Proposal Tugas Akhir Nomor Pengajuan (diisi oleh jurusan) . G . . Judul Nama NRP 6 1 1 1 0 0 4 Kontrol Modular Production System Berbasis PLC Siemens S7- 300 Dengan Menggunakan HMI Touch Panel DAMARIS TANOJO

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Proposal Tugas Akhir
Nomor Pengajuan(diisi oleh jurusan)
. G . .
Judul
Nama
NRP
6 1 1 1 0 0 4
Kontrol Modular Production System Berbasis PLC Siemens S7-300 Dengan Menggunakan HMI Touch Panel
DAMARIS TANOJO
Fakultas Teknik Jurusan Teknik ElektroUniversitas Surabaya
DATA PERSONAL:Nama: Damaris Tanojo
NRP: 6111004
ALAMAT:(yang dapat dihubungi selama masa Tugas Akhir)
Alamat Pos: Rungkut Asri Barat XII / 18
Telepon: -
Handphone: 082143309015
E-mail: [email protected]
DATA AKADEMIK:SKS Kumulatif: 113
IPK: 3.597
Jumlah BSS/MSS: - semester
Mata Kuliah Penunjang:
Mata Kuliah NilaiOtomasi Industri 1 A
Tulislah 4 mata kuliah yang berkaitan langsung dengan topik ini besertanilai yang diperoleh.
Otomasi Industri 2 A
Algoritma dan Pemrograman A
Instrumentasi AB
LATAR BELAKANG Jelaskan alasan pemilihan topik ini. Jelaskan sejauh mana topik ini telah dikembangkan.
Latar belakang ditulis secara singkat dan jelas (tidak melebihi halaman ini).
PENJELASAN TOPIK
Di zaman modern ini, Industri-industri modern telah menggunakan mesin-mesin yang serba otomatis. Di dunia industri, sistem otomatis sangat diminati karena dapat menjamin kualitas produk yang dihasilkan, memperpendek waktu produksi dan mengurangi biaya untuk tenaga kerja manusia. Salah satu pengendali yang paling populer, khususnya untuk sistem yang bekerja secara sekuensial, ialah Programmable Logic Controller (PLC). Untuk memantau dan mengontrol kerja dari PLC tersebut, dibutuhkan suatu interface yang menghubungkan manusia dengan teknologi mesin melalui sistem SCADA (Supervisory Control And Data Acquisition). Interface tersebut disebut Human Machine Interface (HMI).HMI dapat berupa pengendali dan visualisasi status baik dengan manual maupun melalui visualisasi komputer yang bersifat real time.
Dalam dunia industri, Semua mesin produksi yang di kontrol menggunakan PLC dengan menggunakan user interface HMI tidak mungkin hanya terdiri atas satu modul mesin. Untuk melakukan produksi, pasti digunakan berbagai jenis mesin yang berbeda-beda fungsinya. Modular Production System (MPS) merupakan plant yang dapat digunakan untuk melakukan simulasi produksi. MPS terdiri atas beberapa station dengan fungsi yangberbeda-beda.
Jurusan Teknik Elektro Universitas Surabaya termasuk universitas yang memiliki fasilitas PLC dan HMI yang cukup lengkap, namun fasilitas ini belum bermanfaat secara maksimal dikarenakan dosen mata kuliah yang bersangkutan masih menggunakan PLC Omron yang kebanyakan sudah jarang digunakan di dunia industri. Selain itu, mata kuliah yang membahas HMI hanya mengajarkan mengenai penggunaan HMI pada software saja dan software yang digunakan juga kurang up-to-date. PLC dan HMI yang bisa dikatakan lebih canggih dan cukup up-to-date dengan dunia industri menganggur di lemari selama bertahun-tahun. Berdasarkan permasalahan diatas, tugas akhir ini akan mengimplementasikan penggunaan PLC Siemens dan HMI Siemens Touch Panel untuk mengontrol MPS Festo yang terdiri dari distributing station-testing station-sorting station. Selanjutnya semua langkah-langkah pengimplementasian tersebut akan dibuat sebuah modul dengan harapan dikemudian hari dapat digunakan dosen untuk mengajar mahasiswa elektro maupun untuk pelatihan PLC umum.
Jelaskan hal-hal akan dikerjakan/dibuat serta batasan lingkup dalam Tugas Akhir ini. Jelaskan hipotesis atau bentuk akhir peralatan yang akan disimpulkan/dibuat pada Tugas
Akhir ini. Berikan penjelasan singkat tentang sistem mekanis yang akan dibuat (jika ada). Gambar
dilampirkan. Berikan gambar dan penjelasan singkat tentang diagram blok yang akan dibuat (jika
ada). Gambar dilampirkan. Penjelasan Topik ditulis secara singkat dan jelas (tidak melebihi halaman ini).
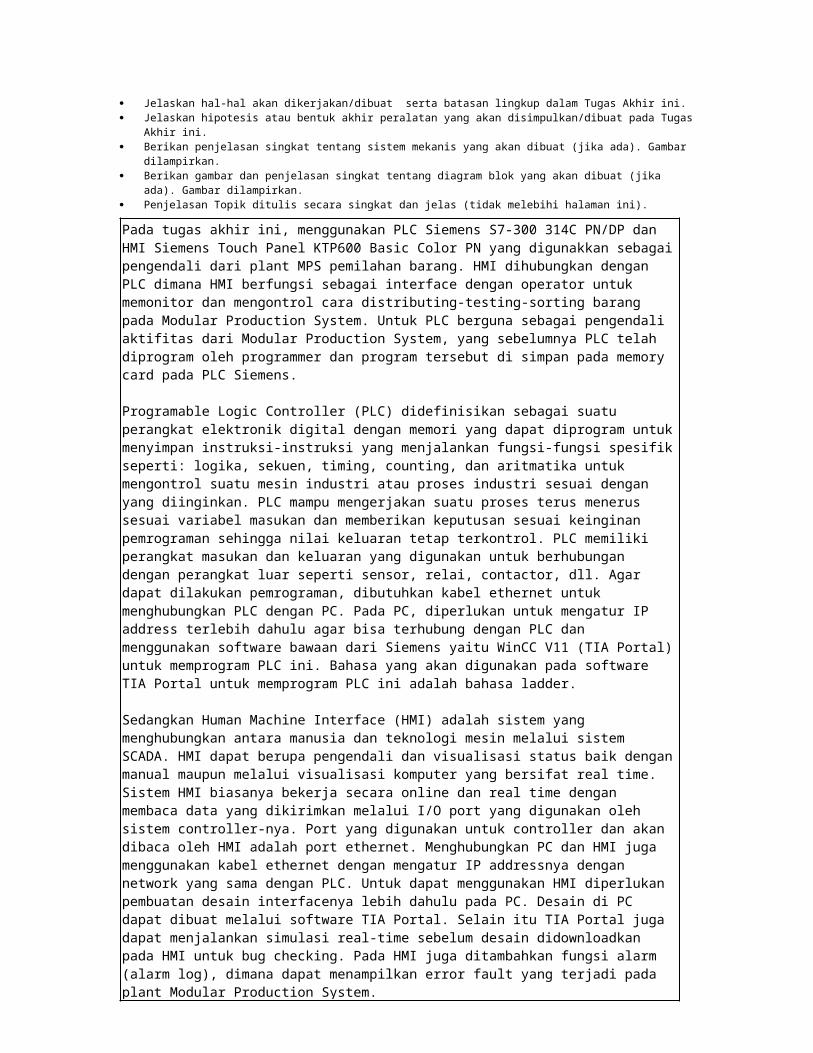
Pada tugas akhir ini, menggunakan PLC Siemens S7-300 314C PN/DP dan HMI Siemens Touch Panel KTP600 Basic Color PN yang digunakkan sebagaipengendali dari plant MPS pemilahan barang. HMI dihubungkan dengan PLC dimana HMI berfungsi sebagai interface dengan operator untuk memonitor dan mengontrol cara distributing-testing-sorting barang pada Modular Production System. Untuk PLC berguna sebagai pengendali aktifitas dari Modular Production System, yang sebelumnya PLC telah diprogram oleh programmer dan program tersebut di simpan pada memory card pada PLC Siemens.
Programable Logic Controller (PLC) didefinisikan sebagai suatu perangkat elektronik digital dengan memori yang dapat diprogram untukmenyimpan instruksi-instruksi yang menjalankan fungsi-fungsi spesifikseperti: logika, sekuen, timing, counting, dan aritmatika untuk mengontrol suatu mesin industri atau proses industri sesuai dengan yang diinginkan. PLC mampu mengerjakan suatu proses terus menerus sesuai variabel masukan dan memberikan keputusan sesuai keinginan pemrograman sehingga nilai keluaran tetap terkontrol. PLC memiliki perangkat masukan dan keluaran yang digunakan untuk berhubungan dengan perangkat luar seperti sensor, relai, contactor, dll. Agar dapat dilakukan pemrograman, dibutuhkan kabel ethernet untuk menghubungkan PLC dengan PC. Pada PC, diperlukan untuk mengatur IP address terlebih dahulu agar bisa terhubung dengan PLC dan menggunakan software bawaan dari Siemens yaitu WinCC V11 (TIA Portal)untuk memprogram PLC ini. Bahasa yang akan digunakan pada software TIA Portal untuk memprogram PLC ini adalah bahasa ladder.
Sedangkan Human Machine Interface (HMI) adalah sistem yang menghubungkan antara manusia dan teknologi mesin melalui sistem SCADA. HMI dapat berupa pengendali dan visualisasi status baik denganmanual maupun melalui visualisasi komputer yang bersifat real time. Sistem HMI biasanya bekerja secara online dan real time dengan membaca data yang dikirimkan melalui I/O port yang digunakan oleh sistem controller-nya. Port yang digunakan untuk controller dan akan dibaca oleh HMI adalah port ethernet. Menghubungkan PC dan HMI juga menggunakan kabel ethernet dengan mengatur IP addressnya dengan network yang sama dengan PLC. Untuk dapat menggunakan HMI diperlukan pembuatan desain interfacenya lebih dahulu pada PC. Desain di PC dapat dibuat melalui software TIA Portal. Selain itu TIA Portal juga dapat menjalankan simulasi real-time sebelum desain didownloadkan pada HMI untuk bug checking. Pada HMI juga ditambahkan fungsi alarm (alarm log), dimana dapat menampilkan error fault yang terjadi pada plant Modular Production System.
TUJUAN Tulislah dalam bentuk point tentang tujuan mengerjakan Tugas Akhir ini. Tujuan yang dimaksud adalah dalam kaitan dengan pengembangan kompetensi anda sebagai
lulusan Teknik Elektro dan/atau yang berkaitan dengan sumbangsih Tugas Akhir ini bagi pengembangan keilmuan/aplikasi.
TAHAPAN PENGERJAAN PROYEK Tulislah dalam bentuk point tentang tahapan utama (berserta penjelasannya) dalam
pengerjaan Tugas Akhir ini. Tahapan ini meliputi persiapan, pengerjaan/pembuatan, pengujian, dan penulisan
laporan. Tuliskan juga secara khusus (jika ada) tahapan/metode yang berkaitan dengan
pihak/sarana lain di luar teknik Elektro Universitas Surabaya, seperti kalibrasi, data, dsb.
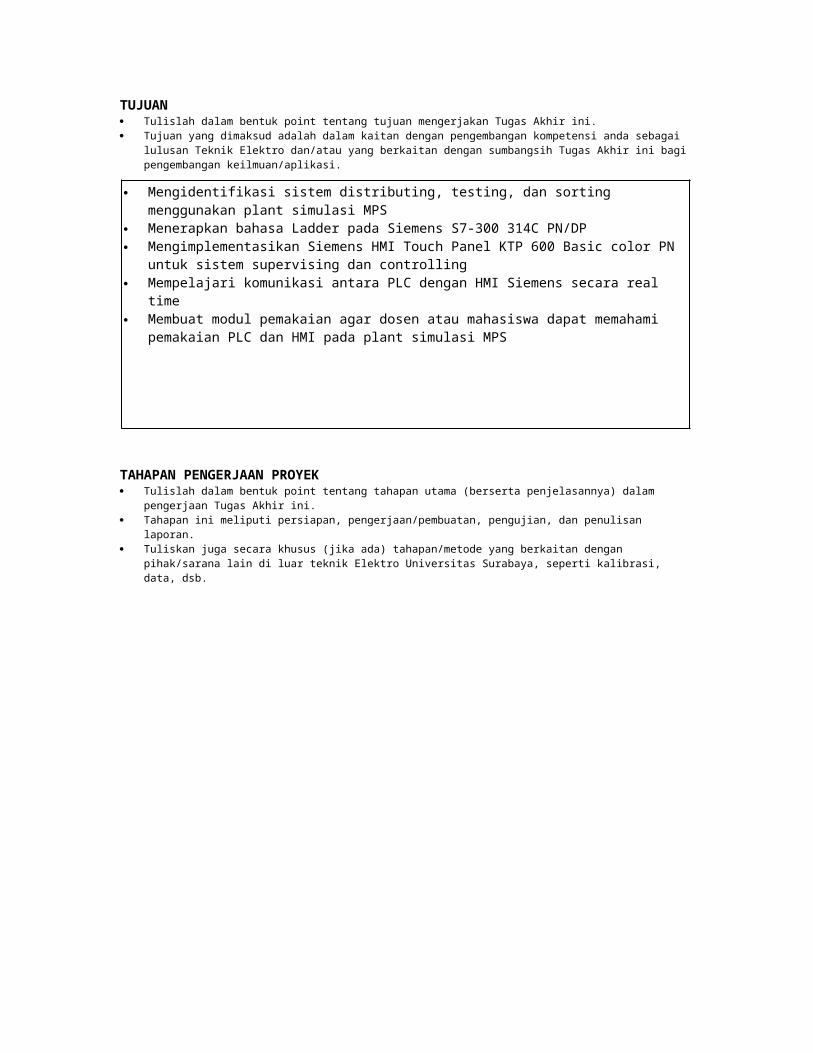
Mengidentifikasi sistem distributing, testing, dan sorting menggunakan plant simulasi MPS
Menerapkan bahasa Ladder pada Siemens S7-300 314C PN/DP Mengimplementasikan Siemens HMI Touch Panel KTP 600 Basic color PN
untuk sistem supervising dan controlling Mempelajari komunikasi antara PLC dengan HMI Siemens secara real
time Membuat modul pemakaian agar dosen atau mahasiswa dapat memahami
pemakaian PLC dan HMI pada plant simulasi MPS
PERENCANAAN KERJA (per 2 minggu) Lengkapi tabel di bawah ini dengan mengisi tahapan kerja, waktu, tempat/fasilitas
pelaksanaan, sesuai dengan tahapan kerja yang telah dijelaskan di bagian sebelumnya. Waktu pelaksanaan Tugas akhir antara 3 – 6 bulan.
No Tahapan Kerja Bulan ke - Tempat/fasilitas1 2 3 4 5 61 Pengkabelan PLC dan
HMI * Lab.PLC
2 Mencoba mengakses dan komunikasi dengan PLC Siemens
*
Lab.PLC
3 Mencoba mengakses, komunikasi, dan penyuntikan IP Address HMI Siemens
*
Lab.PLC
4 Menghubungkan dan mencoba komunikasi antara fungsi HMI dan PLC
*
Lab.PLC
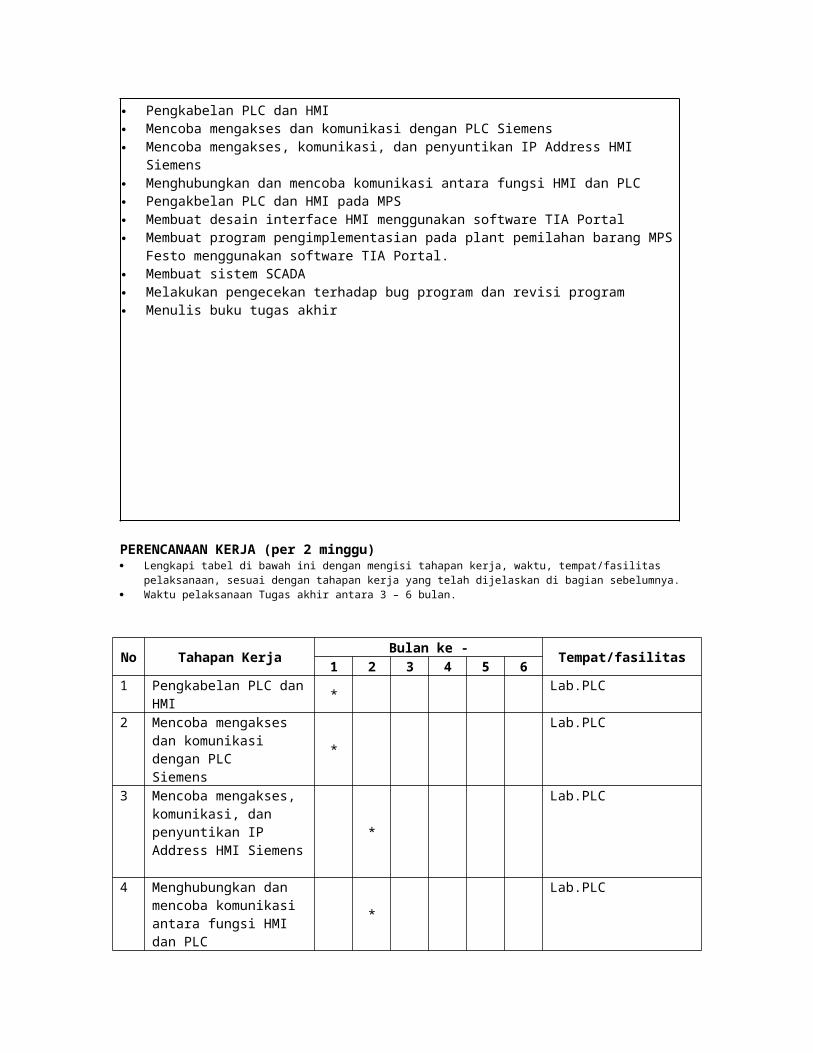
Pengkabelan PLC dan HMI Mencoba mengakses dan komunikasi dengan PLC Siemens Mencoba mengakses, komunikasi, dan penyuntikan IP Address HMI
Siemens Menghubungkan dan mencoba komunikasi antara fungsi HMI dan PLC Pengakbelan PLC dan HMI pada MPS Membuat desain interface HMI menggunakan software TIA Portal Membuat program pengimplementasian pada plant pemilahan barang MPS
Festo menggunakan software TIA Portal. Membuat sistem SCADA Melakukan pengecekan terhadap bug program dan revisi program Menulis buku tugas akhir
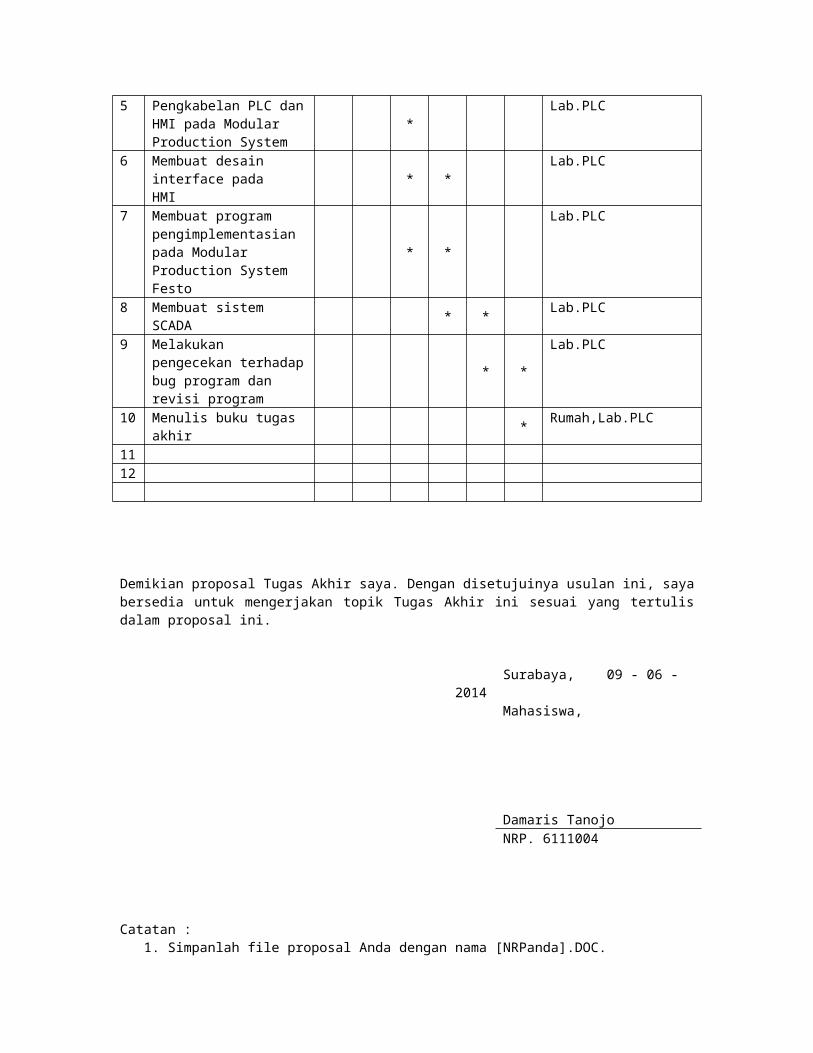
5 Pengkabelan PLC danHMI pada Modular Production System
* Lab.PLC
6 Membuat desain interface pada HMI
* * Lab.PLC
7 Membuat program pengimplementasian pada Modular Production System Festo
* *
Lab.PLC
8 Membuat sistem SCADA * * Lab.PLC
9 Melakukan pengecekan terhadapbug program dan revisi program
* *
Lab.PLC
10 Menulis buku tugas akhir * Rumah,Lab.PLC
11 12
Demikian proposal Tugas Akhir saya. Dengan disetujuinya usulan ini, sayabersedia untuk mengerjakan topik Tugas Akhir ini sesuai yang tertulisdalam proposal ini.
Surabaya, 09 - 06 - 2014
Mahasiswa,
Damaris TanojoNRP. 6111004
Catatan :1. Simpanlah file proposal Anda dengan nama [NRPanda].DOC.

2. Cetak dan gandakan pada kertas A4 sebanyak 3 eksemplar.3. Kumpulkan formulir pengajuan proposal dalam bentuk hasil cetakan
dan file ke PAJ TE.

LAMPIRAN
Gambar 1.1
Gambar 1.2
Gambar 1.3
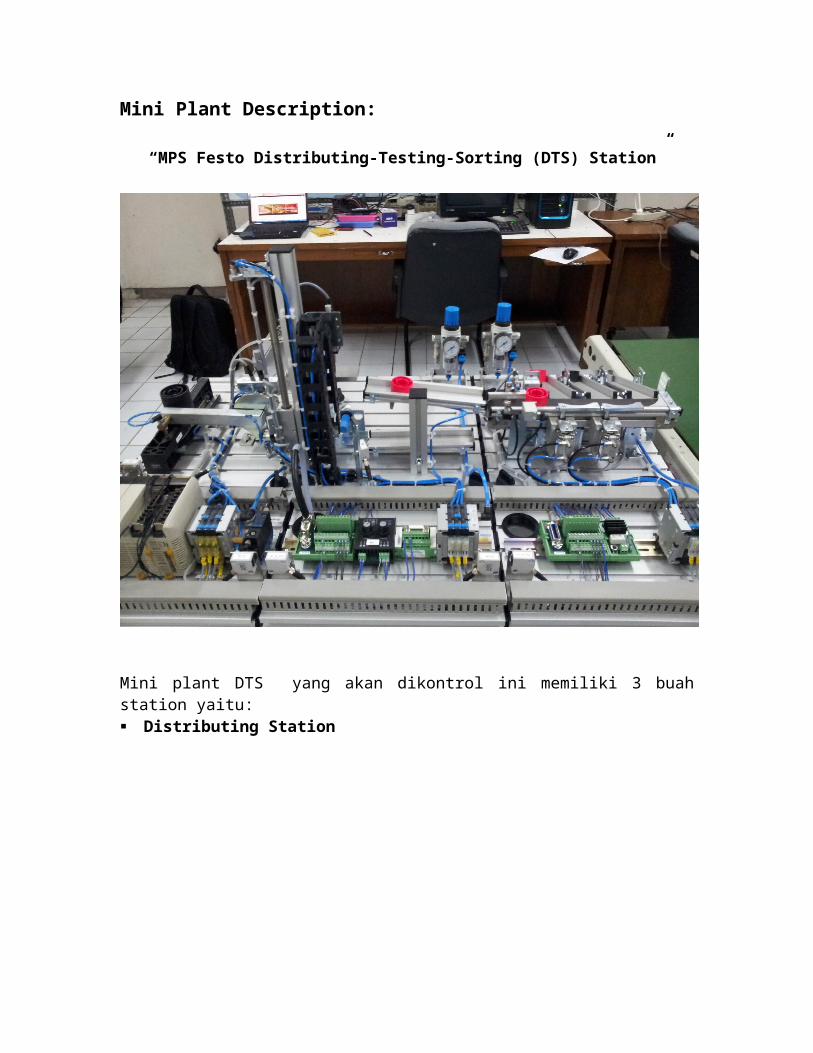
Mini Plant Description:
“MPS Festo Distributing-Testing-Sorting (DTS) Station”
Mini plant DTS yang akan dikontrol ini memiliki 3 buahstation yaitu: Distributing Station
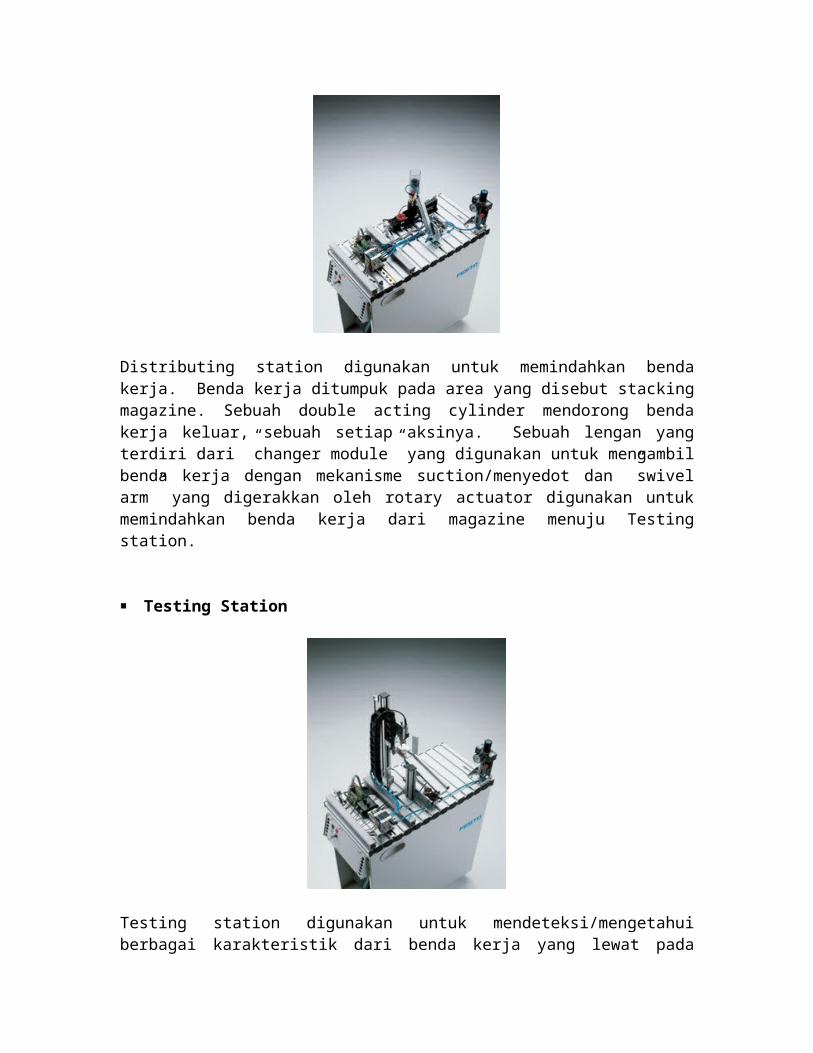
Distributing station digunakan untuk memindahkan bendakerja. Benda kerja ditumpuk pada area yang disebut stackingmagazine. Sebuah double acting cylinder mendorong bendakerja keluar, sebuah setiap aksinya. Sebuah lengan yangterdiri dari ”changer module” yang digunakan untuk mengambilbenda kerja dengan mekanisme suction/menyedot dan ”swivelarm” yang digerakkan oleh rotary actuator digunakan untukmemindahkan benda kerja dari magazine menuju Testingstation.
Testing Station
Testing station digunakan untuk mendeteksi/mengetahuiberbagai karakteristik dari benda kerja yang lewat pada
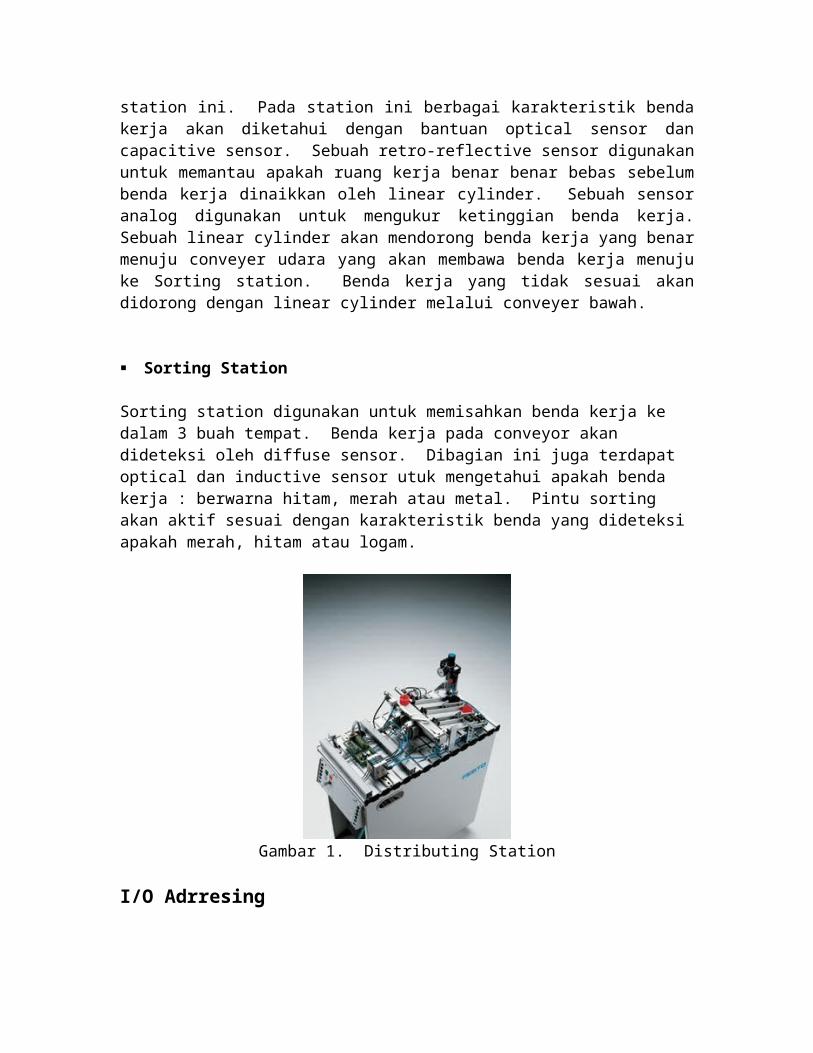
station ini. Pada station ini berbagai karakteristik bendakerja akan diketahui dengan bantuan optical sensor dancapacitive sensor. Sebuah retro-reflective sensor digunakanuntuk memantau apakah ruang kerja benar benar bebas sebelumbenda kerja dinaikkan oleh linear cylinder. Sebuah sensoranalog digunakan untuk mengukur ketinggian benda kerja.Sebuah linear cylinder akan mendorong benda kerja yang benarmenuju conveyer udara yang akan membawa benda kerja menujuke Sorting station. Benda kerja yang tidak sesuai akandidorong dengan linear cylinder melalui conveyer bawah.
Sorting Station
Sorting station digunakan untuk memisahkan benda kerja ke dalam 3 buah tempat. Benda kerja pada conveyor akan dideteksi oleh diffuse sensor. Dibagian ini juga terdapat optical dan inductive sensor utuk mengetahui apakah benda kerja : berwarna hitam, merah atau metal. Pintu sorting akan aktif sesuai dengan karakteristik benda yang dideteksi apakah merah, hitam atau logam.
Gambar 1. Distributing Station
I/O Adrresing
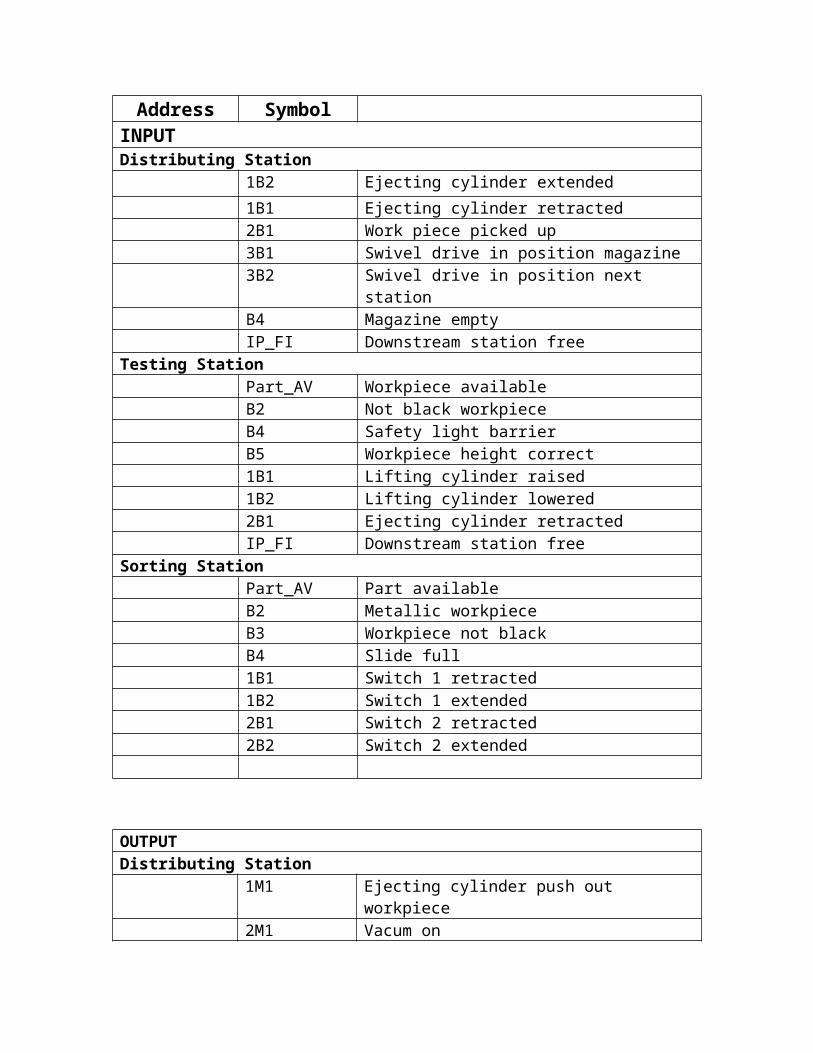
Address SymbolINPUTDistributing Station
1B2 Ejecting cylinder extended1B1 Ejecting cylinder retracted2B1 Work piece picked up3B1 Swivel drive in position magazine3B2 Swivel drive in position next
stationB4 Magazine emptyIP_FI Downstream station free
Testing StationPart_AV Workpiece availableB2 Not black workpieceB4 Safety light barrierB5 Workpiece height correct1B1 Lifting cylinder raised1B2 Lifting cylinder lowered2B1 Ejecting cylinder retractedIP_FI Downstream station free
Sorting StationPart_AV Part availableB2 Metallic workpieceB3 Workpiece not blackB4 Slide full1B1 Switch 1 retracted1B2 Switch 1 extended2B1 Switch 2 retracted2B2 Switch 2 extended
OUTPUTDistributing Station
1M1 Ejecting cylinder push out workpiece
2M1 Vacum on
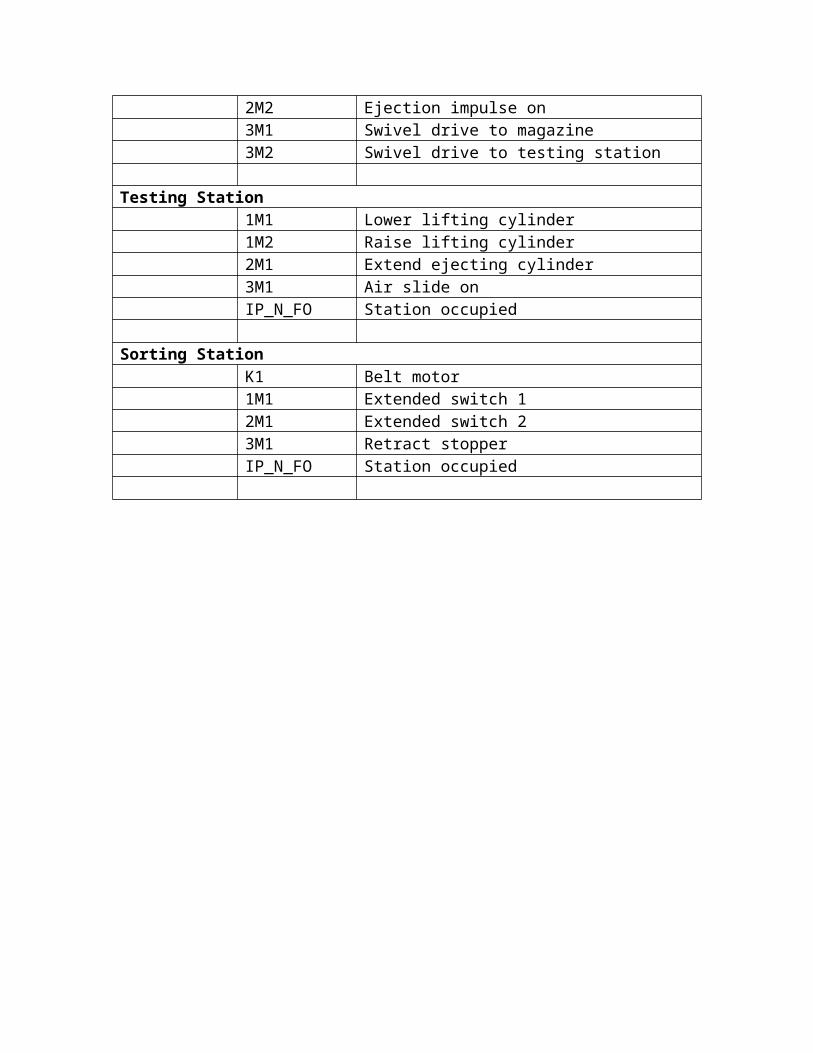
2M2 Ejection impulse on3M1 Swivel drive to magazine3M2 Swivel drive to testing station
Testing Station1M1 Lower lifting cylinder1M2 Raise lifting cylinder2M1 Extend ejecting cylinder3M1 Air slide onIP_N_FO Station occupied
Sorting StationK1 Belt motor1M1 Extended switch 12M1 Extended switch 23M1 Retract stopperIP_N_FO Station occupied
Related Documents











