MINISTERIO DE EDUCACIÓN SUPERIOR UNIVERSIDAD DE HOLGUÍN “Oscar Lucero Moya” FACULTAD DE INGENIERÍA TRABAJO DE DIPLOMA Título: Reparación general del laboratorio móvil “Auto LADA” del Laboratorio Automotriz. Autor: Yordanis Radaelis Martín Peña. Tutor: Msc. Ing. Buenaventura Rubén Rigol Cardona. HOLGUÍN, 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
MINISTERIO DE EDUCACIÓN SUPERIOR UNIVERSIDAD DE HOLGUÍN “Oscar Lucero Moya”
FACULTAD DE INGENIERÍA
TRABAJO DE DIPLOMA
Título: Reparación general del laboratorio móvil “Auto
LADA” del Laboratorio Automotriz.
Autor: Yordanis Radaelis Martín Peña.
Tutor: Msc. Ing. Buenaventura Rubén Rigol Cardona.
HOLGUÍN, 2014
Dedicatoria

Dedicatoria.
Les dedico este trabajo a todas las personas, que de una forma u otra, me han dado su
apoyo con su realización. En especial a mis padres y a mi esposa.
Agradecimientos
Agradecimientos.
Se le agradece a los compañeros de trabajo y amigos, que me ayudaron con la
realización de este sueño. En especial al compañero Digno quien fue el guía para
realizar esta meta.
Resumen
Resumen.
El trabajo responde al objetivo de realizar la reparación general del Laboratorio móvil
auto LADA, ubicado en el Laboratorio automotriz de la Universidad de Holguín. A dicho
automóvil lo constituyen los sistemas de dirección, suspensión, transmisión, eléctrico y
frenos; los cuales se encuentran en un estado técnico malo, por lo que no circulaba por
las vías interiores del campus universitario. Se determinaron los problemas que
provocaban que estos sistemas no funcionaran de manera correcta. La puesta en
funcionamiento del automóvil con los cambios propuestos, le permite alcanzar un
estado técnico aceptable. Este aporte se hizo con el objetivo de contar con un vehículo
en la Carrera de Ingeniería Mecánica, el cual será capaz de modelar de manera general
los problemas que afectan a los sistemas de transporte, y con eso disminuir la brecha
que los estudiantes presentan cuando culminan los estudios en la Carrera, debido a
que no salen con la preparación necesaria para enfrentarse a problemas reales del
transporte.
Summary
Summary.
This paper has the objective to do a general reparation of the LADA automovil movile
laboratory, placed in the Automotive laboratory of the University of Holguín. This
automovile is constituted by the following systems: sttering, suspension, transmission
electrical and brakes; all of them in a bad technical status, so the automovile was not
able to be driven inside of the University. It were determined the problems that produced
that this systems were not operative. The set up of the automovile with the works done,
allowed it to reach an acceptable technical status. This work was done with the objective
of giving the Mechanical Engineering Carreer a vehicle, on which it will be possible to
modelate in a general manner the problems that affect the transportation systems. By
this way, it will be possible to approach the students to the real transportation problems.
Índice
Índice.
Introducción…………………………………………………………………………………..1
Capítulo 1. Revisión bibliográfica……………………………………………………………
1.1. Desarrollo histórico - lógico del mantenimiento………………………………………
1.2. Formas de organización interna para la ejecución del Mantenimiento……………
1.3. Requisitos para elaborar un plan de mantenimiento y su programa………………
1.4. Sistemas de mantenimiento……………………………………………………………
1.4.1. Sistema controlado mediante la supervisión en la producción……………………
1.4.2. Sistema por interrupción de la producción, contra avería, o correctivo…………
1.4.3. Sistema regulado………………………………………………………………………
1.4.4. Sistema de pronóstico o predictivo………………………………………………….
1.4.5. Sistema de mantenimiento preventivo planificado (MPP)…………………..........
1.5. Reparación general de los automóviles………………………………………………..
1.5.1. Factores que determinan la calidad de la reparación de los automóviles……….
1.5.2. Medios de control técnico de la reparación de los automóviles…………………..
1.5.3. Creación de las condiciones favorables de trabajo durante la reparación de los automóviles……………………………………………………………………………
1.5.4. Formas de división y cooperación del trabajo durante la reparación de los automóviles……………………………………………………………………………
1.5.5. Preparación psicofisiológica y sociológica de la producción……………………...
1.6. Características generales del automóvil LADA……………………………………….
Capítulo 2: Desarrollo del mantenimiento según el fabricante de LADA………………..
2.1. Mantenimiento del automóvil LADA según el fabricante de LADA…………………
2.2. Revisión general del Laboratorio móvil Auto LADA…………………………………..
2.3. Desarrollo de los trabajos realizados para la recuperación del Laboratorio móvil “Auto LADA” del Laboratorio Automotriz……………………………………………...
2.4. Reparación de la caja de velocidades…………………………………………………
2.4.1. Metodología para el desarme de la caja de velocidades del automóvil LADA….
2.4.2. Problemas detectados en la caja de velocidades del automóvil LADA………….
2.5. Análisis de los riesgos…………………………………………………………………...
2.6. Evaluación técnico – económica de los trabajos realizados………………………...
Conclusiones…………………………………………………………………………………..
Recomendaciones…………………………………………………………………………….
Bibliografía……………………………………………………………………………………..
Introducción
Introducción.
En el mundo contemporáneo la utilización de los vehículos se ha convertido en algo
indispensable para el desarrollo de la vida del hombre, ya nada se concibe si no hay un
medio de transporte. Pero para profundizar en el surgimiento de este enorme avance,
que cambió la mente de todo el mundo, tenemos que partir del período de 1909 a 1914,
“la edad de oro” para los vehículos que se movían por carretera. En 1913 se realizó el
primer montaje automovilístico industrial, ideado e implantado por Henry Ford Litigot.
Ford fue el creador de la prestigiosa firma que revolucionó la industria automotriz
estadounidense y mundial con esta cadena de montaje, haciendo que los automóviles
fueran de más rápida construcción y de menos costo, por lo que fueron más accesibles.
La importancia de Ford en la industria automotriz es tal, que muchas personas piensan
erróneamente que fue él quien lo inventó.
El dominio estadounidense del sector permaneció desde 1910 hasta 1965, cuando
Estados Unidos de América todavía fabricaba el 50 % de los vehículos de todo el
mundo. Aunque ese dominio ya no existe, tal país sigue encabezando la producción
mundial. Tal expansión comenzó en 1902, cuando la empresa alemana Daimler
adquirió una filial con participación en Austria, lo que la convirtió en la primera empresa
multinacional del automóvil.
En la actualidad, las empresas multinacionales más desarrolladas son Ford y General
Motors, seguidas por las japonesas Toyota y Nissan. Los productores europeos están
mucho más ligados a su zona, aunque el grupo alemán Volkswagen (incluye las marcas
Volkswagen, Volkswagen Comercial, Audi, Seat, Skoda, Bugatti, Lamborghini, Bentley y
Scania) y el grupo italiano Fiat tienen instalaciones importantes en México y
Sudamérica. Las empresas europeas de carácter más multinacional son los principales
fabricantes de piezas y los productores de camiones como Mercedes Benz o Volvo.
Se conoce que la mayoría de las empresas de vehículos que funcionan en el resto del
mundo son filiales de los principales productores estadounidenses, japoneses y de dos
productores europeos.
En países como Malasia, China o India, las empresas locales se encargan de la
fabricación, pero siempre con una ayuda importante de los gigantes grupos extranjeros.
A mediados de la década de 1990 parecía que sólo las empresas surcoreanas Hyundai,
Daewoo, Kia, Ssanguyong y Samsung podrían convertirse en fabricantes de
automóviles independientes, capaces de financiar, diseñar y producir sus propios
vehículos. La superproducción de automóviles se convirtió entonces en una norma de la
calidad de vida de la población, además de sus funciones utilitarias, asociándose
incluso las marcas a ciertas cuestiones subjetivas: Mercedes Benz a la alta clase social,
Audi a los deportivos, Volvo a la clase media, Ford y VW fueron “el automóvil del
pueblo” estadounidense y alemán, respectivamente, etc.
Sin embargo, la explotación desmedida del automóvil se sentiría fuertemente. En el aire
de las grandes concentraciones urbanas (Tokio, Nueva York, Ciudad de México,
Caracas), se vierten diariamente toneladas de contaminantes. Su principal fuente
emisora son los vehículos, puesto que las emisiones industriales tienden a disminuir por
la implantación de nuevas tecnologías menos contaminantes, y por el desplazamiento
progresivo de las industrias fuera de los núcleos urbanos. Se puede constatar que las
vías de circulación muy densamente transitadas son susceptibles de sufrir niveles de
contaminación atmosférica elevados, especialmente en invierno, cuando las emisiones
térmicas no permiten la dispersión de los contaminantes. La cantidad de gases emitidos
por los vehículos depende de diferentes factores como:
Tipo de vehículo, aspectos como la potencia o el tipo de gasolina que utilice
determinará el volumen y el tipo de contaminantes emitidos y el ruido que haga.
Tipo de vía, que afecta el consumo de combustible y la velocidad de circulación.
Características propias de la conducción (aceleradas, frenadas, etc.) que afectan al
consumo de combustible.
Como cada nación, y a veces los estados o provincias dentro de un país, tienen sus
propias disposiciones sobre los diferentes aspectos del material rodante, para que un
vehículo en cuestión obtenga la homologación que le permita circular (y darle publicidad
paralelamente a la marca), el fabricante tiene que someterlo a una serie de pruebas.
Entre ellas está el control de las emisiones de tres gases expulsados por el tubo de
escape bajo diversas condiciones de funcionamiento, así como el control de la emisión
sonora mediante la prueba del vehículo en movimiento.
Es por eso que el mantenimiento a los vehículos juega un papel fundamental en la
disminución de la contaminación, éste se encarga de recuperar las funciones de los
sistemas dañados y volverla a su estado original. Son ejemplos de resultados de
sistemas dañados: la combustión incompleta, los ruidos del automóvil, el desgaste
irregular de los neumáticos, la contaminación de sus líquidos técnicos, etc.
Es por ello que las diferentes universidades del mundo donde se estudia la Carrera de
Ingeniería Mecánica, cuentan con laboratorios dotados de diversos sistemas de
aprendizaje para acercar al estudiante a la mayor realidad en cuanto a funcionamiento
de los automóviles.
Fundamentación del problema de investigación.
En la Universidad de Holguín “Oscar Lucero Moya” y dentro de la Carrera de Ingeniería
Mecánica, se imparten asignaturas específicas en las cuales se emplean medios de
enseñanzas. Entre ellas se encuentran las pertenecientes a la Disciplina Máquinas
Automotrices, como son: Máquinas Automotrices, Solución de Problemas del
Transporte y Explotación del Trasporte. Estas asignaturas cuentan con un laboratorio
para unir la teoría con la práctica (dilema que afecta a muchos ingenieros al enfrentarse
a problemas reales), y desarrollar sus investigaciones. Es por eso que los profesores de
la Disciplina mencionada se han propuesto una meta muy ambiciosa en lograr la puesta
en marcha del Laboratorio móvil auto LADA, para que los estudiantes puedan ver, tocar
y analizar los sistemas de los automóviles. Pero ya que éste se encuentra en un mal
estado técnico, se nos imposibilitaba esta tarea.
Dos cuestiones se abordan para ganar claridad en el concepto “Laboratorio móvil auto
LADA”: se refiere a un automóvil clásico o histórico de la marca LADA porque tiene más
de 25 años de antigüedad, y su carrocería fue modificada para colocar hasta 6
estudiantes e instrumentos de medición. Para darle más valor a los automóviles
clásicos diremos a su favor que se celebran varios campeonatos internacionales a partir
de 1980, de ellos regulados por la Federación Internacional de Automovilismo (FIA):
Campeonato Histórico de Fórmula 1, Copa FIA de rally de históricos de regularidad,
Campeonato de Europa de Rally Históricos y Campeonato de montaña de históricos.
De acuerdo con esa clasificación, el automóvil en cuestión clasifica en el período “H”
(de 1972 a 1976).
Por lo cual surge como situación problémica: El estado técnico de los elementos que
componen dicho Laboratorio móvil auto LADA, provoca la deficiencia para circular por
los alrededores del campo universitario y la enseñanza de la asignaturas.
Atendiendo a la complejidad de estas máquinas y el número de sistemas y subsistemas
que poseen, surge como problema de investigación: la reparación del funcionamiento
del Laboratorio móvil auto LADA del Laboratorio Automotriz, que no cumple con los
parámetros establecidos para la circulación.
Por este motivo surge como objeto de estudio: el Laboratorio móvil auto LADA de la
Carrera de Ingeniería Mecánica, el campo de acción se dirigirá a la reparación del
Laboratorio móvil auto LADA del citado Laboratorio.
Hipótesis: Con la implementación de la reparación del Laboratorio móvil auto LADA del
Laboratorio Automotriz, se podrá recuperar el funcionamiento de los sistemas que lo
componen, y así lograr que el vehículo circule por la Universidad.
Objetivo general del trabajo: reparar el Laboratorio móvil “Auto LADA” del Laboratorio
Automotriz, para aumentar la seguridad de sus ocupantes durante la conducción del
mismo.
Objetivo específico: reparar los sistemas que se encuentran en mal estado del
Laboratorio móvil “Auto LADA”.
Las tareas necesarias para dar cumplimiento al objetivo propuesto son:
1- Delimitar el tema.
2- Revisar los trabajos previos realizados en la Universidad sobre el tema.
3- Revisar la bibliografía relacionada con el tema.
4- Desmontar y detectar los elementos que presenten problemas.
5- Realizar la limpieza general de todos los elementos.
6- Gestionar las piezas y mecanismos faltantes.
7- Adaptar las piezas y mecanismos que no son originales, en caso necesario.
8- Reparar las piezas que lo requieren.
9- Montar las piezas según los sistemas, y comprobar su funcionamiento según las
especificaciones del fabricante.
Los Métodos de investigación empleados fueron:
Teóricos:
Análisis y síntesis: Se analizó todo lo referente a la bibliografía del universo
estudiado para conocer las particularidades donde se desarrolla el marco de este
trabajo. Se escogieron pequeños resúmenes o síntesis de textos referentes al
fenómeno a estudiar, para mejorar el contenido en el que se enmarcará este trabajo.
Histórico lógico: Se utilizó para facilitar el conocimiento del desarrollo de los
fenómenos relacionados con la actividad de mantenimiento, así como el surgimiento
y evolución del mismo.
Empíricos:
Observación científica: para determinar el papel de los medios de enseñanza en la
calidad de las clases y el aprendizaje de los alumnos.
Consulta a expertos: para determinar la manera correcta de realizar las tareas.
Revisión de documentos: para conocer los aspectos de funcionamiento del objeto
de estudio, sus sistemas y mecanismos.
Como resultados esperados de este trabajo se encuentran: la puesta en circulación
del Laboratorio móvil auto LADA del Laboratorio Automotriz, para incrementar la calidad
de la docencia que se imparte en la Carrera de Ingeniería Mecánica.
De concretarse tal aspiración, algunas pruebas básicas relacionadas con los vehículos
se podrían realizar en nuestra Universidad, por ejemplo: prueba del litro, comprobación
del funcionamiento del sistema de encendido, limpieza y regulación del carburador, etc.
Capítulo 1
Capítulo 1: Revisión bibliográfica.
1.1. Desarrollo histórico - lógico del mantenimiento.
Puede que la palabra mantenimiento apareciera con la revolución industrial inglesa,
pero como función cotidiana surgió con la primera herramienta creada por el hombre. La
evolución en este campo ha quedado a la zaga de las exigencias de producción. Si
observamos el entorno industrial más avanzado a escala mundial, nos percatamos que
en éste, se da mucha importancia a la función que proporcionan los servicios técnicos
necesarios para la explotación de plantas; y no por mero capricho, sino por lo que
significa en el resultado productivo en cuanto a costo, eficiencia y seguridad.
En Cuba la batalla sobre el mantenimiento consiste en lograr un cambio de cultura de
su personal, es decir: conceptos, mentalidad y formas de actuación con relación a la
importancia del mantenimiento y las formas de aplicarlo. Esa renovación parte de los
resultados de las operaciones de las empresas nacionales con sus medios de
producción, que permitirán sufragar los gastos de investigación asociados con su
desarrollo.
La calidad y rapidez en la corrección de la avería, hasta mediados del siglo XX,
constituían la exigencia. La durabilidad y disponibilidad de las máquinas fueron los
aspectos de mayor preocupación en las décadas del 50 al 70 del siglo pasado, época
de la introducción de la informática y el desarrollo de la teoría de la fiabilidad.
¿Y para nuestro tiempo y los próximos años, cuál es la proyección de esta vital función
que nos ocupa? La respuesta a esa pregunta no es simple, debe abarcar desde
filósofos, tecnócratas, economistas y el personal de planta. Teniendo en cuenta
nuestras condiciones, los actuales requerimientos de calidad y el gran desarrollo de las
industrias de alta tecnología; el mantenimiento contemporáneo tiene que cumplir tantos
requisitos que ha multiplicado su importancia. Ahora la función tiene que velar, entre
otros factores, por mantener costos competitivos; elevar la calidad; alcanzar altos
índices de disponibilidad; proteger el medio ambiente; predecir intervenciones y trabajar
en la mejora del equipamiento. Como se ha visto de la simple necesidad de reparar, el
mantenimiento llega hoy (tal es su complejidad) hasta la reingeniería, es decir, el
rediseño de máquinas e instalaciones que no satisfagan los requisitos técnico -
económicos de la producción contemporánea.
Al establecer la organización de los servicios técnicos, la dirección de cada centro debe
reconocer que la necesidad básica es sostener la empresa con bajo costo y elevada
productividad. Se necesita una gran sagacidad para enfrentar el rigor de la situación
actual donde las escasas asignaciones hay que distribuirlas lo mejor posible, para
obtener resultados importantes.
Las técnicas avanzadas de mantenimiento ayudan a decidir dónde y cuándo hacer uso
de los recursos. ¿Cómo apropiarse de tales técnicas? es una pregunta natural.
Formando al personal es el primer y más importante paso. La deficiente operación y el
maltrato a la maquinaria en la producción, provocan quejas reiteradas por parte de los
trabajadores de mantenimiento de muchas fábricas. Esto indica que la formación
concierne a todas las áreas de la empresa, para que exista una verdadera adaptación
al puesto de trabajo y una visión única de objetivos. La superación profesional de los
trabajadores (incluyendo a la alta dirección) es un factor clave para la asimilación de las
técnicas modernas de explotación de máquinas, así como el desempeño que deben
asumir estas últimas en la industria.
En la estructura del Perfeccionamiento Empresarial cubano no queda definido con
claridad el sitio del mantenimiento. Todo indica que está subordinado a la producción,
como hasta ahora se ha asumido. Sin embargo, producción y mantenimiento son dos
funciones interdependientes e iguales en jerarquía. Por tanto, si lo principal es producir,
entonces se está diciendo que lo principal es mantener disponibles los medios de
producción; y eso implica jerarquía, autoridad e independencia para la estructura de
mantenimiento de toda empresa.
La fase de diagnóstico en el Perfeccionamiento Empresarial es la oportunidad perfecta
para revelar las insuficiencias del mantenimiento en cada centro y otorgarle, por fin, el
sitio que legítimamente debe ocupar. Como cualquier acción en la vida, la actividad de
mantenimiento genera costos que no pueden soslayarse. La experiencia indica que es
común en la industria nacional que no se contabilicen dichos costos o que se haga
parcialmente, sin evaluación de los resultados. Tales acciones conducen al
desconocimiento y a la no influencia sobre los aspectos que disparan los desembolsos
de esta actividad, que por extensión forman parte sensible del costo de producción.
De aquí se desprende una idea esencial: mejorando la gestión de mantenimiento es
posible disminuir el generalmente pesado costo de producción, máxime si a la cuenta
de mantenimiento van a parar también las pérdidas, consecuencias de averías
imprevistas. Que estas últimas en el caso de ser muy frecuentes y costosas denotan
unas veces la aplicación de la política del no mantenimiento, otras la imposición, a
priorizar e incorrectamente, de una estrategia contra avería (correctiva) en máquinas
insustituibles dentro del proceso productivo. Y esto, como se vislumbra, trae consigo la
mala calidad del proceso y de la producción misma, entregas a destiempo de los
compromisos, un estigma de impotencia e ineficacia que hiere la moral de los colectivos
y todo lo demás que pueda derivarse. Tal situación conduce inevitablemente a la
inflación de los costos de producción y a perder competitividad, con todas sus
consecuencias para el país, la industria y los consumidores. En el plano psicológico, y
relacionado con el cliente interno, las inconsecuencias se relacionan con el estrés
laboral, el bajo rendimiento en el trabajo, el descuido en el puesto de trabajo, etc.
Mantenimiento no es enfrentarse a roturas consumadas, ni es reparar continuamente,
por el contrario, es: prevención, predicción y mejoramiento son las palabras de pase
que caracterizan actualmente a dicha función. No se descarta la acción correctiva
(contra imprevistos), pero siempre tratándola de minimizar o permitiendo que suceda
cuando la ocurrencia no comprometa el proceso de producción ni exija aumentos en los
costos. En fin, que el personal de mantenimiento pase de ser reactivo a proactivo.
1.2. Formas de organización interna para la ejecución del Mantenimiento.
En realidad cada organización decide las formas organizativas para realizar el
Mantenimiento. Son ejemplos de ellas:
1. Organización centrada, para empresas pequeñas. El criterio en el caso de las
empresas de transporte terrestre es hasta 50 trabajadores.
2. Organización descentralizada, para empresas grandes. El criterio es superar los 50
trabajadores. El director difícilmente conoce a todos sus subordinados.
3. Organización mixta.
La asignación de un tipo de Organización depende de las características de la empresa,
tamaño, número, la dispersión y la diversidad de sus unidades tecnológicas, taller y
equipos.
1.3. Requisitos para elaborar un plan de mantenimiento y su programa.
Luego de reconocer la necesidad de mantenimiento, sigue su programación. Lo primero
se puede reafirmar científicamente mediante la llamada “prueba de necesidad”, y en el
caso de la programación se incluirá en el ciclo de gestión de Edward Deming: Planificar,
Hacer, Verificar y Actuar “PHVA”. Se escoge tal ciclo por su amplia difusión mundial.
Entre los requisitos para tal programa se encuentran:
1) Información técnica del fabricante del equipo.
2) Informes sobre los trabajos de mantenimiento y reparación anteriores.
3) Reportes de inspecciones.
4) Edad del equipo.
5) Régimen de trabajo a que fue y está sometido.
6) Estudios de Ingeniería en desarrollo, sobre el perfeccionamiento del equipo.
7) Historial de sobrecargas o sobreexplotación.
1.4. Sistemas de mantenimiento.
En la industria, a través del tiempo se han utilizado distintos sistemas de organizar el
mantenimiento, de acuerdo con las condiciones histórico - concretas de cada momento
y de cada entidad. Entre los más identificados tradicionalmente se pueden mencionar:
a) Sistema controlado mediante la supervisión en la producción.
b) Sistema por interrupción de la producción, contra avería, o correctivo.
c) Sistema regulado.
d) Sistema predictivo, de pronóstico o por diagnóstico.
e) Sistema de mantenimiento preventivo planificado (MPP).
1.4.1. Sistema controlado mediante la supervisión en la producción.
El sistema controlado mediante la supervisión en la producción implica que los propios
operarios de los equipos cuidan y controlan estos, sólo reclamando la intervención del
personal de mantenimiento especializado al presentarse alguna condición anormal
fuera de su alcance. En este sistema, el personal de mantenimiento generalmente se
encuentra bajo las órdenes del supervisor de producción. Resulta aplicable cuando el
personal de operación es calificado y llega a conocer su equipo no solo desde el punto
de vista operacional, sino constructivo y es entrenado adecuadamente.
1.4.2. Sistema por interrupción de la producción, contra avería, o correctivo.
En el sistema por interrupción de la producción, el personal de mantenimiento es
independiente del personal de producción, y normalmente se encarga de la lubricación
y de realizar inspecciones y ajustes menores. Lo que parece ser una gran ventaja se
convierte así en una diferente jerarquización de la importancia de los equipos a
mantener.
El equipo continúa trabajando hasta que ocurre una avería y se requiere la
correspondiente reparación. Podría resultar aplicable cuando intervienen muchas
máquinas intercambiables, cuya capacidad conjunta excede los requerimientos de
producción, o cuando la capacidad de almacenamiento de la producción terminada es
grande. Desde luego, estas dos últimas circunstancias no son comúnmente aceptables
desde el punto de vista de la eficiencia económica de la empresa. Este sistema implica
el riesgo de que toda avería pueda tener consecuencias imprevisibles.
1.4.3. Sistema regulado.
En el sistema regulado, el personal encargado del mantenimiento prepara una lista de
los principales equipos que deben requerir trabajos de mantenimiento de cierta
importancia durante los próximos períodos. El frente de producción, conforme al plan de
producción, determina los períodos aproximados en que tales equipos estarían
disponibles para que se les efectúen los trabajos. El sistema resulta de aplicación en
industrias que no operan en régimen continuo, o que están sujetas a períodos de
receso durante el año por ser su actividad de carácter estacional, o que interrumpen su
producción para adaptar la maquinaria con vistas a la elaboración de productos
distintos.
1.4.4. Sistema de pronóstico o predictivo.
El sistema de pronóstico consiste en sólo efectuar las reparaciones que se consideran
estrictamente necesarias, determinadas sobre la base de pruebas no destructivas
realizadas a los equipos, sin desarmarlos. Implica la inspección periódica de los equipos
por medios técnicos especializados para detectar vibraciones, grietas, disminución de
espesores por corrosión, etcétera. Es aplicable a equipos estáticos (tanques,
recipientes a presión, etc.), así como a equipos dinámicos (bombas, compresores,
generadores eléctricos y otros), cuando existen en número suficiente para justificar la
utilización relativamente frecuente de los medios técnicos especializados.
1.4.5. Sistema de mantenimiento preventivo planificado (MPP).
El sistema de mantenimiento preventivo planificado (MPP) implica la restauración de la
capacidad de trabajo de los equipos (precisión, potencia, rendimiento) y de su
comportamiento (índices de consumo, etc.), mediante el mantenimiento técnico
racional, y el cambio y reparación de las piezas y conjuntos desgastados, realizados
conforme a un plan elaborado con anterioridad.
El sistema de mantenimiento preventivo planificado establece distintos tipos de
intervenciones que se clasifican en dos grandes grupos: los servicios técnicos y las
reparaciones programadas.
Los servicios técnicos están constituidos por los trabajos que se ejecutan a los equipos
entre dos reparaciones programadas y pueden ser, en dependencia del tipo de servicio
y de la experiencia de trabajo, planificados o no planificados.
Entre los servicios técnicos planificados se incluyen los siguientes:
Revisión: prepara las condiciones para la próxima reparación. Permite conocer el
estado técnico del equipo.
Limpieza y fregado: estas operaciones se efectúan teniendo en cuenta las
condiciones de explotación del equipo.
Lubricación: consiste en la aplicación de los lubricantes adecuados con la
frecuencia, en las cantidades y por los medios indicados para contrarrestar los
efectos de la fricción.
Conservación para la no operación: se lleva a cabo cuando se prevé que el equipo
habrá de permanecer fuera de operación durante un relativamente prolongado
período, para minimizar la acción de los agentes ambientales.
Entre los servicios técnicos no planificados pueden encontrarse varios, tales como el
cambio de piezas que presentan dificultades para la correcta operación del equipo y el
restablecimiento de ajustes o tolerancias perdidos por causas imprevistas.
En el MPP se contemplan, en general, tres tipos de reparaciones: pequeñas, medianas
y generales.
En la reparación pequeña se efectúa la restauración o sustitución de algunas piezas y
se regula el equipo, con el objetivo de garantizar la explotación normal de éste hasta
que le corresponda la reparación siguiente. Si se detecta alguna pieza cuyo estado aún
permite la explotación del equipo, pero que se prevé que no durará hasta la próxima
reparación, se repara o se cambia.
Durante la reparación mediana el equipo se desmonta parcialmente. Sobre la
restauración o sustitución de piezas se sigue el mismo criterio expuesto en cuanto a la
reparación pequeña. Mediante ésta, en general, se garantiza la precisión, la potencia, el
rendimiento, y los índices de consumo necesarios hasta la próxima reparación.
La reparación general tiene como objetivo devolver al equipo sus características y
parámetros originales, o cuan cercanos sea posible. Implica el desarme completo del
equipo y la reparación o sustitución de todas las piezas, conjuntos y (o) agregados que
presentan desgaste, incluyendo los elementos estructurales del mismo.
El sistema de MPP establece que después de que cada equipo haya trabajado su
tiempo entre servicios (sean horas, kilómetros, consumo del combustible, o prestado los
servicios reglamentados); le corresponde la realización de las intervenciones prescritas
en el plan, sean estas revisiones o reparaciones pequeñas, medianas o generales, de
acuerdo con un ciclo de reparación. Éste se caracteriza por dos elementos: su duración,
que es el tiempo que media entre la puesta en funcionamiento del equipo y su primera
reparación general, o entre dos reparaciones generales consecutivas; y por su
estructura, que determina la sucesión de revisiones y reparaciones a que debe ser
sometido el equipo dentro de cada ciclo.

El sistema de mantenimiento preventivo planificado durante muchos años ha sido
considerado el más progresivo y dado su carácter planificado y preventivo, el que mejor
podría armonizar las actividades de mantenimiento con las productivas de la empresa.
Pero con el tiempo no ha dejado de presentar algunos inconvenientes como son:
1. Implica un mantenimiento rigurosamente esquemático: se planifican las
intervenciones y éstas deben efectuarse según el plan, que puede resultar más o
menos acertado.
2. Es un sistema costoso: los trabajos, una vez planificados, deben ser ejecutados,
pudiendo esto implicar gasto no totalmente fundamentado de recursos humanos,
materiales y financieros, así como períodos de no disponibilidad de los equipos.
3. La determinación de una estructura y duración del ciclo de mantenimiento óptimo
resulta difícil: siempre existe algún grado de imprecisión, partiendo de la información
disponible para la toma de decisiones.
4. Prevé un tratamiento similar a todos los equipos, independientemente del papel que
les corresponda en el proceso productivo, o de sus peculiaridades.
5. No obstante su carácter planificado y preventivo, algunos de los rasgos anteriores
pueden conducir a que los desperfectos en realidad no sean detectados con
antelación suficiente para prevenir paradas no planificadas.
6. Resulta de difícil aplicación en líneas de producción en cadena.
7. Es impráctica su aplicación en equipos modernos y complejos.
Puede inferirse, de lo expuesto en cuanto a los anteriores sistemas de mantenimiento,
que por lo general no se dan puros en una misma empresa. Las situaciones que
caracterizan a cada uno de ellos, si bien no respondiendo a un "sistema implantado", se
presentan de manera combinada. Las situaciones del sistema controlado mediante la
supervisión en la producción pueden darse en una pequeña planta de producción de
gases industriales (oxígeno, nitrógeno, etc.). A pesar de todas las medidas preventivas
que se adopten en cuanto a mantenimiento, la rotura imprevista de un equipo obligaría
a reaccionar como en el sistema por interrupción de la producción. Para los períodos de
reparaciones de los centrales azucareros, resultan aplicables rasgos del sistema
regulado y el sistema de pronóstico. Las características esenciales de este último son
de interés para industrias importantes y otras entidades.
1.5. Reparación general de los automóviles.
El buen estado técnico de los vehículos de carretera es una condición indispensable
para la circulación. El mismo depende de la correcta ejecución de los mantenimientos
técnicos, contemplando los requisitos técnicos establecidos en las normas. Sin
embargo, llega el punto en que las acciones de mantenimientos y reparación no
obtienen el resultado deseado, por el alto deterioro de los sistemas del automóvil en
cuestión, entre otras causas. Es así que requiere su reparación general.
Al respecto se conoce que la cantidad de piezas de repuestos utilizadas para reparar un
automóvil durante todo su período de explotación, supera la cantidad de piezas
necesarias para fabricar un automóvil nuevo. A medida que aumenta el plazo de
explotación, aumenta el consumo de piezas de repuestos, lo que perjudica la
fabricación del producto principal, obligado a dedicar una parte considerable de las
capacidades productivas de estas industrias a fabricar en calidad de la tecnología y
cantidad del parque de automóviles, aumenta el volumen y la complejidad de sus
trabajos de mantenimientos y reparaciones. Su correcto cumplimiento requiere enormes
gastos materiales y el aprovechamiento de un gran número de personal calificado.
Como consecuencia, hace falta elevar considerablemente el rendimiento de sus
relaciones.
Si tomamos por 100 % los gastos necesarios para mantener el automóvil en estado
apto para su explotación, hasta que le den la baja técnica los gastos de distintos
renglones, serán iguales a:
Fabricación del automóvil en la fábrica…………. 1,4 %
Mantenimiento diario............................................ 15,7 %
Entretenimiento.................................................... 29,7 %
Reparación general.............................................. 7,2 %
Reparaciones periódicas de explotación.............. 46,0 %
En el caso de la reparación general, el holismo se aplica. Es decir, no se puede ver
como una simple suma los trabajos de limpieza de todos los elementos del automóvil,
de reparación de la carrocería, los conjuntos mecánicos, el motor de combustión
interna, del diferencial, etc. y en sus posteriores pruebas de funcionamiento. Es la
manera de asegurar la funcionabilidad del automóvil para que su respuesta dinámica
sea muy similar a la original del fabricante. El personal que se prepara hoy día para
trabajar en las empresas de explotación y reparación de automóviles ha de estudiar a
fondo los procesos mencionados, en sí y en su interacción con los demás procesos de
la empresa donde se realice. Tales procesos son aún más redituables con la utilización
de equipos electrónicos.
En las empresas de mantenimiento a los automóviles se emplean, en una forma cada
vez más amplia, los métodos de diagnóstico del estado técnico de las unidades de los
automóviles. El diagnóstico permite descubrir a tiempo los defectos en las unidades y
sistemas de los automóviles, lo que da la posibilidad de eliminar éstos defectos antes
de que conduzcan a deterioros serios en el funcionamiento del automóvil. La
eliminación oportuna de los desarreglos en el funcionamiento de las unidades y
sistemas del automóvil, permite prevenir las causas capaces de provocar una situación
de avería que conduce a accidentes de transporte.
La mecanización de los trabajos que se realizan durante el mantenimiento y reparación
de automóviles, con el mayor aprovechamiento de los equipos disponibles, facilita y
acelera la aplicación de muchos procesos tecnológicos. Pero el personal de servicio
tiene que aprender bien determinados procedimientos y hábitos, conocer la estructura
del automóvil y saber usar los modernos dispositivos, herramientas e instrumentos de
medida y control. Sin embargo, el empleo de equipos modernos durante el
mantenimiento y reparación de automóviles no excluye el cumplimiento de las
operaciones generales de un taller de mecánica, cuyos hábitos y buenas prácticas ha
de dominar bien cada obrero que se ocupa del mantenimiento y reparación de la técnica
automovilística.
En la restauración de las piezas de automóviles, que se introduce cada día más
ampliamente, encuentran su aplicación los métodos tecnológicos más diferentes: el
recargo por soldadura, la metalización, el acrecentamiento electrolítico, el empleo de
materiales poliméricos y muchos otros, cuyas nociones precisas son necesarias para
cada ajustador - reparador de automóviles
1.5.1. Factores que determinan la calidad de la reparación de los automóviles.
En la calidad de las reparaciones de automóviles influyen diferentes factores, los cuales
pueden ser: de producción, constructivos, de explotación y otros. Gran significado,
como demuestran las investigaciones, tienen el nivel de la especialización de la
producción, la calidad de la documentación técnica de reparación, la calidad del
equipamiento y de las instalaciones donde se efectúa la reparación de los instrumentos
y medios de medición, la calidad de las piezas de repuesto y la calidad del trabajo de
los que ejecutan dicha producción.
La clasificación de los factores que influyen en la calidad de la producción de las plantas
reparadoras de automóviles es muy amplia, y se complejiza con la tercerización.
En el proceso de reparación, el automóvil y sus agregados no sufren ningún cambio
constructivo, por lo cual la influencia fundamental en la calidad de la producción
reparada la tendrán los factores productivos y de explotación.
La apreciación de la calidad de los automóviles reparados deberá realizarse en la etapa
de asimilación de la reparación de nuevos modelos de automóviles y en la etapa de
reparación en el proceso de producción en serie. Durante la asimilación de nuevos
modelos de automóviles, la apreciación de la calidad se realiza con el objetivo de
establecer las posibilidades de poner el artículo a producirse en serie.
Después de dominar la tecnología de reparación de nuevos modelos de automóviles, la
apreciación de la calidad de los artículos reparados se realiza con el objetivo de
conocer la correspondencia entre artículos concretos con un nivel dado de calidad,
determinar la estabilidad de la calidad y también comprobar la efectividad de los
cambios introducidos en la construcción del artículo reparado o la tecnología de su
reparación, para con ello determinar las condiciones de calidad de los artículos
reparados y la inclusión de ellos en uno de los grupos de calidad.
La apreciación de la calidad de los automóviles reparados o de sus agregados puede
realizarse mediante los índices de calidad preestablecidos para ese tipo de artículo
reparado, por los factores que caracterizan la reparación y que determinan la calidad y
por los indicadores de defectos en los artículos reparados.
La nomenclatura de los índices de calidad de los artículos a los cuales se les analiza la
calidad deberá ser establecida en la documentación técnico - normalizativa para la
reparación de automóviles. En la nomenclatura de los indicadores deberán incluirse
obligatoriamente los de destino y de confiabilidad, los cuales pueden cambiarse en el
proceso de explotación o reparación.
Durante la apreciación de los factores que determinan la calidad de la reparación
deberán controlarse los índices que determinan la calidad de la documentación técnica
de reparación, la calidad del equipamiento tecnológico empleado en la reparación, el
abastecimiento y la calidad del trabajo del personal que repara los automóviles.
La nomenclatura concreta de los índices de calidad durante la apreciación de los
factores que la determinan deberá establecerse por la empresa que realiza la
reparación en coordinación con el usuario.
1.5.2. Medios de control técnico de la reparación de los automóviles.
La considerable cantidad de objetivos de control en la producción del proceso de
reparación de automóviles, exige el empleo de diferentes medios de control y medición.
En el proceso de reparación no sólo se someten a control las piezas, sino también los
diferentes mecanismos, agregados y el automóvil en su conjunto; además, se controlan
los materiales prefabricados y las piezas de repuesto recibidas en la empresa, por eso
los medios de control técnico utilizados en la empresa de reparación de automóviles
son los más disímiles.
Por regla general todos los medios de medición se valoran juntos con los índices de
metrología. Los principales índices son:
valor de una división por la escala: se le llama valor de la magnitud medida,
correspondiente a una división de la escala;
intervalo de una división de la escala: es la distancia entre divisiones vecinas de la
escala;
relación de multiplicación del instrumento: es la relación de traslado del indicador
(aguja) a los cambios de las variables causantes de este traslado;
exactitud del cálculo: es la exactitud lograda durante la lectura de las indicaciones
del instrumento;
error de la medición: es la diferencia entre las indicaciones del instrumento y el valor
real de la magnitud medida;
límite de medición: es la mayor y más pequeña magnitud que puedan ser
determinadas con la ayuda de un instrumento de medición dado.
Durante el control en una empresa de reparación de automóviles se emplean los más
disímiles métodos de medición.
Una pequeña característica de los principales métodos de medición se expresará a
continuación. El método de medición absoluto recibe este nombre si el instrumento
señala el valor absoluto de la magnitud medida. El método de medición relativo recibe
este nombre cuando durante el control el instrumento señala solamente la desviación
de la magnitud medida con relación al valor establecido. El método directo es aquel
donde el valor de la magnitud buscada se calcula directamente por el instrumento. El
método indirecto es aquel donde el valor de la magnitud buscada se calcula con los
resultados de la medición de otra magnitud relacionada con ella, en una determinada
relación o dependencia. El método diferenciado es aquel donde se determina el valor
de cada elemento. El método complejo de medición recibe este nombre cuando se
determinan la suma de los errores de elementos geométricos independientes de las
piezas. El método de contacto es cuando el elemento de medición de un medio de
control hace contacto con la superficie controlada. El método sin contacto es cuando el
elemento de medición no hace contacto con la superficie controlada.
La mayor propagación en la producción del proceso de reparación de automóviles la
han tenido los grupos de instrumentos de medición siguientes: medidas con valores
constantes, medidas con valores variables calibres, medios universales de medición y
medios especiales de medición.
Para la verificación, graduación y ajuste de los instrumentos de medición al cero (en los
métodos relativos de medición), el ajuste de las maquinas - herramientas y la medición
de las piezas se utilizan medidas plano paralelas longitudinales finales, que son los
principales instrumentos de medición para el control de las medidas lineales.
La mayor propagación en las empresas de reparación de automóviles la han tenido los
instrumentos de medición siguientes: micrómetros de profundidad, micrómetros
interiores, medidores de longitud, galgas y palancas, galgas indicadoras, compás de
vástagos, barras de medidas profundas, barras de punta de trazar y calibradores (se
emplean diferentes juegos de calibradores).
Para el control de los ángulos se emplean medidores angulares (galgas de medición).
Con su ayuda se comprueban y ajustan los instrumentos para la medición de los
ángulos. Las galgas triangulares se emplean para la medición de los ángulos de 10 ° a
79 ° y los de cuatro ángulos, de 80 ° a 100 °. Con la ayuda de los bloques de galgas
puede medirse ángulos de 10 ° a 360 ° con una exactitud de hasta 30 segundos.
Para la verificación y trazado de los ángulos se utilizan escuadras; las más empleadas
en la producción son las escuadras con ángulo de trabajo de 90 °.
Para medir los parámetros de las piezas (durante el defectado tanto de las nuevas
como de la que han sido establecidas) se emplean diferentes calibres. Los calibres, por
regla general, se emplean para el control de las dimensiones, de las formas y de la
ubicación relativa de las superficies durante la elaboración y restablecimiento de las
piezas, así como también para revelar el desgaste de las dimensiones de las piezas y
de formaciones geométricas de las superficies en el proceso de los trabajo de control.
Para el control de los artículos cilíndricos se emplean generalmente calibres flexibles,
para el control de agujeros se emplean diferentes calibradores machos con piezas
insertadas y calibradores interiores. Para el control de los árboles se utilizan galgas no
reguladas y reguladas.
Con la ayuda de los calibres se pueden controlar uno o varios elementos de las piezas.
Tales calibres reciben el nombre de elementales o complejos.
Durante la verificación de la exactitud de las piezas se utilizan calibradores normales y
ajustables. La exactitud de los elementos que se van a comprobar se valora sobre la
base de las sensaciones subjetivas del controlador, se usan en este caso los
calibradores normales.
Al clasificar las piezas en tres grupos (aptas, defectuosas reparables y defectuosas no
reparables), por regla general se utilizan calibres ajustables. Los calibres ajustables se
emplean grandemente en la producción del proceso de reparación de los automóviles.
Las medidas pueden ser pasan y no pasan junto a estos calibres, y se realizan con las
correspondientes medidas fijas de los parámetros que se quieren controlar.
A los instrumentos de medición universales pertenecen los compases de vástagos,
medidores de dientes, micrómetros, medidores de profundidad, medidores de
interiores, medidores ópticos, microcatores, etcétera. Los instrumentos de vástago
están destinados para la medición de medidas lineales, con una exactitud de cálculo en
nonios de 0,1 y 0,5 mm. Los instrumentos micrométricos permiten medir las
dimensiones lineales de las piezas por el método de contacto absoluto. Para la
medición de los ángulos, frecuentemente se utilizan medidores angulares, ópticos y de
escala. Al controlar los acoplamientos de rosca de las piezas para las uniones, se
utilizan calibradores normalizados.
1.5.3. Creación de las condiciones favorables de trabajo durante la reparación de
los automóviles.
En una serie de investigaciones científicas está establecido que el mayor número de
enfermedades está determinado por la acción del ambiente sobre el hombre. Así, por
ejemplo, la contaminación del aire con componentes venenosos puede producir
catarros en las vías respiratorias, neumonía, angina, enfermedades agudas en los
intestinos; los ruidos y las vibraciones conducen al desequilibrio del sistema nervioso
central, enfermedades del sistema circulatorio, del aparato auditivo, etcétera. Por ello
todas las condiciones, a las cuales el organismo del hombre no puede adaptarse,
originan enfermedades.
El mejoramiento de las condiciones de trabajo en las empresas tiene una gran
significación. Éste acorta la fluctuación de los cuadros, eleva la productividad del
trabajo y la rentabilidad de la producción, asegura la mejor utilización de los fondos
productivos, aumenta la calidad de la producción y disminuye su costo.
La entrada a la fábrica o a la sección debe ser resuelta en el plan de arquitectura como
una construcción de gran significación emocional. Debe tenerse en cuenta la estética
del local, que se resuelve fácilmente con elementos sencillos: luz, flores, simetría,
limpieza, orden, etcétera. En la estética de los locales de producción hay que tener en
cuenta la pintura de las paredes y techos en colores correspondientes.
La solución de este problema consiste, ante todo, en eliminar todos los objetos
sobrantes que se abarrotan y reducen el espacio, en el aseguramiento del objetivo
productivo de conformidad, y en la unidad artística en la distribución de los equipos.
En las empresas para la reparación de automóviles, gran significación tiene la
observación de la limpieza del piso en las secciones de desmontaje y fregado. Estas
secciones, según la limpieza y orden no deben diferenciarse en nada de las secciones
de montaje.
Se recomienda también organizar en el territorio de la empresa lugares de descanso.
Estos lugares pueden ser utilizados también para organizar diferentes encuentros,
reuniones, conciertos, y otras actividades.
El hombre pasa en la producción (excluyendo la horas de sueño), la mitad de su vida
social, por eso es necesario que las condiciones del lugar donde él trabaje sean dignas
del hombre y de su vida creadora.
Un elemento fundamental, que influye en las condiciones de trabajo en las empresas
para la reparación de automóviles, es el ambiente aéreo circundante. Por ambiente
aéreo circundante se entiende la limpieza del medio aireado, el peso específico del
aire, la intensidad de la circulación del aire, su temperatura, humedad, presión.
Además, en los locales productivos de las empresas para la reparación de automóviles
se presentan: polvo, óxido de carbón, álcalis, plomo, magnesio, acetona y tolueno; esto
influye contra el organismo humano.
Gran significación tiene la iluminación del puesto de trabajo. La capacidad y velocidad
del ojo humano para distinguir los instrumentos está indisolublemente relacionado con
el nivel de alumbrado, al cual debe dársele suficiente atención al elaborar las medidas
para la organización científica del trabajo. En el plan de la empresa, además de la
organización y control de la iluminación de los puestos de trabajo, en correspondencia
con las normas activas, deben ser previstas medidas para la correcta explotación de
las instalaciones del alumbrado.
En el momento actual, el problema del ruido también es fundamental. La necesidad de
la disminución del ruido en la producción crece junto con el desarrollo de la técnica, así
como el aumento de la potencia y productividad de las máquinas objetivamente se
acompaña con el aumento del ruido. El nivel de daño fisiológico de la acción del ruido
en el hombre depende de su intensidad, su frecuencia y el tiempo de su acción. Una
acción muy dañina es la que produce sonidos de gran intensidad y de alta frecuencia,
así como también la constancia y duración monótona de uno u otro ruido.
1.5.4. Formas de división y cooperación del trabajo durante la reparación de los
automóviles.
El perfeccionamiento de las formas de división y cooperación del trabajo representa la
introducción obligatoria de las condiciones de la organización científica del trabajo en
las empresas productivas. La división o diferenciación del trabajo es una ley objetiva de
la producción social, ella está dictada por la necesidad del crecimiento permanente de
la productividad social del trabajo social.
La división del trabajo condiciona que los procesos productivos que se perfeccionan en
las empresas modernas sean muy diferentes, el número de ellos en las fábricas de
construcción y reparación de maquinaria se cuenta por decenas de miles. Estos
procesos productivos son diferentes tecnológicamente, ellos exigen instalaciones
especiales diferentes, instrumentos, materiales y la aceptación especial de los trabajos
característicos para un proceso dado. De esta forma, aparece la necesidad de la
división tecnológica del trabajo. En los trabajos de reparación la división tecnológica del
trabajo se caracteriza por separar los siguientes tipos de trabajo: desmontaje,
localización de defectos, montaje, experimentación, acabado y restauración de piezas.
En el interior de las mismas secciones y sectores existe la correspondiente división del
trabajo según las diferentes operaciones productivas, y es lo que se entiende por
división cooperativa del trabajo. La división cooperativa del trabajo se realiza bajo
condiciones específicas de las instalaciones (tornos, fresas, rectificadoras) o de
acuerdo con la estructura de trabajo.
En el último caso aparece la división del trabajo según el nivel de calificación de los
ejecutores. En las empresas se realizan los procesos fundamentales y auxiliares, y por
consiguiente existe la división del trabajo en fundamental y auxiliar. Sobre esta base se
separan las secciones o sectores auxiliares en particular, tales como la reparación
mecánica, de instrumentos, de construcción y reparación, y de energética.
Dentro del personal se destacan los grupos de trabajadores del servicio directo de la
producción fundamental, ellos realizan el ajuste a las instalaciones, el control de la
calidad de la producción, el traslado de las cargas de producción, la verificación de las
piezas, la conservación y descontaminación de la ropa de trabajo, y el servicio de
higienización de los locales.
Existe la división del trabajo según su funcionabilidad. En correspondencia con esta
división se declaran los grupos de trabajadores siguientes: trabajadores básicos y
auxiliares, personal técnico e ingeniero, personal de pequeños servicios, y de servicio.
El grupo de mayor número funcional es el grupo de trabajadores básicos, o sea aquel
que se ocupa directamente de la preparación de la producción fundamental de la
empresa. Los trabajadores auxiliares no producen directamente, pero aseguran con su
trabajo el funcionamiento normal de la producción fundamental. Un rol importante juega
el grupo de trabajadores técnicos e ingenieros y empleados que realizan la función de
dirección general y técnica.
Dentro de cada grupo funcional existe la división del trabajo entre los trabajadores en
dependencia de su profesión y del carácter tecnológico de la realización de los
trabajos, o sea, la división profesional.
Dentro de cada grupo profesional existe la división del trabajo por la calificación entre
los trabajadores, en dependencia del nivel de su calificación.
La división del trabajo es un factor fundamental del crecimiento de su productividad.
Esto determina la actividad especial del ejecutor y permite penetrar de forma más
profunda en el carácter y particularidades del proceso dado, ajustar el proceso para la
mayor efectividad, y el perfeccionamiento de los instrumentos de producción, que en fin
de cuentas aumenta la calidad de la producción y la productividad del trabajo.
La diferenciación del trabajo especializa las instalaciones, instrumentos, hace su
técnica más moderna, lleva a la completa mecanización y automatización de la
producción. Sin embargo, los objetivos se logran en la unión de varios ejecutores, a
través de la cooperación del trabajo que es el conjunto final de la producción.
La creación de secciones especiales garantiza una mayor efectividad del trabajo en
diferentes colectivos. Esto se explica, porque las secciones se equipan con
instalaciones modernas y diferentes ajustes, lo cual permite aumentar el nivel de
organización del proceso productivo y del trabajo, garantizando una mejor dirección de
los ejecutores.
La cooperación interior de una sección se basa en la cooperación en la sección. Como
regla, la sección está compuesta de diferentes sectores, brigadas y puestos de trabajo,
donde se realizan los procesos llamados “partes del proceso total”; aquí también debe
ser aplicada la cooperación en los trabajos. La forma más racional de cooperación en
las empresas de reparación de automóviles es la organización del trabajo por brigadas.
Las brigadas de producción se organizan para la realización de trabajos en
maquinarias especiales, cuando éstos no pueden ser realizados por un solo hombre en
todo el complejo tecnológico al mismo tiempo. Por ejemplo: trabajos de forja y herrería,
y para la realización de trabajos en cadena y otros.
El método de trabajo lo forma el movimiento de carga, la acción y la aplicación del
trabajo. El estudio de los métodos y aplicación del trabajo en las empresas para la
reparación de automóviles se puede realizar de diferentes formas.
En primer lugar se muestra el mejor ejecutor de los métodos concretos a aplicación del
trabajo con la correspondiente conducción de la experiencia hasta el trabajador de la
profesión dada. Con este método se muestran no particularmente, los métodos
avanzados de trabajo, sino el ejecutor que procura obtener los mejores resultados: pero
como muestra la práctica, incluso el trabajador más experimentado no realiza todos los
elementos de las operaciones o las partes componentes del método de trabajo
igualmente con éxito. En relación con esto, el método dado da la posibilidad de mostrar
solamente algunas partes de la experiencia de avanzada que puede ser realizada en
plazos cortos y con menores gastos.
En segundo lugar se comparan los métodos y la aplicación del trabajo de varios
ejecutores (no menos de tres), para mostrar cuál de ellos es el más racional y hacerlo
patrimonio de otros trabajadores. Tal procedimiento posibilita reunir los métodos y
aplicaciones más avanzados de trabajo de una gran cantidad de trabajadores, para
después exponer este experimento colectivo en forma de descripción o instrucción.
1.5.5. Preparación psicofisiológica y sociológica de la producción.
La preparación psicofisiológica en una planta de reparación de vehículos deben de
estar dirigidas a borrar las fronteras que pueden existir entre el trabajo intelectual y
físico, a lograr que el trabajo se convierta en una necesidad fisiológica del hombre, en
su multilateral desarrollo como individuo y como miembro de una sociedad.
La preparación psicofisiológica debe incluir:
el estudio de los movimientos y operaciones del obrero en su puesto de trabajo;
el estudio y perfeccionamiento tanto del puesto de trabajo como de la posición del
operario;
el estudio y la fundamentación de los métodos perfeccionados de la enseñanza de
la producción, aumento de la calificación y la instrucción de los trabajadores;
la fundamentación de las formas perfeccionadas de la división y cooperación del
trabajo;
la elaboración de las recomendaciones de cómo realizar los procesos laborales más
rítmicos para la profilaxis del agotamiento productivo;
la elaboración de los regímenes fisiológicamente racionales del trabajo y del
descanso, la fundamentación fisiológica de las normas del tiempo para los trabajo
manuales, la elaboración de las suposiciones psíquicas y fisiológicas fundamentales
acerca del perfeccionamiento de los equipos e instrumentos; y
el descubrimiento y el estudio de las reacciones fisiológicas del organismo con
respecto al medio ambiente laboral.
Durante la elaboración del plan general de las actividades técnico - organizativas se
deben tener en cuenta las recomendaciones tanto acerca de la fisiología como de la
psicología del trabajo. La preparación sociológica de la producción debe dirigirse a la
solución del los problemas fundamentales siguientes:
la creación de un colectivo capaz de realizar de una forma más efectiva las tareas
de la producción;
la elaboración de recomendaciones para la selección de los cuadros, para prevenir
las situaciones conflictivas, y hacer reposar el papel del dirigente en el trabajo
educacional;
el perfeccionamiento de las formas del estímulo material;
la organización de una serie de actividades (celebrar con el colectivo de
acontecimientos como la formación de una nueva familia, el nacimiento de un niño,
la jubilación, el aniversario de trabajadores destacados, etcétera);
el aseguramiento de los círculos infantiles para los hijos de los obreros;
la organización del sistema de alimentación y sanidad pública en el centro; etc.
La preparación sociológica de la producción de reparación, unida a la obtención de
buenos índices productivos, permite disminuir la falta de preparación de los cuadros, el
número de ausencia al trabajo y las llegadas tarde al trabajo. La preparación sociológica
de la producción también debe ser incluida en el sistema de la actividad técnico -
organizativa del plan.
1.6. Características generales del automóvil Lada.
LADA es una marca comercial perteneciente al fabricante de automóviles ruso AutoVaz,
anteriormente llamada simplemente VAZ (Volzhski Automobillni Zavod). Su lema desde
su fundación en 1966 es “Continúa el movimiento”. Se ha caracterizado siempre por
realizar modelos de automóviles (como los realizados para la policía moscovita) baratos
y duraderos, de bajo consumo, aunque de prestaciones y diseño limitados. Actualmente
AutoVaz comercializa modelos según la tradición de la firma, aunque ha depurado
mucho sus diseños.
Entre los modelos nuevos están los de la serie 110, entre éstos: 2110 Sedán, 2111
Station Wagon, y 2112 Hatch Back. Todos han sido bautizados de manera diferente por
países: en Argentina el modelo 2110 Sedán ha sido bautizado como Afalina, en
Venezuela se llama Aquarius; en Grecia el modelo 2112 (Hatch Back) se llama Venus
2112, y en Venezuela Glacial 2112. Los modelos más nuevos son el Kalina 1118 y el
LADA Priora. El modelo más popular y prestigioso de VAZ es el LADA 4x4 2121,
conocido mundialmente como Niva; éste modelo ha ganado competiciones y ha llegado
a lugares remotos como el Ártico.
La producción actual de la planta de fabricación de LADA en Togliatti (región del Volga
Central, Rusia), produce todas las piezas metálicas del vehículo en sus departamentos
Metalúrgico y de Prensado. La alta tecnología usada en la fabricación de las piezas,
basada en el uso de bobinas de metal en lugar de planchas, permite un mayor ahorro
de metal y una gran resistencia a la corrosión, reduciendo al mismo tiempo la mano de
obra necesaria para su ensamblado. Actualmente LADA ha lanzado al mercado unos
nuevos modelos de vehículos, como el LADA Concept, Calina, nuevo Niva, Revolution y
LADA Roadster, los cuales cuentan con 26 moderno y atractivo diseño, alta tecnología,
calidad y buenos precios.
La penetración de LADA en algunos países ha sido como sigue:
España: aunque en los años 1980 y los primeros 1990 tuviera más arraigo con
modelos como Samara, durante unos años comercializó sólo Niva y la serie
110/111/112 llegando a ventas prácticamente anecdóticas. Desde septiembre de
2007, se comercializan los Kalina 1118, 1119 y versiones del Niva 4x4. Para 2008
llegó el Priora 2170 y la variante familiar del Kalina (1117). Con las nuevas gamas
LADA está en recuperación de cuota en el mercado español de turismos, luchando
con los modelos económicos de Tata o Dacia.
Ecuador: ingresó al mercado durante la década de 1970 y la importación terminó a
mediados de la década de 1990. En 2000, AutoVaz se asoció con la fábrica local
AYMESA para producir el LADA Niva 1.7i. Inicialmente se produjeron 2 versiones:
estándar y DLX, que incluía molduras plásticas y aire acondicionado (opcional).
Posteriormente se produjo una variante intermedia, similar a la DLX pero sin
moldura. Esta asociación duró hasta el 2005, desde el cual se reiniciaron las
importaciones de los vehículos. Actualmente se importan los siguientes modelos:
110 (llamado Dinastía), 111 (llamado Premier), 112 (llamado Sport), Kalina, Niva
2121 (3 puertas), Niva 2131 (5 puertas) y el 2107 (llamado Clásico).
Chile: LADA ingresó a fines de la década de 1980, convirtiéndose en una de las
marcas número uno en ventas por más de 10 años. Los modelos eran los 2104,
2105, 2106, 2107, Samara y Niva. En 1998 desapareció completamente. En el año
2007 quedaban muy pocos LADA circulando por las calles y se han visto algunos
abandonados en las calles.
Venezuela: Los modelos más vendidos son: LADA 110 (Aquarius), LADA 111
(Stawra), LADA 112 (Glacial), Niva 2121 (3 Puertas), Niva 2131 (5 puertas) y LADA
2115 (Samara).
Argentina: los modelos comercializados son: LADA 2105 (Laika), LADA 21102
(Afalina), LADA 21099 y LADA 201993 (Samara) y la famosa Niva 2121, conocida
por ser una 4x4 económica y confiable.
Capítulo 2
Capítulo 2: Desarrollo del mantenimiento según el fabricante de LADA.
2.1. Mantenimiento del automóvil LADA según el fabricante de LADA.
El mantenimiento del automóvil resulta imprescindible para que éste pueda circular en
condiciones de seguridad, así como para alargar su vida útil y mantener la economía de
sus operaciones. Si bien algunas operaciones mecánicas sólo deben ser efectuadas por
un taller especializado, siguiendo el plan de mantenimiento recomendado por el
fabricante y/o adaptado a las condiciones de explotación de una locación específica,
existen ciertas comprobaciones de usuario que, realizadas con cierta periodicidad,
favorecen notablemente el estado de conservación del vehículo.
En el caso de la fábrica LADA, ésta recomienda que se realice de acuerdo con el
siguiente plan:
Con un recorrido de 1 200 a 1 800 millas (2 000 a 3 000 km):
1. Comprobar el estado técnico general del automóvil.
2. Comprobar y, si es preciso reapretar las sujeciones de todos los grupos, conjuntos y
piezas del chasis y del motor, incluyendo la culata del bloque, del tubo de admisión y
del colector.
3. Comprobar los niveles y, si es preciso, añadir: líquido en los depósitos de
accionamiento de los frenos y del embrague, líquido refrigerante en el depósito de
expansión, aceite y combustible.
4. Comprobar el estado de carga de la batería de acumuladores, si es preciso,
restablecer el nivel de la densidad del electrólito.
5. Comprobar y, si es preciso ajustar: las holguras entre las levas y las palancas de
accionamiento de las válvulas, el tensado de las correas del generador y de la
cadena de accionamiento del árbol de levas, la puesta a punto de encendido, las
revoluciones de ralentí del motor, el recorrido de seguridad del pedal de embrague,
el freno de estacionamiento, la presión del aire de los neumáticos, el equilibrio de las
ruedas, las holguras de los cojinetes de los cubos de las ruedas delanteras y el
funcionamiento de las cerraduras de las puertas.
6. Comprobar el funcionamiento del grupo regulador, de los instrumentos de control y
de los accesorios de alumbrado. Corregir los desarreglos.
7. Cambiar el filtro de aceite y el aceite del cárter del motor, en la caja de cambios y el
diferencial.
8. Comprobar el estado del guardapolvo de las articulaciones de las barras de
dirección y de los apoyos esféricos.
9. Comprobar en carretera el correcto funcionamiento del automóvil.
Con un recorrido de 5 700 a 6 300 millas (9500 – 10500 km):
1. Comprobar el estado técnico general del automóvil.
2. Comprobar y, si es preciso reapretar las sujeciones de todos los grupos, conjuntos y
piezas del chasis y del motor.
3. Comprobar los niveles y, si es preciso, añadir: líquido en los depósitos de
accionamiento de los frenos y del embrague, líquido refrigerante en el depósito de
expansión, y aceite en la caja de cambios y en el diferencial.
4. Comprobar y, si es preciso ajustar: las holguras entre las levas y las palancas de
accionamiento de las válvulas, el tensado de las correas del generador y de la
cadena de accionamiento del árbol de levas, las holguras entre los electrodos de las
bujías de encendido, las holguras entre los contactos del ruptor, la puesta a punto
del encendido, las revoluciones del ralentí del motor; el funcionamiento del grupo
regulador, de los instrumentos de control y de los accesorios de alumbrado; el
recorrido de seguridad del pedal de embrague, la presión de los neumáticos y el
funcionamiento de las cerraduras de las puertas.
5. Lubricar la varilla de accionamiento del cierre del capot.
6. Lavar y soplar con aire comprimido los filtros del carburador y la bomba de
combustible.
7. Cambiar el elemento filtrante del filtro de aire, el filtro de aceite y el aceite del cárter
del motor.
8. Comprobar el estado de carga de la batería de acumuladores, si es preciso,
restablecer el nivel de la densidad del electrólito.
9. Comprobar el estado del guardapolvo de las articulaciones de las barras de
dirección y de los apoyos esféricos.
10. Comprobar el estado de los forros de fricción de las pastillas de los frenos
delanteros.
11. Permutar las ruedas de acuerdo con el esquema, equilibrar éstas, comprobar y, si es
preciso, ajustar los ángulos de instalación de las ruedas delanteras.
12. Comprobar en carretera el correcto funcionamiento del automóvil.
Con un recorrido de 12 000 millas (20 000 km):
1. Comprobar el estado técnico general del automóvil.
2. Comprobar y, si es preciso reapretar las sujeciones de todos los grupos, conjuntos y
piezas del chasis y del motor.
3. Comprobar los niveles y, si es preciso, añadir: líquido en los depósitos de
accionamiento de los frenos y del embrague, líquido refrigerante en el depósito de
expansión y aceite en la caja de cambios y en el diferencial.
4. Comprobar si hay fuga de líquido de freno y líquido refrigerante, aceite y
combustible.
5. Comprobar y, si es preciso ajustar las holguras entre las levas y las palancas de
accionamiento de las válvulas, el tensado de las correas del generador y de la
cadena de accionamiento del árbol de levas, las holguras entre los electrodos de las
bujías de encendido, las holguras entre los contactos del ruptor, la puesta a punto
del encendido, las revoluciones del ralentí del motor; el funcionamiento del grupo
regulador, de los instrumentos de control y de los accesorios de alumbrado; el
recorrido de seguridad del pedal de embrague, la presión de los neumáticos, el
funcionamiento de las cerraduras de las puertas; el recorrido de seguridad del pedal
del embrague, el juego libre del volante de dirección, el freno de estacionamiento y
la dirección de los haces luminosos de los faros.
6. Cambiar la grasa y ajustar las holguras en los cojinetes de los cubos de las ruedas
delanteras.
7. Cambiar las bujías de encendido.
8. Comprobar el estado de carga de la batería de acumuladores, si es preciso,
restablecer el nivel de la densidad del electrolito.
9. Cambiar el aceite en la caja de cambios y el diferencial.
10. Cambiar el elemento filtrante del filtro de aire, el filtro de aceite y el aceite del cárter
del motor.
11. Lubricar el cojinete del árbol del distribuidor de encendido.
12. Cambiar el filtro de depuración de combustible.
13. Comprobar en carretera el correcto estado del automóvil.
Con estos aspectos se concluye el sistema de mantenimiento según el fabricante, que
se puede acortar o alargar de acuerdo con las condiciones específicas de explotación
del propietario.
2.2. Revisión general del Laboratorio móvil Auto LADA.
En el caso del Laboratorio móvil Auto LADA del Laboratorio automotriz, el estado
técnico del mismo se encontraba en un deterioro paulatino, ya que no funcionaba y
debido a la escasez de recursos materiales que presenta la Universidad (más el poco
apoyo a estas actividades de la administración), no se aseguraban los mínimos medios
para desarrollar el mantenimiento a éste. Esto, unido a que no se ha conseguido el
apoyo institucional suficiente para garantizarle un espacio propio a tal equipo,
contribuyó al deterioro de la mayoría de los sistemas que lo componen.
Primeramente, para determinar el estado técnico del automóvil, se le realizó un
detectado mediante una revisión mecánica a los sistemas que lo componen, hasta
cuantificar las magnitudes de los problemas y establecer las prioridades.
Contenido de la revisión mecánica.
Los elementos inspeccionados son:
• Sistema de dirección.
1. Se comprobó el juego libre del timón.
2. Se revisó el nivel de lubricante en el sector de la dirección.
3. Se verificó la adecuada lubricación de los terminales y rótulas.
• Ruedas y llantas.
1. Se controló el apriete de las tuercas que fijan a los neumáticos (clanes de ruedas).
2. Se comprobó la presión de inflado de los neumáticos en frío. Esta presión debe ser
siempre la recomendada por el fabricante: 34 lb / pulg² (2,39 kgf / cm²).
3. Se comprobó la profundidad límite del dibujo del neumático, que es de 1,6 mm. El
testigo de desgaste se localizó en la banda de rodadura, a la altura de la marca
comercial del neumático o de las letras “TWI”, grabadas en su lateral.
• Motor y elementos mecánicos:
1. Se determinó la tensión de las correas auxiliares, de la distribución y de la bomba de
agua - alternador.
2. Se comprobó la holgura de válvulas del motor.
3. Se verificó el nivel de los siguientes líquidos técnicos:
El nivel de refrigerante del motor, se revisó con el motor frío y se comprobó que
el radiador no tuviera ninguna fuga de líquido refrigerante.
El nivel de lubricante del motor se comprobó que estuviera situado entre las
marcas máximas y mínima de la varilla de verificación.
4. Filtro de combustible: se comprobó su limpieza mediante su extracción, la
verificación a trasluz y mediante la salida a contracorriente del aire soplado.
Sistema de transmisión:
1. Caja de cambios mecánica: se comprobó el nivel de lubricante.
2. Transmisión cardánico: se comprobó el juego libre y su lubricación.
3. Puente propulsor y diferencial: se comprobó el nivel de lubricante. El nivel de aceite
en el diferencial y la caja de cambios siempre se deben de vigilar, debido a que si el
nivel se encuentra por debajo de lo permisible, los engranes del diferencial reciben
mayor desgaste y provoca la fractura y rotura de sus dientes, siendo muy difícil su
recuperación en la mayoría de los casos. Por esa razón se cambian en tales
situaciones, siendo más costoso.
• Carrocería: se comprobó la calidad de la pintura aplicada en todas sus superficies,
que es aceptable para nuestros propósitos.
• Sistema eléctrico:
1. Bujías: se comprobó que llegara la corriente eléctrica al distribuidor de corriente y a
las bujías, ya que éstas son las encargadas de realizar el salto de la chispa dentro
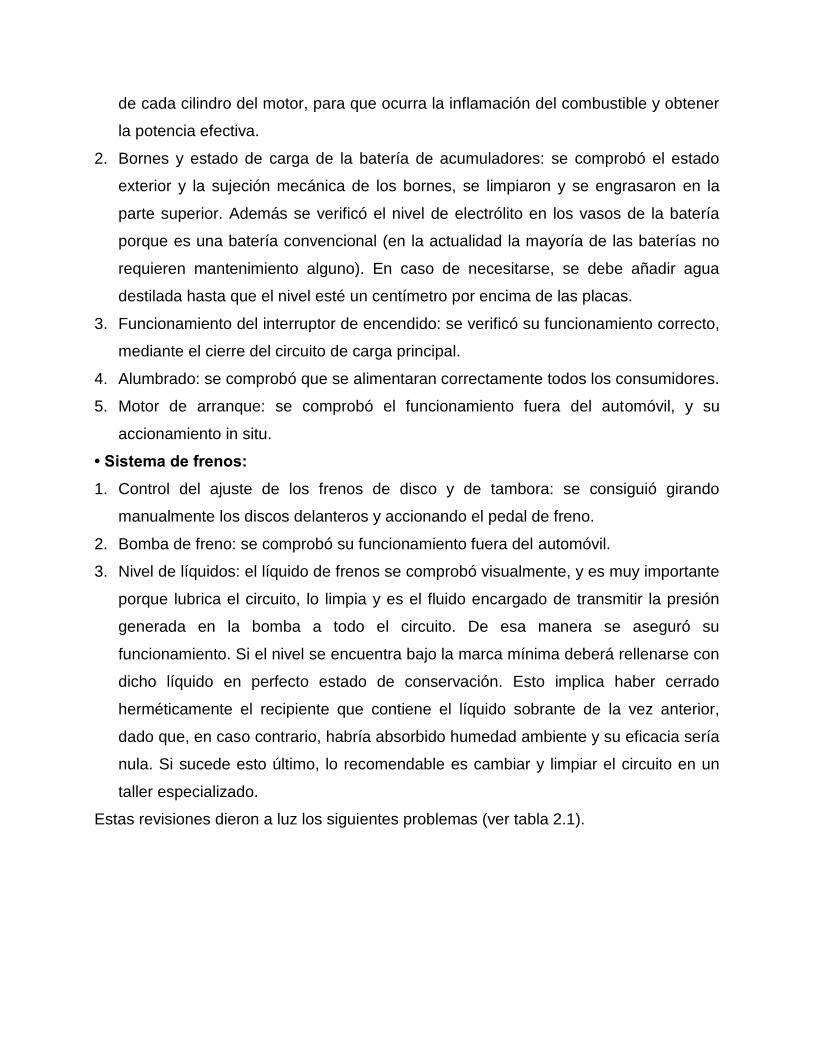
de cada cilindro del motor, para que ocurra la inflamación del combustible y obtener
la potencia efectiva.
2. Bornes y estado de carga de la batería de acumuladores: se comprobó el estado
exterior y la sujeción mecánica de los bornes, se limpiaron y se engrasaron en la
parte superior. Además se verificó el nivel de electrólito en los vasos de la batería
porque es una batería convencional (en la actualidad la mayoría de las baterías no
requieren mantenimiento alguno). En caso de necesitarse, se debe añadir agua
destilada hasta que el nivel esté un centímetro por encima de las placas.
3. Funcionamiento del interruptor de encendido: se verificó su funcionamiento correcto,
mediante el cierre del circuito de carga principal.
4. Alumbrado: se comprobó que se alimentaran correctamente todos los consumidores.
5. Motor de arranque: se comprobó el funcionamiento fuera del automóvil, y su
accionamiento in situ.
• Sistema de frenos:
1. Control del ajuste de los frenos de disco y de tambora: se consiguió girando
manualmente los discos delanteros y accionando el pedal de freno.
2. Bomba de freno: se comprobó su funcionamiento fuera del automóvil.
3. Nivel de líquidos: el líquido de frenos se comprobó visualmente, y es muy importante
porque lubrica el circuito, lo limpia y es el fluido encargado de transmitir la presión
generada en la bomba a todo el circuito. De esa manera se aseguró su
funcionamiento. Si el nivel se encuentra bajo la marca mínima deberá rellenarse con
dicho líquido en perfecto estado de conservación. Esto implica haber cerrado
herméticamente el recipiente que contiene el líquido sobrante de la vez anterior,
dado que, en caso contrario, habría absorbido humedad ambiente y su eficacia sería
nula. Si sucede esto último, lo recomendable es cambiar y limpiar el circuito en un
taller especializado.
Estas revisiones dieron a luz los siguientes problemas (ver tabla 2.1).

Tabla 2.1. Problemas encontrados, causas y solución, por sistemas del automóvil.
Sistemas: Dificultades
encontradas:
Causas que lo
provocaron: Solución:
Sistema de
frenado.
No existía el depósito
de líquido de freno.
Destrucción del
depósito anterior.
Se montó un depósito en
mejor estado.
La bomba de freno no
funcionaba.
Desgaste de las
zapatillas de la
bomba.
Reparación de la bomba
de freno.
Sistema de
transmisión.
Los cardanes se encon-
traban soldados a las
barras de transmisión.
Desgaste de las
crucetas.
Extracción de los carda-
nes y su sustitución.
Sistema de
embrague.
Las bombas principal y
auxiliar se encontraban
atascadas.
El tiempo sin uso y
zapatillas en mal
estado.
Reparación de la bomba
principal y auxiliar.
Motor. Sello del cigüeñal. Salidero de aceite. Se cambió el sello.
Caja de
cambios.
La caja de cambios
expulsaba la cuarta
marcha.
Desgaste del
piñón del eje de
mando y la horqui-
lla. Falta la aran-
dela sincrónica del
eje de mando.
Se restituyeron las
formas originales por
soldadura en un taller
especializado. Se puso
la arandela.
En las revisiones a los sistemas antes mencionados se encontraron problemas que
condujeron a desarrollar un mantenimiento correctivo en la mayoría de los casos, ya
que en estos se perdía la capacidad de funcionamiento del mismo.
2.3. Desarrollo de los trabajos realizados para la recuperación del laboratorio
móvil “Auto LADA” del Laboratorio Automotriz.
Teniendo en cuenta las agravantes existentes en el Laboratorio automotriz para realizar
adecuadamente la política y el sistema de mantenimiento preventivo planificado, se
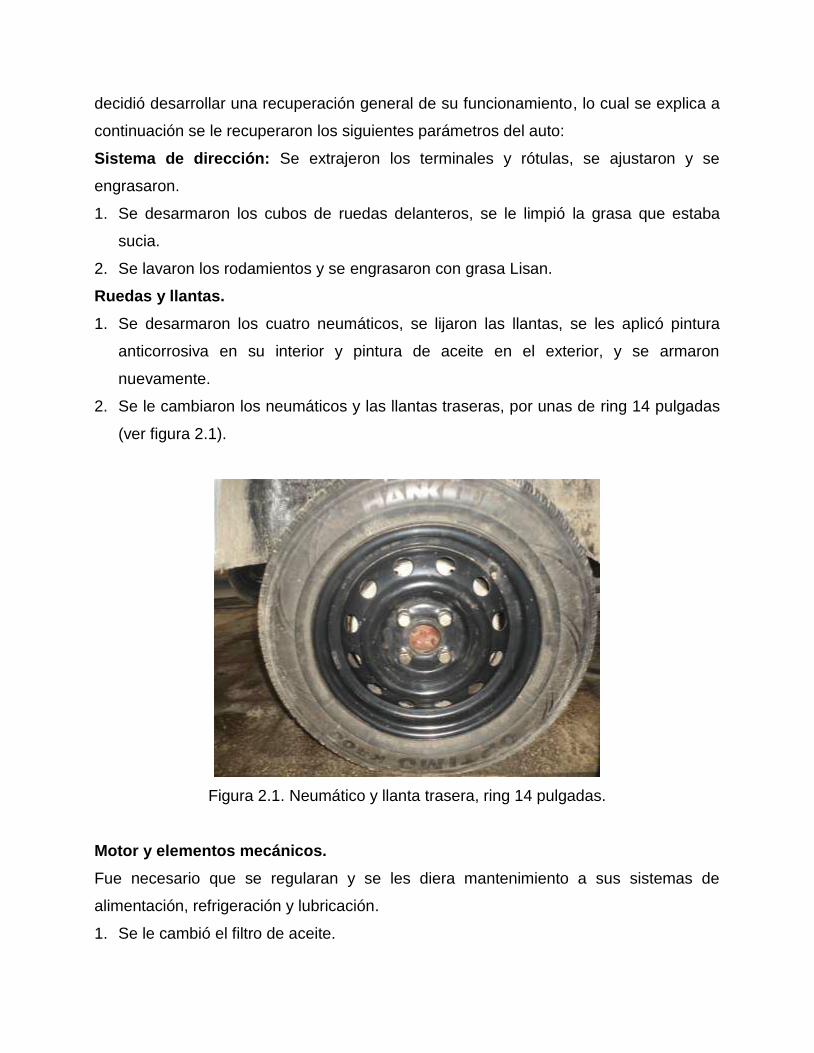
decidió desarrollar una recuperación general de su funcionamiento, lo cual se explica a
continuación se le recuperaron los siguientes parámetros del auto:
Sistema de dirección: Se extrajeron los terminales y rótulas, se ajustaron y se
engrasaron.
1. Se desarmaron los cubos de ruedas delanteros, se le limpió la grasa que estaba
sucia.
2. Se lavaron los rodamientos y se engrasaron con grasa Lisan.
Ruedas y llantas.
1. Se desarmaron los cuatro neumáticos, se lijaron las llantas, se les aplicó pintura
anticorrosiva en su interior y pintura de aceite en el exterior, y se armaron
nuevamente.
2. Se le cambiaron los neumáticos y las llantas traseras, por unas de ring 14 pulgadas
(ver figura 2.1).
Figura 2.1. Neumático y llanta trasera, ring 14 pulgadas.
Motor y elementos mecánicos.
Fue necesario que se regularan y se les diera mantenimiento a sus sistemas de
alimentación, refrigeración y lubricación.
1. Se le cambió el filtro de aceite.
2. Se le realizó el cambio de aceite.
3. Se extrajeron el plato opresor, el volante y la tapeta, donde se encuentra el sello del
cigüeñal y se le cambió, porque resumía aceite y puede causar daños.
4. El carburador se desarmó, se lavó, se le echó aire a presión en una instalación
compresora para extraer la suciedad, se le pusieron las juntas nuevas y se armó.
5. Los platinos se sacaron, se les pasó entre los contactos una lija fina (número 360) y
se calibró mediante un calibrador de galgas.
6. Se le puso un condensador en mejor estado.
7. Se cambió la junta de la tapa de los balancines.
Carrocería.
1. Se le realizó la limpieza general, con agua y detergente.
Sistema eléctrico.
1. Se detectó que los conductores del subsistema de iluminación no estaban
conectados, y por lo tanto no tenía ningún tipo de luces.
2. Se le montó otro alternador, porque el que tenía estaba trancado.
3. Se le puso una batería de acumuladores.
Sistema de frenos.
1. Se le quitó la bomba de frenos, se mandó a reparar, se limpiaron las zapatas, las
tamboras y las pastillas de derrames anteriores de aceite y líquidos. La secuencia de
líquidos de limpieza fue la siguiente: agua, agua con detergente, agua y gasolina.
2. Se le cambiaron las zapatillas a los cilindros de accionamiento de las zapatas del
freno trasero, que se encontraban trancados y no permitía del funcionamiento del
sistema.
3. Se le ajustó el soporte de las zapatas, que rozaban con las tamboras respectivas.
En la figura 2.2 se muestra la bomba de frenos, y en la figura 2.3 el sistema de frenos
traseros.

Figura 2.2. Bomba de frenos.
Figura 2.3. Sistema de frenos traseros
Sistema de estacionamiento (o freno de mano).
Se montó el sistema de freno de estacionamiento que poseía la palanca, pero no
presentaban las placas espaciadoras, y la palanca del accionamiento manual de las
zapata. Esto se muestra en la figura 2.4.
Figura 2.4. Montaje del sistema de accionamiento del
freno de estacionamiento.
Comprobación y reparación del freno de estacionamiento.
Se comprobaron minuciosamente el estado de las piezas del freno de estacionamiento.
Si se revelan roturas o rozadura de los alambres, el cable debe de cambiarse. Se
comprobó que los dientes del sector y del trinquete del mango no estuvieran
deteriorados; las piezas muy desgastadas se cambian.
Para comprobar el buen estado del muelle, éste debe asegurar el retorno de la palanca
a la posición de inactividad, cuando se le quita el seguro.
Se comprobó el estado de la envoltura del cable trasero y la sujeción de los terminales
en la envoltura. Se aseguró que el cable se desplaza libremente en la envoltura. Si está
deteriorada la envoltura y aflojada la sujeción de los terminales, se debe cambiar el
cable.
Sistema de embrague.
Se le reparó la bomba principal y auxiliar, y se le adaptó el depósito del líquido de un
filtro de gasolina del auto Geely (ver las figuras 2.5 y 2.6).

Figura 2.5. Bomba auxiliar.
Figura 2.6. Adaptación del filtro de gasolina del auto Geely al depósito
del líquido de embrague del LADA.
Montaje de las piezas del sistema de frenos.
Después que se montaron las piezas antes vistas, se le agregó líquido al sistema de
frenos y se purgaron todos los conductos, para que no quedara aire por las tuberías, y
levantara el pedal.
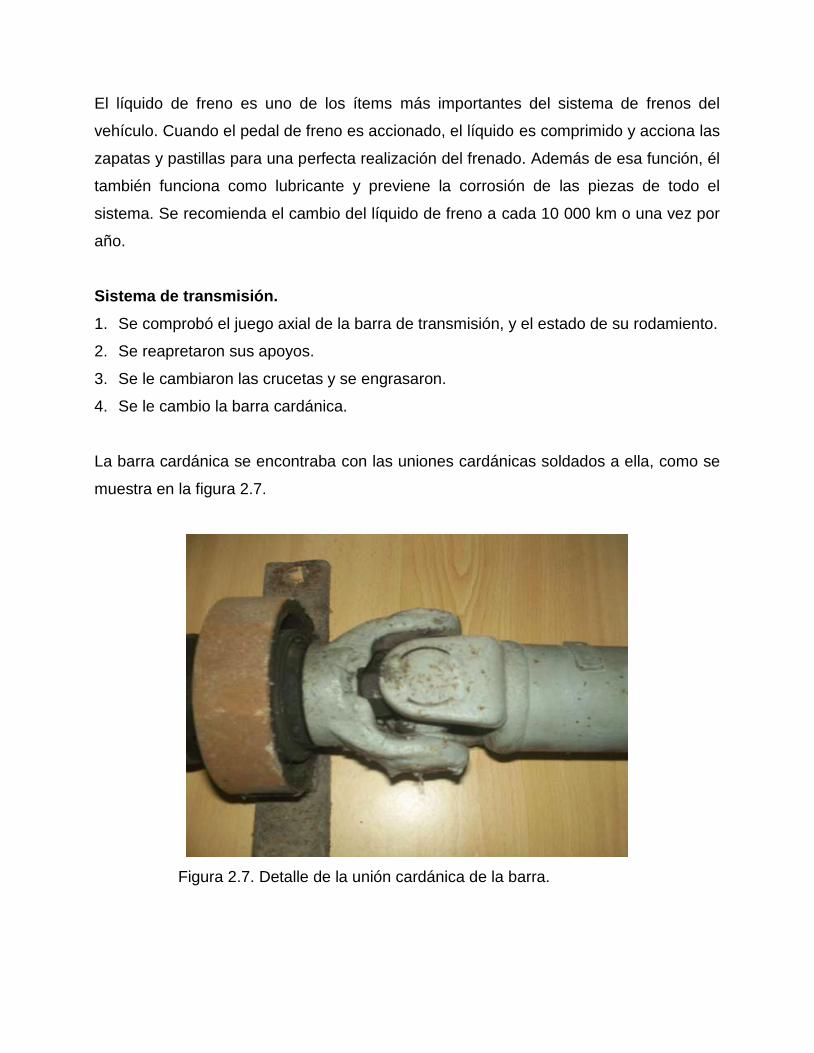
El líquido de freno es uno de los ítems más importantes del sistema de frenos del
vehículo. Cuando el pedal de freno es accionado, el líquido es comprimido y acciona las
zapatas y pastillas para una perfecta realización del frenado. Además de esa función, él
también funciona como lubricante y previene la corrosión de las piezas de todo el
sistema. Se recomienda el cambio del líquido de freno a cada 10 000 km o una vez por
año.
Sistema de transmisión.
1. Se comprobó el juego axial de la barra de transmisión, y el estado de su rodamiento.
2. Se reapretaron sus apoyos.
3. Se le cambiaron las crucetas y se engrasaron.
4. Se le cambio la barra cardánica.
La barra cardánica se encontraba con las uniones cardánicas soldados a ella, como se
muestra en la figura 2.7.
Figura 2.7. Detalle de la unión cardánica de la barra.
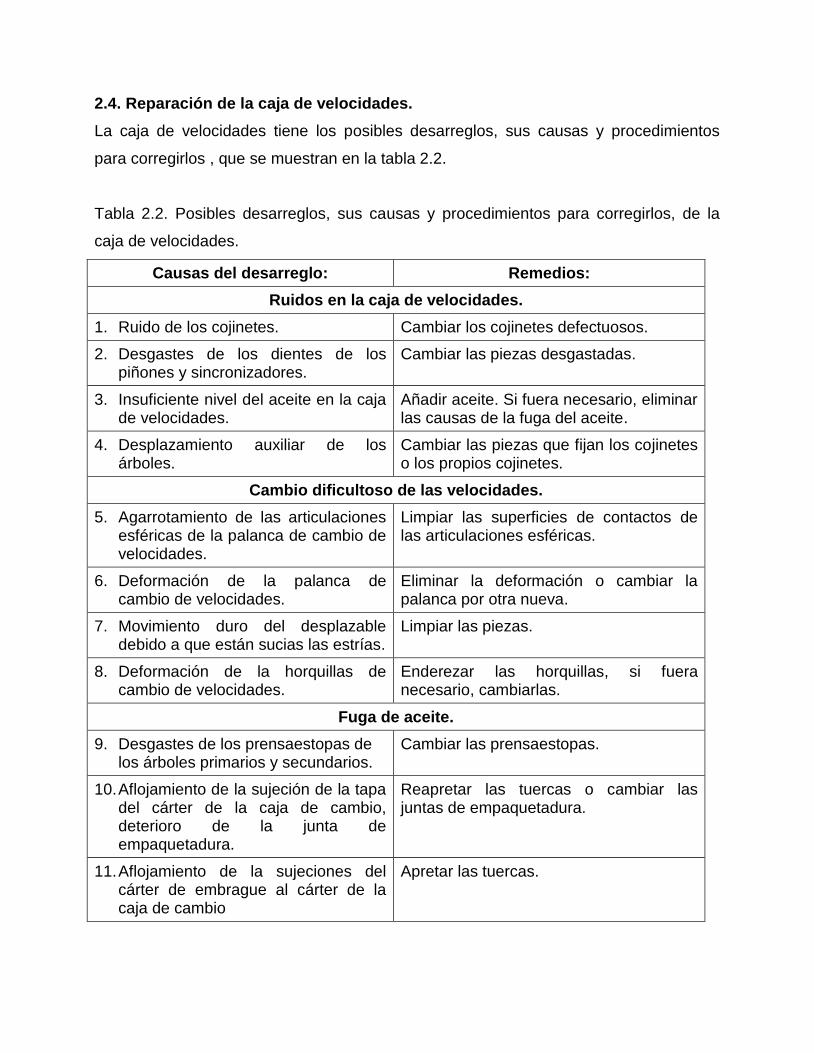
2.4. Reparación de la caja de velocidades.
La caja de velocidades tiene los posibles desarreglos, sus causas y procedimientos
para corregirlos , que se muestran en la tabla 2.2.
Tabla 2.2. Posibles desarreglos, sus causas y procedimientos para corregirlos, de la
caja de velocidades.
Causas del desarreglo: Remedios:
Ruidos en la caja de velocidades.
1. Ruido de los cojinetes. Cambiar los cojinetes defectuosos.
2. Desgastes de los dientes de los piñones y sincronizadores.
Cambiar las piezas desgastadas.
3. Insuficiente nivel del aceite en la caja de velocidades.
Añadir aceite. Si fuera necesario, eliminar las causas de la fuga del aceite.
4. Desplazamiento auxiliar de los árboles.
Cambiar las piezas que fijan los cojinetes o los propios cojinetes.
Cambio dificultoso de las velocidades.
5. Agarrotamiento de las articulaciones esféricas de la palanca de cambio de velocidades.
Limpiar las superficies de contactos de las articulaciones esféricas.
6. Deformación de la palanca de cambio de velocidades.
Eliminar la deformación o cambiar la palanca por otra nueva.
7. Movimiento duro del desplazable debido a que están sucias las estrías.
Limpiar las piezas.
8. Deformación de la horquillas de cambio de velocidades.
Enderezar las horquillas, si fuera necesario, cambiarlas.
Fuga de aceite.
9. Desgastes de los prensaestopas de los árboles primarios y secundarios.
Cambiar las prensaestopas.
10. Aflojamiento de la sujeción de la tapa del cárter de la caja de cambio, deterioro de la junta de empaquetadura.
Reapretar las tuercas o cambiar las juntas de empaquetadura.
11. Aflojamiento de la sujeciones del cárter de embrague al cárter de la caja de cambio
Apretar las tuercas.
2.4.1. Metodología para el desarme de la caja de velocidades del automóvil LADA.
La metodología empleada para el desarme de la caja de velocidades del automóvil
LADA es la propuesta por el fabricante.
Despiece.
Lavar la caja e instalarla en un banco. Vaciar el aceite y quitar la tapa inferior.
Quitar la horquilla de mando de desarme y el casquillo guía de la tapa delantera de
la caja, el collar con el cojinete y el muelle de unión.
Quitar el cárter de desembrague con la junta y la tapa delantera de la caja (junto con
el prensaestopas y la arandela elástica).
Quitar el interruptor de la linterna de la marcha atrás prestando atención para no
deformar su cuerpo.
Desenroscar el tornillo de la horquilla de cambio de las velocidades 3 y 4. Instalar en
el árbol primario. O conectar dos velocidades al mismo tiempo. Esto impedirá el giro
de los árboles primario y secundario e intermediario y permitirá ejecutar las
siguientes operaciones para el despiece.
Quitar el anillo de retención del extremo del árbol secundario de la caja.
Enderezando la arandela de retención, desenroscar la tuerca en unas cuantas
vueltas, para desplazar el anillo de centraje del acoplamiento elástico y enroscar de
nuevo la tuerca.
Quitar del extremo del árbol secundario la empaquetadura del anillo de centraje del
acoplamiento elástico, desenroscar la tuerca.
Quitar la tapa trasera de la caja desenroscando las tuercas que la sujetan y el
tornillo de limitación de la carrera transversal de la palanca de cambio de
velocidades, para liberar ésta de las barras de cambio de velocidades.
Quitar del árbol secundario el cojinete trasero y después el casquillo distansiador del
cojinete.
Quitar el anillo de retención del piñón conductor de la marcha atrás del árbol
intermediario.
Quitar el piñón y la arandela elástica.
Quitar el árbol secundario y el anillo de retención del piñón conducido de la marcha
atrás, presionando la arandela elástica, para quitar la carga del anillo del anillo de
retención. Quitar del eje el piñón intermediario de la marcha atrás.
Con ayuda de mandriles perfilados (de tipo destornillador) y botadores, sacar del
cárter de la caja de cojinete delantero y trasero del árbol intermediario. Marcar los
aros interiores del cojinete delantero de dos filas, para después colocarlos en sus
sitios en el aro exterior del cojinete. Sacar del cárter de la caja, el árbol
intermediario.
Quitar la tapa de los fijadores de las barras con las juntas, sacar del cárter de la caja
la barra de la horquilla de conexión de la marcha atrás, y la barra de la horquilla de
cambio de las velocidades 3 y 4. Desenroscar el tornillo de sujeción de la horquilla
de las velocidades 1 y 2, y sacar la barra de cambio de la horquilla. Al sacar la barra
sacar al mismo tiempo los tres entredados del bloqueo.
Quitar la placa de retención del cojinete intermedio del árbol y el eje del piñón
intermedio de la marcha atrás. Sacar el árbol primario junto al cojinete y el anillo del
sincronizador y quitar del exterior delantero del árbol secundario el cojinete de aguja.
Expulsar del cojinete intermedio del árbol secundario, sacar el cojinete intermedio, e
inclinado, extraer del cárter el conjunto del árbol secundario de los piñones,
desplazarles y anillo del sincronizador. Quitar del árbol el desplazable del
sincronizador de las velocidades 3 y 4.
Desarme del árbol primario.
1. Quitar el anillo de retención, el anillo de bloqueo y el muelle del sincronizador.
2. Instalar el árbol de la prensa, y comprimido con el mandril la arandela eléctrica quitar
el anillo de retención, y luego la arandela eléctrica del cojinete.
Desarme del árbol secundario.
1. Quitar por el lado trasero del árbol del piñón de la 1 velocidad con el casquillo, el
cubo con el desplazable de las velocidades 1 y 2 en el piñón de la velocidad 2, junto
con el anillo de bloqueo del sincronizador.
2. Instalar el árbol secundario del mandril en la prensa, colocar debajo del piñón de la
3ra velocidad los semianillos de apoyo, y presionando con el mandril la arandela
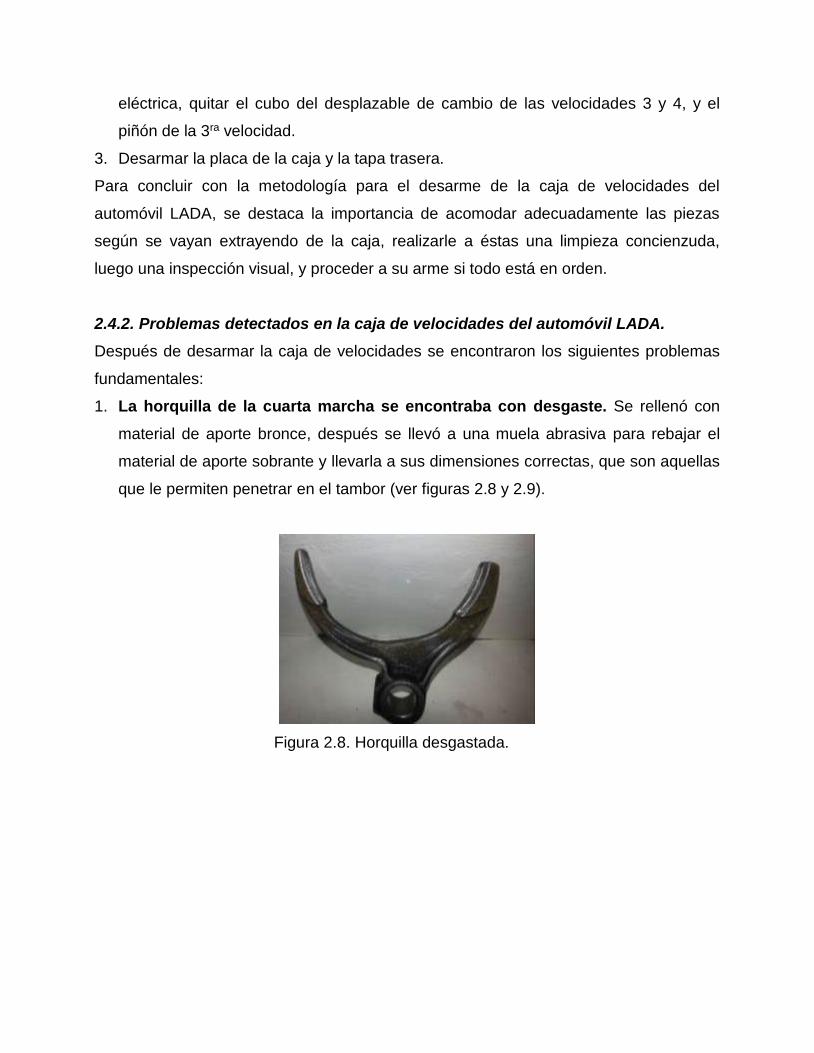
eléctrica, quitar el cubo del desplazable de cambio de las velocidades 3 y 4, y el
piñón de la 3ra velocidad.
3. Desarmar la placa de la caja y la tapa trasera.
Para concluir con la metodología para el desarme de la caja de velocidades del
automóvil LADA, se destaca la importancia de acomodar adecuadamente las piezas
según se vayan extrayendo de la caja, realizarle a éstas una limpieza concienzuda,
luego una inspección visual, y proceder a su arme si todo está en orden.
2.4.2. Problemas detectados en la caja de velocidades del automóvil LADA.
Después de desarmar la caja de velocidades se encontraron los siguientes problemas
fundamentales:
1. La horquilla de la cuarta marcha se encontraba con desgaste. Se rellenó con
material de aporte bronce, después se llevó a una muela abrasiva para rebajar el
material de aporte sobrante y llevarla a sus dimensiones correctas, que son aquellas
que le permiten penetrar en el tambor (ver figuras 2.8 y 2.9).
Figura 2.8. Horquilla desgastada.
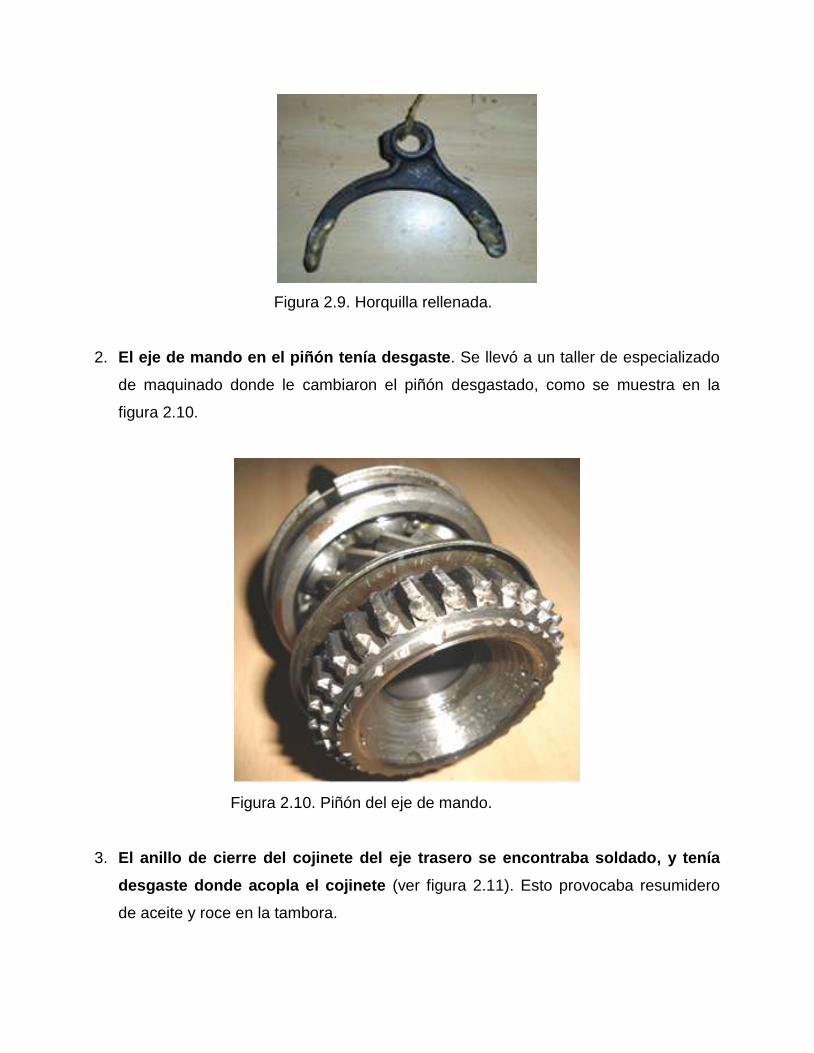
Figura 2.9. Horquilla rellenada.
2. El eje de mando en el piñón tenía desgaste. Se llevó a un taller de especializado
de maquinado donde le cambiaron el piñón desgastado, como se muestra en la
figura 2.10.
Figura 2.10. Piñón del eje de mando.
3. El anillo de cierre del cojinete del eje trasero se encontraba soldado, y tenía
desgaste donde acopla el cojinete (ver figura 2.11). Esto provocaba resumidero
de aceite y roce en la tambora.
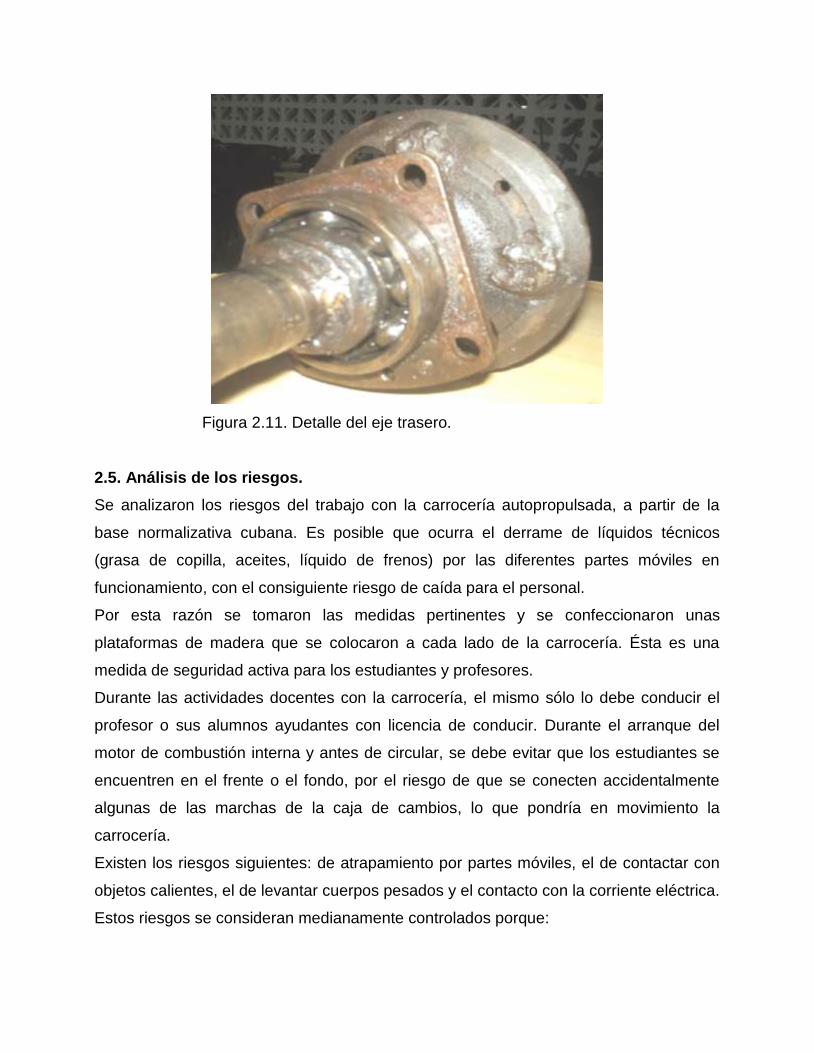
Figura 2.11. Detalle del eje trasero.
2.5. Análisis de los riesgos.
Se analizaron los riesgos del trabajo con la carrocería autopropulsada, a partir de la
base normalizativa cubana. Es posible que ocurra el derrame de líquidos técnicos
(grasa de copilla, aceites, líquido de frenos) por las diferentes partes móviles en
funcionamiento, con el consiguiente riesgo de caída para el personal.
Por esta razón se tomaron las medidas pertinentes y se confeccionaron unas
plataformas de madera que se colocaron a cada lado de la carrocería. Ésta es una
medida de seguridad activa para los estudiantes y profesores.
Durante las actividades docentes con la carrocería, el mismo sólo lo debe conducir el
profesor o sus alumnos ayudantes con licencia de conducir. Durante el arranque del
motor de combustión interna y antes de circular, se debe evitar que los estudiantes se
encuentren en el frente o el fondo, por el riesgo de que se conecten accidentalmente
algunas de las marchas de la caja de cambios, lo que pondría en movimiento la
carrocería.
Existen los riesgos siguientes: de atrapamiento por partes móviles, el de contactar con
objetos calientes, el de levantar cuerpos pesados y el contacto con la corriente eléctrica.
Estos riesgos se consideran medianamente controlados porque:
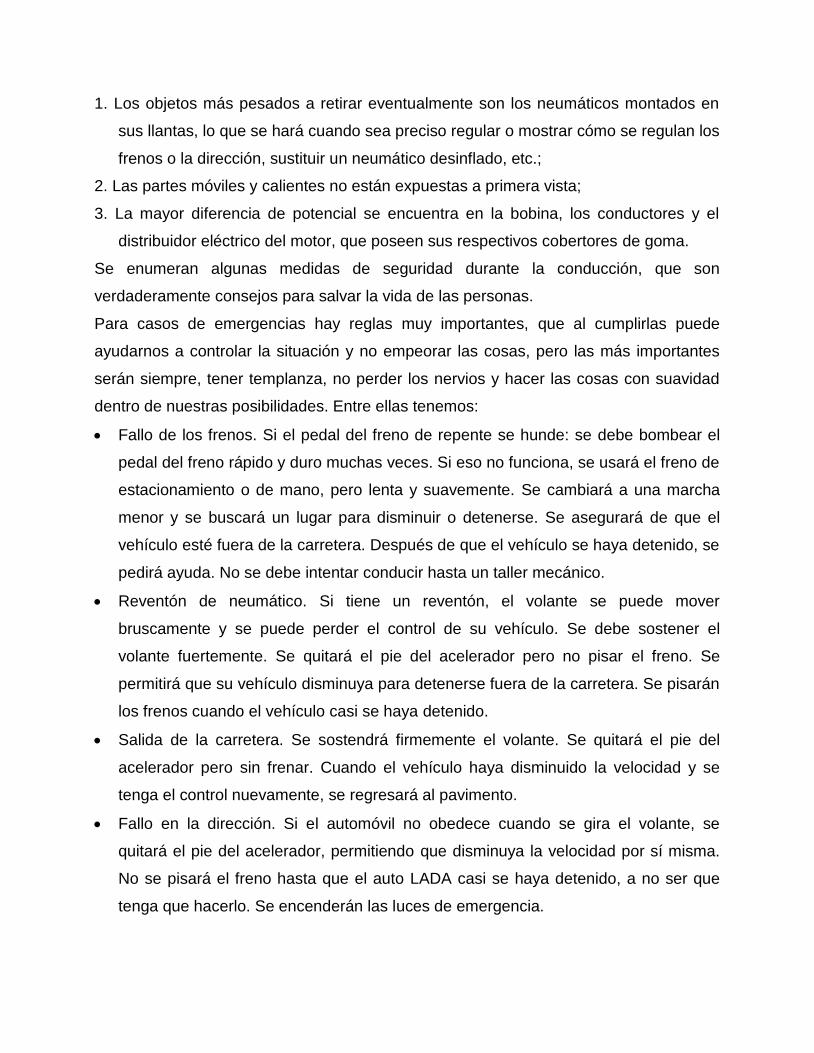
1. Los objetos más pesados a retirar eventualmente son los neumáticos montados en
sus llantas, lo que se hará cuando sea preciso regular o mostrar cómo se regulan los
frenos o la dirección, sustituir un neumático desinflado, etc.;
2. Las partes móviles y calientes no están expuestas a primera vista;
3. La mayor diferencia de potencial se encuentra en la bobina, los conductores y el
distribuidor eléctrico del motor, que poseen sus respectivos cobertores de goma.
Se enumeran algunas medidas de seguridad durante la conducción, que son
verdaderamente consejos para salvar la vida de las personas.
Para casos de emergencias hay reglas muy importantes, que al cumplirlas puede
ayudarnos a controlar la situación y no empeorar las cosas, pero las más importantes
serán siempre, tener templanza, no perder los nervios y hacer las cosas con suavidad
dentro de nuestras posibilidades. Entre ellas tenemos:
Fallo de los frenos. Si el pedal del freno de repente se hunde: se debe bombear el
pedal del freno rápido y duro muchas veces. Si eso no funciona, se usará el freno de
estacionamiento o de mano, pero lenta y suavemente. Se cambiará a una marcha
menor y se buscará un lugar para disminuir o detenerse. Se asegurará de que el
vehículo esté fuera de la carretera. Después de que el vehículo se haya detenido, se
pedirá ayuda. No se debe intentar conducir hasta un taller mecánico.
Reventón de neumático. Si tiene un reventón, el volante se puede mover
bruscamente y se puede perder el control de su vehículo. Se debe sostener el
volante fuertemente. Se quitará el pie del acelerador pero no pisar el freno. Se
permitirá que su vehículo disminuya para detenerse fuera de la carretera. Se pisarán
los frenos cuando el vehículo casi se haya detenido.
Salida de la carretera. Se sostendrá firmemente el volante. Se quitará el pie del
acelerador pero sin frenar. Cuando el vehículo haya disminuido la velocidad y se
tenga el control nuevamente, se regresará al pavimento.
Fallo en la dirección. Si el automóvil no obedece cuando se gira el volante, se
quitará el pie del acelerador, permitiendo que disminuya la velocidad por sí misma.
No se pisará el freno hasta que el auto LADA casi se haya detenido, a no ser que
tenga que hacerlo. Se encenderán las luces de emergencia.

Fallo en las luces. Si las luces se funden se tratará de encender de nuevo el
alumbrado, accionando otra vez el interruptor: eso puede hacer que se enciendan
de nuevo. Si eso no funciona, se encenderán las luces de emergencia. Se debe salir
de la carretera, pero dejando puestas éstas luces.
Si el acelerador se queda actuando, retirar el pie del acelerador. Se introducirá el pie
debajo del acelerador, tratando de liberarlo. Si eso no funciona, se cambiará la
marcha a punto muerto y se frenará para disminuir la velocidad, pero nunca
bruscamente. Se saldrá de la carretera en cuanto se pueda.
Visión bloqueada. Si el capot se abre de repente, fallan los limpiaparabrisas, o algo
más bloquea la visión, se bajará la ventana para que se pueda ver alrededor de lo
que está bloqueando la vista. Se encenderán las luces de emergencia y se sacará el
automóvil de la carretera.
Se detecta un vehículo que se aproxima en sentido contrario en su carril. Se
disminuirá la velocidad, poniendo el automóvil a la derecha, accionando el claxon y
haciendo señales con las luces largas. Nunca se girará hacia el carril de la izquierda,
porque el otro conductor puede regresar a ése carril también y las consecuencias
legales de tal proceder serían perjudiciales para nosotros.
Estas recomendaciones son genéricas, no se deben memorizar sino interiorizar, por el
gran componente subjetivo que implica la conducción de un vehículo.
2.6. Evaluación técnico – económica de los trabajos realizados.
Un trabajo de estas características se complementa con una evaluación técnico –
económica. La evaluación técnica se realizó a partir de la conformidad con las
recomendaciones del fabricante, y la evaluación económica por el costo de los trabajos
realizados (ver tabla 2.3). La estimación económica indica la importancia del trabajo de
recuperación realizado por el diplomante.
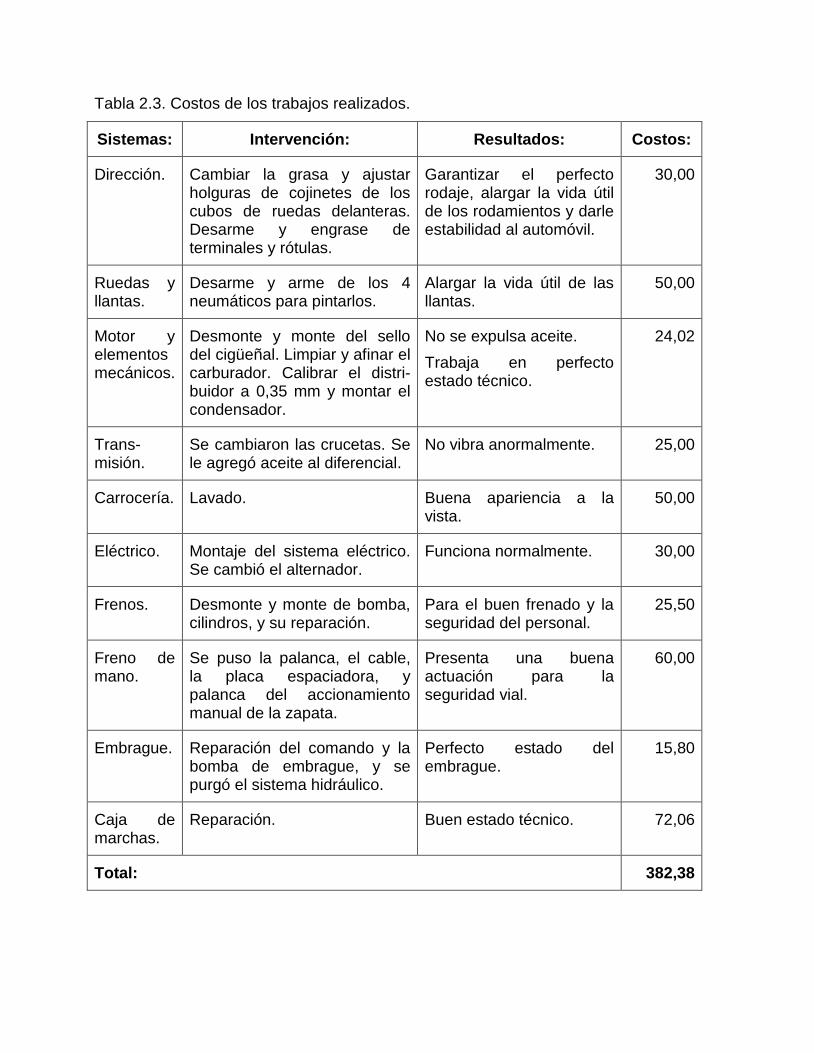
Tabla 2.3. Costos de los trabajos realizados.
Sistemas: Intervención: Resultados: Costos:
Dirección. Cambiar la grasa y ajustar holguras de cojinetes de los cubos de ruedas delanteras. Desarme y engrase de terminales y rótulas.
Garantizar el perfecto rodaje, alargar la vida útil de los rodamientos y darle estabilidad al automóvil.
30,00
Ruedas y llantas.
Desarme y arme de los 4 neumáticos para pintarlos.
Alargar la vida útil de las llantas.
50,00
Motor y elementos mecánicos.
Desmonte y monte del sello del cigüeñal. Limpiar y afinar el carburador. Calibrar el distri-buidor a 0,35 mm y montar el condensador.
No se expulsa aceite.
Trabaja en perfecto estado técnico.
24,02
Trans-misión.
Se cambiaron las crucetas. Se le agregó aceite al diferencial.
No vibra anormalmente. 25,00
Carrocería. Lavado. Buena apariencia a la vista.
50,00
Eléctrico. Montaje del sistema eléctrico. Se cambió el alternador.
Funciona normalmente. 30,00
Frenos. Desmonte y monte de bomba, cilindros, y su reparación.
Para el buen frenado y la seguridad del personal.
25,50
Freno de mano.
Se puso la palanca, el cable, la placa espaciadora, y palanca del accionamiento manual de la zapata.
Presenta una buena actuación para la seguridad vial.
60,00
Embrague. Reparación del comando y la bomba de embrague, y se purgó el sistema hidráulico.
Perfecto estado del embrague.
15,80
Caja de marchas.
Reparación. Buen estado técnico. 72,06
Total: 382,38
Conclusiones

Conclusiones.
1) Se cumplió el objetivo de realizar la reparación general del Laboratorio móvil “Auto
LADA” del Laboratorio Automotriz de la Carrera de Ingeniería Mecánica de la
Universidad de Holguín “Oscar Lucero Moya”.
2) La compleja reparación de los sistemas de dirección, transmisión, eléctrico y frenos
del Auto LADA permitieron recuperarlos de la baja técnica.
3) El costo de los trabajos realizados 382,38 CUP es relativamente modesto, para el
significado del Laboratorio móvil en la docencia de la Carrera mencionada.
Recomendaciones
Recomendaciones.
1) Dotar al Laboratorio móvil auto LADA de la rueda de repuesto.
2) Dotar al Laboratorio móvil auto LADA de un local adecuado para su
estacionamiento.
3) Tramitar ante la alta dirección de la Universidad de Holguín “Oscar Lucero Moya” la
asignación de los recursos materiales para aplicar una política de mantenimiento
preventivo planificado, o los recursos financieros para subcontratar la misma donde
se brinde tal servicio.
Bibliografía
Bibliografía.
Automóviles LADA 2103 y 2106. Manual para la reparación de los automóviles. Editorial
Autoexport. Moscú, 1974. 79 p. [Autoexport, 1974]
Automóviles LADA 2101, 2102 y 21011. Manual para la reparación. Editorial Autoexport.
Moscú, 1981. 89 p. [Autoexport, 1981]
Automóviles LADA 2104 y 2105. Catálogo de piezas de repuesto. Editorial
Zapchastexport. Moscú, 1986. 105 p. [Autoexport, 1986]
Borovskij, Yuri. Entretenimiento y reparación de automóviles. Editorial Mir. Moscú, 1983.
207 p. [Borovskij, 1983]
Dergachov, A. F. Organización del trabajo en las empresas para la reparación de
automóviles. Moscú, Escuela Superior. 1975. [Dergachov, 1975]
Gost 19504-74: Sistema de mantenimiento técnico y reparación de los medios técnicos.
Orden de entrega y recepción de las reparaciones. Exigencias generales. [Gost
19504-74]
Gost 20831-75: Sistema de mantenimiento técnico y reparación de los medios técnicos.
Orden de realización de los trabajos para la apreciación de la calidad de los
artículos reparados. [Gost 20831-75]
Klevanov, B. V. Reparación del automóvil. Moscú, Editorial del Transporte, 1974.
[Klevanov, 1974]
Lukanin, V. N. Automóviles. Editorial ENPESS. La Habana, 1981. 381 p. [Lukanin, 1981]
Malichev, G. A. Prontuario de la tecnología de la producción del proceso de reparación.
Moscú, Editorial del Transporte, 1977. [Malichev, 1977]
Malichev, G. A. Manual del tecnólogo de la producción de reparación de automóviles,
Moscú, Editorial del Transporte, 1977. [Malichev, 1977a]
Malichev, G. A. Trabajos de reparación de automóviles. Moscú, Editorial del
Transporte, 1978. [Malichev, 1978]
Maslov, N. N. Calidad de la reparación de los automóviles. Moscú, Editorial del
Transporte, 1975. [Maslov, 1975]
Maslov, N. N. Organización de la reparación capital de los automóviles. Kiev, Editora
Técnica, 1977. [Maslov, 1977]
NRMT 002. Centro de Ingeniería del transporte. Transporte Automotor. Reparación de
diferenciales. Proceso tecnológico. Centro de Ingeniería del Transporte (CIT). 12-5-
2004. 12 p. [CIT, 2004]
NRMT 152:04. Transporte automotor. Mantenimiento técnico. Requisitos técnicos
generales. MITRANS. 16-5-2004. 6 p. [MITRANS, 2004]
NRMT 153. Transporte Automotor. Reparación de motores de combustión.
Especificaciones generales de calidad. CIT. 16-5-2004. 5 p. [CIT, 2004]
NRMT 179:04. Transporte Automotor. Limpieza y lavado de los conjuntos, subconjuntos
y elementos mecánicos. Indicaciones generales. MITRANS. 19-5-2004. 19 p.
[MITRANS, 2004]
NRMT 201:87. Transporte automotor. Reparación de carrocerías. Proceso tecnológico.
MITRANS. 1987. [MITRANS, 1987]
NC 19-02-01:80. SNPHT Procesos tecnológicos. Requisitos generales de seguridad.
Ministerio de Trabajo y Seguridad Social (MTSS). 1980. [MTSS, 1980]
NC 19-03-36:86. SNPHT Reparación y mantenimiento de vehículos. Requisitos
generales de seguridad. MTSS. 1986. [MTSS, 1986]
Rodríguez Gil, Carlos. Tecnología de la Explotación Técnica. Santiago de Cuba, 1988.
271 p. [Rodríguez, 1988]
Sozontova, E. A. La calidad de la reparación general de los automóviles. MITRANS,
ISPJAE, 1980. [Sozontova, 1980]
Related Documents











