w w w . a u t o s t e e l . o r g Presentation SOUTRAC Presentation SOUTRAC ® ® Non Non - - Linear Weld System Linear Weld System SOUTRAC SOUTRAC - - The Future for Welding The Future for Welding AHSS Tailored Blanks AHSS Tailored Blanks Soudronic Automotive Soudronic Automotive

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

w w w . a u t o s t e e l . o r g
Presentation SOUTRACPresentation SOUTRAC®®
NonNon--Linear Weld SystemLinear Weld System
SOUTRAC SOUTRAC -- The Future for Welding The Future for Welding AHSS Tailored BlanksAHSS Tailored Blanks
Soudronic AutomotiveSoudronic Automotive

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
Characteristic of PartsCharacteristic of Parts
Linear
Linear shifted
Non linear

w w w . a u t o s t e e l . o r g
0
10
20
30
40
50
60
70
Rai
ls 2
002
Rai
ls 2
005
Pilla
rs 2
002
Pilla
rs 2
005
Tunn
el/W
heel
h.Tu
nnel
/Whe
elh.
Oth
ers
2002
Oth
ers
2005
Clo
sure
s 20
02C
losu
res
2005
Bod
y S
ide
/B
ody
Sid
e /
Volu
me
in M
io. T
B
non linearlinear
Application oriented
0
50
100
150
200
250
2000 2005
Market volume total
SOUTRACSOUTRAC®®
Market Share NonMarket Share Non--linear Tailored Blanklinear Tailored Blank

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
TheThe SolutionSolution

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
TheThe SolutionSolution
y-axis
max. speed: 30 m/minmax. acceleration: 4 m/s2
x-axis
max. speed: 120 m/minmax. acceleration: 4 m/s2
weld speed: 2...18 m/minmin. radius: 100 mm
max. blank size: 2200 x 3600 mmmax. # of blanks: 4max. # of welds: 12

w w w . a u t o s t e e l . o r g
SOUKA®
Mechanical gap closing
Gap bridging Edge tracking Weld process Quality control
Func
tion
grou
ps
SOU
TRA
C®
SOUVIS® 1Edge position measurement
Laser head• Monobloc• Process gas• Laser position
control
SOUVIS® 2Seam profile topSeam profile root
SOUVIS® 3Seam homogeneity
SOUVIS® 1 (SOUVIS® 5000)• Edge position
measurement• Gap determination
Laser head• Monobloc• Process gas• Laser position control• Gap driven filler wire• Double spot
SOUVIS® 2(SOUVIS® 5000)• Seam profile
top• Seam
homogeneity
SOUTRAC® combines all functions in only 3 groups
SOUTRACSOUTRAC®®
TheThe SolutionSolution

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
TheThe Solution Solution -- Absolute Absolute AccuracyAccuracy of of MainMain AxesAxes
R =
100
mm
0.1 mm
x-axis, weld shuttle
y-ax
is, w
eld
head
V = 12 m/min
Measured position
Nominal position
Nominal weight of weld shuttle 4000 kg
Nominal weight of weld head 300 kg
Maximum absolute deviation 0.05 mm

w w w . a u t o s t e e l . o r g
Main axis y
Main axis x
SOUVIS® 2 SOUVIS® 1
Laser head
Rotation axislaser head
Swivel axisSOUVIS® 1
Weld line
Rotation axisSOUVIS® 1
Swivel axisSOUVIS® 2
Rotation axisSOUVIS® 2
Requirement for quality welds:Following precisely a curved contour with 3 different function groups each positioned normal to the weld line
Solution:Besides 2 main axes for the main movement (x,y), we need 5 numerically controlled axes integrated into the weld head
SOUTRACSOUTRAC®®
The Solution The Solution -- FollowingFollowing a nona non--linear linear weldweld line...line...

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
FollowingFollowing a nona non--linear linear weldweld line... line... (cont.)(cont.)
Requirement for quality welds:Welding different blank gauges in the same weld cycle, even T-shaped combinations can occur.
Solution:Each function group has its own independent numerically controlled height (z-) axis. Weld line
SOUVIS® 2SOUVIS® 1
Laser head
w w w . a u t o s t e e l . o r g
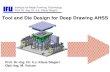
Actual edge position
Requirement for quality welds:Following precisely a curved contour even if the pre-programmed line does not fit with the actual edge position
Solution:Position dependent edge tracking and position-driven correction of the laser head normal to the actual weld line
Pre-programmed edge position
Image size SOUVIS®
1+2: 10 x10 mm
SOUVIS® 1 edge tracking
Deviation calculation at actual position
CNC: Ring buffer for correction numbers and position-driven laser axis correction
Laser head with correction axis normal to weld line
SOUTRACSOUTRAC®®
Following a nonFollowing a non--linear weld line... (cont.)linear weld line... (cont.)

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
Varying Gaps....Varying Gaps....
Requirement for quality welds:Overcome varying gap width up to 0.3 mm
Solution:Position dependent gap width measurement and corresponding control of wire feeding speed
Position dependent gap
SOUVIS® 1 gap determination
Laser head with filler wire capability
Gap width at actual position
CNC: Ring buffer for gap width and control of position-driven filler wire speed
Wire feeder

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
Mechanical solution for the weld headMechanical solution for the weld head
Laser light cable
Rotation axis laser head
Gap driven filler wire
Swivel axisSOUVIS 2
Swivel axisSOUVIS 1
(Patent pending)(Patent pending)

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
Welding DemonstrationWelding Demonstration

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
Gap Issue in NonGap Issue in Non--Linear Welding ApplicationsLinear Welding Applications
There is a higher risk of the gap problem in the non-linear Tailored Blanks welding process due to the sum of geometrical tolerances.
Therefore a safe solution for the gap closing prior to welding pTherefore a safe solution for the gap closing prior to welding process is rocess is mandatory.mandatory.
Only then a safe and reliable high production output can be guaranteed!
w w w . a u t o s t e e l . o r g
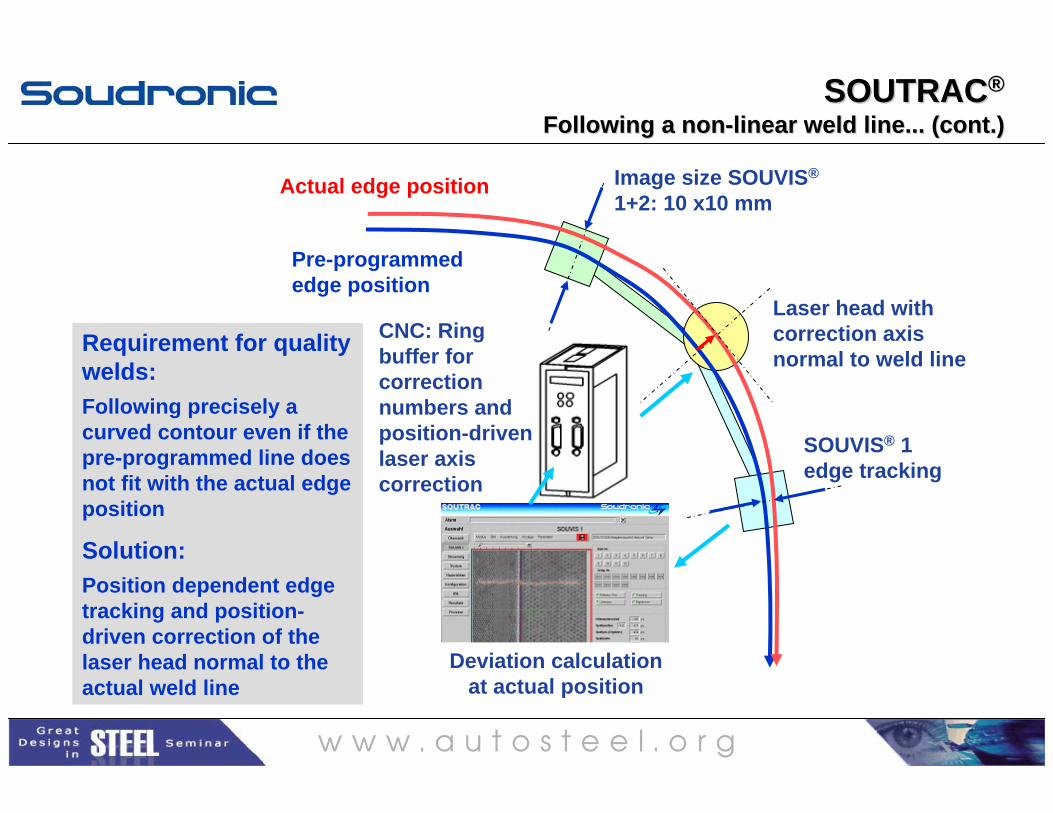
Gap = Missing materialGap = Missing materialPossible causes of gap:Possible causes of gap:
Released tension during blankingReleased tension during blankingTolerance of part measurement and/or positioningTolerance of part measurement and/or positioningLarge die gapLarge die gapDamage during transportation/handlingDamage during transportation/handling……………………………………
SOUTRACSOUTRAC®®
What is a Gap?What is a Gap?

w w w . a u t o s t e e l . o r g
Blanking is a Forming Process:Good formability of mild steel means good blanking ability
Limited formability of AHSS means bad blanking ability
Shear to break ratio and material deficit
Mild SteelSame shear gap
AHSS
SOUTRACSOUTRAC®®
Steel Formability Effects on Edge QualitySteel Formability Effects on Edge Quality

w w w . a u t o s t e e l . o r g
Filler wire speed (m/min.) Gap width (mm)
SOUTRACSOUTRAC®® Solution Solution Automatic Adjustment of Filler Wire SpeedAutomatic Adjustment of Filler Wire Speed

w w w . a u t o s t e e l . o r g
Position (mm) Gap width (mm)
SOUTRACSOUTRAC®® Solution Solution Automatic Adjustment of Laser PositionAutomatic Adjustment of Laser Position

w w w . a u t o s t e e l . o r g
Gap 0.38 mm Corresponding weld withcontrolled filler wire
SOUTRACSOUTRAC®® Solution Solution The End ResultThe End Result

w w w . a u t o s t e e l . o r g
G / DOCOL 1400
0
100
200
300
400
500
600
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
Här
te H
V1
A / TRIP 600
0
50
100
150
200
250
300
350
400
450
500
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
[ mm]0 1 2
Distance from seam centre [mm]
0 1 2
Distance from seam centre [mm]
Har
dnes
s H
V1
0
5 00
Har
dnes
s H
V1
0
600
G / DP 1400
SOUTRACSOUTRAC®® Solution Solution Examples of Hardness ProfilesExamples of Hardness Profiles

w w w . a u t o s t e e l . o r g
SOUVIS® 1Edge position determinationGap width determination
SOUVIS® 2Profile analysis
Seam homogeneity analysis
Laser headIntegrated position control axis Gap driven filler wire
SOUTRACSOUTRAC®®
Integration of SOUVISIntegration of SOUVIS®® 5000 Inline Quality System5000 Inline Quality System
w w w . a u t o s t e e l . o r g
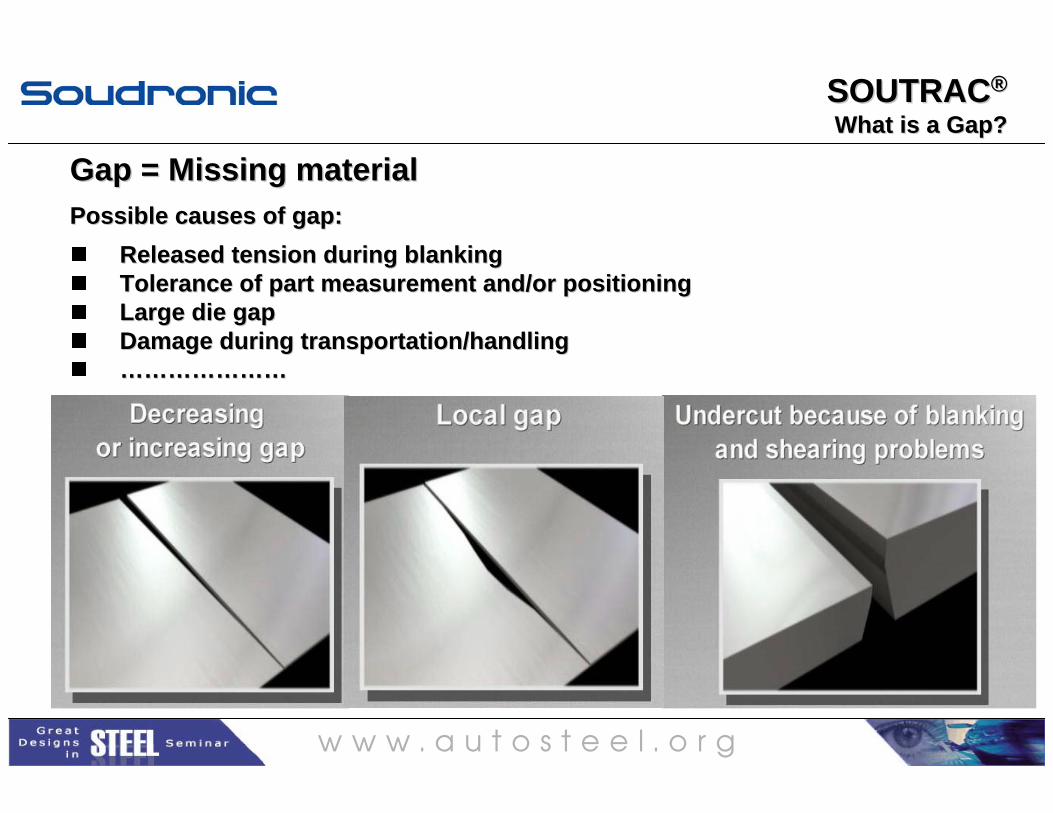
CMOS Camera with adaptive response characteristics
Diode laser line
Combined acquisition of gray scale image and
laser triangulation line
10 mm10 m
m
Resolution 0.01 mmMax. speed 30 m/minMax. data flow 60 MB/s
Short pulse flash light
SOUVISSOUVIS®® 5000 5000 Sensor PrincipleSensor Principle
(Patent pending)(Patent pending)

w w w . a u t o s t e e l . o r g
Extraction of seam geometry information
Extraction of seam homogeneity information
Easy to operate,Low number of parameters
Reduced maintenance andspare parts requirements
Easy to integrate
No complicated and diffuse fuzzy logic necessary to combine multiple sensor arrangements
Microscopic resolution and outstandingdiscrimination capabilities (human eye is the standard)
SOUVISSOUVIS®® 5000 5000 One Sensor for all RequirementsOne Sensor for all Requirements

w w w . a u t o s t e e l . o r g
Determination of • Edge position (laser position
control)• Gap width (wire feeding control)• Blank gauge difference• Blank alignment• Edge quality
SOUVISSOUVIS®® 5000 5000 SOUVISSOUVIS®® 1 Edge Tracking1 Edge Tracking

w w w . a u t o s t e e l . o r g
Determination of• Seam concavity• Seam convexity• Mismatch• Seam width• Seam roundness• Lack of penetration• Porosity• Expulsion• Pinholes
SOUVISSOUVIS®® 5000 5000 SOUVISSOUVIS®® 2 Quality Control2 Quality Control

w w w . a u t o s t e e l . o r g
Upper seam surface of a
tailored blank
Texture analysis
Profile analysis
Pore analysis
SOUVISSOUVIS®® 2 2 Image AnalysisImage Analysis

w w w . a u t o s t e e l . o r g
Local edge defects
Plasma absorption
Reasons for Failure
Expulsions, holesMissing texture
SOUVISSOUVIS®® 2 2 Gray Scale Image AnalysisGray Scale Image Analysis

w w w . a u t o s t e e l . o r g
Porosity
Reason for failurePartial evaporation of dirt or zinc particles located between the weld edges
0.1 mm x 0.3 mm
SOUVISSOUVIS®® 2 2 Gray Scale Image AnalysisGray Scale Image Analysis

w w w . a u t o s t e e l . o r g
A safe online quality control is a must for an efficient production of non-linear tailored blanks.
Its not sufficient to detect some of the relevant weld failures and some not.
SOUVIS® 5000 represents the only integrated solution today capable of detecting all relevant failures in non-linear tailored blanks.
SOUVIS® 5000 performs with only one unique sensor, i.e. less complexity and more reliability.
SOUVISSOUVIS®® 50005000SummarySummary

w w w . a u t o s t e e l . o r g
Golf Door (non linear)
Cycle Time: 10.5sec / TB
5
SOUTRACSOUTRAC®®
Example PartExample Part

w w w . a u t o s t e e l . o r g
Cycle Time: 36sec / TB
GMT 370 Body Side
6
SOUTRACSOUTRAC®®
Example PartExample Part

w w w . a u t o s t e e l . o r g
Cycle Time: 25sec / TB
A-MPV (PQ35)
7
SOUTRACSOUTRAC®®
Example PartExample Part

w w w . a u t o s t e e l . o r g
Cycle Time: 16.0 sec / TB
1346
1288
Honda New Accord Front Door Upper
8
SOUTRACSOUTRAC®®
Example PartExample Part

w w w . a u t o s t e e l . o r g
ROVER 75 Front Door)
Cycle Time: 12.5sec / TB
9
SOUTRACSOUTRAC®®
Example PartExample Part

w w w . a u t o s t e e l . o r g
Cycle time per side ring 25 sec.Cycle time per side ring 25 sec.
PP-F1Produktionstechnik Marke Volkswagen
Schulz-Marner Stand: 11.00 (K:\...\A_MPV_SLW\Bilder\St_innen_Neues_Konzept\A_MPV_ST_i_2_tei_2l)
Tailored Blanks Platinen
A-MPV Seitenteil Innen 4teilige Platine
ZStE220 Z 100 MB 1,0mm alternativ: ZStE220i Z 100 MB 1,0mm
ZStE260 Z 100 MB 1,2mm
2000
mm
550m
m
2600mm
ZStE260 Z 100 MB 1,0mm
ZStE220 Z100 MB 1,5mm alternativ: ZStE220i Z 100 MB 1,5mm
Wal
zric
htun
g
Walzrichtung
Walzrichtung
Walzrichtung
SOUTRACSOUTRAC®®
Production System for Body SideProduction System for Body Side

w w w . a u t o s t e e l . o r g
Cycle time
15.8 sec
16.3 sec
17.0 sec
SOUTRACSOUTRAC®®
ProductionProduction System forSystem for Body SideBody Side

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
ProductionProduction System forSystem for Body SideBody Side

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
LayoutLayout

w w w . a u t o s t e e l . o r g
SOUTRACSOUTRAC®®
SummarySummary
SoudronicSoudronic SOUTRACSOUTRAC®®
The right solution to meet the high The right solution to meet the high market demand !market demand !
regardingregarding-- high output of quality Tailored Blankshigh output of quality Tailored Blanks-- low scrap ratelow scrap rate-- high uptimehigh uptime
based onbased on-- 20 years of experience20 years of experience-- 38 Mash Seam TB welding lines38 Mash Seam TB welding lines-- 5454 Laser Seam TB welding lines Laser Seam TB welding lines (11(11-- 02)02)
Related Documents