AN ANALYTICAL STUDY ON OIL& GAS PROCESSING IN A PART OF THE UPPER ASSAM BASIN

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

AN ANALYTICAL STUDY ON OIL& GAS PROCESSING IN A PART OF THE UPPER ASSAM BASIN

ACKNOWLEDGEMENT
• To the entire faculty of the Dept. of Petroleum Engineering ,DUIET .
• To Mr. Sanjeev Thakur, Installation Manager, XY Oil Collection Station ,OIL India Limited.
INTRODUCTIONThe Upper Assam Basin consists of Crude oils of API Gravity Range 15-58°API with an average of 30°API. The crudes are waxy in nature with a wax content of 0.11 to 22 %. The Crudes are of low Sulphur content (Sweet crude) and of intermediate maturity.

METHODOLOGY The XYZ processing
facility located in the Upper Assam Basin is chosen and a detailed study is undertaken. The study includes the plant’s overall infrastructure, various facilities, operating procedure, equipments, installed capacities and the well status.
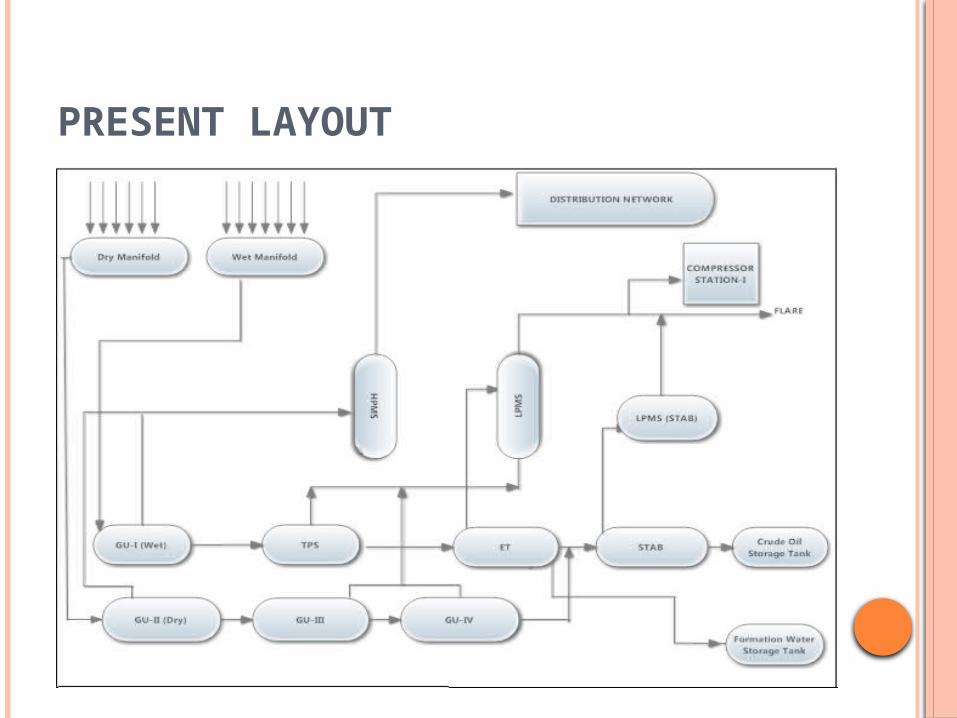
PRESENT LAYOUT
WELL STATUS Total no of wells connected : 37 Number of S/F wells on production: 16 Number of gas lift wells:20 Number of water disposal wells:06 Number of shut in well: 24
INSTALLED CAPACITIES Dry crude handling capacity:900KLPD Wet crude handling capacity:900KLPD Crude oil storage capacity:2722kls Crude oil pumping rate:90KLS/HR Formation water storage: 520KLS Formation water disposal rate: 505KLPD

PROBLEMS ENCOUNTERED
a) Absence of Multistage Separation Process
The pressure drop from 21Ksc to 5.5 Ksc is very large and may result in the appearance of bubbles of gas from the crude. This evolution of gas and its subsequent expansion acts as impairment in the separation process resulting in the improper separation of the three phases in the crude hence resulting in reduced performance of the Three Phase Separator.

PROBLEMS ENCOUNTERED
b)Excessive wastage of gas in the form of flaring
This leads to economic losses for the operating company.
c)Inefficient Utilization of the Separated Water
The separated untreated water from the facility is disposed off at a depth of 1300m through water disposal wells.

PROBLEMS ENCOUNTERED
4. Absence of Automated Pipeline Control System
This may lead to hazardous situations in case of emergency.
5. Inefficient measures for sand control
The field under study has a problem of sand production. But the design of the equipments does not take into account this problem
6. Absence of Mist Extractors on the pressure vessels

POSSIBLE SOLUTIONS 1. Installation of one new
Intermediate Separator The authors recommend the
installation of a new Three Phase Separator between the GU-1(Wet) and the preexisting TPS. The Set pressure of the new separator must be intermediate between that of the Group Unit (Wet) which is 21Ksc and the TPS (5.5 Ksc).The preferable range should be 12-14 Ksc. The primary goal of this is to reduce the intensity of the pressure drop between the GU-1 (Wet) and the TPS
POSSIBLE SOLUTIONS
2. Setting up of an Mini Effluent Treatment Plant
The water separated from the crude can be used for injection in the wells under secondary recovery process.
3.Installation of a new Compressor System
If a gas compressor is placed next to the LPMS, the excess low pressure gas which would otherwise have been flared can be converted to high pressure gas and distributed to the tea Industries of the region.
POSSIBLE SOLUTIONS 4. Sand Control Issues When excessive sand production is
expected, a cone bottom is placed in the vertical separator to properly handle the sand.
5. Automated Pipeline Control Systems
To ensure that the pipeline can be monitored for damage and dealt with effectively in case of any damages.
6. Other Design Parameters Mist extractors are recommended on
the pressure vessels to effectively remove small droplets from the gas

ADVANTAGES OF THE NEW LAYOUT
Better Crude Processing Environment Friendly Energy Efficient Enhanced Safety
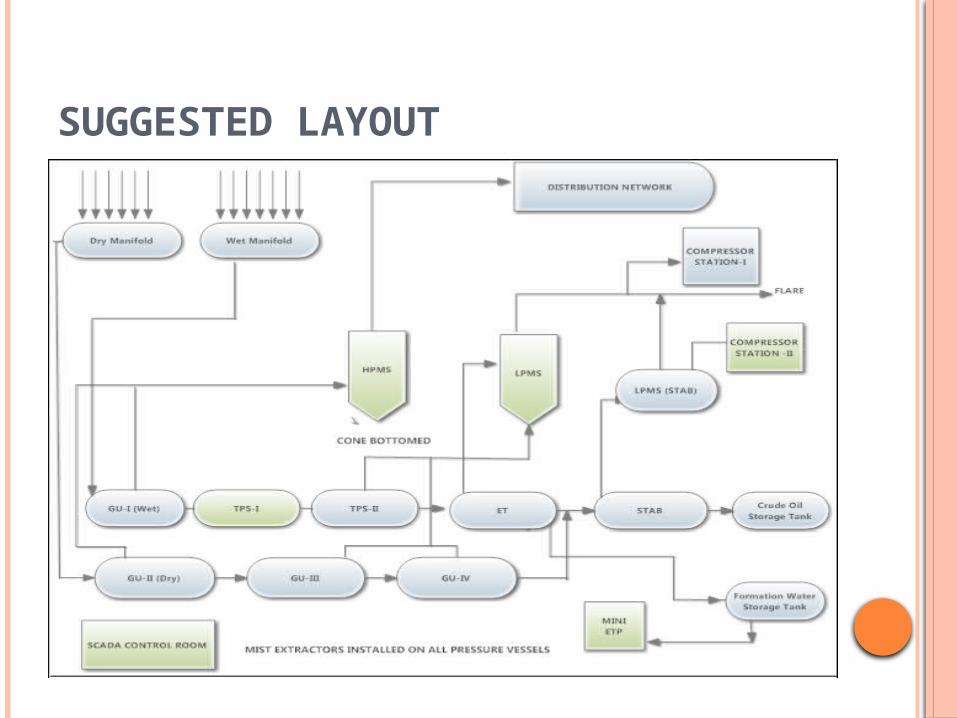
SUGGESTED LAYOUT
MAKING OF THE MODEL

CONCLUSION Field processing assumes a lot of importance
in oil fields that produce waxy crude. This thesis is an attempt to improve the quality of field processing in one of the facilities of the Upper Assam basin. This technology can also be applied to analogous field processing stations in different parts of the world (facing similar deficiencies in design) which have similar reservoir characteristics to Upper Assam Basin or having crude and natural gas with comparable PVT Properties.
Related Documents











