1 3D TRASAR Boiler Technology Protecting Boiler Assets with REDOX Stress Control Technology

Protecting BoilerAssets With REDOX Stress Control Technology
Sep 29, 2015
ORP technique for boiler water chemistry control
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Protecting Boiler Assets with REDOX Stress Control Technology
13D TRASAR Boiler TechnologyProtecting Boiler Assets with REDOX Stress Control Technology13D TRASAR boiler technology with the Nalco Corrosion Stress Monitor is the only one of its kindNo one can match the capabilities of this exciting technology it is unbeatable!3REDOX stress control isREDOX stress control is achieved by adjusting scavenger feed to maintain a set point based on the waters ORP measured at operating temperature & pressure.3Read slide4Corrosion = Oxidation reduction (REDOX) reactions
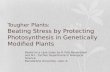
MAGNETITEFeMAGNETITEBLACK OXIDEO2OH-Precipitation of Red OxideH2Fe2O3Reduction of Oxygen(CATHODE)Precipitation of BlackOxide (CATHODE)Oxidation andHydrolysisHydrolysis ofDissolved Ironlowers pHAcid Pit Solution with Lower Oxygen ContentOxidation of Iron ANODEELECTRON FLOWooooFeOH++ + Fe(OH)+2e-oFe3O4H++FeOH+Fe+2Evolutionof Hydrogen(CATHODE)oRED OXIDE4How can we use ORP to control corrosion?Recall that the basic corrosion process consists of oxidation and reduction reactions also referred to as REDOX reactions,which produce the flow of electrons called Oxidation reduction Potential or ORP (point to ox. of Fe, electron flow and red. of O2) that we can measure as a voltage. That means this voltage measurement is in fact a correlation to corrosivity of the feedwater.(dont need to go into all the detail see section 2.17 in the Boiler Manual for more)5ORP indicates the potential forwater to corrode Corrosion = REDOX ReactionsREDOX Reactions = ORP voltage (mV) (Oxidation Reduction Potential)
ORP voltage = bulk FW corrosivity5(hidden)
The corrosion process involves oxidation and reduction reactions.The ORP is the net voltage (driving force) that exists from all REDOX reactions in the bulk water, and about the platinum surface, as measured against a known reference electrode.ORP measured in the feed water, includes all the oxidation and reduction reactions occurring simultaneously, and correlates to the waters corrosivity.6Reducing conditions minimize corrosion (more negative ORP)The principal of the ORP measurement is similar to how we measure oxidizing biocidesBiocides - oxidizing - more positive valuesScavengers reducing - more negative valuesCorrosion control typically negative valuesOxidizing - more corrosiveReducing - less corrosive6The principal of the measurement is similar to the ORP used to measure oxidizing biocides except When controlling biocides we are working in the positive value rangeWith scavengers, well be working primarily in the negative ORP region
7Reducing conditions minimize corrosion(more negative ORP)
7(This graph shows the response of adding Sodium sulfite to consume 140 ppb DO at 400F (RT pH = 9.2))
We have ORP values on the Y axis - these values are typically expressed as mVgenerally well be in the negative value region to control corrosionAnd more negative is less corrosiveSo positive ORP values = badNegative ORP values = goodMore negative ORP values = even better
8Nalco Corrosion Stress Monitor (NCSM) measures net ORP at operating T & P
8How do we make the measurement?With the innovative Nalco Corrosion Stress Monitor, also known as the NCSM.It measures the net Voltage in the water under the operating temperatures and pressures. That means the sample to the skid is not cooled in fact the hotter the better!The NCSM measures the ORP voltage between the reference electrode and the REDOX reactions occurring simultaneously at the metal surface and in bulk water around the inert Platinum electrode. Since the electrode is inert Pt it does not participate in any corrosion reactions (does not corrode like corrators)the reference electrode is an external pressure balanced reference electrode (EPBRE), which means the electrode is at system pressure but the active silver portion is at ambient temperature. This type of electrode is (silver/silver chloride//0.1 normal potassium chloride electrode) saturated KCl, Ag/AgCl electrode9NCSM (V)
+ 300+200+1000-100-200-300-400-500-600-700Examples of how system factors affect NCSM readings Higher baseline DOWeaker scavengerCooler temperatureMore acidic/lower pH9The NCSM measures the net oxidation reduction potential of all the MOC stresses occurring. Lets walk thru examples of the effect of some factors:If you increase DO it makes sense that would cause corrosion stress, so you would expect the NCSM reading to become higher or more positiveA weaker scavenger chemistry than sulfite, in turn will result in a higher NCSM reading compared to a stronger scavengerCooler temperature water is more corrosive than hotter water why is that? Because at higher temps O2 is less soluble, and the scavenger is more reactive!We should know instinctively that a pH 9 is less corrosive than pH7 so it makes sense that a lower/acidic pH would raise the NCSM reading10Advantages of NCSM due to detecting & reacting at operating conditionsNCSM - robust, sensitive, accurate & fast
Rated to 500F, 2000psiCan see effects at hi T not seen at room T (RT)Corrosion correlation to actual T & PFast since sampling is early in stream
Primarily for Preboiler Corrosion Control10The patented Nalco Corrosion Stress Monitor is unique to Nalcoit is NOT a conventional ORP probe! The key advantages are due to the fact that we do not have to cool the sample stream.
NCSM system as designed, is robust and can be used up to 500F and 2000psi. (The probe can actually withstand up to 3000psi but this would require engineering changes to the connections.)The NCSM probe is more sensitive than other measurements because we can see effects at hi temp that cannot be detected in a cooled sample. For example we know that scavengers work better with higher temps. So control is more sensitive and realistic. Corrosion is occurring at operating temperature We want this correlationThe NCSM response is fast since the sample is early in the stream no lag time due to sample coolerThe primary use is for preboiler corrosion controlBut the sky is the limit! Technically it can be used to control stresses in any hot water system.
11How does NCSM control corrosion stress?Detects REDOX stress in a boiler feed water system (ORP at operating T & P)Determines correct response to REDOX stressDelivers the correct amount of scavenger to minimize the corrosivity of boiler feed water11Heres how the NCSM connects to the 3 Ds in 3D TRASARWhat do the 3D s stand for again?Thats right, Detect, Determine, DeliverThe NCSMDetects oxidation reduction stress in a boiler feed water system (ORP at operating T & P)Determines correct response to stresses and Delivers the correct amount of scavenger to minimize the corrosivity of boiler feed water12Example of NCSM operating ranges for sulfite & carbon steel system (400F)NCSM (mV)+300+200+1000-100-200-300-400-500-600Good Deaerator4-730-50Dissolved Oxygen (ppb DO)>1000.8 mpy0.2 mpy0.5 mpy2500Sulfite residual(ppb DO scavengingequivalents)06030Pitting AttackConfidence Line12The NCSM scale is shown for the 400F sulfite system. Build 1:The blue curve shows the ORP values at 400F in an oxygenated systemBuild 2: Left side of the scale shows that a good deaerator will get you to about 7 ppb O2, will be somewhere in the range of 100 to -200 mV Build 3: The red curve shows that, after the O2 is removed, sulfite will move you down into this reduced range. So say Best Practice limit is 30 or 60 ppb sulfite, youd end up in that 400 to 500 mV ORP space.Build 4: The electrochemical corrosion potential (ECP) numbers of carbon steel are shown with the regions where Pitting Attack is of concern. Using the confidence line drawn a system should operate below the line to ensure protection against pitting attack.Build 5: Shows the correlation of how lower reducing conditions results in lower measured general corrosion rates.13ContentsWhat is REDOX Stress Control?Why REDOX Stress Control?Practical considerationsEarly Experience in Ammonia Plant13Now that you know how our NCSM technology works, lets show you why it is superior.14MechanicalSystem design metallurgyDeaerator tray alignmentFeedwater heaterEconomizer leaksPump leaksOperationalDeaerator venting, steam supplySteam load changesStart up and shut downCondensate vs make up ratioProcess leaksTemperatureFeedwater demandEconomicsChemicalDissolved oxygenOxygen scavenger, passivator chemistry & dose limitationsScavenger mixing, residence timeCondensate treatment recyclepHProcess contamination leaksCorrosion productsThe boiler is the most dynamic water-using system in most plantsmany MOC factors affect boiler performance14Read slide15Many case studies document NCSM diagnostic & control capabilitiesLost scavenger feed Steam load changesUsing different pumpsIncrease in make-up water; boiler tube leakLost amine feed to condensate; feed water pH change15(quick slide)Weve documented many examples of how the NCSM was used to not only control corrosion stress but diagnose MOC issues to further optimize the customer operations. For example would you have imagined that we could diagnose a boiler tube leak?!16More NCSM corrosion control & diagnostics MOC casesDA brought on lineDA steam flow loss2nd boiler brought on lineSeasonal operationsVariation in MU to Condensate16(quick slide) Here are more documented examples of how the NCSM is a powerful tool that helps position you as a value-added consultant!17NCSM handled production increases & decreases that caused corrosion stress
17Heres a great example of how 3D TRASAR Technology with the NCSM can respond quickly and sensitively to various MOC stressors. Already in controlTwo situations to discuss in this Power plant example:
First lets focus on the left side of this graph. This power plant has two condensate pumps, A & B. They typically run pump B all the time, but they turn on pump A when Load goes above 200 MW (blue line) to keep up with demand. Turning on pump A causes a significant increase in FW DO levels (purple) which, not surprisingly, causes FW REDOX STRESS to increase (red line). In response to this stress, the 3D TRASAR controller triggers the ELIMINOX pump to adjust chemical feed rate (black line) to counter and control this event. The magnitude and duration of the STRESS event is minimized, reducing corrosion damage across the low pressure copper alloy FW heaters and down stream components. Metals transport is also reduced.
On the right side of this graph we see that even a load reduction results in STRESS. Lower load (the blue line) means pump A is off and theyre only running the good pump. Still, we see the red NCSM readings spiking, yet DO (in purple) remained low during this event because the 3D TRASAR unit controlled feed of ELIMINOX see how the pump (black line) is ramped up. This is not just a [DO] and [CHZ/HZ] net sum effect. It shows that higher NCSM readings might not correlate with [DO] if DO is scavenged. However NCSM might still increase due to the presence of other stressors like oxidized species (copper in this case). As it turns out, they found that were sucking in air at the FW heater drains when load was reduced.
In both cases, this plant tried unsuccessfully to repair the leaks. At least they now know that 3D TRASAR boiler automation can arrest these stressors and prevent further damage to their system.18NCSM protects boiler system from many variablesCustomers running lean, doing more with lessBoiler criticality puts business/production at riskCost of (lost) production/business is real Improved ability to reduce/control variables increases protection asset life extension18Read slide19NCSM can protect a variety of boiler systemsCan address corrosion mechanisms simultaneouslygeneral corrosionoxygen induced pitting flow accelerated corrosionothersAny metallurgyAny scavenger/passivator chemistry19Since the NCSM responds to many MOC variations simultaneously that it can address corrosion mechanisms simultaneouslygeneral corrosionoxygen induced pitting flow accelerated corrosionothersAny metallurgyAny scavenger
20NCSM controls corrosion more directlyIndirect DirectResidualsDA InspectionsO2 MonitoringFe TestingNCSM1940s 2009Chemical MOC 20Until now, we have been trying to control preboiler corrosion based on ONE indirect measurement. Whether it is scavenger residuals, the DA checks on the plume and the differential of DA dome/storage section temperatures, the occasional O2 monitoring either with online analyzers or Chemets and in some applications the wet testing of Total Fe and Fe2+, these test methods have been the industry standards for decadesand only one measurement that indirectly relates to preboiler corrosion. These have been our standard monitoring methods since 1940s. You can think of it like my first car, an old Escort. It got me from point A to point B safely most of the time.
The NCSM give us the ability to control corrosion in a much more direct way, online real time, under actual operating conditions. Now we can drive a Lamborghini and leave the competition in the Dust!21Scavenger residual measurement has limitationsScavenger residual (FW or BD) does not mean no DOMeasuring sulfite in BD does not provide quick response to real corrosion stress eventsMeasuring sulfite BD concentrations can be unrelated to the stress events in the FW
21Read the slide22DO measurement is also limitedCHEMETS spectrophotometric test inaccurate, point in time On-line device like OrbisphereSusceptible to foulingSlow response since sample needs to be cooledO2 does not always correlate to corrosion stressOnly measures one MOC corrosive factor22Read the slide23
The NCSM data shows theres more to pre-boiler corrosion stress than dissolved oxygenDO spikes & quickly returns to low levelThe actual corrosion event lasts much longer!23Some customers have sought to correlate scavenger feed with an on-line O2 monitorThe fuchsia line represents DO which shows a an oxygen spike Saturday night. Guess what the operators were doing? After the DO spike is over we see the ORP value continue at an elevated level. This is because O2 is not the only stressor. The corrosion and its repair is still occurringThe NCSM senses the stress and continues to feed sulfite at an elevated rate until a non corrosive condition is restored
24NCSM cannot be substituted by off-the-shelf ORP probesOff-the-shelf ORP probesCan become inaccurate (polarized) over timeAre less sensitiveCan give the wrong indication of what is happening at T and PRequire cooling the water sample Changes water chemistryLag time reduces responsiveness2425-350-300-250-200-150-100-50-350-300-250-200-150-100-5009:0010:0011:0012:00NCSMRT ORP 6 minute delay NCSM (mV)RT ORP (mV)Time0NCSM 200-1000x more sensitive than conventional ORP probes25This example shows a direct comparison of the Nalco Corrosion Stress Monitor and an off the shelf ORP probe measured at the Economizer inletThe NCSM sensor reacted with a 250 mV change for this particular stress eventMeanwhile the RT probe responds 6 minutes after the NCSM probe and only measures a 100 mV changeNCSM probe is 200-1000 times more sensitive than the room temperature probeIt also responds much quicker26Same event at EO - NCSM responds to corrosion products, RT ORP does not
-100-600-700-600-500-400-300-200-100 0-200-300-400-500NCSM (mV)RT ORP (mV)Time (hrs)26This slide shows the Economizer Outlet (EO) Data for the same upsetIn this case the RT ORP does not pick up the oxidizing event as all DO is consumed in the economizer in corrosion reactions. (economizers are fantastic oxygen scavengers but we would prefer that they not fulfill this role!)So if this is not a DO event, then why does the NCSM show this increase? The NCSM still responds to the increase in other oxidized species (like iron corrosion products) in the system.This is in response to flash corrosion and rapid corrosion attack, leading to the release of corrosion product to the boiler feedwater.
27-600-500-400-300-200-1000ABCDERT ORPNCSMORP mVE = 30 ppm ELIMIN-OX; + 145ppb O2; 250FORP variation with CHZ additions 250FA B C: Increase CHZA D: Increase CHZ and DOD E: Same DO; Increase CHZ even moreNCSM responds to stresses in correct magnitude & directionRT ORP probes can miss some macro changesRT ORP may respond the wrong way to the stress275 specific tests (A-E) are shown here with the NCSM (red) and RT ORP (blue) data.Tests A B and C show that as more reductant (carbohydrazide) is added, ORP declines. The NCSM response is also a greater magnitude, that is, more sensitive, than the RT ORP. We especially see a greater magnitude of sensitivity from test B to test C. Now compare tests A and D. In test D, scavenger (Chz) and DO (an oxidant) have been added together. Note how NCSM declines but RT ORP responds in the wrong direction and actually increases (from test A to D).The system chemistry changes with temperature and is more reducing at elevated temperature and more oxidizing once the sample is cooled to RT. This makes sense as we know reductants are less reactive at lower temperatures.The Boiler FW system is hot so we should care about trends in the high temperature space and disregard the incorrect conclusion that would be drawn from RT data.28Conventional scavenger feed methods are inferior to NCSMConstant fixed feedSetpoint based on historical/grab samplesMisses dynamic stressesFeed slaved to steam loadAppeals to one stressMay or may not be indicative of corrosion stressFeed based off inert tracerImproves control a degreeConfirms product in systemMay or may not be indicative of corrosion stress28We just looked at how the NCSM compares to conventional test methods, lets now compare to conventional feed/control strategies:Feed at constant feed rate and measure residuals and change scavenger residual based off historical data (if grab samples). This misses dynamic stresses in a cover-all mentalityScavenger feed based off steam load is slightly better as it appeals to one of the DA stresses (Boiler FW flow). Limitations are that it does not address other MOC stresses such as makeup vs. condensate return, DO variations, scavenger feed. Could slave to internal treatment tracer signal. Scavenger needed might usually is not be proportional to FW flow. Controlling Scavenger feed based off a built in tracer (E.g. Nalco 22330). this will improve control and let you know that scavenger is fed. Would need to check consumption from time to time. Problem: Dynamic of consumption is not addressed unless periodic actives are measured.29
Mechanical Deaerationprimary removal12Conventional Best PracticeDeaeration + Scavenger ResidualsBoiler Best PracticesScavenger feed point locationsNCSMsecondary responseFeed scavenger based on MOC corrosion stressesNew Best PracticeDeaeration + NCSM29So now were defining the new Boiler Best Practices as Mechanical deaeration for primary oxygen removal followed by NCSM to feed scavenger based on all the MOC corrosion stresses.
30ContentsWhat is Corrosion Stress Control?Why Corrosion Stress Control?How to Make the Paradigm ShiftPractical considerations
30Now well cover a few practical tips for implementation.31NCSM is robust to withstandoperating temp & pressureThe NCSM system design limit 2000psi & 500F (special considerations above 2000psi)Typical installation point after main FW pump (pressure side)System design for non-hazardous areas (special considerations for Refineries)Closely follow manual procedures-safety3132A tour of the NCSM cell & electrodes
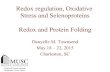
Disassembled ORP CellPlatinum (ORP) and RTD ElectrodesReferenceElectrode3/8 Stainless Steel ORP Cellwith Reducing Unions
Disassembled ORP CellPlatinum (ORP) and RTD ElectrodesReferenceElectrode3/8 Stainless Steel ORP Cellwith Reducing Unions
32Lets take a tour of the equipment components On the right hand side you can see the hot water comes in from the right and exits through the top; the water will travel on to the sample cooler then to the fluorometer.On the left hand side the electrodes have been separated from the 3/8 cross. The platinum electrode and temp measuring assembly is on the leftOn the bottom is the reference electrode which is extends down about 18 inchesThe platinum and reference electrodes both extend into the center of the cross which we refer to as the Cell
This cross is a bored-through fitting making the walls delicate. Use care never to ram or force tubing into the fitting as it may damage the probes. This is why reducers are provided. The reducers are not bored though.It is important to review how to correctly tighten and loosen Swagelok fittings. The general rule of thumb is finger tight and 1/8 turn of a wrench. Over tightening can permanently crimp the fitting and prevent you from getting it apart for future maintenance.
33NCSM sample point is selected to capture & react to stressorsTypically pressure side of FW pumpLocate probe close as possible to the actual sample take-off point;
Related Documents