BAB V PROSES PRODUKSI 5.1 Proses Produksi Billet PT. Ispat Indo merupakan perusahaan yang mengolah bahan baku berupa scrap yang akan diproses lagi, produk yang dihasilkan adalah billet baja dan batang kawat baja (wire rod). Billet baja diproduksi di departemen Steel Melting Shop (SMS) dengan bahan baku utama adalah besi tua dan juga DRI/Pig Iron yang dilebur dengan cara Electric Art Furnace (EAF) sampai temperatur kira-kira 1600 o C. Ketika proses peleburan berlangsung, dihasilkan slag sekitar 6-8% dari proses peleburan yang berlangsung antara 44-55 menit dalam satu kali proses peleburan. Kemudian dituangkan ke dalam ladle yang kemudian besi cair ini dibawa menuju ke LRF (Laddle Refining Furnace) untuk dipanaskan kembali dan ditambahkan komposisi lain agar menjadi produk yang sesuai dengan standar yang telah ditetapkan,dari LRF proses berlanjut menuju ke CCM (Continous Casting Machine) yang bertujuan mencetak besi cair menjadi billet dan memotong dengan ukuran tertentu. Secara garis besar alur langkah produksi billet ini adalah sebagai berikut: 37

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BAB V
PROSES PRODUKSI
5.1 Proses Produksi Billet
PT. Ispat Indo merupakan perusahaan yang mengolah
bahan baku berupa scrap yang akan diproses lagi, produk
yang dihasilkan adalah billet baja dan batang kawat
baja (wire rod). Billet baja diproduksi di departemen
Steel Melting Shop (SMS) dengan bahan baku utama adalah besi
tua dan juga DRI/Pig Iron yang dilebur dengan cara
Electric Art Furnace (EAF) sampai temperatur kira-kira 1600oC. Ketika proses peleburan berlangsung, dihasilkan slag
sekitar 6-8% dari proses peleburan yang berlangsung
antara 44-55 menit dalam satu kali proses peleburan.
Kemudian dituangkan ke dalam ladle yang kemudian besi
cair ini dibawa menuju ke LRF (Laddle Refining Furnace)
untuk dipanaskan kembali dan ditambahkan komposisi lain
agar menjadi produk yang sesuai dengan standar yang
telah ditetapkan,dari LRF proses berlanjut menuju ke
CCM (Continous Casting Machine) yang bertujuan mencetak
besi cair menjadi billet dan memotong dengan ukuran
tertentu. Secara garis besar alur langkah produksi
billet ini adalah sebagai berikut:
37
Bab V -Proses Produksi 38
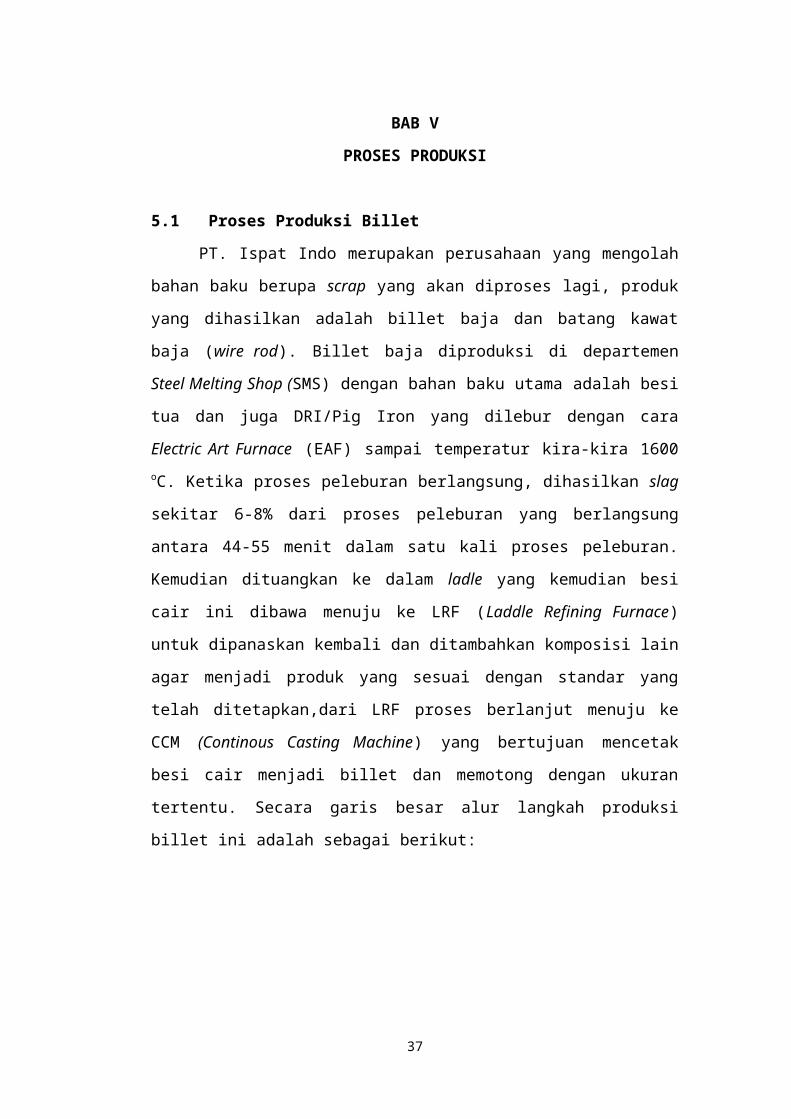
Gambar 5.1. Diagram alir proses
pembuatan billet
Di perusahaan Ispat Indo produksi billet
dilaksanakan oleh bagian SM S (Steel Melting Shop). Yang
terbagi menjadi tiga sub bagian yaitu; EAF, LRF dan
CCM.
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 39
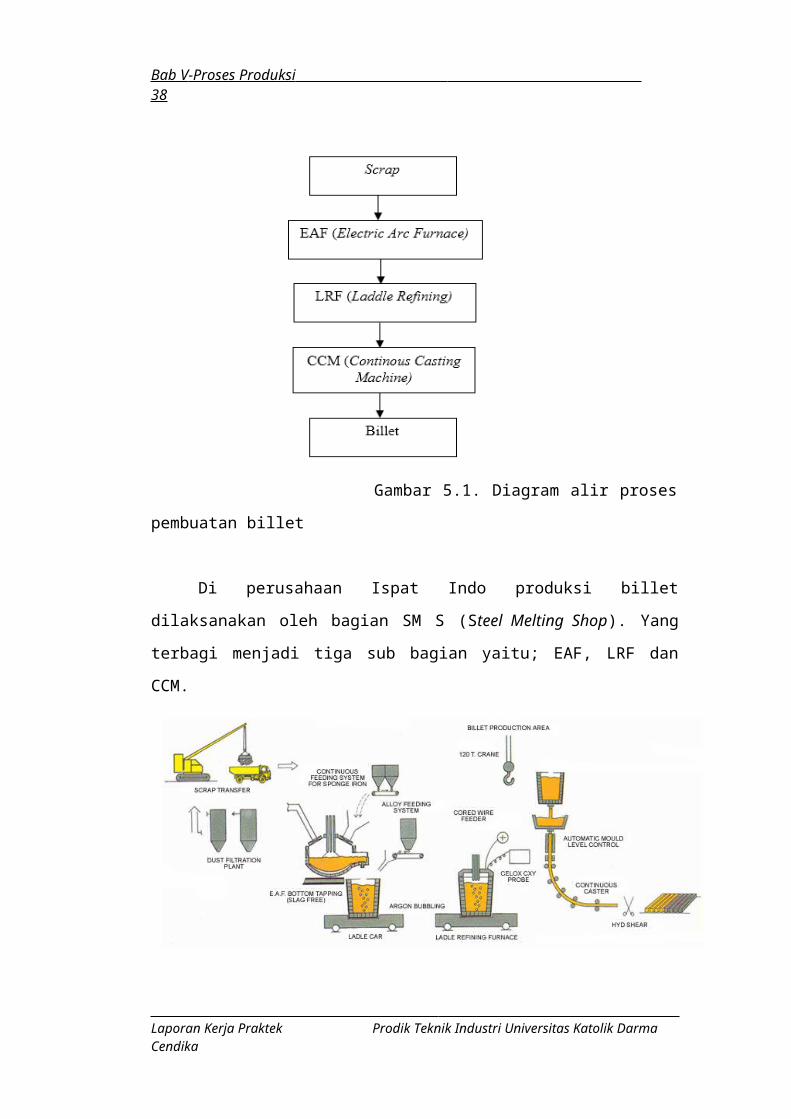
Gambar 5.2. Proses flow chart steel making shop
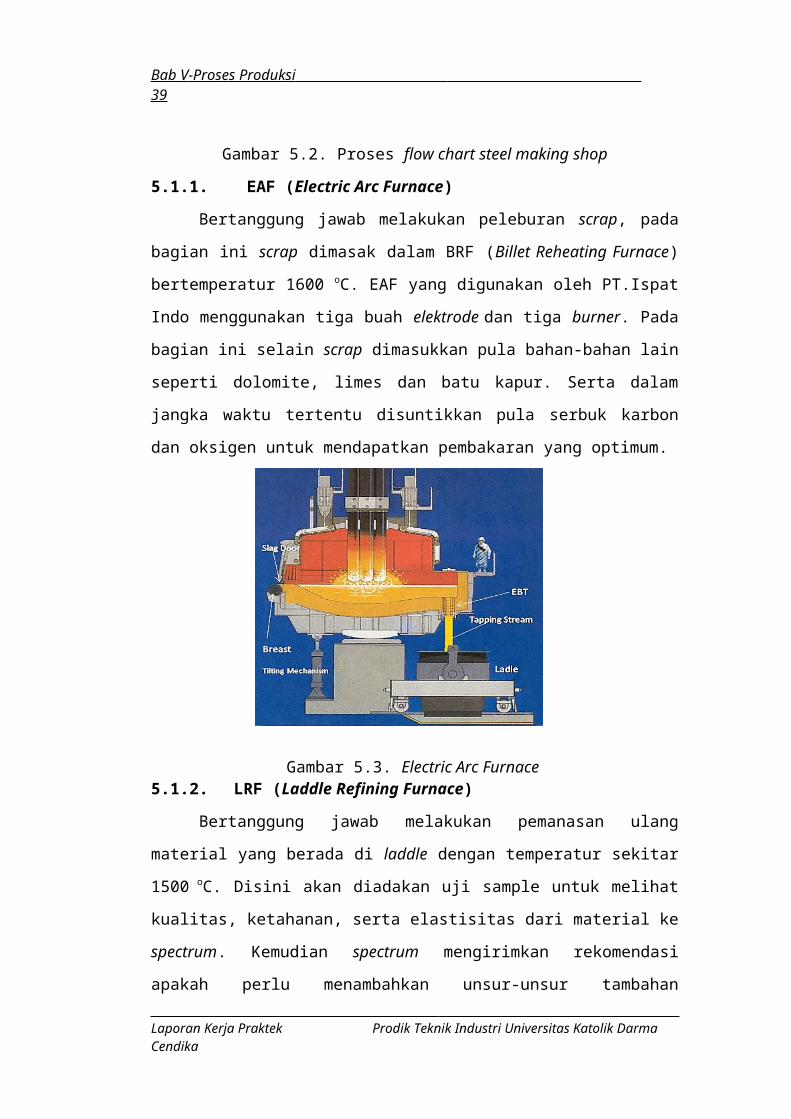
5.1.1. EAF (Electric Arc Furnace)
Bertanggung jawab melakukan peleburan scrap, pada
bagian ini scrap dimasak dalam BRF (Billet Reheating Furnace)
bertemperatur 1600 oC. EAF yang digunakan oleh PT.Ispat
Indo menggunakan tiga buah elektrode dan tiga burner. Pada
bagian ini selain scrap dimasukkan pula bahan-bahan lain
seperti dolomite, limes dan batu kapur. Serta dalam
jangka waktu tertentu disuntikkan pula serbuk karbon
dan oksigen untuk mendapatkan pembakaran yang optimum.
Gambar 5.3. Electric Arc Furnace5.1.2. LRF (Laddle Refining Furnace)
Bertanggung jawab melakukan pemanasan ulang
material yang berada di laddle dengan temperatur sekitar
1500 oC. Disini akan diadakan uji sample untuk melihat
kualitas, ketahanan, serta elastisitas dari material ke
spectrum. Kemudian spectrum mengirimkan rekomendasi
apakah perlu menambahkan unsur-unsur tambahan Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 40
(C,Mn,P,S,Si) untuk mendapatkan produk yang sesuai
dengan suatu standar. Biasanya uji sample sampai
mendekati permintaan dilakukan sebanyak 5 kali uji.
Pengiriman sample menggunakan hidrolik. Pada bagian ini
material liquid yang telah diproses oleh LRF siap untuk
dicetak menjadi billet.
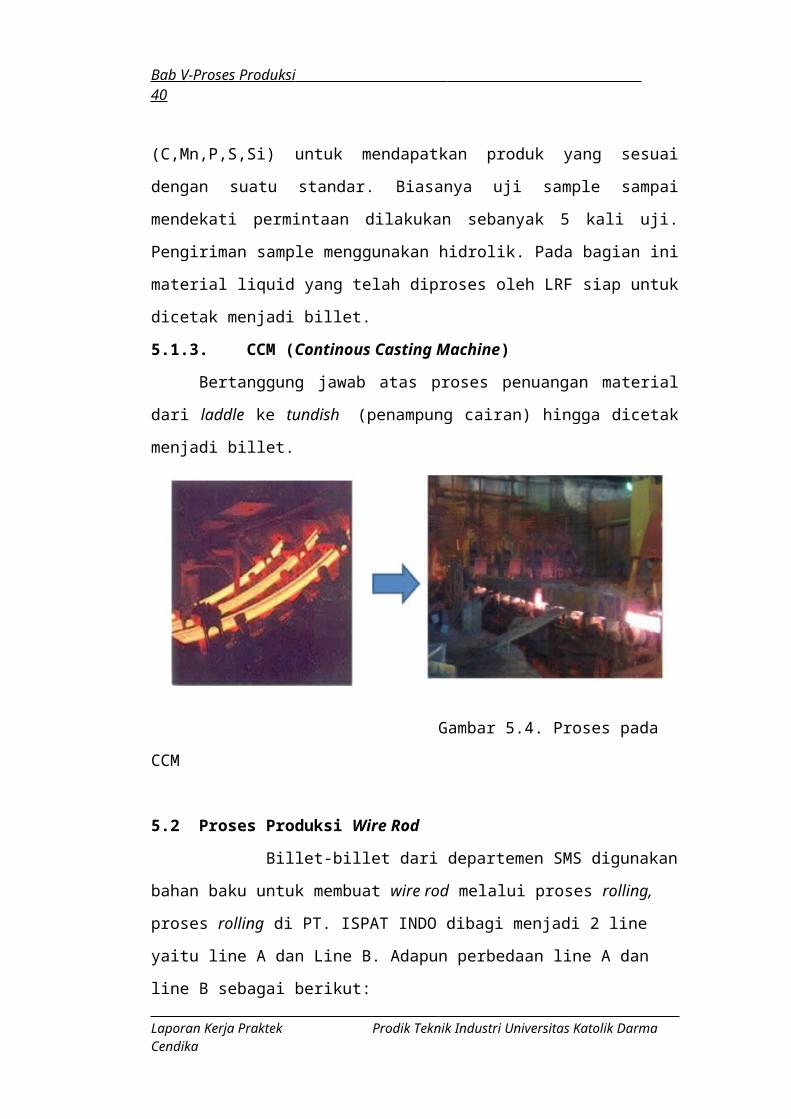
5.1.3. CCM (Continous Casting Machine)
Bertanggung jawab atas proses penuangan material
dari laddle ke tundish (penampung cairan) hingga dicetak
menjadi billet.
Gambar 5.4. Proses pada
CCM
5.2 Proses Produksi Wire Rod
Billet-billet dari departemen SMS digunakan
bahan baku untuk membuat wire rod melalui proses rolling,
proses rolling di PT. ISPAT INDO dibagi menjadi 2 line
yaitu line A dan Line B. Adapun perbedaan line A dan
line B sebagai berikut: Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 41
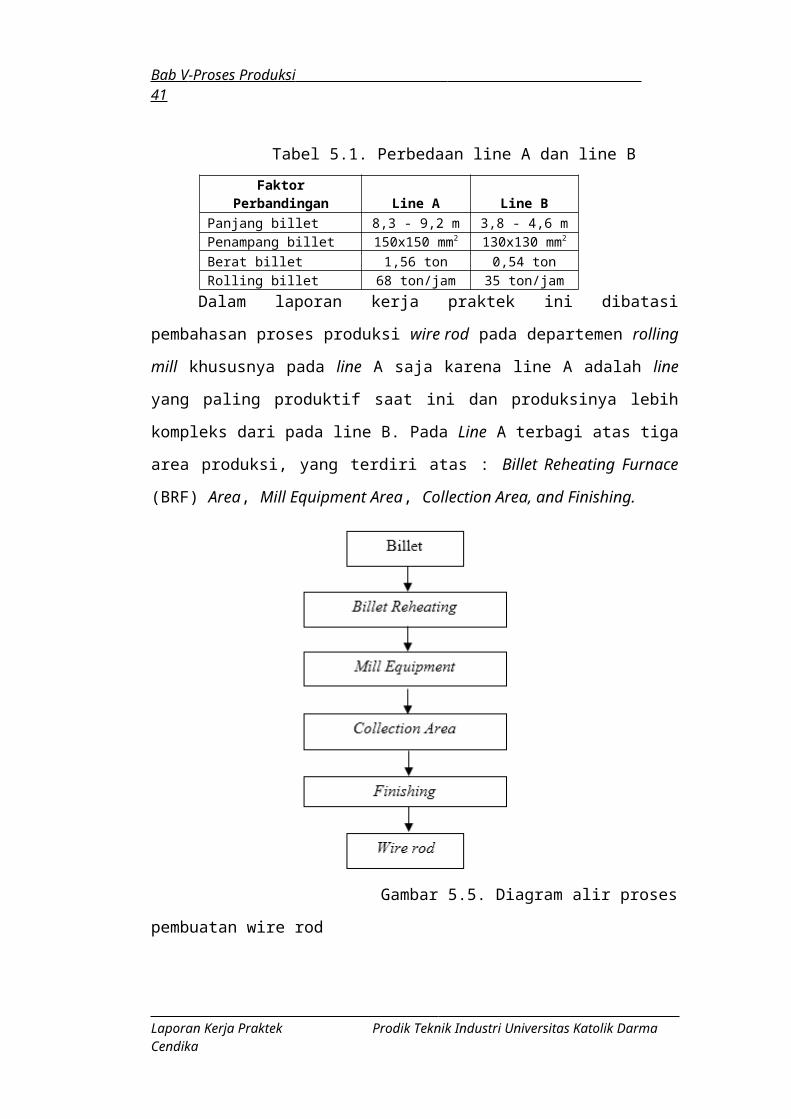
Tabel 5.1. Perbedaan line A dan line B Faktor
Perbandingan Line A Line BPanjang billet 8,3 - 9,2 m 3,8 - 4,6 mPenampang billet 150x150 mm2 130x130 mm2
Berat billet 1,56 ton 0,54 tonRolling billet 68 ton/jam 35 ton/jamDalam laporan kerja praktek ini dibatasi
pembahasan proses produksi wire rod pada departemen rolling
mill khususnya pada line A saja karena line A adalah line
yang paling produktif saat ini dan produksinya lebih
kompleks dari pada line B. Pada Line A terbagi atas tiga
area produksi, yang terdiri atas : Billet Reheating Furnace
(BRF) Area, Mill Equipment Area, Collection Area, and Finishing.
Gambar 5.5. Diagram alir proses
pembuatan wire rod
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 42
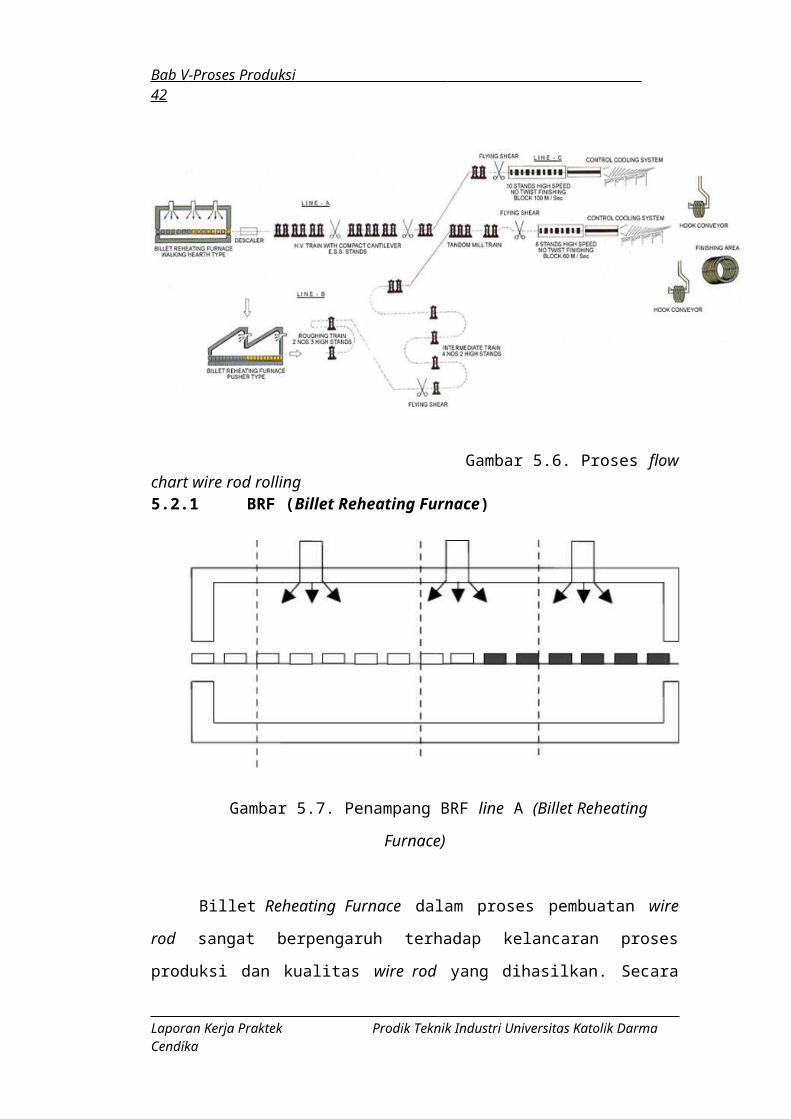
Gambar 5.6. Proses flowchart wire rod rolling5.2.1 BRF (Billet Reheating Furnace)
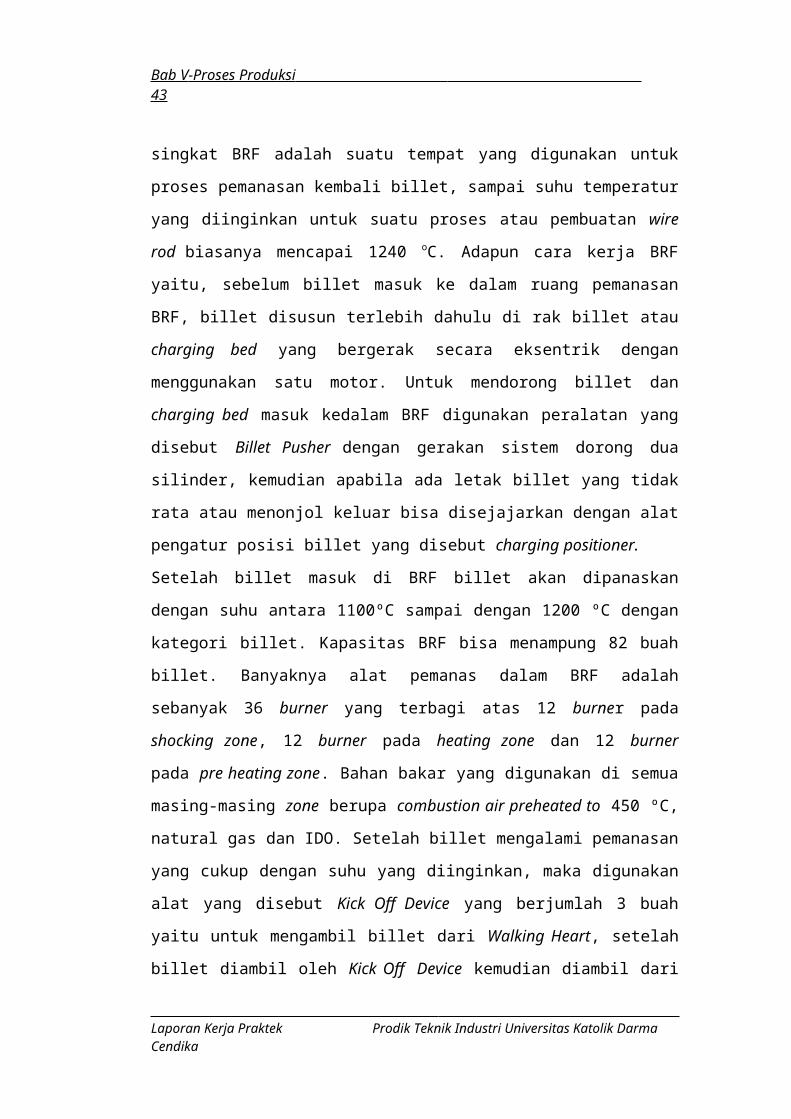
Gambar 5.7. Penampang BRF line A (Billet Reheating
Furnace)
Billet Reheating Furnace dalam proses pembuatan wire
rod sangat berpengaruh terhadap kelancaran proses
produksi dan kualitas wire rod yang dihasilkan. Secara
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 43
singkat BRF adalah suatu tempat yang digunakan untuk
proses pemanasan kembali billet, sampai suhu temperatur
yang diinginkan untuk suatu proses atau pembuatan wire
rod biasanya mencapai 1240 oC. Adapun cara kerja BRF
yaitu, sebelum billet masuk ke dalam ruang pemanasan
BRF, billet disusun terlebih dahulu di rak billet atau
charging bed yang bergerak secara eksentrik dengan
menggunakan satu motor. Untuk mendorong billet dan
charging bed masuk kedalam BRF digunakan peralatan yang
disebut Billet Pusher dengan gerakan sistem dorong dua
silinder, kemudian apabila ada letak billet yang tidak
rata atau menonjol keluar bisa disejajarkan dengan alat
pengatur posisi billet yang disebut charging positioner.
Setelah billet masuk di BRF billet akan dipanaskan
dengan suhu antara 1100ºC sampai dengan 1200 ºC dengan
kategori billet. Kapasitas BRF bisa menampung 82 buah
billet. Banyaknya alat pemanas dalam BRF adalah
sebanyak 36 burner yang terbagi atas 12 burner pada
shocking zone, 12 burner pada heating zone dan 12 burner
pada pre heating zone. Bahan bakar yang digunakan di semua
masing-masing zone berupa combustion air preheated to 450 ºC,
natural gas dan IDO. Setelah billet mengalami pemanasan
yang cukup dengan suhu yang diinginkan, maka digunakan
alat yang disebut Kick Off Device yang berjumlah 3 buah
yaitu untuk mengambil billet dari Walking Heart, setelah
billet diambil oleh Kick Off Device kemudian diambil dari
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 44
BRF dengan alat Discharge Roll. Billet Reheating Furnace area
terdiri atas : Charging Bed, Charging Billet Pusher, Charging
Positioner, Billet Reheating Furnace, Kick Off Device, dan Discharge Roll
Table.
Charging Bed
Charging Bed adalah tempat billet yang akan dimasukkan
ke BRF, Charging Bed dapat menampung kurang lebih 30
billet, bergerak secara eksentrik yang digerakkan satu
motor elektrik. Pada Charging Bed terdapat sensor yang
berguna untuk mendeteksi posisi billet.
Charging Billet Pusher
Charging Billet Pusher adalah peralatan untuk mendorong
billet dari cueva menuju ruang BRF, dengan menggunakan
gerakan sistem dorong dari dua silinder.
Charging Positioner
Charging Positioner adalah tempat untuk mengatur posisi
atau meluruskan salah satu ujung billet yang menonjol
keluar, agar billet yang masuk ke BRF sejajar dengan
yang lainnya.
Billet Reheating Furnace
Billet Reheating Furnace adalah tempat untuk menaikan dan
menampung 82 billet dengan panjang billet 9,2 meter.
Pemanasan berasal dari burner yang berjumlah 36 buah
yang terbagi 12 burner pada setiap zone.
Kick Off Device
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 45
Kick Off Device digerakkan oleh dua motor. Kick Off Device
berjumlah 5 buah yang bergerak secara pneumatic
digunakan untuk mengambil billet satu per satu dari
walking heart.
Discharge Roll Table
Discharge Roll Table adalah alat yang digunakan untuk
mentransfer billet menuju rolling. Discharge Roll Table
mempunyai roll yang berjumlah 7 buah. Sistem pendinginan
menggunakan sistem indirect cooling water.
5.2.2. Mill Equipment Area
Billet yang sudah keluar dari BRF, kemudian
dibersihkan dengan alat yang disebut descaler. Descaler
memiliki 8 nozzle yang berguna untuk menyemprotkan air
dengan bantuan pompa guna mengurangi scale yang melekat
pada billet. Setelah itu billet baru masuk pada roll table
yang digerakkan oleh satu motor. Pada roll table terdapat
stopper yang berguna untuk memindahkan billet out bila
terjadi masalah pada equipment. Sebelum billet memasuki
proses pengerolan kecepatan billet diatur oleh pinch roll
yang bekerja dengan cara menekan ujung billet yang akan
masuk sehingga ujung billet satu dengan ekor billet lain
tidak saling bersentuhan.
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 46
Secara garis besar proses rolling melewati 18 ESS
stand (Cartliver Stand) yang berfungsi mereduksi billet
dengan dimensi sesuai groove dari roll, dimana tiap-tiap
stand mereduksi rata-rata 20% dari besar baja yang di
roll. Terdapat beberapa jenis groove yang dipakai untuk
proses pengerolan yaitu jenis round, box, dan oval. Untuk
lebih jelasnya dapat dilihat di dalam tabel. Roll
tersusun secara horisontal dan vertikal. Pada roll yang
vertikal terdapat guide roll pada entry hal ini digunakan
agar bar tidak bergerak ke atas atau ke bawah saat akan
masuk roll vertikal. Bar melewati setiap stand dengan
kecepatan yang berbeda-beda dan setiap stand memiliki
ukuran yang berbeda pula dengan ukuran yang berbeda maka
tiap stand digerakkan oleh motor sendiri dan dengan gear
box sendiri. Untuk menghindari tegangan berlebih yang
diakibatkan coil yang ditarik maka terdapat vertical lopper
yang terletak diantara stand. Tiap bar akan mengalami
proses pemotongan (shear) pada ujung dan ekor bar. Hal
ini dikarenakan sebagian besar bagian ujung dan ekor
dari bar mengalami penurunan temperatur yang cepat dan
hal ini dikhawatirkan akan menyebabkan penambahan beban
pada proses reduksi berikutnya. Posisi shear terdapat
pada stand 4, stand 10, dan stand 16. Dari stand 16
masuk block mill area dimana tempat ini sangat menentukan
kualitas dan diameter wire rods sesuai dengan grade yang
diinginkan. Pada block mill terdapat 10 roll yang posisinya
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 47
horizontal dan vertikal dan ada tempat yang khusus
digunakan jika bar mengalami cobbel dalam block mill.
Setelah masuk block mill area, bar mengalami proses
pendinginan menggunakan dua water cooling box sebelum masuk
ke turn forming head. Setelah bar didinginkan, bar diukur
diameternya dengan alat yang di beri nama Zumbar setelah
itu bar memasuki pinchroll untuk mengurangi kecepatan
sebelum masuk ke proses turn forming head. Turnforming head
berfungsi untuk membentuk wire rods yang panjang menjadi
coil of wire yang kemudian akan ditransfer ke collection area.
Mill Equipment Area terdiri dari : Descaler, Roll Table BRF, Pinch
Roll, Stand,Vertikal Lopper, Shear, dan Fixed Control Cooling, Block Mill
Area, serta Turn Forming Head. Berikut ini adalah
karakteristik line A dari stand awal hingga akhir.
Descaler
Peralatan untuk menghilangkan scale pada permukaan
billet dengan air yang disemprotkan. Pada descaler
terhadap 8 nozzle untuk menyemprotkan air yang dipompa.
Roll Table BRF
Tempat mentransfer billet ke stand 1A. Pada roll table
terdapat stopper yang berguna untuk memindahkan billet ke
hot out bila terjadi masalah pada equipment setelah roller
table BRF dimana stopper bergerak secara hydraulic.
Pinch Roll
Pada Line A terdapat 2 pinch roll. Pertama terletak
sebelum stand 1A yang berfungsi untuk memperlambat
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 48
kecepatan billet sedangkan yang kedua terletak sebelum
Turn Forming Head (TFH) yang berfungsi mengatur ekor coil
yang paling belakang.
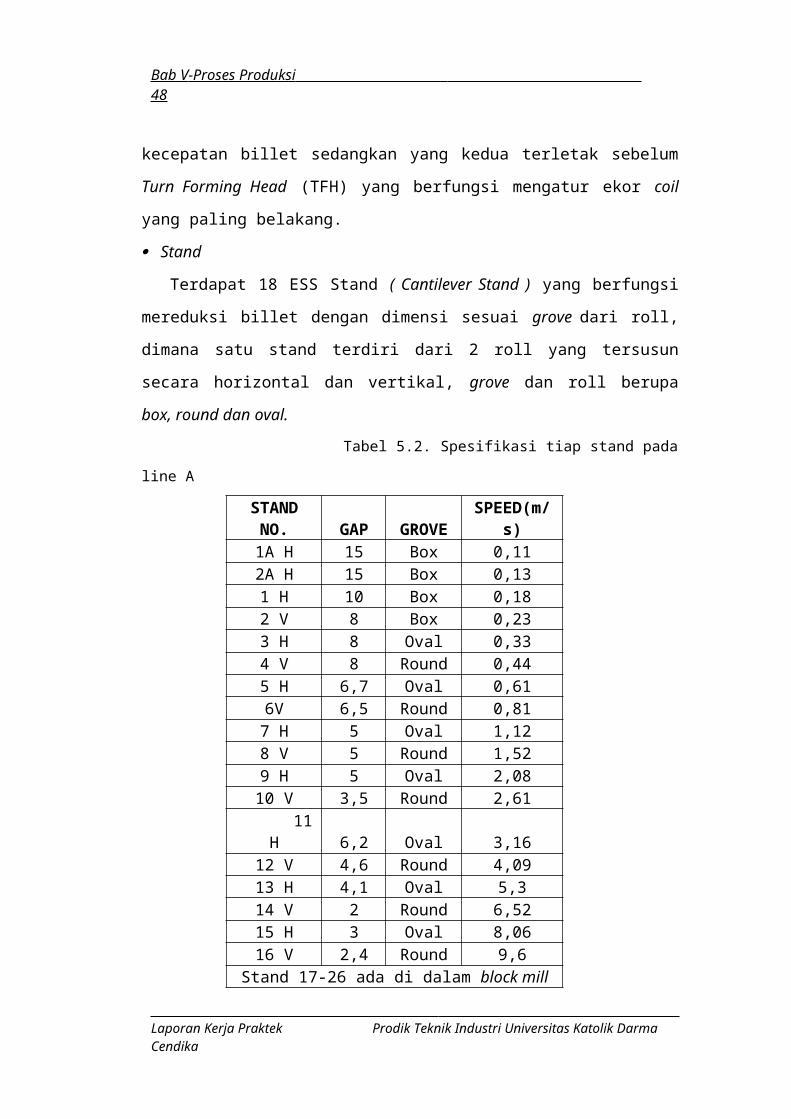
Stand
Terdapat 18 ESS Stand ( Cantilever Stand ) yang berfungsi
mereduksi billet dengan dimensi sesuai grove dari roll,
dimana satu stand terdiri dari 2 roll yang tersusun
secara horizontal dan vertikal, grove dan roll berupa
box, round dan oval.
Tabel 5.2. Spesifikasi tiap stand pada
line A
STANDNO. GAP GROVE
SPEED(m/s)
1A H 15 Box 0,112A H 15 Box 0,131 H 10 Box 0,182 V 8 Box 0,233 H 8 Oval 0,334 V 8 Round 0,445 H 6,7 Oval 0,616V 6,5 Round 0,817 H 5 Oval 1,128 V 5 Round 1,529 H 5 Oval 2,0810 V 3,5 Round 2,61
11H 6,2 Oval 3,16
12 V 4,6 Round 4,0913 H 4,1 Oval 5,314 V 2 Round 6,5215 H 3 Oval 8,0616 V 2,4 Round 9,6
Stand 17-26 ada di dalam block mill
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 49
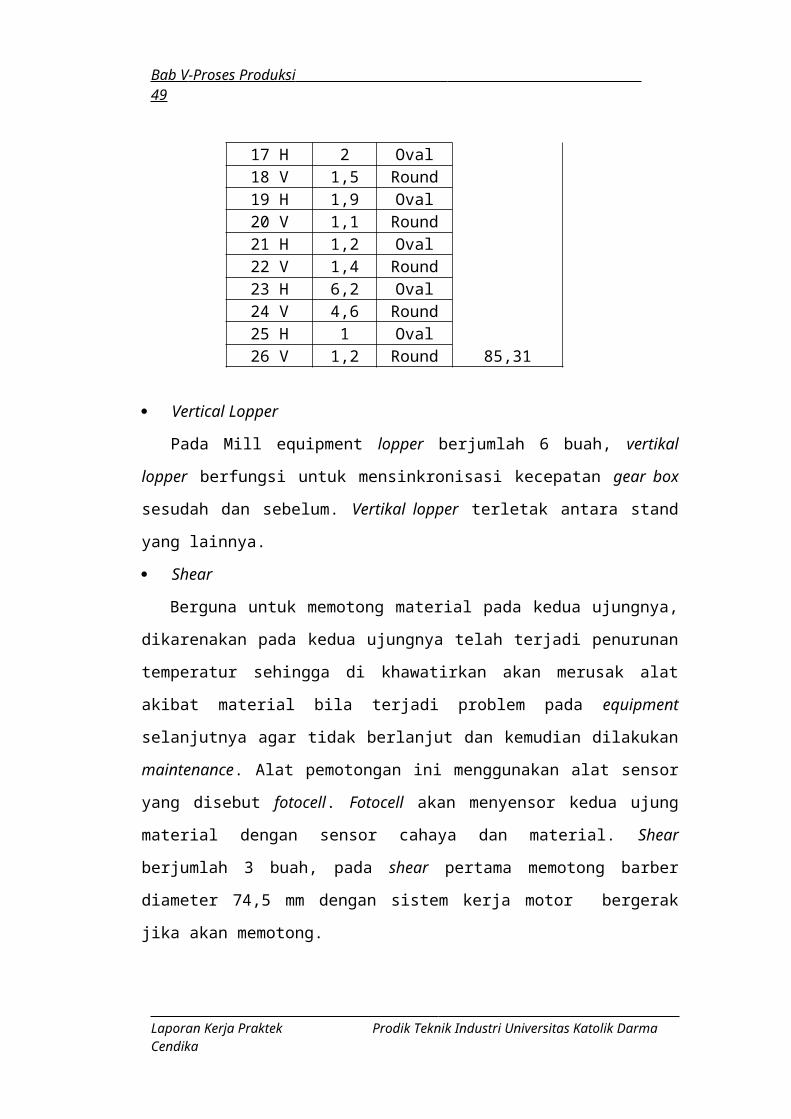
17 H 2 Oval 18 V 1,5 Round 19 H 1,9 Oval 20 V 1,1 Round 21 H 1,2 Oval 22 V 1,4 Round 23 H 6,2 Oval 24 V 4,6 Round 25 H 1 Oval 26 V 1,2 Round 85,31
Vertical Lopper
Pada Mill equipment lopper berjumlah 6 buah, vertikal
lopper berfungsi untuk mensinkronisasi kecepatan gear box
sesudah dan sebelum. Vertikal lopper terletak antara stand
yang lainnya.
Shear
Berguna untuk memotong material pada kedua ujungnya,
dikarenakan pada kedua ujungnya telah terjadi penurunan
temperatur sehingga di khawatirkan akan merusak alat
akibat material bila terjadi problem pada equipment
selanjutnya agar tidak berlanjut dan kemudian dilakukan
maintenance. Alat pemotongan ini menggunakan alat sensor
yang disebut fotocell. Fotocell akan menyensor kedua ujung
material dengan sensor cahaya dan material. Shear
berjumlah 3 buah, pada shear pertama memotong barber
diameter 74,5 mm dengan sistem kerja motor bergerak
jika akan memotong.
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 50
Funnel Line
Fungsi Funnel Line adalah untuk mempermudah bar sebelum
masuk stand 15.
Block Mill Area
Dalam proses produksi rolling mill, proses finishing di
area block mill sangat berperan besar untuk menghasilkan
produk dengan kualitas produk sesuai standart yang
diminta oleh customer. Prinsip pembentukan wire rod
diarea block mill line A (stand 17 s/d 26) sama dengan
stand–stand yang lain (mereduksi bar sesuai dengan
ukuran yang akan diproduksi), yaitu bar dari stand 16
(bentuk round) masuk ke block mill direduksi oleh stand 17
(bentuk oval), dan begitu seterusnya sampai stand finish
(sesuai ukuran wire rod yang diproduksi). Faktor-faktor
yang mempengaruhi proses rolling mill di area block mill adalah
sebagai berikut :
a) Proses pemasangan rolling ring / tc ring (tc ring clamping
system).
b) Proses pemasangan guide dan setting entry guide box.
c) Sistem lubrikasi guide roll.
d) Sistem cooling water untuk guide roll dan tc ring.
e) Setting stock size (clearence tc ring).
f) Pemilihan material tc ring dan guide roll.
Water Cooling Box
Water Cooling Box merupakan alat yang digunakan untuk
membantu mendinginkan bar setelah melalui proses rolling
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 51
pada block mill area. Terdapat 2 Water cooling box untuk
mendinginkan bar.
Turn Forming Head
Fungsi turn forming head adalah membentuk wire rod yang
memanjang menjadi coil of wire (gulungan berbentuk spiral).
Cara kerja alat ini berputar dengan dipandu oleh spiral
pipa membentuk coil kawat baja yang kemudian ditransfer
di collection area. Pada turn forming head terdapat insert yang
berguna mengurangi vibrasi dan menjaga bar agar tidak
bersingungan dengan pipa. Pada akhir proses ini hasil
yang didapatkan adalah wire rods yang siap untuk dijual
kepada customer.
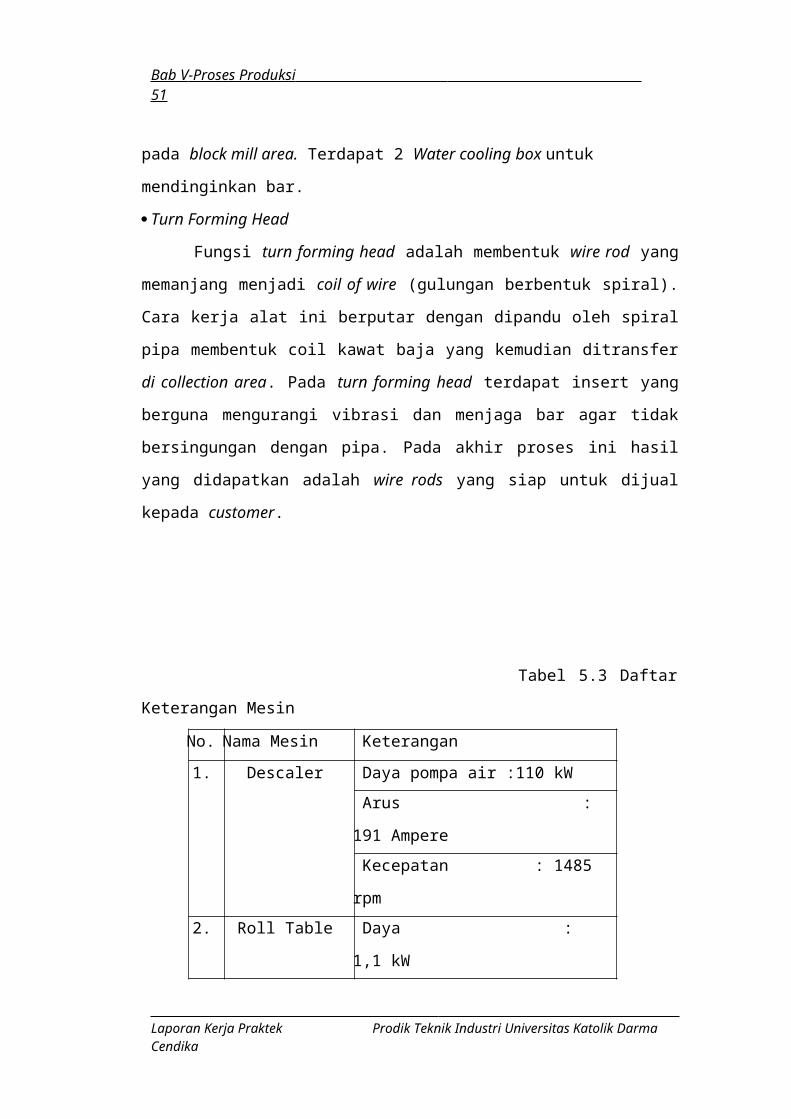
Tabel 5.3 Daftar
Keterangan Mesin
No. Nama Mesin Keterangan1. Descaler Daya pompa air :110 kW
Arus :
191 Ampere Kecepatan : 1485
rpm2. Roll Table Daya :
1,1 kW
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 52
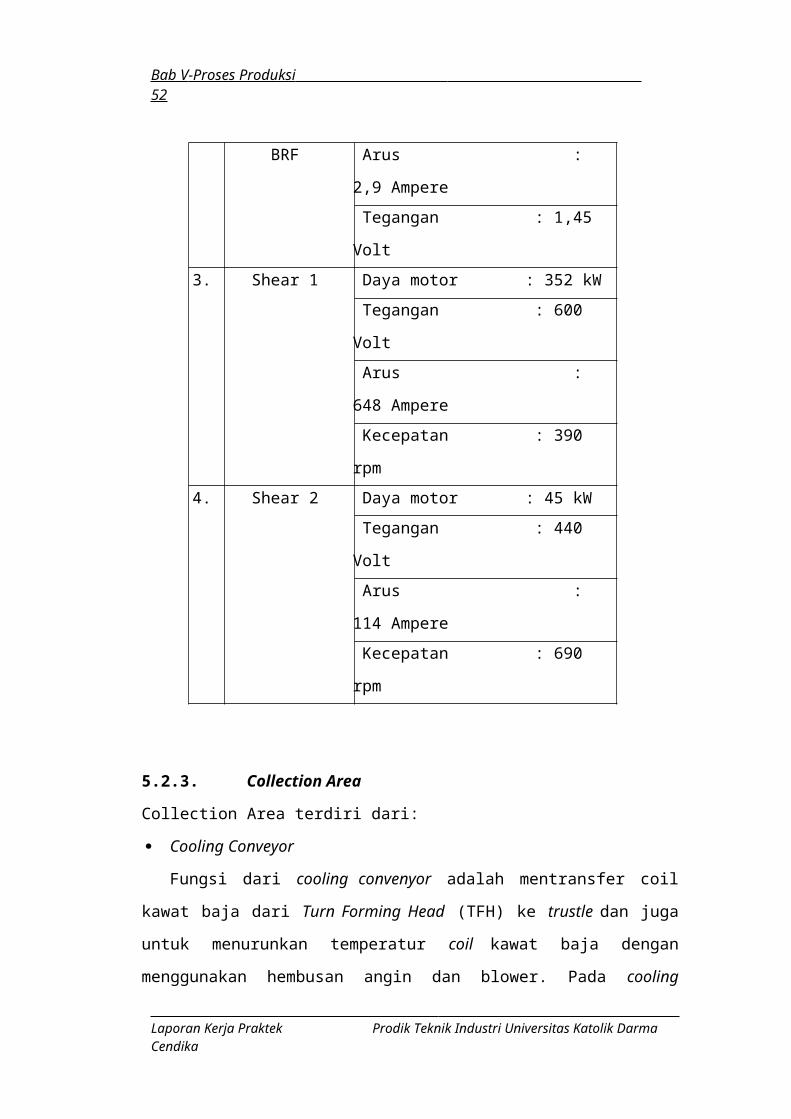
BRF Arus :
2,9 Ampere Tegangan : 1,45
Volt3. Shear 1 Daya motor : 352 kW
Tegangan : 600
Volt Arus :
648 Ampere Kecepatan : 390
rpm4. Shear 2 Daya motor : 45 kW
Tegangan : 440
Volt Arus :
114 Ampere Kecepatan : 690
rpm
5.2.3. Collection Area
Collection Area terdiri dari:
Cooling Conveyor
Fungsi dari cooling convenyor adalah mentransfer coil
kawat baja dari Turn Forming Head (TFH) ke trustle dan juga
untuk menurunkan temperatur coil kawat baja dengan
menggunakan hembusan angin dan blower. Pada cooling
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 53
convenyor yang digunakan untuk mengatur temperatur coil
kawat baja agar diperoleh struktur mikro yang
diinginkan. Roll pada convenyor berjumlah 456 buah yang
digerakan oleh 19 motor.
Easy Down Fork
Berfungsi untuk menerima gulungan coil kawat baja dari
cooling conveyor sementara bergerak vertikal dan
horizontal.
Trestle
Berfungsi untuk menerima dan mentransfer gulungan coil
kawat baja dari cooling convenyor ke hook.
Discharge Truck
Berfungsi untuk mentransfer coil kawat baja dengan
cara mengangkat dari trestle ke hook convenyor dengan
menggunakan satu motor yang bekerja secara hidrolik.
Hook Conveyor
Berfungsi untuk menerima coil kawat baja dari discharge
truck ke compacting untuk di ikat. Jumlah hook sebanyak 36
buah yang gerakannya diatur oleh terminal yang
berjumlah 12 buah dan digerakkan oleh daya listrik.
Compacting
Berfungsi untuk mengikat gulungan coil kawat baja agar
menjadi lebih rapat dan rapi dengan 4 buah ikatan.
Compacting saat ini menggunakan display monitor dengan
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 54
menggunakan program Win CC, dengan menggunakan display
monitor ini sebenarnya lebih memudahkan kita dalam
mengoprasikan mesin tersebut, sebab dari tampilan yang
ada pada monitor dapat diketahui sinyal yang muncul,
baik itu sinyal input yang berasal dari sensor seperti
limit switch, proximity switch, pressure switch dan lain sebagainya.
Selain sinyal input, juga bisa melihat sinyal output
yaitu command untuk valve.
Storage Transfer
Berfungsi untuk mengambil gulungan coil kawat baja
yang sudah terikat dari hook transfer dan mempersiapkan
untuk mengambil forklift untuk diletakkan distorage area.
5.2.4 Finishing
Penyelesaian coil keluar dari turn forming head
kemudian melewati cooling conveyor yang berfungsi untuk
mendinginkan dan mengirim coil menuju trustle. Trustle ini
berbentuk kerucut yang berfungsi menerima cooling dari
conveyor. Trustle digerakkan oleh roll table yang bekerja
secara elektrik kemudian memindahkan coil ke hook conveyor.
Jumlah hook sebanyak 40 buah yang gerakannya diatur oleh
satu terminal pusat (operator) dengan sistem
komputerisasi. Dari hook conveyor kumpulan coil wire rod
disortir antara yang baik (good grade) atau reject (downgrade),
kemudian coil yang baik dibawa ke compacting untuk diikat
(sebanyak 4 ikatan) dengan sistem hidrolik kemudian
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Bab V -Proses Produksi 55
diambil oleh alat storage transfer yang dipersiapkan untuk
diambil forklift dan diletakkan di storage area.
Laporan Kerja Praktek Prodik Teknik Industri Universitas Katolik Darma Cendika
Related Documents











