Products made from rolling

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
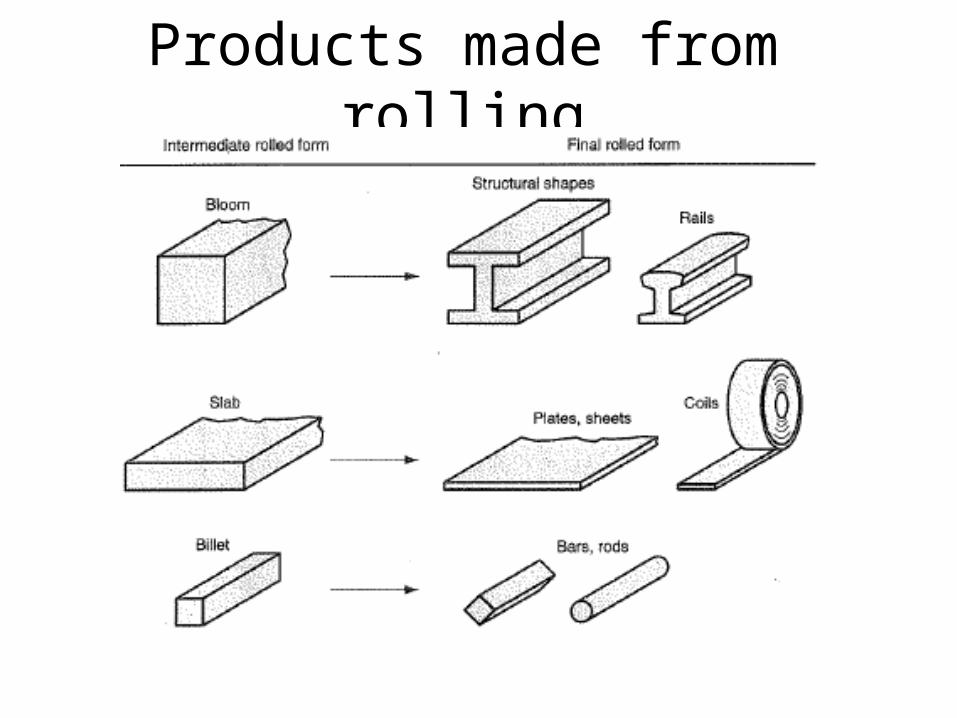
Products made from rolling
PARAMETERS (Flat Rolling)
1) Draft
2) Reduction
3) Slip
4) Average flow stress
5) Coefficient of friction
6) Rolling force
7) Contact length
8) Torque
9) Power

Mechanics (Flat Rolling Analysis)
1) Draft : Amount of reduction in thickness.
d = to – tf ;
d = draft, mm to = starting thickness, mm tf = final thickness, mm

Contd…
2) Draft is sometimes expressed as a fraction of the starting stock thickness, called the reduction. r = d / to ; r = reduction, d = draft, mm to = starting thickness, mm.

Contd…
3) The roll contact i.e. the work along a contact arc defined by angle ‘Ɵ’
4) The velocity of roll is greater than the entering speed of the work (vo )and less than the exiting speed of work (vf )
Roll velocity/Surface velocity (vr) = π D N, mm/min

Contd…
• Conservation of matter is preserved, so the volume of metal exiting the rolls equals the volume entering.
to wo Lo = tf wf Lf
to , tf = thickness initial & final, mm
wo , wf = width initial & final, mm
Lo , Lf = length initial & final, mm

Contd…
• Similarly, before and after volume rates of material flow must be the same.
to wo vo = tf wf vf
vo , vf are entering and exiting velocities of the work, mm/sec

Contd…
• The point along the arc where work velocity equals the roll velocity is called as neutral point or no-slip point.
• On either side of this point, slipping and friction occur between the roll and work.

Contd…
• The amount of slip between the rolls and the work can be measured by means of the forward slip, a term used in rolling is defined as,
Vf = exiting velocity of workpiece, mm/s
Vr = roll speed, mm/s
S = forward slip.

Contd…
• True strain experienced by the work in rolling is based on before and after stock thickness.
ε = true strain.

Contd…• True strain can be used to determine the average flow stress applied
to the work material in flat rolling.
Yf = average flow stress, MPa
K = strength coefficient, MPan = strain hardening coefficient.

Contd…
• Coefficient of friction (µ) :- dmax = µ2 R,
dmax = maximum draft, mm
R = Roll radius, mm
Contd…
• The coefficient of friction in rolling depends on lubrication, work material and working temperature.
• Hot rolling : µ is around 0.5• When sticking occurs, the coefficient of
friction can be as high as 0.7

Contd…
• Given a coefficient of friction sufficient to perform rolling, roll force ‘F’ required to maintain separation between the two rolls can be given as,
F = rolling force, Nw= width of work being rolled, mmp= roll pressure, MPaL = length of contact between rolls and work, mm

Contd…
• On the basis of average flow stress experienced by the work material in the roll gap, an approximation of rolling force is given as :

Contd…
• Contact length,
• Torque in rolling can be estimated by assuming that the roll force is centered on the work as it passes between the rolls and that it acts with a moment arm of one half of contact length,
T = 0.5 F L, T = Torque for each roll.

Contd…
• Power, P = 2πNT = 2πNFL, P = Power in J/s or W N = Rotational speed, rev/min L = Contact Length, m F = Rolling Force, N

Problem no. 1 A 300 mm wide, 25 mm thick strip is fed through
a roll mill with two powered rolls each of radius = 250 mm. The work thickness is to be reduced to 22 mm in one pass at a roll speed of 50 rev/min. K = 275 MPa and n = 0.15, and the coefficient of friction between the rolls and work is assumed to be 0.12. Determine if the friction is sufficient to permit the rolling operation to be accomplished. If so, calculate the roll force, torque and horsepower.

Solution
• d = 3 mm, • L = 27.4 mm,• ε = 0.128,• = 175.7 MPa,• F = 1444786 N,• T = 19, 786 N-m• P = 207,201 N-m/s or 278 hp

Power loss in bearings
• Pb = 0.5 µb Fb Db ω
Pb = Power loss in bearings, W
µb = Coefficient of friction in bearing (0.002-
0.01)Fb = Radial load for each bearing, N
Db = Bearing Diameter, m
ω = Angular Speed, rad/min

Problem no. 2
• A series of cold roll operation is to be used to reduce the thickness of a plate from 50 mm to 25 mm in a reversing two-high mill. Roll diameter = 750 mm and coefficient of friction between rolls and work = 0.15. The specification is that the draft is to be equal on each pass. Determine a) the minimum no. of passes, b) draft for each pass.

Problem no.3 & 4
• Calculate the contact length and angle of contact for a reversing two high roll mill working on a metal of width 400 mm, entering thickness = 10 mm, exiting thickness = 8 mm.
Given the diameter of rolls = 600 mm.• Find the angle subtended by deformation zone
at centre if strip of area 150 X 4.5 mm2 is rolled through 450 mm dia rollers and reduction in area achieved = 20%.
Assignment No. 1
• Draw and explain the roll mill configurations:- a) Two high : reversing & non-reversing. b) Three high rolling mill. c) Four high rolling mill. d) Cluster rolling mill. e) Tandem rolling mill.• Briefly explain “Thread rolling” & “Ring
rolling” with diagram.
Related Documents