Production Planning (PP) PP Topics: • MRP Run in background for all Network Plants • Typical Production cycle in Process Industry • Repetitive Manufacturing Cycle • Production Order Splitting • Routing Vs Task list Vs Work Procedure • Converting Planned Orders to Purchase Requisitions and Purchase Orders • Difference between Co-Product and Bi-Product with an example • Types of Subcontracting • MRP Run in background for all Network Plants • By Divakar Rane, Suzlon Energy Limited • Purpose: • To understand how to take MRP Run in Background for All Network Plants, using Transaction Code:-MDBT. • Scope: To view Background MRP List. • Method: • Please follow the procedure as given below: Transaction code MDBT Menu Path SAP menu Logistics Production MRP Planning Total Planning MDBT--Background MRP

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Production Planning (PP)
PP Topics:
• MRP Run in background for all Network Plants • Typical Production cycle in Process Industry • Repetitive Manufacturing Cycle • Production Order Splitting • Routing Vs Task list Vs Work Procedure • Converting Planned Orders to Purchase Requisitions and Purchase Orders • Difference between Co-Product and Bi-Product with an example • Types of Subcontracting
• MRP Run in background for all Network Plants • By Divakar Rane, Suzlon Energy Limited • Purpose: • To understand how to take MRP Run in Background for All Network Plants, using
Transaction Code:-MDBT. • Scope: To view Background MRP List. • Method: • Please follow the procedure as given below:
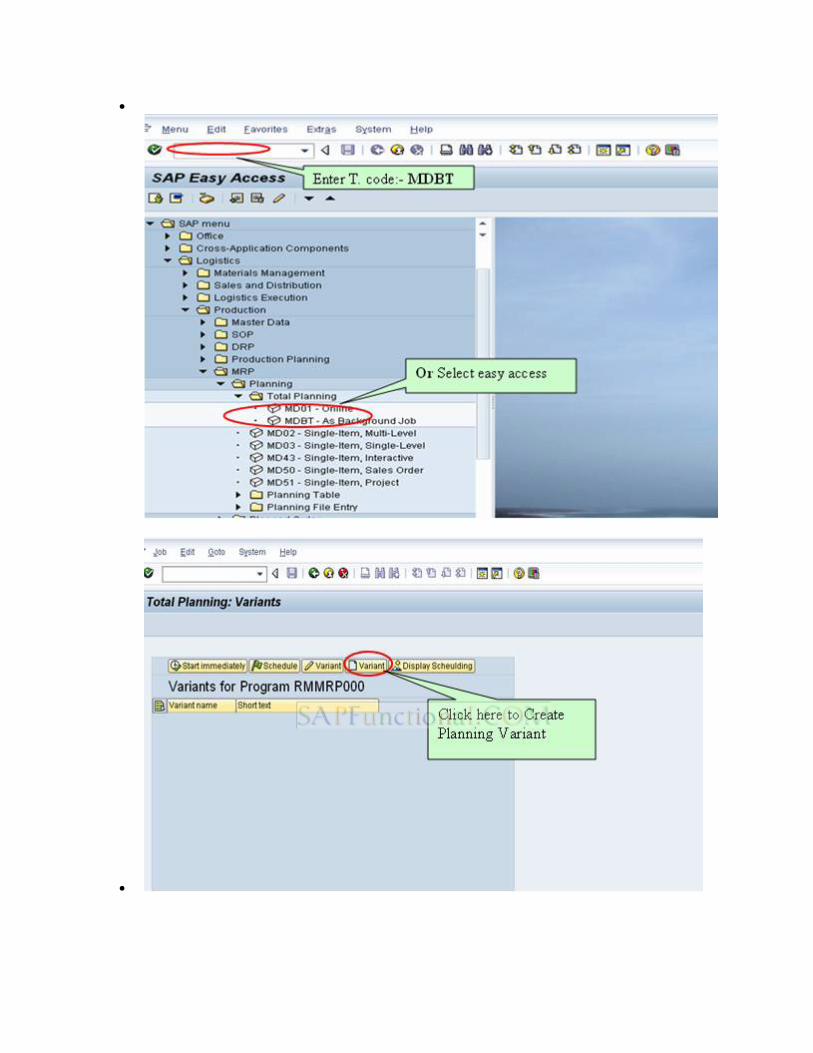
Transaction code MDBT Menu Path SAP menu Logistics Production MRP Planning
Total Planning MDBT--Background MRP
•
•
•
•

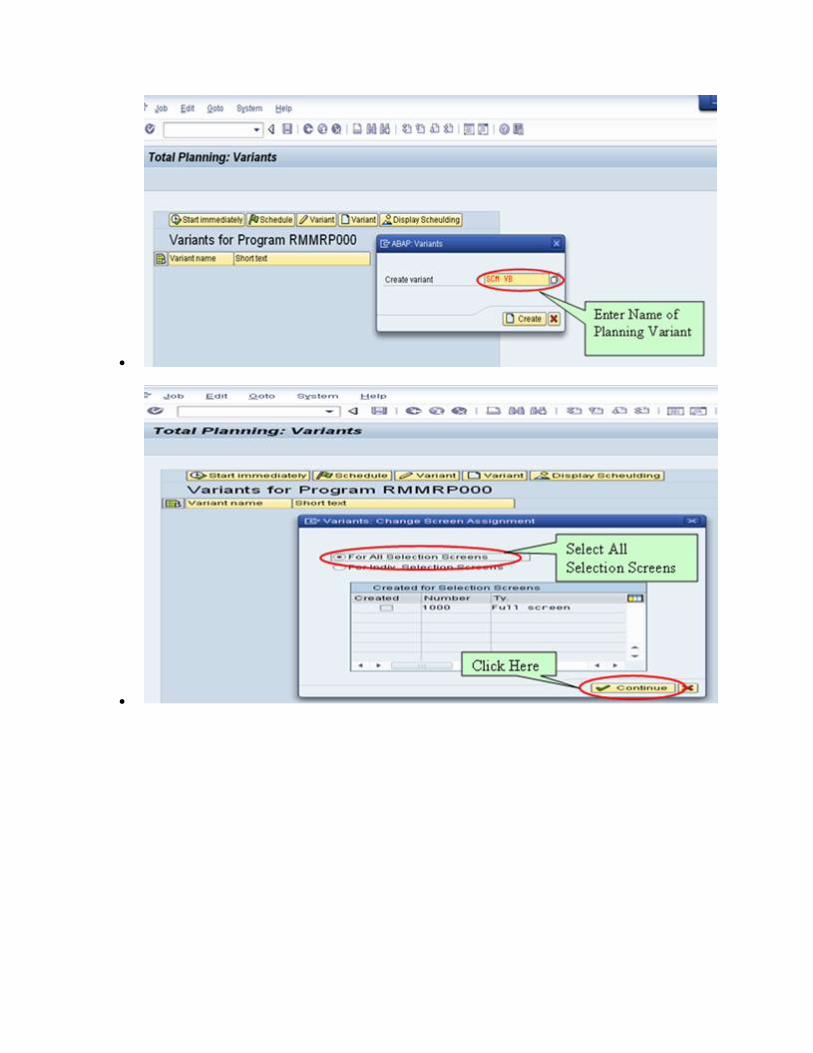
• • After filling information please click on Attributes. Here you need to do
configuration for Scope of Planning (TCode: OM0E) or you can select single plant also. In Scope of planning you take multiple plants.

• Here you select different option as per your requirement like protect variant.
• After Saving Variant you will get Variant SCM VB Saved.
• • We need to start our background MRP Run through Tcode- MDBT.
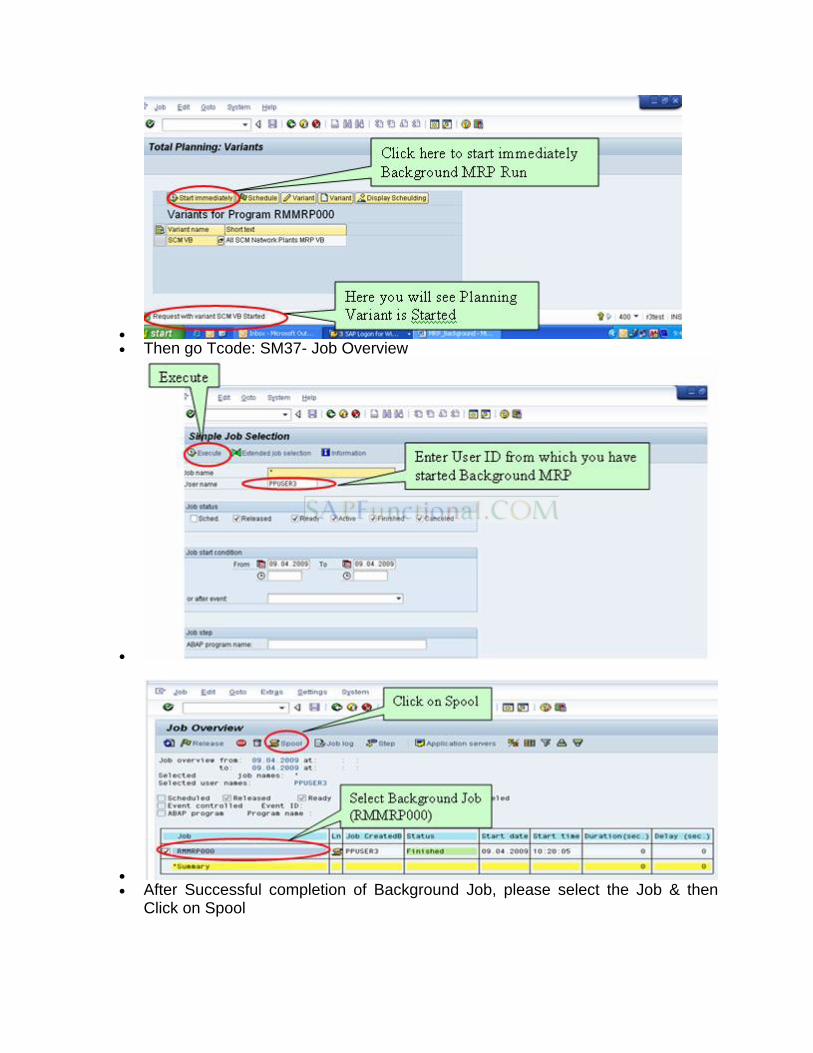
• • Then go Tcode: SM37- Job Overview
•
• • After Successful completion of Background Job, please select the Job & then
Click on Spool
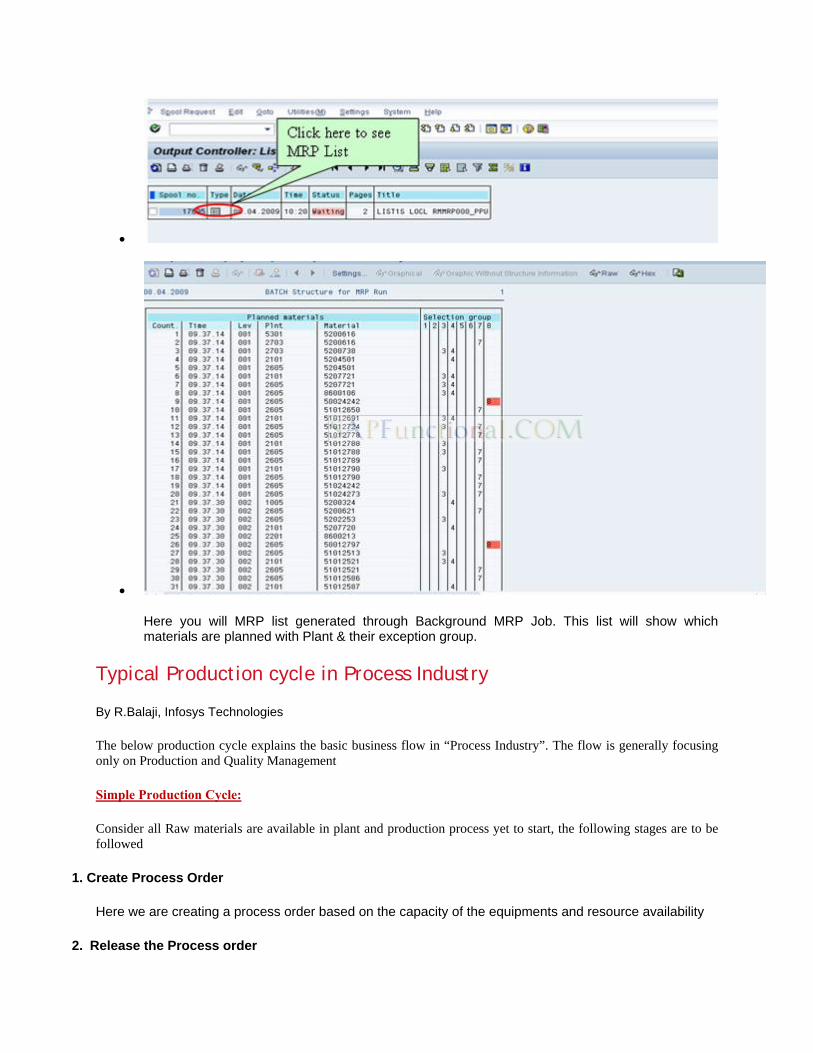
•
•
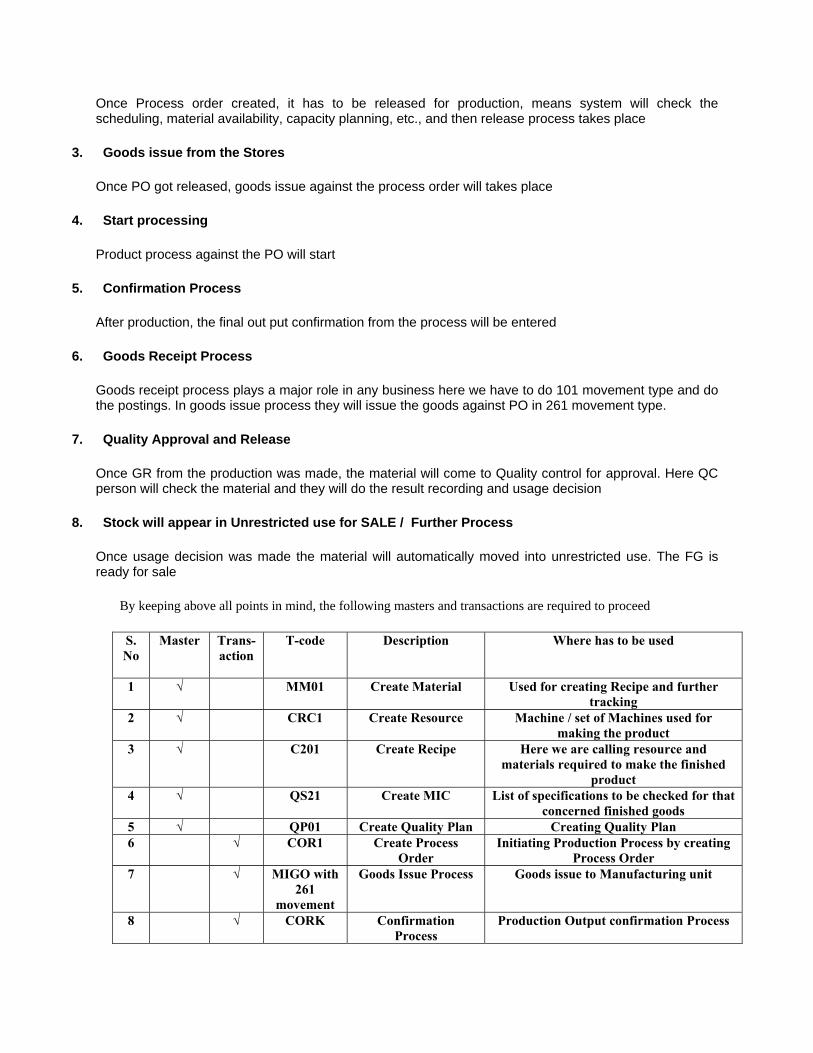
Here you will MRP list generated through Background MRP Job. This list will show which materials are planned with Plant & their exception group.
Typical Production cycle in Process Industry
By R.Balaji, Infosys Technologies
The below production cycle explains the basic business flow in “Process Industry”. The flow is generally focusing only on Production and Quality Management
Simple Production Cycle:
Consider all Raw materials are available in plant and production process yet to start, the following stages are to be followed
1. Create Process Order
Here we are creating a process order based on the capacity of the equipments and resource availability
2. Release the Process order
Once Process order created, it has to be released for production, means system will check the scheduling, material availability, capacity planning, etc., and then release process takes place
3. Goods issue from the Stores
Once PO got released, goods issue against the process order will takes place
4. Start processing
Product process against the PO will start
5. Confirmation Process
After production, the final out put confirmation from the process will be entered
6. Goods Receipt Process
Goods receipt process plays a major role in any business here we have to do 101 movement type and do the postings. In goods issue process they will issue the goods against PO in 261 movement type.
7. Quality Approval and Release
Once GR from the production was made, the material will come to Quality control for approval. Here QC person will check the material and they will do the result recording and usage decision
8. Stock will appear in Unrestricted use for SALE / Further Process
Once usage decision was made the material will automatically moved into unrestricted use. The FG is ready for sale
By keeping above all points in mind, the following masters and transactions are required to proceed
S. No
Master Trans-action
T-code Description Where has to be used
1 √ MM01 Create Material Used for creating Recipe and further tracking
2 √ CRC1 Create Resource Machine / set of Machines used for making the product
3 √ C201 Create Recipe Here we are calling resource and materials required to make the finished
product 4 √ QS21 Create MIC List of specifications to be checked for that
concerned finished goods 5 √ QP01 Create Quality Plan Creating Quality Plan 6 √ COR1 Create Process
Order Initiating Production Process by creating
Process Order 7 √ MIGO with
261 movement
Goods Issue Process Goods issue to Manufacturing unit
8 √ CORK Confirmation Process
Production Output confirmation Process
9 √ QA32 Quality Approval and Usage Decision
QC will approve and release for further process
Step by Step Execution Process:
Scenario Explanation:
REQUIREMENTS:
For a leading Process Manufacturing Company ABC, they are selling the product “FG 1”, the raw materials and resource requirements are listed below
Raw Materials required for making 50kg of Finished Product, FG 1 are
S.No Material Code / Material Type
Material Description Quantity required Unit of Measurement
1 RM l 1 / ROH Raw Material 1 80 Kg 2 RM 2 /ROH Raw Material 2 20 Kg 3 BP 1 / FERT Byproduct 60 L
Resources required for making 50kg of Finished Product FG1
S.No Resource Code Resource Description Capacity 1 CRC-001 Reactor 2KL 2 CRC-002 Vessel 4KL
List of MASTERS required for addressing the above scenario
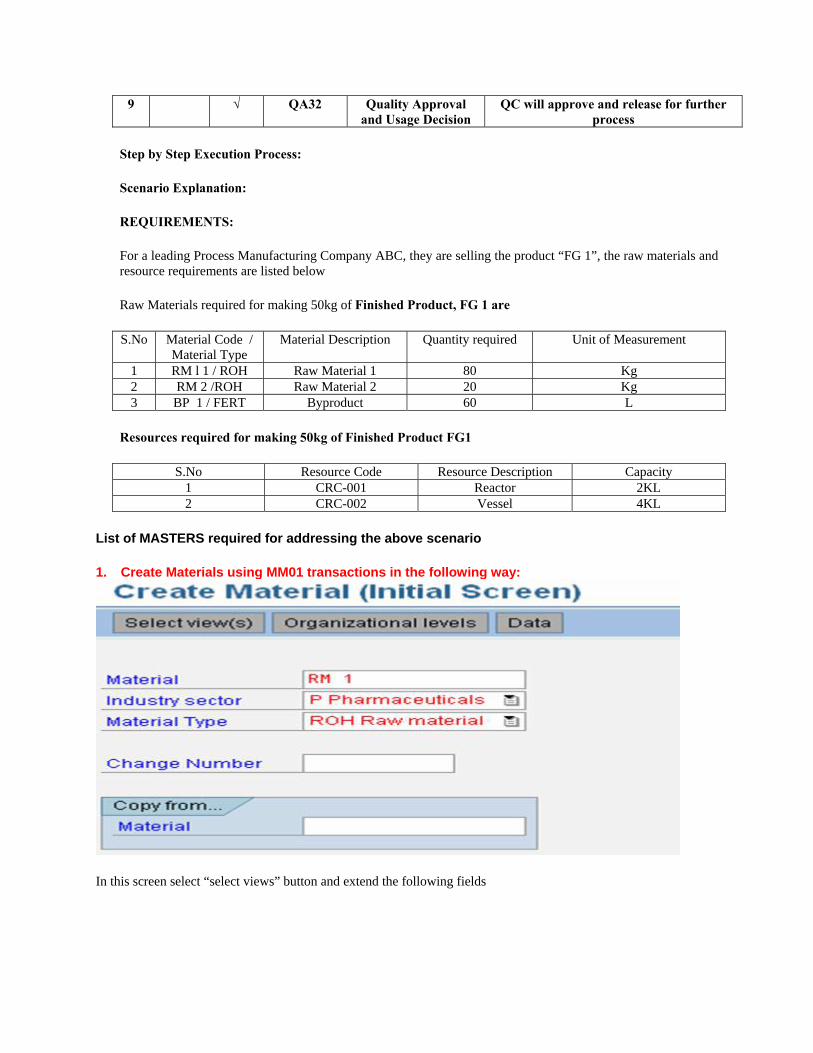
1. Create Materials using MM01 transactions in the following way:
In this screen select “select views” button and extend the following fields
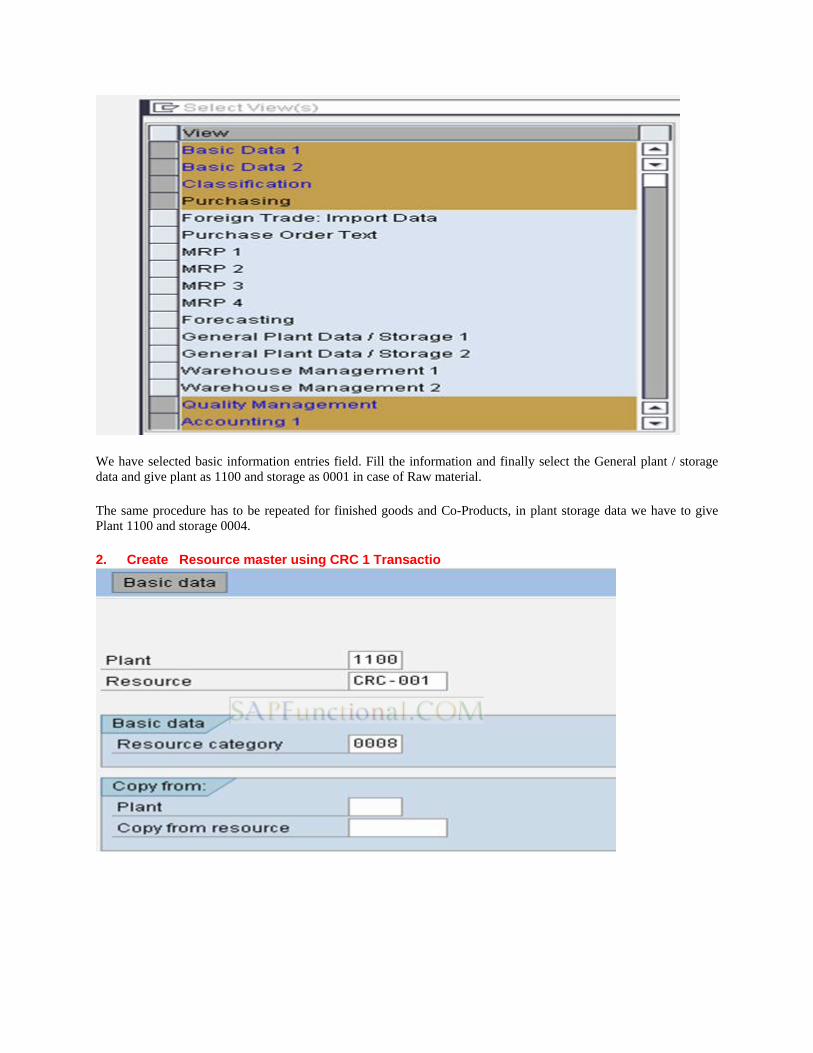
We have selected basic information entries field. Fill the information and finally select the General plant / storage data and give plant as 1100 and storage as 0001 in case of Raw material.
The same procedure has to be repeated for finished goods and Co-Products, in plant storage data we have to give Plant 1100 and storage 0004.
2. Create Resource master using CRC 1 Transactio

Here we have to mention the Person responsible and standard value type “SAP1 – Normal Production”.

Here we are planning to give the controlling area and cost center. Finally save the data. The same procedure has to be repeated for CRC-002
3. Create Recipe using resource and material in T-code C201

In the above screen we have to enter the material we want to produce “FG 1”, and give the plant code and profile “PI01” then enter.
In the recipe header we have to enter the status as “4” and Usage as “1” , go for Operations screen

Here we have to call the resource and the description details, for example in reactor CRC-001, the operations like Heating and transfer process will be carried out the same has been explained in this description field. As per standard value key we have to give the duration for the operation time and labor time. Both will be taken for scheduling.
In the material tab, we have to enter the version for the BOM and usage details, after that we have to enter the list of raw materials required for making 50 kg of the FG 1 product. Here co-product is generating so we have to give the co-product “BP 1” 60 L as “Negative” producing after the process (NOT as INPUT) and activate as Co-Product by selecting the line item and press items tab and select co-product tab.
In the header level line item we have the base quantity i.e Finished goods quantity, give 50 and save
Now Recipe is ready.
4. Create MIC using QS21 transaction

Here give the short text, field search and int. char.desc as pH and select the Quantitative check box.
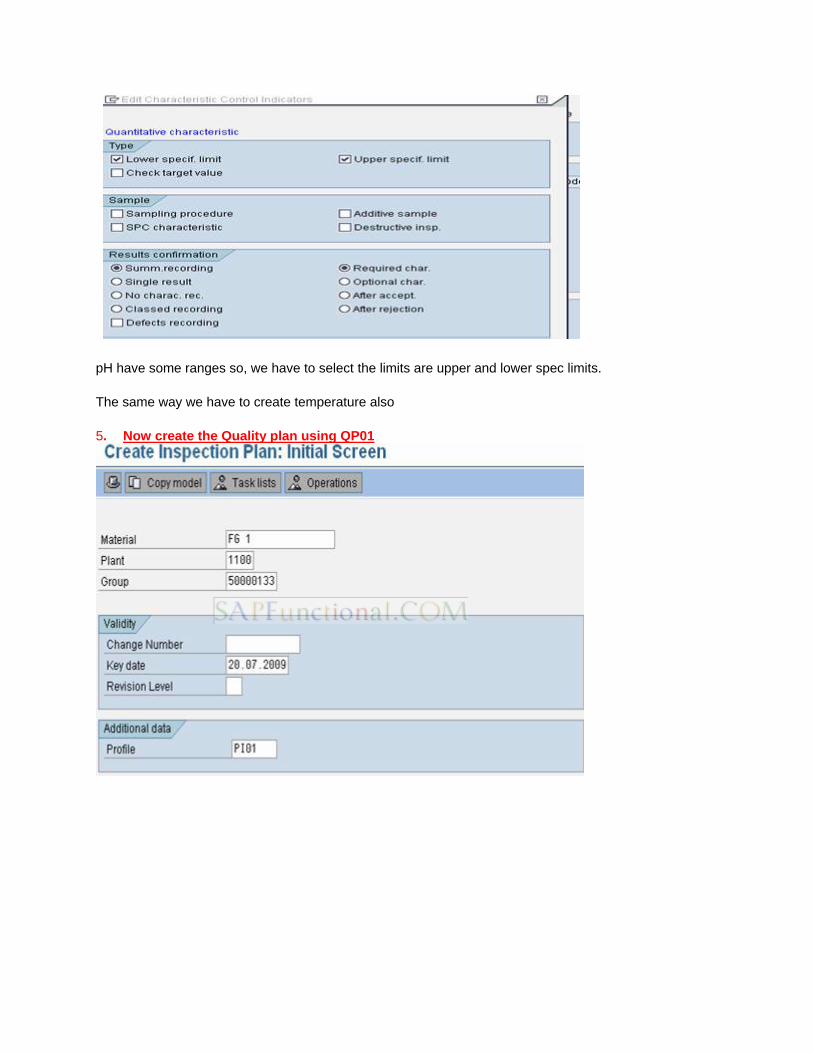
pH have some ranges so, we have to select the limits are upper and lower spec limits.
The same way we have to create temperature also
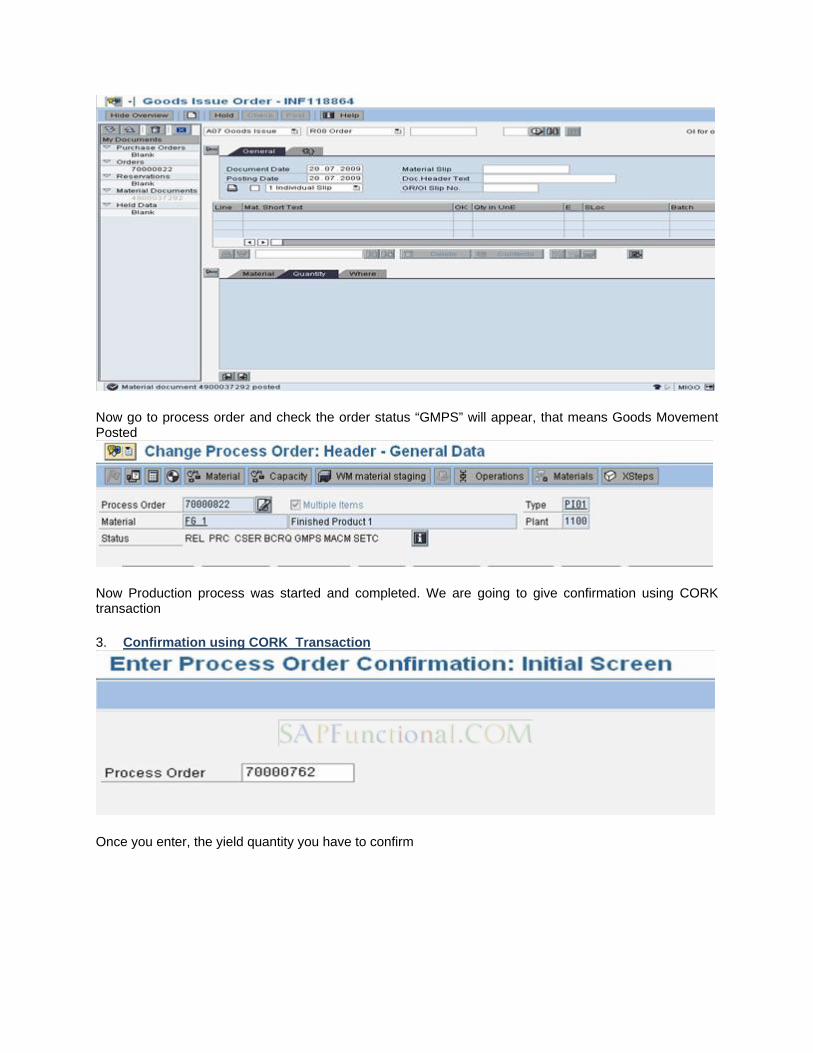
5. Now create the Quality plan using QP01

Now we are planning to create the quality plans which are to be tested before release from QC
Header data details as above Then Go to operations and give control key as QM01, select the line item and go to inspection description tab.
Enter the MIC details here. While entering system will ask the upper spec and lower spec limits. Enter limits and save
Masters are ready to proceed the Production Cycle We will start Production Cycle using transactions 1. Create Process Order using COR1

Here give the total quantity as “50” and enter the start date, system will check the scheduling and capacity planning and finally finish date will come.
Now, once the process is over check the master data, in that we can find the created recipe group for that material “FG 1”

Now the PO stated us “Created”
Press the Flag button and ‘Release” the PO for production. After pressing flag button, actually system will checks material availability, scheduling, capacity planning etc., Once it is over the status of the PO will be changed to “Released mode”
Save the Process order.

2. Goods issue against the Process order using MIGO Transaction Goods issue generally happens from store against the PO with the movement type 261
Once goods issue from the stores is over, the document number will be generated as below
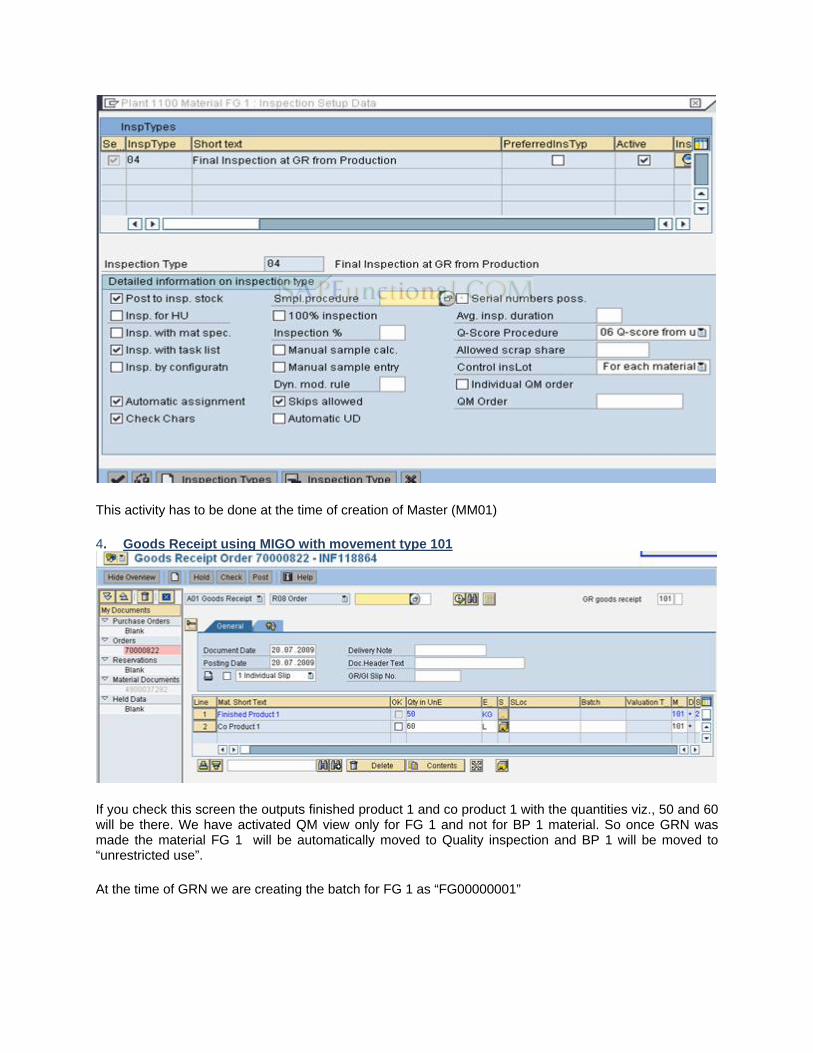
Now go to process order and check the order status “GMPS” will appear, that means Goods Movement Posted
Now Production process was started and completed. We are going to give confirmation using CORK transaction
3. Confirmation using CORK Transaction
Once you enter, the yield quantity you have to confirm

Here in MM01, Quality Management views we have to activate the inspection lot origin “04” for inspection triggering while making Goods receipt using 101 transaction. The following procedure has to be adopted.
Select Inspection set up tab and activate 04 inspection type.
This activity has to be done at the time of creation of Master (MM01)
4. Goods Receipt using MIGO with movement type 101
If you check this screen the outputs finished product 1 and co product 1 with the quantities viz., 50 and 60 will be there. We have activated QM view only for FG 1 and not for BP 1 material. So once GRN was made the material FG 1 will be automatically moved to Quality inspection and BP 1 will be moved to “unrestricted use”.
At the time of GRN we are creating the batch for FG 1 as “FG00000001”
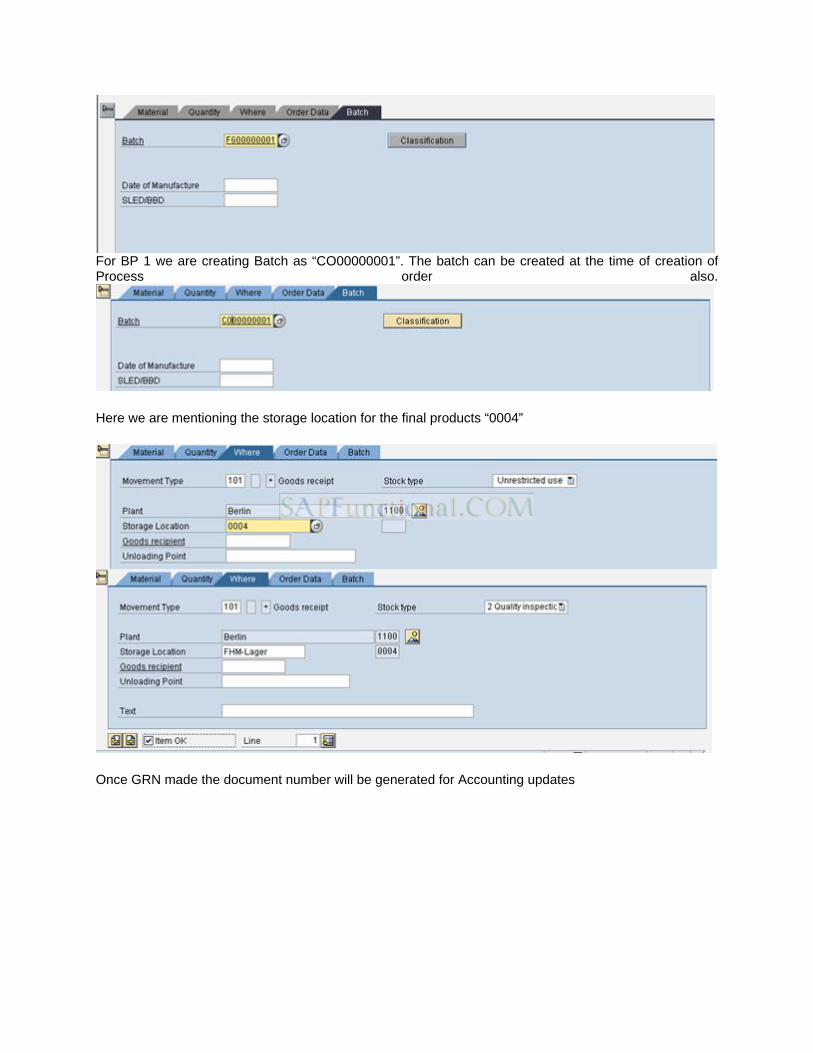
For BP 1 we are creating Batch as “CO00000001”. The batch can be created at the time of creation of Process order also.
Here we are mentioning the storage location for the final products “0004”
Once GRN made the document number will be generated for Accounting updates
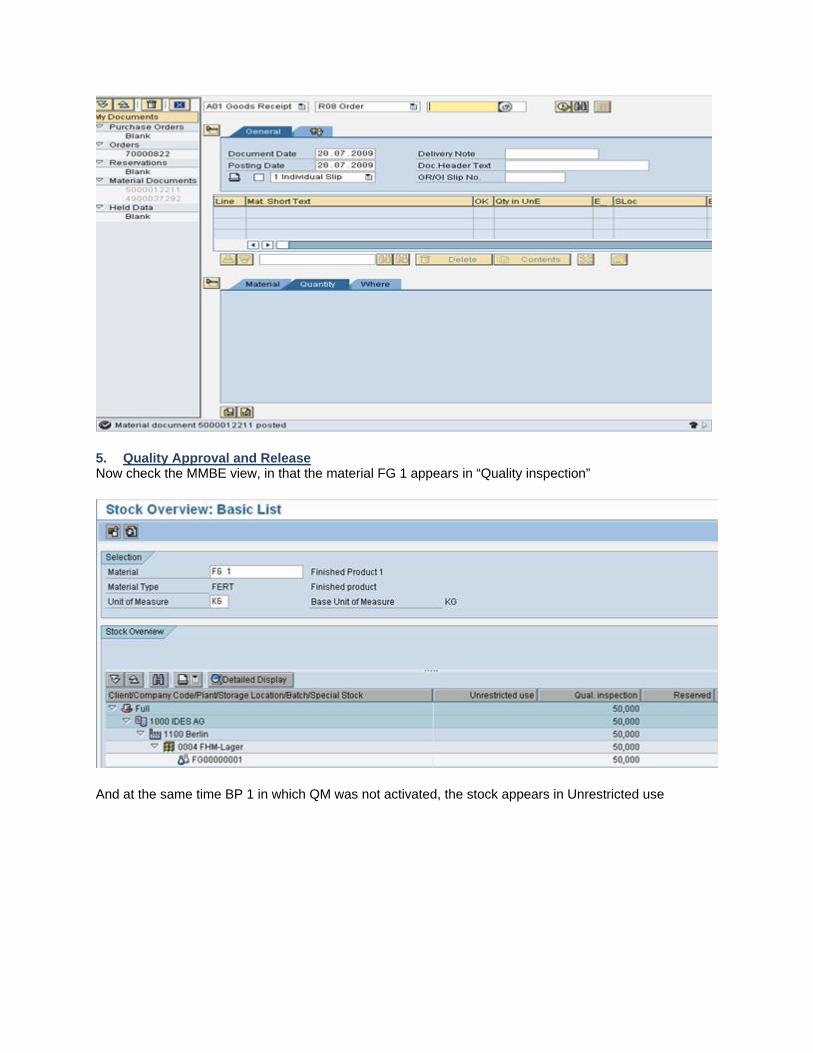
5. Quality Approval and Release Now check the MMBE view, in that the material FG 1 appears in “Quality inspection”
And at the same time BP 1 in which QM was not activated, the stock appears in Unrestricted use
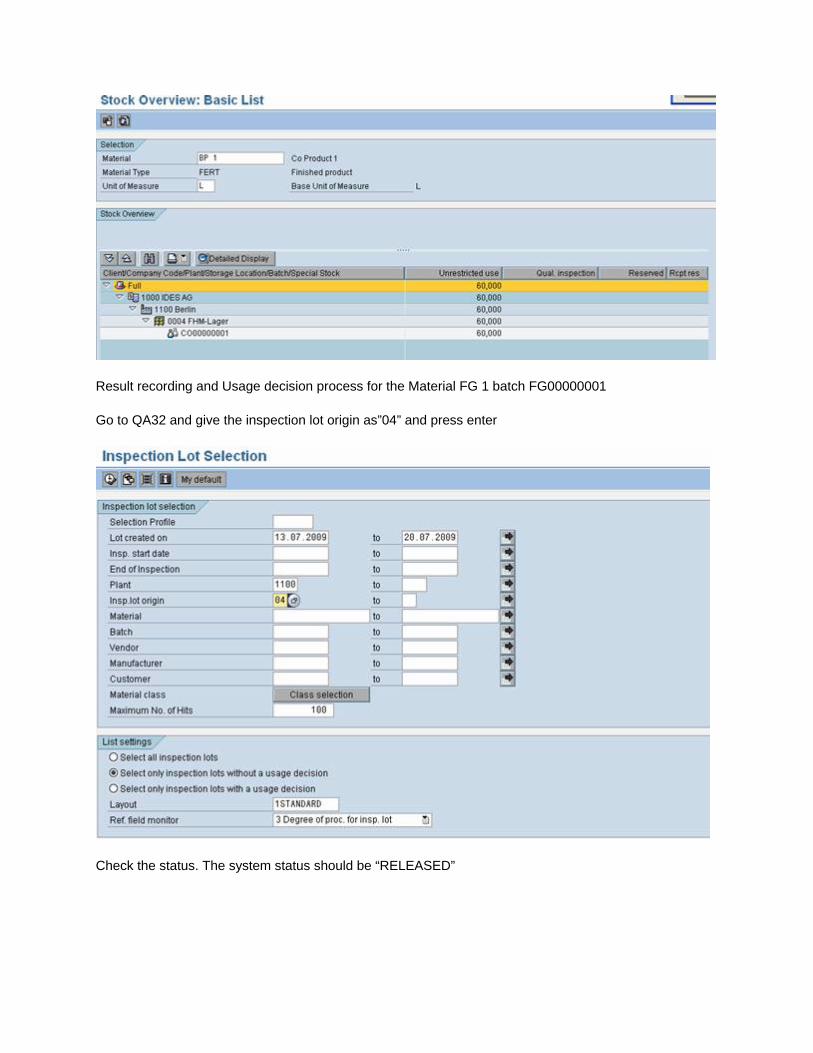
Result recording and Usage decision process for the Material FG 1 batch FG00000001
Go to QA32 and give the inspection lot origin as”04” and press enter
Check the status. The system status should be “RELEASED”
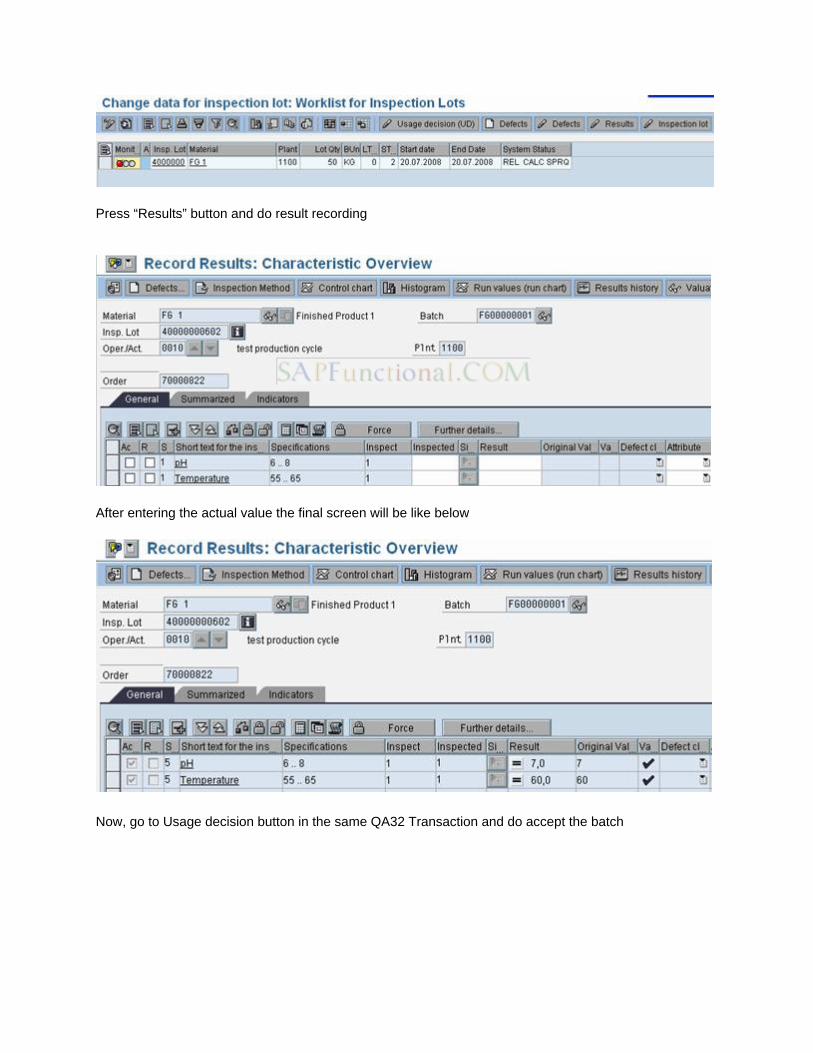
Press “Results” button and do result recording
After entering the actual value the final screen will be like below
Now, go to Usage decision button in the same QA32 Transaction and do accept the batch
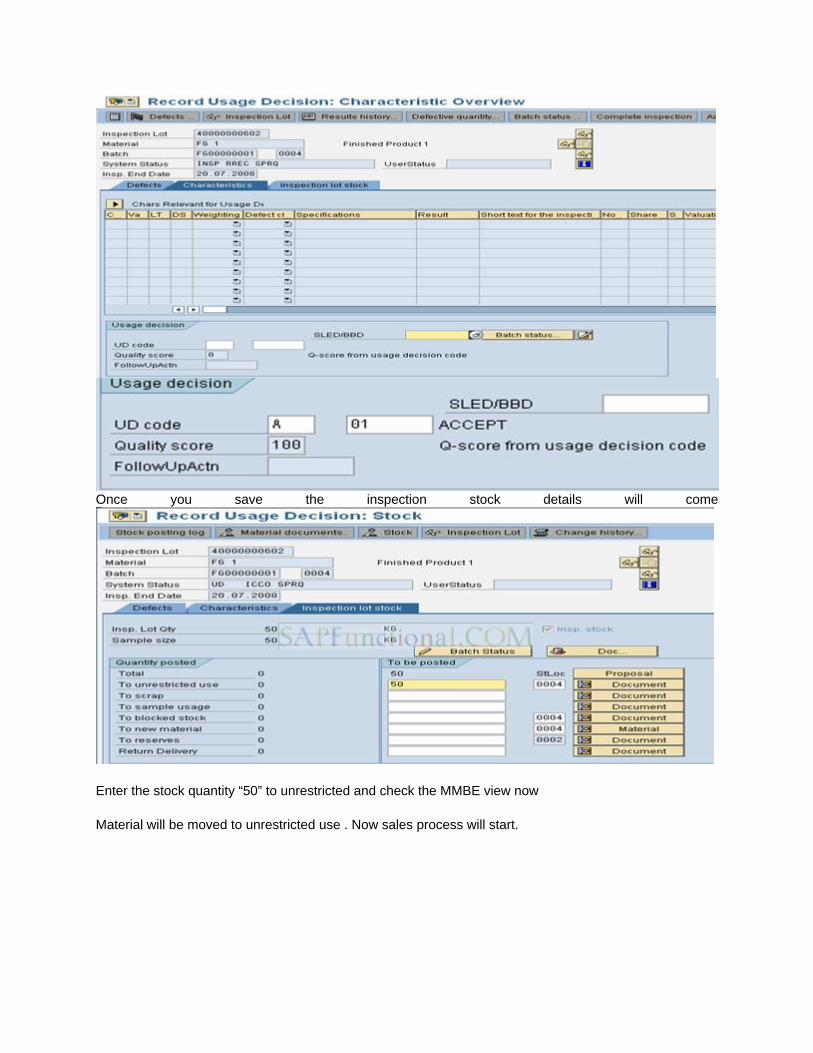
Once you save the inspection stock details will come
Enter the stock quantity “50” to unrestricted and check the MMBE view now
Material will be moved to unrestricted use . Now sales process will start.
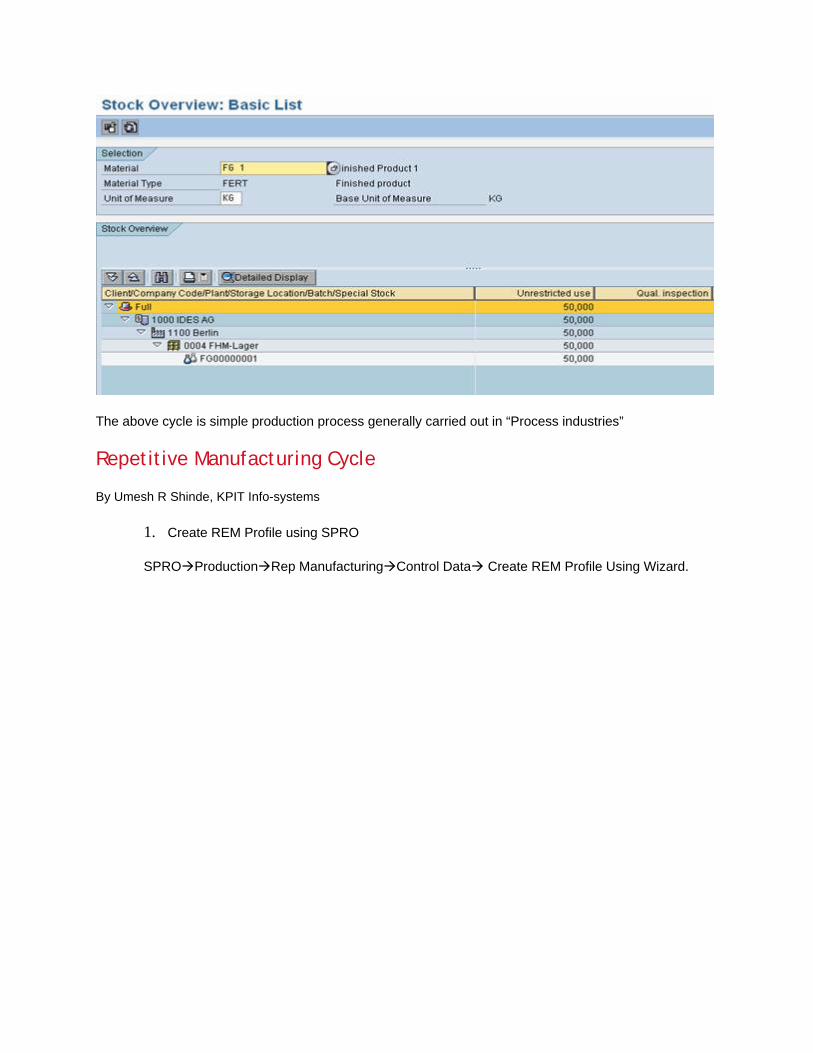
The above cycle is simple production process generally carried out in “Process industries”
Repetitive Manufacturing Cycle
By Umesh R Shinde, KPIT Info-systems
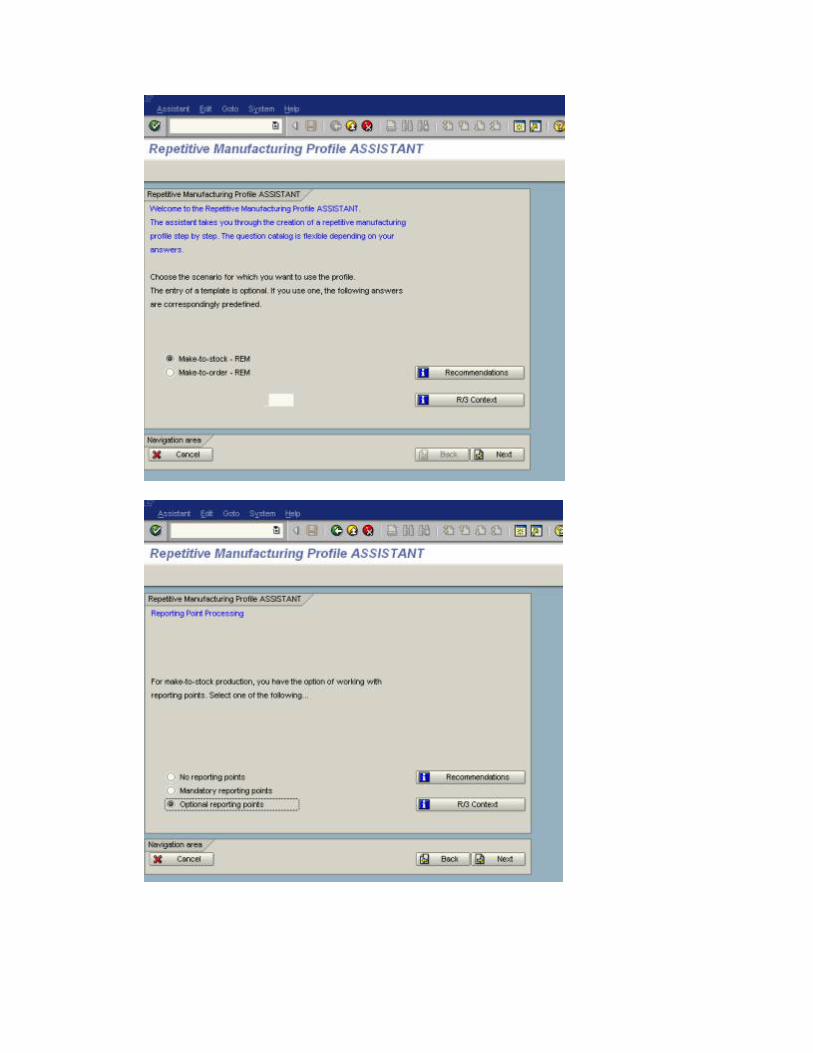
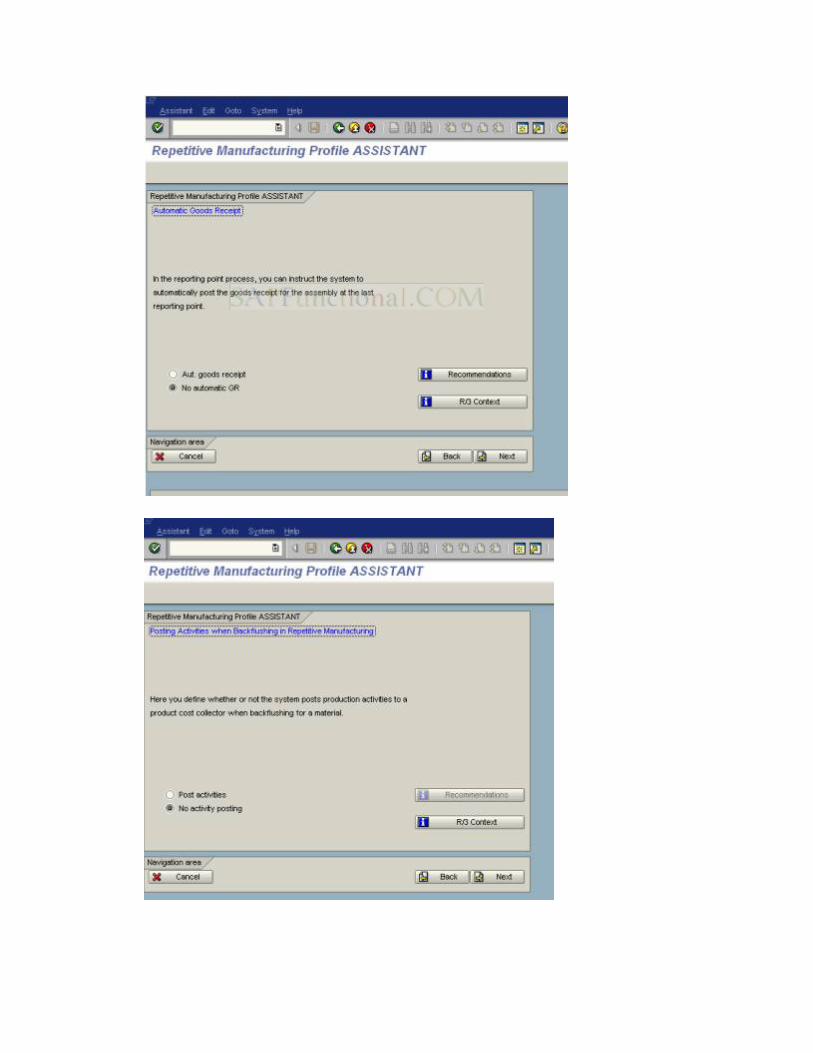
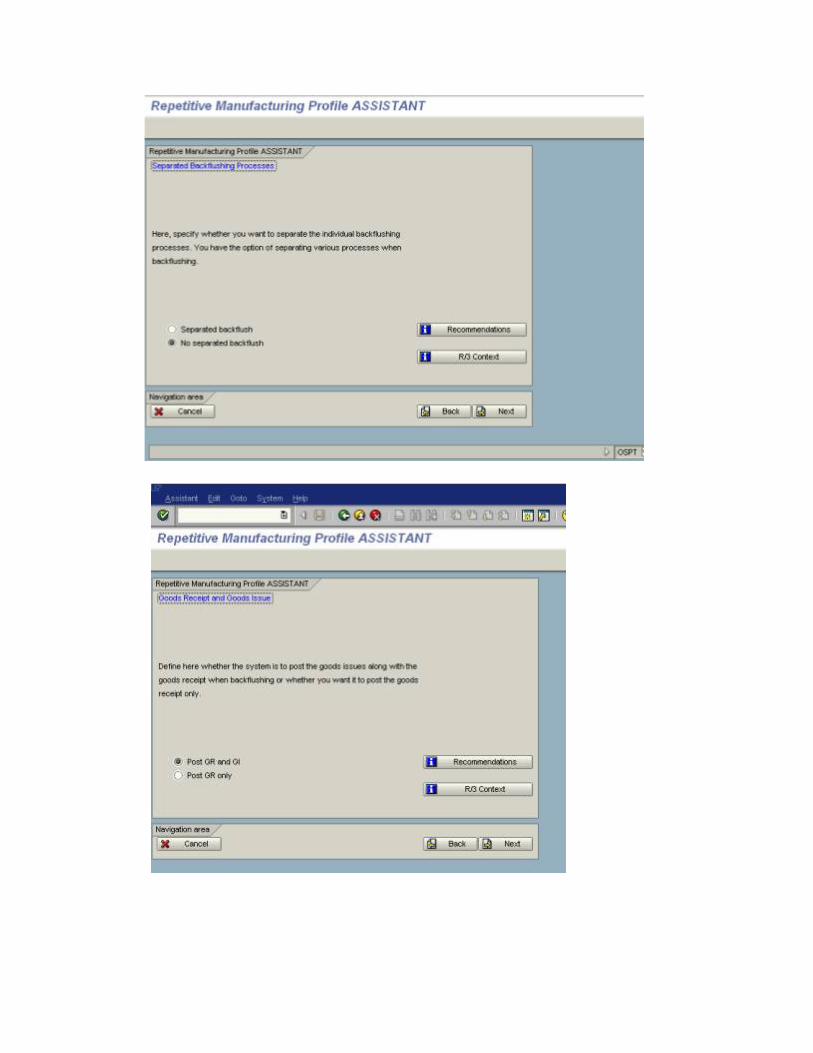
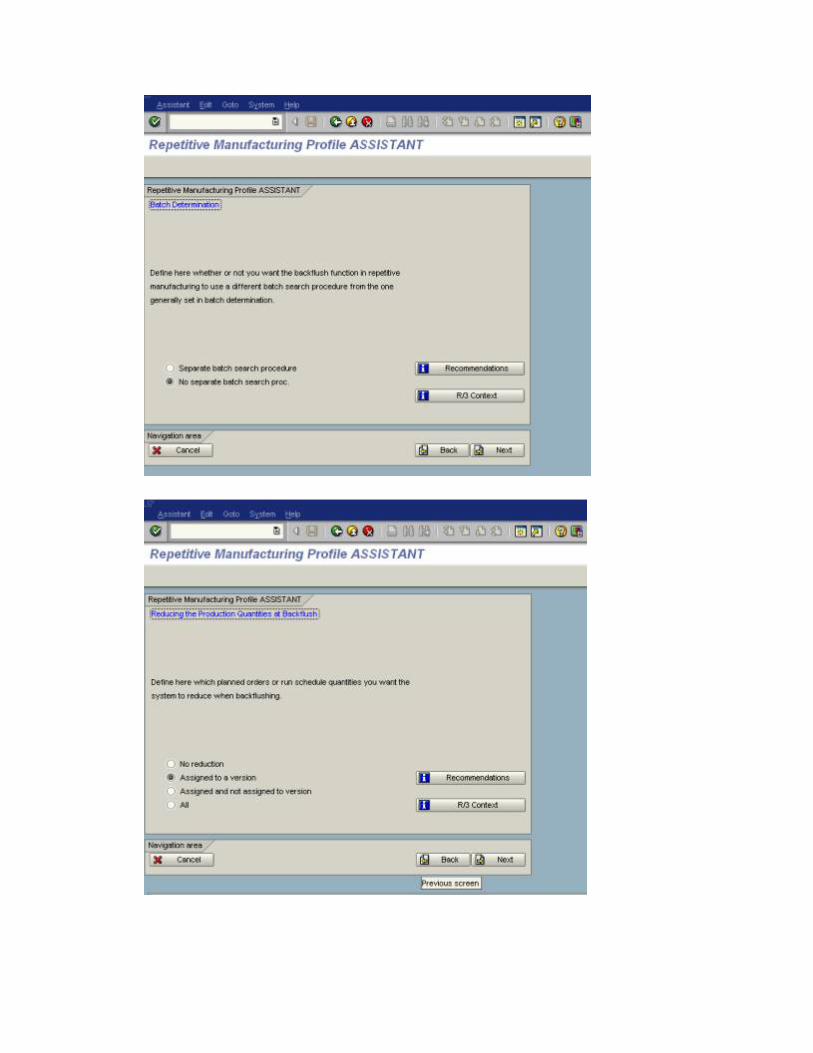
1. Create REM Profile using SPRO
SPRO Production Rep Manufacturing Control Data Create REM Profile Using Wizard.

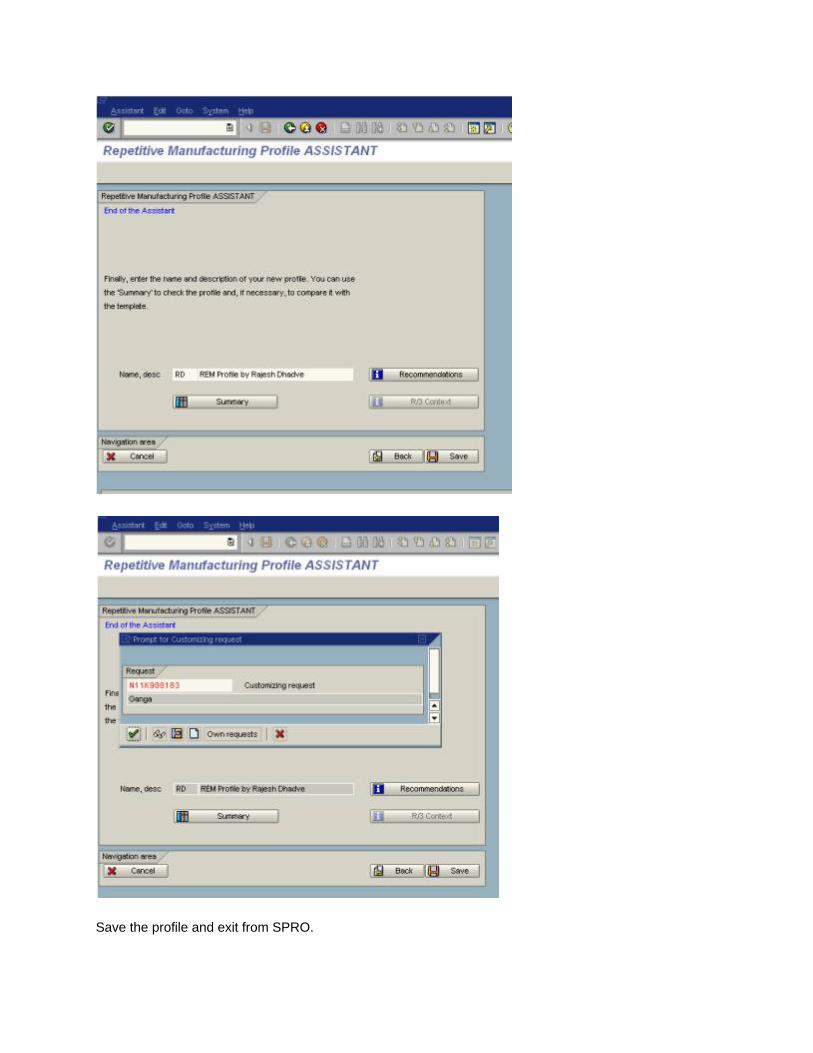
Save the profile and exit from SPRO.

1. Create Material Master with Fert and ROH as usual.
2. Create BOM as Usual.
3. Create Production Line with Capacity Category as : 0007 (i.e normal work center)
4. Create Rate Routing for Fert Material using TC: CA21
5. Go to Change Material Master (Fert Material ) and Attach REM Profile, Mark tick indicator for REM Manufacturing. In MRP-4 View.
6. Create Production Version for this Fert material.
Select BOM, Select Rate Routing with No.
Defn: REM Profile
Repetitive manufacturing profile
Controls, via order type, whether you are working with make-to-order repetitive manufacturing, based on sales orders, or with make-to-stock repetitive manufacturing, based on no specific orders.
Use
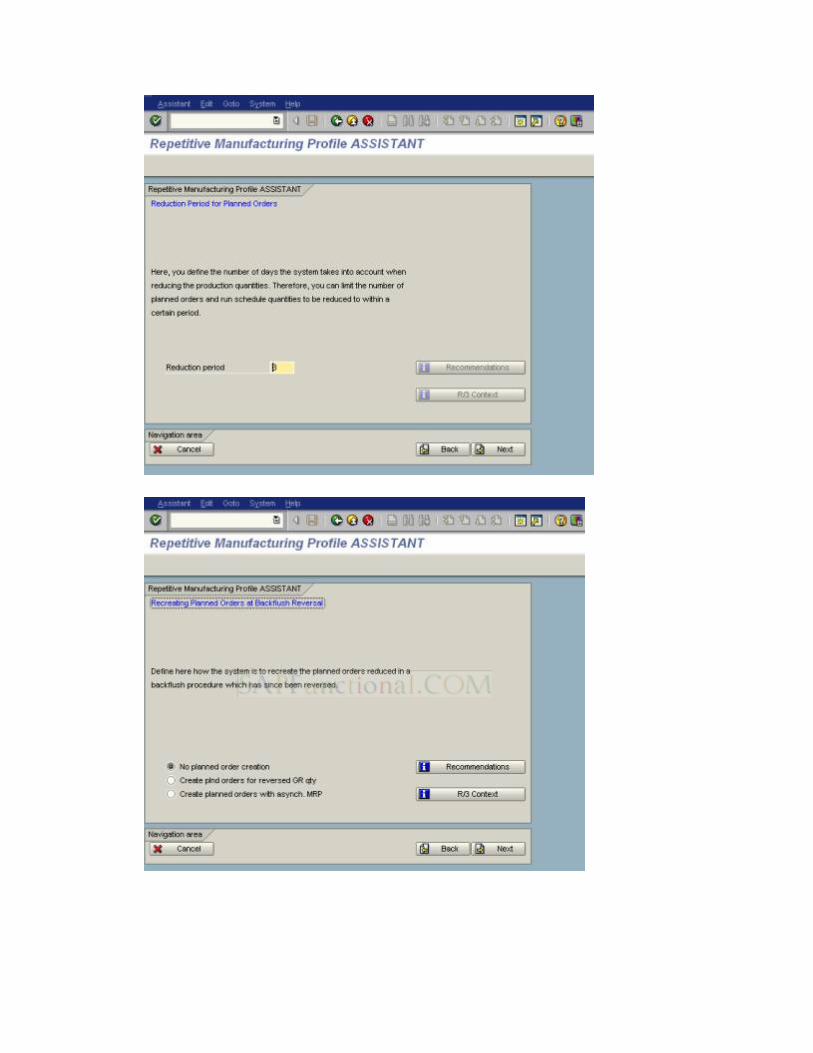
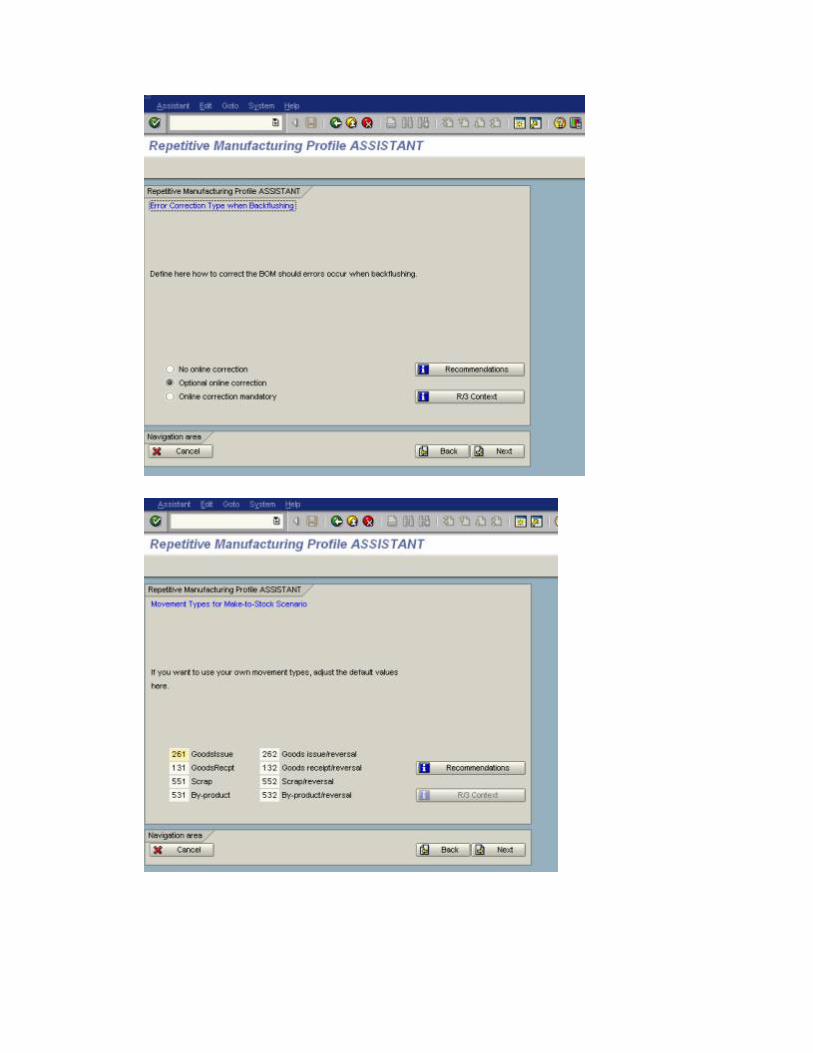
The repetitive manufacturing profile also determines;
• How the system deals with activities when back flushing • Which movement type is used to post goods receipts and goods issues • How planned order and run schedule quantities are reduced in the • Back flush transaction • How BOM corrections are made - if errors should occur when posting • Quantities to be back flushed
Dependencies
Repetitive manufacturing profiles are defined in Customizing for Repetitive Manufacturing.
Material Screen Shot:

Click on Production Version:
Enter the Prodn Ver No., Validity Period.
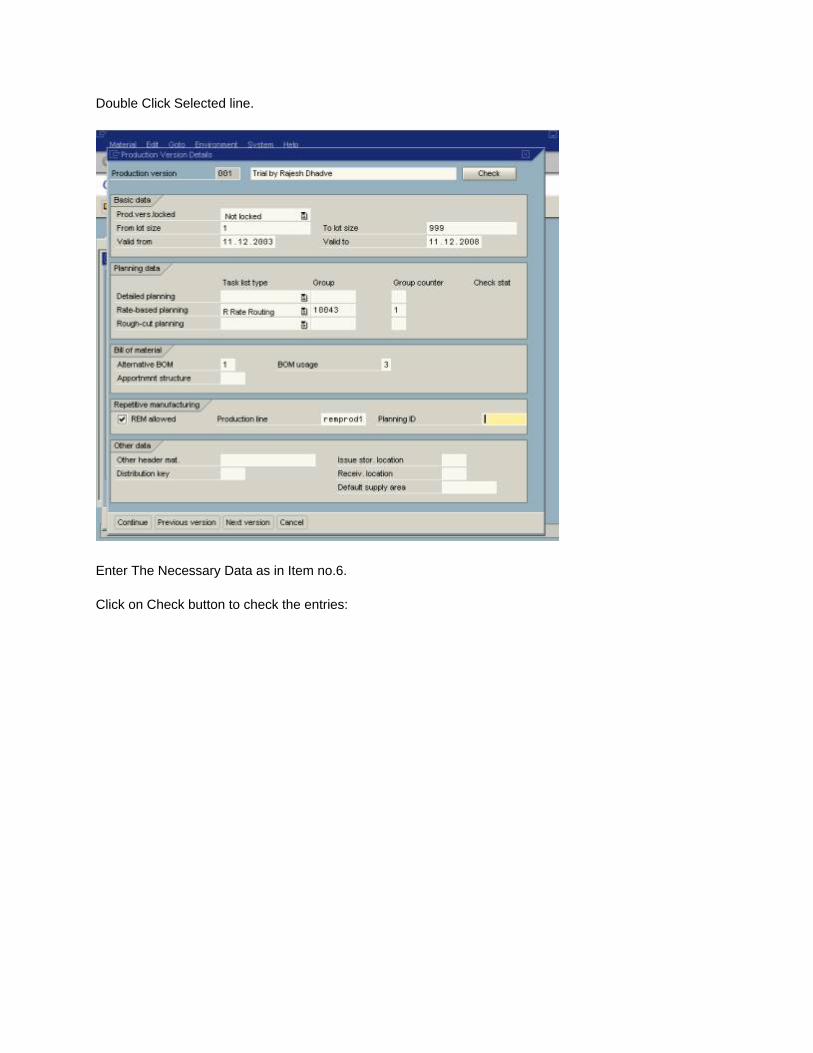
Double Click Selected line.
Enter The Necessary Data as in Item no.6.
Click on Check button to check the entries:

Green light should glow (if there is any inconsistency found then it glows with red color).
Save The Material Master and Exit.
Step No: 3
Create Independent Requirements TC: MD61
Step No:4
Run MRP TC: MD02
Step No: 5
Go to Planning Table TC: MF50 and assign the quantities to production line.
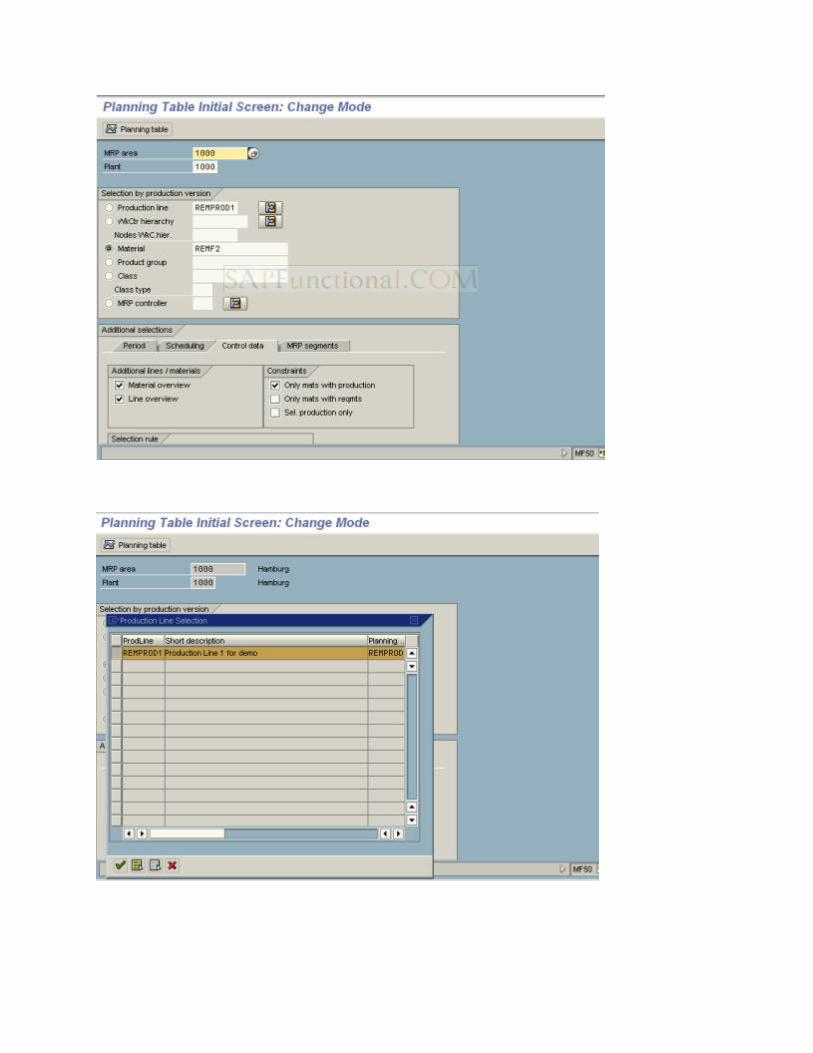

Run Schedule Quantities are assigned and go to MD04 all planned order are converted to RS Qty.
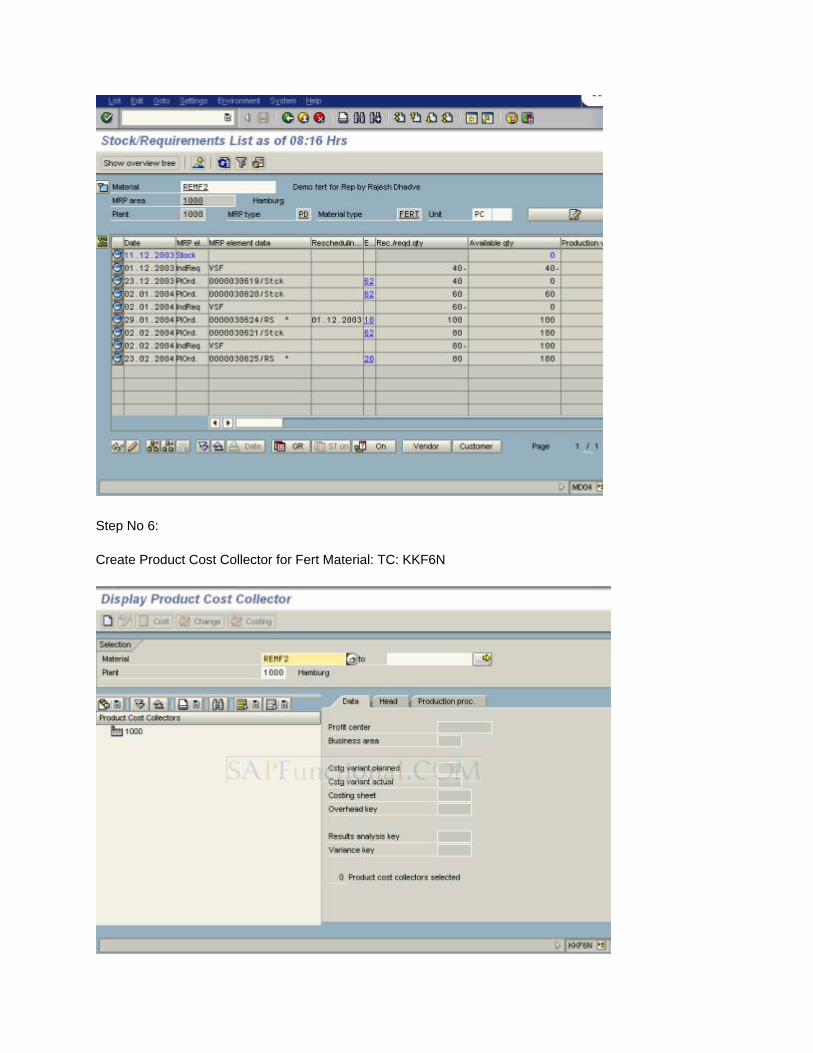
Step No 6:
Create Product Cost Collector for Fert Material: TC: KKF6N

Click on Create icon
Note: Maintain Division in Accounting View 1 for Fert Material which as linkage between business area and division, Valuation area.
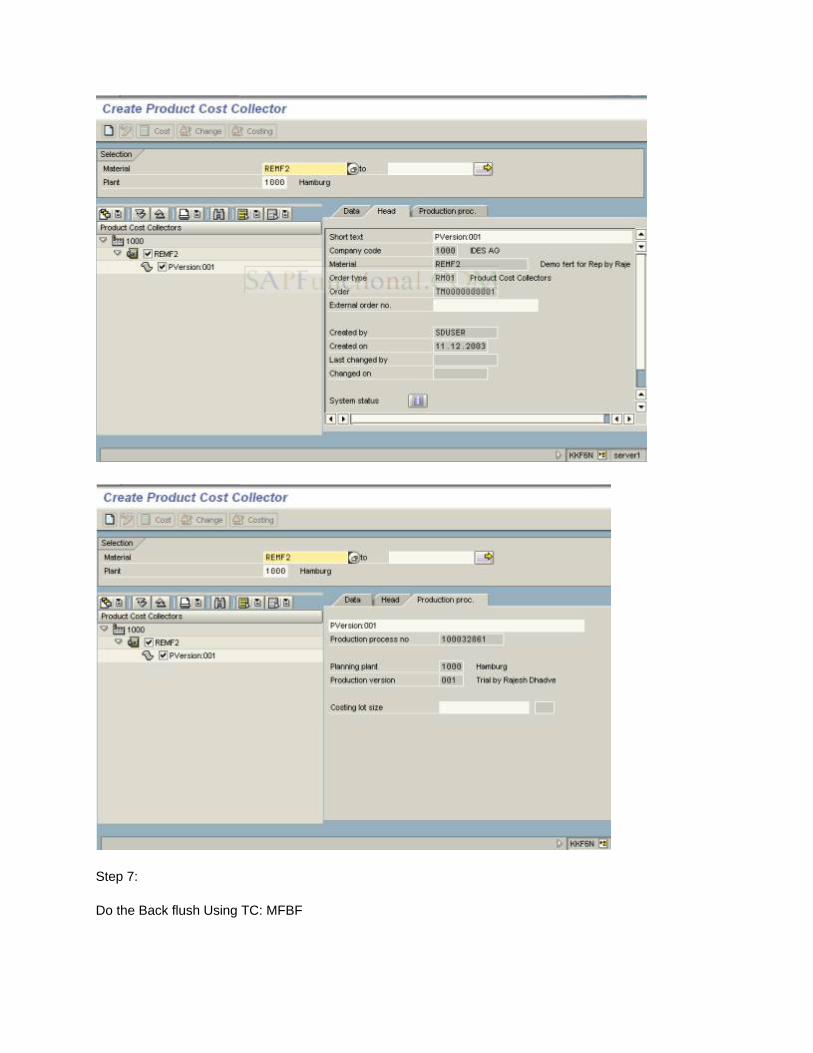
Step 7:
Do the Back flush Using TC: MFBF

Enter and save the file….
This is end of Repetitive Manufacturing Cycle.
Production Order Splitting
Production Order could be split due to following reasons:
1. When partial lot of order is to be handled from the rest due to quality reasons. 2. If capacity bottle necks exists. 3. Material is committed for part of order qty.
Features:
1. The split operations and the material assigned are copied into the child order. 2. The structure of the parent order does not changes while the split off operations are copied into the
child order
Status for parent order : SPLT Status for the child order: SPLE For operation : SPLT
Restrictions:
1. The parent order and the child order must be settled to same cost collector 2. Read PP Master data is not possible 3. Confirmations at header level is not possible

Steps to perform split:
1. In OPL8 Set the indicator cost collector 2. Default Rule -Periodic settlement(PP2) 3. CK11N do standard cost estimate 4. KKF6N Create cost collector 5. Create production order with op10,20,30,40 6. Go to op overview 7. Select the op from which you want to split (exop20) 8. Go to functions ----> Split order 9. Enter the qty ,if necessary a different order type for the child order 10. Execute 11. Order will be splitted . 12. The order can be splitted even from op10 itself 13. Goto MD04 14. Two orders will be created 15. Go to op overview of each order and there you can see the splitting.
Routing Vs Task list Vs Work Procedure
By Mahesh
Task list means the task which has to carry out on the shop floor and these are six types as you have mention. Routing is one of task list and this consists the series of operations requires for the production of an assembly at shop floor. Regarding the work procedure, you can define this in the work center default tab for the details about the work center and how to operate. this will be copied in operations while creating routings.
Convert Planned Orders to Purchase requisitions and Purchase Orders
By Mahesh
We can create planned orders & convert them into purchase requisition or into production order. In the material master ,MRP2 view give the procurement type as 'X', for both internal & external procurement. Also include purchasing view for this material. When you run MRP using md02, a planned order will be created for the requirement (Eg: say 100 no's given using transaction code MD61). Use transaction code MD04 to view the stock/requirement list. Here double click the planned order, you can see tabs such as convert into purchase requisition, into production order, into process order. Click convert into Purchase Requisition & enter 50 Nos. Then a Purchase Requisition will be created which can be further converted into Purchase Order. Again come to md04 screen. You can see a planned order & Purchase Requisition for 50 no's. This planned order can be converted into production order & 50 no's can be produced internally.
Difference between Co-Product and Bi-Product with an example
By Prasobh
If you look at a petro chemical refining industry their main input material will be "Crude oil" during refining they get "Petrol", "Diesel", "Kerosene", "Naptha" & "Water" etc... So the whole of the production cost should not go to "Petrol" alone, as Diesel, Kerosene and "Naptha" are also sellable. Water is not sold out, but is being used internal for the operation. In this scenario "Petrol". "Diesel", "Kerosene" and "Naptha" are defined as co-products in the material master. And the cost which needs to be distributed among them are in the ratio 30:30:20:20, so in the joint production details we select the apportionment structure, and here we define the equivalence number by entering the materials and numbers as required by us as 30:30:20:20. Now BOM is defined for the main product "Petrol" and Diesel", "Kerosene", "Naptha" and Water are defined in -ve quantity. Here the definition of water goes as "BiProduct". Crude oil is defined as component in +ve quantity. Now during order costing/product costing/settlement considers the entire cost of production based on the crude oil cost and infrastructure cost and it splits into the ratio defined in the equivalence number.
Types of Subcontracting
By Chandra
There are two types of subcontracting relevant for PP module:
1. Operation subcontracting 2. Assembly subcontracting.
Operation subcontracting: Within in-house production if some capacity bottlenecks exists in any operations then you can this job to some vendors to carryout this job at his premises and supply us the semi-finished part. This can be done via control key example PP02 (external processing). Assembly subcontracting: Total product can be given for subcontracting. We have to give the raw materials to vendors and they would supply the assembly. This can be done with special procurement type 30 with procurement type F.
…………………………………………………………………………………………………………………………………………………………………
‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐
Related Documents











