Recuperação de xilanas por processos de separação com membranas Sónia Barreiro Serigado Dissertação para obtenção de Grau de Mestre em Engenharia Química Orientadores: Prof.ª Doutora Ana Maria de Figueiredo Brites Alves (IST) Eng. António Paulo Mendes de Sousa (RAIZ) Júri Presidente: Prof. Doutor José Madeira Lopes (IST) Orientador: Prof.ª Doutora Ana Maria de Figueiredo Brites Alves (IST) Vogal: Prof.ª Doutora Maria Diná Afonso (IST) Dezembro de 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Recuperação de xilanas por processos de
separação com membranas
Sónia Barreiro Serigado
Dissertação para obtenção de Grau de Mestre em
Engenharia Química
Orientadores: Prof.ª Doutora Ana Maria de Figueiredo Brites Alves (IST)
Eng. António Paulo Mendes de Sousa (RAIZ)
Júri
Presidente: Prof. Doutor José Madeira Lopes (IST)
Orientador: Prof.ª Doutora Ana Maria de Figueiredo Brites Alves (IST)
Vogal: Prof.ª Doutora Maria Diná Afonso (IST)
Dezembro de 2014


i
Agradecimentos
Gostaria de começar por agradecer ao RAIZ, nomeadamente, ao Engenheiro Mendes
Sousa e ao Bruno Almeida por todo o tempo que gastaram para ajudar e apoiar este trabalho.
Também um especial agradecimento aos investigadores da Universidade de Aveiro,
particularmente, ao Prof. Doutor Evtuguin Dmitry e à Doutora Ana Reis pelo apoio incondicional
e a disponibilidade que têm demonstrado.
Quero também mostrar a minha gratidão à minha orientadora do IST Prof. Doutora Ana
Maria Alves por toda a ajuda e apoio, especialmente os conselhos importantes para o
manuscrito e a possibilidade de realizar este trabalho com todos os seus desafios e
oportunidades.
Estou realmente agradecida à Prof. Doutora Lurdes Serrano, que me ajudou e meu deu
conselhos e apoio muito importante durante o estágio.
Os meus amigos também merecem os meus agradecimentos porque mesmo em
situações mais complicadas sempre estiveram ao meu lado para me apoiar. Em particular,
quero agradecer à Joana, Diana, Bruna e Cristina pelos grandes momentos que partilhámos e
iremos partilhar no futuro com a mesma amizade de sempre.
Às minhas “companheiras” de estágio, Ana e Fátima, quero-vos agradecer pelo apoio e
os bons concelhos que me transmitiram e me ajudaram a superar as dificuldades.
Eu queria também agradecer ao meu irmão pela ajuda preciosa durante todos estes
anos e por ter sempre acreditado nas minhas capacidades.
Finalmente, eu não poderia esquecer os meus pais por todo o apoio e os esforços de
todos esses anos. Eles sempre me deram as condições para prosseguir meus objetivos e
alcançar o que sou no presente.

ii

iii
Resumo
A sustentabilidade económica da indústria da celulose passa pelo aproveitamento de
subprodutos que possam constituir um valor acrescentado ao processo de fabricação de papel.
Um dos produtos é a xilana e a sua recuperação da celulose branqueada pode ter um retorno
económico e ambiental significativo que justifique a sua aplicação industrial. Esta recuperação
pode ser feita por uma extração alcalina, com NaOH, a partir da qual resulta um licor
fortemente alcalino rico em xilana. Processos de separação por membranas são
particularmente indicados para isolar a xilana deste licor.
Neste trabalho, várias membranas foram testadas para essa tarefa, ou seja, as
membranas orgânicas GR95PP e SelRO-MPS 34 de ultrafiltração (UF) e nanofiltração (NF),
respetivamente, e uma membrana cerâmica, Carbosep M5 de UF. Testes paramétricos foram
realizados para avaliar as melhores condições de funcionamento (pressão e velocidade), com
vista à obtenção do maior fluxo de permeação, bem como elevadas purezas de concentrado e
permeado.
No caso das membranas orgânicos, a GR95PP e a MPS 34, as condições ótimas
foram uma velocidade de 2,0 m / s e uma pressão de 6 bar e 1,0 m / s e 14 bar,
respetivamente. Para estas condições, fluxos de permeado de 15,5 e 4 L/ h.m2 foram obtidos
para a GR95PP e a MPS 34, respetivamente. Em relação à membrana cerâmica, a pressão e a
velocidade otimizada foram de 6 bar e 1,8 m / s com um fluxo de permeação de 20 L/ h.m2.
Uma diminuição drástica no fluxo de permeação foi observada durante a concentração da
xilana para todas as membranas. No final de todas as experiências de concentração,
permaneceu NaOH distribuído igualmente entre concentrado e permeado.
Os pesos moleculares da xilana são determinados por cromatografia de permeação em
gel (GPC) e obteve-se um valor médio de 18 kDa.
Palavras-chave: xilana; ultrafiltração; diafiltração; HPLC, açúcares, pesos moleculares.

iv

v
Abstract
The economic sustainability of the pulp industry passes nowadays through the
utilization of by-products that can provide added value to the paper making process. One of this
by-product is xylan and its recovery from bleached pulp may have a significant economic and
environmental return that justifies their industrial application. This recovery can be made by an
alkaline extraction, with NaOH, from which a strong alkaline xylan-rich liquor results. Membrane
separation processes are very well suited to isolate xylan from this liquor.
In this work, several membranes were tested for this task, namely, the organic
membranes GR95PP and SelRO-MPS 34 for ultrafiltration UF and nanofiltration NF,
respectively, and a ceramic membrane Carbosep M5. Parametric tests were performed to
assess the best operating conditions (pressure and velocity) aiming the obtention of the highest
permeation flux as well as high concentrate and permeate purities.
In the case of organic membranes GR95PP and MPS 34, the optimum conditions were
a velocity of 2,0 m/ s and a pressure of 6 bar and 1.0 m/ s and 14 bar, respectively. For these
conditions permeate fluxes of 15,5 and 4 L/ h.m2 were obtained for GR95PP and MPS 34,
respectively. Regarding the ceramic membrane, the optimized pressure and velocity were 6 bar
and 1.8 m/ s with a permeation flux of 20 L/ h.m2. A deep decrease in the permeation flux was
observed during concentration of xylan for all the membranes. At the end of all the
concentration experiments NaOH remained equally distributed between concentrate and
permeate.
The molecular weights were determined by gel permeation chromatography (GPC)
xylan with an average value of 18 kDa.
Keywords: xylan; ultrafiltration; diafiltration; HPLC, sugars, molecular weights

vi

vii
Índice
1 Introdução .............................................................................................................................. 1
1.1 Justificação do Projeto .................................................................................................. 1
1.2 Objetivos ........................................................................................................................ 1
1.2.1 Objetivo geral .................................................................................................... 1
1.2.2 Objetivo específico ............................................................................................ 1
1.3 Indústria da pasta de papel ........................................................................................... 1
1.3.1 A produção de pasta ......................................................................................... 3
1.3.2 A pasta branqueada .......................................................................................... 4
2. Processos de membranas ..................................................................................................... 7
2.1 Processos de separação com membranas baseadas em diferenças de pressão
hidrostática ................................................................................................................................ 7
2.2 Classificação das Membranas ...................................................................................... 8
2.2.1 Classificação morfológica .................................................................................. 9
2.2.2 Classificação química ........................................................................................ 9
2.2.3 Configurações Modulares ................................................................................. 9
2.3 Tipos de membranas ................................................................................................... 10
2.3.1 Ultrafiltração .................................................................................................... 11
2.3.2 Microfiltração ................................................................................................... 11
2.3.3 Osmose Inversa e Nanofiltração ..................................................................... 11
2.4 Características das Membranas .................................................................................. 12
2.4.1 Porosidade ...................................................................................................... 12
2.4.2 Espessura ........................................................................................................ 12
2.4.3 Diâmetros de poros ......................................................................................... 12
2.4.4 Permeabilidade ................................................................................................ 12
2.5 Fenómenos envolvidos nos processos de separação com membranas .................... 13
2.5.1 Deterioração da membrana ............................................................................. 13
2.5.2 Polarização de Concentração ......................................................................... 13
2.5.3 Fouling ............................................................................................................. 14
2.6 Princípios de processos de membrana ....................................................................... 14
2.6.1 Modelo das resistências .................................................................................. 14
2.6.2 Teoria do filme ................................................................................................. 15

viii
2.6.2.1 Determinação do coeficiente de transferência de massa, k ....................... 17
2.6.3 Modelo da pressão osmótica .......................................................................... 18
2.7 Modos de operação ..................................................................................................... 19
2.7.1 Concentração e purificação ............................................................................. 19
2.7.1.1 Modo de operação em contínuo ......................................................................... 20
2.7.1.2 Modo de operação em descontínuo .................................................................. 20
2.7.2 Processo de Diafiltração .......................................................................................... 21
2.7.2.1 Benefícios da Diafiltração .................................................................................... 21
2.7.2.2 Diafiltração contínua ............................................................................................. 21
2.7.2.3 Diafiltração descontínua ...................................................................................... 22
2.7.2.3.1 Diafiltração contínua ou descontínua: qual a melhor técnica? .................. 22
3 Pesquisa bibliográfica .................................................................................................................... 23
3.1 Processos com membranas para a separação e purificação das hemiceluloses ........ 23
3.1.1 Pré tratamentos e Microfiltração ............................................................................. 24
3.1.2 Ultrafiltração ............................................................................................................... 25
3.1.3 Diafiltração ................................................................................................................. 28
3.1.4 Recuperação das membranas após o ensaio ...................................................... 28
3.2 Métodos analíticos ................................................................................................................. 30
3.2.1 HPLC .......................................................................................................................... 30
3.2.2 Determinação dos pesos moleculares da xilana .................................................. 30
4 Materiais e métodos ....................................................................................................................... 32
4.1 Extração da pasta branqueada ............................................................................................ 32
4.1.1 Preparação da amostra ............................................................................................ 32
4.1.2 Descrição da extração e reagentes ........................................................................ 32
4.2 Membranas ............................................................................................................................. 33
4.2.1 Etapas na implementação dos Processos de Separação com Membranas .... 33
4.3 Instalações de ultrafiltração/nanofiltração .......................................................................... 34
4.4 Ensaios experimentais .......................................................................................................... 35
4.4 1 Descrição dos ensaios ............................................................................................. 35
4.4.2 Preparação e recuperação das membranas ......................................................... 36

ix
4.4.3 Tratamento de amostras .......................................................................................... 38
4.5 Métodos analíticos ................................................................................................................. 38
4.5.1 Determinação dos pesos moleculares das xilanas .............................................. 39
4.5.2 Determinação do teor de xilana .............................................................................. 40
4.5.3 Determinação dos açúcares .................................................................................... 41
4.5.3.1 HPLC ........................................................................................................................... 41
4.5.3.2 Método sulfúrico ........................................................................................................ 41
5 Resultados e Discussão ................................................................................................................ 43
5.1 Processos de membranas .................................................................................................... 43
5.1.1 Determinação da permeabilidade hidráulica para as membranas testadas .... 43
5.1.2 Ensaios paramétricos ............................................................................................... 43
5.1.3 Ultrafiltração: Ensaios de concentração e diafiltração ......................................... 47
5.1.3.1 Fluxos de permeação ........................................................................................... 47
5.1.3.1.1 Influência da carga (ensaio 2) ......................................................................... 50
5.1.3.1.2 Influência da velocidade (ensaio 3) ................................................................ 52
5.1.3.1.3 Influência da neutralização do filtrado (ensaio 4) ........................................ 52
5.1.3.1.4 Influência de diafiltrações consecutivas (ensaio 5) ..................................... 53
5.1.3.1.5 Ensaios de nanofiltração (ensaio 6) ............................................................... 54
5.2 Tratamento e caracterização das amostras recolhidas .................................................... 56
5.2.1 Determinação dos pesos moleculares da xilana .................................................. 57
5.2.2 Determinação do teor de xilana .............................................................................. 59
5.2.2.1 Método pentosanas .............................................................................................. 59
5.2.2.2 Método Colodette.................................................................................................. 61
5.2.3 Determinação dos açúcares .................................................................................... 61
5.2.3.1 HPLC ...................................................................................................................... 61
5.2.3.2 Método sulfúrico .................................................................................................... 64
5.2.4 Comparação do teor de xilana e da xilose obtidos pelos dois métodos
analíticos 67
5.2.5 Concentração do NaOH ........................................................................................... 68
6 Recuperação da membrana .......................................................................................................... 71

x
7 Conclusão ........................................................................................................................................ 73
8 Referências ...................................................................................................................................... 75
9 Anexos .............................................................................................................................................. 81
9.1 Anexo A: Método de Seaman ............................................................................................... 81
9.2 Anexo B: Cromatogramas dos pesos moleculares das xilanas ...................................... 81
9.3 Anexo C: Cromatogramas dos açúcares ............................................................................ 83
9.4 Anexo D: Retas de calibração do padrão xilose para o método sulfúrico ..................... 88
9.5 Anexo E: Determinação da concentração de NaOH ........................................................ 88

xi
Lista de abreviaturas e Nomenclatura
Abreviatura Descrição Unidades Abreviatura Descrição Unidades
Concentração de soluto
na alimentação (kg/m
3) PS Polisulfona
Concentração de soluto
no permeado (kg/m
3) PTFE Politetrafluoretileno
Concentração de soluto
na membrana (kg/m
3) PVDF Fluoreto de Polivinilideno
Concentração de soluto
na camada de gel (kg/m
3) PWP
Permeabilidade da água
pura (L/h.m
2.bar)
DMAc Dimetilacetamida R Fator de rejeição
DMSO Dimetilsulfóxido RC Celulose Regenerada
DF Diafiltração Re Número adimensional
Reynolds
D Difusividade do soluto
em solução (m
2/s) RI Índice de refração
Diâmetro hidráulico (m) Resistência total (m-1
)
FP Polímeros de Fluor Resistência Intrínseca (m-1
)
FC Fator de concentração Resistência da adsorção (m-1
)
GPC Cromatografia de
permeação em gel
Resistência do
entupimento dos poros (m
-1)
H2SO4 Ácido Sulfúrico Resistência da camada
de gel (m
-1)
HPSEC
Alta Pressão de
Cromatografia de
Exclusão de Tamanhos
Resistência da
polarização concentração (m
-1)
HPLC Coluna liquida de alta
pressão SEC
Cromatografia de
exclusão de tamanhos
H2O Água Sc Número adimensional
Schmidt
Fluxo Limite (m3/m
2.s) Sh
Número adimensional
Sherwood
J Fluxo volumétrico (m3/m
2.s) T Temperatura absoluta (K)
k Coeficiente de
transferência de massa (m/s) UF Ultrafiltração
LiBr Brometo de Lítio UV Ultraviolet
LiCl Cloreto de Lítio Volume do concentrado (mL)
Permeabilidade
hidráulica (L/h.m
2.bar) Volume do permeado (mL)
M Massa molar do solute (g/mol) Volume inicial da solução (mL)
MF Microfiltração α,β,γ e ω Constantes
MWCO Peso Molecular Cut-off µ Viscosidade (Pa.s)
NaOH Hidróxido de sódio ρ Densidade volumétrica (kg/m3)
NF Nanofiltração Espessura da membrana (m)
n Número de moles
dissociada Δc
Variação da
concentração do soluto
OI Osmose Inversa ΔP Diferença de pressão na
membrana (Pa)
PA Poliamida Δ Gradiente de pressão
osmotic
PAD Detetor amperométrico
pulsada
PES Poliétersulfona

xii

xiii
Índice de Tabelas
Tabela 2-1 Classificação dos processos de membranas de acordo com as suas forças motrizes
[12] ................................................................................................................................................. 7
Tabela 2-2 Comparação de várias forças motrizes de processos de membranas [12]................ 8
Tabela 3-1 Lavagens de membranas aplicadas em várias referências bibliográficas consultadas
..................................................................................................................................................... 29
Tabela 4-1 Características das membranas testadas................................................................. 34
Tabela 5-1 Permeabilidade hidráulica da água pura para cada membrana testada .................. 43
Tabela 5-2 Compactação da membrana SelRO-MPS 34 ........................................................... 46
Tabela 5-3 Condições operatórias (velocidade e pressão) aplicadas a cada membrana .......... 47
Tabela 5-4 Condições operatórias e secção correspondente de cada ensaio ........................... 56
Tabela 5-5 Pesos moleculares da xilana contida nas amostras analisadas .............................. 58
Tabela 5-6 Determinação do teor de xilana ................................................................................ 61
Tabela 5-7 Teor de xilose obtido através da análise por HPLC ................................................. 64
Tabela 5-8 Teor da xilose (%) (m/m) determinada pelo método sulfúrico .................................. 66
Tabela 5-9 Comparação do teor de xilose e xilana..................................................................... 67
Tabela 5-10 Concentração de NaOH (mol/L) nas amostras e fator de rejeição ......................... 69
Tabela 6-1 Lavagens para cada membrana após cada ensaio .................................................. 72

xiv
Índice de Figuras
Figura 1-1 Comparação entre a pasta recuperada com diferentes origens ................................. 3
Figura 1-2 Esquema do processo de produção kraft .................................................................... 4
Figura 1-3 Estrutura química parcial da O-acetil-4-Ometilglicurono-xilana .................................. 5
Figura 1-4 Diversas aplicações de xilanas .................................................................................... 6
Figura 2-1 Representação das correntes de uma membrana [13] ............................................... 7
Figura 2-2 Tipo de configurações de membranas [13] ............................................................... 10
Figura 2-3 Escoamento em processos de membranas [14] ....................................................... 14
Figura 2-4 Polarização de concentração [15] ............................................................................. 15
Figura 2-5 Variação do fluxo com a pressão [15] ....................................................................... 17
Figura 2-6 Determinação do coeficiente de transferência de massa [15]................................... 17
Figura 2-7 Osmose (a); equilíbrio osmótico (b); osmose inversa (c) [14] ................................... 19
Figura 2-8 Ultrafiltração em modo contínuo [14] ......................................................................... 20
Figura 2-9 Ultrafiltração em modo descontínuo [14] ................................................................... 20
Figura 4-1 Esquema exemplificativo da produção das xilanas ................................................... 32
Figura 4-2- Fotografias da instalação experimental das membranas ......................................... 35
Figura 4-3 Esquema simplificado da instalação experimental .................................................... 35
Figura 5-1 Membrana GR95PP - Ensaio paramétrico: Bomba AxFlow ...................................... 44
Figura 5-2 Membrana GR95PP - Ensaio paramétrico: Bomba HydraCell .................................. 45
Figura 5-3 Membrana Carbosep, M5 - Ensaio paramétrico: Bomba AxFlow ............................. 45
Figura 5-4 Membrana SelRO-MPS 34 - Ensaio paramétrico: Bomba HydraCell ....................... 46
Figura 5-5 Membrana GR95PP - Ensaio de concentração. ΔP = 6 bar; v = 1,3 m/s.
Temperatura ambiente; pH inicial =12,5. .................................................................................... 48
Figura 5-6 Membrana Carbosep, M5 - Ensaio de concentração. ΔP = 6 bar; v = 1,8 m/s.
Temperatura ambiente; pH inicial = 12,5. ................................................................................... 48
Figura 5-7 Comparação das membranas GR95PP e Carbosep M5 - ensaio de concentração;
pH inicial = 12,5 ........................................................................................................................... 49
Figura 5-8 Membrana GR95PP. Ensaio 1: concentração seguida de diafiltração e
concentração. ΔP = 6 bar; v = 1,3 m/s. Temperatura ambiente; massa inicial = 764 g; pH inicial
= 12,5........................................................................................................................................... 50
Figura 5-9 Membrana GR95PP. Ensaio 2: concentração seguida de diafiltração e
concentração. ΔP = 6 bar; v = 1,3 m/s. Temperatura ambiente; massa inicial = 1294 g; pH
inicial = 12,5 ................................................................................................................................ 51
Figura 5-10 Membrana GR95PP. Ensaios 1 e 2: concentração seguida de diafiltração e
concentração. ΔP = 6 bar; v = 1,3 m/s. Temperatura ambiente; pH inicial = 12,5. .................... 51
Figura 5-11 Membrana GR95PP. Ensaios 1 e 3: concentração seguida de diafiltração e
concentração. Ensaio 1: ΔP = 6 bar; v = 1,3 m/s. Ensaio 3: ΔP = 6 bar e v = 2,0 m/s.
Temperatura ambiente; pH inicial = 12,5. ................................................................................... 52
Figura 5-12 Membrana GR95PP. Ensaio 4: concentração e diafiltração para filtrado precipitado
a pH = 12. ΔP = 6 bar; v = 2,0 m/s. Temperatura ambiente; pH inicial = 12,5 ........................... 53

xv
Figura 5-13 Membrana GR95PP. Ensaio 5: concentração e dupla diafiltração. ΔP = 6 bar; v =
2,0 m/s. Temperatura ambiente; pH inicial = 12,5 ...................................................................... 54
Figura 5-14 Membrana SelRO-MPS 34. Ensaio de concentração. ΔP = 14 bar; v = 1,0 m/s. ... 55
Figura 5-15 Determinação de pesos moleculares das xilanas. Coluna Plgel 10 μm mixed-B.
Eluente: DMA com 0,1 M LiCl; caudal de 0,9 mL/min; Temperatura: 70 ºC. .............................. 57
Figura 5-16 Membrana GR95PP: Determinação do peso molecular (Da) da xilana por GPC ... 58
Figura 5-17 Membrana GR95PP: Determinação do teor de xilana (%) (massa xilana/massa
base seca) pela norma Tappi 223 cm ......................................................................................... 59
Figura 5-18 Cromatograma de uma das amostras com a coluna Carbopac PA1, Temperatura
25 ºC e caudal de 1 mL/min ........................................................................................................ 62
Figura 5-19 Membrana GR95PP: Determinação do teor de xilose (%) (massa xilose/massa
base seca) pelo HPLC ................................................................................................................ 63
Figura 5-20 Membrana GR95PP e MPS-34: Determinação do teor de xilose (%) (massa
xilose/massa base seca) pelo método sulfúrico .......................................................................... 65
Figura 5-21 Concentração de NaOH (mol/L) em cada ensaio .................................................... 68
Figura 9-1 Ensaio 1, Concentrado 1ª concentração: Cromatograma do peso molecular .......... 81
Figura 9-2 Ensaio 1, Concentrado 2ª concentração: Cromatograma do peso molecular .......... 81
Figura 9-3 Ensaio 3 Concentrado 1ª concentração: Cromatograma do peso molecular ........... 82
Figura 9-4 Ensaio 3, Concentrado 2ª concentração: Cromatograma do peso molecular .......... 82
Figura 9-5 Ensaio 5, Concentrado 3ª concentração: Cromatograma do peso molecular .......... 82
Figura 9-6 Ensaio 1, Concentrado 1ª concentração: Cromatograma dos açúcares .................. 83
Figura 9-7 Ensaio 1, Concentrado 2ª concentração: Cromatograma dos açúcares .................. 83
Figura 9-8 Ensaio 2, Filtrado: Cromatograma dos açúcares ...................................................... 84
Figura 9-9- Ensaio 3, Filtrado: Cromatograma dos açúcares ..................................................... 84
Figura 9-10 Ensaio 3, Concentrado 1ª concentração: Cromatograma dos açúcares ................ 85
Figura 9-11 Ensaio 4, Filtrado: Cromatograma dos açúcares .................................................... 85
Figura 9-12 Ensaio 4, Concentrado 2ª concentração: Cromatograma dos açúcares ................ 86
Figura 9-13 Ensaio 5, Concentrado 2ª concentração: Cromatograma dos açúcares ................ 86
Figura 9-14 Ensaio 5, Concentrado 3ª concentração: Cromatograma dos açúcares ................ 87
Figura 9-15 Ensaio 6, Concentrado 1ª concentração: Cromatograma dos açúcares ................ 87
Figura 9-16 Reta de calibração do padrão xilose para baixas concentrações ........................... 88
Figura 9-17 Reta de calibração do padrão xilose para altas concentrações .............................. 88

1
1 Introdução
1.1 Justificação do Projeto
A utilização de produtos intermédios tem vindo a ser uma aposta, ao longo dos últimos
anos, na diversificação da produção da pasta de papel tornando-se essencial o seu
desenvolvimento científico. No caso da pasta branqueada, o aproveitamento das xilanas aí
existentes tem despertado um grande interesse devido ao potencial económico que representa.
É neste contexto que se desenvolve este trabalho dado que com ele se pretende isolar
as xilanas presente na pasta branqueada.
1.2 Objetivos
1.2.1 Objetivo geral
Com este trabalho de investigação, pretende-se isolar as xilanas presentes na
pasta de papel branqueada que é produzida a partir da madeira de eucalipto.
1.2.2 Objetivo específico
Existem vários processos de separação para isolar as xilanas destacando-se, de
entre estes, os processos de separação com membranas. Pretende-se estudar a utilização
deste tipo de processo para isolar as xilanas existentes na solução proveniente da extração
alcalina da pasta branqueada.
Assim, neste trabalho são feitas três abordagens, nomeadamente, a concentração
da solução de xilanas, a purificação das xilanas e a recuperação do hidróxido de sódio que
é usado na extração da pasta.
Deste modo, pretende-se:
i. Elevados fatores de concentração
ii. Elevados fluxos de permeação
iii. Elevadas taxas de rejeição e/ou fracionamento
iv. Recuperação de NaOH usado na extração
1.3 Indústria da pasta de papel
Em 2011, o setor da pasta e do papel, representavam, a nível nacional, 8% da
produção industrial e 4,9% das exportações. Desde 2011 que o setor tem verificado um
crescimento contínuo sendo que, de acordo com o mais recente boletim (2013) da Associação
da Indústria Papeleira, CELPA, [1], o setor da Pasta e do Papel português tem conseguido

2
aumentar a sua produção de pasta em cerca de 3,8% incorporando esse aumento diretamente
no processo. Relativamente ao papel, o ano 2013 tem registado um ligeiro aumento na
produção, aproximadamente de 2,7% em relação ao anterior.
O crescimento observado pode ser explicado devido à existência de uma relação entre
a procura de papel e o desenvolvimento económico a nível global uma vez que os produtos
transacionados são embalados [2].
Na Europa a indústria de papel tem uma produção anual de 41,8 milhões ton/ano,
representando 22% da produção mundial. Os principais produtores da pasta são a Finlândia,
Suécia, França, Portugal, Espanha Áustria, Alemanha e Polonia onde os dois primeiros
representam 57% da pasta total produzida na Europa. Os principais mercados são a Itália,
Alemanha, França e Inglaterra [3].
O mercado da pasta de papel, tem verificado também uma subida significativa. Assim,
em 2012, a procura total de pastas branqueadas atingiu um valor de 43,6 milhões de toneladas
correspondendo a um aumento de produção de 2,5% em relação ao ano de 2011 [4]. Nesta
procura destaca-se particularmente o mercado chinês que verificou um crescimento de 10%,
contrariando as ligeiras quebras na Europa Ocidental, Estados Unidos de América e Japão. [4].
Numa tentativa de defesa das florestas, nas últimas décadas têm surgido inúmeras
campanhas de sensibilização dirigidas aos consumidores de papel no sentido da sua
recuperação. Como resultado destas campanhas a produção da pasta de papel a partir de
papel reciclado aumentou, em 2013, cerca de 20%. Este valor fica, contudo, aquém do que
seria desejável provavelmente devido ao facto de envolver uma mudança de atitude dos
consumidores o que é sempre um processo lento mas também certamente devido às
limitações da própria recuperação da pasta uma vez que a celulose se degrada ao longo de
vários ciclos de reciclagem.
Uma das consequências da limitação da recuperação da pasta, traduziu-se num
aumento da produção de pasta de fibras virgens em 1,9% em 2013 em relação ao ano de
2012. Por outro lado, o crescimento do setor conduz a um aumento das plantações de
eucalipto.
Esta questão dos baixos níveis de recuperação da pasta está bem ilustrada no gráfico
da Figura 1-1 onde se pode observar que a pasta de papel recuperada representa apenas uma
pequena porção do consumo total sendo a pasta integrada a que representa maior peso. A
pasta de mercado interno e externo, representam a pasta nacional e internacional,
respetivamente.

3
Figura 1-1 Comparação entre a pasta recuperada com diferentes origens
Em Portugal, os rendimentos gerados no setor da pasta de papel têm uma grande
importância no desenvolvimento económico. De facto, as indústrias de base florestal são
responsáveis por 10% das exportações portuguesas onde a indústria de celulose e papel
representa um valor de 2,2 milhões de euros.
Apesar deste panorama favorável, este setor vê-se seriamente ameaçado pela
concorrência, nomeadamente, do Brasil, cujo preço da matéria-prima é 75% inferior à de
Portugal. Por esta razão, e com o objetivo de aumentar a competitividade, algumas grandes
produtoras começam a desenvolver esforços dirigidos para a procura de novas aplicações para
alguns produtos intermédios obtidos nas diferentes etapas da cadeia de produção do papel
como, por exemplo, a pasta.
1.3.1 A produção de pasta
Neste segmento, Portugal é o maior produtor europeu com predominância na produção
de pastas branqueadas de eucalipto pelo processo kraft [2]. Por este processo e numa primeira
fase designada por cozimento, as aparas de madeira são tratadas quimicamente obtendo-se
um licor (licor negro) rico em lenhina e uma pasta crua, rica em celulose. Esta pasta crua
contém ainda alguma lenhina residual que lhe é retirada submetendo-a a um tratamento
químico posterior designado por branqueamento [5]. O processo encontra-se esquematizado
na Figura 1-2.
0,0
400,0
800,0
1200,0
1600,0
2000,0
2006 2007 2008 2009 2010 2011 2012 2013
Co
ns
um
o (
10
00
to
n)
Ano
Pasta de papelrecuperada
Pasta de mercado(Interno e Externo)
Pasta Integrada

4
Figura 1-2 Esquema do processo de produção kraft
Esta pasta branqueada é posteriormente seca e pode ter dois destinos: pode ser usada
como matéria-prima para produzir papel na mesma fábrica ou em outras fábricas do mesmo
Grupo produtor – pasta integrada, ou pode ser vendida em concorrência aberta com a de
outros produtores – pasta de mercado.
1.3.2 A pasta branqueada
A pasta branqueada é maioritariamente constituída por celulose (cerca de 80%) e
hemiceluloses (cerca de 20%), sendo estas consideradas como os dois recursos mais
abundantes, económicos e renováveis do planeta terra. [6]. As hemiceluloses são divididas em
pentosanas e hexosanas com fórmulas gerais C5H8O4 e C6H10O5, respetivamente. As xilanas
são o composto maioritário das pentosanas e por hidrólise produzem pentoses (xilose e
arabinose).
As xilanas, são macromoléculas de características semelhantes à celulose
distinguindo-se desta última pela heterogeneidade pois são constituídas por vários açúcares,
nomeadamente, hexoses (glucose, manose e galactose) e pentoses (xilose e arabinose). Nas
madeiras das folhosas, como por exemplo o eucalipto, a hemicelulose predominante é a O-
acetil-4-O-metilglicurono-xilana, ou seja, uma xilana que é solúvel em solução alcalina. Esta
propriedade é devida à estrutura amorfa deste composto que, contendo grandes quantidades
de grupos ácidos, favorecem as reações das hemiceluloses com o hidróxido de sódio. [5]
Pasta
branqueada

5
Figura 1-3 Estrutura química parcial da O-acetil-4-Ometilglicurono-xilana
A potencialidade de utilização da pasta branqueada como matéria-prima para outros
processos produtivos que não o do fabrico do papel tem sido, nas últimas décadas, alvo de
estudo intensivo.
As hemiceluloses contidas nesta pasta, das quais se destacam as xilanas, têm sido
identificadas como um material altamente promissor em inúmeras aplicações nomeadamente
na fabricação do próprio papel ao qual conferem, reconhecidamente, resistência acrescida. As
hemiceluloses promovem expansão (inchaço) das fibras devido à sua grande afinidade com a
água tornando essas fibras mais flexíveis. Este fenómeno ajuda a uma melhor configuração
facilitando as ligações entre elas e produzindo, por consequência, um papel de maior
resistência. [7].
Um dos produtos derivados da xilana com maior aplicação é o xilitol. Conhecido e
produzido há mais de cem anos [8, 9], o xilitol é o ingrediente usado nas pastilhas elásticas,
dentífricos e produtos para diabéticos devido às suas propriedades adoçantes de baixo teor
calórico e de prevenção de cáries dentárias [10]. Outras aplicações das xilanas, com grande
potencial, têm surgido nas últimas décadas e incluem a produção de filmes para embalagem e
revestimentos, produção e aplicação em espumas e geles, hidrogeles e produtos para a
indústria cosmética, biomédicos e farmacêutica [10].
Os filmes baseados em xilanas mostram uma baixa permeabilidade em oxigênio,
resistência à água, resistência mecânica e flexibilidade possuindo por isso um grande potencial
na aplicação de embalagens para a indústria alimentar e farmacêutica. Por outro lado, o custo
de extração deste tipo de hemiceluloses faz dele um material economicamente competitivo no
setor de embalagens de alimentos quando comparado a polímeros sintetizados com base em
óleos vegetais.
Materiais bio-derivados e espumas biocompatíveis apresentam grandes
potencialidades de aplicação em diversos setores industriais, nomeadamente, cosmética,
engenharia de têxteis ou ainda na libertação de medicamentos. O “cross-linking” e a formação
de geles, que está na base das estruturas tridimensionais destes materiais, podem ser
induzidos pelas xilanas. A adição da xilana na formação destes compostos pode resultar num
aumento da porosidade, numa elevada estabilidade térmica e no melhoramento das
propriedades mecânicas.

6
O interesse da produção de oligômeros de xilose a partir de xilanas tem também vindo
a crescer ao longo dos anos uma vez que é um produto alternativo mais rentável em relação ao
carburante etanol. Por outro lado, existem estudos que sugerem que os xilo-oligossacarídeos
(XOS) podem ser usados como pré-bióticos. De facto, os XOS encontram-se naturalmente
presentes nos vegetais e ajudam ao crescimento de certas espécies de bactérias que vivem no
organismo humano e que são benéficas para a saúde [6].
Alguns compostos obtidos através de funcionalização química das xilanas têm
despertado igualmente muito interesse nos últimos anos. Assim, a funcionalização das xilanas
por metilação, tem melhorado as suas propriedades de solubilidade em água e com a
carboxilação das xilanas obtêm-se compostos úteis na manipulação de genes, separação de
proteínas e imobilização de enzimas. Contudo, os compostos obtidos funcionalizando as
xilanas por sulfonação são aqueles que têm gerado maior interesse científico devido às suas
aplicações como anticoagulantes ou ainda como compostos antivirais e anticancerígenos.
O facto de a xilana ser capaz de sobreviver na digestão no trato gástrico superior torna-
a num excelente candidato para a libertação controlada de medicamentos e aplicações
semelhantes. No campo das aplicações biomédicas, destacam-se as suas características de
adesão e espessamento dos plásticos. Por outro lado, aumentam a sua elasticidade e
resistência de rutura tendo em conta a sua vantajosa aptidão a biodegradar-se na natureza. Na
indústria farmacêutica, são utilizadas como micropartículas [6].
Na indústria alimentar, este composto pode ser aplicado como emulsificante e como
uma proteína estabilizadora de espuma durante o aquecimento. [6] Os agentes emulsificantes
(ou surfactantes) são substâncias adicionais às emulsões para aumentar a estabilidade cinética
tornando-as estáveis e homogéneas.
Na Figura 1-4 apresentam-se, em esquema, as principais aplicações das xilanas, as
quais foram nomeadas mais acima.
Espumas e geles
Xilose
Biomassa
lenhicelulósica
Xilo-oligossacarídeos Polímeros de xilanas
Fermentação Sulfonação alcalina Funcionalização
Figura 1-4
Produtos fermentados Cross-linked Aditivos
Sufatantes
Cosméticos
Aplicações
alimentares
Aplicações
médicas
Adsorventes Filmes de
embalagem
Revestimento
s Figura 1-4 Diversas aplicações de xilanas

7
2. Processos de membranas
Os processos de membrana têm uma ampla área de aplicação em melhorias contínuas
em diversos ramos industriais. Atualmente, existem diversas membranas com estruturas
diferentes que podem ser afetadas com uma variedade de condições [11]. Uma membrana
pode ser definida coma uma barreira seletiva, sólida ou líquida, que separa duas fases e
restringe o transporte de uma ou várias espécies químicas de maneira específica. Este
transporte tanto pode ocorrer por difusão como por convecção e é induzido por um gradiente
de potencial químico (pressão, temperatura e concentração) ou potencial elétrico.
Na Tabela 2-1, está classificado diferentes processos de membrana de forma resumida
e de acordo com as suas forças motrizes [12].
Tabela 2-1 Classificação dos processos de membranas de acordo com as suas forças motrizes [12]
Diferença de
pressão
Diferença de
concentração
Diferença de
Temperatura
Diferença de
potencial elétrico
Microfiltração (MF) Per vaporação Termo osmose Electro diálise
Ultrafiltração (UF) Separação de gás Membrana Electro osmose
Nanofiltração (NF) Vapor Destilação Membrana
Osmose Inversa (OI) Permeado - Eletrólise
2.1 Processos de separação com membranas baseadas em diferenças de
pressão hidrostática
A característica comum de todas as membranas é a diferença de pressão que é usada
para passar o solvente através da membrana. A corrente de alimentação circula em
escoamento tangencial ao longo da superfície da membrana e divide-se em duas correntes: o
concentrado ou retido e o permeado, como estão ilustrados na Figura 2-1. A corrente do
concentrado é essencialmente constituída por partículas e solutos rejeitados pela membrana,
enquanto a de permeado por solvente ou solução clarificada [12].
Figura 2-1 Representação das correntes de uma membrana [13]

8
Em várias membranas, o propósito é tanto de concentração e purificação de uma
solução diluída. Durante este processo de filtração, o conteúdo está dependente de
propriedades da membrana que são definidas de acordo com as características do soluto.
As membranas de pressão podem ser classificadas como de microfiltração (MF), de
ultrafiltração (UF), de nanofiltração (NF) e de osmose inversa (OI), de acordo com as
características da membrana, ou seja, o tamanho, a carga dos solutos e a pressão exercida
sobre os solutos retidos na membrana [12]. Quando comparamos estes processos, o tamanho
dos poros da membrana diminui da microfiltração para a osmose inversa e faz com que o
gradiente de pressão necessário aumente devido às resistências mais elevadas. Na Tabela 2-
2, compara-se várias forças motrizes dos processos de membranas.
Tabela 2-2 Comparação de várias forças motrizes de processos de membranas [12]
Microfiltração Ultrafiltração Nanofiltração /
Osmose Inversa
Separação de partículas Separação de
macromoléculas
Separação de solutos de
baixo peso molecular (sais,
glucose, lactose)
Pressão osmótica
desprezável
Pressão osmótica
desprezávell
Pressão osmótica elevada
(1 a 25 bar)
Pressão aplicada baixa
(< 2 bar)
Pressão aplicada baixa
(1 a 10 bar)
Pressão aplicada elevada
(10 a 60 bar)
Estrutura simétrica ou
assimétrica Estrutura assimétrica Estrutura assimétrica
Camada fina de separação
Simétrica : 10-150 μm
Assimétrica : 1 μm
Camada fina de separação
(0,1-1 μm)
Camada fina de separação
(0,1-1 μm)
Separação baseada no
tamanho das partículas
Separação baseada no
tamanho das partículas
Separação baseada em
diferenças de solubilidade e
difusão
2.2 Classificação das Membranas
As membranas são classificadas consoante as suas características morfológicas,
químicas e ainda consoante a forma e o tipo de módulos em que estão inseridas. A escolha
das membranas a utilizar é um fator muito importante para a otimização da separação, uma
vez que é necessário considerar vários fatores, tais como a compatibilidade das membranas
com as configurações disponíveis e com os processos de limpeza.

9
2.2.1 Classificação morfológica
A classificação morfológica baseia-se na porosidade da membrana, no tamanho dos
poros e no grau de simetria da membrana [12]. Assim, as membranas porosas são divididas
em dois tipos: simétricas (isotrópicas) ou assimétricas (anisotrópicas). As membranas do tipo
simétrico, apresentam um tamanho de poro constante ao longo da espessura da membrana
tendo, por isso, uma densidade sensivelmente constante.
As membranas assimétricas consistem numa camada homogénea muito fina (camada
ativa) cuja espessura pode ir de 0,1 a 1 µm e numa camada com espessura de 100 a 200 µm.
Neste tipo de membranas, a camada ativa é a responsável pela seletividade da membrana,
sendo a camada porosa responsável pela resistência mecânica da membrana. O tamanho do
poro varia ao longo da espessura da membrana.
2.2.2 Classificação química
As membranas comerciais são normalmente sintetizadas a partir de materiais
poliméricos. O acetato de celulose foi o primeiro material a ser utilizado em processos de OI,
NF e UF que apresenta algumas limitações quanto à sua sensibilidade face a variações de pH
e de temperatura. Além disso, pode ser facilmente degradado por ação microbiana. Tem como
principais vantagens o seu baixo custo e o facto de ser um material hidrofílico. A polisulfona
(PS) tem sido usada no fabrico de membranas de MF e UF [13]. A vantagem principal deste
tipo de membrana é a sua excelente resistência a altas temperaturas e a grandes variações de
pH. Outros polímeros que proporcionam melhorias significativas a nível de resistência
mecânica, química e térmica das membranas de MF, OI e UF são, respetivamente, o
polipropileno, a poliamida e o poliacrilonitrilo. Mais recentemente, têm surgido no mercado
membranas baseadas em materiais inorgânicos, dos quais se destacam aquelas preparadas a
partir de materiais cerâmicos, tais como alumina, zircónio, sílica e hematite. Estas membranas
apresentam maior tempo de vida útil e permitem operar em intervalos alargados de pH e
temperatura. Entre as desvantagens, estão o seu elevado custo e a pouca flexibilidade por
serem materiais duros e quebradiços e com baixa resistência ao impacto.
2.2.3 Configurações Modulares
As membranas podem ter diversas configurações, nomeadamente, do tipo plano,
tubular, fibra oca e em espiral [14]. As membranas planas são colocadas paralelamente,
separadas por espaçadores e suportes porosos (Figura 2-2a). A configuração tubular é
constituída por tubos de material polimérico ou cerâmico, cujo diâmetro é normalmente superior
a 10 mm, inseridos dentro de módulos de geometria cilíndrica (Figura 2-2b). As fibras ocas são
usadas na forma de cartuchos contendo centenas de fibras de pequeno diâmetro (interno) que
variam entre 100 a 500 μm sendo bastante utilizados em MF e UF (Figura 2-2c). A
configuração em espiral é uma das mais comuns nas indústrias que operam com processos de
separação por membranas, principalmente MF, UF e OI (Figura 2-2d). São constituídas

10
essencialmente por membranas planas, suportes e espaçadores que são fixados e enrolados
em redor de um tubo coletor central por onde flui o permeado.
Na Figura 2-2, estão representadas as várias configurações das membranas
mencionadas.
Figura 2-2 Tipo de configurações de membranas [13]
2.3 Tipos de membranas
Como já foi referido, as membranas podem ser classificadas em membranas de
ultrafiltração (UF), microfiltração (MF), nanofiltração (NF) e osmose inversa (OI) [12]. As

11
principais diferenças entre estas membranas baseiam-se nos diferentes tipos de moléculas que
estão envolvidas na separação ou nos diferentes tamanhos dos poros que variam consoante
os materiais usados e o seu método de fabrico.
2.3.1 Ultrafiltração
A ultrafiltração (UF) constitui um processo de membrana entre a microfiltração (MF) e a
nanofiltração (NF). A UF é usada para separar as partículas com um poro da membrana cujo
tamanho varia de 0,001 a 0,5 μm [12]. Apesar da MF e UF terem o mesmo princípio de
filtração, a ultrafiltração apresenta uma estrutura diferente da microfiltração. De facto, as
membranas de UF têm uma estrutura assimétrica com uma camada superior muito mais densa,
como referido na Tabela 2-2. Esta estrutura resulta numa maior resistência hidrodinâmica.
Estas membranas de UF são escolhidas em uma variedade de indústrias para a separação dos
componentes de elevado peso molecular [12].
O conceito de “Cut-off” é algumas vezes referido na literatura para caracterizar a
membrana com base no tamanho dos solutos e significa o valor do peso molecular a partir do
qual o soluto é rejeitado pela membrana em mais de 90%. Contudo, o MWCO não é o único
parâmetro necessário para determinar as características de separação de membrana. A forma
e flexibilidade das moléculas do soluto e a sua interação com o material da membrana devem
ser tomados em consideração [12].
2.3.2 Microfiltração
A microfiltração é uma técnica de separação usada na remoção de partículas em
suspensão, nomeadamente, na clarificação e na remoção de bactérias, usando membranas
com diâmetros de poro entre 50 e 100 nm [12]. Uma das principais aplicações da microfiltração
é a esterilização de numerosos tipos de bebidas e produtos químicos na indústria alimentar e
farmacêutica.
2.3.3 Osmose Inversa e Nanofiltração
A nanofiltração (NF) e a osmose inversa (OI) são processos semelhantes à UF sendo
os solutos de baixo peso molecular, como solutos inorgânicos ou orgânicos pequenos que são
separados a partir de solventes. Estes tipos de membranas são mais densas e mais resistentes
ao serem manuseadas, além de terem uma estrutura que requer um maior gradiente de
pressões. A pressão utilizada na osmose inversa é de 20 a 100 bar e em NF é cerca de 10 a
20 bar (ver Tabela 2-2) [12].
Geralmente, as membranas de nanofiltração têm um MWCO entre 200 e 1000 g/mol
enquanto as de osmose inversa são cerca de 100 vezes mais densas. Ambas as membranas
são semipermeáveis e não têm poros definidos [15] mas a osmose inversa tem uma melhor
eficiência em termos de separação de substâncias dissolvidas.

12
2.4 Características das Membranas
Algumas características das membranas microporosas são determinantes para se
obter a separação desejada nos diversos processos de separação. Entre as mais importantes,
citam-se a porosidade, a espessura, o diâmetro dos poros e a permeabilidade. Estas
características dependem do material de que é feita a membrana e da técnica usada na sua
fabricação.
2.4.1 Porosidade
A porosidade é definida como a razão entre o volume dos poros e o volume da
membrana [12]. A porosidade pode ser relativa apenas à parte superficial da membrana ou a
toda a membrana. Quanto maior for a porosidade da membrana, menor será a resistência ao
fluxo de solvente através da membrana. No entanto, uma maior porosidade superficial não
implica necessariamente a redução da rejeição de um determinado soluto, uma vez que o
aumento na porosidade pode ser devido ao maior número de poros e não ao aumento dos
seus diâmetros médios.
2.4.2 Espessura
A influência da espessura está relacionada com a resistência da subcamada. Para
membranas com as mesmas características morfológicas, quanto maior for a espessura da
subcamada, maior será a resistência ao fluxo de solvente, e menor a taxa de permeação [12].
2.4.3 Diâmetros de poros
A determinação do tamanho médio e da distribuição de tamanho de poros é de grande
importância na avaliação e caracterização de membranas microporosas, em particular, em
membranas de ultrafiltração [12]. De facto, os poros não são idênticos e uniformes logo não
existe um único tamanho de poros. Como resultado da variedade de tamanhos, é feita uma
curva de distribuição de tamanho de poros de uma determinada membrana para a
determinação do tamanho médio destes poros.
2.4.4 Permeabilidade
A permeabilidade hidráulica da membrana, , permite quantificar o material que
atravessa a membrana [12] e é expresso em L/h.m2.bar.
A permeabilidade da membrana depende das condições de operação e das
características da solução a ser filtrada. Por exemplo, o aumento da temperatura aumenta o
fluxo de permeado, devido à diminuição da viscosidade da solução, além de promover o
aumento da difusão através da membrana e da camada gel. Este aumento de temperatura
deve respeitar os limites de estabilidade da membrana e do produto.

13
2.5 Fenómenos envolvidos nos processos de separação com membranas
As alterações no desempenho da membrana podem ser causadas por três fenómenos:
a deterioração da membrana, a polarização de concentração e o fouling. Este último fenómeno
engloba processos de adsorção, a formação de camada gel, o bloqueio de poros e os
depósitos de partículas sólidas na superfície da membrana. Todos estes fenómenos induzem
resistências adicionais ao transporte através da membrana.
2.5.1 Deterioração da membrana
Este fenómeno consiste na alteração das propriedades da membrana por ação de
agentes físicos e químicos [12]. Os agentes físicos que podem causar esta deterioração,
podem ser elevadas pressões, que conduzem a uma compactação dos poros, ou ainda a
temperatura que, quando não é controlada, pode levar a alterações irrecuperáveis. Por sua
vez, a deterioração química pode ser originada por valores de pH incompatíveis com os valores
referenciados no catálogo do fabricante ou mesmo pela ação de agentes de limpeza.
2.5.2 Polarização de Concentração
Nos processos de separação em que a força motriz é a pressão transmembranar,
verifica-se que a rejeição parcial de solutos, ou a permeação preferencial de solvente, conduz à
acumulação de material à superfície da membrana, formando-se um gradiente de concentração
de soluto em solução ou de partículas em suspensão junto à superfície da membrana, que gera
uma resistência adicional à transferência de massa através da membrana [13]. Durante esta
operação, observa-se um declínio no fluxo de permeado (Figura 2-3) ao longo do tempo. Este
fenómeno assume maior importância no caso da ultrafiltração devido às macromoléculas e
outros solutos de elevado peso molecular. Outras condições do processo, tais como as
interações entre os solutos e a membrana, o pH do meio, o tamanho e a morfologia da própria
membrana, contribuem para o aparecimento de resistências adicionais tal como a formação da
camada gel, do entupimento dos poros e ainda da adsorção de solutos na superfície da
membrana.
A polarização de concentração é um processo reversível e pode muitas vezes ser
minimizada, ou até mesmo eliminada, pois a alteração dos parâmetros operacionais
(velocidade de recirculação, concentração do fluxo de alimentação, pressão transmembranar,
temperatura e agitação) podem levar a uma dispersão dos solutos armazenados à superfície
da membrana, levando a uma diminuição do gradiente de concentração.

14
Figura 2-3 Escoamento em processos de membranas [14]
2.5.3 Fouling
O fouling é um processo que conduz a uma diminuição gradual do fluxo de permeado e
pode ser caracterizado como um fenómeno reversível ou irreversível, provocado pelas
interações físico-químicas entre a membrana e os vários componentes presentes no fluido de
alimentação [13]. Os efeitos do fouling geralmente são semelhantes aos efeitos da polarização
de concentração. São vários os mecanismos que conduzem ao aparecimento do fouling, de
entre as quais se destacam a adsorção de soluto à superfície da membrana, consolidação da
polarização de concentração e interações hidrodinâmicas.
2.6 Princípios de processos de membrana
O desempenho ou a eficiência de uma membrana é determinada por dois parâmetros:
a seletividade e o fluxo [15]. A seletividade ou fator de rejeição diz respeito à fração de soluto
contido na alimentação que é retido pela membrana e é expressa pela seguinte expressão:
em que representa a concentração do soluto na alimentação e a concentração do
soluto no permeado. O fluxo ou a velocidade de permeação é definido como o volume de
solução que atravessa a membrana por unidade de área e por unidade de tempo.
2.6.1 Modelo das resistências
O fluxo através da membrana assume a seguinte forma:
Em processos conduzidos pelo gradiente de pressão, como é o caso de MF, UF e OI, a
equação 2.2 pode ser expressa por:

15
onde J representa o fluxo volumétrico em (m3/m
2.s), a diferença de pressão na
membrana (Pa), a viscosidade da solução (Pa.s) e a resistência total em m-1
que é a
soma da resistência intrínseca da membrana Rm, resistência causada pela adsorção Ra,
resistência devido ao entupimento dos poros Rp, resistência da camada gel Rg mais a
resistência provocada pela polarização de concentração Rpc.
A equação 2.3 designa-se por modelo das resistências em série onde o fluxo é
inversamente proporcional ao somatório de várias resistências que irão contribuir de maneira
diferente para a resistência total ao fluxo. No caso da passagem de água pura através da
membrana, só a resistência da membrana, Rm, é que está envolvida.
2.6.2 Teoria do filme
Este modelo descreve os mecanismos de transferência de massa em processos de
membranas que envolveram três fluxos: o fluxo convectivo em direção à membrana, o fluxo do
soluto através da membrana JCp e o fluxo difusivo da membrana para a solução [13] expressa
pela equação 2.4
que está de acordo com a lei de Fick (ver Figura 2-4).
Figura 2-4 Polarização de concentração [15]
Considera-se que até à distância da superfície da membrana ocorre mistura completa
sendo a concentração no seio da alimentação é dada por . Contudo, nas proximidades da
membrana, a montante desta, forma-se uma camada onde a concentração do soluto aumenta
e atinge um valor máximo na superfície .

16
Em condições estacionárias, o balanço de massa ao soluto é dado por:
Onde integrando esta equação diferencial com as condições fronteiras que são
Obtém-se:
(
)
em que , e são as concentrações do soluto (kg.m-3
), respetivamente, na
alimentação, na membrana e no permeado, J o fluxo volumétrico (m3.m
-2.s
-1), a espessura da
membrana (m) e D a difusividade do soluto em solução (m2.s
-1).
De acordo com a teoria do filme,
é o coeficiente de transferência de massa k (m.s
-1),
ou seja,
. Por outro lado, a razão
designa-se por módulo de polarização de
concentração. Esta razão aumenta com o aumento da concentração , com o aumento do
fluxo J e com a diminuição do coeficiente de transferência de massa, k.
Em muitos casos práticos, nomeadamente quando se aplica a ultrafiltração para
concentrar soluções, o fluxo convectivo a jusante da membrana é pouco importante porque
. Assim, a equação 2.6 fica reduzida a.
(
)
Caso, admite-se que ocorre a formação de uma camada de gel de concentração, ,
devido à acumulação de solutos (macromoléculas) na superfície da membrana provocada pela
precipitação ou por supersaturação das macromoléculas, o fluxo atinge um valor máximo, ou
seja, o fluxo limite . Nesta situação, a equação 2.6 deverá ser escrita como:
Na Figura 2-5, está ilustrada a variação do fluxo de permeado com a pressão aplicada.
Para valores elevados de ΔP, observa-se que o fluxo deixa de depender do efeito da pressão
devido à polarização da concentração e da consolidação da camada gel de característica

17
porosa, e passa-se a comportar como uma segunda membrana. Isto ocorre para menores
caudais e concentrações de alimentação elevadas.
Figura 2-5 Variação do fluxo com a pressão [15]
2.6.2.1 Determinação do coeficiente de transferência de massa, k
O coeficiente de transferência de massa pode ser determinado com base em valores
experimentais de fluxo e de concentração ou a partir de correlações empíricas [13]. Pela via
experimental, aplica-se a equação (2.8) utilizando várias concentrações na alimentação Cb e
obtendo J∞ para cada uma delas. A representação gráfica de J∞ em função do ln (Cb) permite
encontrar o declive –k e a ordenada na origem k ln (Cg), como se mostra na Figura 2-6.
Figura 2-6 Determinação do coeficiente de transferência de massa [15]
A outra alternativa baseia-se na definição do coeficiente de transferência de massa,
onde o valor de k depende das condições hidrodinâmicas (velocidade de circulação da corrente
de alimentação), da difusividade do soluto D, da viscosidade da solução, da massa específica e
das dimensões e da configuração do módulo de membranas. Define-se assim o número
adimensional de Sherwood, Sh pela equação 2.9.
(
)
onde Sh é o número de Sherwood, dh o diâmetro hidráulico, Re o número de Reynolds,
Sc o número de Schmidt e α, β, y e ω são constantes que dependem das condições de fluxo.
O número de Reynolds é dado por:

18
e caracteriza o regime de escoamento. Em geral, para números de Reynolds abaixo de
2100, o fluxo designa-se por laminar e para Re > 4000 o fluxo é turbulento. O número de
Schmidt depende das características do soluto (D) e das propriedades físicas da solução (ρ, µ)
e é definida pela equação 2.11.
2.6.3 Modelo da pressão osmótica
As soluções contendo solutos de baixo peso molecular são sujeitas, a pressões
osmóticas elevadas no processo de osmose inversa [13]. Assim, para que haja fluxo de
permeação, a pressão externa terá que ser maior que a diferença e de pressão osmótica Δπ
sendo a diferença de pressão efetiva dado por:
A osmose é um fenómeno que pode ser descrito como o fluxo do solvente através de
uma membrana semi-permeável que permite apenas a difusão das moléculas do solvente
devido à diferença de potencial químico entre duas soluções aquosas de concentrações
diferentes. O fluxo em direção à solução mais concentrada, deixa de ocorrer quando a pressão
da coluna, ou seja, a pressão osmótica da solução Δπ promove a igualdade dos potenciais
químicos em ambos os lados da membrana como mostra a Figura 2-7b Aplicando uma pressão
externa (Figura 2-7c) ΔP > Δπ no lado mais concentrado e assim, o fluxo do solvente será
invertido e o fenómeno passa a designar-se por osmose inversa.

19
Figura 2-7 Osmose (a); equilíbrio osmótico (b); osmose inversa (c) [14]
A variação de pressão osmótica pode ser avaliada usando a equação de Van´t Hoff,
onde R é a constante universal dos gases, T é a temperatura absoluta, Δc a variação
da concentração do soluto, n o número de moles dissociados e M a massa molar do soluto.
No caso da ultrafiltração, os solutos são de peso molecular mais elevado e o efeito da
pressão osmótica é normalmente desprezado, salvo em situações de transporte de massa a
fluxos significativos, elevados níveis de rejeição e baixos valores do coeficiente de
transferência de massa. Quando a diferença de pressão osmótica é tido em conta, o fluxo de
permeação através da membrana vem expresso pela seguinte expressão:
Para soluções macromoleculares a equação (2.13) não se aplica, e nestes casos é
usual considerar uma dependência do tipo polinomial entre a pressão osmótica e a
concentração do soluto na interface da membrana.
2.7 Modos de operação
Existem três modos de operar em processos de membranas: concentração, purificação
e diafiltração, sendo a concentração o processo mais utilizado.
2.7.1 Concentração e purificação
A concentração é um modo de operação em que o produto de interesse é retido pela
membrana, enquanto que os outros produtos que se pretendem separar permeiam a mesma
membrana. No caso da purificação, o produto de interesse permeia a membrana (sendo
20
recolhido no permeado), enquanto que os restantes solutos presentes ficam retidos
promovendo-se a separação. A concentração poderá ser efetuada de forma contínua ou
descontínua, com recirculação de concentrado ou com recirculação total ( recirculação de
concentrado e permeado) [16].
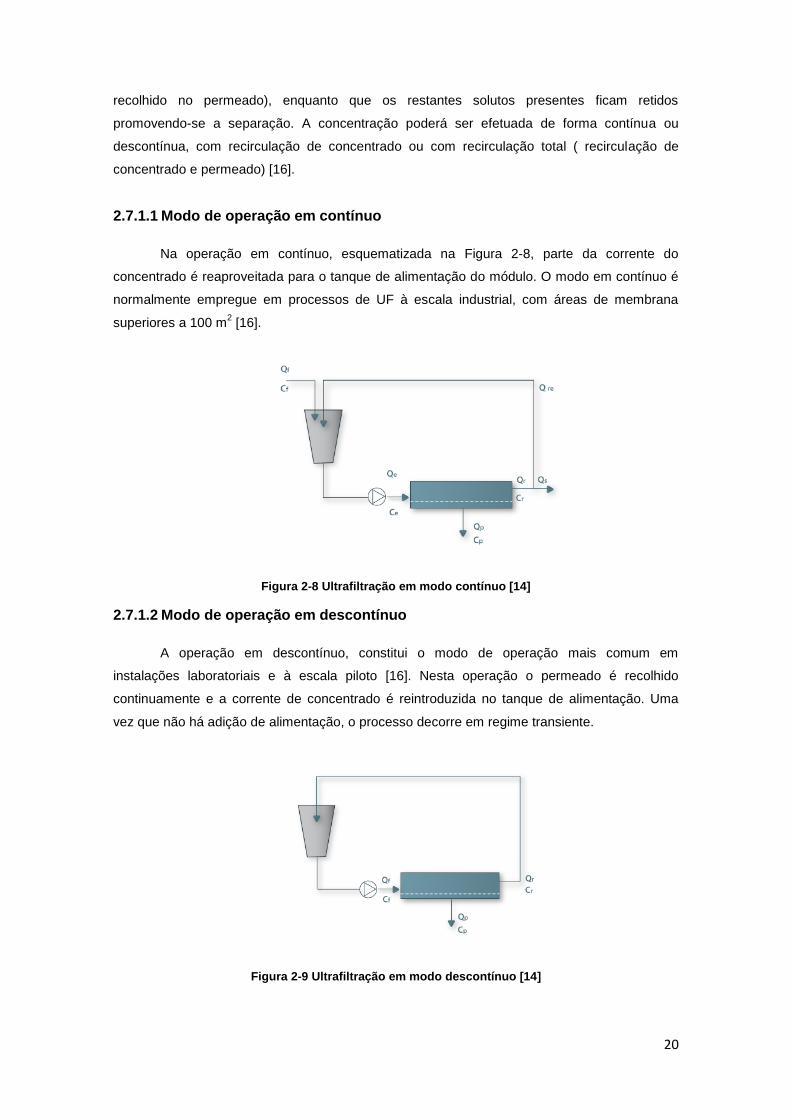
2.7.1.1 Modo de operação em contínuo
Na operação em contínuo, esquematizada na Figura 2-8, parte da corrente do
concentrado é reaproveitada para o tanque de alimentação do módulo. O modo em contínuo é
normalmente empregue em processos de UF à escala industrial, com áreas de membrana
superiores a 100 m2 [16].
Figura 2-8 Ultrafiltração em modo contínuo [14]
2.7.1.2 Modo de operação em descontínuo
A operação em descontínuo, constitui o modo de operação mais comum em
instalações laboratoriais e à escala piloto [16]. Nesta operação o permeado é recolhido
continuamente e a corrente de concentrado é reintroduzida no tanque de alimentação. Uma
vez que não há adição de alimentação, o processo decorre em regime transiente.
Figura 2-9 Ultrafiltração em modo descontínuo [14]

21
2.7.2 Processo de Diafiltração
A diafiltração é uma técnica que utiliza uma membrana de ultrafiltração para remover
completamente, substituir ou reduzir a concentração de sais ou solventes a partir de soluções
que contêm proteínas, péptidos, ácidos nucleicos e outras biomoléculas. O processo utiliza
filtros de membrana permeáveis (poroso) para separar os componentes de soluções e
suspensões com base no seu tamanho molecular. Uma membrana de ultrafiltração retém as
moléculas que são maiores do que os poros da membrana, enquanto as moléculas pequenas,
tais como sais, solventes e água, que são 100% permeáveis, passam livremente através da
membrana [15].
2.7.2.1 Benefícios da Diafiltração
As técnicas convencionais utilizadas para a remoção de componentes indesejáveis
podem ser eficazes mas tem limitações. Por exemplo, os procedimentos de diálise podem
demorar vários dias, requerendo grandes volumes de água para o equilíbrio. Com a
diafiltração, a remoção de sais ou solventes, pode ser realizada de forma rápida e
convenientemente. Outra grande vantagem de diafiltração é que a amostra está concentrada
no mesmo sistema, minimizando o risco de perda de amostra, ou contaminação [15].
Existem várias maneiras de realizar diafiltração: em modo contínuo ou em modo
descontínuo. Ainda que o resultado possa ser o mesmo, o tempo e o volume requerido para
completar o processo pode variar consideravelmente. É importante entender as diferenças
entre os métodos utilizados e quando escolher um sobre o outro [15].
2.7.2.2 Diafiltração contínua
A técnica de diafiltração contínua (diafiltração também referida como o volume
constante) envolve a lavagem dos sais originais (ou de outras espécies de baixo peso
molecular) no concentrado (amostra), através da adição de água. Como resultado, o volume e
a concentração do produto retido não se altere durante o processo de diafiltração. A água
utilizada para a diafiltração, leva os sais para fora do sistema e a condutividade fica reduzida.
A quantidade de água adicionada é normalmente referida em termos de “volumes de
diafiltração”. Um volume de diafiltração (DV) é o volume do concentrado, quando é iniciada a
diafiltração. Para uma diafiltração contínua, a água é adicionada ao reservatório à mesma taxa
do permeado recolhido.
As moléculas que são maiores do que certos sais e solventes, mas que são ainda
menores do que os poros da membrana, são também retirados do concentrado. A
permeabilidade destas moléculas, no entanto, pode ser inferior a 100%. Nesses casos, será
necessário mais água, isto é, mais do que uma DV, para lavar completamente uma molécula
parcialmente permeável através da membrana, em comparação com uma molécula permeável

22
100%. Tipicamente, quanto maior for a molécula, menor é a permeabilidade e maior o volume
de lavagem requerido [16].
2.7.2.3 Diafiltração descontínua
A diafiltração descontínua consiste em diluir a amostra primeiro com água para um
volume pré-determinado. A amostra diluída é então concentrada de volta ao seu volume
original por ultrafiltração. Este processo é repetido até que os indesejados sais, solventes, ou
moléculas mais pequenas sejam removidos [15].
2.7.2.3.1 Diafiltração contínua ou descontínua: qual a melhor técnica?
Quando se decide qual a técnica a usar e em que parte do processo se deve realizar a
diafiltração, considera-se os seguintes fatores:
Volume da amostra inicial, concentração e viscosidade
Concentração da amostra final necessária
Estabilidade da amostra em várias concentrações
O tempo total de processamento
Tamanho do reservatório disponível
Economia
A escolha de qual o método a utilizar deve ser baseada em vários critérios, sendo uma
delas a escala. O que se faz em escala laboratorial pode ser muito diferente da escala do
processo, especialmente se o processo é automatizado. Em escala laboratorial, a diafiltração
descontínua é muitas vezes usado para simplificar enquanto que a diafiltração contínua requer
uma bomba ou outro equipamento que adicione a solução de diafiltração com uma taxa
constante. Ambas as técnicas podem ser automatizadas para aplicações de processo.
O processo de concentração e de diluição de uma solução podem afetar as interações
moleculares que resultam em desnaturação ou agregação, assim como a subsequente
precipitação e perda de produto. É necessário avaliar o efeito da concentração do produto para
determinar onde a diafiltração é mais adequada.
A diafiltração contínua oferece uma vantagem sobre a diafiltração descontínua em que
a concentração de concentrado permanece constante por isso, é muitas vezes vista como um
processo mais suave em relação à estabilidade do produto [15].

23
3 Pesquisa bibliográfica
Tal como já foi referido, as xilanas são obtidas por um processo de extração alcalina da
pasta branqueada. A solução que resulta desta operação é fortemente alcalina, com pH na
gama dos 12-13, e contém dissolvidas, as xilanas que têm que ser isoladas.
Esta etapa de extração é bastante importante e a sua otimização tem sido alvo de
intenso estudo com muitas variantes e alternativas propostas [17-20], nomeadamente,
tratamento químico e enzimático, reação química com água quente, extração alcalina, extração
peróxido alcalina, extração hidrotérmica, etc. Apesar de todo este esforço na procura de uma
operação eficiente ainda não existe, presentemente, uma extração que isole as hemiceluloses
dos outros componentes sem as degradar durante o processo de extração. [17]. A questão da
degradação assume particular relevância porque a utilização das hemiceluloses em materiais
de elevado valor acrescentado, tais como filmes impermeáveis a gases, requer massas
moleculares sempre superiores a 5 kDa. [21]
Porque um aprofundamento desta operação de extração sai fora do âmbito deste
trabalho e porque existe um protocolo instituído pelo RAIZ sobre como a efetuar, não foi feita
pesquisa específica sobre este assunto.
Neste contexto, a pesquisa bibliográfica será apenas direcionada para a análise dos
trabalhos efetuados por outros investigadores na área dos processos de separação com
membranas, aplicados ao isolamento das xilanas contidas no licor alcalino.
3.1 Processos com membranas para a separação e purificação das
hemiceluloses
O processamento das hemiceluloses em geral, e das xilanas em particular, tendo como
objetivo o seu isolamento envolve, na maior parte das situações, procedimentos de extração
que são efetuados sob condições muito severas. Por esse facto, o isolamento e purificação
destes compostos obrigam, em geral, à execução de um grande número de operações
intermédias, tais como filtração, neutralização, precipitação com etanol e centrifugação
necessárias para a purificação das hemiceluloses. Estes processos intermédios podem,
contudo, ser significativamente reduzidos ou mesmo eliminados utilizando processos de
separação com membranas.
Não existe atualmente qualquer dúvida que, quando comparados com processos de
separação tradicionais, os processos de separação com membranas apresentam inúmeras
vantagens das quais se destacam os baixos consumos energéticos, a elevada eficiência de
separação, a não necessidade de elevadas temperaturas e de utilização de produtos químicos
auxiliares.
Dadas estas características, a aplicação dos processos com membranas nas
biorefinarias e produção de bioenergia está particularmente indicada e tem sido intensificada
nas últimas décadas nomeadamente na recuperação, a partir da biomassa, de constituintes de
elevado valor acrescentado [22].

24
De acordo com a bibliografia consultada, a separação de hemiceluloses por processos
de membranas está patenteada desde 1995 [23]. O estudo destes processos tem tido, contudo,
um desenvolvimento mais significativo na última década sendo que o grande volume de
trabalho produzido está confinado a instalações laboratoriais.
Os processos de membranas mais utilizados no isolamento e purificação das
hemiceluloses, embora com objetivos bastante diferentes, têm sido a microfiltração (MF), a
ultrafiltração (UF) e a nanofiltração (NF). Como uma primeira aproximação pode dizer-se que a
MF tem sido usada para efetuar pré-tratamentos das soluções como, por exemplo, remoção de
sólidos e materiais insolúveis, antes destas serem submetidas à UF ou à NF e que estas
últimas têm sido maioritariamente utilizadas para purificar e concentrar soluções de
hemiceluloses.
No que se refere às membranas utilizadas o espectro é grande e inclui membranas
orgânicas poliméricas e cerâmicas com acentuada predominância das primeiras. Destas, os
materiais utilizados são os mais variados como, por exemplo, a polissulfona (PS),
poliétersulfona (PES), o fluoreto de polivinilideno (PVDF), a poliamida (PA), o
politetrafluoretileno (PTFE), celulose regenerada (RC) e polímeros de fluor (FP). Quanto às
membranas cerâmicas, a variedade de materiais é muito mais reduzida sendo na sua maioria
constituídas por α-Al2O3-TiO2. Este tipo de membrana é mais resistente quimicamente,
mecanicamente e termicamente sendo utilizada em condições mais exigentes (altas
temperaturas, solventes orgânicos ou ainda meios corrosivos). Devido a limitações do material
cerâmico, a geometria tubular é mais adequada para o fabrico de tais membranas.
3.1.1 Pré tratamentos e Microfiltração
Alguns autores têm demonstrado que um pré-tratamento adequado das soluções
provenientes de diferentes origens (hidrolisados de madeira, águas residuais de Masonite, etc.)
pode aumentar significativamente a pureza das hemiceluloses obtidas bem como o fluxo de
permeação, a jusante, durante a ultrafiltração dessas soluções [24; 25]. De entre os pré-
tratamentos referidos constam, por exemplo, aumento de temperatura, ajustes de pH,
centrifugação, adsorção com cânhamo ou carvão ativado. Num estudo recente efetuado sobre
hemiceluloses obtidas por extração alcalina de farelo de trigo foi feita uma comparação entre
dois tipos diferentes de pré-tratamento da solução nomeadamente, uma microfiltração (MF) a
80 ºC e 1 bar, com uma membrana tubular cerâmica e uma pré-filtração a 50 ºC e 4 bar, com
kieselguhr calcinado e purificado [26]. As soluções assim obtidas bem como a solução original
sem pré-tratamento foram submetidas a uma ultrafiltração igualmente efetuada com uma
membrana cerâmica mas de 10 kDa de MWCO. Dos resultados obtidos concluiu-se que existe
um aumento significativo do fluxo de permeação no caso das ultrafiltrações das soluções pré-
tratadas. Contudo, os resultados obtidos para o tratamento por MF indicam uma perda
significativa na recuperação das hemiceluloses. Assim, este pré-tratamento é desaconselhado
pelos autores. O mesmo não acontece com o tratamento por filtração com kieselguhr tendo-se

25
concluído que, neste caso, se verifica um aumento significativo quer na pureza do produto quer
no fluxo de permeação da operação seguinte, a ultrafiltração.
Um pré-tratamento também tem sido sugerido para ser aplicado a fontes de
hemiceluloses muito viscosas tal como o farelo de trigo [27]. De facto, a viscosidade pode
influenciar o fluxo de permeação onde, por isso, se sugeriu um pré-tratamento como resolução
desse problema. A solução extraída do farelo de trigo foi sujeita a uma temperatura de 80ºC
durante 72h que resultou numa redução de 25% da viscosidade. Apesar destes resultados
satisfatórios, ficou aquém do esperado uma vez que o fluxo de permeação só aumentou 1,3
vezes quando comparado com soluções pré-filtradas com kieselguhr. A formação de uma
camada na superfície da membrana por componentes ácidos pode ser uma das explicações.
Além disso, verifica-se uma degradação da maioria das hemiceluloses de maior peso molecular
quando sujeitas a uma temperatura de 80ºC no pré-tratamento provocando uma perda da
qualidade do produto.
A centrifugação tem sido outra aposta que tem demonstrado algum interesse como pré-
tratamento [28]. No presente estudo, a centrifugação reduziu a turbidez e a viscosidade da
solução mas não melhorou significativamente o fluxo de permeação durante a ultrafiltração.
Quando se pretende um elevado rendimento dos açúcares obtidos após hidrólise das
hemiceluloses, os pré-tratamentos químicos têm sido uma boa aposta atuando diretamente na
biomassa celulósica [29;30]. Para tal, existem vários pré-tratamentos químicos,
nomeadamente, pré-tratamentos acídicos e alcalinos.
3.1.2 Ultrafiltração
Independentemente da solução obtida da extração ser pré-tratada ou não, o isolamento
das hemiceluloses a partir desta solução é sempre feito por ultrafiltração (UF).
A interdependência entre a membrana utilizada para uma dada aplicação e a solução
processada é reconhecida em toda a literatura consultada. A distribuição de massa molecular
das xilanas, que pode ser muito diferente dependendo da matéria-prima de onde provêm [31-
32], influencia fortemente o desempenho da membrana e, consequentemente, a sua escolha.
Assim, embora as xilanas sejam solutos de elevada massa molecular, todos os trabalhos
consultados apontam para o uso de membranas de baixo MWCO, na gama de 5 – 10 kDa.
Uma membrana de 10 kDa pode apresentar fluxos muito inferiores a uma membrana de 5 kDa
[33] se, na solução coexistirem hemiceluloses e pequenos solutos que entrando nos poros, os
vão obstruir reduzindo o transporte de solvente. Contudo, numa membrana de menor MWCO,
estes pequenos solutos podem ficar retidos na camada de polarização adjacente à membrana.
Nestas situações pode ser aconselhável efetuar uma diafiltração (DF) forçando assim o
transporte dos pequenos solutos e sais através da membrana, juntamente com o solvente e
aumentando assim os fluxos de permeação por redução significativa da pressão osmótica.
Efetuando diafiltração estão reportados aumentos de pureza das hemiceluloses no
concentrado da UF de cerca de 35% [34-36].

26
A diferença de fluxos referida pode também ser observada para membranas com igual
MWCO que podem ter, face à mesma solução e operadas nas mesmas condições operatórias,
fluxos de permeação tão diferentes como 2 L/h m2 (hidrofóbica) e 82 L/h m
2 (hidrofílica). A
causa desta disparidade está identificada com as características superficiais
(hidrofobia/hidrofilia) da membrana e que são responsáveis pelas interações soluto/membrana
[21].
Alguns trabalhos referem também membranas que, não obstante apresentarem
MWCO’s que diferem de um fator de 5, apresentam contudo iguais taxas de rejeição de soluto
[37]. Esta aparente contradição tem sido atribuída nalguns casos à presença, em solução, de
solutos com apetência para induzir o “fouling” da membrana, como é o caso dos
arabinolxilanos e β-glucanos que quando existem por exemplo, na cerveja, reduzem
significativamente a eficiência da sua micro/ultrafiltração. Outros solutos podem formar um gel
na superfície da membrana fenómeno que, como é bem sabido, reduz drasticamente o fluxo de
permeação. Em ambos os casos está aconselhado um pré-tratamento da solução por
microfiltração ou mesmo filtração tradicional (ver secção 3.1.1) antes de se efetuar a
ultrafiltração [37-38].
Quanto à importância das propriedades da solução destaca-se ainda a viscosidade
como sendo um parâmetro muito importante no desempenho dos processos de membranas.
Nos trabalhos consultados é frequentemente referido que os extratos alcalinos são muito
viscosos sendo reportadas viscosidades cerca de 14 vezes a da água a 60 ºC [39]. Contudo, os
concentrados (por ultrafiltração) dos extratos alcalinos provenientes de xilanas modificadas
com enzimas podem atingir viscosidades cerca de 55 vezes à da água a 60 ºC, para uma
concentração até 53.3 g/L (concentração de 75%) [33]. Para aproximadamente a mesma
concentração (50.0 g/l), outros autores reportam apenas um fator de 20 em relação à da água,
mas a 25ºC [40]. A diferença foi atribuída à modificação enzimática das xilanas que confere às
soluções resultantes uma elevada viscosidade. Devido às elevadas viscosidades as soluções
modificadas apresentam, aquando da concentração por ultrafiltração, fluxos de permeação
muito menores não se conseguindo atingir fatores de concentração muito elevados [33]. Aliás,
a influência negativa da viscosidade sobre o fluxo de permeação bem como as soluções
propostas (aumento de temperatura da solução) para obstar a esse efeito são bem conhecidos.
No que respeita ao pH das soluções não existe informação relevante. Em geral é
apenas referido que se está em presença de soluções fortemente alcalinas mas não há
registos de estudos da influência deste parâmetro no desempenho das operações com
membranas para concentrar xilanas. O único trabalho reportado sobre este assunto está
relacionado com estudos sobre a interação solutos/membrana quando os solutos são açúcares
carregados e de baixa massa molecular. Nesses trabalhos, a influência do pH no fluxo é
atribuída a uma modificação conformacional da molécula relacionada com o seu maior ou
menor afastamento do ponto isoelétrico [41]. Apesar das xilanas não estarem incluídas nesse
grupo de moléculas não é, contudo, de ignorar o facto de estas poderem existir em solução e
alterar o comportamento do processo de separação.

27
O pH fortemente alcalino das soluções pode influenciar a escolha do tipo das
membranas. As membranas orgânicas dominam todos os trabalhos consultados para
recuperação/concentração de hemiceluloses mas há estudos em que se optou por membranas
cerâmicas devido á sua elevada resistência a pH extremos [39]. Por outro lado, as membranas
cerâmicas são tubulares e esta configuração, para além de ser adequada para processar
soluções com sólidos em suspensão, propicia baixas perdas de carga o que é vantajoso para
soluções muito viscosas.
No que diz respeito às condições operatórias em que decorre a concentração de
hemiceluloses por ultrafiltração, há poucos estudos paramétricos com algum detalhe sobre a
operação em si [39; 42;17] já que em todos os outros que foram consultados a concentração
por ultrafiltração foi usada como um meio para atingir um fim, isto é, a solução concentrada.
Nestes casos foram fixadas determinadas condições de operação e a concentração decorreu
nessas condições. Num trabalho mais exaustivo [39], foi usada uma membrana tubular
cerâmica com um MWCO de 10 kDa. Os ensaios paramétricos foram efetuados a 0.8 bar
porque se verificou que para pressões mais elevadas atingia-se o fluxo limite. Foram feitos
ensaios a 60 e 80 ºC e a várias velocidades de circulação (2, 3, 4 e 5 m/s). O valor mais
elevado de fluxo de permeação foi obtido para 80 ºC e, para cada temperatura, o fluxo de
permeação aumentou com a velocidade de circulação mas a taxa de rejeição das
hemiceluloses não foi afetada e era elevada (96%). Estes resultados são típicos e o mesmo foi
observado com a operação de concentração. Como seria de esperar, o fluxo de permeação
baixou drasticamente à medida que a solução concentrou. Os autores concluem, contudo, que
esta operação decorreu sem que se observasse o “fouling” da membrana sendo o abaixamento
de fluxo atribuído a um aumento significativo de viscosidade.
Dos inúmeros trabalhos publicados sobre a recuperação de hemiceluloses usando
processos de separação com membranas em apenas um [36] é feita uma avaliação económica
do processo que, neste caso, visa a obtenção das hemiceluloses para serem utilizadas em
embalagens impermeáveis ao oxigénio. As hemiceluloses são recuperadas a partir de uma
solução resultante do tratamento termomecânico da madeira. Partindo de uma solução com
uma concentração de 0.5 g/ L e concentrando a 60 vezes, os cálculos conduzem a um custo
total de produção de 670 €/ tonelada de hemicelulose. Este custo é cerca de 9 vezes menor do
que o custo de mercado atual para embalagens com propriedades semelhantes constituídas
por etileno vinil álcool.
No processamento das soluções fortemente alcalinas resultantes da extração das
hemiceluloses com NaOH uma questão pertinente é, sem dúvida, a questão da reutilização do
hidróxido de sódio. A possibilidade de recirculação deste químico ao processo de extração põe-
se não só da perspetiva das questões ambientais associadas com a sua descarga mas
também com o seu elevado consumo e respetivos custos associados. Este assunto tem sido
muito abordado e estudado na área das indústrias têxtil [43,44] e alimentar [45, 46] mas,
curiosamente, na bibliografia específica sobre isolamento de hemiceluloses tem-lhe sido dada
pouca importância [47]. O permeado da ultrafiltração da solução alcalina contém não só NaOH

28
mas também monossacáridos e, eventualmente, alguma lenhina. A recirculação da solução de
NaOH impõe que esta seja purificada, isto é, esteja tão isenta quanto possível dos outros dois
componentes. Essa purificação pode ser efetuada por nanofiltração (NF). Para esse efeito
foram testadas, num estudo [48] recente, sete membranas de diferentes proveniências e
MWCO’s.
Os ensaios paramétricos permitiram eliminar cinco destas membranas sendo que, no
entanto, as duas com maior potencial, MPF36 e NP010 apresentaram rejeições de NaOH de
20% e 16%, respetivamente e de 77% e 69% de lenhina, ou seja, rejeições mais elevadas do
que seria desejável para o NaOH e baixas para a lenhina. Os resultados deste estudo
permitem concluir que o “pay-back time” é pequeno. O custo da reposição de NaOH, devido à
sua rejeição que ainda assim existe, é compensado pelo que se economiza no consumo de
químicos e taxas de descarga.
3.1.3 Diafiltração
Como referido mais acima, a diafiltração (DF) pode ser uma boa aposta na purificação
das hemiceluloses do concentrado da UF. De facto, para lavar ou remover solutos presentes
na solução, o processo de diafiltração é aplicado através da adição de diluente no concentrado
da solução. [49]. As aplicações típicas da DF são em biotecnologia, farmacêutica ou ainda a
indústria química [50, 51]. Por outro lado, de acordo com o desempenho da membrana e a
propriedade dos solutos, a diafiltração pode ser aplicada em processos de microfiltração (MF)
[38] ultrafiltração (UF) e nanofiltração (NF). Nos processos típicos de diafiltração, pode estar
incluído três etapas [52-54]: pré-concentração, diluição e pós-concentração. O processo de
diafiltração pode ser realizado de modo contínuo ou descontínuo [55] como referido na secção
2.6.2 e 2.6.3. Uma aplicação em investigação, é a concentração, purificação e fracionamento
das hemiceluloses contidos na madeira de Pinus pinaster [56]. Neste estudo, a solução é em
primeiro lugar concentrada e de seguida é realizada uma diafiltração. O fracionamento das
hemiceluloses ocorre através de membranas de diversos cut-off, mais especificamente, de 10,
5, 3, 1, e 0,3 kDa, de modo a obter diferentes pesos moleculares. Assim, desta investigação,
concluiu-se que existe uma boa distribuição dos pesos moleculares das hemiceluloses. Por
outro lado, os concentrados das diafiltrações mostram uma elevada concentração em
hemiceluloses sendo mais acentuada nas experiencias com membranas de 5 e 3 kDa.
3.1.4 Recuperação das membranas após o ensaio
As membranas têm que ser lavadas antes e após os ensaios experimentais de forma a
remover quaisquer impurezas e assim recuperar o fluxo inicial de permeação A eficiência da
limpeza é aferida medindo o fluxo de permeação à água pura (PWP) depois de cada ensaio
experimental e comparando com o valor do fluxo que havia sido obtido antes do ensaio. Por
outro lado, as limpezas das membranas são feitas para estabilizar a membrana e garantir uma
longa duração [57].

29
Existe vários procedimentos de lavagem das membranas. Contudo, não está
estabelecido um método definido e, em cada caso, o protocolo de lavagem deve ser adequado
às características das soluções processadas. Na Tabela 3-1, dá-se um exemplo de alguns
procedimentos referidos na literatura.
Tabela 3-1 Lavagens de membranas aplicadas em várias referências bibliográficas consultadas
Referência Tipo de membrana Solução de
lavagem
Temperatura
ºC
Pressão
(bar)
Tempo
(min)
[58]
Membrana cerâmica
tipo α-Al2O3-TiO2 com
10 kDa
Ultrasil 10 0,5%
(w/w) 50 0,5 60
[59] Membrana orgânica
(PES) com 100 kDa
20% etanol/água
destilada - 2
Deixar
durante
a noite
[60]
Membrana cerâmica
tipo α-Al2O3-TiO2 com
10 kDa
Ultrasil 10 0,5%
(w/w) 50 1,0 60
[33] Membrana orgânica
(PS) com 5 kDa
Ultrasil 10 0,4%
(w/w) 50 15 45
[61]
Membranas
orgânicas (200 a
1000 Da)
Ultrasil 10 0,5%
(w/w) - - 60
Regra geral, quando uma membrana processa soluções orgânicas, a lavagem é
efetuada com um agente alcalino e quando as soluções são inorgânicas é utilizado um ácido.
Como solução alcalina começa-se, em geral, por usar soluções diluídas de NaOH e quando
estas não resultam numa recuperação eficiente da membrana recorre-se então a soluções
comercializadas das quais o Ultrasil é a mais frequentemente usada e referida na bibliografia.
Contudo, muitas das soluções de Ultrasil têm como base cerca de 50% de NaOH.
Quando se usa Ultrasil, o método que é mais correntemente referido na literatura
consiste em lavar a membrana com uma solução de 0,5% de Ultrasil 10 para membranas
orgânicas e Ultrasil 11 para membranas cerâmicas durante 1 h antes e depois de um ensaio
com uma pressão de 0,5 bar [61].
Antes de uma primeira utilização, as membranas virgens também são sujeitas a uma
lavagem com um agente alcalino, nomeadamente, 0,5% P3-Ultrasil-110 (Ecolab), a uma
pressão 2 bar e 45 ºC durante 30 minutos. O PWP é medido a 10 e 20 bar a 45ºC [57].

30
Após a passagem da solução alcalina, o sistema é passado com água desionizada a
uma temperatura ambiente e à pressão atmosférica, antes de medir o fluxo com água pura
(PWP) [58-61].
No caso de soluções muito alcalinas, deixa-se circular no sistema uma solução de 0,1
M de NaOH a 80ºC e a uma pressão de 0,5 bar durante 12 h a fim de evitar uma mudança
brusca de pH. [58]
3.2 Métodos analíticos
3.2.1 HPLC
Quando existe a necessidade, por exemplo, nas indústrias químicas, farmacêuticas,
alimentares, refinarias ou ainda em laboratórios de análises clínicas de separar, isolar, purificar,
identificar e quantificar os componentes de misturas que são muitas vezes complexas, recorre-
se, muito frequentemente, à cromatografia de alta pressão, HPLC. Esta técnica, sendo muito
simples, caracteriza-se por elevadas velocidades de análise, elevado poder de resolução,
manuseio de pequenas quantidades de amostra ( [62].
O principal objetivo da cromatografia HPLC é separar individualmente os diversos
constituintes de uma mistura de substâncias [62] seja para identificação, quantificação ou
obtenção da substância pura para diversos fins. A separação dá-se transportando a amostra
numa fase móvel e deslocando esta sobre uma fase estacionária que está alojada dentro duma
coluna, a coluna cromatográfica. Após a introdução da amostra no sistema cromatográfico, os
componentes da amostra distribuem-se entre as duas fases e podem ser transportados mais
lentamente que a fase móvel devido ao efeito retardante da fase estacionária. O equilíbrio de
distribuição determina a velocidade com a qual cada componente migra através do sistema. Ao
sair da coluna, os componentes passam por um detetor que emite um sinal elétrico o qual é
registado, constituindo assim um cromatograma.
3.2.2 Determinação dos pesos moleculares da xilana
A determinação dos pesos moleculares da xilana, faz-se com HPLC. Contudo, na
bibliografia não existe consenso nem quanto a fases móveis nem quanto ao tipo de colunas
cromatográficas a utilizar. A determinação de massa molares por HPLC é feita utilizando a
técnica designada por cromatografia de exclusão de tamanhos, SEC. Seguindo esta técnica,
Hakala [63], usa, por exemplo, como eluente a Dimetilacetamida (DMAc) com 0,8% de cloreto
de lítio que opera a uma temperatura de 80ºC e um caudal de 0,36 mL/min em duas colunas
PL gel MiniMixed A com a respetiva pré-coluna.
Num outro estudo em que se usa SEC [64], as xilanas são dissolvidas em 1,9 mL de
LiCl/DMAc com 8% de cloreto de lítio e em 3 mmol de isocianeto de etil. Para se conseguir uma
diluição aceitável, as amostras foram mantidas durante 5 dias a 4ºC com uma agitação
magnética suave e após esse tempo, são diluídas novamente com a adição de 27,4 mL de

31
DMAc com 0,5% de LiCl. A separação dos picos ocorre a uma temperatura de 80ºC e a um
caudal de 0,5 mL/min em quatro colunas Mixed-A 20 µm com a respetiva pré-coluna.
Uma outra alternativa consistiu em usar HPSEC para determinar os pesos moleculares
da xilana [65]. Neste artigo, as amostras são analisadas por colunas GRAM usando, desta vez,
como eluente uma mistura de dimetilsulfóxido (DMSO) e água (9:1) com 0,05 M LiBr. A coluna
funciona a 60ºC e as massas são determinadas por viscosimetria (H502B, Viscotek) e por um
detetor de índice de refração RI-71 Shodex.

32
4 Materiais e métodos
4.1 Extração da pasta branqueada
As xilanas existentes na pasta branqueada são extraídas desta com uma solução de
10% (m/m) em NaOH. Desta operação, obtém-se a solução em estudo, denominada por
filtrado.
4.1.1 Preparação da amostra
A etapa de preparação da amostra – pasta branqueada seca, é sempre feita pelo RAIZ.
De um modo muito sucinto nesta etapa, a pasta branqueada à qual vão ser extraídas as
xilanas, é previamente refinada. Após a refinação da pasta, remove-se o excesso de humidade
através de uma filtração e deixa-se este preparado a secar numa sala a temperatura e
humidade constantes. Na Figura 4-1 está exemplificado um esquema da produção de xilanas.
Figura 4-1 Esquema exemplificativo da produção das xilanas
4.1.2 Descrição da extração e reagentes
A extração das xilanas (obtenção do filtrado) é efetuada segundo o protocolo
estabelecido pelo RAIZ.
O primeiro passo para se obter a solução (o filtrado) é pesar a massa da pasta
branqueada correspondente a uma certa massa seca, que se pretende tendo em conta o teor
de secura determinado pelo RAIZ:
Sendo o teor de secura, definido como:
Com esta quantidade de pasta pesada, calcula-se o volume total da solução que se
deve obter utilizando um parâmetro previamente determinado – a consistência. Para este
parâmetro toma-se, por indicações do RAIZ, um valor de 5%. A consistência representa a
quantidade de fibra seca em 100 g de água. O volume total é então dado por:

33
A quantidade de água a adicionar é a resultante da diferença entre o volume total e a
pasta pesada. Refira-se que a água adicionada é água destilada.
À pasta adiciona-se uma certa quantidade de NaOH a 10 % (m/m) em relação ao
volume total. Esta concentração de NaOH (10%) é, com base em estudos prévios, a que
consegue uma melhor extração das xilanas contidas na pasta. Nota-se que quanto maior a
quantidade de NaOH, mais a fibra “incha” e mais dificilmente se consegue extrair o produto. A
quantidade de NaOH a adicionar, em massa, tem de ser ajustada à pureza do hidróxido de
sódio e é calculada da seguinte forma:
A adição de borohidreto de sódio facilita a separação das xilanas da pasta, por isso,
junta-se à mistura em pequenas quantidades.
Esta mistura, que na verdade é uma suspensão, é deixada em agitação moderada
durante 1 h, de forma uniforme, de modo a maximizar a extração das xilanas. Após decorrido o
tempo estabelecido de extração, a suspensão é filtrada, sob vácuo, utilizando um funil de placa
porosa G3.
Embora planeados, não foram efetuados ainda ensaios de estabilidade para estas
soluções. Assim sendo parte-se da informação existente de que estamos perante soluções
instáveis pelo que os ensaios experimentais têm que ser efetuados imediatamente após o
procedimento de extração.
4.2 Membranas
4.2.1 Etapas na implementação dos Processos de Separação com
Membranas
Na implementação de um processo de separação com membranas, existem várias
etapas que devem ser seguidas e que são as seguintes:
i. Pré-seleção de membranas
ii. Estudos paramétricos com as membranas pré-selecionadas
iii. Escolha da melhor membrana e parâmetros operatórios
A membrana selecionada e os parâmetros operatórios são escolhidos de forma a obter
elevados fluxos, taxas de concentração e purificação. A seleção das membranas, foi feita com
base na pesquisa bibliográfica efetuada de modo a ter uma melhor perceção sobre as
membranas que estão a ser usadas na atualidade e para que finalidade.

34
Na escolha das membranas usadas para este trabalho houve antes de mais a
preocupação de usar membranas cuja gama de utilização, no que respeita ao pH, estivesse de
acordo com as características das nossas soluções. O pH do filtrado situa-se entre 12 – 13 e
para muitas membranas de ultrafiltração um pH de 13 é já excessivo, em operação. Para essas
membranas um pH de 13 é aceitável apenas durante curtos períodos que são, em geral, os
que correspondem às operações de lavagem. Devido a este facto, há uma grande limitação na
escolha de membranas de UF.
No trabalho experimental efetuado foram utilizadas três membranas (Tabela 4.1) sendo
duas delas de ultrafiltração e uma de nanofiltração.
Tabela 4-1 Características das membranas testadas
Tipo Membrana Fabricante Material MWCO
(Da)
Tmáx
(ºC)
Pmáx
(bar) pH
NF MPS-34 KOCH Polimérica
plana 200-300 70 35
até 20%
NaOH
UF M5 - Cerâmica 10000 1-14
UF GR95PP Alfa-Laval PES/PP 2000 75 10 1-13
4.3 Instalações de ultrafiltração/nanofiltração
Na realização deste trabalho, foram utilizadas duas unidades experimentais. Uma delas
pode ser utilizada quer para ensaios de ultrafiltração quer para ensaios de nanofiltração e é
apresentada na Figura 4-1. A instalação é composta por um reservatório de alimentação, uma
bomba de modelo G03SDSGHHEMA e marca HydraCell, por um módulo de membrana
OSMONICS associado a uma bomba hidráulica de marca Enerpac e modelo P-142 e
finalmente, por uma balança.
A instalação tubular é constituída de igual forma por um reservatório de alimentação,
uma bomba de modelo N676487-1 e marca AxFlow, por um módulo de membrana tubular
standard e por uma balança. Neste caso, usou-se uma bomba diferente uma vez que a bomba
HydraCell tem uma potência demasiada elevada para a instalação.
Refere-se que devido a avarias sucessivas da bomba HydraCell, foi necessário usar a
bomba da instalação tubular, a bomba AxFlow. Assim, a circulação do fluido foi realizada por
uma bomba de marca AxFlow ou HydraCell consoante os ensaios. O caudal máximo foi de 2
ou 4 L/min, respetivamente.
No caso da unidade OSMONICS, o módulo de membranas é constituído por dois
blocos de aço inox entre os quais é colocada uma membrana de folha plana (membrana
orgânica). A área de permeação da membrana tem a dimensão de 146x95 mm mas os blocos
têm uma área maior onde uma parte tem como função fixar a membrana e isolar a alimentação

35
e o permeado. A área utilizada na transferência de massa entre a alimentação do permeado é
de 138 cm2.
Em cima da membrana é colocado uma rede de plástico que tem como função impedir
que partículas de maiores dimensões ou eventuais sujidades chegam à superfície da
membrana do lado da alimentação, onde o fluido circula tangencialmente à membrana.
No caso da unidade tubular, a membrana é colocada dentro de um tubo de formato
cilíndrico cujas extremidades têm um manómetro para controlar a pressão.
Figura 4-2- Fotografias da instalação experimental das membranas
Figura 4-3 Esquema simplificado da instalação experimental
4.4 Ensaios experimentais
4.4 1 Descrição dos ensaios
Como referido mais acima, houve sucessivas avarias da bomba HydraCell, que fez
com que fosse necessário fazer uma nova reta de calibração cada vez que se mudava a
bomba.
Os ensaios experimentais foram efetuados de duas formas diferentes consoante se
trata de um ensaio paramétrico ou um ensaio de concentração.
No que respeita aos primeiros de cada vez que se utilizou uma nova membrana foi
necessário efetuar novos ensaios paramétricos. Nestes, o objetivo é determinar a pressão e a

36
velocidade que levam ao fluxo de permeação ótimo. Para tal, efetuaram-se medições dos
fluxos de permeabilidade para várias velocidades a uma dada pressão. Para a ultrafiltração foi
varrida uma gama de pressões de 2 a 6 bar e 10 a 16 bar para a nanofiltração. Nestes ensaios
a concentração deve permanecer constante pelo que o concentrado e o permeado são
recirculados ao reservatório de alimentação.
Uma vez o ensaio realizado, analisa-se os resultados dos fluxos de permeação e
escolhe-se quais as condições ótimas.
Nos ensaios de concentração, por outro lado, pretende-se concentrar as xilanas ao
máximo. Para tal, aplica-se as condições ótimas (velocidade e pressão) determinadas no
ensaio paramétrico para cada membrana e inicia-se o ensaio de concentração. Para a
membrana GR95PP, as condições ótimas de velocidade e pressão são, respetivamente, de 1,3
m/s e 6 bar, para a cerâmica M5 são de 1,8 m/s e 6 bar e finalmente, no caso da SelRO-MPS
34 são de 1,0 m/s e 14 bar. Neste caso, o reservatório, onde é colocado o filtrado, é o ponto de
partida e de chegada do concentrado que circula pela instalação experimental. O permeado é
recolhido num copo colocado em cima de uma balança de modo a saber a massa de permeado
recolhido ao longo do tempo. Deste modo, ocorre uma variação da concentração em que o
concentrado vai ter uma concentração cada vez maior ao longo do tempo.
O fator de concentração (FC) é uma variável limitante do processo porque está
diretamente ligado ao fluxo de permeado, isto é, à medida que a solução é concentrada, o fluxo
de permeado diminui. Desse modo, o fator de concentração é definido pela equação 4.5
onde FC é o fator de concentração de uma solução, o volume inicial da solução
(mL), o volume do concentrado (mL) e o volume do permeado (mL).
No processo de concentração de um dado componente através da membrana, a
concentração de um soluto durante o processo varia em função tanto da redução de volume,
como da retenção do soluto pela membrana.
Após o ensaio de concentração, inicia-se o de diafiltração (DF). Este método tem como
objetivo purificar a xilana que se obtém no concentrado no fim do ensaio de concentração. Para
tal, a experiencia é realizada em modo descontínuo onde é adicionada ao reservatório, água
destilada de igual massa ao permeado total recolhido. A DF é feita nas mesmas condições
operatórias (velocidade e pressão) do que o ensaio de concentração para cada membrana. Da
mesma forma, a concentração do concentrado vai variar, concentrando a solução contida no
reservatório ao longo do tempo mas com uma maior purificação da xilana.
4.4.2 Preparação e recuperação das membranas

37
Antes de serem utilizadas, as membranas orgânicas têm que ser previamente lavadas
ou no caso de serem membranas novas, têm que sofrer um processo de compactação seguida
de uma lavagem.
O procedimento de lavagem tem como objetivo remover as sujidades presentes nas
membranas e foi realizado para as membranas GR95PP e M5 em condições diferentes. Para a
membrana orgânica, deixou-se circular uma solução de NaOH de concentração 5 g/L durante 1
h a 25ºC e uma pressão de 9 bar. Após a passagem do hidróxido de sódio, passou-se 200 mL
de água destilada durante 30 minutos também a uma pressão de 9 bar e uma temperatura de
25ºC de modo a remover todo o hidróxido de sódio contido no sistema. Em relação à
membrana cerâmica, a lavagem foi efetuada com uma solução de 0,005M de NaOH a circular
no sistema durante 30 minutos. As condições da lavagem foram de 3 bar e uma temperatura
de 25ºC. Desta vez, após a lavagem, colocou-se cerca de 500 mL de água destilada e nas
mesmas condições do que para a passagem da solução de hidróxido de sódio. Este processo
com a água destilada é repetido até chegar a um pH neutro, ou seja, até a remoção total do
NaOH.
Relativamente à membrana de NF, a SelRO-MPS 34, por ser nova, teve que ser sujeita
primeiro a um processo de compactação que tem como objetivo deformar os poros o máximo
possível de modo a não ter variações de fluxo durante o ensaio experimental. Para tal, a
membrana é sujeita a uma pressão superior à que é utlizada nos ensaios. Assim, a membrana
sofre uma diferença de pressão durante 3 h de modo a garantir que os poros atingem a
deformação máxima que poderiam ter. A compactação foi realizada a uma pressão de 20 bar e
uma velocidade de 2 m/s. A permeabilidade da água pura (PWP) foi medida de 30 em 30
minutos de modo a seguir a evolução do fluxo de permeação. Esta etapa é feita com água
destilada. Após a etapa da compactação concluída, segue-se a lavagem onde neste caso tem
como finalidade remover os químicos contidos na membrana. Esta fase do processo é feita nas
mesmas condições do que a compactação, ou seja, a 20 bar e uma velocidade de 2 m/s. A
lavagem foi feita com uma solução de NaOH a 1% durante 30 minutos. Após este tempo,
neutraliza-se a membrana com água destilada e mede-se de imediato o PWP. Este processo é
repetido pelo menos duas vezes para garantir que houve remoção completa dos químicos.
Quando se obtinha dois valores iguais de PWP, parava-se as lavagens, caso contrário,
continua-se o procedimento.
Após cada ensaio experimental, as membranas tinham que recuperar o PWP inicial
que foi determinado fixando uma velocidade e medindo o fluxo de permeação a várias
pressões. Esta etapa foi feita para cada membrana antes de iniciar os ensaios. O processo da
recuperação da membrana ou também chamado de lavagem da membrana, tem como objetivo
recuperar a permeabilidade inicial da membrana antes de iniciar os ensaios.
O fluxo da água pura é dada por:

38
onde representa o fluxo da água pura (m3/m
2.s), a pressão exercida na membrana (Pa),
a viscosidade da água (Pa.s) e a permeabilidade hidráulica da membrana (m). A
permeabilidade hidráulica é o declive da reta de fluxo de água pura em função da pressão
aplicada e é o inverso da resistência intrínseca da membrana, (m-1
).
Assim, introduz-se, logo após o ensaio finalizado, água destilada no reservatório para
medir, posteriormente, o PWP. Se este valor se encontra abaixo do PWP inicial, é necessário
proceder à lavagem da membrana de modo a recuperar a permeabilidade da água pura.
No processo de recuperação da membrana, esvaziava-se o reservatório que continha a
água destilada e colocava-se uma solução de 0,5% de NaOH a circular durante 45 min. Após
este tempo, esvazia-se novamente o reservatório e introduzia-se água destilada até a solução
ficar neutra e media-se o PWP. Repetia-se este processo até a solução recuperar a sua
permeabilidade inicial. Houve casos onde não foi necessário a lavagem com uma solução de
hidróxido de sódio, ou seja, a própria membrana recuperou a sua permeabilidade hidráulica.
Noutros casos, a recuperação da membrana era difícil pelo que se usa uma solução de Ultrasil
10 em vez de uma solução de NaOH.
4.4.3 Tratamento de amostras
As amostras foram retiradas durante os ensaios de concentração têm que ser
analisadas para determinação do teor de xilanas e de monossacáridos. Esta análise foi
efetuada no pó que se obtinha centrifugando as amostras após estas terem sido neutralizadas.
Da neutralização resultava uma suspensão branqueada que era posteriormente centrifugada e
seca na estufa.
A neutralização pode ser efetuada com ácido sulfúrico ou acético ou ainda clorídrico.
Neste trabalho a neutralização foi efetuada com ácido sulfúrico concentrado (43,7 %) até um
pH igual a 7. Após a neutralização, a solução era centrifugada durante 1 h a 8000 rpm e à
temperatura ambiente obtendo-se um sobrenadante e um pó. O sobrenadante era descantado
e o pó era levado à estufa a secar a uma temperatura de 40 ºC até ter uma massa constante.
4.5 Métodos analíticos
As análises efetuadas incidiram sobre os dois componentes principais da mistura, isto
é, as xilanas e os monossacáridos. Devido a limitações nos métodos analíticos que não foram
implementados durante o decorrer deste trabalho foram analisadas poucas amostras
relativamente ao que seria desejável.

39
Como já foi referido, as análises foram efetuadas sobre o pó que obtinha-se da
centrifugação do filtrado após a sua neutralização. Esta neutralização era indispensável
porque, por um lado, deixar a solução demasiado tempo a um pH tão elevado proporcionava a
continua degradação da xilana em monómeros de açúcares e, por outro lado, existem
limitações de pH nas colunas de HPLC, método analítico de eleição.
Sendo indispensável, esta neutralização tinha, contudo, desvantagens já que pouco
após o seu início, a cerca de pH 12, ocorria imediatamente precipitação. Esse precipitado
continha sais (cinzas) resultantes das neutralizações, para além dos açúcares e das xilanas.
Para evitar as interferências destes sais nos métodos analíticos seria desejável poder analisar
diretamente o filtrado sem se passar pela neutralização. Não sendo tal possível, a suspensão
resultante da neutralização foi então processada de acordo com o que foi já explicado na
secção 4.4.3.
Dependendo das análises a efetuar, o pó tem um tratamento diferente. Quer os
açucares quer as xilanas foram analisadas quimicamente e por HPLC.
4.5.1 Determinação dos pesos moleculares das xilanas
A cromatografia de permeação em gel (GPC) também conhecida como cromatografia
por exclusão de tamanho (SEC), é uma técnica cromatográfica que separa moléculas com
base na sua massa molecular e, consequentemente nas suas dimensões.
Nesta técnica as amostras analisadas eram o pó tal e qual, isto é, o pó recolhido na
centrifugação e que é simplesmente seco. Este pó era dissolvido num solvente escolhido
previamente e que constituía a fase móvel ou eluente da coluna. A questão da diluição não é,
contudo, consensual como já foi referido na secção 3.2.2.
De facto, na tentativa de implementar as análises de GPC no nosso laboratório
começámos por selecionar o solvente para, em seguida, escolher a coluna a usar.
Os resultados foram muito desencorajadores já que, ao contrário de muita informação
disponível na literatura [63-65] o único solvente no qual se conseguiu dissolver mais
satisfatoriamente as nossas amostra foi o DMSO e mesmo nesse caso, a dissolução não foi
garantidamente completa. Estes ensaios de solubilidade e outros fatores particularmente
relevantes atrasaram muito o desenvolvimento do método. Nestas circunstâncias as análises
foram efetuadas na Universidade de Aveiro com o grupo de trabalho do Prof. Doutor Evtuguin
Dmitry que tem uma técnica implementada há muito tempo [66] Neste protocolo é usada
Dimetilacetamida (DMAc) em 8% de cloreto de lítio como eluente
Antes de iniciar as análises, as amostras sofreram um tratamento prévio. De acordo
com o protocolo seguido, começou-se por pesá-las sendo que a massa pesada depende da
quantidade de sais e cinzas na amostra, ou seja, quanto maior era a pureza da xilana, menos
massa era necessária para a análise. De modo a ter a certeza que a amostra era detetada pelo
detetor, pesava-se cerca de 10 a 12 mg de amostra. Caso a pureza estivesse compreendida
entre 40 a 60%, seriam apenas necessários 5 mg de amostra. De seguida, juntava-se 50 μL de
(DMAc) e 8% LiCl e colocava-se a mistura 15 minutos na estufa a 105 ºC. Após este tempo,

40
por observação visual, verificava-se se a amostra se dissolveu bem ou não, no eluente. Se
não, juntava mais 50 μL de DMAc, agitava-se cada amostra no vórtex durante 60 s e colocava-
se novamente na estufa durante 15 minutos. Repetia-se o processo de agitação e da
colocação na estufa até se obter uma dissolução satisfatória ou mesmo total.
As amostras eram posteriormente arrefecidas sob agitação, era-lhes adicionado cerca
de 600 μL de DMAc e agitava-se um pouco para homogeneizar. Finalmente dissolvia-se o
padrão interno, a glucose, em estado sólido na amostra [66]. O equipamento de GPC, PL-GPC
110 (Polymer Laboratories), estava equipado com duas colunas PLgel 10 μm Mixed-B de
300×7,5 mm protegidas com a pré-coluna Plgel 10 μm. O detetor RI usado era um PD2020. As
análises eram feitas a 70ºC com um caudal de 0,9 mL/min e um volume de injeção de 100 μL.
O eluente era o DMAc mas, desta vez, com uma concentração de 0,1 M de LiCl. A calibração
era feita com pululanos de pesos moleculares de 5800, 12200, 23700 e 48000 Da.
4.5.2 Determinação do teor de xilana
A determinação quantitativa das xilanas foi feita usando uma técnica baseada na
norma Tappi 223 cm. Este método refere-se mais especificamente à determinação do teor em
pentosanas tanto na madeira como nas pastas mas pode também ser usado para o pó que
constitui as amostras uma vez que se considera que as pentosanas são essencialmente
constituídas por xilana. O teor de pentosanas numa pasta indica a retenção ou perda das
hemiceluloses durante o cozimento e o branqueamento.
O procedimento analítico baseia-se na destilação de uma solução obtida dissolvendo a
amostra a analisar em ácido clorídrico 3,85 N. O ácido hidrolisa as pentosanas e converte-as
em furfural. Este componente é recolhido no destilado e doseado colorimetricamente com o
reagente orcinol-cloreto férrico.
As absorvâncias são lidas no espectrofotómetro a um comprimento de onda de 630 nm
deverão situar-se entre 0,1 e 0,8. Assim, tendo as absorvâncias, tem-se a quantidade de xilana
através da reta de calibração e, sucessivamente, tem-se o teor de pentosanas.
A curva de calibração é feita com xilose pura com diversas massas, nomeadamente, de
10, 20, 40, 60, 80 e 100 mg que, para este fim, é seca numa estufa de vácuo a 60 ºC durante 2
a 4 horas. De seguida, efetua-se a destilação e o desenvolvimento da cor como mencionado
mais acima de modo a ler as absorvâncias e de determinar a xilana através do método. Refere-
se que esta etapa foi previamente realizada pelo RAIZ.
Sabendo a relação entre a xilose e a xilana que é dada pela expressão 4.8, calcula-se
a quantidade de xilana.
Procede-se à representação gráfica das densidades óticas em função da quantidade
correspondente de xilana.

41
A percentagem de pentosanas é dada por:
onde W representa o peso da amostra pesada em gramas (base seca) e A, o peso da
xilana determinada através das absorvâncias em miligramas.
Para obviar ao método das pentosanas que é bastante moroso, tentou-se outro método
mais expedito que é referenciado na literatura como sendo um bom método alternativo - o
método indireto de extração por NaOH 5% sugerido por Colodette [67] que tem também como
objetivo quantificar o teor de pentosanas. Contudo, os resultados obtidos com este método não
apresentavam reprodutibilidade pelo que foi descartado.
4.5.3 Determinação dos açúcares
4.5.3.1 HPLC
Na análise por HPLC, a amostra (pó) tinha que ser inicialmente hidrolisada segundo a
técnica de Seaman (ver anexo A da secção 9.1). O objetivo da hidrólise era transformar a
xilana em açúcares para serem posteriormente analisadas. A um certo volume de hidrolisado
era adicionado 200μL do padrão interno, a fucose e perfazia-se ao volume final de 10 mL com
água Millipore. Se, a concentração dos açúcares fosse demasiada elevada, teria de se efetuar
uma diluição.
A escolha da fucose como padrão teve como base a composição da pasta branqueada
em que a percentagem deste açúcar era praticamente nula. Optou-se por água Millipore por ter
uma constituição pobre em iões que interfereriam no cromatograma. Tendo a solução
preparada, assegurava-se a inexistência de bolhas no sistema que poderiam interferir com o
detetor. A solução era, por fim, filtrada através de um filtro 0,22 μm.
O detetor usado era do tipo PAD (Pulsed Amperometric Detection) cujo modelo era
Electrochemical Detection ED50. A coluna, Carbopac PA1, era de permuta iónica e estava
associada à respetiva pré-coluna que lhe servia de proteção, retendo eventuais partículas
presentes na amostra. No sistema, era usado hélio para aumentar a intensidade do sinal.
O eluente e o regenerante eram soluções de NaOH de concentrações 2 mM e 0,3 M,
respetivamente. O caudal era de 1 mL/min, a temperatura de trabalho de 25 ºC e eram
realizadas duas injeções com 25 μL de volume. Refira-se que o tempo da análise dos açúcares
era de 60 minutos incluindo 22 minutos de tempo de lavagem do sistema após cada análise.
Do cromatograma, obtinha-se a área do pico dos açúcares e, por consequência, a
concentração dos açúcares. As retas de calibração foram previamente feitas para cada açúcar.
4.5.3.2 Método sulfúrico

42
Para além do HPLC, também se pode utilizar um método químico (espectrofotométrico)
para determinar os açúcares presentes na solução em estudo. Como primeiro método, usou-se
o método fenol-sulfúrico em que é usado como reagente fenol 80%, ácido sulfúrico (95,5%) e 2
mL de amostra da solução com açúcares hidrolisados.
Uma vez que o fenol é um componente perigoso devido às suas características
cancerígenas e como já é um método antigo (Dubois 1956, [68]) surgiu recentemente uma
alternativa a este método no qual não é adicionado fenol mas maior quantidade de ácido
sulfúrico concentrado [69]. Nesta técnica a 1 ml da amostra, adiciona-se cerca de 3 mL de
ácido sulfúrico (95-98%). A adição deve ser rápida e seguida de 30 s de agitação num vórtex
sendo depois a mistura colocada no gelo até chegar à temperatura ambiente. Finalmente, lê-se
as amostras cuja análise é feita por espectrofotometria de luz UV a 315 nm onde é lida a
absorvância contra um branco que é preparado de igual modo que as amostras.

43
5 Resultados e Discussão
5.1 Processos de membranas
5.1.1 Determinação da permeabilidade hidráulica para as membranas testadas
Após terem sido lavadas e compactadas (no caso das membranas orgânicas) todas as
membranas, foi determinada a sua permeabilidade hidráulica à água pura. Esta determinação é
fundamental pois serve de referência para, após cada ensaio experimental, verificar se a
membrana recuperou o seu fluxo inicial ou não. Só no caso de ter recuperado o seu fluxo é que
se pode prosseguir para o ensaio seguinte. As medições do PWP foram efetuadas para cada
uma das membranas, GR95PP, M5 e SelRO-MPS 34. A técnica está referida na secção 4.4.2.
Na Tabela 5-1 está representada a permeabilidade hidráulica, , à água pura para
cada uma das membranas testadas. Como já foi referido (ver secção 4.4.2), a permeabilidade
hidráulica é o declive da reta de fluxo de água pura em função da pressão aplicada. Para a
membrana GR95PP, a determinação do PWP foi feita a uma velocidade de 0,5 m/s e a
pressões de 1, 2, 3, 4 e 5 bar. No caso da membrana cerâmica, M5, esse ensaio foi feito a uma
velocidade de 1,5 m/s e pressões de 1,5, 2,5, 3,0, 3,5 e 4,0 bar. Finalmente, para a membrana
de NF, SelRO-MPS-34, o PWP foi determinado a uma velocidade de 2,0 m/s e a pressões de
5, 10, 12, 14, 16, 18 e 20 bar.
Tabela 5-1 Permeabilidade hidráulica da água pura para cada membrana testada
Tipo de membrana (L/h.m2.bar)
GR95PP 6,7
M5 31,4
SelRO-MPS 34 0,5
A membrana de NF tem fluxos de permeação mais baixos. Isso deve-se à natureza da
membrana que tem uma densidade mais elevada. Contudo, encontram-se reportados, na
literatura [72], valores mais elevados de fluxo de água para esta membrana (2 L/h.m2.bar).
5.1.2 Ensaios paramétricos
Como já foi referido na secção 4.4.1, os ensaios paramétricos são efetuados em
circuito fechado e têm como objetivo a determinação da velocidade e pressão que
proporcionam maior fluxo de permeação e seletividade. Os valores assim determinados vão ser
usados nos ensaios de concentração previamente descritos (ver secção 4.4.1).
A primeira membrana testada foi a GR95PP. Os primeiros ensaios paramétricos foram
efetuados com a bomba AxFlow estando os resultados obtidos representados no gráfico da
Figura 5-1. Por limitações do equipamento, concretamente da bomba, efetuou-se, para esta
membrana, um segundo ensaio paramétrico com a bomba HydraCell.

44
No primeiro ensaio paramétrico efetuado, embora as velocidades e pressões testadas
sejam pouco numerosas, se compararmos os valores dos fluxos de permeação em função da
pressão para uma dada velocidade, verifica-se que quanto maior é a pressão, maior será o
fluxo como se pode observar no gráfico da Figura 5-1.
Figura 5-1 Membrana GR95PP - Ensaio paramétrico: Bomba AxFlow
A pressão e a velocidade que proporcionam maior fluxo de permeado são de 4 bar e
3,15 m/s respetivamente cujo valor é de 19 L/h.m2. Neste ensaio paramétrico também testou-se
uma pressão e uma velocidade de 6 bar e 1,3 m/s, respetivamente, obtendo-se um fluxo de
permeação próximo de 19 L/h.m2.
Os ensaios paramétricos com a bomba HydraCell foram efetuados às pressões de 2, 3,
4, 5 e 6 bar e a uma velocidade de 0,5; 1; 1,5; 2 m/s. Os resultados destes ensaios estão
representados na Figura 5-2.
A representação do fluxo de permeação em função da pressão para várias
velocidades, permite-nos concluir que as velocidades mais elevadas levam, consistentemente,
a um fluxo de permeação maior. De notar que não foi efetuada uma medição a 0,5 m/s e 2 bar
devido ao facto de não haver fluxo de permeado para uma pressão e velocidade tão baixas.
É interessante notar que para nenhuma das velocidades foi atingido o fluxo limite o que
sugere que poderia eventualmente ser usada uma pressão maior para efetuar os ensaios.
Contudo, não quisemos usar pressões mais elevadas, pois a resposta do sistema (bomba) não
é estável.
0,0
5,0
10,0
15,0
20,0
0 1 2 3 4 5
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Pressão (bar)
Velocidade = 2,9 m/s
Velocidade = 3,15 m/s

45
Figura 5-2 Membrana GR95PP - Ensaio paramétrico: Bomba HydraCell
Os ensaios paramétricos com a membrana Carbosep M5 também foram afetados pela
avaria da bomba HydraCell e tiveram que ser efetuados com a bomba AxFlow. Assim, foram
testadas as velocidades de 0,9, 1,2 e 1,8 m/s a uma pressão de 4 e 6 bar.
Figura 5-3 Membrana Carbosep, M5 - Ensaio paramétrico: Bomba AxFlow
Para esta membrana, a pressão e a velocidade adequada são de 6 bar e 1,8 m/s,
respetivamente, cujo fluxo de permeação é de 20 L/h.m2. Neste caso, verifica-se que o fluxo
limite não é atingido.
A última membrana a ser testada, é a de nanofiltração SelRO-MPS 34. Como referido
na secção 4.4.2, quando a membrana é nova, essa tem que ser sujeita primeiro a um processo
11,0
12,0
13,0
14,0
15,0
16,0
0 1 2 3 4 5 6 7
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Pressão (bar)
Velocidade 0,5 m/s
velocidade 1 m/s
Velocidade 1,5 m/s
Velocidade 2 m/s
0,00
5,00
10,00
15,00
20,00
25,00
0 2 4 6 8
Flu
xo
de
pe
rme
ad
o (L
/h.m
2)
Pressão (bar)
Velocidade = 0,88 m/s
Velocidade = 1,22 m/s
Velocidade = 1,8 m/s

46
de compactação e de lavagem. Os resultados deste procedimento para a membrana de NF são
apresentados na Tabela 5-2.
Tabela 5-2 Compactação da membrana SelRO-MPS 34
(L/min) (L/h.m2)
2,40E-03 10,4
2,21E-03 9,6
2,14E-03 9,3
2,19E-03 9,5
2,17E-03 9,4
2,13E-03 9,2
2,20E-03 9,5
Observando os resultados, verifica-se que a membrana teve uma ligeira perda de fluxo
no início do processo. Esta perda deve-se provavelmente à deformação da sua estrutura de
base.
Com a fase da compactação concluída, seguiu-se para o ensaio paramétrico. Visto que
se trata de uma membrana de nanofiltração as pressões a que a membrana foi testada, foram
mais elevadas. Os ensaios foram efetuados a pressões de 10, 12, 14 e 16 bar e com
velocidades de 0,5; 1; 1,5; 2 m/s.
Figura 5-4 Membrana SelRO-MPS 34 - Ensaio paramétrico: Bomba HydraCell
No gráfico da Figura 5-4, está representado o fluxo em função da pressão para várias
velocidades. Verifica-se novamente que o aumenta da velocidade de circulação provoca um
aumento do fluxo de permeação. A velocidade de 0,5 m/s não está representada na Figura 5-4
porque a esta velocidade e para estas pressões, o fluxo de permeação era nulo.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
0 5 10 15 20
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Pressão (bar)
Velocidade=1 m/s
Velocidade=1,5 m/s
Velocidade=2 m/s

47
A maiores pressões, o fluxo de permeação tende a estabilizar sobretudo para as
velocidades mais altas, começando então a delinear-se o fluxo limite. Por este facto, escolheu-
se como condições ótimas a pressão de 14 bar e uma velocidade de 1 m/s às quais
corresponde um fluxo de permeação de 4,10 L/h-m2.
Na Tabela 5-3, encontra-se de forma resumida, as condições operatórias (velocidade e
pressão) em que vão ser efetuados os ensaios para as diferentes membranas. Refere-se que
para a membrana GR95PP considerou-se as condições obtidas no segundo ensaio
paramétrico efetuado (Figura 5-2).
Tabela 5-3 Condições operatórias (velocidade e pressão) aplicadas a cada membrana
Tipo de membrana Pressão (bar) Velocidade (m/s) (L/h.m2)
GR95PP 6 2,0 15,45
M5 6 1,8 20,04
SelRO-MPS 34 14 1,0 4,10
5.1.3 Ultrafiltração: Ensaios de concentração e diafiltração
5.1.3.1 Fluxos de permeação
O grande objetivo dos ensaios de concentração é obter um concentrado de xilanas e
recolher, no permeado, o NaOH tão puro quanto possível. Dependendo do MWCO da
membrana, poderá ser também possível obter, em simultâneo, uma purificação das xilanas
concentradas, isto é, se em solução existirem outras espécies de massa molecular mais baixa
como, por exemplo, monossacáridos e xilanas de baixa massa molecular, esses componentes
poderão passar através da membrana junto com o permeado deixando a montante um
concentrado de xilanas mais puras.
O modo de proceder num ensaio de concentração já foi descrito (ver secção 4.4.1).
Para além dos ensaios de concentração, efetuaram-se também ensaios de
concentração associados a uma ou duas diafiltrações. Como já foi referido, as diafiltrações
foram efetuadas em descontínuo adicionando-se ao reservatório a quantidade de água
destilada equivalente à quantidade de permeado recolhido no fim do ensaio de concentração.
Para todas as membranas, quer os ensaios isolados de concentração quer os ensaios
combinados de concentração com diafiltração foram efetuados nas condições de pressão e de
velocidade previamente determinados no ensaio paramétrico.
No gráfico da Figura 5-5 são apresentados os resultados do ensaio de concentração
efetuado com a membrana GR95PP.

48
Figura 5-5 Membrana GR95PP - Ensaio de concentração. ΔP = 6 bar; v = 1,3 m/s. Temperatura ambiente; pH inicial =12,5.
Para este ensaio, obteve-se uma curva típica de concentração com uma queda
significativa de fluxo de permeação nos primeiros instantes de operação. De notar, contudo,
que após algum tempo de operação o fluxo se manteve estável com um fluxo médio de 16.5
L/h m2 até ao final da operação tendo-se atingido um fator de concentração de 3,8.
Os resultados do ensaio de concentração efetuado com a membrana Carbosep M5
apresentados na Figura 5-6 seguem, basicamente, o mesmo padrão do ensaio efetuado com a
membrana GR95PP. O valor para o qual o fluxo de permeação estabiliza é, contudo,
ligeiramente mais baixo do que o obtido para a membrana orgânica, embora o fluxo de partida
fosse muito maior.
Figura 5-6 Membrana Carbosep, M5 - Ensaio de concentração. ΔP = 6 bar; v = 1,8 m/s. Temperatura ambiente; pH inicial =12,5.
Com esta membrana, atingiu-se um fator de concentração de 2,3 que é mais baixo do
que o da membrana GR95PP.
De notar que apesar dos fluxos estabilizados de ambas as membranas serem
aproximadamente iguais a membrana cerâmica, M5, apresenta nos instantes iniciais, uma
0
5
10
15
20
25
30
35
40
45
0 15 30 45 60 75 90 105 120 135 150 165 180
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)
0
20
40
60
80
100
120
140
0 20 40 60 80 100 120 140
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)

49
maior perda de fluxo de permeação. Este facto, que pode ser constatado no gráfico da Figura
5-7 onde se comparam os resultados de ambas as membranas, segue uma tendência
observada muitas vezes em ensaios deste tipo em que se verifica que o fluxo de permeação
em concentração é independente do fluxo da membrana.
Figura 5-7 Comparação das membranas GR95PP e Carbosep M5 - ensaio de concentração; pH inicial =12,5
Para a membrana GR95PP foi feito um novo ensaio de concentração mas agora
seguido de uma diafiltração e de uma concentração (ensaio 1), sucessivamente. Assim,
atingido um determinado valor de fluxo de permeação (e fator de concentração) adicionou-se a
quantidade de água destilada correspondente ao permeado recolhido. Neste ensaio foi
utilizada uma massa de filtrado (solução de alimentação) de 764 g. O ensaio foi feito a uma
velocidade de 1,3 m/s e uma pressão de 6 bar.
0
20
40
60
80
100
120
140
0 50 100 150 200
Flu
xo
de p
erm
ead
o (
L/h
.m2)
Tempo (min)
M5
GR95PP

50
Figura 5-8 Membrana GR95PP. Ensaio 1: concentração seguida de diafiltração e concentração. ΔP = 6 bar; v = 1,3 m/s. Temperatura ambiente; massa inicial = 764 g; pH inicial =12,5
Como seria de esperar, ao iniciar o ensaio de diafiltração verificou-se um aumento do
fluxo de permeação. Este aumento deve-se à adição da água destilada que vai diluir a solução
a montante da membrana e diminuir a sua viscosidade. Verificou-se também, neste ensaio, que
a diminuição de fluxo é mais suave após a diafiltração e após esta os fluxos são superiores aos
do ensaio de concentração. Não foi possível, na 2ª concentração, chegar a um fator de
concentração tão elevado como na 1ª, devido à morosidade do ensaio que durou cerca de 10
horas. Contudo, se se compararem os fluxos obtidos para um FC = 2,1 em ambas as
concentrações verifica-se que o fluxo de permeação é de 4,5 L/h.m2 e 8,3 L/h.m
2 para o ensaio
de concentração e de diafiltração respetivamente. Assim, observa-se que a DF tem um efeito
positivo quase duplicando o fluxo. Esta diferença de comportamentos sugere uma mudança
dos mecanismos de transporte de massa através da membrana.
5.1.3.1.1 Influência da carga (ensaio 2)
Num processo descontínuo, a carga de alimentação a montante da membrana por
vezes influencia o desempenho da operação. Uma vez que no ensaio anterior, com a
membrana GR95PP, a massa de filtrado usada para o ensaio foi de 764 g efetuou-se um
ensaio nas mesmas condições de pressão e temperatura do anterior mas com uma carga
maior, ou seja, 1294 g (ensaio 2). Os resultados deste ensaio estão representados no gráfico
da Figura 5-9.
0
5
10
15
20
25
30
35
40
45
0 100 200 300 400 500 600 700
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)
FC=3,1
FC=2,1

51
Figura 5-9 Membrana GR95PP. Ensaio 2: concentração seguida de diafiltração e concentração. ΔP = 6 bar; v = 1,3 m/s. Temperatura ambiente; massa inicial = 1294 g; pH inicial =12,5
Neste ensaio de maior carga conseguiu-se atingir, quer para a 1ª concentração quer
para a 2ª, um fator de concentração maior já que o volume de alimentação no tanque era maior
no início da operação. Este ensaio segue o padrão do ensaio 1 embora com fluxos mais
elevados em ambas as etapas. A comparação do ensaio 1 e 2 está representada no gráfico da
Figura 5-10.
Figura 5-10 Membrana GR95PP. Ensaios 1 e 2: concentração seguida de diafiltração e
concentração. P = 6 bar; v = 1,3 m/s. Temperatura ambiente; pH inicial =12,5.
A constatação mais óbvia é que para o ensaio de menor carga, o fluxo é metade do
fluxo obtido para o de maior carga. As diferenças observadas nestes dois ensaios podem ser
explicadas pela qualidade da pasta usada no ensaio de maior carga. Esta pasta provém de um
novo lote que tem uma humidade mais alta logo, ao ter uma maior quantidade de água, a
viscosidade vai ser menor proporcionando fluxos mais elevados
0
5
10
15
20
25
30
35
40
45
0 100 200 300 400 500 600
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)
FC=3,8
FC=2,8
0
5
10
15
20
25
30
35
40
45
0 100 200 300 400 500 600
Flu
xo
de
pe
rme
ad
o (
L/h
.m2
)
Tempo (min)
m=1294 g
m=764 g

52
5.1.3.1.2 Influência da velocidade (ensaio 3)
Como já foi referido, a velocidade a que os ensaios de concentração foram efetuados
são determinadas pelo ensaio paramétrico. Pela razão antes explicada, foi necessário efetuar
dois ensaios paramétricos para a membrana GR95PP (ver secção 5.1.2). Por essa razão e
porque a velocidade de circulação é um parâmetro importante no desempenho da ultrafiltração,
efetuou-se um segundo ensaio de concentração seguida de diafiltração e de uma segunda
concentração para a membrana GR95PP mas agora a uma velocidade de 2,0 m/s (ensaio 3).
No gráfico da Figura 5-11 estão representados, para comparação, os ensaios 1 e 3 efetuados
com a mesma carga inicial.
Figura 5-11 Membrana GR95PP. Ensaios 1 e 3: concentração seguida de diafiltração e
concentração. Ensaio 1: ΔP = 6 bar; v = 1,3 m/s. Ensaio 3: P = 6 bar e v = 2,0 m/s. Temperatura ambiente; pH inicial =12,5.
Como primeira observação, confirma-se a influência da velocidade de circulação da
alimentação no fluxo de permeação. Quanto maior a velocidade maior o fluxo de permeação.
De notar, contudo, que a queda de fluxo de permeação, sobretudo para a 2ª concentração é
muito mais pronunciado para o ensaio de maior velocidade.
5.1.3.1.3 Influência da neutralização do filtrado (ensaio 4)
A média dos valores de pH de todos os filtrados provenientes das extrações efetuadas
é de 12,5. Este valor é muito alto e também muito próximo do valor limite (pH 13), em
operação, para a membrana GR95PP. Uma redução do pH para valores um pouco mais
afastados do limite da membrana seria pois desejável. Contudo, logo que se iniciou a redução
de pH com ácido sulfúrico, a xilana começou imediatamente a precipitar. O processamento de
uma alimentação onde existe um precipitado é desaconselhado na maior parte dos processos
0
5
10
15
20
25
30
35
40
45
50
0 100 200 300 400 500 600
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)
v=1,3 m/s
v=2 m/s
FC=3,1
FC=2,9
FC=3,1
FC=2,1

53
com membranas. Existem, no entanto, situações em que o precipitado em solução desenvolve
uma camada protetora da membrana atuando como uma segunda membrana. Esta situação
pode ser favorável quando se pretende, por exemplo, um permeado purificado. Para testar esta
situação o pH foi reduzido até 12 com ácido sulfúrico de 43,7%.
Figura 5-12 Membrana GR95PP. Ensaio 4: concentração e diafiltração para filtrado precipitado a pH = 12. ΔP = 6 bar; v = 2,0 m/s. Temperatura ambiente; pH inicial =12,5
O resultado da ultrafiltração da solução precipitada pode ser observado no gráfico da
Figura 5-12. Como seria de esperar, o fluxo de permeação é muito baixo o que evidencia uma
colmatação franca e irreversível da membrana. Por outro lado, a diafiltração não introduziu
nenhuma alteração significativa em termos de fluxo.
5.1.3.1.4 Influência de diafiltrações consecutivas (ensaio 5)
Como se tem vindo a verificar nos ensaios anteriores, o efeito da diafiltração pode ser
benéfico em termos de fluxos. Nesta perspetiva, fez-se uma avaliação sobre o efeito de duas
diafiltrações consecutivas no fluxo de permeação.
0
5
10
15
20
25
30
35
40
45
50
0 100 200 300 400 500
Flu
xo
do
pe
rme
ad
o (
L/h
.m2)
Tempo (min)
Início DF

54
Figura 5-13 Membrana GR95PP. Ensaio 5: concentração e dupla diafiltração. ΔP = 6 bar; v = 2,0 m/s. Temperatura ambiente; pH inicial =12,5
Tal como aconteceu num ensaio anterior (ver Figura 5-8), na concentração que se
segue à primeira diafiltração, o decréscimo do fluxo de permeação é muito mais suave do que
no ensaio de concentração simples. De facto, o fluxo médio durante a 2ª concentração é muito
menor do que na 1ª e o mesmo acontece na 3ª concentração. À medida que se efetuam
diafiltrações e concentrações sucessivas o fluxo vai baixando. Esta observação é característica
do desenvolvimento de alguma turvação na solução quando se adiciona água, particularmente,
ao proceder à 2ª diafiltração. Esta opacidade é característica da ocorrência de precipitação.
Relativamente ao pH e apesar das sucessivas diafiltrações, o seu valor não se alterou muito
visto que se partiu de um valor inicial de 12,56 e obteve-se, no fim da segunda diafiltração, um
pH de 12,28.
5.1.3.1.5 Ensaios de nanofiltração (ensaio 6)
Um dos objetivos deste trabalho é também, para além da concentração das xilanas,
investigar sobre a possibilidade de poder recuperar e recircular ao processo o NaOH que é
consumido na extração. Este reaproveitamento de NaOH é desejável, sobretudo do ponto de
vista económico, quer porque o consumo do químico fresco ficaria reduzido apenas à
quantidade necessária para repor perdas mas também porque para descarregar em coletor
seria necessário neutralizá-lo o que levaria ao consumo de outros químicos.
Na bibliografia consultada sobre recuperação de solventes alcalinos, nomeadamente
NaOH, provenientes de processos de biorefinarias, esta é efetuada a partir do permeado de
uma ultrafiltração [63] ou diretamente a partir da solução alcalina obtida da extração [70].
No primeiro caso (NF de permeado de UF) concluiu-se [61] que, de entre várias
membranas testadas, a membrana MPF34 (KOCH) seria uma séria candidata à operação de
recuperação de NaOH no caso de ser necessário um permeado de elevada pureza. Esta
membrana que tem um MWCO de 200 Da, apresentava 100% de rejeição para açúcares e
cerca de 30% para o NaOH mas o seu fluxo de permeação é muito baixo, cerca de 25 L/h m2,
0,0
10,0
20,0
30,0
40,0
50,0
0 100 200 300 400 500 600 700
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)
FC=5,0 FC=3,0 FC=1,2

55
em ensaio paramétrico. Não há referência a fluxo, em concentração. A mesma membrana
usada para processar diretamente a solução alcalina [70], mostrou possuir uma elevada
retenção às hemiceluloses em ensaio de concentração descontínuo para o qual não é
reportada, contudo, a evolução do fluxo ao longo do tempo.
Assumindo como objetivos prioritários uma elevada rejeição de hemiceluloses e uma
também elevada pureza do NaOH a fim de poder ser recirculado sem correções, foi efetuada,
neste trabalho, uma avaliação da membrana MPS 34 para a concentração do filtrado estudado.
Sendo orgânica, esta membrana teve que ser submetida ao tratamento padrão inicial
que compreende uma lavagem e uma compactação (ver secção 4.4.2). O ensaio paramétrico
apresentado, para esta membrana, na secção 5.1.2 revela uma independência total, para todas
as pressões estudadas, do fluxo de permeação com o aumento da velocidade.
Figura 5-14 Membrana SelRO-MPS 34. Ensaio de concentração. ΔP = 14 bar; v = 1,0 m/s. Temperatura ambiente; pH inicial =12,5.
Os resultados do ensaio de concentração efetuados com a membrana MPS-34 estão
representados na Figura 5-14. Como seria de esperar, verifica-se que o fluxo de permeação é
mais baixo comparativamente à membrana GR95PP. Contudo, o fluxo mantém-se
aproximadamente constante ao longo de todo o ensaio que foi significativamente extenso,
cerca de 9 horas. Tudo indica que a estrutura da camada de polarização que se formou,
adjacente à membrana, estabilizou permitindo um bom controlo da operação. Este efeito seria
de esperar face aos resultados do ensaio paramétrico.
Na Tabela 5-4 encontram-se resumidas as condições operatórias de cada ensaio
efetuado e a secção correspondente. Nesta tabela, C designa a concentração (ensaio de
concentração) e DF a diafiltração. 1 DF significa que foi efetuada apenas uma diafiltração e 2
DF que foram efetuadas duas.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
0 100 200 300 400 500 600
Flu
xo
de
pe
rme
ad
o (
L/h
.m2)
Tempo (min)

56
Tabela 5-4 Condições operatórias e secção correspondente de cada ensaio
Ensaio Pressão (bar) Velocidade
(m/s) Tipo de ensaio
Secção
correspondente
1 6 1,3 C+1 DF 5.1.3.1
2 6 1,3 C+1 DF 5.1.3.1.1
3 6 2,0 C+1 DF 5.1.3.1.2
4 6 2,0 C+1 DF 5.1.3.1.3
5 6 2,0 C+2 DF 5.1.3.1.4
6 14 1,0 C 5.1.3.1.5
5.2 Tratamento e caracterização das amostras recolhidas
Antes de iniciar a apresentação dos resultados é importante mencionar o facto, não
referido na secção 4.4.3, que as amostras analisadas foram apenas amostras de filtrado inicial
e concentrados. Esta é uma situação pouco habitual em processos de separação com
membranas. Nestes processos, a quantificação dos solutos que passam através da membrana,
para o permeado, é obrigatória para se poder calcular a rejeição da membrana. Este parâmetro
definido na secção 2.1 é fundamental para aferir o desempenho de uma membrana. Neste
trabalho, contudo, esta quantificação não foi possível. Os permeados foram sempre sujeitos ao
mesmo tratamento do que os concentrados, isto é, foram sempre neutralizados e centrifugados
com o objetivo de se obter um precipitado que, por centrifugação, originasse um pó que
poderia ser então analisado. Este precipitado, contudo, nunca se conseguiu obter inviabilizando
assim a determinação quantitativa quer de açúcares quer de xilanas, ou seja, a caracterização
dos permeados.
A atuação do NaOH sobre a pasta branqueada origina uma degradação de uma parte
das xilanas que se decompõem assim em monossacáridos. Consequentemente os
componentes maioritários do filtrado estudado são então as xilanas, o NaOH e
monossacáridos. Na base da escolha da membrana estão, basicamente, três critérios:
1. Obtenção de um fator de concentração tão elevado quanto possível na
concentração das xilanas. Terá que ser encontrada uma solução de compromisso
entre fator de concentração e fluxo de permeação.
2. Obtenção de um concentrado isento de NaOH.
3. Obtenção de um permeado constituído apenas por NaOH.
Como foi observado nos ensaios descritos em 5.1.3 para qualquer uma das
membranas testadas foi possível concentrar sendo que no ensaio 5, conseguiu-se obter um FC
máximo de 5,0. Esta concentração contudo é acompanhada por um abaixamento de fluxo de
permeação. Nesta perspetiva, é importante verificar as concentrações das xilanas no
concentrado bem como no filtrado inicial.

57
No que respeita aos concentrados a sua caracterização envolveu a determinação dos
pesos moleculares da xilana, a quantificação e identificação dos açúcares e a quantificação da
xilana.
5.2.1 Determinação dos pesos moleculares da xilana
A determinação do peso molecular das xilanas que foram isoladas neste processo foi
efetuada por GPC cuja técnica se encontra na secção 4.5.1. O tratamento a que as amostras
foram sujeitas antes de serem analisadas foi descrito em 4.4.3.
Para cada análise correspondente aos ensaios que foram efetuados, obteve-se um
cromatograma da mesma natureza do que está representado na Figura 5-15 onde se
identificam três picos distintos: a xilana, glucose e o LiCl sendo a glucose o padrão interno. Os
restantes cromatogramas estão indicados na secção 9.2 em anexo B.
Figura 5-15 Determinação de pesos moleculares das xilanas. Coluna Plgel 10 μm mixed-B. Eluente: DMA com 0,1 M LiCl; caudal de 0,9 mL/min; Temperatura: 70 ºC.
Como se pode ver no cromatograma da Figura 5-15 que se apresenta como exemplo,
só se deteta um único pico para a xilana. Este pico sai aos 11 minutos que é o tempo de
retenção da xilana de massa molecular à volta de 18 kDa. O LiCl tem, por outro lado, uma
concentração elevada uma vez que no cromatograma aparece um pico de forma retangular.
No gráfico da Figura 5-16 estão representados os pesos moleculares obtidos em cada
ensaio para cada amostra.
Glucose Xilana
LiCl

58
Como primeira observação, verifica-se a inexistência de uma distribuição de massas
molares da xilana. A massa molecular é aproximadamente constante para todas as amostras
de todos os ensaios e o seu valor médio de cerca de 18 kDa. Dado que a membrana tem um
cut-off de 2 kDa, ao existir xilana que tivesse passado para o permeado ela teria
necessariamente uma massa molecular menor que 2 kDa. Pode concluir-se, portanto, que
existe uma grande probabilidade de que toda a xilana ter ficado retida no concentrado, ou seja,
apesar de não se poder analisar o permeado, pode pressupor-se uma rejeição de 100% para a
xilana. Esta hipótese só poderá contudo ser comprovada posteriormente com análises do
filtrado que, infelizmente, nesta fase não houve possibilidade de efetuar.
Figura 5-16 Membrana GR95PP: Determinação do peso molecular (Da) da xilana por GPC
Os resultados obtidos para os pesos moleculares correspondentes a cada amostra
estão indicados na Tabela 5-5.
Tabela 5-5 Pesos moleculares da xilana contida nas amostras analisadas
Tipo de ensaio Membrana Pressão
(bar)
Velocidade
(m/s)
Designação da
amostra
Peso
molecular
da xilana
(Da)
Ensaio 1 GR95PP 6 1,3
Concentrado 1ª
concentração 17647
Concentrado 2ª
concentração 17682
Ensaio 3 GR95PP 6 2
Concentrado 1ª
concentração 18140
Concentrado 2ª
concentração 18039
Ensaio 5 GR95PP 6 2 Concentrado 3ª
concentração 18669
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
1 3 5
Pe
so
Mo
lec
ula
r (D
a)
Número do ensaio
1º Concentrado
2º Concentrado
3º Concentrado

59
A análise ao detalhe permite verificar que, de facto, o peso molecular médio da xilana
não varia muito. Como seria de esperar a diafiltração não altera no peso molecular da xilana.
Mais uma vez a inexistência de resultados relativos aos filtrados e permeados não nos permite
tirar conclusões bem fundamentadas. De facto se eventualmente se confirmasse que no filtrado
existiam xilanas de massa molecular inferior a 2 kDa, esta poderiam, por influência da
diafiltração, ter sido todas arrastadas para o permeado. Nesse caso a diafiltração teria
desempenhado o papel que habitualmente lhe está destinado. Estas hipóteses terão que ser
confirmadas num futuro próximo.
5.2.2 Determinação do teor de xilana
5.2.2.1 Método pentosanas
A determinação quantitativa da xilana, foi efetuada segundo a norma Tappi 223, como
foi referido em 4.5.2. Esta norma, é correntemente designada por “método das pentosanas” já
que se baseia no pressuposto de que as pentosanas são essencialmente constituídas por
xilana (desprezando as arabinonas). Por este facto todos os estudos sobre a cinética de
formação do furfural partem da xilose pura.
No gráfico da Figura 5.17 está representado a variação do teor da xilana em cada
ensaio e para cada amostra recolhida. O teor de xilana é dado em percentagem relativamente
à massa de pó analisado expressa em base seca.
Figura 5-17 Membrana GR95PP: Determinação do teor de xilana (%) (massa xilana/massa base seca) pela norma Tappi 223 cm
Á exceção de parte do ensaio 3 (sequência do filtrado para a 1ª concentração), os
resultados são muito consistentes entre si pois verifica-se sempre um aumento do teor de
xilana com a diafiltração (ou sucessivas concentrações). Esta observação é do maior interesse
0
20
40
60
80
100
1 2 3 5
Te
or
de
xil
an
as
(%
)
Número do ensaio
Filtrado
1º Concentrado
2º Concentrado
3º Concentrado

60
relativamente ao objetivo delineado neste trabalho. De facto, o efeito que a diafiltração tem de
arrastar para o permeado os solutos de baixa massa molecular está bem patente em todos os
ensaios. Uma vez que já foi praticamente descartada a existência de xilana muito pequena no
filtrado, os solutos de baixa massa molecular que são eliminados do concentrado por ação da
diafiltração serão cinzas, monossacáridos e o próprio NaOH. Os monossacáridos existentes no
filtrado provêm, certamente, da degradação de alguma xilana. Essa degradação pode
acontecer em dois períodos diferentes: aquando da extração alcalina e durante o ensaio de
concentração que pode demorar bastante tempo. Desconhecemos a cinética de degradação da
xilana por exposição a uma solução alcalina mas existem compostos cuja degradação é
acelerada pelo aumento da sua própria concentração. A existir essa degradação, a remoção do
hidróxido de sódio à medida que se efetua a diafiltração atua favoravelmente aumentando
assim o teor de xilana.
Os resultados apresentados na Figura 5-17, apontam nesse sentido sendo o 2º
concentrado, de forma geral, mais rico em xilana comparativamente ao 1º concentrado.
Os baixos teores de xilana, encontrados no ensaio 2, podem ser facilmente explicados
pelo facto de que este ensaio foi realizado com um lote muito mais húmido de celulose
branqueada. Esta humidade extra não foi, inicialmente, tida em conta no cálculo da
concentração de NaOH a ser utilizado para a extração. Assim, uma solução muito menos
concentrada de NaOH levou a uma quantidade muito menor de xilana extraída a partir de polpa
branqueada.
Os resultados obtidos das amostras analisadas quanto ao teor de xilana encontram-se
na Tabela 5-6.

61
Tabela 5-6 Determinação do teor de xilana
Tipo de
ensaio Membrana
Pressão
(bar)
Velocidade
(m/s)
Designação da
amostra
Teor de
xilana (%)
Ensaio 1 GR95PP 6 1,3
Concentrado 1ª
concentração 51,4
Concentrado 2ª
concentração 72,9
Ensaio 2 GR95PP 6 1,3
Filtrado 24,19
Concentrado 1ª
concentração 32,01
Concentrado 2ª
concentração 57,3
Ensaio 3 GR95PP 6 2
Filtrado 56,4
Concentrado 1ª
concentração 53
Concentrado 2ª
concentração 90,2
Ensaio 5 GR95PP 6 2
Concentrado 1ª
concentração 56,7
Concentrado 2ª
concentração 77,9
Concentrado 3ª
concentração 93,9
5.2.2.2 Método Colodette
Este método não teve seguimento uma vez que, após a adição de 500 mL de sulfato
ferroso amoniacal 0,1 N, não apareceu a cor púrpura indicada na técnica mas antes uma cor
esverdeada. O facto de não aparecer a cor característica do método denotava a inexistência de
hemiceluloses na pasta o que não é o caso como foi comprovado com o método das
pentosanas.
5.2.3 Determinação dos açúcares
5.2.3.1 HPLC
Como já foi descrito nas secções 4.5.3.1 e 4.5.3.2, a determinação do teor de
monossacáridos no filtrado foi efetuada por HPLC e por um método químico. Contudo, devido a
limitações do equipamento não foi possível efetuar as determinações para todas as amostras
tendo sido dada preferência às que foram consideradas mais representativas. As
concentrações destas foram determinadas com base numa reta de calibração efetuada para
cada padrão de açúcar de concentração conhecida. Na Figura 5-18 é dado um exemplo do
cromatograma típico das amostras analisadas.

62
Figura 5-18 Cromatograma de uma das amostras com a coluna Carbopac PA1, Temperatura 25 ºC e caudal de 1 mL/min
Como se pode verificar no cromatograma da Figura 5-18 e nos restantes, que constam
do anexo C, Secção 9.3 detetaram-se, nas nossas amostras, quatro açúcares: a arabinose, a
galactose, a glucose e a xilose. Contudo, a xilose é o açúcar predominante, existindo os outros
açúcares em concentração muito menor. A quantificação de cada açúcar é uma análise
muitíssimo demorada uma vez que é necessário acertar, por tentativas, a diluição para cada
um dos açúcares, e para cada uma dessas tentativas fazer passar as amostras cujo tempo de
análise é cerca de 60 minutos. Assim sendo e até porque o equipamento era necessário para
outras determinações, decidiu-se analisar somente a xilose.
É de todo o interesse realçar que os monossacáridos analisados provêm das mesmas
amostras que foram usadas para a análise das xilanas e que a quantificação destas foi feita a
partir da xilose que, por sua vez originou o furfural. De acordo com a equação (4.11) da secção
4.5.2 a relação entre as xilanas e a xilose é: xilose = 1,14 × xilana, isto é, o teor de xilose
deveria ser pouco superior ao de xilana. Por outro lado decorrente da extração alcalina existem
certamente, em solução, açúcares livres. Contudo, esses açúcares ou passaram para o
permeado por ação da diafiltração ou, ficando retidos, associaram-se ao concentrado e são
precipitados em conjunto com este. Em qualquer dos casos a massa destes açúcares livres
não contribuiu independentemente para a quantificação global pois estão associados às
xilanas. Assim sendo, seria expectável que os resultados obtidos para o teor de xilanas e de
xilose fossem muito semelhantes.
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
200AÇUCARES_06-10-2014 #6 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
9.0
60
2 -
Ara
bin
os
e -
39
.26
0
3 -
Ga
lac
tos
e -
43
.94
0
4 -
Glu
co
se
- 4
8.3
20
5 -
Xil
os
e -
53
.50
0

63
No gráfico da Figura 5-19, encontra-se a evolução do teor da xilose em cada amostra.
Como já foi referido, não foi possível analisar todas as amostras recolhidas pelo que analisou-
se aquelas que se considerou mais relevantes.
Figura 5-19 Membrana GR95PP: Determinação do teor de xilose (%) (massa xilose/massa base seca) pelo HPLC
Devido ao facto de termos poucas amostras analisadas, não se conseguem retirar
conclusões aceitáveis a partir dos resultados da Figura 5-19. Seria de esperar que o teor de
monossacáridos seguisse a tendência dos resultados obtidos a partir das xilanas, isto é, o seu
teor aumentasse com o aumento do teor de xilanas. Ora, por falta de dados, só podemos
afirmar que isso acontece para o ensaio 1.
Por outro lado, considerando os açúcares livres, estes podem serem arrastados para o
permeado no ensaio de concentração, uma vez que o peso molecular da xilose é inferior ao
cut-off da membrana. Se isto acontecer, a xilose que eventualmente precipitasse juntamente
com as xilanas diminuiria. Contudo, esta possibilidade é apenas uma hipótese já que não se
pode afirmar, seguramente, que ocorre precipitação da xilose aquando da neutralização, na
preparação das amostras de pó. No ensaio 3, verifica-se essa diminuição passando de 69,2%
(m/m) para 46,2% (m/m). Por outro, se se considerar a média do teor de xilose dos filtrados
analisados (ensaio 3 e 4), pode assumir-se que o 1º concentrado do ensaio 1, também, tem um
teor abaixo do filtrado.
Todos estes resultados carecem de um cuidado estudo posterior consubstanciado num
maior número de ensaios e de análises de amostras. Contudo, não é de excluir a hipótese das
discrepâncias encontradas nestes resultados poder estar relacionado com hidrolises
incompletas e/ou preparação deficiente das amostras
Na Tabela 5-7 encontram-se detalhados os teores de xilose para cada amostra. Estes
teores foram calculados a partir da reta de calibração gentilmente cedida pelo RAIZ.
0
20
40
60
80
100
1 3 4 5
Te
or
de
xil
os
e (
%)
(m/m
)
Número do ensaio
Filtrado
1º Concentrado
2º Concentrado
3º Concentrado

64
Tabela 5-7 Teor de xilose obtido através da análise por HPLC
Número
de
ensaio
Membrana Pressão
(bar)
Velocidade
(m/s)
Designação da
amostra
Teor de
xilose (%)
(m/m)
Concentração
de xilose
(mg/L)
1 GR95PP 6 1,3
Concentrado 1ª
concentração 29,4 495,3
Concentrado 2ª
concentração 87,5 1473,7
3 GR95PP 6 2
Filtrado inicial 69,2 1173,6
Concentrado 1º
Concentrado 46,2 779,4
4 GR95PP 6 2
Filtrado inicial
pH 12 58,8 996,7
Concentrado 2ª
concentração 98,4 1663,8
5 GR95PP 6 2
Concentrado 2 º
Concentrado 73,8 1242,7
Concentrado 3º
Concentrado 10,0 171,0
5.2.3.2 Método sulfúrico
Para usar o método sulfúrico descrito em 4.5.3.2, começou-se por traçar as retas de
calibração (secção 9.4, anexo D) tendo-se usado como açúcar padrão a xilose uma vez que é
o açúcar maioritariamente presente na pasta branqueada. Assim, preparou-se várias soluções
de xilose de concentrações de 5, 10, 20, 30, 35 e 40 mg/L. Uma vez que se desconheciam as
concentrações que se iriam encontrar nas amostras reais foi determinada uma nova reta de
calibração mas desta vez com soluções de concentrações mais elevadas do padrão xilose de
10, 20, 30, 40, 50, 70, 80 e 100 mg/L. Os padrões foram preparados com água Millipore.
Como se sabe, a partir de valores elevados de absorvância, cerca de 2, não é
recomendado efetuar medições por existirem desvios significativos à Lei de Beer (válida até 0,8
– 1,2). Nestas situações é aconselhável uma diluição da amostra. Nas determinações
anteriores a uma concentração de 40 mg/L o valor da absorvância era já significativamente
elevado pelo que seria de esperar que, para concentrações mais elevadas fosse próximo de 2
ou superior podendo assim existir alguns desvios à Lei de Beer. Decidiu-se, no entanto ensaiar
estas concentrações elevadas e ver qual a resposta do método. A relação obtida entre a
absorvância e a concentração para estas concentrações continua a ser linear em toda a gama.

65
Todas as retas de calibração efetuadas para o método sulfúrico, encontra-se no anexo
D na secção 9.4. No gráfico da Figura 5-20, está representado o teor de xilose obtido para
cada amostra analisada.
Figura 5-20 Membrana GR95PP e MPS-34: Determinação do teor de xilose (%) (massa xilose/massa base seca) pelo método sulfúrico
Por este método foi analisado um maior número de amostras do que foi possível no
HPLC. A primeira observação que salta da análise da Figura 5-20 é que os teores de xilose
obtidos por este método são, em médio, superiores ao obtidos por HPLC. Contudo
comparando os resultados obtidos pelos dois métodos, nomeadamente, os resultados
respeitantes aos ensaios 1, 3 e 4 verifica-se que a tendência é exatamente a mesma, isto é, os
aumentos e diminuições dos teores de xilose entre a solução inicial (filtrados) e os sucessivos
concentrados acontecem para ambos os métodos de forma semelhante. Por este facto, todos
os comentários efetuados para o método da análise de HPLC são igualmente válidos para o
método sulfúrico.
Na Tabela 5-8 encontram-se registados os valores obtidos para os teores da xilose
correspondentes às amostras recolhidas durante os ensaios. Para caírem dentro da gama de
concentrações para as quais se obteve a reta de calibração, as soluções das amostras foram
preparadas com uma diluição de 1:40.
0
20
40
60
80
100
120
1 3 4 5 6
Te
or
de
xil
os
e (
%)
(m/m
)
Número do ensaio
Filtrado
1º Concentrado
2º Concentrado

66
Tabela 5-8 Teor da xilose (%) (m/m) determinada pelo método sulfúrico
Tipo de
ensaio Membrana
Pressão
(bar)
Velocidade
(m/s)
Designação da
amostra
Teor de
xilose (%)
(m/m)
Concentração
de xilose
(mg/L)
Ensaio 1 GR95PP 6 1,3
Concentrado 1ª
concentração 72,5 1219,9
Concentrado 2ª
concentração 95,7 1691,1
Ensaio 3 GR95PP 6 2
Filtrado 69,8 1187,2
Concentrado 1ª
concentração 50,9 856,9
Concentrado 2ª
concentração 95,3 1921,7
Ensaio 4 GR95PP 6 2
Filtrado 48,3 818,5
Concentrado 1ª
concentração 51,2 956,6
Concentrado 2ª
concentração 64,7 1089,0
Ensaio 5 GR95PP 6 2
Filtrado 51 960,9
Concentrado 1ª
concentração 52,4 952,3
Concentrado 2ª
concentração 91 1531,7
Ensaio
6
SelRO-
MPS 34 14 1,0
Concentrado 1ª
concentração 34,9 587,9

67
5.2.4 Comparação do teor de xilana e da xilose obtidos pelos dois métodos
analíticos
Na Tabela 5-9 estão representados os resultados obtidos para a determinação do teor
de xilana e de xilose pelos dois métodos analíticos: HPLC e método sulfúrico.
Tabela 5-9 Comparação do teor de xilose e xilana
Ensaio Amostra Teor xilose
(%) - HPLC Teor xilose
(%) – Sulfúrico Teor de xilana
(%)
1
1º Concentrado
29,4 72,5 51,4
2º Concentrado
87,5 95,7 72,5
2 Filtrado 37,5 46,9 24,19
3
Filtrado 69,2 69,8 56,4
1º Concentrado
46,2 50,9 53
4
Filtrado 58,8 48,3 -
2º Concentrado
98,4 64,7 -
5
Filtrado - 51 -
1º Concentrado
- 52,4 56,7
2º Concentrado
73,8 91 77,9
3º Concentrado
10,2 - 93,9
6 1º
Concentrado 14,2 34,9 51,4
Teoricamente, estamos a analisar resultados que deveriam ser muito próximos. No que
respeita à xilana, a comparação do teor destas com os teores de xilose deverá ser feita em
base de xilose, isto é, o valor obtido para a xilana deveria ser multiplicado pelo fator 1,14 de
acordo com a equação 4.11. Mesmo assim, com esta correção, os valores dos teores de xilose,
calculados pela xilana, variam aleatoriamente em relação aos obtidos pelos dois outros
métodos, isto é, há casos em que são mais elevados e outros em que são menores.
Quanto á comparação dos dois métodos, HPLC e sulfúrico, já tinha sido referido que o
último apresentava sistematicamente valores mais elevados para os teores de xilose. A única
explicação possível para este facto, é que no método sulfúrico, para além da adição ácido
sulfúrico na hidrólise, existe uma adição extra do mesmo ácido decorrente da aplicação do
próprio método. Essa segunda adição de ácido é substancialmente maior, em volume, do que a
da hidrólise e podemos dizer que efetua-se uma hidrólise dupla que poderá eventualmente

68
potenciar a degradação das xilanas em monossacarídeos. Daí, ter-se encontrado um teor
maior destes compostos nas amostras analisadas. Por outro lado, no método sulfúrico são
analisados todos os açúcares, ou seja, o resultado obtido é o somatório de todos esses
açúcares e não só da xilose, como acontece em HPLC.
5.2.5 Concentração do NaOH
A recuperação do NaOH tem um papel fundamental nos custos devido ao seu elevado
consumo, tornando-se importante o seu reaproveitamento. Ao longo de todos os ensaios foi-se
verificando que o pH, quer das soluções concentradas quer dos permeados, permanecia
elevado indicando que o hidróxido de sódio se distribuiu entre as duas correntes. Tomando
amostras de concentrado e de permeado foi possível, por titulação com ácido sulfúrico,
determinar a concentração de hidróxido de sódio em cada uma destas correntes. O cálculo da
concentração do NaOH encontra-se descrito no anexo E da secção 9.5. Os valores das
concentrações estão representados no gráfico da Figura 5-21 para cada amostra analisada.
Figura 5-21 Concentração de NaOH (mol/L) em cada ensaio
Numa primeira análise, verifica-se que nos 1º concentrados e permeados as
concentrações do NaOH são muito semelhantes significando que o NaOH se distribui quase
equitativamente entre as duas fases existindo contudo, ainda nesta fase, um ligeiro
desequilíbrio já que há um pouco mais de hidróxido no concentrado. A diferença de
concentração de NaOH entre o 1º concentrado e o segundo e entre o 1º permeado e o 2º é
muito significativa indicando uma grande eficiência da diafiltração que promove uma boa
depleção do NaOH do concentrado. De facto, após a diafiltração observa-se uma inversão de
comportamento com as concentrações de NaOH no permeado muito maiores do que no
concentrado. Esta observação era espectável uma vez que a DF purifica o concentrado
removendo o NaOH.
A recuperação do hidróxido de sódio tem uma influência direta no teor de xilanas
(secção 5.2.2). De facto, a concentração de NaOH vai sendo cada vez maior no permeado, de
0
1
2
3
4
5
6
7
1 2 3 4 5 6
Co
nc
en
tra
çã
o d
e N
aO
H (
mo
L/L
)
Número do Ensaio
Filtrado
1ª Concentrado
1º Permeado
2º Concentrado
2º Permeado
3º Concentrado
3º Permeado

69
acordo com as DF realizadas, logo menor é a sua concentração no concentrado e, por
consequência, maior é o teor de xilanas. Por outro lado, a remoção do hidróxido de sódio do
concentrado, leva, provavelmente, a uma menor degradação das xilanas.
No ensaio 4, não se verificou uma separação notável do NaOH no concentrado para o
permeado. Relembre-se que, neste ensaio, se neutralizou o filtrado precipitando partículas de
maior peso molecular acrescentando uma resistência adicional na superfície da membrana e,
por consequência, dificultando a passagem do NaOH. Contudo isto não explica os valores tão
baixos de concentração de NaOH já que a titulação inicial foi levada somente até pH 12.
Uma grande concentração de hidróxido de sódio é observada no 2º permeado do
ensaio 1. Uma neutralização mal controlada com adição exagerada de ácido sulfúrico na fase
da neutralização pode ter a principal causa.
Na Tabela 5-10, encontram-se a concentração do hidróxido de sódio para cada
amostra recolhida e os fatores de rejeição obtidos em cada ensaio. Este último é calculado de
acordo com a equação 2.1 da secção 2.6.
Tabela 5-10 Concentração de NaOH (mol/L) nas amostras e fator de rejeição
Tipo de ensaio Membrana [NaOH] (mol/L) Rejeição (%)
Ensaio 1 GR95PP
Filtrado inicial = 2,64
Conc 1ª conc.= 2,07
Perm 1ª conc.= 1,97
Conc 2ª conc.= 0,85
Perm 2ª conc.= 5,89
1ª Rejeição = 25
2ª Rejeição 0
Ensaio 2 GR95PP
Filtrado inicial = 2,93
Conc 1ª conc.= 2,66
Perm 1ª conc.= 2,41
Conc 2ª conc.= 0,77
Perm 2ª conc.= 1,19
1ª Rejeição = 18
2ª Rejeição = 59
Ensaio 3 GR95PP
Filtrado inicial = 1,88
Conc 1ª conc.= 2,20
Perm 1ª conc.= 1,97
Conc 2ª conc.= 0,84
Perm 2ª conc.= 1,82
1ª Rejeição 0
2ª Rejeição = 3
Ensaio 4 GR95PP
Filtrado inicial = 0,40
Conc 1ª conc.= 0,34
Perm 1ª conc.= 0,31
Conc 2ª conc.= 0,28
Perm 2ª conc.= 0,32
1ª Rejeição = 23
2ª Rejeição = 2
Ensaio 5 GR95PP
Filtrado inicial = 2,68
Conc 1ª conc. = 2,21
Perm 1ª conc. = 2,10
Conc 2ª conc.= 0,61
Perm 2ª conc.= 1,89
Conc 3ª conc.= 0,24
Perm 3ª conc.= 1,94
1ª Rejeição = 22
2ª Rejeição = 29
3ª Rejeição = 28
Ensaio 6 SelRO-MPS 34
Filtrado inicial = 2,67
Conc 1ª conc.= 2,21
Perm 1ª conc.= 1,9
1ª Rejeição = 27

70
Os fatores de rejeição são satisfatórios, tendo-se obtido um valor médio de 25%. Este
valor está de acordo com a referência [61] cujo valor é de aproximadamente 30%, ou seja, uma
grande parte do hidróxido de sódio é arrastado para o permeado. A titulação tem um erro
associado relativamente elevado e, por isso, poderá ter originado um fator de rejeição negativo
na 2ª rejeição do ensaio 1.

71
6 Recuperação da membrana
Na maior parte dos trabalhos publicados é dada pouca atenção à recuperação das
membranas após os ensaios. Contudo, do ponto de vista das aplicações industriais, esta
recuperação é muito importante pois consome grandes quantidades de água e químicos
usados nas lavagens. Para além dos consumos referidos, acresce ainda que estas grandes
quantidades de líquidos, que podem ter pH muito elevados ou muito baixos, têm que ser
neutralizados antes de serem descarregados para o meio recetor.
O protocolo de recuperação dos fluxos de uma membrana, descrito em 4.4.2, é muito
variável e tem que ser adaptado caso a caso. Regra geral, no caso de membranas que
processam material orgânico a recuperação do PWP é conseguida com lavagens alcalinas.
Existem detergentes comercializados para este efeito mas, em geral, começa-se por tentar a
recuperação com soluções diluídas de NaOH. Ora, sendo o NaOH o principal constituinte das
soluções processadas neste trabalho seria de prever que a recuperação das membranas
estivesse relativamente facilitada. Esta suposição confirmou-se com as membranas orgânicas
GR95PP e SelRO MPS 34 mas, surpreendentemente tal não aconteceu com a membrana M5
razão pela qual esta membrana foi descartada. Verificou-se apenas um caso em que foi
necessário recorrer a um detergente alcalino comercializado (Ultrasil 10) para recuperar a
membrana GR95PP.
À semelhança do que acontece em geral neste trabalho teve que se adaptar as
condições de cada lavagem às condições de cada ensaio até se conseguir restabelecer as
condições iniciais de PWP.
A descrição das lavagens está apresentada na Tabela 6-1, para cada ensaio. Dos
resultados apresentados podemos concluir que relativamente à membrana cerâmica, M5, esta
apresentou uma maior dificuldade de recuperação do PWP quando comparada com a
membrana orgânica, GR95PP que recuperou o PWP apenas com um ciclo de limpeza. Para a
M5 foi preciso efetuar três ciclos de limpeza.
Á parte o caso da membrana M5 podemos dizer que, para esta operação de
concentração as membranas recuperam relativamente bem o seu fluxo inicial. Pode dizer-se
que existe uma quase auto-lavagem das membranas. Esta fácil recuperação das membranas
corresponde a uma situação muito favorável e desejável da perspetiva dos processos
industriais já que está associada inevitavelmente a um baixo consumo de água e de químicos.

72
Tabela 6-1 Lavagens para cada membrana após cada ensaio
Ensaio Membrana Pressão
(bar)
Velocidade
(m/s)
Volume
de água
destilada
utilizada
(L)
Nº de
ciclos
de
NaOH
0,5%
Nº de
ciclos
de
NaOH
1,0%
Nº de
ciclos
Ultrasil
10
(1,0%)
PWPinicial
(L/h.m2)
(L/h.m2)
Desvio
(%)
Concentração GR95PP 4 1,8 5,5 1 - - 41,3 40,9 0,97
Concentração M5 6 1,3 12,4 3 - - 143,5 127,3 11,29
Ensaio 1 GR95PP 6 1,3 6,0 - - 41,9 40,6 3,10
Ensaio 2 GR95PP 6 1,3 6,0 - - - 41,9 39,3 6,20
Ensaio 3 GR95PP 6 2 16,5 2 1 - 46,4 39,6 14,66
Ensaio 4 GR95PP 6 2 14,0 - 2 46,4 40,6 12,50
Ensaio 5 GR95PP 6 2 19,0 - 2 1 46,4 44,8 3,44
Ensaio 6 SelRO-
MPS 34 14 1,0 7,5 - - - 13,9 12,9 7,19

73
7 Conclusão
Pode dizer-se que as duas grandes linhas mestras deste trabalho, que são a
possibilidade de concentrar as xilanas existentes nas soluções alcalinas provenientes da sua
extração a partir da pasta branqueada e a recuperação, no permeado, de grande parte do
NaOH consumido no processo, foram alcançadas.
Contudo, reconhece-se que há ainda muitas questões por resolver e por explicar e
muito trabalho a fazer em várias frentes, nomeadamente no que respeita ao aumento do
número de ensaios experimentais, ao melhoramento dos métodos analíticos e na avaliação da
estabilidade química do filtrado obtido.
Relativamente aos métodos analíticos é importante perceber a razão das discrepâncias
encontradas, para analisar as mesmas amostras. Os resultados deveriam ser semelhantes. É
também necessário tentar encontrar uma forma de analisar os permeados, o que ainda não foi
conseguido.
Também ainda não foi possível desenvolver o método de determinação de massas
moleculares da xilana. Esta impossibilidade deveu-se ao facto de existir uma enorme
dificuldade em dissolver a xilana nos solventes orgânicos referidos na literatura. De facto,
testámos vários solventes nomeadamente, de entre muitos outros, o tolueno, a
dimetilacetamida, o acetonitrilo, o dimetilsulfóxido (DMSO), etc. e nunca se conseguiu uma
dissolução total da amostra de pó. O que melhor dissolveu a amostra é o DMSO mas, ao tentar
implementar a técnica de GPC com este solvente encontrou-se também grandes dificuldades
que, embora atualmente estejam em vias de resolução, não foi possível resolver até à data de
publicação deste documento. Por esta razão o trabalho experimental atrasou
consideravelmente pelo que, no fim, só foi possível analisar um pequeno número de amostras
que foram consideradas as mais relevantes. Estas análises foram efetuadas no RAIZ e na
universidade de Aveiro.
Quanto às membranas torna-se sem dúvida indispensável testá-las em maior número.
Existe contudo a limitação do pH que foi referida no texto. É necessário ter em atenção que
uma membrana que seja escolhida para esta tarefa com vista a uma aplicação industrial vai
estar sujeita durante muito tempo a condições severas de funcionamento devido aos elevados
valores de pH. Este facto limita muito a escolha da membrana já que a maior parte das
membranas de ultrafiltração estão indicadas para trabalhar, em operação, a pH até 12. Deste
modo a escolha das membranas a testar num futuro próximo está necessariamente muito
limitada.
Os ensaios paramétricos permitiram determinar quais as melhores condições
operatórias para cada membrana testada. Na maioria dos casos, conseguiu-se obter maiores
fluxos para velocidades e pressões maiores e verificou-se que, para as condições testadas,
não ocorria fluxo limite.

74
Nos ensaios de concentração, concluímos que a diafiltração ajuda a purificar a xilana
que estão contidas no concentrado e que, em alguns casos, aumenta o fluxo de permeação.
Apurou-se igualmente que duas diafiltrações fazem com que a colmatação da membrana
ocorra mais rapidamente mas, em contrapartida, a purificação da xilana é maior quanto maior o
número de diafiltrações realizadas (ensaio 5, 3ª concentração).
A velocidade de circulação tem uma influência significativa no fluxo de permeação por
esta permitir maiores fluxos de permeação para velocidades mais elevadas tal como foi
observado na membrana GR95PP.
Para amenizar um pouco as condições agressivas a que a membrana está sujeita
efetuou-se um abaixamento ligeiro do pH do filtrado. Contudo, devido à ocorrência imediata de
precipitação esta operação foi insatisfatória já que a membrana colmatou facilmente.
A nanofiltração revelou-se ineficaz uma vez que apresentou fluxos muito baixos, 4
L/h.m2. Este tipo de membrana é mais indicada para tratar o permeado na recuperação do
NaOH. Como não contém partículas de grandes dimensões, o fluxo de permeação vai ser
superior ao obtido permitindo assim, a separação de NaOH dos outros componentes.
Relativamente à lavagem das membranas: as membranas GR95PP e SelRO-MPS 34
revelaram ter fácil recuperação do PWP, após o ensaio. A membrana cerâmica (M5) tem de
sofrer uma lavagem mais severa.
Na determinação do peso molecular da xilana, conseguimos apurar um peso molecular
médio de aproximadamente 18 kDa.
Na determinação do teor de xilana, a diafiltração demonstrou-se muito eficiente
removendo as impurezas e, por consequência, ter uma maior purificação da xilana. Atingiu-se
um valor máximo no ensaio 5 com um valor de 93,9%.
Na análise dos açúcares conseguimos obter maior eficiência no HPLC
comparativamente com o método sulfúrico embora a mesma não fosse muito significativa. De
facto, a análise por cromatografia líquida discrimina cada açúcar com a respetiva concentração
enquanto que o método sulfúrico apenas indica a concentração do somatório de todos os
açúcares.

75
8 Referências
[1] Boletim Estatístico 2013, CELPA, www.celpa.pt´ (consultado em 18 de Setembro
2014)
[2] Melo, M., Gouveia, M., Pasta e Papel em Portugal – Perspetivas para o Sector,
Lisboa, GEPE, Fevereiro 2001
[3] http://eippcb.jrc.ec.europa.eu/reference/BREF/PP_BREF_FD_07_2013.pdf
(consultado a 15 Maio)
[4] http://recipac.pt/files/5913/6925/9175/JNG_-_Pasta_e_Papel.pdf (consultado em 15
Maio 2014)
[5] http://urano.guarda.pt/gudi/nerga/Madeira/art213_pasta_celulose.pdf (consultado em
15 Maio 2014)
[6] Neto, C., Evtuguin, D., Pinto, P., Silvestre, A., Freire, C., Química da madeira de
Eucalyptus Globulus: especificidades e impacto nos processos de cozimento e branqueamento.
Departamento de Química, Universidade de Aveiro
[7] Portucel Soporcel, Processo de Produção de Pasta, Abril 2008
[8] Makinen, KK., 2000. The rocky road of xylitol to its clinical application. J.Dent Res,
79, 1352-1355.
[9] Prakasham, RS., Rao, R., Hobbs, Pj., 2009. Current trends in biotecnhology
production of xylitol and futures prospects. Current Trends in biotechnology and Pharmacy, 3,
8-36.
[10] Deutschmann, R., Dekker F.H., 2012, From plant biomass to bio-based chemicals:
Latest developments in xylan research, Biotechnology Advances, 30, 1627-1640
[11] Sojka-Ledakowicz, J., Koprowski, T., Machnowski, W., & Knudsen, H. H. (1998).
Membrane filtration of textile dyehouse wastewaterfor technological water reuse. 119, 1-10.
[12] Mulder, M. (1996). Basic principles of membrane technology, Second Edition.
Dordrecht, Netherlands: Kluwer Academic Publishers
[13] www.beilstein-journals.org (consultado em 3 de Novembro 2014)
[14] www.labvirtual.eq.uc.pt; (consultado em 3 de Novembro 2014)
[15] www.pall.com/main/laboratory/literature-library-details.page?id=50335 (c0nsultado
em 16 Setembro 2014)

76
[16] EPA. (2003). Membrane filtration guidance manual. U.S. Environmental Protection
Agency Office of Water(4601), EPA 815-d-03-008.
[17] Wallberg, O., Jönsson, A.-S., and Wimmerstedt,R., (2003), Fractionation and
concentration of kraft black liquor lignin with ultrafiltration, Desalination 154, 187-199.
[18] I. Gabrieliia,*, P. Gatenholma, W.G. Glasserb, R.K. Jainb, L. Kenne, Separation,
characterization and hydrogel-formation of hemicellulose from aspen wood, Carbohydrate
Polymers 43 (2000) 367–374
[19] Peng, F., Peng, P., Xu, F., Sun, R.-C., 2012. Fractional purification and
bioconversion of hemicelluloses. Biotechnology Advances 30, 879-903.
[20] Hanim, S., Norsyabilah, R., Suhaila, M., Noraishah, A., Kartina, A., 2012. Effects of
temperature, time and pressure on the hemicelluloses yield extracted using subcritical water
extraction. Procedia Engineering 42, 562-565.
[21] Persson T., Jönsson A-S and Zacchi G., (2005), Fractionation of hemicelluloses by
membrane filtration, 14th European Biomass Conference. Paris, France; 17-21th October
[22] Coutinho, C., Chiu, M., Basso, R., Ribeiro, A., Gonçalves L., Viotto, L., 2009. State
of art of the application of membrane technology to vegetables oils. A review Food Res. Int. 42,
536-550.
[23] Glasser, W. G., Jain, R. K. and Sjöstedt, M. A. (1995). US Patent # 5,430,142
[24] Persson, T., Jönsson, A.-S., 2009. Fouling of ultrafiltration membranes during
isolation of hemiceluloses in the forestry industry. Schol. Res. Exch. Eng. nº ID 624012, (2009)
1-7
[25] Koivula, E., Kallioinen, M., Preis, S., Testova, L., Sixta, H., Mänttari, M. 2011.
Evaluation of various pretreatment methods to manage fouling in the forestry industry, Sep. Pur.
Tecnol. 83, 50-56
[26] Krawczyk, H., Arkell, A., Jönsson, A.-S., (2013) Impact of prefiltration on
membrane performance during isolation of hemicelluloses extracted from wheat bran,
Separation and Purification Technology 116, 192–198
[27] Arkell, A., Krawczyk., H., Jӧnsson, A.-S., 2013. Influence of heat pretreatment on
ultrafiltration of solution containing hemicelluloses extracted from wheat bran. Separation and
Purification Technology 119, 46-50
[28] Thuvander, J., Arkell, A., Jönsson, A.-S, 2014. Centrifugation as pretreatment
before ultrafiltration of hemicelluloses extracted from weath bran. Separation and Purification
Technologies 138, 1-6.

77
[29] Badiei, M., Asim, N., Jahim, J., Sopian, K., 2014. Comparison of Chemical
Pretreatment Methods for Cellulosic Biomass. APCBEE Procedia 9, 170-174.
[30] Eisenhuber, K., Krennhuber, K., Steinmüller, V., Jäger, A., 2013. Comparison of
Different Pre-Treatment Methods for Separating Hemicellulose from Straw during Lignocellulose
Bioethanol Production. Energy Procedia 40, 172-181.
[31] Persson, T. and Jönsson, A.-S., (2010), Isolation of hemicelluloses by ultrafiltration
of thermomechanical pulp mill process water—Influence of operating conditions, Chemical
Engineering Research and Design, Volume 88, Issue 12, 1548-1554
[32] Gabrielii, I., Gatenholma, P., Glasserb, W. G., Jainb, R. K. and Kenne, L. (2000)
Separation, characterization and hydrogel-formation of hemicellulose from aspen wood,
Carbohydrate Polymers, 43, 367–374
[33] Krawczyk, H., Oinonen, P., Jönsson, A.-S., (2013). Combined membrane filtration
and enzymatic treatment for recovery of high molecular mass hemicelluloses from
chemithermomechanical pulp process water Chemical Engineering Journal 225, 292–299
[34] Krawczyk, H., Persson T., Andersson, A. and Jönsson A-S., (2008), Isolation of
hemicelluloses from barley husks, Food and Bioproducts Processing 86, 31–36
[35] Andersson, A., Persson, T., Zacchi, G., Stalbrand, H., and Jönsson, A.-S., 2007.
Comparison of diafiltration and size exclusion Chromatography to recover hemicelluloses from
process water from thermochemical pulping of spruce. Applied Biochemistry and Biotechnology,
137, 971-983.
[36] Persson, T., Nordin, A.-K., Zacchi, G. and Jönsson, A.-S., 2007. Economic
evaluation of isolation of hemicelluloses from process streams from thermomechanical pulping
of spruce. Applied Biochemistry and biotechnology, 137, 741-752.
[37] Jönsson A-S, Nordin, A.–K., and Wallberg O., (2008), Concentration and
purification of lignin in hardwood kraft pulping liquor by ultrafiltration and nanofiltration, Chemical
Engineering Research and Design 86, 1271–1280.
[38] Krawczyk, H., Arkell, A., and Jönsson, A.-S., (2013) Impact of prefiltration on
membrane performance during isolation of hemicelluloses extracted from wheat bran,
Separation and Purification Technology 116, 192–198
[39] Krawczyk, H., Arkell, A., and Jönsson, A.-S., (2011), Membrane performance
during ultrafiltration of a high-viscosity solution containing hemicelluloses from wheat bran,
Separation and Purification Technology 83, 144–150
[40] Xu, C., Willför, S., Holmlund, P. and Holmbom, P., (2009), Rheological properties of
water soluble spruce O-acetyl galactoglucomannans, Carbohydrate Polymer 75, 498-504

78
[41] Pinelo, M., Moller, V., Prado-Rubio, O. A., Jonsson, G. and Meyer, A. S., (2013),
Mechanisms controlling retention during ultrafiltration of charged saccharides: Molecular
conformation and electrostatic forces, Separation and Purification Technology 118, 704–709
[42] Jorda, J., Marechal, P., Rigal, L. and Pontalier, P.-Y., (2002) Biopolymer
purification by ultrafiltration, Desalination 148, 187-191
[43] Choe, E. Son, E., Lee, B. S., Jeong, S. H., Shin, H. C. and Choi, J. S.,2005. NF
process for the recovery of caustic soda and concentration of disodium terephthalate from
alkaline wastewater from polyester fabrics. Desalination, 186, 29-37.
[44] Son, E., Choe, E. and Kim, J., 2000. Nanofiltration membrane technology for
caustic soda recovery. Textile Chemist and Colorist & American Dyestuff Reporter, 32 (3), 46-
52.
[45] Novalik, S., Dabrovski, A. and Kulbe, K. D., 1998. Nanofiltration of caustic and
acidic cleaning solutions with high COD. Part 1. Recycling of sodium hydroxide. J. Food Eng.
38, 125-132.
[46] Mawson, A. J., 1997. Regeneration of cleaning and processing solutions using
membrane technologies. Trends Food Sci. Technol., 8, 7-13.
[47] Bindoff, A., Davies, C. J., Kerr, C. A. and Buckley, C. A. 1987. The nanofiltration
and reuse of effluent from the caustic extraction stage of wood pulping. Desalination 67, 455-
465.
[48] Arkell, A., Krawczyk, H., Thuvander, J. and Jönsson, A.-S. 2013. Evaluation of
membrane performance and cost estimates during recovery of sodium hydroxide in a
hemicellulose extraction process by nanofiltration. Sep. Pur. Technol. 118, 387-393.
[49] Wang, L., Yang, Z., Wang, Z. and Zhu, R., 2014. Minimizing the operation time for
continuous feed diafiltration processes under constant concentration ratio. Desalination 346,
100-106.
[50] Román, A., Vatai, G., Ittzés, A., Kovács, Z. and Czermak, P., 2012. Modeling of
diafiltration processes for demineralization of acid whey: an empirical approach, J. Food
Process Eng. 35, 708–714.
[51] Paulen, R., Fikar, M., Kovacs, Z. and Czermak, P, 2011. Process optimization of
diafiltration with time-dependent water adding for albumin production, Chem. Eng. Process. 50,
815–821.
[52] Wang, L., Yang, G. and Xing, W. 2008. Mathematic model of the yield for
diafiltration processes, Sep. Sci. Technol. 59, 206–213.

79
[53] Limayem, I., Charcosset, C. and Fessi, H., 2014. Purification of nanoparticle
suspensions by a concentration/diafiltration process, Sep. Purif. Technol. 38, 1–9.
[54] Sheth, J.P., Qin, Y.J., Sirkar, K.K. and Baltzis, B.C., 2003. Nanofiltration-based
diafiltration process for solvent exchange in pharmaceutical manufacturing, J. Membr. Sci. 211,
251–261.
[55] Wang, L., Yang, G., Xing, W. and Xu, N., 2006. Estimation and control of the yield
of Cephalosporin C separated from fermentation broths by ceramic membrane, J. Chem. Ind.
Eng. 57, 1632–1636.
[56] González-Muñoz, M.J., Rivas, S., Santos, V., Parajó, J., 2013. Fractionation of
extracted hemicellulosic saccharides from Pinus pinaster wood by multistep membrane
processing. Journal of Membrane Science 428, 281-289.
[57] Sjӧman, E., Mӓnttӓri, M., Nystrӧm, M., Koivikko, H., Heikkilӓ, H., 2008. Xylose
recovery by nanofiltration from different hemicelluloses hydrolyzate feeds. Journal of membrane
science 310, 268-277.
[58] Arkell, A., Krawczyk., H., Jӧnsson, A.-S., 2013. Influence of heat pretreatment on
ultrafiltration of solution containing hemicelluloses extracted from wheat bran. Separation and
Purification Technology 119, 46-50-
[59] Pinelo, M., Moller, V., Prado-Rubio, O., Jӧnsson, G., Meyer, A., 2013. Mechanisms
controlling retention during ultrafiltration of charged saccharides: Molecular conformation and
electrostatic forces. Separation and Purification Technology 118, 704-709.
[60] Krawczyk., H., Arkell, A., Jӧnsson, A.-S., 2013. Impact of prefiltration on membrane
performance during isolation of hemicelluloses extracted from wheat bran. Separation and
Purification Technology 116, 192-198.
[61] Arkell, A., Krawczyk., H, Thuvander, J., Jӧnsson, A.-S., 2013. Evaluation of
membrane performance and cost estimates during recovery of sodium hydroxide in a
hemicelluloses extraction process by nanofiltration. Separation and Purification Technology
118, 387-393.
[62] http://www.crq4.org.br/sms/files/file/conceitos_hplc_2010.pdf (consultado em 29
Setembro 2014)
[63] Hakala, T.K., Liitiӓ, T., Suurnӓkki, A., 2013. Enzyme-aided alkaline extraction of
oligosaccarides and polymeric xylan from hardwood kraft pulp. Carbohydrate polymers 93, 102-
108.

80
[64] Colodette, J.L., Longue, D., Pedrazzi, C., Oliveira, R.C., Gomide, J.L., Gomes, J.B.,
2011. Pulpability and Bleachability of Xylan-Depleted Eucalyptus Wood Chips. Industrial and
Engineering Chemistry Research 50, 1847-1852.
[65] Janzon, R., Saake, B., Puls, J., 2008. Upgrading of paper-grade pulps to dissolving
by nitren extraction: properties of nitren extracted xylans in comparison to NaOH and KOH
extracted xylans. Cellulose 15, 161-175.
[66] Shatalov, A., Evtuguin, D., Neto, C., 1999. (2-O-α-Galactopyranosyl-4-O-methyl-α-
D-glucurono)-D-Xylan from Eucalyptus Globulus Labill. Carbohydrate Research 320, 93-99.
[67] Palmeiras, L., Colodette, J., Magaton, A., 2010. Análise comparativa entre vários
métodos de quantificação de hemiceluloses da mandeira de eucalipto. Química Nova, Vol. 33,
No. 7.
[68] Dubois, M., Gilles, K., Hamilton, J., Rebers, P., Smith, F., 1956. Colorimetric
Method for Determination of Sugars and Related Substances. Division of Biochemistry,
University of Minnesota, Vol. 28, Nº3, pp. 350-356.
[69] Albalasmeh, A., Berhe, A., Ghezzehei, T., 2013. A new method for rapid
determination of carbohydrate and total carbon concentrations using UV spectrophotometry.
Carbohydrate Polymers 97, 253-261.
[70] Schlesinger, R., Götzinger, G., Sixta, H., Friedl, A. and Harasek, M., 2006.
Evaluation of alkali resistant nanofiltration membranes for the separation of hemicellulose from
concentrated alkaline process liquors. Desalination 192, 303-314.

81
9 Anexos
9.1 Anexo A: Método de Seaman
O método de Seaman é outro método químico que foi usado para determinar, mais
especificamente, os açúcares.
Neste método, recolheu-se 10 mg de amostra à qual se adicionou 0,4 mL de H2SO4 de
72% de concentração. Após esta adição, coloca-se a solução num banho de água a 25ºC
durante 3 h. Depois, adiciona-se 4,4 mL de água e coloca-se novamente num banho mas de
óleo durante 3 h a 100ºC.
9.2 Anexo B: Cromatogramas dos pesos moleculares das xilanas
Figura 9-1 Ensaio 1, Concentrado 1ª concentração: Cromatograma do peso molecular
Figura 9-2 Ensaio 1, Concentrado 2ª concentração: Cromatograma do peso molecular

82
Figura 9-3 Ensaio 3 Concentrado 1ª concentração: Cromatograma do peso molecular
Figura 9-4 Ensaio 3, Concentrado 2ª concentração: Cromatograma do peso molecular
Figura 9-5 Ensaio 5, Concentrado 3ª concentração: Cromatograma do peso molecular

83
9.3 Anexo C: Cromatogramas dos açúcares
Figura 9-6 Ensaio 1, Concentrado 1ª concentração: Cromatograma dos açúcares
Figura 9-7 Ensaio 1, Concentrado 2ª concentração: Cromatograma dos açúcares
20.0 30.0 40.0 50.0 60.0 70.0
-2.0
0.0
2.0
4.0
6.0
8.0
10.0AÇUCARES_06-10-2014 #12 O_60x_1 ECD_1nC
min
1 -
Fu
co
se
- 2
9.0
20
2 -
Xil
os
e -
53
.30
0
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
200AÇUCARES_06-10-2014 #17 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
9.2
20
2 -
Ara
bin
os
e -
39
.76
0
3 -
Ga
lac
tos
e -
44
.90
0
4 -
Glu
co
se
- 4
9.6
20
5 -
Xil
os
e -
55
.00
0

84
Figura 9-8 Ensaio 2, Filtrado: Cromatograma dos açúcares
Figura 9-9- Ensaio 3, Filtrado: Cromatograma dos açúcares
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
180AÇUCARES_06-10-2014 #2 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
8.7
40
2 -
Ara
bin
os
e -
38
.38
0
3 -
Ga
lac
tos
e -
42
.42
0
4 -
Glu
co
se
- 4
6.2
40
5 -
Xil
os
e -
51
.08
0
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
200AÇUCARES_06-10-2014 #7 D_60x_2 ECD_1nC
min
1 -
Fu
co
se
- 2
9.0
40
2 -
Ara
bin
os
e -
39
.16
0
3 -
Ga
lac
tos
e -
43
.84
0
4 -
Glu
co
se
- 4
8.2
60
5 -
Xil
os
e -
53
.42
0

85
Figura 9-10 Ensaio 3, Concentrado 1ª concentração: Cromatograma dos açúcares
Figura 9-11 Ensaio 4, Filtrado: Cromatograma dos açúcares
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
180AÇUCARES_06-10-2014 #10 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
9.3
00
2 -
Ara
bin
os
e -
39
.80
0
3 -
Ga
lac
tos
e -
44
.94
0
4 -
49
.74
0
5 -
Xil
os
e -
55
.22
0
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
180AÇUCARES_06-10-2014 #11 G_60x_1 ECD_1nC
min
1 -
Fu
co
se
- 2
9.2
40
2 -
Ara
bin
os
e -
39
.70
0
3 -
Ga
lac
tos
e -
44
.76
0
4 -
49
.54
0
5 -
Xil
os
e -
54
.90
0

86
Figura 9-12 Ensaio 4, Concentrado 2ª concentração: Cromatograma dos açúcares
Figura 9-13 Ensaio 5, Concentrado 2ª concentração: Cromatograma dos açúcares
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
180AÇUCARES_06-10-2014 #21 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se -
29.3
60
2 -
Ara
bin
ose -
39.9
60
3 -
Gala
cto
se -
45.3
40
4 -
Glu
co
se -
50.2
20
5 -
Xil
ose -
55.5
20
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
200
250AÇUCARES_06-10-2014 #14 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
9.1
00
2 -
Ara
bin
os
e -
39
.24
0
3 -
Ga
lac
tos
e -
43
.72
0
4 -
Glu
co
se
- 4
7.9
80
5 -
Xil
os
e -
53
.10
0

87
Figura 9-14 Ensaio 5, Concentrado 3ª concentração: Cromatograma dos açúcares
Figura 9-15 Ensaio 6, Concentrado 1ª concentração: Cromatograma dos açúcares
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
200AÇUCARES_06-10-2014 #22 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
9.2
20
2 -
Ara
bin
os
e -
39
.72
0
3 -
Ga
lac
tos
e -
45
.02
0
4 -
Glu
co
se
- 4
9.8
80
5 -
Xil
os
e -
55
.46
0
27.0 35.0 40.0 45.0 50.0 55.0 60.0
-20
50
100
150
180AÇUCARES_06-10-2014 #23 [modified by Dionex] ECD_1nC
min
1 -
Fu
co
se
- 2
9.0
60
2 -
Ara
bin
os
e -
39
.40
0
3 -
Ga
lac
tos
e -
44
.68
0
4 -
Xil
os
e -
55
.16
0

88
9.4 Anexo D: Retas de calibração do padrão xilose para o método sulfúrico
Figura 9-16 Reta de calibração do padrão xilose para baixas concentrações
Figura 9-17 Reta de calibração do padrão xilose para altas concentrações
9.5 Anexo E: Determinação da concentração de NaOH
Após a neutralização das amostras, quantificou-se a concentração de NaOH partindo
do volume de ácido 43,7% que foi utilizado. Começou-se por calcular a molaridade da solução
de ácido sulfúrico de 43,7%. A solução de partida para fazer a diluição do ácido, tinha uma
concentração de 96% (m/m), ou seja, em 100 g, 96 g era ácido. Sabendo que o peso molecular
do ácido sulfúrico é de 98,08 g/mol, obteve-se o número de moles.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 5 10 15 20 25 30 35 40 45
Ab
so
rvâ
nc
ia
Concentração xilose (mg/L)
0
0,5
1
1,5
2
2,5
3
0 20 40 60 80 100 120
Ab
so
rvâ
nc
ia
Concentração xilose (mg/L)

89
De seguida calculou-se o volume de solução correspondente a 100 g da mesma. Com
a densidade do ácido que era de 1,84 g/ cm3, obteve-se o volume para 100 g da solução de
96%:
Concluiu-se que existem 0,9788 mol em 54,35 (mL). De seguida, preparou-se a
solução de 43,7% de H2SO4, pipetando 78,125 mL para um balão de 250 mL. A molaridade do
ácido sulfúrico era então:
A reação de neutralização do NaOH é:
Tendo em conta a estequiometria da reação, cada mole de ácido sulfúrico neutralizava
duas moles de NaOH:
O número de moles de ácido sulfúrico foi calculado através da equação 9.2.
Por fim, com o volume da amostra recolhida e o número de moles de NaOH, obtinha-se
a concentração de NaOH.
[ ]
Related Documents











