ASME BOILER AND PRESSURE VESSEL CODE

RESUMEN Asme Viii Final
Oct 27, 2015
RESUMEN ASME VIII
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
ASME BOILER AND PRESSURE
VESSEL CODE

¿Qué es el Código ASME?
Son reglas para la construcción de calderas de vapor y recipientes a presión
formuladas por el
BOILER AND PRESSURE VESSEL COMMITTEE
de la
American Society of Mechanical Engineers

¿Cómo está compuesto el Código ASME?
El Código ASME está compuesto por 12 secciones las que pueden agruparse como:
l Códigos de Construcción
l Códigos de Referencia
l Reglas para el cuidado, operación e inspección en servicio

Códigos de Construcciónl Sección I - Power Boilers
l Sección III - Nuclear Components (compuesta por 8 subsecciones, 3 divisiones y Apéndices)
l Sección IV - Heating Boilers
l Sección VIII - Pressure Vessels (compuesta por 3 divisiones)
l Sección X - Fiber-Reinforced Plastic Pressure Vessels
l Sección XII - Rules for construction and Continued Service of Transport Tanks

Códigos de ReferenciaSección II:
Está dividida en 4 partes, de acuerdo al tipo de material. Estas partes son:
l Parte A - Ferrous Materials
l Parte B - Nonferrous Materials
l Parte C - Welding Rods, Electrodes and Filler Metals
l Parte D - Características de los materiales

Códigos de Referencial Sección V - Nondestructive
Examinations
l Sección IX - Welding and Brazing Qualifications
Los Códigos de referencia sólo deben ser usados cuando y como sean referidos por el Código de Construcción.

Reglas para el cuidado, operación e inspección en servicio
l Sección VI - Recommended Rules for Care and Operation of Heating Boilers
l Sección VII - Recommended Guidelines for the Care of Power Boilers
l Sección XI - Rules for Inservice Inspection of Nuclear Power Plant Components

¿Qué partes componen cada una de las Secciones?
Cada Sección del Código está compuesta por las siguientes partes:
l La sección propiamente dicha
l Las interpretaciones
l Casos Código
l Errata

InterpretacionesLas interpretaciones oficiales sólo pueden realizarse
sobre requerimientos del Código ASME, incluyendo ediciones anteriores y addendas.
Son interpretaciones oficiales, con el objeto de clarificar la intención del Código respecto de la duda surgida.
Las interpretaciones no pueden ser extendidas a problemas que caen fuera del alcance del Código.

Casos Código (Code Cases)
Los Casos Código son reglas nuevas o alternativas que sólo son aplicables para el Código especificado.
Su uso no es mandatorio pero, de ser usados, se deben aplicar todos los requerimientos y se debe identificar el Caso Código en el Data Report.

Ediciones del Código
Cada 3 años ASME presenta Ediciones nuevas de cada uno de los Códigos, las que se denominan en función del año de la edición.
Cada nueva Edición se realiza en papel color blanco.
Anualmente se emiten las Addendas de acuerdo al siguiente esquema:
Addendas al Código
Las Addendas se emiten anualmente, en papeles de distinto color a fin de los dos años siguientes de la Edición.
Las Addendas son mandatorias a partir de los seis meses de su emisión.

Sección VIIIRecipientes de Presión

Sección VIII
La Sección VIII está dividida en 3 divisiones a saber:
l División 1 : General
l División 2 : Reglas alternativas
l División 3: Reglas alternativas para la construcción de recipientes para alta presión
Alcance de la Sección VIII Div.1
El alcance de la Sección VIII está previsto para cubrir, pero no está limitado a:
l Recipientes que contengan agua a presión que exceda:
» Una presión de diseño de 300 psi (21 kg/cm2)
» Una temperatura de diseño de 210 ºF (99 ºC)
Alcance de la Sección VIII Div.1l Recipientes que contengan agua caliente calentada por
medios indirectos, que excedan:
» 200 000 BTU/h
» 210ºF
» 120 galones (450 litros)
l Recipientes que tengan un diámetro interior mayor a 6”
l Recipientes que tengan una presión de operación interna o externa mayor a 15 psi (1 kg/cm2)
l Recipientes cuya presión de operación no exceda 3000 psi (210 kg/cm2)

Alcance de la Sección VIII Div. 2 Este código contiene reglas alternativas para los requisitos mínimos de construcción, inspección y certificación de recipientes que caen dentro del alcance de la Sección VIII División 1.
Estas reglas son más restrictivas en las áreas de diseño, NDE y materiales; y fueron hechas con la intención de que sean utilizadas en la construcción de recipientes a presión de pared gruesa y con altas presiones.

Alcance de la Sección VIII Div. 3
El alcance de la División 3 intenta cubrir, a:
l Recipientes metálicos generalmente arriba de 10.000 psi (>700 kg/cm2)
l Contenedores a presión para retener fluidos
l Recipientes a presión estacionarios
l Recipientes con fuego directo que no están dentro del alcance de la Sección I
Sección VIII Div.1
Organización de la Sección VIII Div.1
Subsección A: Sección General
Subsección B: Métodos de Fabricación
Subsección C: Sección referente a materiales
Tablas
Apéndices
Organización de la Sección VIII Div.1Sección General
Está compuesta sólo por los Requerimientos Generales (Parte UG)
que cubren todos los procesos de fabricación y todos los materiales

Organización de la Sección VIII Div.1Métodos de Fabricación
Está compuesta por 3 partes:
l Parte UW: Recipientes Soldados
l Parte UF: Recipientes Forjados
l Parte UB: Recipientes soldados por Brazing
Organización de la Sección VIII Div.1Materiales
Está compuesta por 9 secciones:
l Parte UCS: Aceros al carbono y de baja aleación
l Parte UNF: Materiales no ferrosos
l Parte UHA: Materiales de alta aleación
l Parte UCI: Materiales de hierro fundido
l Parte UCL: Materiales plaqueados
l Parte UCD: Materiales fundidos dúctiles
l Parte UHT: Materiales tratados térmicamente
l Parte ULW: Recipientes por capas
l Parte ULT: Materiales para baja temperatura

Organización de la Sección VIII Div.1Apéndices
Los apéndices se dividen en obligatorios y no obligatorios, siendo aplicables a todas las subsecciones de la Sección cuando sean referenciados.
Apéndices Obligatorios: 1 – 29
Apéndices No Obligatorios
(Buenas Prácticas Sugeridas) : A - EE
Uso de los Párrafos del Código
Cuando se usen los Códigos, siempre se deberán leer los párrafos enteros, incluyendo las referencias incluidas en ese párrafo.
Si uno para en la lectura de un párrafo cuando encuentra lo que estaba buscando, es posible que omita requisitos que se deben cumplir para la aplicación del mismo.
Requisitos para la secuencia de Fabricación
Cuando se fabrica un equipo de acuerdo al Código ASME, todas las subsecciones deben de ser usadas.
Por ejemplo, la Subsección A, iniciando en el párrafo UG-75, contiene las reglas concernientes a la fabricación. Éstas incluyen temas como los requisitos de conformado, ovalización, reparaciones e inspección de materiales.
Requisitos para la secuencia de Fabricación
La Subsección B contiene las reglas relacionadas con el método de fabricación (por ejemplo la parte UW para la fabricación soldada).
Estas reglas cubren temas como el armado, la sobremonta en las soldaduras, los requerimientos de calificación, etc.

Requisitos para la secuencia de Fabricación
La Subsección C contiene las reglas específicas concernientes al tipo de material a ser utilizado en la fabricación.
Por ejemplo la parte UCS para aceros al Carbono incluye temas relacionados con los requisitos de conformado y tratamientos térmicos.

MATERIALES
Sección VIII - MaterialesCuando se selecciona un material para un recipiente
a presión de acuerdo la Sección VIII Div.1, varias fuentes deben ser consideradas:
l La Subsección A para los requerimientos generales
l La Subsección B para los métodos de fabricación que puedan afectar la selección del material y cualquier restricción de servicio.
l La Subsección C para los requisitos específicos de los materiales.
l Los apéndices obligatorios para cualquier aplicación especial.

Sección VIII - Materiales
l La Sección II para los requisitos detallados de los materiales.
l Los Casos Códigos, si son aplicables
METALURGIA BÁSICA
Los materiales ferrosos son identificados por ASME con el prefijo SA y los materiales no ferrosos con SB. Son materiales que responden a las especificaciones ASTM que ASME adoptó para la utilización con sus códigos.

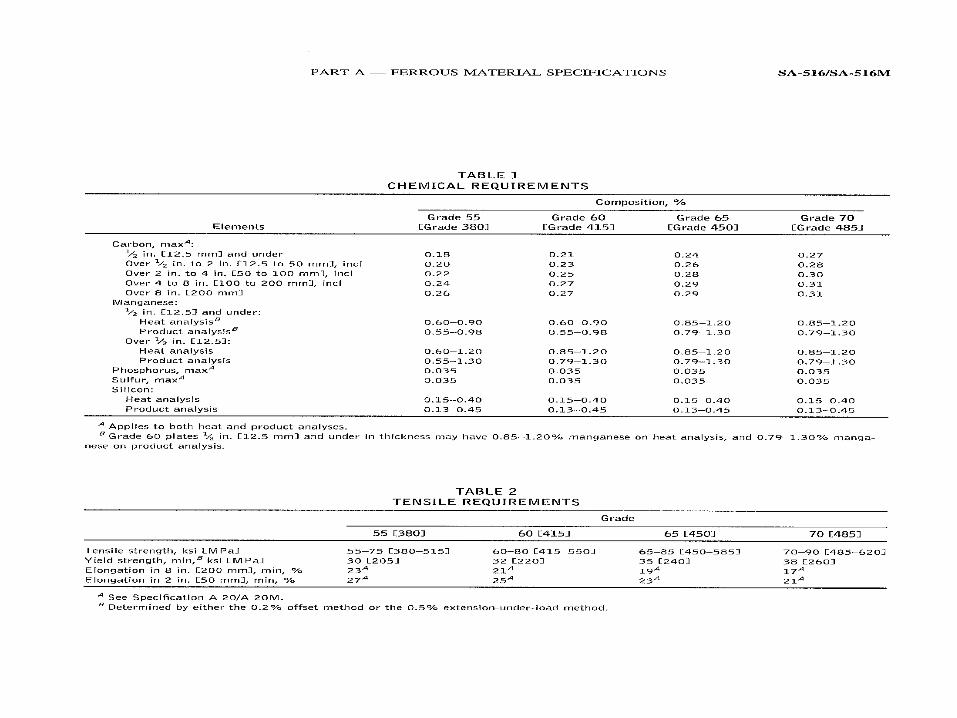
SPECIFICATION FOR PRESSURE VESSEL PLATES,
CARBON STEEL, FOR MODERATE – AND LOWER –
TEMPERATURE SERVICE
SA 516 / SA 516M
(Identical with ASTM Specification
A 516/A 516M-90.)

PART A - FERROUS MATERIAL SPECIFICATIONS

SUPPLEMENTARY REQUIREMENTS
Supplementary requirements shall not apply unless specified in the order.
A list of standardized supplementary requirements for use at the option of the purchaseris included in ASTM Specification A 20/A 20M.
Several of those considered suitable for use with this specification are listed below by title.
Other tests may be performed by agreement between the supplier and the purchaser.

S1. Vacuum Treatment,S2. Product Analysis,S3. Simulated Post-Weld Heat Treatment of Mechanical Test Coupons, S4.1 Additional Tension Test,S5. Charpy V-Notch Impact TestS6. Drop-Weight Test,S7. High-Temperature Tension Test,S8. Ultrasonic Examination in accordance with Specification A 435/A 435M,S9. Magnetic Particle Examination,S11. Ultrasonic Examination in accordance with Specification A 577/A 577M,S12. Ultrasonic Examination in accordance with Specification A 578/A 578M,S17. Vacuum Carbon-Deoxidized Steel.
SPECIFICATION FOR GENERAL REQUIREMENTS FOR STEEL
PLATES FOR PRESSURE VESSELS
SA-20/SA-20M(Identical with ASTM Specification A 20/A 20M-01)

Sección VIII - Materiales
Los materiales para partes de presión están limitados a los referidos en UG-23, listados en la Subsección C de la Div. 1 y deben estar contenidos en la Sección II.
Los párrafos referidos a materiales en la parte general son
UG-4 a UG-8
UG-10
UG-12 a UG-14

Sección VIII - Materiales
Los párrafos de los materiales en la subsección C son usualmente localizados en UXX-5 a UXX-15:
UCS UCI UHT
UNF UCL ULW
UHA UCD ULT
Sección VIII - MaterialesOrganización de las Especificaciones de los Materiales
Las especificaciones de la Sección II están organizadas todas de manera similar. La especificación de una chapa de acero al Carbono está organizada típicamente de la siguiente manera:
Alcance: Describe los requisitos generales
l Documentos Aplicables: Hacen referencia a especificaciones generales (Por ej.:SA-20)
l Requisitos Generales y bases para la compra: Describe qué es lo que se debe indicar para la compra correcta de una chapa, haciendo referencia a las especificaciones generales
l Requerimientos Químicos
l Requerimientos Mecánicos
l Requisitos Suplementarios

Sección VIII - MaterialesRequisitos Suplementarios
Debido a restricciones de servicio, el comprador puede necesitar especificar los requisitos suplementarios .
Estos requisitos pueden ser encontrados en la misma especificación del material o en la especificación general.
Estos no son obligatorios y solamente son requeridos si son solicitados por el comprador.
Sección VIII - MaterialesTipos de Prueba requeridos por la Sección II
Tipo de Prueba Alcance
l Químicas Todos los materiales
l Físicas o mecánicas Todos los materiales
l Hidrostática Productos tubulares
l Ultrasonido Materiales templados y revenidos
l Corrientes de Eddy Productos tubulares y fundiciones

Sección VIII - MaterialesTipos de Prueba requeridos por la Sección II
Entre las mecánicas encontramos:
l Tracción Prácticamente todos los materiales
l Dureza Forjas, tubos y barras
l Curvado Productos tubulares y barras
l Aplastamiento Productos tubulares
l Plegado Guiado Metales de aporte y productos soldados
l Impacto Charpy Metales de Aporte de acero al Carbono y de baja aleación

Sección VIII - Materiales
En ciertos casos, la Sección VIII Div.1 impone pruebas adicionales a los materiales y éstas están sobre las requeridas por la Sección II. Ejemplos de estos requerimientos los encontramos en UCS-85, UNF-95, UHA-52, UHT-6, UHT-81.
Algunas de estas pruebas pueden ser:
l Impacto Charpy
l Caída de Peso (Drop Weight)
l END
l Prueba de corte o resistencia a la adherencia (clad)

Sección VIII - MaterialesCertificados de Materiales
Los certificados de los materiales deben contener la información que figura en la especificación del material o en sus especificaciones asociadas (ej.:SA-20).
Tomando como ejemplo una chapa de acero al carbono, la información que debe figurar es la siguiente:
Sección VIII - MaterialesCertificados de Materiales
l Identificación unívoca con el material
l Análisis químicos
l Ensayos Físicos
l Tratamientos térmicos
l Procesos metalúrgicos
l Ensayos suplementarios (si fueran requeridos)
DEFINICIONES SOBRE LOS MATERIALES
DEFINICIONES
- Los metales son generalmente clasificados como ferrosos (hierro>50%) o no ferrosos(hierro < 50%).
- Una aleación es una mezcla con una combinación de más de un elemento.

Aleaciones Ferrosas (SA-XXX)
Fundición de Hierro: Contenido de carbón > 2%, muy frágil, no puede ser soldada fácilmente, buenapara formas complicadas, hay de dos tipos en las aplicaciones de la Sección VIII División 1, la fundición gris, y la fundición nodular.
Aceros: Contenido de carbón < 2%, no son frágiles, son más fácilmente soldables
Aceros al Carbón: Contenido de carbón < 0,35% pueden contener silicio y manganeso
Aceros Bajamente Aleados – pueden contener cromo, molibdeno, y níquel con un total de aleantes < 10% se usan en servicios de alta temperatura y servicios con hidrogeno, o los que contienen solamente níquel son usados en muy bajas temperaturas
Aceros Altamente Aleados (Inoxidables) - pueden contener cromo, níquel, molibdeno y manganeso con un contenido de los aleantes > 10%; servicios corrosivos, alta y baja temperatura; además se pueden separar dentro de las siguientes categorías de aceros inoxidables dependiendo de su composición química y sus propiedades:

-Martensiticos (iguales al tipo 410) - alto cromo (>12%);magnéticos, tratables térmicamente por resistencia y dureza
- Ferriticos ( tipo 405 y 430) - magnéticos pero no tratables térmicamente
- austeniticos ("series 200 y 300") - no magnéticos y no tratables térmicamente
- duplex austeniticos/ferriticos (tipo 329) - alta resistencia y una mejor resistencia a la corrosión que los aceros inoxidables austeniticos

Aleaciones No Ferrosas (SB-XXX)
-Principalmente son usadas en servicio altamente corrosivo o de alta temperatura.
Aluminio - no magnético, buena formabilidad, relación alta resistencia a peso
Cobre - buena resistencia a la corrosión y maquinabilidad
Níquel - resistencia excelente a la corrosión y a la oxidación a alta temperatura,
- Titanio & Circonio - para servicio altamente corrosivo
LOS NUMEROS P
Para reducir el numero de calificaciones de procedimientos de soldadura y soldadura “brazing” requeridas, los metales base han sido asignados con Números P.
Estas asignaciones están basadas esencialmente en características comparables de los metales base, talescomo la composición, soldabilidad, “brazeability”, y propiedades mecánicas, donde estas puedan ser lógicamente hechas
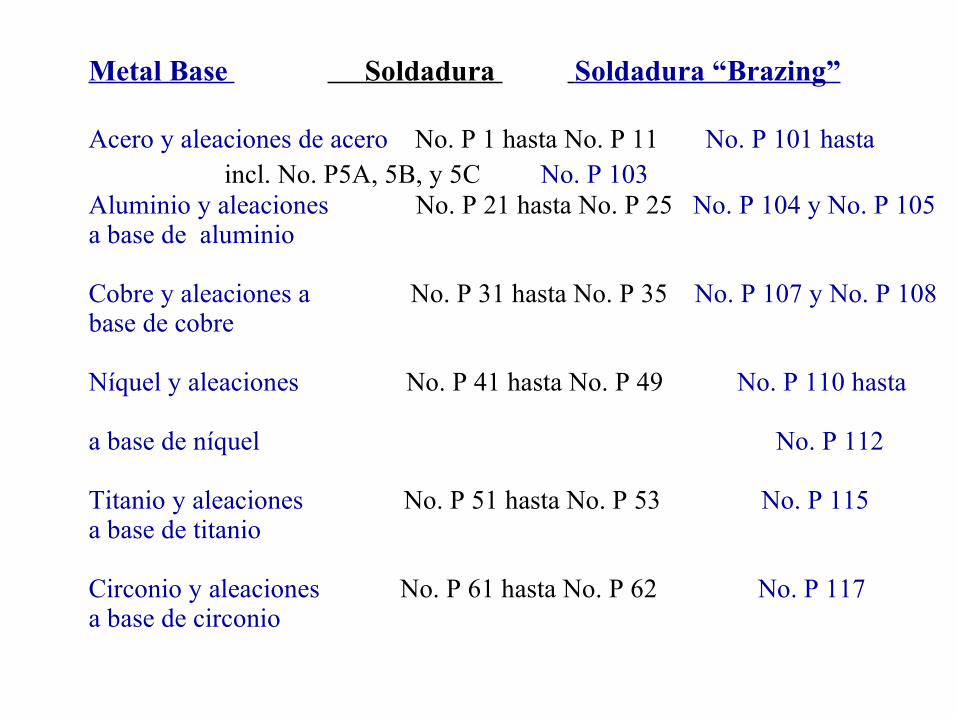
Metal Base Soldadura Soldadura “Brazing”
Acero y aleaciones de acero No. P 1 hasta No. P 11 No. P 101 hasta incl. No. P5A, 5B, y 5C No. P 103
Aluminio y aleaciones No. P 21 hasta No. P 25 No. P 104 y No. P 105a base de aluminio
Cobre y aleaciones a No. P 31 hasta No. P 35 No. P 107 y No. P 108base de cobre
Níquel y aleaciones No. P 41 hasta No. P 49 No. P 110 hasta a base de níquel No. P 112
Titanio y aleaciones No. P 51 hasta No. P 53 No. P 115a base de titanio
Circonio y aleaciones No. P 61 hasta No. P 62 No. P 117a base de circonio

TRATAMIENTOS TERMICOS
• NormalizadoEl material se calienta arriba de la temperatura crítica más alta [1600°F (900°C)] y se enfría en aire quieto por debajo de la temperatura de transformación.
• RecocidoEl material es calentado a aproximadamente 100°F (56°C) arriba de la temperatura critica más baja [1350-1400°F (730 – 800°C)], luego se enfría a 100°F (56°C) por debajo de la temperatura critica más baja y se mantiene por aproximadamente una hora por pulgada de espesor.

• RevenidoEl material se calienta por debajo de la temperatura critica mas baja y luego se enfría a la velocidad deseada.
• TempladoEl material se calienta arriba de la temperatura crítica superior, y luego se enfría por inmersión en agua fría, sales o aceite.

• Recocido de DisoluciónEl material se sujeta a un calentamiento alto [aproximadamente 2000°F (1000°C)] y se enfríarápidamente en un líquido.
• Tratamiento de EstabilizaciónEl material es sujeto a una alto calentamiento y luego enfriado lentamente, de otra manera

CONCEPTOS DE DISEÑO

Categorías de Junta UW-3
● Categoría A
● Las juntas soldadas longitudinales dentro de un cuerpo principal, cámaras de comunicación, transiciones en diámetro; cualquier junta dentro de una esfera, dentro de una cabeza formada ; las juntas soldadas circunferenciales que conectan las cabezas hemisféricas a los cuerpos principales, a transiciones en diámetro, a boquillas, o a las cámaras de comunicación.

● Categoría B ● Las juntas soldadas circunferenciales dentro
del cuerpo principal, cámaras de comunicación; las juntas soldadas circunferenciales conectando las cabezas formadas otras diferentes a las hemisféricas a cuerpos principales, las transiciones en diámetro, a boquillas, o a cámaras de comunicación.

● Categoría C
● Las juntas soldadas conectando bridas, placas tubulares, o tapas planas a cuerpos principales, a cabezas formadas, a las cámaras de comunicación.
Categoría D
● Juntas soldadas conectando cámaras de comunicación o boquillas a cuerpos principales, a esferas, a transiciones en diámetro, a cabezas.
Categoría D a tope
DISEÑO DE LAS JUNTAS (TIPO DE JUNTAS)
UW-9
Tipos permisibles:
Los tipos permisibles de juntas soldadas con los procesos de soldadura están listados
en la Tabla UW-12
El Tipo define la configuración de una junta soldada, y no donde está localizada
Hay ocho Tipos de junta permitidos por la Tabla UW-12, en esta Tabla también se encuentran ciertos límites para estas juntas.

Tipos de Junta (UW-12)
Tipo 1:Juntas a tope tales como las obtenidas por soldadura de ambos lados o por otros medios con los cuales se obtenga la misma calidad del metal depositado en las superficies internas y externas que cumplen con los requerimientos de UW-35.(Terminación-Refuerzos)
Tipo 2: Juntas a tope realizadas de un sólo lado con respaldo (Permanente)
Tipo 3: Juntas a tope realizadas de un sólo lado sin respaldo
Tipo 4: Juntas solapadas de doble filete
Tipo 5: Soldaduras solapadas de simple filete completo con soldaduras de punto que cumplen con UW-17(Tapón y Filete, cargas)
Tipo 6: Soldaduras solapadas de simple filete completo sin soldaduras de punto
Tipos de Junta (UW-12)
Tipo 7: Juntas de esquina, soldadas de completa penetración, penetración parcial, y / o soldaduras de filetes (Conexiones, Tapas planas)
Tipo 8: Juntas en ángulo
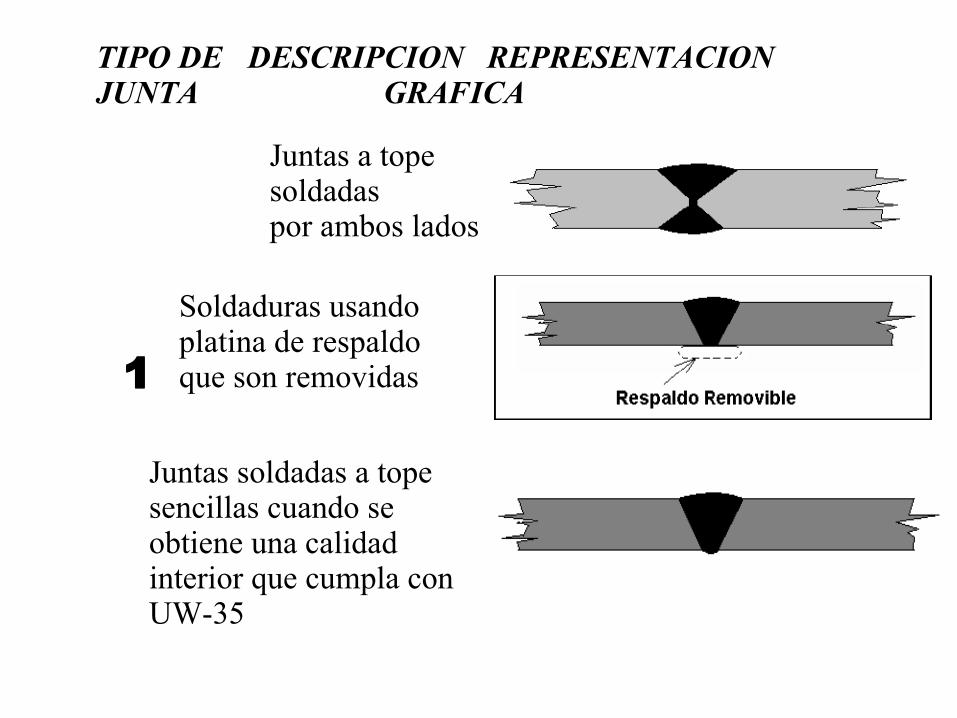
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
Juntas a tope soldadaspor ambos lados
1Soldaduras usandoplatina de respaldo que son removidas
Juntas soldadas a topesencillas cuando seobtiene una calidadinterior que cumpla conUW-35
JUNTA TIPO 1

TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
Juntas soldadassencillas con platina derespaldo no removible2
JUNTA TIPO 2 EJEMPLO

3
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
Junta sencilla soldada atope sin el uso de anillode respaldo

JUNTA TIPO 3 EJEMPLO

Junta traslapada confilete doble
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
4

JUNTA TIPO 4 EJEMPLO

Juntas traslapadas confilete sencillo ysoldaduras de tapónsegún UW-17 (Dimensiones del tapón/cargas)
5
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA

JUNTA TIPO 5 EJEMPLO

Juntas traslapadas defilete sencillo sinsoldaduras de tapón
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
6

JUNTA TIPO 6 EJEMPLO

Juntas de esquina,soldadas de completapenetración,penetración parcial, y /o soldaduras de filetes
UW-13.2 Partes de presión a tapas planas.
UW16.1 Conexiones a cuerpo
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
7
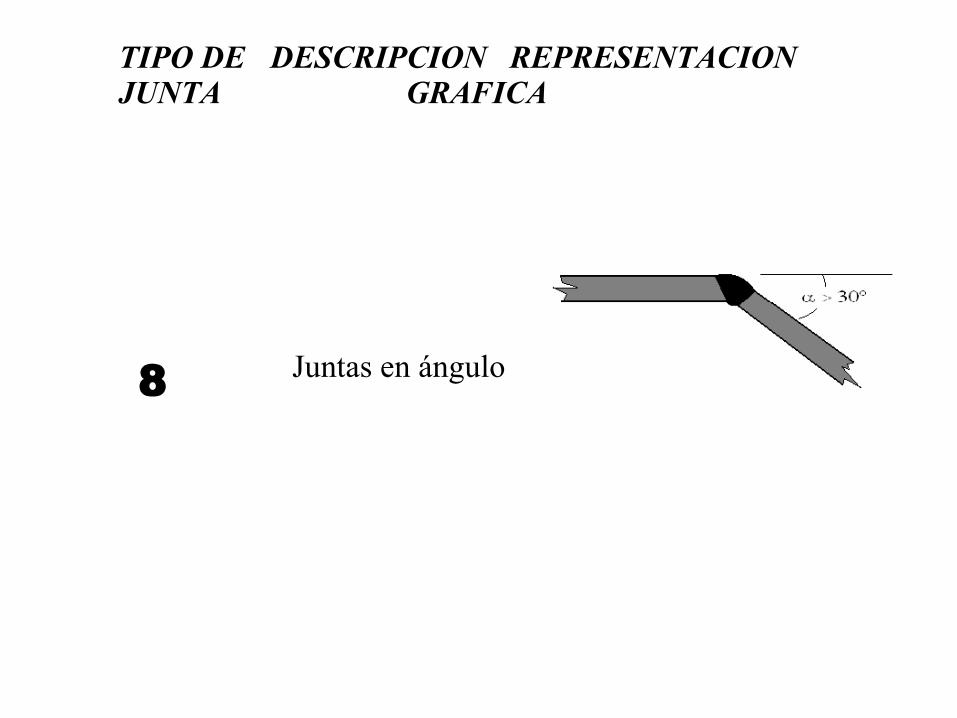
TIPO DE DESCRIPCION REPRESENTACION JUNTA GRAFICA
Juntas en ángulo8

LIMITES GEOMETRICOS DE LAS JUNTAS (TABLA UW-12)

Requerimientos de DiseñoFilosofía del Diseño
La Sección VIII es un código de “diseño por reglas”, que está enfocado principalmente en la seguridad de la operación y está basado en:
l El tipo de fabricación
l El tipo de material utilizado

Requerimientos de DiseñoTipos de Servicio
Se definen en UW-2. Estos son:
l Servicio Letal
l Servicio de baja temperatura
l Calderas de vapor no sometidas a fuego
l Recipientes sometidos a fuego directo
l Sin restricciones (los que no se clasifican bajo alguna de las restricciones anteriores)
RESTRICCIONES POR SERVICIO DE LAS JUNTASUW-2(a) Servicio Letal (Sustancia Letal)Una sustancia liquida o gaseosa venenosa de tal naturaleza que una muy pequeña cantidad del gas o del vapor del líquido mezclada o no mezclada con el aire es peligrosa para la vida cuando es inhalada.Todas las juntas a tope deben ser radiografiadas totalmenteLos recipientes fabricados en los materiales cubiertos por UCS deberán ser PWHT.Los tubos o la tubería ERW no está permitida para ser usada como un cuerpo o boquillaEs responsabilidad del usuario o su agente designado determinar cuando el servicio es letal, si esto es así el Fabricante es responsable por cumplir todos los requisitos del Código.

Servicio Letal, UW-2(a)● Cuando los recipientes son diseñados para
servicio letal:– Todas las juntas soldadas a tope deberán ser
totalmente radiografiadas.
– Las juntas de las diferentes categorías deberán ser
● Categoría A Tipo 1● Categoría B y C Tipo 1 o 2● Categoría C Tipo 1 o 2 (Cuando la
soldadura es hecha en dos pasos como se muestra en la Fig. UW-13.5)
● Categoría D Completa penetración


UW-2(b) Baja temperatura (Criogénico)Cuando un recipiente fabricado en los materiales listados en la Tabla UCS-23 opere a una temperatura menor de –55°F (-48°C)
O en los materiales listados en la Tabla UHA-23 que operen a una temperatura menor de -155°F (-104°C)
Servicio Criogénico UW-2(b)
● Recipientes de acero al carbono operando por debajo de -55°F.
● Recipientes de acero altamente aleado cuando las pruebas de impacto del metal base o del metal soldado son requeridas.
● Estas restricciones aplican:
Categoría de la Junta Tipo de Junta A 1 (1 o 2 para ciertos aceros inoxidables austeniticos y sus soldaduras) B 1 o 2 C Completa Penetración ( Las bridas tienen que ser pegadas con soldaduras de completa penetración – no se aceptan bridas “slip-on”). D Completa Penetración, excepto para algunos materiales de UHA-23.

UW-2 (c)
Calderas de vapor sin fuego con MAWP > 50 psi (3,51 kg/cm2)
Todas las juntas a tope en los tambores deben ser radiografiadas totalmente
Cuando se fabriquen en un material listado por UCS-23 deberán ser PWHT.

Calderas de Vapor Sin Fuego Directo UW-2(c)
– Una caldera recuperadora de calor es un ejemplo de una caldera de vapor sin fuego directo.
Categoría de la Junta Tipo de Junta
A 1
B 1 o 2
C Sin restricciones
D Sin restricciones

UW-2(d) Recipientes o partes sujetas a fuego directo
Cuando el espesor en la junta exceda 5/8” (16 mm) para los materiales No. P1 y en todos los espesores de junta para los otros materiales diferentes a No. P1 y cubiertos por la Parte UCS deberán ser PWHTNinguna Categoría A o B puede tener una Junta Tipo 3 independientemente del espesor.
Recipientes con Fuego Directo UW-2(d)
– Recipientes a presión o partes sujetas al fuego directo producto de la combustión de combustibles (sólidos, líquidos, o gaseosos).
Categoría de la Junta Tipo de Junta
A 1
B, t > 5/8" 1 o 2
C Sin restricciones
D Sin restricciones

Definiciones de Diseño
El diseñador, en función de los datos que le entrega el usuario o proveedor de la Ingeniería básica, es responsable de definir:
l Presión y temperatura de diseñol Cargas actuantesl Sobreespesor de corrosiónl Requerimientos de Serviciol PWHT y Radiografiado, si no son
requerimientos mandatorios del Código.


Requerimientos de Radiografiado
La extensión del radiografiado la elige el diseñador. Esta elección está basada en:
l Requerimientos de Servicio
l Requerimientos del Código (Ej.: UCS-57)
l Requerimientos de diseño por eficiencia de junta

Tipos de Ensayo Radiográfico
Se encuentran definidos 3 tipos de requerimiento de ensayo radiográfico, en función de su extensión:
l Full o Total
l Spot o Por Puntos
l Sin examen
Radiografiado Full
Se define en UW-11 (a) y en UW-51.
En UW-11(a) se definen las costuras que deben ser radiografiadas en toda su longitud.
En UW-51 se establecen los requerimientos para realizar el ensayo y los criterios de aceptación para evaluar las radiografías.
Radiografiado Full
UW-51 RT Total
UW-51 especifica los requisitos que tienen que ser cumplidos cuando la radiografía total se utiliza. Aunque para la radiografía no se requiere un procedimiento escrito o una retención de los registros, este método requiere que el personal en NDE sea calificado de acuerdo con la edición aplicable del SNT-TC-1A el cual es una guía. Este párrafo también especifica los criterios de aceptación.
Radiografiado Full
Criterios de Aceptación
Los criterios de aceptación para la radiografía total son:
● Indicaciones Lineales:
● Ninguna grieta o zona con incompleta fusión o penetración.

Radiografiado Full
● Cualquier inclusión de escoria alargada mayor de:
● 1/4" para t < 3/4:● 1/3t para t = 3/4" a 2-1/4”: inclusive● 3/4" para t > 2-1/4"
RT-1 EJEMPLO
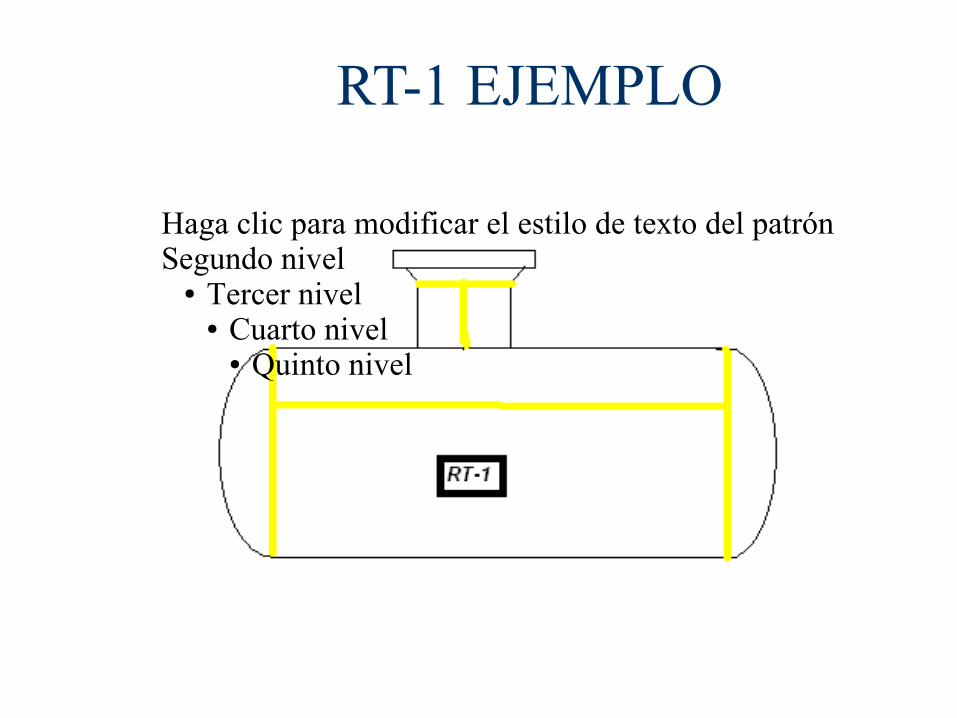
RT-1 EJEMPLO
Haga clic para modificar el estilo de texto del patrónSegundo nivel
● Tercer nivel● Cuarto nivel
● Quinto nivel
Radiografiado Spot
Se define en UW-11 (b) y en UW-52.
En UW-11(b) se definen las costuras que deben ser radiografiadas.
En UW-52 se establecen los requerimientos para realizar el ensayo y los criterios de aceptación para evaluar las radiografías.

Radiografiado Spot
l Las soldaduras realizadas en secciones del recipiente o cabezales donde el diseño está basado en una eficiencia de junta permitida por UW-12(b) debe ser examinada por UW-52.
l El radiografiado por puntos es una herramienta de inspección y de control de calidad.
l La extensión mínima de radiografiado spot debe incluir:
» 1 placa de 6” por cada 50’ de soldadura o fracción
» Cada 50’ de soldadura se deben incluir suficientes placas como para evaluar el trabajo de cada soldador
» La ubicación debe ser elegida por el Inspector
» Radiografías requeridas para satisfacer otros requerimientos no deben ser usadas para satisfacer estos requerimientos

Radiografiado Spot
UW-52 da los requisitos para la Radiografía por puntos (spot). Estos son esencialmente los mismos que para la radiografía total con excepción que este especifica la localización y el mínimo numero de exposiciones que deben ser hechas. También, existe una diferencia significativa en los criterios de aceptación.

Radiografiado SpotCriterios de Aceptación
Los criterios de aceptación para radiografía por puntos (spot) son:
● Indicaciones lineales:– Ninguna grieta o zona con incompleta fusión o
penetración.● Cualquier inclusión de escoria alargada mayor de:
● 2/3t● Indicaciones Redondeadas:
– Las indicaciones redondeadas no son un factor de aceptación en la radiografía por puntos (spot)
RT-3 EJEMPLO

RT-3 EJEMPLO
Haga clic para modificar el estilo de texto del patrónSegundo nivel
● Tercer nivel● Cuarto nivel
● Quinto nivel
RT-2 EJEMPLO

RT-2 EJEMPLO
Haga clic para modificar el estilo de texto del patrónSegundo nivel
● Tercer nivel● Cuarto nivel
● Quinto nivel

RT-4 EJEMPLO
Haga clic para modificar el estilo de texto del patrónSegundo nivel
● Tercer nivel● Cuarto nivel
● Quinto nivel

Requisitos de Ensayo de Impacto
Impacto - Antecedentes
Antes de la Addenda 87 de la Sección VIII Div.1, las pruebas de impacto en los aceros al Carbono y de baja aleación no eran requeridas para recipientes diseñados a temperaturas de -20ºF (-29ºC) y superiores.
Comenzó a crecer una preocupación por las fallas frágiles aunque el registro del comportamiento de los recipientes construidos de acuerdo al Código hubiera sido excelente . Las pocas fallas frágiles que se habían producido, habían tenido lugar durante las pruebas hidrostáticas.

Impacto - Características
Las reglas de la tenacidad a la entalla están basadas en la teoría de la mecánica de la fractura elástica lineal y a una completa revisión de las pruebas de tenacidad en los materiales.
La tenacidad a la entalla de un material es una función de:
la temperatura
el espesor
el esfuerzo

Impacto - Características
La mínima temperatura de diseño de metal (MDMT) es la mínima temperatura que se espera a que el recipiente vaya a operar, siendo uno de los datos principales para el diseño del equipo.
El rasgo central de las reglas de las pruebas de impacto es un conjunto de curvas de excepción de la prueba de impacto las cuales agrupan los aceros comúnmente utilizados dentro de 4 categorías en términos de la MDMT como una función del espesor del componente.
Impacto - CaracterísticasLas curvas de excepción están basadas en la transición abrupta
en la tenacidad que exhiben los aceros.
Para un acero dado, cuando la MDMT está por encima de la curva de excepción, la verificación de la tenacidad por medio de la prueba de impacto no es requerida.
En UG-84 se describen los procedimientos que deben ser usados si el ensayo de impacto es requerido, si se debe medir energía absorbida o expansión lateral, etc.
Impacto - Reglas
Para los aceros al carbono y de baja aleación siempre hay que asumir que la prueba de impacto es requerida. Luego deben ser consideradas las excepciones:
UG-20(f): La prueba d impacto no es obligatoria para materiales P-1 Gr. 1 o 2 si:
El espesor nominal es:
<= 1/2 pulgada para materiales listados en la curva A de la figura UCS-66
<= 1pulgada para materiales listados en las curvas B, C o D de la fig.. UCS-66

Impacto - Reglas
Además se tienen que cumplir todas las siguientes condiciones:
El recipiente deberá ser probado hidrostáticamente de acuerdo a UG-99 (b), (c) o (k)
La temperatura de diseño no es mayor de 650ºF (344°C) ni más fría que -20ºF (29°C)
Las cargas dinámicas, térmicas o cíclicas no son un factor que controle el diseño (ver UG-22)
Impacto - Reglas
El otro artículo que para aceros al carbono y de baja aleación exime del ensayo de impacto es el UCS-66.
La evaluación del requerimiento de impacto se debe realizar sobre todos los componentes del recipiente que contengan presión o soldados a él como son los cuerpos, conexiones, parches de refuerzo, bridas, placas tubulares, tapas planas y anexos esenciales para la integridad estructural del recipiente.
Basados en la especificación del material, la prueba de impacto puede no ser requerida si una combinación de la MDMT y el espesor está por encima de la curva aplicable en la Fig.. UCS-66.

Impacto - Reglas
Existen condiciones dentro de UCS-66 que permiten reducir el valor de la MDMT para lograr la excepción del ensayo de impacto.
El estudio profundo de las mismas excede los alcances de este curso pero vale señalar que UCS-68 permite reducir 30ºF (17°C) para la MDMT cuando un PWHT sea efectuado y éste no sea requerido por otra parte del código.
Esto se aplica exclusivamente a materiales P1.
Impacto - Requerimientos para las soldaduras
Los requerimientos de impacto para las soldaduras en los recipientes de presión de acero al carbono y de baja aleación se detallan en el artículo UCS-67.
Estos requerimientos se agrupan en:
Ensayo de metal aportado
Ensayo de la zona afectada por el calor
Además los ensayos se pueden requerir en dos instancias distintas:
En la calificación del procedimiento
Como cupón de producción

Impacto - Requerimientos para las soldaduras
Es necesario calificar los procedimientos de soldadura incluyendo ensayos de impacto en los siguientes casos:
1) El metal aportado debe ser ensayado al impacto si:
Cualquiera de los metales base tenga que ser probado con impacto
Si el metal base está exceptuado de ser ensayado por las curvas C o D de UCS-66 y la MDMT está entre los -20 y -55ºF (-29 y -48°C), a menos que los consumibles de soldadura hayan sido clasificados por ensayos de impacto a temperaturas no superiores a -55ºF, de acuerdo a la especificación SFA aplicable

Impacto - Requerimientos para las soldaduras
Se están uniendo materiales cuya especificación requiera prueba de impacto a una MDMT inferior a -55ºF
2) Se debe realizar ensayo de impacto en Zona afectada por el Calor (ZAC) si:
El metal base requiera prueba de impacto
Las soldaduras tengan una pasada individual cuyo espesor excede 1/2 pulgada y la MDMT <+70ºF(21°C)
Se están uniendo materiales con prueba de impacto para una MDMT <-55ºF(-48°C)

Impacto - Requerimientos para las soldaduras
No se requieren pruebas de impacto en cupones de producción en los siguientes casos:
El metal de aporte de soldadura que está uniendo metales base exceptuados de prueba d impacto por UCS-66 y la MDMT >=-20ºF(-29°C)
Para metales de aporte que hayan sido clasificados por ensayo de impacto a temperaturas no superiores a -55ºF de acuerdo a la especificación SFA aplicable o que los metales base hayan sido exceptuados del ensayo de impacto a temperaturas inferiores a -55ºF (-48°C)
ZAC en aceros exceptuados por UCS-66, excepto cuando la MDMT es inferior a -55ºF (-48°C).
Especimenes de Prueba
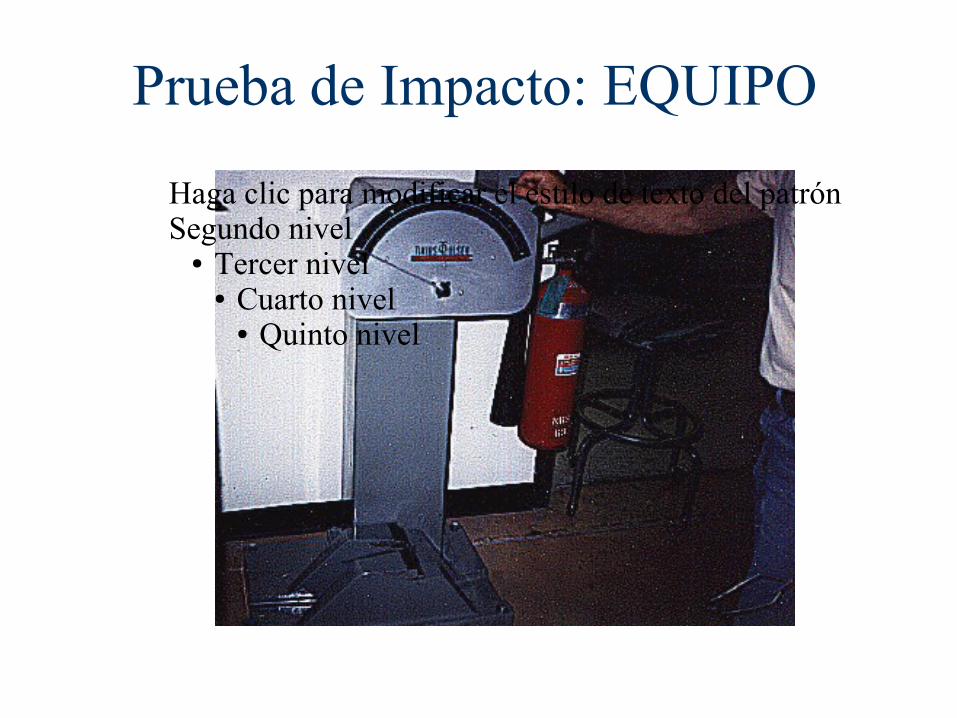
Prueba de Impacto: EQUIPO
Haga clic para modificar el estilo de texto del patrónSegundo nivel
● Tercer nivel● Cuarto nivel
● Quinto nivel

Prueba de Impacto: EQUIPO
Prueba de Impacto

Prueba de Impacto
Expansion Lateral

REQUERIMIENTOS DE
SOLDADURA
Requerimientos de Soldadura en la Sección VIII Div.1
l UW-32: Exige que las superficies a soldar y sus adyacencias estén limpias
l UW-16: La figuras definen las preparaciones de junta admisibles para la colocación de conexiones
l UW-20: Identifica y define 2 tipos de uniones tubo-placa tubular. Los tipos son:
» Soldadura resistente
» Soldadura de sello
l UW-31: Requiere:
» Los extremos cortados deben estar planos y limpios
» Las puntadas deben ser realizadas por soldadores calificados utilizando un procedimiento calificado

Requerimientos de Soldadura en la Sección VIII Div.1
l UG-82: Indica que cuando:
» Partes no sometidas a presión deben ser soldadas sobre soldaduras que soportan presión, las soldaduras de las primeras deben ser interrumpidas o la soldadura que retiene presión amolada al ras
» Partes sometidas a presión deben ser soldadas sobre sobre soldaduras que soportan presión, las soldaduras deben ser amoladas al ras.
» UW-27: Especifica los procesos de soldadura que pueden ser usados en esta Sección
l UW-9: Especifica el desplazamiento entre costuras longitudinales.
l UW-38: Define cómo y cuando deben removerse las fallas en soldadura
Requerimientos de Soldadura en la Sección VIII Div.1
l UW-28: Especifica que deben calificarse los WPS.
l UW-29: Indica que deben calificarse los soldadores.
l UW-33: Establece los requerimientos de alineación para los bordes a soldar
l UW-35: Establece los requerimientos de inspección visual para soldaduras terminadas. Existen otros puntos en el Código, relativos a los materiales, que son más exigentes (Ej: UHT-82)
l UW-36: Indica los requerimientos para soldaduras de filete
l UW-37: Da especificaciones respecto a:
» Limpieza de Raíz
» Interrupciones durante la soldadura
» Soldadura de botones
» Acuñado por soldadores actuantes

Requerimientos de Soldadura en la Sección VIII Div.1
Aberturas sobre soldaduras o cercanas a ellas
UW-14 permite aberturas sobre soldaduras si:
l Cumple con los requerimientos de refuerzo de acuerdo a lo requerido en UG-37
l Si la abertura cumple con los requerimientos de UG-36(c)(3), pero no los de UG-37, se la puede ubicar sobre una costura circunferencial si se radiografía sobre la junta una longitud equivalente a 3 veces el diámetro de la abertura
l Si la abertura no requiere refuerzo, de acuerdo a UG-36(c)(3), y está ubicada en una posición cercana a una soldadura, se la debe ubicar como mínimo a 13 mm de la soldadura para espesores menores o iguales a 38 mm.

Requerimientos de Soldadura en la Sección VIII Div.1
Resumiendo, para soldaduras de acuerdo a la Sección VIII el Fabricante debe:
l Realizarlas de acuerdo a una WPS calificada, especificada en el plano o en una instrucción relacionada al equipo
l Utilizar soldadores y operadores calificados
l Utilizar los materiales de soldadura indicados en la WPS
l Acuñar la identificación del soldador sobre la pieza o registrarlo sobre un documento de control de proceso
l Inspeccionar la soldadura en búsqueda de defectos
l Realizar los END requeridos

TRATAMIENTOS TERMICOS

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
El PWHT es siempre mandatorio para la Sección VIII.
Se debe realizar de acuerdo a los lineamientos de UW-40 y de la sección correspondiente al material.

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
Sin embargo, existen exenciones. Para que estas exenciones sean aplicables hay que verificar que:
l No sea mandatorio por condiciones de servicio establecidos en el Código (Ej: Servicio Letal)
l No sea un requerimiento de servicio no contemplado en el Código (Ej: Corrosión bajo tensión)
l No sea mandatorio por requerimientos de otros Códigos aplicables (Ej: DOT)

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
Para los Aceros al Carbono y de baja aleación los requerimientos de PWHT se especifican en UCS-56.
Si bien la definición del PWHT es una responsabilidad del diseñador, el Inspector puede definir si es mandatorio según Código, en caso de que el mismo no se requiera.
UCS-56 define las temperaturas mínimas y los tiempos mínimos requeridos en función del material y del espesor.
El espesor es el espesor actual, se incluye el sobreespesor de corrosión.

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
l Si se unen 2 materiales de Nº P diferentes, se aplican los requerimientos más restrictivos de PWHT.
l Los espesores mandatorios son los de los materiales sometidos a presión sobre los de los no sometidos a presión
l El espesor requerido es el de la soldadura o el menor espesor de la parte a ser soldada.
l Para soldaduras de filete, el espesor que gobierna es la garganta del filete.
Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
Requerimientos del Control de Temperatura:
l Temperatura inicial menor que 800ºF (427ºC)
l Velocidad de Calentamiento:
» Por encima de los 427ºC, no mayor a 400ºF/h (222ºC/h) dividido por el espesor en pulg, pero no mayor a 400ºF/h ni menor a 100ºF/h
» la variación de temperatura no puede ser mayor a los 250ºF (138ºC) dentro de los 15’
l Tiempo de Mantenimiento
» No puede ser menor al requerido en la tabla
» La máxima diferencia de temperatura entre el punto más frío y el más caliente no debe exceder los 150ºF (83ºC)

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
l De no alcanzarse los valores de temperatura requeridos en las tablas UCS-56, se puede compensar con mayor tiempo de permanencia utilizando la tabla UCS-56.1
l Velocidad de Enfriamiento:
» Por encima de los 800ºF (427ºC) la velocidad de enfriamiento no puede exceder los 500ºF/h (277ºC/h) dividido por el espesor del equipo en pulg., nunca excediendo los 500ºF/h ni menor a los 100ºF/h (55ºC/h)
» Por debajo de los 427ºCel enfriamiento se puede realizar en aire calmo. No hay requerimiento de velocidad ni necesidad de registrarlo.

Ejemplo Tratamiento térmico espesor 2”
Tiempo de Sostenimiento
2 Horas Mínimo
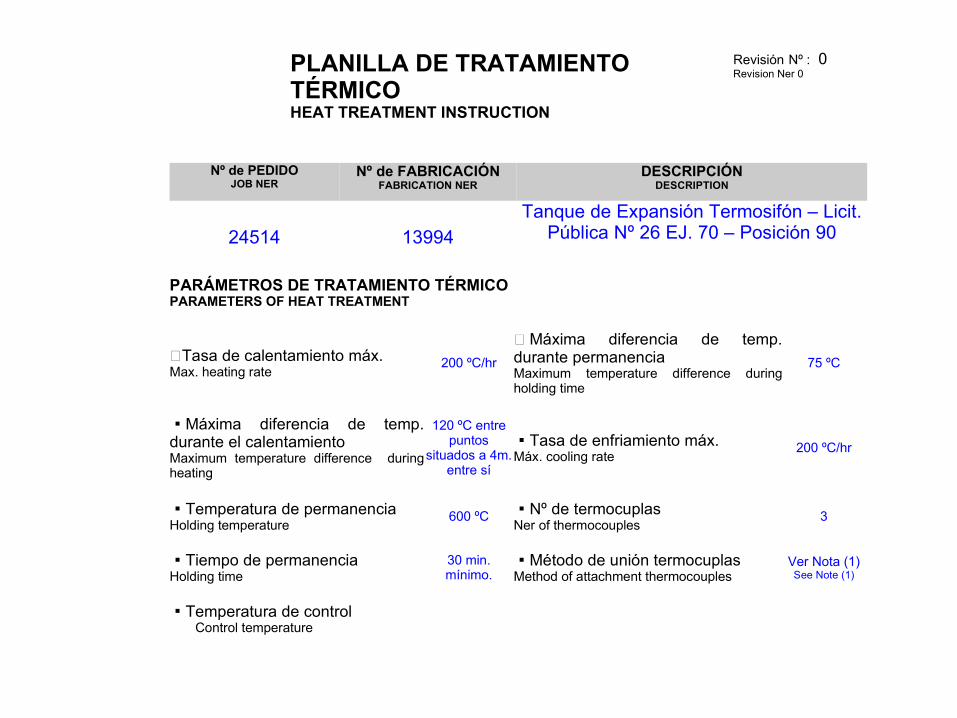
Nº de PEDIDOJOB NER
Nº de FABRICACIÓNFABRICATION NER
DESCRIPCIÓNDESCRIPTION
24514 13994Tanque de Expansión Termosifón – Licit.
Pública Nº 26 EJ. 70 – Posición 90
PARÁMETROS DE TRATAMIENTO TÉRMICOPARAMETERS OF HEAT TREATMENT
Tasa de calentamiento máx.Max. heating rate
200 ºC/hr
Máxima diferencia de temp. durante permanenciaMaximum temperature difference during holding time
75 ºC
Máxima diferencia de temp. durante el calentamientoMaximum temperature difference during heating
120 ºC entre puntos
situados a 4m. entre sí
Tasa de enfriamiento máx.Máx. cooling rate
200 ºC/hr
Temperatura de permanenciaHolding temperature
600 ºC Nº de termocuplasNer of thermocouples
3
Tiempo de permanenciaHolding time
30 min. mínimo.
Método de unión termocuplasMethod of attachment thermocouples
Ver Nota (1)See Note (1)
Temperatura de control Control temperature
PLANILLA DE TRATAMIENTO TÉRMICOHEAT TREATMENT INSTRUCTION
Revisión Nº : 0Revision Ner 0
ESQUEMA DE UBICACIÓN DE TERMOCUPLAS EN LAS PIEZASLOCATION OF THERMOCOUPLES ON VESSELS - SKETCH
.Nota (1): las termocuplas 1, 2 y 3 son unidas al recipiente mediante tuercas (de acero al carbono SA-36) de 3/8” soldadas, colocándose un tornillo que aprieta el sensor contra la pared.Note (1): Thermocouples 1, 2 and 3 are attached to the vessel using nuts (carbon steel SA-36) size 3/8” fixed by welding, placing a screw that press the sensor against the wall of the vessel
Firma Ing. ResponsableDpto Técnico-Comercial :Design Engineer Signature
Fecha : 12/10/06Date
PIEZAS COLOCADAS EN EL HORNOPARTS LOCATED IN THE FURNACE
Nº de PEDIDOJOB NER
Nº de FABRICACIÓN
FABRICATION NER
DESCRIPCIÓNDESCRIPTION
24514 13994
Tanque de Expansión Termosifón – Licit. Pública Nº 26 EJ. 70 – Posición
90
REGISTRO DE TEMPERATURAS (º C)TEMPERATURE RECORD
HORA:TIME
TERMOCUPLA Nº:THERMOCOUPLE Ner
1 2 3 4 5
Operario – Firma : Worker – Sign.
Fecha : Date
Inspector CC – Firma :QC Inspector – Sign.
Fecha : Date
NOTA : Se anexan los registros obtenidos directamente del registrador calibrado del horno.

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
Reparaciones posteriores al PWHT:
En UCS-56(f) se especifican las condiciones que se deben cumplir cuando se deben realizar reparaciones posteriores al PWHT. Lo que establece este punto es:
Sólo alcanza a materiales P1 y P3
l El PWHT no es un requerimiento de servicio
l No debe exceder 38 mm para materiales P1 y 16 mm para materiales P3
l Se debe realizar MT o PT en el bisel antes de soldar

Requerimientos para Tratamiento Térmico Post-Soldadura según la Sección VIII Div.1
l Se deben utilizar electrodos de bajo hidrógeno
l Se debe precalentar a 200ºF (111ºC) el área a reparar
l Existen mayores restricciones para materiales P3
l Se debe repetir el ensayo que detectó el defecto.
En estos requerimientos no se incluyen rellenos menores que se realicen para recuperar el espesor por efecto de la remoción de soportes temporarios, por ejemplo, que no están expuestos al contenido del recipiente
Pruebas de Resistencia y Estanqueidad

Prueba Hidráulica
Todos los recipientes deben ser sometidos a una prueba hidrostática cuando su fabricación se haya terminado, todos los ensayos no destructivos estén aprobados y, si correspondiera, los cupones de producción se hayan ensayado con resultados satisfactorios.

Requisitos de la Prueba Hidrostática
Temperatura de la Prueba Hidrostática
UG-99(h) recomienda que la temperatura del metal durante la prueba hidrostática sea mantenida al menos 17°C arriba de la mínima temperatura de diseño del metal para minimizar el riesgo de fractura frágil. La presión de prueba deberá no ser aplicada hasta que el recipiente y su contenido estén a la misma temperatura. Una inspección visual cercana al recipiente deberá no ser efectuada cuando la temperatura exceda 48°C.

Requisitos de la Prueba Hidrostática
La presión de prueba hidrostática no deberá ser menor a:
Pph= 1,3 x MAWP x Stemp.ensayo / Stemp.trabajo
Esta presión debe alcanzarse en todos los puntos del recipiente.

Requisitos de la Prueba Hidrostática
Para realizar la prueba se prefiere que el equipo esté en la posición de trabajo. Esto, sin embargo, no es siempre posible. Cuando deba realizarse en otra posición se deberán tener en cuenta los apoyos, previendo la posibilidad de deformación por el peso del líquido.
En recipientes de varias cámaras se debe ensayar cada cámara por separado, todas a 1,3 veces la MAWP de cada cámara.
Prueba Neumática
En lugar de prueba hidráulica, se puede realizar prueba neumática. Sin embargo, dado el riesgo que la misma entraña, está limitada exclusivamente a:
Recipientes que no puedan ser llenados con líquido en forma segura o que no puedan ser drenados
Recipientes donde la presencia del agua o trazas de líquido perjudiquen el funcionamiento del mismo o de los equipos vinculados a él.

Prueba Neumática
La presión de prueba neumática no deberá ser menor a:
Pph= 1,1 x MAWP x Stemp.ensayo / Stemp.trabajo
Esta presión debe alcanzarse en todos los puntos del recipiente.
Inspección Del Recipiente
Antes de efectuar un examen visual de las juntas soldadas, la presión deberá ser bajada a la MAWP corregida por la temperatura.
NUNCA INSPECCIONE A LA PRESION DE PRUEBA TOTAL!!!

Manómetros
Los manómetros son los instrumentos esenciales para el control de las pruebas de presión. De acuerdo a los requerimientos de UG-102, deben cumplirse los siguientes requerimientos:
Su escala no debe ser inferior a 1,5 veces la presión a medir ni mayor a 4 veces la presión a medir
Deben estar a la vista del operador
Conectados directamente al recipiente
Los manómetros deben estar contrastados

ESTAMPA ASME
Proceso de Acreditación
Previo a la solicitud de aplicación de un Certificado de Autorización ASME, la Empresa debe tener:
l Personal adecuadamente entrenado y calificado que tenga un conocimiento profundo y comprendan los Códigos ASME aplicables y las Normas de Referencia
l Facilidades adecuadas para realizar el alcance del trabajo que quieren certificar
l Un contrato con una Agencia de Inspección Autorizada .

El “Joint Review”
El Joint Review es una evaluación de la adecuación del Manual de Control de Calidad de la Empresa y una Auditoría para verificar su implementación apropiada.
La revisión la realiza un auditor de ASME y la Agencia de Inspección contratada.
Cómo se entregan las “Estampas ASME”
l El grupo auditor genera un informe basado en los resultados del Joint Review. Este informe es enviado al Comité de Acreditación e incluye las recomendaciones del grupo.
l El Comité de Acreditación vota (por carta) y si no se reciben votos negativos, se emite el Certificado
l De recibirse votos negativos o si surge alguna pregunta, el informe es revisado en la próxima reunión prevista del Comité completo. El solicitante puede ser invitado a presenciarla.
Renovación
Los certificados se renuevan cada tres años.
El proceso de renovación tiene el mismo formato que la autorización original.
Se pueden realizar auditorías no anunciadas o investigaciones en cualquier momento basadas en denuncias escritas recibidas por el ASME referidas a violaciones incurridas a los requerimientos del Código

Haga clic para modificar el estilo de texto del patrónSegundo nivel
● Tercer nivel● Cuarto nivel
● Quinto nivel
Placa estampada
Related Documents











