KOLEJ TEKNOLOGI YPC ITWEB 5503TECYPCA – PROBLEM SOLVING, TEAMWORK, PROJECT ANALYSIS AND PREPARATION ASSIGNMENT 2 PREPARED BY: WONG KAH CHUN – BEM1222F3 (B121041) CHOW KAH YAN – BEM1222F3 (B121021) LIEW KAH MAN – BEM1222F3 (B121030) KHOR CHIA YANG – BEM1391F2 (B131001) KHOO KIAN LIN JACKSON – BEM1391F2 (B131033) CHEE JIAN YAO – BEM1391F2 (B131011) PREPARED FOR: MISS NURUL AINI ABDUL WAHAD

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
KOLEJ TEKNOLOGI YPC ITWEB
5503TECYPCA – PROBLEM SOLVING, TEAMWORK, PROJECT ANALYSIS AND
PREPARATION
ASSIGNMENT 2
PREPARED BY:
WONG KAH CHUN – BEM1222F3 (B121041)
CHOW KAH YAN – BEM1222F3 (B121021)
LIEW KAH MAN – BEM1222F3 (B121030)
KHOR CHIA YANG – BEM1391F2 (B131001)
KHOO KIAN LIN JACKSON – BEM1391F2 (B131033)
CHEE JIAN YAO – BEM1391F2 (B131011)
PREPARED FOR:
MISS NURUL AINI ABDUL WAHAD
SUBMISSION DATE:
29/11/2013
Contents
PART 1: REQUIREMENT OF JIT...................................1
a) Factory Organization.....................................1
b) Training, Teams, and Skills..............................2
c) Establishing the Flow and Simplifying....................4
d) Kanban Pull System.......................................5
e) Visibility and Visual Control............................6
f) Eliminating Bottlenecks..................................7
g) Small Lot Sizes and Reduced Setup Times..................8
h) Total Productive Maintenance and Housekeeping............9
i) Process Capability, Statistical Process Control, and
Continual Improvement......................................10
j) Suppliers...............................................11
PART 2: CASE STUDY..........................................12
1.0 Introduction...........................................12
2.0 Methodology............................................13
3.0 Finding and Analysis...................................14
4.0 Conclusion.............................................16
5.0 Recommendations........................................17
References:.................................................17
PART 1: REQUIREMENT OF JIT
In JIT System, there are 10 requirements that need to
accomplish. Those 10 requirements are:
a) Factory Organization
Definition
Factory Organization can be referred as production
management. Production management will do some
planning, organizing, directing, and controlling of
product activities.
Explanation
Most non-JIT factories are set up according to the
processes that are used. For example, there may be a
welding shop, a machine shop, and so on. The JIT
plant tries to setup a factory by product rather
that process. All the necessary processes for a
given product should be located together in a single
area and laid out in as compact a manner as
possible.
b) Training, Teams, and Skills
Training
Definition
Just-in-time training is training that is closely
linked to the pressing and relevant needs of people
by its association with immediate or imminent work
activities. It is delivered as close as possible to
the time when the activity is taking place.
Explanation
Types of training:
Training programmes or events can be concerned with
any of the following:
Manual skills;
IT skills
Team leader or supervisory training
Management training
Interpersonal skills (E.g. : leadership,
teambuilding, group dynamics, neuro-linguistic
programming)
Personal skills (E.g.: assertiveness,
coaching, communicating, time management)
Training in organizational procedures or
practices, eg induction, health and safety,
performance management, equal opportunity or
managing diversity policy and practice.
Teams
Definition
In term of JIT, team is a group of people who works
more efficient that normal workers.
Explanation
Skills
Definition
Skill can be defined as a learned ability to carry
out a task within an amount of time and energy.
General skills such as time management, teamwork,
and leadership would only be useful for a certain
job.
Explanation
Eight Ways to Create a Just-in-Time Workforce
Tap into talent in the cloud
Use a pool of pre-screened, reliable talent
Create an employee loan initiative
Cross-skill people so they can use different
skills on demand
Create a dedicated pool of flexible, just-in-
time talent.
Create a demand-driven talent marketplace
Restructure work in terms of smaller, discrete,
skill-based projects.
Define jobs more broadly
c) Establishing the Flow and Simplifying
Establishing the flow
Definition
Flow manufacturing means producing one single piece
of product at a time but multi-handling which
follows the process sequence.
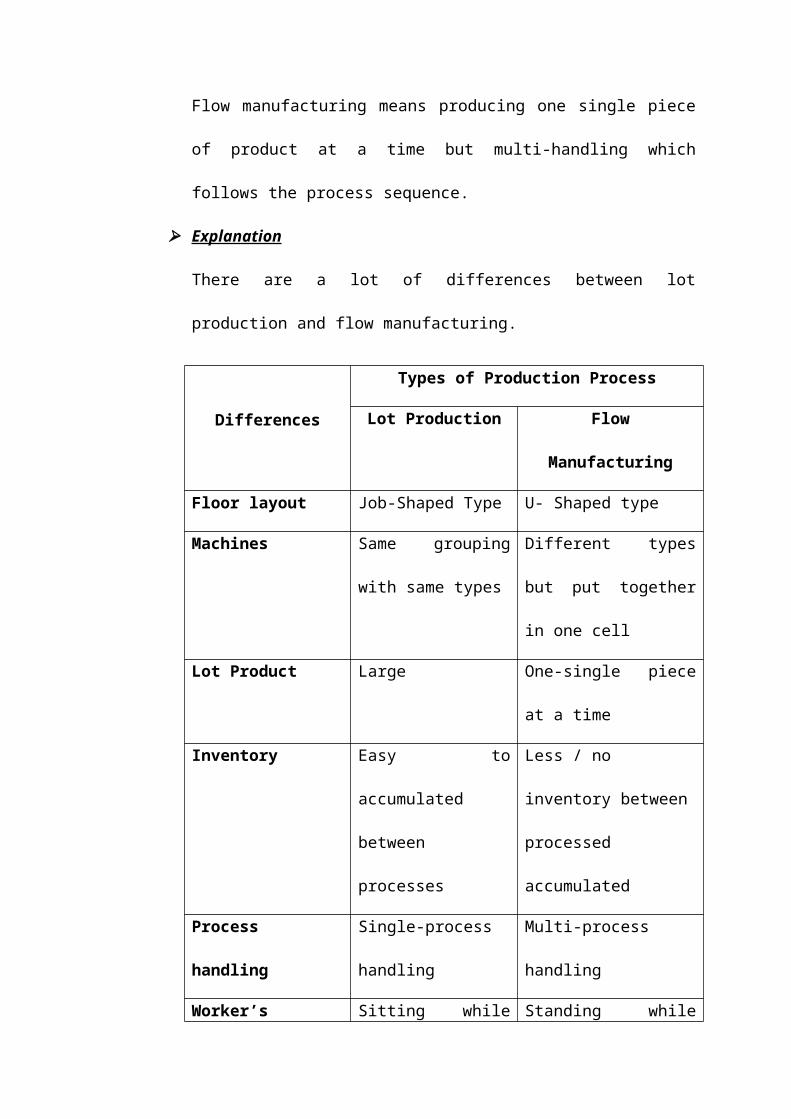
Explanation
There are a lot of differences between lot
production and flow manufacturing.
Differences
Types of Production Process
Lot Production Flow
Manufacturing
Floor layout Job-Shaped Type U- Shaped type
Machines Same grouping
with same types
Different types
but put together
in one cell
Lot Product Large One-single piece
at a time
Inventory Easy to
accumulated
between
processes
Less / no
inventory between
processed
accumulated
Process
handling
Single-process
handling
Multi-process
handling
Worker’s Sitting while Standing while
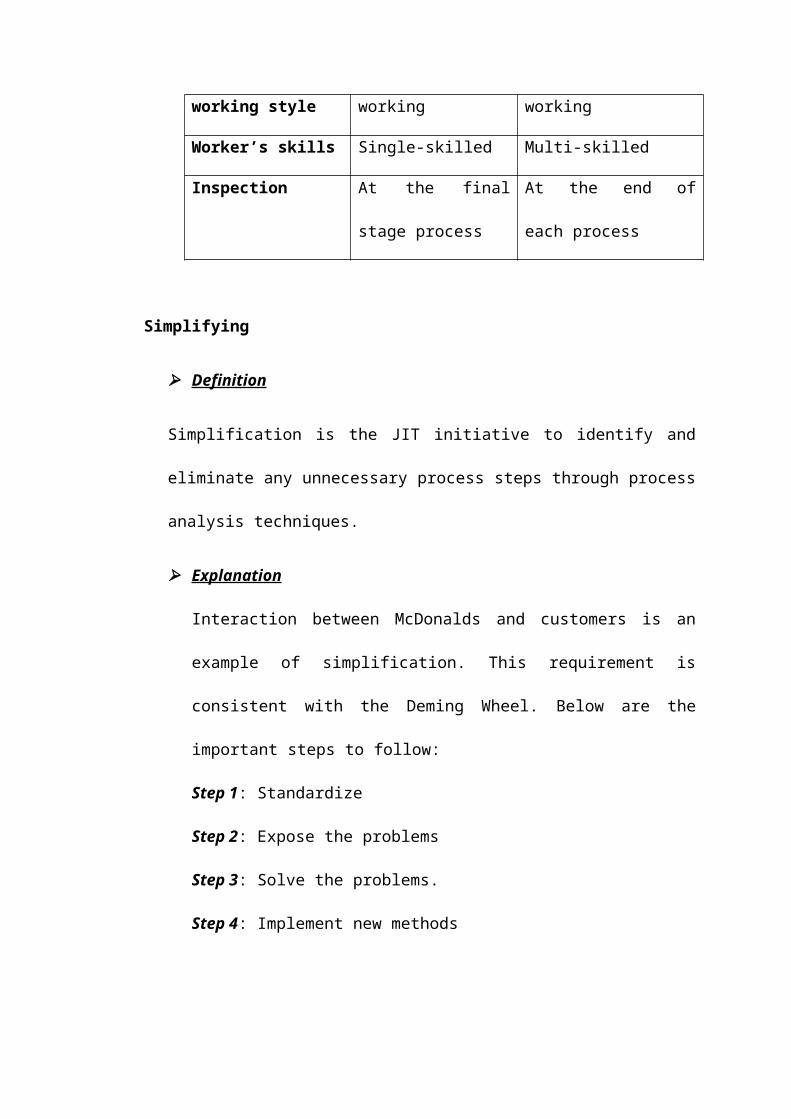
working style working working
Worker’s skills Single-skilled Multi-skilled
Inspection At the final
stage process
At the end of
each process
Simplifying
Definition
Simplification is the JIT initiative to identify and
eliminate any unnecessary process steps through process
analysis techniques.
Explanation
Interaction between McDonalds and customers is an
example of simplification. This requirement is
consistent with the Deming Wheel. Below are the
important steps to follow:
Step 1: Standardize
Step 2: Expose the problems
Step 3: Solve the problems.
Step 4: Implement new methods
d) Kanban Pull System
Definition
Kanban is actually a Japanese word for card. For
Japanese people, they pronounced it as ‘kahn –
bahn’. Kanban can be referred as a card, flag,
verbal signals, and etc.
Explanation
Pull/Kanban is based on the concept of building
products to actual demand and not to forecast. A
company should not make large amounts of stock and
then try to sell it. Companies need to be aware of
the market place and what the customers wants. The
pull system uses visuals to signal when parts need
to be replaced. Pull Systems/Kanban control the flow
of resources in a production process by replacing
only what has been consumed. This is a customer-
order driven production schedules based on actual
demand and consumption rather than forecasting.
e) Visibility and Visual Control
Visibility
Definition
In JIT, all waste must be visible to be identified
and eliminated
Explanation
Complete visibility is essential, because successful
JIT organizations require total visibility of all
stocks, inventories and individual items at all
times, from pre-manufacturer to post consumption.
Visual Control
Definition
Visual control can be defined as a means, devices,
or mechanisms that were designed to manage or
control our operations (process) so as to meet the
following purposes:
Make the problems, abnormalities, or deviation
from standards visible to everyone and thus
corrective action can be taken immediately
Display the operating or progress status in a
easy to see format.
Provide instruction.
Convey information.
Provide immediate feedback to people.
Explanation
Implementing visual control in the plant can be
taken immediately to correct the problems, reduce
manufacturing cost, reduce possible waste, shorten
production lead time and thus keep the delivery due
date, reduce inventory, ensure a safe and
comfortable working environment, and increase
company's profit.
f) Eliminating Bottlenecks
Definition
A bottleneck is a phenomenon where the performance
or capacity of an entire system is limited by a
single or limited number of components or resources.
The term bottleneck is taken from the 'assets are
water' metaphor. As water is poured out of a bottle,
the rate of outflow is limited by the width of the
conduit of exit—that is, bottleneck. By increasing
the width of the bottleneck one can increase the
rate at which the water flows out of the neck at
different frequencies. Such limiting components of a
system are sometimes referred to as bottleneck
points.
Explanation
Bottlenecks are easy to identify in manufacturing
and production environments, but challenging to
correct. Automation alone will not eliminate
bottlenecks to achieve optimum performance.
Addressing every step in the process and the
contributing factors enables real process
improvements to occur.
g) Small Lot Sizes and Reduced Setup Times
Small Lot Sizes
Definition
Small Lot Sizes can be defined as small work-in-
process inventories, small final product
inventories, or quick response to changes and
defects.
Explanations
The use of small lot sizes ensures that production
can occur in a constant manner. In terms of
producing smaller amounts, small lot sizes are more
consistent in JIT system. This requirement becomes
more important when it is involved in a mixed
production. The work-in-process
Setup Time Reduction
Definition
Setup time reduction can be defined as a lean effort
that uses standardization to reduce the time it
takes to perform retooling.
Explanation
Setup time reduction enables JIT to replenish while
raising its productivity, lowering the inventory,
slashing lead time, and improving quality. A quick
setup can drive into a smaller lot sizes, make
additional capacity available, reduce scrap and
rework, and increase flexibility. World Class
performance ultimately relies on many techniques and
disciplines working together, but it must all begin
with fast setups.
h) Total Productive Maintenance and Housekeeping
Total Productive Maintenance
Definition
Total Productive Maintenance (TPM) which is one of
the key concepts of Lean Manufacturing, challenges
the view that maintenance is no more than a function
that operates in the background and only appears
when needed.
Explanation
The objective of TPM is to engender a sense of joint
responsibility between supervision, operators and
maintenance workers, not simply to keep machines
running smoothly, but also to extend and optimise
their performance overall. The results are proving
to be remarkable.
Housekeeping
Definition
5S Housekeeping can be defined as the value
enhancement for the customer within the
organizational systems or processes.
Explanation
The elements of 5S comprises of 5 simple steps:
Seiri means sorting out. This step helps to
remove unnecessary items as appropriate.
Seiton means systematic arrangement. This step
shows prefix a place for everything and put
everything in place.
Seiso means spic and span. This step shows that
cleaning is not for beautification alone but
with a sense of purpose.
Seiketsu means serene atmosphere or sanitizing.
This step can provide environmental cleanliness
and standardization. Besides that, it can
develop standards and evaluation criteria.
Shitsuke means self-discipline and training.
This step can create awareness of all 4Ss and
train to implement.
i) Process Capability, Statistical Process Control, and
Continual Improvement
Process Capability
Definition
Process capability can be defined as the capability
of a process to meet its purpose as managed by an
organization's management.
Explanation
This process is necessary under 3 principle reasons:
To enable the preparation of product design
specification which can be achieved by existing
processes
As an aid for process control, to ensure that
the process continues to satisfy these
requirements continuously under operating
conditions
As a base of continuous process improvement
Statistical Process Control
Definition
Statistical process control (SPC) is a ways of
quality control which uses statistical methods. SPC
is used for monitoring and controlling a process
that will operates with its full potential.
Explanation
SPC must be practiced in 2 phases:
Phase 1: Initial establishment of the process
Phase 2: Regular production use of the process
Need to decide the period to be examined,
depends on the parts that are used in the
manufacturing process
Continual Improvement
Definition
A continual improvement process is a process that
can either improve products, services, or processes.
These efforts can either seek "incremental"
improvement over time or "breakthrough" improvement
all at once, depends on the situations.
Explanation
JIT system can reduce the numbers of inventory
within the system. Besides that, JIT system also can
reduce costs that are associated with carrying and
handling by using this process. In addition, the
system can easily expose production problem so that
they can be easily addressed. Furthermore, the
system will keep reducing the number of kanbans
until the problem is exposed. Moreover, the
continual improvement process can temporarily return
inventory to former level. Therefore, the JIT system
can use this continual improvement process to
correct the problem and start removing kanbas again.
j) Suppliers
Definition
Suppliers can be defined as JIT partnership.
Explanation
There are some characteristics of suppliers:
Few
Nearby
Repeat business
Analysis to enable desirable suppliers to
become or stay price competitive
Competitive bidding mostly limited to new
purchases
PART 2: CASE STUDY
1.0 Introduction
An analysis had been made since the last two months when our
lecturer, Miss Aini handed the case study of the assignment to
the author and his group members. The case study is regarding
to improve the company’s supermarket by reducing the
complaints from customer or fulfill the customer’s wish.
The supermarket is a regional chain that located in Western
Australia named, Tip top Markets where Karen Martin is the
shop manager of one of the stores. She received a large number
of complaint records especially on Tuesdays that she obtained
the records from the store’s customers at her store’s customer
service desk for the last eight Tuesdays. However, there were
changes implemented to reduce out of stock complaints,
improving store maintenance and reducing checkout line pricing
problems on the fifteenth of July.
The author and his group members are asked to analyse the data
to provide recommendations for improvements by analysing the
data using a Pareto diagram that include a cause and effect
diagram for the leading category on the Pareto diagram.
Prepare a check sheet and run charts for the analysis too.
The full report provides the not only a list of
recommendations that addresses customer complaints but it
contains the introduction of the case study, methodology,
finding and analysis, conclusions and recommendations for
further usage.
2.0 Methodology
The methodologies of the case study are discussions on meeting
or gathering all members on a specific day where all members
have to reach on a punctual date and time. After this, members
are taking note and discussions were started regarding the
case study. During the discussions, notes, graph and sketches
about the case study were brought up. All members are to give
their opinions and recommendations (include the advantages and
disadvantages) to the store. The author then assigned two
members to do more specific analysis, two members to
reconstruct the diagrams, graphs and charts in computer
system, one member to give explanations or details about the
diagrams, graphs and charts. The author himself will do all
general details like introduction, table of contents,
conclusion and references. The whole case study’s works are
discussed among all members and the tasks are divided equally
within the author and his members.
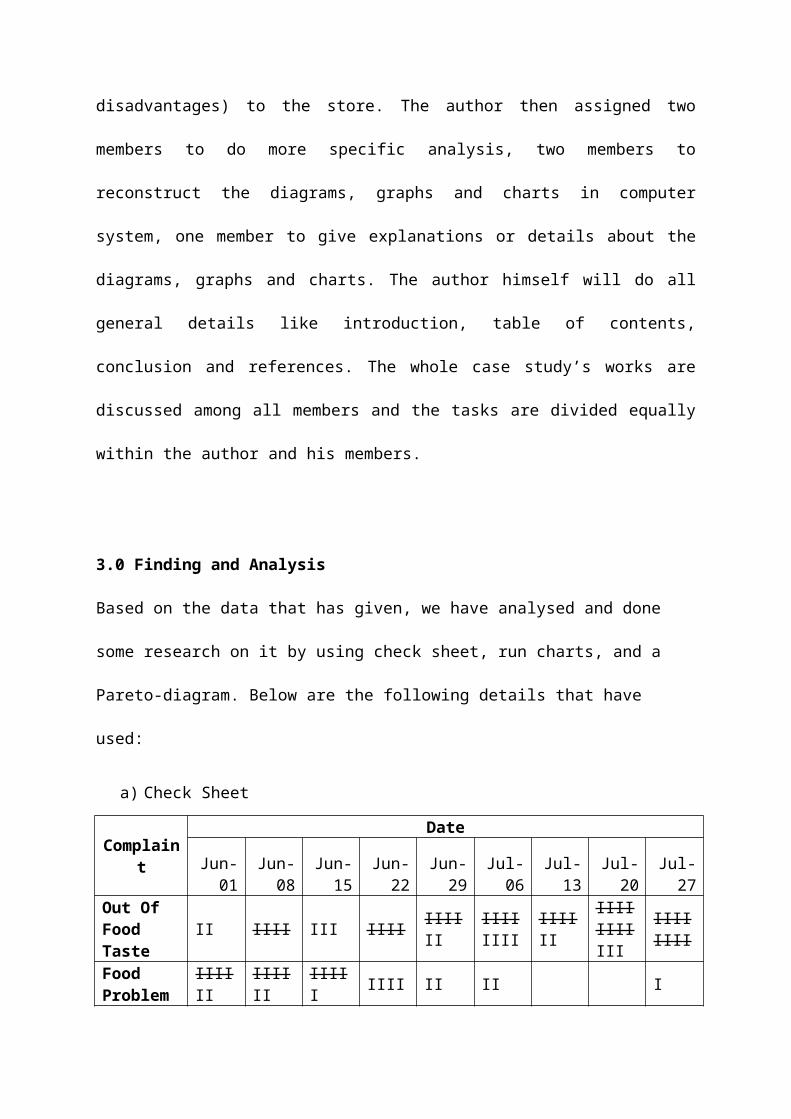
3.0 Finding and Analysis
Based on the data that has given, we have analysed and done
some research on it by using check sheet, run charts, and a
Pareto-diagram. Below are the following details that have
used:
a) Check Sheet
Complaint
Date
Jun-01
Jun-08
Jun-15
Jun-22
Jun-29
Jul-06
Jul-13
Jul-20
Jul-27
Out Of Food Taste
II IIII III IIII IIIIII
IIIIIIII
IIIIII
IIIIIIIIIII
IIIIIIII
Food Problem
IIIIII
IIIIII
IIIII IIII II II I
CheckoutProblem II II I III I II II
Overcharge Problem
III III IIIIII I II II IIII III I
Hard To Find Thing
II I III I I
Store Problem III IIII III III II IIII
II IIII IIII IIIIIIII
Clerk Problem I
Cashier Problem I I I II I
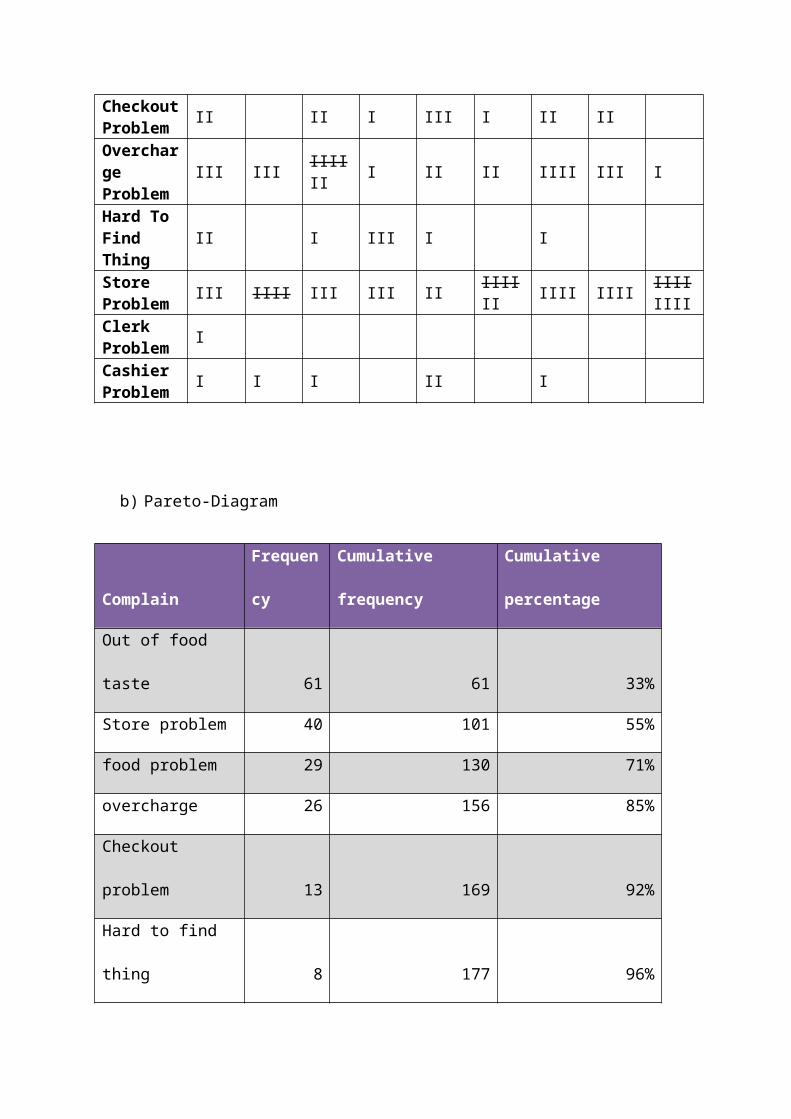
b) Pareto-Diagram
Complain
Frequen
cy
Cumulative
frequency
Cumulative
percentage
Out of food
taste 61 61 33%
Store problem 40 101 55%
food problem 29 130 71%
overcharge 26 156 85%
Checkout
problem 13 169 92%
Hard to find
thing 8 177 96%
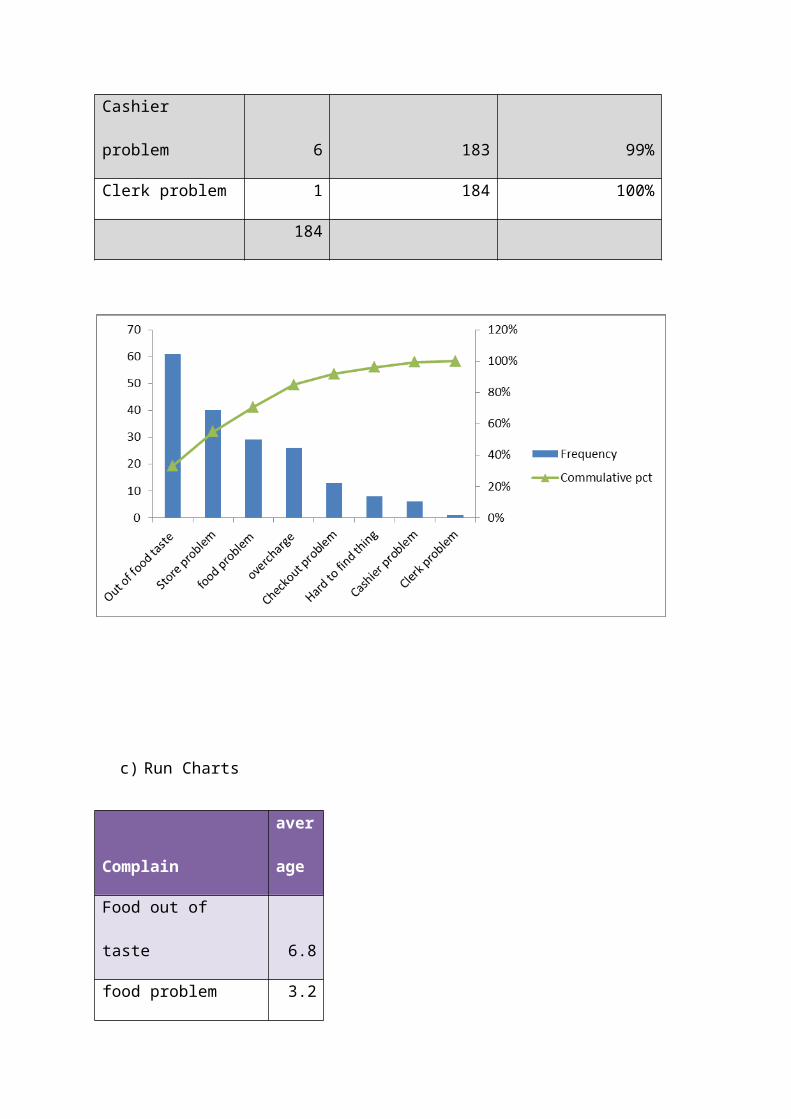
Cashier
problem 6 183 99%
Clerk problem 1 184 100%
184
c) Run Charts
Complain
aver
age
Food out of
taste 6.8
food problem 3.2
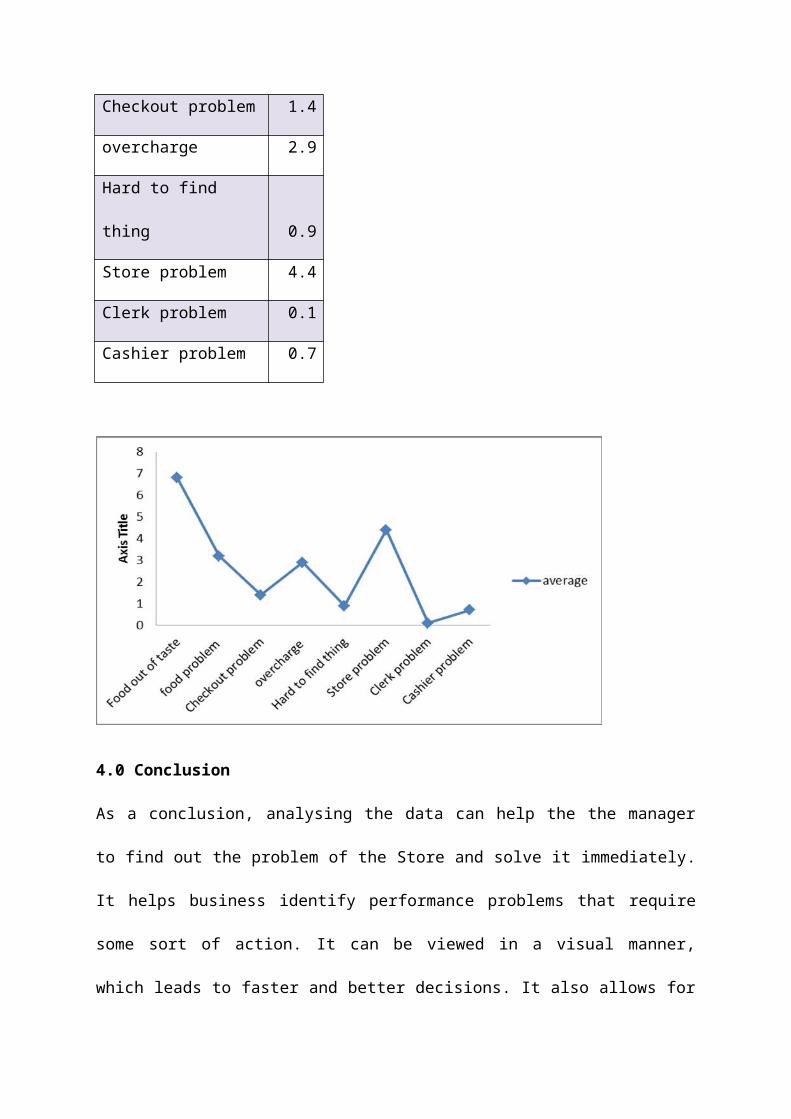
Checkout problem 1.4
overcharge 2.9
Hard to find
thing 0.9
Store problem 4.4
Clerk problem 0.1
Cashier problem 0.7
4.0 Conclusion
As a conclusion, analysing the data can help the the manager
to find out the problem of the Store and solve it immediately.
It helps business identify performance problems that require
some sort of action. It can be viewed in a visual manner,
which leads to faster and better decisions. It also allows for
the identification of important trends. Therefor data analysis
is an important process to improve the company performance.
5.0 Recommendations
Have an action plan for customer complaints. When a customer
complains, what she is really doing is telling you how you can
improve your service. Have a system in place so customer-
service employees can document complaints. Create a customer-
grievance form your employees can fill out when a customer is
unhappy. Management should collect the grievance forms
periodically and review them to identify recurring complaints.
Survey all customers for feedback on their buying experience.
There are a number of ways to do this. You can have survey
forms that can be filled out and dropped in a container. Or
you can hand customers a survey form as they leave the store,
offering incentives such as a 10 percent discount if they
bring or mail it back. You could also have an online survey
that offers a printable store coupon when completed. Your
survey form can be as simple as the customer choosing a level
of satisfaction from one to five in any given area of service,
but leave space for additional comments.
Make adjustments based on customer feedback and complaints.
Knowing what customers are complaining about will not help you
reduce complaints unless you are willing to make changes. Have
a brainstorming session with managers and employees to see
what changes can be made to prevent customer’s
dissatisfaction.
Train employees to provide excellent service. A well-treated
customer is less likely to complain than a poorly treated one.
The last thing a business owner wants is to have a customer
become frustrated by a rude employee. Employees should be
trained to treat customers with excellence and be given some
leeway in their ability to address customer needs.
References:
http://tejc.tripod.com/jit.htm
http://people.cpp.com/rs/cpp/images/eight_ways.pdf
http://www.scribd.com/doc/54442223/21/Standardization-
Simplification
https://www.uop.edu.jo/Repository/39/Handbook%20of%20Human
%20Resource%20Management%20Practice_Part52_Part5.pdf
http://link.springer.com/static-content/lookinside/432/chp
%253A10.1007%252F3-540-58435-8_184/000.png
https://dspace.lib.cranfield.ac.uk/handle/1826/3446
http://www.metoffice.gov.uk/media/pdf/p/a/OH_Chapter3.pdf
http://rusi.org/downloads/assets/8foulkes.pdf
Related Documents


![HOMEWORK ASSIGNMENT 9 · HOMEWORK ASSIGNMENT 9 ACCELERATED PROOFS AND PROBLEM SOLVING [MATH08071] Each problem will be marked out of 4 points. Exercise 1 ([1, Exercise 20.2]).](https://static.cupdf.com/doc/110x72/5e72da84ba364a1962079c58/homework-assignment-9-homework-assignment-9-accelerated-proofs-and-problem-solving.jpg)








