UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO” FACULDADE DE CIÊNCIAS AGRONÔMICAS CAMPUS DE BOTUCATU ESTUDO DA VIABILIDADE TÉCNICA E ECONÔMICA PARA APROVEITAMENTO DE CASCAS DE EUCALYPTUS GERADOS NO PROCESSO DE FABRICAÇÃO DE PAINÉIS DE MADEIRA. FRANCISCO LUIZ SANCHEZ SANTIAGO BOTUCATU-SP Janeiro - 2007 Dissertação apresentada à Faculdade de Ciências Agronômicas da UNESP - Campus de Botucatu, para obtenção do título de Mestre em Agronomia – Área de Concentração em Energia na Agricultura

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO”
FACULDADE DE CIÊNCIAS AGRONÔMICAS
CAMPUS DE BOTUCATU
ESTUDO DA VIABILIDADE TÉCNICA E ECONÔMICA PARA
APROVEITAMENTO DE CASCAS DE EUCALYPTUS GERADOS NO
PROCESSO DE FABRICAÇÃO DE PAINÉIS DE MADEIRA.
FRANCISCO LUIZ SANCHEZ SANTIAGO
BOTUCATU-SP
Janeiro - 2007
Dissertação apresentada à Faculdade de Ciências Agronômicas da UNESP - Campus de Botucatu, para obtenção do título de Mestre em Agronomia – Área de Concentração em Energia na Agricultura

UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO”
FACULDADE DE CIÊNCIAS AGRONÔMICAS
CAMPUS DE BOTUCATU
ESTUDO DA VIABILIDADE TÉCNICA E ECONÔMICA PARA
APROVEITAMENTO DE CASCAS DE EUCALYPTUS GERADOS NO
PROCESSO DE FABRICAÇÃO DE PAINÉIS DE MADEIRA.
FRANCISCO LUIZ SANCHEZ SANTIAGO
Orientador: Prof. Dr. Marcos Antonio de Rezende
BOTUCATU-SP
Janeiro - 2007
Dissertação apresentada à Faculdade de Ciências Agronômicas da UNESP - Campus de Botucatu, para obtenção do título de Mestre em Agronomia – Área de Concentração em Energia na Agricultura



i
SUMÁRIO
Lista de Figuras v
Lista de tabelas vii
Simbologia viii
Resumo 1
Summary 3
CAPÍTULO 1. INTRODUÇÃO 5
1.1. Objetivos 6
1.2. Hipóteses 7
1.3. Aplicação dos resultados 7
CAPÍTULO 2. REVISÃO BIBLIOGRÁFICA 8
2.1. Aspectos da produção de chapa de fibra de madeira 8
2.1.1. Histórico 8
2.1.2. Definição e característica da chapa de fibra de madeira 9
2.1.2.1. Chapa dura 10
2.1.2.2. Chapa de média densidade (MDF) 10
2.1.2.3. Chapa de alta densidade (HDF) 11
2.1.3. Produção de painéis de aglomerado chapa de média densidade
(MDF) e chapa dura no Brasil 11
2.1.4. Exploração florestal no Brasil 12
2.2. Etapas do processamento da matéria-prima Eucalyptus grandis 17
2.2.1. Características do Eucalyptus grandis utilizado 17
2.2.2. Colheita e transporte do Eucalyptus grandis na lavoura 22
2.2.3. Estocagem de madeira na fábrica 23
2.2.4. Picagem das toras 27
2.2.5. Processos de fabricação de chapa de fibras de madeira 28
2.3 Cenário das fontes energéticas: energia elétrica e lenha no Brasil 31
2.3.1. Energia elétrica 31
ii
2.3.2. Lenha 33
2.4. Importância do aproveitamento dos resíduos de Eucalyptus 34
2.4.1. Características físico-químicas dos resíduos 35
2.4.2. Estimativa da quantidade de resíduos gerados 39
CAPÍTULO 3. MATERIAIS E MÉTODOS 43
3.1. Identificação e caracterização da unidade industrial onde foi aplicada
a pesquisa 43
3.1.1. Ciclo termodinâmico 44
3.1.2. Dados e parâmetros do ciclo termodinâmico 46
3.1.3. Consumo de combustíveis 47
3.2. Determinação do peso dos resíduos florestais (cascas) descartados do
processo 47
3.2.1. Fluxograma do processo de preparação da madeira 51
3.2.2. Peso das cascas de Eucalyptus, descartados do processo 52
3.3. Determinação do poder calorífico das cascas e cavacos de Eucalyptus
grandis (lenho) 52
3.3.1. Poder calorífico superior (PCS) da casca e do lenho 52
3.3.2. Poder calorífico inferior (PCI) da casca e do lenho 53
3.3.3. Determinação da Umidade a Base Úmida (Ubu) e da umidade
com base em massa seca (Ubs) da casca e do lenho (cavacos de
madeira)
53
3.3.4. Determinação da densidade do Lenho 54
3.4. Metodologia para elaboração de planilha de custo da casca e madeira
utilizada para produção da energia térmica 56
3.5. Procedimentos para elaboração dos cálculos para aproveitamento das
cascas e dos custos da madeira na geração de energia térmica da
empresa
58
CAPÍTULO 4. RESULTADOS E DISCUSSÃO 60
4.1. Informações gerais sobre consumo e preços 60

iii
4.2. Cálculo do aproveitamento das cascas como combustível para geração de
energia térmica requerida pela unidade industrial
61
4.2.1. Geração média de cascas 61
4.2.2. Poder Calorífico Superior das cascas geradas e dos cavacos de
Eucalyptus grandis 61
4.2.3. Poder Calorífico Inferior (PCI) da casca de Eucalyptus grandis 62
4.2.4. Poder Calorífico Inferior (PCI) do lenho (cavacos de madeira) de
Eucalyptus grandis 62
4.2.5. Quantidade de vapor que pode ser produzido com a queima das
cascas 63
4.2.6. Massa de madeira (cavacos), que se pode economizar com a
queima das cascas 64
4.2.7. Conversão de massa para volume de madeira a ser economizada 64
4.3. Aferição da viabilidade econômica comparativa entre o aproveitamento
dos resíduos florestais e a madeira utilizada na geração de energia
térmica da empresa
65
4.3.1. Investimentos necessários para implantação do projeto 65
4.3.2. Despesas anuais decorrentes da implantação do projeto 66
4.3.2.1. Depreciação 66
4.3.2.2. Sobressalentes 67
4.3.2.3. Manutenção 67
4.3.3. Custo evitado com a madeira para geração de energia térmica
com a implantação do projeto 68
4.3.4. Custo atual com madeira para geração de energia térmica 68
4.3.5. Custo previsto com madeira para geração de energia térmica com
a implantação do projeto, sem levar em consideração as despesas
com manutenção e sobressalentes
69
4.3.6. Custo previsto com madeira para geração de energia térmica com
a implantação do projeto, levando-se em consideração as
despesas de manutenção e sobressalentes
69

iv
4.4. Análise da viabilidade econômica da aplicação das cascas para geração
de energia térmica 69
4.4.1.Resultados obtidos da planilha de cálculo – Tabela 4.3. 70
5. CONCLUSÕES 72
5.1. Aspectos técnicos 72
5.1.1. Poder calorífico da madeira e da casca de Eucalyptus grandis 72
5.1.2. Quanidade de cascas de Eucalyptus grandis geradas 73
5.1.3. Volume de madeira que se pode economizar com a queima das
cascas 73
5.2. Aspectos econômicos 73
REFERÊNCIAS BIBLIOGRAFICAS 74
ANEXOS 80

v
LISTA DE FIGURAS
Figura 2.1.: Produção de painéis de fibra de madeira no Brasil. Fonte: ABIPA
(2006). 11
Figura 2.2.: Cadeia produtiva da madeira. Fonte: Juvenal (2002). 13
Figura 2.3.: Uso do solo brasileiro. Fonte: ABIMCI (2003). 14
Figura 2.4.: Área de floresta de Pinus e Eucalyptus do Brasil – por estado
Fonte: ABIMCI (2003). 14
Figura 2.5.: Distribuição das áreas de florestas de Pinus no Brasil – por estado.
Fonte: ABIMCI (2003). 15
Figura 2.6.: Distribuição das áreas de florestas de Eucalyptus do Brasil – por estado.
Fonte: ABIMCI (2003). 16
Figura 2.7.: Investimento do setor florestal no Brasil – por estado. Fonte: ABIMCI
(2003). 16
Figura 2.8.: Sistema de colheita e transporte de toras na Duratex S.A. Fonte: Elo
(2005) 24
Figura 2.9.: Distribuição de freqüência de abrasividade nos painéis de chapas duras
de fibra de madeira. Fonte: Duratex Jundiaí – 1988, 1989, 2001
(Documento interno TE 11/88; TE 3-6/88; TE 02/89; TE 3-01/89;
planilha de controle de qualidade (2001).
25
Figura 2.10.: Pátio de toras. Fonte: Duratex S.A. (2006). 26
Figura 2.11.: Pátio de cavacos ao ar livre. Fonte: Duratex S.A. (2006). 26
Figura 2.12.: Pátio de cavacos em silos. Fonte: Duratex S.A. (2006). 27
Figura 2.13.: Picador de toras. Fonte: Duratex S.A.(2006). 27
Figura 2.14.: Representação esquemática dos processos de fabricação de painéis.
Fonte: Kollmann et al. (1975). 29
Figura 2.15.: Estrutura da oferta interna de energia elétrica no Brasil ano de2004.
Fonte: Ben (2005). 32
Figura 2.16.: Participação percentual do consumo de lenha por setores no Brasil.
Fonte: Ben (2005). 33

vi
Figura 2.17.: Poder calorífico da casca em função do teor de umidade.
Fonte: LIMA et al. (1988). 38
Figura 2.18.: Eucalyptus grandis. Variação da percentagem de casca no sentido base-
topo. Fonte: SCQE – Setor de Química, Celulose e Energia – ESALQ –
USP (1983).
42
Figura 3.1.: Ciclo termodinâmico da Duratex – Unidade Botucatu
Fonte: Duratex S.A. (2006). 45
Figura 3.2.: Mesa alimentadora de toras do picador número 1.
Fonte: Duratex S.A. (2006). 48
Figura 3.3.: Mesa alimentadora de toras do picador número 2
Fonte: Duratex S.A. (2006). 49
Figura 3.4.: Peneira de discos do processo de fabricação de chapa dura.
Fonte: Duratex S.A. (2006). 49
Figura 3.5.: Peneira de discos do processo de fabricação de MDF e HDF.
Fonte: Duratex S.A. (2006). 50
Figura 3.6.: Monte de cascas de Eucalyptus. Fonte: Duratex S.A. (2002). 50
Figura 3.7.: Fluxograma do processo de preparação de madeira.
Fonte: Duratex S.A. (2006). 51

vii
LISTA DE TABELAS
Tabela 2.1.: Produção anual de painéis de fibra de madeira da Duratex S.A.
Fonte: Junior, (2005). 12
Tabela 2.2.: Divisão florestal da Duratex S.A. Fonte: Junior (2005). 17
Tabela 2.3.: Consumo de madeira (processo e energia) na Duratex S.A.
Fonte: Duratex Florestal (2005). 18
Tabela 2.4.: Rendimento em plantio de Eucalyptus grandis no Estado de São Paulo.
Fonte: Lima et al. (1988). 19
Tabela 2.5.: Poder calorífico superior de algumas espécies de madeira: base seca.
Fonte: Pera (1990). 36
Tabela 2.6.:Poder calorífico inferior (PCI), peso específico e umidade de alguns
resíduos da indústria madeireira. Fonte: Pera (1990). 37
Tabela 2.7.:Quantidade de árvores cubadas e valores médios de volume de casca
(m3) e percentagem de casca por espécie, idade, local e método de
regeneração. Fonte: NETO et al. (1991).
40
Tabela 2.8.:Valores médios de volumes totais e volumes de casca, em m3, dos
plantios de Eucalyptus de diferentes idades e condições de local, espécie
e método de regeneração. Fonte: NETO et al. (1991)
41
Tabela 2.9.:Teor de cascas de espécies de Eucalyptus. Fonte: SCQE – Setor de
Química, Celulose e Energia – ESALQ – USP (1983). 42
Tabela 3.1.: Principais características da Fábrica Duratex – Botucatu.
Fonte: Duratex S.A. (2006). 44
Tabela 3.2.: Dados das caldeiras que operam na unidade industrial.
Fonte: Duratex S.A. (2006) 46
Tabela 4.1.: Investimento necessário (R$) 66
Tabela 4.2.: Demonstrativo de despesas (R$/ano) 68
Tabela 4.3.: Viabilidade técnico econômico para aproveitamento de cascas de
Eucalyptus grandis como combustível 71

viii
SIMBOLOGIA
D: depreciação anual do bem, (R$/ano);
I: taxa de desconto relevante para a empresa, (%);
%CV: percentagem de casca em volume, (%);
Vc/c: volume da amostra com casca, (m³);
Vs/c: volume da amostra sem casca, (m³);
PCS: poder calorífico superior, (cal/g);
K: idade do bem, (anos);
Lt: valor resultante do fluxo de caixa no período em análise, (R$);
Lv: calor latente de vaporização da água: 540 kcal/kg;
Ma: massa de água, (g);
Mcasca: massa de casca úmida, (kg/dia);
Mmadeira: massa de madeira úmida, (kg/dia);
Mo: massa seca, (g);
Ms: massa seca da amostra, (g);
Mu: massa úmida, (g);
n: horizonte do projeto, (anos);
PCS: poder calorífico superior, (kcal/kg);
PCI: poder calorífico inferior, (kcal/kg);
PCIcavaco: poder calorífico inferior do cavaco de madeira, (kcal/kg);
PCIcasca: poder calorífico inferior da casca, (kcal/kg);
Ubu: umidade a base úmida, (%);
T: ano em análise;
V: vapor que se pode obter com a queima das cascas, (kg/dia);
Vf: valor final ou residual (sucata) do bem, (R$);
Vi: valor inicial (de compra) do bem, (R$);
Vmadeira: volume equivalente de madeira úmida, (m³( sólido)/dia);
Vpl: valor presente líquido, (R$).

ix
Letras Gregas:
ρmadeira: densidade da madeira: 774,5 kg/m3;
∆h: diferença das entalpias entre o vapor na saída das caldeiras: 559,31 kcal/kg;
µ: rendimento das caldeiras (adotado como premissa 80%);
Δt: gradiente de temperatura antes e após a combustão (°C).

1
RESUMO
A crise de combustíveis derivados de petróleo a partir do ano de 1970
levou as empresas brasileiras a avaliar a viabilidade econômica de aproveitamento inteligente
e racional de resíduos industriais como insumos energéticos, até então descartados em seus
processos de fabricação. A segurança da economia brasileira impõe medidas de
aproveitamento mais eficaz do combustível e exige providências para intensificar a utilização
de outras fontes energéticas e abundantes, (Pêra 1990). Os custos da energia podem ser
reduzidos pelo emprego de combustíveis mais econômicos e de produtos residuais Andritz
(1997). Em industrias de produção de chapas de fibras de madeira, o Eucalyptus grandis é
utilizado como fonte de matéria prima e também como combustível (biomassa) para geração
de energia térmica em forma de vapor, água quente e ar quente. A possibilidade do
aproveitamento da casca de Eucalyptus para a geração de energia nessa unidade industrial, foi
que motivou a realização deste trabalho, que teve os seguintes objetivos:
a) quantificar as cascas geradas nas etapas de movimentação de toras e
preparação de cavacos de madeira;
b) avaliar a viabilidade técnico-econômica para aproveitamento das
cascas como combustível necessário à geração de energia térmica.

2
A pesquisa foi desenvolvida na empresa Duratex S.A., unidade fabril
localizada no município de Botucatu no Estado de São Paulo, onde foram analisados os locais
e as quantidades de geração de resíduos, cascas, bem como a verificação de seu poder
calorífico e sua respectiva umidade. Foi analisada a necessidade energética da unidade fabril,
sob o aspecto de energia térmica. Através dos índices de consumo da empresa foram
determinadas as quantidades e os tipos de combustíveis utilizados na produção de calor e
vapor demandados pelos processos. Os principais resultados mostraram que a implantação da
alternativa proposta de utilização dos resíduos florestais (cascas) para a produção de vapor
representa um investimento de R$ 850.500,00 (US$ 386.590,00). A principal conclusão obtida
no trabalho foi de que a proposta é viável, indicando o retorno do capital em 2,43 anos, o que
significa uma taxa de retorno sobre o capital investido de 76,43% ao ano.
Palavras chaves: balanço de energia, balanço econômico, viabilidade técnica e econômica,
poder calorífico, aproveitamento de cascas de Eucalyptus.

3
SUMMARY
The oil derivated fuel crisis, in the beginning of 1970, conduced the
Brazilian companies to evaluate the economic viability of intelligent and rational utilization of
industrial residues as energetic fuels, until then discarded in its manufature processes.
According to Pera (1990), the security guard of the Brazilian economy imposes ways of more
efficient use of fuel and demands steps to intensify the use of other abundant energy sources.
Following Andritz (1997), the costs of the energy can be reduced by the use of more economic
fuels and residual products. In Duratex S/A, industry located in Botucatu, State of São Paulo,
the Eucalyptus grandis is mostly used as raw material source and also as fuel (biomass) for
thermal energy generation in form of steam, hot water and hot air. The possibility to use
Eucalyptus barks to generate energy at this industrial unit, is that motivated the
accomplishment of this work, which contains the following objectives:
a) to quantify the amount of barks generated at log handling and wood chips preparison steps;
b) to evaluate the technical and economic viability to use barks as necessary fuel to generate
thermal energy.
The research was developed in Duratex S/A, a manufacturing unit located in
Botucatu, State of São Paulo, where the places and the amounts of bark and residues
generation had been analyzed, as well as the verification of its calorific power and its
respective humidity. The energy needs of this manufacturing unit was analyzed under the
thermal energy´s aspect. Through the indices of control of the company, the amounts and the

4
types of fuels used to produce heat and steam demanded by the process had been determined.
The main results show that the implantation of the proposed alternative to use forest residues
to produce steam, represents an investment of R$ 850.500,00 (US$ 386.590,00). The main
conclusion of this job shows that the proposal is viable and indicating that the investiment
returns in 2,43 years, which means a return tax over the invested capital of 76,43% per year.
Keywords: energetic balance, economic balance, economic and technical viability, calorific
power, Eucalyptus.barks utilization.

5
1 INTRODUÇÃO
A crise de combustíveis derivados de petróleo, iniciada no ano de 1970
levou as empresas brasileiras a avaliar a viabilidade econômica de aproveitamento inteligente
e racional de resíduos industriais como insumos energéticos, até então descartados em seus
processos de fabricação.
A redução das quantidades disponíveis de fontes de energias
convencionais, torna viável o aproveitamento racional de inúmeras outras substâncias
combustíveis alternativas (resíduos florestais, bagaço de cana de açúcar, etc.), considerados
impraticáveis, sob o ponto de vista econômico e ecológico. A previsão para a duração das
reservas de carvão, petróleo e gás natural já esta definida para a humanidade. A utilização
destas fontes consagradas, embora em processo de crescente limitação, continuarão a ser
utilizado pelo ser humano. A segurança da economia brasileira impõe medidas de
aproveitamento mais eficaz do combustível e exige providências para intensificar a utilização
de outras fontes energéticas e abundantes no país, conforme relata (Pera 1990).
Processos industriais em plantas químicas de papel e celulose, açúcar e
álcool, painéis de chapas de fibras de madeira e outras, demandam quantidades significativas
de energia térmica em forma de vapor, ar quente e água quente. Impulsionados pelo crescente
custo dos insumos energéticos, como dos combustíveis utilizados na geração da energia
térmica, e da energia elétrica adquirida das concessionárias, as indústrias devem buscar de

6
forma permanente o meio mais econômico de utilização das fontes energéticas disponíveis em
seus processos produtivos.
Segundo Andritz (1997), os custos da energia em processos industriais
podem ser reduzidos pelo emprego de combustíveis mais econômicos. O aproveitamento dos
combustíveis próprios, característicos de cada nação, é para muitos países uma obrigação
econômica, sendo relevante à necessidade de se aferir a possibilidade de obtenção de energia
de produtos residuais.
No processo produtivo de painéis de chapa dura de fibra de madeira,
HDF e MDF, na unidade de fabricação da Duratex S/A, localizada em Botucatu, Estado de
São Paulo, o Eucalyptus grandis é utilizado como fonte de matéria prima e também como
combustível (biomassa) para geração de energia térmica em forma de vapor, ar quente e água
quente. Para a geração da energia térmica, também é utilizado o óleo combustível de baixo
ponto de fulgor (BPF), tipo 2A.
Durante as atividades operacionais de movimentação de toras e
preparação de cavacos de Eucalyptus grandis, são separados por equipamentos de transporte
os resíduos florestais, em sua maioria cascas e lascas refugadas, que podem ser reaproveitados
como combustível (biomassa), ou mesmo matéria-prima para o processo produtivo.
1.1 Objetivos.
Considerando-se a produção de resíduos e a necessidade de redução de
custos para a produção de energia, elaborou-se esta pesquisa, que contém os seguintes
objetivos:
a) Quantificar os resíduos florestais gerados nas etapas de
movimentação de toras e preparação de cavacos de madeira;
b) Avaliar a viabilidade técnico-econômica para aproveitamento dos
resíduos florestais como combustível necessário à geração de energia térmica.
7
1.2 Hipóteses.
A vivência no processo de preparação de cavacos de Eucalyptus, com
acompanhamento permanente sobre o volume de resíduos gerados nesta etapa do processo,
permitem destacar duas hipóteses fundamentais:
a) Ser viável ou inviável, sob o ponto de vista técnico, o
aproveitamento dos resíduos florestais como matéria-prima no processo produtivo para
obtenção de energia térmica;
b) Considerando-se os investimentos e custos operacionais para o
processamento dos resíduos florestais, ser viável ou inviável, sob o ponto de vista econômico a
implantação do projeto. É possível que a taxa de retorno sobre o investimento apresente
satisfatória atratividade.
1.3 Aplicação dos resultados
Os resultados obtidos neste trabalho poderão ser aplicados, na tomada
de decisão quanto ao destino dos resíduos florestais gerados nas atividades de processamento
de matéria-prima da unidade de fabricação em estudo.

8
2 REVISÃO BIBLIOGRÁFICA
2.1. Aspectos da produção de chapa de fibra de madeira
2.1.1. Histórico
Segundo Benaduce (1998), a indústria de painéis reconstituídos de
madeira foi desenvolvida com intuito de converter madeira barata ou de baixa qualidade,
resíduos agrícolas, florestais e de serrarias em produtos com maior valor agregado. Porém as
flutuações nas safras, dificuldades de estocagem destas matérias-primas, distância entre
madeireiras e indústrias de painéis e, sobretudo, a expansão desta indústria, propiciou a
utilização de madeira reflorestada como fonte de matéria-prima. O nível de transformação
sofrido pela matéria prima é determinante na classificação dos painéis reconstituídos de
madeira, se em fibras, serão painéis de fibras – chapa dura, MDF (Medium Density
Fiberboard, chapa de fibra de média densidade), HDF (High Density Fiberboard, chapa de
fibra de alta densidade), que na verdade é um MDF com espessura fina e com as
características similares ás das chapas duras de fibras.
Ainda segundo Benaduce (1998),as primeiras chapas de fibras que se
tem notícia foram feitas no Japão por volta do Século VI A.C. e ficaram conhecidas pelo nome
de “papeis duros”, os quais eram usados na construção de paredes de pequenas habitações.
Após isso, foi somente em 1772, na Inglaterra, que foi dado o primeiro impulso ao emprego de
9
chapas leves em construção, quando se patenteou o “papier maché” para aplicação não
somente em divisórias, portas e móveis, mas também em carruagens. Somente no século XIX
é que começou realmente a ser desenvolvido o processo de produção de chapas de fibras,
quando foi instalada uma fábrica para produção de chapas semi-duras, a empresa “The Patent
Imperable Millboard Co”, que utilizava uma máquina para produção de papelão com quatro
cilindros formadores. Entretanto, o grande desenvolvimento da indústria de chapas de fibras se
deu após a instalação do processo Masonite e Asplund (Defibrator), em 1926 e 1931,
respectivamente.
Segundo Maloney (1993), as chapas de média densidade (MDF),
somente surgiram na década de 60, considerado, este, o mais recente desenvolvimento na
indústria de chapas. O produto foi desenvolvido por Miller Hofft Company of Richomond,
sendo que a primeira chapa comercial foi produzida em Deposit, New York. Harry Raddin foi
o criador do nome do produto. Baseado na descrição do processo, a partir de 1967 as iniciais
MDF passaram a identificar o termo Médium Density Fiberboard (Chapa de Média
Densidade). Na década de 80 surgiu no mercado o produto HDF (High Density Fiberboard).
O rápido desenvolvimento experimentado pela indústria de chapas de
fibras, com várias alterações no processo, associado à boa aceitação do produto no mercado,
fez com que fosse aumentada a necessidade da matéria-prima. Diante disso, as reservas
florestais providas de madeira para tal fim foram ampliadas e, hoje em dia, essa indústria não
depende de resíduos de serraria ou agrícolas, utilizando madeira reflorestada como fonte de
matéria-prima, como é o caso da Duratex, que utiliza o Eucaliptus grandis no processo de
fabricação de chapas de fibras de madeira.
2.1.2. Definição e característica da chapa de fibra de madeira
A ASTM-D1554 “Standadard Definitions of Terms Relating to Wood-
Base Fiber and Particle Panel Material“ define os termos usuais e “famílias” de painéis de
materiais lignocelulósicos para utilização industrial como componentes de móveis, em
construção civil e componentes estruturais. As “famílias” estão compreendidas em dois tipos:
painéis de fibras e painéis de partículas. Este termo genérico é aplicado a materiais
10
manufaturados da madeira ou outras fibras lignocelulósicas ou partículas, onde agentes
ligantes ou outros materiais podem ser adicionados durante a fabricação. Este trabalho aborda
somente o processo de fabricação de painéis formado de fibras, que são materiais de fibra
lignocelulósicas refinadas ou parcialmente refinadas, produzidas por interligação das fibras,
por exemplo os painéis de Chapa Dura, MDF e HDF. Os painéis fabricados de materiais
lignocelulósicos (usualmente madeira), na forma de pedaços ou partículas, distintas de fibras,
combinadas com resina sintética ou outro ligante, mantidas juntas após aquecimento e pressão
como é o caso do Aglomerado, OSB e outros, não fazem parte do escopo deste trabalho.
2.1.2.1. Chapa dura
A ABIPA (2006) define a chapa dura como uma chapa plana,
produzida com fibras de madeira aglutinadas pelo processo de alta temperatura (calor) e
pressão. Não recebe resina sintética, pois é prensada a quente pelo processo úmido que reativa
os aglutinantes naturais da própria madeira. O resultado é uma chapa plana de alta densidade
(1,0 a 1,15 g/m³), que pode ter várias opções de revestimentos. Estas chapas têm como
características serem versáteis para fabricação de uma série de produtos e de aplicações
(revestimentos de portas, moveis, divisórias, etc). Possuem superfície lisa e podem receber
corte em qualquer direção e serem trabalhadas de diversas formas: estampadas, curvadas,
moldadas, usinadas, cizalhadas e pintadas. Isso porque as chapas são produzidas com as fibras
do Eucalyptus que são aglutinadas pela própria resina natural da madeira (lignina), além de
serem termoplásticas e por possuirem alta densidade.
2.1.2.2 Chapa de média densidade (MDF)
O MDF é definido como uma chapa plana de média densidade (0,5 a
0,8 g/cm³), produzida a partir de fibras de madeira (ABIPA, 2006). As fibras aglutinadas com
resina sintética são submetidas à alta temperatura e pressão. A característica principal do MDF
é sua estabilidade dimensional e excepcional capacidade de usinagem, tanto nas bordas,
quanto nas faces. Com densidade adequada e perfeita homogeneidade proporcionada pelas
fibras, a chapa de MDF pode ser facilmente pintada e revestida, torneada, entalhada e
perfurada. Além disso, por não possuir nós, veios e imperfeições típicas de uma madeira

11
natural, a chapa tem a vantagem de poder ser usinada de diferentes formas. Tem como
matéria-prima básica o Pinus e também o Eucalyptus.
2.1.2.3 Chapa de alta densidade (HDF)
O HDF é definido como uma chapa plana de alta densidade (0,8 a 0,9
g/cm³), espessura fina (2,5 a 4,0 mm), produzida em processo similar ao do MDF, e com
características tecnológicas da chapa dura. A matéria prima em sua fabricação é o Eucalyptus.
2.1.3 Produção de painéis de aglomerado, chapa de média densidade (MDF)
e chapa dura no Brasil
O Brasil é considerado um dos mais avançados do mundo na
fabricação de painéis de madeira aglomerada e de MDF, chapa de fibra de média densidade
(ABIPA, 2006). É também o país com maior número de fábricas de última geração. Entre o
ano de 1995 até 2004 as empresas investiram mais de US$ 1,2 bilhão destinados à instalação
de novas unidades, à atualização tecnológica das plantas já existentes, à implantação de linhas
contínuas de produção e aos novos processos de impressa, de impregnação de revestimento e
de pintura. A Figura 2.1 ilustra a produção de painéis de madeira aglomerada, painéis de
média densidade (MDF) e chapa dura de fibras de madeira no Brasil entre os anos de 2003 e
2005.
1808,378
2083,533 2048,957
511,094 508,281 505,059
1095,533
1405,996 1406,571
0
500
1000
1500
2000
2500
2003 2004 2005
Pro
duçã
o em
100
0 m
³
aglomeradochapa de fibramdf
ano Figura 2.1: Produção de painéis de fibra de madeira no Brasil. Fonte: ABIPA (2006).

12
O grupo madeira da Duratex, é composto por 4 (quatro) unidades de
fabricação de painéis de fibra de madeira, sendo :
Ø Unidade fabril de Itapetininga, SP – produção de painéis do tipo Aglomerado;
Ø Unidade fabril de Agudos, SP – produção de painéis dos tipos Média Densidade (MDF) e
Alta Densidade (HDF);
Ø Unidade fabril de Botucatu, SP – produção de painéis dos tipos Chapa Dura (Duratree),
Média Densidade (MDF) e Alta Densidade (HDF);
Ø Fábrica de Jundiaí, SP – produção de painéis do tipo Chapa Dura (Duratree).
A Tabela 2.1 ilustra a capacidade anual de produção de painéis de
fibras de madeira das unidades fabris da Duratex S.A.
Tabela 2.1: Produção anual de painéis de fibra de madeira da Duratex S.A.
Fonte: Junior (2005).
Produto Unidades Produção Unidade Fabril
Aglomerado m³/ano 350.000 Itapetininga SP
Chapa dura t/ano 350.000 Botucatu SP
Jundiaí SP
Média densidade
(MDF)
m³/ano 440.000 Botucatu SP
Agudos Sp
Alta densidade
(HDF)
m³/ano 110.000 Botucatu SP
Agudos Sp
2.1.4. Exploração florestal no Brasil
O Brasil além de possuir a segunda maior cobertura florestal do
mundo, desenvolveu tecnologia avançada para exploração de florestas e para transformação
industrial da madeira (Juvenal & Mattos, 2002). Para efeito de análise e adotando o conceito
utilizado para várias organizações internacionais, a atividade florestal é definida como a

13
extração de madeira para fins industriais e geração de energia, excluindo-se os produtos não
madeireiros. A Figura 2.2 ilustra a cadeia produtiva da madeira, contempla a produção de
madeira para energia (carvão vegetal e lenha), serrados, painéis e polpa para produção de
papel e outras finalidades. A polpa considerada será a celulose utilizada para fabricação de
papel.
TORAS DE MADEIRA
FINS INDUSTRIAIS COMBUSTÍVEL
Carvão LenhaSERRADOS
PAINÉIS
Madeira Sólida
Reconstituídos
CompensadosLâminas
AglomeradosMDFChapas de fibraOSB
POLPA Pasta de altorendimento
CeluloseFigura 2.2: Cadeia produtiva da madeira. Fonte: Juvenal & Mattos (2002).
De acordo com a ABIMCI (2003), a base florestal brasileira contempla
florestas naturais e plantadas. Da área total do território nacional, cerca de 66% são cobertas
por florestas naturais, 0,5% por florestas plantadas e o restante, 33,5% por outros usos, tais
como: agricultura, pecuária, áreas urbanas e infra-estrutura dentre outros, conforme é
apresentado na Figura 2.3.
Em relação às áreas plantadas, as principais espécies são do gênero
Pinus e Eucalyptus. Entre as outras espécies plantadas encontram-se Acácias, Teca e
Araucária. Atualmente o Brasil possui cerca de 4,7 milhões de hectare com plantio das
espécies Pinus e Eucalyptus, sendo que deste total o Eucalyptus responde por
aproximadamente 64% e o Pinus aproximadamente por 36%. A maior concentração em

14
termos de área plantada está em Minas Gerais, seguida por São Paulo e Paraná conforme
ilustra a Figura 2.4.
floresta natural66,0%
outros usos33,5%
floresta plantada0,5%
Figura 2.3: Uso do solo brasileiro. Fonte: ABIMCI (2003).
0
200
400
600
800
1000
1200
1400
1600
1800
MG SP PR BA SC RS ES MS outros
1.00
0 ha
PinusEucalyptus
Figura 2.4: Área de floresta de Pinus e Eucalyptus do Brasil – por estado
Fonte: ABIMCI (2003).
15
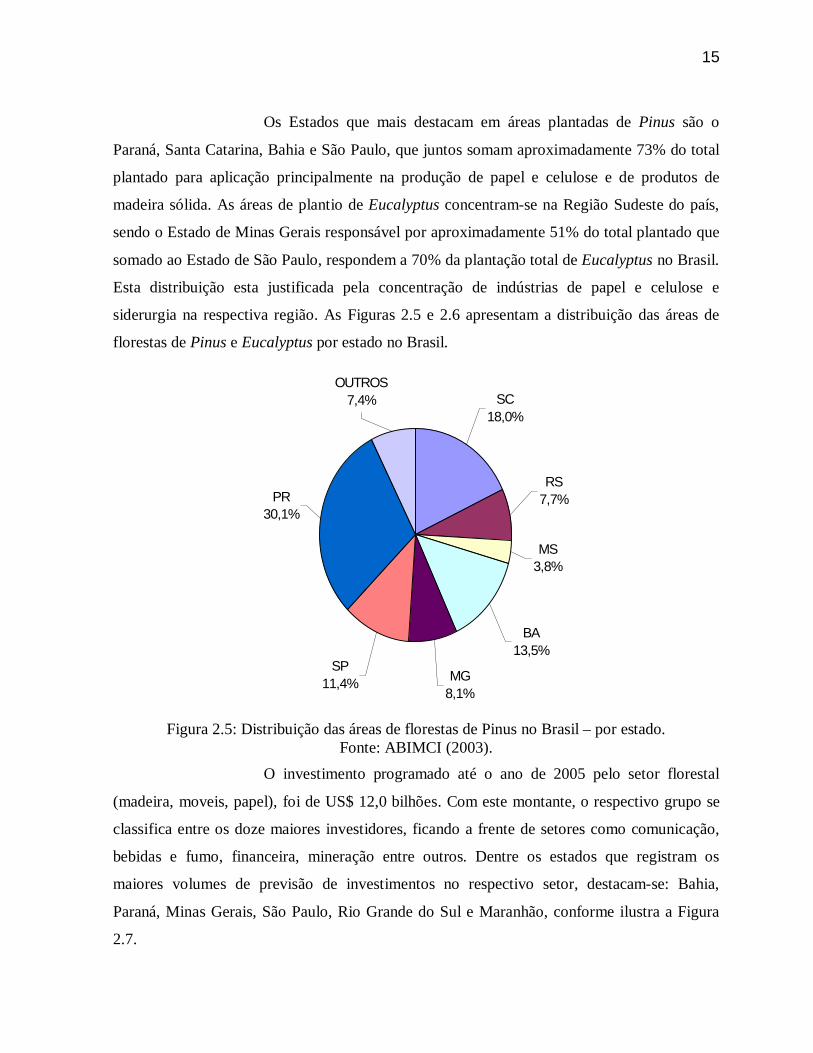
Os Estados que mais destacam em áreas plantadas de Pinus são o
Paraná, Santa Catarina, Bahia e São Paulo, que juntos somam aproximadamente 73% do total
plantado para aplicação principalmente na produção de papel e celulose e de produtos de
madeira sólida. As áreas de plantio de Eucalyptus concentram-se na Região Sudeste do país,
sendo o Estado de Minas Gerais responsável por aproximadamente 51% do total plantado que
somado ao Estado de São Paulo, respondem a 70% da plantação total de Eucalyptus no Brasil.
Esta distribuição esta justificada pela concentração de indústrias de papel e celulose e
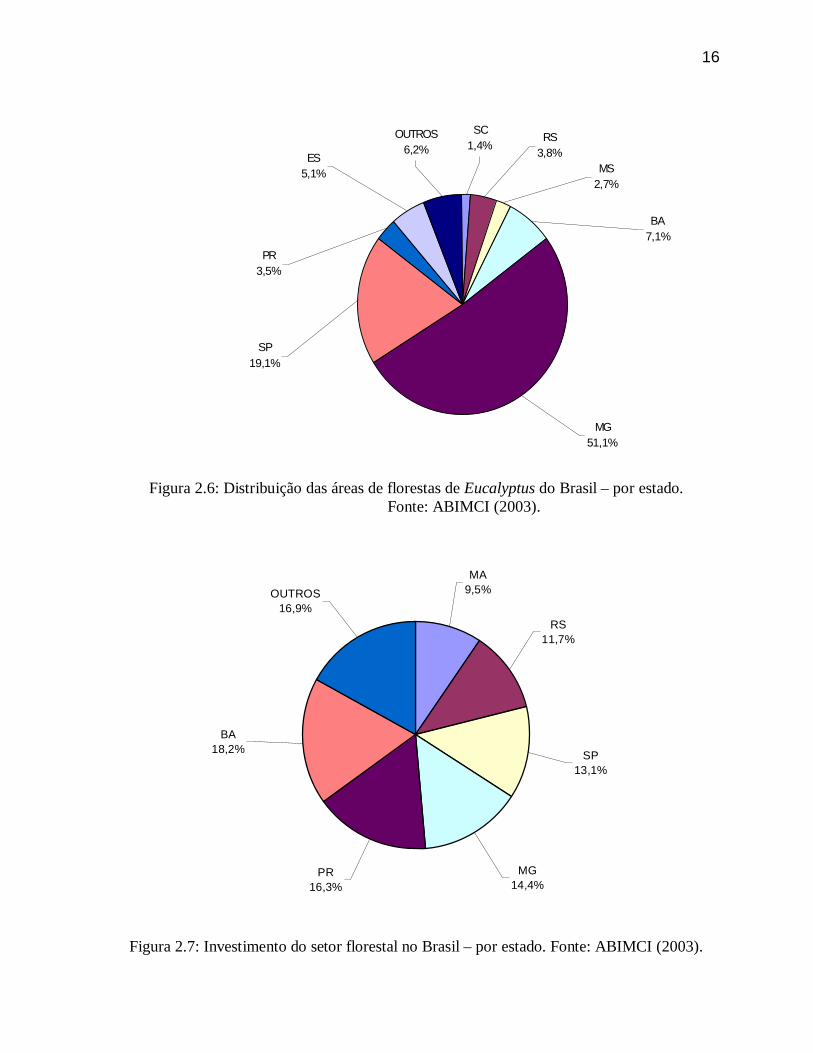
siderurgia na respectiva região. As Figuras 2.5 e 2.6 apresentam a distribuição das áreas de
florestas de Pinus e Eucalyptus por estado no Brasil.
SC18,0%
OUTROS7,4%
PR30,1%
SP11,4% MG
8,1%
BA13,5%
MS3,8%
RS7,7%
Figura 2.5: Distribuição das áreas de florestas de Pinus no Brasil – por estado.
Fonte: ABIMCI (2003). O investimento programado até o ano de 2005 pelo setor florestal
(madeira, moveis, papel), foi de US$ 12,0 bilhões. Com este montante, o respectivo grupo se
classifica entre os doze maiores investidores, ficando a frente de setores como comunicação,
bebidas e fumo, financeira, mineração entre outros. Dentre os estados que registram os
maiores volumes de previsão de investimentos no respectivo setor, destacam-se: Bahia,
Paraná, Minas Gerais, São Paulo, Rio Grande do Sul e Maranhão, conforme ilustra a Figura
2.7.
16
SP19,1%
PR3,5%
MG51,1%
BA7,1%
MS2,7%
ES5,1%
OUTROS6,2%
RS3,8%
SC1,4%
Figura 2.6: Distribuição das áreas de florestas de Eucalyptus do Brasil – por estado. Fonte: ABIMCI (2003).
OUTROS16,9%
MA9,5%
RS11,7%
SP13,1%
MG14,4%
PR16,3%
BA18,2%
Figura 2.7: Investimento do setor florestal no Brasil – por estado. Fonte: ABIMCI (2003).

17
Segundo Junior (2005), as florestas de Eucalyptus e Pinus do grupo
madeira da Duratex S.A. estão distribuídas nas regiões de Itapetininga SP, Botucatu SP,
Lençóis Paulista SP e Agudos SP, para atender a demanda de consumo de madeira das
unidades de produção concentradas no Estado de São Paulo. A Tabela 2.2 apresenta a divisão
florestal da Duratex S.A. em números.
Tabela 2.2: Divisão florestal da Duratex S.A. Fonte: Junior (2005).
Área total (ha) 86.000
Área plantada (ha) 65.000
Área de fomento (ha) 1.500
Nº de Fazendas 54
Consumo de Madeira (m³/ano) 2.900.000
Cultivo de mudas para plantio (ano) 16.000.000
2.2. Etapas do processamento da matéria-prima Eucalyptus grandis
2.2.1.Características do Eucalyptus grandis utilizado
Em princípio todo e qualquer material lignocelulósico pode ser
utilizado como matéria-prima na fabricação de chapas duras, entre eles:
Ø Resíduos agrícolas (bagaço de cana, fibras de linho, talo de milho, bambu, etc.);
Ø Resíduos de serraria (pedaços de madeira, serragens e maravalhas);
Ø Madeira (árvores de várias espécies).
No Brasil, a amplitude e adaptabilidade do Eucalyptus grandis, têm
incentivado o plantio desta madeira em áreas de reflorestamento. Confirmando isto, Lima
(1993), comenta que no Brasil, aumentos significativos de ganho em produtividade vêm sendo
obtidos graças a um trabalho cuidadoso de melhoramento desenvolvido principalmente a partir
de 1967. Antes dessa data a média de produtividade estava, em geral ao redor de
15 m3.ha-1.ano-1 à idade de sete anos. Com a adoção de técnicas silviculturais mais intensivas

18
(preparo do solo, fertilização mineral, proteção florestal, etc.) a produção saltou para
21 m3.ha-1. ano-1. Com a re-introdução de novos materiais, a partir de escolha criteriosa de
procedência mais adequada, chegou-se ao patamar de 40 m3.ha-1.ano-1.
Segundo Junior (2005), a evolução tecnológica e científica, o
melhoramento genético, as produções de sementes melhoradas e a clonal fizeram que os
patamares da produtividade do setor florestal da Duratex S.A. saltassem de 25 para 45 e, até
65 m3.ha-1.ano-1, e podem aumentar ainda mais com o conhecimento do genoma do
Eucalyptus, cujo sequenciamento e pesquisas estão sendo realizados.
O volume anual da espécie de Eucalyptus grandis utilizado para
fabricação de chapas, e geração de energia térmica da unidade de fabricação em estudo esta
apresentado na Tabela 2.3.
Tabela 2.3: Consumo de madeira (processo e energia) na Duratex S.A.- Unidade Botucatu Fonte: Duratex Florestal (2005).
Espécie de Eucalyptus Volume anual (m3) Participação (%)
Grandis
Urograndis
967.998
50.947
95
5
Total 1.018.945 100
O rendimento de uma floresta, em termos gerais, é a quantidade de
material lenhoso produzido como colheita florestal, em determinada época do crescimento da
árvore (Lima et al., 1988). O rendimento é variável mesmo para uma mesma espécie, em
função das condições do meio ambiente em que a árvore se desenvolva, sendo os seguintes
fatores que influenciam o desenvolvimento: clima (temperaturas, chuvas, etc.); solo
(profundidade, nutrientes disponíveis, permeabilidade à passagem de água, penetrabilidade,
conteúdo de matéria orgânica etc.); topografia (altura, exposição ao sol, declividade, etc.).
O rendimento é normalmente medido em volume de madeira
produzido em uma unidade de superfície. A unidade de medida mais utilizada é o metro

19
cúbico de madeira produzida em um hectare plantado (m3/ha). A Tabela 2.4 ilustra os
rendimentos observados em plantios de Eucalyptus grandis no estado de São Paulo, e são
superiores aos observados em outros países.
Tabela 2.4: Rendimento em plantio de Eucalyptus grandis no Estado de São Paulo. Fonte: Lima et al. (1988).
Tipos de solos Rendimento (m3/ha)
Solos ricos
Corte aos 7 anos de idade (talhadia)
Corte aos 20 anos de idade (rotação)
Corte aos 35 anos de idade (rotação)
Solos médios
Corte aos 7 anos de idade (talhadia)
Corte aos 20 anos de idade (rotação)
Solos fracos
Corte aos 7 anos de idade (talhadia)
Corte aos 20 anos de idade (rotação)
Corte aos 35 anos de idade (rotação)
375
631
774
214
329
153
220
290
Goes (1985) apresenta a descrição botânica para a espécie de
Eucalyptus grandis. Alguns itens da descrição são:
Nome científico: Eucalyptus grandis (Hill) Maiden;
Porte: É uma árvore de fuste direito, que atinge 40 a 60 m de altura;
Casca: Lisa, de cor esbranquiçada com reflexos alaranjados ou azulados, destacando-se em
placas alongadas; quando nova é branca em virtude de um pó que sai com a mão, ficando
depois o tronco com a cor esverdeada, sendo seu volume 7,3% e peso de 7,1% da árvore.
Área de cultura: Por ser uma espécie de crescimento rápido é bastante cultivada nos países
tropicais e sub tropicais. É sem dúvida, no Brasil, que esta espécie teve maior expansão,

20
ocupando cerca de 70% da área total de eucaliptal, e concentrando nos estados de São Paulo,
Minas Gerais e Espírito Santo, sendo hoje sua madeira utilizada principalmente pela indústria
de papel e celulose.
Andrade (1961) relata que o Eucalyptus da espécie grandis se destaca
quanto a sua aplicação na produção de lenha, celulose e chapas de fibras, sendo uma das
espécies que mais se desenvolvem no Estado de São Paulo.
Segundo Panshim & Zeeuw (1970), a densidade é uma propriedade
que expressa a quantidade de substância por unidade de volume, isto é, peso da madeira por
unidade de volume, sendo definida pela relação entre peso da madeira absolutamente seca e o
seu volume saturado (umidade acima do ponto de saturação das fibras), expressa em g/cm3.
Essa propriedade é de fácil determinação e representa um excelente índice para a análise da
viabilidade do emprego da madeira nas mais diversas finalidades.
Hillis (1978) relata que a densidade básica é um dos principais
parâmetros para a determinação da qualidade da madeira, pelo fato de estar correlacionada a
diversas características e propriedades de uso do produto final e pela simplicidade de sua
determinação. A densidade básica é uma característica passível de melhoramento genético por
ser considerada altamente herdável (Baez, 1993).
No gênero Eucalyptus, observa-se que a densidade básica pode variar
de uma espécie para outra, entre árvores de uma mesma espécie, dentro de uma mesma árvore,
com relação à idade do povoamento e ainda com as condições ecológicas da floresta onde esta
localizada (Ferreira & Kageiama, 1978). Portanto, os fatores que influenciam essas variações
podem ser de ordem genética, ambiental ou resultado da interação entre seus efeitos. Os
autores agrupam as espécies de Eucalyptus da seguinte forma para as condições brasileiras:
madeiras de densidade baixa, variando de 0,430 a 0,500 g/cm3 no caso dos Eucalyptus
grandis, saligna, dunnii e botryoides; madeiras de densidade média, variando de 0,500 a 0,580
g/cm3 para os Eucalyptus pilularis, resinifera, propinqua e urophyla, e madeiras de densidade
alta apresentando valores acima de 0,580 g/cm3, observados em Eucalyptus microcorys e
cloenziana.
A umidade natural da madeira é uma propriedade de elevada
importância na determinação da qualidade da madeira, ou seja, a umidade da madeira das

21
árvores vivas, expressa pela relação entre o peso da água contida na madeira recém abatida e o
peso da madeira seca (Lopes, 2000).
Acredita-se que a primeira propriedade da madeira descoberta pelo
homem foi o seu teor de umidade. A madeira verde era mais mole, enquanto que a mais seca
era mais leve e produzia fogo com maior facilidade.
É provável que tenha sido a primeira propriedade da madeira a ser
efetivamente investigada, e uma das mais importantes quando se relaciona às múltiplas
utilizações da madeira, como na indústria de construção civil e mobiliário. Para indústria de
papel e celulose, no entanto, essa propriedade parece não representar influência negativa.
Porém, levando-se em conta aspectos como custo de transporte de uma madeira mais pesada e
eventual exportação de água da floresta, com reflexos negativos à disponibilidade de água para
a segunda rotação, a umidade da madeira passa a ganhar maior importância.
Garcia & Lima (1990), relatam que a exemplo do que ocorre com a
densidade básica, a umidade natural da madeira é uma propriedade de fácil determinação e
altamente herdável, podendo ser utilizada como bom indicador e seleção genética. Os autores
estudando o Pinus escarpa e o Eucalyptus grandis, constataram variação altamente
significativa e correlação inversa entre a densidade básica (Db) e a umidade natural (Un).
Árvores de Eucalyptus grandis com densidade básica em torno de 0,49 g/cm3 apresentaram
umidade natural de 72,89% e árvores com Db em torno de 0,38 g/cm3 apresentaram umidade
variando de 101,58% a 123,89%, demonstrando haver também grande variabilidade nos
resultados. Os pesquisadores concluíram que as árvores selecionadas, em programas de
melhoramento, para altas densidades devem apresentar menores teores de umidade natural.
Segundo Costa (2005), a determinação da densidade básica da madeira
é um dos principais ensaios tecnológicos realizados nas plantações comerciais para o gênero
Eucalyptus, e um dos mais importantes parâmetros para avaliação da qualidade da madeira. É
um índice utilizado para análises econômicas da floresta, e em termos práticos pode nortear a
aplicação final da madeira. Os métodos utilizados para obtenção de amostras objetivando a
determinação da densidade básica da madeira são:
a) Método destrutivo: Neste método é necessário o abate das árvores
para retirada de discos ou cavacos (amostras) das árvores;

22
b) Métodos não destrutivos: Nos métodos não destrutivos são
efetuadas pequenas inserções, e ou, pequenas quantidades de amostras são retiradas da árvore
sem que seja necessário o abate da mesma. Os principais métodos aplicados neste grupo são:
método de imersão, método do máximo teor de umidade, método de medição direta do
volume, método da flutuação e método raio X.
2.2.2. Colheita e transporte do Eucalyptus grandis na lavoura.
No setor florestal, a colheita e o transporte de madeira são etapas mais
importantes, economicamente, dada a sua alta participação no custo final do produto e os
riscos de perdas envolvidas nessas atividades (Machado & Lopes 2000).
Segundo Andrade (1998), em torno de 40 a 50% dos custos de
produção de celulose é devido ao produto florestal e, destes cerca de 50% referem-se aos
custos de colheita e transporte.
No Brasil, os sistemas manuais e semi-mecanizados de colheita foram
amplamente utilizados por faltas de alternativas, empregando-se grande número de mão-de-
obra, tornando a operação onerosa e muito perigosa Duratex (1997).
Com o aumento da demanda dos produtos florestais, necessidade de
maior rendimento das operações, escassez de mão-de-obra, aumento dos custos sociais e
abertura do mercado às importações de máquinas de alta tecnologia, houve uma intensificação
da mecanização do setor florestal. Estes fatores levaram a mecanização a priorizar a busca do
aumento da produtividade e do controle mais efetivo dos custos (Mendonça Filho, 1997). A
mecanização possibilitou o aumento da produtividade das operações de colheita, e a
diminuição da participação do homem no processo produtivo (Santos, 1995).
A escolha do sistema operacional a ser empregado varia em função de
vários fatores, tais como topografia do terreno, declividade, solo, clima, comprimento da
árvore, incremento da floresta e uso da madeira. A sua seleção deve ser baseada em uma
criteriosa análise técnica e econômica, conforme mostra (Machado 1985).
Até o ano de 1995, a Duratex Florestal utilizava um sistema semi-
mecanizado nas atividades de colheita e transporte de toras de Eucalyptus grandis. Na época o

23
corte e o desgalhamento das árvores eram feitos manualmente com a utilização de moto serra,
com comprimento de toras de 2,5 m, até o ano de 1993, e 4,0 m, até o ano de 1994.
A partir do ano de 1994, a empresa adotou como medida para ganhos
de rendimentos operacionais com menores custos nas atividades de corte e colheita, a
utilização de toras de Eucalyptus grandis com 6,0 m de comprimento, e no ano de 1996 optou
pela mecanização de todas as atividades na lavoura. Para o abastecimento das toras da unidade
produtiva de Botucatu, a Duratex Florestal utiliza o sistema de colheita e transporte de
Eucalyptus grandis, conforme a Figura 2.8.
O sistema semi-mecanizado, com comprimento de toras mais curto
anteriormente aplicado nas atividades de corte e colheita, era mais oneroso em termos
operacionais e produtividade, se comparado com o sistema mecanizado, atualmente utilizado
pela empresa. Porém, o sistema anterior apresentava vantagens em relação ao sistema atual, no
que diz respeito à quantidade de areia impregnada nas toras, proveniente da floresta e aderida
às toras durante as atividades de corte e colheita.
Com o corte em manual, e uso de toras com comprimento menores,
isto é, 2,5 a 4,0 m, as atividades no campo eram mais cuidadosas e a madeira chegava à
fábrica mais limpa, com menor quantidade de areia, principalmente nas cascas das toras que
além de ficarem na parte externa, possuem maior facilidade de aderência de areia. Após a
implantação do sistema mecanizado e utilização de toras com 6 m de comprimento, notou-se
um aumento significativo na quantidade de areia junto à matéria-prima, refletindo diretamente
na qualidade do produto no que diz respeito à abrasividade das chapas de fibras produzidas,
dificultando ainda mais a recuperação dos resíduos florestais em sua maioria cascas de
Eucalyptus grandis, devido ao alto índice de areia aderido às mesmas.
A Figura 2.9 ilustra a distribuição de freqüência do comportamento da
abrasividade nos painéis de chapas de fibra em situações antes e após a mecanização das
atividades de cortes e colheita na floresta.
2.2.3. Estocagem de madeira na fábrica.
Devido à necessidade de adequação do modelo operacional do
abastecimento de toras e produção de cavacos com o processo produtivo, faz-se necessário
manter na fábrica um estoque mínimo de cavacos e de toras de Eucalyptus grandis para

24
assegurar o funcionamento ininterrupto da produção de chapas. Na Duratex (Unidade de
Botucatu), o estoque de cavacos é feito em pilhas ao ar livre e em silos fechados enquanto o
estoque de toras é feito somente em pilhas ao ar livre.
- Corte
Equipamento: Harvesters
Perfil da operação : Corte, desgalhamento de Eucalyptus
Produção: 150 árvores/h
- Remoção
Equipamento: Forwarders
Perfil da operação: Transporte primário, ou seja, a remoção das toras já corta- das, de dentro da floresta para a periferia dos talhões de modo a evitar tráfego de cami- nhões dentro da mesma.
Produção: 42 m3/h
- Carga
Equipamento: Carregador Florestal
Perfil da operação: Carregamento de toras nos rebo- ques de Transporte dentro da floresta. Produção: 65 m3/h
- Transporte
Equipamento: Caminhão (cavalo mecânico + rebo- que + semi-reboque) Perfil da operação: Transporte de toras da floresta para a fábrica Produção: 54 m3/viagem
Figura 2.8: Sistema de colheita e transporte de toras na Duratex S.A. Fonte: Junior (2005).

25
29,2
23,525,6
21,7
38,9
11,8
1,5
47,8
0
10
20
30
40
50
60
NÃO ABRASIVA POUCO ABRASIVA BASTANTE ABRASIVA ALTAMENTE ABRASIVA
NÍVEL DE ABRASIVIDADE
FREQ
UÊN
CIA
(%)
DEPOISANTES
Figura 2.9: Distribuição de freqüência de abrasividade nos painéis de chapas duras de fibra de
madeira antes e após a implantação do sistema mecanizado. Fonte: Duratex Jundiaí 1988, 1989, 2001 (Documento interno TE 11/88; TE 3-6/88; TE 02/89; TE 3-01/89; planilha de controle de qualidade (2001).
Segundo Ponce & Watal (1985), o principal objetivo da secagem da
madeira ao ar livre é fazer com que a maior quantidade possível de água evapore
naturalmente.
Santini (1985), afirma que o pátio de secagem ao ar livre deve ser,
preferencialmente junto às serrarias ou indústrias que utilizarão a madeira, reduzindo o custo
com o transporte. Deve estar situado em lugar alto, seco, bem ventilado, com pouco desnível e
longe dos rios, brejos e lagos. A vegetação da área e a matéria orgânica em decomposição
devem ser eliminadas, sendo possível encascalhar o pátio, prevendo a localização de pilhas,
das áreas de circulação, de transporte e manuseio da madeira.
Embora não seja objetivo da Duratex estocar a madeira ao ar livre para
secagem da mesma, a evaporação da água contida na madeira durante o período de estocagem
contribui significativamente para aumento de seu poder calorífico inferior, ou seja, aumento na
quantidade de energia que se pode retirar da madeira e cascas. As Figuras 2.10, 2.11 e 2.12,
mostram os modelos de estocagem de toras e cavacos utilizados no processo de fabricação de
chapas em Botucatu, SP.

26
Figura 2.10: Pátio de toras. Fonte: Duratex S.A. (2006).
Figura 2.11: Pátio de cavacos ao ar livre. Fonte: Duratex S.A. (2006).

27
Figura 2.12: Pátio de cavacos em silos. Fonte: Duratex S.A. (2006).
2.2.4. Picagem das toras
A picagem das toras é a primeira fase do processamento da madeira
dentro da indústria de chapas de fibras de madeira, conforme a Figura 2.13. Nessa fase a tora
de madeira é submetida à ação de facas que a transforma em pequenos fragmentos
denominados cavacos, cuja área superficial média oscila entre 6 e 10 cm2 e a espessura média
é inferior a 1 cm.
Figura 2.13: Picador de toras. Fonte: Duratex S.A.(2006).
28
2.2.5. Processos de fabricação de chapa de fibras de madeira.
Kollmann et al. (1975), classificam os métodos de fabricação dos
painéis em úmido, semi-seco e seco. A tecnologia de fabricação de painéis é de domínio
público e utilizado em função de suas particularidades. A geração de efluente altamente
poluente foi fator predominante na inviabilização do processo úmido em alguns países do
mundo. Pelos processos úmido e semi-seco são fabricados painéis formados de fibra – chapa
dura de fibras. No processo seco há a necessidade de utilização de resinas na proporção de até
10% sobre o peso final da chapa, o que onera o produto final. Entretanto, este processo é
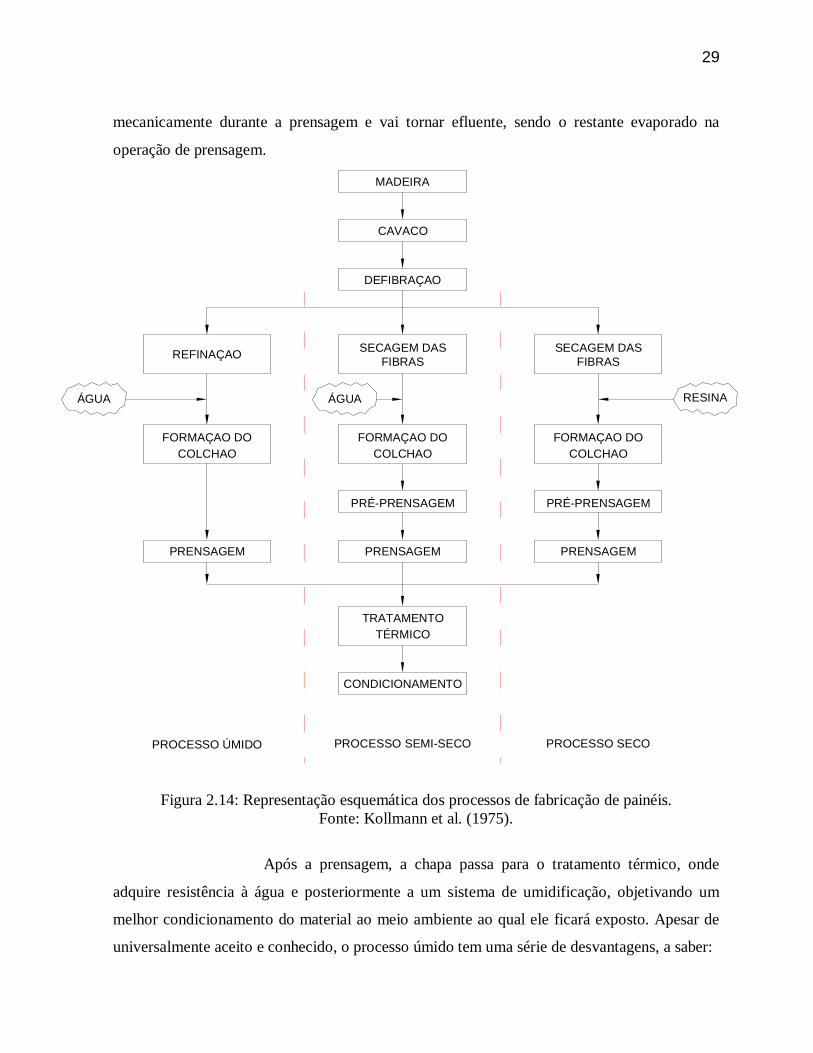
largamente utilizado, para fabricação de chapas de partículas e MDF. Os processos de
fabricação de painéis estão ilustrados na Figura 2.14.
Benaduce (1998) relata a descrição sucinta dos processos de fabricação
de painéis de madeira da seguinte forma:
a) Processo úmido.
Pelo processo úmido é fabricada a chapa dura de fibras. O material
lignocelulósico é transformado em cavacos, os quais são pré-aquecidos com vapor d’água
saturado, a temperatura entre 120 e 180º.C, ocorrendo o amolecimento da camada ligante das
fibras do material. No desfibramento, por ação mecânica, geralmente aplicada aos cavacos
entre dois discos ranhurados, há a separação da madeira em fibras, produzindo a denominada
polpa “Asplund”. Eventualmente, pode haver refinação com o objetivo de diminuir o
comprimento das fibras produzidas. A polpa obtida sofre uma série de diluições em água até
atingir concentração de cerca de 1%, após a adoção de aditivos no processo, tais como: sulfato
de alumínio e parafina, podendo-se também adicionar resinas, para se obter melhoria
tecnológica da chapa. A polpa é enviada para uma máquina formadora, onde é conformada em
uma manta de fibras. A passagem subseqüente por calandras expulsa, através de ação
mecânica, parte da água desta manta. A água retirada é enviada, em parte, para os tanques de
diluição, e outra parte para o esgoto. O colchão de fibras que sai da máquina formadora
contém, geralmente, três partes de água e uma de fibra e é depositada sob este uma tela de aço
suportada por uma bandeja, também de aço, sendo o conjunto prensado a quente, a uma
temperatura em torno de 200 ºC. Cerca de dois terços de água contida no colchão é expulsa
29
mecanicamente durante a prensagem e vai tornar efluente, sendo o restante evaporado na
operação de prensagem.
MADEIRA
CAVACO
DEFIBRAÇAO
SECAGEM DASFIBRAS
SECAGEM DASFIBRASREFINAÇAO
FORMAÇAO DOCOLCHAO
FORMAÇAO DOCOLCHAO
FORMAÇAO DOCOLCHAO
PRÉ-PRENSAGEM
PRENSAGEMPRENSAGEM PRENSAGEM
PRÉ-PRENSAGEM
TRATAMENTOTÉRMICO
CONDICIONAMENTO
PROCESSO SEMI-SECOPROCESSO ÚMIDO PROCESSO SECO
RESINAÁGUA ÁGUA
Figura 2.14: Representação esquemática dos processos de fabricação de painéis. Fonte: Kollmann et al. (1975).
Após a prensagem, a chapa passa para o tratamento térmico, onde
adquire resistência à água e posteriormente a um sistema de umidificação, objetivando um
melhor condicionamento do material ao meio ambiente ao qual ele ficará exposto. Apesar de
universalmente aceito e conhecido, o processo úmido tem uma série de desvantagens, a saber:

30
Ø altamente poluente, devido aos açúcares contido no seu efluente industrial;
Ø consumo elevado de energia calorífica, devido à necessidade de se secar um colchão de
fibras, contendo três partes de água e apenas uma parte de fibras de material
lignocelulósico;
Ø facilidade de corrosão dos equipamentos devido à agressividade do meio, proveniente dos
ácidos gerados na hidrólise da madeira;
Ø elevação de ônus no custo de instalações e equipamentos em função da operação
complementar de refinação;
Ø necessidade de tanques com volume apreciável para armazenamento de água e polpa,
devido aos grandes volumes de água envolvido no processo úmido;
Ø possibilidade de contaminação do processo por microorganismos.
b) Processo semi-seco.
Na fabricação de painéis pelo processo semi-seco, algumas etapas são
iguais ao processo úmido, tais como: a preparação da polpa, a prensagem do colchão, o
tratamento térmico das chapas e o tratamento de umidificação. A diferença é que após a
desfibração dos cavacos, a polpa resultante é enviada a um túnel de secagem onde entra com
umidade entre 40 e 50%, saindo com umidade entre 10 e 35%. Após a saída do túnel, a polpa é
enviada a um silo de armazenamento, cuja finalidade é suprir de modo constante e uniforme, a
máquina formadora de colchão de fibras. Neste equipamento, o colchão é umidificado
intensamente na sua superfície, de modo a ter homogeneamente de 50 a 60 kg de água para
cada 100 kg de colchão formado.
c) Processo seco.
No processo de fabricação de chapas de material lignocelulósico, por
via seca, a polpa também é produzida através de um desfibrador pressurizado, semelhante ao
processo úmido. A polpa ao sair do desfibrador, passa por um secador, onde vai perder quase
que completamente a umidade, a qual estará entre 4 e 0%. Após a perda da umidade, a polpa

31
recebe as resinas que irão consolidar as fibras durante a prensagem, há a formação do colchão
e posteriormente a prensagem a 200°c.
O processo seco também apresenta uma série de incovenientes:
Ø necessidade da secagem completa das fibras do material lignocelulósico;
Ø risco de incêndio nas instalações, devido à baixa umidade das fibras;
Ø necessidade de adição de resinas às fibras, para que estas possam aderir umas as outras
durante a prensagem;
Ø resinas, que podem ser dos tipos uréia, fenólica, melamínica, chegam à proporção de até 8 a
10% em peso sobre o peso final da chapa;
Ø elevado preço das resinas em algumas regiões do mundo, o que pode inviabilizar uma
fábrica de chapas de fibras pelo processo seco.
2.3 Cenário das fontes energéticas: energia elétrica e lenha no Brasil
2.3.1 Energia elétrica
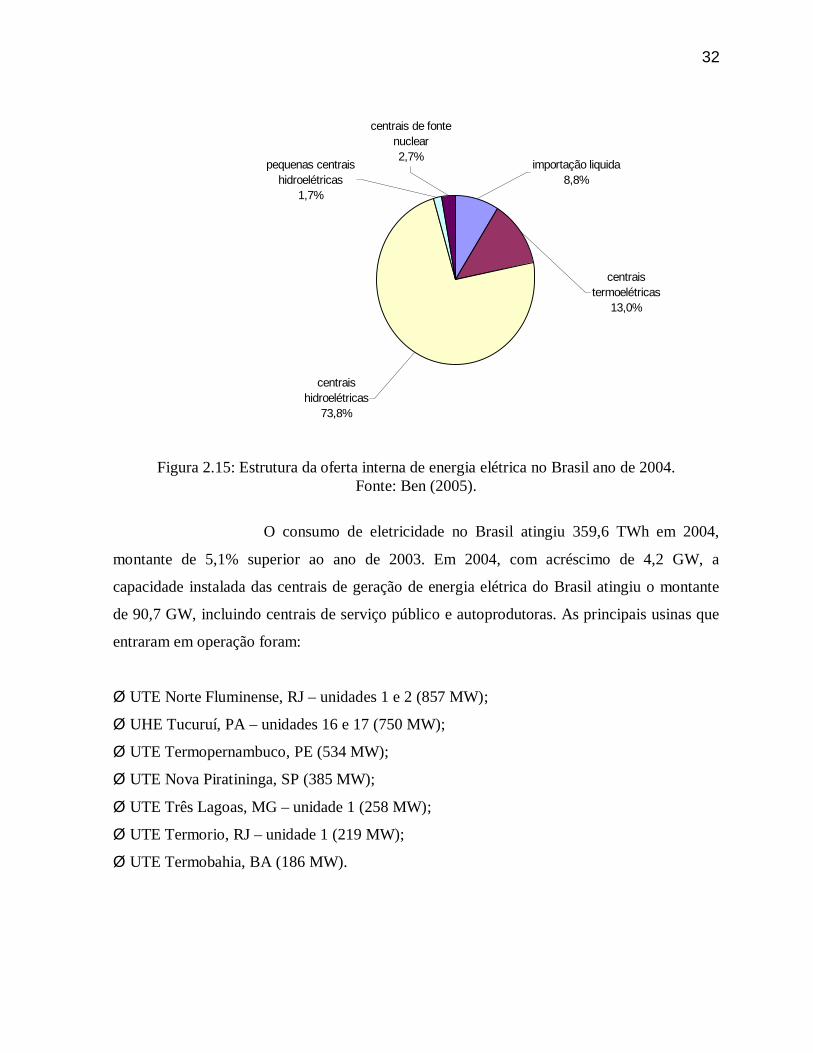
Segundo Ben (2005), a geração de energia elétrica no Brasil, em
centrais de serviço público e de autoprodutoras, atingiu 387,5 TWh em 2004, resultando 6,3%
superior ao ano de 2003, repetindo a performance do ano anterior. Compõem este resultado as
seguintes fontes de geração:
Ø Geração hidráulica pública de 308.6 TWh, com 4,9% de acréscimo;
Ø Geração térmica pública de 41,0 TWh, com significativos 17% de acréscimo;
Ø Geração de autoprodutores de 37,9 TWh, com 8,1% de acréscimo.
A geração em centrais termoelétricas a partir da fonte nuclear em 2004
novamente declinou, passando de 13,4 TWh em 2003 para 11.6 TWh, com taxa negativa de
13,1% em relação ao ano anterior. Já a geração em centrais termoelétricas a gás natural
continuou a trajetória de forte crescimento, saltando de 13,14 TWh em 2003 para 19,28 TWh
em 2004, representando 5% da geração de energia elétrica do país. A Figura 2.15 apresenta a
estrutura da oferta interna de energia elétrica no ano de 2004.
32
centrais termoelétricas
13,0%
importação liquida8,8%
pequenas centrais hidroelétricas
1,7%
centrais hidroelétricas
73,8%
centrais de fonte nuclear2,7%
Figura 2.15: Estrutura da oferta interna de energia elétrica no Brasil ano de 2004.
Fonte: Ben (2005).
O consumo de eletricidade no Brasil atingiu 359,6 TWh em 2004,
montante de 5,1% superior ao ano de 2003. Em 2004, com acréscimo de 4,2 GW, a
capacidade instalada das centrais de geração de energia elétrica do Brasil atingiu o montante
de 90,7 GW, incluindo centrais de serviço público e autoprodutoras. As principais usinas que
entraram em operação foram:
Ø UTE Norte Fluminense, RJ – unidades 1 e 2 (857 MW);
Ø UHE Tucuruí, PA – unidades 16 e 17 (750 MW);
Ø UTE Termopernambuco, PE (534 MW);
Ø UTE Nova Piratininga, SP (385 MW);
Ø UTE Três Lagoas, MG – unidade 1 (258 MW);
Ø UTE Termorio, RJ – unidade 1 (219 MW);
Ø UTE Termobahia, BA (186 MW).

33
Em 2004 a energia hidráulica contribuiu com 14,4% da Matriz
Energética Brasileira, resultado semelhante ao do ano anterior. Já a eletricidade contribuiu
16,2% do consumo final de energia.
2.3.2. Lenha.
De acordo com Ben (2005), a utilização da lenha no Brasil é ainda
significativa, principalmente nas carvoarias para produzir carvão vegetal e na cocção de
alimentos nas residências. Em 2004, o setor residencial consumiu cerca de 26 milhões de
toneladas de lenha (1,4% superior ao consumo de 2003), na cocção de alimentos. Já o carvão
vegetal apresentou um consumo de 40 milhões de toneladas, em razão do forte crescimento da
produção do ferro gusa a carvão vegetal. A lenha e o carvão vegetal representaram 13,2% da
Matriz Energética Brasileira de 2004, resultando 0,3% acima de 2003. A Figura 2.16 ilustra a
participação percentual do consumo de lenha por setores durante o ano de 2004 no Brasil.
consumo agropecuário
7,6%
consumo industrial19,4%
consumo residencial
28,7%outros consumos0,7%
consumo em carvoarias
43,7%
Figura 2.16: Participação percentual do consumo de lenha por setores no Brasil.
Fonte: Ben (2005).

34
2.4. Importância do aproveitamento dos resíduos de Eucalyptus.
Pera (1990) relata que os bio-combustíveis são combustíveis
resultantes da biomassa. Considera-se biomassa, toda matéria orgânica capaz de ser utilizada
como fonte energética renovável, proveniente das plantas, seus resíduos naturais ou
decorrentes de beneficiamento, resíduos animais e despejos urbanos. De acordo com essa
definição a biomassa pode ser proveniente de:
Ø Florestas plantadas ou naturais;
Ø Outras formações arbóreas naturais;
Ø Culturas agrícolas;
Ø Resíduos (agrícolas, naturais ou beneficiados, florestas naturais ou beneficiadas, animais);
Ø Despejos industriais (efluentes), urbanos (lixos e esgotos).
As limitações das fontes de energia no mundo trouxeram como
conseqüências a necessidade de aproveitamento integral da biomassa de origem florestal,
contida nas cascas, ponteiros, galhos, nós, folhas, raízes e a própria serragem.
Segundo Berle (1992), a biomassa é um termo genérico para qualquer
produto natural que se decomponha por fotossíntese. Essa fonte de energia renovável é
derivada de restos de madeira, sobras de colheita (cana de açúcar, cascas de arroz, etc),
excreções animais e lixo orgânico. Ela pode estar em forma líquida, gasosa ou sólida. Em todo
o mundo somente 15% da biomassa disponível é usada para gerar energia, sendo 8% utilizado
pelas indústrias norte americanas. Os países que são grandes produtores de subprodutos de
madeira, como Escandinávia, Rússia e Canadá, utilizam a biomassa em processos de geração
conjunta de energia e calor.
Gonçalves & Rufino (1989) afirmam que para as indústrias
madeireiras, é conveniente e necessário o emprego dos resíduos do processo, pois acarretam
em redução de áreas de estocagem, menores custos de movimentação, redução da poluição
ambiental e de fábrica, redução dos custos de produção e maior eficiência na utilização da
matéria-prima. Para utilização de insumos energéticos nos processos, os resíduos promovem
uma economia na compra de combustíveis utilizados pela indústria na produção de energia
elétrica e calor.
35
A revista Timberjack News (2002), relata que o uso da energia
renovável acelera a cada ano. A opinião pública e os tratados internacionais que requerem o
uso reduzido de energia fóssil impulsionaram o desenvolvimento tecnológico para o uso de
fontes renováveis na produção de energia. Há um número crescente de fábricas prontas para
usar os resíduos florestais como fonte de energia.
2.4.1. Características físico-químicas dos resíduos.
A biomassa essencialmente é uma forma de energia solar armazenada,
isto é, as árvores utilizam à luz solar, na fotossíntese, para converter o CO2 e H20 em produtos
de alto teor energético que são carboidratos e oxigênio, como mostraram (Karchesy et al.
1979).
Brito (1986), relata que no processo de combustão, a energia
armazenada nos carboidratos é liberada e aproveitada para geração de calor, vapor ou
eletricidade. A quantidade de energia liberada pela madeira na combustão é conhecida como
poder calorífico da madeira. Esta energia pode ser expressa como poder calorífico superior ou
inferior, dependendo se o calor liberado pela condensação da água de constituição do
combustível é ou não considerada.
Na determinação do poder calorífico do combustível florestal
geralmente usa-se o calorímetro. Os valores obtidos por esse instrumento correspondem ao
poder calorífico superior, e são ligeiramente superiores aos valores observados na prática,
porque o calorímetro é fechado e os produtos da combustão permanecem enclausurados.
Assim, ao se resfriar o vapor d´água é condensado e libera o calor latente da vaporização. Em
uma fornalha industrial este calor de vaporização é perdido para atmosfera, como mostram
(Karchesy et al. 1979). Na prática, deve-se trabalhar com poder calorífico efetivo, que é obtido
subtraindo-se do poder calorífico superior o calor latente de vaporização da água formada
durante o processo de combustão.
A energia gerada pelo combustível florestal depende do poder
calorífico e do conteúdo de umidade do mesmo. O poder calorífico depende em primeiro
lugar, da composição química do combustível. Elevados conteúdos de carbono e hidrogênio
significam elevado poder calorífico, enquanto o oxigênio apresenta efeito contrário. A

36
composição química da madeira, excluída a água, é aproximadamente a seguinte: carbono –
50,8%, oxigênio – 3,8%, hidrogênio – 6,0%, nitrogênio – 0,4% e cinzas – 1,0%, (Hakkila
1984).
Segundo Ferrari (1988), a diferença entre o poder calorífico superior e
o poder calorífico inferior da madeira seca, isto é, a 0% de umidade, é de 1,36 MJ/kg.
Howard (1973), afirma que, a 0% de umidade, para folhosas o poder
calorífico varia entre 19,3 MJ/kg a 20,1 MJ/kg e, para coníferas, de 20,9 MJ/kg a 22,6 MJ/kg.
Farinhaque (1981), apresentou variação do poder calorífico das
espécies folhosas e coníferas, para madeira seca a 0% de umidade, na faixa de 19,7 MJ/kg a
20,9 MJ/kg.
Brito (1986), relata que a variação do poder calorífico da madeira seca
está entre 14,7 MJ/kg a 20,9 MJ/kg, podendo ser considerado para efeito prático a média de
18,8 MJ/kg. Para madeiras com maior teor de resinas, os valores são mais elevados pela
presença dessas substâncias, e seu poder calorífico pode chegar até 37,7 MJ/kg.
Pera (1990) relata que o poder calorífico superior da madeira varia de
acordo com a espécie como mostra a Tabela 2.5.
Tabela 2.5: Poder calorífico superior de algumas espécies de madeira: base seca. Fonte: Pera (1990).
Espécie Poder calorífico superior
(MJ/kg)
Eucalyptus grandis
Pinho
Bracatinga
Acácia Negra
Canelinha
Peróba
15,9
18,8
13,8
14,4
16,8
15,6
A Tabela 2.6 apresenta o poder calorífico inferior (PCI), peso
específico aparente e umidade de alguns resíduos florestais gerados na indústria madeireira.

37
Tabela 2.6: Poder calorífico inferior (PCI), peso específico e umidade de alguns resíduos da indústria madeireira. Fonte: Pera (1990).
Resíduo Umidade
(%)
Peso específico
(kg/m3)
PCI
(MJ/kg)
Serragem
Pó de lixa (aglomerado)
Pó de lixa (madeira)
Casca de Eucalyptus
Casca de pinho
Viruta
Sobra de carpintaria
Recortes (chapa prensada)
Recortes (agromerado)
Madeira triturado
Lâmina de torno
30
10
10
30
50
20
20
8
8
10
50
185
265
250
320
360
110
120
110
120
175
115
10,0
14,7
13,6
8,4
7,9
11,7
11,7
14,0
14,0
13,6
7,5
Conforme mostra Pera (1990), o poder calorífico da madeira pode ser
determinado, teoricamente, a partir de sua composição química elementar, pela aplicação da
seguinte Equação: PCS = 81C + 340 (H – O/8), onde: C, H e O são teores de carbono,
hidrogênio e oxigênio em percentagem.
O teor de umidade é um fator que exerce elevada influência sobre o
uso da madeira para energia. A presença de água representa poder calorífico negativo, porque
parte da energia liberada é gasta na vaporização da água, e se o teor de umidade variar muito
pode dificultar o processo de combustão, havendo necessidade de constantes ajustes no
sistema, como estudou Brito (1986).
Segundo Hakkila (1984), para certos tipos de fornalha, o conteúdo de
umidade mais eficiente em termos de combustão varia entre 43 a 54% (em relação ao seu peso
seco). Se a madeira estiver mais seca, a combustão pode ser muito explosiva, resultando em
maior perda de energia para a atmosfera e aumentando significativamente a emissão de
partículas de carbono. Se a umidade da madeira aumentar para 100 a 150% (em relação ao
peso seco) a eficiência da combustão diminuiu drasticamente; se ela exceder 150% a 230%, o
processo de combustão não pode ser mantido.
38
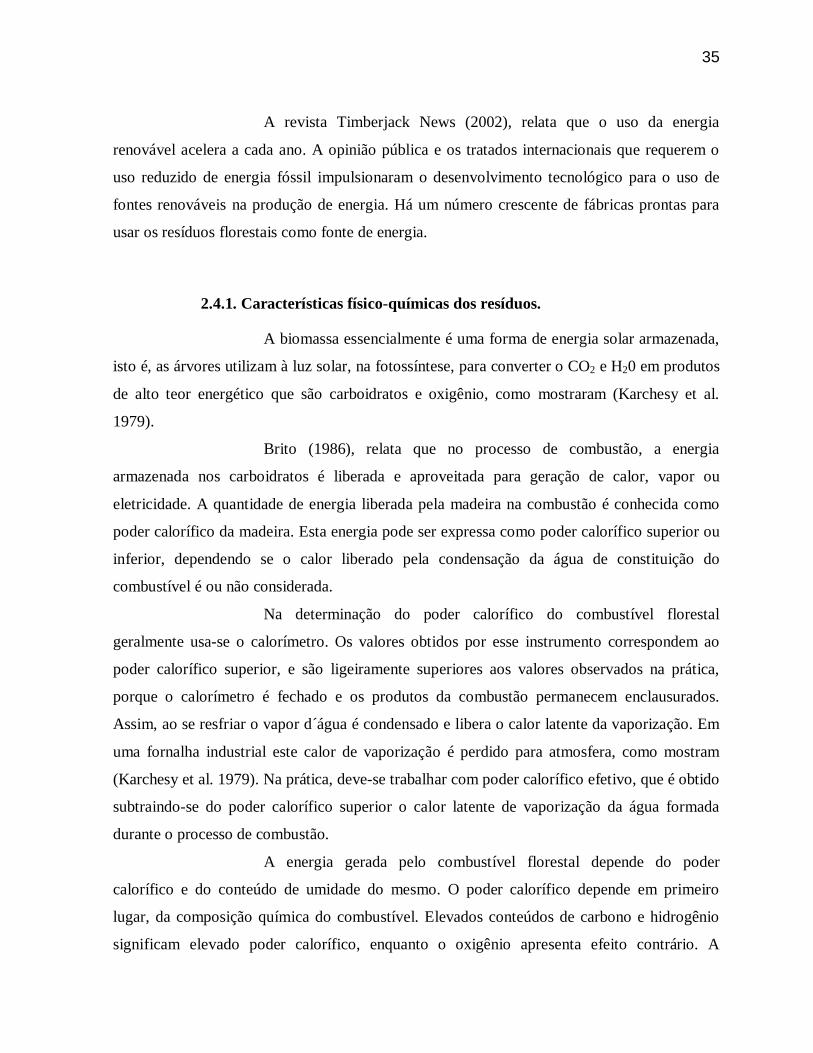
Segundo Lima et al. (1988), o poder calorífico das cascas de madeira é
influenciado logicamente pelo seu teor de umidade que, por sua vez, depende da quantidade de
água utilizada durante o processo de descascamento. A Figura 2.17 apresenta a relação do
poder calorífico por quilo de casca úmida em função do teor de umidade do material. Embora
sejam valores para espécies estrangeiras, os números podem ser utilizados com certo fator de
segurança para as espécies brasileira. As cascas de Eucalyptus grandis seca apresentam um
poder calorífico da ordem de 16,7 MJ/kg.
Ainda segundo Lima et al. (1988), quando o processo de
descascamento for a úmido, recomenda-se, para a queima da casca, uma diminuição prévia do
teor de água do material, o que pode ser alcançado por meio de prensas ou por secagem
empregando os gases de exaustão das caldeiras.
Figura 2.17: Poder calorífico da casca em função do teor de umidade.
Fonte: Lima et al. (1988).

39
2.4.2. Estimativa da quantidade de resíduos gerados.
Os resíduos florestais gerados durante os processos com as indústrias
do ramo celulose e chapas de fibra, compõem-se em sua maior parte de cascas de Eucalyptus.
Segundo Neto et al. (1991), a percentagem de cascas na madeira varia com a espécie, entre
árvores de uma mesma espécie e ao longo do tronco de uma árvore, sendo sensível de local
para local.
Loestsch et al. (1973), relatam que algumas espécies de Eucalyptus
possuem uma percentagem de casca constante da base até o topo da árvore, enquanto que
outras apresentam grande variação na percentagem de casca, ao longo do fuste.
Figueiredo & Bernardi (1993), mostram que a casca pode representar
de 6% a 40% do volume total de uma árvore, sendo este percentual maior em árvores jovens
de rápido crescimento e menor em árvores mais velhas.
Segundo Pera (1990), o Eucalyptus proporciona de seu peso, 66% no
tronco, 16% de galhos, 10% de cascas e 8% de folhas, sendo que estes três últimos resíduos
estão sendo objetos de estudo para aproveitamento como combustíveis.
Lima et al. (1988), afirmam que as indústrias madeireiras se defrontam
com um problema adicional: o que fazer com o grande volume de cascas gerado, já que a
casca constitui de 10% a 20% da madeira total. Atualmente, e principalmente devido à crise
energética, as fábricas estão utilizando as cascas como combustível em suas caldeiras para
geração de vapor necessário ao processo.
Nunes (1981), estudando o Eucalyptus Alba e Eucalyptus grandis de
origem híbrida, concluiu que as percentagens de cascas observadas nas várias alturas do tronco
das árvores diferiram estatisticamente entre si. Foram maiores em árvores baixas, tendendo a
estabilizar a partir de aproximadamente quatro metros de altura.
Neto et al. (1991), estudando o volume de cascas das espécies
Eucalyptus grandis, Eucalyptus Alba e Eucalyptus saligna, nos municípios de Coronel
Fabriciano, Dionísio e São Pedro dos Ferros, localizados no Distrito Florestal do Vale do Rio
Doce, Minas Gerais, determinaram o volume e percentagem de cascas. O povoamento variou
de idade de três a oito anos, desenvolvendo em regime de alto fuste e de primeira talhadia
(rotação) conforme ilustrado na Tabela 2.7.

40
Tabela 2.7: Quantidade de árvores cubadas e valores médios de volume de casca (m3) e percentagem de casca por espécie, idade, local e método de regeneração. Fonte: Neto et al. (1991).
Espécie Idade
(anos)
Local Método de
regeneração Árvores
cubadas
Volume de
Casca
(m3)
Percenta-
gem de
casca (%)
E. grandis
E. grandis
E. grandis
E. grandis
E. grandis
E. grandis
E. grandis
E. alba
E. alba
E. alba
E. alba
E. alba
E. alba
E. alba
E. alba
E. alba
E. alba
E. saligna
E. saligna
E. saligna
E. saligna
5
7
3
4
5
6
7
5
6
7
8
3
4
5
6
7
8
8
3
6
7
Dionísio
Coronel Fabriciano
Dionísio
Dionísio
Dionísio
São Pedro dos Ferros
Dionísio
Coronel Fabriciano
Coronel Fabriciano
Dionísio
Coronel Fabriciano
São Pedro dos Ferros
Dionísio
Coronel Fabriciano
Dionísio
Coronel Fabriciano
Coronel Fabriciano
Dionísio
Dionísio
São Pedro dos Ferros
Coronel Fabriciano
alto fuste
alto fuste
1ª. Talhadia
1ª. Talhadia
1ª. Talhadia
1ª. Talhadia
1ª. Talhadia
alto fuste
alto fuste
alto fuste
alto fuste
1ª. Talhadia
1ª. Talhadia
1ª. Talhadia
1ª. Talhadia
1ª talhadia
1ª. Talhadia
alto fuste
1ª. Talhadia
1ª. Talhadia
1ª. Talhadia
40
50
20
25
30
35
40
40
35
50
45
20
20
30
30
40
45
50
20
35
40
0,0255
0,0424
0,0091
0,0132
0,0196
0,0253
0,0279
0,0305
0,0233
0,0381
0,0370
0,0095
0,0099
0,0187
0,0179
0,0257
0,0425
0,0378
0,0079
0,0231
0,0299
14,96
16,07
15,78
14,77
16,04
16,94
12,17
16,19
15,10
15,37
14,26
15,33
16,17
15,63
16,19
12,69
15,29
14,51
15,47
15,51
14,69
TOTAL 740

41
A Tabela 2.8 ilustra a associação média do volume total e do volume
de cascas das árvores por idade.
Tabela 2.8: Valores médios de volumes totais e volumes de casca, em m3, dos plantios de Eucalyptus de diferentes idades e condições de local, espécie e método de regeneração. Fonte: Neto et al. (1991)
Idade
(anos)
Volume
Total (m3)
Volume
de casca (m3)
Percentagem
de casca (%)
A) E. grandis, em 1ª. Talhadia, Dionísio, MG
3 0,0573 0,0091 15,78
4 0,0896 0,0132 14,77
5 0,1222 0,0196 16,04
7 0,2301 0,0279 12,17
B) E; Alba, em alto fuste, Coronel Fabriciano, MG
5 0,1881 0,0305 16,19
6 0,1541 0,0233 15,10
8 0,2596 0,0370 14,26
C) E. Alba, em 1ª. Talhadia, Coronel Fabriciano, MG
5 0,1196 0,0187 15,63
7 0,2023 0,0257 12,69
8 0,2778 0,0425 15,29
Segundo o Setor de Química Celulose e Energia da ESALQ (1983), a
determinação da percentagem de casca é importante sob o ponto de vista florestal e industrial
(produção de celulose chapas de fibra, energia, etc.). Através da metodologia clássica o teor de
casca é determinado cubicando-se a madeira com e sem casca, sendo a seguinte expressão de
cálculo:
:onde ,100Vc/c
Vs/cVc/c%CV ⋅−
=
%CV = percentagem de casca em volume (%);
Vc/c = volume da amostra com casca (m³);
Vs/c = volume da amostra sem casca (m³).

42
Ainda, segundo o Setor de Química Celulose e Energia da ESALQ
(1983), as diferentes espécies de Eucalyptus apresentam grande diversidade quanto ao tipo e
quantidade de cascas. Na maioria dos casos, dentro da árvore, a percentagem é elevada
tendendo a decrescer em direção ao meio da árvore e aumentando para o topo. Algumas
espécies, todavia mostram um modelo marcadamente crescente ou decrescente no sentido
base-topo. A Tabela 2.9 ilustra os teores de casca em diferentes espécies de Eucalyptus e a
Figura 2.18, ilustra a variação da percentagem de casca no sentido base-topo para o
Eucalyptus grandis.
Tabela 2.9: Teor de cascas de espécies de Eucalyptus. Fonte: SCQE – Setor de Química, Celulose e Energia – ESALQ – USP (1983)
Percentagem de massa Espécie
Média Máxima Mínima
E. grandis 12,65 15,45 10,62
E. saligna 14,19 16,25 11,25
E. globulus 14,32 16,45 11,90
E. pellita 25,61 32,08 16,39
E. gummifera 29,53 40,40 22,46
E. microcarys 21,02 25,73 16,90
E. pilularis 20,66 29,46 17,99
E. triantha 23,09 30,27 17,80
Figura 2.18: Eucalyptus grandis. Variação da percentagem de casca no sentido base-topo.
Fonte: SCQE – Setor de Química, Celulose e Energia – ESALQ – USP (1983).
43
3. MATERIAIS E MÉTODOS.
A pesquisa foi desenvolvida na empresa Duratex S.A., unidade fabril
localizada no município de Botucatu no Estado de São Paulo, onde foram analisados os locais
e as quantidades de geração de resíduos florestais, bem como a verificação de seu poder
calorífico e sua respectiva umidade. Foi analisada a necessidade energética da unidade fabril,
sob o aspecto de energia térmica. Através dos índices de controle da empresa foram
determinadas as quantidades e os tipos de combustíveis utilizados na produção de calor e
vapor demandados pelo processo.
3.1. Identificação e caracterização da unidade industrial onde foi aplicada a
pesquisa.
A unidade industrial de chapas de fibra de madeira da Duratex S.A.
esta localizada no município de Botucatu, na Fazenda Santa Luzia, distante 15 km do centro
urbano. A fábrica possui florestas própria, sendo 95% da área plantada de Eucalyptus grandis
e 5% de outras espécies, que são sua única matéria-prima, operando com 4 linhas de produção
desde o ano de 1973, sendo: 3 linhas de produção de chapa dura e 1 linha de produção de
chapa de média densidade (MDF) e chapa de alta densidade (HDF). Na Tabela 3.1, observa-se
as principais características da unidade industrial em estudo.
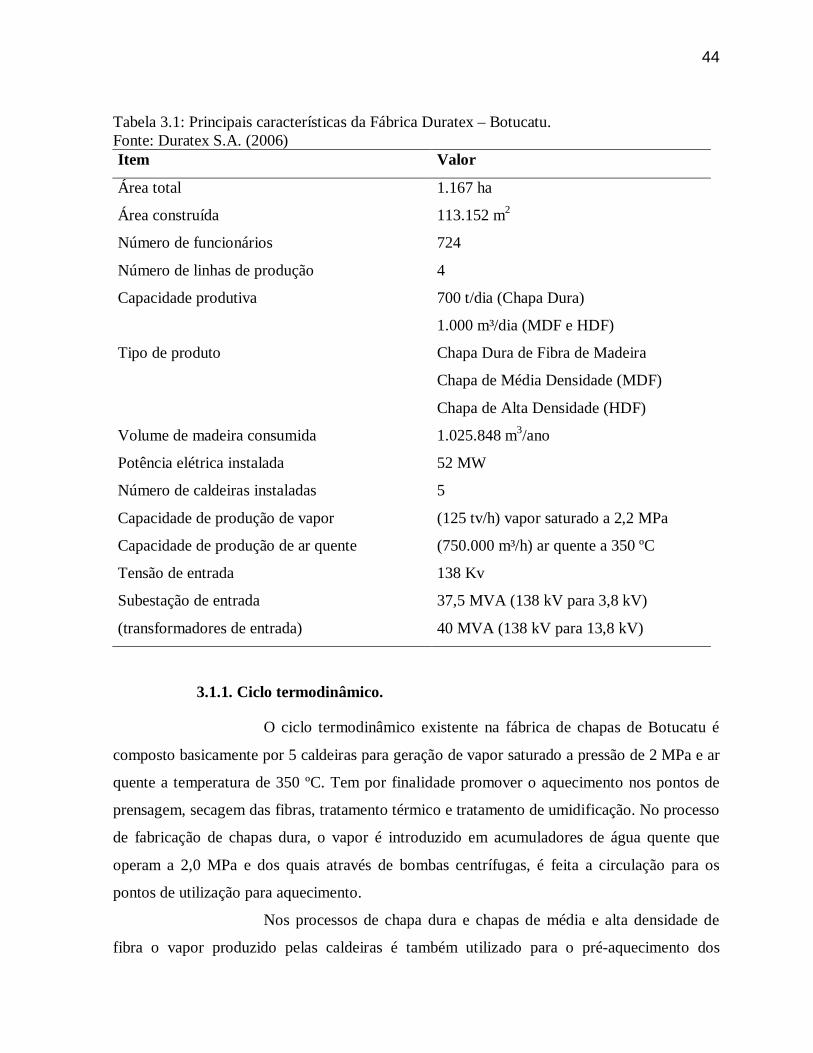
44
Tabela 3.1: Principais características da Fábrica Duratex – Botucatu. Fonte: Duratex S.A. (2006) Item Valor
Área total 1.167 ha
Área construída 113.152 m2
Número de funcionários 724
Número de linhas de produção 4
Capacidade produtiva 700 t/dia (Chapa Dura)
1.000 m³/dia (MDF e HDF)
Tipo de produto Chapa Dura de Fibra de Madeira
Chapa de Média Densidade (MDF)
Chapa de Alta Densidade (HDF)
Volume de madeira consumida 1.025.848 m3/ano
Potência elétrica instalada 52 MW
Número de caldeiras instaladas 5
Capacidade de produção de vapor
Capacidade de produção de ar quente
(125 tv/h) vapor saturado a 2,2 MPa
(750.000 m³/h) ar quente a 350 ºC
Tensão de entrada 138 Kv
Subestação de entrada
(transformadores de entrada)
37,5 MVA (138 kV para 3,8 kV)
40 MVA (138 kV para 13,8 kV)
3.1.1. Ciclo termodinâmico.
O ciclo termodinâmico existente na fábrica de chapas de Botucatu é
composto basicamente por 5 caldeiras para geração de vapor saturado a pressão de 2 MPa e ar
quente a temperatura de 350 ºC. Tem por finalidade promover o aquecimento nos pontos de
prensagem, secagem das fibras, tratamento térmico e tratamento de umidificação. No processo
de fabricação de chapas dura, o vapor é introduzido em acumuladores de água quente que
operam a 2,0 MPa e dos quais através de bombas centrífugas, é feita a circulação para os
pontos de utilização para aquecimento.
Nos processos de chapa dura e chapas de média e alta densidade de
fibra o vapor produzido pelas caldeiras é também utilizado para o pré-aquecimento dos

45
cavacos de madeira nos desfibradores. Uma válvula redutora de pressão possibilita o uso do
vapor na desfibração dos cavacos a uma pressão de 1,0 MPa. Após a utilização no pré-
aquecimento dos cavacos na desfibração o vapor é disperso na atmosfera.
No processo de chapas de média densidade (MDF) e alta densidade
(HDF), o ar quente a 350 ºC é introduzido junto às fibras após a desfibração dos cavacos, com
a finalidade de baixar a umidade das fibras de 45% para 9%.A Figura 3.1 demonstra o ciclo
termodinâmico atual da unidade industrial em estudo.
Figura 3.1: Ciclo termodinâmico da Duratex – Unidade Botucatu
Fonte: Duratex S.A. (2006).
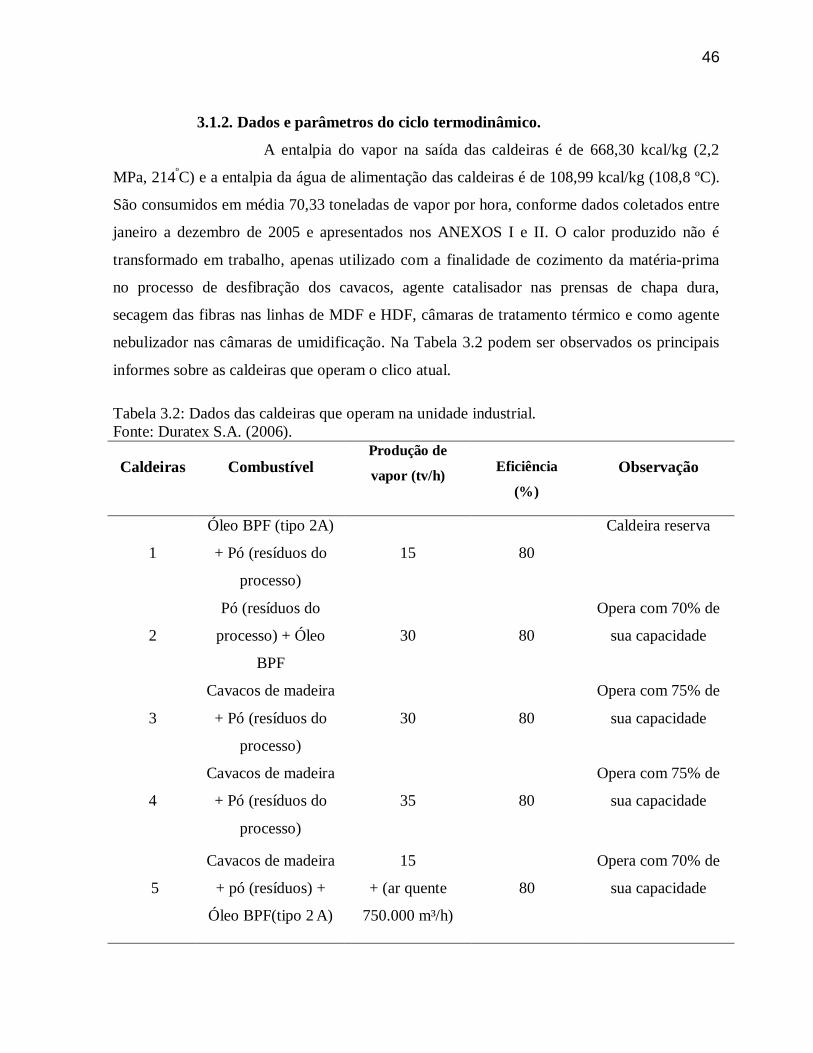
46
3.1.2. Dados e parâmetros do ciclo termodinâmico.
A entalpia do vapor na saída das caldeiras é de 668,30 kcal/kg (2,2
MPa, 214ºC) e a entalpia da água de alimentação das caldeiras é de 108,99 kcal/kg (108,8 ºC).
São consumidos em média 70,33 toneladas de vapor por hora, conforme dados coletados entre
janeiro a dezembro de 2005 e apresentados nos ANEXOS I e II. O calor produzido não é
transformado em trabalho, apenas utilizado com a finalidade de cozimento da matéria-prima
no processo de desfibração dos cavacos, agente catalisador nas prensas de chapa dura,
secagem das fibras nas linhas de MDF e HDF, câmaras de tratamento térmico e como agente
nebulizador nas câmaras de umidificação. Na Tabela 3.2 podem ser observados os principais
informes sobre as caldeiras que operam o clico atual.
Tabela 3.2: Dados das caldeiras que operam na unidade industrial. Fonte: Duratex S.A. (2006).
Caldeiras Combustível Produção de
vapor (tv/h) Eficiência
(%) Observação
1
Óleo BPF (tipo 2A)
+ Pó (resíduos do
processo)
15
80
Caldeira reserva
2
Pó (resíduos do
processo) + Óleo
BPF
30
80
Opera com 70% de
sua capacidade
3
Cavacos de madeira
+ Pó (resíduos do
processo)
30
80
Opera com 75% de
sua capacidade
4
Cavacos de madeira
+ Pó (resíduos do
processo)
35
80
Opera com 75% de
sua capacidade
5
Cavacos de madeira
+ pó (resíduos) +
Óleo BPF(tipo 2 A)
15
+ (ar quente
750.000 m³/h)
80
Opera com 70% de
sua capacidade
47
3.1.3. Consumo de combustíveis.
Para a produção de energia térmica e vapor, utilizam-se caldeiras
aquatubulares, sendo seus principais combustíveis, pó e partículas de chapas de fibra
provenientes de lixamento e corte, chapas de fibras reprovadas quanto a sua qualidade e
cavacos de Eucalyptus em sua maior parte da espécie grandis. O óleo BPF (baixo ponto de
fluidez), tipo 2A, é utilizado como combustível somente em três caldeiras, sendo uma mantida
como reserva. Nas demais caldeiras o óleo BPF é utilizado somente como chama piloto.
As quantidades utilizadas de cavacos de Eucalyptus grandis necessárias para
produção de chapas e geração de energia térmica foram obtidas através de planilhas de
controle de consumo durante os anos 2003, 2004 e 2005. As planilhas são apresentadas nos
ANEXOS III e IV.
3.2. Determinação do peso dos resíduos florestais (cascas) descartados do processo.
Os resíduos florestais descartados do processo de fabricação de chapas,
compõem-se em sua maior parte de cascas de Eucalyptus grandis.
A madeira é recebida na fábrica em forma de toras com casca, sendo
que o transporte da região florestal até a fábrica é feito por meio rodoviário. Após a chegada à
fábrica, a madeira pode ser processada imediatamente ou, então, ser mantida em estoque para
utilização futura.
Para serem transformadas em cavacos de madeira, as toras são picadas
em picadores de facas. Na unidade de fabricação em estudo estão instalados 2 picadores,
sendo que o picador número 1 encontra-se parado e utilizado somente em caso de emergência.
Em situações normais a fábrica utiliza o picador número 2 no processo de produção de
cavacos de madeira.
As toras são transportadas através de uma mesa alimentadora até o
picador. Neste trajeto, desde a descarga dos caminhões, até a entrada no picador, uma parte
das cascas das toras acaba caindo no chão e outra parte em um transportador de taliscas
instalado sob as mesas alimentadoras de toras.
As cascas que caem no transportador de taliscas, em seguida passam
por transportadores de correia e são amontoadas na periferia do pátio de estocagem de cavacos
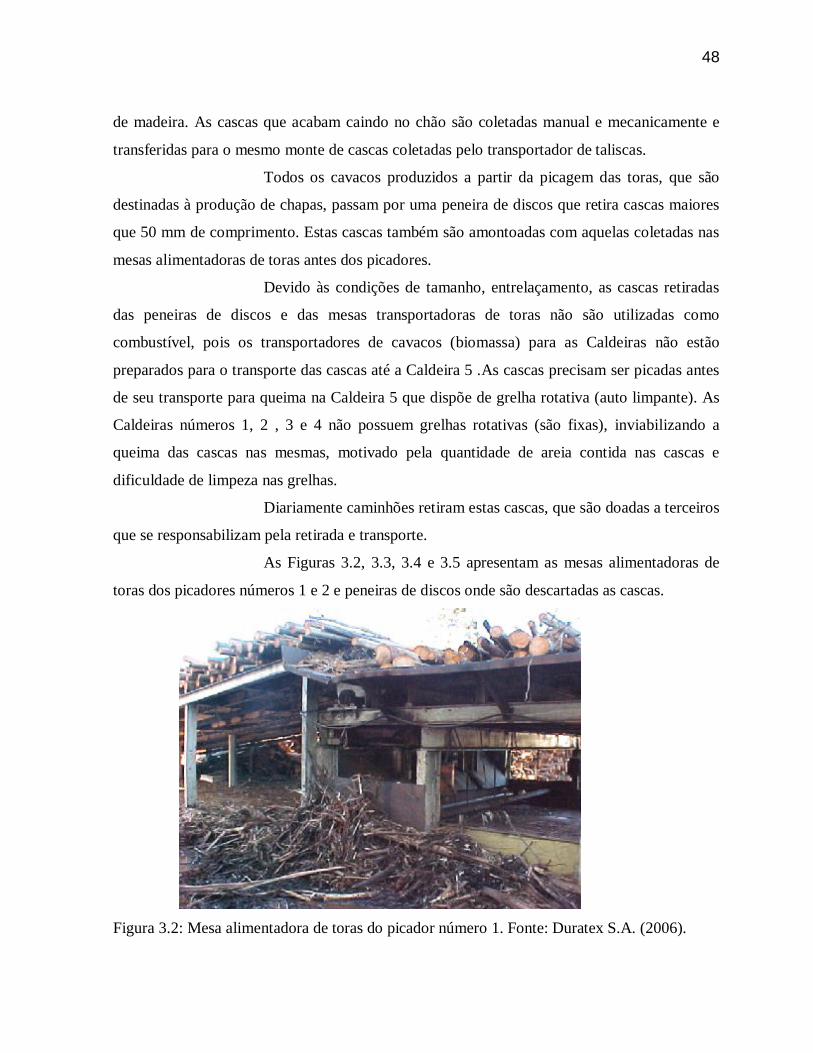
48
de madeira. As cascas que acabam caindo no chão são coletadas manual e mecanicamente e
transferidas para o mesmo monte de cascas coletadas pelo transportador de taliscas.
Todos os cavacos produzidos a partir da picagem das toras, que são
destinadas à produção de chapas, passam por uma peneira de discos que retira cascas maiores
que 50 mm de comprimento. Estas cascas também são amontoadas com aquelas coletadas nas
mesas alimentadoras de toras antes dos picadores.
Devido às condições de tamanho, entrelaçamento, as cascas retiradas
das peneiras de discos e das mesas transportadoras de toras não são utilizadas como
combustível, pois os transportadores de cavacos (biomassa) para as Caldeiras não estão
preparados para o transporte das cascas até a Caldeira 5 .As cascas precisam ser picadas antes
de seu transporte para queima na Caldeira 5 que dispõe de grelha rotativa (auto limpante). As
Caldeiras números 1, 2 , 3 e 4 não possuem grelhas rotativas (são fixas), inviabilizando a
queima das cascas nas mesmas, motivado pela quantidade de areia contida nas cascas e
dificuldade de limpeza nas grelhas.
Diariamente caminhões retiram estas cascas, que são doadas a terceiros
que se responsabilizam pela retirada e transporte.
As Figuras 3.2, 3.3, 3.4 e 3.5 apresentam as mesas alimentadoras de
toras dos picadores números 1 e 2 e peneiras de discos onde são descartadas as cascas.
Figura 3.2: Mesa alimentadora de toras do picador número 1. Fonte: Duratex S.A. (2006).

49
Figura 3.3: Mesa alimentadora de toras do picador número 2
Fonte: Duratex S.A. (2006).
Figura 3.4: Peneira de discos do processo de fabricação de chapa dura. Fonte: Duratex S.A. (2006).
50
Figura 3.5: Peneira de discos do processo de fabricação de MDF e HDF. Fonte: Duratex S.A. (2006).
A figura 3.6 apresenta o monte de cascas que são retiradas da fábrica por terceiros.
Figura 3.6: Monte de cascas de Eucalyptus. Fonte: Duratex S.A. (2002).

51
3.2.1. Fluxograma do processo de preparação da madeira.
A Figura 3.7 ilustra o fluxograma do processo de preparação da
madeira, identificando os pontos no processo onde ocorre o descarte dos resíduos (cascas).
Figura 3.7: Fluxograma do processo de preparação de madeira.
Fonte: Duratex S.A. (2006).
52
3.2.2. Peso das cascas de Eucalyptus, descartados do processo.
O peso dos resíduos foi obtido com o auxílio de balança rodoviária. Os
caminhões foram pesados em vazio e com carga, sendo obtido o peso dos resíduos através da
diferença de pesagem dos caminhões com e sem as cascas.
Os dados obtidos cobrem um período de aproximadamente 68 horas de
pesagens, pois tais medições aconteceram nos dias 18, 19 e 20 de Julho de 2006, tendo como
resultado da geração horária no período, 1.161 kg/h de massa seca de cascas de Eucalyptus.
3.3. Determinação do poder calorífico das cascas e cavacos de Eucalyptus grandis
(lenho).
3.3.1.Poder calorífico superior (PCS) da casca e do lenho.
O poder calorífico superior (PCS) foi determinado pelo método da
bomba calorimétrica, e suas determinações foram realizadas no Laboratório de Física Aplicada
do Departamento de Física e Biofísica, do Instituto de Biociência da Unesp de Botucatu – SP.
O PCS da casca e lenho da espécie estudada foi determinado segundo
norma ABNT NBR 8693, e pelo manual de operações do calorímetro PARR 1201.
Para o cálculo do PCS, foram coletadas amostras de cascas e lenho na
unidade de fabricação da Duratex S.A. em estudo, e utilizou-se a Equação (1):
( ) ΔtMs
MaKPCS ⋅+
= (1)
Onde:
PCS é o poder calorífico superior (cal/g);
Ma a massa de água utilizada no Calorímetro (g);
Δt o gradiente de temperatura antes e após a combustão (°C);
K a constante do calorímetro (g);
Ms a massa seca da amostra (g).
A massa de água (Ma), utilizada no Calorímetro foi de 2.500g e os
valores da constante do Calorímetro (K), foram previamente determinados na calibração do
Calorímetro, sendo de 488,9 g.

53
3.3.2. Poder calorífico inferior (PCI) da casca e do lenho.
O poder calorífico inferior (PCI) foi determinado descontando-se a
fração da massa de água das amostras da casca e do lenho, já que esta não é aproveitada na
combustão, pois a água não é queimada e não fornece calor neste caso (Rezende,1977). O
Poder Calorífico Inferior decresce com a umidade da casca e lenho, e foi calculado com a
aplicação da Equação (2):
Lv100Ubu
100Ubu
1PCSPCI ⋅
−
−⋅= (2)
Sendo:
PCS o poder calorífico superior (kcal/kg);
PCI o poder calorífico inferior (kcal/kg);
Ubu a umidade a base úmida (%);
Lv o calor latente de vaporização da água: 540 (kcal/kg).
3.3.3. Determinação da Umidade a Base Úmida (Ubu) e da umidade com
base em massa seca (Ubs) da casca e do lenho (cavacos de madeira).
Para obtenção da umidade, foram coletadas 10 amostras de cascas com
volume de 300 cm³, sendo levadas à estufa para secagem, em uma temperatura de 105 ± 5ºC,
durante um período de 24h.
A umidade da amostra com base em massa úmida foi determinada de
acordo com as Equações (3) e (4):
MoMuMa −= (3)
100MuMaUbu ⋅= (4)
Onde:

54
Ubu é a umidade a base úmida (%);
Ma a massa de água (g);
Mu a massa úmida (g);
Mo a massa seca (g).
A determinação da umidade com base em massa seca foi determinada
a partir da umidade com base em massa úmida usando a Equação (5).
Ubu100
100.UbuUbs−
= (5)
Sendo:
Ubs a umidade em base seca (%);
Ubu a umidade em base úmida (%).
A massa úmida de cascas geradas no processo de fabricação e geração
de energia térmica foi determinada pela Equação (6).
−
=
100Ubu100
MMu 0Cascacasca (6)
Sendo:
Mucasca a massa de casca úmida (kg/dia);
Ubu a umidade da casca a base úmida (%);
Mocasca a massa seca de casca seca (kg/dia).
3.3.4. Determinação da densidade do Lenho.
Na empresa em pesquisa, a densidade do lenho (madeira), utilizada no
processo de fabricação e na geração de energia térmica foi determinada pelo Método de
Imersão. As amostras são coletadas diariamente na chegada dos caminhões de transporte da
madeira na fábrica. Neste método, a massa é determinada com auxílio de uma balança, com

55
precisão de 0,001 g e o volume é determinado pela variação de peso ocasionada quando a
madeira é submersa na água. A determinação do volume baseia-se no princípio de
Arquimedes: a perda aparente do peso de um corpo em um líquido é igual ao peso do líquido
deslocado. Essa é uma das maneiras mais precisas para determinação do volume e pode ser
usada para amostras com formato irregular. A água e o mercúrio são os líquidos mais
freqüentemente utilizados (Vital, 1984).
A densidade básica da madeira é definida pela Equação (7):
madeira
0madeiramadeira Vv
Mρb = (7)
Sendo:
ρbmadeira a densidade básica da madeira (kg/m3);
M0madeira a massa de madeira seca (kg);
Vvmadeira o volume de madeira verde ou saturado (m3).
A densidade da madeira seca pode ser determinada pela Equação (8):
0madeira
0madeira0madeira V
Mρ = (8)
Sendo:
ρ0madeira a densidade da madeira à umidade 0% (kg/m3);
M0madeira a massa de madeira à umidade 0% (kg);
V0madeira o volume de madeira à umidade 0% (m3).
Outra forma para determinação da densidade da madeira pode ser
desenvolvida pela Equação (9):
madeira
madeiramadeira Vu
Muρu = (9)

56
Sendo:
ρumadeira a densidade da madeira para uma certa umidade com base em massa seca (kg/m3);
Mumadeira a massa de madeira para uma certa umidade com base em massa seca (kg);
Vumadeira o volume de madeira para uma certa umidade com base em massa seca (m3).
No presente trabalho a umidade da madeira com base em massa seca
apresentou valor médio de 63,9%. Desta forma, a densidade ρ63,9 foi obtida com aplicação de
Equação (9) com parâmetros modificados, sendo:
63,9
63,963,9 V
Mρ =
Onde:
ρ63,9 o valor da densidade das amostras de madeira na umidade a base em massa seca: 63,9%;
M63,9 a massa das amostras de madeira na umidade a base seca de 63,9%;
V63,9 o volume das amostras de madeira na umidade a base seca de 63,9%.
3.4. Metodologia para elaboração de planilha de custo da casca e madeira utilizada
para produção da energia térmica.
A determinação dos custos diretos e indiretos para recuperação das
cascas foi obtida através de índices praticados pela empresa, ou seja, custo de manutenção
1,5% ao ano e custo de sobressalentes 1,0% ao ano, ambos com relação ao investimento.
O custo médio da madeira utilizada para geração de energia térmica foi
obtido através dos resultados mensais do preço médio da madeira (planilha de controle de
custos da empresa) durante o período de agosto de 2005 a julho de 2006. No ANEXO VI
verificam-se os preços médios mensais da madeira no período.
Os custos de investimentos foram estimados a partir de propostas
técnicas e comerciais fornecidas pelas empresas Demuth, Máquinas Industriais Ltda e Montag,

57
Montagem Engenharia e Construções. O cálculo da depreciação do investimento foi elaborado
conforme orientação de Ulbanere & Castro (1997), de acordo com a Equação (10).
( ) ( )( ) 2
1nn1knVfViD ⋅
+⋅+−
⋅−= (10)
Onde:
D é a depreciação anual do bem, (R$/ano);
Vi o valor inicial (de compra) do bem (R$);
Vf o valor final ou residual (sucata) do bem, depois de consumida sua vida útil (R$), isto é,
para máquinas e equipamentos sem motor o valor é de 10% (dez por cento) do valor inicial
(Vi), e de 20% (vinte por cento) quando o bem possui algum tipo de motor;
K a idade do bem (ano), para o projeto, em que o bem é novo este valor é igual a zero;
n a vida útil do bem (ano1); para o projeto foi adotada uma vida útil de 15 anos.
O custo financeiro do investimento foi obtido através de índice
praticado pela empresa na avaliação econômica de projetos, ou seja, 8% ao ano.
No estudo da análise econômica financeira utilizou-se a taxa interna de
retorno (TIR), metodologia de análise de valor presente líquido (VPL) e regra do “pay back”
descontado. Estes indicadores e instrumentos de análise de custos ajudaram a orientar as
conclusões sobre a viabilidade de implantação do projeto (Noronha, 1981). Com aplicação do
fluxo de caixa do projeto como mostra a Equação (11).
( )∑
= +=
n
0tti1
LtVpl (11)
Onde:
Vpl é o valor presente líquido;
n o horizonte do projeto;
t o ano em análise;
i a taxa de desconto relevante para a empresa e;
Lt o valor resultante do fluxo de caixa no período em análise.
58
3.5. Procedimentos para elaboração dos cálculos para aproveitamento das cascas e
dos custos da madeira na geração de energia térmica da empresa.
A quantidade de vapor que pode ser obtida com a queima das cascas
foi abordada conforme recomendado por Pera (1990), com a utilização da Equação (12).
Δh
PCIcascaμMcascaV ⋅⋅= (12)
Onde:
V é a quantidade de vapor que se pode obter com a queima das cascas (kg/dia);
Mcasca a massa de casca úmida (kg/dia);
µ o rendimento das caldeiras (adotado como premissa 80%);
PCIcasca o poder calorífico inferior da casca (kcal/kg);
∆h a diferença das entalpias entre o vapor na saída das caldeiras e a água de alimentação nas
condições operacionais das caldeiras descritas no Item 3.1.2. (559,31 kcal/kg).
Os valores de entalpias do vapor na saída das caldeiras e água de
alimentação foram obtidos através do diagrama de Mollier, apresentado por Perry et al.
(1980).
A equivalência em madeira obtida com a queima das cascas foi
calculada aplicando-se a Equação (12), recomendada por Pera (1990), invertendo-se a
incógnita conforme a Equação (13).
PCIcavacoμ
ΔhVMmadeira⋅
⋅= (13)
Onde:
∆h a diferença das entalpias entre o vapor na saída das caldeiras e a água de alimentação nas
condições operacionais das caldeiras descritas no Item 3.1.2. (559,31 kcal/kg).
Mmadeira é a massa equivalente em madeira úmida a 63,9% (base seca), com a queima das
cascas (kg/dia);

59
V o vapor que se pode obter com a queima das cascas (kg/dia);
PCIcavaco o poder calorífico inferior do cavaco de madeira (kcal/kg).
Para o cálculo do custo do volume de madeira (metros cúbicos), obtido
com a queima das cascas foi utilizado a densidade média da madeira a base seca, ou seja, ρ63,9
= 774,5 kg/m3, valor este adotado pela empresa como fator de conversão de peso para volume
de madeira, conforme descrito no Item 3.3.4.
A conversão de massa úmida de madeira para volume de madeira
úmida a ser economizada foi obtida com a aplicação da Equação (14).
63,9
madeiramadeira ρ
MV = (14)
Onde:
Vmadeira é o volume equivalente de madeira úmida a 63,9% (base seca) em (m³/dia);
Mmadeira a massa de madeira úmida a 63,9% (base seca) em (kg/dia);
ρ63,9 a densidade da madeira na umidade a base seca: (kg/m3).

60
4. RESULTADOS E DISCUSSÃO.
4.1. Informações gerais sobre consumo e preços.
Os dados de consumo de vapor e índice de consumo de produção de
chapas são apresentados nos Anexos I e II. Os Anexos III e IV apresentam os consumos de
cavacos de madeira para queima e processo de fabricação de chapas. O preço médio da
madeira destinada ao processo de fabricação de chapas e geração de energia térmica está
apresentado no Anexo VI. A umidade média das amostras de cascas de Eucalyptus grandis
está apresentado no Anexo V.
Nos Anexos VII e VIII e IX estão apresentados os fluxogramas
simplificados das instalações propostas para recuperação das cascas, sendo que o Anexo VII
apresenta as instalações para picagem das cascas geradas na peneira de discos do processo de
fabricação de chapa dura e os Anexos VIII e IX apresentam as instalações para picagem das
cascas geradas nos transportadores de alimentação de toras e peneiras de discos do processo de
fabricação de chapas de média (MDF) e alta (HDF) densidade de fibras.

61
4.2. Cálculo do aproveitamento das cascas como combustível para geração de
energia térmica requerida pela unidade industrial.
4.2.1. Geração média de cascas.
Com base nos dados apresentados no Item 3.2.2., e no ANEXO V, foi
determinada a geração média diária de cascas de Eucalyptus grandis úmidas, com aplicação da
Equação (6).
Geração de cascas = 1.161 kg/h em massa seca (Item 3.2.2.).
Regime operacional da fábrica = 24 h/dia.
Mocasca = 1.161 · 24
Mocasca = 27.864 kg/dia (massa seca).
Ubucasca = 20,21% (calculado no anexo V).
−
=
10020,21100
27.864Mu casca
Mucasca = 34.921,67 kg/dia (casca úmida).
4.2.2. Poder Calorífifico Superior das cascas e dos cavacos de Eucalyptus
grandis.
Os valores obtidos do Poder Calorífico Superior (PCS), foram:
PCScasca = 17,54 MJ/kg = 4.189 kcal/kg;
PCScavaco = 18,84 MJ/kg = 4.500 kcal/kg

62
4.2.3. Poder Calorífico Inferior (PCI) da casca de Eucalyptus grandis.
Aplicando-se a Equação (2) tem-se:
PCScasca = 4.189 kcal/kg;
Ubucasca = 20,21%;
Lv = 540 kcal/kg.
.540100
20,21100
20,2114.189.PCI casca
−
−=
PCIcasca = 3.233,27 kcal/kg.
4.2.4. Poder Calorífico Inferior (PCI) do lenho (cavacos de madeira) de
Eucalyptus grandis.
De maneira similar (aplicação da Equação 2) ao procedimento adotado
para o cálculo para a casca, foram considerados os seguintes valores:
PCSmadeira= 4.500 kcal/kg;
Lv = 540 kcal/kg.
Ubumadeira = 39 %;
540.100
0,39100
0,391.500.4
−
−=madeiraPCI
PCImadeira= 2.534,40 kcal/kg
O ANEXO V apresenta os resultados das análises de umidade das
amostras. A média da umidade base úmida do lenho foi obtida através de relatórios da área de
controle de qualidade da empresa em estudo, tendo como resultado: Ubumadeira = 39 %.

63
4.2.5. Quantidade de vapor que pode ser produzido com a queima das
cascas.
Nas condições operacionais das caldeiras, foram determinadas as
entalpias do vapor na saída e da água de alimentação, conforme o seguinte procedimento:
Pressão do vapor na saída = 2,2 MPa (22,43 kgf/cm2).
Temperatura do vapor na saída da caldeira = 214ºC.
Entalpia do vapor na saída da caldeira = 668,3 kcal/kg
Temperatura da água de alimentação = 108,8ºC
Entalpia da água de alimentação = 108,99 kcal.kg
Aplicando-se a Equação (12) foi determinada a quantidade de vapor
que pode ser produzido com a queima das cascas.
Δh
.PCI.MV cascacasca µ
=
onde:
Mcasca = 34.921,67 kg./dia = 34,92 t/dia (cascas);
µ = 0,8 (rendimento das caldeiras = 80%);
PCIcasca = 3.233,27 kcal/kg;
∆h = 668,3 – 108,99 = 559,31 kcal/kg.
Portanto:
559,31
3.233,270,8034.921,67V ⋅⋅=
V = 161.500,69 kg/dia (vapor saturado, 2,2 MPa)

64
4.2.6. Massa de madeira (cavacos), que se pode economizar com a queima
das cascas.
Com a aplicação da Equação (13) foi calculada a massa de madeira
economizada, utilizando-se o PCI do cavaco de madeira.
cavaco
madeira μ.PCIhV.M ∆
=
Onde:
Mmadeira = massa equivalente em madeira úmida com a queima das cascas (kg/dia);
V = vapor que se pode obter com a queima dos resíduos = 161.500,69 kg/dia;
PCIcavaco = poder calorífico inferior do cavaco de madeira = 2.534,40 Kcal/kg;
∆h = 559,31 kcal/kg;
µ = 0,80 (rendimento 80%).
2.534,400,80
559,31161.500,69Mmadeira ⋅⋅
=
Mmadeira = 44.551,45 kg/dia.
4.2.7. Conversão de massa para volume de madeira a ser economizada.
O valor médio encontrado para a densidade da madeira na umidade a
base seca de 63,9% foi de: ρ63,9 = 774,5 kg/m3.
A densidade básica da madeira foi determinada pela Equação (7):
63,9
0madeirab V
Mρ =
Onde V63,9 é o volume máximo ou volume saturado, pois, este valor de umidade esta bem
acima do “Ponto de Saturação de Fibras” da madeira.
O valor da densidade básica encontrado para as amostras de madeira
no trabalho foi de 484 kg/m3.

65
Para conversão de massa para volume de madeira foi utilizada a
Equação (14).
63,9
madeiramadeira ρ
MV =
Onde:
Vmadeira o volume equivalente de madeira úmida em m³(sólido)/dia;
Mmadeira a massa de madeira úmida = 44.551,45 kg/dia;
ρ63,9 a densidade da madeira: 774,5 kg/m3 (sólido).
774,5
44.551,45Vmadeira =
Vmadeira = 57,52 m³/dia
Adotando-se um período de 360 dias por ano, obteve-se uma economia
anual de madeira de:
Vmadeira = 57,52 · 360
Vmadeira = 20.707m3 /ano
Os ANEXOS III e IV, apresentam valores médios de consumo de madeira
(Eucalyptus grandis), destinado à queima nas caldeiras, obtendo-se os seguintes resultados:
Madeira para queima = (8.918,60 + 3.841,83) · 12 = 153.125 m³/ano.
A madeira para geração de energia térmica economizada com a queima
das cascas representa 13,52 % do volume anual de madeira para queima.
4.3. Aferição da viabilidade econômica comparativa entre o aproveitamento das
cascas e a madeira utilizada na geração de energia térmica da empresa.
4.3.1. Investimentos necessários para implantação do projeto.
A implantação da alternativa proposta de utilização das cascas para a
produção da energia térmica representa um investimento de R$ 850.500,00. Os equipamentos
com motor apresentam o maior investimento, alcançando R$ 574.000,00. Os equipamentos

66
sem motor, compreendendo as estruturas, materiais elétricos e a rubrica diversos, somam R$
136.220,00. Os serviços de engenharia e montagem representam R$ 140.280,00 conforme
tabela 4.1.
Tabela 4.1 Investimento necessário (R$). Fonte: Fornecedores Demuth (2006).
Equipamento Custo Parcial Custo Total
Equipamentos com motor:
Picador de cascas
Transportadores e peneiras
Sub Total
310.000,00
264.000,00
574.000,00
Equipamentos sem motor:
Estruturas metálicas
Estruturas civis
Materiais elétricos
Diversos
Sub Total
56.650,00
20.000,00
23.570,00
36.000,00
136.220,00
Serviços:
Engenharia
Montagens
Sub Total
46.000,00
94.280,00
140.280,00
Total 850.500,00
4.3.2. Despesas anuais decorrentes da implantação do projeto.
4.3.2.1. Depreciação.
Aplicando-se a Equação 10, obtêm-se:
a) Equipamentos com motor:
Vi = R$ 574.000,00
Vf = R$ 574.000,00 · 0,20 = R$ 114.800,00
n = 15 anos
k = 0 (equipamentos novos)

67
ano / 61.227,00 R$D
2 1)(15 151)0(15 )114.800,000(574.000,0D
=
⋅+⋅+−
⋅−=
b) Equipamentos sem motor
Vi = R$ 136.220,00
Vf = 136.220,00 · 0,10 = R$ 13.622,00
n = 15 anos
k = 0 (equipamentos novos)
0/anoR$16.346,0D
21)(15151)0(1513.622,00)0(136.220,0D
=
⋅+⋅+−
⋅−=
Depreciação total:
Dtotal = 61.227,00 + 16.346,00
Dtotal = R$ 77.573,00/ano.
4.3.2.2. Sobressalentes.
O custo adotado foi de 1% ao ano com relação ao custo total do
investimento. Portanto:
Custo = 850.500,00 · 0,01
Custo = R$ 8.505,00/ano.
4.3.2.3. Manutenção.
O custo adotado foi de 1,5% ao ano com relação ao investimento,
sendo:
Custo = 850.500,00 · 0,015
Custo = R$ 12.758,00/ano.

68
A Tabela 4.2 destaca o demonstrativo de despesas anuais com a
implantação do projeto, sendo que a depreciação atinge R$ 77.573,00; as despesas
sobressalentes correspondem a R$ 8.505,00 e a manutenção, R$ 12.758,00.
Tabela 4.2: Demonstrativo de despesas (R$/ano).
Despesas Valor
Depreciação total 77.573,00
Sobressalentes 8.505,00
Manutenção 12.758,00
Total 98.836,00
4.3.3. Custo evitado com a madeira para geração de energia térmica com a
implantação do projeto.
O custo evitado representa a economia de madeira atualmente utilizada
para queima nas caldeiras aproveitando-se as cascas de Eucalyptus como combustíveis. O
resultado, conforme o procedimento adotado foi de:
Custo unitário médio da madeira = R$ 36,21/m3 - Anexo VI.
Economia em madeira = 20.707 m3 /ano – Item 4.2.7.
Custo evitado = 36,21 · 20.707
Custo evitado = R$ 749.800,00/ano.
4.3.4. Custo atual com madeira para geração de energia térmica.
Dos Anexos III e IV, obtêm-se o valor médio de consumo atual de
madeira para geração de energia térmica, que é de 12.760,43 m3(sólido)/mês.
Convertendo-se este valor para consumo anual, obtêm-se:
Consumo = 12.760,43 · 12
Consumo = 153.125 m3/ano.
Custo unitário médio da madeira = R$ 36,21/m3 (sólido) – Anexo VI.
Custo atual = 153.125 · 36,21
Custo atual = R$ 5.544.656,00/ano.
69
4.3.5. Custo previsto com madeira para geração de energia térmica com a
implantação do projeto, sem levar em consideração as despesas com manutenção e
sobressalentes.
O custo previsto com madeira sem considerar as despesas foi
determinado utilizando-se a Equação 15.
Custo previsto = custo atual da madeira – custo evitado com madeira (15)
Custo atual = R$ 5.544.656,00/ano – Item 4.3.4.
Custo evitado = R$ 749.800,00/ano – Item 4.3.3.
Custo previsto = 5.544.656,00 – 749.800,00
Custo previsto = R$ 4.794.856,00/ano.
4.3.6. Custo previsto com madeira para geração de energia térmica com a
implantação do projeto, levando-se em consideração as despesas de manutenção e
sobressalentes.
Este custo foi determinado com a aplicação da Equação 16, sendo:
Custo previsto = Custo previsto sem despesas + Custo das despesas (16)
Custo previsto sem despesas = R$ 4.794.856,00/ano – item 4.3.5.
Custo das despesas (manutenção + sobressalentes) = R$ 21.263,00/ano.
Custo previsto = 4.794.856,00 + 21.263,00
Custo previsto = R$ 4.816.119,00/ano
4.4. Análise da viabilidade econômica da aplicação das cascas para geração de
energia térmica.
Para a análise econômico-financeira, foram considerados os resultados
dos cálculos elaborados, ou seja:
Custo atual com madeira para queima = R$ 5.544.656,00/ano – Item 4.3.4.
Custo previsto com madeira para queima = R$ 4.816.119,00/ano (com despesas de
manutenção e sobressalentes)-Item 4.3.6.
70
Depreciação total = R$ 77.573,00/ano – Item 4.3.2.1.
Com a entrada desses valores na planilha de cálculo apresentada na
Tabela 4.3, que utiliza a Equação 11, foram obtidos os índices financeiros necessários para
avaliação econômica do empreendimento.
4.4.1.Resultados obtidos da planilha de cálculo – Tabela 4.3.
Os resultados obtidos foram:
Valor presente líquido (VPL) = R$ 28.613.419,19;
Taxa interna de retorno (TIR) = 76,43% ao ano;
Payback descontado = 2,43 anos.

71
TABE
LA
4.3
.: A
VA
LIA
ÇÃ
O D
E PR
OJE
TO.
PRO
JETO
: VIA
BIL
IDA
DE
TEC
NIC
O E
CO
NO
MIC
A P
AR
A A
PRO
VEI
TAM
ENTO
DE
CA
SCA
S D
E EU
CALY
PTU
S G
RAN
DIS
CO
MO
CO
MBU
STÍV
EL.
MET
OD
O: P
AY
-BA
CK
DES
CO
NTA
DO
, VA
LOR
PR
ESEN
TE E
TIR
.
72
5. CONCLUSÕES.
Conforme os critérios, metodologia e procedimentos adotados para a
realização desta pesquisa, conclui-se:
5.1. Aspectos técnicos.
5.1.1. Poder calorífico da madeira e da casca de Eucalyptus grandis.
Os resultados médios de poder calorífico para a madeira determinados
neste trabalho foram:
PCSmadeira = 4.500 kcal/kg;
PCImadeira = 2.534,40 kcal/kg, (Ubumadeira = 39 %).
Para a casca, os resultados obtidos foram:
PCScasca = 4.189 kcal/kg;
PCIcasca = 3.233,27 kcal/kg, (Ubucasca = (20,21%).
Embora o valor do poder calorífico superior da madeira (PCSmadeira)
seja maior que o valor do poder calorífico superior da casca (PCScasca ), seu poder calorífico
inferior (PCImadeira ) é menor que o poder calorífico inferior da casca (PCIcasca ). A inversão dos
valores dos resultados obtidos deve-se a umidade a base úmida da casca (Ubucasca =20,21%),
menor que a umidade a base úmida da madeira (Ubumadeira = 39 %).
Devido à dificuldade para picagem de cascas de Eucalyptus em
picadores de facas, as cascas passam várias vezes pelas facas e contra faca no interior do
73
picador até atingirem a granulometria que permita a passagem pela grelha do picador. Neste
processo parte da potencia útil do motor elétrico é transformada em calor que é transferido
para as cascas reduzindo sua umidade com a evaporação da água contida nas mesmas.
A quantidade de energia que efetivamente pode ser obtida de um
determinado combustível é proporcional ao valor de seu poder calorífico inferior (PCI),
portanto a casca nas condições operacionais estudadas neste trabalho é um combustível mais
atrativo que a madeira (lenho).
5.1.2. Quatidade de cascas de Eucalyptus grandis geradas.
A quantidade média de cascas geradas na unidade de fabricação em
estudo e descartadas do processo de fabricação apresentou os seguintes valores:
Massa seca de cascas = 27.864 kg/dia;
Massa úmida de cascas = 34.921,67 kg/dia (umidade com base em massa úmida de 20,21%).
5.1.3. Volume de madeira que se pode economizar com a queima das cascas.
O volume médio anual de madeira utilizada para a queima nas
caldeiras é de 153.125 m³/ano. Com a queima das cascas o volume economizado com madeira
para esta finalidade é de 20.707 m³/ano, que representa uma economia anual de 13,52% do
volume médio anual de madeira para a geração de energia térmica demandada pela empresa
em estudo.
5.2. Aspectos econômicos.
a) O projeto é técnico e economicamente viável;
b) A riqueza da empresa aumentará em R$ 28.613.419,19 com a implantação do projeto,
conforme resultado obtido pelo cálculo do valor presente líquido (VPL);
c) A taxa interna de retorno do projeto (TIR) equivale a 76,43%, indicando atratividade
satisfatória;
d) O retorno do investimento acontecerá em aproximadamente 2 anos e 5 meses.

74
REFERÊNCIAS BIBLIOGRAFICAS
ABIMCI; Associação Brasileira da Indústria de Madeira Processada Mecanicamente.
ESTUDO SETORIAL PRODUTOS DE MADEIRA, 2003, Curitiba, 2003. p.67.
ABIPA; Associação Brasileira da Indústria de Painéis de Madeira. RELATÓRIO SETORIAL.
São Paulo, 2006.
ABNT, Associação Brasileira de Normas Técnicas. NBR (8693) 1997. Rio de Janeiro: 1997.
ANDRADE, E.N. O eucalipto. 2ª. ed. São Paulo: 1961. 667p.
ANDRADE, S.C. Avaliação técnica, social, econômica e ambiental de dois sistemas de
colheita florestal no litoral Norte da Bahia. 1998. 125f. Tese (Doutorado em Agronomia) –
Universidade Federal de Viçosa, Viçosa, 1998.
ANDRITZ Redução dos custos de energia na indústria de papel e celulose. In: 10º.
CONGRESSO ANUAL DA ABCP. 1977. São Paulo, 1977. Anais 1997. 563p.
BAEZ, M.N. Variabilidade da densidade básica da madeira em eucalipto spp e sua
implicação no melhoramento genético. 1993. 35f. Dissertação (Mestrado em Agronomia) -
Escola Superior de Agricultura Luiz de Queiroz, ESALQ/LCF, Piracicaba, 1993.

75
BENADUCE, C. Fabricação de painéis de média densidade (MDF) a partir de fibras de
Eucalyptus Grandis W. Hill ex Maiden e pinus caribara var. hondurensis. 1998. 113f
Dissertação (Mestrado em Agronomia) - Escola Superior de Agricultura Luiz de Queiroz,
Piracicaba, 1998.
BERLE, G. O empreendedor verde: oportunidade de negócios em que você pode ajudar a
salvar a terra e ainda ganhar dinheiro. São Paulo: Makron,Macgraw-Hill, 1992. 296 p.
Bio-combustível: cadeia produtiva da floresta a fabrica de energia, Revista Timberjack
News. 2002. n.1, p.4-5.
BRITO, J. O. Madeira para a floresta: a verdadeira realidade do uso de recursos florestais. In:.
CONGRESSO FLORESTAL BRASILEIRO. 1986, Recife, Anais, SOCIEDADE
BRASILEIRA DE SILVICULTURA, 1986.p.188-193.
COSTA, V.E. Caracterização Física da Madeira: um estudo aplicado à qualidade e
produtividade de reflorestamento de Eucalíptus grandis. 2005. 113f. Tese (Doutorado em
Agronomia/Energia na Agricultura) – Faculdade de Ciências Agronômicas da UNESP,
Botucatu, 2005.
FARINHAQUE, R. Influência da umidade no poder calorífico da madeira de bracatinga
(Mimosa Scrabella, Benth) e aspectos gerais de combustão. 1981. Curitiba: FUPEF, Série
Técnica, 1981.p.14.
FERRARI, F. Influenza dell’umidita’ e della densita’ basale sul potere calorífico Del legno.
1988. Centro di sperimentazione agrícola e forestale. Quaderni di recerca, n. 21, 1988. p.16.
FERREIRA, M.; KAGEYAMA, P. Y. Melhoramento genético da densidade da madeira de
eucalipto. In: CONGRESSO FLORESTAL BRASILEIRO 3, 1978, Manaus, Anais. São
Paulo: 1978 SBS, v.2, n.14, p.148-152.
76
FIGUEIREDO, A.; BERNARDI, A. R. Comportamento da casca ao longo do tronco em
plantios de pinus elliotii estabelecidos no litoral e planalto do Estado de Santa Catarina. In:
CONGRESSO FLORESTAL BRASILEIRO, 7. 1993, Curitiba, Anais. São Paulo: 1993
SBS/SBEF, V. 2, p.495-498.
GARCIA, J. N.; LIMA, I. L. Propriedades físicas e mecânicas como indicadores de seleção.
In: CONGRESSO FLORESTAL BRASILEIRO, 6. 1990, Campos do Jordão. Anais. São
Paulo: 1990. SBS/SBEF, v.3, p.685-689.
GOES, E. Os eucaliptos: identificação e monografia de 121 espécies existentes em
Portugal. 1985. 372f. Portugal: Portucel, 1985.
GONÇALVES, M. T. T.; RUFINO, R. T. Aproveitamento de resíduos gerados na indústria
madeireira. In: ENCONTRO BRASILEIRO EM MADEIRA E EM ESTRUTURAS DE
MADEIRAS, 3., 1989, São Carlos. Anais. São Carlos: S.n., 1989. 110 p.
HAKKILA, P. Forest Chips as fuel for heating plants in Finland. Folia Forestalia No. 586,
1984. p. 1-62
HILLIS, W.E. Wood quality and utilization. In:EUCALYPTUS FOR WOOD PRODUCTION.
1978, Adelaide. p.260-289.
HOWARD, E. T.; Heat of combustion of various southern pine materials. Wood Science,
p.197. 1973.
Jornal Folha de São Paulo. Área reflorestada tem queda de 5% em SP. São Paulo,
09/09/2002, C1 p.
JUNIOR, A.D.S. Duratex expande produção de painéis e frota de equipamentos. ELO, Rio de
Janeiro, ano.6, n.7, p.34-36, 2005.

77
JUVENAL, T. L.; MATTOS, R. L. G. Painéis de madeira reconstituída. In: BNDES BANCO
NACIONAL DE DESENVOLVIMENTO ECONÔMICO E SOCIAL. 2002. Área de setores
produtivos 1. São Paulo, 2002. p.21.
KARCHESY, J.; KOCH, P. Energy production from hardwoods growing in sothern pine
sites. U.S. Forest Service, General Report 50 – 24, 1979. 59 p.
KOOLLMANN, F. F. P.; KUENZI, E. W.; STAMM, A. J. Principles of wood science and
technology. II Wood based material. New York: Springer – Verlag, 1975. 703 p.
LIMA, A. F.; JARA E. R. P.; AFONSO, V. A. Madeira como matéria prima para fabricação
de pasta celulósica. In: IPT/Escola Senai Theobaldo de Negris. Celulose e Papel: Tecnologia
de fabricação da pasta celulósica. São Paulo: IPT, vol. 1, 1988. 559 p.
LIMA, W. P. Impacto ambiental do eucalipto. 2ª. ed., São Paulo: Ed. da Universidade de
São Paulo, 1993. 301 p.
LOETSCH, F.; ZOHRER, F.; HALLER, K. Forest inventory. Munchen: BLV
Verlangscellechaft, 1973. 469 p.
LOPES, G. A. Qualidade da madeira de eucalipto saligna Smith, de Itatinga, associada
aos padrões de casca apresentados pela população. 2000. 133f. Dissertação (Mestrado em
Agromia) - Escola Superior de Agricultura Luiz de Queiroz, Piracicaba, 2000.
MACHADO, C. C. Exploração florestal: V parte. Viçosa: UFV, 1985. 15 p.
MACHADO, C. C.; LOPES, E. S. Análise da influência do comprimento de toras de eucalipto
na produtividade e custo da colheita e transporte florestal. In: Revista CERNE Lavras, 2000,
v. 6, n. 2, p.124–129, 2000.

78
MENDONÇA FILHO, W. F. Abate de árvores totalmente mecanizado. In: SIMPÓSIO
BRASILEIRO SOBRE EXPLORAÇÃO, TRANSPORTE, ERGONOMIA E SEGURANÇA
EM REFLORESTAMENTO. 1997, Curitiba. Anais Universidade Federal do Paraná/FUPEF,
1997. p.267-280.
NETO, F. de P.; NUNES, J. R. S.; CAMPOS, J. C. C. C.; VALE, A. B. do V. Análise de casca
de reflorestamento de eucalipto de diferentes idades e condições de local, espécie e método de
regeneração. In: Revista árvore, Viçosa, v.15, n.1, p.55-65, 1991.
NORONHA, J. F. Projetos Agropecuários, administração financeira, orçamentação e
avaliação econômica. São Paulo: Fundação de Estudos Agrários Luiz de Queiroz, 1981.
NUNES, J. R. S. Análise do volume e da percentagem de casca em povoamentos de
eucaliptos de origem híbrida, segundo a idade, local e espécie de regeneração. 1981. 120f.
Dissertação (Mestrado em Agronomia) - Universidade Federal de Viçosa, Viçosa, 1981.
PANSHIM, A. J.; ZEEUW, C. Textbook of wood technology. 3.ed. New York: Ed.
Macgraw-Hill, 1970.
PERA, H. Geradores de vapor: um compêndio sobre conversão de energia com vistas à
preservação da ecologia. 2ª. ed., São Paulo: Fama, 1990, 571 p.
PERRY, R. H.; CHILTON, C. H. Manual de engenharia química. 5ª. Ed., Rio de Janeiro:
Guanabara Dois, 1980, p.3-169.
PONCE, R. H.; WATAI, L. T. Secagem da madeira. INSTITUTO DE PESQUISA
TECNOLÓGICA, 1985. Brasília 1985. p.72.
REZENDE, M.A. Uma abordagem não convencional sobre as principais características
físicas da madeira, com ênfase na retratibilidade, massa específica e técnica de atenuação

79
da radiação gama. 1997. 138f. Tese (Livre Docência em Agronomia/Energia na Agricultura)
– Faculdade de Ciências Agronômicas da UNESP, Botucatu, 1997.
SANTINI, E. J. Secagem de madeira em estufa solar e sua comparação com os métodos
convencionais. 1985. Dissertação (Mestrado) Universidade Federal do Paraná Curitiba: 1985.
SANTOS, S. L. M. Alocação ótima de máquinas na colheita de madeira. 1995. 99f.
Dissertação (Mestrado em Agronomia) - Universidade Federal de Viçosa, Viçosa: 1995.
Setor de Química Celulose e Energia – DEPARTAMENTO DE SILVICULTURA DA
ESALQ – USP. Determinação da porcentagem de casca e variação dentro da árvore .
Piracicaba, periódico. n 5, 1983, 4p.
Sistema de colheita e transporte na Duratex. In: Simpósio brasileiro sobre colheita e
transporte florestal. Vitória:UFV/SJV,1997. Anais. P.24-45.
JUNIOR, A. Duratex expande produção de painéis e frota de equipamentos. ELO, Rio de
Janeiro, ano.6, n.7, p.34-36, 2005.
ULBANERE, R. C. e CASTRO, R. A. Auto programa para avaliação econômica
preliminar. Faculdade de Engenharia de Bauru – FEB – UNESP, 1997. 45 p.
VITAL, B.R. Métodos de determinação da densidade da Madeira. SIF – SICIEDADE DE
INVESTIGAÇÕES FLORESTAIS. 1984, Viçosa. Boletim Técnico n.1. p.21. 1984.
80
ANEXOS

81
Anexo I: Consumo de vapor e índice de consumo do processo de chapa dura no ano de
2005. Fonte: Duratex S.A.(2006).
PROCESSO DE CHAPA DURA (ÚMIDO)
MÊS CONSUMO ÍNDICE
ton(vapor) / mês ton(vapor) / ton(chapa)
Janeiro 44323,10 2,63
Fevereiro 44985,40 2,66
Março 44525,40 2,48
Abril 47878,20 2,53
Maio 45008,50 2,50
Junho 46298,50 2,56
Julho 45308,10 2,43
Agosto 46377,55 2,41
Setembro 40115,50 2,39
Outubro 41878,00 2,33
Novembro 42046,52 2,36
Dezembro 17212,77 2,40
Média 42163,13 2,47
Consumo médio horário de vapor : Quantidade de dias por mês = 30 dias; Regime operacional = 24 h/dia.
24 3042.163,13
⋅=ioCONSUMOméd
CONSUMOmédio = 58,56 t/h de vapor saturado.

82
Anexo II: Consumo de vapor e índice de consumo do processo de chapa MDF e HDF no ano de 2005. Fonte: Duratex S.A.(2006).
MÊS CONSUMO ÍNDICE
ton(vapor)/mês ton(vapor)/m³(chapa)
Janeiro 9566,60 0,51
Fevereiro 9052,30 0,46
Março 9551,40 0,42
Abril 10920,10 0,47
Maio 9299,50 0,44
Junho 7812,80 0,38
Julho 4909,10 0,40
Agosto 5364,80 0,42
Setembro 8226,00 0,48
Outubro 9648,00 0,48
Novembro 12268,00 0,56
Dezembro 5034,00 0,54
Média 8.471,05 0,46
Consumo médio horário de vapor : Quantidade de dias por mês = 30 dias; Regime operacional = 24 h/dia.
24 308.471,05
⋅=ioCONSUMOméd
CONSUMOmédio = 11,77 t/h de vapor saturado.
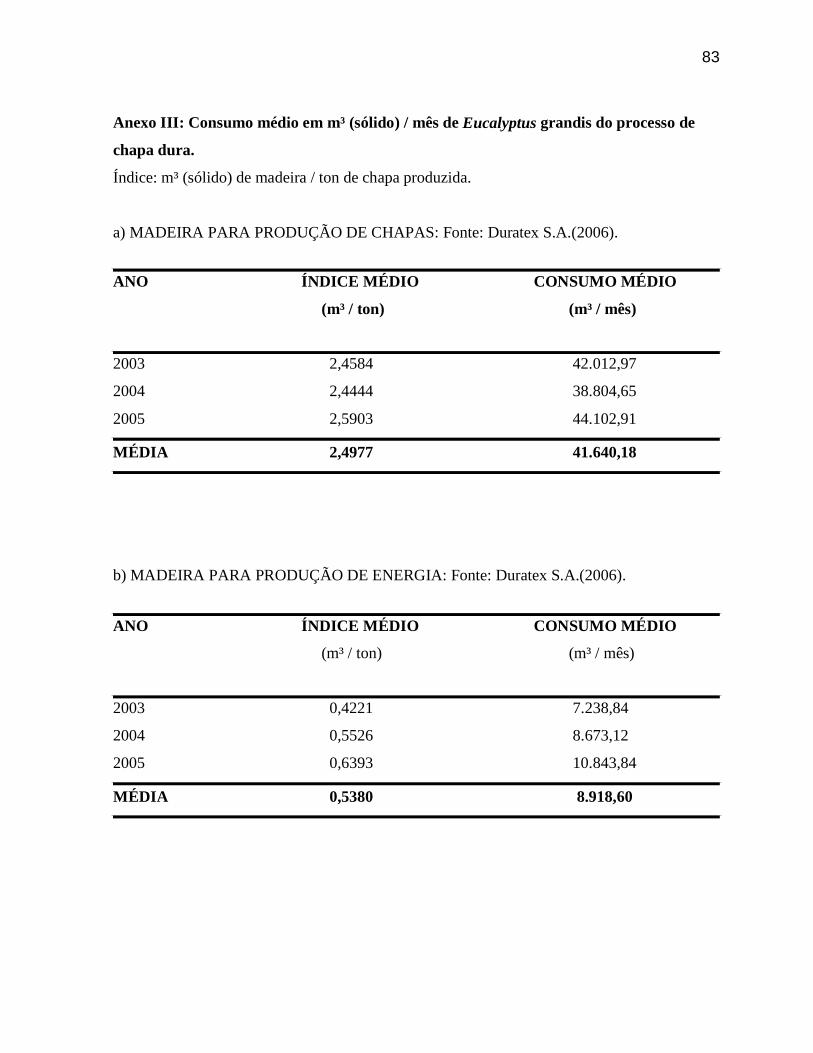
83
Anexo III: Consumo médio em m³ (sólido) / mês de Eucalyptus grandis do processo de
chapa dura.
Índice: m³ (sólido) de madeira / ton de chapa produzida.
a) MADEIRA PARA PRODUÇÃO DE CHAPAS: Fonte: Duratex S.A.(2006).
ANO ÍNDICE MÉDIO CONSUMO MÉDIO
(m³ / ton) (m³ / mês)
2003 2,4584 42.012,97
2004 2,4444 38.804,65
2005 2,5903 44.102,91
MÉDIA 2,4977 41.640,18
b) MADEIRA PARA PRODUÇÃO DE ENERGIA: Fonte: Duratex S.A.(2006).
ANO ÍNDICE MÉDIO CONSUMO MÉDIO
(m³ / ton) (m³ / mês)
2003 0,4221 7.238,84
2004 0,5526 8.673,12
2005 0,6393 10.843,84
MÉDIA 0,5380 8.918,60
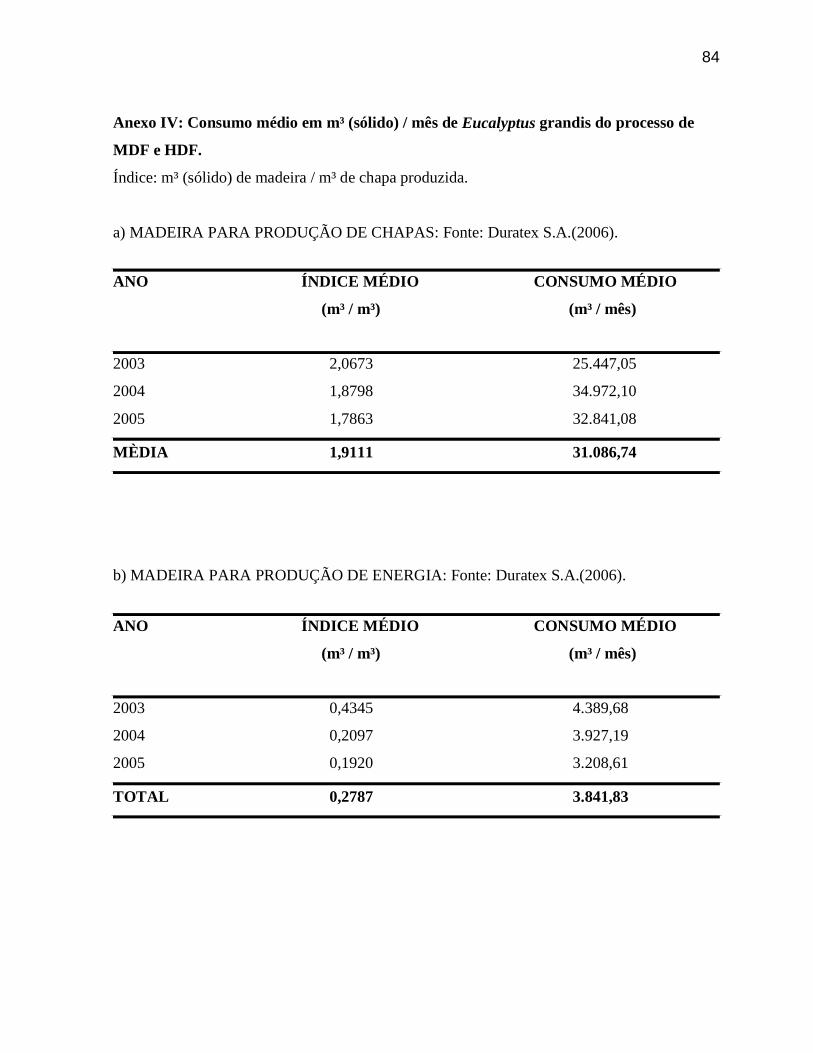
84
Anexo IV: Consumo médio em m³ (sólido) / mês de Eucalyptus grandis do processo de
MDF e HDF.
Índice: m³ (sólido) de madeira / m³ de chapa produzida.
a) MADEIRA PARA PRODUÇÃO DE CHAPAS: Fonte: Duratex S.A.(2006).
ANO ÍNDICE MÉDIO CONSUMO MÉDIO
(m³ / m³) (m³ / mês)
2003 2,0673 25.447,05
2004 1,8798 34.972,10
2005 1,7863 32.841,08
MÈDIA 1,9111 31.086,74
b) MADEIRA PARA PRODUÇÃO DE ENERGIA: Fonte: Duratex S.A.(2006).
ANO ÍNDICE MÉDIO CONSUMO MÉDIO
(m³ / m³) (m³ / mês)
2003 0,4345 4.389,68
2004 0,2097 3.927,19
2005 0,1920 3.208,61
TOTAL 0,2787 3.841,83

85
Anexo V: Análise de umidade com base em massa úmida de amostras de cascas de
Eucalyptus grandis. Fonte: Duratex S.A.(2006).
Número da Mu Mo Ma Ubu amostra (g) (g) (g) (%)
1 65,46 52,42 13,04 19,92
2 70,59 55,55 15,04 21,31
3 70,56 54,61 15,95 22,60
4 71,22 58,01 13,21 18,55
5 66,54 53,05 13,49 20,27
6 68,94 55,45 13,49 19,57
7 68,00 54,04 13,96 20,53
8 68,35 55,43 12,92 18,90
9 66,22 54,21 12,01 18,14
10 70,95 55,28 15,67 22,09
Média 68,68 54,80 13,88 20,21
Obs.: Os resultados foram obtidos com aplicação das seguintes equações:
Ma = Mu – Mo (3)
(4) 100Mu
⋅=MaUbu
Sendo:
Ma = Massa de água (g);
Mu = Massa úmida (g);
Mo = Massa seca (g);
Ubu = Umidade com base em massa úmida (%).

86
Anexo VI: Preço médio mensal da madeira para produção de energia térmica no período de Agosto de 2005 a Julho de 2006. Fonte: Duratex S.A.(2006).
MÊS / ANO PREÇO MÉDIO
(R$ /m³)
Agosto / 2005 38,50
Setembro / 2005 38,04
Outubro / 2005 39,05
Novembro / 2005 39,13
Dezembro / 2005 40,47
Janeiro / 2006 35,64
Fevereiro / 2006 35,15
Março / 2006 35,26
Abril / 2006 33,64
Maio / 2006 33,27
Junho / 2006 32,98
Julho / 2006 33,33
Média 36,21
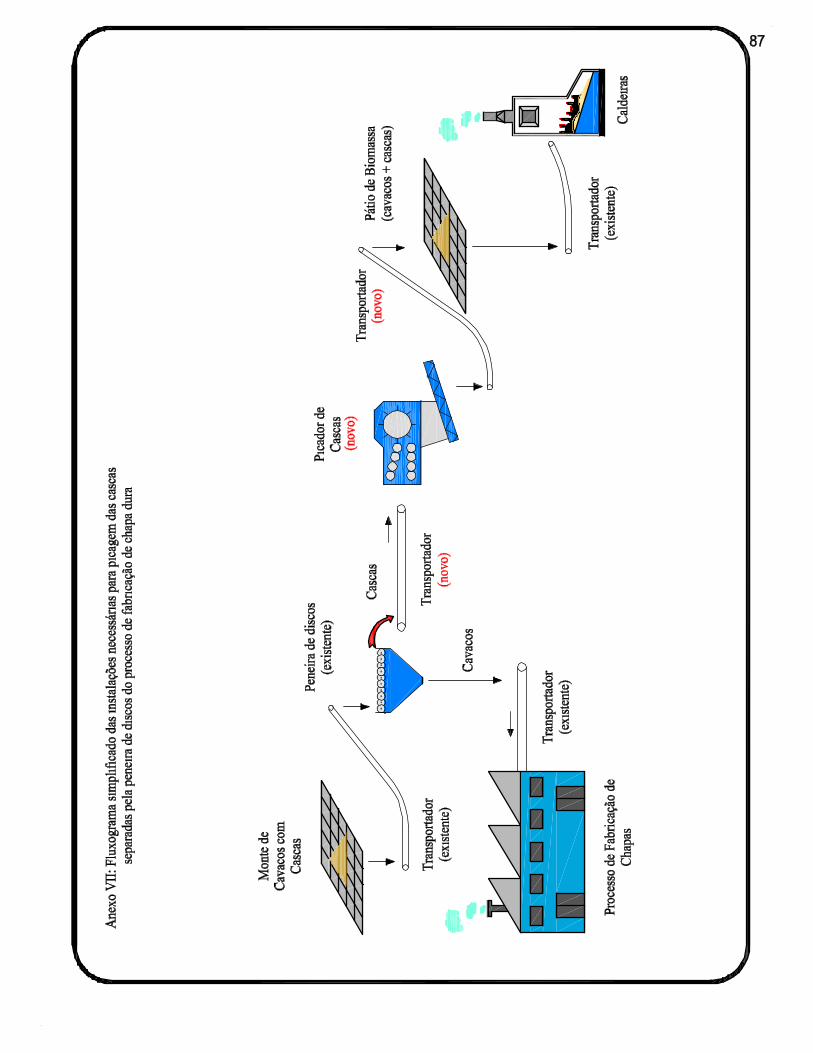


Related Documents











