PATES AIDA Stage technique Liste des abréviations g: gramme h: heure °C : Degré Celsius P: pression T° : température H: humidité N: normalité n: nombre de mole α: le coefficient global d’échange thermique par convection Qconv : quantité de chaleur échangée par convection Qray : quantité de chaleur échangée par rayonnement Qcond : quantité de chaleur échangée par conduction S: la surface d’échange thermique NaOH : la soude H2SO4 :l’acide sulfurique FL : farine de luxe FLBT : Farine luxe de blé tendre FBD : Farine de blé dur FRSBT : Farine ronde spéciale de blé tendre FRS : Farine ronde spéciale EL IDRISSI-AZAIR 2012/2013 6

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

PATES AIDA Stage technique
Liste des abréviationsg : gramme
h : heure
°C : Degré Celsius
P : pression
T° : température
H : humidité
N : normalité
n : nombre de mole
α : le coefficient global d’échange thermique par convection
Qconv : quantité de chaleur échangée par convection
Qray : quantité de chaleur échangée par rayonnement
Qcond : quantité de chaleur échangée par conduction
S : la surface d’échange thermique
NaOH : la soude
H2SO4 :l’acide sulfurique
FL : farine de luxe
FLBT : Farine luxe de blé tendre
FBD : Farine de blé dur
FRSBT : Farine ronde spéciale de blé tendre
FRS : Farine ronde spéciale
EL IDRISSI-AZAIR 2012/2013
6

PATES AIDA Stage technique
EL IDRISSI-AZAIR 2012/2013
7
PATES AIDA Stage technique
INTRODUCTION : Dans tous les pays du monde les céréales
constituent la base de l’alimentation humaine en tantque source protéique et énergétique. C’est ce qui rond lesindustries céréalières parmi les industries les plusimportantes dans le marché de la production desproduits alimentaires, donc la maitrise de la productiondans ces industries est essentielle pour une hauteperformance et une bonne qualité du produit final pourréponde aux exigences du marché de consommation.
Le but de notre stage est de chercher les problèmesqui peuvent être rencontrés dans une industrie des pâtesalimentaires, soit au niveau de la chaîne de productionou au niveau de la qualité du produit fini par desanalyses effectuées sur la matière première, ainsi que desmesures des paramètres de production.
EL IDRISSI-AZAIR 2012/2013
8

PATES AIDA Stage technique
SOMMAIREListe des abréviations ..........................................................................................6
INTRODUCTION ..................................................................................................7
CHAPITRE I : Présentation de la société .............................................................10
I. Historique .....................................................................................................11
II. Fiche technique ............................................................................................11
III. structure organisationnelle ..........................................................................11
III. Activité de la société...........................................................................…………13
CHAPITRE II : Partie bibliographique ..................................................................15
EL IDRISSI-AZAIR 2012/2013
9

PATES AIDA Stage technique
I. Généralités sur le blé ......................................................................................16
1. Différentes sortes de blé ..............................................................................18
2. Description du grain du blé...........................................................................19
II. Les Pâtes alimentaires ..................................................................................21
Les paramètres influençant la qualité des pâtes alimentaires ..........................23
III. COUSCOUS ....................................................................................................25
IV. Généralité sur l’opération de séchage industriel par convection................ 26
Séchage des pâtes alimentaires .........................................................................27
CHAPITRE III : SUIVI DE PRODUCTION ...............................................................28
EL IDRISSI-AZAIR 2012/2013
10
PATES AIDA Stage technique
INTRODUCTION .................................................................................................29
I. Lignes de production .....................................................................................30
II. Les problèmes rencontrés ............................................................................35
III. Les analyses effectuées sur la matière première .........................................36
Examen microscopique .....................................................................................36
Analyse chimique de la farine ............................................................................36
1. Mesure de l’humidité ....................................................................................36
2. Acidité ...........................................................................................................37
3. Dosage du gluten...........................................................................................39
EL IDRISSI-AZAIR 2012/2013
11
PATES AIDA Stage technique
IV. Résultats .......................................................................................................40
V. Suivi des paramètres de production ............................................................42
CONCLUSION .....................................................................................................47
REFERENCE ........................................................................................................48
EL IDRISSI-AZAIR 2012/2013
12
PATES AIDA Stage technique
CHAPITRE I :
Présentation de la société
PATES AIDA
EL IDRISSI-AZAIR 2012/2013
13
PATES AIDA Stage technique
Objectifs du chapitre:
Dans ce chapitre on va présenter « Pates Aida » ainsi que sa structure organisationnelle et ses différentes activités.
I. Historique : Fort par le succès des deux unités MOULI NS
ANDALOUSSSIA et AFRIGUM et parce que le marché national et Africain sont porteurs, Haj Adnane SEBTI a décidé en 2006 de créer la société PATES AIDA pour les pâtes courtes et couscous.
II. Fiche technique :
Fiche technique
Nom : Pâtes Aida
Statut Juridique : S.A.R.L
Date de Création : 2006
Secteur d’activité : Agroalimentaire
Activité : fabrication des pâtes alimentaires
Capital : 8 000 000.00 MAD
Effectif : +20 personnes EL IDRISSI-AZAIR 2012/2013
14
PATES AIDA Stage technique
Superficie : +3 000 m2
Adresse : 19-Rue Nador_Q.I DOUKKARAT-FES-MAROC
TEL : 05 35 65 29 98/99
FAX : 05 35 65 29 88
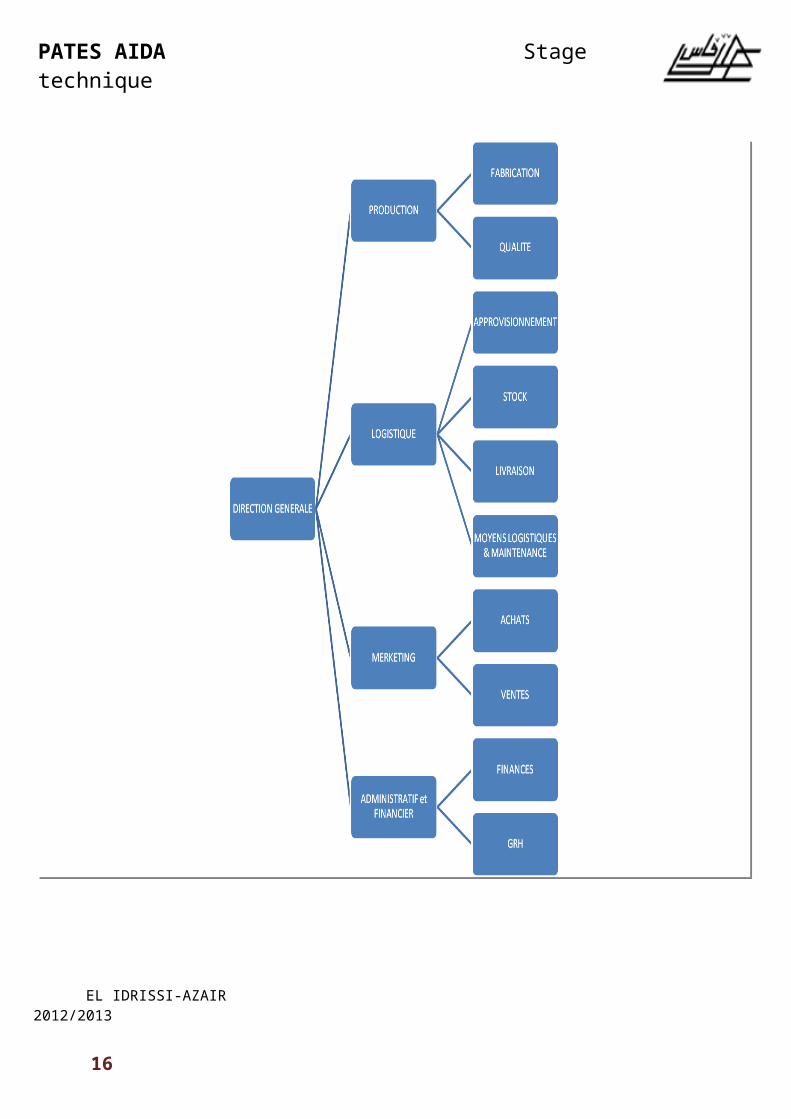
III. structure organisationnelle: PATES AIDA compte à son effectif plus de 20
professionnels entre cades, techniciens et opérateurs quisont dévoués à une culture d’entreprise axée sur la qualitéet l’amélioration continue des méthodes de travail.
EL IDRISSI-AZAIR 2012/2013
15
PATES AIDA Stage technique
EL IDRISSI-AZAIR 2012/2013
16

PATES AIDA Stage technique
III. Activité de la société :L’activité de la société est autant industrielle que
commerciale. Elle se charge de gérer deux types de production:
Une production de 3 Tonnes/heure de pâtes courtes (vermicelle,torsades, couquiettes, petit plomb, langue d’oiseau,…) soit plusde 26 000 Tonnes/an.
Une production de 1 Tonne/heure de couscous soit plus de 8 700Tonnes/an.
PATES AIDA est une société en plein essor avantagée par
la qualité et la diversité de ses produis et une augmentation
soutenue de la consommation nationale des
pâtes courtes.
Elle commercialise ses produits sous la
marque « KHMISSA ».
La
marque KHMISSA.
EL IDRISSI-AZAIR 2012/2013
17
PATES AIDA Stage technique
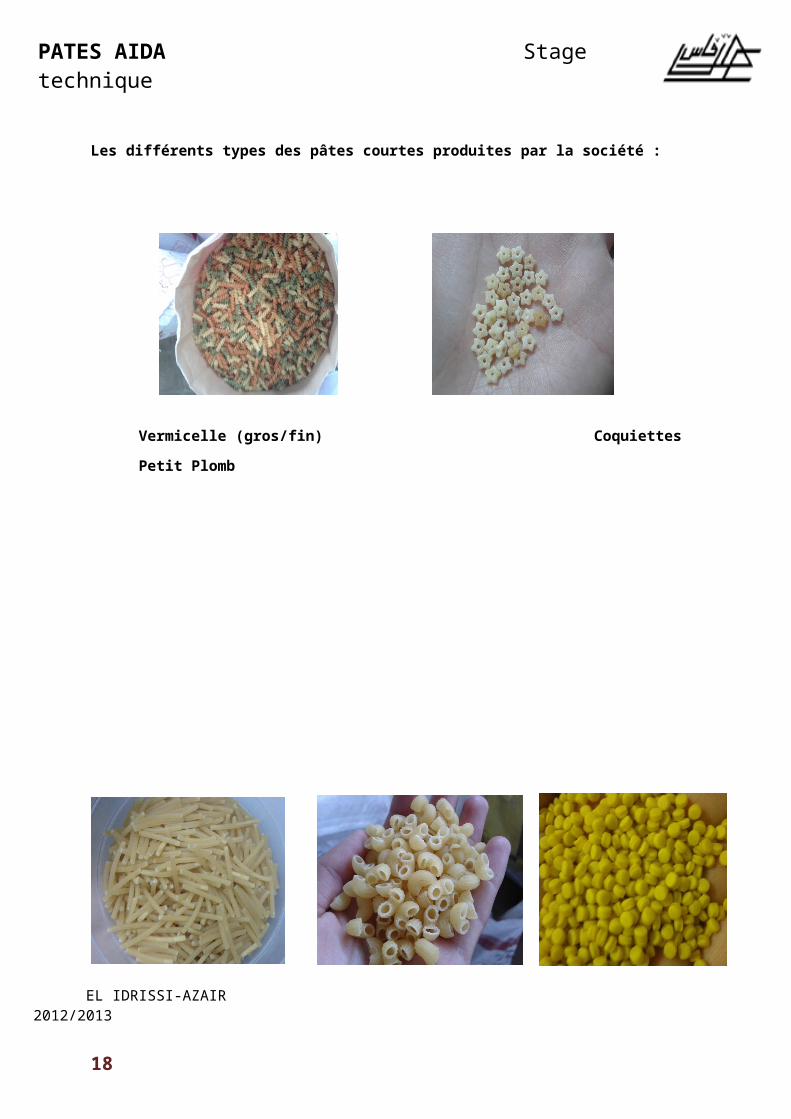
Les différents types des pâtes courtes produites par la société :
Vermicelle (gros/fin) Coquiettes
Petit Plomb
EL IDRISSI-AZAIR 2012/2013
18
PATES AIDA Stage technique
Torsade
Etoiles
CHAPITRE II :
EL IDRISSI-AZAIR 2012/2013
19
PARTIE BIBLIOGRAPHIQUE
PATES AIDA Stage technique
Objectifs du chapitre :
Dans ce chapitre on va présenter des informations théoriques sur l’élément de base
d ‘une industrie des pâtes alimentaires. Dans un premier temps, sur la matière
première ensuite sur les pâtes et les paramètres influençant sa qualité et dans un
EL IDRISSI-AZAIR 2012/2013
20
PATES AIDA Stage technique
dernier temps sur l’opération de
séchage qui est l’opération essentielle dans une industrie des pâtes
I. Généralités sur le blé :
La farine et les pâtes alimentaires sont deux produits
dérivés de blé, deux produits qui ont une fonction importante
dans notre nourriture quotidienne.
Le blé fait partie de la famille des céréales, les deuxvariétés importantes actuelles du blé sont :
le blé dur (Triticum turgidum ssp durum), surtout cultivé
dans les régions chaudes et sèches (sud de l'Europe comme le
sud de la France et de l'Italie). Le blé dur, très riche
en gluten, est utilisé pour produire les semoules et
les pâtes alimentaires ;
le blé tendre ou froment (Triticum æstivum), de loin le
plus important, est davantage cultivé sous moyennes latitudes
(par exemple en France, au Canada, en Ukraine). Il est
cultivé pour faire la farine panifiable utilisée pour
le pain. Ses grains se séparent de leurs enveloppes au
battage.
Le blé, passe généralement par deux transformations principales:
La première transformation :
EL IDRISSI-AZAIR 2012/2013
21
PATES AIDA Stage technique
La mouture du blé dur génère 3 grandes classes de produits :
des produits nobles (les semoules de large usage), des semoules
spécifiques (semoules supérieures fines ou semoules supérieures
extra) et des sous-produits (issues et déchets).
La mouture du blé tendre génère 2 grandes classes de produits :
les produits nobles (les farines) et les sous-produits (issues
et déchets) et, quelquefois, des produits intermédiaires (les
farines basses, germes).
La seconde transformation :
Des produits ainsi obtenus sont soit artisanale (au niveau
des boulangers, pour le pain) ou, industrielle, pour la
fabrication de couscous, de pâtes et, aussi, d’aliments du
bétail à partir des produits de la première transformation. Les
couscous sont classés, selon la granulométrie (couscous fin,
moyen et gros). Les pâtes alimentaires se subdivisent soit en
pâtes courtes, longues ou spéciales, soit en pâtes sèches ou
fraîches.
Physiciens et scientifiques de la nutrition considèrent les
céréales et leurs dérivés comme exceptionnellement sains, car :
Les dérives des céréales sont des hydrates de carbone de
digestion lente; Les aliments contenant des hydrates de
EL IDRISSI-AZAIR 2012/2013
22
PATES AIDA Stage technique
carbones sont une partie essentielle d’une alimentation
équilibrée saine. Une alimentation à base d’hydrates de carbone
est la source primaire de glucose pour le corps qui est la
principale source énergétique du cerveau, des globules rouges,
des muscles et des organes. Sans hydrates de carbone,
l’alimentation n’est pas équilibrée ou complète. Il y a des
consensus mondiaux parmi les nutritionnistes de hauts niveaux
pour qui les hydrates de carbone sont un ingrédient clé dans
une manière de manger qui favorise une saine longévité.
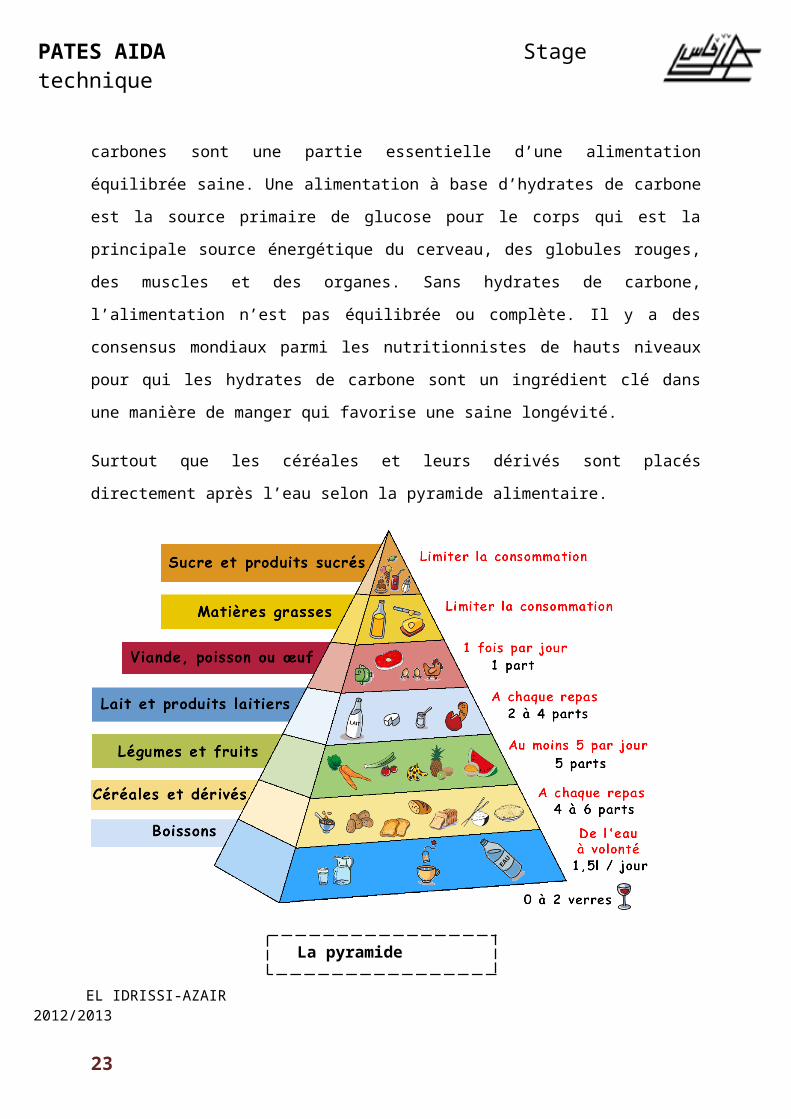
Surtout que les céréales et leurs dérivés sont placés
directement après l’eau selon la pyramide alimentaire.
EL IDRISSI-AZAIR 2012/2013
23
La pyramide alimentaire

PATES AIDA Stage technique
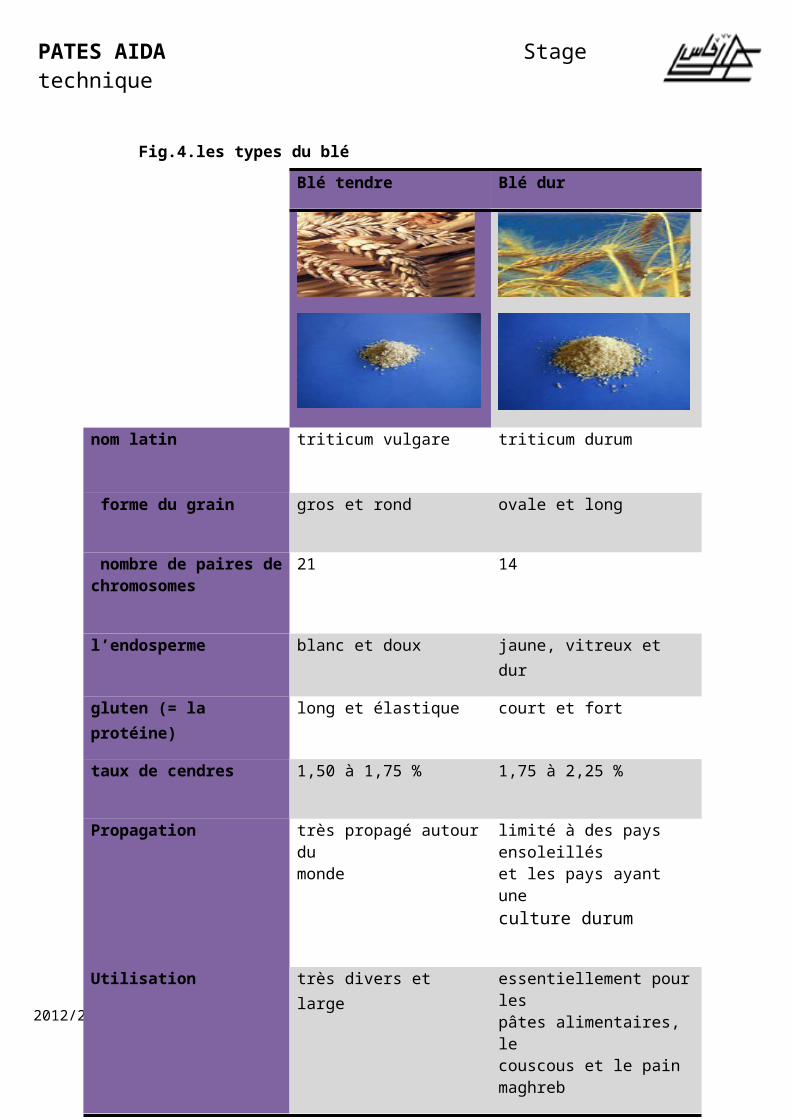
1. Différentes sortes de blé :Il y a beaucoup de variétés de blé. Le critère le plus important est la différence entre le blé tendre (triticum vulgare) et le blé dur (triticum durum).
EL IDRISSI-AZAIR 2012/2013
24
PATES AIDA Stage technique
Fig.4.les types du blé
EL IDRISSI-AZAIR 2012/2013
25
Blé tendre Blé dur
nom latin
triticum vulgare triticum durum
forme du grain gros et rond ovale et long
nombre de paires dechromosomes
21 14
l’endosperme blanc et doux jaune, vitreux et dur
gluten (= la protéine)
long et élastique court et fort
taux de cendres 1,50 à 1,75 % 1,75 à 2,25 %
Propagation très propagé autourdumonde
limité à des pays ensoleilléset les pays ayant uneculture durum
Utilisation très divers et large
essentiellement pourlespâtes alimentaires, lecouscous et le painmaghreb
PATES AIDA Stage technique
2. La description du blé et du grain de
blé :
Description morphologique
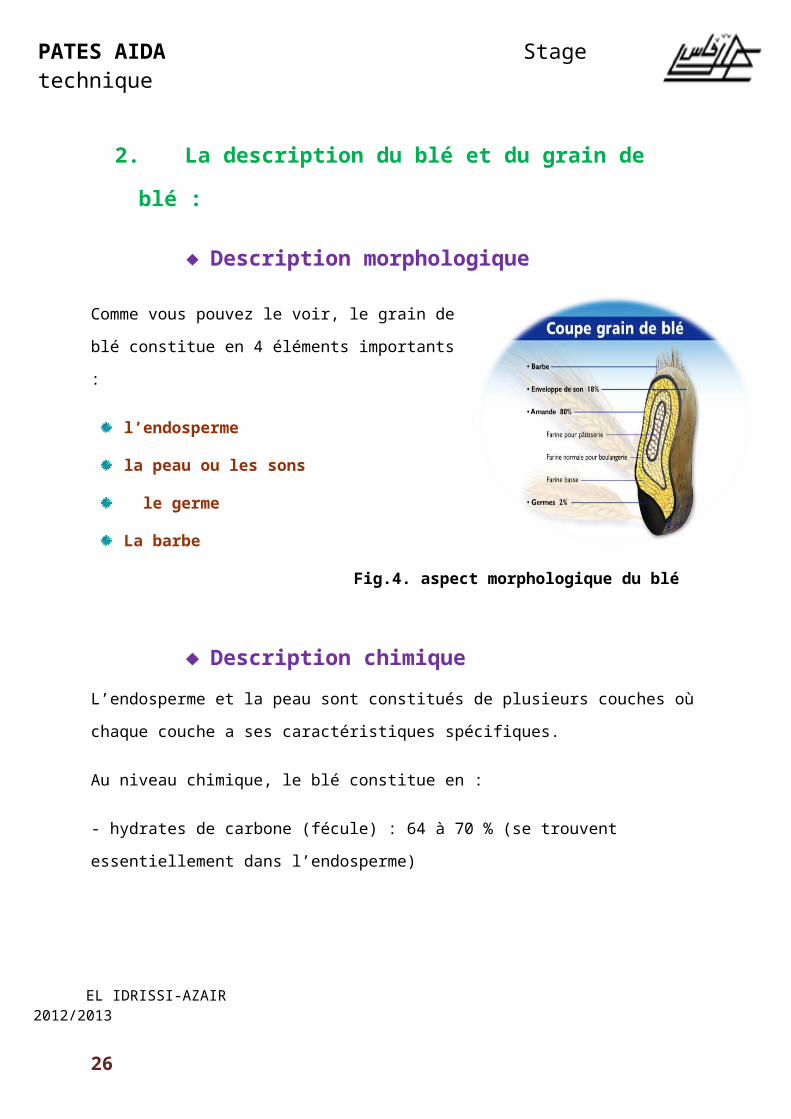
Comme vous pouvez le voir, le grain de
blé constitue en 4 éléments importants
:
l’endosperme
la peau ou les sons
le germe
La barbe
Fig.4. aspect morphologique du blé
Description chimiqueL’endosperme et la peau sont constitués de plusieurs couches où
chaque couche a ses caractéristiques spécifiques.
Au niveau chimique, le blé constitue en :
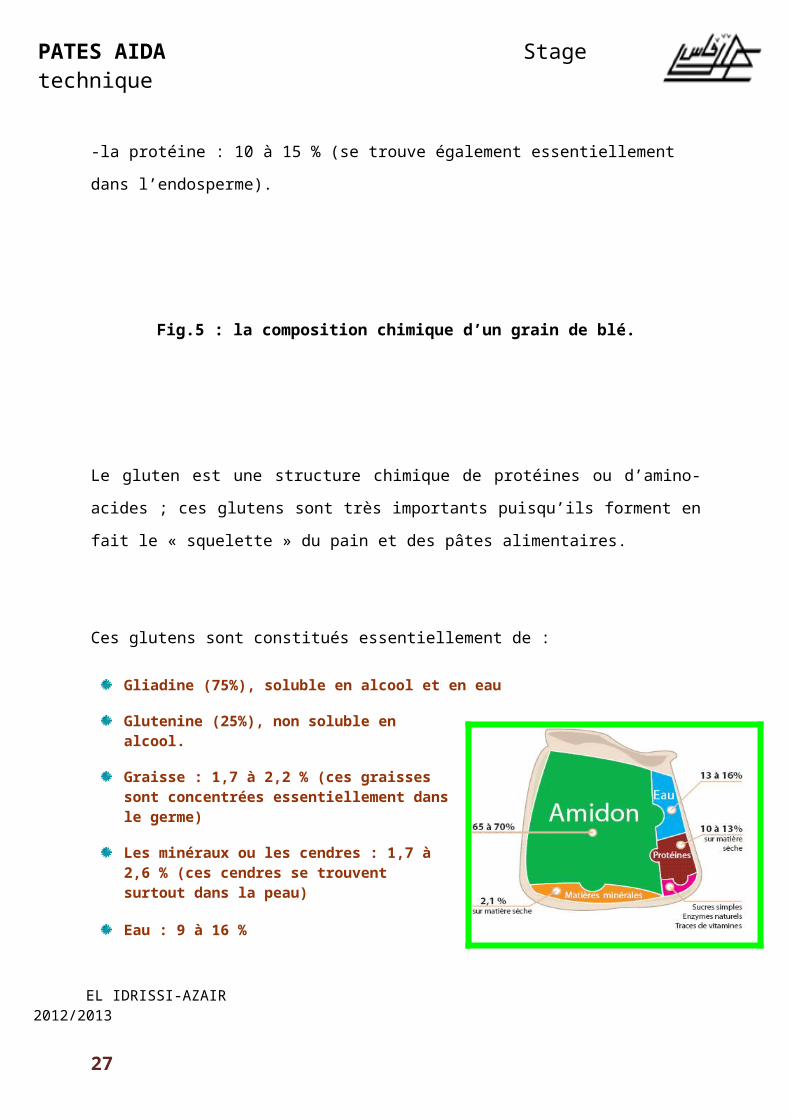
- hydrates de carbone (fécule) : 64 à 70 % (se trouvent
essentiellement dans l’endosperme)
EL IDRISSI-AZAIR 2012/2013
26
PATES AIDA Stage technique
-la protéine : 10 à 15 % (se trouve également essentiellement
dans l’endosperme).
Fig.5 : la composition chimique d’un grain de blé.
Le gluten est une structure chimique de protéines ou d’amino-
acides ; ces glutens sont très importants puisqu’ils forment en
fait le « squelette » du pain et des pâtes alimentaires.
Ces glutens sont constitués essentiellement de :
Gliadine (75%), soluble en alcool et en eau
Glutenine (25%), non soluble enalcool.
Graisse : 1,7 à 2,2 % (ces graissessont concentrées essentiellement dansle germe)
Les minéraux ou les cendres : 1,7 à2,6 % (ces cendres se trouventsurtout dans la peau)
Eau : 9 à 16 %
EL IDRISSI-AZAIR 2012/2013
27
PATES AIDA Stage technique
La composition de ce grain de blé a une première fonction, c.-
à-d. la procréation. Cette procréation fonctionne simplement :
la barbe a la fonction que le grain, qui est entraîné par le
vent, tombe droit en bas avec le germe en-dessous. Dans la
terre, cette germe se développe jusqu’à l’obtention d’une
nouvelle plante de blé. Ce germe est nourri par l’endosperme.
EL IDRISSI-AZAIR 2012/2013
28
PATES AIDA Stage technique
II. Les Pâtes alimentaires : Les « pâtes alimentaires » ou les « pâtes » est un terme
général pour un grand nombre de produits fabriqués à base
de pâte sans fermentation. Ces produits sont des
ingrédients faciles pour la préparation de repas bons et
variés. Ceci est dû d’un côté au goût assez neutre qui
permet une combinaison facile avec des légumes, de la
viande et des sauces et de l’autre côté à la grande
variation de formes et de couleurs que nous trouvons sur
le marché. En plus, elles peuvent être conservées
facilement et longtemps. Les pâtes alimentaires
consistent de semoule de blé dur ou de farine de blé
tendre auxquelles on ajoute de l’eau et on soumet cette
pâte à des transformations mécaniques telles que mélange,
pétrissage, l’extrusion et le séchage. Les pâtes sont donc
essentiellement produites avec la semoule de blé dur, la
farine de blé tendre ou une combinaison des deux. Pour
des raisons de qualité, les pâtes alimentaires des marques
A et des marques distributeurs de meilleur niveau sont
produites à base de semoule de blé dur. La différence
EL IDRISSI-AZAIR 2012/2013
29
PATES AIDA Stage technique
entre des pâtes alimentaires à base de blé dur et de blé
tendre sera élaborée plus loin.
On fait aussi une distinction entre les pâtes longues et lespâtes coupées :
les pâtes longues ont une longueur en état non cuitd’environ 25 cm (spaghetti, capellini, macaroni).
les pâtes courtes ont une longueur maximale de 8 cm(vermicelle, macaroni coupé, torsade).
Les critères de qualité les plus importants de pâtesalimentaires sont :
le goût : les pâtes alimentaires à base de blé duront un meilleur goût que les pâtes alimentaires àbase de blé tendre et restent mieux ‘al dente’. Leprocessus de séchage détermine aussi le goût.
l’aspect :
- La couleur doit être ambre-jaune ; des pâtes grisâtresdoivent être évitées.
- Les piqûres brunes, noires et blanches dans leproduit doivent être absentes le plus que possible.
la résistance à la cuisson : cela détermine en quellemesure les pâtes vont coller en cas de sur cuisson(la sur cuisson est donc la cuisson trop longue parrapport au temps de cuisson prescrit).
La qualité des pâtes alimentaires est essentiellementdéterminée par :
la qualité du blé qui est employé :
EL IDRISSI-AZAIR 2012/2013
30

PATES AIDA Stage technique
- La norme la plus importante pour la semoule et / ou
la farine est le taux et la qualité du gluten.
Ceci détermine la résistance à la cuisson. Les
glutens sont essentiellement faits d’un nombre de
protéines, surtout la glutenine et la gliadine.
Elles forment après la cuisson un squelette autour
des amidons. Ce squelette détermine la structure
des pâtes alimentaires, l’aspect « al dente » et les
valeurs nutritionnelles puisqu’ils évitent que les
amidons et les protéines se diluent dans l’eau de
cuisson.
- A côté de cela, la pureté de la semoule est
importante. Les pâtes alimentaires de très haute
qualité ont une couleur ambre-jaune. Si dans la
mouture, on moud trop loin, on obtient d’un côté un
taux de cendres trop élevé et de l’autre côté on
peut trouver des piqûres brunes en provenance de la
peau du blé. On peut alors retrouver cela dans le
produit fini. Si la granulométrie de la semoule est
trop élevée, des points blancs peuvent se retrouver
dans les pâtes alimentaires et ces points blancs
prennent difficilement de l’eau lors de la cuisson.
EL IDRISSI-AZAIR 2012/2013
31
PATES AIDA Stage technique
Le contrôle du procédé de fabrication : voir plus
loin.
Caractéristiques nutritionnelles des pâtes alimentaires :
Les pâtes alimentaires sont nourrissantes et faciles àdigérer. En particulier, la version ordinaire de pâtes,faite de semoule, constitue une substance alimentaire trèsrecherchée, par exemple lors de manifestations sportives,puisqu’elle procure suffisamment d’énergie à court terme,sans causer de troubles de la digestion. Tab .Composition nutritionnelle des pâtes100 g de pâtes sèches (non cuites)
Composition de 100 g de pâtes sèches (non cuites)
eau 12,0 g protéines 12,5 ggraisses 1,5 ghydrates de carbone 70,0 gminéraux 1,0 g
EL IDRISSI-AZAIR 2012/2013
32
PATES AIDA Stage technique
fibres 2,5 g
Les pâtes alimentaires sont une source importanted’hydrates de carbone. Elles contiennent presqueuniquement des hydrates de carbone multiples, sains et nerisquent donc pas de faire grossir. En outre, les pâtesalimentaires contiennent peu de graisses (1,5 g pour 100g).Les experts nutritionnels affirment que notre besoin totalen énergie doit se composer pour 55 à 75 % d’hydrates decarbone. Les pâtes alimentaires sont riches en hydrates decarbone complexes. Les hydrates de carbone complexes oumultiples nous fournissent des sucres lents, qui sont unesource d’énergie saine, durable. Et cela, contrairementaux sucres rapides (sucreries, boissons rafraîchissantes)qui provoquent un pic d’énergie rapide, mais temporaire.
Fig. 6. Les sucres
lents et les sucres rapides
Les paramètres influençant la qualité des pâtes alimentaires :
EL IDRISSI-AZAIR 2012/2013
33
PATES AIDA Stage technique
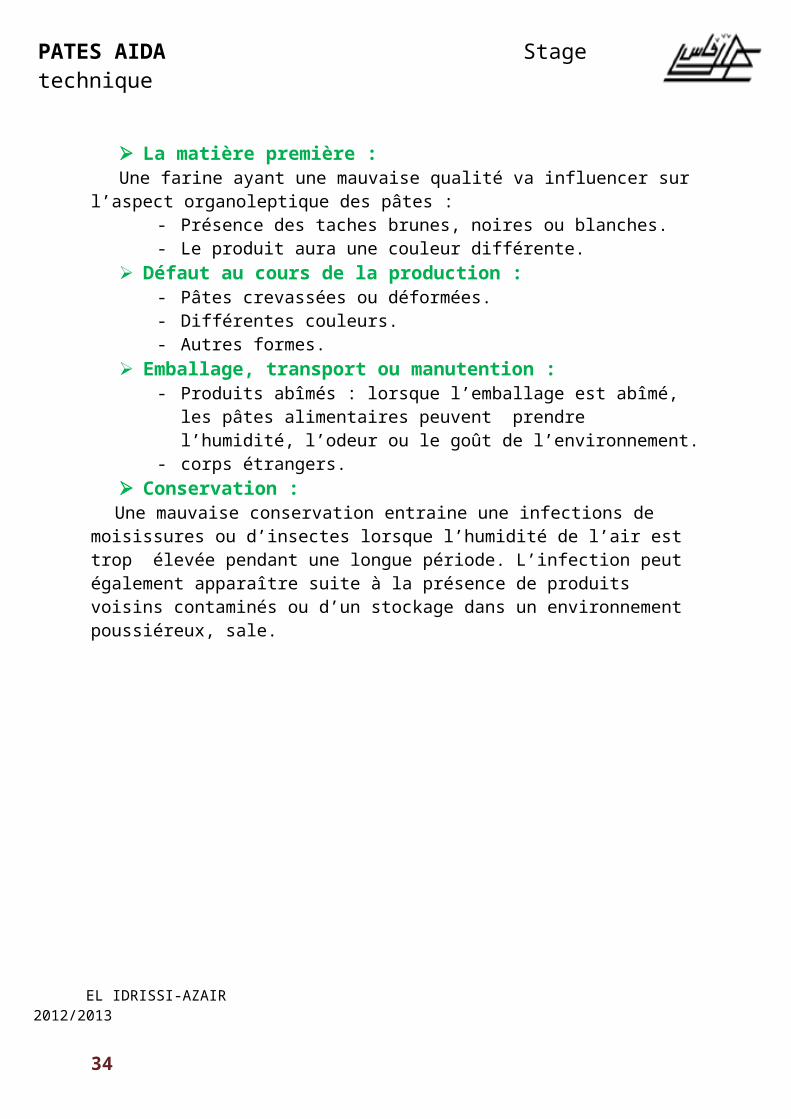
La matière première :Une farine ayant une mauvaise qualité va influencer sur
l’aspect organoleptique des pâtes : - Présence des taches brunes, noires ou blanches.- Le produit aura une couleur différente.
Défaut au cours de la production :- Pâtes crevassées ou déformées.- Différentes couleurs.- Autres formes.
Emballage, transport ou manutention :- Produits abîmés : lorsque l’emballage est abîmé,
les pâtes alimentaires peuvent prendre l’humidité, l’odeur ou le goût de l’environnement.
- corps étrangers. Conservation : Une mauvaise conservation entraine une infections de
moisissures ou d’insectes lorsque l’humidité de l’air est trop élevée pendant une longue période. L’infection peut également apparaître suite à la présence de produits voisins contaminés ou d’un stockage dans un environnement poussiéreux, sale.
EL IDRISSI-AZAIR 2012/2013
34
PATES AIDA Stage technique
III. COUSCOUS Le couscous est un produit naturel, lié à une ancienne
tradition, qui demande de l’attention et des connaissances
approfondies pour être produit et cuit selon les règles qui en
font un aliment sain et apprécié. Les différentes machines qui
composent la ligne de production du couscous sont construites
avec les matériaux les plus précieux et les plus résistants
actuellement disponibles dans le commerce. La technologie
adaptée respecte scientifiquement les règles imposées par cet
aliment. Une grande attention a été dédiée aux éléments qui
jouent un rôle déterminant dans l’amélioration des rendements
et de la qualité, à parité de matière première.
La phase de cuisson a fait l’objet d’une attention
particulière afin d’obtenir, au moyen de l’injection de vapeur
par le dessus et le dessous du produit, une cuisson homogène et
en profondeur. Le tapis aussi a des caractéristiques facilitant
son nettoyage.
L’originalité de la méthode de tamisage (criblage) du couscous,
avant son entrée dans le séchoir, constitue un autre point
déterminant.
Cette méthode, unique et originale, garantit le retour
automatique de tous les grumeaux d’un diamètre supérieur au
diamètre souhaité pour le couscous, sur la masse du produit
entrant dans l’égreneur.
EL IDRISSI-AZAIR 2012/2013
35

PATES AIDA Stage technique
Il en résulte une phase de séchage extrêmement simple et
équilibrée. Le séchoir à tapie est particulièrement indiqué
pour ce produit et, le type de ventilation choisi, le rend
encore plus performant. Le produit sèche facilement et la
quantité d’énergie est directement proportionnelle à la masse
qui évapore uniformément; il passe ensuite dans un
refroidisseur vibrant. En effet, en utilisant l’air ambiant, ce
dernier est en mesure de transmettre aux tamis un couscous la
température indiquée pour les phases successives.
Le travail du groupe de sélection et de filtrage est très
limité car, le couscous arrive à la fin du cycle, avec la
dimension maximum désirée et en conséquence n’a pas besoin de
broyage, dans cette façon, le produit est plus brillant, avec
peu de poudre résiduelle et, donc, à un rendement plus élevé.
La société se dispose d’une seule ligne pour produire du
couscous.
IV. Généralité sur l’opération de séchage industriel par convection
C’est le mode de séchage utilisé par la très grande majorité
des installations de l’industrie chimique et certaines EL IDRISSI-AZAIR 2012/2013
36

PATES AIDA Stage technique
industries agroalimentaires. L’échange thermique est obtenu par
contact direct entre le solide humide et des gaz (air) chauds
qui agissent comme moyen de transport pour le fluide évaporé.
La circulation de l’agent séchant peut être naturelle ou forcée
lorsque la matière à sécher et le gaz circulent dans le même
sens, l’opération est appelée anti méthodique. Le mode de
séchage méthodique (produit et agent sont de sens contraires)
s’applique aux produits peu Sensibles aux chocs thermiques.
Divers aménagements permettent d’améliorer l’efficacité du
séchage brassage du produit, retournement du produit,
percussion de l’air sur le produit.
Lorsque le produit à sécher est au repos, la circulation du
milieu séchant se fait, en général, parallèlement à la surface
d’évaporation. Afin de diminuer le débit d’agent séchant, on
utilise souvent le procédé à recyclage d’air, c’est-à-dire que
l’on n’élimine qu’une partie de l’air d’échappement. Le reste
est mélangé avec l’air frais, de manière à obtenir l’air de
séchage. Le bilan thermique se rapportant à un produit soumis
au séchage (conditions constantes), pour la première période de
séchage sera : Qconv + Qcond + Qr = Wqv
Dans le cas d’un séchage par convection uniquement (Qcond =
0 et Qr = 0), on peut utiliser l’équation classique concernant
le transfert thermique par convection : Qconv = αS(Ta – Tp)
Avec α, le coefficient global d’échange thermique par
convection, S la surface d’échange thermique entre produit et
EL IDRISSI-AZAIR 2012/2013
37

PATES AIDA Stage technique
l’agent séchant et (Ta – Tp) l’écart entre la température de
l’air (ou gaz de séchage) et la température superficielle du
produit à sécher.
Séchage des pâtes alimentaires :
Parallèlement à la préparation de la pâte, le séchage
correct est primordial pour la fabrication des pâtes
alimentaires. Le processus de séchage doit être minutieusement
contrôlé, afin d’éviter les fissures et les décolorations.
Différentes phases de séchage :
En fin de traitement de la pâte, l’humidité du produit est
en gros de 30 %. Les pâtes passent ensuite par un préséchage,
puis par le séchage principal et enfin par la phase de
stabilisation pendant laquelle les pâtes ne libèrent
pratiquement plus d’humidité. Étant donné que les pâtes sèchent
de l’extérieur vers l’intérieur, la teneur en humidité en fin EL IDRISSI-AZAIR 2012/2013
38

PATES AIDA Stage technique
de processus est plus haute à l’intérieur qu’à l’extérieur.
Ceci provoque des tensions qui sont éliminées pendant la phase
de stabilisation. Après le séchage, la teneur en humidité du
produit est d’environ 12 %.
Le respect des consignes :
La régulation du processus de séchage permet, au final, de
déterminer l’humidité des pâtes. Pour ce faire, certaines
conditions doivent être respectées. La loi exige que la teneur
en eau des pâtes alimentaires sèches ne dépasse pas 13 %. Des
effets indésirables, avec une influence négative sur le
produit alimentaire, peuvent survenir lors du dépassement de
cette valeur dans le produit fini. Un autre cas concerne les
produits dits de soupe. Pour ces produits, les pâtes sont
mélangées avec d’autres denrées alimentaires, avant leur
conditionnement dans un sachet. C’est pourquoi ces produits
sont séchés avec une humidité finale plus basse, afin que les
valeurs limites imposées ne soient pas dépassées.
EL IDRISSI-AZAIR 2012/2013
39
PATES AIDA Stage technique
CHAPITRE III :
Le travail effectué
SUIVI DE PRODUCTION
EL IDRISSI-AZAIR 2012/2013
40

PATES AIDA Stage technique
Objectifs du chapitre:
Dans ce chapitre on va présenter le travail qu’on a effectué concernant la suivi dela production dans le but de déterminer les facteurs influencent la production de point de vue quantitative et qualitative
L’aspect des pâtes alimentaires est déterminé par trois
groupes de paramètres : la couleur (qui résulte de la
superposition d’une composante jaune et d’une composante
brune), le nombre et l’origine des piqûres (piqûres brunes dues
à la présence de particules de sons, piqûres noires provenant
de grains mouchetés) et la texture des produits (gerçures,
bulles d’air, points blancs et état de surface des pâtes sèches
qui dépendent des conditions de fabrication des pâtes). EL IDRISSI-AZAIR 2012/2013
41
PATES AIDA Stage technique
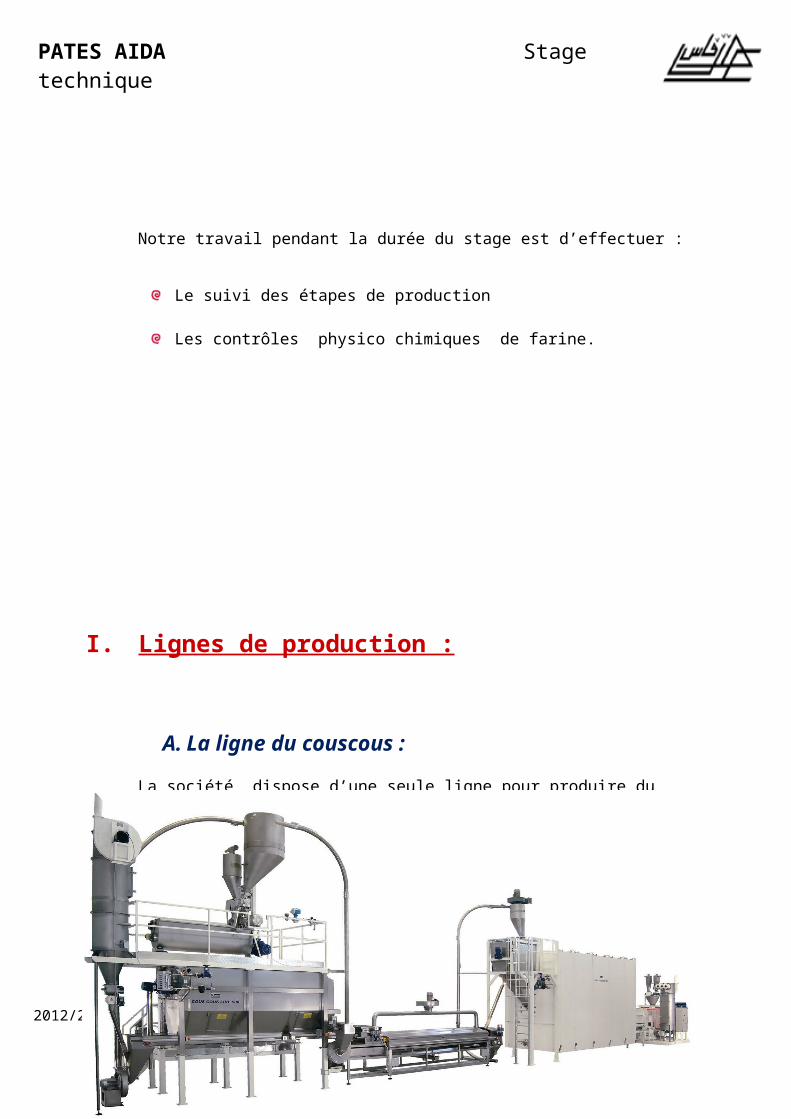
Notre travail pendant la durée du stage est d’effectuer :
Le suivi des étapes de production
Les contrôles physico chimiques de farine.
I. Lignes de production :
A. La ligne du couscous :
La société dispose d’une seule ligne pour produire du
couscous, la machine s’appelle AFREM :
Fig.8. Machine de production du couscous
EL IDRISSI-AZAIR 2012/2013
42

PATES AIDA Stage technique
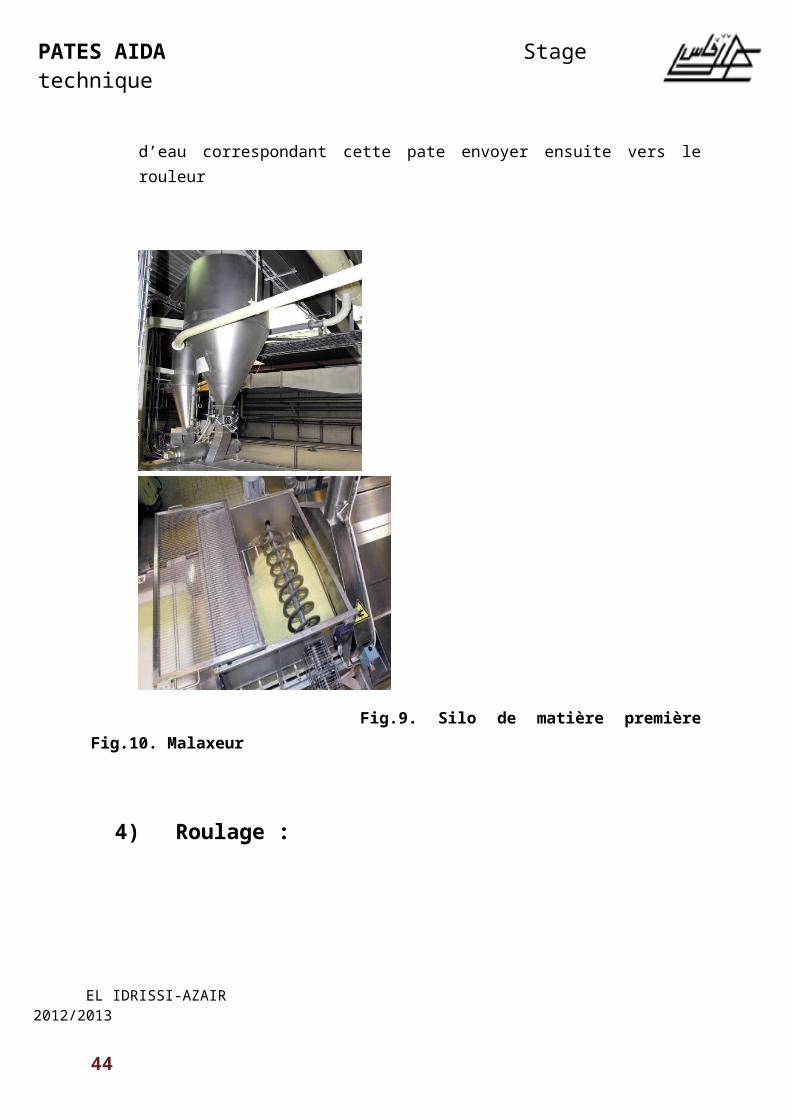
1) Réception et Stockage de la matièrepremière :La farine arrive a l’usine est destinée directement audépôt de stockage qui est un dépôt organisée et offert desconditions optimale pour que la farine soit dans un bonétat de point de vue humidité.
2) Entrée machine :Par apporte au qualité demandée la matière première est untypes ou mélange de plusieurs types des farine mis dans dessilos a des pourcentage déterminé , ces silos sont les sourced’alimentation d’un malaxeur
3) Malaxage : Affine d’obtenir une pate caractéristique au couscous lemalaxeur va mélanger un débit la farine avec un débit
EL IDRISSI-AZAIR 2012/2013
43
PATES AIDA Stage technique
d’eau correspondant cette pate envoyer ensuite vers lerouleur
Fig.9. Silo de matière premièreFig.10. Malaxeur
4) Roulage :
EL IDRISSI-AZAIR 2012/2013
44
PATES AIDA Stage technique
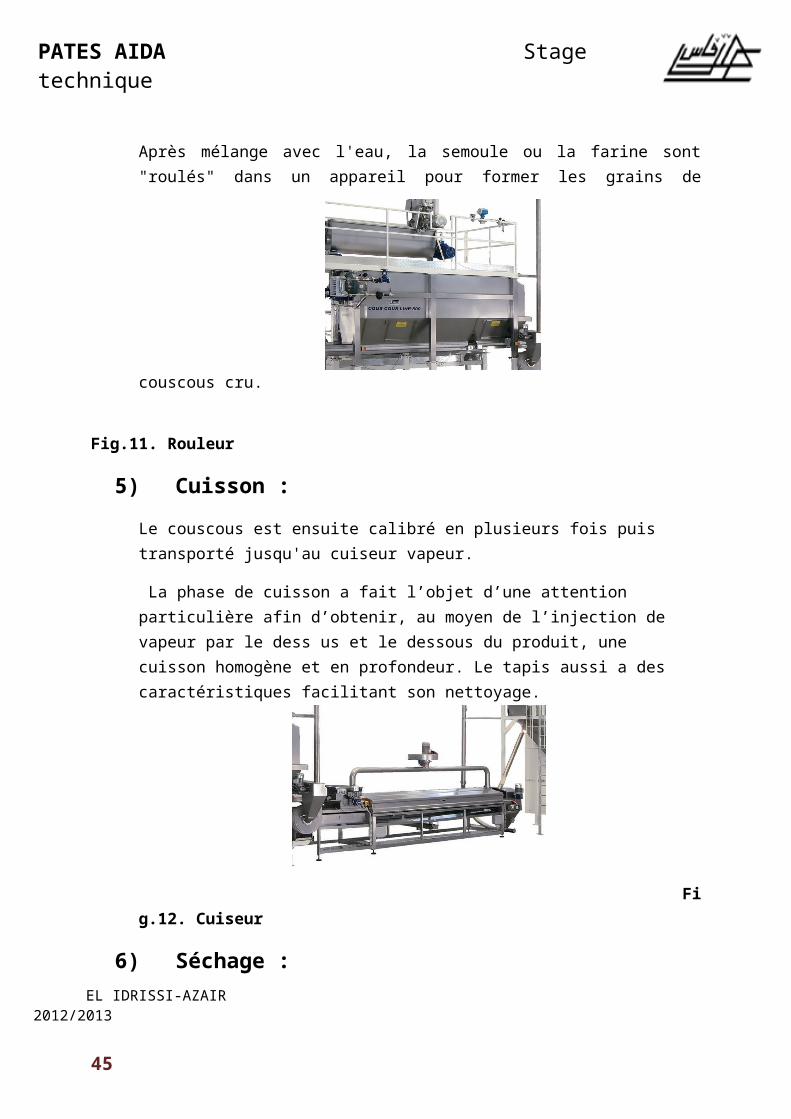
Après mélange avec l'eau, la semoule ou la farine sont"roulés" dans un appareil pour former les grains de
couscous cru.
Fig.11. Rouleur
5) Cuisson :Le couscous est ensuite calibré en plusieurs fois puis transporté jusqu'au cuiseur vapeur.
La phase de cuisson a fait l’objet d’une attention particulière afin d’obtenir, au moyen de l’injection de vapeur par le dess us et le dessous du produit, une cuisson homogène et en profondeur. Le tapis aussi a des caractéristiques facilitant son nettoyage.
Fig.12. Cuiseur
6) Séchage : EL IDRISSI-AZAIR 2012/2013
45
PATES AIDA Stage technique
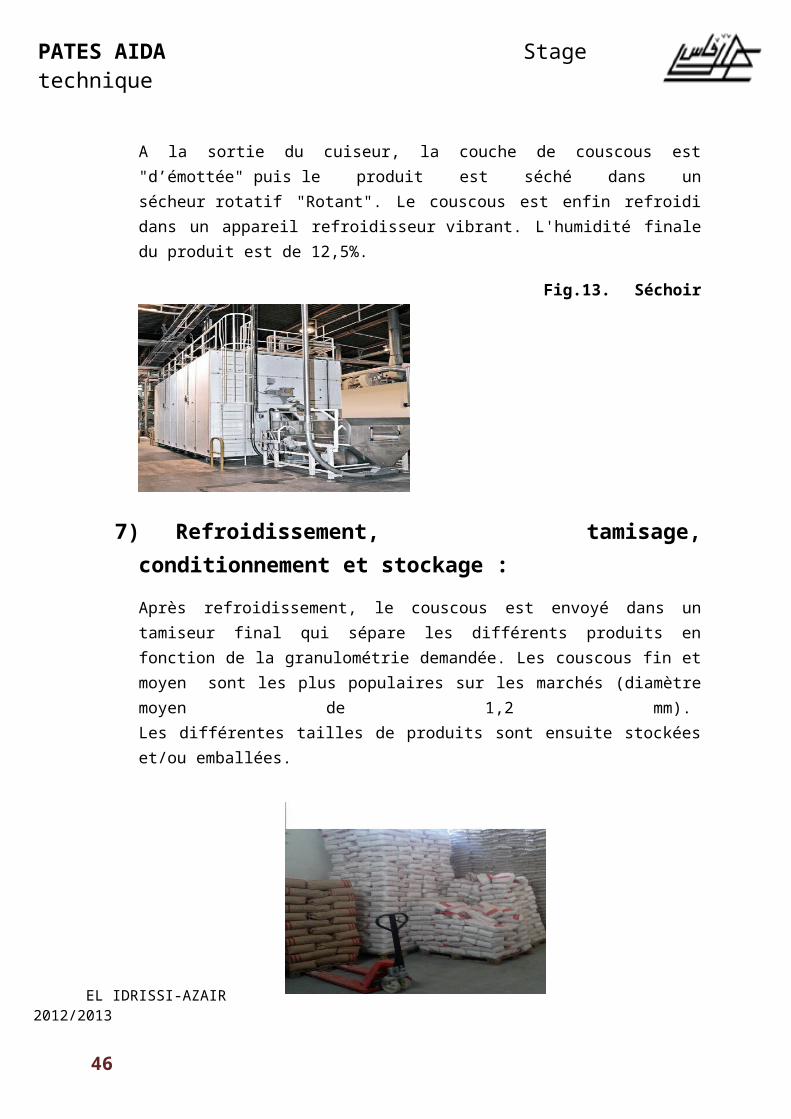
A la sortie du cuiseur, la couche de couscous est"d’émottée" puis le produit est séché dans unsécheur rotatif "Rotant". Le couscous est enfin refroididans un appareil refroidisseur vibrant. L'humidité finaledu produit est de 12,5%.
Fig.13. Séchoir
7) Refroidissement, tamisage,conditionnement et stockage :Après refroidissement, le couscous est envoyé dans untamiseur final qui sépare les différents produits enfonction de la granulométrie demandée. Les couscous fin etmoyen sont les plus populaires sur les marchés (diamètremoyen de 1,2 mm). Les différentes tailles de produits sont ensuite stockéeset/ou emballées.
EL IDRISSI-AZAIR 2012/2013
46
PATES AIDA Stage technique
Fig.14. Stockage
EL IDRISSI-AZAIR 2012/2013
47
PATES AIDA Stage technique
B. Lignes des pâtes :
L'usine possède trois lignes de production des pâtesalimentaires (vermicelle, petit plombs, couquiettes, torsade,étoiles et longue d’oiseau). On trouve deux machine : GRONDONA(une seule ligne) et BRAIBANTI (composée de deux lignes).
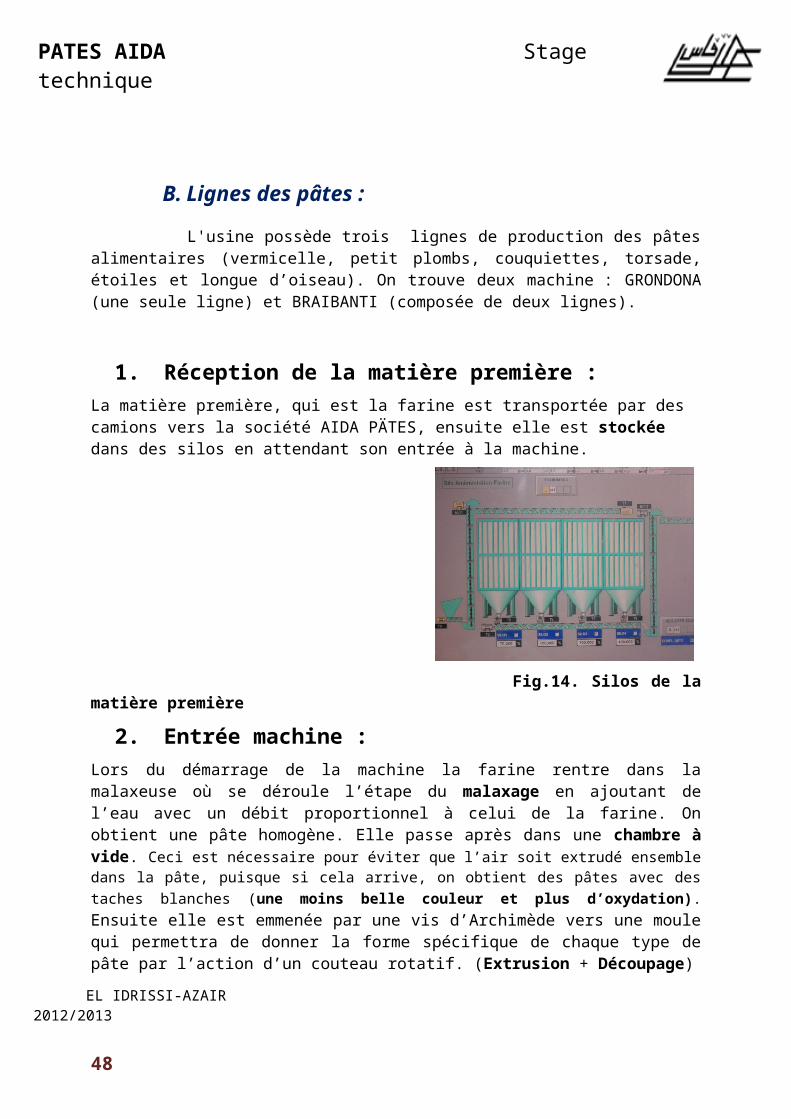
1. Réception de la matière première :La matière première, qui est la farine est transportée par des camions vers la société AIDA PÄTES, ensuite elle est stockée dans des silos en attendant son entrée à la machine.
Fig.14. Silos de lamatière première
2. Entrée machine :Lors du démarrage de la machine la farine rentre dans lamalaxeuse où se déroule l’étape du malaxage en ajoutant del’eau avec un débit proportionnel à celui de la farine. Onobtient une pâte homogène. Elle passe après dans une chambre àvide. Ceci est nécessaire pour éviter que l’air soit extrudé ensembledans la pâte, puisque si cela arrive, on obtient des pâtes avec destaches blanches (une moins belle couleur et plus d’oxydation).Ensuite elle est emmenée par une vis d’Archimède vers une moulequi permettra de donner la forme spécifique de chaque type depâte par l’action d’un couteau rotatif. (Extrusion + Découpage)
EL IDRISSI-AZAIR 2012/2013
48

PATES AIDA Stage technique
Fig.15. MalaxeurFig.16. Moule (étoiles)
3. Pré-séchage : Dans un premier temps, les pâtes coupées sont séchées dans un séchoir « trabatto » pour une courte durée. Le butde ce séchoir est de sécher un tout petit peu la surface pour éviter le colmatage des pâtes en enlevant à peu près 1 à 2 % d’humidité.
Fig.17. Trabatto
EL IDRISSI-AZAIR 2012/2013
49
PATES AIDA Stage technique
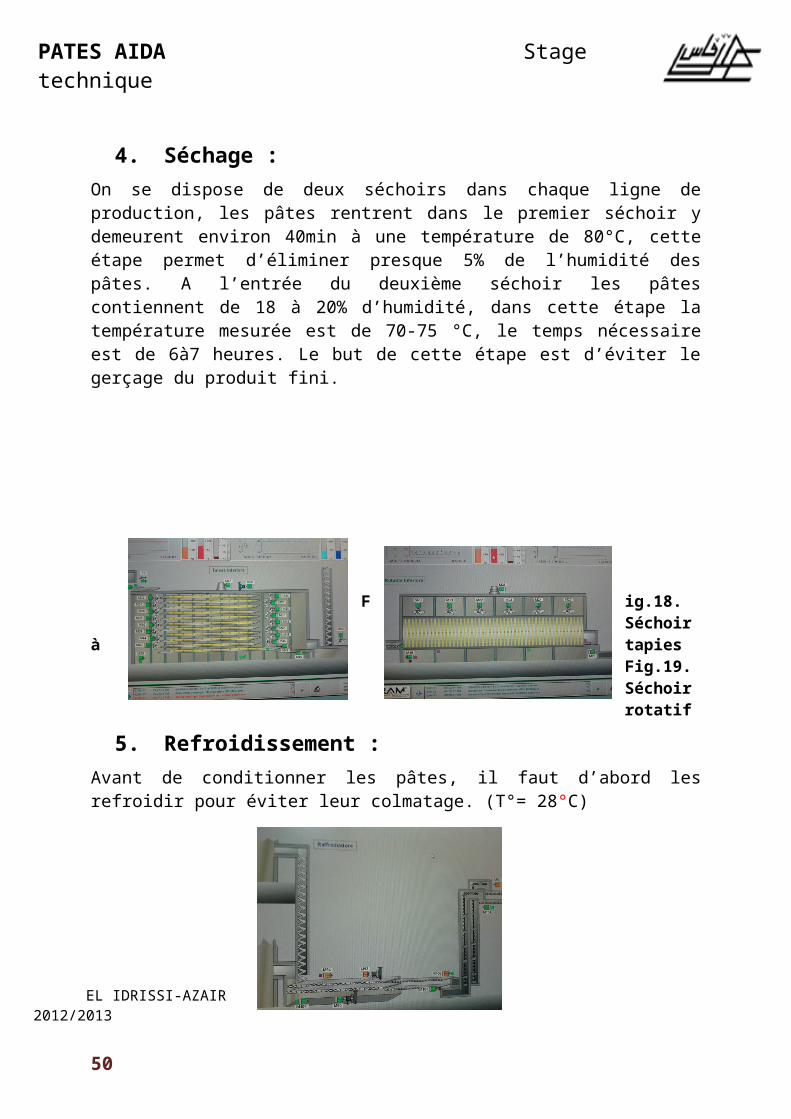
4. Séchage :On se dispose de deux séchoirs dans chaque ligne deproduction, les pâtes rentrent dans le premier séchoir ydemeurent environ 40min à une température de 80°C, cetteétape permet d’éliminer presque 5% de l’humidité despâtes. A l’entrée du deuxième séchoir les pâtescontiennent de 18 à 20% d’humidité, dans cette étape latempérature mesurée est de 70-75 °C, le temps nécessaireest de 6à7 heures. Le but de cette étape est d’éviter legerçage du produit fini.
F ig.18.Séchoir
à tapiesFig.19.Séchoirrotatif
5. Refroidissement :Avant de conditionner les pâtes, il faut d’abord lesrefroidir pour éviter leur colmatage. (T°= 28°C)
EL IDRISSI-AZAIR 2012/2013
50
PATES AIDA Stage technique
Fig.20.Refroidisseur
6. Conditionnement :A la fin du procédé on met les pâtes dans des sachets selon la quantité commandée (de 5Kg vers 25Kg).
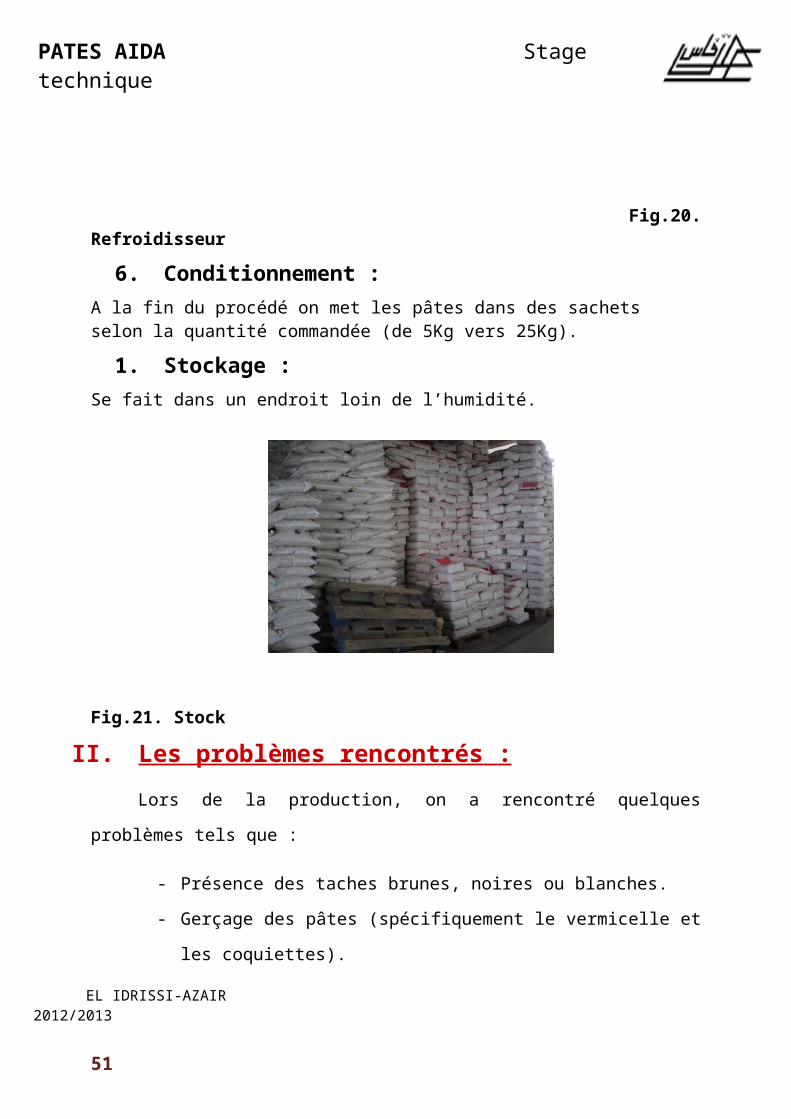
1. Stockage :Se fait dans un endroit loin de l’humidité.
Fig.21. Stock
II. Les problèmes rencontrés : Lors de la production, on a rencontré quelques
problèmes tels que :
- Présence des taches brunes, noires ou blanches.
- Gerçage des pâtes (spécifiquement le vermicelle et
les coquiettes).
EL IDRISSI-AZAIR 2012/2013
51
PATES AIDA Stage technique
- Collage des pâtes entre eux et sur les machines.
- Humidité du produit fini élevée ou basse par
rapport à la norme. (13<norme<11)
Ces problèmes peuvent être liés soit à la matière première
ou au processus de production.
On essayant de savoir les causes de ces problèmes on a
effectué un suivi des paramètres de production, ainsi que
quelques analyses sur la matière première.
III. Les analyses effectuées sur la matière première :
Dans le but de déterminer les causes qui peuvent êtreresponsables sur les problèmes détectés on a effectué destests sur la matière première qui est considérée comme unfacteur principal qui influence sur la qualité du produitfini.
Examen microscopique:
Permet de déceler les farines étrangères d’après l’aspectdes grains d’amidon.
Il se pratique après élimination du gluten
EL IDRISSI-AZAIR 2012/2013
52
PATES AIDA Stage technique
La suspension d’amidon est recueillie dans un verreà pied et additionné de quelque goutte de formol
Laisser reposer 12 h environ.
Après ce laps de temps l’amidon se sépare, selon lagrosseur des grains en 03 couches :
o Couche superficielle : blanc grisâtre.
o Couche sous-jacente : grisâtre.
o Couche inférieure : blanchâtre de grosgrains d’amidon.
Interprétation :
Les principaux amidons :
Amidons sphériques : blé, seigle, orge et arachides. Amidons polyédriques plus au moins réguliers : mais,
riz, sarrasin, avoine, millet.
Amidons ovales, piriformes ou ellipsoïdaux : pommede terre, légumineuses et châtaigne.
Analyse chimique de la farine
1.Mesure de l’humidité:
Principe: consiste à dessécher la farine (+ 100 °C)
EL IDRISSI-AZAIR 2012/2013
53

PATES AIDA Stage technique
Fig.21. Appareil de mesure
de l’humidité
Calcule:
H (g) = (P- P1)/p × 100 + 0.3
P : la prise d’essai ; P1 : poids du résidu sec
0.3 : terme correctif pour tenir compte de l’humidité de l’atmosphère.
Interprétation :
o varie entre 12 – 16 %, avec un minimum au mois deaoût et un maximum au mois de février.
o H >16 entraîne si la température est suffisante,des fermentations et le développement de moisissuresqui communique à la farine une odeur désagréable.
o L’humidité de la farine de blé tendre ne dépasse pasle 15 % et celle du blé dur ne dépasse pas les 14.5 %
NB : ce test de mesure de l’humidité à pour butd’étalonner l’appareil existant dans la société.
2. Acidité:
EL IDRISSI-AZAIR 2012/2013
54
PATES AIDA Stage technique
l’acidité des substances extractibles par l’alcool à95°.
Elle est due en grande partie à l’acidité des acidesgras formés par hydrolyse ou par oxydation deslipides.
varie avec l’âge, l’état de conservation et le tauxd’extraction de la farine.
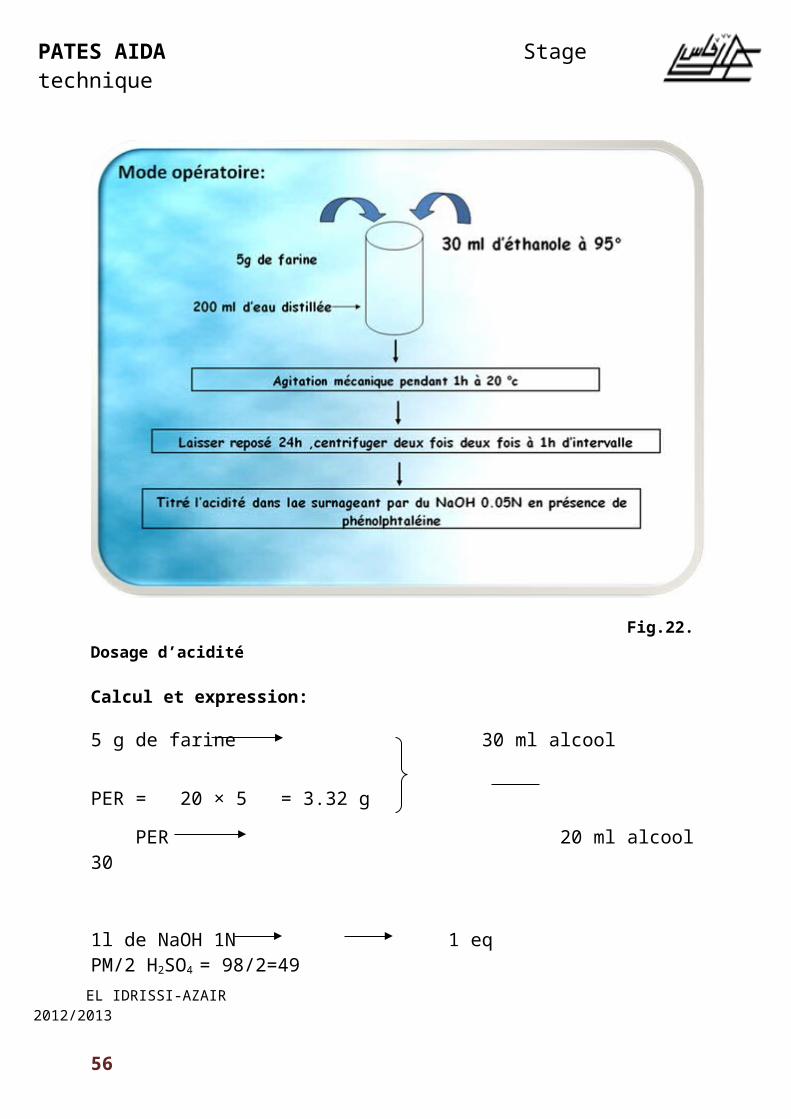
Méthode officielle française :
Principe:
On la détermine sur l’extrait alcoolique au moyend’une solution alcaline titrée, en présence dephénophtaléine, on retranche du résultat l’aciditéapporté par le solvant.
EL IDRISSI-AZAIR 2012/2013
55
PATES AIDA Stage technique
Fig.22.Dosage d’acidité
Calcul et expression:
5 g de farine 30 ml alcool PER = 20 × 5 = 3.32 g
PER 20 ml alcool30
1l de NaOH 1N 1 eq PM/2 H2SO4 = 98/2=49
EL IDRISSI-AZAIR 2012/2013
56

PATES AIDA Stage technique
1l de NaOH 0.05N 0.05 meq 0.05×49 mg H2SO4
(n-n1) NaOH 0.05N (n-n1) 0.05 meq (n-n1) 0.05×49 mg H2SO4
(n-n1) 0.05×49 mg H2SO4 10/3 g defarine : PE
X 100 g de farine
(n-n1) 0.05×49×100 (n-n1) 5× 10-3× 49×3
Acidité = mg = g H2SO4/100g
10/3 10
A = 0.0735 (n-n1) 100 g d’ H2SO4/ 100g de farine sèche
100- H
n : le nombre de ml de NaOH 0.05 N utilisé pour neutraliser l’acidité du dosage
n1 : le nombre de ml de NaOH 0.05 N utilisé pour neutraliser l’acidité du blanc
Interprétation :
o A maximal est 0.050 g % : farine blanche ordinaire.
EL IDRISSI-AZAIR 2012/2013
57

PATES AIDA Stage technique
o A est 0.025 g %: farines dont le taux d’extraction est voisinde70 %.
o A est 0.040 g %: farines dont le taux d’extraction est > 70 %.
o A de la farine peut être augmenté par les agents de blanchiment qui provoque l’oxydation des lipides
3.Dosage du gluten :
Principe :
Le dosage du gluten repose sur:
o son insolubilité dans l’eau chargée de sels
o sa propriété de s’agglomérer lorsqu’on malaxe sous uncourant d’eau.
La masse plastique obtenue est pesée à l’état humide puis aprèsdessiccation.
Au cours de l’extraction, noter l’aspect et les qualités plastiquesdu gluten.
Expression des résultats :
Multiplier par 3 le poids de gluten (humide ou sec) pour obtenir le %de gluten dans la farine.
Interprétation :
Le gluten d’une farine de bonne qualité s’extrait facilement, sacouleur est blanc- crème très élastique et d’odeur agréable.ilconserve sa couleur et augmente de volume après séchage.
Le gluten du blé dur est moins élastique que celui du blé tendre.
Le poids du gluten est de 8 – 12 % pour les farines de blé tendre
Le poids du gluten est de 11 – 17 % pour les farines de blé dur
LES RESULTATS : EL IDRISSI-AZAIR 2012/2013
58
PATES AIDA Stage technique
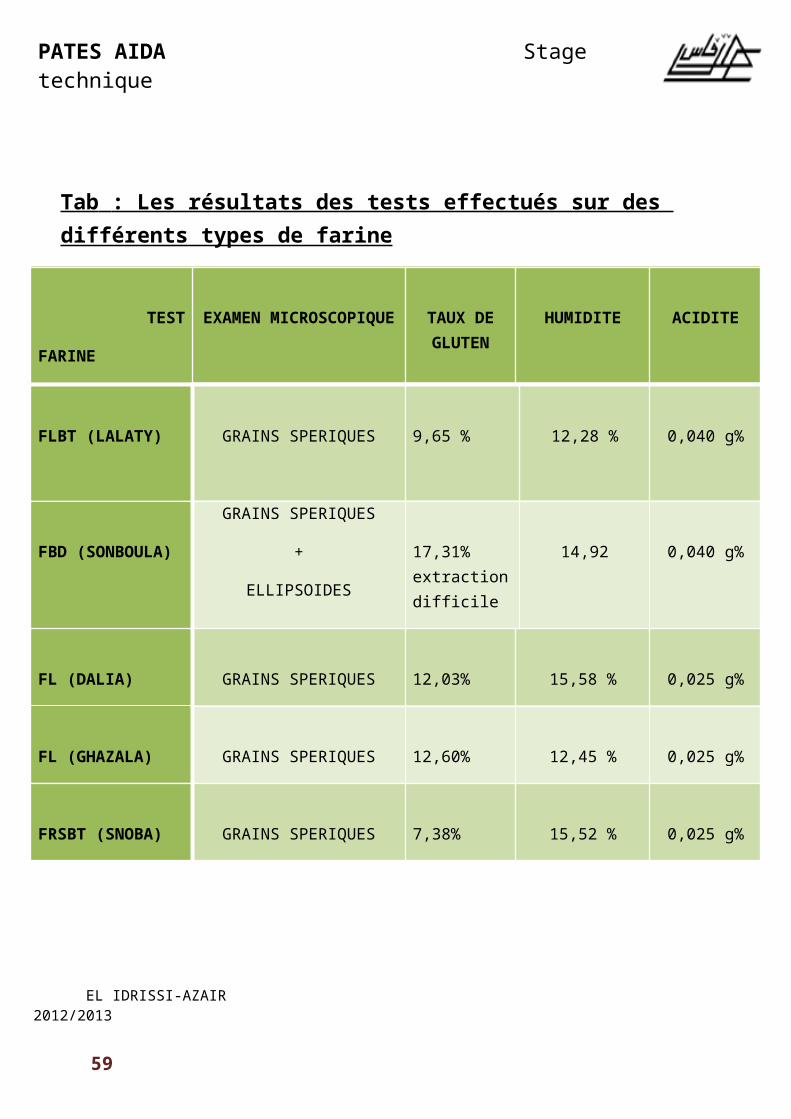
Tab : Les résultats des tests effectués sur des différents types de farine
TEST
FARINE
EXAMEN MICROSCOPIQUE TAUX DEGLUTEN
HUMIDITE ACIDITE
FLBT (LALATY) GRAINS SPERIQUES 9,65 % 12,28 % 0,040 g%
FBD (SONBOULA)
GRAINS SPERIQUES
+
ELLIPSOIDES
17,31% extractiondifficile
14,92 0,040 g%
FL (DALIA) GRAINS SPERIQUES 12,03% 15,58 % 0,025 g%
FL (GHAZALA) GRAINS SPERIQUES 12,60% 12,45 % 0,025 g%
FRSBT (SNOBA) GRAINS SPERIQUES 7,38% 15,52 % 0,025 g%
EL IDRISSI-AZAIR 2012/2013
59

PATES AIDA Stage technique
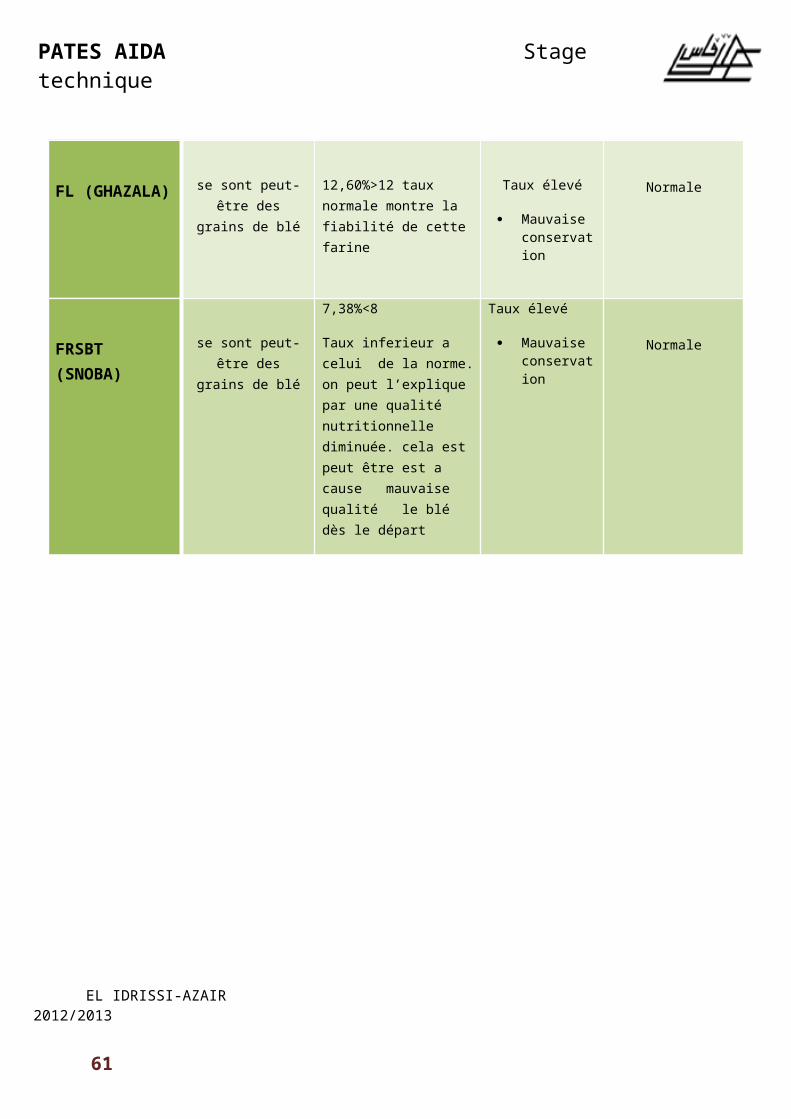
Tab : INTERPRETATION DES RESULTATS :
TEST
FARINE
EXAMENMICROSCOPIQU
E
TAUX DE GLUTEN HUMIDITE ACIDITE
FLBT (LALATY) se sont peut-
être des grains de blé
12>9,65 %>8
Taux normal se qui explique la fiabilité de cette farine
Normale
élevé
peut-être il est :
Vielle Mauvaise
conservation
FBD (SONBOULA)
Peut-être unmélange de
blé etd’autressubstances
Peut être la présence des autressubstances empêche l’agglomération de gluten
17,31%>17
le blé est de mauvaise qualité nutritionnelle dès le départ
>14.5Humiditéélevé
on peutexplique cela
par unemauvaise
conservationde la farine,
elle eststockée dansun milieu sec
élevé
peut-être il est :
Vielle Mauvaise
conservation
FL (DALIA) se sont peut-être des
grains de blé
12,03%= 12 Taux normal montre la fiabilité de cette farine
Normale Normale
EL IDRISSI-AZAIR 2012/2013
60
PATES AIDA Stage technique
FL (GHAZALA) se sont peut-être des
grains de blé
12,60%>12 taux normale montre la fiabilité de cette farine
Taux élevé
Mauvaise conservation
Normale
FRSBT (SNOBA)
se sont peut-être des
grains de blé
7,38%<8
Taux inferieur a celui de la norme.on peut l’explique par une qualité nutritionnelle diminuée. cela est peut être est a cause mauvaise qualité le blé dès le départ
Taux élevé
Mauvaise conservation
Normale
EL IDRISSI-AZAIR 2012/2013
61
PATES AIDA Stage technique
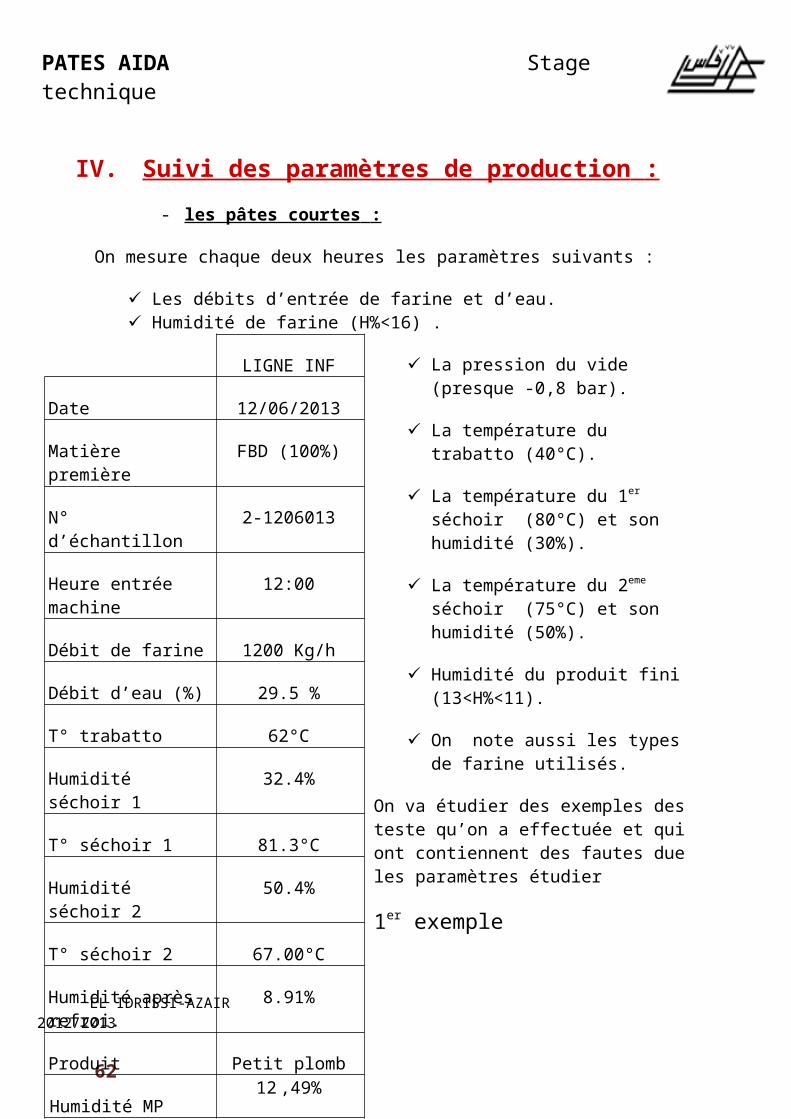
IV. Suivi des paramètres de production : - les pâtes courtes :
On mesure chaque deux heures les paramètres suivants :
Les débits d’entrée de farine et d’eau. Humidité de farine (H%<16) .
La pression du vide (presque -0,8 bar).
La température du trabatto (40°C).
La température du 1er séchoir (80°C) et son humidité (30%).
La température du 2eme séchoir (75°C) et son humidité (50%).
Humidité du produit fini (13<H%<11).
On note aussi les types de farine utilisés.
On va étudier des exemples des teste qu’on a effectuée et qui ont contiennent des fautes due les paramètres étudier
1er exemple
EL IDRISSI-AZAIR 2012/2013
62
LIGNE INF
Date 12/06/2013
Matière première
FBD (100%)
N° d’échantillon
2-1206013
Heure entrée machine
12:00
Débit de farine 1200 Kg/h
Débit d’eau (%) 29.5 %
T° trabatto 62°C
Humidité séchoir 1
32.4%
T° séchoir 1 81.3°C
Humidité séchoir 2
50.4%
T° séchoir 2 67.00°C
Humidité après refroi.
8.91%
Produit Petit plomb
Humidité MP12 ,49%
PATES AIDA Stage technique
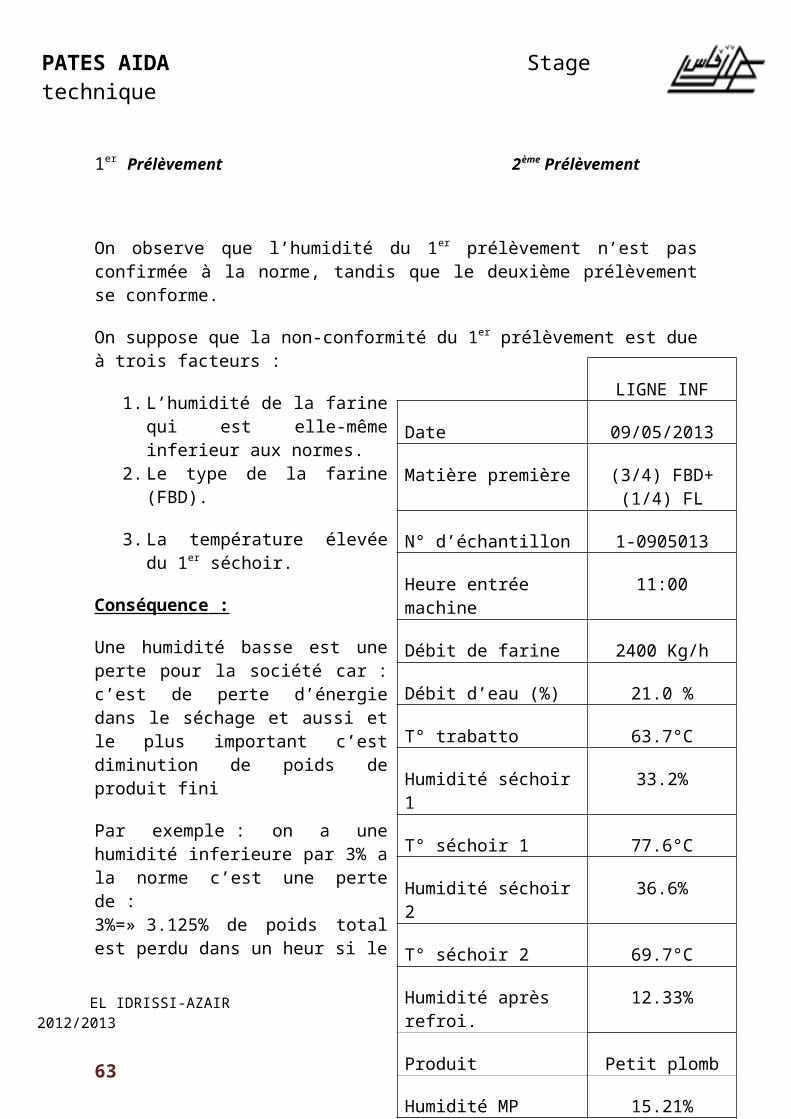
1er Prélèvement 2ème Prélèvement
On observe que l’humidité du 1er prélèvement n’est pasconfirmée à la norme, tandis que le deuxième prélèvementse conforme.
On suppose que la non-conformité du 1er prélèvement est dueà trois facteurs :
1. L’humidité de la farinequi est elle-mêmeinferieur aux normes.
2. Le type de la farine(FBD).
3. La température élevéedu 1er séchoir.
Conséquence :
Une humidité basse est uneperte pour la société car :c’est de perte d’énergiedans le séchage et aussi etle plus important c’estdiminution de poids deproduit fini
Par exemple : on a unehumidité inferieure par 3% ala norme c’est une pertede :3%=» 3.125% de poids totalest perdu dans un heur si le
EL IDRISSI-AZAIR 2012/2013
63
LIGNE INF
Date 09/05/2013
Matière première (3/4) FBD+(1/4) FL
N° d’échantillon 1-0905013
Heure entrée machine
11:00
Débit de farine 2400 Kg/h
Débit d’eau (%) 21.0 %
T° trabatto 63.7°C
Humidité séchoir1
33.2%
T° séchoir 1 77.6°C
Humidité séchoir2
36.6%
T° séchoir 2 69.7°C
Humidité après refroi.
12.33%
Produit Petit plomb
Humidité MP 15.21%

PATES AIDA Stage technique
débit de sorti est de 800Kg /h on a une perte de 25Kg/h=1369Kg/12h
2ème exemple
Date 11/06/2013
Matière première
1FBD+2FLBT
N° d’échantillon
1-11062013
Heure entrée machine
11:00
Débit de farine
950 Kg/h
Débit d’eau (%)
19.6 %
Pression du vide
-0.84bar
T° trabatto 43°C
Humidité séchoir 1
27.9%
T° séchoir 1 93.3°C
Humidité séchoir 2
36.5%
T° séchoir 2 74.9°C EL IDRISSI-AZAIR 2012/2013
64
Date 12/06/2013
Matière première
FLBT
N° d’échantillon
2-12062013
Heure entréemachine
12:00
Débit de farine
920 Kg/h
Débit d’eau (%)
18.2 %
Pression du vide
-0.82bar
T° trabatto 43°C
Humidité séchoir 1
27.3%
T° séchoir 1 91.5°C
Humidité séchoir 2
34.5%
T° séchoir 2 76.0°C
Humidité après refroidissement
13.29%
Produit VermicelleGros
PATES AIDA Stage technique
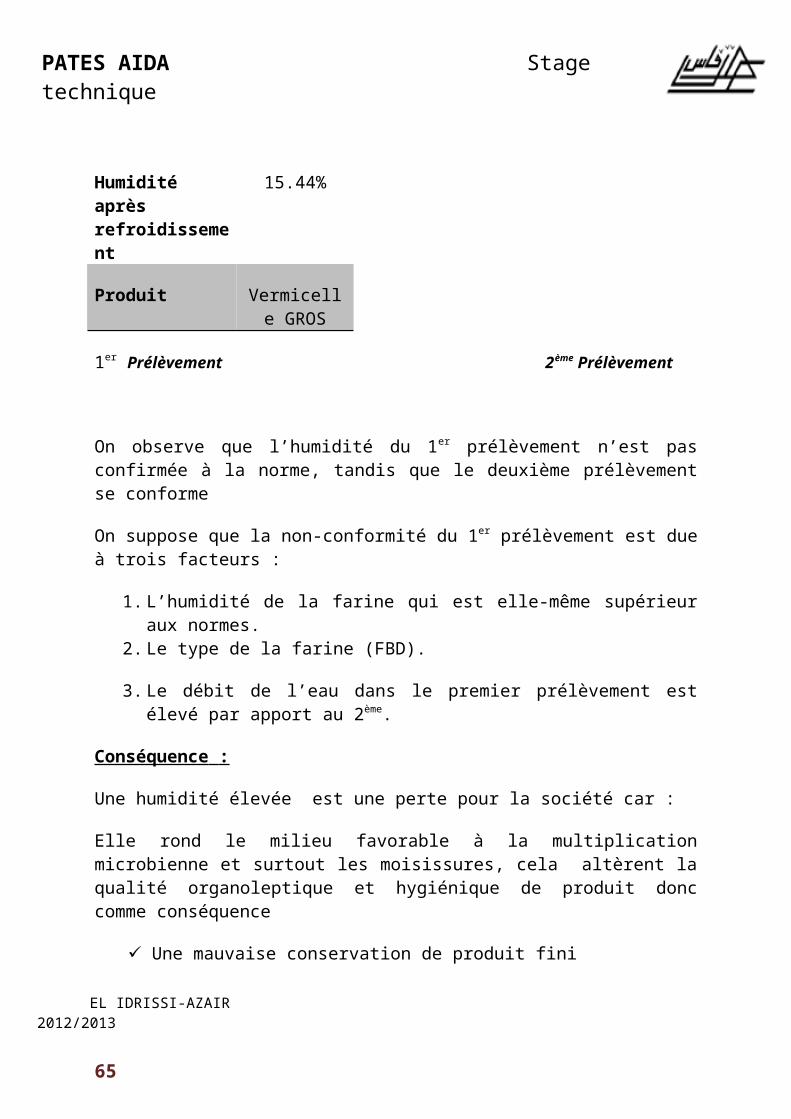
Humidité après refroidissement
15.44%
Produit Vermicelle GROS
1er Prélèvement 2ème Prélèvement
On observe que l’humidité du 1er prélèvement n’est pasconfirmée à la norme, tandis que le deuxième prélèvementse conforme
On suppose que la non-conformité du 1er prélèvement est dueà trois facteurs :
1. L’humidité de la farine qui est elle-même supérieuraux normes.
2. Le type de la farine (FBD).
3. Le débit de l’eau dans le premier prélèvement estélevé par apport au 2ème.
Conséquence :
Une humidité élevée est une perte pour la société car :
Elle rond le milieu favorable à la multiplicationmicrobienne et surtout les moisissures, cela altèrent laqualité organoleptique et hygiénique de produit donccomme conséquence
Une mauvaise conservation de produit fini
EL IDRISSI-AZAIR 2012/2013
65

PATES AIDA Stage technique
Un mauvais marché de produit à cause de sescaractéristiques qui ne répondent pas à l’exigencedu client de point de vue odeur et gout.
EL IDRISSI-AZAIR 2012/2013
66
PATES AIDA Stage technique
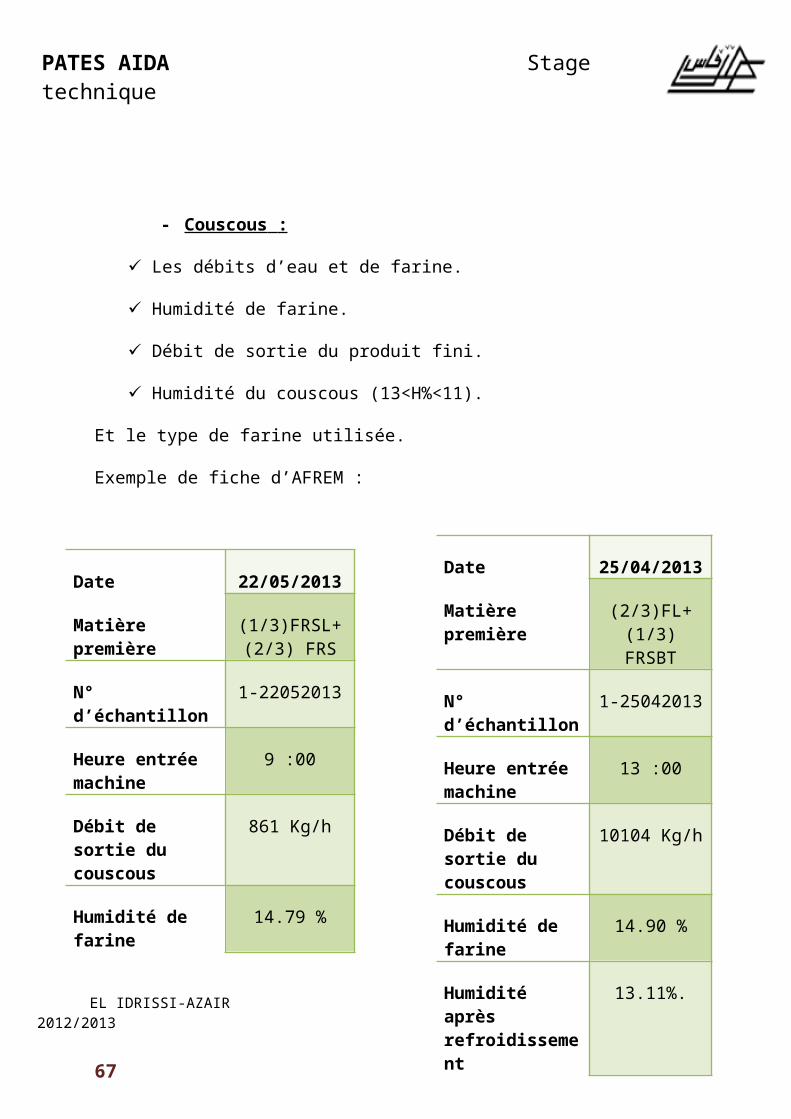
- Couscous :
Les débits d’eau et de farine.
Humidité de farine.
Débit de sortie du produit fini.
Humidité du couscous (13<H%<11).
Et le type de farine utilisée.
Exemple de fiche d’AFREM :
Date 22/05/2013
Matière première
(1/3)FRSL+(2/3) FRS
N° d’échantillon
1-22052013
Heure entrée machine
9 :00
Débit de sortie du couscous
861 Kg/h
Humidité de farine
14.79 %
EL IDRISSI-AZAIR 2012/2013
67
Date 25/04/2013
Matière première
(2/3)FL+(1/3)FRSBT
N° d’échantillon
1-25042013
Heure entrée machine
13 :00
Débit de sortie du couscous
10104 Kg/h
Humidité de farine
14.90 %
Humidité après refroidissement
13.11%.

PATES AIDA Stage technique
Humidité après refroidissement
12.47%.
1er Prélèvement 2ème Prélèvement
Le deuxième prélèvement a une humidité élevée avec undébit important.
Les facteurs qui peuvent influencer sur l’humidité sont :
La composition de la matière première
La température du séchoir
La vitesse du tapie du séchoir (le temps que leproduit passe dans le séchoir).
La farine a une humidité convenable, donc le problème estindépendant de la matière première. Le séchoir n’est pasmenu d’un appareil pour mesurer ni sa température ni lavitesse de son tapie, donc le problème reste attacher àces deux facteurs.
Pour mieux adapter les problèmes engendrés au cours de laproduction, voici notre suggestion :
L’apport de personnel formé dans le domaine deproduction, ou essayer de former les personnesexistant sur l’importance du suivi des paramètres deproduction.
EL IDRISSI-AZAIR 2012/2013
68

PATES AIDA Stage technique
Spécifier le travail de chaque personnel dans laligne de production.
Ajouter des détecteurs de température et de vitessedu tapie et de débit aux machines.
Le suivi de la traçabilité de la matière premier désla récolte.
La diligence par la création d’un laboratoire decontrôle qualité.
EL IDRISSI-AZAIR 2012/2013
69
PATES AIDA Stage technique
CONCLUSION
La production basée sur la qualité et la
sécurité alimentaire est devenue un label
important dans la vie quotidienne de toute
l’humanité et ceci à l’échelle nationale et
internationale.
Ainsi pour avoir une idée claire sur ce qui se
passe au niveau de la production des pâtes
alimentaires on a eu la chance d’effectuer notre
stage au sein de la société PÄTES AIDA de Fès.
Au terme de notre stage, on a pu suivre avec
attention, le détail du procédé de la préparation
des pâtes, en passant par toutes les étapes qui
obéissent à un système de contrôle de qualité qui EL IDRISSI-AZAIR 2012/2013
70
PATES AIDA Stage technique
répand aux besoins du consommateur, qui est devenu
trop exigeant sur la qualité des produits mis à sa
disposition.
Référence :Webographie :
www.google.com
www.wekipidia.org
Bibliographie :
PASTA_FOR_ALL_FRANCAIS.
Analyse de la farine et de produits des céréales.
Qualité technologique : Document réalisé par Sophie Berland, professeur de sciences biologiques et Philippe Roussel, professeur de technologie céréalière.
Gérard Paillard, "Les Pains Français" P. Roussel, H Chiron, Maé-Erti éditeurs. J Abécassis, INRA.
RAPPORT DE STAGE Analyse du système qualité du poste de minéralisation en vue d’un audit de suivi et calcul des
EL IDRISSI-AZAIR 2012/2013
71

PATES AIDA Stage technique
incertitudes des résultats traiter par Isabelle TREZZANI ;D.U.T. Génie Biologique Option : Industrie Agro-alimentaire et Biologique.
Le Blé: éléments fondamentaux et transformation publié par Boudreau, Armand, Germain Ménard.
Les étapes de la fabrication des pâtes.
Lignes « Storci » pour la production de Pâtes Sèches.
Connaître les contrôles de qualité des Farines avril 2013 par Alain Lafaye.
EL IDRISSI-AZAIR 2012/2013
72
Related Documents











