BONUS CHAPTER Process and Delivery System Reliability and Maintenance Chapter Outline: Process reliability – making a system fail‐safe Process reliability – checking for failure Maintenance and terotechnology Maintenance – the concept Maintenance – the task Which parts of a process to maintain Different types of maintenance Planned maintenance Other policy issues Total productive maintenance Energy management Managing the maintenance function Reflections Exploring further Notes and references Why is process and delivery system reliability and maintenance important? The managed maintenance of processes not only affects capacity but also impinges on the predictability of a delivery system. Where lead times are short and delivery reliability is a key competitive driver, a system to meet schedules and customers’ expectations is a key factor.14

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BONUS CHAPTER Process and Delivery System Reliability and Maintenance Chapter Outline: Process reliability – making a system fail‐safe Process reliability – checking for failure Maintenance and terotechnology Maintenance – the concept Maintenance – the task Which parts of a process to maintain Different types of maintenance Planned maintenance Other policy issues Total productive maintenance Energy management Managing the maintenance function Reflections Exploring further Notes and references Why is process and delivery system reliability and maintenance important? The managed maintenance of processes not only affects capacity but also impinges on the predictability of a delivery system. Where lead times are short and delivery reliability is a key competitive driver, a system to meet schedules and customers’ expectations is a key factor.14
Executive Overview As part of the need to lower costs, reduce lead times and improve the availability and format of information, investments in processes and systems will continue to be made and are likely to increase in the future. Rapid advances in technology, many of which were highlighted in Chapter 9, have led to more opportunities to invest in the hardware and software parts of the operations process. The technology dependence, however, is changing, with the increasing use of electronics (for example microchips) in both the working and control of process equipment and IT‐based systems applications. This pattern of investment has led to a growing need in most organizations to recognize the continued importance of and reconsider their approach to the management of the maintenance function. This chapter outlines the important maintenance decisions and illustrates the types of controls and tasks that managers should address, as part of the overall operations function. In particular, it covers the following sections:
• Process reliability and checking for failure introduces process reliability and outlines ways of assessing and measuring failures, how to establish both the rate of failure and level of process reliability as well as ways to calculate mean time between failures and process availability measures. It concludes with an introduction on how to identify levels of failure, approaches to failure analysis and ways to improve a system.
• Maintenance and terotechnology explains the broader concept of terotechnology and positions maintenance of the delivery system within this context.
• Maintenance highlights the increasing investment by businesses in equipment and technology and the subsequent key role of maintenance within operations.
• Types of maintenance explains the alternative approaches to maintenance, how they differ and the need to match type with requirement in order to ensure best fit.
• Planned maintenance is discussed in more detail due to the fundamental role provided by this approach.
• ● Other policy issues are listed and discussed. These range from the options of outsourcing maintenance provision to systems and controls and the style of management to be considered.
• Total productive maintenance is described in detail and the reasons why this approach is increasingly being adopted are explained.
• Energy management introduces this key area and explains how the effective management of these costs contribute to the overall business.
• Managing maintenance outlines some of the developments to help assess and manage this function.
Process reliability – making a system fail‐safe The concept of integrating fail‐safe mechanisms into a process in order to reduce failures is increasingly being used in service and manufacturing systems. The introduction of pokayoke (poka meaning inadvertent errors and yoke from yokeru meaning to prevent) as part of the operations improvement methods used by Japanese companies emphasized these developments and highlighted the benefits to be gained. The principle underpinning these approaches stems from the fact that people and processes can make errors. Consequently, if situations in which errors take place can be eliminated, this is often the best way to reduce failures. Making a system foolproof by introducing mechanisms that counterbalance
potential failures with a signal of some kind is the basis of poka‐yoke developments. Examples of poka‐yoke devices are now provided to illustrate the principles and highlight how they work. You will see from these that they are designed into the service delivery system or manufacturing process itself with the purpose of fail‐saifing staff or customers as they interface with the system. Service delivery system and process illustrations: ● cut‐out switches to prevent spillage, for example on self‐serve fuel pumps ● in‐process gauges on filling lines to check the quantity in each pack by weighing or measuring the fill levels in each container ● limit switches on machines that allow the process to start only if the part to be processedis the correct one ● positional gauges that check that a part is correctly positioned before allowing a process to begin. Staff‐related illustrations: ● hospitals use different size tubes to dispense (say) blood and food, thereby eliminating mistakes ● automatic dispensing machines that ensure that correct quantity of a product (for example soft drink) is delivered ● bar code readers at supermarket checkouts reduce pricing errors ● in hospital operating theatres, instruments in preformed trays are used to allow a count back at the end of an operation to eliminate potential errors ● the outline of tools in a machine shop allows tool placings to be identified and highlight tools not replaced at the end of a job ● multi‐stack filing cabinets that only allow one drawer to be open at a time. This prevents serious accidents where cabinets may tip forward if two or more drawers were open simultaneously. Customer‐related illustrations: ● the days of the week are stamped on capsule packs to enable a person to double‐check their routine ● similarly, colour coding of tablet dispensers helps elderly patients particularly to avoid mistakes in self‐administering their drug treatments ● the main light switch in aircraft toilets is triggered by the door closure thus avoiding embarrassing situations ● beepers on telephones are used to signal that a handset has been replaced correctly and, therefore, that batteries will be charged ● similarly, telephone handsets not replaced correctly will emit a loud signal to draw the user’s attention to this fact ● go/no‐go bag checks are used by airlines to allow passengers to self‐check the size of the hand luggage they wish to take on board.
Process reliability – checking for failure Reducing or even eliminating process failure is high on the agenda of most businesses as they strive to improve the reliability of their processes. For some organizations process failure is critical, even life‐threatening, as in the failure of aircraft in flight or prolonged power cuts to emergency and intensive care units in hospitals. While there is always the possibility of a process failing, it is essential to recognize that:
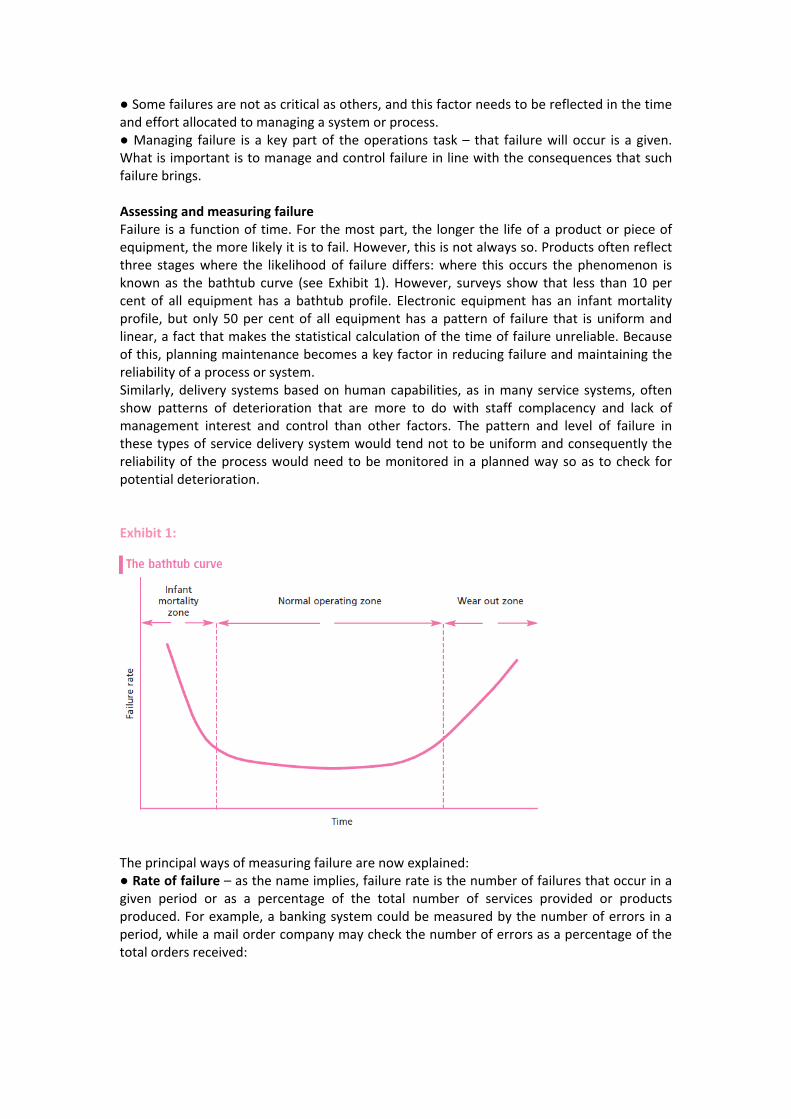
● Some failures are not as critical as others, and this factor needs to be reflected in the time and effort allocated to managing a system or process. ● Managing failure is a key part of the operations task – that failure will occur is a given. What is important is to manage and control failure in line with the consequences that such failure brings. Assessing and measuring failure Failure is a function of time. For the most part, the longer the life of a product or piece of equipment, the more likely it is to fail. However, this is not always so. Products often reflect three stages where the likelihood of failure differs: where this occurs the phenomenon is known as the bathtub curve (see Exhibit 1). However, surveys show that less than 10 per cent of all equipment has a bathtub profile. Electronic equipment has an infant mortality profile, but only 50 per cent of all equipment has a pattern of failure that is uniform and linear, a fact that makes the statistical calculation of the time of failure unreliable. Because of this, planning maintenance becomes a key factor in reducing failure and maintaining the reliability of a process or system. Similarly, delivery systems based on human capabilities, as in many service systems, often show patterns of deterioration that are more to do with staff complacency and lack of management interest and control than other factors. The pattern and level of failure in these types of service delivery system would tend not to be uniform and consequently the reliability of the process would need to be monitored in a planned way so as to check for potential deterioration. Exhibit 1:
The principal ways of measuring failure are now explained: ● Rate of failure – as the name implies, failure rate is the number of failures that occur in a given period or as a percentage of the total number of services provided or products produced. For example, a banking system could be measured by the number of errors in a period, while a mail order company may check the number of errors as a percentage of the total orders received:
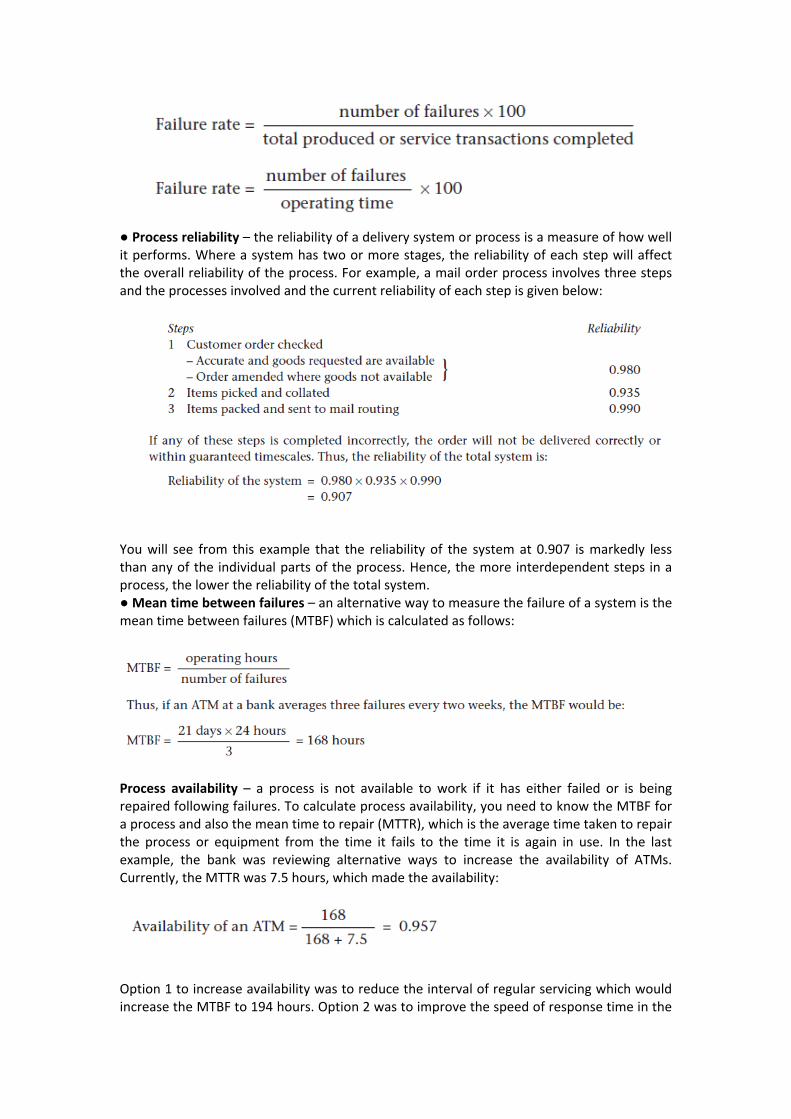
● Process reliability – the reliability of a delivery system or process is a measure of how well it performs. Where a system has two or more stages, the reliability of each step will affect the overall reliability of the process. For example, a mail order process involves three steps and the processes involved and the current reliability of each step is given below:
You will see from this example that the reliability of the system at 0.907 is markedly less than any of the individual parts of the process. Hence, the more interdependent steps in a process, the lower the reliability of the total system. ● Mean time between failures – an alternative way to measure the failure of a system is the mean time between failures (MTBF) which is calculated as follows:
Process availability – a process is not available to work if it has either failed or is being repaired following failures. To calculate process availability, you need to know the MTBF for a process and also the mean time to repair (MTTR), which is the average time taken to repair the process or equipment from the time it fails to the time it is again in use. In the last example, the bank was reviewing alternative ways to increase the availability of ATMs. Currently, the MTTR was 7.5 hours, which made the availability:
Option 1 to increase availability was to reduce the interval of regular servicing which would increase the MTBF to 194 hours. Option 2 was to improve the speed of response time in the
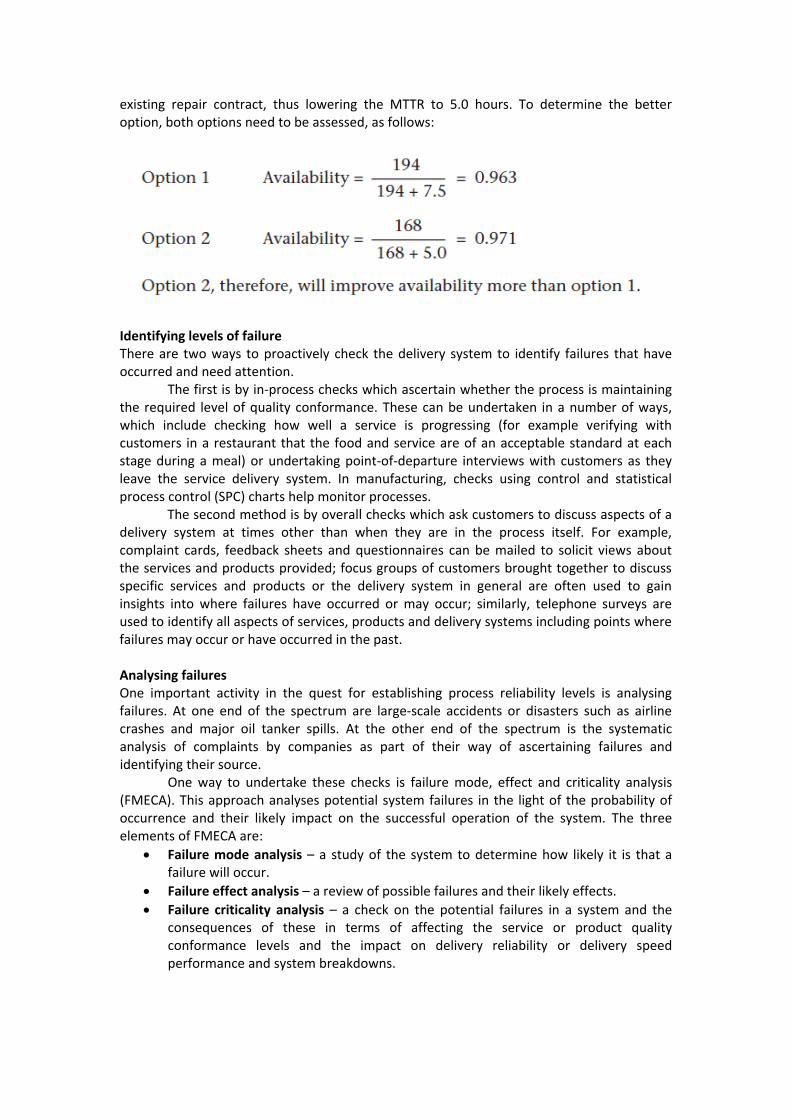
existing repair contract, thus lowering the MTTR to 5.0 hours. To determine the better option, both options need to be assessed, as follows:
Identifying levels of failure There are two ways to proactively check the delivery system to identify failures that have occurred and need attention.
The first is by in‐process checks which ascertain whether the process is maintaining the required level of quality conformance. These can be undertaken in a number of ways, which include checking how well a service is progressing (for example verifying with customers in a restaurant that the food and service are of an acceptable standard at each stage during a meal) or undertaking point‐of‐departure interviews with customers as they leave the service delivery system. In manufacturing, checks using control and statistical process control (SPC) charts help monitor processes.
The second method is by overall checks which ask customers to discuss aspects of a delivery system at times other than when they are in the process itself. For example, complaint cards, feedback sheets and questionnaires can be mailed to solicit views about the services and products provided; focus groups of customers brought together to discuss specific services and products or the delivery system in general are often used to gain insights into where failures have occurred or may occur; similarly, telephone surveys are used to identify all aspects of services, products and delivery systems including points where failures may occur or have occurred in the past.
Analysing failures One important activity in the quest for establishing process reliability levels is analysing failures. At one end of the spectrum are large‐scale accidents or disasters such as airline crashes and major oil tanker spills. At the other end of the spectrum is the systematic analysis of complaints by companies as part of their way of ascertaining failures and identifying their source.
One way to undertake these checks is failure mode, effect and criticality analysis (FMECA). This approach analyses potential system failures in the light of the probability of occurrence and their likely impact on the successful operation of the system. The three elements of FMECA are:
• Failure mode analysis – a study of the system to determine how likely it is that a failure will occur.
• Failure effect analysis – a review of possible failures and their likely effects. • Failure criticality analysis – a check on the potential failures in a system and the
consequences of these in terms of affecting the service or product quality conformance levels and the impact on delivery reliability or delivery speed performance and system breakdowns.
Each potential cause of failure is assessed and quantified in terms of these three perspectives and the outcomes are prioritized. Corrective action then follows to reduce or eliminate potential failures. The main steps in the FMECA procedure are:
• list all parts of the system under review • identify all possible ways in which each part of the system could fail, known as the
failure modes • for each failure mode, ascertain the causes and also the effect on the current system • rate the probability of each cause in a given period, the seriousness of an occurrence
and the possibility of detecting failure on a scale of 1 to 10 • calculate the criticality index by multiplying together the three ratings and use this
to rank failures by level of importance • identify corrective action to reduce the criticality of factors.
Maintenance and terotechnology The necessary importance of reviewing physical assets in terms of investment and cost has led to the concept of ‘terotechnology’, defined in BS3811 (1993) as: A combination of management, financial, engineering, building and other practices applied to physical assets in pursuit of economic life cycle costs.1 Its practice is concerned with the specification and design for reliability and maintainability of plant, machinery, equipment, buildings and structures, with their installation, commissioning, operation, maintenance, modification and replacement and with feedback of information on design, performance and costs.2
Although there is little that is new about each of these activities and ideas, terotechnology highlights the need to focus attention on the gains to be made by coordinating their interrelated functions. How these important aspects relate to one another needs to be understood. The introduction of terotechnology (from the Greek terein meaning to care for plus technology) is designed to concentrate awareness on this important concept and help promote and apply it appropriately throughout an organization.
Whereas maintenance is the largest aspect of terotechnology, on which the rest of this chapter concentrates, many activities at earlier stages of the business cycle, such as design and purchasing, can significantly affect maintenance costs and effectiveness. For example, the coordination necessary to identify that a modified design may lead to reductions in maintenance costs is typical of the gains to be made from reviewing activities on a wider perspective.
Maintenance – the concept In most developed countries, gross national product continues to increase markedly faster than population growth. In all sectors this is largely the result of replacing manual operations by technological innovation. One result of this trend is a need for companies to become increasingly equipment conscious and build this dimension into the way in which they manage operations. This will contribute to improving many key aspects of a business. These include avoiding unnecessary equipment investment, ensuring the maximum use of existing equipment, enhancing the throughput and usage rates of processes, reducing the costs of energy and limiting the environmental side effects through innovations in equipment and improving the way they are used.
These tasks are solely or partly provided by sound maintenance practices. Current costs of this provision are high and typically far outweigh the purchase of new equipment. A recent survey revealed that the UK spent £14 billion annually on maintaining equipment worth £80 billion, while spending on new equipment was only £4.3 billion. With maintenance typically adding some 8–12 per cent to operations costs, it is not surprising
that improving the practice and management of this function has become a major factor in the drive to improve aspects such as increasing productivity, reducing costs, improving on‐time delivery performance and shortening lead times. To secure these opportunities, companies need to manage and coordinate their maintenance activities both in terms of the efficiency (internal) and effectiveness (needs of the market) dimensions. The direct costs of spares and staff and the indirect costs of unplanned equipment failure, secondary damage, unplanned overtime, output loss and excess spare parts offer significant saving opportunities. In addition, good maintenance practice needs to emphasize the role of equipment reliability within the wider corporate context. Several of the order‐winners and qualifiers relevant to a company’s agreed markets are based in part on the reliability of its systems and processes. The increase use of just‐in‐time agreements also makes it essential to ensure that all equipment is available when needed and called for within the operations plan.
Maintenance – the task All physical facilities are susceptible to failure through breakdown, deterioration in performance through age and use and obsolescence due to improvements in technology. Reducing the likelihood of these features occurring involves considerable expenditure. If the sole objective was to reduce instances of failure, deterioration or obsolescence, eventually the investment and expense involved would exceed the actual costs of allowing the status quo to exist. Achieving a balance has to be addressed and determined. Each situation will be different, with some systems and processes requiring more sophisticated maintenance support than others.
The starting point for a sound maintenance programme, therefore, is to have a clear understanding of what maintenance tasks have to be undertaken. Only then is it possible to specify the staff needed to do the work, the spare parts necessary to support it and the systems required to manage and control the programme.
The maintenance function encompasses a wide range of responsibilities in different organizations.3 Although the prime task usually concerns keeping the operations processin good working order, there are other important responsibilities that fall within its total function (see Exhibit 2). The list given in the exhibit is not exhaustive but is typical of the set of tasks frequently placed under the control of this function, if only as a matter of convenience. Exhibit 2:
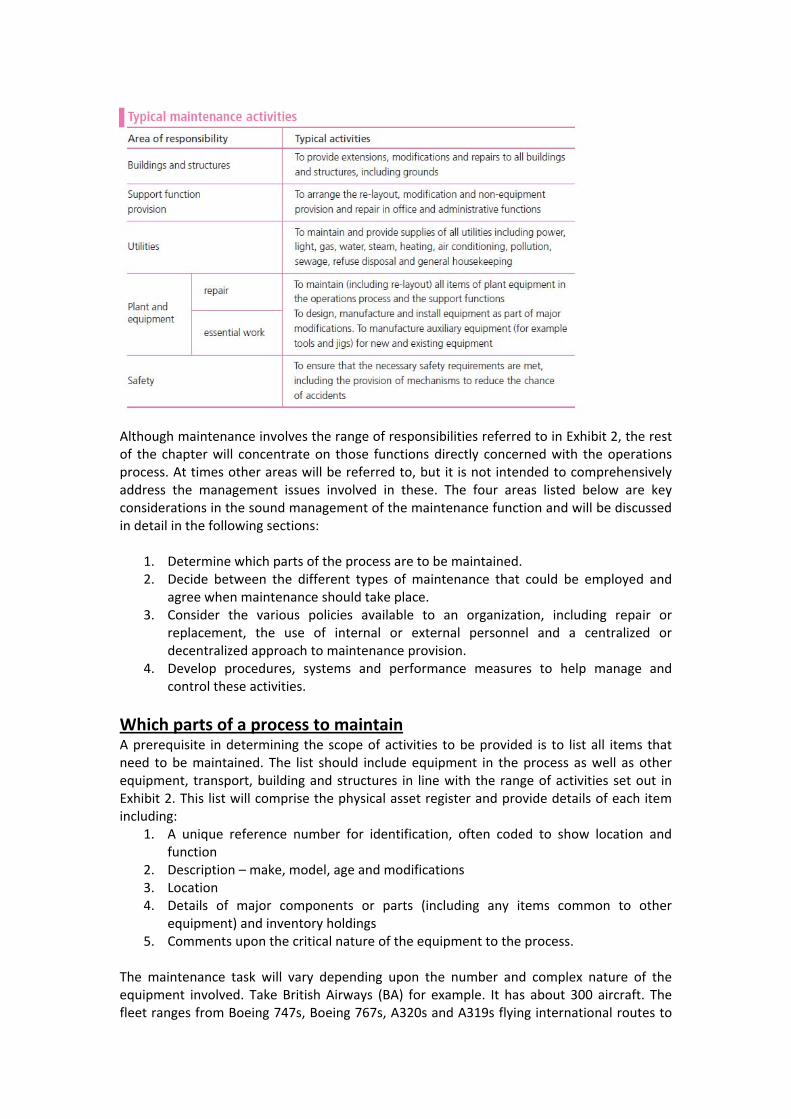
Although maintenance involves the range of responsibilities referred to in Exhibit 2, the rest of the chapter will concentrate on those functions directly concerned with the operations process. At times other areas will be referred to, but it is not intended to comprehensively address the management issues involved in these. The four areas listed below are key considerations in the sound management of the maintenance function and will be discussed in detail in the following sections:
1. Determine which parts of the process are to be maintained. 2. Decide between the different types of maintenance that could be employed and
agree when maintenance should take place. 3. Consider the various policies available to an organization, including repair or
replacement, the use of internal or external personnel and a centralized or decentralized approach to maintenance provision.
4. Develop procedures, systems and performance measures to help manage and control these activities.
Which parts of a process to maintain A prerequisite in determining the scope of activities to be provided is to list all items that need to be maintained. The list should include equipment in the process as well as other equipment, transport, building and structures in line with the range of activities set out in Exhibit 2. This list will comprise the physical asset register and provide details of each item including:
1. A unique reference number for identification, often coded to show location and function
2. Description – make, model, age and modifications 3. Location 4. Details of major components or parts (including any items common to other
equipment) and inventory holdings 5. Comments upon the critical nature of the equipment to the process.
The maintenance task will vary depending upon the number and complex nature of the equipment involved. Take British Airways (BA) for example. It has about 300 aircraft. The fleet ranges from Boeing 747s, Boeing 767s, A320s and A319s flying international routes to
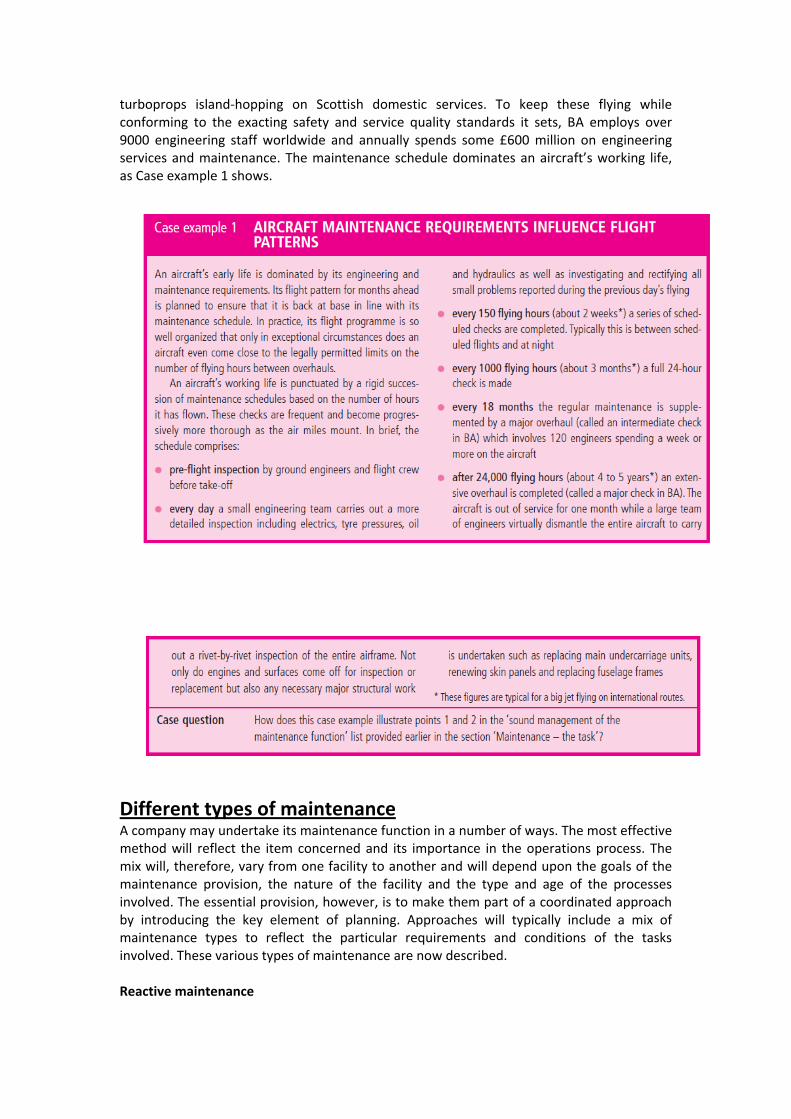
turboprops island‐hopping on Scottish domestic services. To keep these flying while conforming to the exacting safety and service quality standards it sets, BA employs over 9000 engineering staff worldwide and annually spends some £600 million on engineering services and maintenance. The maintenance schedule dominates an aircraft’s working life, as Case example 1 shows.
Different types of maintenance A company may undertake its maintenance function in a number of ways. The most effective method will reflect the item concerned and its importance in the operations process. The mix will, therefore, vary from one facility to another and will depend upon the goals of the maintenance provision, the nature of the facility and the type and age of the processes involved. The essential provision, however, is to make them part of a coordinated approach by introducing the key element of planning. Approaches will typically include a mix of maintenance types to reflect the particular requirements and conditions of the tasks involved. These various types of maintenance are now described. Reactive maintenance
Reactive maintenance repairs equipment as needed and undertakes emergency maintenance as required. The systematic identification of parts of the process that need, or may need, to be replaced or maintained is not a feature of this approach. This form of maintenance is also known as ‘breakdown’ maintenance which concerns repairs being carried out after failure. This approach may be a consequence of problems occurring even though other types of maintenance are in place to prevent unscheduled and unanticipated equipment failures.
However, some companies deliberately use reactive maintenance as part of their overall approach to carrying out the maintenance task. This is particularly so for equipment where this method has advantages (for example where the impact of breakdowns on other parts of the organization or on support for its markets is relatively small) or where there is a significant variation in the rate of deterioration which makes such equipment less responsive to the benefits of periodic inspection. There are also occasions when a machine will continue to be operated even though maintenance is known to be needed. This is described as ‘run to failure’ where, for instance, the value of production resulting from an extended manufacturing run may outweigh the maintenance costs incurred following failure. However, the reactive approach can still be planned in nature. When breakdowns occur, maintenance teams are allocated to the problem and their role is to respond quickly and make the necessary decisions to minimize the effect of the breakdown on the delivery system. In many instances, temporary repairs may be made so that the process can function again as soon as possible. Permanent repairs would then be made at a later and more convenient time. Preventive (or scheduled) maintenance Preventive or scheduled maintenance is carried out at predetermined intervals or in line with prescribed criteria (for example equipment hours worked) and is intended to reduce the probability of failure or the performance degradation of an item. Its objective is to reduce the probability of breakdown by replacing worn components at set intervals. The replacement interval is usually based on the mean failure time of certain components. However, in critical areas such as aircraft maintenance, replacement and maintenance schedules are typically specified by a legal or government body. Planned activities can range from simple inspections and adjustments to full overhauls. Condition‐based (or predictive) maintenance Condition‐based maintenance concerns preventive maintenance initiated as a result of knowledge of the condition of an item that comes from routine or continuous monitoring.4 It involves a procedure of systematic inspection (especially of key parts or those that are expensive either in themselves or to replace) and can be undertaken to identify instances where maintenance could be performed either earlier or later than the regular preventive maintenance schedule dictates.
This planned procedure also enables ongoing checks to be made on the effectiveness of a preventive maintenance schedule, enabling it to be fine‐tuned where necessary and so reducing some of the disadvantages that would accrue from the original schedules.
Condition monitoring or predictive maintenance involves taking a set of measurements to indicate the operating condition of each process, machine or item of equipment. This ‘wear out’ profile then enables maintenance to be scheduled shortly before the failure is anticipated.5 Over time, the profile changes and so constant monitoring needs to be completed to enable companies to ensure that the interval between maintenance activities is as long as possible without risking excessive failure.

Stand‐by equipment The provision of stand‐by equipment for all or part of a process is another potential element of an appropriate maintenance plan. It will typically be used where the cost or risk of breakdown is extremely high. Thus, it offers an alternative to the cost of a high level of maintenance in order to reduce the impact of breakdowns. In addition, backup equipment can be an effective alternative where time constraints demand that planned maintenance is undertaken in normal working hours. However, it is less likely to be a viable alternative for core processes on account of the high investment involved. Its use is more likely to be as a cover for support services such as compressed air, water, other utilities and control units.
Stand‐by equipment does not take the place of regular maintenance but serves as an insurance policy for equipment that can seriously disrupt the process or delivery system if it breaks down. However, if stand‐by equipment is provided, it is important to ensure that it is fully operational. Where possible it is advisable to run the equipment at regular intervals.
If several pieces of equipment are identical, one stand‐by unit can serve this function for all online processes and result in a substantially lower cost provision. Examples of this include generator and compressed air equipment to support the processes within a manufacturing plant.
Corrective maintenance Corrective maintenance involves making improvements to existing equipment, in addition to its general upkeep through other types of maintenance, with the aim of eliminating problems at source. It is intended to change the design of the equipment in such a way that a failure no longer occurs, or, if it does, that the failure no longer matters. Equipment upgrades Upgrades can form part of an overall approach to maintaining equipment. This involves redressing or modifying equipment to achieve one or both of the following: ● to increase process reliability ● to facilitate maintenance and repairs. Data from other maintenance activities will invariably provide key indicators on which to base an updating programme. These upgrades may also form part of a wider decision to enhance a process in terms of its technical capability and/or throughput speeds.
Planned maintenance Different approaches to maintenance are needed for different equipment or even for different parts of the same equipment. For example, consider on‐site vehicles used in the construction industry. Changing the engine oil and undertaking a general service at fixed intervals are forms of preventive or scheduled maintenance. Items such as brakes and tyres are checked for wear on a regular basis and changed before they become defective, a form of condition monitoring. Headlights are probably a run to failure item, whereas replacing pneumatic tyres is a form of equipment upgrade to reduce the high number of punctures, the problems these cause to work schedules and overall costs. The underlying concept underpinning these examples concerns determining which type of maintenance to use for each part of the task. Planned maintenance is the term used to describe this approach.
As the above example illustrates, while planned maintenance does not advocate one approach compared to another, it does emphasize the need to determine the maintenance provision so that it is organized and carried out in a conscious manner. Thus, while reactive maintenance and condition monitoring are two ends of the maintenance provision continuum, both can contribute appropriate planned responses as part of a company’s overall approach to maintenance.
In developing a plan, important decisions need to be taken on the approach and extent of planned maintenance and mix of maintenance types to be used. Thus, decisions are based on conscious choices that need regular review in order to check the appropriateness of current approaches. Planned maintenance programmes yield a range of benefits including:
• Reduced maintenance costs – plans can be made and material and spare parts ordered in line with the plan.
• Maintenance can be completed when it is convenient to the operations process thus keeping capacity losses to a minimum.
• Capacity losses are further reduced as maintenance tasks can be planned to minimize time lost during normal working hours.
• Minimum material and spare parts inventory can be achieved, with levels of inventory in line with planned requirements rather than in anticipation of possible breakdowns.
• Increased opportunity to use contract maintenance more effectively, as work of a similar.
A common misconception about planned maintenance is that it is a high‐cost alternative. However, even setting aside the capacity gains associated with this approach, the actual maintenance costs are also typically lower compared to unplanned maintenance provision. Furthermore, a key management task is to continuously check the costs of providing the current planned maintenance programme and to seek lower cost alternatives. This is achieved by comparing current costs with those which would have been incurred if alternative mixes of the different types of maintenance had been chosen. This checking and rechecking leads to choosing different approaches to the various elements of the overall maintenance task as conditions and alternatives change.
One outcome of a research programme completed over a 30‐year period led to the development of reliability‐centred maintenance (RCM).6 This helps refine approaches within a planned maintenance programme by establishing a sensible framework for making choices. It starts with the premise that failures are a cause for concern only because they have consequences. Sometimes these consequences only cost money to repair while others interfere with operations; in the most serious cases they can lead to environmental incidents or fatalities.
Clearly, the more serious the consequence of a failure, the more time and effort should be spent trying to prevent it occurring. RCM is a decision‐making framework to help companies evaluate the failure consequences of the maintenance options from which they can choose. Examples of the benefits gained from an RCM programme are provided in Exhibit 3. The key step in planned maintenance is to agree on what the company is trying to prevent when it undertakes such a programme and then assess the consequences of each failure. Depending upon the nature and severity of the consequences, the final step is to select the most appropriate type of maintenance to deal with each failure.

Exhibit 3:
A planned maintenance programme identifies and agrees what needs to be maintained, the type of maintenance to be employed and the frequency and timing of the schedule. However, it is easy to let the schedule of planned maintenance work slip because of pressures from the operations function to continue to use a process or handle emergencies and other work of a high priority. Inevitably, if this slippage is not checked, the benefits of planning are lost and total costs will rise. It is essential to agree a sensible schedule and then adhere to it. However, a regular review of the programme content is necessary. This typically leads to decreasing or excluding some parts of the programme while introducing or increasing the frequency of others. RCM and other reviews will be the basis of such changes.
In establishing the maintenance programme, short‐ and longer term plans will be determined, with each task allocated throughout the period. A planned approach will not only ensure that all the items are included but also provide for a fairly even workload across the maintenance function both in the short and long term. This evenness will help reduce overtime working and purchasing and overall maintenance costs.
Other policy issues In addition to decisions concerning the nature and extent of planned maintenance activities, there are other issues of policy that concern maintenance provision. These include decisions around the use of internal or external personnel, centralized or decentralized maintenance, group or individual replacement policies and replacement parts inventory. Internal or external personnel The decision whether to provide the necessary maintenance personnel or facilities internally or externally is based primarily on cost and technical know‐how. Often a combination of the two will be the most suitable arrangement. When the needs are irregular or require high technical know‐how, maintenance will usually be contracted to outside firms. For instance, organizations frequently contract out their maintenance requirements on lifts and computers, while for other specialist equipment, such as photocopying and telephones, maintenance forms part of the rental agreement. With supplies such as inks and lubricating oils,7 there is a growing trend to have the supplier provide technical support as part of a
contract. In the case of ink, suppliers often have their own staff on a customer’s site as part of the deal. Such decisions are relatively straightforward.
The more difficult decisions on provision are associated with the mainstream maintenance tasks – the operations processes. Where the technical know‐how is not available within an organization (for example when new equipment is purchased), often external maintenance services are initially used. However, an organization will normally wish to build up its internal skills because of the high downtime costs associated with such processes. It will do this through training courses supported by sound documentation, where possible, building self‐diagnostic facilities into the equipment and the use of diagnostic tools and instruments to enhance visual checks (for example vibration monitoring equipment). In situations where the internal maintenance expertise is available, problems of demand peaks for these capabilities will be eased through planned maintenance and other forms of forward planning, and will be supplemented by overtime working or buying in expertise on an as needed basis. Centralized or decentralized maintenance Maintenance may be organized on a centralized or decentralized basis. With centralization, all staff are in one location with work being allocated as the need arises. In a decentralized set‐up, staff are located in different geographical areas, with responsibilities more or less confined to those areas. Advantages of centralization include:
• improved utilization of people (especially specialists) and equipment • more able to balance maintenance capacity to fluctuating workload demands • allows more centralized control (for example one manager, centralized systems and
more control over capital work) • better training and the employment of specialists can be justified.
Advantages of decentralization include:
• faster service, with travelling time reduced • improved continuity from shift to shift • greater knowledge of the particular processes • improved supervision with reduced geographical area of working.
Group or individual replacement policies Some components are increasingly prone to failure as they age. Sudden failure creates more difficulty than wear and tear. Therefore, where a large number of identical low‐cost items fall into this category, a group replacement policy becomes feasible. At the other end of the scale, individual replacement applies to when a single item is replaced when it fails. Several types of policy are possible, for example to replace:
• only failed units as they fail • only failed units periodically • all units (both good and failed) periodically • failed units as they fail and all units periodically.
Which method to use will be determined by the critical nature of the item. For instance, a policy of replacing all units (both good and failed) periodically may be feasible for certain light bulbs in a building but not for electronic components or relays in a critical part of the process. To help in making this decision, three zones in the operating life of an item need to be identified and then used to determine which policy should be followed (see Exhibit 1):
• Infant mortality, the initial failure period
• Normal operating life, if a component survives the initial failure period, the chances of failure tend to be low for a time
• Wear out zone, where the probability of failure rises sharply, peaks and then falls. The shape of the curve for items will differ and must be discovered by analysis. Replacement parts inventory Replacement parts carry the same costs as those outlined in Chapter 12. On the other hand, the costs of failing to have a part available when needed can be considerable. As a first step, it is important to classify spare parts and tools as follows: ● Spare materials and parts:
– Critical parts are essential to the process, in that shutdowns would occur if they were not available, long purchasing lead times and possible safety or pollution hazards if the part is not replaced quickly. – Normal parts are used frequently in maintaining a process.
● Equipment and tools: – Portable plant used by maintenance personnel in carrying out their tasks.
An analysis of spare materials and parts and equipment and tools will normally reveal a sizeable investment. However, a check needs to be made on the purpose and importance of these items and then an ABC analysis established to distinguish the level of control to be used for the various categories of parts. These steps will ensure that a distinction is made between those items that need to be held in stock and those that do not. Of those that do, the large cost items are to be controlled, as described in Chapter 12. Computerized records As part of the drive to reduce costs and improve the accuracy of records, computers are used in this function as elsewhere in organizations. Particular applications include asset registers and recording systems, such as for costs and spares.
Total productive maintenance A coherent theme throughout several chapters has been the need to involve people in the development and implementation of key activities at all levels in an organization. The area of maintenance provision is no exception. At the core of total productive maintenance (TPM) is the need to involve people to help to improve equipment effectiveness and this feature will be discussed in more detail in a later section. The format, introduction and development of this approach need to be part of the policy decisions that make up a company’s overall maintenance provision.
The Japanese Institute of Plant Maintenance defines TPM as a system of maintenance covering the entire life of equipment and involving everyone from the top to the bottom of an organization. The approaches to maintenance described earlier in the chapter were recognized as implying that they were principally, if not exclusively, the concern of the maintenance function. It was recognized that while an organization was concerned with prevention, it was more concerned with the productive output of the equipment or process. Hence the switch from the word ‘preventive’ to ‘productive’. Furthermore, and as part of a wider move to increase employee involvement, it is also recognized that operators are in the best position to note the first signs of a problem and assigning them to complete some aspects of maintenance would not only reduce overall maintenance costs but also increase their overall involvement in the productive output of a unit. Hence the inclusion of the word ‘total’.
TPM can only be built on a sound maintenance programme encompassing the issues and alternatives outlined earlier. It requires a planned approach to maintenance which will identify the type of maintenance to be used. The distinguishing principles that guide a TPM programme are:
• Staff must always strive to improve equipment effectiveness based on constant attention to detail and aimed at solving problems by identifying causes rather than just treating symptoms.
• Routine care needs to be carried out as part of the job. A literal translation of the Japanese term is ‘parlour factory’, suggesting that the working environment should be as clean and tidy as the home.
• Operators are recognized as being in the best position to monitor equipment performance. Their involvement in and responsibility for its continuous monitoring improves performance and increases their role in the checking and enhancement tasks within the overall maintenance function.
• Skill development is based on transferring suitable maintenance tasks to operators and using breakdowns and other problems as learning opportunities, thereby increasing operator understanding and ownership.
As with other employee involvement applications, the potential of a company’s equipment is being released through the potential of its employees. In effect, TPM is uncovering the ‘hidden factory’ trapped behind process and equipment inefficiencies. However, given that business‐wide TPM can take years to implement fully, it is important to recognize the four phases in a successful TPM application:
1. An awareness study, pilot programmes, plant clear‐and‐clean exercises and developing analytical techniques such as problem solving.
2. Bring all sections up to ‘best practice’ by using agreed approaches across all areas and at all times.
3. Raise overall performance by developing the capability of employees, equipment and processes. This requires employees to become increasingly proactive in searching for new ways to improve equipment effectiveness.
4. ‘Strive for zero losses’. Although unattainable in a practical sense, its purpose is to set targets as an essential facet of the improvement process.
The benefits of TPM are marked, as the results in Exhibit 4 testify. As with other employee involvement initiatives, time and staying with the task are prerequisites for securing large and sustainable gains, as Case examples 2 and 3 illustrate.
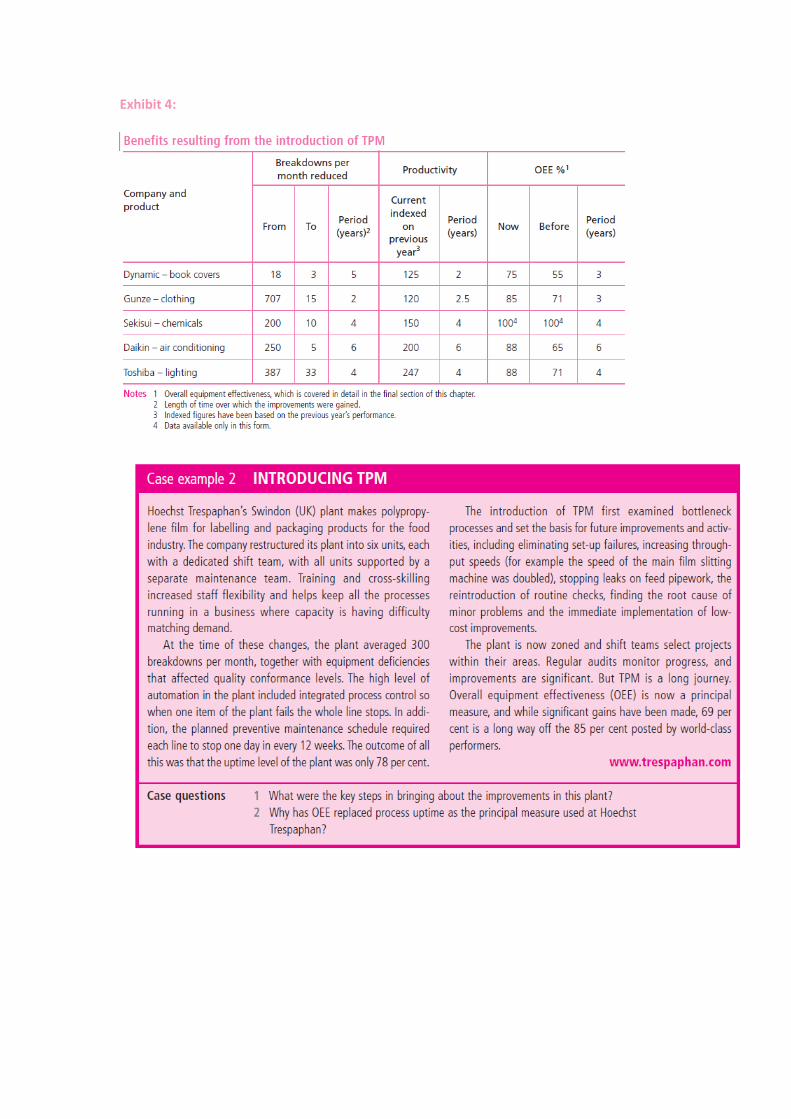
Exhibit 4:

Energy management A significant part of the maintenance task concerns energy management in terms of its storage, conversion, distribution and utilization. The increasing use of automation and IT systems within operations and other departments in a business is placing even greater emphasis on this function. To successfully manage energy, the following tasks need to be addressed: 1. Assessments and targets – first undertake an audit to determine the actual amount of energy used in each part of an installation. Once completed, usage targets can be set within the different parts of a building or process. 2. Energy use – the second aspect concerns the level of efficiency at which energy is used. The drive in businesses to improve overall efficiency has led to increasing attention being given to overhead costs. In energy terms this concerns reviewing usage rate, reducing losses and the possibility of reclaiming and recovering certain forms of energy such as heat. 3. Energy management system – the final task concerns installing a system to manage and control each form of energy from electricity through to compressed air. The main components of these management systems include:
• sensors to monitor existing conditions, for example controls to measure inside and outside temperatures, lighting requirements and humidity levels
• direct digital controllers that activate or shut down the system depending upon the information received from the sensors
• a network to link the digital controllers • supervisory terminals to inspect the information, including the automatic display of
faults. Energy management system investments in the USA now exceed £2 billion. While those in Europe are about half that level, the recognition that these investments concern not only cost savings but form an integral part of employee working conditions and a company’s green agenda is increasing corporate awareness of the overall benefits to be gained.
Managing the maintenance function The management task in maintenance is similar to that for other functions – the planning and control of work against realistic standards, both in terms of capacity and costs and measuring performance against these, as discussed below. Measuring workloads The next chapter outlines ways of measuring the capacity requirements and utilization levels in a function. One of these, group capacity assessment (GCA) is well suited to the task of determining maintenance capacity requirements compared with a function’s current workload. It also enables management to monitor workload fluctuations and adjust capacity as required.
In addition to the GCA method of establishing times for maintenance tasks, the universal maintenance standards (UMS) scheme is also available. This is similar to analytical and comparative estimating as described in Chapter 15. In UMS, a large number (200–300) of benchmark jobs are chosen as being representative of the maintenance work involved. Each of these is directly observed and the method checked. An analysis is then completed for each element using methods time motion (MTM) values, and times for completing each element are then determined.8 From this analysis, a table of about 20–30 elements is constructed. All other work is then analysed, and, with the aid of the benchmark jobs, the elements of each job are matched to this table and time standards are then established. Planning maintenance By introducing a TPM approach, companies are able to separate maintenance tasks into time frames (daily through to annual tasks) and maintenance staff/operator allocations.
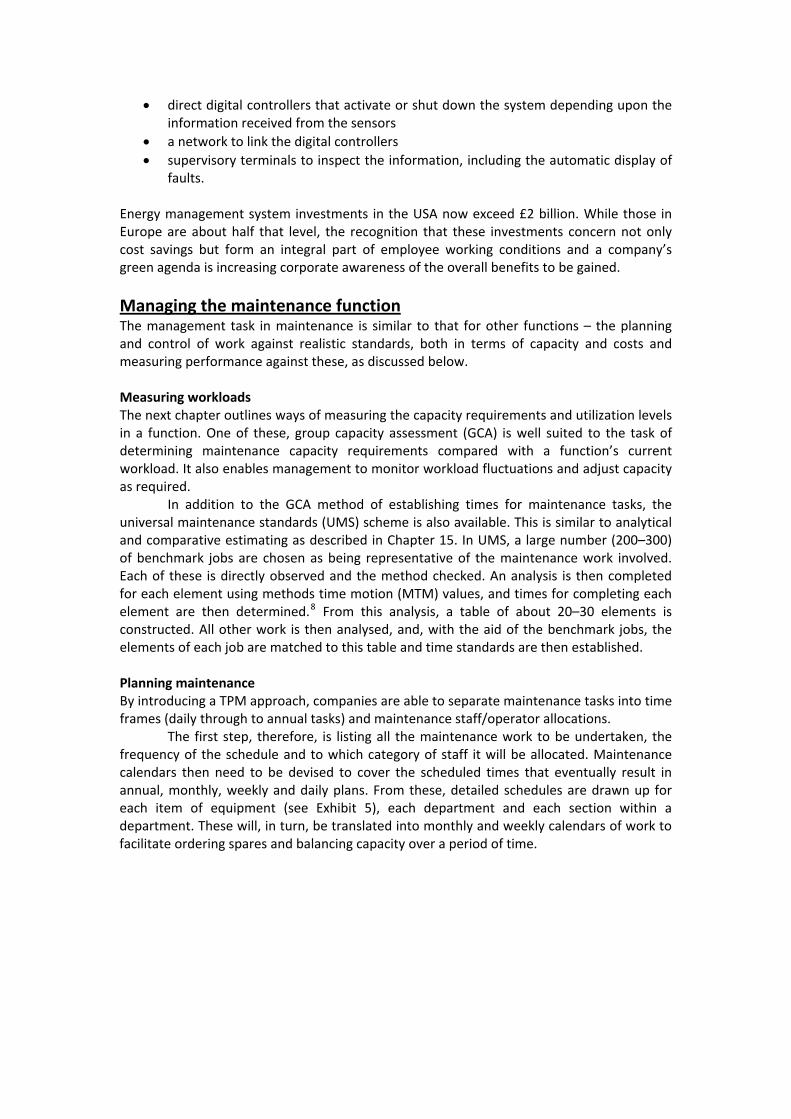
The first step, therefore, is listing all the maintenance work to be undertaken, the frequency of the schedule and to which category of staff it will be allocated. Maintenance calendars then need to be devised to cover the scheduled times that eventually result in annual, monthly, weekly and daily plans. From these, detailed schedules are drawn up for each item of equipment (see Exhibit 5), each department and each section within a department. These will, in turn, be translated into monthly and weekly calendars of work to facilitate ordering spares and balancing capacity over a period of time.
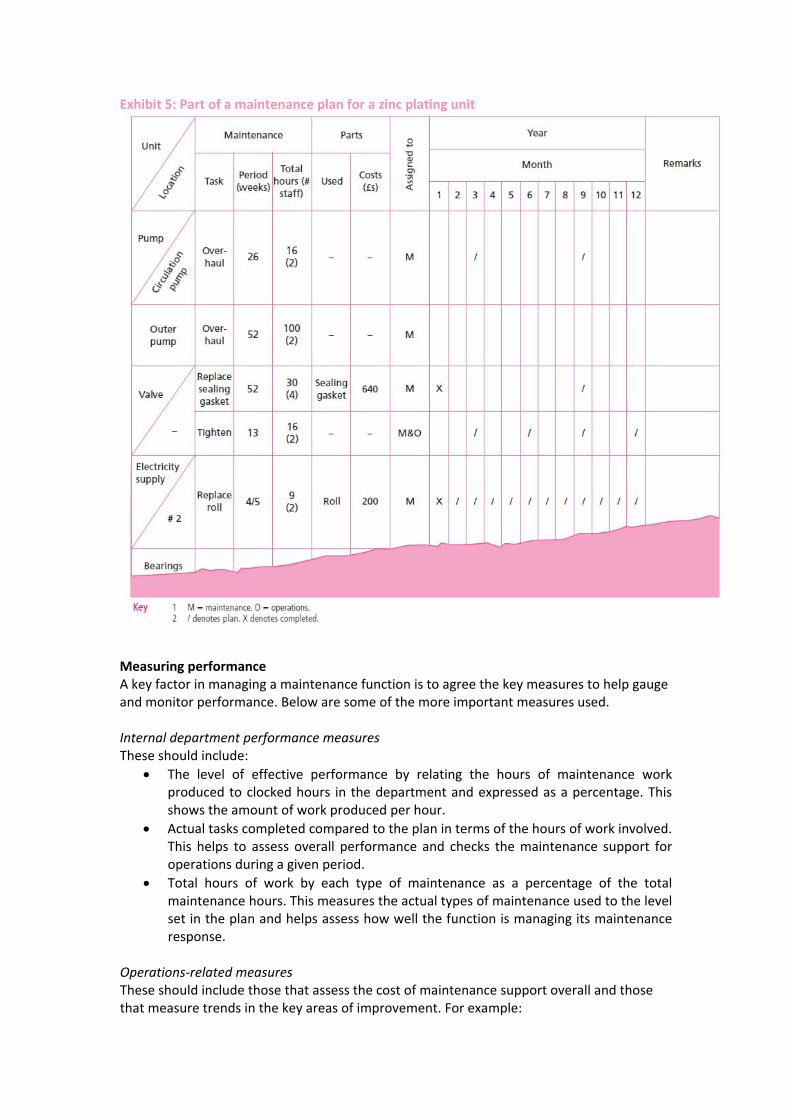
Exhibit 5: Part of a maintenance plan for a zinc plating unit
Measuring performance A key factor in managing a maintenance function is to agree the key measures to help gauge and monitor performance. Below are some of the more important measures used. Internal department performance measures These should include:
• The level of effective performance by relating the hours of maintenance work produced to clocked hours in the department and expressed as a percentage. This shows the amount of work produced per hour.
• Actual tasks completed compared to the plan in terms of the hours of work involved. This helps to assess overall performance and checks the maintenance support for operations during a given period.
• Total hours of work by each type of maintenance as a percentage of the total maintenance hours. This measures the actual types of maintenance used to the level set in the plan and helps assess how well the function is managing its maintenance response.
Operations‐related measures These should include those that assess the cost of maintenance support overall and those that measure trends in the key areas of improvement. For example:
• ● Checking the number of maintenance hours worked with the number of direct hours worked in operations helps assess trends in the relative size of maintenance support. Comparing maintenance costs (including hours, materials and overheads) with the value of the services and products completed in the same period would provide a similar check.
• Relating the number of breakdowns, both in terms of occasions and time lost to the number of operations hours worked, would provide an insight into the success of reducing this element of maintenance. However, where a run to failure type of maintenance had been chosen, the incidence of breakdowns that occur as a result of adopting this policy should be shown separately and would not form part of the trend review.
• Safety‐related measures such as the number of days lost through accidents help highlight this important aspect of work and the joint role of operations and maintenance in driving these incidents down to zero.
Overall measures These help to set the maintenance contribution within the context of the overall business. For example:
• Overall equipment effectiveness (OEE) is one of the most widely used measures. How it is calculated and used is illustrated in Exhibit 6. This measure combines both maintenance and operations performance and can be calculated for individual items of equipment, a section or the business as a whole.
Exhibit 6:
Initial OEE figures for a typical company are in the 40–50 per cent range, while world class performers post 85 per cent and above. Such potential offers much scope for improvement, with sizeable benefits for organizations that continue to manage their way to levels similar to those shown in Exhibit 4.
• Checking on the relative cost of maintenance is provided by expressing maintenance cost as a percentage of sales revenue. Although this will be affected by changes in the make‐or‐buy decision, adjusted trends help to provide a valuable, overall measure.
Reflections For organizations to secure essential increases in productivity requires the combined efforts of all functions. The increased use of technology has resulted in the tasks of maintenance and making processes and systems reliable becoming major contributors to the effective
activities of many businesses. Furthermore, the growing introduction of JIT scheduling arrangements and the increasing importance of delivery reliability and delivery speed places greater emphasis on equipment and processes being available in line with schedules and customer needs.
As a result, the role and activities within the maintenance function have changed to meet these new requirements. For example:
• To help reduce the growing cost of maintenance, organizations are considering the maintenance dimension much earlier in investment decisions, in recognition of the importance of post‐installation costs as an essential factor within investment appraisal procedures.
• As part of the importance of meeting delivery performance targets (speed and on‐time) while keeping inventories low, high and guaranteed levels of equipment availability are essential.
• Where equipment does fail, then process support becomes a vital role. Quick and effective response to process problems and breakdowns is an increasingly important task. Onsite, well‐trained staff are needed to support core processes, while those companies using control systems often supplement their own in‐house capability by establishing computer links to outside specialists to help diagnose problems through the use of computer‐based control systems.
The need to reduce costs has also led companies to reduce total manning levels within
maintenance and to compensate for the loss of skill areas by more staff training and changes in working practices through teamwork approaches based on multiskilling principles and the increased use of operators to take on appropriate routine maintenance tasks – the concept of TPM. As part of this development, companies involve the maintenance function in the later stages of installation and throughout the commissioning phase of equipment as the first stage of training and to provide the opportunity to identify possible modifications to help simplify process support in the future. All organizations will continue to invest in technology at an increasing rate in order to reduce costs and improve response times in terms of data provision, control and decision making. It is important for organizations to recognize the consequences of this. Operations managers need to bring top management’s attention to these important perspectives before the technology decisions are made. Furthermore, with investment and growth, the need for supporting specialists will also increase. It is essential, therefore, that the management of the company’s physical resources is at the appropriate level and the controls to ensure that this is so are installed and developed.
1 Life cycle costs are defined as the total costs of an item throughout its life including initial, maintenance and support costs. 2 Glossary of Terms used in Terotechnology, BS3811 (British Standards Institution, 1993) No. 1101 and Guide to Terotechnology, BS3843 (British Standards Institution, 1992), Part 2. 3 The maintenance function is usually either an engineering or an operations management responsibility. This will depend on aspects such as the size of the organization and the nature of its products/services. Exhibit 1.3 illustrates this function as part of the operations task. In other organizations it may report to the V-P research anddevelopment or, more normally, to the V-P engineering. 4 Also see Holder, R ‘Why condition-based monitoring offers solid bottom line results’, Works Management, March (1996), pp. 18–19. 5 These issues are discussed in an article by Bates, A ‘Effective strategies deliver plant reliability’, Works Management, July (1996), pp. 45–9. 6 This approach is reviewed by Moubray, J ‘Reliability centred maintenance: making a positive contribution to asset management strategy’ in A Guide to Best Practice Maintenance Management, Part 1 Shell Oils, London (1996). 7 See, for example, Raynes, M ‘Outsourcing: the way to solve your lubricating problems’ in A Guide to Best Practice Maintenance Management, Part 2 Shell Oils, London (1996). 8 MTM is a widely used predetermined motion time standard. Suffice it to say here that with MTM, predetermined times for operations are used that have been built up through research and analysis, and issued as tables.
Related Documents











