Processo de Conformação Mecânica Apostila 08

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Processo de
Conformação Mecânica
Apostila 08

Processo de
Conformação Mecânica

Citação
Processo de Conformação Mecânica – Prof. Eng. Carlos Pestana

Estampagem
Estampagemé um processo de conformação mecânica, geralmente a frio, que engloba um conjunto de operações de corte, dobra e repuxo.
Por meio dessas operações, a chapa plana é submetida a transformações que a fazem adquirir uma nova forma geométrica. Por causa da propriedade da plasticidade.
Operações de estampagem são:• corte• dobramento• estampagem profunda (ou "repuxo")
Materiais de uso mais comum na estampagem são:• Ligas de aço de baixo carbono• Aços inoxidáveis• Ligas alumínio-manganês• Ligas a alumínio-magnésio • Ligas de latão 70-30 (70% de cobre e 30% de zinco)• Possuem melhores índices de estampabilidade entre os materiais metálicos
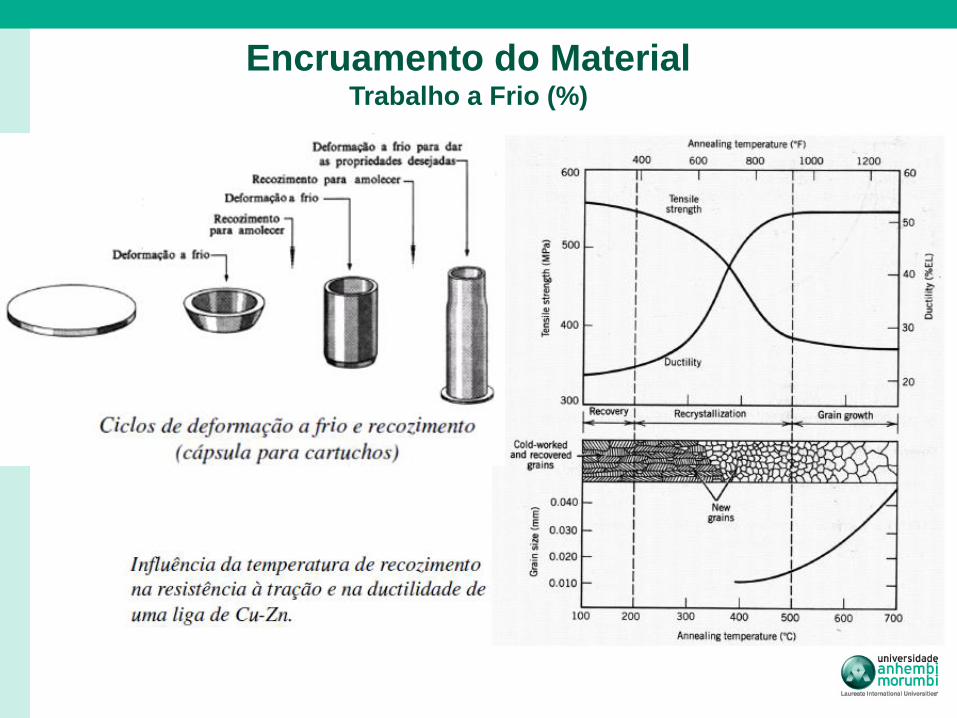
Encruamento do MaterialTrabalho a Frio (%)
Qualidade da Estampagem
Avaliação da qualidade são: • A composição química• As propriedades mecânicas• As especificações dimensionais• Acabamento• Aparência da superfície.
A composição química deve ser controlada no processo de fabricação através da segregação de elementos químicos, que causa o comportamento irregular do material.
As propriedades mecânicas, como dureza e resistência à tração, juntamente com a composição química, são fornecidos nas especificações dos materiais, solicitado ao fabricantes das chapas e padronizados através de normas.
As especificações das dimensões para o aproveitamento no corte do material, reduzindo sobras e retalhos que não podem ser aproveitados.

Estampo - Nomenclatura
Seleção da Prensa
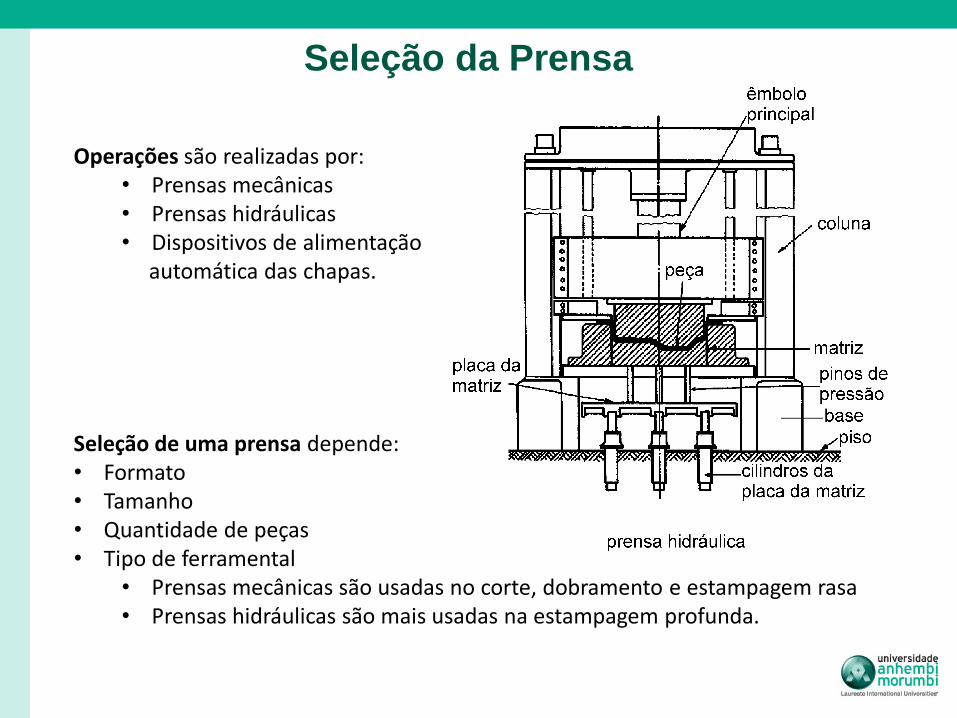
Operações são realizadas por:• Prensas mecânicas• Prensas hidráulicas• Dispositivos de alimentação
automática das chapas.
Seleção de uma prensa depende:• Formato• Tamanho• Quantidade de peças • Tipo de ferramental
• Prensas mecânicas são usadas no corte, dobramento e estampagem rasa• Prensas hidráulicas são mais usadas na estampagem profunda.

Seleção da Prensa
Prensas mecânicas são usadas no corte, dobramento e estampagem rasa
Quando o dispositivo de comando é acionado, um sistema mecânico movimenta um pino em forma de “L”, puxando uma mola que faz com que a chaveta rotativa seja acoplada à bucha de engate, transmitindo o movimento de rotação ao conjunto eixo/bucha excêntrica. Esse movimento é transformado em linear pela biela, que possibilita a descida e a subida do martelo (FIERGS, 2006).
Ferramentas de Estampagem
Estampos que se constituem de um punção (ou macho) e uma matriz.
Classificadas de acordo com o tipo de operação:• ferramentas para corte• ferramentas para dobramento• ferramentas para estampagem profunda
Punção é preso na parte superior que executa os movimentos de subida e descida.
Matriz é presa na parte inferior constituída por uma mesa fixa.
Ferramental deve ser:• Resistente ao desgaste• Resistente ao choque e à deformação• Ter usinabilidade e grande dureza.
Fio de corte da ferramenta é importante e seu desgaste, com o uso, provoca rebarbas e contornos pouco definidos das peças cortadas.

Corte de Chapa
Corte é a operação de cisalhamento deum material na qual uma ferramentaou punção de corte é forçada contrauma matriz por intermédio da pressãoexercida por uma prensa.
Punção desce, ocorre o cisalhamentodo material através da abertura damatriz.
Dica tecnológicaA espessura da chapa deve ser igual ou menor que o diâmetro do punção.
O corte está relacionada com a espessura, a dureza e o tipo de material da chapa.
Folga da Punção/Matriz:• Para o aço, de 5 a 8% da espessura da chapa • Para o latão, ela fica entre 4 e 8%• Para o cobre, entre 6 e 10%• Para o alumínio, em torno de 3% e para o duralumínio, entre 7 e 8%.
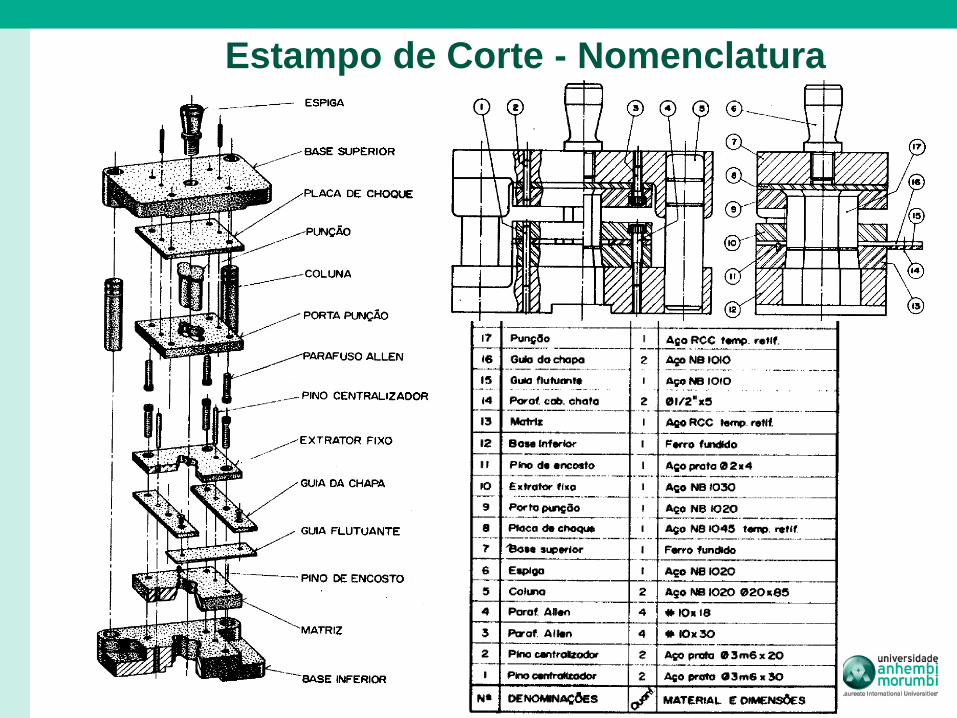
Estampo de Corte - Nomenclatura

Estampo - Nomenclatura
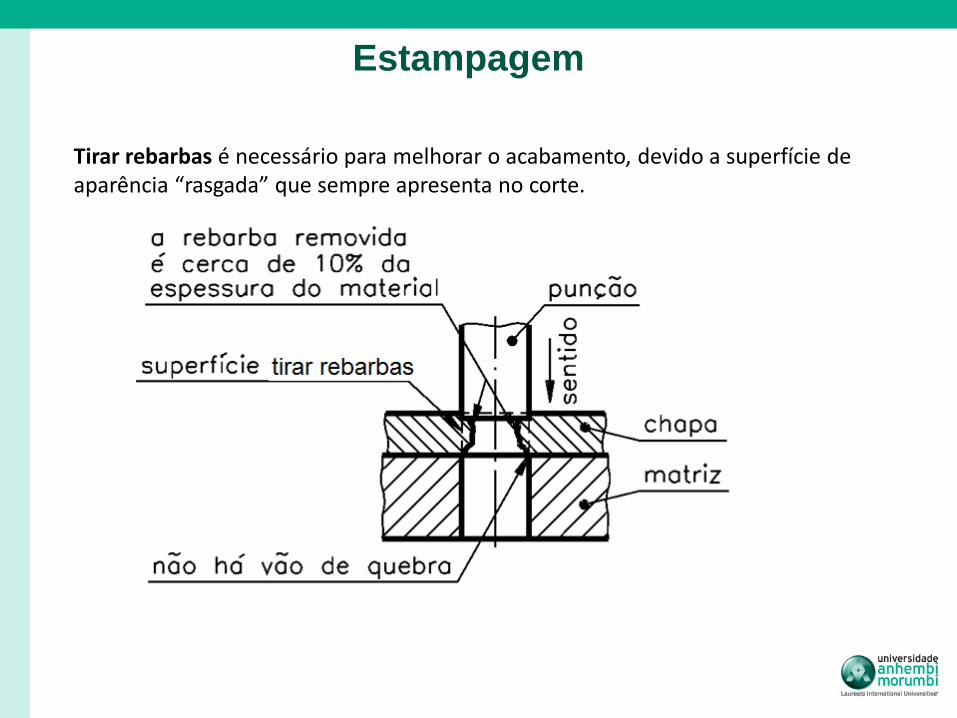
Estampagem
Tirar rebarbas é necessário para melhorar o acabamento, devido a superfície de aparência “rasgada” que sempre apresenta no corte.

Folga em Função da Espessura

Estampagem
Cortar papel, borracha e materiais não-metálicos com um punção de ângulo vivo.
Material fica apoiado sobre uma base sólida de madeira ou outro material próprio.

Dobramento e Curvamento
Dobramento é conformada com o auxílio de estampos de dobramento, onde o material é colocado entre o punção e a matriz.
Material sofre deformações:• Tração no lado externo, o metal se alonga e há
uma redução de espessura. • Compressão lado interno
Por causa da elasticidade do material, sempre há um pequeno retorno para um ângulo menor que o inicial, embora a chapa tenha sido dobrada no seu limite plástico.
Por causa disso, quando se constrói o estampo, deve considerar esse retorno e prever um ângulo levemente superior ao desejado.
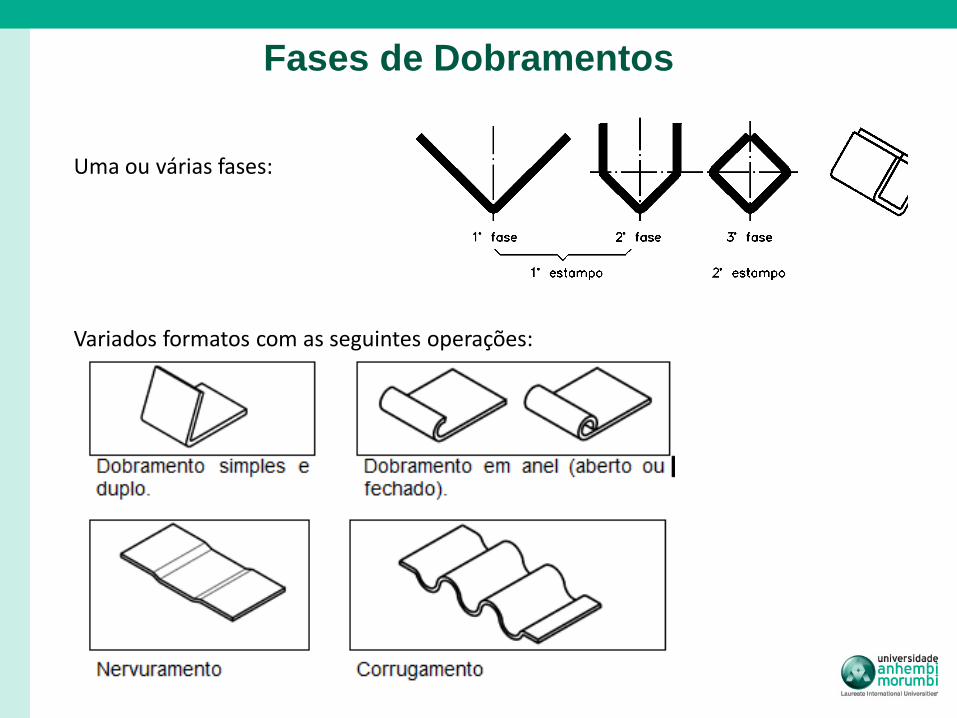
Fases de Dobramentos
Uma ou várias fases:
Variados formatos com as seguintes operações:

Ferramenta de Dobra- Nomenclatura
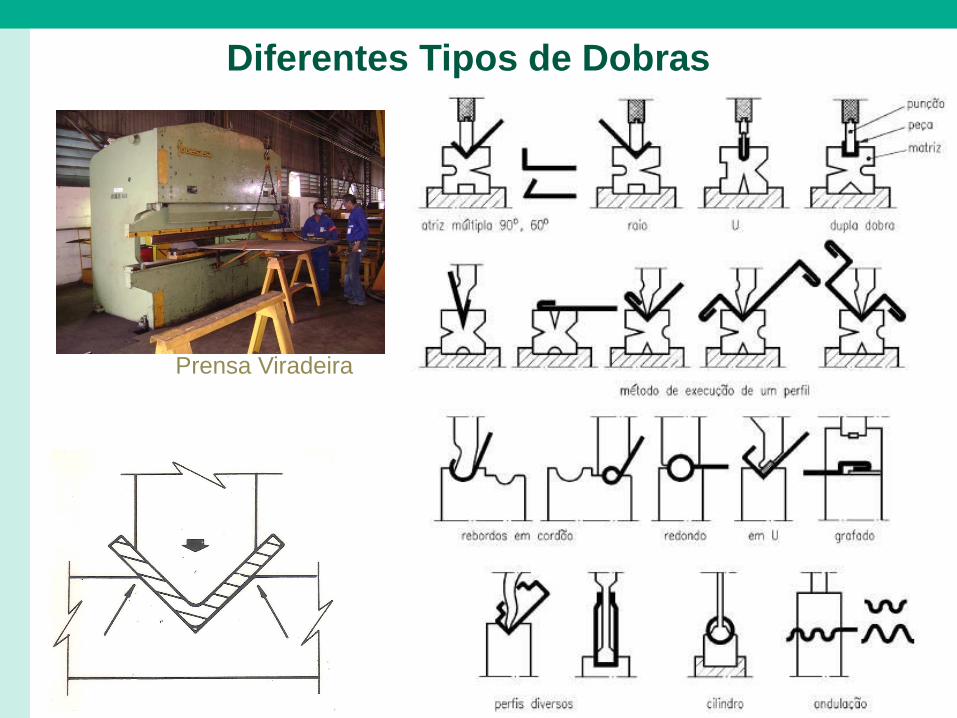
Diferentes Tipos de Dobras
Prensa Viradeira

Diferentes Tipos de Dobras
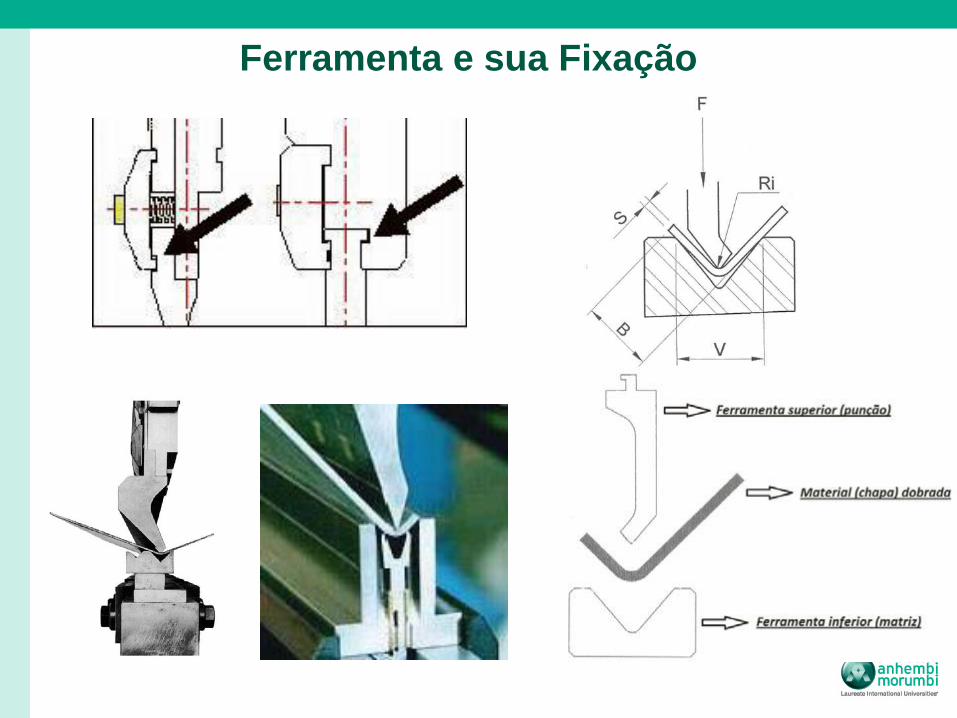
Ferramenta e sua Fixação

Parâmetros de Dobramento e Estampo

Materiais das Ferramentas de Dobra
Assista o vídeo Dobramento:http://www.youtube.com/watch?v=F9Pj-VnYM34
As ferramentas para prensas dobradeiras são produzidas nos aços C45 (SAE 1045) ou 42CrMo4 (SAE 4140), exatamente os materiais utilizados por empresas da Europa e América do Norte.
Esses materiais proporcionam muito mais resistência à absorção de impactos e às pressões excessivas com possibilidade de recuperação e diminuição de riscos de acidentes.
Previamente à usinagem, as ferramentas passam por um processo de alívio de tensões, evitando assim, deformações originadas no trabalho do material.O Tratamento Térmico é opcional.
50 e 54 HRC é a dureza atingida pelas ferramentas temperadas.

Curvamento por Prensas
Cálculo do Desenvolvimento da Peça
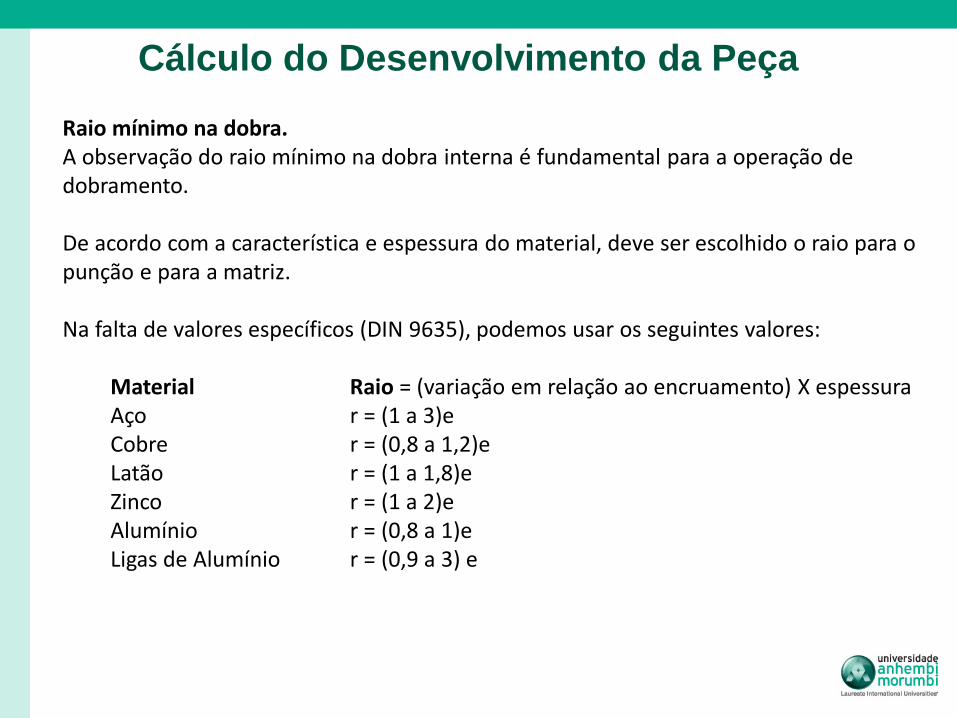
Raio mínimo na dobra.A observação do raio mínimo na dobra interna é fundamental para a operação de dobramento.
De acordo com a característica e espessura do material, deve ser escolhido o raio para o punção e para a matriz.
Na falta de valores específicos (DIN 9635), podemos usar os seguintes valores:
Material Raio = (variação em relação ao encruamento) X espessuraAço r = (1 a 3)eCobre r = (0,8 a 1,2)eLatão r = (1 a 1,8)eZinco r = (1 a 2)eAlumínio r = (0,8 a 1)eLigas de Alumínio r = (0,9 a 3) e

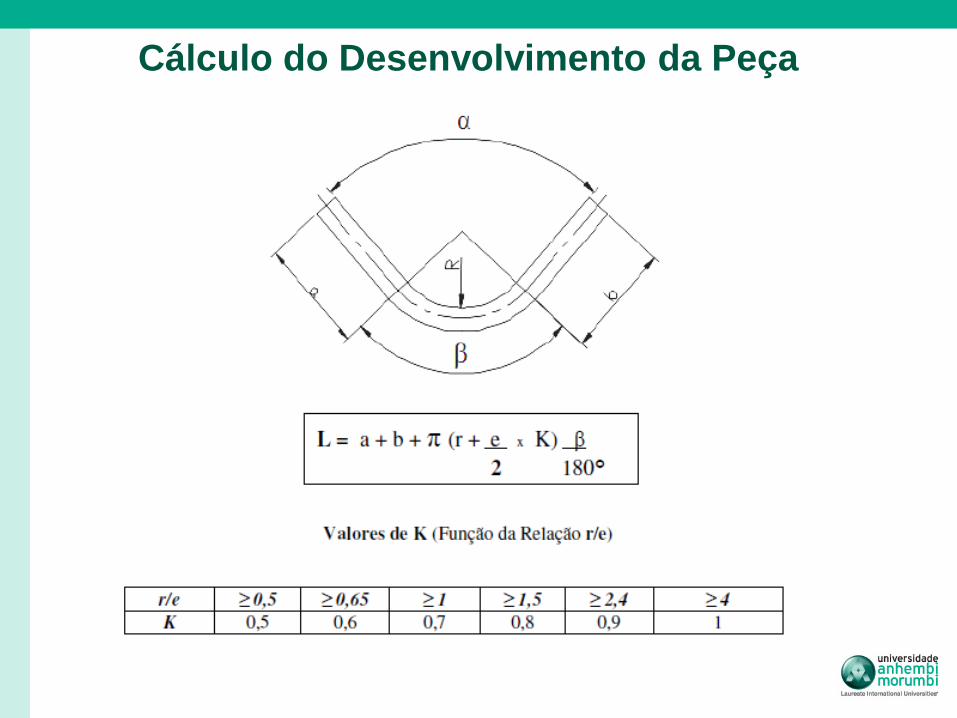
Cálculo do Desenvolvimento da Peça
D - Cálculo do comprimento desenvolvido.A camada de material que na dobra não sofre deformações de recalque ou de estiramento é chamada de Linha Neutra (L.N.).
No dobramento, devido aos materiais se deformarem mais a tração do que a compressão, a Linha Neutra em geral não coincide com o centro (de gravidade geométrica) da secção da peça.
Cálculo do Desenvolvimento da Peça

Cálculo do Desenvolvimento da Peça
L = 25 + (r’ + (e . K) / 2 ) ab / 180 + 20 + (r” + (e . K) / 2 ) cd / 180 + 30
r’ / e = 10 / 8 = 1,25 ► K = 0,7 |||| r” / e = 14 / 8 = 1,75 ► K = 0,8
L = 25 + (10 + (8 . 0,7) / 2 ) 45 / 180 + 20 + (14 + (8 . 0,8) / 2 ) 45 / 180 + 30
L = 25 + (10 + 2,8) 0,25 + 20 + (14 + 3,2) 0,25 + 30
L = 25 + 10,05 + 20 + 13,51 + 30 L = 98,56 mm

Cálculo do Desenvolvimento da Peça
http://www.youtube.com/watch?v=F9Pj-VnYM34
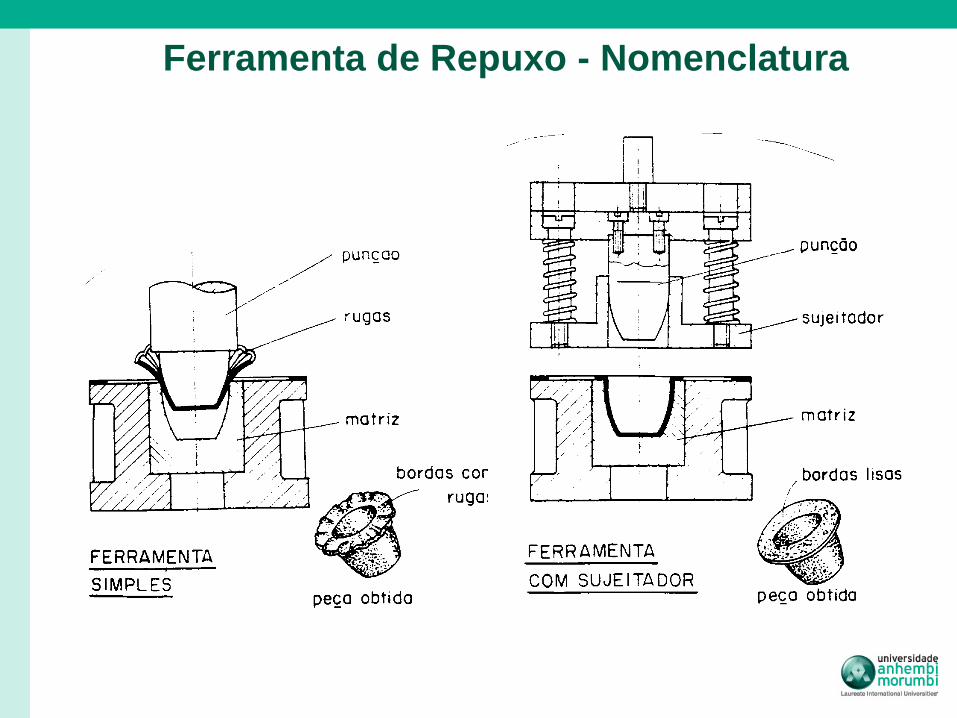
Ferramenta de Repuxo - Nomenclatura

32
Calandragem de Chapa

Repuxamento
Aplicações:
Cilindros e Vasos de Pressão Sem Costura

Rebordeamento de Tampos
• ADINIZ, A.E.. Tecnologia da Usinagem dos Materiais, São Paulo: Editora ARTLIBER, 2001.
• CHIAVERINI, Vicente. Tecnologia Mecânica. São Paulo: Ed., 1986.
• FERRAREZI, D. Usinagem dos metais, São Paulo: Edgar Blücher, 2000.
• MACHADO, A. Usinagem dos metais (U.F.U) Universidade Federal de Uberlândia, 1994.
• STOETERAU, R.L.. Fundamentos dos Processos de Usinagem. Escola Politécnica da Universidade de São Paulo. Apostila, 2008.
• STEMMER, Caspar Erich. Ferramentas de Corte I. 6.ed. Florianópolis: Editora da UFSC, 2005.
• BESKOW, A.B.. Processos de Usinagem I. Campos de Erechim, 2008.
• MARCONDES, F. C.. História do metal duro. Sandvik do Brasil. 1984.
• TSCHIPTSCHIN, A.P.. PMT-5783. Discordâncias, mecanismos de deformação plástica e mecanismos de endurecimento. Politécnica da USP – Ciências dos Materiais, São Paulo, 2014.
Referências Bibliográficas
35Processo de Conformação – Prof. Eng. Carlos Pestana

Related Documents











