
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript



Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz. 2012
RESUMEN.
El presente proyecto consiste en el diseño de una planta de depuración de una
corriente de 500 m3/h de aire contaminado con acetona y estireno a unas
concentraciones de 50 y 250 mg/m3, respectivamente. Estos contaminantes se
incluyen dentro del grupo de los denominados "compuestos orgánicos volátiles",
según el "Real Decreto 117/2003, de 31 de enero, sobre limitación de emisiones de
compuestos orgánicos volátiles debidas al uso de disolventes en determinadas
actividades".
La planta propuesta se compone de un biofiltro percolador, una columna de
adsorción por carbón activado, depósitos auxiliares, equipos de impulsión e
instrumentos relacionados con la medición y control automático. El proceso está
diseñado de tal manera de que sea el biofiltro percolador el equipo encargado del
tratamiento de la corriente de aire en su totalidad, siendo la columna de adsorción
utilizada exclusivamente en casos excepcionales en los que el biofiltro no alcanzase el
rendimiento esperado. En ese caso se desviaría la mitad de la corriente de aire a la
columna de adsorción.
Se ha llevado a cabo un análisis cualitativo para determinar qué tecnología de
las existentes es la más adecuada para tratar la corriente de aire citada. En dicho
análisis se determinó que las tecnologías biológicas (biofiltración) son más adecuadas
que las físico-químicas o tradicionales (absorción, combustión, etc.), puesto que
suponen un menor costo, son más respetuosas con el medio ambiente y las
concentraciones de contaminantes a tratar satisfacen el rango para el cual las
tecnologías biológicas son efectivas. Dentro de las tecnologías biológicas de
tratamiento de emisiones gaseosas, se ha optado por el biofiltro percolador como el
equipo más adecuado frente a los otros dos posibles (biofiltro y biolavador). Su
disposición en vertical hace posible que no sea necesaria un gran área disponible para
su instalación. Además, es el equipo en el que el control de las variables se realiza
fácilmente gracias al líquido de recirculación que fluye a su través.
El biofiltro percolador es muy similar a una columna de absorción de relleno. El
aire fluye hacia arriba a través del lecho de partículas en las cuales se han inoculado los
microorganismos responsables de la degradación de los contaminantes (Sporothrix
variecibatus). Al mismo tiempo, existe una corriente líquida siendo recirculada
constantemente a través del lecho que contiene los nutrientes y sustancias necesarias
para el desarrollo del cultivo microbiano.
Es el biofiltro percolador el único equipo de la planta propuesta que se ha
diseñado íntegramente en su totalidad, de forma que se detalla el material de

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz. 2012
construcción, dimensiones y componentes del mismo. El diseño se ha llevado a cabo
mediante la aplicación del modelo matemático de Ottengraf para biofiltración
(Ottengraf, 1986). Las ecuaciones del modelo requieren unas constantes cinéticas que
han sido obtenidas de una publicación científica (Gerrad et al. 2010) en la que se
describe la modelización de un biofiltro percolador de laboratorio tratando acetona y
estireno a concentraciones de 50 y 250 mg/m3, respectivamente. Se ha mantenido
una semejanza geométrica con el equipo descrito en la publicación.
Se ha estimado la capacidad necesaria de los equipos de impulsión, depósitos
auxiliares y columna de adsorción, procediéndose posteriormente a su elección
comercial. De la misma forma, se ha diseñado el sistema de control automático de la
planta, identificando aquellas posibles situaciones que puedan darse en el
funcionamiento normal de la misma. Para ello ha sido necesario determinar las
características necesarias de la instrumentación para su posterior elección en
catálogos de proveedores.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz. 2012
ÍNDICE GENERAL
DOCUMENTO 1. MEMORIA ............................................................................... 0
Memoria descriptiva ........................................................................................................... 1
Anexos a la memoria ......................................................................................................... 82
DOCUMENTO 2. PLANOS ................................................................................. 138
DOCUMENTO 3. PLIEGO DE CONDICIONES ......................... 141
DOCUMENTO 4. PRESUPUESTO ........................................................... 175

Memoria descriptiva 0
DOCUMENTO 1
MEMORIa
memoria
descriptiva

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 1
ÍNDICE DE LA MEMORIA DESCRIPTIVA.
Capítulo 1. Objeto del proyecto ....................................................................................... 4
Capítulo 2. Justificación del proyecto .............................................................................. 4
2.1.-Efecto de los COVs sobre el medio ambiente. Smog fotoquímico ......................... 4
2.2.-Efecto de los COVs sobre la salud humana ............................................................ 4
Capítulo 3. Alcance del proyecto y localización ............................................................... 5
Capítulo 4. Antecedentes ................................................................................................. 6
4.1.-Tecnologías físico-químicas para el tratamiento de gases ..................................... 6
4.1.1.-Absorción ......................................................................................................... 6
4.1.2.-Adsorción con carbón activo ........................................................................... 7
4.1.3.-Incineración ..................................................................................................... 8
4.1.4.-Combustión catalítica ...................................................................................... 8
4.1.5.-Reducción catalítica ......................................................................................... 8
4.2.-Tratamientos biológicos ......................................................................................... 8
4.2.1.-Biofiltro .......................................................................................................... 13
4.2.2.-Biofiltro percolador ........................................................................................ 14
4.2.3.-Biolavador ...................................................................................................... 15
4.3.-Ventajas de los tratamientos biológicos frente a las tecnologías tradicionales ..16
4.3.1.-Criterios económicos ..................................................................................... 16
4.3.2.-Criterios medioambientales .......................................................................... 17
Capítulo 5. Valoración de alternativas dentro de los tratamientos biológicos ............ 18
Capítulo 6. Biofiltros percoladores para tratamiento de emisiones gaseosas ............. 21
6.1.-Principios de funcionamiento del biofiltro percolador ........................................21
6.2.-Factores que afectan a la eficacia del proceso ....................................................23
6.3.-Control del crecimiento de la biomasa .................................................................24
Capítulo 7. Descripción del proceso propuesto ............................................................. 27
Capítulo 8. Contaminantes ............................................................................................. 29
8.1.-Acetona ................................................................................................................. 29
8.1.1.-Propiedades ................................................................................................... 29

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 2
8.1.2.-Usos y aplicaciones ........................................................................................ 30
8.1.3.-Fuentes .......................................................................................................... 30
8.1.4.-Procesos que sufre a la entrada al medio ambiente ..................................... 30
8.1.5.-Fuentes de exposición ................................................................................... 30
8.1.6.-Efectos sobre la salud .................................................................................... 31
8.2.-Estireno ................................................................................................................. 32
8.2.1.-Propiedades ................................................................................................... 32
8.2.2.-Usos y aplicaciones ........................................................................................ 33
8.2.3.-Fuentes .......................................................................................................... 33
8.2.4.-Procesos que sufre a la entrada al medio ambiente ..................................... 34
8.2.5.-Fuentes de exposición ................................................................................... 34
8.2.6.-Efectos sobre la salud .................................................................................... 34
Capítulo 9. Materias primas ........................................................................................... 36
9.1.-Características del aire a tratar............................................................................. 36
9.2.-Material de relleno ............................................................................................... 36
9.3.-Inóculo .................................................................................................................. 37
9.4.-Medio de cultivo ................................................................................................... 37
Capítulo 10. Equipos, red de tuberías y accesorios ....................................................... 38
10.1.-Biofiltro percolador ............................................................................................ 38
10.2.-Soplante .............................................................................................................. 38
10.3.-Bombas. .............................................................................................................. 39
10.4.-Columna de adsorción por carbón activado....................................................... 41
10.5.-Depósitos auxiliares ............................................................................................ 42
10.6.-Tuberías y accesorios. ......................................................................................... 43
10.7.-Válvulas. .............................................................................................................. 44
Capítulo 11. Sistema de control y dispositivos de medición ......................................... 46
11.1.-Variables en el proceso y estrategia de control ................................................. 46
11.2.-Variables a controlar de forma automática ....................................................... 47
11.2.1.-Control del pH .............................................................................................. 47
11.2.2.-Control del nivel de líquido en el fondo de la columna ............................... 48
11.2.3.-Control de la concentración de contaminantes a la salida ......................... 49

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 3
11.3.-Variables a controlar de forma manual .............................................................. 50
11.4.-Medición de caudales ......................................................................................... 50
11.4.1.-Medición del caudal de aire......................................................................... 50
11.4.2.-Medición de caudal de medio de cultivo..................................................... 51
11.5.-Variador de frecuencia para la soplante.. .......................................................... 52
11.6.-Elección del PLC .................................................................................................. 53
11.7.-Casuística de control de la planta ....................................................................... 55
Capítulo 12. Seguridad e higiene en planta. .................................................................. 58
12.1.-Disposiciones generales de seguridad ................................................................ 58
12.2.-Riesgos específicos ............................................................................................. 60
12.2.1.-Riesgo relacionados con la exposición a agentes biológicos ....................... 60
12.2.2.- Riesgo relacionados con la exposición a agentes químicos ....................... 61
12.2.3.- Riesgo eléctrico.................. ......................................................................... 62
12.2.4.- Riesgo de incendio.............................................................................. ....... 63
12.2.5.- Riesgo relacionados con la exposición al ruido..........................................63
12.3.-Fichas internacionales de seguridad química ..................................................... 63
Capítulo 13. Vertidos acuosos ........................................................................................ 77
Capítulo 14. Distribución en planta ................................................................................ 78
Capítulo 15. Marco legal ................................................................................................. 79
15.1.-Legislación en materia de seguridad e higiene industrial................... ............... 79
15.2.-Legislación en materia de medio ambiente................... .................................... 79
15.3.-Normas y códigos técnicos................... .............................................................. 79
Capítulo 16. Bibliografía ................................................................................................. 80
16.1.-Bibliografía técnica................... .......................................................................... 80
16.2.-Publicaciones científicas................... .................................................................. 80
16.3.-Organizaciones oficiales................... .................................................................. 81
16.4.-Proveedores........................................................................................................ 81

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 4
CAPÍTULO 1. OBJETO DEL PROYECTO
El objeto del presente proyecto es el diseño de un proceso biológico para el
tratamiento de una corriente de aire cuyos contaminantes son estireno y acetona a
unas concentraciones de 250 y 50 mg/m3, respectivamente. Estos dos compuestos son
usualmente producidos en fábricas dedicadas a la manufactura de equipos de poliéster
reforzado con fibra de vidrio (PRFV). Se realizará única y exclusivamente el diseño de la
planta (equipos, red de tuberías, control e instrumentación), no incluyéndose el diseño
de la cimentación y resto de obra civil necesaria.
CAPÍTULO 2. JUSTIFICACIÓN DEL PROYECTO
La acetona y el estireno son sustancias que se incluyen dentro del grupo de los
denominados compuestos orgánicos volátiles (COVs) según el "Real Decreto 117/2003,
de 31 de enero, sobre limitación de emisiones de compuestos orgánicos volátiles
debidas al uso de disolventes en determinadas actividades". En particular, se definen
los compuestos orgánicos volátiles como:
"Todo compuesto orgánico que tenga a 293,15 K una presión de vapor de 0,01 kPa o
más, o que tenga una volatilidad equivalente en las condiciones particulares de uso".
La característica principal de este tipo de compuestos es, pues, su alta
volatilidad, la cual los hace extremadamente susceptibles de ser emitidos a la
atmósfera con gran facilidad. Una vez presentes en la atmósfera, está demostrado que
éstos compuestos son dañinos para el medio ambiente y la salud humana y animal.
2.1.-Efectos de los COVs sobre el medio ambiente: Smog fotoquímico.
Los COVs reaccionan con óxidos de nitrógeno en presencia de luz solar
provocando el denominado smog fotoquímico. Éste es un fenómeno de contaminación
atmosférica que consiste en la acumulación de ozono en la troposfera como resultado
de una serie de reacciones químicas en las que intervienen los COVs. Es fácilmente
reconocible en grandes núcleos industriales por la presencia de una atmósfera de color
marrón rojizo.
El ozono es una de las sustancias más oxidantes que existen y es tóxico para los
humanos, provocando problemas respiratorios serios.
2.2.-Efectos de los COVs sobre la salud humana.
Los COVs son todos liposolubles, de forma que se acumulan en los tejidos
grasos. Los efectos dañinos de los COVs dependen del tipo de compuesto en cuestión y

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 5
de la concentración y tiempo de exposición al mismo. En la siguiente tabla se citan
algunos de los efectos nocivos más importantes que producen los COVs.
EXPOSICIONES A CORTO PLAZO EXPOSICIONES A LARGO PLAZO
Irritación de mucosas, ojos y garganta
Daños en el sistema nervioso
Fatiga Problemas renales Mareos Lesiones hepáticas
Reacciones alérgicas Cáncer Náuseas
Dolor de cabeza
Tabla 2.1. Efectos de los COVs sobre la salud
De esta forma, se propone una solución que permita la eliminación de
emisiones de estos compuestos, o al menos la reducción hasta valores que no
entrañen peligro alguno para la salud humana y medioambiental.
CAPÍTULO 3. ALCANCE DEL PROYECTO Y LOCALIZACIÓN
El proceso propuesto es válido para tratar un caudal de aire de 500 m3/h cuyas
concentraciones de contaminantes son de hasta 250 mg/m3 de estireno y 50 mg/m3 de
acetona. Serán fábricas dedicadas a la producción de equipos de poliéster reforzado
con fibra de vidrio las que encuentren en este proceso grandes beneficios a la hora de
eliminar estos contaminantes que continuamente producen.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 6
CAPÍTULO 4. ANTECEDENTES
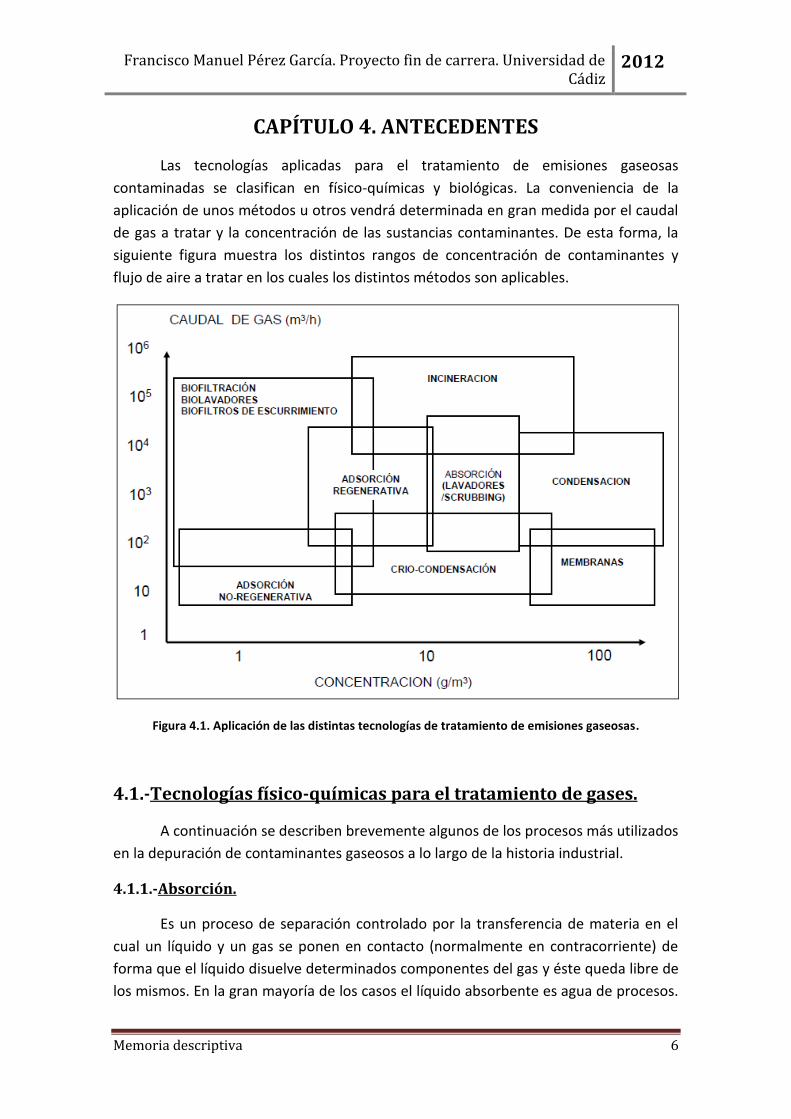
Las tecnologías aplicadas para el tratamiento de emisiones gaseosas
contaminadas se clasifican en físico-químicas y biológicas. La conveniencia de la
aplicación de unos métodos u otros vendrá determinada en gran medida por el caudal
de gas a tratar y la concentración de las sustancias contaminantes. De esta forma, la
siguiente figura muestra los distintos rangos de concentración de contaminantes y
flujo de aire a tratar en los cuales los distintos métodos son aplicables.
Figura 4.1. Aplicación de las distintas tecnologías de tratamiento de emisiones gaseosas.
4.1.-Tecnologías físico-químicas para el tratamiento de gases.
A continuación se describen brevemente algunos de los procesos más utilizados
en la depuración de contaminantes gaseosos a lo largo de la historia industrial.
4.1.1.-Absorción.
Es un proceso de separación controlado por la transferencia de materia en el
cual un líquido y un gas se ponen en contacto (normalmente en contracorriente) de
forma que el líquido disuelve determinados componentes del gas y éste queda libre de
los mismos. En la gran mayoría de los casos el líquido absorbente es agua de procesos.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 7
La siguiente figura esquematiza un posible montaje de ésta tecnología, en el cual
líquido y gas fluyen a contracorriente a través de un lecho inerte:
Figura 4.2. Esquema de funcionamiento de una columna de absorción.
Puesto que la etapa limitante de este proceso es la disolución de los
contaminantes gaseosos en el seno del líquido, es evidente que la aplicación de esta
tecnología sólo será factible para aquellas corrientes gaseosas cuyos contaminantes
presenten una alta solubilidad en agua.
4.1.2.-Adsorción con carbón activo.
En este proceso se utiliza una columna cuyo relleno consiste en carbón
activado, de forma que la corriente a depurar fluye a través del lecho y los
contaminantes se adsorben en las moléculas de carbón. El carbón activado se fabrica a
partir de diversas sustancias carbonosas de origen animal, vegetal o mineral como por
ejemplo antracita, coque, turba y madera. Presenta una gran superficie específica (700
- 1500 m2/g) y tiene capacidad para absorber una gran cantidad de compuestos
orgánicos. Actualmente se utiliza impregnado por compuestos tales como NaHCO3,
Na2CO3, NaOH, KOH, KI y KMnO4. La adsorción que tiene lugar es de tipo físico, es
decir, reversible, de forma que cada cierto tiempo el lecho se irá saturando de
compuestos orgánicos adsorbidos y será necesaria la regeneración del mismo
mediante su combustión en hornos de pirólisis.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 8
4.1.3.-Incineración.
Consiste en la combustión completa de los gases a depurar, de forma que se
produce la oxidación de toda la materia orgánica presente para dar CO2, H2O y en
ocasiones SOx y NOx, en función de la composición de la corriente a depurar.
En este proceso se alcanzan temperaturas entre 750 - 950ºC, con lo cual el
gasto energético implicado es importante. Otro inconveniente es la emisión de CO2 a la
atmósfera.
4.1.4.-Combustión catalítica.
El proceso es idéntico a la incineración, solo que en este caso se lleva a cabo en
una columna cuyo relleno es un catalizador (óxidos de metales de transición y metales
nobles). El catalizador produce el efecto de disminución de la energía de activación de
las reacciones de oxidación, con lo cual las temperaturas a someter las corrientes son
sustancialmente menores (200 - 400ºC). De esta forma, el coste energético de la
operación disminuye.
4.1.5.-Reducción catalítica.
Esta técnica se utiliza cuando los contaminantes se encuentran en su máximo
estado de oxidación. Consiste en hacer reaccionar estos compuestos con agentes
reductores (columnas de relleno) de forma que queden convertidos en sustancias no
tóxicas. La aplicación más típica es la eliminación de NOx y SO2 para dar N2 y S.
4.2.-Tratamientos biológicos.
Los tratamientos biológicos consisten en la eliminación de contaminantes
mediante la degradación de los mismos por parte de microorganismos, los cuales los
usan como sustratos (alimento) para su propia supervivencia. El concepto es simple,
pero su llevada a la práctica no lo es tanto.
Los equipos donde se llevan a cabo los procesos de descontaminación de
corrientes gaseosas mediante microorganismos se denominan biofiltros. Estos
dispositivos se caracterizan de forma general por un lecho inerte u orgánico en el cual
existe una población de microorganismos inmovilizada en el mismo. Al hacer pasar la
corriente a depurar a través del lecho, los microorganismos entran en contacto con los
contaminantes y los consumen, generando CO2, agua, biomasa y otros productos
intermedios (metabolitos).

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 9
El mecanismo de degradación de la materia orgánica a nivel microscópico se
explica por la formación de una biopelícula adherida al material del lecho. Una
biopelícula es un ecosistema microbiano organizado, conformado por uno o varios
microorganismos asociados a una superficie viva o inerte, con características
funcionales y estructuras complejas. El agua que entra al sistema forma a su vez una
capa alrededor de la biopelícula tal como muestra la siguiente figura.
Figura 4.3. Mecanismo de la biofiltración.
Los contaminantes gaseosos que atraviesan el sistema se absorben en la película de
agua, y difunden hasta los microorganismos, donde son consumidos.
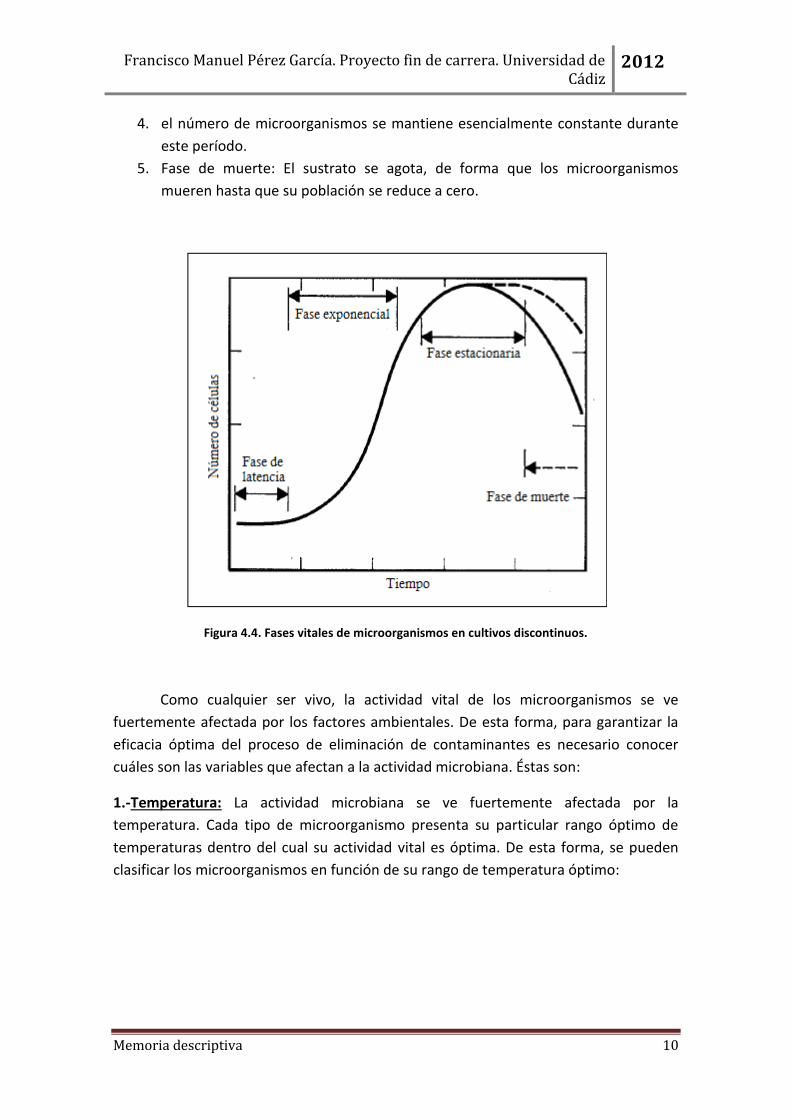
El ciclo de vida de los microorganismos es bastante sencillo, de forma que se
diferencian cuatro fases en cultivos discontinuos (cultivos con cantidad de sustrato
constante):
1. Fase de latencia: Período que el microorganismo necesita para adaptarse a las
condiciones ambientales del medio en que ha sido inoculado. En esta fase el
microorganismo crea las enzimas necesarias para la degradación de los
sustratos. Es posible que se produzca muerte de células por metabolismo
endógeno. La velocidad de crecimiento en esta fase es prácticamente nula.
2. Fase exponencial: Una vez el microorganismo está aclimatado, utiliza el
sustrato para fines de crecimiento. En esta fase la velocidad de crecimiento
sigue una curva exponencial.
3. Fase estacionaria: En esta fase las reservas de sustrato empiezan a agotarse y
se produce la muerte de algunos microorganismos. La velocidad de muerte de
células es aproximadamente igual a la velocidad de crecimiento, de forma que
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 10
4. el número de microorganismos se mantiene esencialmente constante durante
este período.
5. Fase de muerte: El sustrato se agota, de forma que los microorganismos
mueren hasta que su población se reduce a cero.
Figura 4.4. Fases vitales de microorganismos en cultivos discontinuos.
Como cualquier ser vivo, la actividad vital de los microorganismos se ve
fuertemente afectada por los factores ambientales. De esta forma, para garantizar la
eficacia óptima del proceso de eliminación de contaminantes es necesario conocer
cuáles son las variables que afectan a la actividad microbiana. Éstas son:
1.-Temperatura: La actividad microbiana se ve fuertemente afectada por la
temperatura. Cada tipo de microorganismo presenta su particular rango óptimo de
temperaturas dentro del cual su actividad vital es óptima. De esta forma, se pueden
clasificar los microorganismos en función de su rango de temperatura óptimo:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 11
Tª mínima (ºC) Tª óptima (ºC) Tª máxima (ºC)
RANGO CRIOFÍLICO (-5) - 5 15 - 18 19 - 22
RANGO MESOFÍLICO 10 - 15 25 - 35 35 - 45
RANGO TERMOFÍLICO 40 - 45 55 - 75 60 - 80
RANGO HIPERTERMOFÍLICO
65 - 90 85 - 100 85 - 105
Tabla 4.1. Clasificación de los microorganismos en función de la temperatura.
2.-Acidez del medio: La actividad microbiana también depende del pH, de forma que
cada tipo de microorganismo presenta un rango óptimo de pH y son clasificados en
función del mismo:
pH
Acidófilos < 2
Neutrófilos 6 - 8
Alcalófilos > 10
Tabla 4.2. Clasificación de los microorganismos en función del pH.
La tabla anterior muestra que existen microorganismos que pueden desarrollarse a
valores de pH extremos en el ambiente. No obstante, el valor del pH en el interior de la
célula debe estar cercano a 7.
3.-Actividad del agua: Los microorganismos, al igual que cualquier otro ser vivo en la
Tierra, necesitan agua para llevar a cabo su actividad vital. El agua es el medio en el
que tienen lugar todas las reacciones bioquímicas y enzimáticas. El agua crea la
película que absorbe los contaminantes gaseosos y los hace asimilables para los
microorganismos. La disponibilidad del agua no sólo depende de la cantidad absoluta
de la misma en el medio determinado, sino que también es una función de la
concentración de solutos tales como sales, azúcares u otras sustancias disueltas. Éstas
sustancias tienen una afinidad por el agua, lo que hace que ésta esté más asociada a
los solutos que disponible para los microorganismos.
La disponibilidad del agua se expresa en términos físicos mediante el concepto
de actividad del agua (aw), que se define como la razón de la presión de vapor del aire
en equilibrio con una sustancia o solución y la presión de vapor del agua pura. Si los
microorganismos se encuentran en un medio cuya concentración de sales es mayor
que aquella existente en el citoplasma celular, se producirá la deshidratación de los
mismos mediante osmosis. La mayoría de microorganismos sólo se desarrollan en un
medio cuya actividad de agua sea elevada (baja concentración de sales). Según esto, se
puede realiza otra clasificación de microorganismos:
Microorganismos halófilos: aquellos que requieren la presencia de una gran
cantidad de sales.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 12
Microorganismos osmófilos: aquellos que viven en presencia de altos valores
de concentración de azúcares.
Xerófilos: aquellos que viven en medios bastante secos.
4.-Contenido de oxígeno: Puesto que los microorganismos predominantes utilizados
en biofiltración son aerobios, es fundamental asegurar un aporte de oxígeno adecuado
para permitir la biodegradación de los contaminantes por parte de los mismos. No
existe un dispositivo utilizado para la inyección de oxígeno en el sistema, sino que éste
proviene de la propia corriente de aire contaminada que se alimenta al sistema.
5.-Aporte de nutrientes: Aparte de los contaminantes como recurso principal
energético, los microorganismos también necesitan otros compuestos. Es
especialmente importante para el crecimiento el nitrógeno, ya que los
microorganismos lo usan para construir nuevas paredes celulares. Además, es un
componente mayoritario de proteínas y ácidos nucleicos. También necesitan fuentes
de fósforo, potasio, azufre, magnesio, calcio, sodio y hierro.
De esta forma, en el funcionamiento de cualquier proceso de tratamiento
biológico las variables a tener en cuenta son la temperatura, el pH, el grado de
humedad, el contenido en oxígeno y la composición del medio. Para establecer las
condiciones de operación adecuadas (rangos de operación) es necesario conocer los
distintos tipos de microorganismos que conforman la biomasa. De esta forma, se
puede conocer el rango óptimo de valores a los que hay que mantener cada variable.
Temperaturas excesivamente altas provocan la muerte de los microorganismos,
mientras que temperaturas muy bajas hacen que éstos dejen de desarrollar su
actividad metabólica. Si la temperatura de la corriente de entrada al biorreactor es
demasiado elevada será necesario una operación previa de humidificación a fin de
enfriar la corriente lo necesario. Igualmente, si la corriente de entrada está demasiado
fría será necesario un precalentamiento de la misma antes de su entrada al
biorreactor. El rango de temperaturas recomendado para la biofiltración es entre 15 y
40ºC (Leson y Winter 1991; Bohn 1992).
Los valores de pH en el biorreactor pueden verse afectados en determinados
procesos en los cuales la descomposición de los contaminantes genera productos
ácidos (biofiltración de SH2). Estos compuestos ácidos provocan la disminución del pH
con el tiempo, lo cual causará la muerte de los microorganismos. De esta forma, debe
desarrollarse un plan para neutralizar esos compuestos ácidos, en el caso de que éstos
se generen. El método más sencillo para el control del pH es la adición de sustancias
básicas cuando éste comience a disminuir.
La humedad se garantiza normalmente mediante la humidificación de la
corriente gaseosa antes de su entrada en el biorreactor. Como regla general es

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 13
preferible trabajar con humidificadores en vez de inundar la columna, ya que esto
provocaría mayores pérdidas de carga. No obstante, la humidificación se realiza de
distintas formas para cada modalidad de biorreactor.
El contenido en oxígeno debe ser medido constantemente en algunos casos a
fin de comprobar que se mantiene en los niveles adecuados.
La composición del medio de cultivo debe ser revisada cada cierto tiempo
mediante la toma de muestras y análisis en laboratorio, a fin de verificar que existan
los compuestos necesarios para la supervivencia de los microorganismos en las
cantidades adecuadas.
Dentro de las tecnologías de tratamiento de corrientes gaseosas contaminadas
se distinguen tres tipos de equipos: el biofiltro, biofiltro percolador y biolavador.
4.2.1.-Biofiltro.
Es el montaje más típico dentro de la tecnología de tratamientos biológicos. Los
microorganismos se encuentran inmovilizados en un lecho que normalmente es de
tipo orgánico (turba, serrín, compost, etc.), aunque también puede ser material inerte
con mezcla de orgánico. El aire a depurar se hace pasar en primer lugar por una
cámara de humidificación con el objetivo de proporcionar la humedad necesaria para
la óptima biodegradación. Se hace pasar el gas por el lecho de microorganismos de
forma que se obtiene una corriente de aire depurada a la salida del biofiltro.
Será necesario el riego periódico del lecho con líquido de cultivo, a fin de cubrir
las necesidades de los microorganismos en cuanto a nutrientes.
La siguiente figura esquematiza el modo de funcionamiento de estos equipos:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 14
Figura 4.5. Esquema del proceso de biofiltración.
Puesto que no existe una fase líquida móvil, esta tecnología es factible para el
tratamiento de contaminantes poco solubles en agua, en concreto, para aquellos
contaminantes con una constante de Henry de hasta 1.
4.2.2.-Biofiltro percolador.
En esta modalidad de biofiltro se tiene una columna de relleno en el cual
existen microorganismos inmovilizados y a través del cual se ponen en contacto el gas
a depurar y un líquido que gotea desde la parte superior. El contacto puede ser bien a
contracorriente o en paralelo. El líquido consiste en una solución que contiene todos
los componentes y nutrientes necesarios para que los microorganismos desarrollen su
óptima actividad. La siguiente figura esquematiza el funcionamiento del sistema:
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 15
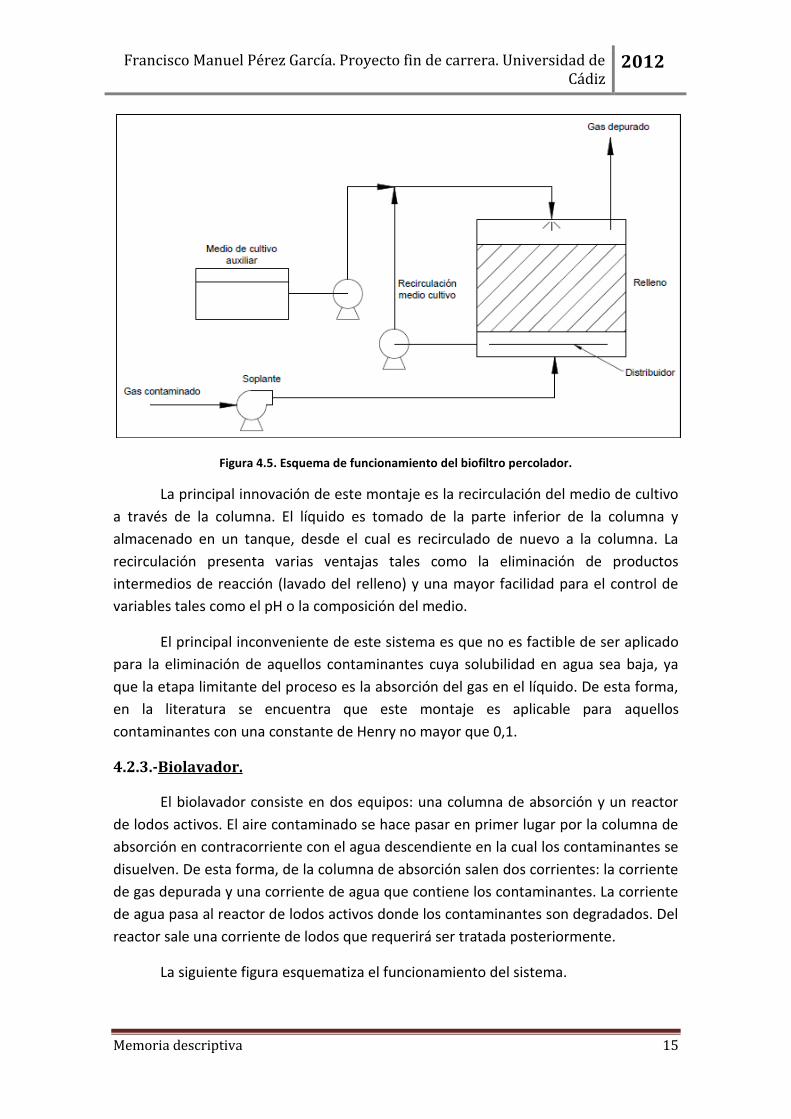
Figura 4.5. Esquema de funcionamiento del biofiltro percolador.
La principal innovación de este montaje es la recirculación del medio de cultivo
a través de la columna. El líquido es tomado de la parte inferior de la columna y
almacenado en un tanque, desde el cual es recirculado de nuevo a la columna. La
recirculación presenta varias ventajas tales como la eliminación de productos
intermedios de reacción (lavado del relleno) y una mayor facilidad para el control de
variables tales como el pH o la composición del medio.
El principal inconveniente de este sistema es que no es factible de ser aplicado
para la eliminación de aquellos contaminantes cuya solubilidad en agua sea baja, ya
que la etapa limitante del proceso es la absorción del gas en el líquido. De esta forma,
en la literatura se encuentra que este montaje es aplicable para aquellos
contaminantes con una constante de Henry no mayor que 0,1.
4.2.3.-Biolavador.
El biolavador consiste en dos equipos: una columna de absorción y un reactor
de lodos activos. El aire contaminado se hace pasar en primer lugar por la columna de
absorción en contracorriente con el agua descendiente en la cual los contaminantes se
disuelven. De esta forma, de la columna de absorción salen dos corrientes: la corriente
de gas depurada y una corriente de agua que contiene los contaminantes. La corriente
de agua pasa al reactor de lodos activos donde los contaminantes son degradados. Del
reactor sale una corriente de lodos que requerirá ser tratada posteriormente.
La siguiente figura esquematiza el funcionamiento del sistema.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 16
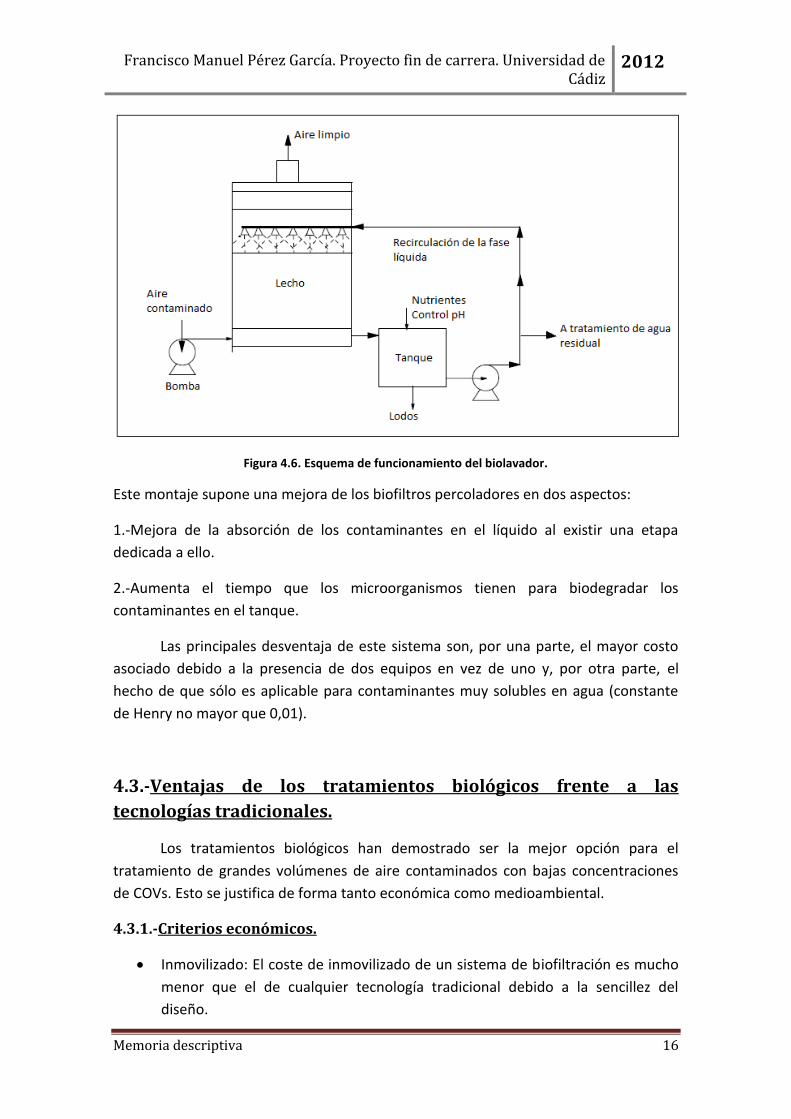
Figura 4.6. Esquema de funcionamiento del biolavador.
Este montaje supone una mejora de los biofiltros percoladores en dos aspectos:
1.-Mejora de la absorción de los contaminantes en el líquido al existir una etapa
dedicada a ello.
2.-Aumenta el tiempo que los microorganismos tienen para biodegradar los
contaminantes en el tanque.
Las principales desventaja de este sistema son, por una parte, el mayor costo
asociado debido a la presencia de dos equipos en vez de uno y, por otra parte, el
hecho de que sólo es aplicable para contaminantes muy solubles en agua (constante
de Henry no mayor que 0,01).
4.3.-Ventajas de los tratamientos biológicos frente a las
tecnologías tradicionales.
Los tratamientos biológicos han demostrado ser la mejor opción para el
tratamiento de grandes volúmenes de aire contaminados con bajas concentraciones
de COVs. Esto se justifica de forma tanto económica como medioambiental.
4.3.1.-Criterios económicos.
Inmovilizado: El coste de inmovilizado de un sistema de biofiltración es mucho
menor que el de cualquier tecnología tradicional debido a la sencillez del
diseño.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 17
Costes de operación: los sistemas de biofiltración consumen cantidades de
energía mucho menores que los sistemas tradicionales tales como la
incineración, que requiere la utilización de combustibles fósiles.
4.3.2.-Criterios medioambientales.
Los procesos tradicionales purifican la corriente contaminada pero no eliminan
la contaminación completamente. En el caso de las operaciones de combustión, se
generan otros contaminantes igual o más peligrosos que los iniciales, tales como NOx,
SO2 y CO. En el caso de procesos de absorción y adsorción, el contaminante no es
eliminado, sino que es traspasado a otra fase (acuosa en absorción, sólida en
adsorción) que requerirá ser tratada posteriormente.
Los tratamientos biológicos generalmente no generan ningún producto
peligroso ni corrientes secundarias contaminadas, solamente CO2 y agua, si bien es
cierto que en biodegradaciones de ciertos contaminantes se generan metabolitos en el
agua de recirculación que no pueden ser vertidos directamente. De esta forma son las
tecnologías más limpias y respetuosas con el medio ambiente que existen actualmente
a la hora del tratamiento de gases.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 18
CAPÍTULO 5. VALORACIÓN DE ALTERNATIVAS DENTRO
DE LOS TRATAMIENTOS BIOLÓGICOS.
Según lo expuesto en el apartado 4.3. se toma la decisión de utilizar
tratamientos biológicos en vez de tecnologías físico-químicas debido a las ventajas
descritas y puesto que las concentraciones de contaminantes a tratar se encuentran
dentro del rango adecuado. Una vez justificada la conveniencia de utilizar tratamientos
biológicos habrá que determinar cuál de las tres tecnologías (biofiltro, biofiltro
percolador, biolavador) es la más adecuada para el problema planteado. De esta
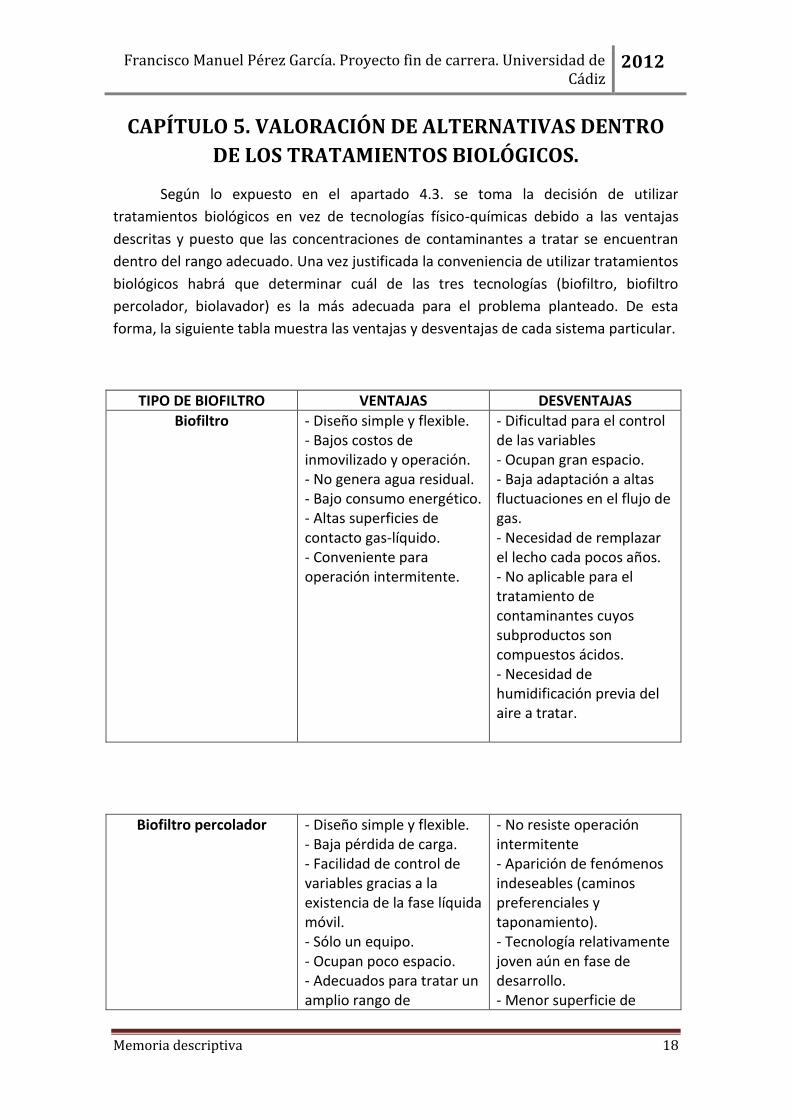
forma, la siguiente tabla muestra las ventajas y desventajas de cada sistema particular.
TIPO DE BIOFILTRO VENTAJAS DESVENTAJAS
Biofiltro - Diseño simple y flexible. - Bajos costos de inmovilizado y operación. - No genera agua residual. - Bajo consumo energético. - Altas superficies de contacto gas-líquido. - Conveniente para operación intermitente.
- Dificultad para el control de las variables - Ocupan gran espacio. - Baja adaptación a altas fluctuaciones en el flujo de gas. - Necesidad de remplazar el lecho cada pocos años. - No aplicable para el tratamiento de contaminantes cuyos subproductos son compuestos ácidos. - Necesidad de humidificación previa del aire a tratar.
Biofiltro percolador - Diseño simple y flexible. - Baja pérdida de carga. - Facilidad de control de variables gracias a la existencia de la fase líquida móvil. - Sólo un equipo. - Ocupan poco espacio. - Adecuados para tratar un amplio rango de
- No resiste operación intermitente - Aparición de fenómenos indeseables (caminos preferenciales y taponamiento). - Tecnología relativamente joven aún en fase de desarrollo. - Menor superficie de

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 19
contaminantes, ya que los metabolitos y demás productos generados pueden ser fácilmente purgados fuera del sistema. - Longevidad del lecho, el cual puede durar hasta 10 años. - Alta transferencia de materia.
contacto gas-líquido que el biofiltro.
Biolavador - Mejor control de la reacción. - Baja caída de presión. - Posibilidad de evitar acumulación de subproductos generados. - Mayores tiempos de contacto microorganismo-contaminante.
- Sólo aplicable para contaminantes extremadamente solubles en agua. - Altos costes de inmovilizado y operación. - Genera lodos. - Dos equipos. - No soporta periodos sin alimentación.
Tabla 5.1. Ventajas y desventajas de cada sistema de biofiltración.
El biofiltro es el sistema más sencillo de montar y presenta grandes porcentajes
de eliminación, pero presenta la gran desventaja de la imposibilidad de control de las
variables (pH, concentración de nutrientes, temperatura...). Por otra parte, la
humidificación previa de la corriente de aire a tratar es imprescindible, lo cual implica
mayores costos de inversión debido a la necesidad de instalar una torre de
humidificación. Además, es necesario el riego periódico del lecho con medio de cultivo,
lo cual significa la instalación de un depósito extra que lo albergue.
El biolavador presenta la desventaja del alto costo debido a que son necesarios
dos equipos: la columna de absorción y el reactor de lodos activos. La eficacia de
eliminación del proceso depende crucialmente de la eficacia de la columna de
absorción, lo cual es un problema a la hora de tratar aquellos compuestos poco
solubles en agua. Además, la generación de lodos residuales implica mayores costos
debido a la necesidad de tratamiento de los mismos.
El biofiltro percolador es un sistema cuyo montaje es simple y flexible y
necesita menor área para su instalación que el biofiltro. Consiste sólo en un equipo a
diferencia de los otros dos modelos. El hecho de que exista una fase líquida móvil que

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 20
continuamente es recirculada a lo largo del lecho significa que la humedad no es un
parámetro a tener en cuenta en este montaje. Aparte de proporcionar agua y los
nutrientes necesarios para la actividad de los microorganismos, la corriente líquida
goteante proporciona un medio para el control de las variables de operación tales
como el pH, concentración de nutrientes y temperatura. Además, en su descenso a lo
largo de la columna, el líquido arrastra consigo biomasa no viable, metabolitos y
productos de oxidación generados en la biodegradación, los cuales abandonan el
sistema mediante la purga.
De esta forma, teniendo en cuenta las ventajas e inconvenientes de cada uno
de los tres sistemas, se concluye que el biofiltro percolador es el sistema más
conveniente para resolver el problema propuesto. El hecho de que sea un sólo equipo
que ocupe poco espacio junto con la facilidad de control de las variables lo convierten
en la mejor opción frente a los otros dos sistemas. Además, las constantes de Henry de
los compuestos a tratar están dentro del rango recomendado para el tratamiento
mediante biofiltro percolador (tablas 8.1. y 8.2.).
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 21
CAPÍTULO 6. BIOFILTROS PERCOLADORES PARA EL
TRATAMIENTO DE EMISIONES GASEOSAS.
En el capítulo 4 se explicó brevemente el principio de funcionamiento del
biofiltro percolador. En el capítulo 5 se describieron las ventajas de este montaje
frente al biofiltro y al biolavador, justificándose la elección del biofiltro percolador
como la tecnología más conveniente para el tratamiento de la corriente de aire
problema. En este capítulo se profundiza en el biofiltro percolador, explicando el
principio de funcionamiento a nivel microbiológico, factores que afectan a la operación
del mismo y problemas que pueden aparecer y afectar al funcionamiento óptimo del
equipo.
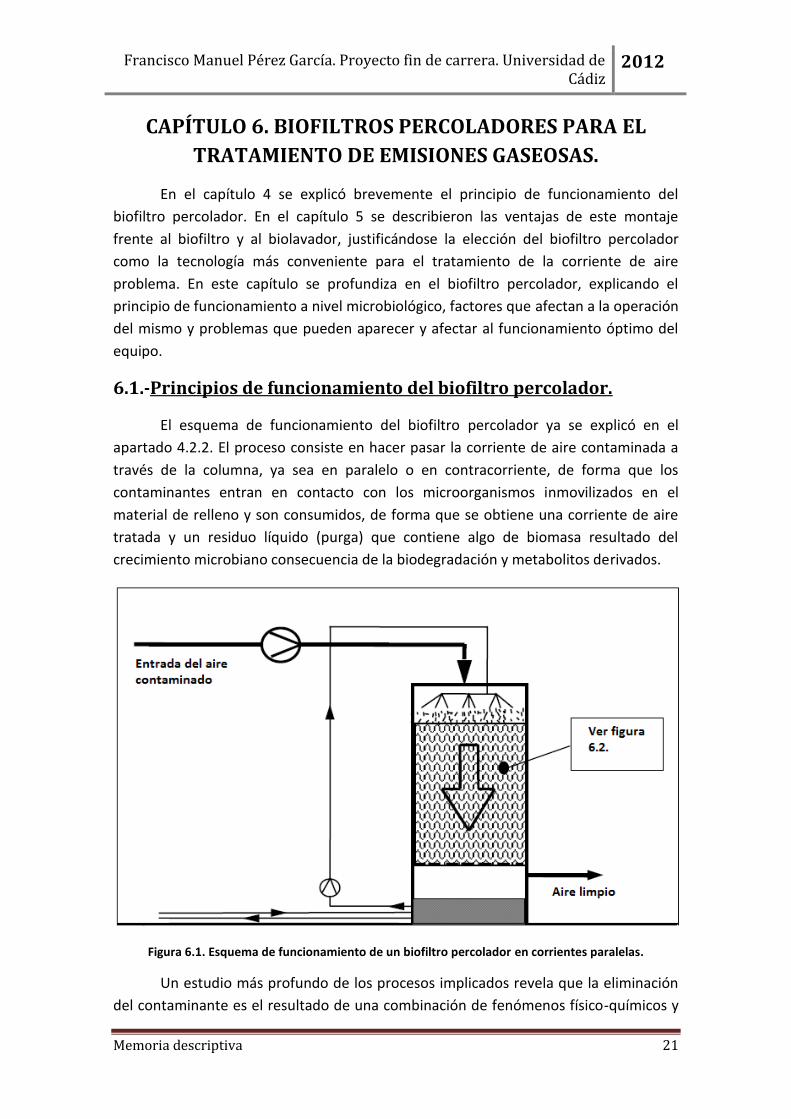
6.1.-Principios de funcionamiento del biofiltro percolador.
El esquema de funcionamiento del biofiltro percolador ya se explicó en el
apartado 4.2.2. El proceso consiste en hacer pasar la corriente de aire contaminada a
través de la columna, ya sea en paralelo o en contracorriente, de forma que los
contaminantes entran en contacto con los microorganismos inmovilizados en el
material de relleno y son consumidos, de forma que se obtiene una corriente de aire
tratada y un residuo líquido (purga) que contiene algo de biomasa resultado del
crecimiento microbiano consecuencia de la biodegradación y metabolitos derivados.
Figura 6.1. Esquema de funcionamiento de un biofiltro percolador en corrientes paralelas.
Un estudio más profundo de los procesos implicados revela que la eliminación
del contaminante es el resultado de una combinación de fenómenos físico-químicos y

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 22
biológicos. Es vital el conocimiento y la comprensión de estos fenómenos para
conseguir el despliegue óptimo de esta tecnología.
Figura 6.2. Mecanismo de biodegradación en biofiltros percoladores
El material de relleno proporciona el área necesaria para la fijación de la
biopelícula y el contacto líquido-gas. Durante el tratamiento, la fase acuosa es
reciclada de arriba abajo a través de la columna. Proporciona humedad, nutrientes
minerales para el proceso y un medio para el control del pH y otros parámetros.
En general, la mayor parte del contaminante es degradado en la biopelícula, si
bien es cierto que parte del mismo puede degradarse en el líquido recirculado a partir
de los microorganismos presentes en suspensión. Es posible que algunos metabolitos
resultantes del proceso de biodegradación abandonen el sistema mediante el líquido
de purga junto con pequeñas cantidades de biomasa. Normalmente, menos del 10%
del carbono contaminante que entra en el sistema sale con la purga.
Los biofiltros percoladores funcionan gracias a la acción de de microorganismos
aerobios heterótrofos que usan el contaminante como fuente de carbono y energía.
No obstante, el biofiltro alberga una amplia variedad de microorganismos, similares a
los que se encontrarían en operaciones de tratamiento de aguas residuales. Los
microorganismos encargados de la biodegradación en los biofiltros percoladores son
fundamentalmente aerobios puesto que este tipo de equipos son sistemas bien
aireados. Sin embargo, las partes más profundas del equipo, donde probablemente

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 23
prevalezcan condiciones anaerobias, podrían ser utilizadas para biodegradaciones
anaerobias. No obstante, operaciones anaerobias en biofiltros percoladores es un
campo aún en investigación.
La microbiología del proceso de degradación del contaminante viene
representada por las siguientes reacciones:
Tal como muestra la figura 6.2, una parte de la biopelícula se vuelve inactiva a
medida que la biomasa crece debido a limitaciones en la transferencia de materia. En
esta situación, los degradantes (microorganismos) primarios constituyen una minoría
en la población total de la biopelícula. Degradantes secundarios alimentándose de
metabolitos, biopolímeros, o predadores consumiendo degradantes primarios incluyen
bacterias, fungi y organismos superiores tales como protozoos, rotíferos, larvas y
gusanos. Los organismos superiores juegan un papel importante en el proceso,
reduciendo la tasa de acumulación de biomasa y reciclando nutrientes inorgánicos
esenciales.
6.2.-Factores que afectan a la eficacia del proceso.
Al ser un proceso que combina microorganismos y procesos de transferencia de
materia, son muchos los factores que pueden influir en la eficacia de operación. A
continuación se describen algunos de estos factores.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 24
Biodegradabilidad del contaminante: contaminantes cuya biodegradabilidad
sea baja provocan bajas eficacias de eliminación y mayores períodos de
adaptación por parte de los microorganismos.
Accesibilidad del contaminante al microorganismo: para que el
microorganismo lleve a cabo la degradación del contaminante, éste debe
llegar a él. De esta forma, el contaminante debe:
1) Difundir desde el gas al líquido.
2) Difundir del líquido a la biopelícula.
La facilidad del contaminante para difundir en el líquido viene descrita por la
constante de Henry, parámetro que se incluye en la ecuación conocida como
la ley de Henry, la cual viene dada por:
donde p es la presión parcial del contaminante en la fase gas (Pa), CW es la
concentración de equilibrio del contaminante en la fase líquida (mol/L) y H es
la constante de Henry (Pa·L/mol). En general, la eficacia de eliminación de un
biofiltro disminuye a medida que aumenta la constante de Henry, ya que altas
constantes de Henry indican poca solubilidad del contaminante en el líquido.
Limitaciones en la transferencia de masa como éstas llevan a una biopelícula
no completamente saturada de contaminante, de forma que los valores de
concentración están por debajo de aquellos requeridos para obtener una
máxima actividad microbiológica.
Material de relleno: muchos tipos diferentes de relleno han sido utilizados en
biofiltros percoladores y es ésta un área aún en investigación. El relleno ideal
debería combinar una gran porosidad para minimizar la pérdida de carga a lo
largo del reactor con una alta superficie específica para maximizar la fijación
de la biopelícula y la transferencia de contaminante.
Condiciones de reacción: el pH, concentración de nutrientes y metabolitos
afectan a la actividad microbiana. Estos parámetros pueden ser fácilmente
controlados directamente en el líquido recirculado.
6.3.-Control del crecimiento de la biomasa.
El crecimiento de la biomasa puede provocar la colmatación del lecho, lo cual
resulta en un incremento en la pérdida de carga. Además, conforme se disminuye la
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 25
superficie específica el contacto gas-líquido es más pobre, con lo cual el proceso global
pierde eficacia. El crecimiento de la biomasa ha sido estudiado en cultivos discontinuos
y en cultivos continuos con una sola especie de microorganismo. La situación es mucho
más complicada en biofiltros percoladores, donde se desarrollan complejos
ecosistemas. Este es uno de los mayores problemas del biofiltro percolador y es aún
tema de investigación.
La tasa de crecimiento de biomasa en el biofiltro percolador, despreciando las
heterogeneidades del sistema y los efectos de transferencia de materia, puede
expresarse mediante la siguiente ecuación:
donde:
μi: velocidad específica de crecimiento.
di: muerte y lisis celular.
Xi: biomasa activa.
Teniendo en cuenta la anterior expresión se deducen posibles métodos para el control
del crecimiento de la biomasa. Algunos de estos métodos se describen brevemente.
Reducir la velocidad específica de crecimiento (μi): para ello puede limitarse el
aporte de nutrientes esenciales para el crecimiento (N y K), el uso de nitrato en
vez de amonio como fuente de nitrógeno, la adición de compuestos tales como
NaCl en concentraciones inhibitorias del crecimiento microbiano, etc. Estas
estrategias resultan en una reducción de la actividad microbiana, con lo cual
provocan también una reducción en la eficacia del proceso. Otra opción
interesante es el uso de microorganismos con valores más bajos de velocidades
de crecimiento.
Estimular la predación: consiste en estimular el crecimiento de organismos
superiores tales como protozoos, larvas u otros organismos depredadores de
biomasa. Esta estrategia no implica reducción en la eficacia del proceso. El
mayor problema es la dificultad para el control de estos organismos superiores.
Eliminación del exceso de biomasa: esto puede hacerse de forma física o
química. De forma física puede realizarse mediante el lavado del reactor, de
forma que la propia fuerza del agua arrastre consigo biomasa, o también
mediante el agitado del lecho de forma periódica. La estrategia química
consiste en reciclar una solución química a lo largo del lecho durante un tiempo
determinado, de forma que ésta mate a los microorganismos.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 26
La tabla 6.1 resume las posibles técnicas para la eliminación de biomasa en
exceso en biofiltros percoladores.
Tabla 6.1. Estrategias para la eliminación de biomasa en exceso.
OPCIÓN VENTAJAS DESVENTAJAS
Fluidización del lecho. Tratamiento suave.
Provoca la redistribución del lecho, evitando así la formación de caminos preferenciales.
Requiere un lecho que pueda ser fluidizado.
Requiere grandes reactores ara llevar a cabo la fluidización.
Agitación periódica. Bajo coste de operación.
Fácil de automatizar.
Requiere un diseño de reactor más complejo.
Alto coste de inmovilizado.
No es viable para cualquier lecho.
Lavado químico Eliminación de biomasa efectiva.
No requiere la modificación del reactor.
Tóxico para los microorganismos.
Se genera un residuo líquido secundario.
Es importante destacar que todas las estrategias de control de la biomasa han
sido investigadas en el laboratorio y no existen datos a escala industrial. Esto es debido
a que la mayoría de biofiltros percoladores han sido diseñados para aplicaciones con
bajo potencial de colmatación. En el futuro, el diseño y operación de biofiltros
percoladores necesitará encontrar el óptimo entre la operación de grandes reactores
de baja eficacia que no requieren eliminación de biomasa y pequeños pero efectivos
reactores con alto potencial de colmatación. La tendencia actual sugiere que la última
opción será normalmente la elegida.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 27
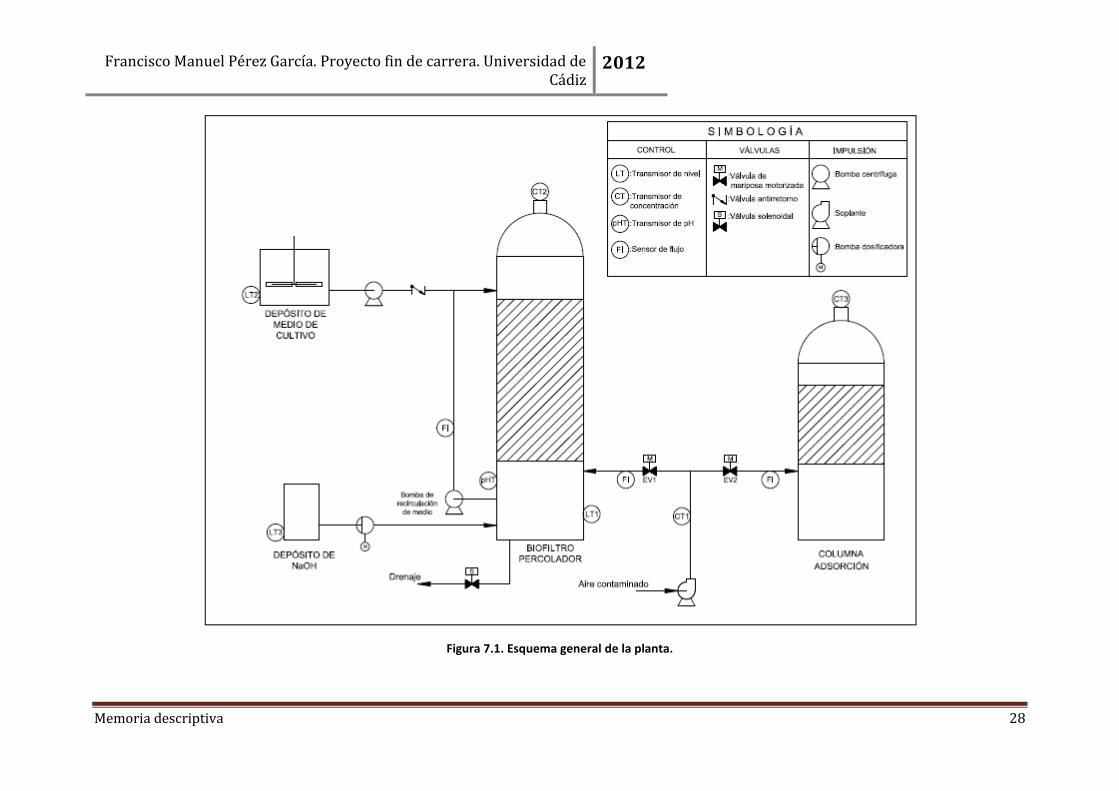
CAPÍTULO 7. DESCRIPCIÓN DEL PROCESO PROPUESTO.
La corriente de aire contaminado se impulsa a un caudal volumétrico de 500
m3/h. En funcionamiento normal toda la corriente irá dirigida al biofiltro percolador y
será alimentada en la parte inferior del mismo. Al mismo tiempo, el medio es
alimentado a la columna en su parte superior donde, mediante un distribuidor de
líquido, desciende a lo largo de la misma. Este líquido se recoge en la parte inferior de
la columna debajo del relleno y es recirculado de nuevo a la parte superior de la misma
mediante una bomba. El aire tratado sale por la parte superior de la torre.
Durante el funcionamiento del biofiltro, existe un cierto nivel de líquido en el
fondo de la columna, el cual se recircula de nuevo a la misma. A lo largo de la
operación, el nivel irá descendiendo debido a pérdidas por evaporación hasta que no
quede nada que recircular. Antes de llegar a esta situación indeseable será necesario
alimentar medio de cultivo de nuevo a la columna, el cual se tomará desde un depósito
instalado para tal fin. El punto de inyección será en la propia tubería de recirculación.
Se instalará un sensor-transmisor de concentración de COVs a la salida del
biofiltro para comprobar que se está bajo los límites de emisión que la legislación
impone (TLV-TWA, ver tablas 8.1. y 8.2.). En el caso en que los que los niveles de
concentración de contaminantes a la salida estén por encima de los límites exigidos, lo
cual podría ocurrir en casos donde las concentraciones de contaminantes a la entrada
fuesen mucho más grandes que aquellas para las cuales el biofiltro ha sido diseñado
(picos de concentración en períodos de tiempo determinados), se enviará la mitad de
la alimentación a la columna de adsorción de carbón activado para así aumentar el
tiempo de residencia del aire en el biofiltro y aumentar su eficacia de nuevo.
Habrá un depósito de NaOH para alimentación al agua de recirculación del
biofiltro para cuando el pH disminuya a 5,8. También se instalará una tubería de
drenaje en la columna para casos en los que sea necesario deshacerse de líquido de
recirculación. Esto podría ser necesario en casos en los que el nivel de líquido en el
fondo de la columna superase su máximo establecido.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 28
Figura 7.1. Esquema general de la planta.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 29
CAPÍTULO 8. CONTAMINANTES.
8.1.-Acetona.
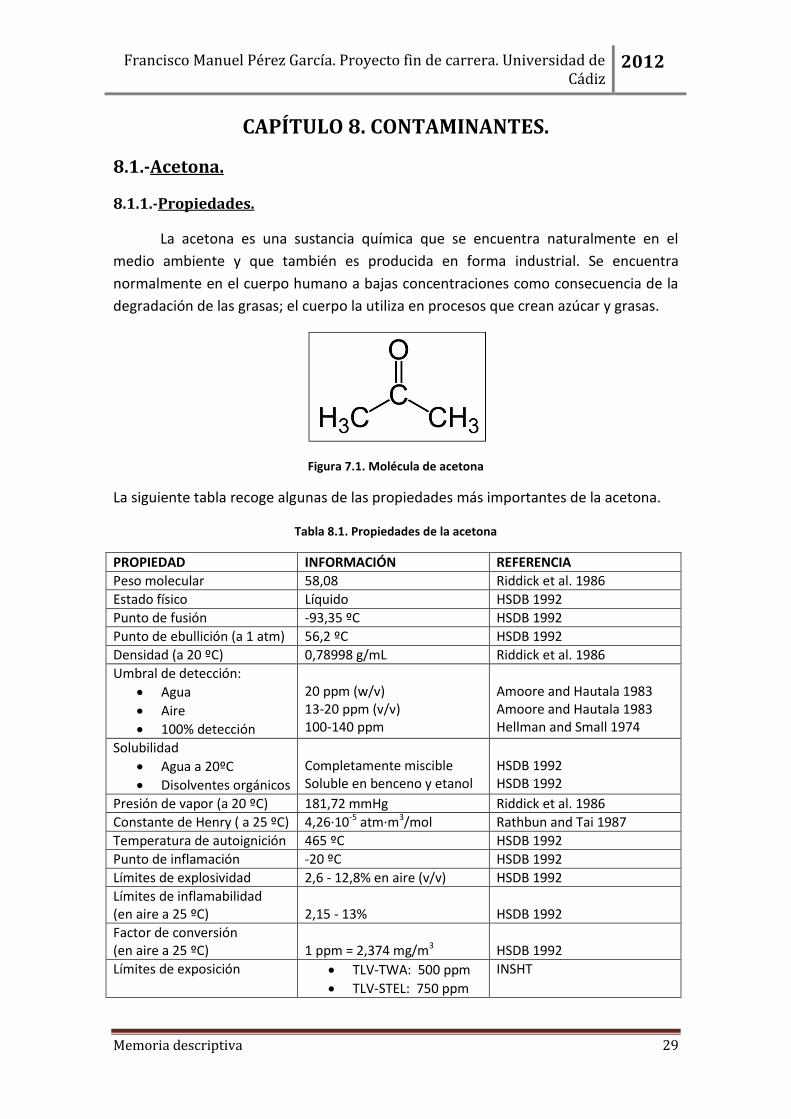
8.1.1.-Propiedades.
La acetona es una sustancia química que se encuentra naturalmente en el
medio ambiente y que también es producida en forma industrial. Se encuentra
normalmente en el cuerpo humano a bajas concentraciones como consecuencia de la
degradación de las grasas; el cuerpo la utiliza en procesos que crean azúcar y grasas.
Figura 7.1. Molécula de acetona
La siguiente tabla recoge algunas de las propiedades más importantes de la acetona.
Tabla 8.1. Propiedades de la acetona
PROPIEDAD INFORMACIÓN REFERENCIA
Peso molecular 58,08 Riddick et al. 1986
Estado físico Líquido HSDB 1992
Punto de fusión -93,35 ºC HSDB 1992
Punto de ebullición (a 1 atm) 56,2 ºC HSDB 1992
Densidad (a 20 ºC) 0,78998 g/mL Riddick et al. 1986
Umbral de detección:
Agua
Aire
100% detección
20 ppm (w/v) 13-20 ppm (v/v) 100-140 ppm
Amoore and Hautala 1983 Amoore and Hautala 1983 Hellman and Small 1974
Solubilidad
Agua a 20ºC
Disolventes orgánicos
Completamente miscible Soluble en benceno y etanol
HSDB 1992 HSDB 1992
Presión de vapor (a 20 ºC) 181,72 mmHg Riddick et al. 1986
Constante de Henry ( a 25 ºC) 4,26·10-5 atm·m3/mol Rathbun and Tai 1987
Temperatura de autoignición 465 ºC HSDB 1992
Punto de inflamación -20 ºC HSDB 1992
Límites de explosividad 2,6 - 12,8% en aire (v/v) HSDB 1992
Límites de inflamabilidad (en aire a 25 ºC)
2,15 - 13%
HSDB 1992
Factor de conversión (en aire a 25 ºC)
1 ppm = 2,374 mg/m3
HSDB 1992
Límites de exposición TLV-TWA: 500 ppm
TLV-STEL: 750 ppm
INSHT

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 30
8.1.2.-Usos y aplicaciones.
El principal uso de la acetona es el de disolvente. De hecho, prácticamente una
tercera parte de toda la acetona que se produce en el mundo va destinada a este uso.
En laboratorios se utiliza para limpiar material y como reactivo en determinadas
reacciones orgánicas. También presenta usos domésticos tales como removedor de
esmalte de uñas y pegamento. En la industria se utiliza como reactivo en la producción
de metil metacrilato y bisfenol A.
8.1.3.-Fuentes.
La acetona entra al aire, al agua y al suelo como resultado de procesos
naturales y de la actividad humana. Esta sustancia química ocurre naturalmente en las
plantas, los árboles, los gases volcánicos y los incendios forestales. Las personas y los
animales exhalan la acetona producida por la degradación natural de la grasa del
cuerpo. También se libera la acetona durante su producción y uso, a través del humo
del tabaco y de los gases de los tubos de escape de los automóviles, de los vertederos
de basura y de la incineración de cierta clase de materiales de desecho. En el suelo, los
niveles de acetona aumentan debido principalmente a los desechos que contienen
esta sustancia química y que se entierran en vertederos de basura.
8.1.4.-Procesos que sufre a la entrada al medio ambiente.
La acetona está presente como gas en el aire. Algunas cantidades de acetona
en el aire se pierden cuando reaccionan con la luz solar y otras sustancias químicas. La
lluvia y la nieve también eliminan cantidades pequeñas de acetona de la atmósfera y
durante este proceso, la depositan en la tierra y el agua. En cualquier momento,
aproximadamente la mitad de la acetona presente en condiciones atmosféricas típicas
habrá desaparecido en 22 días. Los microorganismos en el agua eliminan algunas
cantidades de acetona de la misma. Ciertas cantidades de la acetona presente en el
agua se evaporarán al aire. Aproximadamente la mitad de la acetona que hay en una
corriente de agua será eliminada del agua en menos de un día. Los peces no acumulan
en sus cuerpos la acetona que hay en el agua. Los microorganismos presentes en el
suelo eliminan parte de esta sustancia química de los suelos. Ciertas cantidades
desaparecen del suelo debido a la evaporación. El agua de lluvia y la nieve derretida
disuelven la acetona y la transportan más profundamente desde el suelo hacia las
aguas subterráneas.
8.1.5.-Fuentes de exposición.
La exposición a la acetona puede deberse a la respiración del aire, toma de
agua y consumo de alimentos que contengan esta sustancia. También puede estar
expuesto por entrar en contacto con sustancias químicas utilizadas en el hogar que

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 31
contienen acetona. Varios productos para el consumidor contienen acetona. Entre
estos productos se incluyen algunos removedores de esmalte de uñas, láminas de
madera prensada (aglomerados), algunos removedores de pintura, muchas ceras o
esmaltes líquidos o en pasta y ciertos detergentes o limpiadores. El contacto con el
alcohol isopropílico es una fuente de exposición a la acetona, ya que el organismo la
produce a partir del mismo.
Los niveles de acetona en el aire y el agua son generalmente bajos. Las
cantidades de acetona presentes en el aire de las ciudades son, por lo general,
mayores que en las áreas remotas y rurales. El nivel de acetona en el aire interior de
las casas es por lo general levemente mayor que en el aire exterior. Esto es debido al
uso de sustancias químicas para el hogar al interior de las viviendas. La acetona
presente en el agua potable es tan baja que sus niveles no han sido detectados en
muchas muestras.
Las personas que trabajan en ciertas industrias que procesan y usan acetona
pueden estar expuestas a niveles más altos que la población general. Estas industrias
incluyen ciertas fábricas de pinturas, plásticos, fibras artificiales y zapatos. Los pintores
profesionales y los limpiadores comerciales y del hogar también tienen la probabilidad
de respirar o tocar concentraciones de acetona mucho más altas que la población
general.
Como miembro del público en general, la exposición de acetona es mayor para
personas fumadoras, aquellas que utilizan removedor de esmalte de uñas, personas
que viven cerca de vertederos, aquellas que viven cerca de calles congestionadas
(debido a que los gases de escape de los automóviles contienen acetona) u otras
instalaciones industriales tales como incineradores. La exposición proveniente de estas
fuentes se dará principalmente por respirar aire que contiene acetona o por entrar en
contacto con esta sustancia a través de la piel.
8.1.6.-Efectos sobre la salud.
El torrente sanguíneo absorbe la acetona rápida y completamente a través de
los pulmones y el estómago. El torrente sanguíneo también puede absorber la acetona
de la piel, pero en forma menos rápida que lo hace desde los pulmones y el estómago.
La sangre transporta la acetona a todos los órganos del cuerpo, pero no permanece ahí
durante mucho tiempo. El hígado degrada la acetona en sustancias químicas que no
son perjudiciales. El cuerpo utiliza estas sustancias químicas para producir glucosa
(azúcar) y grasas que generan energía para realizar las funciones normales del cuerpo.
No toda la acetona que entra al cuerpo proveniente de fuentes exteriores se
degrada. Las cantidades que no son degradadas salen del cuerpo principalmente en el
aire que se exhala. Solamente una pequeña cantidad de acetona que no se degrada

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 32
sale del cuerpo a través de la orina. La acetona que no se utiliza para producir azúcar
sale del cuerpo en unos cuantos días a través de la orina y del aire exhalado. La
cantidad de acetona que entra y sale del cuerpo depende de la cantidad y duración de
la exposición. La acetona saldrá más lentamente del cuerpo entre mayor sea la
concentración de acetona y la duración de la exposición, pero casi toda la acetona
saldrá del cuerpo en un lapso de 3 días después de acabarse la exposición.
La mayor parte de la información sobre la forma en que la acetona afecta a la
salud humana proviene de exámenes médicos realizados a los trabajadores durante un
solo día laboral; de experimentos de laboratorio realizados en seres humanos
expuestos a la acetona en el aire durante unos cuantos días; y de los casos de personas
que han ingerido pegamento a base de acetona o removedor de esmalte de uñas. Los
resultados demuestran la peligrosidad que esta sustancia puede entrañar a la salud
humana a la hora de largas exposiciones a altas concentraciones. La siguiente tabla
recoge los efectos perjudiciales encontrados en personas expuestas a la acetona.
Tabla 8.2. Efectos de la acetona sobre la salud
A corto plazo A largo plazo
Irritación de mucosas, ojos y nariz.
Eritemas.
Lesiones transitorias de córnea.
Náuseas y vómitos.
Mareos.
Dolor de cabeza.
Opresión en el pecho.
Inquietud.
Pérdida de la conciencia
8.2.-Estireno.
8.2.1.-Propiedades.
El estireno es un líquido incoloro de olor dulce que se evapora fácilmente. A
menudo contiene otras sustancias químicas que le otorgan un olor penetrante
desagradable.
Figura 8.2. Molécula de estireno
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 33
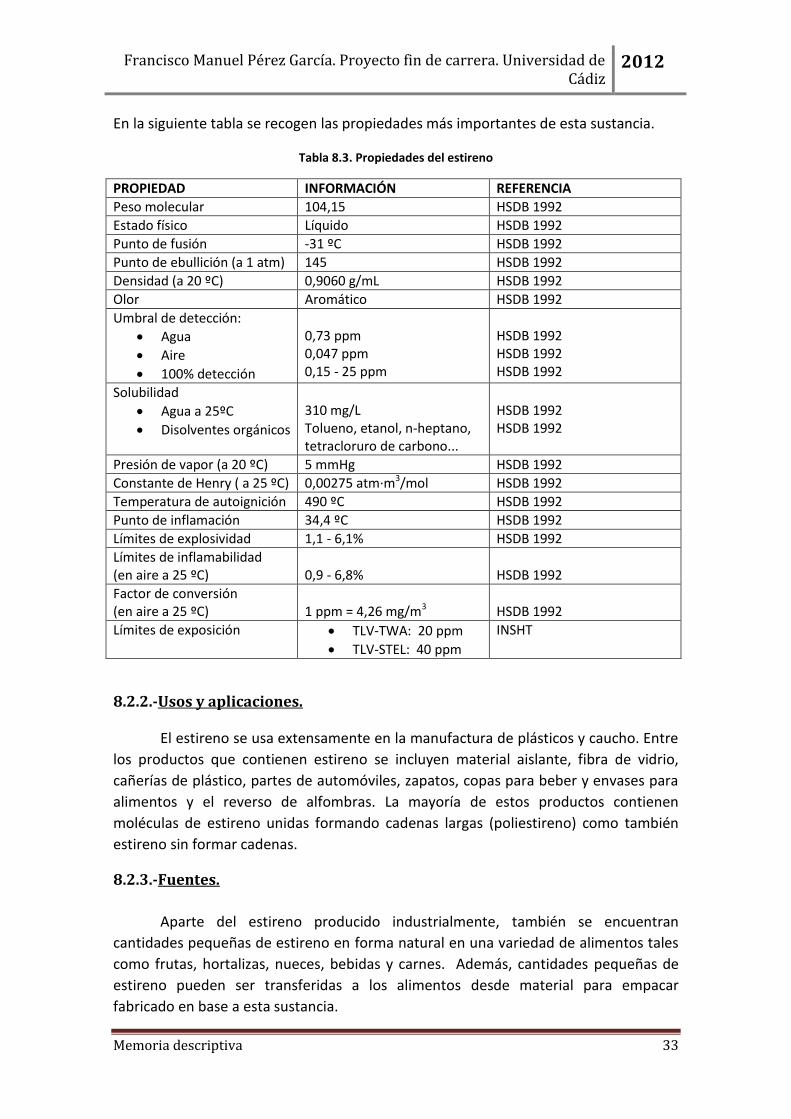
En la siguiente tabla se recogen las propiedades más importantes de esta sustancia.
Tabla 8.3. Propiedades del estireno
PROPIEDAD INFORMACIÓN REFERENCIA
Peso molecular 104,15 HSDB 1992
Estado físico Líquido HSDB 1992
Punto de fusión -31 ºC HSDB 1992
Punto de ebullición (a 1 atm) 145 HSDB 1992
Densidad (a 20 ºC) 0,9060 g/mL HSDB 1992
Olor Aromático HSDB 1992
Umbral de detección:
Agua
Aire
100% detección
0,73 ppm 0,047 ppm 0,15 - 25 ppm
HSDB 1992 HSDB 1992 HSDB 1992
Solubilidad
Agua a 25ºC
Disolventes orgánicos
310 mg/L Tolueno, etanol, n-heptano, tetracloruro de carbono...
HSDB 1992 HSDB 1992
Presión de vapor (a 20 ºC) 5 mmHg HSDB 1992
Constante de Henry ( a 25 ºC) 0,00275 atm·m3/mol HSDB 1992
Temperatura de autoignición 490 ºC HSDB 1992
Punto de inflamación 34,4 ºC HSDB 1992
Límites de explosividad 1,1 - 6,1% HSDB 1992
Límites de inflamabilidad (en aire a 25 ºC)
0,9 - 6,8%
HSDB 1992
Factor de conversión (en aire a 25 ºC)
1 ppm = 4,26 mg/m3
HSDB 1992
Límites de exposición TLV-TWA: 20 ppm
TLV-STEL: 40 ppm
INSHT
8.2.2.-Usos y aplicaciones.
El estireno se usa extensamente en la manufactura de plásticos y caucho. Entre
los productos que contienen estireno se incluyen material aislante, fibra de vidrio,
cañerías de plástico, partes de automóviles, zapatos, copas para beber y envases para
alimentos y el reverso de alfombras. La mayoría de estos productos contienen
moléculas de estireno unidas formando cadenas largas (poliestireno) como también
estireno sin formar cadenas.
8.2.3.-Fuentes.
Aparte del estireno producido industrialmente, también se encuentran
cantidades pequeñas de estireno en forma natural en una variedad de alimentos tales
como frutas, hortalizas, nueces, bebidas y carnes. Además, cantidades pequeñas de
estireno pueden ser transferidas a los alimentos desde material para empacar
fabricado en base a esta sustancia.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 34
8.2.4.-Procesos que sufre a la entrada al medio ambiente.
El estireno se puede encontrar en el aire, el agua y el suelo luego de ser
liberado durante la manufactura, uso y disposición de productos que lo contienen. En
el aire, es degradado rápidamente, generalmente en 1 ó 2 días. Se evapora desde
suelos poco profundos y desde agua de superficie. El estireno que permanece en el
suelo o el agua puede ser degradado por bacterias u otros microorganismos.
8.2.5.-Fuentes de exposición.
La exposición al estireno puede darse mediante cualquiera de las siguientes
situaciones:
Respirando aire puertas adentro contaminado con vapores de estireno
que provienen de materiales de construcción, humo de cigarrillo o del
uso de máquinas fotocopiadoras.
Respirando gases del tubo de escape de automóviles.
Respirando aire contaminado en el trabajo o a través de contacto de la
piel con estireno líquido y resinas.
Tomando agua contaminada o bañándose en ella
Viviendo cerca de industrias o de sitios de desechos peligrosos.
Fumando cigarrillos o comiendo alimentos empacados en envases de
poliestireno
8.2.6.-Efectos sobre la salud.
Respirar niveles altos de estireno (más de 1000 veces más altos que los que se
encuentran normalmente en el ambiente), puede afectar el sistema nervioso y causar
alteraciones tales como fatiga, sensación de embriaguez, reacciones lentas, dificultad
para concentrarse y alteraciones del equilibrio y de la visión de color.
En animales expuestos a niveles muy altos de estireno se ha observado pérdida
de la audición. En animales expuestos a niveles altos de estireno también se han
observado alteraciones en el interior de la nariz y daño del hígado; sin embargo, los
animales parecen ser más sensibles a estos efectos que los seres humanos.
La tabla 8.4. recoge los efectos que esta sustancia tiene sobre la salud de las
personas.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 35
Tabla 8.4. Efectos del estireno sobre la salud.
A corto plazo A largo plazo
Irritación de mucosas y ojos.
Desórdenes gastrointestinales.
Debilidad.
Dolor de cabeza.
Depresión.
Pérdida de capacidad auditiva.
Patologías neurológicas crónicas.
Problemas respiratorios.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 36
CAPÍTULO 9. MATERIAS PRIMAS.
9.1.-Características del aire a tratar.
Las características del aire contaminado a tratar son las siguientes:
Caudal volumétrico (a 20ºC y 1 atm): 500 m3/h.
Concentración de acetona: 50 mg/m3 aire.
Concentración de estireno: 250 mg/m3 aire.
Temperatura media: 20ºC
Presión: 1 atm.
Densidad: 1,2 kg/m3.
Humedad relativa media: 60%.
Viscosidad: 1,8·10-5 kg·m-1·s-1.
Peso molecular promedio: 29 g/mol.
9.2.-Material de relleno.
El material de relleno que se utilizará es el anillo Pall de polipropileno de
tamaño 5 cm. Se ha elegido este tipo de relleno puesto que fue el utilizado en la
experiencia en la cual el diseño del biofiltro se basa (Gerrard et al. 2010).
Figura 9.1 Anillos Pall de polipropileno.
Este material, ampliamente utilizado en procesos de absorción, elimina los
defectos de los anillos Rasching en cuanto a eficacia gracias a su forma y geometría.
Además, el polipropileno es resistente a las soluciones acuosas de sales inorgánicas, así
como a casi todas las bases y ácidos inorgánicos, incluso a altas concentraciones y
temperaturas superiores a los 60ºC.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 37
9.3.-Inóculo.
El microorganismo que lleva a cabo la biodegradación es el hongo Sporothrix
variecibatus. La eficacia de este microorganismo en la degradación de acetona y
estireno ha sido probada (Rene et al. 2010).
Figura 9.2. Micrografía de Sporothrix variecibatus adherido a un soporte de perlita.
La cepa se obtendrá de un biofiltro de laboratorio.
9.4.-Medio de cultivo.
La composición del medio de cultivo necesaria para el desarrollo del Sporothrix
variecibatus es la siguiente (Rene et al. 2010):
Tabla 9.1. Composición del medio de cultivo.
COMPUESTO CONCENTRACIÓN (g·L-1) CONCENTRACIÓN (mol·L-1)
KH2PO4 4,5 3,30·10-2
K2HPO4 0,5 2,87·10-3
NH4Cl 2 3,37·10-2
MgSO4·7H2O 0,1 4,06·10-4
El pH de esta solución es de 5,9 y debe mantenerse en ese valor.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 38
CAPÍTULO 10. EQUIPOS, RED DE TUBERÍAS Y
ACCESORIOS.
10.1.-Biofiltro percolador.
El biofiltro percolador es el corazón de la planta, ya que es el equipo que realiza
el tratamiento de la corriente de aire contaminado. En el Anexo III se encuentran los
cálculos y consideraciones realizadas en el diseño del mismo.
El material de construcción es el poliéster reforzado con fibra de vidrio (PRFV).
Consiste en una torre cilíndrica de 5 mm de espesor con fondo plano y techo
toriesférico. Dispone de las siguientes bridas en la carcasa:
Dos bocas de hombre de DN 400 mm para introducción y descarga del material
de relleno.
Una brida de conexión de DN 5'' para conexión con la tubería de aire
contaminado.
Tres bridas de DN 1,25'' para conexión con tuberías de recirculación y drenaje.
Una brida de DN 3/4'' para la inserción del transmisor de pH.
Tres bridas de DN 1'' para la inserción de los transmisores de nivel.
Una brida de DN 3/8'' para conexión con la tubería de NaOH.
En el interior existe un plato de soporte para el lecho de partículas, un
distribuidor de líquido para el medio de cultivo entrante y un separador de gota. En los
planos 1 y 2 se aprecia el aspecto de la columna, detallándose todas las medidas
necesarias para la construcción.
10.2.-Soplante.
Es el equipo encargado de impulsar el aire al biofiltro y, en su caso, al equipo de
adsorción. Los cálculos realizados para su elección se encuentran en el Anexo VIII. El
equipo elegido tiene las siguientes características.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 39
Figura 10.1. Soplante.
Empresa proveedora Air control industries
Modelo Multistage MS11/168
Tipo de motor Inducción
Presión estática máxima 5900 Pa
Caudal volumétrico máximo 730 m3/h
Potencia 0,5 CV
Peso 15 kg.
10.3.-Bombas.
Se dispondrán dos bombas centrífugas para la impulsión de medio de
recirculación y auxiliar. Para la inyección de NaOH para regulación del pH se utilizará
una bomba dosificadora electromecánica de pistón. Los cálculos realizados para la
elección de las mismas se encuentran en el Anexo IX. Algunas de las características de
las bombas elegidas son las siguientes.
BOMBA DE MEDIO DE CULTIVO AUXILIAR
Empresa proveedora Salvador Escoda S.A.
Modelo EB 20 144 CEA 210/3
Material Acero INOX
Presión máxima de trabajo 8 bar
Temperatura de trabajo -10 a 80ºC
Caudal máximo 18 m3/h
Altura máxima de impulsión 21,5 m
Potencia 1,5 CV
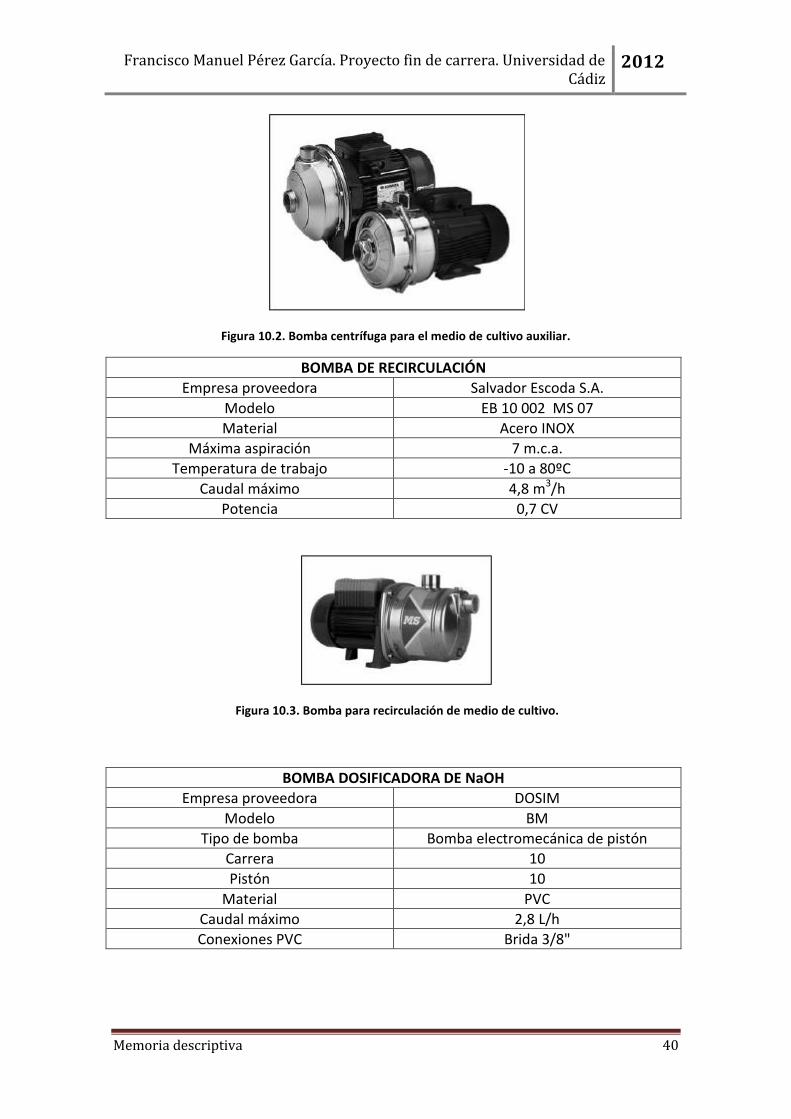
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 40
Figura 10.2. Bomba centrífuga para el medio de cultivo auxiliar.
BOMBA DE RECIRCULACIÓN
Empresa proveedora Salvador Escoda S.A.
Modelo EB 10 002 MS 07
Material Acero INOX
Máxima aspiración 7 m.c.a.
Temperatura de trabajo -10 a 80ºC
Caudal máximo 4,8 m3/h
Potencia 0,7 CV
Figura 10.3. Bomba para recirculación de medio de cultivo.
BOMBA DOSIFICADORA DE NaOH
Empresa proveedora DOSIM
Modelo BM
Tipo de bomba Bomba electromecánica de pistón
Carrera 10
Pistón 10
Material PVC
Caudal máximo 2,8 L/h
Conexiones PVC Brida 3/8"

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 41
Figura 10.4. Bomba dosificadora de NaOH.
10.4.-Columna de adsorción por carbón activado.
En el anexo V se encuentra la estimación de la cantidad de carbón y
dimensiones necesarias de la columna de adsorción para una operación
ininterrumpida durante dos meses. Las principales características del modelo elegido
(figura 10.5.) se encuentran en la siguiente tabla.
Modelo G-6
Empresa Carbtrol®
Equipo Adsorbedor de vapores por carbón activo
Flujo máximo permitido 1020 m3/h
Cantidad de carbón 906 kg
Diámetro 1,156 m
Altura 2,235 m
Material de construcción Acero suave con recubrimiento hepóxico
Peso 1214 kg

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 42
Figura 10.5. Sistema de adsorción por carbón activado.
10.5.-Depósitos auxiliares.
En la planta se instalarán dos depósitos auxiliares para el almacenamiento de
medio de cultivo auxiliar para el control de nivel y NaOH para el control del pH en el
biofiltro. Se ha elegido un modelo de depósito de la empresa AIQSA (figura 10.6.).
Figura 10.6. Depósitos auxiliares.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 43
Se pedirán dos depósitos con las características especificadas en la siguiente tabla:
CARACTERÍSTICAS DEPÓSITO DE MEDIO DE CULTIVO
DEPÓSITO DE NaOH
Modelo Depósitos tipo A-PP
Material Polipropileno PPH
Capacidad 1000 L 140 L
Altura 1500 mm 750 mm
Diámetro 955 mm 488 mm
Elementos opcionales Brida para unión con la tubería de succión (DN = 2").
Brida para la inserción del sensor de nivel (DN 1").
Agitador mecánico.
Brida para unión con la tubería de succión (DN = 1/2").
Brida para la inserción del sensor de nivel (DN 1").
10.6.-Tuberías y accesorios.
En la planta existen cuatro redes de tuberías (Figura 10.7.).
1. Tuberías para la conducción del aire.
2. Tuberías para la conducción del medio de cultivo de recirculación y auxiliar.
3. Tubería para la dosificación del NaOH.
4. Tubería para el drenaje.
Figura 10.7. Esquema de la red de tuberías.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 44
Las características de las tuberías de cada red vienen dadas en la siguiente tabla:
CARACTERÍSTICAS RED MEDIO DE CULTIVO RED AIRE
Material PVC PVC
Cédula 80 80
Diámetro nominal 1,25'' 5''
Accesorios Un codo PVC 45º de unión roscada (DN 1,25'').
Una té 90º PVC de unión roscada (DN 1,25'').
Una Té 90º PVC de unión roscada (DN 5'').
CARACTERÍSTICAS DOSIFICACIÓN DE NaOH DRENAJE
Material PVC PVC
Cédula 80 80
Diámetro nominal 3/8'' 1,25''
Figura 10.8. Codo de 45º y té de 90º.
10.7.-Válvulas.
En la tubería que conduce el medio auxiliar desde el depósito hasta su unión
con la tubería de recirculación se instalará una válvula antirretorno.
Figura 10.9. Válvula antirretorno.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 45
En las tuberías que conducen el aire a los equipos se instalarán dos válvulas de
mariposa motorizadas, una para la entrada del aire en el biofiltro y otra para la entrada
en la columna de adsorción.
Figura 10.10. Válvula de mariposa motorizada.
En la tubería de drenaje se instalará una válvula de solenoide normalmente
cerrada como la que se muestra en la figura 10.11.
Figura 10.11. Válvula de solenoide.
La siguiente tabla muestra algunas de las características de las válvulas elegidas.
CARACTERÍSTICAS TUBERÍA MEDIO DE CULTIVO
AUXILIAR
TUBERÍA DE AIRE TUBERÍA DE DRENAJE
Tipo de válvula Válvula antirretorno
Válvula de mariposa
motorizada
Válvula de solenoide
normalmente cerrada.
Empresa AIQSA Salvador Escoda AIQSA
Diámetro nominal 1,25'' 5'' 1,25"
Tipo de unión Roscada Brida Roscada
Material PVC Hierro PVC

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 46
CAPÍTULO 11. SISTEMA DE CONTROL Y DISPOSITIVOS DE
MEDICIÓN.
11.1.-Variables en el proceso y estrategia de control.
En el proceso existen nueve variables a medir:
1. Caudal de aire a la entrada.
2. Caudal de aire dirigido a la columna de adsorción.
3. Caudal de recirculación.
4. Nivel de líquido en el biofiltro.
5. Nivel de líquido en el depósito auxiliar.
6. Nivel de líquido en el depósito de NaOH.
7. pH del líquido en el biofiltro.
8. Concentración de contaminantes a la entrada.
9. Concentración de contaminantes a la salida.
Las variables a controlar en el proceso son:
Nivel de líquido en el biofiltro.
pH en el líquido del biofiltro.
Concentración de contaminantes a la salida.
Nivel de líquido en el depósito auxiliar.
Nivel de líquido en el depósito de NaOH.
El control de las tres primeras variables citadas se realizará de forma
automática, de forma que en situación normal no tendrá que intervenir ningún
operario. Para ello se dispondrá de un PLC (controlador lógico programable, por sus
siglas en inglés) en la planta. El PLC es un ordenador que se utiliza para la
automatización de procesos electromecánicos en industrias. El funcionamiento es muy
sencillo. El PLC recibe las señales provenientes de los sensores-transmisores instalados
para medir las variables determinadas. El ordenador llevará programado unos
algoritmos determinados para cada entrada que reciba según los cuales emitirá
señales de salida proporcionales que llegarán a los actuadores para mantener la
variable controlada en el valor deseado.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 47
11.2.-Variables a controlar de forma automática.
11.2.1-Control del pH.
La biodegradación de acetona y estireno da productos que provocan el
descenso del pH en el agua de recirculación, principalmente HCl. El microorganismo
responsable de la biodegradación desarrolla su máxima actividad a un pH de 5,9 (valor
del pH del medio de cultivo). Se trabajará a pH constante en un rango de 5,8 a 6.
Para el control automático del pH en el medio de recirculación, se colocará un
transmisor de pH en el fondo del biofiltro. El PLC llevará programado un algoritmo de
control tal que si el pH desciende a 5,8 emitirá una señal eléctrica y provocará el
encendido de la bomba de NaOH. Cuando el pH vuelva a su valor de consigna (pH = 6)
el PLC provocará el apagado de la bomba. Si el pH subiera a más de 6, lo cual ocurriría
tras una adición de NaOH excesiva, se encendería la bomba de drenaje para eliminar
líquido, el cual sería remplazado con medio de cultivo del depósito auxiliar, con el
correspondiente descenso del pH en el líquido.
Algunas especificaciones del transmisor de pH elegido (figura 11.1.) son las
siguientes:
Modelo PHETX-610
Empresa OMEGA
Salida analógica 4 - 20 mA
Rango 0 a 14 pH
Sensibilidad 0,001 pH
Longitud de sonda 7/8'' a 5''
Máxima velocidad de líquido a medir 3 m/s
Rosca de conexión 3/4'' NPT
Figura 11.1. Transmisor de pH PHETX-610.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 48
11.2.2-Control del nivel de líquido en el fondo de la columna..
Se prevé que el nivel de líquido en el fondo de la columna descienda a
consecuencia de las pérdidas por evaporación. Será necesario, por tanto, una
reposición periódica de medio de cultivo para mantener el nivel en los valores
adecuados. Para la reposición se utilizará medio de cultivo del depósito auxiliar, el cual
se alimentará al sistema en la parte superior de la tubería de recirculación a un caudal
de 16,5 m3/h (sección A.4.3.).
Se instalará un sensor de nivel de flotador (figura 11.2.) en el fondo de la
columna. Se han establecido distintos niveles admisibles para el líquido.
1. Nivel mínimo: 25 cm sobre el fondo.
2. Nivel de trabajo.: 40 cm sobre el fondo.
3. Nivel máximo: 55 cm sobre el fondo.
Cuando el nivel de líquido llegue a 25 cm se encenderá la bomba de medio de
cultivo auxiliar para el rellenado del fondo. Se apagará la misma cuando se alcance el
nivel de trabajo de nuevo. Si el nivel subiera por hasta 55 cm se abriría el drenaje hasta
alcanzar de nuevo los 40 cm.
Algunas especificaciones del sensor elegido se citan a continuación:
Modelo NFA-150-150 Empresa Maikontrol
Tipo de sensor Sensor de nivel de flotador acodado Tensión 175 V DC / AC (pico) Potencia 20 W
Temperatura -20 a 130ºC Densidad 0,75 g/cm3 Material Aluminio
Conexión a proceso Brida DN 1''

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 49
Figura 11.2. Sensor de nivel NFA-150-150.
11.2.3.-Control de la concentración de contaminantes a la salida.
La legislación vigente a la fecha de realización del presente proyecto establece
que los valores de emisión de acetona y estireno a la salida del proceso deben
mantenerse por debajo de 500 y 20 ppm, respectivamente.
Se situarán tres transmisores de concentración de compuestos orgánicos
volátiles (figura 11.3.): uno a la entrada del aire en el proceso para saber las
concentraciones que entran, y los otros dos en las tuberías de salida de cada equipo
para conocer cuánto contaminación se está emitiendo. Algunas especificaciones del
transmisor elegido se citan a continuación:
Modelo RAEGuard PID
Empresa Sensotran
Alimentación 9 - 36 VDC máx. 125 mA a 24 V
Salida analógica 4 - 20 mA
Tiempo de respuesta (t90) 40 segundos a 90% de lectura usando isobutileno
Temperatura -20 a 55ºC
Humedad 0 a 95% de humedad relativa (sin condensación).
Contacto seco Máx. 30 V, 2 A.
Tamaño 5'' L x 5'' An x 4,5'' Al.
Peso 2,5 kg.
Montaje 2 orificios de 5,25'' de centro a centro.
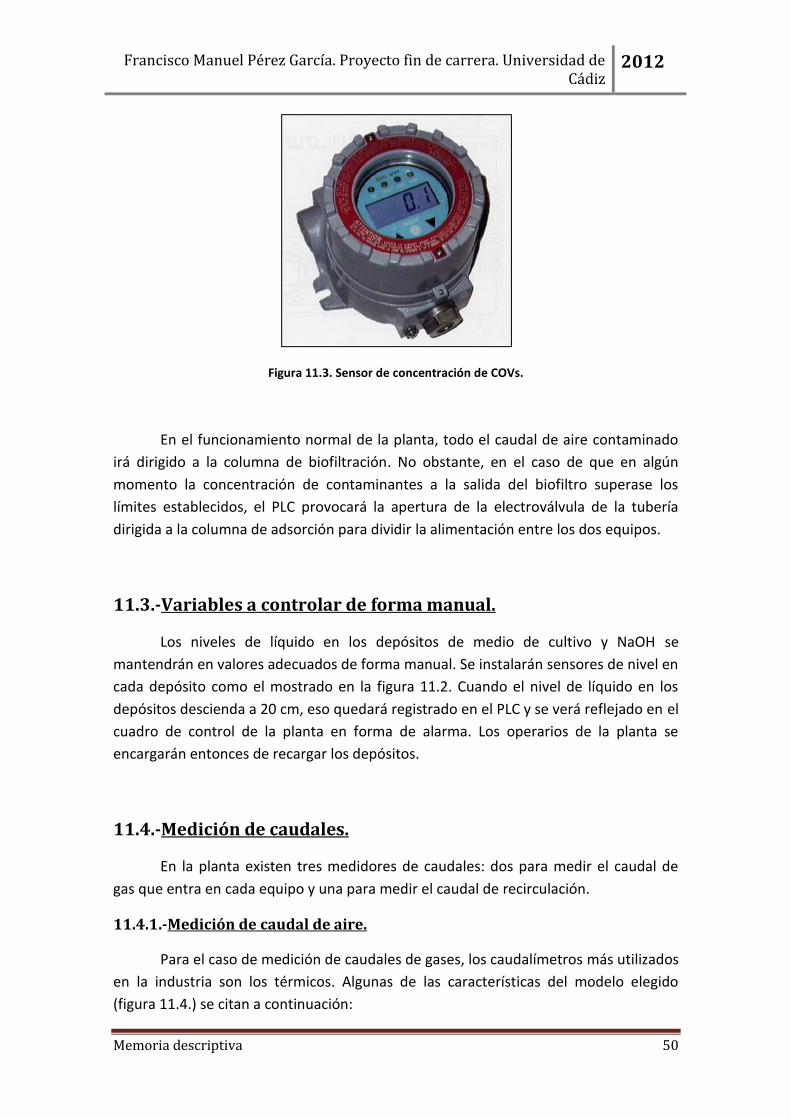
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 50
Figura 11.3. Sensor de concentración de COVs.
En el funcionamiento normal de la planta, todo el caudal de aire contaminado
irá dirigido a la columna de biofiltración. No obstante, en el caso de que en algún
momento la concentración de contaminantes a la salida del biofiltro superase los
límites establecidos, el PLC provocará la apertura de la electroválvula de la tubería
dirigida a la columna de adsorción para dividir la alimentación entre los dos equipos.
11.3.-Variables a controlar de forma manual.
Los niveles de líquido en los depósitos de medio de cultivo y NaOH se
mantendrán en valores adecuados de forma manual. Se instalarán sensores de nivel en
cada depósito como el mostrado en la figura 11.2. Cuando el nivel de líquido en los
depósitos descienda a 20 cm, eso quedará registrado en el PLC y se verá reflejado en el
cuadro de control de la planta en forma de alarma. Los operarios de la planta se
encargarán entonces de recargar los depósitos.
11.4.-Medición de caudales.
En la planta existen tres medidores de caudales: dos para medir el caudal de
gas que entra en cada equipo y una para medir el caudal de recirculación.
11.4.1.-Medición de caudal de aire.
Para el caso de medición de caudales de gases, los caudalímetros más utilizados
en la industria son los térmicos. Algunas de las características del modelo elegido
(figura 11.4.) se citan a continuación:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 50
Modelo t-mass 65I
Empresa Endress + Hauser
Rango 29 a 2900 Nm3/h
Conexión Brida DN 5''
Fuente de alimentación 18 a 30 V
Salida analógica 4 - 20 mA
Figura 11.4. Medidor térmico del caudal de aire.
11.4.2.-Medición de caudal de medio de cultivo.
En este caso se ha elegido un medidor de presión diferencial. Algunas
especificaciones del caudalímetro (figura 11.5.) son:
Modelo DO65F40
Empresa Endress + Hauser
Presión máxima 420 bar
Conexión Brida DN 1,25''
Salida analógica 4 - 20 mA
Pérdida de presión Despreciable

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 52
Figura 11.5. Medidor de caudal para el medio de cultivo.
11.5.-Variador de frecuencia para la soplante.
Se instalará un variador de frecuencia para regular el caudal de aire entrante.
Algunas especificaciones del variador de frecuencia elegido (figura 11.6.) son las
siguientes:
Modelo 6SL3211-0AB13-7UA0
Empresa SIEMENS
Potencia del motor 0,5 CV
Corriente de entrada (A) 6,2
Corriente de salida (A) 2,3

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 53
Figura 11.6. Variador de frecuencia.
11.6.-Elección del PLC.
Para la elección del PLC adecuado para llevar a cabo el control del sistema es
necesario conocer cuántas entradas analógicas van a entrar en el ordenador y cuántas
digitales tienen que salir del mismo. La tabla 11.1 resume el número de entradas
analógicas y salidas digitales en el proceso.
Tabla 11.1. Salidas digitales y entradas analógicas en el proceso.
CONTROL pH Nivel en el biofiltro Concentración
Número de transmisores
implicados
1 1 3
Señales analógicas al PLC
1 1 3
Señales digitales emitidas por el PLC
1 2 2
Elementos sobre los que actúa la
señal emitida por el PLC
Bomba de NaOH Bomba de medio auxiliar y bomba de
drenaje
Electroválvulas

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 54
VARIABLE MEDIDA.
Caudal de aire. Caudal de recirculación.
Nivel en depósito auxiliar.
Nivel en depósito de
NaOH.
Número de transmisores implicados.
2 1 1 1
Señales analógicas al
PLC.
2 1 1 1
Total señales analógicas al PLC Total señales digitales emitidas por el PLC
10 5
Teniendo en cuenta los estos requerimientos se ha elegido un PLC (figura 11.6.)
del cual se listan algunas especificaciones a continuación:
Modelo SIMATIC S7-200
Empresa Siemens
CPU 222'
Entrada/salidas digitales/nº de canales vía módulos de ampliación
48/46/94
Entradas/salidas analógicas/nº de canales vía módulos de ampliación
16/8/16
Memoria de programas 4 kbytes
Memoria de datos 2 kbytes
Dimensiones (Largo x alto x ancho) 90 x 80 x 62 mm
Alimentación 24 V DC
Figura 11.6. PLC Simatic S7-200.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 55
11.7.-Casuística de control de la planta.
La tabla 11.2 resume las posibles situaciones que pueden darse en la planta en
cuanto al funcionamiento y control automático. Es importante resaltar que el control
automático estará sujeto a aquellos cambios que el jefe de planta crea conveniente a
fin de mejorar el funcionamiento de la planta. La tabla que se presenta resume las
situaciones más probables que pueden ocurrir en el proceso diseñado, teniendo en
cuenta las características del mismo. No obstante, no será hasta la puesta en práctica
de la planta, análisis de funcionamiento y experiencia en la misma cuando se
identifiquen las situaciones y problemas más frecuentes que pudiesen llevar a cambios
en el sistema de control.
Tabla 11.2. Situaciones probables en el funcionamiento y control de la planta.
SITUACIÓN ACCIÓN AUTOMÁTICA DEL SISTEMA DE CONTROL
ACTUACIÓN DEL PERSONAL DE LA PLANTA
El transmisor CT2 registra una concentración mayor a
20 ppm.
Apertura de la electroválvula EV2.
El transmisor CT2 registra una concentración menor
a 20 ppm durante 30 minutos, estando la válvula
EV2 abierta.
Cierre de la válvula EV2.
El transmisor de concentración CT2 registra una concentración mayor a 20 ppm, estando la válvula
EV2 abierta.
Cierre de la válvula EV1. Alarma.
Inspección de la columna de biofiltración para
determinar las causas de su mal funcionamiento.
El transmisor de nivel LT1 registra una capacitancia indicante de un nivel de
líquido 25 cm
Encendido de la bomba de medio auxiliar.
El transmisor de nivel LT1 registra un nivel de 40 cm
cuando la bomba de medio auxiliar está en
funcionamiento.
Apagado de la bomba de medio auxiliar.
El transmisor de nivel LT1 registra un nivel de líquido
de 55 cm.
Apertura de la bomba de drenaje.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 56
El transmisor de nivel LT1 registra un nivel de 40 cm
estando la bomba de drenaje en
funcionamiento.
Apagado de la bomba de drenaje.
El transmisor de pH registra un valor de 5,8
Encendido de la bomba de NaOH.
El transmisor de pH registra un valor de 6 estando la bomba de
NaOH en funcionamiento.
Apagado de la bomba de NaOH.
El transmisor de pH registra un valor mayor a
6.
Encendido de las bomba de drenaje medio de
cultivo.
El transmisor de pH vuelve a registrar un valor de 6, estando las bombas de
drenaje y medio de cultivo en funcionamiento.
Apagado de las bombas de drenaje y medio de cultivo.
El transmisor de nivel LT4 registra un nivel de 20 cm
en el depósito.
Alarma. Rellenado manual del depósito.
El transmisor de nivel LT5 registra un nivel de 20 cm
en el depósito.
Alarma. Rellenado manual del depósito.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 57
Figura 11.7. Diagrama esquemático de control de la planta.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 58
CAPÍTULO 12. SEGURIDAD E HIGIENE EN PLANTA.
El trabajo, como toda actividad humana, es una fuente de riesgos somáticos y
psíquicos. Debido a que se dedica al mismo una gran parte de la vida, es natural que
influya sobre la salud. Al ser el trabajador un ser humano, integrante de una sociedad
organizada y no sólo un factor de producción, existen razones de diversa índole que
obligan a vigilar su salud. No sólo razones éticas, morales y humanas, sino también
legales e incluso económicas.
En el presente capítulo se identifican los riesgos a los que los trabajadores
están expuestos por la presencia y funcionamiento de la planta diseñada. Se cita la
legislación vigente a cumplir en términos de prevención de riesgos laborales y se dan
las normas y procedimientos generales que deben ponerse en práctica durante el
funcionamiento de la planta. Es importante resaltar que será en última instancia el
director del Departamento de Seguridad de la propia fábrica en donde ésta planta sea
instalada, el responsable de planificar, poner en práctica, verificar y tomar las
decisiones pertinentes en cuanto a la seguridad de los trabajadores. Todo lo que en
éste capítulo se incluye son generalidades obtenidas de las leyes.
12.1.-Disposiciones generales de seguridad.
A fecha de la realización del presente proyecto, la normativa a aplicar para
velar por la salud y seguridad de los trabajadores es la "Ley 31/1995, de 8 de
noviembre, de Prevención de Riesgos Laborales". Asimismo, a partir de esta ley se
derivan una serie de normas reglamentarias que establecen las medidas mínimas que
deben adoptarse para la adecuada protección de los trabajadores. Estas normas
vienen recogidas en forma de Reales Decretos.
La Ley establece deberes para los jefes de personal, trabajadores y terceros. De
forma general, para los jefes de personal existen las siguientes obligaciones:
Todos los jefes de personal que sean legalmente responsables de la provisión y
conservación de los lugares de trabajo deberán asegurar que ellos estén
construidos, equipados, instalados, explotados y dirigidos de tal manera que
suministren una razonada y adecuada protección a sus trabajadores contra
accidentes y daños a la salud.
Tomarán las medidas para asegurar que los trabajadores reciban las
instrucciones apropiadas referentes a los riesgos de sus ocupaciones
respectivas y las precauciones necesarias para evitar accidentes y daños a la
salud.
Señalar a los trabajadores los riesgos a los cuales puedan estar expuestos.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 59
Con una semana de antelación al comienzo de los trabajos de un
establecimiento industrial, el jefe de personal notificará a la dirección de la
planta el comienzo de las operaciones en dicho establecimiento. Dicha
notificación contendrá una descripción del trabajo que se ha de realizar en el
establecimiento industrial. La dirección de la planta será debidamente
notificada siempre que cambie la naturaleza del trabajo en el establecimiento
industrial.
En todos los locales de trabajo se colocarán avisos indicando los deberes de los
jefes de personal y trabajadores con respecto a las condiciones de seguridad e
higiene, de manera que todos los trabajadores puedan tener conocimiento de
ello.
Se dispondrá de señales visuales y distintivas para indicar todos aquellos
lugares donde pueda haber peligro.
En cuanto a los trabajadores:
Todo empleado deberá cooperar con el jefe de personal en el cumplimiento de
las disposiciones generales de seguridad.
Todo empleado pondrá inmediatamente remedio o informará seguidamente al
jefe de personal o al capataz de cualquier defecto que observe en la fábrica o
en los aparatos allí utilizados.
Todo empleado hará uso de todos los resguardos, dispositivos de seguridad o
demás aparatos proporcionados para su protección, o la de otras personas y
obedecerá todas las instrucciones sobre seguridad procedentes o aprobadas
por la dirección de la planta relacionadas con su trabajo.
Ningún empleado intervendrá, cambiará, desplazará, dañará o destruirá los
dispositivos de seguridad o demás aparatos proporcionados para su protección,
o la de otras personas, y acatará los métodos o procedimientos adoptados con
el fin de reducir al mínimo los riesgos inherentes a su ocupación, salvo cuando
le sea ordenado por el jefe de personal o por su capataz responsable.
Los deberes generales de las terceras personas vienen recogidos en los siguientes
puntos:
Los contratistas, arquitectos o individuos que construyan o renueven edificios
que vayan a usarse como lugares de trabajo cumplirán con las disposiciones
generales de seguridad.
Los constructores, fabricantes o vendedores cumplirán con las disposiciones
generales de seguridad en lo referente a la protección de máquinas, aparatos y
recipientes, así como también al empaquetamiento y al marcado de sustancias
inflamables, explosivas o tóxicas.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 60
12.2.-Riesgos específicos.
En la planta diseñada en el presente proyecto, existen riesgos para los
trabajadores relacionados con la exposición a agentes químicos y biológicos,
exposición al ruido, riesgo eléctrico y riesgo de incendio. Existen normativas específicas
basadas en la Ley 31/1995 que establecen las medidas a adoptar para la protección de
los trabajadores ante los riesgos mencionados.
12.2.1.-Riesgo relacionado con la exposición a agentes biológicos.
Como ya se indicó en el apartado 9.3, el microorganismo a utilizar en el proceso
de biofiltración es el hongo Sporothrix variecibatus.
La normativa vigente a aplicar a fecha de octubre de 2012 es el "Real Decreto
664/1997, de 12 de mayo, sobre la protección de los trabajadores contra los riesgos
relacionados con la exposición a agentes biológicos durante el trabajo". En este
documento se define el concepto de agentes biológicos como "microorganismos, con
inclusión de los genéticamente modificados, cultivos celulares y endoparásitos
humanos, susceptibles de originar cualquier tipo de infección, alergia o toxicidad". Se
clasifican en cuatro grandes grupos en función del riesgo de infección (Artículo 3):
Agente biológico del grupo 1: aquél que resulta poco probable de causar
enfermedad en el hombre.
Agente biológico del grupo 2: aquel que puede causar una enfermedad en el
hombre y puede suponer un peligro para los trabajadores, siendo poco
probable que se propague a la colectividad y existiendo generalmente
tratamiento eficaz.
Agente biológico del grupo 3: aquél que puede causar una enfermedad grave
en el hombre y presenta un serio peligro para los trabajadores, con riesgo de
que se propague a la colectividad y existiendo generalmente tratamiento
eficaz.
Agente biológico del grupo 4: aquel que causando una enfermedad grave en el
hombre supone un serio peligro para los trabajadores, con muchas
probabilidades de que se propague a la colectividad y sin que exista
generalmente un tratamiento eficaz.
El Sporothrix variecibatus no se incluye en los grupos 2, 3 ni 4 que aparece en el
Anexo II del RD. Esto no incluye su automática clasificación en el grupo 1, no obstante,
hay constancia de estudios de biofiltración realizados con este hongo sin registrarse
problemas de salud (Rene et al. 2010, Rene et al. 2011). De esta forma, considerándolo
perteneciente al grupo 1, el RD establece que en cuanto a las "medidas de contención

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 61
y a los niveles de contención para procesos industriales", "se observarán los principios
de correcta seguridad e higiene profesional" (Anexo V).
De forma general, estará prohibido comer, beber, fumar y almacenar alimentos
u otros productos de consumo humano en el local de trabajo, salvo en lugares
específicamente preparados para ello. El trabajador se lavará las manos después del
contacto con animales o materiales y siempre antes de abandonar el puesto de
trabajo. Está recomendada la utilización de monos de trabajo para prevenir la
contaminación o suciedad de las prendas de la calle. Se comprobará periódicamente
que no se han modificado las condiciones de exposición y que, por lo tanto, la
evaluación de riesgos realizada siendo válida.
Las instalaciones dispondrán de retretes y cuartos de aseo adecuados para el
uso de los trabajadores, que incluyan productos para la limpieza ocular y antisépticos
para la piel. Asimismo, se habilitará un lugar determinado para el almacenamiento
adecuado de los equipos de protección y verificar que se limpian y se comprueba su
buen funcionamiento, si fuera posible con anterioridad y, en todo caso, después de
cada utilización, reparando o sustituyendo los equipos defectuosos antes de un nuevo
uso.
Al salir de la zona de trabajo, los trabajadores se quitarán las ropas de trabajo y
los equipos de protección personal que puedan estar contaminados por agentes
biológicos y los guardarán en el lugar dispuesto a tal efecto, que no contendrá otras
prendas, En la misma, se procederá al lavado, descontaminación y, en caso necesario,
destrucción de la ropa de trabajo y los equipos de protección allí depositados, sin que
estos elementos abandonen las instalaciones sin estar debidamente empaquetados.
Será necesario hacer exámenes médicos a los trabajadores en los siguientes
momentos:
A intervalos regulares en lo sucesivo, con la periodicidad que los conocimientos
médicos aconsejen, considerando el agente biológico, el tipo de exposición y la
existencia de pruebas eficaces de detección precoz.
Cuando sea necesario, por haberse detectado en algún trabajador, con
exposición similar, una infección o enfermedad que pueda deberse a la
exposición a agentes biológicos.
12.2.2.-Riesgo relacionado con la exposición a agentes químicos.
Se aplicará el "Real Decreto 374/2001, de 6 de abril, sobre la protección de la
salud y seguridad de los trabajadores contra los riesgos relacionados con los agentes
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 62
químicos durante el trabajo". En la planta no existe una manipulación directa de
productos químicos por parte de los operarios, así que no será necesario tomar
medidas especiales. No obstante, deberán respetarse los siguientes puntos generales:
Se proveerá de gafas de protección y mascarillas con filtros específicos por si
se produce algún escape de contaminantes.
Los suelos, techos y paredes tendrán las características necesarias que
permitan una correcta limpieza y asimismo garanticen una total
impermeabilización frente a agentes químicos que pudieran proyectarse,
derramarse, etc.
Se emplearán equipos e instalaciones lo más herméticos posible. Los equipos
se seleccionarán e instalarán teniendo en cuenta la peligrosidad y
características del agente que va a utilizarse y del entorno en que va a
instalarse.
Se instalarán sistemas de extracción localizada en aquellos lugares donde
puedan producirse escapes.
Se habilitará y recomendará el uso de instalaciones para la higiene personal
antes de las comidas y al finalizar la jornada.
Se reducirá al mínimo el número de trabajadores expuestos o que puedan
estarlo, así como la duración e intensidad de las exposiciones.
12.2.3.-Riesgo eléctrico.
Se seguirá el "Real Decreto 614/2001, de 8 de junio, sobre disposiciones
mínimas para la protección de la salud y seguridad de los trabajadores frente al riesgo
eléctrico". En la planta existen multitud de componentes eléctricos, siendo de esta
forma la electrocución el mayor riesgo de todos que corren los operarios. De forma
general, será necesario identificar las zonas de trabajo en tensión, que son aquellos
espacios de trabajo alrededor de los elementos en tensión en los que la presencia de
un trabajador desprotegido supone un riesgo grave e inminente de que se produzca un
arco eléctrico, o un contacto directo con el elemento en tensión, teniendo en cuenta
los gestos o movimientos normales que puede efectuar el trabajador sin desplazarse.
Donde no se interponga una barrera física que garantice la protección frente a
dicho riesgo, distancia desde el elemento en tensión al límite exterior de esa zona será
la indicada en la tabla 1 del Real Decreto (Anexo I). Otras medidas básicas deben
respetarse tales como proveer a los trabajadores con guantes y botas aislantes,
recubrir las fuentes potenciales de electricidad con materiales de alta resistencia
eléctrica, etc.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 63
12.2.4.-Riesgo de incendio.
Se aplicará el "Real Decreto 2267/2004, de 3 de diciembre, por el que se
aprueba el Reglamento de seguridad contra incendios en los establecimientos
industriales". Los riesgos de incendios en la planta propuesta son bajos debido a que se
opera a temperaturas bajas, por lo que el principal riesgo a considerar es el de un
cortocircuito eléctrico. En las zonas de riesgo eléctrico como en los cuadros eléctricos,
se situarán extintores de CO2, que serán objeto de revisiones periódicas, de acuerdo
con la legislación vigente y recomendaciones del fabricante, y como mínimo una vez al
año.
12.2.5.-Riesgo relacionado con la exposición al ruido.
Se seguirá el "Real Decreto 286/2006, de 10 de marzo, sobre la protección de
la salud y seguridad de los trabajadores contra los riesgos relacionados con la
exposición al ruido". En la planta, las fuentes de ruido son la soplante y las bombas
centrífugas. El valor límite de exposición está establecido en 87 db por el Real Decreto.
12.3.-Fichas internacionales de seguridad química.
Las fichas internacionales de seguridad química, derivadas de las "International
Chemical Safety Cards" (ICSC), recopilan toda la información necesaria en cuanto a
seguridad y riesgos asociados a un producto químico determinado. A continuación se
presentan las fichas de seguridad de todos los productos químicos que existen en la
planta. Todo trabajador expuesto a estos productos diariamente debería conocer los
puntos más importantes de sus fichas de seguridad.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 64

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 66

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 67

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 68

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 69

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 70
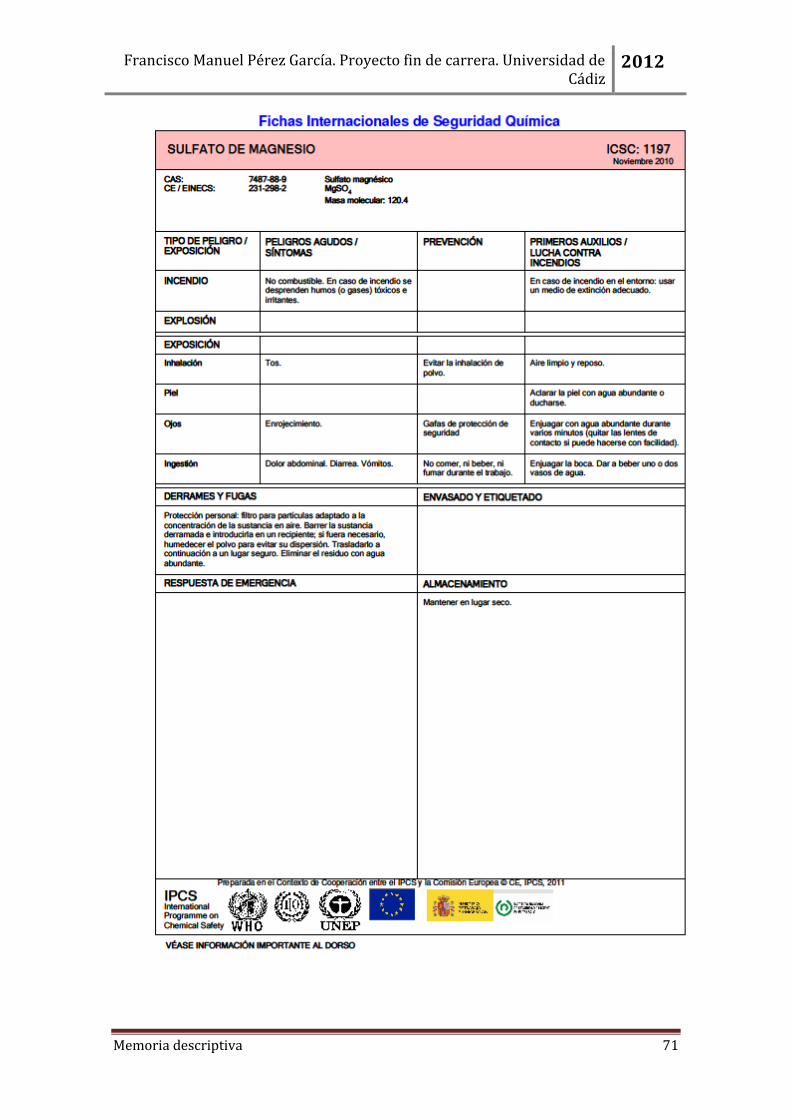
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 71

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 72
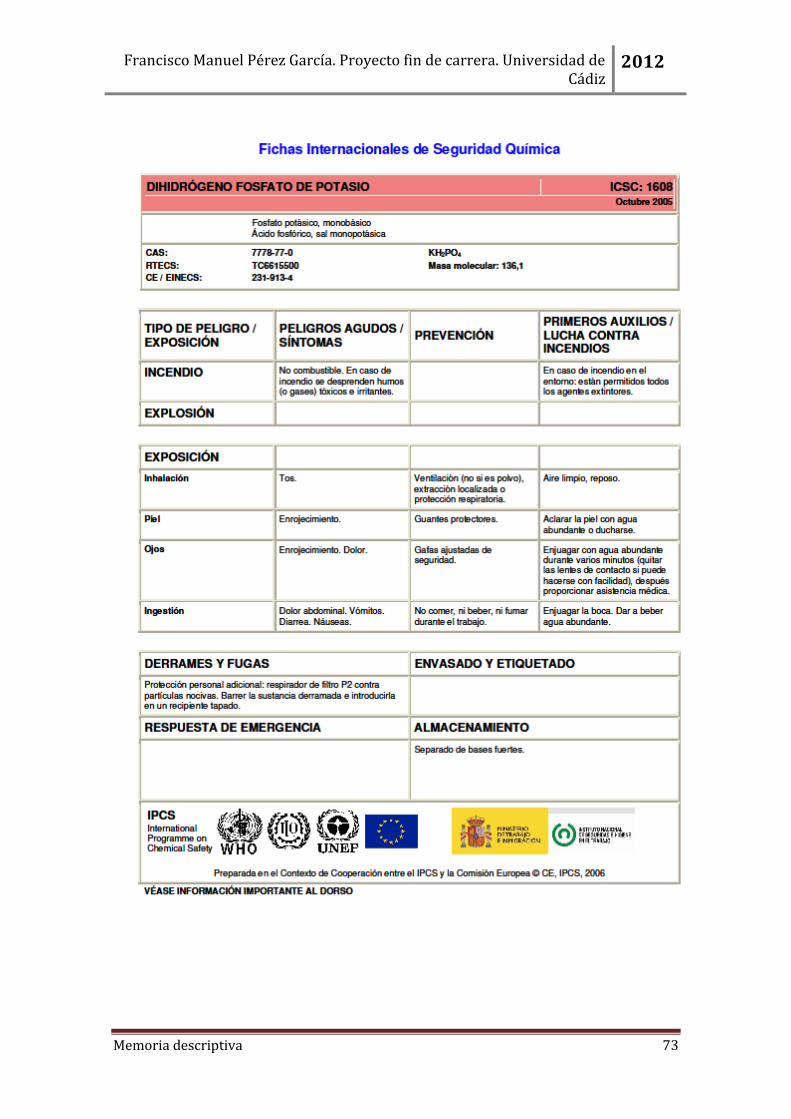
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 73

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 74

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 75
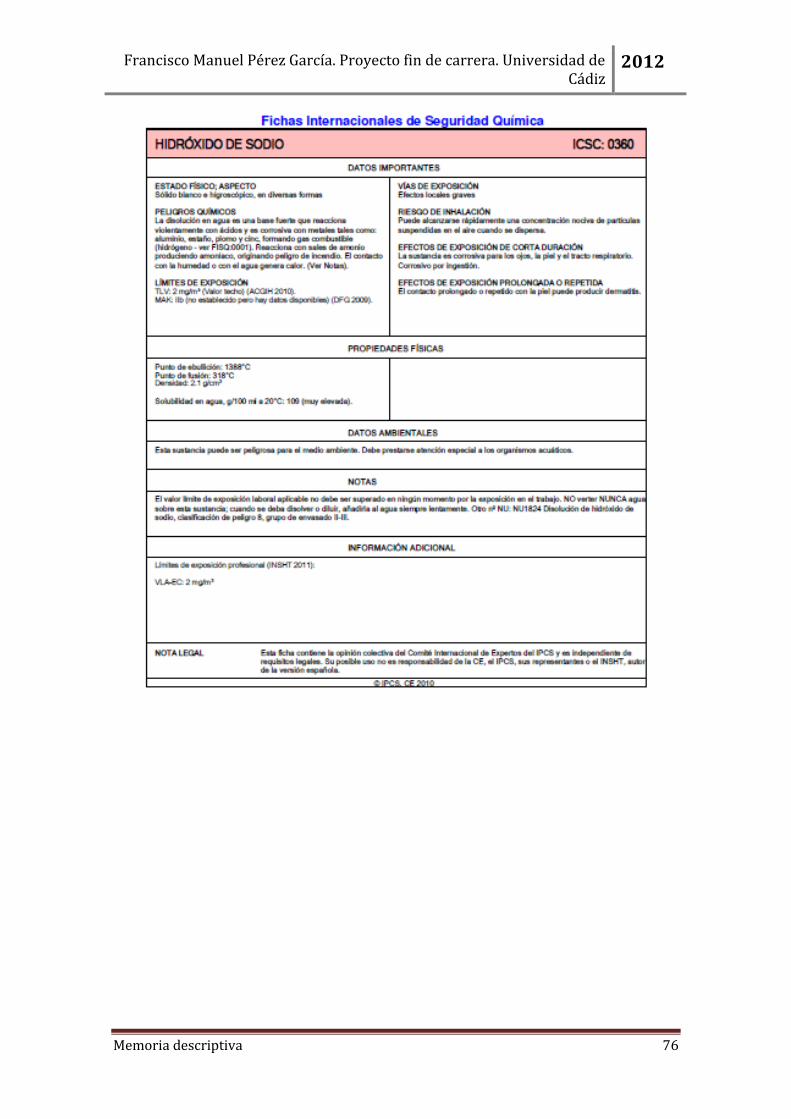
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 76

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 77
CAPÍTULO 13. VERTIDOS ACUOSOS.
En la planta diseñada en el presente proyecto existe emisión de una corriente
acuosa procedente del fondo del biofiltro cuando es necesario el drenado del mismo.
Esta corriente contiene productos químicos determinados (medio de cultivo) y podría
arrastrar consigo algo de biomasa. El objeto del presente capítulo es determinar si esta
corriente puede vertirse directamente o por lo contrario necesita un tratamiento
previo. La posibilidad de vertido o la necesidad de tratamiento previo vendrá
establecido por la legislación en materia de vertidos acuosos.
La norma a respetar en este caso es el "Real Decreto 60/2011, de 221 de enero,
sobre las normas de calidad ambiental en el ámbito de la política de aguas". Este Real
Decreto traspone todos los aspectos contenidos en la "Directiva 2008/105/CE del
Parlamento Europeo y del Consejo". Su objetivo es establecer normas de calidad
ambiental (NCA) para las sustancias contaminantes del agua y establecer valores
máximos permisibles de cada contaminante para el vertido en aguas superficiales.
Las características de la corriente acuosa en un momento determinado pueden
ser las siguientes:
pH Temperatura Compuestos
5,5 - 7,5
15 - 20ºC
KH2PO4 (4,5 g/L) NH4Cl (2 g/L)
K2HPO4 (0,5 g/L) MgSO4·7H2O (0,1 g/L)
Consultando el RD 60/2011, ninguno de los componentes de la corriente considerada
ni sus iones derivados aparecen clasificados en el mismo como sustancias
contaminantes (Anexos I y II).
En cuanto a la biomasa que se pudiera arrastrar en la corriente, ya se justificó
en el apartado 12.2.1 que el microorganismo Sporothrix variecibatus no está
considerado un agente biológico de grupo 2, 3, ni 4 según el RD 664/1997, lo cual
significa que es bastante improbable de causar enfermedad en personas. Por otra
parte, no se espera que se produzca un arrastre de microorganismos del lecho
suficientemente importante como para producir un cambio apreciable en la DBO del
agua superficial donde se produzca el vertido.
De esta forma, el drenaje se vertirá directamente sin necesidad de tratamiento
previo.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 78
CAPÍTULO 14. DISTRIBUCIÓN EN PLANTA.
La distribución de los equipos en planta se ha realizado de forma que se
minimice la superficie requerida, respetando las normas de seguridad vigentes, a fin de
minimizar los costes. La normativa a aplicar es el "Real Decreto 379/2001, de 6 de
abril, por el que se aprueba el Reglamento de almacenamiento de productos químicos
y sus instrucciones complementarias". Dentro del RD se incluye la instrucción
complementaria MIE-APQ 7 sobre almacenamiento de líquidos tóxicos. En el Artículo
15 de dicha instrucción técnica se establece una distancia de separación mínima de 1
metro entre recipientes. De esta forma, la figura 13.1. muestra la distribución en
planta propuesta cumpliendo el Real Decreto 379/2001. La superficie mínima
necesaria para la instalación de la planta según la distribución propuesta es de 30 m2.
Figura 14.1. Distribución en planta.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 79
CAPÍTULO 15. MARCO LEGAL.
El presente proyecto se ha realizado siguiendo la legislación vigente a fecha de
octubre de 2012.
15.1.-Legislación en materia de seguridad e higiene industrial.
Ley 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales.
Real Decreto 664/1997, de 12 de mayo, sobre la protección de los trabajadores
contra los riesgos relacionados con la exposición a agentes biológicos durante
el trabajo.
Real Decreto 374/2001, de 6 de abril, sobre la protección de la salud y
seguridad de los trabajadores contra los riesgos relacionados con los agentes
químicos durante el trabajo.
Real Decreto 614/2001, de 8 de junio, sobre disposiciones mínimas para la
protección de la salud y seguridad de los trabajadores frente al riesgo eléctrico.
Real Decreto 2267/2004, de 3 de diciembre, por el que se aprueba el
Reglamento de seguridad contra incendios en los establecimientos industriales.
Real Decreto 286/2006, de 10 de marzo, sobre la protección de la salud y
seguridad de los trabajadores contra los riesgos relacionados con la exposición
al ruido.
Real Decreto 379/2001, de 6 de abril, por el que se aprueba el Reglamento de
almacenamiento de productos químicos y sus instrucciones complementarias.
15.2.-Legislación en materia de medio ambiente.
Ley 34/2007, de 15 de noviembre, de calidad del aire y protección de la
atmósfera.
Real Decreto 117/2003, de 31 de enero, sobre limitación de emisiones de
compuestos orgánicos volátiles debidas al uso de disolventes en determinadas
actividades.
Real Decreto 60/2011, de 221 de enero, sobre las normas de calidad ambiental
en el ámbito de la política de aguas.
15.3.-Normas y códigos técnicos.
UNE-EN 13121-3:2009+A1:2010/AC:2012. Tanques y depósitos aéreos de
plástico reforzado con fibra de vidrio (PRFV). Parte 3: Diseño y fabricación.
Norma API Std. 650.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 80
CAPÍTULO 16. BIBLIOGRAFÍA Y REFERENCIAS.
16.1.-Bibliografía técnica.
Biotechnology for odor and air pollution control. 2005. Zarook Shareefdeen,
Ajay Singh.
Bioreactors for Waste Gas Treatment (Enviromental pollution). C. Kennes y
M.C. Veiga.
Biofiltration for air pollution control. Joseph S. Devinny, Marc A. Deshusses.
Perry's chemical engineers' handbook. 7th edition.
Operaciones de transferencia de masa. 2ª edición. Robert E. Treybal.
Operaciones unitarias en ingeniería química. 7ª edición. Warren L. McCabe,
Julian C. Smith, Peter Harriot.
Operaciones de separación por etapas de equilibrio. 1988. Ernest J. Henley, J.D.
Seader.
Plant design and economics for chemical engineers. 5ª edición. Max S. Peters.
Reinforced plastics Handbook, 3rd edition. Donald V. Rosato, Dominick V.
Rosato.
16.2.-Publicaciones científicas.
Biotrickling filters for air pollution control. Marc A. Deshusses, Huub H.J. Cox.
Biotechnology. A comprehensive treatise in 8 volumes. Volume 8. Microbial
degradations. Chapter 12: Exhaust gas purification. Simon P. P. Ottengraf.
1986.
Analisis and comparison of biofilter models. S. M. Zarook, A. A. Shaikh. 1996.
Modelling the steady state and dinamic conditions of a biotrickling filter
treating styrene and acetone in air. Andrew Mark Gerrard, Josef Havranek,
Vrastislav Novak, Martin Halecky, Kim Jones, Carlos Ricardo Soccol and Jan
Páca. 2010.
Biotreatment of a gas-phase volatile mixture from fibreglass and composite
manufacturing industries. Eldon R. Renne, María Montes, María C. Veiga and
Christian Kennes. 2011.
Biofiltration of mixtures of gas-phase styrene and acetone with the fungus
Sporothrix variecibatus. Eldon R. Renne, Radka Špačková, María C. Veiga,
Christian Kennes. 2010.
Biofiltration of a styrene/acetone vapor mixture in two reactor types under
conditions of acetone overloading. Jan Páca, Martin Halecky, Vratislav Novak,
Kim Jones and Evguenii Kozliak. 2011.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Memoria descriptiva 81
16.3.-Organizaciones oficiales.
Boletín oficial del estado: www.boe.es
Asociación Española de Normalización y Certificación: www.aenor.es
Instituto Nacional de Seguridad e Higiene en el Trabajo: www.insht.es
US Enviromental Protection Agency: www.epa.gov
Agency for Toxic Substances and Disease Registry: www.atsdr.cdc.gov
16.4.-Proveedores.
Omega Engineering, INC: www.omega.com
Auxiliar de instalaciones químicas S.A: www.aiqsa.com
Koch-Glitsch: www.koch-glitsch.com
The Pall Ring Company Ltd: www.pallrings.co.uk
Carbtrol®: www.carbtrol.com
Georg Fischer Harvel LLC: www.harvel.com
Salvador Escoda S.A: www.salvadorescoda.com
Endress + Hauser: www.endress.com
Air Control Industries: www.aircontrolindustries.com
Siemens: www.siemens.com
Maikontrol: www.maikontrol.com

Anexos a la memoria 82
DOCUMENTO 1
MEMORIa
anexos a la
memoria
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 83
ÍNDICE DE LOS ANEXOS A LA MEMORIA
Anexo I. Definición de los parámetros utilizados en biofiltración ....................... 86
A.1.1. Tiempo de residencia ...................................................................................................... 86
A.1.2. Concentración del contaminante ............................................................................... 86
A.1.3. Carga de contaminante ................................................................................................... 87
A.1.4. Capacidad de eliminación.............................................................................................. 87
A.1.5. Eficacia de eliminación ................................................................................................... 88
Anexo II. Modelo de Ottengraf para biofiltración .......................................................... 89
Anexo III. Diseño del biofiltro ................................................................................................... 92
A.3.1. Cálculo de las dimensiones del lecho ........................................................................ 92
A.3.2. Cálculo de la columna completa ................................................................................. 97
A.3.2.1. Altura total del biofiltro .......................................................................................... 97
A.3.2.2. Material de construcción del biofiltro ............................................................... 97
A.3.2.3. Espesor de la envolvente........................................................................................ 97
A.3.2.4. Fondos de la columna .............................................................................................. 97
A.3.3. Dimensiones del material de relleno y morfología ............................................. 99
A.3.4. Elementos internos de la torre .................................................................................... 99
A.3.4.1. Distribuidor de liquido ............................................................................................ 99
A.3.4.2. Plato de soporte ...................................................................................................... 100
A.3.4.3. Separador de gotas ................................................................................................ 101
Anexo IV. Cálculo de caudales................................................................................................ 102
A.4.1. Caudal de aire contaminado ...................................................................................... 102
A.4.2. Caudal de medio de cultivo de recirculación ...................................................... 102
A.4.3. Caudal de medio de cultivo auxiliar ....................................................................... 103
Anexo V. Diseño del equipo de adsorción ....................................................................... 104
A.5.1. Estimación de las dimensiones del equipo .......................................................... 104
A.5.1.1. Elección del material adsorbente .................................................................... 104
A.5.1.2. Estimación de la cantidad de carbón requerida ......................................... 105

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 84
A.5.1.3. Cálculo de las dimensiones del lecho ............................................................. 107
A.5.2. Elección comercial del equipo .................................................................................. 108
Anexo VI. Estimación del tamaño de los depósitos auxiliares ............................. 109
A.6.1. Depósito de NaOH ......................................................................................................... 109
A.6.1.1. Producción de acidez ............................................................................................ 109
A.6.1.2. Requerimientos de NaOH ................................................................................... 110
A.6.1.3. Elección del depósito ............................................................................................ 112
A.6.2. Depósito auxiliar de medio de cultivo ................................................................... 112
A.6.2.1. Estimación de las pérdidas de agua por evaporación .............................. 112
A.6.2.2. Elección del depósito ............................................................................................ 114
Anexo VII. Diseño de tuberías................................................................................................ 115
A.7.1. Red de tuberías ............................................................................................................... 115
A.7.2. Elección del material .................................................................................................... 117
A.7.3. Cálculo del diámetro de las tuberías ...................................................................... 117
Anexo VIII. Pérdidas de carga ................................................................................................ 120
A.8.1. Pérdidas de carga en conducciones........................................................................ 120
A.8.1.1. Pérdidas de carga mayores ................................................................................ 120
A.8.1.2. Pérdidas de carga menores ................................................................................ 122
A.8.2. Pérdidas de carga en lechos de partículas ........................................................... 122
A.8.3. Pérdida de carga en el biofiltro ................................................................................ 123
A.8.4. Pérdida de carga en la torre de carbón activado ............................................... 127
A.8.5. Pérdida de carga en las tuberías .............................................................................. 128
A.8.5.1. Pérdida de carga en las tuberías de alimentación de aire ...................... 128
A.8.5.2. Pérdida de carga en la tubería de recirculación ......................................... 129
A.8.5.3. Pérdida de carga en la tubería de medio de cultivo auxiliar ................. 130

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 85
Anexo IX. Cálculo y selección de los equipos de impulsión ........................................ 1
A.9.1. Cálculo y selección de la soplante ................................................................................ 2
A.9.2. Cálculo y selección de la bomba de recirculación de agua ................................. 2
A.9.3. Selección de la bomba para la impulsión del NaOH .............................................. 2
A.9.4. Cálculo y selección de la bomba de drenaje ............................................................. 2

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 86
Anexo I. Definición de los parámetros utilizados en
biofiltración.
A.1.1. Tiempo de residencia.
En biofiltración se utiliza el tiempo de residencia sin considerar el relleno (EBRT:
empty bed residence time). Se define mediante la siguiente expresión:
Donde (m3) es el volumen del lecho y (m3/s) es el caudal volumétrico de aire que
entra a sistema. Esta expresión permite rápidamente calcular el volumen necesario de
equipo para un caudal de aire determinado.
El tiempo de residencia real (τ), esto es, el tiempo que realmente el aire
permanece en el biofiltro se obtiene multiplicando el EBRT por la porosidad del lecho.
Donde es la porosidad (volumen de espacio vacío/volumen de filtro).
El efecto del EBRT y el τ son semejantes. Cuando se incrementa su valor, ya sea
por aumento del caudal de aire o del volumen de equipo, la eficacia del proceso
aumenta puesto que el tiempo de contacto contaminante-microorganismo es mayor.
No obstante, mayores tiempos de residencia implican mayores costes del equipo.
A.1.2. Concentración del contaminante.
En biofiltración, puesto que se trabaja con concentraciones muy pequeñas de
contaminantes, es conveniente definir las mismas en las unidades adecuadas. Se
utilizan unidades en partes por millón en volumen (ppmv o mL/m3). Para convertir
unidades de g/m3 a ppmv se utiliza la siguiente expresión:
donde:
Ci: concentración del contaminante (ppmv ó g/m3).
T: temperatura de la corriente de aire (ºC).
Pm: peso molecular del contaminante (g/mol).

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 87
A.1.3. Carga de contaminante.
La carga de contaminante (L) se define como la masa de contaminante que se
alimenta al sistema por unidad de volumen de empaquetado y por unidad de tiempo
mediante la siguiente expresión:
Para cuando hay más de un contaminante, la carga total es la suma de las cargas
individuales de cada uno de ellos:
A.1.4. Capacidad de eliminación.
La capacidad de eliminación se define como la masa de contaminante
degradado por unidad de volumen empaquetado y unidad de tiempo según la
siguiente expresión:
Donde Cin y Cout son las concentraciones de entrada y salida del biofiltro,
respectivamente (g·m-3).
La capacidad de eliminación sólo puede ser igual o menor que la carga de
alimentación. Para cargas de alimentación pequeñas, la capacidad de eliminación es
igual a la carga siendo el porcentaje de eliminación del 100%. Al incrementar la carga,
llega un punto en que el porcentaje de eliminación disminuye del 100% y la
representación de la capacidad de eliminación frente a la carga empieza a separarse de
la recta del 100%; este punto es denominado típicamente carga crítica o capacidad de
eliminación crítica.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 88
Figura A1.1. Capacidad de eliminación máxima y crítica.
La disminución de la capacidad de eliminación al aumentar la carga se puede
explicar dependiendo de cuál es el parámetro que incrementa la carga de
alimentación. Si el caudal se aumenta o se diminuye el volumen, se disminuye el
tiempo de residencia y el contaminante no tiene suficiente tiempo para difundir hasta
la biopelícula y ser oxidado. Si la concentración se aumenta y se mantiene el caudal y
el volumen, llega un momento en que no se puede absorber el contaminante y éste
simplemente pasa a través del sistema sin tener posibilidad de ser oxidado.
Para cargas muy altas la capacidad de eliminación alcanza un valor constante
denominado capacidad de eliminación máxima, que es independiente de la
concentración del contaminante y del tiempo de residencia del gas en un rango amplio
de condiciones de operación.
A.1.5. Eficacia de eliminación.
La eficacia de eliminación se define mediante la siguiente expresión:
Este parámetro es el que en última instancia define la calidad del proceso de
biofiltración, ya que representa el porcentaje de contaminante eliminado en el equipo.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 89
Anexo II. Modelo de Ottengraf para biofiltración.
En el presente proyecto el diseño del biofiltro percolador se lleva a cabo
mediante la aplicación del modelo matemático de Ottengraf (Ottengraf, 1986)
empleando las constantes cinéticas obtenidas a escala de laboratorio por Gerrard et al.
(2010).
Un modelo en ingeniería química es un conjunto de ecuaciones que representa
aproximadamente el comportamiento del sistema en cuestión (en este caso un
biofiltro percolador). Existen varios modelos aplicados para el diseño de sistemas de
biofiltración. Cada modelo desarrolla unas ecuaciones en base a una serie de hipótesis.
Cuanto más restrictivas sean estas hipótesis, mejor será el modelo, lo cual quiere decir
que las predicciones que éste realice estarán más cerca de los datos experimentales, si
bien es cierto que la complejidad matemática aumenta bastante en cuanto al número
de parámetros, ecuaciones y resolución de las mismas. Es importante resaltar que el
propósito del modelo es realizar predicciones realísticas acerca de lo que ocurre en el
interior del sistema, de forma que si se cumple esta condición, el modelo es válido.
En este proyecto se ha elegido el modelo de Ottengraff, publicado en 1986,
para realizar el diseño de la columna. Es éste posiblemente el modelo más sencillo de
todos los existentes en biofiltración y ha sido aplicado con éxito en numerosas
ocasiones por diversos investigadores.
El modelo se basa en las siguientes hipótesis:
1. En la biopelícula es transporte de nutrientes tiene lugar mediante difusión y
puede ser descrito mediante un coeficiente de difusión efectiva De.
2. El espesor de la película δ es pequeño en comparación al diámetro de las
partículas de relleno. Se asume por tanto geometría plana.
3. La cinética de consumo de sustrato en la biopelícula se describe mediante la
ecuación de Michaelis-Menten:
Donde:
ri: velocidad de consumo del componente i por la biomasa (mol·m-3·s-1).
μmàx: velocidad específica máxima de crecimiento (s-1).
Ksi: constante de Michaelis-Menten (mol·m-3).
Cli: concentración del sustrato en el líquido (mol·m-3).
yi: coeficiente de rendimiento.
X: concentración de biomasa activa (kg·m-3).
4. El flujo del gas a través del lecho es en flujo pistón. No existen gradientes
radiales de concentración.
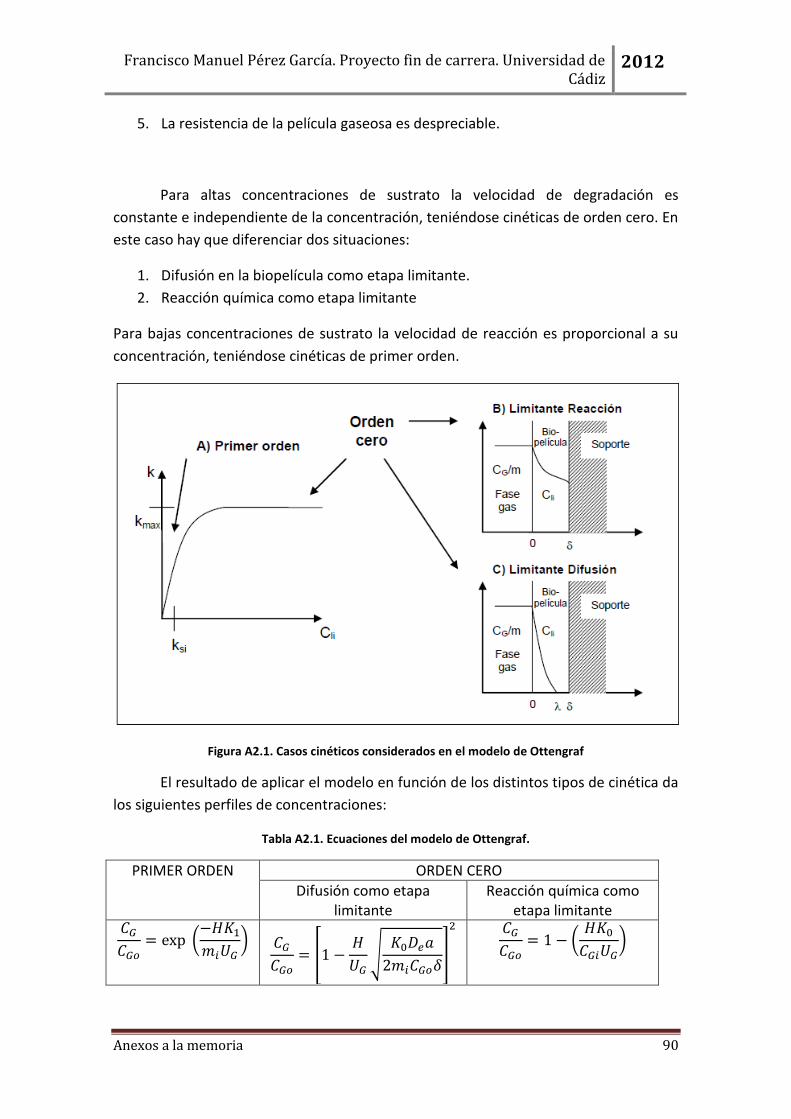
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 90
5. La resistencia de la película gaseosa es despreciable.
Para altas concentraciones de sustrato la velocidad de degradación es
constante e independiente de la concentración, teniéndose cinéticas de orden cero. En
este caso hay que diferenciar dos situaciones:
1. Difusión en la biopelícula como etapa limitante.
2. Reacción química como etapa limitante
Para bajas concentraciones de sustrato la velocidad de reacción es proporcional a su
concentración, teniéndose cinéticas de primer orden.
Figura A2.1. Casos cinéticos considerados en el modelo de Ottengraf
El resultado de aplicar el modelo en función de los distintos tipos de cinética da
los siguientes perfiles de concentraciones:
Tabla A2.1. Ecuaciones del modelo de Ottengraf.
PRIMER ORDEN ORDEN CERO
Difusión como etapa limitante
Reacción química como etapa limitante

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 91
Donde:
CG, CG0: concentraciones de contaminantes a la salida y entrada del sistema
(mg/m3).
H: altura del lecho (m).
UG: velocidad del gas a través de la columna (m/s).
mi: coeficiente de distribución.
K1: constante cinética aparente de la reacción de primer orden.
K0: constante cinética aparente de la reacción de orden cero.
De: coeficiente de difusión efectiva (m2/s).
a: área interfacial por unidad de volumen (m2/m3).
δ: espesor de la biopelícula (m).
En la práctica, algunos de estos parámetros son muy difíciles de determinar, de
forma que lo que se hace es combinar dichos parámetros con las constantes cinéticas
aparentes, obteniendo así nuevas constantes como se muestra a continuación.
Así, las ecuaciones quedan modificadas de la siguiente manera:
Tabla A2.2. Ecuaciones simplificadas del modelo de Ottengraf.
PRIMER ORDEN ORDEN CERO
Difusión como etapa limitante
Reacción química como etapa limitante

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 92
Anexo III. Diseño del biofiltro.
A.3.1.-Cálculo de las dimensiones del lecho.
En el presente proyecto se ha decidido diseñar el biofiltro percolador a partir
del modelo de Ottengraf (Ottengraf, 1986), cuyas características ya han sido expuestas
en el anexo II. Las ecuaciones de este modelo permitirán calcular las dimensiones
necesarias de relleno para el tratamiento de la corriente de aire definida a las
condiciones de operación dadas.
MODELO DE OTTENGRAF VARIABLES DE ENTRADA FIJADAS VARIABLE OBTENIDA
Composición del aire a la entrada y salida del biofiltro.
Constantes cinéticas del proceso de biodegradación.
Velocidad del aire a través del lecho.
Altura del lecho.
Para la aplicación del modelo es necesario conocer el valor de las constantes
cinéticas. Éstos han sido obtenidos por Gerrad et al. (2010). En esta publicación uno de
los experimentos presentados consiste en el tratamiento de una corriente de aire
contaminada con acetona y estireno mediante un biofiltro percolador en
funcionamiento estacionario. Las dimensiones del biofiltro empleado en el estudio y
principales condiciones experimentales se muestran en la siguiente figura.
Figura A.3.1. Esquema del experimento

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 93
El objetivo del experimento era encontrar cuál de las tres ecuaciones del
modelo de Ottengraf se ajusta mejor al comportamiento del sistema en las
condiciones de trabajo desarrolladas. La concentración de estireno se varió en un
rango de 50 a 700 mg/m3, mientras que la concentración de acetona se mantuvo
constante a 50 mg/m3. Se midieron las concentraciones de contaminantes a lo largo
del lecho, obteniéndose de esta forma el perfil de concentraciones en el biofiltro
(valores de concentración en cada punto de la columna). Una vez recogidos estos
datos se realizaron las respectivas regresiones lineales según cada ecuación del
modelo y se comprobó la bondad del ajuste para cada una de ellas, obteniéndose lo
siguiente:
VALORES DE R2 PARA LOS TRES MODELOS
Rango de concentraciones de estireno (mg·m-3)
Orden cero con reacción química
limitante
Orden cero con difusión limitante
Primer orden
200-300 0,9407 0,9789 0,9776
La bondad del ajuste fue bastante buena en los tres casos, especialmente para el
modelo de orden cero con difusión limitante y el modelo de primer orden. A partir de
los parámetros de regresión lineal los valores medios de las constantes cinéticas del
proceso resultan ser:
VALORES MEDIOS DE LAS CONSTANTES CINÉTICAS
Rango de concentraciones de estireno (mg·m-3)
K0 - Orden cero con reacción química
limitante (mg·m-3·s-1)
K0' - Orden cero con difusión limitante
(mg0,5·m-1,5·s-1)
K1' - Primer orden (s-1)
200-300 4 0,18 0,04
Puesto que las concentraciones tratadas en el experimento fueron iguales que
las concentraciones a tratar en el presente proyecto, es posible utilizar los datos
experimentales obtenidos en la publicación para el diseño de la unidad. No obstante,
para realizar esto será necesario mantener una semejanza geométrica con el equipo y
condiciones llevadas a cabo en la experiencia.
El proceso de cálculo de las dimensiones del lecho se compone de los siguientes
puntos:
1. Cálculo de la velocidad superficial del gas: se suponen distintos diámetros y se
calculan las distintas velocidades que corresponden a dichos diámetros
mediante la siguiente ecuación:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 94
Q: caudal volumétrico de aire a tratar (m3·s-1).
D: diámetro interno de la torre (m).
v: velocidad superficial del gas (m·s-1).
2. Cálculo de la altura del lecho necesaria a partir de las ecuaciones del modelo.
PRIMER ORDEN ORDEN CERO
Difusión como etapa limitante
Reacción química como etapa limitante
Se impondrá que la columna elimine el 95% del contaminante, lo cual significa
que CG/CGo = 0,05.
3. Cálculo del tiempo de residencia de vacío en el lecho (EBRT): a partir del caudal
volumétrico de aire (Q) y el volumen del lecho (Vb) según la siguiente
expresión:
Habrá que comprobar que el tiempo de residencia obtenido es siempre igual o
mayor al tiempo de residencia empleado en la experiencia (53 s), en ningún
caso debe ser menor, ya que hay que mantener la mayor semejanza posible
con las condiciones de operación de la experiencia para que sea posible aplicar
el modelo.
En la siguiente tabla se observan los valores de volumen de lecho necesario que
resultan de cada ecuación.
VOLUMEN DEL LECHO NECESARIO (m3)
PRIMER ORDEN ORDEN CERO
Difusión como etapa limitante
Reacción química como etapa limitante
10,40 9,47 8,25

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 95
Puesto que el modelo de orden cero con difusión como etapa limitante fue el que
mejor se ajustó al comportamiento del sistema, será esa ecuación la que se utilice para
el cálculo de la altura del lecho. De esta forma, el lecho tendrá un volumen de 9,47 m3.
4. Elegir la relación H/D adecuada: se tiene la siguiente gráfica elaborada a partir
del modelo, la cual muestra las posibles relaciones H/D para un volumen de
lecho igual a 9,47 m3.
Figura A.3.2. Posibles H/D para el lecho de volumen 9,47 m3.
Puesto que debe mantenerse la mayor semejanza geométrica posible con el
equipo utilizado en la experiencia, la relación H/D también debe ser la misma.
De esta forma, se selecciona una H/D igual a 6,67. A partir de la tabla A.3.2. se
obtienen el diámetro y la altura correspondientes a ese valor de H/D, los cuales
resultan ser:
Dcalculado = 1,22 m
Hcalculado = 8,13 m
5. Aplicar un factor de sobredimensionamiento: el valor de este factor corre a
criterio del proyectista. En este caso se ha elegido un sobredimensionamiento
del equipo del 10 %. Así, las dimensiones del lecho son:
D = 1,34 m
H = 8,94 m
0,00
5,00
10,00
15,00
20,00
25,00
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
0,8 1 1,2 1,4 1,6 1,8 2 2,2 2,4
H/D H (m)
D (m)
H vs D H/D vs D

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 96
V = 12,61 m3
Puesto que 1,34 metros no corresponde a un diámetro comercial estándar, se
redondea a un valor cercano que sí lo sea (1,50 m). De esta forma, las
dimensiones finales del lecho serán:
D = 1,50 m
H = 7,13 m
V = 12,61 m3
A.3.2.-Cálculo del la columna completa.
La columna de biofiltración, al igual que una columna de absorción de relleno,
se compone de un depósito cilíndrico vertical (envolvente) con un fondo superior
toriesférico y un fondo inferior plano. La parte inferior está equipada con una entrada
de gas y salida del líquido (drenaje). En la parte superior existe una entrada para el
líquido, una salida para el gas y un distribuidor de líquido.
Figura A.3.3. Esquema de la torre de biofiltración.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 97
A.3.2.1.-Altura total del biofiltro.
Aparte del relleno, debe quedar una altura suficiente arriba y abajo del mismo
para la disposición de los elementos necesarios (entradas y salidas de tuberías
accesorios, etc...). Este exceso se impondrá de 1 metro en cada extremo. De esta
forma la altura total de la torre será de 9,13 m.
A.3.2.2.-Material de construcción para el biofiltro.
El material utilizado para la construcción del biofiltro será el poliéster reforzado
en fibra de vidrio (PRFV). Este material presenta una serie de propiedades que lo hacen
adecuado para albergar el proceso de biofiltración. Algunas de éstas propiedades son:
Robustez estructural.
Ligereza (4 veces más ligero que el acero convencional).
Aislante térmico y eléctrico.
Alta resistencia al impacto y la fatiga.
Material homogéneo y poco poroso.
Coeficiente de dilatación inferior al de los perfiles metálicos.
Mantenimiento nulo.
La construcción con este material está regida por la norma "UNE-EN 13121-
3:2009+A1:2010/AC".
A.3.2.3.-Espesor de la envolvente.
Se recurre a la Norma API Std. 650, que establece unos espesores mínimos para
tanques a presión atmosférica en función de sus diámetros. Para tanques de diámetro
inferior a 1,520 m, el espesor mínimo ha de ser de 4,76 mm. Se impondrá un espesor
de 5 mm para asegurar el cumplimiento de la norma.
A.3.2.4.-Fondos de la columna.
El biofiltro llevará un fondo superior toriesférico de tibo Korboggen como el
mostrado en la figura A.3.4. Estos fondos son los de mayor aceptación en la industria
debido a su bajo coste y su capacidad para soportar grandes presiones.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 98
Figura A.3.4. Fondo toriesférico de tipo Korbbogen.
Las medidas del fondo se calculan a partir del diámetro y el espesor fijados, según las
relaciones que aparecen en la figura, las cuales aparecen en la norma DIN-28013.
Obviamente, el diámetro y espesor del fondo coincidirán con los del cuerpo de la
columna. De esta forma, las dimensiones son:
En el centro del fondo habrá una perforación de diámetro 141 mm para instalar
la tubería a través de la cual saldrá el aire depurado.
El fondo inferior se construirá plano ya que no se prevén deposiciones sólidas
en el fondo del depósito. Se trata, pues, de un cilindro de diámetro y espesor iguales a
los de la envolvente y de altura igual a 1 m. Sus medidas son, por tanto:
En este fondo inferior habrán dos perforaciones, una de diámetro 141 mm para
permitir la entrada de la tubería del aire contaminado, y otra de diámetro 48 mm para
permitir la salida del agua de recirculación acumulada.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 99
A.3.3.-Dimensiones del material de relleno y morfología.
Al igual que en la experiencia, se utilizarán anillos Pall de polipropileno. El
diámetro de los anillos será de 5 cm y la empresa The Pall Ring Company será la
proveedora de los mismos. La bibliografía recomienda que la relación
a fin de evitar problemas de canalización del líquido a través de las
paredes de la columna. Los anillos Pall de tamaño 50 mm dan una relación
.
Figura A.3.8. Anillos Pall.
A.3.4.-Elementos internos de la torre.
A.3.4.1.-Distribuidor de líquido.
El distribuidor de líquido se sitúa encima del lecho, está conectado a la tubería
de alimentación de medio de cultivo y tiene una geometría tal que hace que éste caiga
uniformemente a través del lecho después del paso a su través. Existen multitud de
modelos en el mercado cada uno con distintas características y apropiados para
procesos determinados, aunque cada modelo es fabricado dentro de un rango de
diámetros determinado. Habrá de elegirse un modelo cuyo rango de diámetros de
fabricación satisfaga el diámetro de la columna diseñada (1,50m). El distribuidor de
líquido elegido ha sido:
MODELO EMPRESA
Deck type distributor The Pall Ring Company

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 100
Figura A.3.5. Distribuidor de líquido de plato (Deck type)
Se pedirá el modelo de polipropileno con un diámetro de 1,50 metros.
A.3.4.2.-Plato de soporte.
El plato de soporte se situará 1 metro por encima de la base de la columna y su
función es, como su propio nombre indica, soportar el relleno. El plato elegido ha sido:
MODELO EMPRESA
Random packing gas injection support plate
The Pall Ring Company
Figura A.3.6. Plato de soporte.
El plato está hecho de polipropileno y su diámetro es 1,50 metros.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 101
A.3.4.3.-Separador de gotas.
El separador de gotas tiene como función captar las pequeñas gotitas que el gas
pudiera arrastrar consigo en su ascenso por el biofiltro. De esta forma, se asegura que
no ocurra la indeseable situación de proyección de gotas por la parte superior de la
columna hacia el exterior.
Figura A.3.7. Separador de gotas.
Se ha elegido a la empresa The Pall Ring Company como la proveedora del
separador de gotas, el cual estará hecho de polipropileno con un diámetro de 1,50
metros y se situará 300 mm por encima del plato de relleno.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 102
Anexo IV. Cálculo de caudales
A.4.1.-Caudal de aire contaminado.
Esta corriente se encuentra perfectamente definida al ser una de las variables
de diseño. Su caudal volumétrico es de 500 m3.
A.4.2.-Caudal de medio de cultivo de recirculación.
Habrá que mantener la misma velocidad superficial del líquido (TLV, trickling
liquid velocity) que la de la experiencia.
TLV: velocidad superficial del líquido (m·s-1).
Qlíquido: caudal de recirculación del medio de cultivo (m3·s-1).
A: sección transversal interna de la torre (m2).
Deberá cumplirse, por tanto, lo siguiente:
De esta forma, el caudal de recirculación será:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 103
A.4.3.-Caudal de medio de cultivo auxiliar.
La bomba de medio auxiliar empezará a funcionar cuando el nivel de líquido en
la columna sea de 25 cm. Debe aportar un volumen de 265 L para alcanzar el nivel de
trabajo (40 cm) de nuevo. De esta forma, para recuperar el nivel de trabajo en un
minuto, el caudal con que la bomba alimentará medio de cultivo auxiliar a la columna
será de 265 L/min.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 104
Anexo V. Diseño del equipo de adsorción.
En el presente anexo se realizará una estimación acerca de las dimensiones
necesarias del equipo de adsorción auxiliar a instalar en la planta.
A.5.1.-Estimación de las dimensiones del equipo.
A.5.1.1-Elección del material adsorbente.
Existen multitud de materiales adsorbentes en el mercado (Tabla A.5.1.), cada
cual con unas propiedades determinadas que lo harán adecuado para cada aplicación
en particular.
Tabla A.5.1. Materiales adsorbentes. Fuente: Perry 7ª edición.
Para el caso de la adsorción de vapores de COVs, el carbón activo ha
demostrado ser el material más adecuado, lográndose eficacias de eliminación
mayores al 99%. Su estructura y multitud de poros internos le confieren un gran área
superficial (500 - 1500 m2/g) y, en consecuencia, un poder de adsorción enorme. Suele
venir en dos variaciones: carbón activado en polvo (PAC) y carbón activado granular
(GAC), siendo este último el más utilizado en la industria.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 105
Figura A.5.1. Carbón activado granular (GAC).
A.5.1.2-Estimación de la cantidad requerida de carbón.
La adsorción de contaminantes en un lecho fijo de carbón es un proceso no
estacionario, lo cual quiere decir que varía con el tiempo. Esto es así puesto que la
capacidad de adsorción del carbón es limitada, de forma que al principio de la
operación los contaminantes se adsorberán satisfactoriamente en el lecho, pero a
medida que pase el tiempo las partículas de carbón se irán saturando hasta que llegue
un momento en el que no admitan más contaminante y la eficacia de adsorción
decaiga a valores inadmisibles. Será éste el momento en el que debe retirarse el lecho
de partículas y proceder o bien a su eliminación o a regeneración para su posterior
reutilización.
De esta forma, al realizar la estimación de la cantidad de carbón necesaria para
una adsorción determinada, hay que especificar la duración que se espera de ese
carbón. Es evidente que cuanta más duración se le exija al lecho, más cantidad de
carbón será necesaria y, por tanto, mayor será la dimensión del equipo, lo cual se
traduce directamente en un aumento de los costes tanto de inmovilizado como de
operación (regeneración del carbón). En el caso del presente proyecto, teniendo en
cuenta se trata de un equipo auxiliar que funcionará en situaciones excepcionales, no
se impondrá una duración del lecho muy elevada a fin de no realizar un
sobredimensionado que supondría un despilfarro.
Para la estimación de la cantidad necesaria de carbón se supondrá el caso más
desfavorable en que toda la corriente de aire es dirigida al adsorbedor. De esta forma,
se tiene el siguiente diagrama de flujo.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 106
Se tiene que la cantidad total de contaminantes a tratar a lo largo de un mes es:
Para saber qué cantidad de carbón es necesaria para tratar estos
contaminantes es necesario tener datos de capacidad de adsorción del carbón para
cada contaminante. Cuando se trata de adsorción de vapores, no hay datos disponibles
en la bibliografía o bien los pocos que existen han sido determinado de forma teórica
en la mayoría de los casos. Lo más sensato en este caso es obtener la información del
propio proveedor del carbón. En el presente proyecto se han utilizado los datos de la
empresa Carbtrol®, especializada en la eliminación de COVs en aire por adsorción en
carbón activo.
Tabla A.5.2. Datos de capacidad de adsorción para carbón activado granular. Fuente: Carbtrol®.
COMPUESTOS CAPACIDAD DE ADSORCIÓN (kg contaminante/kg carbón)
Estireno 0,25
Acetona 0,008
De esta forma, la cantidad necesaria de carbón para una operación de un mes
será:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 107
La cantidad de carbón necesaria para tratar acetona es seis veces mayor que la
necesaria para tratar estireno. Esto es de esperar si se tiene en cuenta la bajísima
tendencia de adsorción de la acetona (Tabla A.5.2.), lo cual se deriva de su bajo peso
molecular y alta volatilidad. Con el objetivo de minimizar costes en carbón, no se
considerará la adsorción de acetona en los cálculos. Esta suposición es perfectamente
asumible, ya que la acetona ya se encuentra por debajo de sus límites de emisión
legales (TLV-TWA: 500 ppm) a la entrada del proceso (22 ppm). De esta forma,
considerando sólo la adsorción de estireno, la cantidad de carbón requerida por mes
de operación es de 360 kg, lo cual corresponde a la hipotética situación en la que la
columna de adsorción operaría durante un mes, todos los días durante 24 horas.
Se recomienda imponer un factor de sobredimensionado a la cantidad de
carbón, ya que no se han considerado en los cálculos algunos efectos tales como la
adsorción de agua y de acetona. Imponiendo un factor de seguridad del 20 % se tiene
que la cantidad de carbón requerida por mes de operación es de 432 kg.
A.5.1.3-Cálculo de las dimensiones del lecho.
Una vez conocida la cantidad de carbón mensual necesaria, se calculan las
dimensiones del lecho. Si se dispone el lecho en un contenedor cilíndrico, la velocidad
superficial de circulación del gas a través del mismo (impuesta por el diseñador) dará el
diámetro necesario mediante la siguiente expresión:
D: diámetro del lecho (m).
Qv: caudal volumétrico del aire (m3/s).
v: velocidad superficial del gas (m/s).
Se supone una velocidad superficial determinada y se calcula el diámetro del lecho. La
bibliografía recomienda un rango de velocidades de entre 5 y 50 cm/s. Una vez se
tenga el diámetro, se calcula la altura del lecho, conocida la densidad del carbón (489
kg/m3) de la siguiente forma:
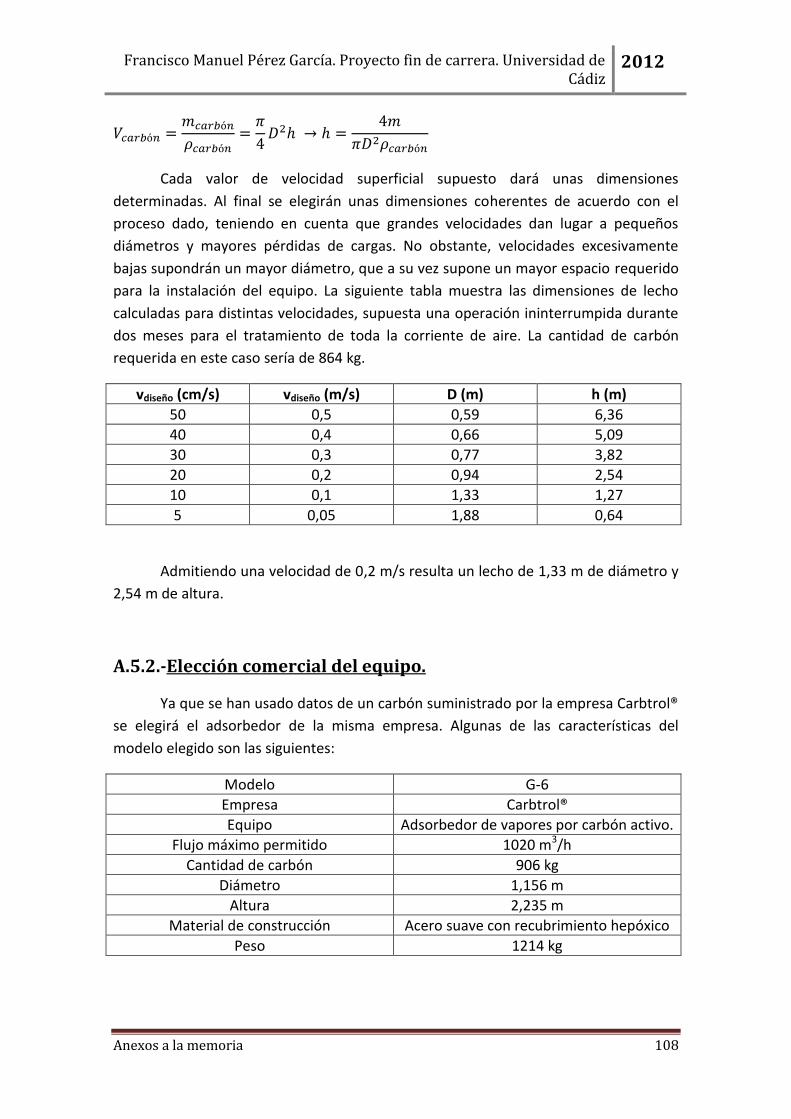
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 108
Cada valor de velocidad superficial supuesto dará unas dimensiones
determinadas. Al final se elegirán unas dimensiones coherentes de acuerdo con el
proceso dado, teniendo en cuenta que grandes velocidades dan lugar a pequeños
diámetros y mayores pérdidas de cargas. No obstante, velocidades excesivamente
bajas supondrán un mayor diámetro, que a su vez supone un mayor espacio requerido
para la instalación del equipo. La siguiente tabla muestra las dimensiones de lecho
calculadas para distintas velocidades, supuesta una operación ininterrumpida durante
dos meses para el tratamiento de toda la corriente de aire. La cantidad de carbón
requerida en este caso sería de 864 kg.
vdiseño (cm/s) vdiseño (m/s) D (m) h (m)
50 0,5 0,59 6,36
40 0,4 0,66 5,09
30 0,3 0,77 3,82
20 0,2 0,94 2,54
10 0,1 1,33 1,27
5 0,05 1,88 0,64
Admitiendo una velocidad de 0,2 m/s resulta un lecho de 1,33 m de diámetro y
2,54 m de altura.
A.5.2.-Elección comercial del equipo.
Ya que se han usado datos de un carbón suministrado por la empresa Carbtrol®
se elegirá el adsorbedor de la misma empresa. Algunas de las características del
modelo elegido son las siguientes:
Modelo G-6
Empresa Carbtrol®
Equipo Adsorbedor de vapores por carbón activo.
Flujo máximo permitido 1020 m3/h
Cantidad de carbón 906 kg
Diámetro 1,156 m
Altura 2,235 m
Material de construcción Acero suave con recubrimiento hepóxico
Peso 1214 kg

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 109
Anexo VI. Estimación del tamaño de los depósitos
auxiliares.
En el presente anexo se realizará una estimación de los requerimientos de
medio de cultivo para la reposición de líquido en el fondo de la columna de
biofiltración y NaOH necesario para la corrección del pH. Sabiendo los requerimientos
por unidad de tiempo, se determinará el tamaño óptimo de los depósitos destinados al
albergue de cada líquido, teniendo en cuenta que los mismos serán rellenados
manualmente cuando se queden vacíos.
A.6.1. Depósito de NaOH.
A.6.1.1.-Producción de acidez.
Es necesario hacer una estimación de la variación del pH a lo largo del tiempo
en el líquido de recirculación del biofiltro para estimar a su vez los requerimientos de
NaOH. Se sabe que el microorganismo Sporothrix variecibatus produce la oxidación
completa de los contaminantes a CO2 y agua (Rene et al, 2010). Teniendo en cuenta la
producción de biomasa, considerando esta como C5H7NO2, y que la fuente de
nitrógeno es el cloruro de amonio, se tienen las siguientes reacciones:
El compuesto principalmente responsable de la acidificación del medio es el
HCl, el cual se produce según una estequiometría 1:1 con respecto al estireno y 1:2 con
respecto a la acetona. Sabiendo esto y teniendo en cuenta el balance de masas en
estado estacionario de la columna de biofiltración (figura A.6.1.) es posible realizar una
estimación acerca de cuánto HCl se produce por unidad de tiempo en el proceso de
biodegradación.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 110
Figura A.6.1. Balance de masas en estado estacionario de la columna de biofiltración.
La producción de HCl es, teniendo en cuenta la estequiometría:
Por biodegradación de estireno: 1,140 mol/h.
Por biodegradación de acetona: 0,205 mol/h.
En total, se producen 1,345 mol/h de HCl en la operación estacionaria del biofiltro.
A.6.1.2.-Variación horaria del pH.
En la composición del medio de cultivo (tabla 9.1.) existe un sistema
amortiguador del pH. Es éste el sistema KH2PO4/K2HPO4 (tampón fosfato). Para
cuantificar la variación horaria del pH habrá que determinar la capacidad reguladora
del tampón.
Al disolver KH2PO4 y K2HPO4 en el agua, se produce la disociación completa de
las sales, al ser éstas sales fuertes, según las siguientes reacciones:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 111
El sistema amortiguador consiste entonces en el ácido débil H2PO4- y su base
conjugada HPO42-. El equilibrio formado viene dado por la siguiente reacción:
Inicialmente, las concentraciones de cada especie son:
La presencia del ión común HPO42- en el medio hace que el equilibrio de la anterior de
reacción esté muy desplazado a la izquierda, por lo que las concentraciones en el
equilibrio serán prácticamente las mismas que las concentraciones iniciales.
Cada hora de operación se producen 1,345 mol de HCl, los cuales se disuelven
en 707 L de líquido, suponiendo que éste se encuentre en su nivel de trabajo en la
columna (40 cm). De esta forma, se tiene una concentración de HCl igual a 1,90·10-3 M.
El HCl, por su condición de ácido fuerte, se disocia completamente según la siguiente
reacción:
De forma que la concentración de H3O+ aumenta 1,90·10-3 M cada hora, provocando el
correspondiente descenso del pH en el líquido de recirculación. Toda la nueva cantidad
que se genera de H3O+ se consume, de forma que las concentraciones en el nuevo
equilibrio son:
Siendo la nueva concentración de H3O+ y pH:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 112
De esta forma, el pH baja 0,25 unidades cada hora en operación estacionaria.
A.6.1.3.-Requerimientos de NaOH.
Se dispondrá una disolución de NaOH al 48% en peso (12 M) en el depósito. El
problema consiste en saber qué cantidad de disolución es necesario añadir al líquido
de recirculación al cabo de una hora de operación, cuando el pH es 5,65.
Se tiene que los moles de HCl presentes en 707 L de líquido de recirculación al
cabo de una hora de operación son 1,345. De esta forma, según la estequiometría de
la reacción habrá que añadir la misma cantidad de moles de NaOH para la
neutralización. El volumen de disolución de NaOH 12 M que corresponde a esos moles
es:
De esta forma, se concluye que son necesarios unos 3 L de disolución al día,
suponiendo una operación continua durante las 24 horas del día y toda la semana, lo
cual significa un gasto de unos 90 L al mes.
A.6.1.4.-Elección del depósito.
Teniendo en cuenta el requerimiento de NaOH de 90 L al mes, se ha elegido un
depósito de 140 L, lo cual significa un rellenado del mismo cada cinco semanas
aproximadamente.
A.6.2. Depósito auxiliar de medio de cultivo.
A.6.2.1.-Estimación de las pérdidas de agua por evaporación.
El nivel de líquido de recirculación en el fondo del biofiltro descenderá cada
cierto tiempo debido a las pérdidas por evaporación. Será necesaria la reposición
periódica de líquido para mantener el nivel en su valor de trabajo. Para calcular
aproximadamente cuánto líquido es necesario almacenar para la reposición será
necesario estimar las pérdidas por evaporación que tienen lugar durante el proceso.
Esto puede realizarse mediante balances de masa en estado estacionario, conocidas
las condiciones del aire a la entrada y salida del biofiltro (temperatura y humedad
relativa media).

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 113
Se supondrá una humedad relativa media de entrada del aire del 60%, saliendo
con una humedad del 95% tras su paso por el biofiltro debido al contacto en
contracorriente con la corriente acuosa descendente. La temperatura de entrada y
salida se supondrá constante, tomando un valor medio de 20ºC. Mediante una gráfica
psicométrica se puede saber la humedad absoluta (HA) del aire (masa de agua/masa
de aire seco) del aire a partir de la temperatura y humedad relativa media del mismo.
Figura A.6.2. Gráfica psicométrica.
Se tiene entonces:
A la entrada: T = 20ºC; HR = 60% HA = 0,009 kg H2O/kg aire seco.
A la salida: T = 20ºC; HR = 95% HA = 0,014 kg H2O/kg aire seco.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 114
Figura A.6.3. Balance de masa en estado estacionario del biofiltro para la estimación de las pérdidas de agua por evaporación.
A partir de la figura A.6.3. se tiene que las pérdidas de agua por evaporación son:
La cantidad de medio de cultivo necesaria para reponer el agua pérdida por
evaporación es, tomando la densidad del medio de cultivo prácticamente la misma que
la del agua (1 kg/L), será de 3 L/h, lo cual significan 72 L/día y 504 L/semana,
suponiendo un funcionamiento de la planta durante toda la semana las 24 horas del
día.
A.6.2.2.-Elección del depósito.
Se elegirá un depósito auxiliar de 1000 L para albergar el medio de cultivo.
Considerando la estimación realizada en el anterior apartado, donde resulta un
requerimiento de medio de cultivo de unos 500 L a la semana, habrá de reponerse el
depósito una vez cada dos semanas.
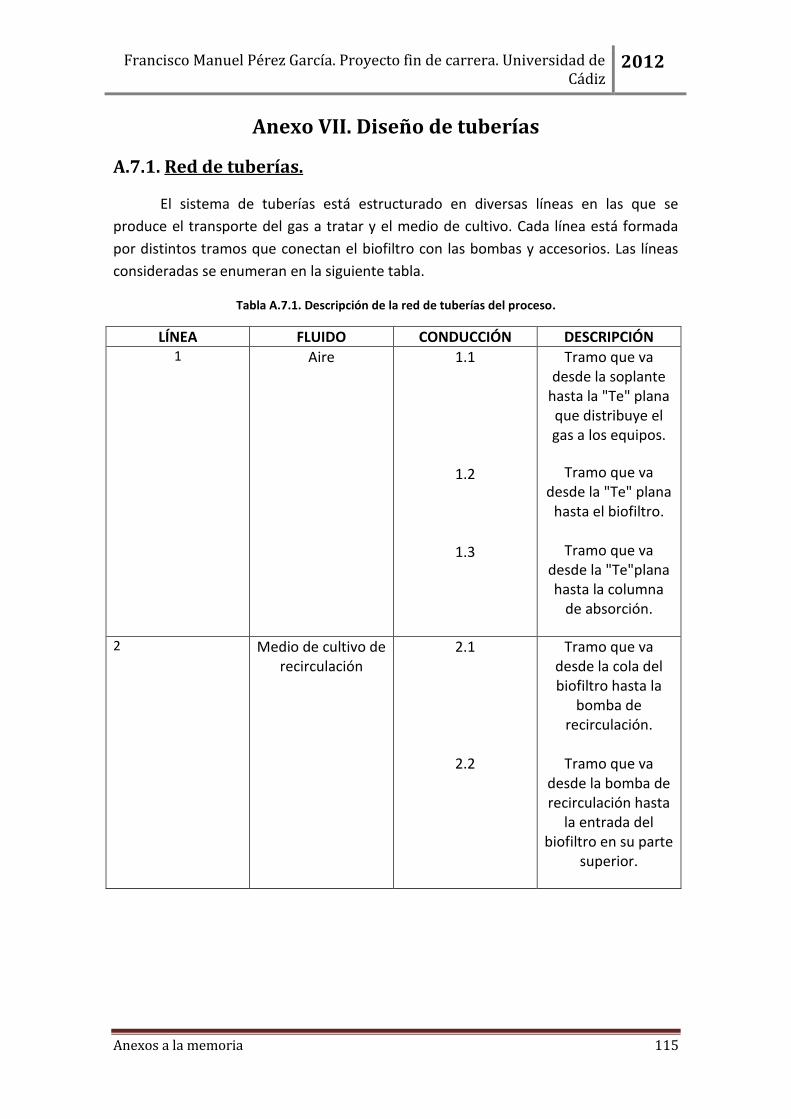
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 115
Anexo VII. Diseño de tuberías
A.7.1. Red de tuberías.
El sistema de tuberías está estructurado en diversas líneas en las que se
produce el transporte del gas a tratar y el medio de cultivo. Cada línea está formada
por distintos tramos que conectan el biofiltro con las bombas y accesorios. Las líneas
consideradas se enumeran en la siguiente tabla.
Tabla A.7.1. Descripción de la red de tuberías del proceso.
LÍNEA FLUIDO CONDUCCIÓN DESCRIPCIÓN 1 Aire 1.1
1.2
1.3
Tramo que va desde la soplante
hasta la "Te" plana que distribuye el gas a los equipos.
Tramo que va desde la "Te" plana
hasta el biofiltro.
Tramo que va desde la "Te"plana hasta la columna
de absorción.
2 Medio de cultivo de recirculación
2.1
2.2
Tramo que va desde la cola del biofiltro hasta la
bomba de recirculación.
Tramo que va
desde la bomba de recirculación hasta
la entrada del biofiltro en su parte
superior.
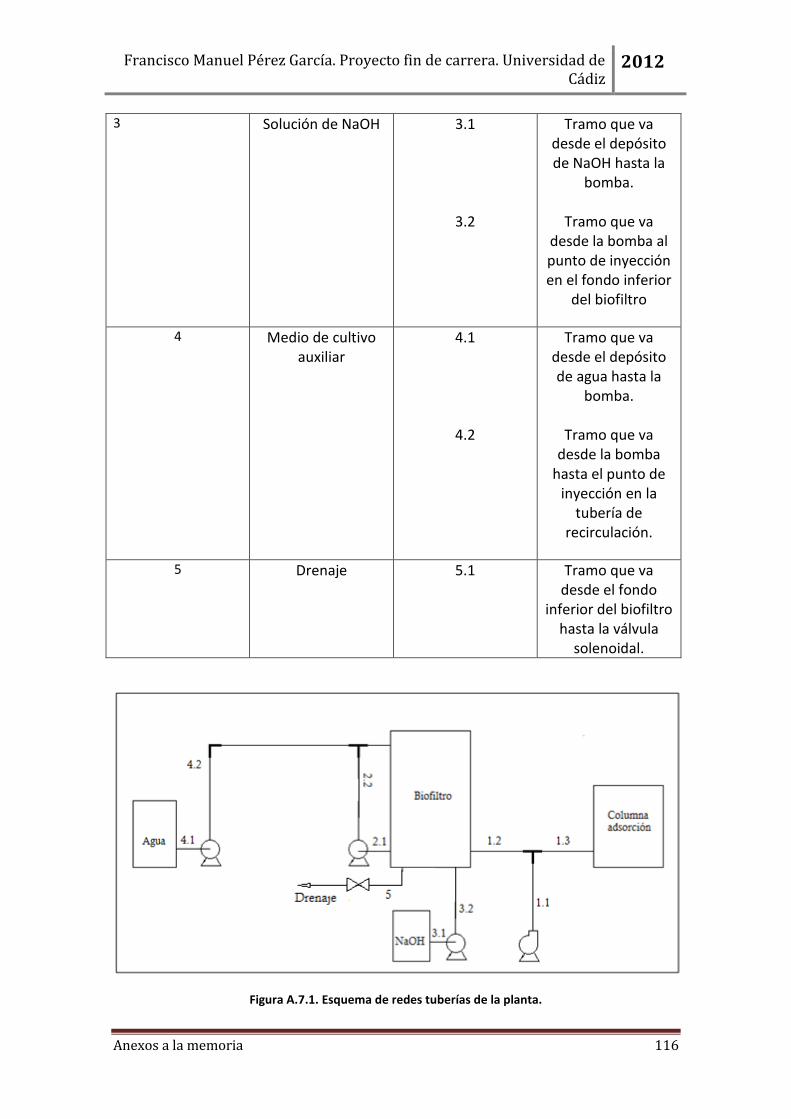
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 116
3 Solución de NaOH 3.1
3.2
Tramo que va desde el depósito de NaOH hasta la
bomba.
Tramo que va desde la bomba al punto de inyección en el fondo inferior
del biofiltro
4 Medio de cultivo auxiliar
4.1
4.2
Tramo que va desde el depósito de agua hasta la
bomba.
Tramo que va desde la bomba
hasta el punto de inyección en la
tubería de recirculación.
5 Drenaje 5.1 Tramo que va desde el fondo
inferior del biofiltro hasta la válvula
solenoidal.
Figura A.7.1. Esquema de redes tuberías de la planta.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 117
A.7.2. Elección del material.
Para la elección del material de construcción de la tubería hay que tener en
cuenta dos aspectos fundamentalmente.
1. Tipo de fluido que circula y sus propiedades: la corrosividad es el aspecto más
importante a tener en cuenta.
2. Condiciones de operación: presión y temperatura a las que se produce el flujo.
En el proceso en cuestión, los fluidos transportados no son corrosivos y el transporte
se produce a temperatura ambiente y bajas presiones. De esta forma, se elige PVC
como material de construcción por ser el más económico y por su garantía de aguantar
sin ningún problema el flujo a las condiciones en cuestión.
A.7.3. Cálculo del diámetro de las tuberías.
El procedimiento de elección del diámetro de las tuberías es el siguiente:
1.-Cálculo del diámetro de la tubería conocido el caudal y fijada la velocidad de
circulación.
Se utiliza la siguiente expresión:
donde:
D: diámetro interno de la conducción.
Q: caudal volumétrico del fluido que circula
v: velocidad media del fluido
El caudal volumétrico que circula por cada línea es conocido. La velocidad media no se
conoce puesto que para ello se requiere el conocimiento de la sección de la tubería, lo
cual se está intentando calcular. Cada fluido tiene un valor de velocidad de circulación
máxima que no debe ser traspasado, ya que de lo contrario se podría producir
deterioro en el material. En el caso de las tuberías de PVC, las velocidades de flujo
recomendadas en el caso de líquidos van de 0,6 a 5 m/s, según fabricantes, y de 6 a 12
m/s en el caso de aire. Se elige un valor de velocidad dentro del rango especificado y
se calcula el diámetro con la anterior expresión.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 118
2.-Elección del diámetro externo.
Una vez calculado el diámetro interno, se acude a las tablas de tuberías
comerciales (tabla A.7.3.) y se elige el tamaño nominal de tubería (Nom. pipe size)
inmediatamente superior al diámetro interno calculado. Se ha elegido un schedule de
80:
Tabla A.7.3. Diámetros comerciales de tuberías de PVC.
3.-Cálculo de la velocidad real del fluido.
Se recalcula la velocidad de circulación del fluido a través de la tubería a partir
del valor del diámetro interno extraído de las tablas mediante la siguiente expresión:
Si la velocidad recalculada se encuentra dentro de los límites recomendados, el
proceso de cálculo se da por finalizado, de otra forma se repite de nuevo el cálculo
eligiendo una nueva velocidad.
Los resultados obtenidos aparecen recogidos en la tabla A.7.4.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 119
Tabla A.7.4. Diámetros de las tuberías.
LÍNEA Caudal (m3/s)
vsupuesta (m/s)
Dcalculado (in)
Dnominal (in)
Dexterno
(cm) Dinterno
(cm) vreal
(m/s)
1 0,139 12 4,78 5 14,1 13,5 9,75
2 1,10·10-3 1,4 1,19 1,25 4,2 3,7 0,91
4 4,59·10-3 8 1,06 1,25 4,2 3,7 4,2
En cuanto a la tubería de inyección de NaOH, el diámetro nominal de la misma
viene determinado por el diámetro nominal de las conexiones de la bomba
dosificadora, es decir, 3/8".
El drenaje se realizará por gravedad, y se realizará mediante una tubería de
diámetro nominal 1,25". El punto de descarga de la tubería de drenaje no se considera
en el proyecto.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 120
Anexo VIII. Pérdidas de carga.
A.8.1. Pérdidas de carga en conducciones.
A medida que un fluido fluye por un conducto, tubo o algún dispositivo,
ocurren pérdidas de energía debida a la fricción interna del fluido. Tales pérdidas traen
como resultado una disminución de la presión al pasar de un punto a otro en la
dirección del flujo. Es muy importante estimar la magnitud de dichas pérdidas, ya que
influirá directamente en la potencia necesaria de los equipos de impulsión para
mantener un flujo determinado.
En una red de tuberías, se distinguen dos tipos de pérdidas de carga:
1. Pérdidas mayores: las producidas en los tramos rectos de tubería.
2. Pérdidas menores: las producidas en accesorios tales como válvulas, codos, etc.
Pueden llegar a tener una magnitud considerable en caso de flujo no
compresible.
A.8.1.1.-Pérdidas de carga mayores.
Flujo incompresible.
Para el cálculo de las pérdidas de carga en tramos rectos de tubería cuando
fluidos incompresibles circulan a su través se utiliza la ecuación de Fanning.
∆P: pérdida de presión (Pa).
L: longitud de la tubería (m).
ρ: densidad media del fluido a las condiciones de flujo (kg/m3).
D: diámetro interno de la conducción (m).
v: velocidad media del fluido (m/s).
(4f): factor de fricción (adimensional).
El factor de fricción (4f) es función de la velocidad de flujo, las propiedades del
fluido, la geometría de la conducción así como su rugosidad. En flujo laminar (Re ≤
2100) adquiere un valor igual a 64/Re. Si el flujo no es laminar, (4f) puede
determinarse de forma experimental, mediante gráficas o mediante correlaciones
matemáticas. En el caso de las tuberías de PVC, al poder considerarse éstas tuberías
lisas, lo más sencillo es utilizar las correlaciones matemáticas disponibles en la
bibliografía para tubos lisos. Se utiliza normalmente la ecuación de Blasius.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 121
De esta forma, uno de los pasos a tomar al calcular las pérdidas de carga es
verificar qué tipo de flujo tiene lugar. Para ello se tiene el número de Reynolds.
Donde μ es la viscosidad del fluido a las condiciones de flujo. Los límites son los
siguientes:
Régimen laminar: Re ≤ 2100.
Régimen transitorio: 2100 ≤ Re ≤ 3100.
Régimen turbulento: Re ≥ 3100.
Flujo compresible.
En el caso de conducción de gases (flujo compresible) hay que distinguir el
patrón de flujo que tiene lugar:
Flujo adiabático.
Flujo isotérmico.
Flujo isentrópico.
En el presente proyecto, el flujo de gas se da a condiciones isotérmicas, ya que la
temperatura del gas a la entrada de las conducciones es igual a la temperatura en la
salida del proceso.
La ecuación general para el cálculo de pérdidas de presión en tuberías que
albergan gases que fluyen en condiciones isotérmicas es la siguiente:
Donde:
M: peso molecular del gas (kg/mol).
R: constante universal de los gases (J·mol-1·K-1).
T: temperatura del gas (K).
G: velocidad másica del gas (kg·m-2·s-1).
: factor de fricción.
L: longitud de la conducción (m).
D: diámetro de la conducción (m).
P1, P2: presión a la entrada y salida de la tubería, respectivamente (Pa).

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 122
Para casos en los que la velocidad de flujo del gas es inferior a 35 m/s, la anterior
ecuación se simplifica a la llamada ecuación de Weymouth.
Puesto que la velocidad de flujo de los gases en el presente proyecto es inferior a 35
m/s se utilizará la ecuación de Weymouth para cuantificar las pérdidas de carga.
A.8.1.2.-Pérdidas de carga menores.
A lo largo del sistema de tuberías, existen accesorios tales como medidores de
caudal, válvulas de regulación de flujo, codos, empalmes, etc. Estos accesorios
suponen un obstáculo al flujo del fluido y también provocan pérdidas de presión por
rozamiento. Estas pérdidas de presión se denominan menores a causa de que la
debida a cada uno de los accidentes por separado suele ser pequeña comparada con el
rozamiento en las paredes de las conducciones en que están localizados. Sin embargo,
la suma de todas las pérdidas menores puede adquirir importancia y suponer incluso
una fracción apreciable de la pérdida total. Hay que resaltar que en el caso de flujo de
gases éstas pérdidas no tienen importancia.
En el presente proyecto se han estimado las pérdidas de carga en accesorios
haciendo uso de la siguiente expresión:
Donde K es una constante de proporcionalidad que adquiere un valor determinado
para cada accesorio en particular y es extraíble de la bibliografía.
A.8.2.-Pérdidas de carga en lechos de partículas.
Para cuantificar la pérdida de carga en los lechos de partículas se utiliza la
ecuación de Ergun:
P1, P2: presiones a la entrada y salida del lecho, respectivamente (Pa).
G: velocidad másica (kg·m-2·s-1).
L: longitud del lecho de partículas (m).
ε: porosidad del lecho.
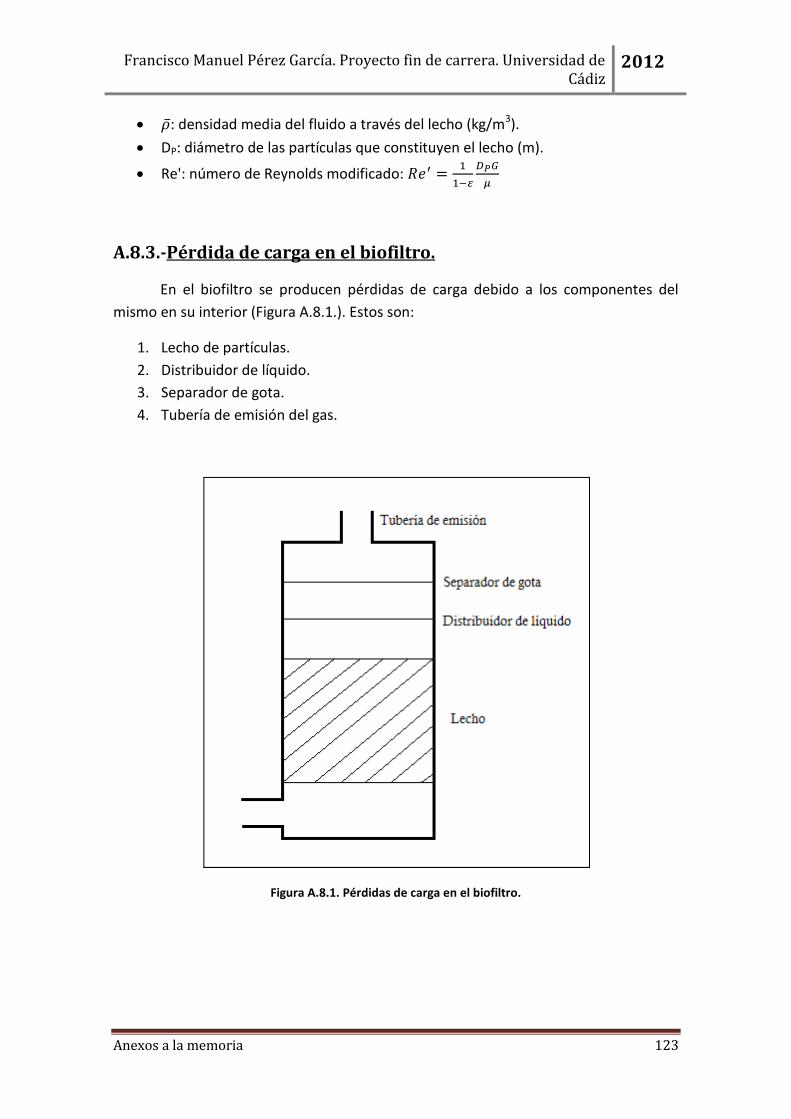
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 123
: densidad media del fluido a través del lecho (kg/m3).
DP: diámetro de las partículas que constituyen el lecho (m).
Re': número de Reynolds modificado:
A.8.3.-Pérdida de carga en el biofiltro.
En el biofiltro se producen pérdidas de carga debido a los componentes del
mismo en su interior (Figura A.8.1.). Estos son:
1. Lecho de partículas.
2. Distribuidor de líquido.
3. Separador de gota.
4. Tubería de emisión del gas.
Figura A.8.1. Pérdidas de carga en el biofiltro.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 124
Pérdidas en la tubería de emisión.
Se utiliza la ecuación de Weymouth.
El problema viene representado por el siguiente esquema:
Las condiciones de flujo son:
T (K) 293 μ (kg·m-1·s-1) a 293 K 1,8·10-5
Q (m3/s) a 293 K y 1 atm 0,139 M (kg/mol) 0,029
ρ (kg/m3) a 293 K y 1 atm 1,200 R (J·mol-1·K-1) 8,314
Wm (kg/s) 0,167 P2 (Pa) 101325
La velocidad másica del gas (G) se mantiene constante a lo largo de toda la conducción
y viene dada por:
La densidad a la salida es 1,2 kg/m3 (ρ2), mientras que la velocidad en ese punto se
calcula sabiendo que el caudal másico (Wm) se mantiene constante en toda la
conducción de la siguiente forma:
De esta forma, la velocidad másica será:
El factor de fricción se calcula mediante la ecuación de Blasius:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 125
Por último, aplicando la ecuación de Weymouth se puede calcular la presión a la
entrada de la tubería y, por tanto, la pérdida de presión producida, ya que se conoce la
presión en la salida:
Por tanto, la pérdida de presión es ∆P = 101327 - 101325 = 2 Pa.
Pérdidas en el separador de gotas y el distribuidor de líquido.
En el caso de estos accesorios no hay otra manera de estimar las pérdidas de carga que
consultar las especificaciones del fabricante. En ellas se encuentra que la pérdida de
carga que producen es siempre menor que 200 Pa. Se supondrá el caso más
desfavorable, de forma que se considerará que cada accesorio produce 200 Pa de
pérdida de carga. De esta forma, la pérdida de carga es de 400 Pa y la presión en la
parte superior del lecho será de 101727 Pa.
Pérdidas en el lecho.
Se utiliza la ecuación de Ergun:
La siguiente figura representa el problema:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 126
El relleno elegido, anillos pall de 50 mm de tamaño nominal, proporciona una
porosidad de 0,95 según las especificaciones del fabricante. Puesto que la biomasa
crecerá sobre el material de relleno, la porosidad irá disminuyendo. Para la estimación
de la pérdida de carga en el lecho se supondrá una porosidad del 0,85.
La presión en el punto 2 es P2 = 101725 Pa. La densidad del gas en este punto es,
considerando comportamiento de gas ideal:
Y la velocidad:
La velocidad másica es, entonces:
.
Se calcula el número de Reynolds modificado:
Se supone que la pérdida de presión no será tal que la densidad en el punto 1 sea
mucho mayor que en el punto 2. De esta forma, = 1,21 kg/m3. La presión en el punto
1 será entonces:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 127
101726 Pa.
La pérdida de presión es ∆P = 1 Pa. Prácticamente no existe pérdida de presión en el
lecho.
En resumen, en la columna de biofiltración se produce en el peor de los casos
una pérdida de presión total de 401 Pa.
A.8.4.-Pérdida de carga en la torre de carbón activado.
En este caso, el fabricante proporciona una tabla que relaciona caudal
volumétrico de gas con pérdida de carga producida.
Figura A.8.2. Pérdida de carga en la columna de adsorción. Fuente: Carbtrol®.
Suponiendo el caso más desfavorable en el que todo el caudal de gas es
desviado a la columna de adsorción (500 m3/h = 295 CFM), se obtiene de la figura
A.8.2. que la pérdida de carga para el modelo elegido (G6) es de aproximadamente 6
pulgadas de agua, o lo que es los mismo, 1495 Pa.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 128
A.8.5.-Pérdida de carga en las tuberías.
A.8.5.1.-Pérdida de carga en las tuberías de alimentación de aire.
Para el cálculo de la pérdida de presión que sufre el gas a través de las tuberías
que lo conducen a los equipos se supondrá el caso más desfavorable, que es el cual en
el que la soplante impulsa la totalidad del gas a la columna de absorción, ya que este
equipo provoca una pérdida de carga mucho mayor que el biofiltro. La siguiente figura
esquematiza el problema:
Se utiliza la ecuación de Weymouth:
Puesto que para la totalidad del caudal de gas (500 m3/h) circulando por la
columna de adsorción la pérdida de presión en dicho equipo es de 1495 Pa, y sabiendo
que el gas abandona la columna a presión atmosférica, la presión a la entrada de la
columna será P2 = Patm + 1495 = 102820 Pa.
Se calcula el factor de fricción :
La velocidad másica es:
Por tanto, la presión a la cual la soplante debe comprimir el gas (P1) es:
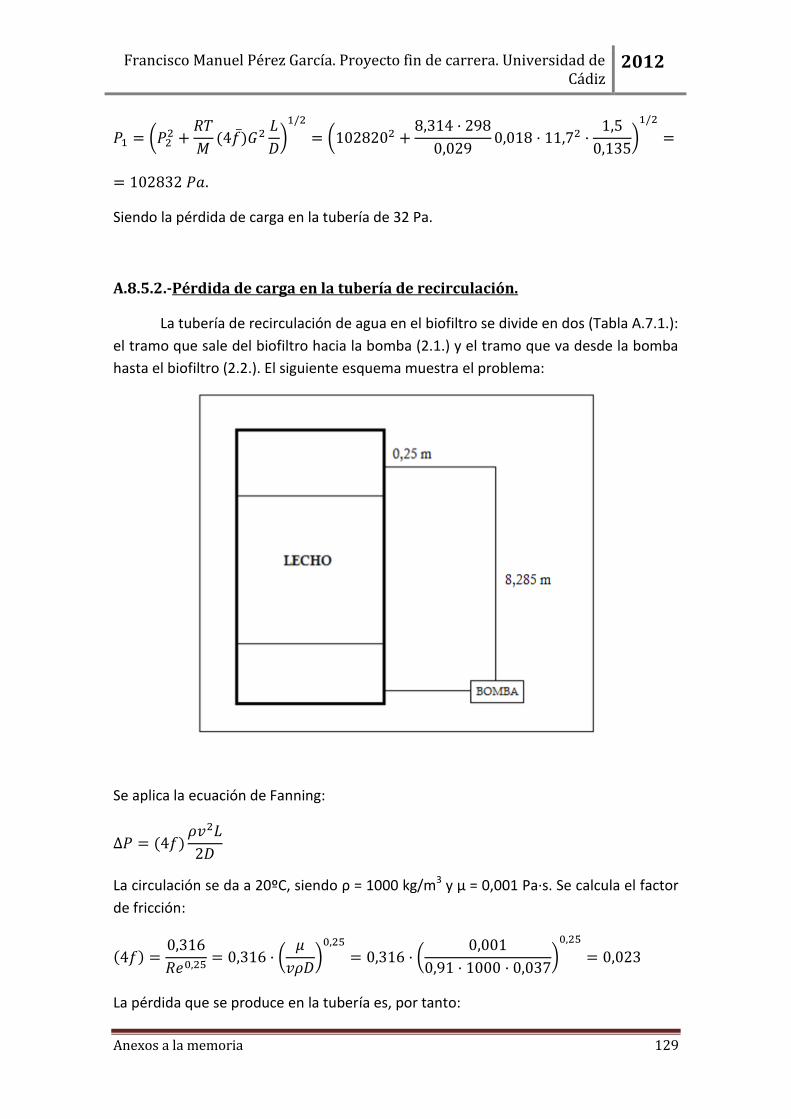
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 129
Siendo la pérdida de carga en la tubería de 32 Pa.
A.8.5.2.-Pérdida de carga en la tubería de recirculación.
La tubería de recirculación de agua en el biofiltro se divide en dos (Tabla A.7.1.):
el tramo que sale del biofiltro hacia la bomba (2.1.) y el tramo que va desde la bomba
hasta el biofiltro (2.2.). El siguiente esquema muestra el problema:
Se aplica la ecuación de Fanning:
La circulación se da a 20ºC, siendo ρ = 1000 kg/m3 y μ = 0,001 Pa·s. Se calcula el factor
de fricción:
La pérdida que se produce en la tubería es, por tanto:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 130
A esto hay que sumarle la pérdida local producida en el codo de 90º, cuya constante
de pérdida de carga K es 0,75 según la bibliografía. La pérdida producida en el mismo
es:
Por tanto, la pérdida total de presión en la tubería de recirculación es de 2508 Pa.
A.8.5.3.-Pérdida de carga en la tubería de medio de cultivo auxiliar.
El medio de cultivo auxiliar fluye a través de una tubería de diámetro nominal
1,5" a caudal de 16,5 m3/h. La siguiente figura esquematiza el problema:
Repitiendo el mismo procedimiento que el del apartado A.8.5.2. se obtiene que la
pérdida de carga es de 45200 Pa.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 131
Anexo IX. Cálculo y selección de los equipos de impulsión.
A.9.1. Cálculo y selección de la soplante.
La soplante impulsará el aire contaminado procedente de la fábrica hacia el
biofiltro. Para el cálculo de la potencia necesaria del equipo se supondrá el caso más
desfavorable, que es aquel en el que todo el caudal de aire pasa exclusivamente por la
columna de adsorción. Es este el caso más desfavorable puesto que es el que
provocaría mayor pérdida de carga (1495 Pa).
La soplante deberá comprimir el aire a una presión tal que éste pueda fluir
fácilmente superando las pérdidas de carga. La presión de compresión de la soplante
será, por tanto, la presión del aire a la salida del proceso (Patm) más las pérdida total de
presión producida en el flujo (1527 Pa). Por tanto:
De esta forma, las características de la impulsión son (figura A.9.1.):
Caudal volumétrico de aire: 500 m3/h.
Presión de toma de aire: 101325 Pa.
Presión de descarga: 102832 Pa.
Temperatura: 20ºC.
Compresión isotérmica.
Figura A.9.1. Características de la impulsión de aire.
Teniendo estos datos, es posible calcular la potencia necesaria de la soplante
mediante la siguiente expresión:
donde:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 132
hA: carga de la soplante (m).
g: aceleración de la gravedad (9,81 m·s-2).
Wm: caudal másico de aire (kg·s-1).
: Rendimiento de la soplante.
La carga necesaria de la soplante se calcula mediante la ecuación para compresión
isotérmica:
De esta forma, la potencia necesaria de la soplante será, suponiendo un rendimiento
máximo del 80%:
El modelo de soplante más adecuado que se ha encontrado en las casas
comerciales es el siguiente:
MODELO EMPRESA
MULTI STAGE MS11/168 AIR CONTROL INDUSTRIES
Figura A.9.2. Soplante Multi Stage MS11/168.
Las características más importantes de este modelo son:
Motor de inducción.
Presión estática máxima: 5900 Pa.
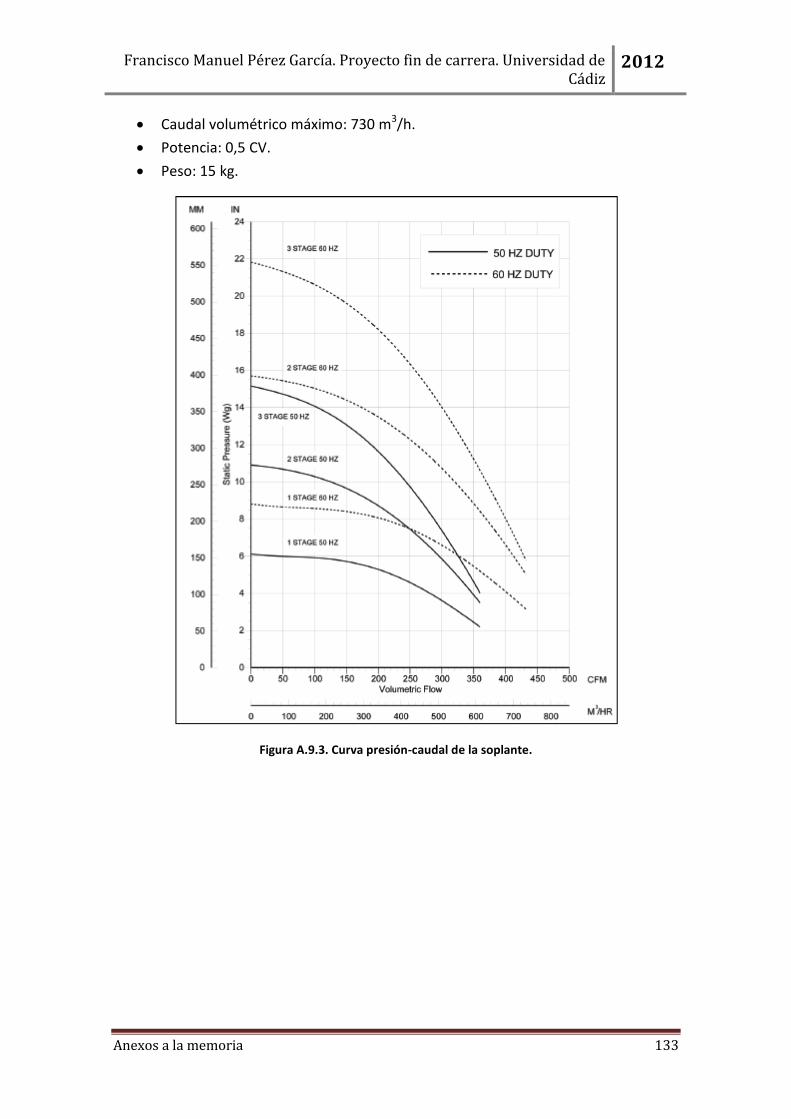
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 133
Caudal volumétrico máximo: 730 m3/h.
Potencia: 0,5 CV.
Peso: 15 kg.
Figura A.9.3. Curva presión-caudal de la soplante.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 134
A.9.2. Cálculo y selección de la bomba de recirculación de medio
de cultivo.
La bomba de recirculación de medio de cultivo se encarga de tomar el líquido
acumulado en el fondo de la columna e impulsarlo hasta el nivel del distribuidor de
líquido en la parte superior del biofiltro. La siguiente figura esquematiza el problema.
Para calcular la carga necesaria de la bomba, se aplica la ecuación de Bernouilli
entre los puntos 1 y 2.
En este caso, se cumplen las siguientes relaciones:
Con lo que la ecuación de Bernouilli queda simplificada:
La pérdida de carga en la tubería ya se calculó en el anexo VII.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 135
En el caso de z2, el caso más desfavorable es aquel en el que el nivel del líquido
se encuentra en su mínimo permisible (25 cm sobre el fondo de la columna). La
velocidad de agua en la tubería es de 0,91 m/s, como ya se calculó en el anexo VII. De
esta forma, la carga de la bomba es:
La potencia necesaria de la bomba, suponiendo un rendimiento máximo de la
misma del 80% se calcula según:
La bomba elegida que mejor se ajusta a los requerimientos es la siguiente:
MODELO EMPRESA
EB 10 002 MS 07 SALVADOR ESCODA S.A.
Figura A.9.4. Bomba para recirculación de medio de cultivo.
Algunas de las características más importantes de esta bomba son:
Tipo de bomba: bomba centrífuga multicelular.
Material: acero INOX.
Máxima aspiración: 7 m.c.a..
Temperatura de trabajo: -10 a 80 ºC
Caudal máximo: 4,8 m3/h.
Potencia: 0,7 CV.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 136
A.9.3. Cálculo y selección de la bomba de medio de cultivo
auxiliar.
Siguiendo el mismo procedimiento del apartado A.9.2. se llega a que la
potencia necesaria de la bomba es de 1 CV. La bomba elegida ha sido la siguiente
(figura A.9.5.):
MODELO EMPRESA
EB 20 144 CEA 210/3 SALVADOR ESCODA S.A.
Figura A.9.5. Bomba para impulsión del medio de cultivo auxiliar.
Algunas de las características más importantes de esta bomba son:
Tipo de bomba: bomba centrífuga.
Material: acero INOX.
0
5
10
15
20
25
30
35
40
0 1 2 3 4 5
Alt
ura
m.c
.a.
Caudal (m3/h)
BOMBA CENTRÍFUGA MS07

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz
2012
Anexos a la memoria 137
Presión máxima de trabajo: 8 bar.
Temperatura de trabajo: -10 a 80ºC.
Caudal máximo: 18 m3/h.
Potencia: 1,5 CV.
Planos. 138
DOCUMENTO 2
planos
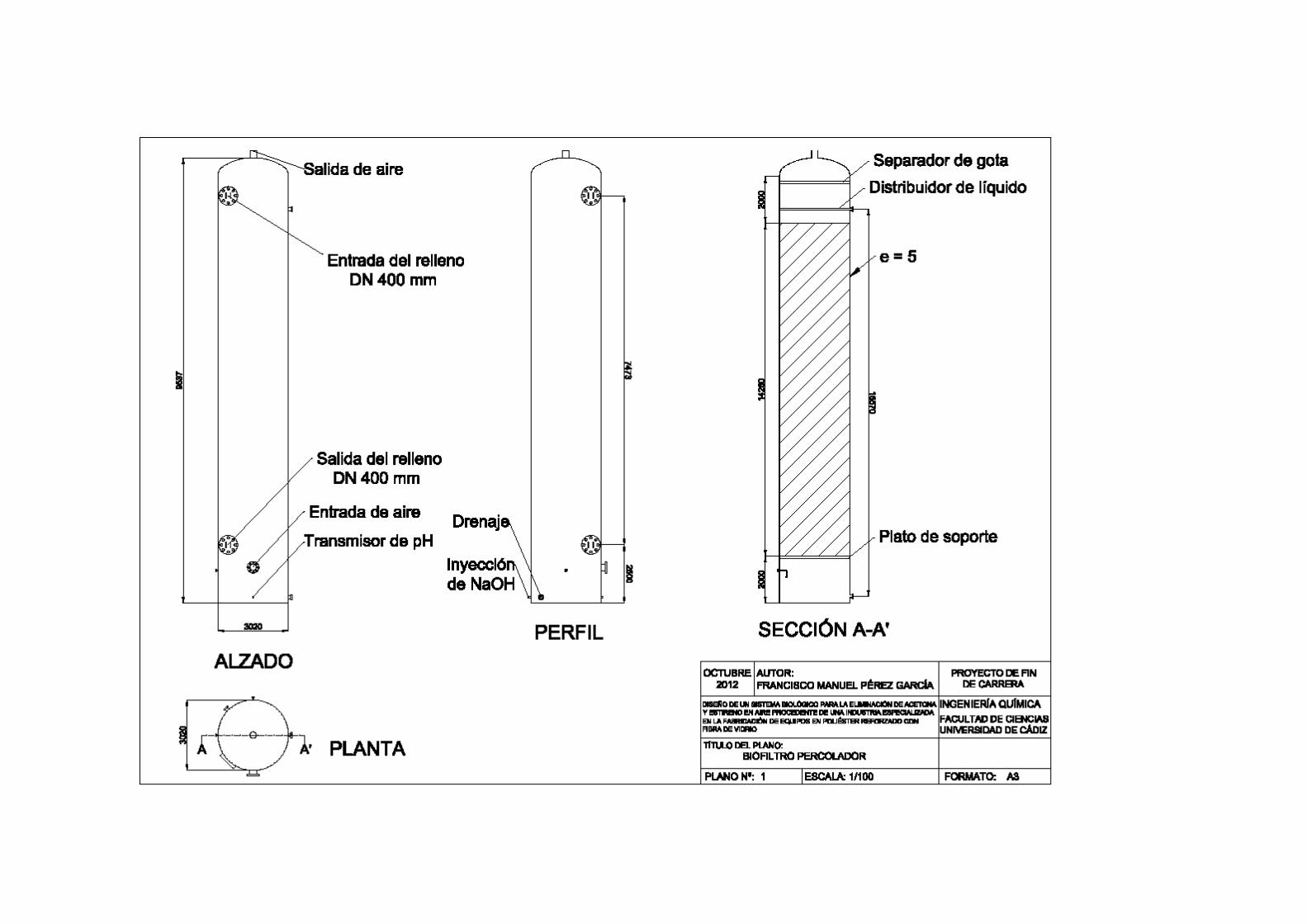


Pliego de condiciones. 141
DOCUMENTO 3
PLIEGO DE
CONDICIONES

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 142
ÍNDICE DEL PLIEGO DE CONDICIONES.
PLIEGO DE CONDICIONES GENERALES.
1.-Cápitulo preliminar. Disposiciones generales. ................................................................... 144
1.1. Naturaleza y objeto del pliego general .................................................................................. 144
1.2. Documentación del contrato de obra .................................................................................... 144
2.-Capítulo I. Condiciones facultativas.......................................................................................... 144
2.1. Delimitación general de funciones técnicas ........................................................................ 144
2.2. De las obligaciones y derechos generales del constructor o contratista ................. 146
2.3. Prescripciones generales relativas a los trabajos, a los materiales y a los medios
auxiliares ................................................................................................................................................... 149
3.-Capítulo II. Condiciones económicas........................................................................................ 154
3.1. Epígrafe I........................................................................................................................................... 154
3.2. Epígrafe II ......................................................................................................................................... 154
3.3. Epígrafe III. De los precios ......................................................................................................... 156
3.4. Epígrafe IV. Obras por administración.................................................................................. 158
3.5. Epígrafe V. De la valoración y abono de los trabajos ....................................................... 161
3.6. Epígrafe VI. De las indemnizaciones mutuas ...................................................................... 164
3.7. Epígrafe VII. Varios ....................................................................................................................... 165
PLIEGO DE CONDICIONES PARTICULARES.
1.-Condiciones particulares de materiales ................................................................................ 167
1.1. Características básicas de los materiales ............................................................................. 167
1.2. Conductos de PVC.......................................................................................................................... 167
1.3. Materiales no incluidos en este pliego .................................................................................. 168
2.-Condiciones particulares de instalaciones y equipos ..................................................... 168
2.1. Tuberías ............................................................................................................................................ 168
2.2. Válvulas ............................................................................................................................................. 169

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 143
2.3. Bombas .............................................................................................................................................. 169
2.4. Recipientes: Diseño y construcción........................................................................................ 169
2.5. Redes de drenaje ........................................................................................................................... 171
2.6. Cimentaciones ................................................................................................................................ 171
3.-Condiciones particulares de pruebas en la instalación ................................................. 171
3.1. Objeto ................................................................................................................................................. 171
3.2. Lavado de la instalación.............................................................................................................. 172
3.3. Pruebas de recipientes ................................................................................................................ 172
3.4. Pruebas de tuberías, válvulas y accesorios. ........................................................................ 173
3.5. Pruebas de la instalación completa ........................................................................................ 173
3.6. Pruebas de la cimentación. ........................................................................................................ 173

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 144
PLIEGO DE CONDICIONES GENERALES
1.-CAPÍTULO PRELIMINAR. DISPOSICIONES GENERALES.
1.1.-NATURALEZA Y OBJETO DEL PLIEGO GENERAL.
Artículo 1. El objetivo del presente pliego de condiciones es establecer el conjunto de
exigencias técnicas, económicas, administrativas y legales que han de regir para la ejecución
del presente proyecto de forma que pueda materializarse en las condiciones especificadas.
El contratista está obligado a ejecutar el proyecto según se especifica en el pliego de
condiciones. Del mismo modo, la administración puede conocer de forma detallada las
diferentes tareas que se desarrollan durante la ejecución del proyecto.
1.2.-DOCUMENTACIÓN DEL CONTRATO DE OBRA.
Artículo 2. Integran el contrato los siguientes documentos relacionados por orden de
prelación en cuanto al valor de sus especificaciones en caso de omisión o aparente
contradicción:
1. Las condiciones fijadas en el propio documento de contrato de empresa o
arrendamiento de obra, si existiere.
2. El Pliego de Condiciones particulares.
3. El presente Pliego General de Condiciones.
4. El resto de la documentación del proyecto (memoria, planos y presupuesto).
Las órdenes e instrucciones de la Dirección facultativa de las obras se incorporan al
proyecto como interpretación, complemento o precisión de sus determinaciones.
En cada documento, las especificaciones literales prevalecen sobre las gráficas y en
los planos, la cota prevalece sobre la medida a escala.
2.-CAPÍTULO I. CONDICIONES FACULTATIVAS.
2.1.-DELIMITACIÓN GENERAL DE FUNCIONES TÉCNICAS.
2.1.1.-El director de obra
Artículo 3. La junta rectora de la Propiedad designará al Ingeniero Técnico Director de
Obra, representante de la propiedad frente al contratista, en quien recaerán las siguientes
funciones:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 145
1. Planificar, a la vista del proyecto, del contrato y de la normativa técnica de aplicación,
el control de calidad y económico de las obras.
2. Redactar, cuando se requiera expresamente por el constructor, el estudio de los
sistemas adecuados a los riesgos del trabajo en la realización de la obra y aprobar el
Plan de seguridad e higiene para la aplicación del mismo.
3. Efectuar el replanteo de la obra y preparar el acta correspondiente, suscribiéndola en
unión del Constructor.
4. Comprobar la adecuación de la cimentación proyectada a las características reales
del suelo.
5. Ordenar, dirigir y vigilar la ejecución material con arreglo al proyecto, a las normas
técnicas y a las reglas de buena construcción.
6. Asistir a las obras, cuantas veces lo requiera su naturaleza y complejidad, a fin de
resolver las contingencias que se produzcan e impartir las instrucciones
complementarias que sean precisas para conseguir la correcta solución.
7. Coordinar la intervención en obra de otros técnicos que, en su caso, concurran a la
dirección con función propia en aspectos parciales de su especialidad.
8. Realizar o disponer las pruebas y ensayos de materiales, instalaciones y demás
unidades de obra según las frecuencias de muestreo programadas en el plan de
control, así como efectuar las demás comprobaciones que resulten necesarias para
asegurar la calidad constructiva, de acuerdo con el proyecto y la normativa técnica
aplicable. De los resultados informará puntualmente al constructor, impartiéndole en
su caso, las órdenes oportunas.
9. Realizar las mediciones de obra ejecutada, realizar y aprobar las certificaciones
parciales, realizar y aprobar la certificación final de obra, y asesorar al promotor en el
acto de la recepción.
10. Suscribir el certificado final de obra.
2.1.2.-El constructor
Artículo 4. El Constructor o Contratista habrá de proporcionar toda clase de facilidades al
Director de Obra o a sus subalternos a fin de que estos puedan desempeñar su trabajo con el
máximo de eficacia. Específicamente corresponde al Constructor:
1. Organizar los trabajos de construcción, redactando los planes de obra que se
precisen y proyectando o autorizando las instalaciones provisionales y medios
auxiliares de la obra.
2. Elaborar, cuando se requiera, el Plan de Seguridad e Higiene de la obra en aplicación
del estudio correspondiente y disponer en todo caso la ejecución de medidas
preventivas, velando por su cumplimiento y por la observación de la normativa
vigente en materia de seguridad e higiene en el trabajo.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 146
3. Suscribir con el Director de Obra el acta de replanteo de la obra.
4. Ostentar la jefatura de todo el personal que intervenga en la obra y coordinar las
intervenciones de los subcontratistas.
5. Asegurar la idoneidad de todos y cada uno de los materiales y elementos
constructivos que se utilicen, comprobando los preparados en obra y rechazando,
por iniciativa propia o prescripción del Director de Obra, los suministros o
prefabricados que no cuenten con las garantías o documentos de idoneidad
requeridos por las normas de aplicación.
6. Custodiar el Libro de órdenes y seguimiento de la obra, y dar el enterado a las
anotaciones que se practiquen en el mismo.
7. Facilitar al Director de Obra con antelación suficiente, los materiales precisos para el
cumplimiento de su cometido.
8. Preparar las certificaciones parciales de obra y la propuesta de liquidación final.
9. Suscribir con el Promotor las actas de recepción provisional y definitiva.
10. Concertar los seguros de accidentes de trabajo y de daños a terceros durante la obra.
2.2.-DE LAS OBLIGACIONES Y DERECHOS GENERALES DEL CONSTRUCTOR O
CONTRATISTA.
2.2.1.-Verificación de los documentos de proyecto.
Artículo 5. Antes de dar comienzo a las obras e inmediatamente después de recibidos, el
Constructor deberá confrontar la documentación relacionada con el proyecto que le haya
sido aportada y deberá informar con la mayor brevedad posible al Director de las Obras
sobre cualquier discrepancia, contradicción u omisión solicitando las aclaraciones
pertinentes.
2.2.2.-Plan de seguridad e higiene.
Artículo 6. El Constructor, a la vista del Proyecto de Ejecución conteniendo, en su caso, el
Estudio de Seguridad e Higiene, presentará el Plan de Seguridad e Higiene de la obra a la
aprobación del Director de Obra de la dirección facultativa.
2.2.3.-Oficina en la Obra.
Artículo 7. El Constructor habilitará en la obra una oficina en la que existirá una mesa o
tablero adecuado, en el que puedan extenderse y consultarse los planos. En dicha oficina
tendrá siempre el Contratista a disposición del Director de Obra de la Dirección Facultativa:
El Proyecto de Ejecución completo, incluidos los complementos que en su caso
redacte el Ingeniero proyectista o Director de Obra.
La Licencia de Obras.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 147
El Libro de Órdenes y Asistencias.
El Plan de Seguridad e Higiene.
El Libro de incidencias.
El Reglamento y Ordenanza de Seguridad e Higiene en el Trabajo.
La documentación de los seguros mencionada en el artículo 4 (10).
Dispondrá además el Constructor una oficina para la Dirección facultativa, convenientemente acondicionada para que en ella se pueda trabajar con normalidad a cualquier hora de la jornada.
2.2.4.-Representación de contratista.
Artículo 8. El Constructor viene obligado a comunicar a la propiedad la persona designada
como delegado suyo en la obra, que tendrá carácter de Jefe de la misma, con dedicación
plena, y con facultades para representarle y adoptar en todo momento cuantas decisiones
competan a la contrata.
Serán sus funciones las del Constructor según se especifica en el artículo 4.
Cuando la importancia de las obras lo requiera y así se consigne en el Pliego de
"Condiciones Particulares de Índole Facultativa", el Delegado del Contratista será un
facultativo de grado superior o grado medio, según los casos.
El Pliego de Condiciones particulares determinará el personal facultativo o
especialista que el Constructor se obligue a mantener en la obra como mínimo, y el tiempo
de dedicación comprometido.
El incumplimiento de esta obligación o, en general, la falta de cualificación suficiente
por parte del personal según la naturaleza de los trabajos, facultará al Director de Obra para
ordenar la paralización de las obras, sin derecho a reclamación alguna, hasta que se subsane
la deficiencia.
2.2.5.-Presencia del constructor en la obra.
Artículo 9. El Jefe de obra, por sí o por medio de sus técnicos o encargados, deberá estar
presente durante la jornada legal de trabajo y acompañará al Director de Obra en las visitas
que haga a las obras, poniéndose a su disposición para la práctica de los reconocimientos
que se consideren necesarios y suministrándoles los datos precisos para la comprobación de
mediciones y liquidaciones.
2.2.6.-Trabajos no estipulados expresamente.
Artículo 10. Es obligación de la contrata el ejecutar cuando sea necesario para la buena
construcción y aspecto de las obras, aún cuando no se halle expresamente determinado en

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 148
los documentos del Proyecto, siempre que, sin separarse de su espíritu y recta
interpretación, lo disponga el Director de Obra dentro de los límites de posibilidades que los
presupuestos habiliten para cada unidad de obra y tipo de ejecución.
En defecto de especificación en el Pliego de Condiciones particulares, se entenderá
que requiere reformado de proyecto con consentimiento expreso de la propiedad, toda
variación que suponga incremento de precios de alguna unidad de obra en más del 20 por
100 o del total del presupuesto en más de un 10 por 100.
2.2.7.-Interpretaciones, aclaraciones y modificaciones de los documentos del
proyecto.
Artículo 11. Cuando se trate de aclarar, interpretar o modificar preceptos de los Pliegos de
Condiciones o indicaciones de los planos o croquis, las órdenes e instrucciones
correspondientes se comunicarán precisamente por escrito al Constructor, estando éste
obligado a su vez a devolver los originales o las copias suscribiendo con su firma el enterado,
que figurará al pie de todas las órdenes, avisos o instrucciones que reciba del Director de
Obra.
Cualquier reclamación que en contra de las disposiciones tomadas por éstos crea
oportuno hacer el Constructor, habrá de dirigirla, dentro del plazo de tres días, a quien la
hubiere dictado, el cual dará al Constructor el correspondiente recibo, si éste lo solicitase.
Artículo 12. El Constructor podrá requerir al Director de Obra las instrucciones o
aclaraciones que se precisen para la correcta interpretación y ejecución de lo proyectado.
2.2.8.-Reclamaciones contra las órdenes de la dirección facultativa.
Artículo 13. Las reclamaciones que el Contratista quiera hacer contra las órdenes o
instrucciones dimanadas de la Dirección Facultativa, sólo podrá presentarlas, a través del
Director de Obra, ante la propiedad, si son de orden económico y de acuerdo a las
condiciones estipuladas en los Pliegos de Condiciones correspondientes. Contra
disposiciones de orden técnico del Ingeniero Técnico Director de Obra, no se admitirá
reclamación alguna, pudiendo el contratista salvar su responsabilidad, si lo estima oportuno,
mediante exposición razonada dirigida al Director de obra, el cual podrá limitar su
contestación al acuse de recibo, que en todo caso será obligatorio para este tipo de
reclamaciones.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 149
2.2.9.-Recusación por el contratista del personal nombrado por el director de
obra.
Artículo 14. El Constructor no podrá recusar al Director de Obra o personal encargado por
éstos de la vigilancia de las obras, ni pedir que por parte de la propiedad se designen otros
facultativos para los reconocimientos y mediciones.
Cuando se crea perjudicado por la labor de éstos, procederá de acuerdo con lo
estipulado en el artículo precedente, pero sin que por esta causa puedan interrumpirse ni
perturbarse la marcha de los trabajos.
2.2.9.-Faltas del personal.
Artículo 15. El Director de Obra, en supuestos de desobediencia a sus instrucciones,
manifiesta incompetencia o negligencia grave que comprometan o perturben la marcha de
los trabajos, podrá requerir al Contratista que aparte de la obra a los dependientes u
operarios causantes de la perturbación.
Artículo 16. El Contratista podrá subcontratar capítulos o unidades de obra a otros
contratistas e industriales, con sujeción en su caso a lo estipulado en el Pliego de
Condiciones particulares, y sin perjuicio de sus obligaciones como Contratista general de la
obra.
2.3.-PRESCRIPCIONES GENERALES RELATIVAS A LOS TRABAJOS, A LOS
MATERIALES Y A LOS MEDIOS AUXILIARES.
2.3.1.-Caminos y accesos.
Artículo 17. El Constructor dispondrá por su cuenta los accesos a la obra y el cerramiento o
vallado de ésta.
El Director de Obra podrá exigir su modificación o mejora.
2.3.2.-Replanteo.
Artículo 18. Antes de dar comienzo las Obras, el Ingeniero Director, junto al personal
subalterno necesario y en presencia del Contratista o su representante, procederá al
replanteo general de la obra. El Constructor se hará cargo de las estacas, señales y
referencias que se dejen en el terreno como consecuencia del replanteo iniciará las obras
con el replanteo de las mismas en el terreno, señalando las referencias principales que
mantendrá como base de ulteriores replanteos parciales. Dichos trabajos se considerarán a
cargo del Contratista e incluidos en su oferta.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 150
El Director podrá ejecutar u ordenar cuantos replanteos parciales considere
necesarios durante el periodo de construcción para que las obras se realicen conforme al
proyecto y a las modificaciones del mismo que sean aprobadas.
2.3.3.-Comienzo de la obra. Ritmo de ejecución de los trabajos.
Artículo 19. El Constructor dama comienzo a las obras en el plazo marcado en el Pliego de
Condiciones Particulares, desarrollándolas en la forma necesaria para que dentro de los
periodos parciales en aquel señalados queden ejecutados los trabajos correspondientes y,
en consecuencia, la ejecución total se lleve a efecto dentro del plazo exigido en el Contrato.
Obligatoriamente y por escrito deberá el contratista dar cuenta al Director de Obra
del comienzo de los trabajos al menos con tres días de antelación.
2.3.4.-Orden de los trabajos.
Artículo 20. En general, la determinación del orden de los trabajos será compatible con los
plazos programados y es facultad de la contrata, salva aquellos casos en que, por
circunstancias de orden técnico, estime conveniente su variación de la Dirección Facultativa.
2.3.5.-Facilidades para otros contratistas.
Artículo 21. De acuerdo con lo que requiera la Dirección Facultativa, el Contratista General
deberá dar todas las facilidades razonables para la realización de los trabajos que les sean
encomendados a todos los demás contratistas que intervengan en la obra. Ello sin perjuicio
de las compensaciones económicas a que haya lugar entre Contratistas por utilización de
medios auxiliares o suministros de energía u otros conceptos.
En caso de litigio, ambos contratistas estarán a lo que resuelva la Dirección
Facultativa.
2.3.6.-Ampliación de proyecto por causas imprevistas o de fuerza mayor.
Artículo 22. Cuando sea preciso por motivo imprevisto o por cualquier accidente ampliar el
Proyecto, no se interrumpirán los trabajos, continuándose siguiendo una recta
interpretación del proyecto y según las instrucciones dadas por el Director de Obra, en tanto
se formula o tramita el Proyecto Reformado.
El Constructor está obligado a realizar con su personal y sus materiales cuanto la
Dirección de las obras disponga para apeos, apuntalamientos, derribos, recalzos o cualquier
otra obra de carácter urgente, anticipando de momento este servicio, cuyo importe le será
consignado en un presupuesto adicional o abonado directamente, de acuerdo con lo que se
convenga.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 151
2.3.7.-Prórroga por causa de fuerza mayor.
Artículo 23. Si por causa de fuerza mayor o independiente de la voluntad del Constructor,
éste no pudiese comenzar las obra, o tuviese que suspenderlas, o no le fuera posible
terminarlas en los plazos prefijados, se le otorgará una prórroga proporcionada para el
cumplimiento de la contrata, previo informe favorable del Director de Obra. Para ello, el
Constructor expondrá, en escrito dirigido al Director de Obra, la causa que impide la
ejecución o la marcha de los trabajos y el retraso que por ello se originaría en los plazos
acordados, razonando debidamente la prórroga que por dicha causa solicita.
2.3.8.-Responsabilidad de la dirección facultativa en el retraso de la obra.
Artículo 24. El Contratista no podrá excusarse de no haber cumplido los plazos de las obras
estipulados, alegando como causa la carencia de planos u órdenes de la Dirección
Facultativa, a excepción del caso en que habiéndolo solicitado por escrito no se le hubiesen
proporcionado.
2.3.9.-Condiciones generales de ejecución de los trabajos.
Artículo 25. Todos los trabajos se ejecutarán con estricta sujeción al Proyecto, a las
modificaciones del mismo que previamente hayan sido aprobadas y a las órdenes e
instrucciones que bajo su responsabilidad y por escrito entregue el Director de Obra al
Constructor, dentro de las limitaciones presupuestarias y de conformidad con lo especificado
en el artículo 10.
2.3.10.-Obras ocultas.
Artículo 26. De todos los trabajos y unidades de obra que hayan de quedar ocultos a la
terminación del edificio, se levantarán los planos precisos para que queden perfectamente
definidos; estos documentos se extenderán por triplicado, entregándose uno al Director de
Obra, otro al Promotor y otro al Contratista, firmados todos ellos por los tres. Dichos planos,
que deberán ir suficientemente acotados, se considerarán documentos indispensables e
irrecusables para efectuar las mediciones.
2.3.11.-Trabajos defectuosos.
Artículo 27. El Constructor debe emplear los materiales que cumplan las condiciones
exigidas en las "Condiciones Generales y Particulares de índole técnica" del Pliego de
Condiciones y realizará todos y cada uno de los trabajos contratados de acuerdo con lo
especificado también en dicho documento.
Por ello, y hasta que tenga lugar la recepción definitiva del edificio, es responsable de
la ejecución de los trabajos que ha contratado y de las faltas y defectos que en éstos puedan
existir por su mala ejecución o por la deficiente calidad de los materiales empleados o

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 152
aparatos colocados, sin que le exonere de responsabilidad el control que compete al
Director de Obra, ni tampoco el hecho de que estos trabajos hayan sido valorados en las
certificaciones parciales de obra, que siempre se entenderán extendidas y abonadas a buena
cuenta.
Como consecuencia de lo anteriormente expresado, cuando el Director de obra
advierta vicios o defectos en los trabajos ejecutados, o que los materiales empleados o los
aparatos colocados no reúnen las condiciones preceptuadas, ya sea en el curso de la
ejecución de los trabajos, o finalizados éstos, y antes de verificarse la recepción definitiva de
la obra, podrá disponer que las partes defectuosas sean demolidas y reconstruidas de
acuerdo con lo contratado, y todo ello a expensas de la contrata.
2.3.12.-Vicios ocultos.
Artículo 28. Si el Director de Obra tuviese fundadas razones para creer en la existencia de
vicios ocultos de construcción en las obras ejecutadas, ordenará efectuar en cualquier
tiempo, y antes de la recepción definitiva, los ensayos, destructivos o no, que crea
necesarios para reconocer los trabajos que suponga defectuosos.
Los gastos que se ocasionen serán de cuenta del Constructor, siempre que los vicios
existan realmente. En caso contrario serán a cargo de la Propiedad.
2.3.13.-De los materiales y de los aparatos. Su procedencia.
Artículo 29. El Constructor tiene libertad de proveerse de los materiales y aparatos de
todas clases en los puntos que le parezca conveniente, excepto en los casos en que el Pliego
Particular de Condiciones Técnicas preceptúe una procedencia determinada.
Todos los materiales serán de la mejor calidad y su colocación será perfecta. Tendrán
las dimensiones que marquen los documentos del Proyecto y la Dirección Facultativa.
El transporte, manipulación y empleo de los materiales se hará de manera que no
queden alteradas sus características ni sufran deterioro sus formas o dimensiones.
Obligatoriamente, y antes de proceder a su empleo o acopio, el Constructor deberá
presentar al Director de Obra una lista completa de los materiales y aparatos que vaya a
utilizar en la que se especifiquen todas las indicaciones sobre marcas, calidades, procedencia
e idoneidad de cada uno de ellos.
2.3.14.-Presentación de muestras.
Artículo 30. A petición del Director de Obra, el Constructor le presentará las muestras de
los materiales antes de su empleo en obra, sin cuya aprobación no podrán utilizarse en la
construcción.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 153
2.3.15.-Materiales no utilizables.
Artículo 31. El Constructor, a su costa, trasportará y colocará, agrupándolos
ordenadamente y en el lugar adecuado, los materiales procedentes de las excavaciones,
derribos, etc., que no sean utilizables en la obra.
Se retirarán de ésta o se llevarán al vertedero, cuando así estuviese establecido en el
Pliego de Condiciones particulares vigente en la obra.
Si no se hubiese preceptuado nada sobre el particular, se retirarán de ella cuando así
lo ordene el Director de Obra, pero acordando previamente con el Constructor su justa
tasación, teniendo en cuenta el valor de dichos materiales y los gastos de su transporte.
2.3.16.-Materiales y aparatos defectuosos.
Artículo 32. Cuando los materiales, elementos de instalaciones o aparatos no fuesen de la
calidad prescrita en este Pliego, o no tuvieran la preparación en él exigida o, en fin, cuando
ante la falta de prescripciones formales de aquel se reconociera o demostrara que no eran
adecuados para su objeto, el Director de Obra dará orden al Constructor de sustituirlos por
otros que satisfagan las condiciones o llenen el objeto a que se destinen.
Si a los quince días de recibir el Constructor orden de que retire los materiales que no
estén en condiciones, no ha sido cumplida, podrá hacerlo la Propiedad cargando los gastos a
la Contrata.
Si los materiales, elementos de instalaciones o aparatos fueran defectuosos, pero
aceptables a juicio del Director de Obra, se recibirán pero con la rebaja del precio de aquél
que determine, a no ser que el Constructor prefiera sustituirlos por otros en condiciones.
2.3.17.-Gastos ocasionados por pruebas y ensayos.
Artículo 33. Todas las pruebas, análisis y ensayos de materiales o elementos que
intervengan en la ejecución de las obras serán verificados conforme indique el director de
obra y serán de cuenta de la contrata todos los gastos que ello origine. Se incluye el coste de
los materiales que se ha de ensayar, la mano de obra, herramientas, transporte, gastos de
toma de muestras, minutas de laboratorio, tasas, etc.
Todo ensayo que no haya resultado satisfactorio o que no ofrezca las garantías
suficientes, podrá comenzarse de nuevo a cargo del mismo.
2.3.18.-Limpieza de las obras.
Artículo 34. Es obligación del Constructor mantener limpias las obras y sus alrededores,
tanto de escombros como de material sobrante, hacer desaparecer las instalaciones

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 154
provisionales que no sean necesarias, así como adoptar las medidas y ejecutar todos los
trabajos que sean necesarios para que la obra ofrezca buen aspecto.
2.3.19.-Obras sin prescripciones.
Artículo 35. En la ejecución de trabajos que entran en la construcción de las obras y para
los cuales no existan prescripciones consignadas explícitamente en éste Pliego ni en la
restante documentación del Proyecto, el Constructor se atendrá, en primer término, a las
instrucciones que dicte la Dirección Facultativa de las obras y, en segundo lugar, a las reglas
y prácticas de la buena construcción.
3.-CAPÍTULO II. CONDICIONES ECONÓMICAS.
3.1.-EPÍGRAFE I.
3.1.1.-Principio general.
Artículo 36. Todos los que intervienen el proceso de construcción tienen derecho a percibir
puntualmente las cantidades devengadas por su correcta actuación con arreglo a las
condiciones contractualmente establecidas.
Artículo 37. La propiedad, el contratista y, en su caso, los técnicos pueden exigirse
recíprocamente las garantías adecuadas al cumplimiento puntual de sus obligaciones de
pago.
3.2.-EPÍGRAFE II.
3.2.1.-Fianzas.
Artículo 38. El Contratista prestará fianza con arreglo a alguno de los siguientes
procedimientos, según se estipule:
a) Depósito previo, en metálico o valores, o aval bancario, por importe entre el 3 por
100 y el 10 por 100 del precio total de la contrata.
b) Mediante retención en las certificaciones parciales o pagos a cuenta en igual
proporción.
3.2.2.-Fianza provisional.
Artículo 39. En el caso de que la obra se adjudique por subasta pública, el depósito
provisional para tomar parte en ella se especificará en el anuncio de la misma, y su cuantía
será de ordinario, y salvo estipulación distinta en el Pliego de Condiciones particulares

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 155
vigente en la obra, de un tres por ciento (3 por 100) como mínimo, del total del presupuesto
de contrata.
El Contratista a quien se haya adjudicado la ejecución de una obra o servicio para la
misma, deberá depositar en el punto y plazo fijados en el anuncio de la subasta o el que se
determine en el Pliego de Condiciones particulares del Proyecto, la fianza definitiva que se
señale y, en su defecto, su importe será el 10 por 100 de la cantidad por la que se haga la
adjudicación de la obra, fianza que puede constituirse en cualquiera de las formas
especificados en el apartado anterior.
El plazo señalado en el párrafo anterior, y salvo condición expresa establecida en el
Pliego de Condiciones particulares, no excederá de treinta días naturales a partir de la fecha
en que se le comunique la adjudicación, y dentro de él deberá presentar el adjudicatario la
carta de pago o recibo que acredite la constitución de la fianza a que se refiere el mismo
párrafo.
La falta de cumplimiento de este requisito dará lugar a que se declare nula la
adjudicación, y el adjudicatario perderá el depósito provisional que hubiese hecho para
tomar parte en la subasta.
3.2.3.-Ejecución de trabajos con cargo a la fianza.
Artículo 40. Si el Contratista se negase a hacer por su cuenta los trabajos precisos para
ultimar la obra en las condiciones contratadas, el Director de Obra, en nombre y
representación del Propietario, los ordenará ejecutar a un tercero, o, podrá realizarlos
directamente por administración, abonando su importe con la fianza depositada, sin
perjuicio de las acciones a que tenga derecho el Propietario, en el caso de que el importe de
la fianza no bastare para cubrir el importe de los gastos efectuados en las unidades de obra
que no fuesen de recibo.
3.2.4.-De su devolución en general.
Artículo 41. La fianza retenida será devuelta al Contratista en un plazo que no excederá de
treinta días una vez firmada el Acta de Recepción Definitiva de la obra. La Propiedad podrá
exigir que el Contratista le acredite la liquidación y finiquito de sus deudas causadas por la
ejecución de la obra, tales como salarios, suministros, subcontratos...
3.2.5.-Devolución de la fianza en el caso de efectuarse recepciones parciales.
Artículo 42. Si la Propiedad, con la conformidad del Director de Obra, accediera a hacer
recepciones parciales, tendrá derecho el Contratista a que se le devuelva la parte
proporcional de la fianza.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 156
3.3.-EPÍGRAFE III. DE LOS PRECIOS.
3.3.1.-Composición de precios unitarios.
Artículo 43. El cálculo de los precios de las distintas unidades de obra es el resultado de
sumar los costes directos, los indirectos, los gastos generales y el beneficio industrial.
Se considerarán costes directos:
a) La mano de obra, con sus pluses y cargas y seguros sociales, que interviene
directamente en la ejecución de la unidad de obra.
b) Los materiales, a los precios resultantes a pie de obra, que queden integrados en la
unidad que se trate o que sean necesarios para su ejecución.
c) Los equipos y sistemas técnicos de seguridad e higiene para la prevención y
protección de accidentes y enfermedades profesionales.
d) Los gastos del personal, combustible, energía, etc., que tengan lugar por el
accionamiento o funcionamiento de la maquinaria e instalaciones utilizadas en la
ejecución de la unidad de obra.
e) Los gastos de amortización y conservación de la maquinaria, instalaciones, sistemas y
equipos anteriormente citados.
Se considerarán costes indirectos:
a) Los gastos de instalación de oficinas a pie de obra, comunicaciones, edificación de
almacenes, talleres, pabellones temporales para obreros, laboratorio, seguros, etc.
b) Los del personal técnico y administrativo adscrito exclusivamente a la obra y los
imprevistos.
Todos estos gastos se cifrarán en un porcentaje de los costes directos.
Se considerarán gastos generales:
Los gastos generales de la empresa, gastos financieros, cargas fiscales y tasa de la
Administración, legalmente establecidos. Se cifrarán como un porcentaje de la suma de los
costes directos e indirectos (en los contratos de obras de la Administración pública este
porcentaje se establece entre un 13 y un 17 por 100).
Beneficio industrial:
El beneficio industrial del Contratista se establece en el 6 por 100 sobre la suma de
las anteriores partidas.
Precio de Ejecución material:

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 157
Se denomina Precio de Ejecución material al resultado obtenido por la suma de los
anteriores conceptos a excepción del Beneficio Industrial.
Precio de Contrata:
El precio de Contrata es la suma de los costes directos, indirectos, los gastos
Generales y el Beneficio Industrial. El IVA gira sobre esta suma pero no integra el precio.
3.3.2.-Precios de contrata. Importe de contrata.
Artículo 44. En el caso de que los trabajos a realizar en un edifico u obra aneja cualquiera
se contratasen a riesgo y ventura, se entiende por Precio de contrata el que importa el coste
total de la unidad de obra, es decir, el precio de Ejecución material, más el tanto por ciento
sobre este último precio en concepto de Beneficio Industrial del Contratista. El beneficio se
estima normalmente, en 6 por 100, salvo que en las condiciones particulares se establezca
otro distinto.
3.3.3.-Precios contradictorios.
Artículo 45. Se producirán precios contradictorios sólo cuando la Propiedad por medio del
Director de Obra decida introducir unidades o cambios de calidad en alguna de las previstas,
o cuando sea necesario afrontar alguna circunstancia imprevista.
El Contratista estará obligado a efectuar los cambios.
A falta de acuerdo, el precio se resolverá contradictoriamente entre el Director de
Obra y el Contratista antes de comenzar la ejecución de los trabajos y en el plazo que se
determine en el Pliego de Condiciones particulares, siempre teniendo en cuenta la
descomposición de precios del cuadro correspondiente. Si subsiste la diferencia se acudirá,
en primer lugar, al concepto más análogo dentro de cuadro de precios del Proyecto, y en
segundo lugar al banco de precios de uso más frecuente en la localidad.
Los contradictorios que hubiere se referirán siempre a los precios unitarios de la
fecha del contrato.
3.3.4.-Reclamaciones de aumento de precios por causas diversas.
Artículo 46. Si el Contratista, antes de la firma del contrato, no hubiese hecho la
reclamación u observación oportuna, no podrá bajo ningún pretexto de error u omisión
reclamar aumento de los precios fijados en el cuadro correspondiente del presupuesto que
sirva de base para la ejecución de las obras (con referencia a Facultativas).
3.3.5.-Formas tradicionales de medir o de aplicar precios.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 158
Artículo 47. En ningún caso podrá alegar el Contratista los usos y costumbres del país
respecto de la aplicación de los precios o de la forma de medir las unidades de obra
ejecutadas, se estará a los previsto en primer lugar, al Pliego de Condiciones Técnicas, y en
segundo lugar, al Pliego de Condiciones Particulares.
3.3.6.-De la revisión de los precios contratados.
Artículo 48. Contratándose las obras a riesgo y ventura, no se admitirá la revisión de los
precios en tanto que el incremento no alcance, en la suma de las unidades que falten por
realizar de acuerdo con el Calendario, un montaje superior al 3 por 100 del importe total del
presupuesto de Contrato.
3.3.7.-Acopio de materiales.
Artículo 49. El Contratista queda obligado a ejecutar los acopios de materiales o aparatos
de obra que la Propiedad ordene por escrito.
Los materiales acopiados, una vez abonados por el Propietario, son de la exclusiva
propiedad de ésta; de su guarda y conservación será responsable el Contratista.
3.4.-EPÍGRAFE IV. OBRAS POR ADMINISTRACIÓN.
3.4.1.-Administración.
Artículo 50. Se denominan Obras por Administración aquellas en las que las gestiones que
se precisan para su realización las lleva directamente el propietario, bien por sí o por un
representante suyo o bien por mediación de un constructor.
Las obras por administración se clasifican en las dos modalidades siguientes:
a) Obras por administración directa.
b) Obras por administración delegada o indirecta.
3.4.2.-Obras por administración directa.
Artículo 51. Se denominan "Obras por Administración directa" aquellas en las que el
Propietario por sí o por mediación de un representante suyo, que puede ser el propio
Director de Obra, expresamente autorizado a estos efectos, lleve directamente las gestiones
precisas para la ejecución de la obra, adquiriendo los materiales, contratando su transporte
a la obra y, en suma, interviniendo directamente en todas las operaciones precisas para que
el personal y los obreros contratados por él puedan realizarla; e estas obras el constructor, si
lo hubiese, o el encargado de su realización, es un mero dependiente del propietario, ya sea
como empleado suyo o como autónomo contratado por él, que es quien reúne en sí, por
tanto, la doble personalidad de Propietario y Contratista.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 159
3.4.3.-Obras por administración delegada o indirecta.
Artículo 52. Se entiende por "Obras por Administración delegada o indirecta" la que
convienen un Propietario y un Constructor para que éste, por cuenta de aquel y como
delegado suyo, realice las gestiones y los trabajos que se precisen y se convengan.
Son, por tanto, características peculiares de las Obras por Administración delegada o
indirecta las siguientes:
a) Por parte del Propietario, la obligación de abonar directamente o por mediación del
Constructor todos los gastos inherentes a la realización de los trabajos convenidos
reservándose el Propietario la facultad de poder ordenar, bien por sí o por medio del
Director de Obra en su representación, el orden o la marcha de los trabajos, la
elección de los materiales y aparatos que en los trabajos han de emplearse y, en
suma, todos los elementos que crea preciso para regular la realización de los trabajos
convenidos.
b) Por parte del Constructor, la obligación de llevar la gestión práctica de los trabajos,
aportando sus conocimientos constructivos, los medios auxiliares precisos y, en
suma, todo lo que, en armonía con su cometido, se requiera para la ejecución de los
trabajos, percibiendo por ello del Propietario un tanto por ciento fijado prefijado
sobre el importe total de los gastos efectuados y abonados por el Constructor.
3.4.4.-Liquidación de obras por administración.
Artículo 53. Para la administración de los trabajos que se ejecuten por administración
delegada o indirecta, regirán las normas que a tales fines se establezcan en las "Condiciones
particulares de índole económica" vigentes en la obra; a falta de ellas, las cuentas de
administración las presentará el Constructor al Propietario, en relación valorada a la que
deberá acompañarse y agrupados en el orden que se expresan los documentos siguientes
todos ellos conformados por el Director de Obra:
a) Las facturas originales de los materiales adquiridos para los trabajos y el documento
adecuado que justifique el depósito o el empleo de dichos materiales en la obra.
b) Las nóminas de los jornales abonados, ajustadas a lo establecido en la legislación
vigente, especificando el número de horas trabajadas en la obra por los operarios de
cada oficio y su categoría, acompañando a dichas nóminas una relación numérica de
los encargados, capataces, jefes de equipo, oficiales y ayudantes de cada oficio,
peones especializados y sueltos, listeros, guardas, etc., que haya trabajado en la obra
durante el plazo de tiempo a que correspondan las nóminas que se presentan.
c) Las facturas originales de los transportes de materiales puestos en la obra o de
retirada de escombros.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 160
d) Los recibos de licencias, impuestos y demás cargas inherentes a la obra que haya
pagado o en cuya gestión haya intervenido el Constructor, ya que su abono es
siempre a cuenta del Propietario.
A la suma de todos los gastos inherentes a la propia obra en cuya gestión o pago haya
intervenido el Constructor se le aplicará, a falta de convenio especial, un 15 por 100,
entendiéndose que en este porcentaje están incluidos los medios auxiliares y los de
seguridad preventivos de accidentes, los Gastos Generales que al constructor originen los
trabajos por administración que realiza y el Beneficio Industrial del mismo.
3.4.5.-Abono al constructor de las cuentas de administración delegada.
Artículo 54. Salvo pacto distinto, los abonos al Constructor de las cuentas de
Administración delegada los realizará el Propietario mensualmente según los partes de
trabajos realizados por el propietario o por su delegado representante.
Independientemente, e Director de Obra redactará, con igual periodicidad, la
medición de la obra realizada, valorándola con arreglo al presupuesto aprobado. Estas
valoraciones no tendrán efectos para los abonos al Constructor salvo que se hubiese pactado
lo contrario contractualmente.
3.4.6.-Normas para la adquisición de los materiales y aparatos.
Artículo 55. No obstante las facultades que en estos trabajos por Administración delegada
se reserva el Propietario para la adquisición de los materiales y aparatos, si al Constructor se
le autoriza para gestionarlos y adquirirlos, deberá presentar al Propietario, o en su
representación al Director de Obra, los precios y las muestras de los materiales y aparatos
ofrecidos, necesitando su previa aprobación antes de adquirirlos.
3.4.7.-Responsabilidad del constructor en el bajo rendimiento de los obreros.
Artículo 56. Si de los partes mensualmente de obra ejecutada que preceptivamente debe
presentar el Constructor al Director de Obra, éste advirtiese que los rendimientos de la
mano de obra, en todas o en algunas de las unidades de obra ejecutadas, fuesen
notoriamente inferiores a los rendimientos normales generalmente admitidos para unidades
de obra iguales o similares, se lo notificará por escrito al Constructor, con el fin de que éste
haga las gestiones precisas para aumentar la producción en la cuantía señalada por el
Director de Obra.
Si hecha esta notificación al Constructor, en los meses sucesivos, los rendimientos no
llegasen a los normales, el Propietario que da facultado para resarcirse de la diferencia,
rebajando su importe de quince por ciento (15 %) que por los conceptos antes expresados
correspondería abonarle al Constructor en las liquidaciones quincenales que

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 161
preceptivamente deban efectuársele. En caso de no llegar ambas partes a un acuerdo en
cuanto a los rendimientos de la mano de obra, se someterá el caso a arbitraje.
3.4.8.-Responsabilidades del Constructor.
Artículo 57. En los trabajos de "Obras por Administración delegada", el Constructor solo
será responsable de los defectos constructivos que pudieran tener los trabajos o unidades
por él ejecutadas y también de los accidentes o perjuicios que pudieran sobrevenir a los
obreros o a terceras personas por no haber tomado las medidas precisas que en las
disposiciones legales vigentes se establecen. En cambio, y salvo lo expresado en el artículo
54 precedente, no será responsable del mal resultado que pudiesen dar los materiales y
aparatos elegidos con arreglo a las normas establecidas en dicho artículo.
En virtud de lo anteriormente consignado, el Constructor está obligado a reparar por
su cuenta los trabajos defectuosos y a responder también de los accidentes o perjuicios
expresados en el párrafo anterior.
3.5.-EPÍGRAFE V. DE LA VALORACIÓN Y ABONO DE LOS TRABAJOS.
3.5.1.-Formas varias de abono de las obras.
Artículo 58. Según la modalidad elegida para la contratación de las obras y salvo que en el
Pliego Particular de Condiciones económicas, se preceptúe otra cosa, el abono de los
trabajos se efectuará de la siguiente manera:
1. Tipo fijo o tanto alzado total. Se abonará la cifra previamente fijada como base de la
adjudicación, disminuida en su caso en el importe de baja efectuada por el
adjudicatario.
2. Tipo fijo o tanto alzado por unidad de obra, cuyo precio invariable se haya fijado de
antemano, pudiendo variar solamente el número de unidades ejecutadas.
Previa medición y aplicando al total de las diversas unidades de obra ejecutadas, del
precio invariable estipulad para cada una de ellas, se abonará al contratista el
importe de las comprendidas en los trabajos ejecutados y ultimados con arreglo y
sujeción a los documentos que constituyen el Proyecto, los que servirán de base para
la medición y valoración de las diversas unidades.
3. Tanto variable por unidad de obra, según las condiciones en que se realice y los
materiales autorizados en la forma que el presente "Pliego General de Condiciones
Económicas" determina.
Se abonará al Contratista en idénticas condiciones al caso anterior.
4. Por listas de jornales y recibos de materiales, autorizados en la forma que el presente
"Pliego General de Condiciones Económicas" determina.
5. Por horas de trabajo, ejecutado en las condiciones determinadas en el Contrato.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 162
3.5.2.-Relaciones valoradas y certificaciones.
Artículo 59. En cada una de las épocas o fechas que se fijen en el contrato o en los "Pliegos
de Condiciones Particulares" que rijan en la obra, formará con Contratista una relación
valorada de las obras ejecutadas durante los plazos previstos, según la medición que habrá
practicado el Director de Obra.
Lo ejecutado por el Contratista en las condiciones preestablecidas, se valorará
aplicando al resultado de la medición general, cúbica, superficial, lineal, ponderal o numeral
correspondiente para cada unidad de obra, los precios señalados en el presupuesto para
cada una de ellas, teniendo presente además lo establecido en el presente "Pliego General
de Condiciones económicas", respecto a mejoras o sustituciones de material y a las obras
accesorias y especiales, etc.
Al Contratista, que podrá presenciar las mediciones necesarias para extender dicha
relación, se le facilitarán por el Director de Obra los datos correspondientes de la relación
valorada, acompañándolos de una nota de envío, al objeto de que, dentro del plazo de diez
días a partir de la fecha del recibo de dicha nota, pueda el Contratista examinarlos o
devolverlos firmados con su conformidad o hacer, en caso contrario, las observaciones o
reclamaciones que considere oportunas. Dentro de los diez días siguientes a su recibo, el
Director de Obra aceptará o rechazará las reclamaciones del Contratista si las hubiera, dando
cuenta al mismo de su resolución, pudiendo éste, en el segundo caso, acudir ante el
Propietario contra la resolución del Director de Obra en la forma prevenida en los "Pliegos
Generales de Condiciones Facultativas y Legales".
Tomando como base la relación valorada indicada en el párrafo anterior, expedirá el
Director de Obra la certificación de las obras ejecutadas.
De su importe se deducirá el tanto por ciento que para la constitución de la fianza se
haya preestablecido.
El material acopiado a pie de obra por indicación expresa y por escrito del
Propietario, podrá certificarse hasta el noventa por ciento de su importe, a los precios que
figuren en los documentos del Proyecto, sin afectarlos del tanto por ciento de la contrata.
Las certificaciones se remitirán al Propietario, dentro del mes siguiente al periodo a
que se refieren y tendrán el carácter de documento y entregas a buena cuenta, sujetas a las
rectificaciones y variaciones que se deriven de la liquidación final, no suponiendo tampoco
dichas certificaciones aprobación ni recepción de las obras que comprenden.
Las relaciones valoradas contendrán solamente la obra ejecutada en el plazo a que la
valoración se refiere. En el caso de que el Director de Obra lo exigiera, las certificaciones se
extenderán al origen.
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 163
3.5.3.-Mejoras de obras libremente ejecutadas.
Artículo 60. Cuando el Contratista, incluso con la autorización del Director de Obra,
emplease materiales de más esmerada preparación o de mayor tamaño que el señalado en
el Proyecto o sustituyese una clase de fábrica con otra que tuviese asignado mayor precio, o
ejecutase con mayores dimensiones cualquiera parte de las obras, o, en general, introdujese
en ésta y sin pedírsela, cualquiera otra modificación que sea beneficiosa a juicio del Director
de Obra, no tendrá derecho, sin embargo, más que al bono de lo que pudiera corresponderle
en el caso de que hubiese construido la obra con estricta sujeción a la proyectada y
contratada o adjudicada.
3.5.4.-Abono de trabajos presupuestados con partida alzada.
Artículo 61. Salvo lo preceptuado en el "Pliego de Condiciones Particulares de índole
económica" vigente en la obra, el abono de los trabajos presupuestados en partida alzada,
se efectuará de acuerdo con el procedimiento que corresponda entre los que a continuación
se expresan:
a) Si existiesen precios contratados para unidades de obra iguales, las presupuestadas
mediante partida alzada, se abonarán previa medición y aplicación del precio
establecido.
b) Si existen precios contratados para unidades de obra similares, se establecerán
precios contradictorios para las unidades con partida alzada, deducidos de los
similares contratados.
c) Si no existen precios contratados para unidades de obra iguales o similares, la partida
alzada se abonará íntegramente al Contratista, salvo el caso de que en el
Presupuesto de la obra se exprese que el importe de dicha partida debe justificarse,
en cuyo caso, el Director de Obra indicará al Contratista y con anterioridad a su
ejecución, el procedimiento que ha de seguirse para llevar dicha cuenta, que en
realidad será de Administración, valorándose los materiales y jornales a los precios
que figuren en el Presupuesto aprobado o, en su defecto, a los que con anterioridad
a la ejecución convengan las dos partes, incrementándose su importe total con el
Porcentaje que se fije en el Pliego de Condiciones Particulares en concepto de Gastos
Generales y Beneficio Industrial del Contratista.
3.5.5.-Abono de agotamientos y otros trabajos especiales no contratados.
Artículo 62. Cuando fuese preciso efectuar agotamientos, inyecciones u otra clase de
trabajos de cualquiera índole especial u ordinaria, que por no estar contratados no sean de
cuenta del contratista, y si no se contratasen con tercera persona, tendrá el Contratista la
obligación de realizarlos y de satisfacer los gastos de toda clase que ocasionen, los cuales le
serán abonados por el Propietario por separado de la contrata.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 164
Además de reintegrar mensualmente estos gastos al Contratista, se le abonará
juntamente con ellos el tanto por ciento del importe total que, en su caso, se especifique en
el Pliego de Condiciones Particulares.
3.5.6.-Pagos.
Artículo 63. Los pagos se efectuarán por el Propietario en los plazos previamente
establecidos, y su importe corresponderá precisamente al de las certificaciones de obra
conformadas por el Director de Obra, en virtud de las cuales se verificarán aquellos.
3.5.7.-Abono de trabajos ejecutados durante el plazo de garantía.
Artículo 64. Efectuada la recepción provisional y si durante el plazo de garantía se hubieran
ejecutado trabajos cualesquiera, para su abono se procederá así:
1. Si los trabajos que se realicen estuvieran especificados en el Proyecto, y sin causa
justificada no se hubieran realizado por el contratista a su debido tiempo, y el
Director de Obra exigiera su realización durante el plazo de garantía, serán valorados
a los precios que figuren en el Presupuesto y abonado de acuerdo con lo establecido
en los "Pliegos Particulares" o en su defecto en los Generales, en el caso de que
dichos precios fuesen inferiores a los que rijan en la época de su realización; en caso
contrario, se aplicarán estos últimos.
2. Si se han ejecutado trabajos para la reparación de desperfectos ocasionados por
deficiencia de la construcción o de la calidad de los materiales, nada se abonará por
ellos al Contratista.
3.6.-EPÍGRAFE VI. DE LAS INDEMNIZACIONES MUTUAS.
3.6.1.-Importe de la indemnización por retraso no justificado en el plazo de
terminación de las obras.
Artículo 65. La indemnización por retraso en la terminación se establecerá en un tanto por
mil del importe total de los trabajos contratados, por cada día natural de retraso, contados a
partir del día de terminación fijado en el Calendario de Obra.
Las sumas resultantes se descontarán y retendrán con cargo de fianza.
3.6.2.-Demora de los pagos.
Artículo 66. Si el Propietario no efectuase el pago de las obras ejecutadas, dentro del mes
siguiente al que corresponde el plazo convenido, el Contratista además tendrá el derecho de
percibir el abono de un 4,5% anual, en concepto de intereses de demora, durante el espacio
de tiempo del retraso y sobre el importe de la mencionada certificación.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 165
Si aún transcurrieran dos meses a partir del término de dicho plazo de un mes sin
realizarse dicho pago, tendrá derecho el Contratista a la resolución del Contrato,
procediéndose a la liquidación correspondiente de las obras ejecutadas y de los materiales
acopiados, siempre que éstos reúnan las condiciones preestablecidas y que su cantidad no
exceda de la necesaria para la terminación de la obra contratada o adjudicada.
No obstante lo anteriormente expuesto, se rechazará toda solicitud de resolución del
contrato fundada en dicha demora de pagos, cuando el Contratista no justifique que en la
fecha de dicha solicitud ha invertido en obra o en materiales acopiados admisibles la parte
de presupuesto correspondiente a plazo de ejecución que tenga señalado en el contrato.
3.7.-EPÍGRAFE VII. VARIOS.
3.7.1.-Mejoras y aumentos de obra. Casos contrarios.
Artículo 67. No se admitirán mejoras de obra, más que en el caso en que el Director de
Obra haya ordenado por escrito la ejecución de trabajos nuevos o que mejoren la calidad de
los contratados, así como la de los materiales y aparatos previstos en el contrato. Tampoco
se admitirán aumentos de obra en las unidades contratadas, salvo caso de error en las
mediciones del Proyecto, a menos que el Director de Obra ordene, también por escrito, la
ampliación de las contratadas.
En todos estos casos será condición indispensable que ambas partes contratantes,
antes de su ejecución o empleo, convengan por escrito los importes totales de las unidades
mejoradas, los precios de los nuevos materiales o aparatos ordenados emplear y los
aumentos que todas estas mejoras o aumentos de obra supongan sobre el importe de las
unidades contratadas.
Se seguirán el mismo criterio y procedimiento, cuando el Director de Obra introduzca
innovaciones que supongan una reducción apreciable en los importes de las unidades de
obra contratadas.
3.7.2.-Unidades de obra defectuosas pero aceptables.
Artículo 68. Cuando por cualquier causa fuera menester valorar obra defectuosa, pero
aceptable a juicio del Director de Obra, éste determinará el precio o partida de abono
después de oír al Contratista, el cual deberá conformarse con dicha resolución, salvo el caso
en que, estando dentro del plazo de ejecución, prefiera demoler la obra y rehacerla con
arreglo a condiciones, sin exceder de dicho plazo.
3.7.3.-Seguro de las obras.
Artículo 69. El Contratista estará obligado a asegurar la obra contratada durante todo el
tiempo que dure su ejecución hasta la recepción definitiva; la cuantía del seguro coincidirá
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 166
en cada momento con el valor que tengan por contrata los objetos asegurados. El importe
abonado por la Sociedad Aseguradora, en el caso de siniestro, se ingresará en cuanto a
nombre del Propietario, para que con cargo a ella se abone la obra que se construya, y a
medida que ésta se vaya realizando. El reintegro de dicha cantidad al Contratista se
efectuará por certificaciones, como el resto de los trabajos de la construcción. En ningún
caso, salvo conformidad expresa del Contratista, hecho en documento público, el Propietario
podrá disponer de dicho importe para menesteres distintos del de reconstrucción de la parte
siniestrada; la infracción de lo anteriormente expuesto será motivo suficiente para que el
Contratista pueda resolver el contrato, con devolución de fianza, abono completo de gastos,
materiales acopiados, etc., y una indemnización equivalente al importe de los daños
causados al Contratista por el siniestro y que no se le hubiesen abonado, pero sólo en
proporción equivalente a lo que suponga la indemnización abonada por la Compañía de
Aseguradora, respecto al importe de los daños causados por el siniestro, que serán tasados a
estos efectos por el Director de Obra.
En las obras de reforma o reparación, se fijarán previamente la porción de edificio
que debe ser asegurada y su cuantía, y si nada se prevé, se entenderá que el seguro ha de
comprender toda la parte del edificio afectada por la obra.
Los riesgos asegurados y las condiciones que figuren en la póliza o pólizas de Seguros,
los pondrá el Contratista, antes de contratarlos, en conocimiento del Propietario, al objeto
de recabar de éste su previa conformidad o reparos.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 167
PLIEGO DE CONDICIONES PARTICULARES.
1.-CONDICIONES PARTICULARES DE MATERIALES.
1.1.-CARACTERÍSTICAS BÁSICAS DE LOS MATERIALES.
Todos los materiales empleados en la obra no podrán ser en ningún caso distintos en
sus características a los tipos proyectados. Si hubiese que variar la clase de algunos
inicialmente aprobados, los nuevos no podrán ser instalados sin la previa autorización de la
Dirección de Obra, la cual podrá someterlos a cuantas pruebas estime oportunas.
La de biofiltración y los sistemas de tuberías se diseñarán y fabricarán con materiales
que, cumpliendo con las exigencias mecánicas de los equipos, permitan una vida útil
razonable. Esta se determinará de acuerdo con la previsión de su renovación y/o sustitución.
Para la determinación de la vida útil de dichos materiales, deberá tenerse en cuenta
la pérdida de características físico‐químicas tales como: adherencia, endurecimiento,
fragilidad, envejecimiento, porosidad, etc.
Las paredes de los recipientes y sus tuberías deben estar protegidas contra la
corrosión exterior o medio ambiental. Se utilizará para ello pinturas o recubrimientos y
materiales resistentes a la corrosión.
1.2.-CONDUCTOS DE PVC.
Las tuberías de PVC empleadas para la conducción cumplirán las especificaciones y
ensayos fijados en el Pliego de Prescripciones Técnicas Generales para Tuberías de
Saneamiento de Poblaciones (PPTGTSP‐MOPU) de 15 de septiembre (B.O.E. 22 y 23 de
septiembre de 1986) y en la UNE 53332:1990, si se usan en saneamiento y el Pliego de
Prescripciones Técnicas Generales para Tuberías de Abastecimiento de Agua
(PPTGTAAMOPU) de 28 de julio (B.O.E. nº 236, de 2 de octubre de 1974), si son de presión.
Los conductos serán de PVC rígido no plastificado, con menos del 1 % de impurezas y
más del 96 % de PVC puro. El material estará exento de grietas, granulaciones, burbujas o
faltas de homogeneidad. Las paredes serán opacas. El material empleado debe cumplir con
el Proyecto de norma (o en su caso la norma definitiva) CEN/TC 155/WG 13. Se someterá a la
prueba de estanqueidad de 1 bar.
Las uniones se realizarán mediante junta elástica de EPDM (etileno propileno dieno
de tipo M ASTM) incorporada al extremo macho y extremo hembra abocardado.
Los conductos se almacenarán o acopiarán en obra protegidos de los rayos del sol. En
caso de apreciarse decoloración de color teja, se rechazarán los tubos afectados, debiéndose

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 168
para su aceptación, realizarse los ensayos que acrediten que se mantienen las características
propias del tubo especificado.
1.3.-MATERIALES NO INCLUIDOS EN ESTE PLIEGO.
Los materiales no incluidos en el presente Proyecto serán de reconocida calidad. El
Contratista deberá presentar los catálogos, muestras informes y certificados de los
fabricantes que se estimen necesarios. Si la información no se considera suficiente, el
Ingeniero Director podrá exigir los ensayos oportunos de los materiales a utilizar.
Todo material que no reúna la calidad y condiciones necesarias para el fin al que se
destina, será rechazado. El Ingeniero Director podrá señalar un plazo breve para retirar los
materiales desechados. En caso de incumplimiento se procederá a retirarlos por cuenta y
riesgo del Contratista.
2.-CONDICIONES PARTICULARES DE INSTALACIONES Y EQUIPOS.
A continuación se describen las prescripciones técnicas particulares de los equipos e
instalaciones del sistema de biofiltración, esto es, tuberías, válvulas, depósitos de
almacenamiento, bombas, etc.
2.1.-TUBERÍAS.
Por sistema de tuberías se entiende el conjunto de tuberías, bridas, juntas, válvulas,
tornillos de sujeción y accesorios de tuberías sometidos a la presión y a la acción del fluido
que circula por ellos.
El diseño, materiales, fabricación, ensamblaje, pruebas e inspecciones de los sistemas
de tuberías, serán adecuados a la velocidad de fluido, presión, pérdida de carga y
temperatura de trabajo esperados, para el producto a contener y para los máximos
esfuerzos combinados debido a presiones, dilataciones u otras semejantes en las
condiciones normales de servicio, transitorias de puesta en marcha, situaciones anormales y
de emergencia.
Cuando pueda quedar líquido confinado entre recipientes o secciones de tuberías y
haya la posibilidad de que este líquido se dilate o vaporice, deberá instalarse un sistema de
alivio controlado que impida obtener presiones superiores a las de diseño del equipo o
tubería siempre que la cantidad retenida exceda de 50 litros.
Así mismo, la instalación estará dotada de las necesarias válvulas de purga, con el fin
de evitar una retención de líquidos en las tuberías cuando deba intervenirse o desmontarse
las tuberías o recipientes.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 169
Aquellos puntos del sistema de tuberías en los que exista la posibilidad de proyección
de líquidos (por ejemplo, bridas) y se encuentren próximos a los puntos de operación en
donde las personas puedan verse expuestas, o vías de circulación, deberán protegerse
mediante apantallamientos u otros sistemas adecuados.
2.2.-VÁLVULAS.
Las válvulas serán del tipo especificado en la Memoria Descritiva. Estarán libres de
defectos, irregularidades, etc., que puedan dificultar su instalación o montaje, o que puedan
afectar negativamente a su comportamiento durante el proceso. Durante la instalación se
tendrá especial cuidado de alinear correctamente los extremos con la tubería en la que
vayan a ser instaladas.
2.3.-BOMBAS.
Las bombas estarán diseñadas según normas de reconocida solvencia. Se
suministrarán con la correspondiente bancada, sobre la que se montará el conjunto
bomba‐motor. La bancada estará constituida por perfiles de acero inoxidable AISI 316,
dimensionada de forma que soporte los esfuerzos de arranque y garantizará la estabilidad
del conjunto bomba‐motor.
Cada bomba será instalada dejando una pendiente para la evacuación de posibles
derrames. Ésta pendiente se dirigirá hacia el lado opuesto del motor. El Contratista
presentará al Ingeniero Director los planos y memorias descriptivas de las bombas a
emplear, acompañadas de los correspondientes certificados de pruebas de sobrecarga,
rodaje, etc., efectuadas en el taller del fabricante.
2.4.-RECIPIENTES: DISEÑO Y CONSTRUCCIÓN.
Se consideran recipientes de almacenamiento del proyecto la torre de biofiltración, la
columna de adsorción y los depósitos auxiliares de medio de cultivo y NaOH. En el diseño de
recipientes se abordan aspectos como materiales de construcción, normas de diseño,
fabricación soportes, venteo, etc.
Materiales de construcción de recipientes.
El material de construcción será el poliéster reforzado con fibra de vidrio para el
biofiltro y depósitos auxiliares y el acero suave con recubrimiento hepóxico para el
adsorbedor, tal y como se indica en el capítulo 10 de la memoria descriptiva.
Norma de diseño de recipientes.
Los recipientes estarán diseñados de acuerdo con las reglamentaciones técnicas
vigentes sobre la materia. A fecha de octubre de 2012 la norma vigente para el diseño y

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 170
fabricación de PRFV es la "UNE-EN 13121-3:2009+A1:2010/AC". Las acciones a tener en
cuenta en el diseño serán las señaladas en el código o procedimiento de diseño.
Cuando en la selección del material de construcción se haya aceptado un material, se
proveerá un sobreespesor para éste, en función de la vida útil prevista y a la velocidad de
corrosión en las condiciones más desfavorables que puedan producirse en la operación.
Los sobreespesores de corrosión, así como los espesores de recubrimiento, no se
considerarán en los cálculos de espesor de los recipientes y tuberías a efectos de su
resistencia mecánica.
Fabricación de recipientes.
Durante la fabricación de los recipientes se seguirán las inspecciones y pruebas
establecidas en las reglamentaciones técnicas vigentes sobre la materia y, en su ausencia, en
el código o norma elegidos.
Soportes, fundaciones y anclajes de recipientes.
Los tanques o depósitos fijos estarán apoyados en el suelo o sobre fundaciones de
hormigón, acero, obra de fábrica o pilotes. Las fundaciones estarán diseñadas para
minimizar la posibilidad de asentamientos desiguales y la corrosión en cualquier parte del
recipiente apoyado sobre la fundación.
Cada tanque o depósito estará soportado de tal manera que se eviten las
concentraciones no admisibles de esfuerzos en su cuerpo.
Cuando sea necesario, los recipientes podrán estar sujetos a las cimentaciones o
soporte por medio de anclajes.
Venteo de recipientes.
Todo tanque atmosférico de almacenamiento deberá disponer de sistemas de venteo
para prevenir la formación de vacío o presión interna, de tal forma que se evite la
deformación del techo o de las paredes del tanque como consecuencia de las variaciones de
presión producidas por el efecto de los llenados, vaciados o cambios de temperatura
ambiente.
Las salidas de dicho sistema estarán alejadas de los puntos de operación y vías de
circulación en donde las personas puedan verse expuestas o se protegerán adecuadamente
para evitar las proyecciones de líquidos y vapores.
Los venteos normales de un tanque atmosférico se dimensionarán de acuerdo con
códigos de reconocida solvencia o, como mínimo, tendrán un tamaño igual al mayor de las
tuberías de llenado o vaciado y, en ningún caso inferior a 35 mm de diámetro interior.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 171
Si cualquier tanque o depósito tiene más de una conexión de llenado o vaciado, la
dimensión del sistema de venteo o alivio de presión se basará en el flujo máximo posible.
Cuando un producto, por efecto de la acción de la humedad del aire, aumenta su
acción corrosiva, se tendrán en cuenta este efecto para disponer de un sistema que lo evite
o corrija, salvo que se haya previsto tal posibilidad en el diseño.
Igualmente, deberá evitarse en lo posible la emisión a la atmósfera de vapores
perjudiciales de líquidos corrosivos, en todo caso, controlar sus efectos.
2.5.-REDES DE DRENAJE.
Las redes de drenaje se diseñarán para proporcionar una adecuada evacuación de los
fluidos residuales, agua de lluvia, de proceso, de servicios contra incendios y otros similares.
Los materiales de las conducciones y accesorios serán adecuados para resistir el posible
ataque químico de los productos que deban transportar.
2.6.-CIMENTACIONES.
El material utilizado en una fundación típica para sustituir los materiales blandos
inadecuados debe ser homogéneo, preferiblemente granular y estable exento de materias
orgánicas o perjudiciales.
Cuando las condiciones del subsuelo impongan el empleo de una estructura de
hormigón armado y pilotes, éstos se deberán diseñar de acuerdo con la vigente instrucción
para el proyecto y ejecución de obras de hormigón en masa o armado. El hormigón se
dosificará o se protegerá de modo que se evite que sea ataco el propio hormigón o sus
armaduras por un derrame accidental.
3.-CONDICIONES PARTICULARES DE PRUEBAS EN LA INSTALACIÓN.
Todos los equipos de proceso precisan la realización de pruebas previas a la puesta
en marcha para verificar el buen funcionamiento del sistema. Dichas pruebas dependerán de
los equipos o instalaciones en cuestión.
3.1.-OBJETO.
Además de todo lo indicado al respecto en los artículos anteriores del presente
Pliego, se tendrá en cuenta que durante la ejecución y en todo caso, antes de la recepción
provisional, se someterán las obras e instalaciones a las pruebas precisas para comprobar el
perfecto comportamiento de las mismas, desde los puntos de vista mecánico e hidráulico,

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 172
con arreglo a los Pliegos y disposiciones vigentes aprobadas en todo caso por el Ingeniero
Director de la obra.
A tal efecto, el Contratista propondrá un protocolo de pruebas de las obras e
instalaciones, en las que se comprobará la estanqueidad de los diversos elementos, la línea
piezométrica y el correcto funcionamiento de los equipos electromecánicos.
Una vez superadas estas pruebas, se someterá el conjunto de las instalaciones a una
prueba de funcionamiento de tres días laborales, en donde se verificarán los rendimientos y
el ajuste de las instalaciones.
Las pruebas se realizarán siguiendo las directrices del "Real Decreto 379/2001, de 6
de abril, por el que se aprueba el Reglamento de almacenamiento de productos químicos y
sus instrucciones técnicas complementarias", así como la norma "UNE-EN 13121-
3:2009+A1:2010/AC" para los recipientes de poliéster reforzado en fibra de vidrio.
3.2.-LAVADO DE LA INSTALACIÓN.
Esta operación tiene por objeto eliminar cuerpos extraños que, durante el montaje,
hayan podido quedar en las líneas o en los equipos, tales como virutas de metal, plástico,
madera, etc. Estos restos pueden provocar durante la operación atascos en líneas, bloqueos
en válvulas o destrozos de las partes móviles de las bombas.
El lavado se llevará a cabo mediante circulación de agua. Las bombas habrán sido
alineadas, comprobadas y rodadas de acuerdo con las instrucciones del fabricante. Podrán
instalarse en ellas filtros de aspiración, que deberán limpiarse tan a menudo como sea
necesario. Mientras dure el rodaje de las máquinas se vigilarán estrechamente todos los
aspectos relacionados con sobrecalentamientos, vibraciones, posibles fugas y consumo
eléctrico de motores.
Durante el lavado en los puntos bajos, línea desconectadas, etc. Se debe purgar para
eliminar materiales sólidos.
Cuando se observe que los filtros instalados en las bombas han dejado de ensuciarse
y el agua que se purga aparece limpia, puede darse por concluida la operación de lavado. Se
parará entonces la circulación y se drenará completamente de agua el sistema.
3.3.-PRUEBAS DE RECIPIENTES.
Los depósitos auxiliares y torre de biofiltración serán probados antes de su puesta en
servicio, de acuerdo con las especificaciones de la norma "UNE-EN 13121-
3:2009+A1:2010/AC".
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 173
Dichos recipientes serán probados a estanqueidad, realizada a la presión de
operación con aire, gas inerte o agua, antes de poner el tanque en servicio.
Durante la prueba, se comprobará que no existen fugas, especialmente por las bridas
atornilladas y por lo asientos de las válvulas. Antes de poner en servicio el tanque se
corregirán todas las fugas y deformaciones de manera aceptable para la norma de diseño.
3.4.-PRUEBAS DE TUBERÍAS, VÁLVULAS Y ACCESORIOS.
En primer lugar se hará un examen visual, control de espesores e identificación de los
materiales de los mismos.
Las tuberías, válvulas manuales y accesorios se probarán antes de ser cubiertas,
enterradas o puestas en servicio, de acuerdo con los códigos de diseño; por una prueba
hidrostática a 1,50 veces la máxima presión prevista en el sistema o bien por una prueba
neumática a 1,20 veces la máxima presión prevista pero no inferior a 34 kPa (0,35 Kg∙cm‐2)
en el punto más alto del sistema. La presión de prueba será mantenida hasta completar la
inspección visual de todos los puntos y conexiones, pero nunca menos de 10 minutos.
3.5.-PRUEBAS DE LA INSTALACIÓN COMPLETA.
Se deberá comprobar hidrostáticamente todas las líneas y equipos después de
finalizar la construcción del circuito, con los equipos interconectados entre sí (comprobación
del sistema). El sistema se llenará con agua y se comprobará al menos a 1,25 veces la presión
del diseño.
Las válvulas automáticas deberán quitarse de servicio, así como los instrumentos. Las
secciones cuyas presiones de prueba sean diferentes serán separadas mediante juntas ciegas
temporales.
3.6.-PRUEBAS DE LA CIMENTACIÓN.
Al realizar la primera prueba hidráulica, se deben tomar precauciones especiales por
si fallara la cimentación. El primer tanque que se pruebe en un determinado emplazamiento
se controlará especialmente y se registrarán los asentamientos en función de las cargas.
Un procedimiento consiste en marcar en la periferia de los tanques, cuatro puntos
simétricos. Cuando el terreno sea adecuado y no blando, se puede llenar el tanque hasta la
mitad rápidamente y se comprobarán entonces los niveles y si no se han producido
asentamiento diferenciales, se puede llenar el tanque hasta las tres cuartas partes de su
capacidad, repitiendo entonces la lectura. Si el tanque sigue nivelado se terminará el
llenado, repitiendo las lecturas.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Pliego de condiciones. 174
Se deja el tanque lleno durante cuarenta y ocho horas y si los niveles se mantienen ya
constantes, se puede vaciar el tanque, teniendo la precaución de abrir una entrada de aire
suficiente para evitar la deformación del mismo por vacío. Si se han instalado tanques
similares en terreno semejante, en las pruebas de aquellos se pueden omitir las paradas en
la mitad y tres cuartos del llenado.
Para realizar dicho procedimiento de prueba, se debe disponer de un sistema
adecuado para llenado y vaciado. Se debe evitar la descarga junto a la propia cimentación,
para no dar lugar a la erosión y el reblandecimiento del terreno circundante.

Presupuesto. 175
DOCUMENTO 4
presupuesto
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 176
ÍNDICE DEL PRESUPUESTO.
1.-Alcance del presupuesto ................................................................................................... 177
2.-Estimación de la inversión de capital en inmovilizado .................................................... 178
2.1.-Coste de equipamiento ............................................................................................... 178
2.2.-Estimación del resto de costes directos e indirectos .................................................. 188
3.-Costes de operación .......................................................................................................... 191
3.1.-Reactivos ..................................................................................................................... 191
3.2.-Electricidad .................................................................................................................. 192
3.3.-Mano de obra .............................................................................................................. 192
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 176
1.-Alcance del presupuesto
El objeto del presente documento es determinar el costo asociado a la ejecución del
proyecto. Siendo el mismo la instalación de una planta de procesos, la inversión de capital a
realizar se divide en dos:
Inversión de capital en inmovilizado: representa la inversión necesaria a realizar para
la compra de todos aquellos componentes necesarios para el funcionamiento de la
planta (equipos, red de tuberías, instrumentación, medidores, equipos de impulsión,
tanques, etc.). Se incluyen asimismo aquellos costes asociados a la instalación de
dichos equipos, mano de obra, transporte, gastos legales, honorarios, etc.
Costes de operación: son los costes asociados al funcionamiento de la planta una vez
instalada. Se incluyen los gastos en materias primas, salarios, recibos, impuestos, etc.
El cálculo de la inversión total de capital asociada a la puesta en práctica del proyecto
es de gran importancia, pues es el coste lo que en última instancia determinará el que dicho
proyecto se ejecute o no frente a otras opciones propuestas. El presupuesto debe
determinarse con la mayor exactitud posible, considerando todas las situaciones generantes
de gastos que pudiesen aparecer durante la ejecución del mismo. Para ello, la mejor forma
es obtener precios actualizados directamente de los proveedores a los que se compran los
equipos, así como precios de mano de obra, electricidad, agua, etc. En casos en los que no se
disponga de precios de mercado se realizará una estimación a partir de precios de años
anteriores.
En el presente proyecto se determina la inversión de capital en inmovilizado,
teniendo en cuenta los costes directos e indirectos asociados (Tabla P.1.). Esto se ha
realizado a partir de datos de proveedores cuando éstos están disponibles y mediante
estimaciones cuando no lo están.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 178
Tabla P.1. Porcentajes comunes de inversión de capital en inmovilizado en plantas de procesos. Fuente: Plant Design and Economics for Chemical Engineers (Max S. Peters) 5ª edición.
COMPONENTE DE COSTE PORCENTAJE SOBRE EL TOTAL DEL INMOVILIZADO.
Costes directos: Coste de equipamiento. Entrega del equipamiento Coste de instalación del equipamiento. Instrumentación y control Red de tuberías. Sistemas eléctricos (instalación incluida). Edificios auxiliares. Acondicionamiento del terreno. Instalaciones de servicio. Coste del terreno.
15-40 8-12 6-14
2-12 4-17
2-10
2-18 2-5
8-30 1-2
Costes indirectos: Ingeniería y supervisión. Gastos legales. Honorarios del contratista. Contingencias.
4-20 1-3 2-6
5-15
2.-Estimación de la inversión de capital en inmovilizado.
2.1.-Coste de equipamiento.
En la planta propuesta se requiere el siguiente equipamiento para el funcionamiento
de la misma:
PARTIDA 1: Biofiltro, columna de adsorción y depósitos de almacenamiento.
Equipo. Unidades.
Biofiltro percolador.
Material: PRFV.
Altura: 9,537 m.
Diámetro: 1,500 m.
Fondos y bridas según plano.
Relleno: Anillos Pall 5cm.
1

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 179
Columna de adsorción.
Material: Acero suave con recubrimiento epóxico.
Altura: 2,235 m.
Diámetro: 1,156 m.
Relleno: Carbón activado granular.
1
Depósito de NaOH en polipropileno.
Capacidad: 140 L.
Altura: 750 mm.
Diámetro: 488 mm.
1
Depósito auxiliar de medio de cultivo en polipropileno.
Capacidad: 1000 L.
Altura: 1500 mm.
Diámetro: 955 mm.
1
PARTIDA 2: Red de tuberías y accesorios.
Equipo. Unidades.
Tubería PVC sch 80 DN 5" 2,5 m
Tubería PVC sch 80 DN 1,25" 20 m
Tubería PVC sch 80 DN 3/8" 2 m
Té 90º PVC DN 5" 1
Té 90º PVC DN 1,25" 1
Té 45º PVC DN 1,25" 1
Válvula antirretorno PVC DN 1,25" 1
Válvula de mariposa monitorizada hierro DN 5"
2
Válvula solenoide de 2 vías normalmente cerrada de DN 1,25'' PVC.
1
PARTIDA 3: Control automático e instrumentación.
Equipo. Unidades.
PLC SIMATIC S7-200 más cuadro eléctrico de control.
1
Transmisor de pH PHETX-610. 1
Sensor de nivel de flotador NFA-150-150. 3
Transmisor de concentraciones RAEGuard PID.
3
Medidor térmico de caudal de aire t-mass 65I de DN 5''.
2
Medidor de caudal de presión diferencial DO65F40 de DN 1,25''.
1
Variador de frecuencia J1000 200 V Class single-phase 200 VAC 0,4 kW.
1

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 180
PARTIDA 4: Equipos de impulsión.
Equipo. Unidades.
Soplante Multistage MS11/168 1
Bomba centrífuga EB 20 144 CEA 210/3 1
Bomba centrífuga EB 10 002 MS 07 1
Bomba dosificadora electromecánica de pistón BM (Qmáx=2,8 L/h).
1
Estimación de precio de equipamiento mediante índices de costes.
A falta de datos de precios actualizados se recurre al uso de los denominados índices
de costes para distinto tipo de equipamiento. La estimación del precio de un equipo
determinado en la actualidad se realiza a partir del precio del mismo equipo en un año
pasado determinado. A partir del precio pasado, junto con los índices de costes para el año
pasado y el tiempo actual, se obtiene el precio del equipo mediante la siguiente expresión:
Existen varios tipos de índices de costes para estimar equipamiento en ingeniería química. Se
utilizará el índice de costes de plantas de ingeniería química (CEPCI, por sus siglas en ingles),
el cual es publicado mensualmente en la revista Chemical Engineering y es de acceso
gratuito en su web oficial www.che.com (figura P.1.).
Estimación de precio de equipamiento mediante escalamiento.
También es posible realizar la estimación del coste de un equipo a partir de datos de
un equipo similar pero de distinta capacidad mediante la regla de los seis décimos.
Si el coste de un equipo dado "b" de capacidad determinada es conocido, entonces el coste
de un equipo similar "a" cuya capacidad es "X" veces la capacidad de "b" se calcula mediante
la anterior expresión. El exponente "n" puede variar en un rango de 0,1 a 1,2 dependiendo
del tipo de equipo considerado (tabla , considerándose 0,6 en ausencia de otra información.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 181
EQUIPMENT SIZE RANGE EXPONENT
Blender, cone rotatory, carbon steel (c.s.) 1,4-7,1 m3 (50-250 ft3) 0,49
Blower, centrifugal 0,5-4,7 m3/s (103-104 ft3/min) 0,59
Centrifuge, solid bowl, c.s. 7,5-75 kW (10-102 HP) drive 0,67
Crystallizer, vacuum batch, c.s. 15-200 m3 (500-7000 ft3) 0,37
Compressor, reciprocating, air-cooled, two-stage, 1035-kPa discharge
0,005-0,19 m3 (10-400 ft3/min) 0,69
Compressor, rotatory, single-stage, sliding vane, 1035-kPa discharge
0,05-0,5 m3/s (102-103 ft3/min) 0,79
Dryer, drum, single vacuum 1-10 m2 (10-102 ft2) 0,76
Dryer, drum, single atmosphere 1-10 m2 (10-102 ft2) 0,40
Evaporator (installed), horizontal tank 10-1000 m2 (102-104 ft2) 0,54
Fan, centrifugal 0,5-5 m3/s (103-104 ft3/min) 0,44
Fan, centrifugal 10-35 m3/s (2·104-7·104 ft3/min) 1,17
Heat exchanger, shell-and tube, floating head, c.s.
10-40 m2 (100-400 ft2) 0,60
Heat exchanger, shell-and tube, fixed sheet, c.s.
10-40 m2 (100-400 ft2) 0,44
Kettle, cast-iron, jacketed 1-3 m3 (250-800 gal) 0,27
Kettle, glass-lined, jacketed 0,8-3 m3 (200-800 gal) 0,31
Motor, squirrel cage, induction, 440-V, explosion proof
4-15 kW (5-20 HP) 0,69
Motor, squirrel cage, induction, 440-V, explosion proof
15-150 kW (20-200 HP) 0,99
Pump, reciprocating, horizontal cast-iron (includes motor)
1·10-4-6·10-3 m3/s (2-100 gpm) 0,34
Pump, centrifugal, horizontal, cast steel, (includes motor)
4-40 m3/s·kPa (104-105 gpm·psi) 0,33
Reactor, glass-lined, jacketed, (without drive)
0,2-2,2 m3 (50-600 gal) 0,54
Reactor, stainless steel, 2070-kPa 0,4-4,0 m3 (102-103 gal) 0,56
Separator, centrifugal, c.s. 1,5-7 m3 (50-250 ft3) 0,49
Tank, flat head, c.s. 0,4-40 m3 (102-104 gal) 0,57
Tank, c.s., glass-lined 0,4-4,0 m3 (102-103 gal) 0,49
Tower, c.s. 5·102-106 kg (103-2·106 lb) 0,62
Tray, bubble cap, c.s. 1-3 m (3-10 ft) diameter 1,20
Tray, sieve, c.s. 1-3 m (3-10 ft) diameter 0,86
Figura P.1. Exponentes de escalamiento para equipamiento. Fuente: Plant Design and Economics for Engineers. 5ª edición.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 182
CHEMICAL ENGINNERING PLANT COST INDEX (CEPCI) (1957-59 = 100) June '12 Prelim.
CE Index ----------------------------------------------------- 585,5 Equipment-------------------------------------------------------------- 713,9 Heat exchangers & tanks ------------------------------------------------- 661,4 Process machinery --------------------------------------------------------- 665,5 Pipe, valves & fittings ----------------------------------------------------- 917,7 Process instruments ------------------------------------------------------- 425,1 Pumps & compressors ---------------------------------------------------- 927,0 Electrical equipment ------------------------------------------------------ 513,7 Structural support & misc ----------------------------------------------- 759,9
Construction labor---------------------------------------------------- 322,5 Buildings---------------------------------------------------------------- 527,2
Engineering & supervision------------------------------------------ 327,9
Figura P.2. CEPCI a Junio del 2012. Fuente: www.che.com
Se utilizarán las siguientes tablas de coste de equipamiento, realizadas a enero del
2002, cuando el CEPCI era 390.4.
Figura P.2. Tabla de coste para torres empacadas y de platos.
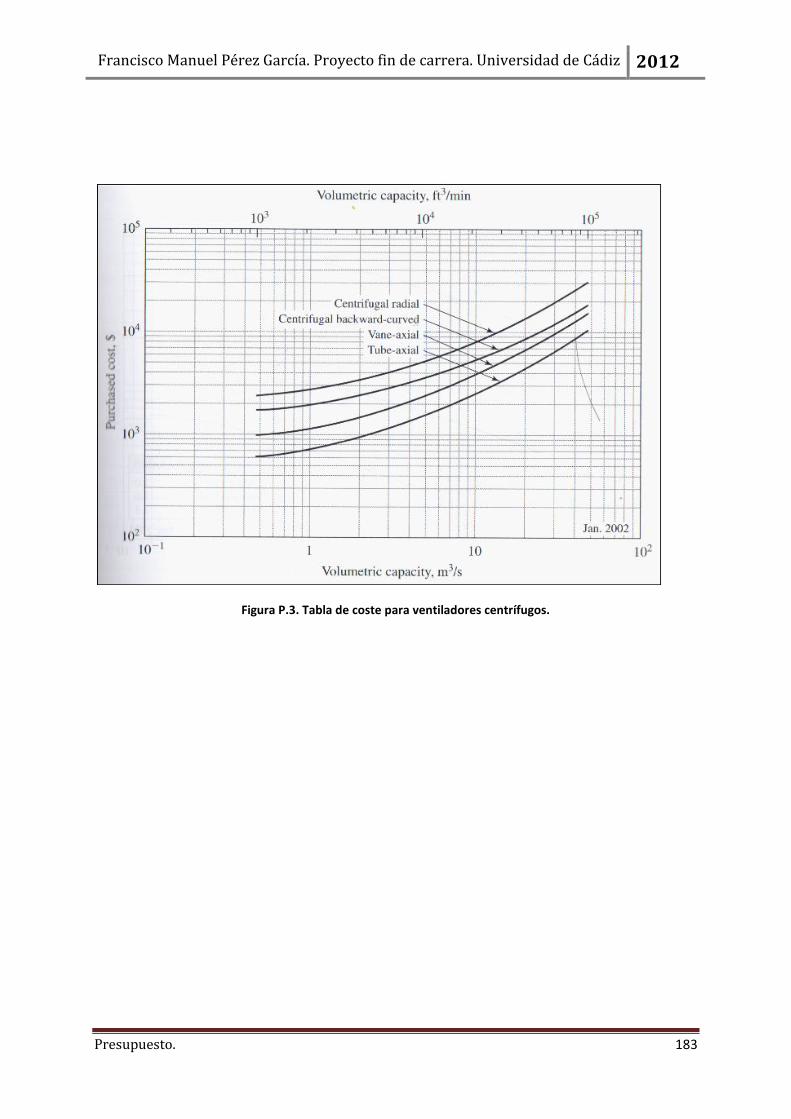
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 183
Figura P.3. Tabla de coste para ventiladores centrífugos.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 184
Figura P.4. Tabla de coste para medidores de caudal.
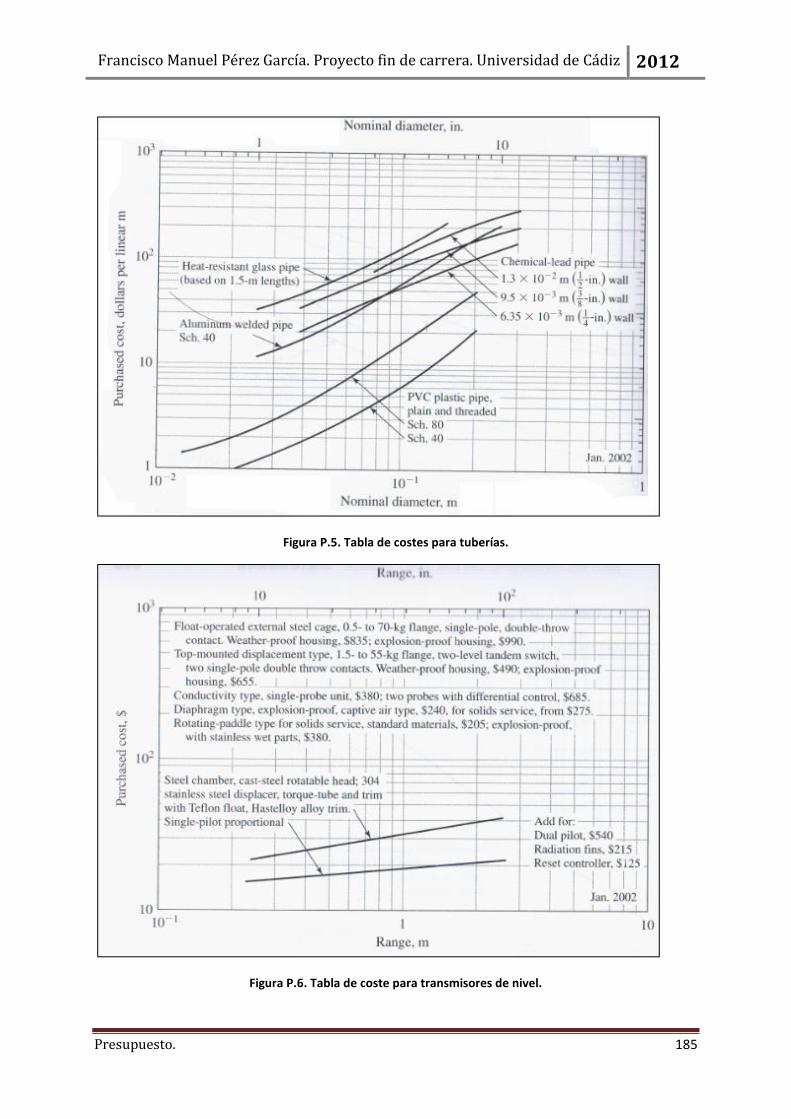
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 185
Figura P.5. Tabla de costes para tuberías.
Figura P.6. Tabla de coste para transmisores de nivel.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 186
La siguiente tabla resume el precio de cada equipo:
Tabla P.3. Precio del equipamiento,
PARTIDA 1: Biofiltro, columna de adsorción y depósitos de almacenamiento.
Equipo Unidades Precio (€) Obtención precio
Biofiltro percolador.
1 10420 Estimación.
Columna de adsorción.
1 7742,33 Estimación (Figura P.2.).
Depósito de NaOH. 1 171 Datos proveedor.
Depósito auxiliar de medio de cultivo.
1 460 Datos proveedor.
PARTIDA 2: Red de tuberías y accesorios.
Equipo Unidades Precio (€) Obtención precio
Tubería PVC sch 80 DN 5".
2,5 m 58,12 Estimación (Figura P.5.).
Tubería PVC sch 80 DN 1,25".
20 m 51,6 Estimación (Figura P.5.).
Tubería PVC sch 80 DN 3/8".
2 m 1,92 Estimación (Figura P.5.).
Té 90º PVC DN 5". 1 1,49 Datos proveedor.
Té 90º PVC DN 1,25" .
1 0,86 Datos proveedor.
Té 45º PVC DN 1,25".
1 0,62 Datos proveedor.
Válvula antirretorno PVC
DN 1,25".
1 19,89 Datos proveedor
Válvula mariposa motorizada hierro
DN 5".
2 698,41 Datos proveedor
Válvula solenoide 2V NC DN 1,25''
PVC.
1 180,67 Datos proveedor
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 187
PARTIDA 3: Control automático e instrumentación.
Equipo Unidades Precio Obtención precio
PLC SIMATIC S7-200.
1 12000 Estimación.
Transmisor de pH PHETX-610.
1 600 Datos proveedor.
Sensor de nivel de flotador NFA-150-
150.
3 630,3 Estimación (Figura P.6.).
Transmisor de concentraciones RAEGuard PID.
3 4395 Datos proveedor.
Medidor caudal t-mass 65I de DN 5''.
2 929,08 Estimación (Figura P.4.).
Medidor de caudal DO65F40 de DN
1,25''.
1 348,41 Estimación (Figura P.4.).
Variador de frecuencia
6SL3211-0AB13-7UA0 0,5 CV.
1 690 Datos proveedor
PARTIDA 4: Equipos de impulsión.
Equipo Unidades Precio Obtención precio
Soplante Multistage MS11/168.
1 1393,62 Estimación (Figura P.3.).
Bomba centrífuga EB 20 144 CEA
210/3.
1 554,7 Datos proveedor.
Bomba centrífuga EB 10 002 MS 07.
1 236,08 Datos proveedor.
Bomba dosificadora electromecánica de
pistón BM (Qmáx=2,8 L/h).
1 120 Datos proveedor.
Ejemplo de cálculo: Tuberías de PVC.
Para calcular el precio de una tubería de PVC de schedule 80 de diámetro nominal 5"
se recurre a la tabla P.5. De dicha tabla se obtiene que el precio por metro lineal de tubería
es de 20 dólares aproximadamente en el año 2001. Teniendo en cuenta que el CEPCI era
390,4 en 2001 y 585,5 a Junio del 2012, se puede calcular el coste actual aplicando la
siguiente expresión:
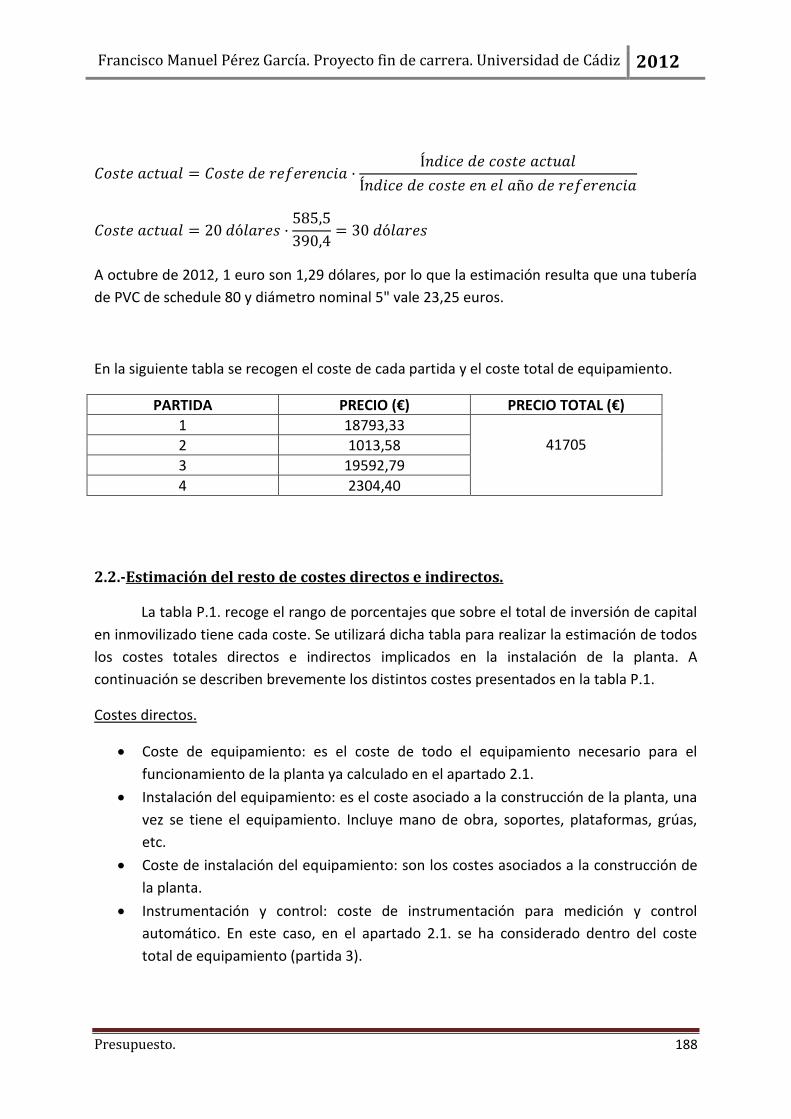
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 188
A octubre de 2012, 1 euro son 1,29 dólares, por lo que la estimación resulta que una tubería
de PVC de schedule 80 y diámetro nominal 5" vale 23,25 euros.
En la siguiente tabla se recogen el coste de cada partida y el coste total de equipamiento.
PARTIDA PRECIO (€) PRECIO TOTAL (€)
1 18793,33 41705 2 1013,58
3 19592,79
4 2304,40
2.2.-Estimación del resto de costes directos e indirectos.
La tabla P.1. recoge el rango de porcentajes que sobre el total de inversión de capital
en inmovilizado tiene cada coste. Se utilizará dicha tabla para realizar la estimación de todos
los costes totales directos e indirectos implicados en la instalación de la planta. A
continuación se describen brevemente los distintos costes presentados en la tabla P.1.
Costes directos.
Coste de equipamiento: es el coste de todo el equipamiento necesario para el
funcionamiento de la planta ya calculado en el apartado 2.1.
Instalación del equipamiento: es el coste asociado a la construcción de la planta, una
vez se tiene el equipamiento. Incluye mano de obra, soportes, plataformas, grúas,
etc.
Coste de instalación del equipamiento: son los costes asociados a la construcción de
la planta.
Instrumentación y control: coste de instrumentación para medición y control
automático. En este caso, en el apartado 2.1. se ha considerado dentro del coste
total de equipamiento (partida 3).

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 189
Red de tuberías: es el coste asociado a todos los elementos involucrados en el
transporte de fluidos, incluyendo tuberías, válvulas, codos, empalmes, etc. Ya ha sido
incluido en el coste total de equipamiento (partida 2).
Sistemas eléctricos: los sistemas eléctricos consisten en cuatro grandes
componentes: cableado, iluminación, transformación y servicio.
Edificios auxiliares: incluye el gasto asociado a la construcción de aquellos edificios
necesarios para el funcionamiento de la planta pero que no intervienen directamente
en el proceso (silos, almacenes, etc.). En este caso, la planta diseñada es muy
pequeña e irá situada en una fábrica preexistente, por lo que se supondrá que ésta
cuenta con todos los edificios que aquella necesite.
Acondicionamiento del terreno: incluye aquellos costes asociados al vallado, calles,
vías, etc. que la planta necesite. Al tratarse de una planta tan pequeña no se
considerará este coste.
Instalaciones de servicio: son aquellos costes asociados a edificios auxiliares tales
como primeros auxilios, lavabos, cafeterías, etc. No se considerará este coste ya que
la planta irá instalada en una fábrica preexistente que ya cuenta con estos servicios.
Coste del terreno: es el valor del suelo en el lugar de instalación de la planta. Se
supondrá que la fábrica ya dispondrá de la superficie necesaria para la instalación de
la planta, por lo que no se considerará este coste.
Costes indirectos.
Ingeniería y supervisión: incluye los costes asociados al diseño de la planta,
incluyendo licencias de software y otros.
Gastos legales: son los costes asociados a la compra del terreno, construcción,
contratos, etc.
Honorarios del contratista.
Contingencias: considera aquellos gastos que elevan el precio final de ejecución del
proyecto debido a situaciones inesperadas e incontrolables que ocurren durante la
puesta en práctica del mismo, tales como inundaciones, accidentes en el transporte
del equipamiento, huelgas, inflación, errores en diseño, etc.
Para la estimación de los costes directos e indirectos se ha procedido de la siguiente
forma. A partir de la tabla P.1. se eligen aquellos costes considerados para la ejecución de la
planta propuesta. Se elegirá un valor de porcentaje que sobre el coste total del inmovilizado
cada partida representa. Esos porcentajes son elegidos, por recomendación de la
bibliografía, como los valores medios de los expuestos a falta de datos que indiquen lo
contrario. La suma de todos los porcentajes no resultará 100%, por lo que es necesario
realizar una normalización de los porcentajes mediante de la división de cada uno de ellos
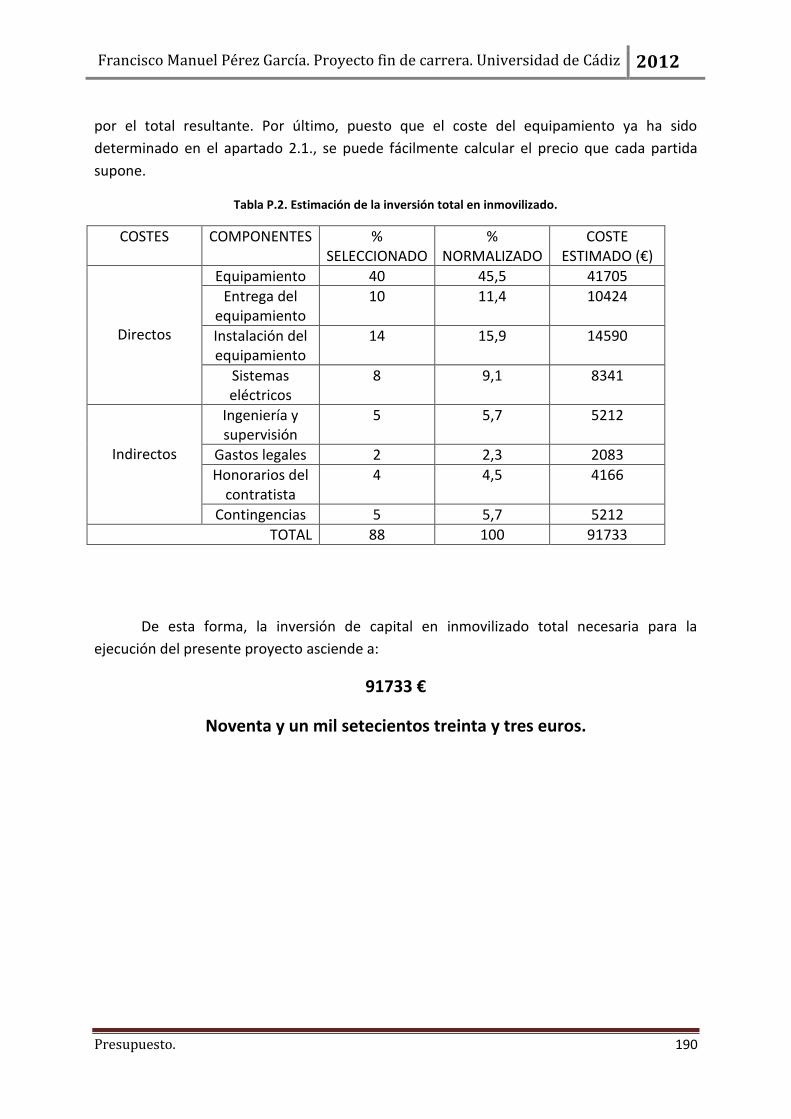
Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 190
por el total resultante. Por último, puesto que el coste del equipamiento ya ha sido
determinado en el apartado 2.1., se puede fácilmente calcular el precio que cada partida
supone.
Tabla P.2. Estimación de la inversión total en inmovilizado.
COSTES COMPONENTES % SELECCIONADO
% NORMALIZADO
COSTE ESTIMADO (€)
Directos
Equipamiento 40 45,5 41705
Entrega del equipamiento
10 11,4 10424
Instalación del equipamiento
14 15,9 14590
Sistemas eléctricos
8 9,1 8341
Indirectos
Ingeniería y supervisión
5 5,7 5212
Gastos legales 2 2,3 2083
Honorarios del contratista
4 4,5 4166
Contingencias 5 5,7 5212
TOTAL 88 100 91733
De esta forma, la inversión de capital en inmovilizado total necesaria para la
ejecución del presente proyecto asciende a:
91733 €
Noventa y un mil setecientos treinta y tres euros.

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 191
3.-Costes de operación.
En el presente apartado se estimarán los costes de operación, es decir, cuánto vale
mantener la planta en funcionamiento. En la planta se requieren reactivos, electricidad para
el funcionamiento de los equipos de impulsión y el sistema de control automático y,
ocasionalmente, el trabajo de operarios (rellenado de los depósitos auxiliares, revisión y
mantenimiento de equipos, arreglo de averías, etc.). De esta forma, se pueden dividir los
costes de operación en tres partidas:
Partida 1: Reactivos.
Partida 2: Electricidad.
Partida 3: Mano de obra.
3.1.-Reactivos.
Se tiene un depósito de 1000 L para el medio de cultivo auxiliar. Teniendo en
cuenta la composición del medio de cultivo (tabla 9.1.), las cantidades necesarias de cada
reactivo para preparar 1000 L de disolución son las siguientes:
KH2PO4: 4,5 kg.
K2HPO4: 0,5 kg.
NH4Cl: 2 kg.
MgSO4·7H2O: 0,1 kg.
El requerimiento de medio de cultivo auxiliar es de aproximadamente 24000 L (apartado
A.6.2.1.).
De la misma forma, se tiene un depósito de 140 L de NaOH y el requerimiento de
este producto es de aproximadamente 1080 L al año (1620 kg) (apartado A.6.1.3.).
La siguiente tabla muestra el coste de los reactivos necesarios:
COMPUESTO CANTIDAD ANUAL GASTADA (kg)
PRECIO UNITARIO (€/kg)
COSTE ANUAL (€/año)
KH2PO4 grado técnico 108 1,50 162
K2HPO4 grado técnico 12 1,50 18
NH4Cl grado técnico 48 1,16 56
MgSO4·7H2O grado técnico 2,4 0,75 2
Agua de red 24000 1,80·10-3 44
NaOH líquida al 48% w/w 1620 0,50 810
TOTAL 1092

Francisco Manuel Pérez García. Proyecto fin de carrera. Universidad de Cádiz 2012
Presupuesto. 192
3.2.-Electricidad.
La siguiente tabla muestra el coste asociado al funcionamiento de todos los equipos
eléctricos de la planta, teniendo en cuenta el tiempo de funcionamiento de cada uno de
ellos. Se considerará una tarifa eléctrica de 0,06 €/kW∙h.
DISPOSITIVO TIEMPO DE FUNCIONAMIENTO
(h/año)
CONSUMO ANUAL (kW·h/año)
COSTE (€/año)
Soplante 0,5 CV (373 W)
1152 430 26
Bomba centrífuga 0,7 CV (522 W) para
recirculación
1152 601 36
Bomba centrífuga 1,5 CV (1118 W) para
medio de cultivo auxiliar
1,5 2 0,12
TOTAL 62,12
3.3.-Mano de obra.
La planta no sufrirá una manipulación directa por parte de operarios en su
funcionamiento normal gracias al sistema de control automático instalado. No obstante, se
requerirá personal para ciertos casos tales como la realización del mantenimiento periódico
de los equipos, identificación y arreglo de averías y rellenado de los depósitos auxiliares
entre otras posibles situaciones. Suponiendo un requerimiento de mano de obra para la
planta de 1 hora por semana, se tienen 48 horas al año. Considerando el precio de la mano
de obra como 9 €/h, se tiene que el gasto en mano de obra es de 432 euros al año.
De esta forma, el coste asociado a mantener la planta en funcionamiento cada año
asciende a:
1587 €
Mil quinientos ochenta y siete euros.

Related Documents











