A SEMINAR ON “RESITANCE WELDING” SUBMITTED TO- PRESENTED BY- S. CHATTOPADHAYA YOGENDRA INGH

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

A SEMINAR
ON “RESITANCE WELDING”
SUBMITTED TO- PRESENTED BY-
S. CHATTOPADHAYA YOGENDRA INGH
(ASSOCIATE PROFESSOR) (2012MT0158)
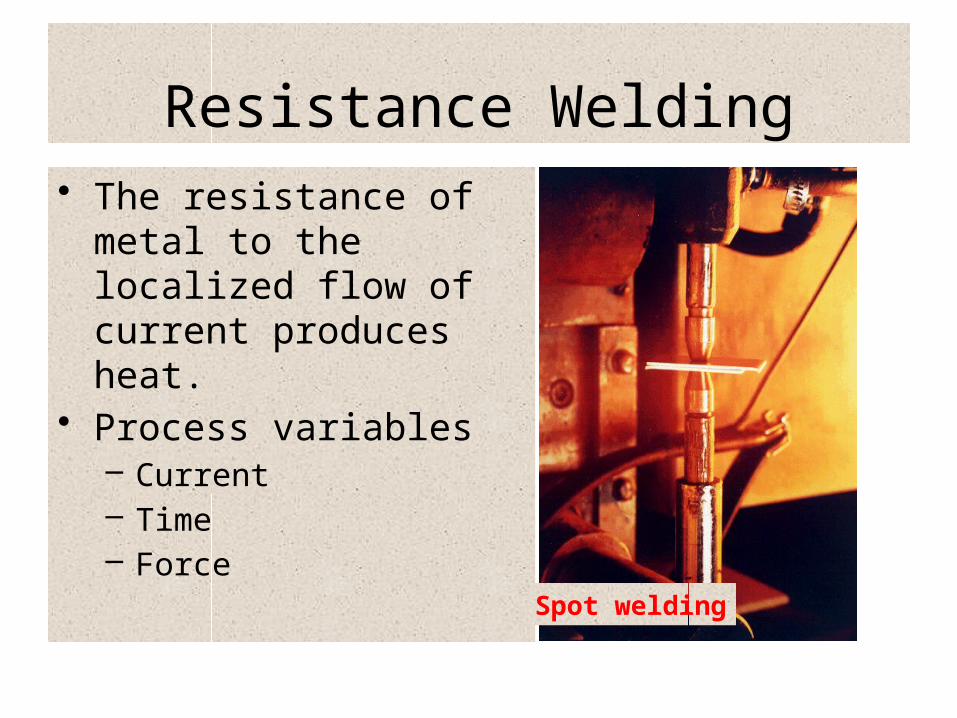
Resistance Welding• The resistance of
metal to the localized flow of current produces heat.
• Process variables– Current– Time– Force
Spot welding
DEFINITION
• Developed in the early 1900’s
• A process in which the heat required for welding is produced by means of electrical resistance across the two components
• RW does not requiring the following:– Consumable electrodes– Shield gases– Flux

MATHEMATICAL FORMULATION
The heat generated in resistance welding is given by the general expression
H=I2RTWhere H=heat generated I=current in amperes R=resistance in ohms T=flow time of currents in
seconds
MODIFICATION IN FORMULA
H=I2RTKWhere K<1
TYPES OR RESISTANCE WELDING
RESISTANCE SPOT WELDING RESISTANCE SEAM WELDING RESISTANCE PROJECTION WELDING RESISTANCE FLASH WELDING STUD ARC WELDING

Electrodes
• Electrode tips wear during service, causing nugget size to decrease.
• Zinc-coating on steel alloys with copper electrodes to form brass.
• Copper base materials.
Truncated cone Dome Pointed
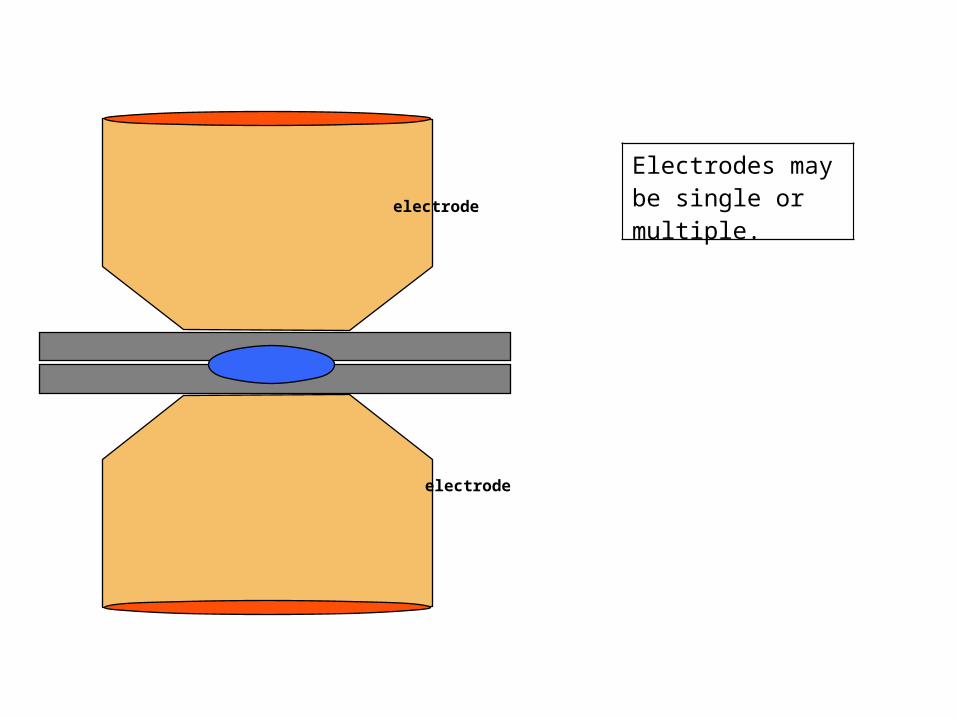
electrode
electrode
Electrodes may be single or multiple.
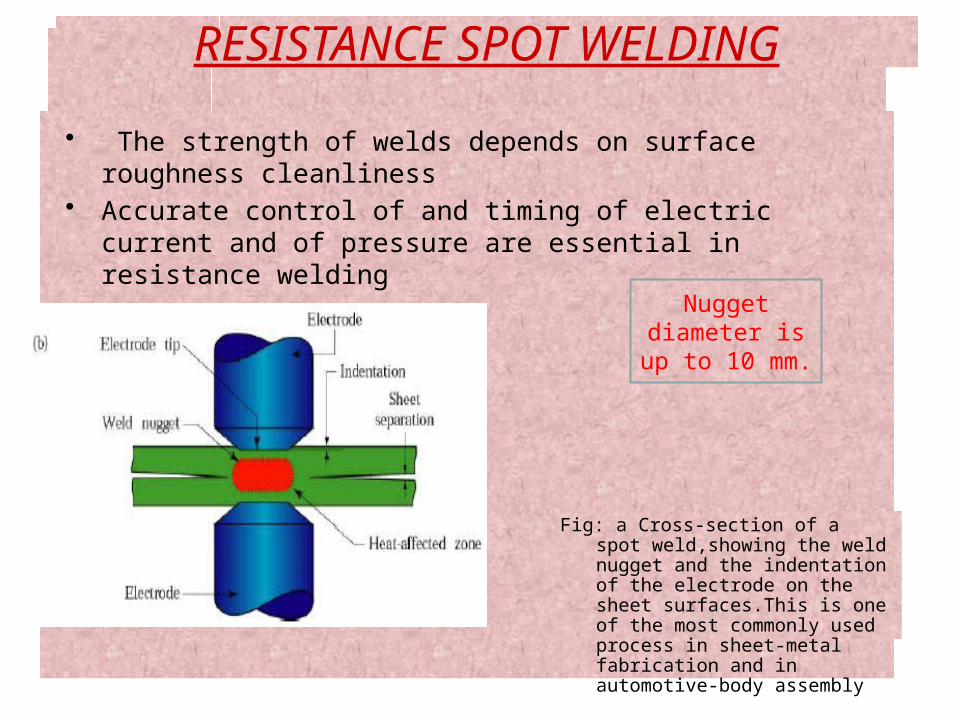
• The strength of welds depends on surface roughness cleanliness
• Accurate control of and timing of electric current and of pressure are essential in resistance welding
Fig: a Cross-section of a spot weld,showing the weld nugget and the indentation of the electrode on the sheet surfaces.This is one of the most commonly used process in sheet-metal fabrication and in automotive-body assembly
RESISTANCE SPOT WELDING
Nugget diameter is
up to 10 mm.

RESISTANCE SPOT WELDING
• RSW uses the tips of two opposing solid cylindrical electrodes
• Pressure is applied to the lap joint until the current is turned off in order to obtain a strong weld
Fig: Sequence in the resistance spot welding
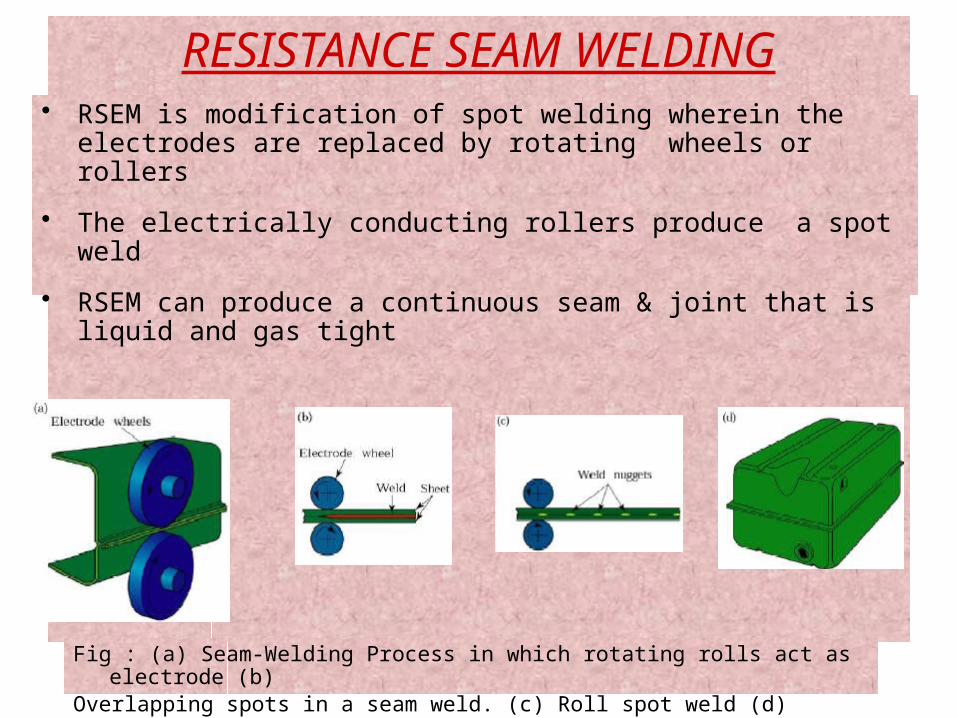
RESISTANCE SEAM WELDING• RSEM is modification of spot welding wherein the electrodes
are replaced by rotating wheels or rollers
• The electrically conducting rollers produce a spot weld
• RSEM can produce a continuous seam & joint that is liquid and gas tight
Fig : (a) Seam-Welding Process in which rotating rolls act as electrode (b) Overlapping spots in a seam weld. (c) Roll spot weld (d) Resistance-
welded gasoline tank
Roll spot weld Overlapping seam weld Continuous seam weld
Resistance Seam Welding
Welding speed is 1.5 m/min for thin sheet.
APPLICATION-RESW is used in-Longitudinal seam of cans for household products ,mufflers, gasoline tanks & other containers.

• The electrodes exert pressure to compress the projections.
• Nuts and bolts can be welded to sheet and plate by this process.
• Metal baskets, oven grills, and shopping carts can be made by RPW.
• Different thickness plate can be welded.
RESISTANCE PROJECTION WELDING
RESISTANCE PROJECTION
WELDING
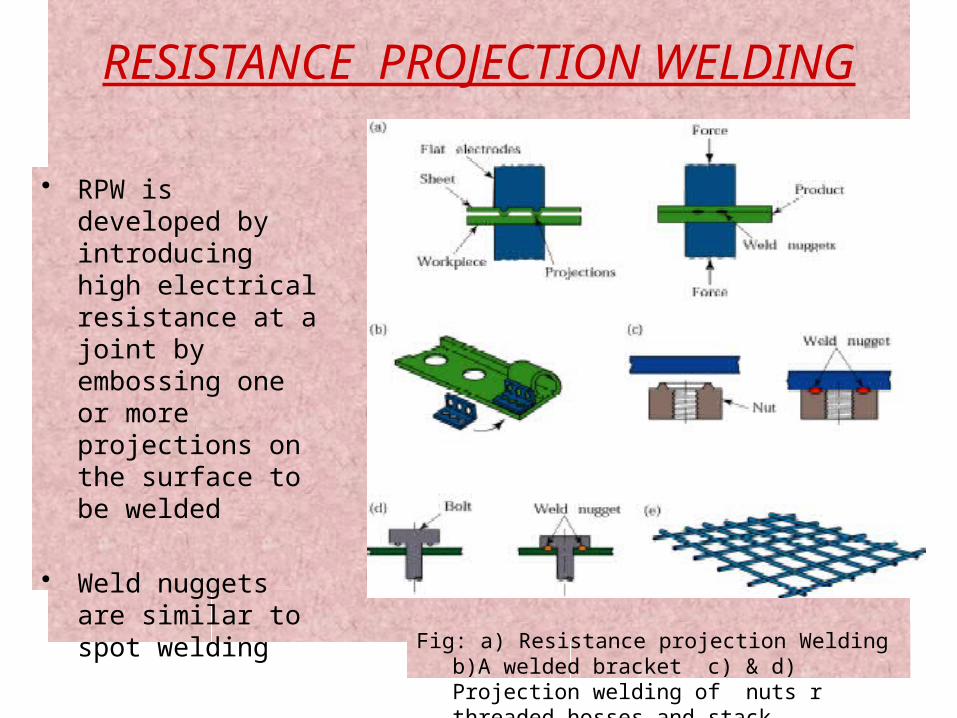
• RPW is developed by introducing high electrical resistance at a joint by embossing one or more projections on the surface to be welded
• Weld nuggets are similar to spot welding
Fig: a) Resistance projection Welding b)A welded bracket c) & d) Projection welding of nuts r threaded hosses and stack

FLASH WELDING
• It is also known as arc welding.• Heat is generated from the arc as the ends as the two
members contacts• An axial force is applied at a controlled rate • Weld is formed in plastic deformation
Fig : Flash-welding process for end-to –end welding of solid rods or tubular parts
APPLICATION OF FLASH WELDING
• Suitable for end to end(1-75 mm dia) or edge to edge(.2-2.5 mm thick) joining of similar or dissimilar metals.
• Joining pipe and tubular section shapes for metal furniture & window.
• welding high-speed steels to steel shanks.• welding the ends of coils of sheet or wire
for continuous operations of rolling mills &wire-drawing equipment.

Stud Welding
• Small part or a threaded rod or hanger serves as a electrode• Also called as Stud arc welding• Prevent oxidation to concentrate the heat generation• Portable stud-welding is also available
Fig:The sequence of operation in stud welding,which is used for welding bars threaded rods and various fasteners onto metal
plates
APPLICATION OF STUD ARC WELDING
Numerous application in the automotive ,construction ,appliance and shipbuilding industries.
Advantages of Resistance Welding
• Similar and dissimilar metals can be jointed.
• High speed, < 0.1 seconds in automotive spot welds.
• Excellent for sheet metal applications, < ¼-inch.
• Generally No filler metal.
• No consumable electrodes, shielded gases or flux.

Process Disadvantages and Limitations
• Higher equipment costs than arc welding
• Power line demands• Nondestructive testing • Low tensile and fatigue
strength• Not portable• Electrode wear• Lap joint requires
additional metal• process is suitable for
manufacturing plants & machine shops
THANKING YOU
Related Documents











