High-power munitions production technology

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

High-power munitions production technology

Stiletto Uniqueness
Manufacturing excellence:
Vertically integrated manufacturing: Case / Primer / Bullet / Core
Computer controlled manufacturing including pressures driving, world class
production results in terms of tolerances and homogeneity – Swiss tech:
NOBAG, PFIFFNER
Manufacturing process of casing allows significant cost saving:
Stiletto = 20mm square strips from large rolls (1m) vs. other ammunition
manufacturers = 131mm rolls (expensive) processed in a series of 12
round stamps leading to up to 40% waste
Re tooling: ~2hrs vs ~2 days and over
Ecologically clean: no soap or acids used as is currently the case
Stiletto technology uniquely and dramatically
reduces manufacturing costs whilst simultaneously improving quality
and accuracy
Stiletto Uniqueness Description of Production Process :
PHASE I
Starting from the material warehouse, brass sheets are transferred to the workshop in coils and used for production of bullet casing and bullet jackets.
Material specifications including hardness and structure are confirmed by the Supplier’s certification.
Certification is supplied to the design and engineering departments for statistical accounting of materials supplied, which may be further used for optimization of the technological processes.
At the same time, pig lead for the production of cores and steel wire for the production of armour piercing cores (armour piercing core - alloy material) is supplied to the same workshop. Control of these materials is also performed as above.
Semi-finished bullet casings are produced on a five-positional press and semi-finished bullet jackets are also produced on a five-positional press, with a capacity of 240 items per minute.
The press technology allows for successive passage of each semi-finished product one by one. The machinery has five pairs of blocks containing punch pins with emulsion lubricant. As a result, semi-finished products of the same type and size are created (tight tolerances).
Simultaneously, out of pig lead, wire is drawn by means of a submerged stove re-melting process and extruded through a hydraulic press. Ready wire is coiled and goes through an ageing operation by way of a water bath.
Stiletto Uniqueness
Control of chemical composition and structural integrity of the produced lead wire is performed by plant employees using proven equipment and processes.
Armour-piercing cores are produced by specialized equipment. Control of geometry and sorting by weight of armour-piercing cores is performed by plant employees using specialist and automated equipment.
Further:
Semi-finished (blank) bullet casing and bullet jackets go to the annealing line where in an automated regime, washing, annealing, cooling and lubricating operations are performed;
Lead wire goes to a five-positional press where using a lubricating emulsion lead jackets or cores are produced. This press is identical to the above described, therefore the lead jackets or cores are the same size and type within tight tolerance. Tool is guaranteed for 20,000,000 cycles. Control and sorting of lead products is performed using specialist equipment.
NOTE: production waste from the lead jacket or lead core are recycled to the stove for re -melting and used in further production of lead wire.

Stiletto Uniqueness
Finished bullet cases (blanks) go into two streams for secondary and tertiary drawing and trimming (cutting). Each blank goes through the operation of final drawing, controlling the bullet casing wall width, preliminary trimming, formation of the capsule pocket, marking, squeezing and final trimming. Ready bullet casings (cases) go through the operation of grinding, geometrical control, sorting and then go to the cartridge assembly workshop.
NOTE: waste from case and jacket production is sorted by grade and is sent to the supplier for recycling.
Next bullet assembly is performed in the workshop. Initially, at first assembly the «NODULE» (lead jacket and core) is assembled. Then, at the second assembly the «NODULE» is installed in a bullet jacket. After several technological operations a formed bullet is produced. The ready bullet goes through the final operation of «GRINDING», after which the bullet goes to the assembly workshop for cartridge assembly.
Geometry controlled bullet sorting and formation into batches are performed automatically on the specialized equipment.
NOTE: final control of cases produced, bullet jackets and finished bullets is performed by firing for determining fire accuracy at a distance of 300 meters from a ballistics barrel at the plant’s testing laboratory.

Stiletto Uniqueness
PHASE II
Prior to cartridge assembly, the testing laboratory performs a series of operations on the cartridge charge. In the process of these activities the main specifications of the cartridge are determined – initial speed of bullet trip, bullet ballistic coefficient and maximum pressures.
Upon primer fitting, the cartridge is tested for its performance. An assembly of a pilot batch of cartridges for plant testing is carried out. Based on the results of plant testing, a decision is made to manufacture final cartridge batches.
Finally the capsule is pressed into the case. After this, powder is put into the capsuled case and the bullet is fixed. Further, finished cartridges are transferred to the sealing line, where they are sealed with further drying.
All activities aforementioned are repeated when a new batch of raw materials, powder and primers enter the plant. In the cartridge assembly and packaging workshop, cartridges are packaged in batches.

Stiletto Uniqueness
PHASE III
Finished and accepted cartridges go to the primary packaging line where they are aligned, laid and packaged in paper packing.
On the secondary packaging line, cartridges in paper packing are put into metal or plastic cases. The cases are sealed, marked and boxed.
The boxes are marked and tagged. Finally, the confirmed number of finished products goes for final acceptance and testing, thereafter they are stored at the warehouse for shipping.

Stiletto Uniqueness Technological Scheme of Case Production
NOTE: the case production line may operate using coiled rods or rolled sheets.
Equipment for cap
production and annealing Equipment for primary
drawing and trimming Equipment for
secondary annealing
Equipment for secondary drawing
and squeezing (crimping) Equipment for case trimming
and annealing
Cap production Primary drawing Secondary drawing and
squeezing (crimping)
Case trimming
Stiletto Uniqueness

Stiletto Uniqueness Technological Scheme of Bullet and Cartridge Production

Equipment for core
production Equipment for jacket
production Equipment for jacket-core
nodule assembly Equipment for bullet assembly, crimping and
grinding
Core production Jacket production Assembly of jacket-core
nodule
Bullet assembly, crimping and grinding
Stiletto Uniqueness

Stiletto Uniqueness Bullet Jacket Production

2

Basics: Press products
NOBAG – Presses are used
for the production
of thin wall cylindrical parts
First of all for
ammunition cases:

Basics: Field of application
of NOBAG machines
From Sheet
Coil
to Ammunition
cases

1st Step: Cup shaping
1) Disc punching
2) Cup drawing
3) Cup annealing
with NOBAG –
machines!
2nd Step: draw to length
4) 1st draw
5) 2nd draw
6) Cut to length
7) Recrystallisation annealing
with NOBAG machines!

18
3rd Step: case shaping
8) Heading
7) Indenting
10) Datum spamp
9) Ignition hole punching
11) Tapering
14) Score turning
13) Cut to length
12) Taper annealing
wit
h N
OB
AG
ma
ch
ine
s!
NOBAG
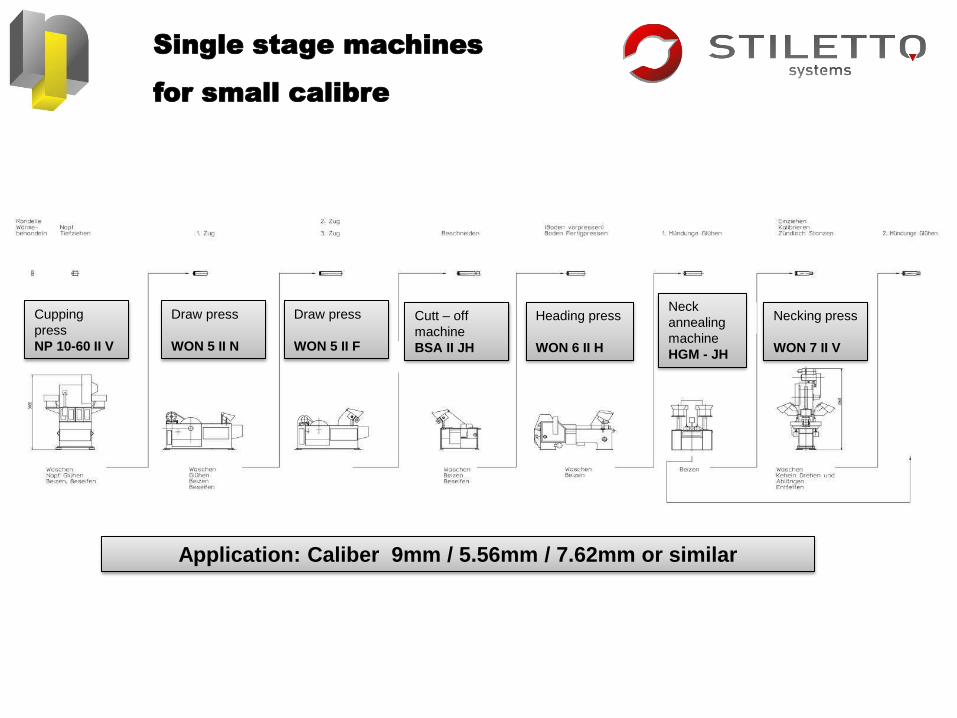
Single stage machines
for small calibre
Cupping press NP 10-60 II V
Draw press WON 5 II N
Draw press WON 5 II F
Cutt – off machine BSA II JH
Heading press WON 6 II H
Necking press WON 7 II V
Application: Caliber 9mm / 5.56mm / 7.62mm or similar
Neck annealing machine HGM - JH

20
Cupping press, NP
The cupping press is designed to produce cups from blanks or flat material.
The press is laid out as a vertical eccentric press with two different strokes for punching and drawing operation.
The main ram for punching operation is carried on long pre loaded linear guide rails. The ram for drawing operations is mounted on the main ram carriage and guided in cylindrical roller cages, fitted slightly pre loaded.
The die holders are fitted on the housing and easy accessible, which guarantees rapid tool change over. Auxiliary equipment
- Decoiler - Conveying system for strips - Scrap chopper for rest strip
Technical data Number of stroke min-1 180 Productivity pcs/min n x 180 Weight to 12
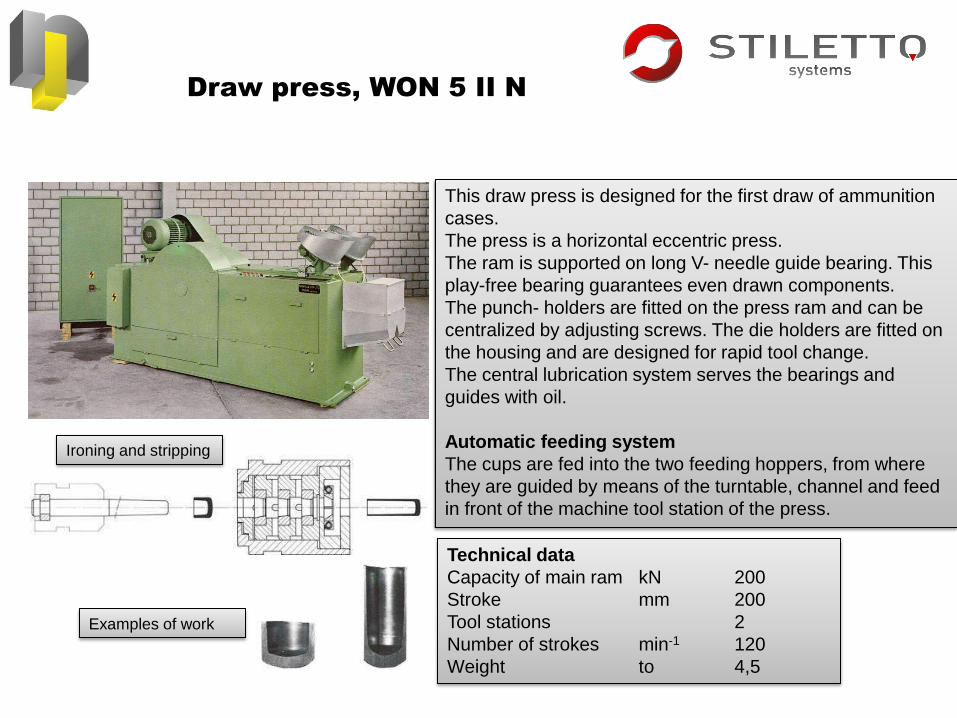
Draw press, WON 5 II N
This draw press is designed for the first draw of ammunition cases. The press is a horizontal eccentric press. The ram is supported on long V- needle guide bearing. This play-free bearing guarantees even drawn components. The punch- holders are fitted on the press ram and can be centralized by adjusting screws. The die holders are fitted on the housing and are designed for rapid tool change. The central lubrication system serves the bearings and guides with oil. Automatic feeding system The cups are fed into the two feeding hoppers, from where they are guided by means of the turntable, channel and feed in front of the machine tool station of the press.
Examples of work
Ironing and stripping
Technical data Capacity of main ram kN 200 Stroke mm 200 Tool stations 2 Number of strokes min-1 120 Weight to 4,5

22
Draw press, WON 5 II F
This draw press is designed for the second draw and third draw of ammunition cases. The press is a horizontal eccentric press. The ram is supported on long V- needle guide bearing. This play-free bearing guarantees even drawn components. The punch- holders are fitted on the ram and can be centralized by the adjusting screws. The die holders are fitted on the housing and are designed for rapid tool change. The central lubrication system serves the bearings and guides with oil. Automatic feeding system The tubes are fed into the two feeding hoppers, from where they are guided by means of the turntable, channel and feed in front of the machine tool station of the press.
Technical data Capacity of main ram kN 50 Stroke mm 220 Tool stations - 2 Number of strokes min-1 120 Weight to 3,6
2. Zug 3. Zug

Cut- off machine, BSA II H
The cut- off machine is used to cut off the components after the final draw. The housing is constructed from robust steel tubes. The crankshaft of the feeding ram drive and the camshaft of the feeding slides are driven by an AC- motor.
The two rotating chucks are each driven by a belt from an AC- motor. The feeding ram is supported by linear guiding. The motions of the cutters are controlled by the camshaft. The cut –off parts slide out of the machine through a chute into a box. The penetration depth of the feeder punch is individually adjustable.
The punch- and cuttholders are designed for easy tool change.
Advantages of the machine - Absolutely rectangular, burr free cut - Quick tool change with quick change attachment - Easy caliber change - It is possible to pre-set the knives with a gauge - The components are not cut on the punch
Automatic feeding system The components are fed into the two feeding hoppers. They are then fed through the feeding slide to the tool station in the cut- off machine.
Tool room Technical data Tool stations 2 Number of cuts min-1 2 x 120 Weight to 1
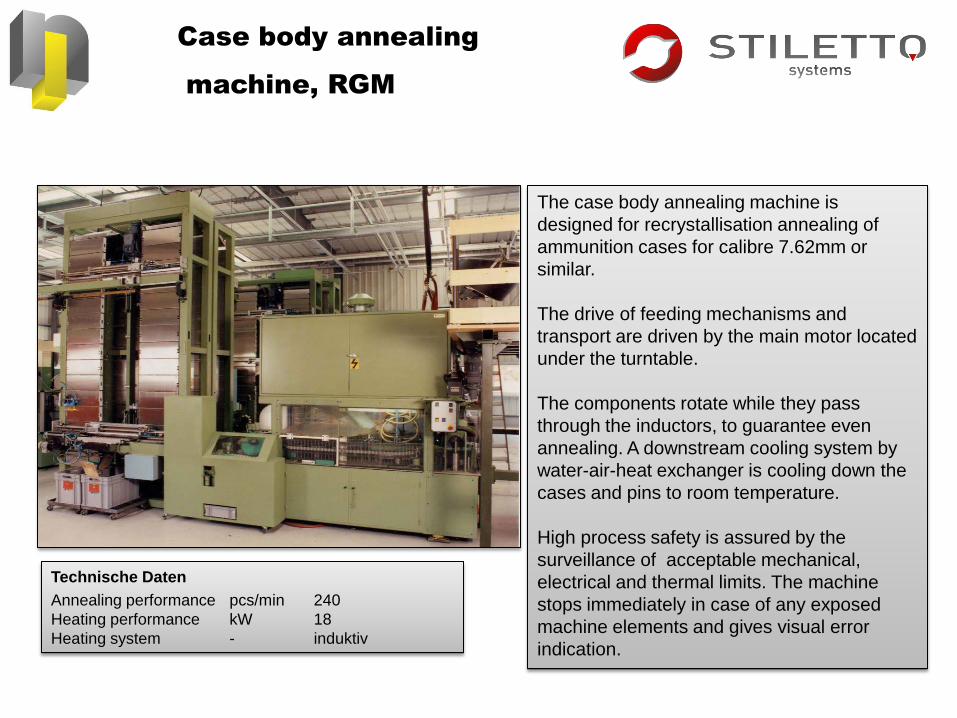
Case body annealing
machine, RGM
The case body annealing machine is designed for recrystallisation annealing of ammunition cases for calibre 7.62mm or similar. The drive of feeding mechanisms and transport are driven by the main motor located under the turntable. The components rotate while they pass through the inductors, to guarantee even annealing. A downstream cooling system by water-air-heat exchanger is cooling down the cases and pins to room temperature. High process safety is assured by the surveillance of acceptable mechanical, electrical and thermal limits. The machine stops immediately in case of any exposed machine elements and gives visual error indication.
Technische Daten Annealing performance pcs/min 240 Heating performance kW 18 Heating system - induktiv

Heading press, WON 6 II H
The heading press is designed for indenting and heading of ammunition cases.
The press is a horizontal eccentric press. Both rams are guided by V- needle bearings. This play- free bearing type guarantees even drawn components.
The immersion depth of the punches can be individually adjusted. The punch- holders can be centralized by adjusting screws.
Automatic feeding system The tubes are fed into the two feeding hoppers, from where they are guided by means of the turntable, channel and feed in front of the machine tool station of the press.
Examples of work
Tool room
Technical data Capacity of main ram kN 300 Stroke mm 160 Tool stations - 2 Number of strokes min-1 120 Weight to 4,2

Neck annealing machine,
HGM - JH
The neck annealing machine is designed for annealing tapered or non-tapered small-calibre ammunition cases.
The housing is constructed of a robust steel frame, covered with steel plates.
The components rotates while they pass through the inductors to guarantee even annealing. The optimum annealing temperature can be controlled from the temperature gauge.
High process safety is assured by the surveillance of acceptable mechanical, electrical and thermal limits. The machine stops immediately in case of any exposed machine elements and gives visual error indication. Standard equipment consists of: - Middle frequency generator - Complete drive unit - Electrical equipment - Two automatic feeding hoppers with feeding pipes - One turntable - Safety devices
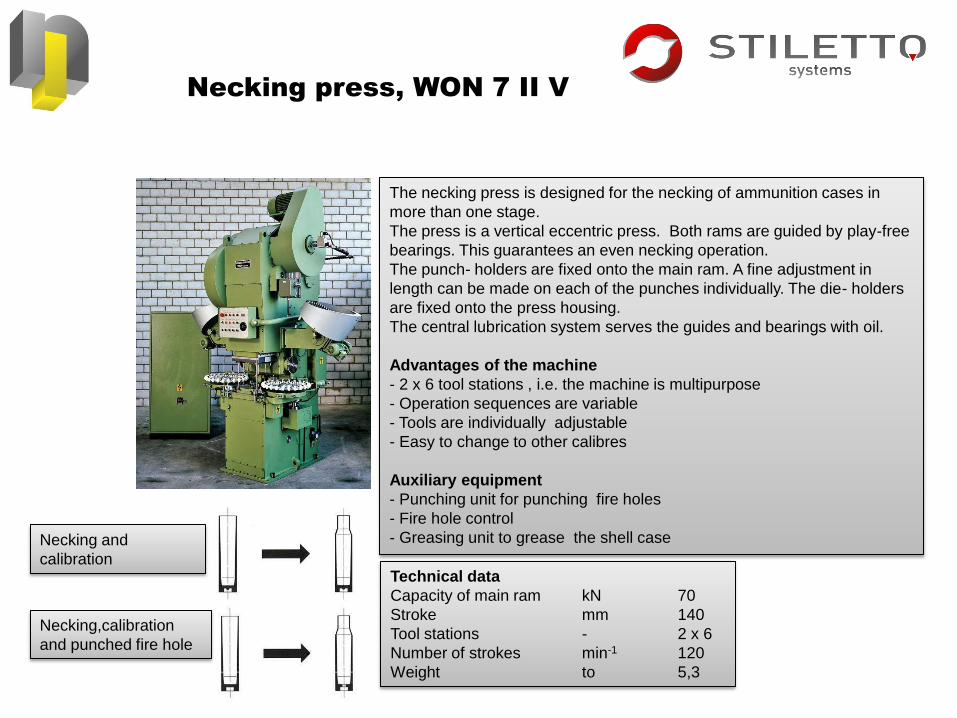
Necking press, WON 7 II V
Necking and calibration
The necking press is designed for the necking of ammunition cases in more than one stage. The press is a vertical eccentric press. Both rams are guided by play-free bearings. This guarantees an even necking operation. The punch- holders are fixed onto the main ram. A fine adjustment in length can be made on each of the punches individually. The die- holders are fixed onto the press housing. The central lubrication system serves the guides and bearings with oil. Advantages of the machine - 2 x 6 tool stations , i.e. the machine is multipurpose - Operation sequences are variable - Tools are individually adjustable - Easy to change to other calibres Auxiliary equipment - Punching unit for punching fire holes - Fire hole control - Greasing unit to grease the shell case
Necking,calibration and punched fire hole
Technical data Capacity of main ram kN 70 Stroke mm 140 Tool stations - 2 x 6 Number of strokes min-1 120 Weight to 5,3

Gauging machine, HDM - JH
Rough control- and measuring stations
The gauging machine is designed to measure ammunition cases. Measuring station for - Case length (A) - Primer hole depth (B) - Primer hole diameter (C) - Shoulder length (D) - Base diameter (E) - Groove diameter (I) - Edge strength (G) - Open end diameter (H) Advantages of the machine - Each case is full measured and all measures are stored - The measured cases are ejected at the end of the machine according to contingent faults - Sorting out of the cases is programmable - Easy to change to other calibres - Programmable measuring system
Technical data Number of stations 23
Rough control 5 Dimension control 6 Ejection control 5 Interstage stations 8 Collecting boxes 4

Single stage machines
for medium calibre
(12.7 – 40mm)
Cold flow press WON 3U - 315
Draw press WON 2U - 50 WON 2U - 160
Cold flow press WON 3U - 315 WON 3U - 400
Necking press WON 4U - 30 WON 4U - 65
Calibre 12,7 – 30mm: WON 3U-315 / WON 2U – 50 / WON 3U – 315 / WON 4U - 30 Calibre 30 – 40mm: WON 2U – 160 / WON 3U – 400 / WON 4U - 65
Draw press,
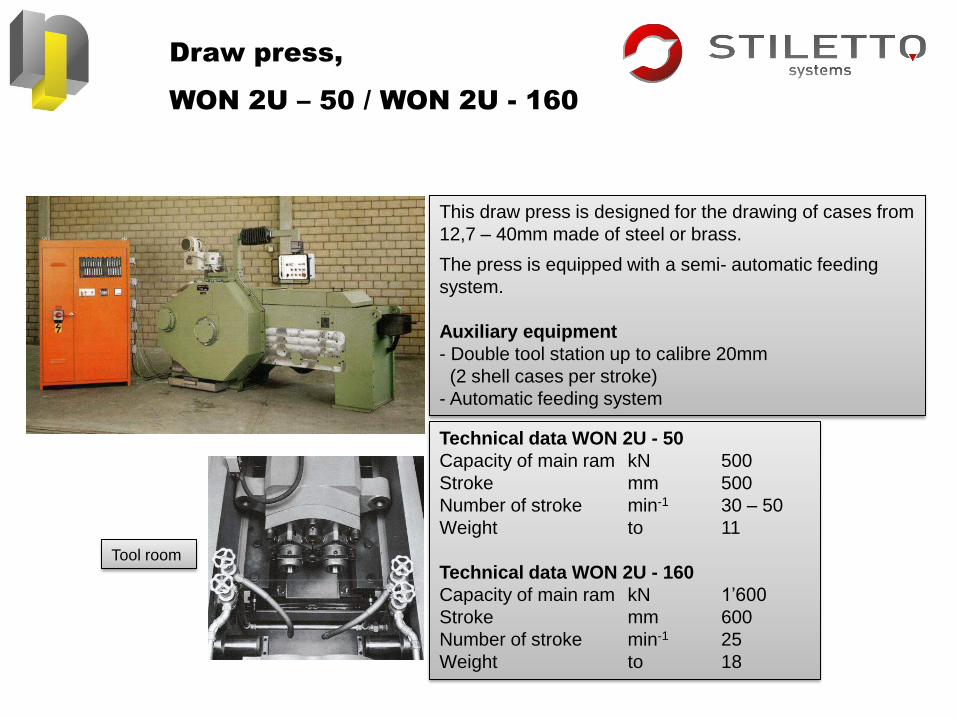
WON 2U – 50 / WON 2U - 160
This draw press is designed for the drawing of cases from 12,7 – 40mm made of steel or brass.
The press is equipped with a semi- automatic feeding system. Auxiliary equipment - Double tool station up to calibre 20mm (2 shell cases per stroke) - Automatic feeding system
Technical data WON 2U - 50 Capacity of main ram kN 500 Stroke mm 500 Number of stroke min-1 30 – 50 Weight to 11 Technical data WON 2U - 160 Capacity of main ram kN 1’600 Stroke mm 600 Number of stroke min-1 25 Weight to 18
Tool room

Cold flow press,
WON 3U – 315 / WON 3U - 400
The press is designed for heading and indenting steel or brass ammunition cases from 12.7 – 40mm. Any other forward or backward extrusion operations can be produced on this machine. The press is equipped with a semi- automatic feeding system. Advantages of the machine - Easy change to other components - Herringbone gear (noise reducing) Auxiliary equipment - Automatic feeding and ejecting systems -Double tool station up to calibre 20mm (2 shell cases produced per stroke)
Examples of products
Technical data WON 3U – 315 Capacity of main ram kN 3’150 Stroke mm 320 Number of stroke min-1 30 – 52 Weight to 20 Technical data WON 3U - 400 Capacity of main ram kN 4’000 Stroke mm 250 Number of stroke min-1 25 Weight to 25

Necking press,
WON 4U – 30 / WON 4U - 65
The necking press is designed for the necking of ammunition cases from 21,7 – 40 mm in steel or brass, in more than one stage. The press is equipped with a semi- automatic feeding system. Advantages of the machine - Constant working speed - Easy change to other components - Herringbone gear (reduction of noise)
Auxiliary equipment - Automatic feeding system - Double tool station up to calibre 20mm (2 shell cases produced per stroke)
Technical data WON 4U - 30 Capacity of main ram kN 300 Stroke mm 496 Number of stroke min-1 50 Weight to 12
Technical data WON 4U - 65 Capacity of main ram kN 650 Stroke mm 600 Number of stroke min-1 25 Weight to 27

Presses: Combined
machines for Small calibre
Cupping press NP
Combined draw and trim machine KZP
Neck- annealing machine HGM
Combined heading and tapering machine KBEP
Case body annealing machine RGM
Application: Calibers 9mm / 5,56mm / 7,62mm or similar
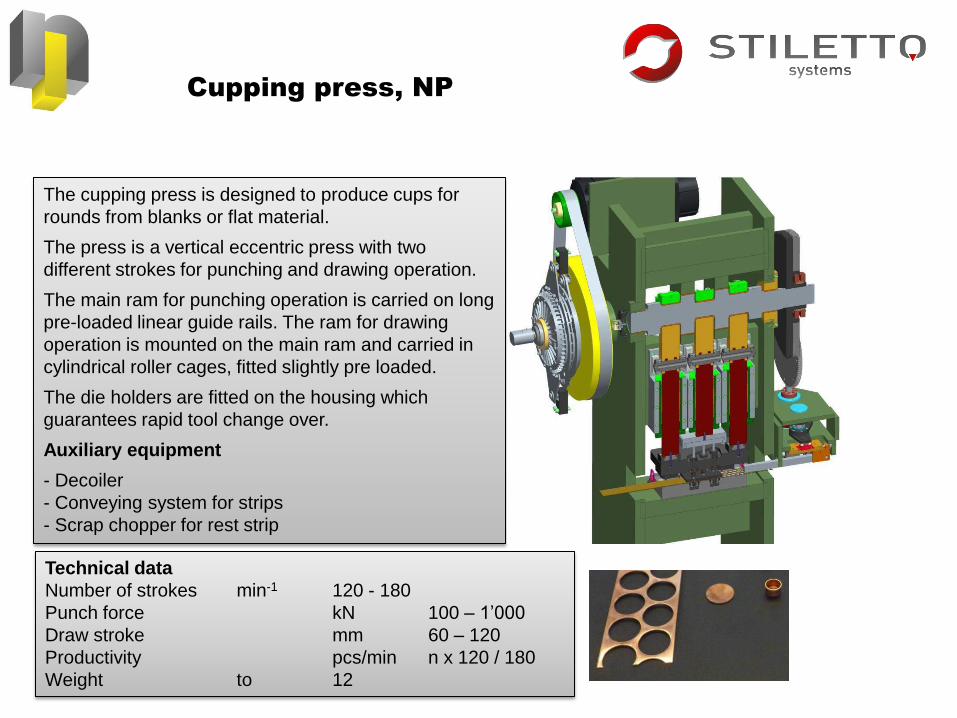
Cupping press, NP
The cupping press is designed to produce cups for rounds from blanks or flat material.
The press is a vertical eccentric press with two different strokes for punching and drawing operation.
The main ram for punching operation is carried on long pre-loaded linear guide rails. The ram for drawing operation is mounted on the main ram and carried in cylindrical roller cages, fitted slightly pre loaded.
The die holders are fitted on the housing which guarantees rapid tool change over.
Auxiliary equipment
- Decoiler - Conveying system for strips - Scrap chopper for rest strip
Technical data Number of strokes min-1 120 - 180 Punch force kN 100 – 1’000 Draw stroke mm 60 – 120 Productivity pcs/min n x 120 / 180 Weight to 12

35
Combined draw and
trim press, KZP
The configuration is designed to draw and trim of ammunition cases.
The press is a vertical eccentric design and is equipped with an AC- servomotor, automatic feeding system, electrical control including operating panel.
Die blocks are designed for quick tool changeover
The electrical control consists of one separate control cabinet and two identical swivable panels, which are located on both sides of the press.
Anti vibration shoes are fitted under the machine. A special foundation is not necessary.
Technical data: Tool stations n 2x3 Capacity of main ram kN 400 Number of strokes min-1 80 – 120 Weight to 12

Tool room Row 1 Turntable in operating position
Operations: Cup feeding Initial draw Final draw Trim to length Eject drawn and trimmed tubes Eject excess material (trim) Checks: Components loaded Attendance Position control Initial draw Final draw Eject drawn and trimmed tubes Eject excess material Cooling system
Tool room Row 2 Turntable in tool change position
Tool room Row 2 Trimming
Combined draw and
trim press, KZP

USP‘s: - Cascade production: the case isn‘t pushed back through the dies - „Milking machine“-principle, minimizes drive performance, weight and vibrations - Very easy accessible, pleasant working height - Easy and quick exchange of single part holders (plastic holder fingers)
Cascade processing
Working room, accessible from two sides Part holder
Combined draw and
trim press, KZP
Combined heading and
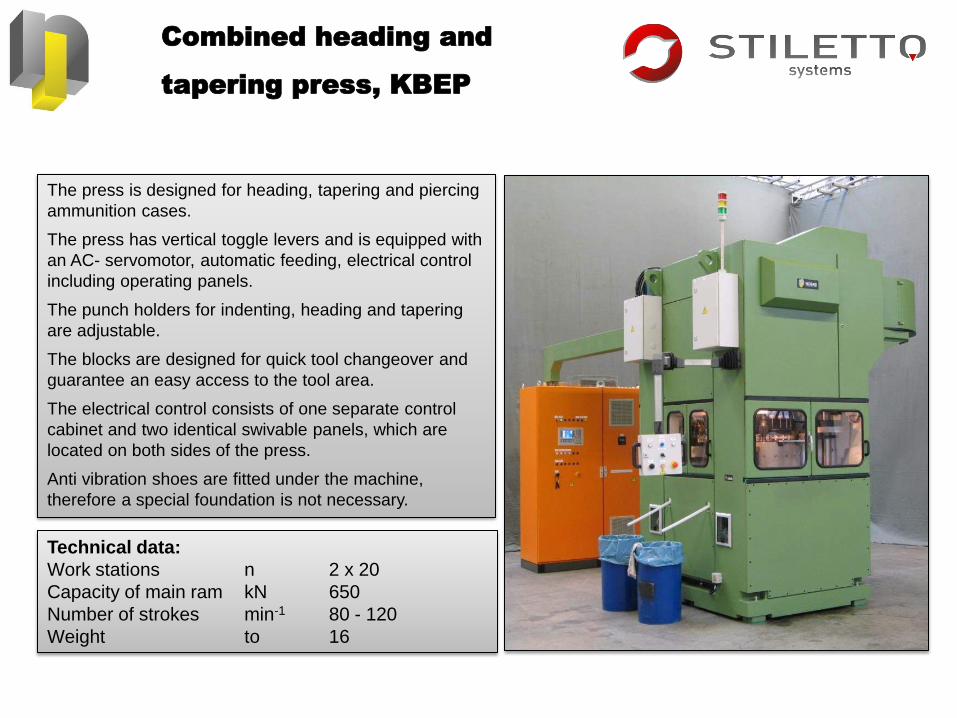
tapering press, KBEP
The press is designed for heading, tapering and piercing ammunition cases.
The press has vertical toggle levers and is equipped with an AC- servomotor, automatic feeding, electrical control including operating panels.
The punch holders for indenting, heading and tapering are adjustable.
The blocks are designed for quick tool changeover and guarantee an easy access to the tool area.
The electrical control consists of one separate control cabinet and two identical swivable panels, which are located on both sides of the press.
Anti vibration shoes are fitted under the machine, therefore a special foundation is not necessary.
Technical data: Work stations n 2 x 20 Capacity of main ram kN 650 Number of strokes min-1 80 - 120 Weight to 16

Combined heading
and tapering press, KBEP
2
Case feeding Indenting punch Shell flip Die chuck
Operations: Case feeding Indenting Heading Date stamp Fire hole piercing Tapering Mouth calibration Checks: Components loading attendance Position control* Heading process finalised Fire hole pierced Necking process finalised Neck existing Case unloaded *The components will be position controlled loaded into the clips of the turntable
Adjustable punch chuck Heading punch Turntable with case holding finger clip Die chuck
Fire hole piercing Date stamp Stripper 4 taper stations

3
Combined heading and
tapering press, KBEP

USP‘s: - Very good accessibility from all 4 sides, pleasant working height, 2 mobile control panels - Easy, quick tool exchange - 1 mechanical drive train - Press forces by Toggle levers, therefore better process behaviour at heading and indenting - all further movements optimized by control by eccentric shafts and cam wheels - Part transportation by two rotary tables instead of a single transport bar, therefore less vibrations - Complete press has half the weight of comparable competitor's product, less strong fundament required
Combined heading
and tapering press, KBEP
Measuring
machines
SC Combined
machines
Comb. Draw
press KZP
Comb. Heading/
Indenting/Taper KBEP
Special purp.
machines Home Engineering
MC Single
machine
SC Single
machines Basics
Annealing
machines Forming
Special
presses

NOBAG’s presses:
Engineering & special presses
Tools
Production and running-in
Processes
- State calculations
- Tool calculations
- Machine development
- Cleaning and annealing
processes
- Chaining
- Running-in
Complete Cupping press tool block
Dimensioning, tests and running-in at
customer’s site
(example with a 3rd party machine)

Special press, Lead core
press KP 5-60 II H
The lead core press is suitable for forming projectile cores made of lead wire.
The press is a horizontal eccentric press consisting of ejector carriage, automatic feeder with wire feed unit and tool holder.
Tool room
Specifications Press force kN 50 Number of strokes min-1 120 Productivity pcs/min 240 Weight to 1,8

Milestones1830 Manufacture of weapons, equipments for pyrotechnic applications, steam
engines, ammunition
1856 First export - Serbia (black powder)
1914 First world war - exile to Paris
Machine design for manufacture of infantry ammunition
1960 Cinematic motion machine - output 1,200 parts/minute
Design of progressive die set tooling system
1970 Progress in detonator manufacturing equipment
Priming plant modernisation
Propellant ammo. for mortar
1992 Establishment of New Lachaussée company Ltd
Incorporation of resources from Fabrique Nationale Herstal and P.R.B.
Strengthening of « Engineering » department
Strategy to handle the military market directly
1995 ISO 9002 quality system certification

of machinery and equipment for the production of :
- S.A.A. (Shotshell, infantry, handgun, rimfire…)
- Primers (including primary mixture preparation)
- Blasting caps and detonators
Our Competencies

References
• Small Arms Ammunitions : – Federal, LCAAP, Remington, Winchester…
– Expal, Eley, RUAG, NAMMO, BAE, Romarm, ADI, IMI
• Primers– Romarm, Hellenic Defense, Europa Metalli, FAME(Peru)
– MKEK, MODIAR, Kaha, MIC, POF, PMC, Vaxuco, China,
• Blasting caps and detonators– AEL, UEB-Maxam, Iskra, Hanwa, Orica, Dyno Nobel…

GROOVING AND CUTTING TO LENGTH MACHINE MODELS 861
OPTICAL GAUGING MACHINE FOR OUTER SIZES OF SMALL ARMS & HAND GUN CASES
MODEL 887
Picture for reference only – Actual equipment may differ

Issue Aug. 2009 S.A.A.-69
7,200 or 14,400 parts/hour
STORAGE
Bullet steel core cold hammeringModel 862.04
Lead cores cleaning
Model 874
OPERATING SEQUENCEMANUFACTURE OF S.A.A. BULLETS (BALL & AP)
Lead wire
Lead cores swaging
Model 862.01.01 Model 862.01.02
Steel cores hardening & quenching Model 876
CARTRIDGE LOADING LINE
Steel cores de-burring and polishing
Model 741.003/A & B
Annealed bullet-cups
Steel wire max. dia. 5 mm
Bullet steel core cold hammeringModel 862.05
Steel core cleaning
Model 741.003/A & B
Drawings of cups, pointing of jackets,
steel core insertion (*), lead cores insertion,
flanging, crimping,
canneluring, re-sizing.
Model 863/INF
Cleaning & polishing of bullets
Model 874
Steel wire max. dia. 6 mm
(*) AP bullets only

HORIZONTAL LEAD CORE SWAGING PRESS MODELS 862/01/01 – 862/01/02 TRANSFER PRESS FOR FORMING AND ASSEMBLY
S.A.A. FULL METAL JACKETED BULLETS MODEL 863/INF

OPERATING SEQUENCES.A.A. CARTRIDGE LOADING AND ASSEMBLY
Priming of cases, varnishing of primers, mouth varnishing (*).
Model 611
Cartridge loading & assembly and
bullet tip varnishingModel 691
Finished bullets
Propellant powder
Finished cases
C.F. primers
STORAGECARTRIDGE
PACKAGING LINE
Solvent and varnishes
Propellant powder safety dispensing
Model 321
Cartridge check weighing
Model 884
Visual inspection
Model 880.02
Optional
14,400 parts/hour
Cartridge loading, crimping and sealing
Model 691
Ball, AP and tracer cartridges
Blank cartridges
(*) except for blank cases

LOADING AND ASSEMBLY MACHINE FOR INFANTRY AMMUNITION
MODEL 115/INF

Stiletto Uniqueness Production uniqueness:
Full production cycle
Modern high-performance equipment leading international quality standards
Ecologically clean production
Technology and auxiliary equipment allows for autonomous provision of
accessories and tools for the manufacture of all ammunition components
Production uses raw materials in coiled brass rods and rolled sheets for
minimizing waste
Ability to produce ammunition of any caliber from 5.56 mm to 30 mm.
Use of customer-tailored Swiss and Belgium equipment
