PROGRAMACION TORNO EN FANUC Es necesario explicar que la utilización de tornos CNC con FANUC o cualquier otro control suele tener diferencias entre las configuraciones a pesar de ser la máquina de la misma marca. Este manual puede tener algunas variables pero lo que es seguro que mayor van hacer las coincidencias. Debido a que cada fabricante tiene la oportunidad de diseñar y armar el tablero operativo a su preferencia. No debemos alarmarnos por las diferencias porque son mínimas en general todas las máquinas se utilizan de la misma manera. Es cierto que cada maestro tiene su libro, en consecuencias existen distintas maneras de programar un CNC. Esta situación hace que cada forma de uso dependerá de la experiencia y conocimientos técnicos tanto del educador como el objetivo del grado de dominio que desee alcanzar el aprendiz. El objetivo de este manual es que logren entender cómo se prepara una pieza que tiene todos los movimientos necesarios para poder utilizar el programa como guía para futuras piezas, para una mayor especialización sobre programación el alumno debe ver el manual de programación de fábrica para poder dominar completamente el CNC.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

PROGRAMACION TORNO EN FANUC Es necesario explicar que la utilización de tornos CNC con FANUC o cualquier otro control suele tener diferencias entre las configuraciones a pesar de ser la máquina de la misma marca. Este manual puede tener algunas variables pero lo que es seguro que mayor van hacer las coincidencias. Debido a que cada fabricante tiene la oportunidad de diseñar y armar el tablero operativo a su preferencia. No debemos alarmarnos por las diferencias porque son mínimas en general todas las máquinas se utilizan de la misma manera. Es cierto que cada maestro tiene su libro, en consecuencias existen distintas maneras de programar un CNC. Esta situación hace que cada forma de uso dependerá de la experiencia y conocimientos técnicos tanto del educador como el objetivo del grado de dominio que desee alcanzar el aprendiz. El objetivo de este manual es que logren entender cómo se prepara una pieza que tiene todos los movimientos necesarios para poder utilizar el programa como guía para futuras piezas, para una mayor especialización sobre programación el alumno debe ver el manual de programación de fábrica para poder dominar completamente el CNC.

Es importante saber que está establecido por norma una tablas que contienen lista de códigos G y listas de código M. Destacar que cada fabricante elige su lista de códigos G en el caso de este manual utilizaremos Comandos del grupo A.

Listado de códigos M generales como cada máquina tiene dispositivos diferentes el fabricante puede configurar su propia lista de código M se debe consultar el manual del equipo a utilizar por ejemplo:
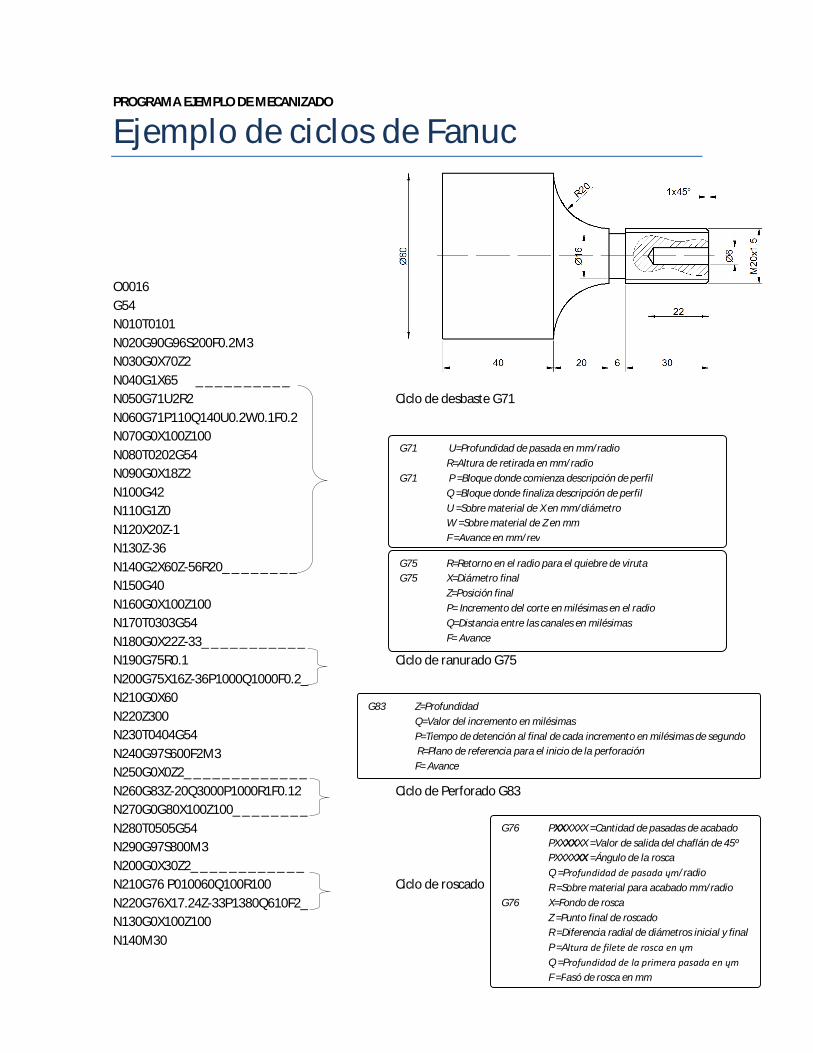
PROGRAMA EJEMPLO DE MECANIZADO
Ejemplo de ciclos de Fanuc
O0016 G54 N010T0101 N020G90G96S200F0.2M3 N030G0X70Z2 N040G1X65 _ _ _ _ _ _ _ _ _ _ N050G71U2R2 Ciclo de desbaste G71 N060G71P110Q140U0.2W0.1F0.2 N070G0X100Z100 N080T0202G54 N090G0X18Z2 N100G42 N110G1Z0 N120X20Z-1 N130Z-36 N140G2X60Z-56R20_ _ _ _ _ _ _ _ N150G40 N160G0X100Z100 N170T0303G54 N180G0X22Z-33_ _ _ _ _ _ _ _ _ _ _ N190G75R0.1 Ciclo de ranurado G75 N200G75X16Z-36P1000Q1000F0.2_ N210G0X60 N220Z300 N230T0404G54 N240G97S600F2M3 N250G0X0Z2_ _ _ _ _ _ _ _ _ _ _ _ _ N260G83Z-20Q3000P1000R1F0.12 Ciclo de Perforado G83 N270G0G80X100Z100_ _ _ _ _ _ _ _ N280T0505G54 N290G97S800M3 N200G0X30Z2_ _ _ _ _ _ _ _ _ _ _ _ N210G76 P010060Q100R100 Ciclo de roscado N220G76X17.24Z-33P1380Q610F2_ N130G0X100Z100 N140M30
G75 R=Retorno en el radio para el quiebre de viruta G75 X=Diámetro final
Z=Posición final P= Incremento del corte en milésimas en el radio Q=Distancia entre las canales en milésimas F= Avance
G83 Z=Profundidad Q=Valor del incremento en milésimas
P=Tiempo de detención al final de cada incremento en milésimas de segundo R=Plano de referencia para el inicio de la perforación F= Avance
G76 PXXXXXX =Cantidad de pasadas de acabado PXXXXXX =Valor de salida del chaflán de 45º PXXXXXX =Ángulo de la rosca Q =Profundidad de pasada ųm/radio R =Sobre material para acabado mm/radio
G76 X=Fondo de rosca Z =Punto final de roscado R =Diferencia radial de diámetros inicial y final P =Altura de filete de rosca en ųm Q =Profundidad de la primera pasada en ųm F =Pasó de rosca en mm
G71 U=Profundidad de pasada en mm/radio R=Altura de retirada en mm/radio
G71 P =Bloque donde comienza descripción de perfil Q =Bloque donde finaliza descripción de perfil U =Sobre material de X en mm/diámetro W =Sobre material de Z en mm F =Avance en mm/rev
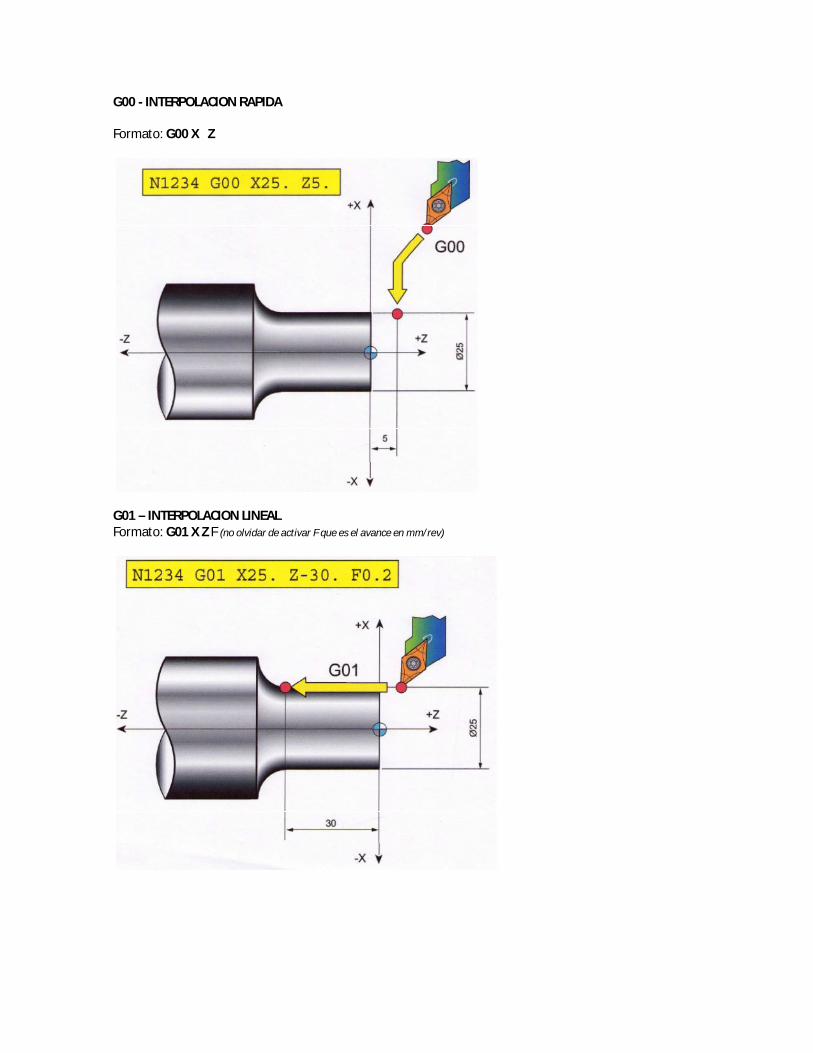
G00 - INTERPOLACION RAPIDA
Formato: G00 X Z
G01 – INTERPOLACION LINEAL Formato: G01 X Z F (no olvidar de activar F que es el avance en mm/rev)

G02 – INTERPOLACION CIRCULAR HORARIA
Formato: G02 X Z I K con este formato es con respecto al centro X del punto final del arco Z del punto final del arco I distancia en X desde el centro al punto inicial K distancia en Z desde el centro al punto inicial Formato: G02 X Z R (la letra R es el radio de Giro)
G03 – INTERPOLACION CIRCULAR ANTIHORARIA Formato: G03 X Z I K F con este formato es con respecto al centro X del punto final del arco Z del punto final del arco I distancia en X desde el centro al punto inicial K distancia en Z desde el centro al punto inicial Formato: G03 X Z R (la letra R es el radio de Giro)

G71 – CICLO DE DESBASTE
Primer bloque: U profundidad de pasada en mm/radio R altura de retirada en mm/radio Segundo Bloque: P secuencia donde comienza descripción de perfil Q secuencia donde finaliza descripción de perfil U sobre material de X en mm/diámetro W sobre material de Z en mm F también se puede agregar en avance en mm/rev

G04 – TEMPORIZADOR Formato: G04 X X son segundos por ejemplo detener 10 segundos es G04 X10 el movimiento de la herramienta se detiene por este periodo programado G70 – CICLO DE TERMINACION
N numero de secuencia P secuencia donde comienza descripción de perfil Q secuencia donde finaliza descripción de perfil

G76 – CICLO DE ROSCADO MULTIPLE

Primer Bloque: PXXXXXX cantidad de pasadas de acabado PXXXXXX valor de salida del chaflán de 45º PXXXXXX grados del ángulo de la rosca (acepta los siguientes ángulos 0º,29º,30º,55º,60º,80º) Q profundidad de pasada ųm/radio R sobre material para acabado mm/radio Segundo Bloque: X fondo de rosca Z punto final de roscado R diferencia radial de diámetros inicial y final en rosca cónica para rosca recta igual a cero P altura de filete de rosca en ųm Q profundidad de la primera pasada en ųm F pasó de rosca en mm
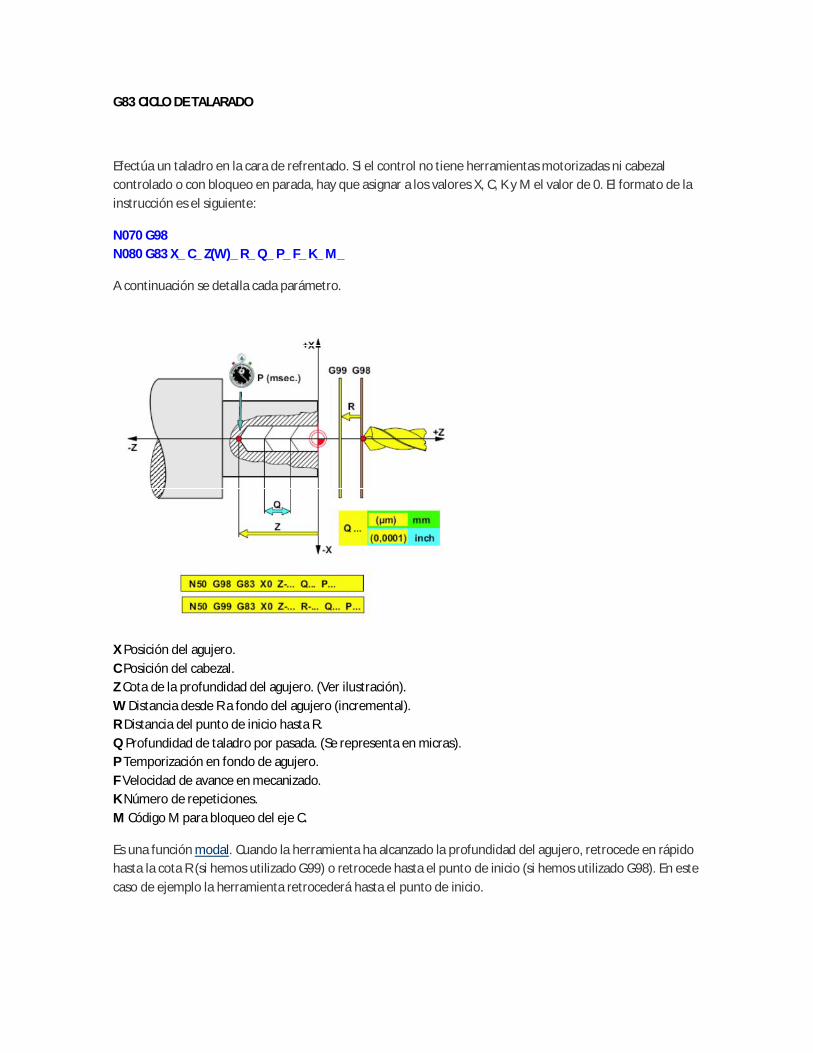
G83 CICLO DE TALARADO
Efectúa un taladro en la cara de refrentado. Si el control no tiene herramientas motorizadas ni cabezal controlado o con bloqueo en parada, hay que asignar a los valores X, C, K y M el valor de 0. El formato de la instrucción es el siguiente:
N070 G98 N080 G83 X_ C_ Z(W)_ R_ Q_ P_ F_ K_ M_
A continuación se detalla cada parámetro.
X Posición del agujero. C Posición del cabezal. Z Cota de la profundidad del agujero. (Ver ilustración). W Distancia desde R a fondo del agujero (incremental). R Distancia del punto de inicio hasta R. Q Profundidad de taladro por pasada. (Se representa en micras). P Temporización en fondo de agujero. F Velocidad de avance en mecanizado. K Número de repeticiones. M Código M para bloqueo del eje C.
Es una función modal. Cuando la herramienta ha alcanzado la profundidad del agujero, retrocede en rápido hasta la cota R (si hemos utilizado G99) o retrocede hasta el punto de inicio (si hemos utilizado G98). En este caso de ejemplo la herramienta retrocederá hasta el punto de inicio.

G75 CICLO DE RANURADO
G75 R=Retorno en el radio para el quiebre de viruta G75 X=Diámetro final
Z=Posición final P= Incremento del corte en milésimas en el radio Q=Distancia entre las canales en milésimas F= Avance
Related Documents











