RELATÓRIO DE ESTÁGIO SUPERVISIONADO EMPRESA GOIASA GOIATUBA ALCOOL LTDA ESTAGIÁRIO ALEXANDRE GUIMARÃES DOS SANTOS ITUMBIARA Fevereiro/2011

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
EMPRESA
GOIASA GOIATUBA ALCOOL LTDA
ESTAGIÁRIO
ALEXANDRE GUIMARÃES DOS SANTOS
ITUMBIARA Fevereiro/2011
1
SUMÁRIO
INTRODUÇÃO.........................................................................................................................2
OBJETIVO.................................................................................................................................3
DADOS DE IDENTIFICAÇÃO................................................................................................4
HISTÓRICO DA EMPRESA.....................................................................................................6
ATIVIDADES REALIZADAS..................................................................................................7
ANEXOS..................................................................................................................................29
CONCLUSÃO.........................................................................................................................41
BIBLIOGRAFIA......................................................................................................................42
VISTO DOS COORDENADORES..........................................................................................43

2
INTRODUÇÃO
O estágio oferecido pela empresa Goiasa Goiatuba Álcool Ltda. é particularmente
interessante aos alunos que possuem vínculo ao estudo de sistemas elétricos e mecânicos, no que diz
respeito à funcionalidade, manutenção e operação, sendo então, singularmente útil ao curso técnico
em eletromecânica.
3
OBJETIVO
O principal objetivo dos estágios extra-curriculares é a formação adicional e
experiência que o aluno soma durante o período de estágio. O relatório tem a finalidade de expor
a tradição e objetivo da empresa, no intuito de proporcionar o sentimento de continuidade e
participação das atribuições da empresa no cumprimento das atividades de estágio e mostrar a
hierarquia de funcionamento e a forma de administração adotada pela empresa, no anseio de
alocar o estagiário e a quem ele deve se reportar.
4
DADOS DE IDENTIFICAÇÃO
PESSOAIS
NOME: ALEXANDRE GUIMARÃES DOS SANTOS
NATURAL: BOM JESUS - GO
FILIAÇÃO: ROSEMIRA GUIMARÃES DOS SANTOS E LUIZ CARLOS DOS SANTOS
DATA DE NASCIMENTO: 01/10/1979
ESTADO CIVIL: CASADO
SEXO: MASCULINO
ENDEREÇO: RUA CENTRAL N°261
BAIRRO: ALVORADA
CIDADE: BOM JESUS DE GOIÁS
CEP: 75 570 000
TELEFONE: (64) 3608-2703
EMPRESA
EMPRESA: GOIASA-GOIATUBA ALCOOL LTDA.
RAMO DE ATIVIDADE: PROCESAMENTO DE CANA-DE AÇÚCAR
ENDEREÇO: RODOVIA GO 040 – KM 194 ACESSO 7 KM A DIREITA
SETOR: ZONA RURAL
CIDADE: GOIATUBA
CEP: 75600 000
TELEFONE: (64)3608-8800
PERIODO DE ESTÁGIO:
HORAS SEMANAL: 30 HORAS
CARGA HORARIA TOTAL: 400 HORAS
5
INSTITUIÇÃO DE ENSINO
INSTITUIÇÃO DE ENSINO: ESOLA SENAI DE ITUMBIARA
RAMO DE ATIVIDADE: ENSINO PROFISSIONALIZANTE
ENDEREÇO: RUA OLIVIA GARCIA FAGUNDES
BAIRRO: PARANAIBA
CIDADE: ITUMBIARA - GOIAS
CEP: 75503-970
TELEFONE: (64) 3432-2500
6
HISTÓRICO DA EMPRESA
A empresa Goiasa-Goiatuba Álcool ltda. É uma das empresas do grupo
construcap que há 60 anos tem atuação destacada nas áreas de construção, mineração e de
concessões rodoviárias.
Instalada em Goiás, no centro-oeste do Brasil, iniciou suas atividades em
1991 com processamento de cana-de-açúcar para a produção de etanol (combustível). Hoje
produz, alem do etanol, açúcar VHP, açúcar cristal orgânico, e energia elétrica, apartir do
bagaço de cana. Conta com a participação de mais de 2500 colaboradores que fazem da
goiasa a maior empregadora dos municípios onde esta instalada e referencia para a economia
da região sul do estado de Goiás.
Missão: Produzir e fornecer energia renovável ao menor custo com
excelência no serviço em harmonia com a comunidade e o meio ambiente.
Visão: Ser referência no setor como empresa de elevado retorno ao
acionista aliado a responsabilidade social.
Filosofia Empresarial: Administração Participativa, Competitividade,
Integração com a Comunidade e Respeito ao Meio Ambiente.
Diretrizes: Assegurar o comprometimento dos colaboradores, Aprimorar a
competência de nossos colaboradores, Atrair e reter colaboradores, Garantir a venda de
melhor remuneração, Aumentar a participação no mercado indústria, Garantir a fidelidade e
satisfação dos clientes, Assegurar a eficácia dos processos internos, Garantir a integridade dos
colaboradores e atendimento à legislação de SST, Colaborar para a melhoria da qualidade de
vida, Assegurar que a comunidade conheça a empresa, Prevenir a poluição ambiental e
atender à legislação e regulamentos ambientais, Promover a melhoria contínua do sistema de
gestão.
7
ATIVIDADES REALIZADAS
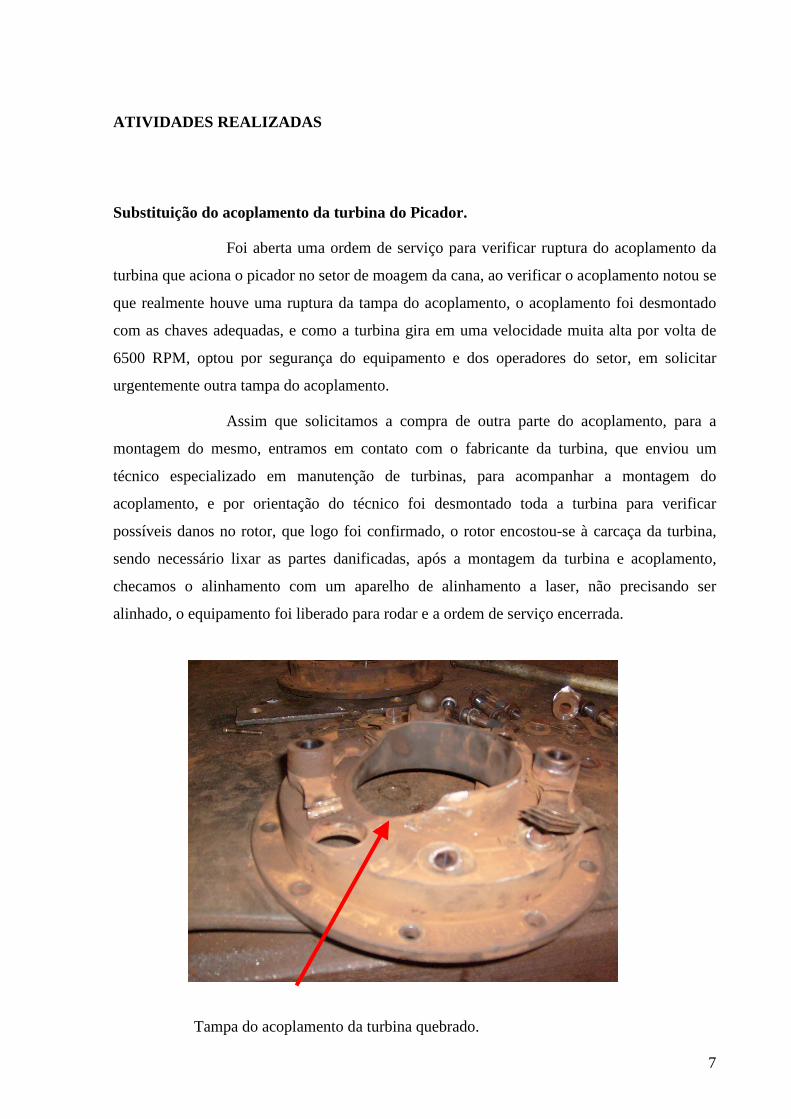
Substituição do acoplamento da turbina do Picador.
Foi aberta uma ordem de serviço para verificar ruptura do acoplamento da
turbina que aciona o picador no setor de moagem da cana, ao verificar o acoplamento notou se
que realmente houve uma ruptura da tampa do acoplamento, o acoplamento foi desmontado
com as chaves adequadas, e como a turbina gira em uma velocidade muita alta por volta de
6500 RPM, optou por segurança do equipamento e dos operadores do setor, em solicitar
urgentemente outra tampa do acoplamento.
Assim que solicitamos a compra de outra parte do acoplamento, para a
montagem do mesmo, entramos em contato com o fabricante da turbina, que enviou um
técnico especializado em manutenção de turbinas, para acompanhar a montagem do
acoplamento, e por orientação do técnico foi desmontado toda a turbina para verificar
possíveis danos no rotor, que logo foi confirmado, o rotor encostou-se à carcaça da turbina,
sendo necessário lixar as partes danificadas, após a montagem da turbina e acoplamento,
checamos o alinhamento com um aparelho de alinhamento a laser, não precisando ser
alinhado, o equipamento foi liberado para rodar e a ordem de serviço encerrada.
Tampa do acoplamento da turbina quebrado.
8
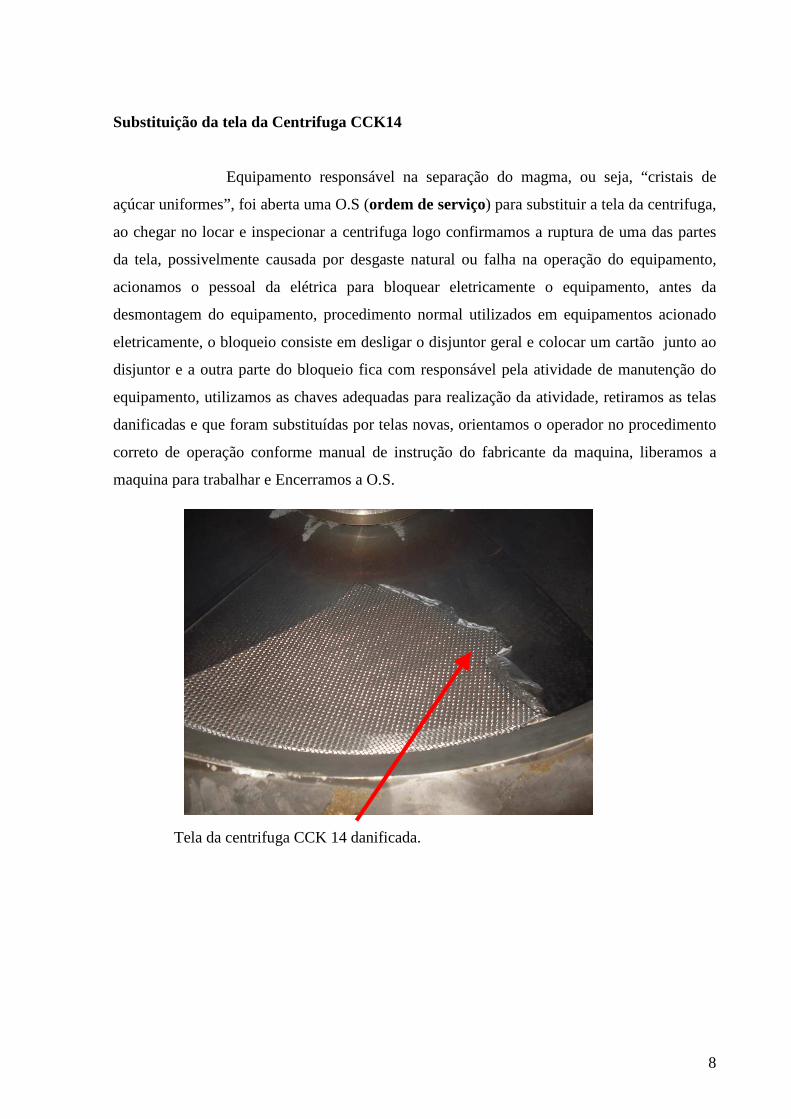
Substituição da tela da Centrifuga CCK14
Equipamento responsável na separação do magma, ou seja, “cristais de
açúcar uniformes”, foi aberta uma O.S (ordem de serviço) para substituir a tela da centrifuga,
ao chegar no locar e inspecionar a centrifuga logo confirmamos a ruptura de uma das partes
da tela, possivelmente causada por desgaste natural ou falha na operação do equipamento,
acionamos o pessoal da elétrica para bloquear eletricamente o equipamento, antes da
desmontagem do equipamento, procedimento normal utilizados em equipamentos acionado
eletricamente, o bloqueio consiste em desligar o disjuntor geral e colocar um cartão junto ao
disjuntor e a outra parte do bloqueio fica com responsável pela atividade de manutenção do
equipamento, utilizamos as chaves adequadas para realização da atividade, retiramos as telas
danificadas e que foram substituídas por telas novas, orientamos o operador no procedimento
correto de operação conforme manual de instrução do fabricante da maquina, liberamos a
maquina para trabalhar e Encerramos a O.S.
Tela da centrifuga CCK 14 danificada.
9
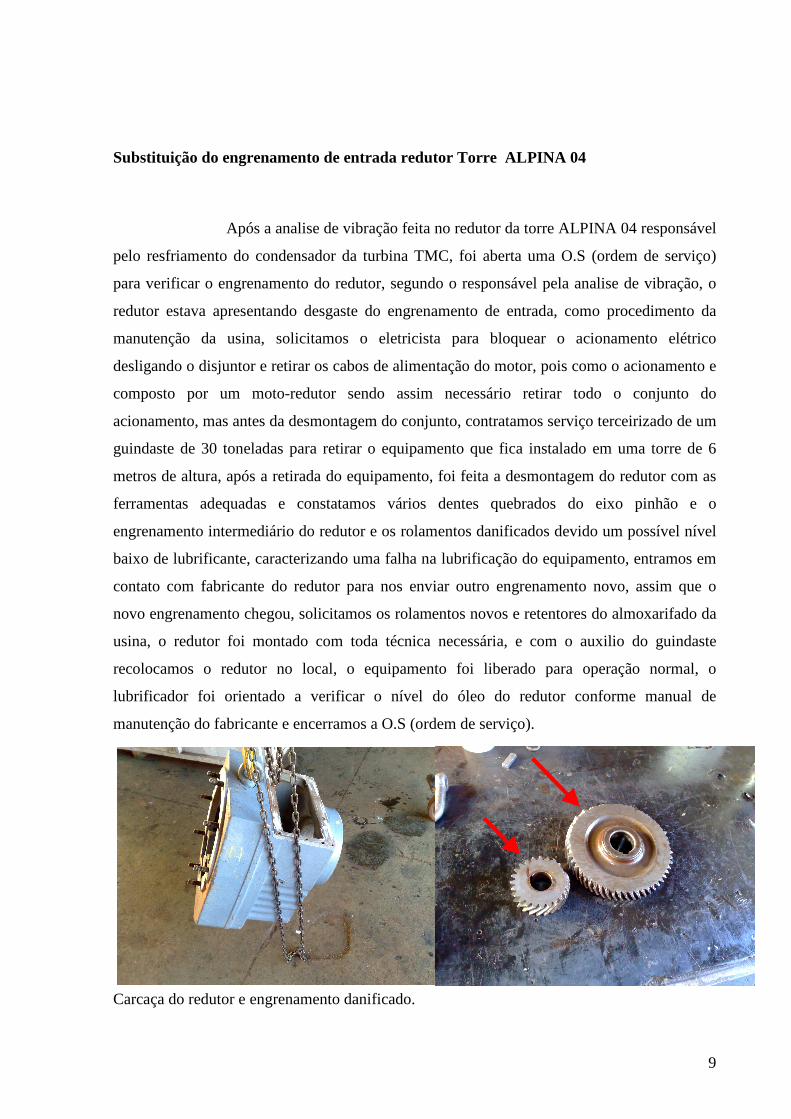
Substituição do engrenamento de entrada redutor Torre ALPINA 04
Após a analise de vibração feita no redutor da torre ALPINA 04 responsável
pelo resfriamento do condensador da turbina TMC, foi aberta uma O.S (ordem de serviço)
para verificar o engrenamento do redutor, segundo o responsável pela analise de vibração, o
redutor estava apresentando desgaste do engrenamento de entrada, como procedimento da
manutenção da usina, solicitamos o eletricista para bloquear o acionamento elétrico
desligando o disjuntor e retirar os cabos de alimentação do motor, pois como o acionamento e
composto por um moto-redutor sendo assim necessário retirar todo o conjunto do
acionamento, mas antes da desmontagem do conjunto, contratamos serviço terceirizado de um
guindaste de 30 toneladas para retirar o equipamento que fica instalado em uma torre de 6
metros de altura, após a retirada do equipamento, foi feita a desmontagem do redutor com as
ferramentas adequadas e constatamos vários dentes quebrados do eixo pinhão e o
engrenamento intermediário do redutor e os rolamentos danificados devido um possível nível
baixo de lubrificante, caracterizando uma falha na lubrificação do equipamento, entramos em
contato com fabricante do redutor para nos enviar outro engrenamento novo, assim que o
novo engrenamento chegou, solicitamos os rolamentos novos e retentores do almoxarifado da
usina, o redutor foi montado com toda técnica necessária, e com o auxilio do guindaste
recolocamos o redutor no local, o equipamento foi liberado para operação normal, o
lubrificador foi orientado a verificar o nível do óleo do redutor conforme manual de
manutenção do fabricante e encerramos a O.S (ordem de serviço).
Carcaça do redutor e engrenamento danificado.
10
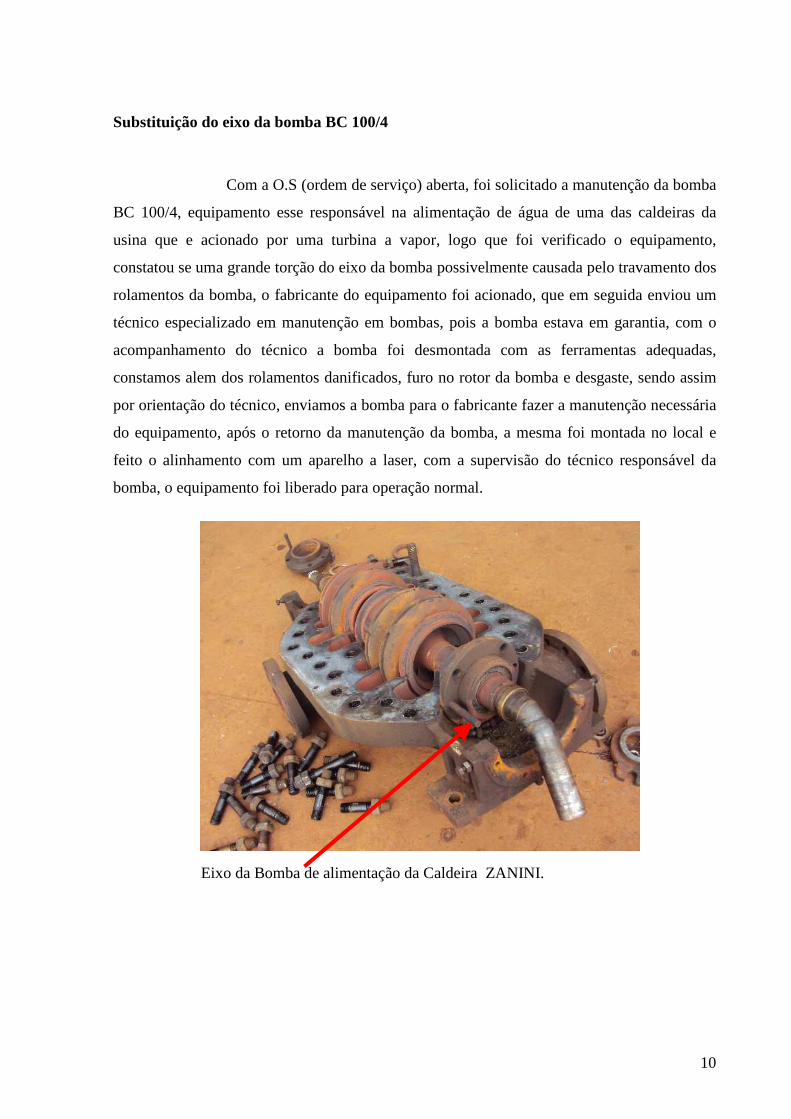
Substituição do eixo da bomba BC 100/4
Com a O.S (ordem de serviço) aberta, foi solicitado a manutenção da bomba
BC 100/4, equipamento esse responsável na alimentação de água de uma das caldeiras da
usina que e acionado por uma turbina a vapor, logo que foi verificado o equipamento,
constatou se uma grande torção do eixo da bomba possivelmente causada pelo travamento dos
rolamentos da bomba, o fabricante do equipamento foi acionado, que em seguida enviou um
técnico especializado em manutenção em bombas, pois a bomba estava em garantia, com o
acompanhamento do técnico a bomba foi desmontada com as ferramentas adequadas,
constamos alem dos rolamentos danificados, furo no rotor da bomba e desgaste, sendo assim
por orientação do técnico, enviamos a bomba para o fabricante fazer a manutenção necessária
do equipamento, após o retorno da manutenção da bomba, a mesma foi montada no local e
feito o alinhamento com um aparelho a laser, com a supervisão do técnico responsável da
bomba, o equipamento foi liberado para operação normal.
Eixo da Bomba de alimentação da Caldeira ZANINI.
11
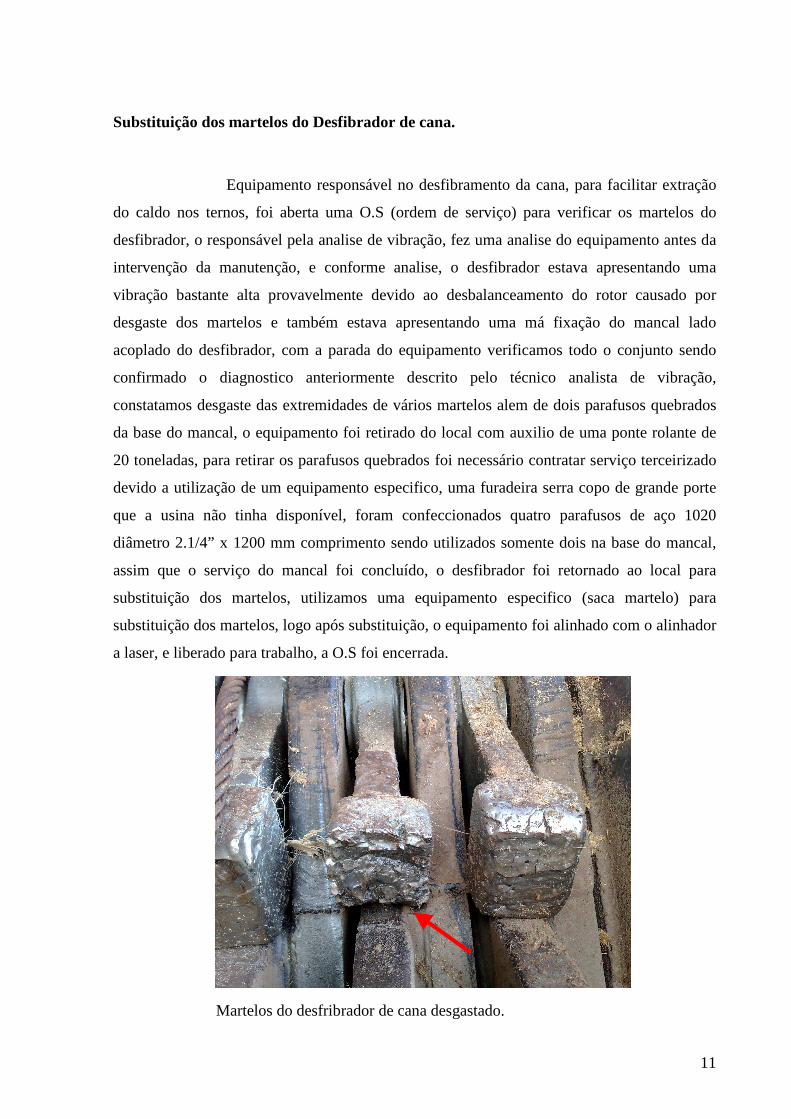
Substituição dos martelos do Desfibrador de cana.
Equipamento responsável no desfibramento da cana, para facilitar extração
do caldo nos ternos, foi aberta uma O.S (ordem de serviço) para verificar os martelos do
desfibrador, o responsável pela analise de vibração, fez uma analise do equipamento antes da
intervenção da manutenção, e conforme analise, o desfibrador estava apresentando uma
vibração bastante alta provavelmente devido ao desbalanceamento do rotor causado por
desgaste dos martelos e também estava apresentando uma má fixação do mancal lado
acoplado do desfibrador, com a parada do equipamento verificamos todo o conjunto sendo
confirmado o diagnostico anteriormente descrito pelo técnico analista de vibração,
constatamos desgaste das extremidades de vários martelos alem de dois parafusos quebrados
da base do mancal, o equipamento foi retirado do local com auxilio de uma ponte rolante de
20 toneladas, para retirar os parafusos quebrados foi necessário contratar serviço terceirizado
devido a utilização de um equipamento especifico, uma furadeira serra copo de grande porte
que a usina não tinha disponível, foram confeccionados quatro parafusos de aço 1020
diâmetro 2.1/4” x 1200 mm comprimento sendo utilizados somente dois na base do mancal,
assim que o serviço do mancal foi concluído, o desfibrador foi retornado ao local para
substituição dos martelos, utilizamos uma equipamento especifico (saca martelo) para
substituição dos martelos, logo após substituição, o equipamento foi alinhado com o alinhador
a laser, e liberado para trabalho, a O.S foi encerrada.
Martelos do desfribrador de cana desgastado.
12
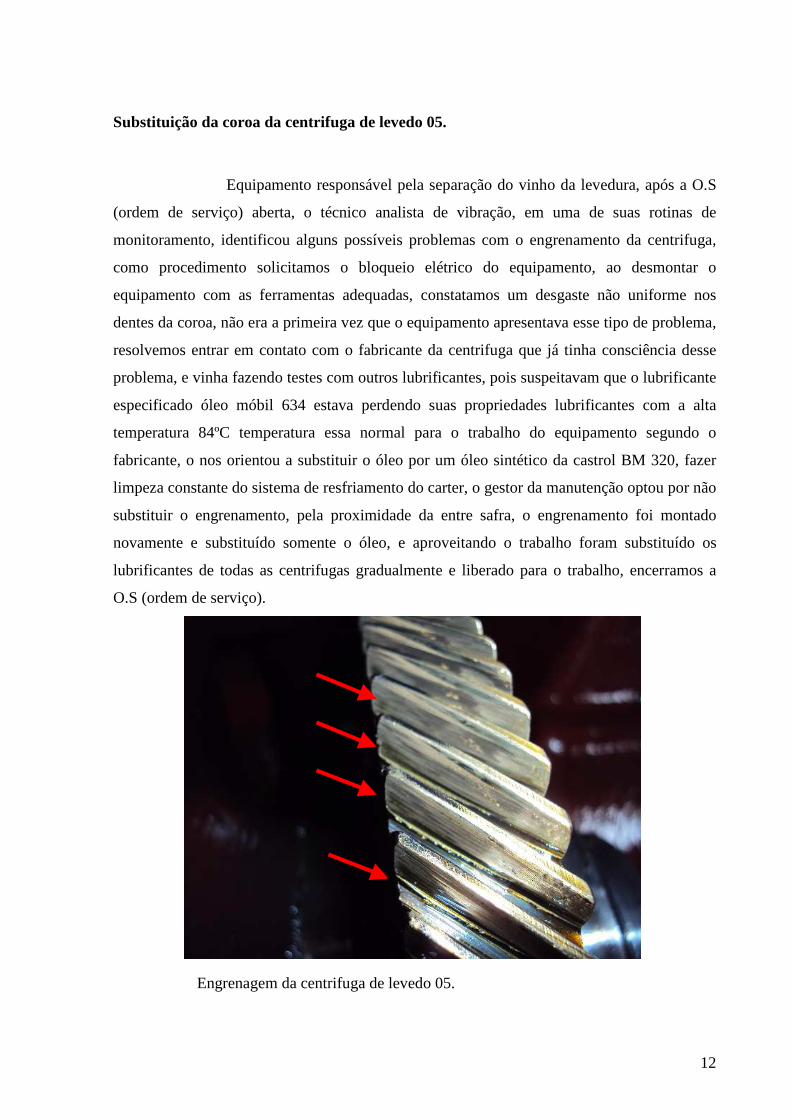
Substituição da coroa da centrifuga de levedo 05.
Equipamento responsável pela separação do vinho da levedura, após a O.S
(ordem de serviço) aberta, o técnico analista de vibração, em uma de suas rotinas de
monitoramento, identificou alguns possíveis problemas com o engrenamento da centrifuga,
como procedimento solicitamos o bloqueio elétrico do equipamento, ao desmontar o
equipamento com as ferramentas adequadas, constatamos um desgaste não uniforme nos
dentes da coroa, não era a primeira vez que o equipamento apresentava esse tipo de problema,
resolvemos entrar em contato com o fabricante da centrifuga que já tinha consciência desse
problema, e vinha fazendo testes com outros lubrificantes, pois suspeitavam que o lubrificante
especificado óleo móbil 634 estava perdendo suas propriedades lubrificantes com a alta
temperatura 84ºC temperatura essa normal para o trabalho do equipamento segundo o
fabricante, o nos orientou a substituir o óleo por um óleo sintético da castrol BM 320, fazer
limpeza constante do sistema de resfriamento do carter, o gestor da manutenção optou por não
substituir o engrenamento, pela proximidade da entre safra, o engrenamento foi montado
novamente e substituído somente o óleo, e aproveitando o trabalho foram substituído os
lubrificantes de todas as centrifugas gradualmente e liberado para o trabalho, encerramos a
O.S (ordem de serviço).
Engrenagem da centrifuga de levedo 05.
13
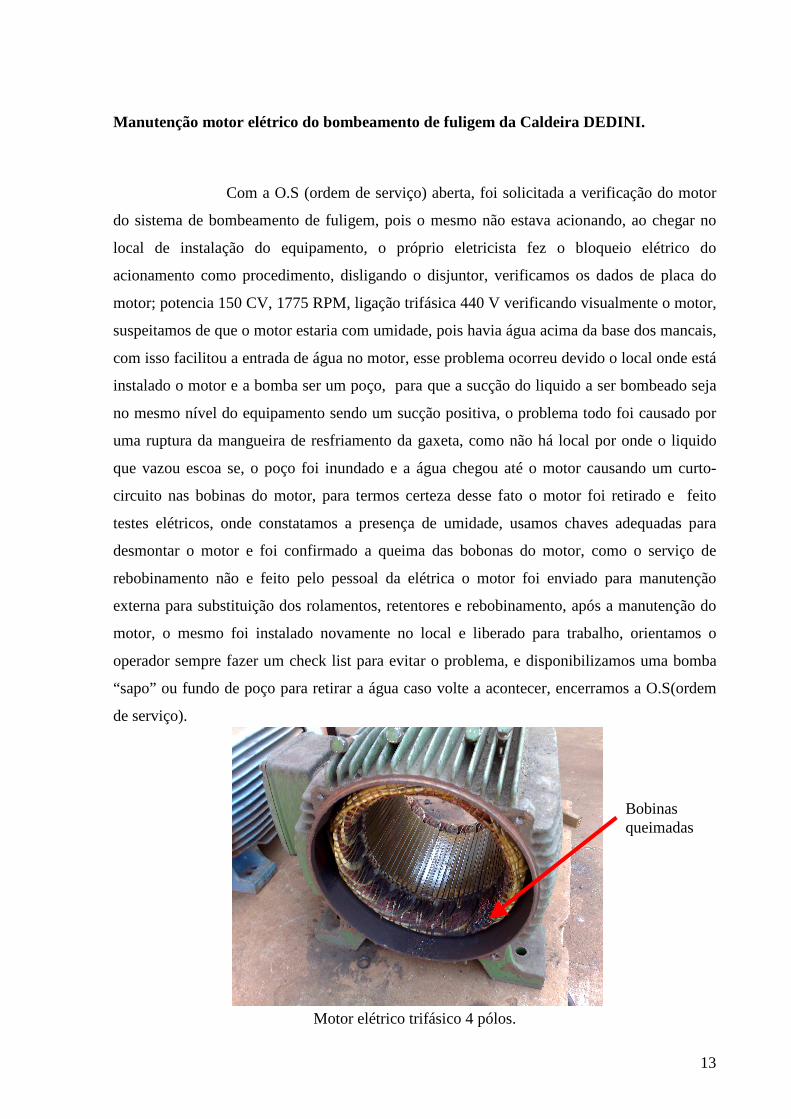
Manutenção motor elétrico do bombeamento de fuligem da Caldeira DEDINI.
Com a O.S (ordem de serviço) aberta, foi solicitada a verificação do motor
do sistema de bombeamento de fuligem, pois o mesmo não estava acionando, ao chegar no
local de instalação do equipamento, o próprio eletricista fez o bloqueio elétrico do
acionamento como procedimento, disligando o disjuntor, verificamos os dados de placa do
motor; potencia 150 CV, 1775 RPM, ligação trifásica 440 V verificando visualmente o motor,
suspeitamos de que o motor estaria com umidade, pois havia água acima da base dos mancais,
com isso facilitou a entrada de água no motor, esse problema ocorreu devido o local onde está
instalado o motor e a bomba ser um poço, para que a sucção do liquido a ser bombeado seja
no mesmo nível do equipamento sendo um sucção positiva, o problema todo foi causado por
uma ruptura da mangueira de resfriamento da gaxeta, como não há local por onde o liquido
que vazou escoa se, o poço foi inundado e a água chegou até o motor causando um curto-
circuito nas bobinas do motor, para termos certeza desse fato o motor foi retirado e feito
testes elétricos, onde constatamos a presença de umidade, usamos chaves adequadas para
desmontar o motor e foi confirmado a queima das bobonas do motor, como o serviço de
rebobinamento não e feito pelo pessoal da elétrica o motor foi enviado para manutenção
externa para substituição dos rolamentos, retentores e rebobinamento, após a manutenção do
motor, o mesmo foi instalado novamente no local e liberado para trabalho, orientamos o
operador sempre fazer um check list para evitar o problema, e disponibilizamos uma bomba
“sapo” ou fundo de poço para retirar a água caso volte a acontecer, encerramos a O.S(ordem
de serviço).
Motor elétrico trifásico 4 pólos.
Bobinas queimadas
14
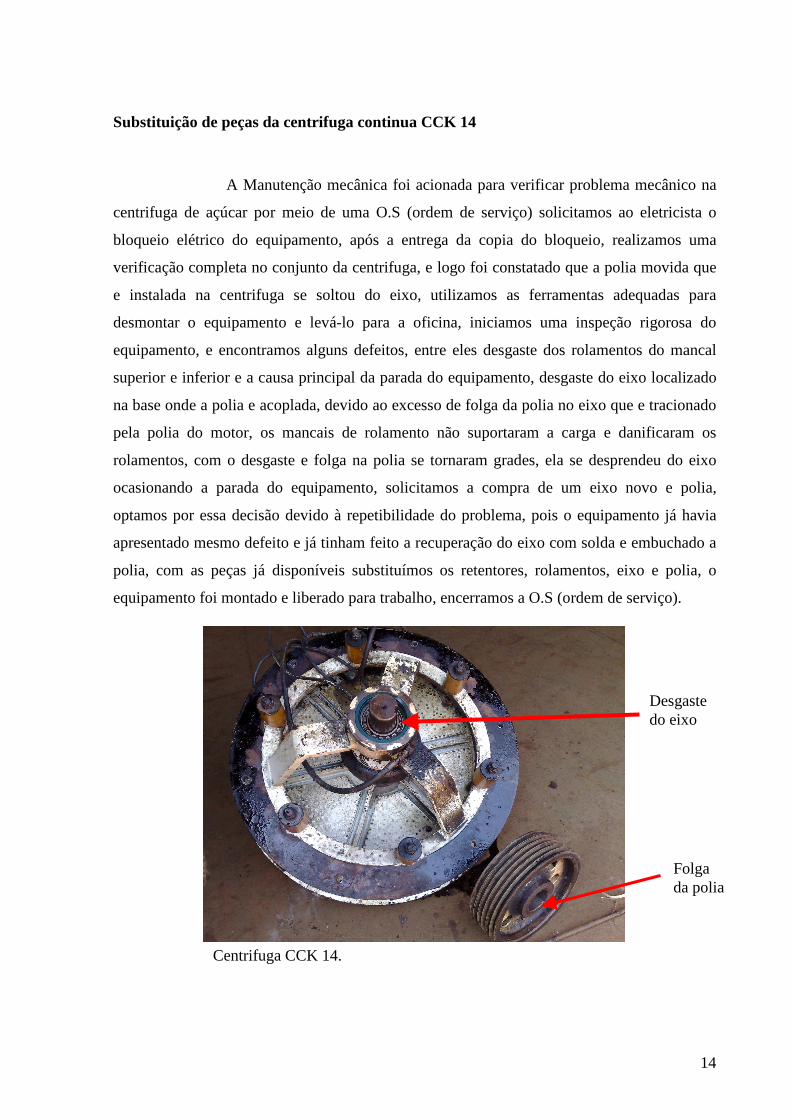
Substituição de peças da centrifuga continua CCK 14
A Manutenção mecânica foi acionada para verificar problema mecânico na
centrifuga de açúcar por meio de uma O.S (ordem de serviço) solicitamos ao eletricista o
bloqueio elétrico do equipamento, após a entrega da copia do bloqueio, realizamos uma
verificação completa no conjunto da centrifuga, e logo foi constatado que a polia movida que
e instalada na centrifuga se soltou do eixo, utilizamos as ferramentas adequadas para
desmontar o equipamento e levá-lo para a oficina, iniciamos uma inspeção rigorosa do
equipamento, e encontramos alguns defeitos, entre eles desgaste dos rolamentos do mancal
superior e inferior e a causa principal da parada do equipamento, desgaste do eixo localizado
na base onde a polia e acoplada, devido ao excesso de folga da polia no eixo que e tracionado
pela polia do motor, os mancais de rolamento não suportaram a carga e danificaram os
rolamentos, com o desgaste e folga na polia se tornaram grades, ela se desprendeu do eixo
ocasionando a parada do equipamento, solicitamos a compra de um eixo novo e polia,
optamos por essa decisão devido à repetibilidade do problema, pois o equipamento já havia
apresentado mesmo defeito e já tinham feito a recuperação do eixo com solda e embuchado a
polia, com as peças já disponíveis substituímos os retentores, rolamentos, eixo e polia, o
equipamento foi montado e liberado para trabalho, encerramos a O.S (ordem de serviço).
Centrifuga CCK 14.
Folga da polia
Desgaste do eixo
15
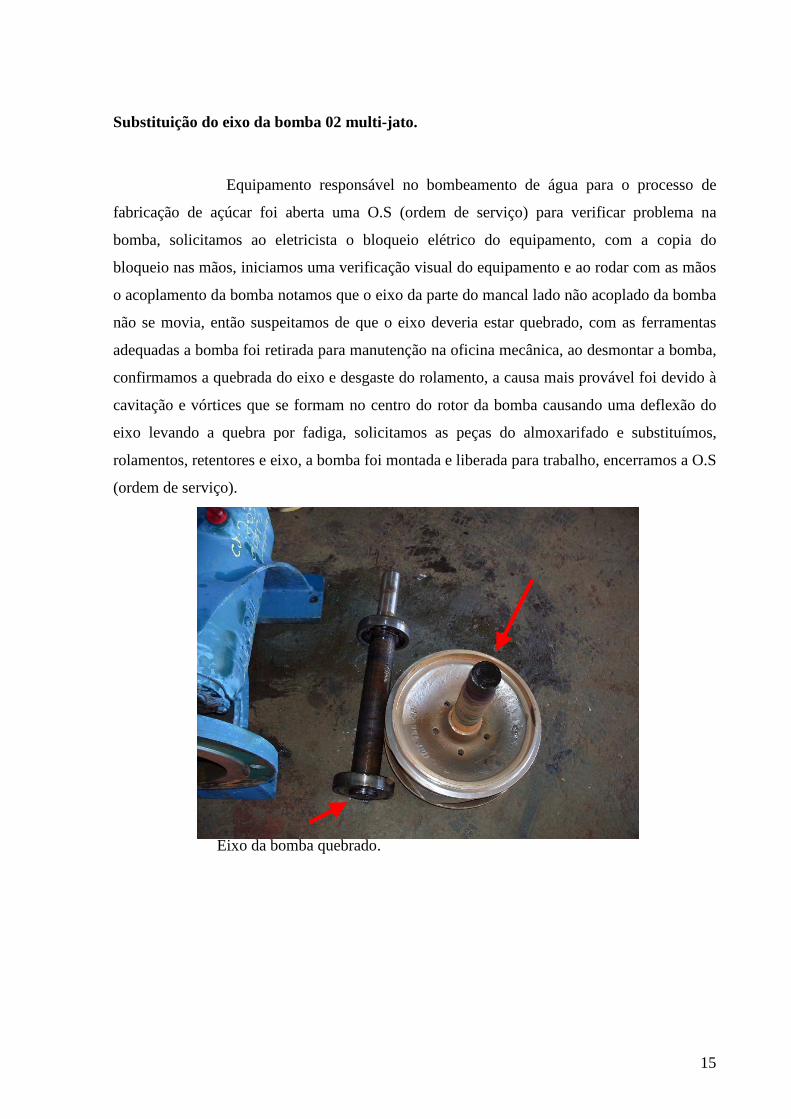
Substituição do eixo da bomba 02 multi-jato.
Equipamento responsável no bombeamento de água para o processo de
fabricação de açúcar foi aberta uma O.S (ordem de serviço) para verificar problema na
bomba, solicitamos ao eletricista o bloqueio elétrico do equipamento, com a copia do
bloqueio nas mãos, iniciamos uma verificação visual do equipamento e ao rodar com as mãos
o acoplamento da bomba notamos que o eixo da parte do mancal lado não acoplado da bomba
não se movia, então suspeitamos de que o eixo deveria estar quebrado, com as ferramentas
adequadas a bomba foi retirada para manutenção na oficina mecânica, ao desmontar a bomba,
confirmamos a quebrada do eixo e desgaste do rolamento, a causa mais provável foi devido à
cavitação e vórtices que se formam no centro do rotor da bomba causando uma deflexão do
eixo levando a quebra por fadiga, solicitamos as peças do almoxarifado e substituímos,
rolamentos, retentores e eixo, a bomba foi montada e liberada para trabalho, encerramos a O.S
(ordem de serviço).
Eixo da bomba quebrado.
16
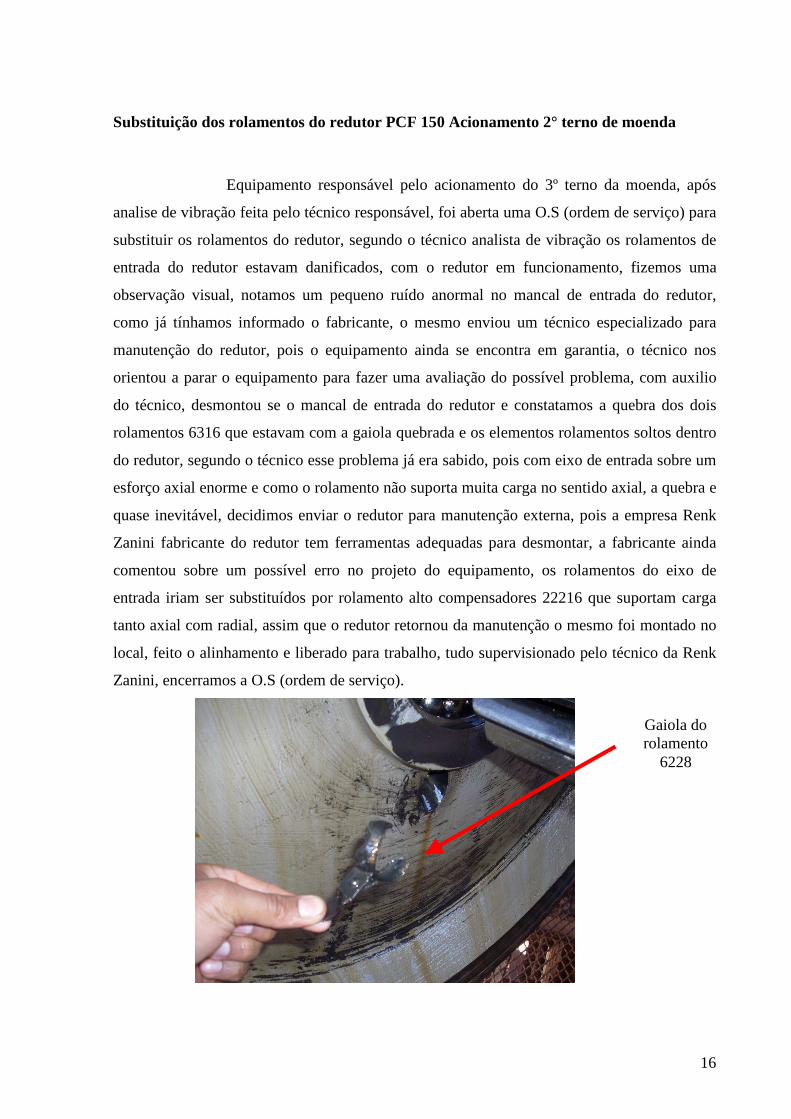
Substituição dos rolamentos do redutor PCF 150 Acionamento 2° terno de moenda
Equipamento responsável pelo acionamento do 3º terno da moenda, após
analise de vibração feita pelo técnico responsável, foi aberta uma O.S (ordem de serviço) para
substituir os rolamentos do redutor, segundo o técnico analista de vibração os rolamentos de
entrada do redutor estavam danificados, com o redutor em funcionamento, fizemos uma
observação visual, notamos um pequeno ruído anormal no mancal de entrada do redutor,
como já tínhamos informado o fabricante, o mesmo enviou um técnico especializado para
manutenção do redutor, pois o equipamento ainda se encontra em garantia, o técnico nos
orientou a parar o equipamento para fazer uma avaliação do possível problema, com auxilio
do técnico, desmontou se o mancal de entrada do redutor e constatamos a quebra dos dois
rolamentos 6316 que estavam com a gaiola quebrada e os elementos rolamentos soltos dentro
do redutor, segundo o técnico esse problema já era sabido, pois com eixo de entrada sobre um
esforço axial enorme e como o rolamento não suporta muita carga no sentido axial, a quebra e
quase inevitável, decidimos enviar o redutor para manutenção externa, pois a empresa Renk
Zanini fabricante do redutor tem ferramentas adequadas para desmontar, a fabricante ainda
comentou sobre um possível erro no projeto do equipamento, os rolamentos do eixo de
entrada iriam ser substituídos por rolamento alto compensadores 22216 que suportam carga
tanto axial com radial, assim que o redutor retornou da manutenção o mesmo foi montado no
local, feito o alinhamento e liberado para trabalho, tudo supervisionado pelo técnico da Renk
Zanini, encerramos a O.S (ordem de serviço).
Gaiola do rolamento
6228
17
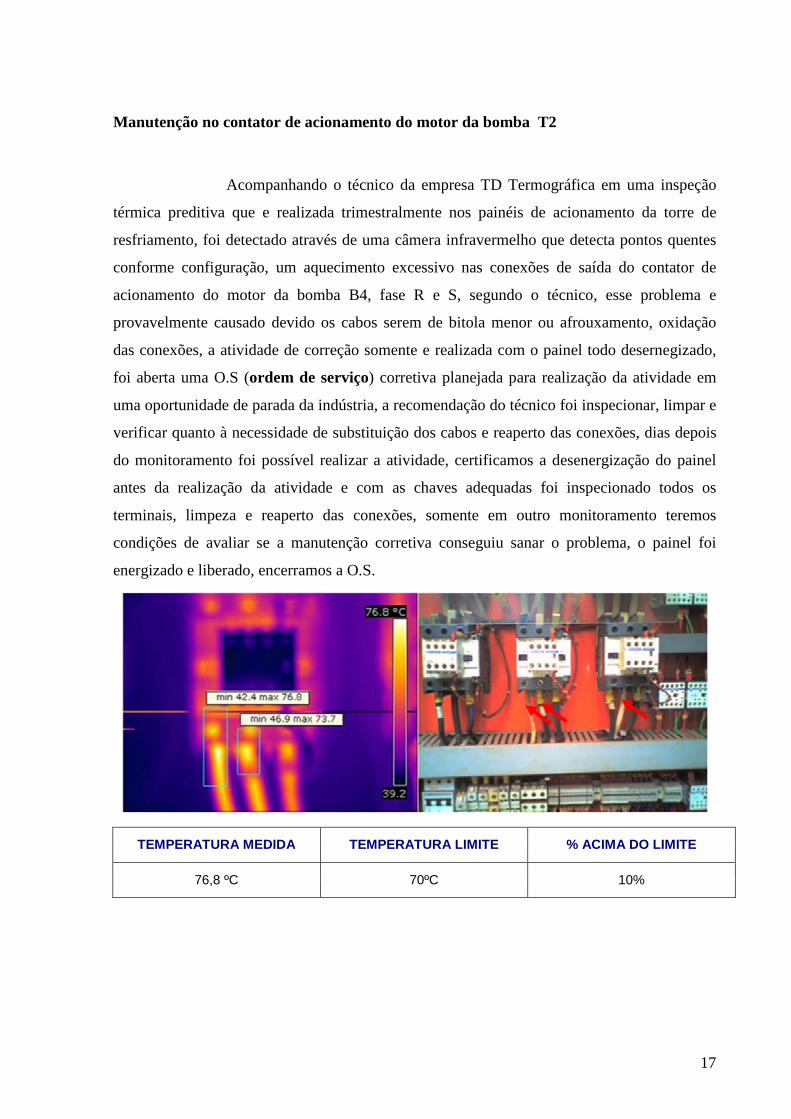
Manutenção no contator de acionamento do motor da bomba T2
Acompanhando o técnico da empresa TD Termográfica em uma inspeção
térmica preditiva que e realizada trimestralmente nos painéis de acionamento da torre de
resfriamento, foi detectado através de uma câmera infravermelho que detecta pontos quentes
conforme configuração, um aquecimento excessivo nas conexões de saída do contator de
acionamento do motor da bomba B4, fase R e S, segundo o técnico, esse problema e
provavelmente causado devido os cabos serem de bitola menor ou afrouxamento, oxidação
das conexões, a atividade de correção somente e realizada com o painel todo desernegizado,
foi aberta uma O.S (ordem de serviço) corretiva planejada para realização da atividade em
uma oportunidade de parada da indústria, a recomendação do técnico foi inspecionar, limpar e
verificar quanto à necessidade de substituição dos cabos e reaperto das conexões, dias depois
do monitoramento foi possível realizar a atividade, certificamos a desenergização do painel
antes da realização da atividade e com as chaves adequadas foi inspecionado todos os
terminais, limpeza e reaperto das conexões, somente em outro monitoramento teremos
condições de avaliar se a manutenção corretiva conseguiu sanar o problema, o painel foi
energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
76,8 ºC 70ºC 10%
18
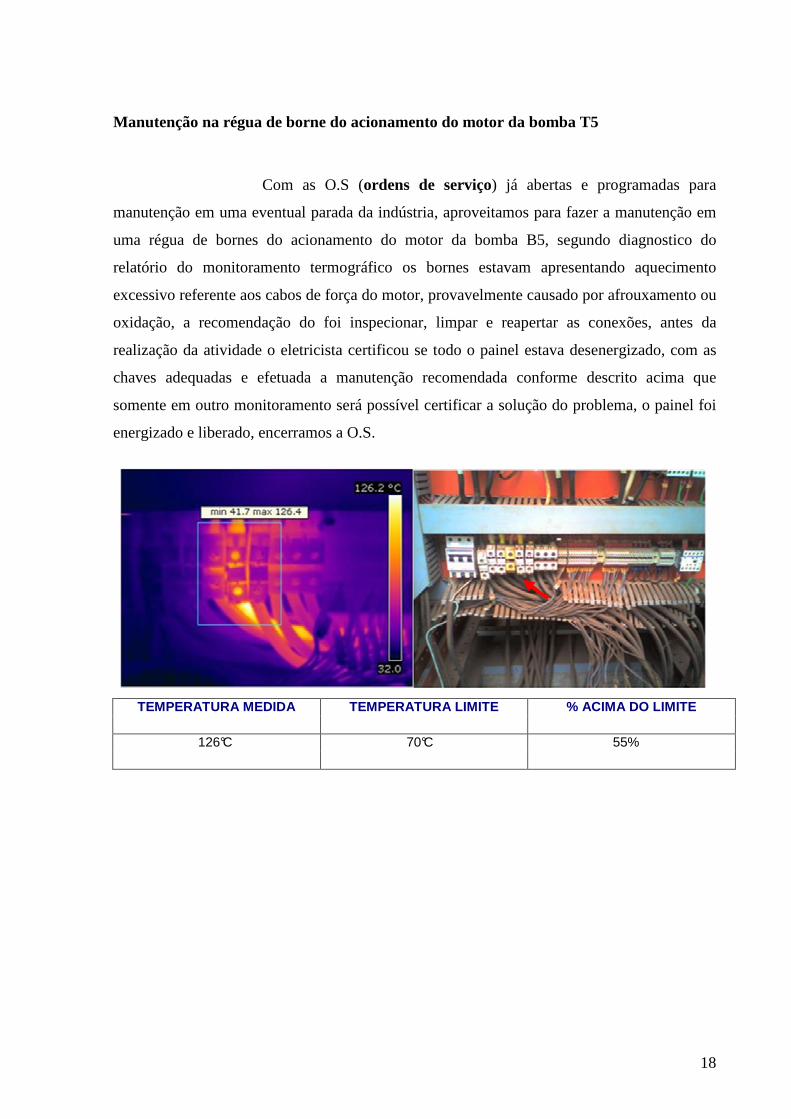
Manutenção na régua de borne do acionamento do motor da bomba T5
Com as O.S (ordens de serviço) já abertas e programadas para
manutenção em uma eventual parada da indústria, aproveitamos para fazer a manutenção em
uma régua de bornes do acionamento do motor da bomba B5, segundo diagnostico do
relatório do monitoramento termográfico os bornes estavam apresentando aquecimento
excessivo referente aos cabos de força do motor, provavelmente causado por afrouxamento ou
oxidação, a recomendação do foi inspecionar, limpar e reapertar as conexões, antes da
realização da atividade o eletricista certificou se todo o painel estava desenergizado, com as
chaves adequadas e efetuada a manutenção recomendada conforme descrito acima que
somente em outro monitoramento será possível certificar a solução do problema, o painel foi
energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
126°C 70°C 55%
19
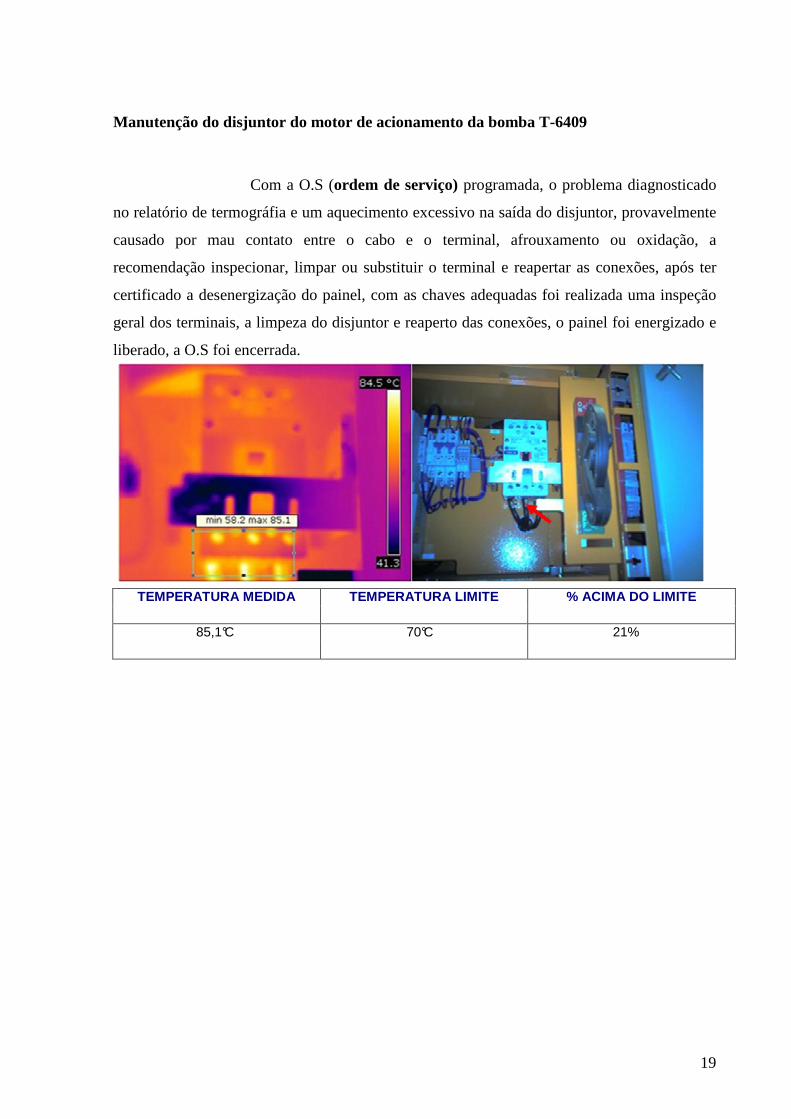
Manutenção do disjuntor do motor de acionamento da bomba T-6409
Com a O.S (ordem de serviço) programada, o problema diagnosticado
no relatório de termográfia e um aquecimento excessivo na saída do disjuntor, provavelmente
causado por mau contato entre o cabo e o terminal, afrouxamento ou oxidação, a
recomendação inspecionar, limpar ou substituir o terminal e reapertar as conexões, após ter
certificado a desenergização do painel, com as chaves adequadas foi realizada uma inspeção
geral dos terminais, a limpeza do disjuntor e reaperto das conexões, o painel foi energizado e
liberado, a O.S foi encerrada.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
85,1°C 70°C 21%
20
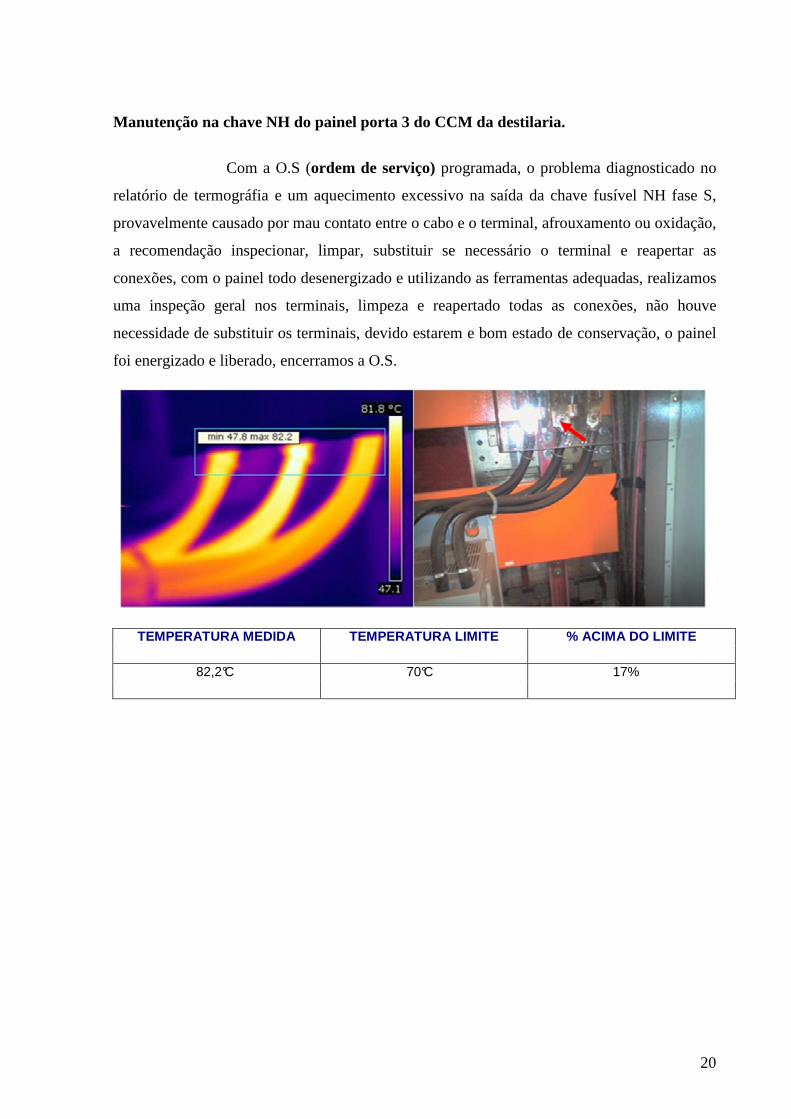
Manutenção na chave NH do painel porta 3 do CCM da destilaria.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na saída da chave fusível NH fase S,
provavelmente causado por mau contato entre o cabo e o terminal, afrouxamento ou oxidação,
a recomendação inspecionar, limpar, substituir se necessário o terminal e reapertar as
conexões, com o painel todo desenergizado e utilizando as ferramentas adequadas, realizamos
uma inspeção geral nos terminais, limpeza e reapertado todas as conexões, não houve
necessidade de substituir os terminais, devido estarem e bom estado de conservação, o painel
foi energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
82,2°C 70°C 17%

21
Manutenção na chave Seccionadora do CCM destilaria.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na saída da chave seccionadora e na
entrada dos bornes do fusível NH, provavelmente causado por mau contato entre o cabo e o
terminal, afrouxamento ou oxidação, a recomendação inspecionar, limpar, substituir o
terminal se necessário e reapertar as conexões, antes de realizar a atividade certificamos a
desenergização do CCM (centro de comando de motores) com as chaves adequadas
realizamos a inspeção geral de todos os terminais, limpeza e reaperto das conexões, não
houve necessidade de substituir os terminais por estarem em bom estado de uso, o CCM foi
energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
103,1°C 70°C 47%
22
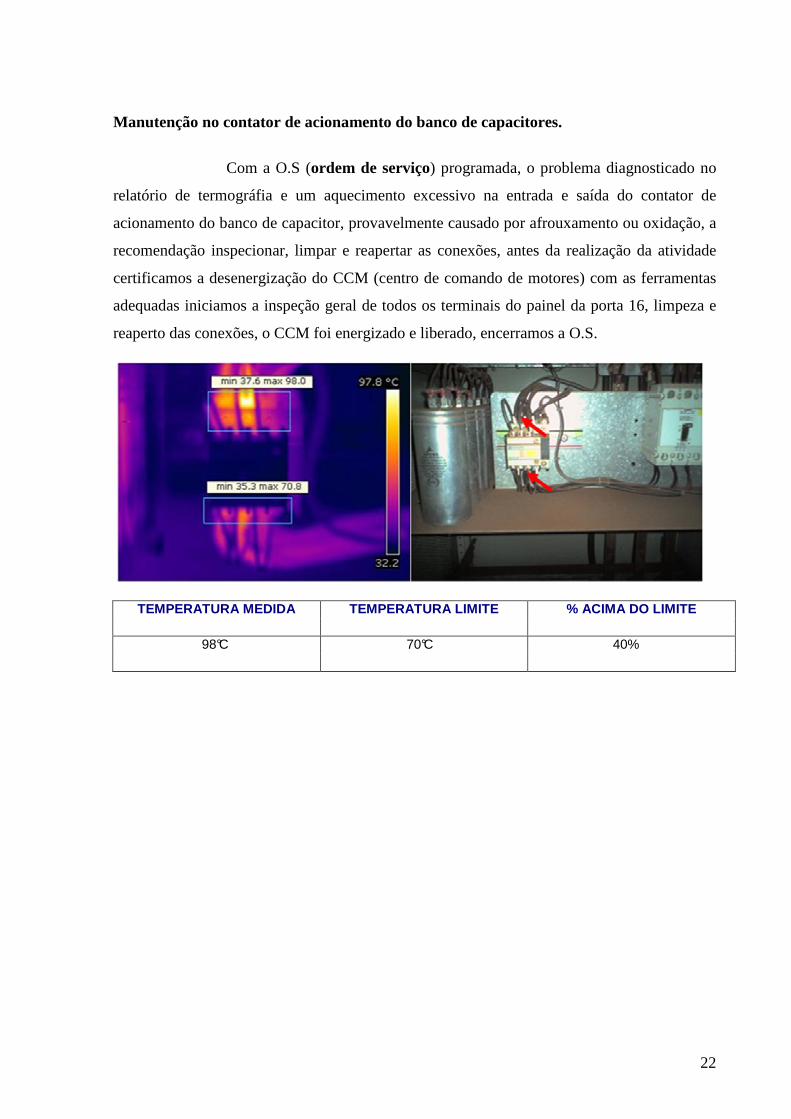
Manutenção no contator de acionamento do banco de capacitores.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na entrada e saída do contator de
acionamento do banco de capacitor, provavelmente causado por afrouxamento ou oxidação, a
recomendação inspecionar, limpar e reapertar as conexões, antes da realização da atividade
certificamos a desenergização do CCM (centro de comando de motores) com as ferramentas
adequadas iniciamos a inspeção geral de todos os terminais do painel da porta 16, limpeza e
reaperto das conexões, o CCM foi energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
98°C 70°C 40%
23
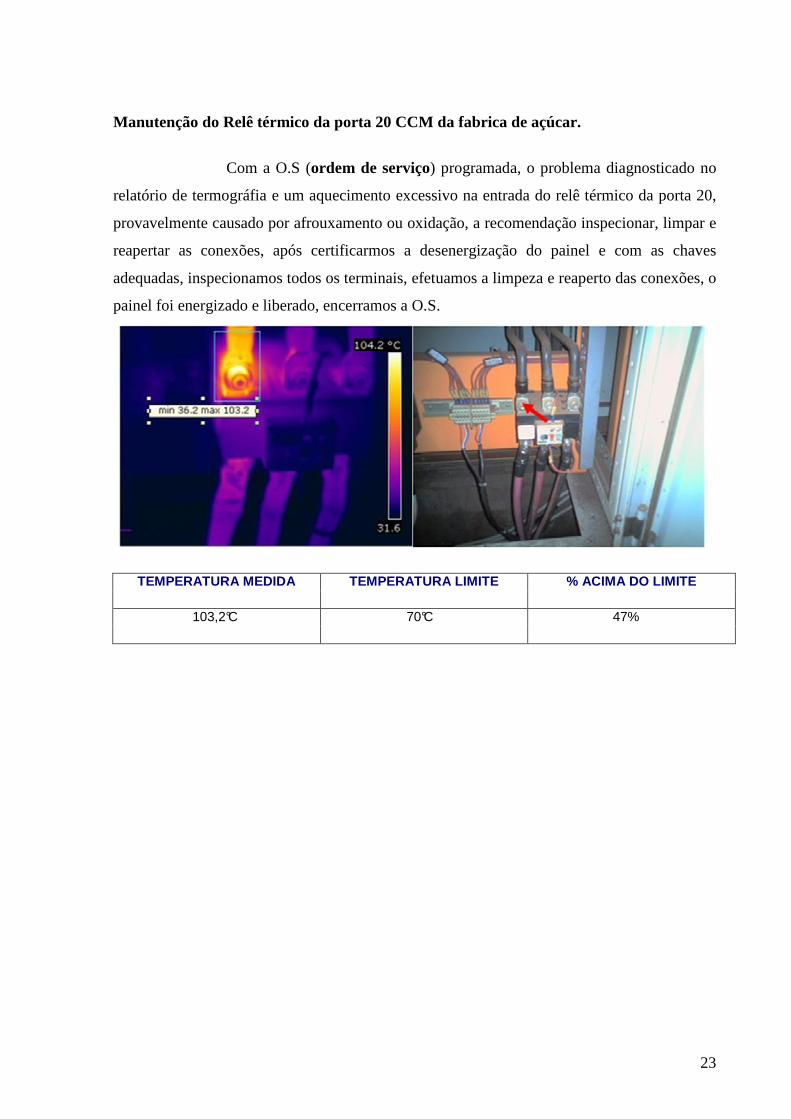
Manutenção do Relê térmico da porta 20 CCM da fabrica de açúcar.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na entrada do relê térmico da porta 20,
provavelmente causado por afrouxamento ou oxidação, a recomendação inspecionar, limpar e
reapertar as conexões, após certificarmos a desenergização do painel e com as chaves
adequadas, inspecionamos todos os terminais, efetuamos a limpeza e reaperto das conexões, o
painel foi energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
103,2°C 70°C 47%
24
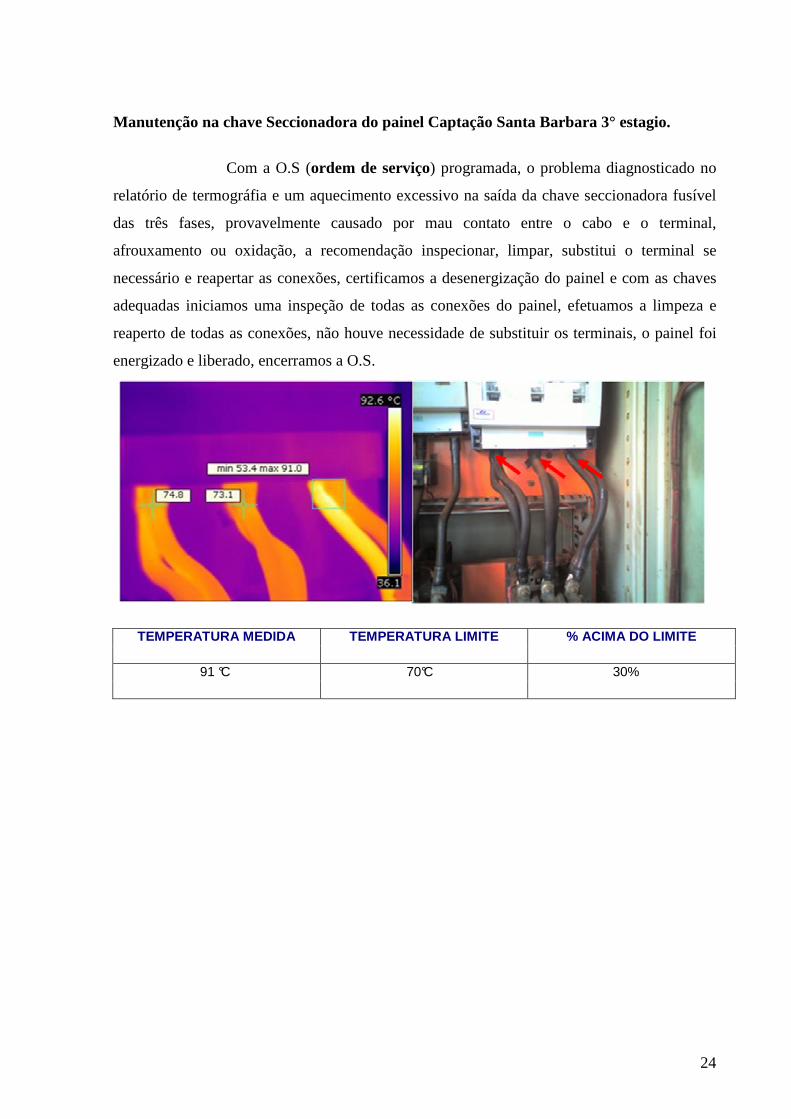
Manutenção na chave Seccionadora do painel Captação Santa Barbara 3° estagio.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na saída da chave seccionadora fusível
das três fases, provavelmente causado por mau contato entre o cabo e o terminal,
afrouxamento ou oxidação, a recomendação inspecionar, limpar, substitui o terminal se
necessário e reapertar as conexões, certificamos a desenergização do painel e com as chaves
adequadas iniciamos uma inspeção de todas as conexões do painel, efetuamos a limpeza e
reaperto de todas as conexões, não houve necessidade de substituir os terminais, o painel foi
energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
91 °C 70°C 30%
25
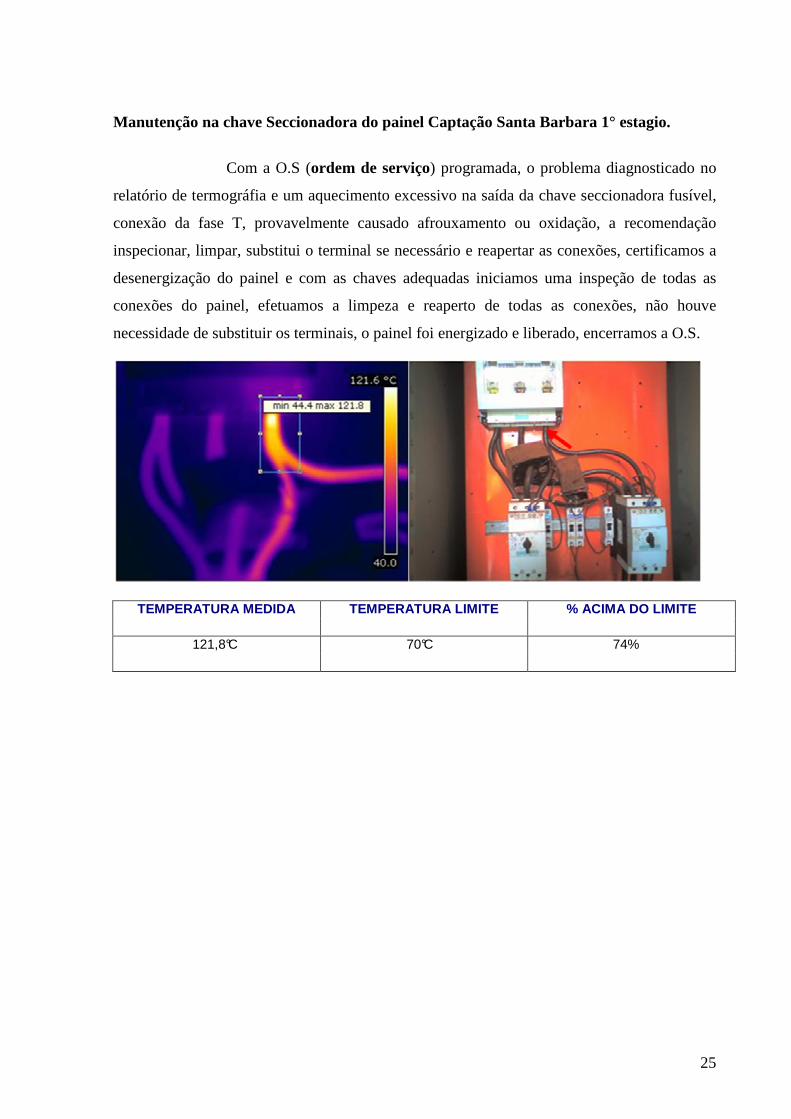
Manutenção na chave Seccionadora do painel Captação Santa Barbara 1° estagio.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na saída da chave seccionadora fusível,
conexão da fase T, provavelmente causado afrouxamento ou oxidação, a recomendação
inspecionar, limpar, substitui o terminal se necessário e reapertar as conexões, certificamos a
desenergização do painel e com as chaves adequadas iniciamos uma inspeção de todas as
conexões do painel, efetuamos a limpeza e reaperto de todas as conexões, não houve
necessidade de substituir os terminais, o painel foi energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
121,8°C 70°C 74%
26
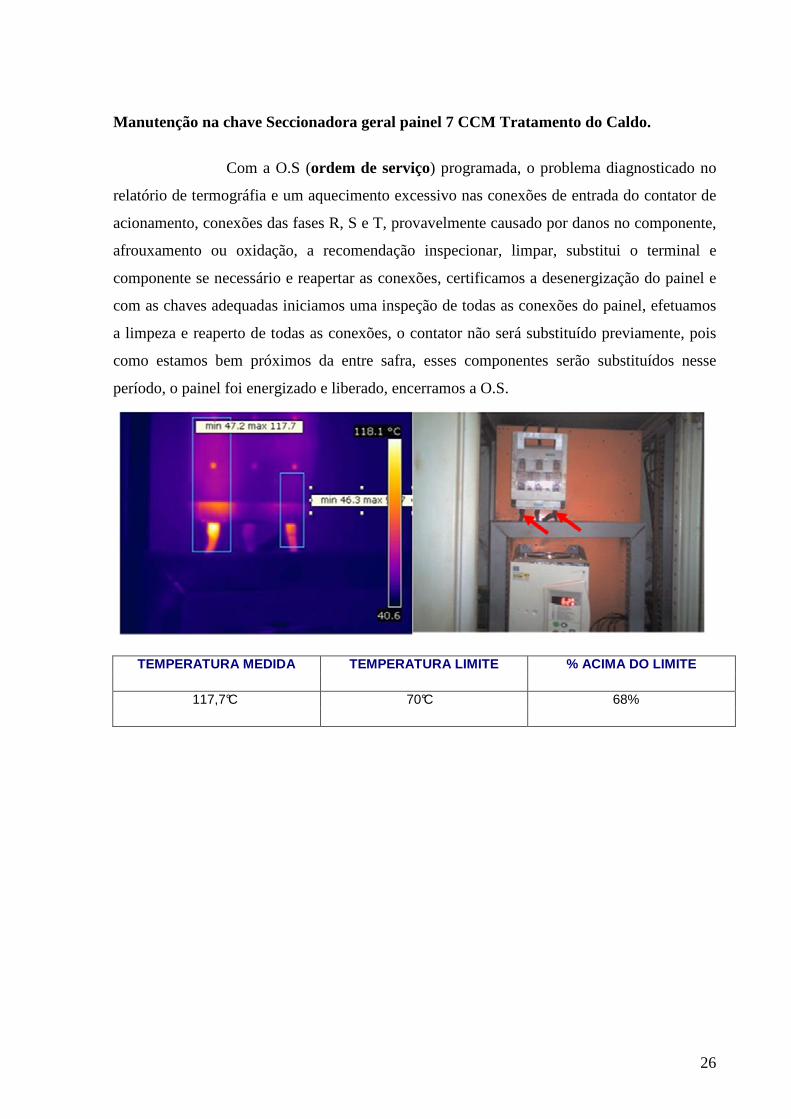
Manutenção na chave Seccionadora geral painel 7 CCM Tratamento do Caldo.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo nas conexões de entrada do contator de
acionamento, conexões das fases R, S e T, provavelmente causado por danos no componente,
afrouxamento ou oxidação, a recomendação inspecionar, limpar, substitui o terminal e
componente se necessário e reapertar as conexões, certificamos a desenergização do painel e
com as chaves adequadas iniciamos uma inspeção de todas as conexões do painel, efetuamos
a limpeza e reaperto de todas as conexões, o contator não será substituído previamente, pois
como estamos bem próximos da entre safra, esses componentes serão substituídos nesse
período, o painel foi energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
117,7°C 70°C 68%
27
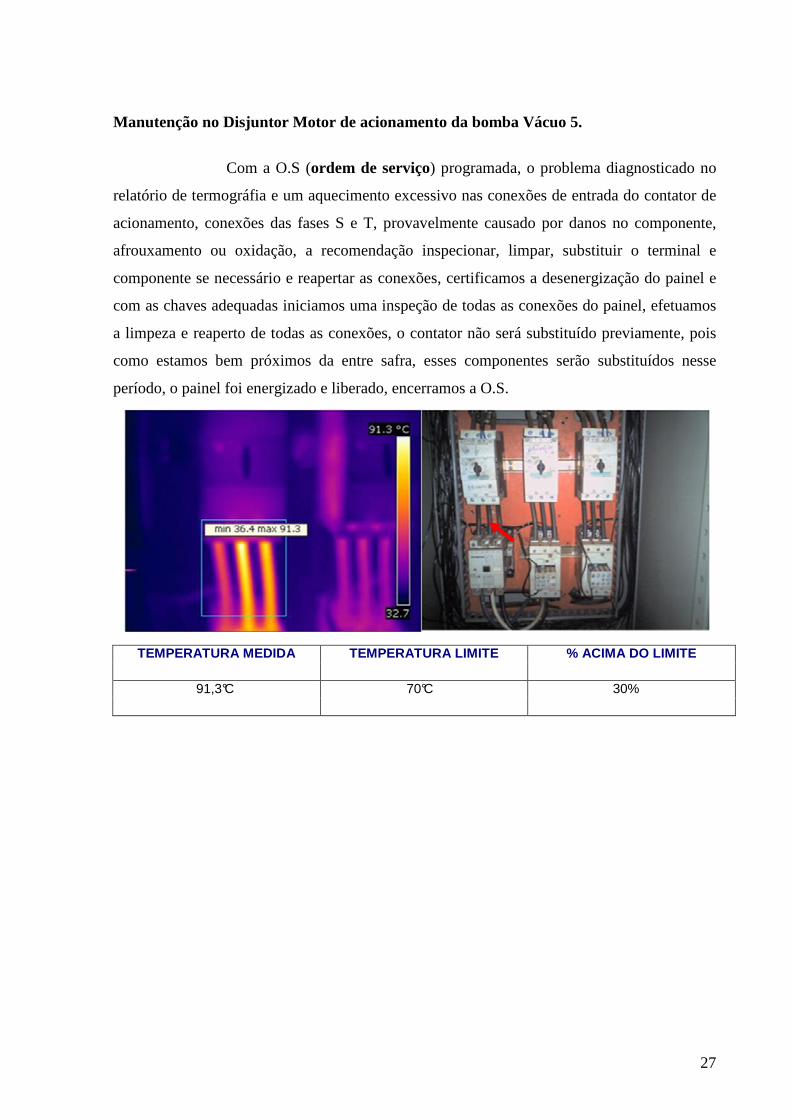
Manutenção no Disjuntor Motor de acionamento da bomba Vácuo 5.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo nas conexões de entrada do contator de
acionamento, conexões das fases S e T, provavelmente causado por danos no componente,
afrouxamento ou oxidação, a recomendação inspecionar, limpar, substituir o terminal e
componente se necessário e reapertar as conexões, certificamos a desenergização do painel e
com as chaves adequadas iniciamos uma inspeção de todas as conexões do painel, efetuamos
a limpeza e reaperto de todas as conexões, o contator não será substituído previamente, pois
como estamos bem próximos da entre safra, esses componentes serão substituídos nesse
período, o painel foi energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
91,3°C 70°C 30%
28
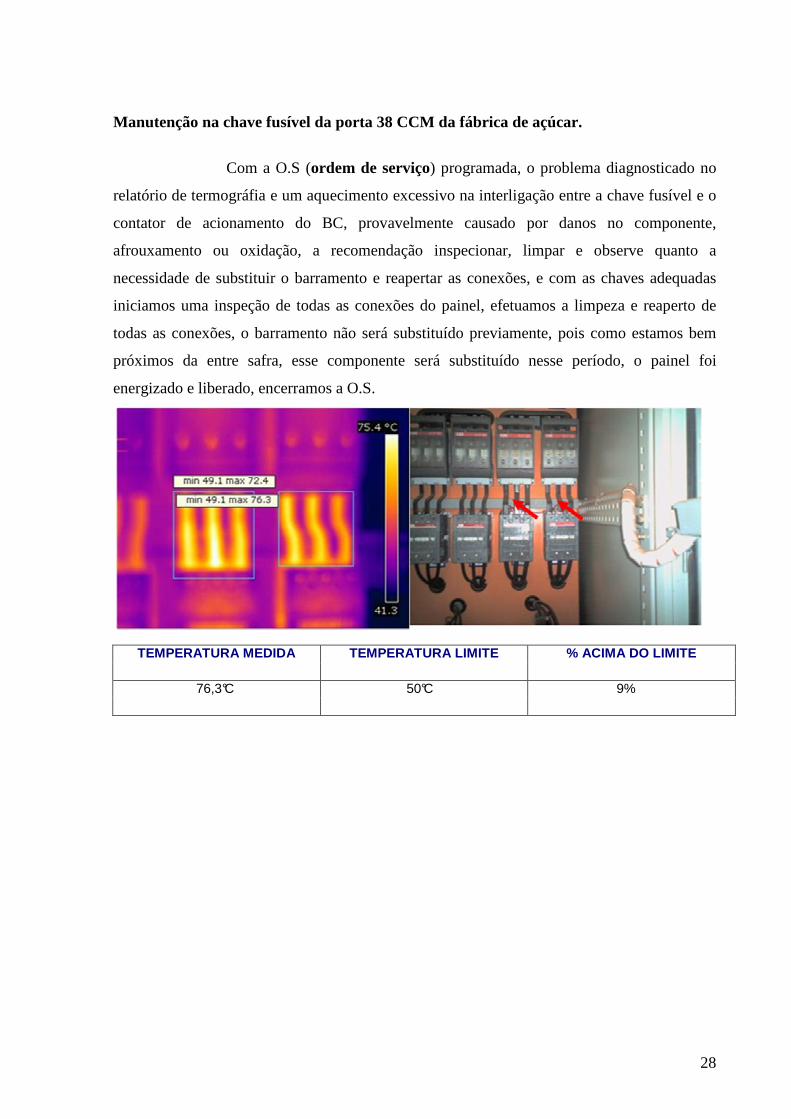
Manutenção na chave fusível da porta 38 CCM da fábrica de açúcar.
Com a O.S (ordem de serviço) programada, o problema diagnosticado no
relatório de termográfia e um aquecimento excessivo na interligação entre a chave fusível e o
contator de acionamento do BC, provavelmente causado por danos no componente,
afrouxamento ou oxidação, a recomendação inspecionar, limpar e observe quanto a
necessidade de substituir o barramento e reapertar as conexões, e com as chaves adequadas
iniciamos uma inspeção de todas as conexões do painel, efetuamos a limpeza e reaperto de
todas as conexões, o barramento não será substituído previamente, pois como estamos bem
próximos da entre safra, esse componente será substituído nesse período, o painel foi
energizado e liberado, encerramos a O.S.
TEMPERATURA MEDIDA TEMPERATURA LIMITE % ACIMA DO LI MITE
76,3°C 50°C 9%
29
ANEXOS
30
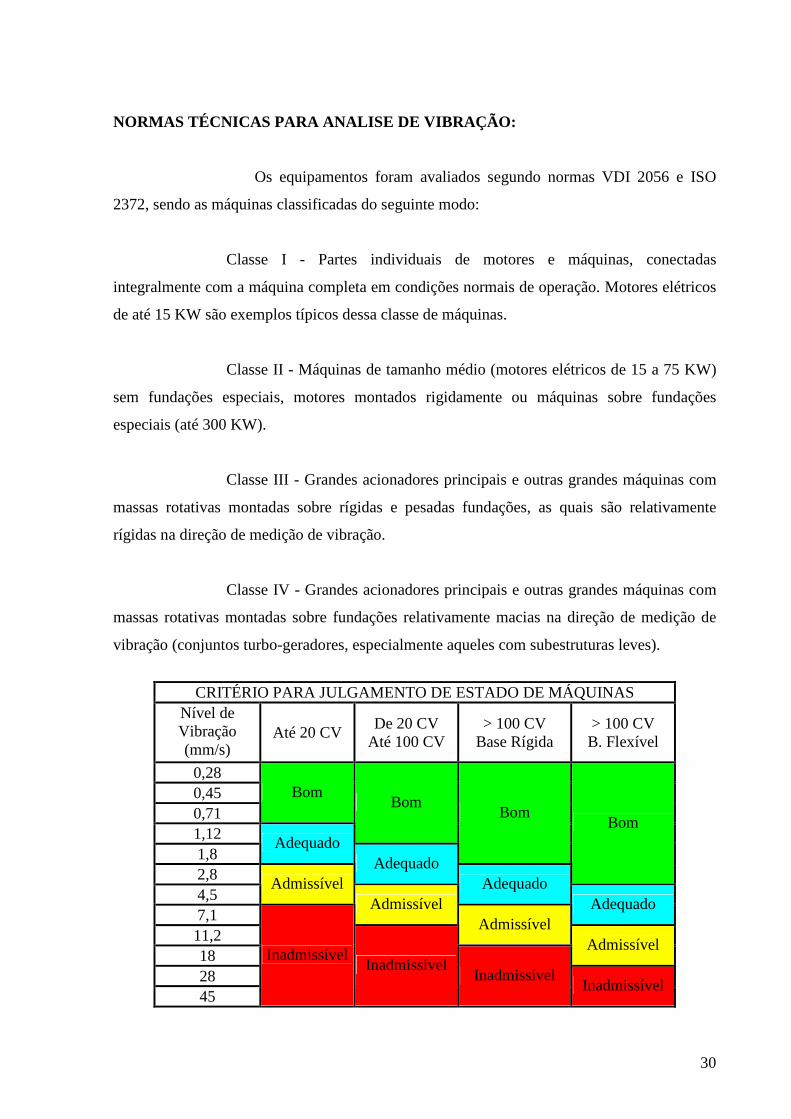
NORMAS TÉCNICAS PARA ANALISE DE VIBRAÇÃO:
Os equipamentos foram avaliados segundo normas VDI 2056 e ISO
2372, sendo as máquinas classificadas do seguinte modo:
Classe I - Partes individuais de motores e máquinas, conectadas
integralmente com a máquina completa em condições normais de operação. Motores elétricos
de até 15 KW são exemplos típicos dessa classe de máquinas.
Classe II - Máquinas de tamanho médio (motores elétricos de 15 a 75 KW)
sem fundações especiais, motores montados rigidamente ou máquinas sobre fundações
especiais (até 300 KW).
Classe III - Grandes acionadores principais e outras grandes máquinas com
massas rotativas montadas sobre rígidas e pesadas fundações, as quais são relativamente
rígidas na direção de medição de vibração.
Classe IV - Grandes acionadores principais e outras grandes máquinas com
massas rotativas montadas sobre fundações relativamente macias na direção de medição de
vibração (conjuntos turbo-geradores, especialmente aqueles com subestruturas leves).
CRITÉRIO PARA JULGAMENTO DE ESTADO DE MÁQUINAS
Nível de Vibração (mm/s)
Até 20 CV De 20 CV
Até 100 CV > 100 CV
Base Rígida > 100 CV B. Flexível
0,28 0,45 0,71
Bom
1,12
Bom
1,8 Adequado
Bom
2,8 Adequado
Bom
4,5 Admissível Adequado
7,1 Admissível Adequado
11,2 Admissível
18 Admissível
28 45
Inadmissível Inadmissível
Inadmissível Inadmissível
31
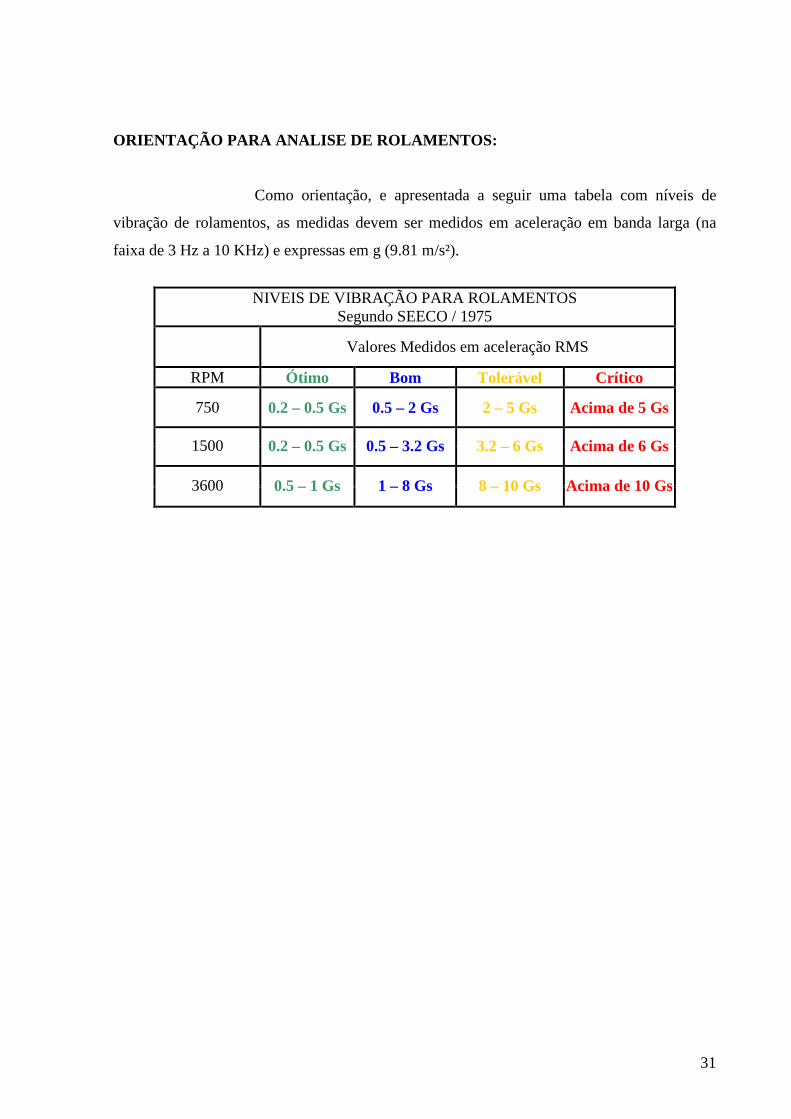
ORIENTAÇÃO PARA ANALISE DE ROLAMENTOS:
Como orientação, e apresentada a seguir uma tabela com níveis de
vibração de rolamentos, as medidas devem ser medidos em aceleração em banda larga (na
faixa de 3 Hz a 10 KHz) e expressas em g (9.81 m/s²).
NIVEIS DE VIBRAÇÃO PARA ROLAMENTOS
Segundo SEECO / 1975
Valores Medidos em aceleração RMS
RPM Ótimo Bom Tolerável Crítico
750 0.2 – 0.5 Gs 0.5 – 2 Gs 2 – 5 Gs Acima de 5 Gs
1500 0.2 – 0.5 Gs 0.5 – 3.2 Gs 3.2 – 6 Gs Acima de 6 Gs
3600 0.5 – 1 Gs 1 – 8 Gs 8 – 10 Gs Acima de 10 Gs
32
PRINCÍPIOS DA TERMOGRAFIA:
A inspeção termográfica é uma técnica não destrutiva que utiliza os raios
infravermelhos, para medir temperaturas ou observar padrões diferenciais de distribuição de
temperatura, com o objetivo de propiciar informações relativas à condição operacional de um
componente, equipamento ou processo. Em qualquer dos sistemas de manutenção
considerados, a termografia se apresenta como uma técnica de inspeção extremamente útil,
uma vez que permite: realizar medições sem contato físico com a instalação (segurança);
verificar equipamentos em pleno funcionamento (sem interferência na produção); e
inspecionar grandes superfícies em pouco tempo (alto rendimento).
Os aplicativos desenvolvidos para a posterior análise das informações
termográficas obtidas, como a classificação de componentes elétricos defeituosos, avaliação
da espessura de revestimentos e o cálculo de trocas térmicas, permitem que esses dados sejam
empregados em análises preditivas. Essas técnicas são capazes de detectar eventuais falhas de
funcionamento sem a necessidade de interrupção do processo produtivo e de modo que a
intervenção corretiva possa ser programada com antecedência suficiente, proporcionando os
seguintes benefícios:
Aumento da segurança e da disponibilidade dos equipamentos, com redução de riscos
de acidente e interrupções inesperadas.
Eliminação da troca prematura do componente com vida útil significativa.
Redução do prazo e custos das intervenções, pelo conhecimento antecipado do
problema.
Aumento da vida útil das máquinas e equipamentos pela melhoria nas operações e
instalações elétricas.
Avaliar a eficiência, eficácia e a qualidade dos serviços de manutenção corretiva,
propondo treinamentos e a busca continua por aprimoramento.
Comprovar as condições de operação de áreas de risco. Rua General Joaquim Inácio Nº. 187 - Sala 01 – 2º A ndar Centro – Anápolis – Goiás Cep: 75024-040 Fone / Fax : (62) 3321-2820
Aplicações na Manutenção
As aplicações de termografia são diversas: Manutenção preditiva dos sistemas
elétricos de empresas geradoras, distribuidoras e transmissoras de energia elétrica; Monitoramento
de sistemas mecânicos como rolamentos e mancais; Vazamentos de vapor em plantas industriais;
Análise de isolamentos térmicos e refratários; Monitoramentos de processos produtivos do vidro e
33
de papel; Acompanhamento de performance de placas e circuitos eletrônicos; Pesquisas
científicas de trocas térmicas, entre outras possibilidades.
Sistemas Elétricos
A Termografia Infravermelha é uma ferramenta essencial na manutenção
preditiva de equipamentos elétricos. Uma inspeção termográfica identifica possíveis
problemas antes que os mesmos ocorram e possibilita a realização de ajustes ou correções
antes da próxima parada programada. Além disso, é uma técnica 100% segura, não
oferecendo risco nenhum a equipe que realiza ou acompanha a inspeção. O uso de termografia
infravermelha em subestações, torres de energia, transformadores e linhas de transmissão é
uma parte crítica de qualquer programa de manutenção preditiva, identificando potenciais
falhas graves e catastróficas antes das mesmas ocorrerem.
Rua General Joaquim Inácio Nº. 187 - Sala 01 – 2º A nd Centro – Anápolis – Goiás Cep: 75024-040 Sistemas Mecânicos
As aplicações da Termografia em equipamentos mecânicos são as mais
diversas, incluindo a identificação de problemas em potencial nos equipamentos rotativos,
caldeiras, sistemas de refrigeração e ventilação. Como parte integrante de um programa de
manutenção preditiva, auxilia a implementação de um programa de manutenção de parada
zero.
O PROCESSO DE INSPEÇÃO TERMOGRÁFICA
A inspeção é uma atividade para avaliar ou observar, se um processo, um
produto ou serviço cumpre com os requisitos de qualidade, para realizar a tarefa o inspetor
segue os seguintes estágios. Planejamento da inspeção nos períodos de demanda máxima.
Avaliação classificação dos pontos quentes detectados. Emissão do relatório, com a
identificação das falhas e o nível de urgência para o seu reparo. Revisão termográfica para
avaliação da eficácia da manutenção efetuada para correção do problema.
No instante em que inspeciona um componente elétrico, o inspetor, realiza
uma rigorosa seleção preliminar para determinar se este componente se encontra em situação
normal.
34
Os Critérios Utilizados
As falhas detectadas são classificadas segundo critério de prioridade de
manutenção, as quais levam em conta a carga e a velocidade do vento, calculando-se a
temperatura que o componente teria em condição padrão de funcionamento (100 % de carga e
sem vento). Entende-se por manutenção não apenas a troca do componente, como também
limpeza e ou reaperto. A observação de um componente envolve a verificação periódica da
evolução térmica deste componente que a priori, não apresenta aquecimento que justifique
uma ação sobre ele, por uma questão de aproveitamento de tempo de inspeção a execução de
termogramas e imagens térmicas que ilustram o relatório é reservada apenas aos
equipamentos anormalmente aquecidos de maior importância ou a critério do contratante.
Componentes e equipamentos inspecionados sem temperatura anormal têm seus dados e
identificação anotados.
São utilizados as seguintes normas e procedimentos relacionados a
inspeções termográficas:
NORMA INTERNACIONAL
• ASN SNT-TC-1 / ISO 18436
NORMAS NACIONAIS
Normas Sobre Ensaios não destrutivos – Termografia
• ABNT-NBR 15424:06 – Ensaios não destrutivos – Termografia – Terminologia
Normas Sobre Instalações Elétricas em Baixa Tensão
• ABNT-NBR 5410:04 - Instalações elétricas de baixa tensão – procedimento
• Resolução ANEEL-456.
Normas Sobre Instalações Elétricas em Média Tensão
• ABNT-NBR 14039:05 - Instalações elétricas de média tensão de 1,0 kV a 36,2 kV Rua General Joaquim Inácio Nº. 187 - Sala 01 – 2º A nda Centro – Anápolis – Goiás Cep: 75024-040 Fone / Fax : (62) 3321-2820
Normas Sobre Iluminação
• ABNT-NBR 10898:99 - Sistema de iluminação de emergência – Procedimento
Normas Sobre Segurança
• NR-10- Instalações e serviços em eletricidade – Procedimento.
• Normas e especificações técnicas publicadas por fabricantes de componentes elétricos.
35
Especificações técnicas descritas nas normas 1. Proteção contra efeitos térmicos
A instalação elétrica deve estar disposta de maneira a excluir qualquer risco
de incêndio de materiais inflamáveis devido a temperaturas elevadas ou arcos elétricos. Além
disso, em serviço normal, as pessoas e os animais domésticos não devem correr riscos de
queimaduras. As pessoas, os componentes fixos de uma instalação elétrica, bem como os
materiais fixos adjacentes, devem ser protegidos contra os efeitos prejudiciais do calor ou
radiação térmica produzida pelos equipamentos elétricos, particularmente quanto a:
a) riscos de queimaduras;
b) prejuízos no funcionamento seguro de componentes da instalação;
c) combustão ou deterioração de materiais.
2. Manutenção
A periodicidade da manutenção deve adequar-se a cada tipo de instalação,
considerando:
a) a complexidade do sistema: quanto maior for a quantidade e diversidade de equipamentos,
menor deve ser a periodicidade;
b) a importância do sistema: quanto maior for a importância do sistema, menor deve ser a
periodicidade, avaliando as conseqüências de eventual defeito no sistema;ala 01 – 2º Andar
c) a classificação das influências externas do local: quanto maior o grau de poeira, umidade, temperatura, vibração, etc., menor deve ser a periodicidade. 3. Executante
Toda instalação elétrica deve ser verificada e/ou sofrer intervenções
somente por profissionais treinados ou qualificadas de acordo com critérios estabelecidos na
NR-10. Sempre que possível, a instalação a ser verificada deve ser desenergizada. Os
dispositivos e as disposições adotadas para garantir que as partes vivas fiquem fora do alcance
podem ser retirados para uma melhor verificação, devendo ser impreterivelmente
restabelecidos ao término da manutenção.
4. Condutores
Deve ser inspecionado o estado da isolação dos condutores e seus
dispositivos de fixação e suporte, observando sinais de aquecimento excessivo, rachaduras,
ressecamento, fixação, identificação e limpeza.
36
5. Quadros de distribuição e painéis
Deve ser verificada a estrutura do(s) quadro(s) e/ou painel (is), observando
seu estado geral quanto à fixação, danos na estrutura, pintura, corrosão, fechaduras e
dobradiças. Deve ser verificado o estado geral dos condutores e cordoalhas de aterramento.
6. Componentes
No caso de componentes com partes internas móveis como contatores, relés,
chaves seccionadoras, disjuntores, etc., devem ser inspecionados, quando o componente
permitir, o estado dos contatos e das câmaras de arco, sinais de aquecimento, limpeza,
fixação, ajustes e calibrações.lis – Goiás Cep: 75024-040 Fone / Fax: (62) 3321-28 20
Se possível, realizar algumas manobras no componente, verificando seu
funcionamento. No caso de componentes fixos como fusíveis, condutores, barramento, calhas,
caneletas, conectores, terminais, transformadores, etc., deve ser inspecionado o estado geral,
observando sinais de aquecimento, fixação, identificação, ressecamento e limpeza.
No caso de sinalizadores, deve ser verificada a integridade do(s) soquete(s),
fixação e limpeza interna e externa.
NOTA - O reaperto das conexões deverá ser feito no máximo em 90 dias após a entrada em
operação e utilização efetiva das instalações elétricas correspondentes.
INSTRUMENTOS UTILIZADOS
São utilizados os seguintes equipamentos para inspeção Termográfica:
Equipamento Modelo Descrição Termovisor
Infravermelho
Flir T200/ N° série
402001192
Temperatura range: -
20~350ºC
Emissividade:= 0.99
Produto classe II laser Anemômetro Digital
AD-250
Termômetro
Fluke 62 Mini
Output< 1mW 630-670 nm
Produto classe II Laser
37
Características dos Equipamentos
Para efetuar uma análise correta na medição deve-se observar as seguintes
informações dos equipamentos que serão inspecionados:
• Identificar se o equipamento a ser inspecionado tem seu comportamento influenciado
pela tensão aplicada, pela corrente e/ou pelo fator de carga.
• Identificar os materiais que compõe os equipamentos a serem inspecionados, visando
à determinação das respectivas emissividades envolvida.
• Levantar a tensão/corrente/fator de carga relacionado ao equipamento no momento da
inspeção.
• Levantar os valores nominais de tensão/ou corrente do equipamento a ser
inspecionado; Rua General Joaquim Inácio Nº. 187 - Sala 01 –
• Verificar condições de operação e montagem do equipamento juntamente com registro
de ocorrências do equipamento a ser inspecionado.
Parâmetros Ajustados Emissividade (e): Parâmetro adimensional que estabelece a relação entre a quantidade de
energia irradiada por um corpo em estudo e a que seria emitida por um corpo negro, á mesma
temperatura e comprimento de onda. A emissividade varia entre 0 e 1, é anotada juntamente
com os demais,temperatura do componente, temperatura ambiente, temperatura máxima
admissível do componente, velocidade do vento, carga nominal e carga do componente no
momento da medição.
Distância do Objeto (m): Distancia entre o termovisor e o objeto a ser medido, é estimado
no momento da medição.
Temperatura Ambiente (°C): Temperatura do meio circundante ao objeto. Temperatura Aparente (°C): Temperatura de um objeto, indicada pelo instrumento, antes que
correções específicas para este sejam introduzidas. Os parâmetros descritos são inseridos no
termovisor, após a inserção começa-se a realizar uma varredura das temperaturas começando-se
pela temperatura ambiente e observando o termograma, com isso vai identificando os pontos
quentes existentes.
Rua General Joaquim Inácio N2820
38
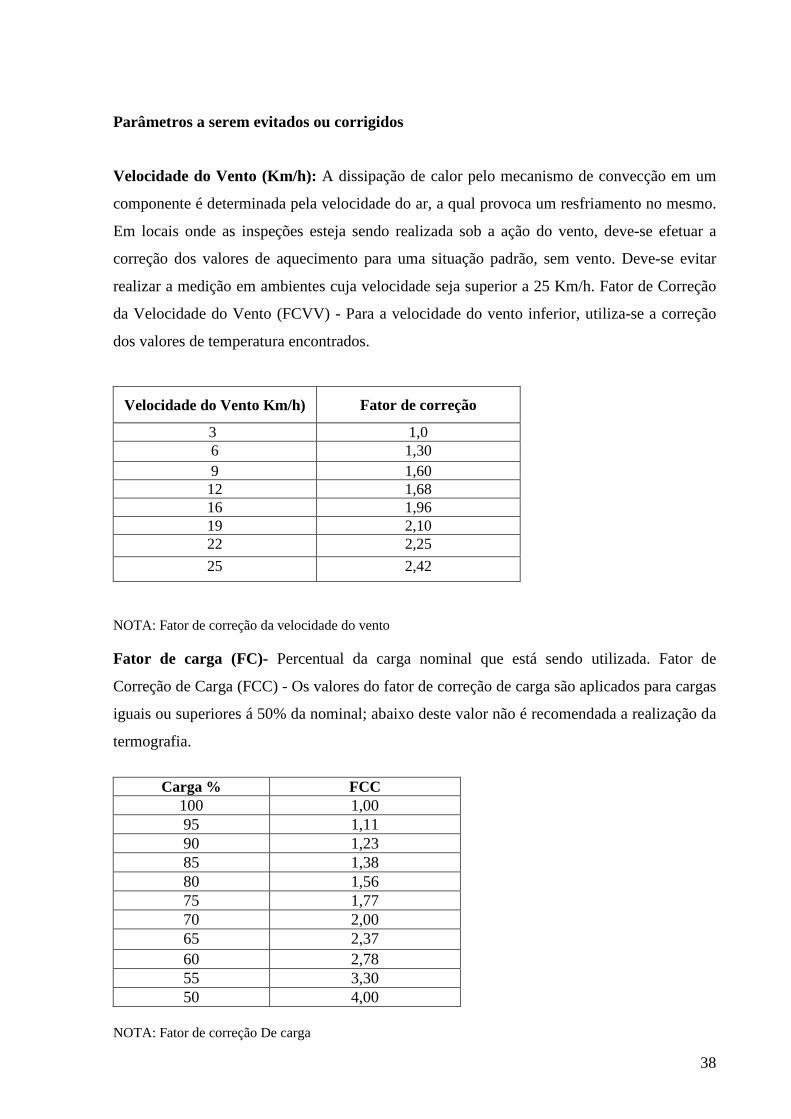
Parâmetros a serem evitados ou corrigidos Velocidade do Vento (Km/h): A dissipação de calor pelo mecanismo de convecção em um
componente é determinada pela velocidade do ar, a qual provoca um resfriamento no mesmo.
Em locais onde as inspeções esteja sendo realizada sob a ação do vento, deve-se efetuar a
correção dos valores de aquecimento para uma situação padrão, sem vento. Deve-se evitar
realizar a medição em ambientes cuja velocidade seja superior a 25 Km/h. Fator de Correção
da Velocidade do Vento (FCVV) - Para a velocidade do vento inferior, utiliza-se a correção
dos valores de temperatura encontrados.
Rua General Joaquim Inácio Nº. 187 - Sala 01 – 2º A
Centro – Anápolis – Goiás Cep: 75024-040 Fone
Velocidade do Vento Km/h)
Fator de correção
33 1,0 6 1,30 9 1,60 12 1,68 16 1,96 19 2,10 22 2,25
25 2,42
NOTA: Fator de correção da velocidade do vento Fator de carga (FC)- Percentual da carga nominal que está sendo utilizada. Fator de
Correção de Carga (FCC) - Os valores do fator de correção de carga são aplicados para cargas
iguais ou superiores á 50% da nominal; abaixo deste valor não é recomendada a realização da
termografia.
Carga % FCC
100 1,00 95 1,11 90 1,23 85 1,38 80 1,56 75 1,77 70 2,00 65 2,37 60 2,78 55 3,30 50 4,00
NOTA: Fator de correção De carga
39
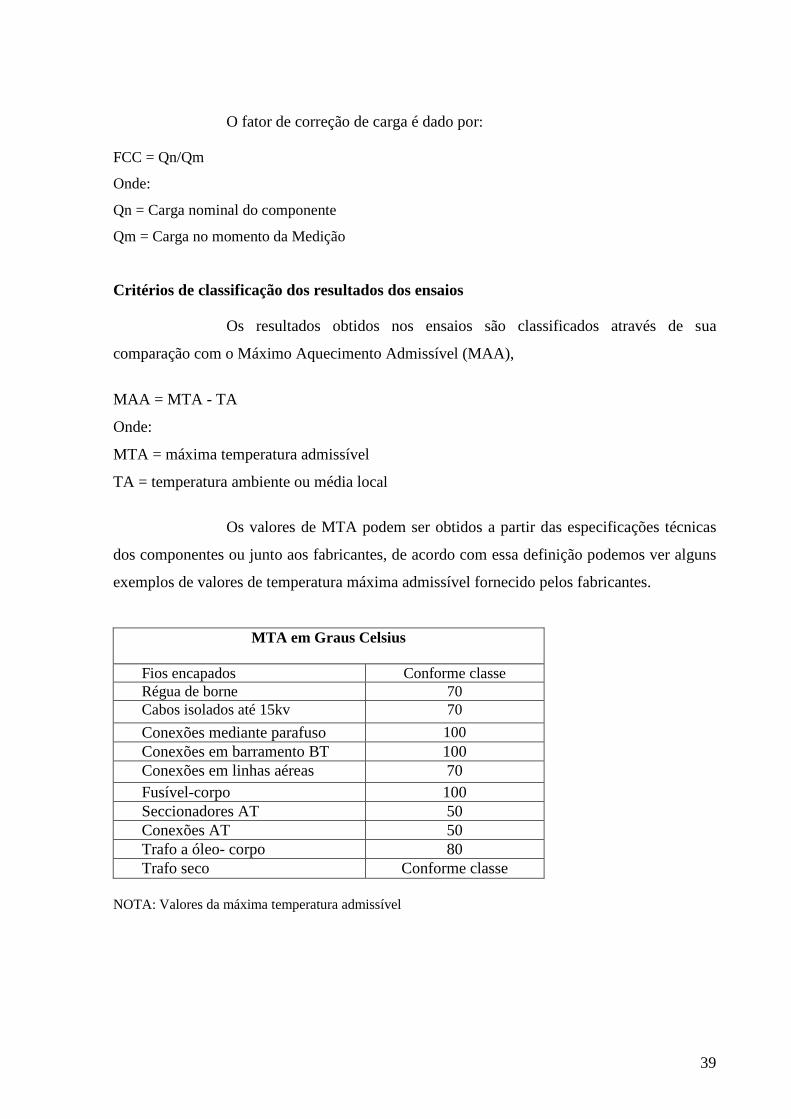
O fator de correção de carga é dado por:
FCC = Qn/Qm
Onde:
Qn = Carga nominal do componente
Qm = Carga no momento da Medição
Rua General Joaquim Inácio Nº. – 2º AndarCentro – A nápolis – Goiás Cep: 75024-040 Fone / Fax (6321-28
Critérios de classificação dos resultados dos ensaios
Os resultados obtidos nos ensaios são classificados através de sua
comparação com o Máximo Aquecimento Admissível (MAA),
MAA = MTA - TA
Onde:
MTA = máxima temperatura admissível
TA = temperatura ambiente ou média local
Os valores de MTA podem ser obtidos a partir das especificações técnicas
dos componentes ou junto aos fabricantes, de acordo com essa definição podemos ver alguns
exemplos de valores de temperatura máxima admissível fornecido pelos fabricantes.
MTA em Graus Celsius
Fios encapados Conforme classe Régua de borne 70 Cabos isolados até 15kv 70
Conexões mediante parafuso 100 Conexões em barramento BT 100 Conexões em linhas aéreas 70 Fusível-corpo 100 Seccionadores AT 50 Conexões AT 50 Trafo a óleo- corpo 80 Trafo seco Conforme classe
NOTA: Valores da máxima temperatura admissível
40
Os valores de MTA poderão ser obtidos através das especificações técnicas dos
componentes ou com os fabricantes; caso não se saiba de antemão a MTA a ser considerada,
recomenda-se 100 Graus Celsius para conexões e componentes metálicos.
As ocorrências detectadas visivelmente caso exista, são comentadas de acordo
com as normas de instalações elétricas e são anexadas a este relatório.
41
CONCLUSÃO
Como o curso é focado em grande parte em aulas teóricas, surge então à
necessidade de vivenciar a prática através de estágio em diversas áreas de empresas, setores e
com profissionais qualificados de vasta experiência, este estagio tem grande valia
profissional. E com muitas técnicas em diferentes ramos da indústria, envolvendo pesquisa e
vivenciando a verdadeira realidade da empresa.
Dentre os pontos fortes podemos citar o interesse dos colaboradores no
momento do ensinamento, e a oportunidade de estar projetando e executando melhorias na
empresa, onde sugestões eram ouvidas e duvidas realmente tirada.
A conclusão deste estagio é com a certeza de estar preparado para atuar no
mercado e certo de que ajudamos em melhorias na empresa estagiada, colaborando para a
estrutura de futuros estagiários.
42
BIBLIOGRAFIA
- Catálogo de equipamento da empresa Renk Zanini;
- Catálogo de equipamento da empresa JDF Centrifugas peças e acessórios;
- Catálogo de equipamento da empresa Mausa Centrifugas de Açúcar.
- Catálogo de equipamento da empresa KSB Bombas Centrifugas;
- Catálogo de equipamento da empresa SEW Redutores e Acionamentos;
- Catálogo de equipamento da empresa WEG.
43
VISTO DOS COORDENADORES ESTAGIARIO NOME: ALEXANDRE GUIMARÃES DOS SANTOS CURSO: TÉCNICO EM ELETROMECÂNICA INTITUIÇÃO DE ENSINO: ESCOLA SENAI ITUMBIARA COORDENADORES: KELLY APARECIDA LEMES BALIANO CLAITON CANDIDO VIEIRA CLAUDIO TIVERON OPIPARI EMPRESA NOME: GOIAS GOIATUBA ALCOOL LTDA. ENDEREÇO: RODOVIA GO 040 – KM 194 ACESSO 7 KM A DIREITA SETOR: ZONA RURAL DURAÇÃO DO ESTAGIO: 400 HORAS CONCLUSÃO: 09/12/2009 SUPERVISORES: __________________________ _____________________________ CLAITON CANDIDO VIEIRA CLAUDIO TIVERON OPIPARI ____________________________________ KELLY APARECIDA LEMES BALIANO ______________________________________
LEO FERNANDO CUNHA DE OLIVEIRA
_____________________________________
JOÃO FRANCISCO DE JESUS JUNIOR
Related Documents











