apply back
pressure. A split-mold system allows demolding the cross-
linked specimen. A double flat-centering and sealing unit
in the split mold allows to apply back pressures to up to
600 bars with nearly no leakage flow. As can be seen in
Fig. 11, the mold is equipped with 2 heat flux (position a)
and 4 pressure sensors along the measuring slit (position
b).
In an ongoing research, the pressure dependent viscosity
of rubbers compounds will be measured. Because of the
high injection pressure in rubber injection molding (2,500
to 3,000 bar) for the prediction of the pressure demand
necessary for filling multi-cavity molds pressure depen-
dent viscosity is of crucial importance.
4. Summary
The first developments of slit-dies go back to 1963. In
a sequence of scientific works, the advantages of using
such measuring systems compared to conventional capil-
lary rheometers became very clear. Most of all, the direct
pressure measurement along the slit-die and the possibility
to measure the melt temperature in the slit allows fast
detection of viscous dissipation and non-isothermal con-
ditions. Flow anomalies like wall-slipping and stick-slip
effects are visible very fast. First works regarding the tem-
perature correction of the viscosity curves relate to the
years 1972 and 1973. As a result of the complexity of this
phenomenon it doesn’t come as a surprise that the first
usable mathematical models in rheological evaluation
software were achieved in 1999/2000. The works per-
formed by Agassant et al. (1991), Hay et al. (1999),
Schuschnigg (2004), and Friesenbichler et al. (2005) were
crucial in order to reach this goal.
Another field where slit-dies have a huge impact is rhe-
ology on processing machines like single- or twin-screw
extruders and injection molding machines. With process-
ing machines it is possible to perform measurements near
to processing conditions in the industry (especially regard-
ing pre-shearing and preparation of the melt). In this field
developments at Montanuniversitaet for machine rheom-
eters are highlighted, measuring materials like unfilled
thermoplastics, rigid PVC (PVC injection molding machine
rheometer, by-pass extrusion rheometer), crosslinking and
non-crosslinking rubbers (rubber injection molding machine
rheometers), high-filled compounds (e.g., PIM-feedstocks)
and wood plastic composites. The reachable shear rates
range from 100 s−1 up to 1,000,000 s−1, if micro-slits with
heights of 0.1 mm are used in the rheological systems,
which are placed as a nozzle at the injection unit. For most
of the materials characterized at shear rates higher than
5,000 s−1 viscous dissipation has to be taken into account
by means of temperature correction of the viscosity values
evaluated.
Within the last years slit-die systems were implemented
into injection molds and equipped with servo-hydrauli-
cally controlled back pressure units for measuring the
pressure dependence of viscosity. The developed injection
molding machine rheometers allow for characterizing
thermoplastics and rubber compounds regarding their tem-
perature-, shear- and pressure-dependent viscosity near to
processing conditions. The pressure coefficients of the vis-
cosity values measured for polystyrene and polypropylene
are in good agreement with literature. A new setup for
cross-linking rubber compounds will be used in future
research to characterize different rubber types.
Acknowledgments
The authors want to thank the EU, the Austrian Research
promotion Agency FFG and the Polymer Competence
Center Leoben (PCCL) for the financial support of the
research projects. Additionally, the authors want to thank
the industry partners Engel Austria GmbH, Semperit
Technische Produkte GmbH, Rosendahl Nextrom GmbH,
and Greiner Extrusionstechnik GmbH for their financial
support and providing processing machines. Furthermore,
we have to thank the companies Solvay Vienna GmbH
and Borealis A/S in Linz/Austria for providing thermo-
plastic materials. Further thanks go to Eduard Leitner for
Fig. 11. (Color online) Sectional view of a rheological split-mold with slit-die, operated on a horizontal rubber injection molding
machine; a: heat flux sensors, b: pressure sensors, c: piston for applying the counter pressure.

Walter Friesenbichler, Andreas Neunhäuserer and Ivica Duretek
174 Korea-Australia Rheology J., 28(3), 2016
the outstanding construction work done for the rubber
injection molding rheometer and Leonhard Perko, Michael
Fasching, and Bernhard Lechner for carrying out the rhe-
ological experiments for rubber compounds.
References
Agassant, J.F., P. Avenas, J.P. Sergent, and P.J. Carreau, 1991,
Polymer Processing: Principles and Modelling, Hanser Gard-
ner Publications, Cincinnati.
Bagley, E.B., 1957, End correction in the capillary flow of poly-
ethylene, J. Appl. Phys. 28, 624-627.
Brinkman, H.C., 1951, Heat effects in capillary flow, Appl. Sci.
Res. A2, 120-124.
Cox, H.W. and C.W. Macosko, 1974, Viscous dissipation in die
flows, AIChE J. 20, 785-795.
Daryanani, R., H. Janeschitz-Kriegl, R. van Donselaar, and J. van
Dam, 1973, A calorimetric measurement of frictional heat in
capillary rheometry of polymer melts, Rheol. Acta 12, 19-24.
Duretek, I. and W. Friesenbichler, 1994, Rheologische Messun-
gen mit einem neuentwickelten Extrusionsrheometer, 13. Leo-
bener Kunststoff Kolloquium - Aktuelle Forschungsarbeiten in
den Bereichen Spritzgießen, Extrusion, Rheologie und Mess-
technik, 1-28.
Duretek, I., W. Friesenbichler, S. Schuschnigg, and J. Rajganesh,
2006, Viskositätsmessungen bei extrem hohen Schergeschwin-
digkeiten unter Berücksichtigung von Schererwärmung und
Druckeinfluss, 19. Leobener Kunststoff Kolloquium - Spritz-
gieß- und Extrusionstechnik-Innovationen aus Industrie und
Forschung, 1-20.
Eisenschitz, R., B. Rabinowitsch, and K. Weissenberg, 1929, Zur
Analyse des Formänderungswiderstandes, Mitteilungen der
deutschen Materialprüfungsanstalten, Springer, Berlin, 91-94.
Eswaran, R., H. Janeschitz-Kriegl, and J. Schijf, 1963, A slit vis-
cometer for polymer melts, Rheol. Acta 3, 83-91.
Friesenbichler, W., 1992, Ermittlung von rheologischen Kenn-
daten für wandgleitende PVC-U Mischungen und ihre Anwend-
ung für Düsenberechnungen beim Extrudieren, Dissertation
Thesis, Montanuniversitaet Leoben.
Friesenbichler, W., G.R. Langecker, I. Duretek, and S. Schus-
chnigg, 2005, Polymer melt rheology at high shear rates using
a new micro-rheology technique, 21th Polymer Processing Soci-
ety Annual Meeting, Leipzig, Germany.
Friesenbichler, W., I. Duretek, J. Rajganesh, and S. R. Kumar,
2011, Measuring the pressure dependent viscosity at high shear
rates using a new rheological injection mold, Polimery 56, 58-
62.
Friesenbichler, W., J. Rajganesh, T. Lucyshyn, P. Filz, and K.
Webelhaus, 2010, Measurement of pressure dependent viscos-
ity and its influence on injection molding simulation, 4th Inter-
national PMI Conference, Ghent, Belgium, 215-219.
Gornik, C., 2005, Viscosity measurement: Determining rheolog-
ical data directly at the machine, Kunststoffe Int. 95, 88-92.
Hay, G., M.E. Mackay, K.M. Awati, and Y. Park, 1999, Pressure
and temperature effects in slit rheometry, J. Rheol. 43, 1099-
1116.
Holzer, C., 1996, Messverfahren zur praxisnahen rheologischen
Charakterisierung von Kautschuken, Dissertation Thesis,
Montanuniversitaet Leoben.
Holzer, C. and G.R. Langecker, 1997, Praxisnahe rheologische
Untersuchungen an einer EPDM-Mischung, KGK-Kautsch.
Gummi Kunstst. 50, 648-652.
Knappe, W. and E. Krumböck, 1986, Slip flow of non-plasticized
PVC compounds, Rheol. Acta 25, 296-307.
Krumböck, E., 1984, Zum Wandgleiten von PVC-hart Mischun-
gen im fließfähigen Zustand, Dissertation, Montanuniversitaet
Leoben.
Laun, H.M., 1983, Polymer melt rheology with a slit die, Rheol.
Acta 22, 171-185.
Laun, H.M., 2003, Pressure dependent viscosity and dissipative
heating in capillary rheometry of polymer melts, Rheol. Acta
42, 295-308.
Mitsoulis, E., L. Perko, and W. Friesenbichler, 2014, Capillary
flow behavior of a rubber compound, Polymer Processing Soci-
ety Regional Conference Europe-Africa, Tel Aviv, Israel.
Mooney, M., 1931, Explicit formulas for slip and fluidity, J.
Rheol. 2, 210-222.
Offermann, H., 1972, Die Rheometrie wandgleitender Kunstst-
offschmelzen, untersucht am Beispiel von Hart-PVC, Disserta-
tion Thesis, RWTH Aachen University.
Perko, L., M. Fasching, and W. Friesenbichler, 2014, Model for
the prediction of bulk temperature changes and pressure losses
in rubber compounds flowing through conical dies: an engi-
neering approach, Pol. Eng. Sci. 55, 701-709.
Rauwendaal, C. and F. Fernandez, 1984, Experimental study and
analysis of a slit-die viscometer, Pol. Eng. Sci. 25, 765-771.
Schuschnigg, S., 2004, Rheologische Untersuchungen bei hohen
Schergeschwindigkeiten mit Hilfe eines Mikrorheologie-Schlitzdüsen
Messsystems, Master Thesis, Montanuniversitaet Leoben.
Wales, J.L.S., J.L. den Otter, and H. Janeschitz-Kriegl, 1965,
Comparison between slit viscometry and cylindrical capillary
viscometry, Rheol. Acta 4, 146-152.
Winter, H.H., 1977, Viscous dissipation in shear flow of molten
polymers, Adv. Heat Transf. 13, 205-267.
Related Documents











