Research and Engineering Commercial Technology to Convert Group I Facilities to Group II/III Lube Production PETROTECH: November 1-3, 2010

Research and Engineering Commercial Technology to Convert Group I Facilities to Group II/III Lube Production PETROTECH: November 1-3, 2010.
Dec 16, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Research and Engineering
Commercial Technology to Convert Group I Facilities to Group II/III Lube Production
PETROTECH: November 1-3, 2010

PETROTECH:November 1-3, 2010
History of Lubricants and Basestocks
• Lubricants have been used since ancient times
• Petroleum-based lubricants business began in the mid-1800’s
• Initial processing was limited to separation by boiling point

PETROTECH:November 1-3, 2010
• Group II and Group III Base Oils are the high growth areas– Demand for improved fuel economy and lower emissions mean lower
viscosity/volatility engine oils
– Demand for increased equipment reliability
– Extended service intervals/fill for life for engines requires both performance and stability
– Group II/III plants have Opex advantages versus Group I plants
0
50
100
150
200
250
1993 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Hydroisomerization Capacity (kbpd)
Lu
be
Pro
du
ct,(
kb
pd
)
Lube Activity Focused on Group II & Group III Production
ExxonMobilTechnologies
Others
PETROTECH:November 1-3, 2010
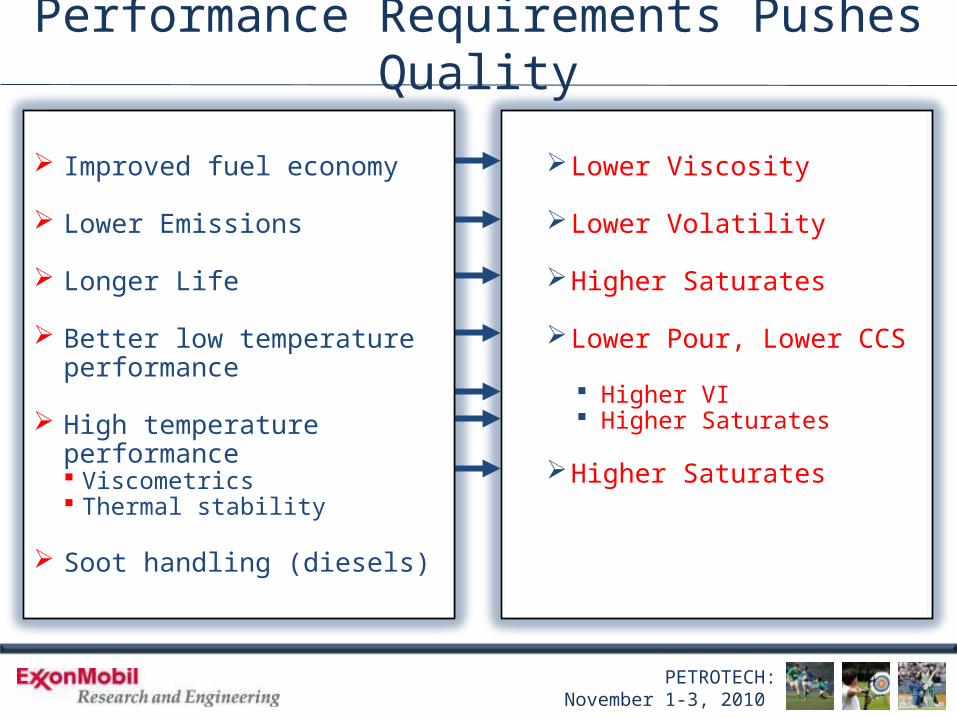
Performance Requirements Pushes Quality
Improved fuel economy
Lower Emissions
Longer Life
Better low temperature performance
High temperature performance
Viscometrics Thermal stability
Soot handling (diesels)
Lower Viscosity
Lower Volatility
Higher Saturates
Lower Pour, Lower CCS
Higher VI Higher Saturates
Higher Saturates
PETROTECH:November 1-3, 2010
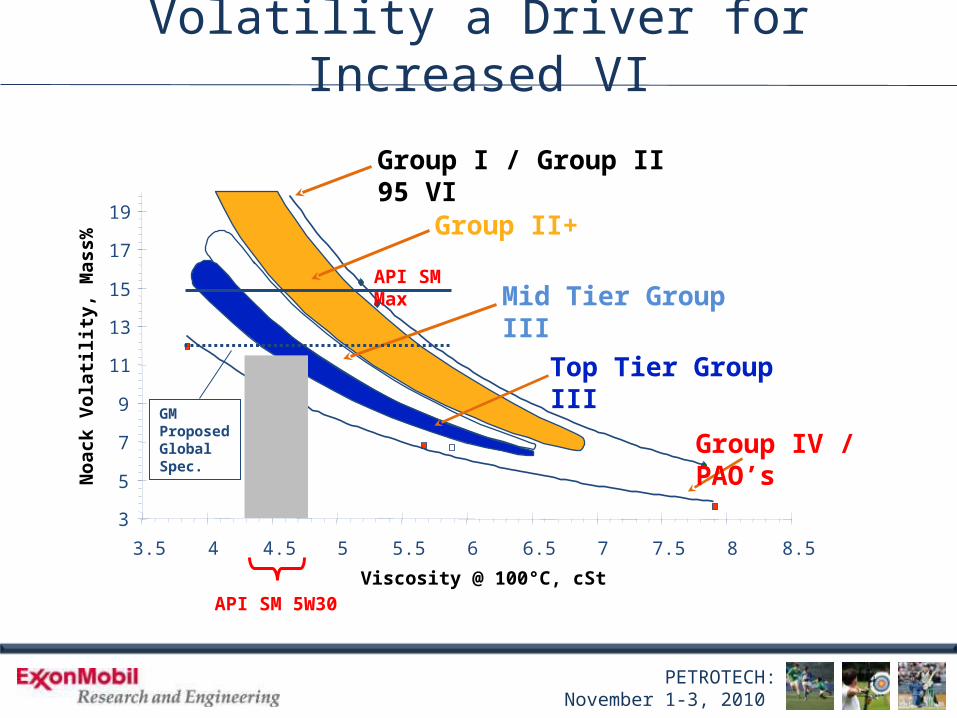
Volatility a Driver for Increased VI
3
5
7
9
11
13
15
17
19
3.5 4 4.5 5 5.5 6 6.5 7 7.5 8 8.5
Viscosity @ 100°C, cSt
No
ack
Vo
lati
lity
, M
ass%
API SM 5W30
API SM Max
GM Proposed Global Spec.
Group I / Group II 95 VI
Group II+
Mid Tier Group III
Top Tier Group III
Group IV / PAO’s

PETROTECH:November 1-3, 2010
Gasoline& Diesel
HC Bottoms
VacuumDistillation
Common Routes for Base Oil Production
CatalyticDewax
Fuels Hydrocracker
LubeHydrocracker
SolventExtraction
SolventDewaxing
Dis
tilla
te/D
AO
Group I
Group II
Group II /III
Group II / III
CatalyticDewax
RHCTM
Group II
Group II /IIIHydrofinishing
Solvent Dewax
Vacuum Distillation
HydrofinishingCatalyticDewax
RHCTM
Hydrofinishing
PETROTECH:November 1-3, 2010
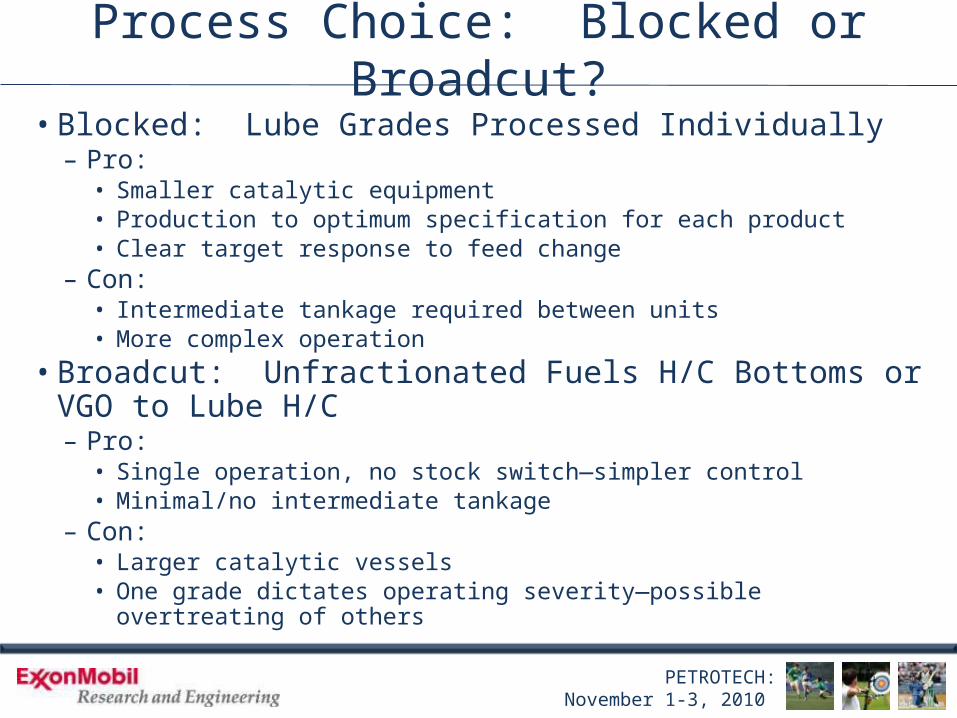
Process Choice: Blocked or Broadcut?
• Blocked: Lube Grades Processed Individually– Pro:
• Smaller catalytic equipment• Production to optimum specification for each product• Clear target response to feed change
– Con: • Intermediate tankage required between units• More complex operation
• Broadcut: Unfractionated Fuels H/C Bottoms or VGO to Lube H/C– Pro:
• Single operation, no stock switch—simpler control• Minimal/no intermediate tankage
– Con: • Larger catalytic vessels• One grade dictates operating severity—possible overtreating of others

PETROTECH:November 1-3, 2010
Integrated Group I Facilities
Group IIGroup III
HydroprocessingHydroprocessing(RHT or RHC™)(RHT or RHC™)
CatalyticCatalyticDewaxing (MSDW™ )Dewaxing (MSDW™ )
HydrofinishingHydrofinishing(MAXSAT™)(MAXSAT™)
Converting Vacuum Gas Oil and DAO to High Quality Lube Base Stocks is a multi-step Process
Converting Vacuum Gas Oil and DAO to High Quality Lube Base Stocks is a multi-step Process
Atm
os
ph
eri
c R
es
id
VacuumGas Oil
DA
O
Vac
uu
m
Res
id
VacuumVacuumDistillationDistillation
Group IGroup IFacilitiesFacilities
Extract
Solvent Solvent Dewaxing Dewaxing
Group IIGroup III
Remove Remove AsphalticAsphalticMaterial Material
andandAdjust Adjust
ViscosityViscosity
Adjust Adjust ViscositViscosit
yy
Improve Cold Flow
Properties
Convert wax to High VI Lube
Improve Color and Stability, Saturate
Polynuclear
Aromatics
Improve VI, Reduce Sulfur &
Nitrogen, Saturate or Extract Aromatics,
Reduce CCR, Remove Metals
DeasphaltingDeasphalting

PETROTECH:November 1-3, 2010
Integrated Route to Base Oils
0
10
20
30
40
50
60
70
80
Base
VI
Incr
ease
Conversion to 360-O C Fuels
Group III
Group II
Aromatic Extract
Group III
Group II
Group IIGroup III
CatalyticDewaxing (MSDW)
CatalyticDewaxing (MSDW)
Hydrofinishing(MAXSAT)
Hydrofinishing(MAXSAT)
ExistingSolvent Dewaxing
ExistingSolvent Dewaxing
Group IIGroup III
Group I Integrated into Group II & Group III Lube Plant
• 8 RHC or RHT units in operation or in design
• Group I solvent operation improves VI with a yield loss to aromatic extracts
• Removal of 3-4 ring aromatic compounds and complex sulfur and nitrogen compounds allows reduction in hydroprocessing severity, hydrogen consumption and associated yield loss
Hydroprocessing(RHT/RHC)
Hydroprocessing(RHT/RHC)
Group I Solvent Plant
Group I Solvent Plant
PETROTECH:November 1-3, 2010
Raffinate Hydroconversion (RHC) or Hydrotreating (RHT) Add Flexibility
• Lower investment than grass roots• Maintains use of solvent-based lube facilities and Debottlenecks
solvent extraction• Produces high quality Group II & II+ base stocks; also Group III
capable
– Higher VI, higher saturates, lower volatility, lower sulfur
– Improved color and stability
• Easily processes full range of viscosity grades
• Preserves wax production with solvent dewaxing, or…
• May use Catalytic Dewaxing (MSDW) to eliminate solvent dewaxing

PETROTECH:November 1-3, 2010
Maximize Use of Existing Group I EquipmentL
ub
e V
acu
um
L
ub
e V
acu
um
D
isti
llati
on
Dis
tilla
tio
n
Aromatic Extract
Fuels
Light Neutral
Medium Neutral
Heavy Neutral
So
lve
nt
Dew
axin
gS
olv
en
t D
ewax
ing
RHC™ RHC™ or or
RHTRHT
So
lve
nt
Ex
tra
cti
on
So
lve
nt
Ex
tra
cti
on
50-70% Yield with 15-35 VI Uplift
80-98% yield with 3-30 VI Uplift and H2 use of 300-600 scf/B
DW: 70-85% Base Oil Yield
High-quality wax with upstream Hydroprocessing

PETROTECH:November 1-3, 2010
Case Studies – Overview• Solvent Extraction Unit (SEU) and Solvent Dewaxing Unit (SDW) Exist to
Process a Full Range of Lubes (Can Include Bright Stock)
• Flexibility Required to Produce Group II / II+ Lubes
• Options:
– CASE 1: SEU, RHC and SDW – keep Neutral grades of wax production with improved slack wax quality
– CASE 2: SEU, RHT and catalytic dewaxing (MSDW) – maximum production, but no wax product
• All Products Produced to 110VI with Addition of RHC or RHT
• Solvent Dewaxing and Catalytic Dewaxing (MSDW) Considered

PETROTECH:November 1-3, 2010
Case Studies – Overview (2)
• Three Products – 100N/325N/600N
• Base Production of 100VI/95VI/95VI
• SEU Solvent Ratio Decreased to Increase Overall Production
SEU Raffinate produced at 85 VI (DWO basis)
• Two Crudes Considered:
– Arab Light – high quality crude source example
– Urals – low quality crude source example

PETROTECH:November 1-3, 2010
Case Studies – Results
• Total Production Maintained with Both Solvent Dewaxing and Catalytic Dewaxing (MSDW) – 110VI Products – by Balancing Process Steps
• Large Increase in Extraction Capacity with Reduction in Severity; Substantial Product Rate Increase Possible
• VDU Side Streams Viscosity Increased to Meet Constant Product Viscosity– Hydroprocessing viscosity impact differs from solvent processing
• Wax Production Increase is Possible When SDW Can Support
• Effects are Crude Independent – Relative Changes Consistent for AL and Urals

PETROTECH:November 1-3, 2010
Study Case 1 – Summary of Effects
Impact of RHC Addition with Optimization To Existing Basic SEU/SDW
100N/325N/600N products Production Change
Group I Base Case — 100/95/95 VI Products Base Ops today
Group II 110 VI Products — Constant SEU Feed Rate and Severity -- Raise VI
Group II 110VI Products — Reduce SEU Severity to 85 VI Base First step-recover
capacity
Group II 110VI Products—Max SEU Feed to Solvent Limit + Wax production based on SDW
+Increase raffinate
to raise base oil & wax production
PETROTECH:November 1-3, 2010
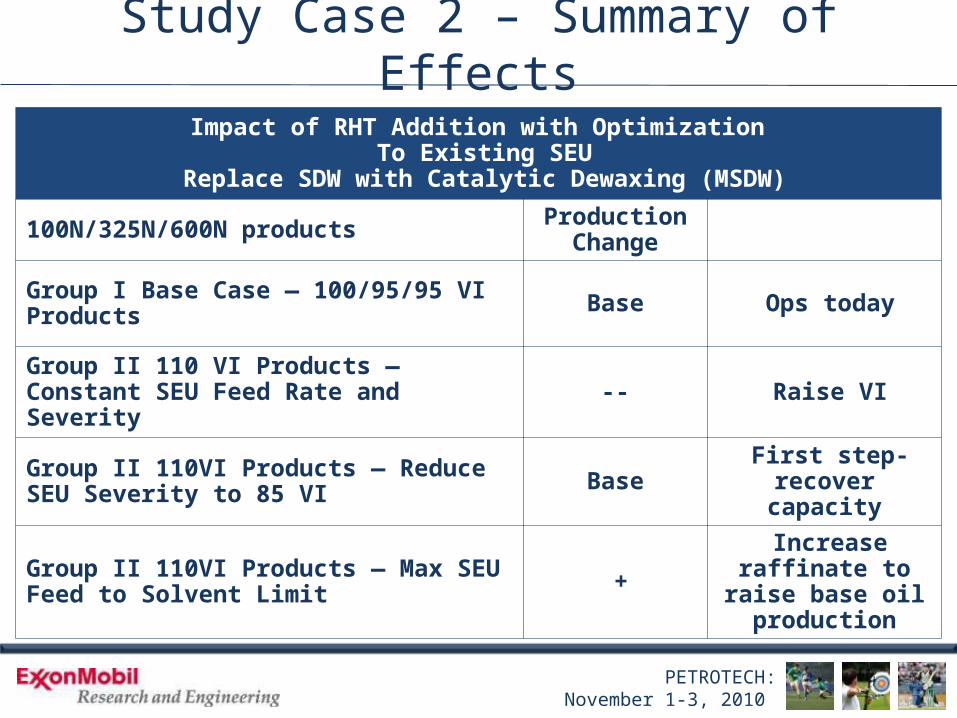
Study Case 2 – Summary of Effects
Impact of RHT Addition with Optimization To Existing SEU
Replace SDW with Catalytic Dewaxing (MSDW)
100N/325N/600N products Production Change
Group I Base Case — 100/95/95 VI Products Base Ops today
Group II 110 VI Products — Constant SEU Feed Rate and Severity -- Raise VI
Group II 110VI Products — Reduce SEU Severity to 85 VI Base First step-recover
capacity
Group II 110VI Products — Max SEU Feed to Solvent Limit +
Increase raffinate to raise base oil
production
PETROTECH:November 1-3, 2010
RHC is Commercially Proven . . .
• First Unit Streamed in 1999 – Ten Years of Consistent Performance
• Commercial Sequence of SEU/RHC/SDW (Ketone)
• Very Low Catalyst Ageing
• EHCTM Group II+ Products Show Excellent Performance in Formulations
• Multiple Units Designed and Operating/In-construction
• Excellent Flexibility for Complete Slate of Viscosity Grades including Bright Stock
• Group III Capable

PETROTECH:November 1-3, 2010
First RHC Unit Streamed in 1999
EHC™ 45 EHC™ 60
SUS @ 40°C 150 200
Pour point, °C -18 -18
VI 116 114
NOACK Volatility, wt% 14 8
Saturates by Clay Gel, wt% 96 95
Group II+ Production
PETROTECH:November 1-3, 2010
MSDW – Leading Selective Dewaxing Catalyst System
• Integrates with RHC/RHT, and Lubes or Fuels Hydrocracking
• Waxes Selectively Isomerized to High VI Lube• Highest Lube Product Yield and Low Fuels/Gas
Production• Two Reactor Cascade System
– Reactor 1: Zeolite Catalyst for dewaxing– Reactor 2: Noble Metal Hydrofinishing Catalyst
• Low Hydrogen Consumption• Processes Full Range of Base Stocks• MSDW-2 Life Demonstrated >7 Years in Jurong and
> 9 Years with Licensee• MSDW Licensed in 23 Units with 20 Units Starting
up from 2002 to 2011• New MSDW Catalyst – Commercialized in 6+ Units
Since 2005
ExxonMobilTechnologies
Others

PETROTECH:November 1-3, 2010
MSDW: Leads by . . .• Feed Flexibility from Light Neutral to Bright Stock...Excellent Viscosity
Retention
• Product Flexibility for Group II and Group III
• High Lube Product Yields with Minimum Fuels Byproducts
• Excellent Low Temperature Properties of Products
• Latest MSDW Shows Higher Activity than Prior Generations, Yet Maintains Exceptional Yield Selectivity, Robust Operation when Faced with Feed Contamination, and Superb Feed Rate Maintenance
• No MSDW Load Ever Replaced for Reaching End-of-Cycle Condition, or Because of Feed Contamination Upset– Fully recovers activity after feed contamination upset – including hydro-
processed coker gas oil
– High tolerance for contaminants in feed: S, N, PNA’s

PETROTECH:November 1-3, 2010
MSDW: Proven Catalyst StabilityExxonMobil Selective Dewaxing
HDW Catalyst Aging With More Advanced Catalysts
-30
-20
-10
0
10
20
30
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400
Days on Stream, [Day]
Del
ta T
emp
erat
ure
, °C
Cat: MSDW-2
Year 2003
100N,150N,500N, BS
Group II
Feed S < 150 wt ppm
Feed N < 3 wt ppm
LHSV: 0.6 - 1.2
Jurong
Cat: MSDW-2
Year 2000
150N, 500N
Group II
Feed S < 50 wt ppm
Feed N < 20 wt ppm
LHSV: 0.38 - 0.8
Cat: MSDW-2
Year 2004
150N, 500N
Group II+
Feed S < 10 wt ppm
Feed N < 2 wt ppm
LHSV: 0.5 - 1.7
Cat: MSDW-2
Year 2002
100N,150N
Group III
Feed S < 7 wt ppm
Feed N < 1 wt ppm
LHSV: 0.65 - 2.0
Cat: MSDW
Year 2006
70N,150N
Group III
Feed S < 30 wt ppm
Feed N < 1 wt ppm
LHSV: 1.6 - 2.7
Cat: MSDW
Year 2006
100N,150N
Group III
Feed S < 30 wt ppm
Feed N < 1 wt ppm
LHSV: 1.1 - 2.0
Cat: MSDW-2
Year 2000
100N, 150N, 600N
Group II
Feed S < 10 wt ppm
Feed N < 1 wt ppm
LHSV: 0.95 - 1.95
Jurong
Cat: MSDW
Year 2007
150N, 500N
Group II
Feed S < 50 wt ppm
Feed N < 20 wt ppm
LHSV: 1.2 - 1.4

PETROTECH:November 1-3, 2010
MSDW Will Continue to Improve by . . .
• Continuous Development Work to Further Improve Flexibility and Operation. New generations in Development Today to…
– Expand already wide range of LHSV operation
– Enhance already high tolerance to feed contaminants of S and N
– Expand present exceptional operating stability and flexibility for very low pour point products (<-40°C)
PETROTECH:November 1-3, 2010
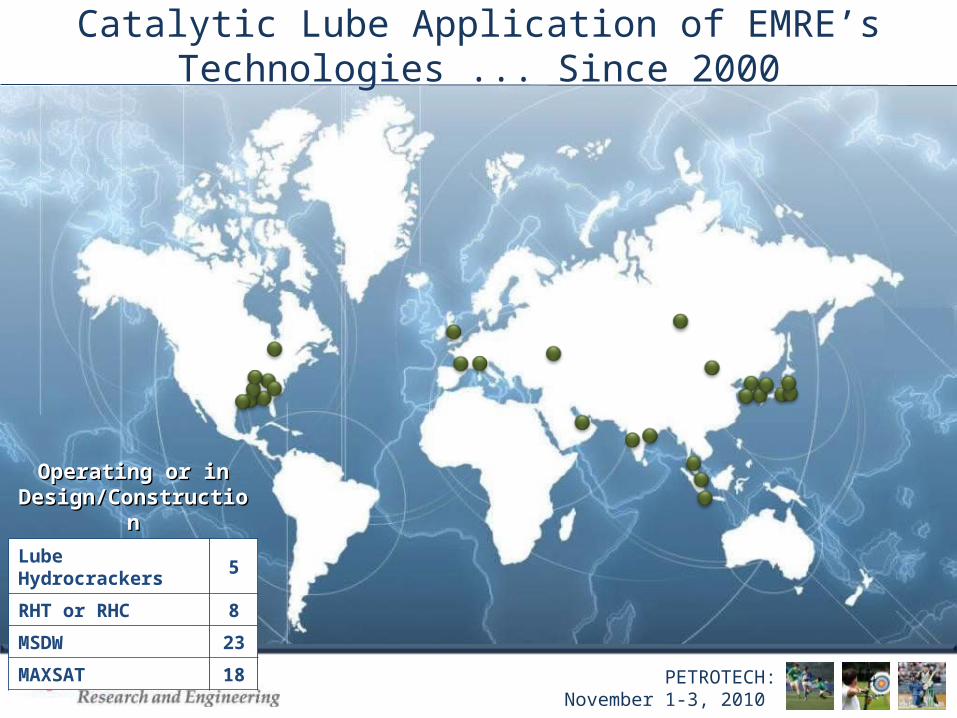
Catalytic Lube Application of EMRE’s Technologies ... Since 2000
Operating or in Operating or in Design/ConstructionDesign/Construction
Lube Hydrocrackers 5
RHT or RHC 8
MSDW 23
MAXSAT 18
PETROTECH:November 1-3, 2010
In Conclusion . . .
• Adding RHC to Existing Solvent-Based Lube Facilities Raises Lube Quality from a Wide Range of Crude Sources
• SEU/RHC/SDW will Produce Group II/II+ Lubes and is Capable for Group III Lubes (All Viscosity Grades)
• Adding RHC to Existing Solvent-Based Plant Retains (And May Increase) Wax Production; Improves Wax Appearance Quality
• MSDW for the Dewaxing Step May Further Increase Production, will Eliminate Wax Products
• Join Our Satisfied Clients and Let EMRE's Lube Experience Work For You!

PETROTECH:November 1-3, 2010
THANK YOU !
Related Documents











