Protective and Industrial Coatings General Specification Guide 2013 INDUSTRIAL COATINGS

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Protective and Industrial Coatings General Specification Guide 2013
INDUSTRIALCOATINGS

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 1 of 15
INTRODUCTION Wattyl has a wide range of Protective and Industrial Coating products that may be used in combination to make hundreds of different coating systems. This guide is designed to assist in the selection of the correct coating system for your application by providing Wattyl’s most common coating systems for typical substrates and exposure environments. System selection is a function of: exposure environment, expected life, substrate material, substrate condition, previous coating (if present), surface preparation method, application method, application conditions and requirements, structure design. Correct surface preparation is critical to the longevity of any coating system. For details of surface preparation methods refer to the surface preparation sections (I-10 to I-14) of the Wattyl Protective and Marine Coatings Manual along with the appropriate Australasian Standards. For further assistance with system selection for a specific project please contact your local Protective and Industrial Coatings Sales Representative or contact Wattyl on 0800 735 551 INDEX PROTECTIVE SYSTEMS - ATMOSPHERIC ___________________________________________________________ 2
MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) _______________________________________________ 2 MILD STEEL - MODERATE ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) _______________________________________________ 3 MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) _____________________________________________ 4 MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) _________________________________________________ 5 MILD STEEL - SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) ______________________________________ 7 MILD STEEL - WET ABRASIVE BLAST OR HYDROJET SURFACE PREPARATION - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS ______________________________________________________________________________ 8 GALVANISED STEEL, ALUMINIUM OR FIBRE GLASS - MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS _________________________________________________________________________________________________ 9 CONCRETE - DECORATIVE SYSTEMS (excluding floors) - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS ________________________________________________________________________________________________ 10
PROTECTIVE SYSTEMS - IMMERSION ____________________________________________________________ 11 MILD STEEL - FRESH/SEA WATER IMMERSION ________________________________________________________________________ 11 MILD STEEL - WASTEWATER IMMERSION ____________________________________________________________________________ 11
PROTECTIVE SYSTEMS - HEAT AND CHEMICAL RESISTANT ___________________________________________ 12 MILD STEEL - HEAT RESISTANT SYSTEMS ____________________________________________________________________________ 12 MILD STEEL - CHEMICAL RESISTANT SYSTEMS - FOR RESISTANCE TO SPLASH OF ACIDIC/ALKALINE LIQUIDS _____________________ 13
PROTECTIVE SYSTEMS -FLOORING _____________________________________________________________ 14 FLOORING SYSTEMS - MILD STEEL _________________________________________________________________________________ 14 FLOORING SYSTEMS - GALVANISED STEEL ___________________________________________________________________________ 14 FLOORING SYSTEMS - CONCRETE __________________________________________________________________________________ 15

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 2 of 15
PROTECTIVE SYSTEMS - ATMOSPHERIC MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY)
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.) NZ7001 1 P33.03 Epinamel DTM985 150 Single coat, surface tolerant, epoxy mastic.
Excellent corrosion resistance. Full AS2700 colour range available.
NZ7002 1
2 3
TM1.00 TM2.00 TM2.00
All Purpose Primer Agricultural Enamel Agricultural Enamel
50 35 35
Economical alkyd system with a full gloss finish. Wide colour offer available.
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7003 1 P42.02 Galvit ES600 75 Single coat, zinc rich ethyl silicate primer/finish for
excellent protection of steel. Approved to APAS2908, APAS2973, A3750.15 Type 4
NZ7004 1 P42.01 Galvit ES510 75 Single coat, zinc rich ethyl silicate primer/finish for
excellent protection of steel. More economical than Galvit ES600 system, due to lower zinc content. Approved to APAS2908
NZ7005 1
2 P30.01 P50.01
Epinamel PR250 Poly U400
75 50
Highly durable epoxy/polyurethane system with a hard wearing, high gloss finish. Full AS2700 colour range available.
NZ7006 1
2 P30.01 P51.02
Epinamel PR250 Poly U750
75 100
High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 3 of 15
MILD STEEL - MODERATE ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY)
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.) NZ7007 1
2 3
P10.04 TM2.00 TM.200
Duranamel PR9 Agricultural Enamel Agricultural Enamel
75 35 35
Medium build, gloss alkyd system with a high film build primer for extra protection. Brush and roll system. Wide colour offer available.
NZ7008 1
2 P30.01 P50.01
Epinamel PR250 Poly U400
100 50
Highly durable epoxy/polyurethane system with a hard wearing, high gloss finish. Full AS2700 colour range available.
NZ7009 1
2 P30.01 P51.02
Epinamel PR250 Poly U750
100 100
High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available.
NZ7010 1 P33.03 Epinamel DTM985 200 Single coat, surface tolerant, epoxy mastic.
Excellent corrosion resistance. Full AS2700 colour range available.
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7011 1
2 P30.01 P50.01
Epinamel PR250 Poly U400
100 50
Highly durable epoxy/polyurethane system with a hard wearing, high gloss finish. Full AS2700 colour range available.
NZ7012 1
2 P30.01 P51.02
Epinamel PR250 Poly U750
100 100
High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available.
NZ7013 1 P33.03 Epinamel DTM985 200 Single coat, surface tolerant, epoxy mastic.
Excellent corrosion resistance. Full AS2700 colour range available.
NZ7015 1
2 P41.02 P31.01
Galvit EP102 Epinamel EB600
50 150
A high build, full epoxy system with a zinc rich primer for long lasting protection.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 4 of 15
MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY)
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.) NZ7016 1
2 3
P30.01 P31.01 P50.01
Epinamel PR250 Epinamel EB600 Poly U400
75 100 50
High gloss epoxy/polyurethane system with very good durability. Full AS2700 colour range available.
NZ7017 1
2 3
P30.01 P31.01 P51.02
Epinamel PR250 Epinamel EB600 Poly U750
75 100 100
Gloss, high build, epoxy/polyurethane system with very good durability. Full AS2700 colour range available.
NZ7018 1
2 P30.01 P31.01
Epinamel PR250 Epinamel EB600
75 150
High build, epoxy system with long-term recoatability and curing at low temperatures. Full AS2700 colour range available.
NZ7019 1
2 P33.03 P33.03
Epinamel DTM985 Epinamel DTM985
150 150
High build, high solids, epoxy mastic system, excellent anticorrosive performance. Full AS2700 colour range available.
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7020 1
2 P30.01 P50.01
Epinamel PR250 Poly U400
200 50
Highly durable system with a hard wearing, high gloss finish. Full AS2700 colour range available.
NZ7021 1
2 3
P42.01 P31.01 P50.01
Galvit ES510 Epinamel EB600 Poly U400
75 100 50
A high gloss finish, zinc rich ethyl silicate/epoxy/polyurethane system for best anticorrosive protection. Full AS2700 colour range available.
NZ7022 1
2 P33.03 P33.03
Epinamel DTM985 Epinamel DTM985
150 150
High build, high solids, epoxy mastic system, excellent anticorrosive performance. Full AS2700 colour range available.
NZ7023 1
2 P30.01 P31.01
Epinamel PR250 Epinamel EB600
75 150
High build, epoxy system with long-term recoatability and curing at low temperatures. AS2700 colour range available.
NZ7024 1
2 P30.01 P51.02
Epinamel PR250 Poly U750
150 100
High build, highly durable system with a hard wearing, gloss finish. Full AS2700 colour range available.
NZ7025 1
2 3
P41.02 P31.01 P50.01
Galvit EP102 Epinamel EB600 Poly U400
50 125 50
An epoxy zinc/epoxy/polyurethane system for excellent durability and protection. Full AS2700 colour range available.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 5 of 15
MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY)
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.) NZ7026 1
2 P33.03 P50.01
Epinamel DTM985 Poly U400
300 50
A high build, surface tolerant epoxy mastic, high gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available.
NZ7027 1
2 P33.03 P51.02
Epinamel DTM985 Poly U750
250 100
A high build, surface tolerant epoxy mastic, high build gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available.
NZ7028 1
2 P30.01 P33.03
Epinamel PR250 Epinamel DTM985MIO
75 325
A high build, high solids, epoxy system with micaceous iron oxide finish coat for excellent corrosion protection.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 6 of 15
MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) (continued) SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7029 1
2 P33.03 P50.01
Epinamel DTM985 Poly U400
300 50
A high build, surface tolerant epoxy mastic, high gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available.
NZ7030 1
2 P33.03 P51.02
Epinamel DTM985 Poly U750
250 100
A high build, surface tolerant epoxy mastic, high build gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available.
NZ7031 1
2 3
P41.02 P33.03 P50.01
Galvit EP 102 Epinamel DTM985MIO Poly U400
50 200 50
A high build, high gloss, high solids epoxy micaceous iron oxide system with a zinc rich primer for excellent corrosion protection. Full AS2700 colour range available.
NZ7032 1
2 3
P41.02 P33.03 P51.02
Galvit EP102 Epinamel DTM985MIO Poly U750
50 150 100
A high build, gloss, high solids epoxy micaceous iron oxide system with a zinc rich primer for excellent corrosion protection. Full AS2700 colour range available.
NZ7033 1
2 P41.02 P33.03
Galvit EP102 Epinamel DTM85MIO
50 200
A high build, high solids epoxy micaceous iron oxide system with a zinc rich primer for excellent corrosion protection.
NZ7034 1
2 3
P42.01 P33.03 P50.01
Galvit ES510 Epinamel DTM985 Poly U400
75 200 50
A highly durable, high gloss polyurethane finish with zinc rich primer and high solids epoxy buildcoat. Excellent long term performance. Full AS2700 colour range available.
NZ7035 1
2 3
P42.01 P33.03 P51.02
Galvit ES510 Epinamel DTM985 Poly U750
75 150 100
A highly durable gloss polyurethane finish with zinc rich primer applied over a high solids epoxy build coat. Excellent long term performance. Full AS2700 colour range available.
NZ7036 1
2 P42.01 P33.03
Galvit ES510 Epinamel DTM985
75 200
A high build, high solids epoxy with a zinc rich ethyl silicate primer. Full AS2700 colour range available.
PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 7 of 15
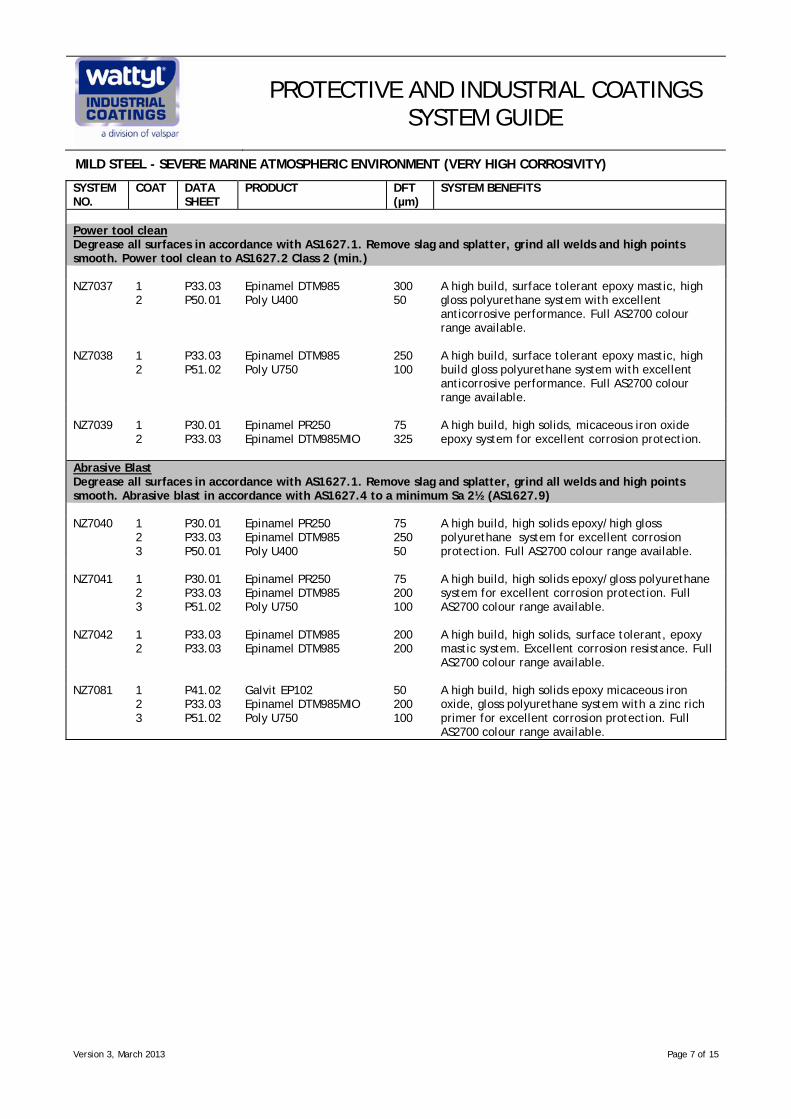
MILD STEEL - SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY)
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.) NZ7037 1
2 P33.03 P50.01
Epinamel DTM985 Poly U400
300 50
A high build, surface tolerant epoxy mastic, high gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available.
NZ7038 1
2 P33.03 P51.02
Epinamel DTM985 Poly U750
250 100
A high build, surface tolerant epoxy mastic, high build gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available.
NZ7039 1
2 P30.01 P33.03
Epinamel PR250 Epinamel DTM985MIO
75 325
A high build, high solids, micaceous iron oxide epoxy system for excellent corrosion protection.
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7040 1
2 3
P30.01 P33.03 P50.01
Epinamel PR250 Epinamel DTM985 Poly U400
75 250 50
A high build, high solids epoxy/high gloss polyurethane system for excellent corrosion protection. Full AS2700 colour range available.
NZ7041 1
2 3
P30.01 P33.03 P51.02
Epinamel PR250 Epinamel DTM985 Poly U750
75 200 100
A high build, high solids epoxy/gloss polyurethane system for excellent corrosion protection. Full AS2700 colour range available.
NZ7042 1
2
P33.03 P33.03
Epinamel DTM985 Epinamel DTM985
200 200
A high build, high solids, surface tolerant, epoxy mastic system. Excellent corrosion resistance. Full AS2700 colour range available.
NZ7081 1
2 3
P41.02 P33.03 P51.02
Galvit EP102 Epinamel DTM985MIO Poly U750
50 200 100
A high build, high solids epoxy micaceous iron oxide, gloss polyurethane system with a zinc rich primer for excellent corrosion protection. Full AS2700 colour range available.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 8 of 15
MILD STEEL - WET ABRASIVE BLAST OR HYDROJET SURFACE PREPARATION - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Followed by either: Wet abrasive blast Wet abrasive blast clean the surface to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. High pressure water wash using clean and fresh water to remove all blasting residue. Allow all surfaces to dry before painting. or Ultra high pressure water jet Ultra high pressure water jet (UHPWJ) >170 MPa (>25,000 psi) the surface using fresh and clean water to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. Allow all surfaces to dry before painting. NZ7043 1
2 3
P30.01 P33.03 P50.01
Epinamel PR250 Epinamel DTM985 Poly U400
75 250 50
A high build, high gloss polyurethane system with very good durability. Full AS2700 colour range available.
NZ7044 1
2 3
P30.01 P33.03 P51.02
Epinamel PR250 Epinamel DTM985 Poly U750
75 200 100
A high build, gloss polyurethane system with very good durability. Full AS2700 colour range available.
NZ7045 1
2 P30.01 P33.03
Epinamel PR250 Epinamel DTM985
75 300
A high build, high solids epoxy system with excellent corrosion protection.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 9 of 15
GALVANISED STEEL, ALUMINIUM OR FIBRE GLASS - MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Follow by the surface preparation for the appropriate substrate, refer below: GALVANISED STEEL - Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. ALUMINIUM - Either lightly abrasive blast clean using an inert grit to achieve a uniform, flat appearance over the entire surface; or mechanically abrade the entire surface using 80 grit paper/disc. FIBRE GLASS - Mechanically abrade the entire surface using 80 grit paper/disc. NZ7046 1
2 3
TM1.50 TM2.00 TM2.00
Super Etch Agricultural Enamel Agricultural Enamel
20 35 35
A medium build, single pack etch primer with a gloss alkyd finish. Wide colour offer available. Suitable for mild exposure environments only.
NZ7047 1
2 3
P30.01 P33.03 P50.01
Epinamel PR250 Epinamel DTM985 Poly U400
75 250 50
High build, gloss polyurethane system with excellent durability. Full AS2700 colour range available. Suitable for all exposure environments.
NZ7048 1
2 3
P30.01 P33.03 P51.02
Epinamel PR250 Epinamel DTM985 Poly U750
75 200 100
High build, gloss polyurethane system with excellent durability. Full AS2700 colour range available. Suitable for all exposure environments.
NZ7049 1
2
P30.01 P50.01
Epinamel PR250 Poly U400
75 50
Highly durable system with a hard wearing, high gloss finish. Full AS2700 colour range available. Suitable for mild and moderate exposure environments.
NZ7050 1
2
P30.01 P51.02
Epinamel PR250 Poly U750
75 100
High build, highly durable system with a hard wearing, gloss finish. Full AS2700 colour range available. (Suitable for mild and moderate exposure environments.)
PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 10 of 15
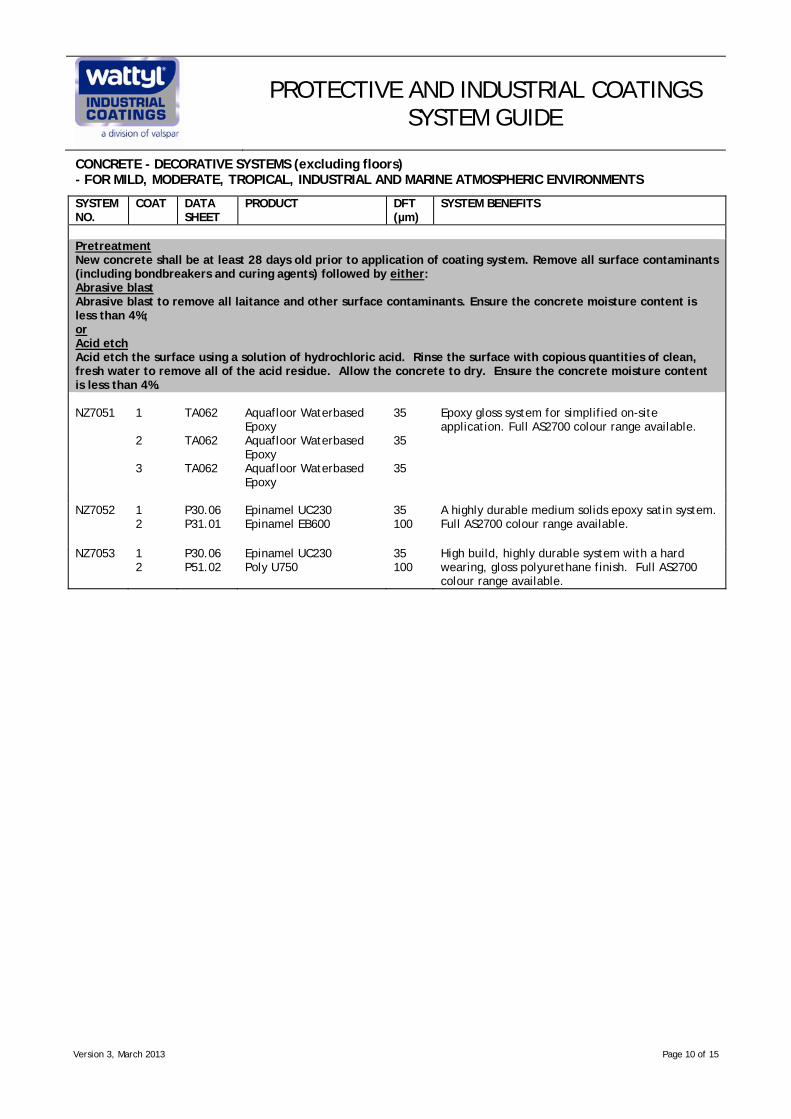
CONCRETE - DECORATIVE SYSTEMS (excluding floors) - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%. NZ7051 1
2 3
TA062 TA062 TA062
Aquafloor Waterbased Epoxy Aquafloor Waterbased Epoxy Aquafloor Waterbased Epoxy
35 35 35
Epoxy gloss system for simplified on-site application. Full AS2700 colour range available.
NZ7052 1
2 P30.06 P31.01
Epinamel UC230 Epinamel EB600
35 100
A highly durable medium solids epoxy satin system. Full AS2700 colour range available.
NZ7053 1
2 P30.06 P51.02
Epinamel UC230 Poly U750
35 100
High build, highly durable system with a hard wearing, gloss polyurethane finish. Full AS2700 colour range available.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 11 of 15
PROTECTIVE SYSTEMS - IMMERSION MILD STEEL - FRESH/SEA WATER IMMERSION
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7054 1
2 P33.03 P33.03
Epinamel DTM985 Epinamel DTM985
150 150
Economical, high solids, high build, epoxy system.
NZ7055 1
2 P36.01 P36.01
Epinamel MF920 Epinamel MF920
250 250
High performance, high build, high solids, highly abrasion resistant epoxy system.
MILD STEEL - WASTEWATER IMMERSION
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) NZ7056 1
2 3
P30.01 P33.03 P33.03
Epinamel PR250 Epinamel DTM985 Epinamel DTM985
75 150 150
A high build, high solids epoxy system for protection against most wastewaters.
NZ7057 1
2 P36.01 P36.01
Epinamel MF920 Epinamel MF920
250 250
High performance, high build, high solids, highly abrasion resistant epoxy system.
PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 12 of 15
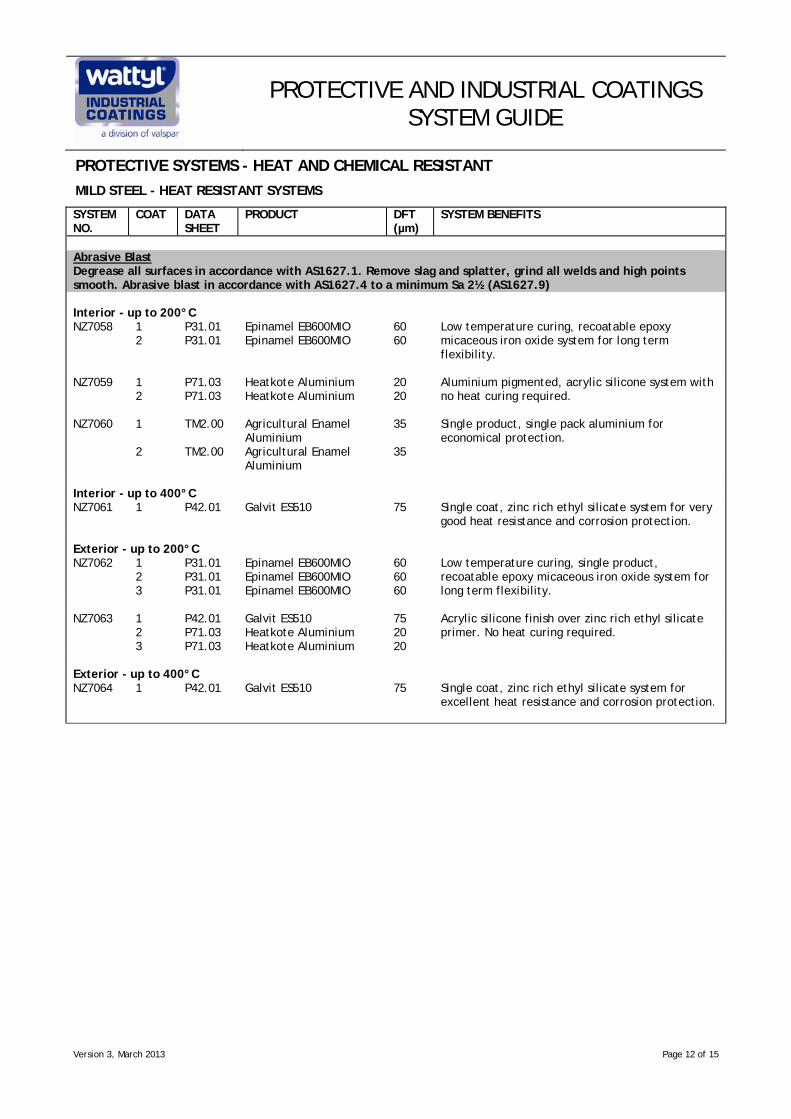
PROTECTIVE SYSTEMS - HEAT AND CHEMICAL RESISTANT MILD STEEL - HEAT RESISTANT SYSTEMS
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) Interior - up to 200°C NZ7058 1
2 P31.01 P31.01
Epinamel EB600MIO Epinamel EB600MIO
60 60
Low temperature curing, recoatable epoxy micaceous iron oxide system for long term flexibility.
NZ7059 1
2 P71.03 P71.03
Heatkote Aluminium Heatkote Aluminium
20 20
Aluminium pigmented, acrylic silicone system with no heat curing required.
NZ7060 1
2
TM2.00 TM2.00
Agricultural Enamel Aluminium Agricultural Enamel Aluminium
35 35
Single product, single pack aluminium for economical protection.
Interior - up to 400°C NZ7061 1
P42.01 Galvit ES510 75 Single coat, zinc rich ethyl silicate system for very
good heat resistance and corrosion protection. Exterior - up to 200°C NZ7062 1
2 3
P31.01 P31.01 P31.01
Epinamel EB600MIO Epinamel EB600MIO Epinamel EB600MIO
60 60 60
Low temperature curing, single product, recoatable epoxy micaceous iron oxide system for long term flexibility.
NZ7063 1
2 3
P42.01 P71.03 P71.03
Galvit ES510 Heatkote Aluminium Heatkote Aluminium
75 20 20
Acrylic silicone finish over zinc rich ethyl silicate primer. No heat curing required.
Exterior - up to 400°C NZ7064 1
P42.01 Galvit ES510 75 Single coat, zinc rich ethyl silicate system for
excellent heat resistance and corrosion protection.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 13 of 15
MILD STEEL - CHEMICAL RESISTANT SYSTEMS - FOR RESISTANCE TO SPLASH OF ACIDIC/ALKALINE LIQUIDS
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) Acidic NZ7065 1
2 3
P20.01 P21.02 P21.01
PermaChlor PR30 PermaChlor CR60 PermaChlor CR50
75 100 35
Chlorinated rubber system with very good resistance to acidic splash conditions.
NZ7066 1
2 P33.03 P51.02
Epinamel DTM985 Poly U750
150 100
High build, epoxy/gloss polyurethane system with good resistance to a range of acidic splash conditions.
Alkali NZ067 1
2 P33.03 P32.02
Epinamel DTM985 Epinamel CF602
150 35
High solids, epoxy gloss finish with good resistance to a range of alkali splash conditions

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 14 of 15
PROTECTIVE SYSTEMS -FLOORING FLOORING SYSTEMS - MILD STEEL
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9) Semi-gloss NZ7068 1
2 P30.01 P31.01
Epinamel PR250 Epinamel EB600
150 150
Low temperature curing, recoatable epoxy system with long term flexibility.
NZ7069 1
2 P33.03 P33.03
Epinamel DTM985 Epinamel DTM985
200 200
High build, surface tolerant, epoxy mastic system. Excellent corrosion resistance. Suitable for high traffic areas.
NZ7082 1
2 P30.01 P36.01
Epinamel PR250 Epinamel MF920
75 150
A high build, highly abrasion resistant system, suitable for high traffic areas.
Gloss NZ7070 1
2 P30.01 P51.02
Epinamel PR250 Poly U750
75 75
Full gloss polyurethane finish system for moderate traffic areas.
Non-Skid NZ7071 1
2 3
P30.01 P34.01 P51.02
Epinamel PR250 Epinamel NS808 Poly U750
75 400 75
Epoxy non-skid system with a gloss polyurethane finish, suitable for high traffic areas.
FLOORING SYSTEMS - GALVANISED STEEL
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Abrasive Blast (whip blast) Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. Semi-gloss NZ7072 1
2 P30.01 P31.01
Epinamel PR250 Epinamel EB600
75 150
Low temperature curing, recoatable epoxy finish for long term flexibility. Suitable for moderate traffic areas.
NZ7073 1
2 P30.01 P36.01
Epinamel PR250 Epinamel MF920
75 150
A high build, highly abrasion resistant system suitable for high traffic areas.
Gloss NZ7074 1
2 P30.01 P51.02
Epinamel PR250 Poly U750
75 100
High build, highly durable system with a hard wearing, gloss finish. Full AS2700 colour range available. Suitable for moderate traffic areas.
Non-Skid NZ7075 1
2 3
P30.01 P34.01 P51.02
Epinamel PR250 Epinamel NS808 Poly U750
75 400 100
Epoxy non-skid system for high traffic areas.

PROTECTIVE AND INDUSTRIAL COATINGS SYSTEM GUIDE
Version 3, March 2013 Page 15 of 15
FLOORING SYSTEMS - CONCRETE
SYSTEM NO.
COAT DATA SHEET
PRODUCT DFT (µm)
SYSTEM BENEFITS
Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast Abrasive blast to remove all laitance, unsound paint and other surface contaminants. Completely remove all dust and grit. Ensure the concrete moisture content is less than 4% or Acid etch Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%. Semi-gloss NZ7076 1
2 3
P30.06 P31.01 P31.01
Epinamel UC230 Epinamel EB600 Epinamel EB600
35 100 100
Low temperature curing, Recoatable epoxy system suitable for moderate traffic areas.
Gloss NZ7077 1
2 P30.06 P51.02
Epinamel UC230 Poly U750
35 100
An epoxy, high build gloss polyurethane system suitable for moderate traffic areas.
NZ078 1
2 3
TA062 TA062 TA062
Aquafloor Waterbased Epoxy Aquafloor Waterbased Epoxy Aquafloor Waterbased Epoxy
35 35 35
Gloss epoxy system suitable for moderate traffic areas.
Non-Skid NZ7079 1
2 3
P30.06 P34.01 P51.02
Epinamel UC230 Epinamel NS808 Poly U750
35 400 100
Epoxy/gloss polyurethane non-skid system suitable for high traffic areas.
NZ7080 1
2 3
P30.06 P34.01 TA062
Epinamel UC230 Epinamel NS808 Aquafloor Waterbased Epoxy
35 400 40
Gloss epoxy non-skid system suitable for high traffic areas.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7001
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.7 L760 175 150 2 6 Indef
Note: Single coat, surface tolerant, epoxy mastic. Excellent corrosion resistance. Full AS2700 colour range available. Total Dry Film Thickness: 150 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7002
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life
@25°C
Recoat Time
@25°C
Wet Dry Min Max
Primer Wattyl All Purpose Primer
NA TM1.00 7 L700 140 50 NA 12 Indef
Intermediate Coat Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA 24 RDS
Finish Coat Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA 24 RDS
Note: Economical alkyd system with a full gloss finish. Wide colour offer available. Total Dry Film Thickness: 120 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl All Purpose Primer to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7003
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES600
2 3:2 P42.02 8.7 L702 115 75 RDS RDS Indef
Note: Single coat, zinc rich ethyl silicate primer/finish for excellent protection of steel. Approved to APAS2908, APAS2973, A3750.15 Type 4 Total Dry Film Thickness: 75 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES600 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7004
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Note: Single coat, zinc rich ethyl silicate primer/finish for excellent protection of steel. More economical than Galvit ES600 system, due to lower zinc content. Approved to APAS2908 Total Dry Film Thickness: 75 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7005
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 8 Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: Highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 125 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7006
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 175 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7007
Substrate MILD STEEL - MODERATE ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life
@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Duranamel PR9 NA P10.03 5.6 L700 180 75 NA 4-6 Indef
Intermediate Coat Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA RDS RDS
Finish Coat Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA RDS RDS
Note: Medium build, gloss alkyd system with a high film build primer for extra protection. Brush and roll system. Wide colour offer available. Total Dry Film Thickness: 145 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Duranamel PR9 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7008
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 5.5 L760 180 100 6 RDS Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: Highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 150 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7009
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 5.5 L760 180 100 6 RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 200 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
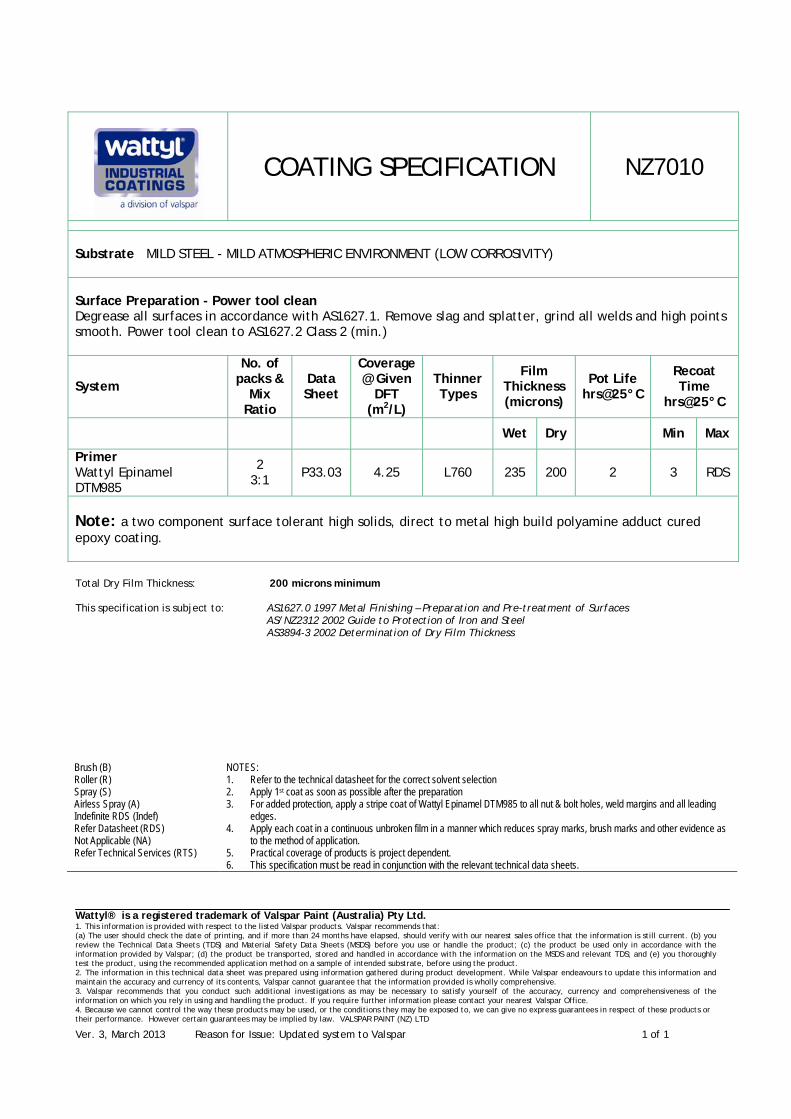
COATING SPECIFICATION NZ7010
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 3 RDS
Note: a two component surface tolerant high solids, direct to metal high build polyamine adduct cured epoxy coating. Total Dry Film Thickness: 200 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7011
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 5.5 L760 180 100 6 RDS Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: Highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 150 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7012
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 5.5 L760 180 100 6 RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 200 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7013
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 3 RDS
Note: a two component surface tolerant high solids, direct to metal high build polyamine adduct cured epoxy coating. Total Dry Film Thickness: 200 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7015
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit EP102
2 3:1 P41.02 11.0 L760 90 50 5 1½ Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 4.3 L760 230 150 6 12 Indef
Note: A high build, full epoxy system with a zinc rich primer for long lasting protection. Total Dry Film Thickness: 150 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit EP102 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7016
Substrate MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 12 Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 30 Indef
Note: High gloss epoxy/polyurethane system with very good durability. Full AS2700 colour range available. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7017
Substrate MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 12 Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: Gloss, high build, epoxy/polyurethane system with very good durability. Full AS2700 colour range available. Total Dry Film Thickness: 275 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7018
Substrate MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 4.3 L760 230 150 6 3 Indef
Note: High build, epoxy system with long-term recoatability and curing at low temperatures. Full AS2700 colour range available. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7019
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.7 L760 175 150 2 3 RDS
Finish Coat Wattyl Epinamel DTM985
2 3:1 P33.03 5.7 L760 175 150 2 3 RDS
Note: a two component surface tolerant high solids, direct to metal high build polyamine adduct cured epoxy coating. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7020
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 2.7 L760 363 200 6 RDS Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: Highly durable system with a hard wearing, high gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 250 microns minimum This specification is subject to: AS1627 AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7021
Substrate MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 12 Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 30 Indef
Note: A high gloss finish, zinc rich ethyl silicate/epoxy/polyurethane system for best anticorrosive protection. Full AS2700 colour range available. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7022
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.7 L760 175 150 2 3 RDS
Finish Coat Wattyl Epinamel DTM985
2 3:1 P33.03 5.7 L760 175 150 2 3 RDS
Note High build, high solids, epoxy mastic system, excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7023
Substrate MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 4.3 L760 230 150 6 12 Indef
Note: High build, epoxy system with long-term recoatability and curing at low temperatures. Full AS2700 colour range available. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7024
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 3.6 L760 270 150 6 RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: High build, highly durable epoxy/polyurethane system with a hard wearing, gloss finish. Full AS2700 colour range available. Total Dry Film Thickness: 250 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7025
Substrate MILD STEEL - TROPICAL ATMOSPHERIC ENVIRONMENT (MEDIUM CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit EP102
2 3:1 P41.02 11 L760 90 50 5 1½ Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 12 Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 8 16 Indef
Note: An epoxy zinc/epoxy/polyurethane system for excellent durability and protection. Full AS2700 colour range available. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit EP102 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7026
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 2.8 L760 352 300 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, surface tolerant epoxy mastic, high gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 350 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7027
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 3.4 L760 295 250 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P50.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, surface tolerant epoxy mastic, high build gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 350 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7028
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 6 Indef
Finish Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 2.6 L760 385 325 2 RDS Indef
Note: A high build, high solids, epoxy system with micaceous iron oxide finish coat for excellent corrosion protection. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7029
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 2.8 L760 350 300 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, surface tolerant epoxy mastic, high gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 350 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7030
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 3.4 L760 295 250 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, surface tolerant epoxy mastic, high build gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 350 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7031
Substrate MILD STEEL – MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit EP102
2 3:1 P41.02 11 L760 90 50 5 1½ Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 4.25 L760 235 200 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 30 Indef
Note: A high build, high gloss, high solids epoxy micaceous iron oxide system with a zinc rich primer for excellent corrosion protection. Full AS2700 colour range available. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit EP102 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7032
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit EP102
2 3:1 P41.02 11.0 L760 75 50 5 1½ Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 5.6 L760 175 150 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, gloss, high solids epoxy Micaceous iron oxide system with a zinc rich primer for excellent corrosion protection. Full AS2700 colour range available. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit EP102 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7033
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit EP102
2 3:1 P41.02 11.0 L760 90 50 5 1½ Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 4.25 L760 235 200 2 3 RDS
Note: A high build, gloss, high solids epoxy Micaceous iron oxide system with a zinc rich primer for excellent corrosion protection. Total Dry Film Thickness: 250 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit EP102 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7034
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 4.25 L760 235 200 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A highly durable, high gloss polyurethane finish with zinc rich primer and high solids epoxy build coat. Excellent long term performance. Full AS2700 colour range available. Total Dry Film Thickness: 325 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7035
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 5.6 L760 175 150 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A highly durable gloss polyurethane finish with zinc rich primer applied over a high solids epoxy build coat. Excellent long term performance. Full AS2700 colour range available. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7036
Substrate MILD STEEL - MARINE ATMOSPHERIC ENVIRONMENT (HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 4.25 L760 235 200 2 6 RDS
Note: A high build, high solids epoxy with a zinc rich ethyl silicate primer. Full AS2700 colour range available. Total Dry Film Thickness: 275 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES600 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
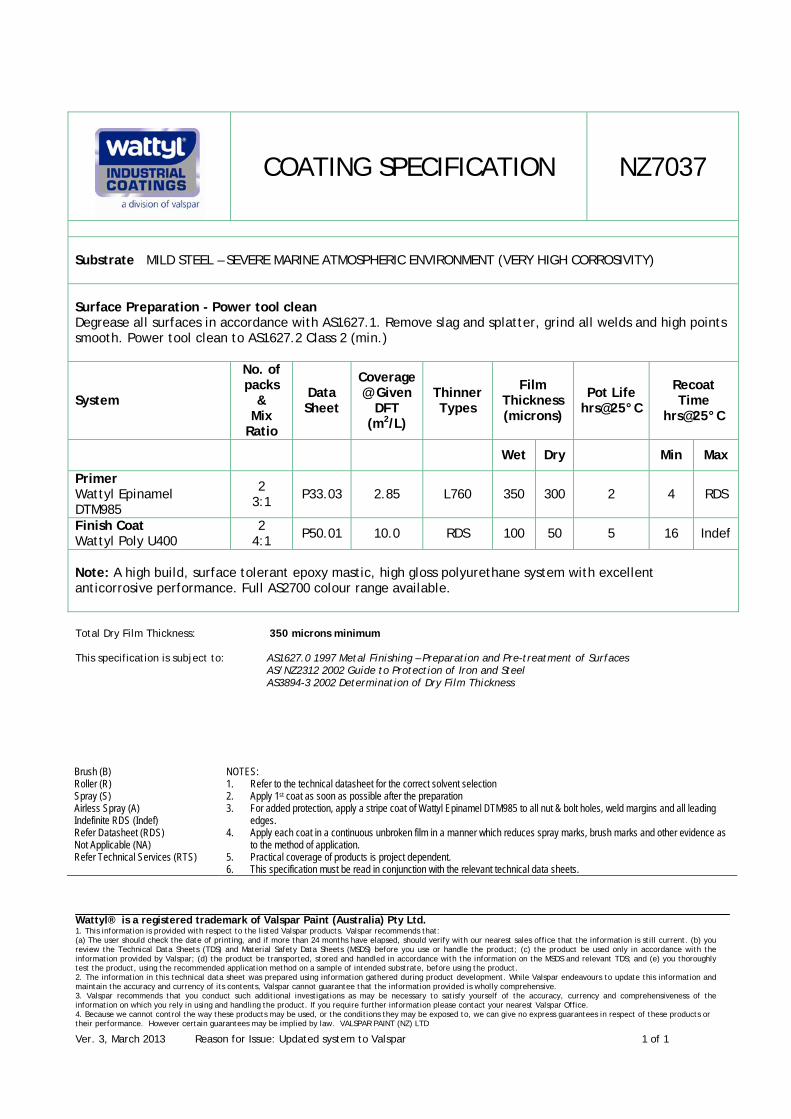
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7037
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 2.85 L760 350 300 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, surface tolerant epoxy mastic, high gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 350 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7038
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 3.4 L760 295 250 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, surface tolerant epoxy mastic, high build gloss polyurethane system with excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 350 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7039
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Finish Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 2.6 L760 385 325 2 3 RDS
Note: A high build, high solids, epoxy system with micaceous iron oxide finish coat for excellent corrosion protection. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7040
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 4:1 P33.03 3.4 L760 375 250 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, high solids epoxy/high gloss polyurethane system for excellent corrosion protection. Full AS2700 colour range available. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7041
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS5 RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS
135 100 2½ 16 Indef
Note: A high build, high solids epoxy/gloss polyurethane system for excellent corrosion protection. Full AS2700 colour range available. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
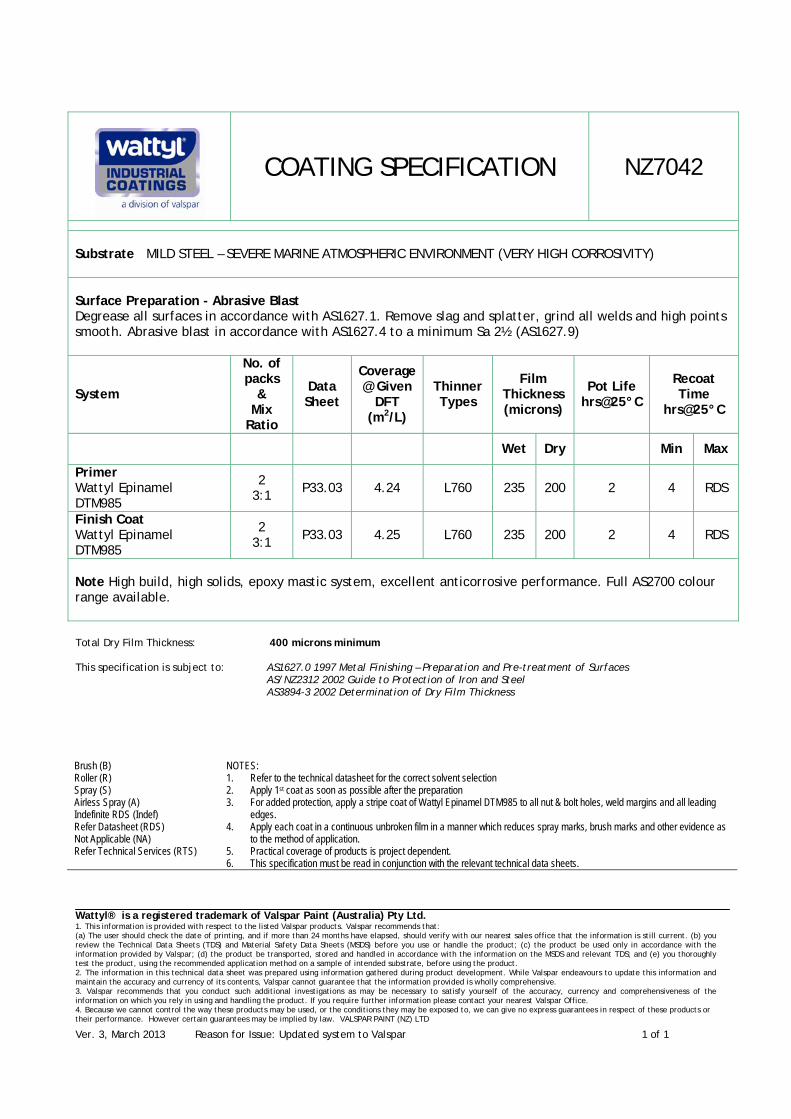
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7042
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 4.24 L760 235 200 2 4 RDS
Finish Coat Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 4 RDS
Note High build, high solids, epoxy mastic system, excellent anticorrosive performance. Full AS2700 colour range available. Total Dry Film Thickness: 400 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
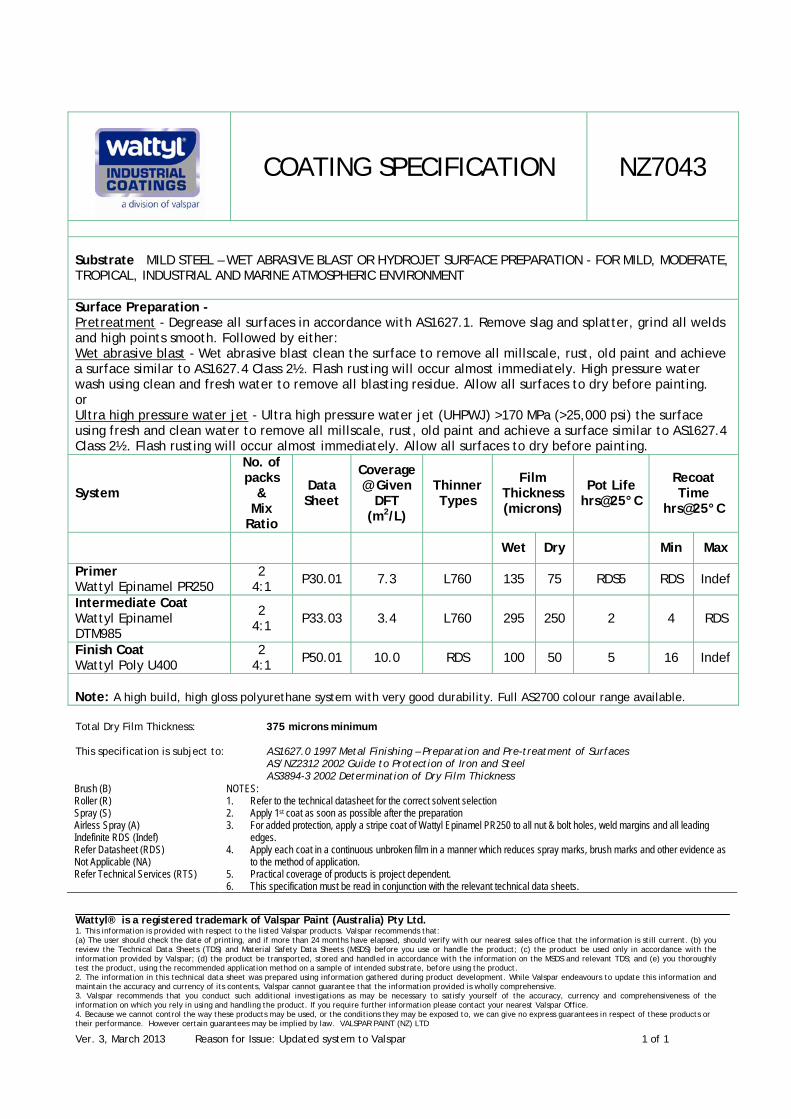
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7043
Substrate MILD STEEL – WET ABRASIVE BLAST OR HYDROJET SURFACE PREPARATION - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment - Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Followed by either: Wet abrasive blast - Wet abrasive blast clean the surface to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. High pressure water wash using clean and fresh water to remove all blasting residue. Allow all surfaces to dry before painting. or Ultra high pressure water jet - Ultra high pressure water jet (UHPWJ) >170 MPa (>25,000 psi) the surface using fresh and clean water to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. Allow all surfaces to dry before painting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS5 RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 4:1 P33.03 3.4 L760 295 250 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, high gloss polyurethane system with very good durability. Full AS2700 colour range available. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7044
Substrate MILD STEEL – WET ABRASIVE BLAST OR HYDROJET SURFACE PREPARATION - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment - Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Followed by either: Wet abrasive blast - Wet abrasive blast clean the surface to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. High pressure water wash using clean and fresh water to remove all blasting residue. Allow all surfaces to dry before painting. or Ultra high pressure water jet - Ultra high pressure water jet (UHPWJ) >170 MPa (>25,000 psi) the surface using fresh and clean water to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. Allow all surfaces to dry before painting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 3:1 P33.01 4.25 L760 235 200 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, high gloss polyurethane system with very good durability. Full AS2700 colour range available. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7045
Substrate MILD STEEL – WET ABRASIVE BLAST OR HYDROJET SURFACE PREPARATION - FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment - Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Followed by either: Wet abrasive blast - Wet abrasive blast clean the surface to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. High pressure water wash using clean and fresh water to remove all blasting residue. Allow all surfaces to dry before painting. or Ultra high pressure water jet - Ultra high pressure water jet (UHPWJ) >170 MPa (>25,000 psi) the surface using fresh and clean water to remove all millscale, rust, old paint and achieve a surface similar to AS1627.4 Class 2½. Flash rusting will occur almost immediately. Allow all surfaces to dry before painting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 3:1 P33.01 2.85 L760 350 300 2 6 RDS
Note: A high build, high solids epoxy system with excellent corrosion protection. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7046
Substrate GALVANISED STEEL – ALUMINIUM OR FIBRE GLASS - MILD MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Follow by the surface preparation for the appropriate substrate, refer below: GALVANISED STEEL - Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. ALUMINIUM - Either lightly abrasive blast clean using an inert grit to achieve a uniform, flat appearance over the entire surface; or mechanically abrade the entire surface using 80 grit paper/disc. FIBRE GLASS - Mechanically abrade the entire surface using 80 grit paper/disc.
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life
@25°C
Recoat Time
@25°C
Wet Dry Min Max
Primer Wattyl Super Etch NA TM1.50 5.0 L780 200 20 NA 1 Indef
Intermediate Coat Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA 24 RDS
Finish Coat Wattyl Agricultural Enamel
NA TM2.00 0.8 L700 92 35 NA 24 RDS
Note: A medium build, single pack etch primer with a gloss alkyd finish. Wide colour offer available. Suitable for mild exposure environments only. Total Dry Film Thickness: 90 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Killrust Super Etch Primer to all nut & bolt holes, weld margins and all
leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
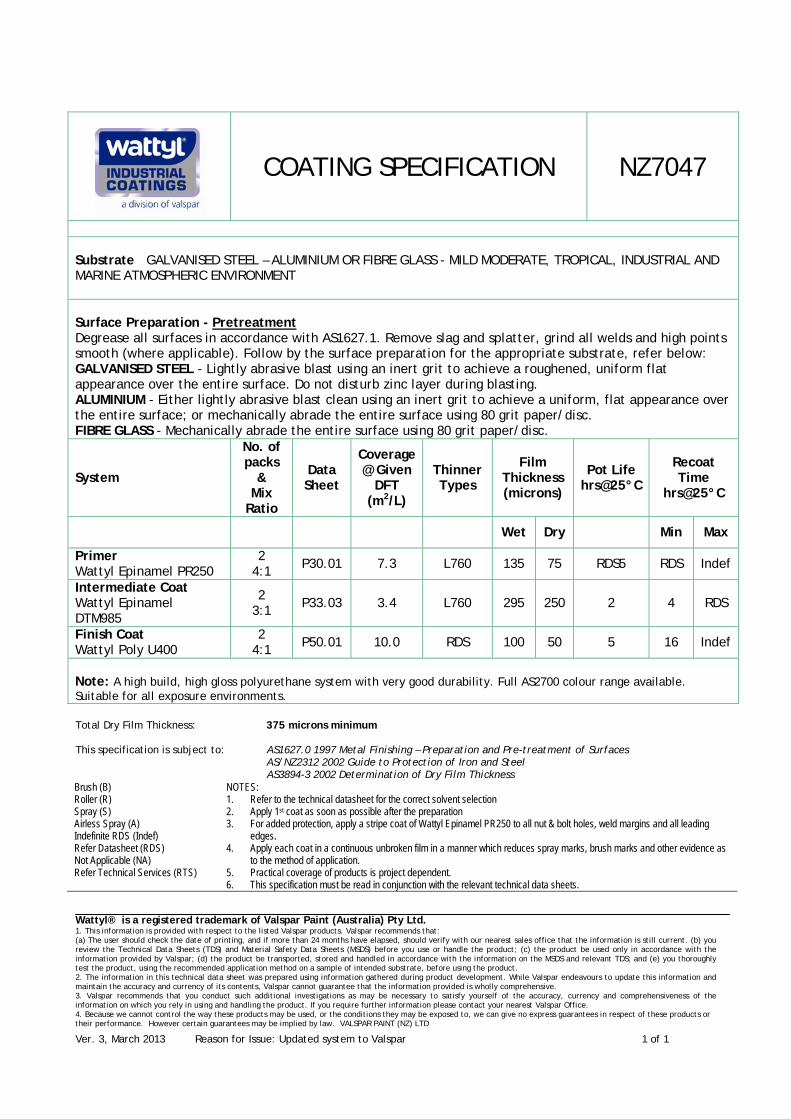
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7047
Substrate GALVANISED STEEL – ALUMINIUM OR FIBRE GLASS - MILD MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Follow by the surface preparation for the appropriate substrate, refer below: GALVANISED STEEL - Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. ALUMINIUM - Either lightly abrasive blast clean using an inert grit to achieve a uniform, flat appearance over the entire surface; or mechanically abrade the entire surface using 80 grit paper/disc. FIBRE GLASS - Mechanically abrade the entire surface using 80 grit paper/disc.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS5 RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 3:1 P33.03 3.4 L760 295 250 2 4 RDS
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, high gloss polyurethane system with very good durability. Full AS2700 colour range available. Suitable for all exposure environments. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7048
Substrate GALVANISED STEEL – ALUMINIUM OR FIBRE GLASS - MILD MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Follow by the surface preparation for the appropriate substrate, refer below: GALVANISED STEEL - Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. ALUMINIUM - Either lightly abrasive blast clean using an inert grit to achieve a uniform, flat appearance over the entire surface; or mechanically abrade the entire surface using 80 grit paper/disc. FIBRE GLASS - Mechanically abrade the entire surface using 80 grit paper/disc.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, gloss polyurethane system with very good durability. Full AS2700 colour range available. Suitable for all exposure environments. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7049
Substrate GALVANISED STEEL – ALUMINIUM OR FIBRE GLASS - MILD MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Follow by the surface preparation for the appropriate substrate, refer below: GALVANISED STEEL - Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. ALUMINIUM - Either lightly abrasive blast clean using an inert grit to achieve a uniform, flat appearance over the entire surface; or mechanically abrade the entire surface using 80 grit paper/disc. FIBRE GLASS - Mechanically abrade the entire surface using 80 grit paper/disc.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS5 RDS Indef
Finish Coat Wattyl Poly U400
2 4:1 P50.01 10.0 RDS 100 50 5 16 Indef
Note: A high build, high gloss polyurethane system with very good durability. Full AS2700 colour range available. Suitable for mild and moderate exposure. Total Dry Film Thickness: 125 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7050
Substrate GALVANISED STEEL – ALUMINIUM OR FIBRE GLASS - MILD MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENT Surface Preparation - Pretreatment Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Follow by the surface preparation for the appropriate substrate, refer below: GALVANISED STEEL - Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting. ALUMINIUM - Either lightly abrasive blast clean using an inert grit to achieve a uniform, flat appearance over the entire surface; or mechanically abrade the entire surface using 80 grit paper/disc. FIBRE GLASS - Mechanically abrade the entire surface using 80 grit paper/disc.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS5 RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, high gloss polyurethane system with very good durability. Full AS2700 colour range available. Suitable for mild and moderate exposure. Total Dry Film Thickness: 175 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
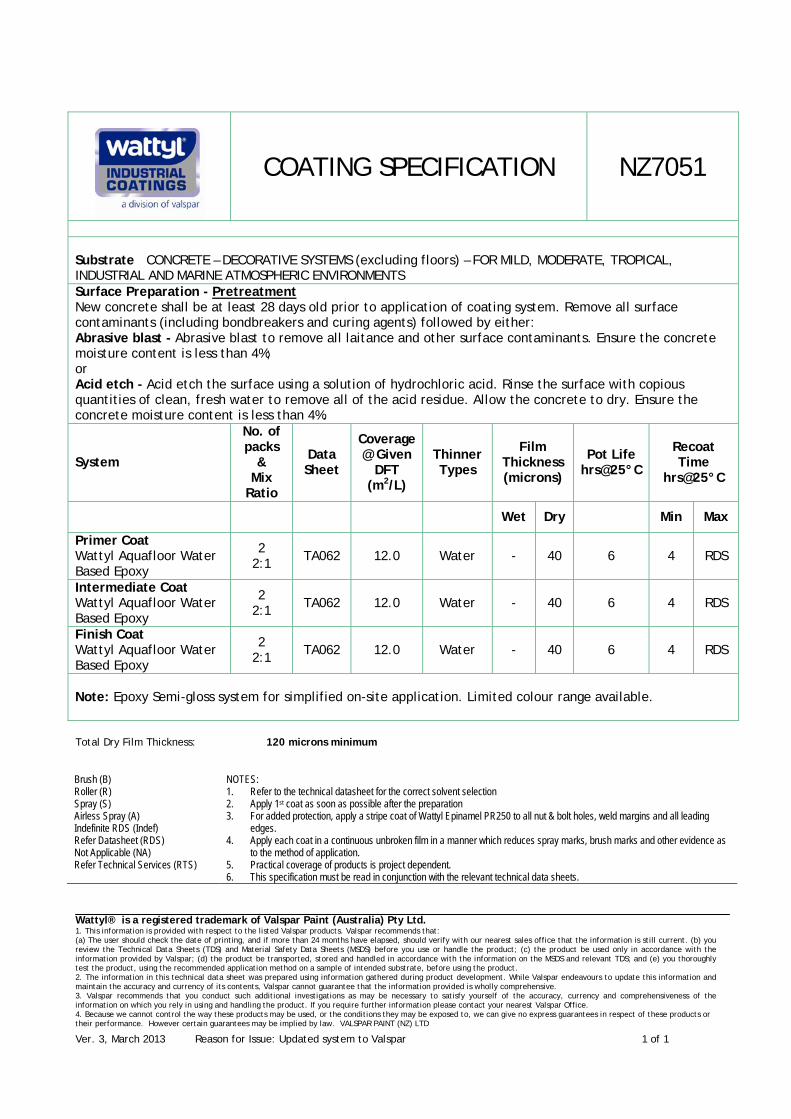
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7051
Substrate CONCRETE – DECORATIVE SYSTEMS (excluding floors) – FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Intermediate Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Finish Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Note: Epoxy Semi-gloss system for simplified on-site application. Limited colour range available. Total Dry Film Thickness: 120 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7052
Substrate CONCRETE – DECORATIVE SYSTEMS (excluding floors) – FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel UC230
2 2:1 P30.06 12.5 L760 80 35 10 4 5
days Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 3 RDS
Note: A highly durable medium solids epoxy satin system. Full AS2700 colour range available. Total Dry Film Thickness: 135 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7053
Substrate CONCRETE – DECORATIVE SYSTEMS (excluding floors) – FOR MILD, MODERATE, TROPICAL, INDUSTRIAL AND MARINE ATMOSPHERIC ENVIRONMENTS Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel UC230
2 2:1 P30.06 12.5 L760 80 35 10 4 5
days Intermediate Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 RDS
Note: A highly durable medium solids epoxy satin system. Full AS2700 colour range available. Total Dry Film Thickness: 135 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7054
Substrate MILD STEEL – FRESH / SEA WATER IMMERSION Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 3 RDS
Finish Coat Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 3 RDS
Note Economical, high solids, high build, epoxy system. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refr Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7055
Substrate MILD STEEL – FRESH / SEA WATER IMMERSION Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel MF920
2 3:1 P36.01 3.3 L760 305 250 1 7 7
days Finish Coat Wattyl Epinamel MF920
2 3:1 P36.01 3.3 L760 305 250 1 7 7
days Note: High performance, high build, high solids, highly abrasion resistant epoxy system. Total Dry Film Thickness: 500 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel MF920 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7056
Substrate MILD STEEL - WASTEWATER IMMERSION Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 3 RDS
Finish Coat Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 3 RDS
Note: A high build, high solids epoxy system for protection against most wastewaters. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7057
Substrate MILD STEEL – WASTEWATER IMMERSION Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel MF920
2 3:1 P36.01 3.3 L760 305 250 1 7 7
days Finish Coat Wattyl Epinamel MF920
2 3:1 P36.01 3.3 L760 305 250 1 7 7
days Note: High performance, high build, high solids, highly abrasion resistant epoxy system. Total Dry Film Thickness: 500 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel MF920 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7058
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Interior – up to 200°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel EB600MIO
2 4:1 P31.01 10.8 L760 93 60 6 12 Indef
Intermediate Coat Wattyl Epinamel EB600MIO
2 4:1 P31.01 10.8 L760 93 60 6 12 Indef
Note: Low temperature curing, recoatable epoxy micaceous iron oxide system for long term flexibility. Total Dry Film Thickness: 120 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel EB600MIO to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7059
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Interior – up to 200°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Heatkote Aluminium
NA P71.03 17.5 RDS 57 20 NA 8 Indef
Intermediate Coat Wattyl Heatkote Aluminium
NA P71.03 17.5 RDS 57 20 NA 8 Indef
Note: Aluminium pigmented, acrylic silicone system with no heat curing required. Total Dry Film Thickness: 40 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Heatkote Aluminium to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7060
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Interior – up to 200°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA 16 Indef
Intermediate Coat Wattyl Agricultural Enamel
NA TM2.00 10.8 L700 92 35 NA 16 Indef
Note: Single product, single pack aluminium for economical protection. Total Dry Film Thickness: 70 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Longlife Aluminium to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7061
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Interior – up to 400°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Note: Single coat, zinc rich ethyl silicate system for very good heat resistance and corrosion protection. Total Dry Film Thickness: 75 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7062
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Exterior – up to 200°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel EB600MIO
2 4:1 P31.01 10.8 L760 93 60 6 12 Indef
Intermediate Coat Wattyl Epinamel EB600MIO
2 4:1 P31.01 10.8 L760 93 60 6 12 Indef
Finish Coat Wattyl Epinamel EB600MIO
2 4:1 P31.01 10.8 L760 93 60 6 12 Indef
Note: Low temperature curing, recoatable epoxy micaceous iron oxide system for long term flexibility. Total Dry Film Thickness: 180 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel EB600MIO to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7063
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Exterior – up to 200°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Intermediate Coat Wattyl Heatkote Aluminium
NA P71.03 17.5 RDS 57 20 NA 8 Indef
Finish Coat Wattyl Heatkote Aluminium
NA P71.03 17.5 RDS 57 20 NA 8 Indef
Note: Acrylic silicone finish over zinc rich ethyl silicate primer. No heat curing required. Total Dry Film Thickness: 115 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7064
Substrate MILD STEEL – HEAT RESISTANT SYSTEMS – Exterior – up to 400°C Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs &
Mix Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Galvit ES510
2 3:2 P42.01 8.7 L702 115 75 RDS RDS Indef
Note: Single coat, zinc rich ethyl silicate system for very good heat resistance and corrosion protection. Total Dry Film Thickness: 75 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Galvit ES510 to all nut & bolt holes, weld margins and all leading edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7065
Substrate MILD STEEL – CHEMICAL RESISTANT SYSTEMS – For resistance to splash of Acidic / Alkaline Liquids Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl PermaChlor PR30 NA P20.01 6.7 L703 150 75 NA 16 Indef
Intermediate Coat Wattyl PermaChlor CR60 NA P21.02 4.2 L703 240 100 NA 8 Indef
Finish Coat Wattyl PermaChlor CR50 NA P21.01 11.1 L703 90 35 NA 2 Indef
Note: Chlorinated rubber system with very good resistance to acidic splash conditions. Total Dry Film Thickness: 210 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl PerrmaChlor PR30 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7066
Substrate MILD STEEL – CHEMICAL RESISTANT SYSTEMS – For resistance to splash of Acidic / Alkaline Liquids Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 6 Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 L757 135 100 2½ 16 Indef
Note: High build, epoxy/gloss polyurethane system with good resistance to a range of acidic splash conditions. Total Dry Film Thickness: 250 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7067
Substrate MILD STEEL – CHEMICAL RESISTANT SYSTEMS – For resistance to splash of Acidic / Alkaline Liquids Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min).
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 4 RDS
Finish Coat Wattyl Epinamel CF602
2 1:1 P32.02 14.3 L760 70 35 8 16 48
Note: High solids, epoxy gloss finish with good resistance to a range of alkali splash conditions Total Dry Film Thickness: 185 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
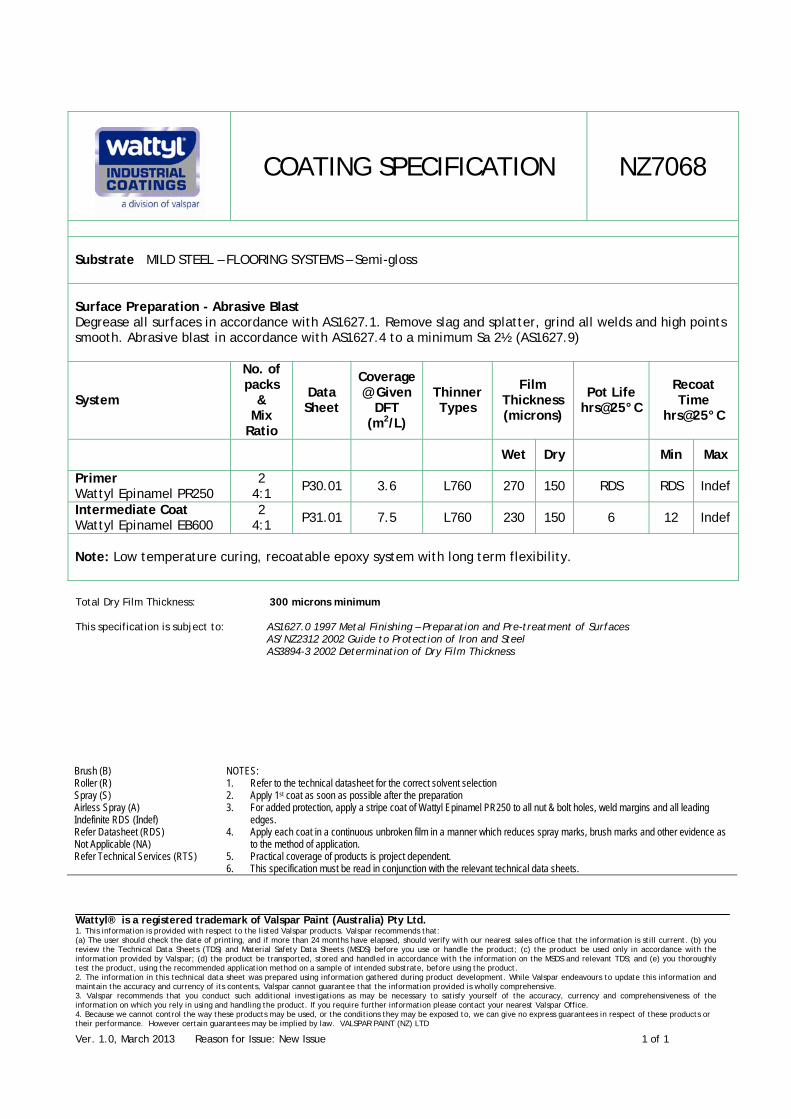
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7068
Substrate MILD STEEL – FLOORING SYSTEMS – Semi-gloss Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 3.6 L760 270 150 RDS RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 7.5 L760 230 150 6 12 Indef
Note: Low temperature curing, recoatable epoxy system with long term flexibility. Total Dry Film Thickness: 300 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7069
Substrate MILD STEEL – FLOORING SYSTEMS – Semi-gloss Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 3 RDS
Finish Coat Wattyl Epinamel DTM985
2 3:1 P33.03 4.25 L760 235 200 2 3 RDS
Note: High build, surface tolerant, epoxy mastic system. Excellent corrosion resistance. Suitable for high traffic areas. Total Dry Film Thickness: 400 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7070
Substrate MILD STEEL – FLOORING SYSTEMS – Gloss Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2L)
Thinner Types
Film Thickness (microns)
Pot Life hrs
@25°C
Recoat Time hrs @25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 10.0 RDS 100 75 2½ 16 Indef
Note: Full gloss polyurethane finish system for moderate traffic areas. Total Dry Film Thickness: 150 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7071
Substrate MILD STEEL – FLOORING SYSTEMS – Non Skid Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Intermediate Coat Wattyl Epinamel NS808
2 4:1 P34.01 1.9 L760 540 400 6 16 Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 10.0 RDS 100 75 2½ 16 Indef
Note: Epoxy non-skid system with a gloss polyurethane finish, suitable for high traffic areas. Total Dry Film Thickness: 550 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7072
Substrate GALVANISED STEEL – FLOORING SYSTEMS – Semi-gloss Surface Preparation - Abrasive Blast (whip blast) Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 7.5 L760 230 150 6 12 Indef
Note: Low temperature curing, recoatable epoxy system with long term flexibility. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7073
Substrate GALVANISED STEEL – FLOORING SYSTEMS – Semi-gloss Surface Preparation - Abrasive Blast (whip blast) Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Finish Coat Wattyl Epinamel MF920
2 3:1 P36.01 5.4 L760 182 150 1 7 7
days Note: A high build, highly abrasion resistant system, suitable for high traffic areas. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.
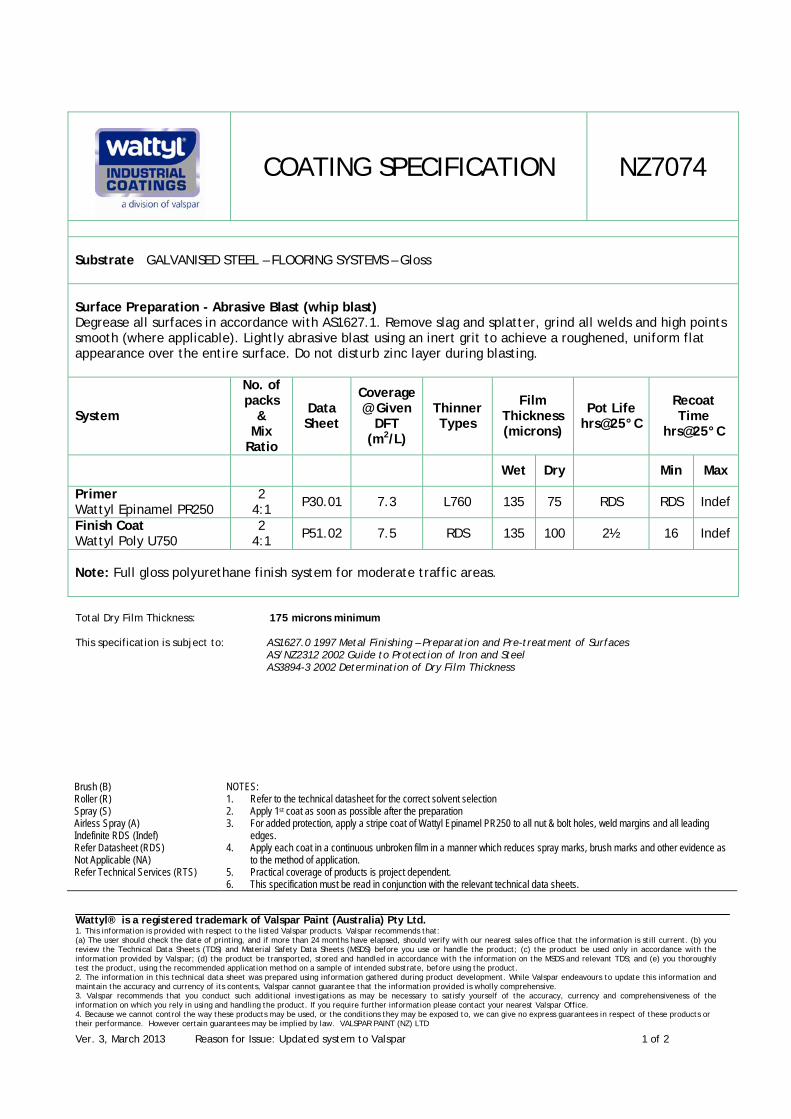
Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 2
COATING SPECIFICATION NZ7074
Substrate GALVANISED STEEL – FLOORING SYSTEMS – Gloss Surface Preparation - Abrasive Blast (whip blast) Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: Full gloss polyurethane finish system for moderate traffic areas. Total Dry Film Thickness: 175 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 2
COATING SPECIFICATION NZ7075
Substrate GALVANISED STEEL – FLOORING SYSTEMS – Non Skid Surface Preparation - Abrasive Blast (whip blast) Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth (where applicable). Lightly abrasive blast using an inert grit to achieve a roughened, uniform flat appearance over the entire surface. Do not disturb zinc layer during blasting.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 RDS RDS Indef
Intermediate Coat Wattyl Epinamel NS808
2 4:1 P34.01 1.9 L760 540 400 6 16 Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: Epoxy non-skid system for high traffic areas. Total Dry Film Thickness: 575 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7076
Substrate FLOORING SYSTEMS – CONCRETE – Semi-gloss Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel UC230
2 4:1 P30.06 12.5 L760 80 35 4 4 5
days Intermediate Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 3 RDS
Finish Coat Wattyl Epinamel EB600
2 4:1 P31.01 6.5 L760 155 100 6 3 RDS
Note: Low temperature curing, Recoatable epoxy system suitable for moderate traffic areas. Total Dry Film Thickness: 235 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7077
Substrate FLOORING SYSTEMS – CONCRETE – Gloss Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel UC230
2 4:1 P30.06 12.5 L760 80 35 4 4 5
days Intermediate Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 RDS
Note: An epoxy, high build gloss polyurethane system suitable for moderate traffic areas. Total Dry Film Thickness: 135 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7078
Substrate FLOORING SYSTEMS – CONCRETE - Gloss Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Intermediate Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Finish Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Note: Epoxy Semi-gloss system for simplified on-site application. Limited colour range available. ` Total Dry Film Thickness: 120 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 1.0, March 2013 Reason for Issue: New Issue 1 of 1
COATING SPECIFICATION NZ7079
Substrate FLOORING SYSTEMS – CONCRETE – Non Skid Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel UC230
2 4:1 P30.06 12.5 L760 80 35 4 4 5
days Intermediate Coat Wattyl Epinamel NS808
2 4:1 P34.01 1.9 L760 540 400 6 16 Indef
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: Epoxy/gloss polyurethane non-skid system suitable for high traffic areas. Total Dry Film Thickness: 535 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7080
Substrate FLOORING SYSTEMS – CONCRETE – Non Skid Surface Preparation - Pretreatment New concrete shall be at least 28 days old prior to application of coating system. Remove all surface contaminants (including bondbreakers and curing agents) followed by either: Abrasive blast - Abrasive blast to remove all laitance and other surface contaminants. Ensure the concrete moisture content is less than 4%; or Acid etch - Acid etch the surface using a solution of hydrochloric acid. Rinse the surface with copious quantities of clean, fresh water to remove all of the acid residue. Allow the concrete to dry. Ensure the concrete moisture content is less than 4%.
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel UC230
2 4:1 P30.06 12.5 L760 80 35 4 4 5
days Intermediate Coat Wattyl Epinamel NS808
2 4:1 P34.01 1.9 L760 540 400 6 16 Indef
Finish Coat Wattyl Aquafloor Water Based Epoxy
2 2:1 TA062 12.0 Water - 40 6 4 RDS
Note: Gloss epoxy non-skid system suitable for high traffic areas. Total Dry Film Thickness: 475 microns minimum Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 4. Practical coverage of products is project dependent. 5. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7081
Substrate MILD STEEL – SEVERE MARINE ATMOSPHERIC ENVIRONMENT (VERY HIGH CORROSIVITY) Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel EP102
2 3:1 P41.02 7.3 L760 135 75 5 1½ Indef
Intermediate Coat Wattyl Epinamel DTM985MIO
2 3:1 P33.03 4.25 L760 235 200 2 4 RDS
Finish Coat Wattyl Poly U750
2 4:1 P51.02 7.5 RDS 135 100 2½ 16 Indef
Note: A high build, high solids epoxy micaceous iron oxide, gloss polyurethane system with a zinc rich primer for excellent corrosion protection. Full AS2700 colour range available. Total Dry Film Thickness: 375 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ7082
Substrate MILD STEEL – FLOORING SYSTEMS – Semi-gloss Surface Preparation - Abrasive Blast Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Abrasive blast in accordance with AS1627.4 to a minimum Sa 2½ (AS1627.9)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel PR250
2 4:1 P30.01 7.3 L760 135 75 6 RDS Indef
Finish Coat Wattyl Epinamel MF920
2 3:1 P36.01 5.4 L760 182 150 1 7 7
days Note: A high build, highly abrasion resistant system, suitable for high traffic areas. Total Dry Film Thickness: 225 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel PR250 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Wattyl® is a registered trademark of Valspar Paint (Australia) Pty Ltd. 1. This information is provided with respect to the listed Valspar products. Valspar recommends that: (a) The user should check the date of printing, and if more than 24 months have elapsed, should verify with our nearest sales office that the information is still current. (b) you review the Technical Data Sheets (TDS) and Material Safety Data Sheets (MSDS) before you use or handle the product; (c) the product be used only in accordance with the information provided by Valspar; (d) the product be transported, stored and handled in accordance with the information on the MSDS and relevant TDS; and (e) you thoroughly test the product, using the recommended application method on a sample of intended substrate, before using the product. 2. The information in this technical data sheet was prepared using information gathered during product development. While Valspar endeavours to update this information and maintain the accuracy and currency of its contents, Valspar cannot guarantee that the information provided is wholly comprehensive. 3. Valspar recommends that you conduct such additional investigations as may be necessary to satisfy yourself of the accuracy, currency and comprehensiveness of the information on which you rely in using and handling the product. If you require further information please contact your nearest Valspar Office. 4. Because we cannot control the way these products may be used, or the conditions they may be exposed to, we can give no express guarantees in respect of these products or their performance. However certain guarantees may be implied by law. VALSPAR PAINT (NZ) LTD
Ver. 3, March 2013 Reason for Issue: Updated system to Valspar 1 of 1
COATING SPECIFICATION NZ8050
Substrate MILD STEEL - MILD ATMOSPHERIC ENVIRONMENT (VERY LOW CORROSIVITY) Surface Preparation - Power tool clean Degrease all surfaces in accordance with AS1627.1. Remove slag and splatter, grind all welds and high points smooth. Power tool clean to AS1627.2 Class 2 (min.)
System
No. of packs
& Mix
Ratio
Data Sheet
Coverage @ Given
DFT (m2/L)
Thinner Types
Film Thickness (microns)
Pot Life hrs@25°C
Recoat Time
hrs@25°C
Wet Dry Min Max
Primer Wattyl Epinamel DTM985
2 3:1 P33.03 5.6 L760 175 150 2 3 RDS
Note: Single coat, surface tolerant, epoxy mastic. Excellent corrosion resistance. Full AS2700 colour range available. Total Dry Film Thickness: 150 microns minimum This specification is subject to: AS1627.0 1997 Metal Finishing – Preparation and Pre-treatment of Surfaces AS/NZ2312 2002 Guide to Protection of Iron and Steel AS3894-3 2002 Determination of Dry Film Thickness Brush (B) Roller (R) Spray (S) Airless Spray (A) Indefinite RDS (Indef) Refer Datasheet (RDS) Not Applicable (NA) Refer Technical Services (RTS)
NOTES: 1. Refer to the technical datasheet for the correct solvent selection 2. Apply 1st coat as soon as possible after the preparation 3. For added protection, apply a stripe coat of Wattyl Epinamel DTM985 to all nut & bolt holes, weld margins and all leading
edges. 4. Apply each coat in a continuous unbroken film in a manner which reduces spray marks, brush marks and other evidence as
to the method of application. 5. Practical coverage of products is project dependent. 6. This specification must be read in conjunction with the relevant technical data sheets.

Valspar Paint (NZ) Ltd.4-14 Patiki Road, Avondale, Auckland 1026
Phone: +64 9 820 6700www.wattyl.co.nz
WNZ 0000XX5-2013
INDUSTRIALCOATINGS
Related Documents











