Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1 2014 Versie 1.3 1 Marchel Kaspers 1 (C) Marchel Kaspers NEN-EN-ISO 9606-1 Ontwikkelingen op het gebied van NEN-EN-ISO 9606-1 2 (C) Marchel Kaspers NEN-EN-ISO 9606-1 Het NIL heeft zitting in de NEN normcommissie 341008 (Lassen).

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 1
Marchel Kaspers
1(C) Marchel Kaspers NEN-EN-ISO 9606-1
Ontwikkelingen op het
gebied van
NEN-EN-ISO 9606-1
2(C) Marchel Kaspers NEN-EN-ISO 9606-1
Het NIL heeft zitting in de NEN normcommissie 341008 (Lassen).

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 2
De nieuwe ISO 9606-1 werd gezamenlijk door CEN en ISO ontwikkeld onder
het akkoord van Wenen.
Het doel was om na goedkeuring een NEN-EN-ISO 9606-1 te bekomen.
Na 2 draft versies van de DIS 9606-1 de norm werd afgekeurd met maar liefst
54 blz. aan commentaar.
ISO 9606-1
3(C) Marchel Kaspers NEN-EN-ISO 9606-1
Elke lidstaat heeft de vrijheid om parallel met de NEN-EN-ISO 9606-1,
de EN 287-1 nog verder te laten bestaan tot uiterlijk oktober 2015.
NEN-EN-ISO 9606-1
4(C) Marchel Kaspers NEN-EN-ISO 9606-1
NEN-EN 287-1:2011en ingetrokken norm sinds 22-10-2013
Vervangen door: NEN-EN-ISO 9606-1: 2013 en
Status: Ingetrokken

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 3
Tot nu toe is het nog niet mogelijk om NEN-EN-ISO 9606-1 te gebruiken onder PED ondanks het feit dat deze standaard een ANNEX ZA heeft.
De PED commissie heeft de ISO 9606-1 nog steeds geblokkeerd voor de toepassing onder PED (Pressure Equipment Directive)
5
Is EN-ISO 9606-1 te gebruiken onder PED
De PED richtlijn is van toepassing op het ontwerp, de fabricage en de
overeenstemmingsbeoordeling van drukapparatuur en samenstellen
waarvan de maximaal toelaatbare druk meer dan 0,5 bar bedraagt.
(C) Marchel Kaspers NEN-EN-ISO 9606-1
De PED(Pressure Equipment Directive) richtlijn
Te denken valt aan:
Drukapparatuur zoals drukvaten, leidingen,
Installatieleidingen en onderdelen van leidingenstelsels zoals slangen,
fittingen, buizen, expansieverbindingen, pijpen e.d..
Samenstellingen van verschillende drukapparaten die een fabrikant
integreert tot een functioneel geheel.
6
De PED richtlijn
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 4
Hij wordt geblokkeerd op hoofdstuk 9.3 optie C en dat is de twee
verlengingen van het lassers certificaat.
Hoofdstuk 9.3 optie C
De kwalificaties van een lasser voor een certificaat is geldig zolang
deze wordt bevestigd volgens 9.2 en mits aan de volgende
voorwaarden is voldaan:
de lasser werkt voor dezelfde fabrikant bij wie hij of zij zijn
kwalificatie behaalde, en die verantwoordelijk is voor de vervaardiging
van het product;
7
Is NEN-EN-ISO 9606-1 te gebruiken onder PED
(C) Marchel Kaspers NEN-EN-ISO 9606-1
Hoofdstuk 9.3 optie C
Het kwaliteitsprogramma van de fabrikant is geverifieerd in
overeenstemming met ISO 3834-2 of ISO 3834-3;
de fabrikant heeft aangetoond dat de lasser lassen van aanvaardbare
kwaliteit heeft geproduceerd op basis van toepassingsnormen, de
onderzochte lassen
moeten de volgende condities bevestigen : laspositie(s ), las-type (FW,
BW), lassen met smeltbadondersteuning ( mb ) of zonder ( nb ).
8
Is EN ISO 9606-1 te gebruiken onder PED
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 5
Lasserskwalificatie certificaat
Met dit document wordt aangetoond dat een lasser
voldoende vaardigheid (en kennis) bezit om volgens
een bepaalde lasmethodebeschrijving (WPS) te
lassen. Zodanig dat zowel aan de eisen van de
vereiste kwaliteit, als aan de betreffende
specificaties wordt voldaan.
Lasserskwalificatie certificaat (LK)
Het certificaat!Garandeert het ACTUELE
kunnen!
9(C) Marchel Kaspers NEN-EN-ISO 9606-1
Lasserskwalificatie
Bij een lasserskwalificatie gaat het om de handvaardigheid
van de lasser en niet om de mechanische eigenschappen van het verbinding.
Bij uitvoer van de lasserskwalificatie en lasmethodekwalificatie is er een aantal
variabelen (afhankelijk toegepaste norm/code) die van belang zijn.
10(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 6
Verschil in essentiële variabelen
EN 287-1:2011
Lasproces
Productvorm (P/T)
Type verbinding (BW/FW)
Materiaalgroep
Lastoevoegmateriaal
Afmetingen
Laspositie
Lasdetail
NEN-EN-ISO 9606-1:2013
Lasproces
Productvorm (P/T)
Type verbinding (BW/FW)
Toevoegmateriaalgroep
Lastoevoegmateriaal
Afmetingen (t / D)
Laspositie
Lasdetail
11(C) Marchel Kaspers NEN-EN-ISO 9606-1
12(C) Marchel Kaspers NEN-EN-ISO 9606-1
NEN-EN-ISO 9606-1:2013 en
Kwalificatie van lassers
Smeltlassen - Deel 1: Staalsoorten
NEN-EN-ISO 9606-1:2013

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 7
13(C) Marchel Kaspers NEN-EN-ISO 9606-1
Niet essentiële variabelen
N
Niet-essentiële variabelen moeten op de lasserskwalificatie certificaat
worden aangegeven maar hebben geen geldigheidsgebied.
14(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 8
niet-essentiële variabelen
De niet essentiële variabelen staan hieronder weergegeven:
Type beschermgas;
Lastoevoegmateriaal classificatie;
Basismateriaal subgroep (NPR-CEN/TR 15608);
a-hoogte;
Aantal lagen bij een stompe lasnaad (BW);
Stroomsoort en polariteit.
15(C) Marchel Kaspers NEN-EN-ISO 9606-1
De niet-essentiële variabelen moeten op het certificaat worden vermeld!
Essentiële variabelen
16
De essentiele variabelen hebben bepalen het geldigheidsgebied van de lasserskwalificatie certificaat!
Essentiële zijn variabelen zijn: Lasprocessen: zie 4.2, 5.2, EN-ISO 4063, Het soort product: plaat (P), pijp (T), zie 4.3.1 en 5.3, Soort las: stompe las (BW), hoeklas (FW), zie 5.4, Lastoevoegmateriaalgroep of basismateriaalgroep (autogeen lassen): zie 5.5, Lastoevoegmateriaal: zie 5.6, Afmetingen van het proefstuk: neergesmolten dikte, s, of materiaaldikte, t, en
buitendiameter van de pijp, D, zie 5.7, Lasposities: zie ook 5.8 en EN-ISO 6947, Lasdetails: zie 5.9.
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 9
17(C) Marchel Kaspers NEN-EN-ISO 9606-1
18(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 10
Essentiële variabelen
19
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Toevoegmateriaalgroep
4A. Neergesmolten materiaaldikte s [mm]
5A. Materiaaldikte t + pijp D [mm]
6A. Beschermgas/ poeder EN-ISO 14175
7A. Laspositie EN-ISO 6947
8A. Stroomsoort, polariteit
9A. Gutsen/ poeder backing
10A. Materiaal backing/ backing gas
11A. Één laag/ meer lagen
12A. Lasdetails(Eenzijdig/ tweezijdig)
13A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-11A
1 13 14
De gangbare hoofdgroepen van de lasprocessen volgens NEN-EN-ISO 4063
201A
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 11
Lasprocessen volgens NEN-EN-ISO 4063
Lasprocessen volgens NEN-EN-ISO 4063
1 Booglassen
101 Metaalbooglassen
11 Booglassen zonder gasbescherming
111 Booglassen met beklede elektroden
112 Zwaartekrachtlassen met beklede elektroden
114 Booglassen met poedergevulde draad (gasloze draad)
211A
(C) Marchel Kaspers NEN-EN-ISO 9606-1
Lasprocessen volgens NEN-EN-ISO 4063
Lasproces: 111 - Booglassen met beklede elektrode.
221A
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 12
Lasprocessen volgens NEN-EN-ISO 4063
13 Gasbooglassen met afsmeltende elektrode
131 MIG-lassen met massieve draad onder bescherming van een inert gas
132 MIG-lassen met poeder gevulde draad
133 MIG-lassen met metaal gevulde draad
135 MAG-lassen met massieve draad
136 MAG-lassen gevulde draad
138 MAG-lassen met metaalpoeder gevulde draad onder bescherming van een actief gas
23
Lasprocessen volgens NEN-EN-ISO 4063
1A(C) Marchel Kaspers NEN-EN-ISO 9606-1
Lasprocessen volgens NEN-EN-ISO 4063
Lasproces: 131 - Gasbooglassen met een massieve draad
onder bescherming van een inert beschermgas.
24(C) Marchel Kaspers NEN-EN-ISO 9606-11A

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 13
Lasprocessen volgens NEN-EN-ISO 4063
Lasproces :135 - Gasbooglassen met een massieve draad
onder bescherming van een actief beschermgas.
Lasproces: 136 - Gasbooglassen met een gevulde draad onder
bescherming van een actief beschermgas.
25(C) Marchel Kaspers NEN-EN-ISO 9606-11A
Lasprocesen volgens NEN-EN-ISO 4063
14 Gasbooglassen met niet-afsmeltende elektrode
141 TIG-lassen met massieve draad
142 TIG-lassen zonder toevoeging van materiaal
143 TIG-lassen met gevulde draad
145 TIG-lassen met massieve draad in een reducerend beschermgas
146 TIG-lassen met gevulde draad in een reducerend beschermgas
147 TIG-lassen met een wolfraam-elektrode onder bescherming van een actief gas (TAG)
26
Lasprocessen volgens EN-ISO 4063
(C) Marchel Kaspers NEN-EN-ISO 9606-11A

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 14
Lasprocessen volgens NEN-EN-ISO 4063
Lasproces: 141 – TIG-lassen
Booglassen met niet-afsmeltende wolfram elektrode.
Onder bescherming van een inert gas.
27(C) Marchel Kaspers NEN-EN-ISO 9606-11A
Lasprocessen volgens NEN-EN-ISO 4063 Lasproces :142 - TIG-lassen (lassen met wolfraamelektrode
onder bescherming van een inert gas) zonder lastoevoeg materiaal.
28(C) Marchel Kaspers NEN-EN-ISO 9606-11A
NEN-EN-ISO 14732: Laspersoneel - Het kwalificeren van bedieners en instellers voor geheel gemechaniseerd en automatisch lassen van metallische materialen

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 15
Lasproces 311- autogeen lassen.
29(C) Marchel Kaspers NEN-EN-ISO 9606-11A
lw: naar links lassenrw: naar rechts lassen
Lasproces 311- autogeen lassen.
30(C) Marchel Kaspers NEN-EN-ISO 9606-11A
lw: naar links lassen rw: naar rechts lassen

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 16
Geldigheidsgebieden lasprocessen
31(C) Marchel Kaspers NEN-EN-ISO 9606-11B
Elke kwalificatieproef kwalificeert gewoonlijk slechts één lasproces.
Een wijziging van lasproces vereist een nieuwe kwalificatieproef.
Geldigheidsgebieden lasprocessen
32(C) Marchel Kaspers NEN-EN-ISO 9606-11B
Het is echter toegelaten om een lasser te kwalificeren voor
twee of meer lasprocessen door het lassen van een enkel
proefstuk (verbinding met meervoudig proces) of door twee
of meer afzonderlijke kwalificatieproeven.
De geldigheidsgebieden van de neergesmolten dikte (s) voor
elk toegepast lasproces en voor stompe verbindingen met
meervoudig processen zijn van toepassing.
Lasproces: 141
Lasproces: 141, 136

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 17
Geldigheidsgebieden lasprocessen 135, 138
Geldigheidsgebied lasprocessen: Proefplaat gelast met: 135 Geldigheidsgebied: 135, 138
33(C) Marchel Kaspers NEN-EN-ISO 9606-11B
wijziging van een massieve draad elektrode
135 naar een metaal gevulde draad
elektrode 138 of omgekeerd,
vereist geen nieuwe kwalificatieproef.
Lasproces: 135:Booglassen onder bescherming van een actief gas
Lasproces:138:MAG-lassen met metaal gevulde draadelektrode
MAG-lassen gasbooglassen met afsmeltende draadelektrode onder actieve gasbescherming
Geldigheidsgebieden lasproces 136
Geldigheidsgebied lasprocessen:
Proefplaat gelast met: 136
Geldigheidsgebied: 136
34(C) Marchel Kaspers NEN-EN-ISO 9606-11B
136= MAG-lassen met gevulde draadelektrode

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 18
Geldigheidsgebieden lasprocessen 141, 142
Geldigheidsgebieden lasprocessen:
Lasproces: 141 kwalificeert : 141, 142, 143 en 145
Let op: Lasproces: 142 kwalificeert alleen 142
35(C) Marchel Kaspers NEN-EN-ISO 9606-11B
Lasproces 141: TIG-lassen met massief lastoevoegmateriaal (draad of staaf)
Lasproces 142: TIG-lassen zonder gebruik van lastoevoegmateriaal
Essentiële variabelen
36
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp / hoek
3A. Toevoegmateriaalgroep
4A. Neergesmolten materiaaldikte s [mm]
5A. Materiaaldikte t + pijp D [mm]
6A. Beschermgas/ poeder EN-ISO 14175
7A. Laspositie EN-ISO 6947
8A. Stroomsoort, polariteit
9A. Gutsen/ poeder backing
10A. Materiaal backing/ backing gas
11A. Één laag/ meer lagen
12A. Lasdetails(Eenzijdig/ tweezijdig)
13A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-12

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 19
37(C) Marchel Kaspers NEN-EN-ISO 9606-1
Geldigheidsgebied Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW)
2B
T, BW Geldigheidsgebied T, P, BW
Lassen van pijp met een uitwendige pijpdiameter van
D > 25 mm geeft ook goedkeuring voor het lassen van plaat.
BW
38(C) Marchel Kaspers NEN-EN-ISO 9606-1
Geldigheidsgebied Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW)
2B
P, BW
tt
P, T, BW
Geldigheidsgebied
Geldigheidsgebied
Lassen in platen omvatten ook lassen in vaste pijpen met een
uitwendige diameter D ≥ 500 mm, volgens de Tabellen 9 en 10
Lassen in platen omvatten ook het lassen van roterend buizen met een
uitwendige diameter D ≥ 75 mm voor de posities PA, PB, PC en PD
BW

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 20
39(C) Marchel Kaspers NEN-EN-ISO 9606-1
Geldigheidsgebied Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW)
2B
P,T, FW P,T, FW Geldigheidsgebied
P, T, FW P, T, FW Geldigheidsgebied
Lassen in platen omvatten ook het lassen van roterend
buizen met een uitwendige diameter D ≥ 75 mm
voor de posities PA, PB, PC en PD
FW
FW
40(C) Marchel Kaspers NEN-EN-ISO 9606-1
GeldigheidsgebiedenPlaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW)
2B
Hoeklas (FW)
Geldigheidsgebied: FW
FW FW

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 21
41(C) Marchel Kaspers NEN-EN-ISO 9606-1
GeldigheidsgebiedenPlaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW)
2B
Stompe naad: BW
Geldigheidsgebied: BW
BWBW
GeldigheidsgebiedenPlaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW)
42(C) Marchel Kaspers NEN-EN-ISO 9606-1
Stompe naad: BW + Hoeklas: FW
Geldigheidsgebied: FW, BW
21
21
Stalen backing strip
Stalen backing strip

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 22
Essentiële variabelen
43
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-13A
Groep Toevoegmateriaal voor het lassen van
Voorbeelden van toepasbare ISO normen ([xx] verwijst naar de bibliografie in de norm)
Voorbeelden van toepasbare AWS normen
FM1
Ongelegeerde en fijnkorrelige staalsoorten
ISO 2560, ISO 14341,[8] ISO 636,[1] ISO 14171,[6] ISO 17632[14]
AWS A5.1, AWS A5.18, AWS A5.17, A5.20
FM2Hoge sterkte staalsoorten ISO 18275,[21] ISO 16834,[13] ISO 26304,[25] ISO
18276[22] AWS A5.5, AWS A5.28, AWS A5.28, AWS A5.23, AWS A5.29
FM3
Kruipbestendige staalsoorten
Cr < 3,75 %
ISO 3580,[3] ISO 21952,[23] ISO 24598,[24] ISO 17634[16]
AWS A5.5, AWS A5.28, AWS A5.23, AWS 5.29
FM4
Kruipbestendige staalsoorten
3,75 ≤ Cr ≤ 12 %
ISO 3580,[3] ISO 21952,[23] ISO 24598,[24] ISO 17634[16]
AWS A5.5, AWS A5.28, AWS A5.23, AWS 5.29
FM5Roestvaste en hittevastestaalsoorten
ISO 3581,[4] ISO 14343,[9] ISO 17633[15] AWS A5.4, AWS A5.9, AWS A5.22
FM6Nikkel en nikkel legeringen ISO 14172,[7] ISO 18274[20] AWS A5.11, AWS A5.14
44
Lastoevoegmateriaal groep
(C) Marchel Kaspers NEN-EN-ISO 9606-13A
Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 23
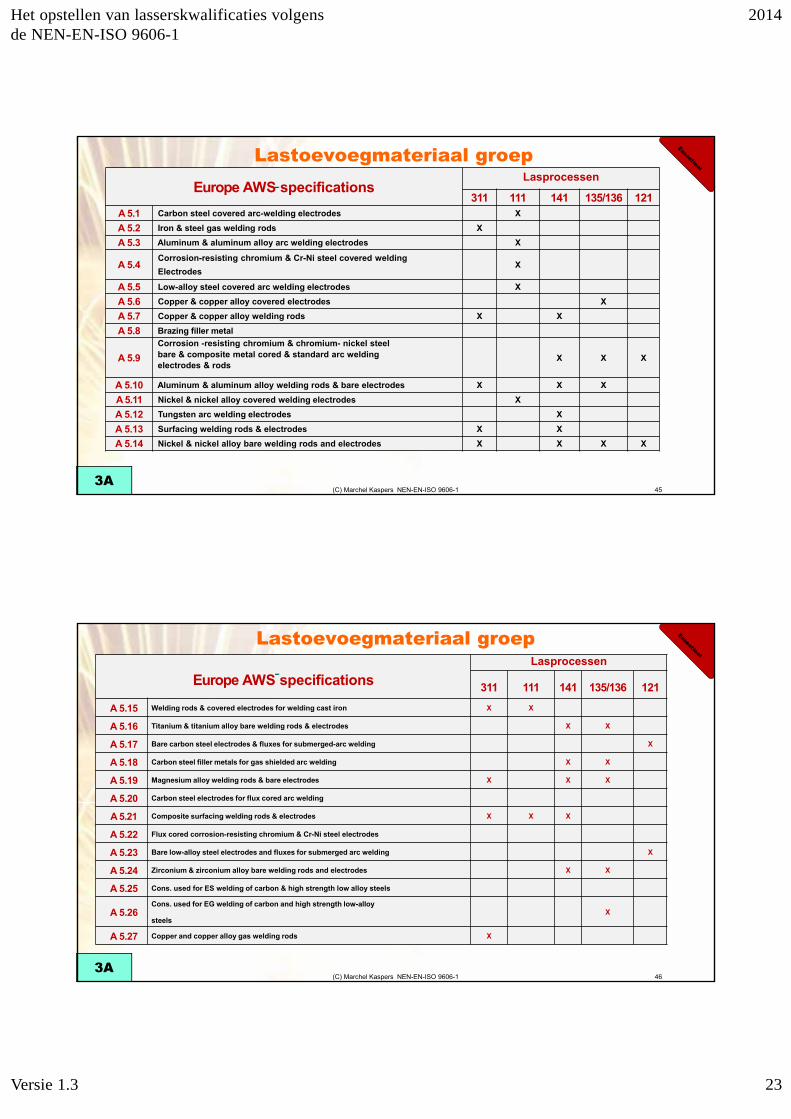
Lastoevoegmateriaal groep
45
Europe AWS specificationsLasprocessen
311 111 141 135/136 121A 5.1 Carbon steel covered arc-welding electrodes X
A 5.2 Iron & steel gas welding rods X
A 5.3 Aluminum & aluminum alloy arc welding electrodes X
A 5.4Corrosion-resisting chromium & Cr-Ni steel covered welding
ElectrodesX
A 5.5 Low-alloy steel covered arc welding electrodes X
A 5.6 Copper & copper alloy covered electrodes X
A 5.7 Copper & copper alloy welding rods X X
A 5.8 Brazing filler metal
A 5.9
Corrosion -resisting chromium & chromium- nickel steelbare & composite metal cored & standard arc weldingelectrodes & rods
X X X
A 5.10 Aluminum & aluminum alloy welding rods & bare electrodes X X X
A 5.11 Nickel & nickel alloy covered welding electrodes X
A 5.12 Tungsten arc welding electrodes X
A 5.13 Surfacing welding rods & electrodes X X
A 5.14 Nickel & nickel alloy bare welding rods and electrodes X X X X
(C) Marchel Kaspers NEN-EN-ISO 9606-13A
Lastoevoegmateriaal groep
46
Europe AWS specificationsLasprocessen
311 111 141 135/136 121
A 5.15 Welding rods & covered electrodes for welding cast iron X X
A 5.16 Titanium & titanium alloy bare welding rods & electrodes X X
A 5.17 Bare carbon steel electrodes & fluxes for submerged-arc welding X
A 5.18 Carbon steel filler metals for gas shielded arc welding X X
A 5.19 Magnesium alloy welding rods & bare electrodes X X X
A 5.20 Carbon steel electrodes for flux cored arc welding
A 5.21 Composite surfacing welding rods & electrodes X X X
A 5.22 Flux cored corrosion-resisting chromium & Cr-Ni steel electrodes
A 5.23 Bare low-alloy steel electrodes and fluxes for submerged arc welding X
A 5.24 Zirconium & zirconium alloy bare welding rods and electrodes X X
A 5.25 Cons. used for ES welding of carbon & high strength low alloy steels
A 5.26Cons. used for EG welding of carbon and high strength low-alloy
steelsX
A 5.27 Copper and copper alloy gas welding rods X
(C) Marchel Kaspers NEN-EN-ISO 9606-13A

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 24
Toevoegmateriaal Geldigheidsgebied
FM1 FM2 FM3 FM4 FM5 FM6
FM1Ongelegeerde en fijnkorrelige staalsoorten x x ---- ----- ---- ----
FM2Hoge sterkte staalsoorten x x ----- ----- ----- ----
FM3
Kruipbestendige staalsoorten
Cr < 3,75 %x x x ----- ----- ----
FM4
Kruipbestendige staalsoorten
3,75 ≤ Cr ≤ 12 % x x x x ----- -----
FM5Roestvaste en hittevaste staalsoorten ---- ----- ----- ----- x ----
FM6Nikkel en nikkel legeringen ----- ----- ----- ----- x x
x duidt het toevoegmateriaal aan waarvoor de lasser gekwalificeerd wordt.---- duidt het toevoegmateriaal aan waarvoor de lasser niet gekwalificeerd wordt.
Geldigheidsgebied toevoegmateriaal groep
47(C) Marchel Kaspers NEN-EN-ISO 9606-13B
Essentiële variabelen
48
1A. Lasproces(sen)2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-14A
4B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 25
49(C) Marchel Kaspers NEN-EN-ISO 9606-14A
Lassen met een lastoevoegmateriaal kwalificeert ook voor lassen zonder
lastoevoegmateriaal, maar niet vice versa.
Voor de processen 142 en 311 (zonder lastoevoegmateriaal), is de lasser
gekwalificeerd voor de materiaalgroep die gebruikt is in de proef.
Lastoevoegmateriaal type
Lasproces:142: TIG-lassen zonder gebruik van lastoevoegmateriaal
Lasproces: 311: autogeenlassen met een zuurstof-acetyleen-gasmengsel
50(C) Marchel Kaspers NEN-EN-ISO 9606-14A

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 26
Coating type Gedetailleerde informatie
03 Rutiel basische bekleding Titaandioxide, calciumcarbonaat
10 Cellulose bekleding Cellulose, natrium
11 Cellulose bekleding Hoog cellulose, kalium
12 Rutiel bekleding Hoog titaandioxide, natrium
13 Rutiel bekleding Hoog titaandioxide, kalium
14 Rutiel + ijzerpoeder bekleding IJzer poeder, titaandioxide
15 Basische bekleding Laag waterstof, natrium
16 Basische bekleding Laag waterstof, kalium
18 Basische + ijzerpoeder bekleding Laag waterstof, kalium, ijzerpoeder
19 Limoniet bekleding IJzeroxide, titaandioxide, kalium
20 IJzeroxide bekleding Hoog ijzeroxide
24 Rutiel + ijzerpoeder bekleding IJzer poeder, titaandioxide
27 IJzeroxide + ijzerpoeder bekleding Hoog ijzeroxide, ijzerpoeder
28 Basische + ijzerpoeder bekleding Laag waterstof, kalium, ijzerpoeder
45 Basische bekleding Elektroden voor neergaand lassen van pijpleidingen
48 Basische bekleding Laag waterstof, kalium, ijzerpoeder
51
Aanduiding type bekleding voor lastoevoegmateriaal
(C) Marchel Kaspers NEN-EN-ISO 9606-14A
Het symbool voor het type
bekleding of voor de kern is
gebaseerd op die welke in
verschillende internationale
normen voor toevoegmaterialen
worden gegeven.
Aanduiding type bekleding voor lastoevoegmateriaal
52(C) Marchel Kaspers NEN-EN-ISO 9606-14A
Het symbool voor het type
bekleding of voor de kern is
gebaseerd op die welke in
verschillende internationale
normen voor toevoegmaterialen
worden gegeven.
A zure bekledingB basische bekleding of basische kernC cellulosebekledingR rutielbekleding of elektrodekern – rutiel, traag stollende slakRA rutiel-zure bekledingRB rutiel-basische bekledingRC rutiel-cellulosebekledingRR dikke rutielbekledingM elektrodekern – metaalpoederP elektrodekern – rutiel, snel stollende slakS massieve draad/staafV elektrodekern – rutiel of basisch/fluorideW elektrodekern – basisch/fluoride, traag stollende slakY elektrodekern – basisch/fluoride, snel stollende slakZ elektrodekern – andere typen

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 27
LasprocesType bekleding gebruikt
in de test
Geldigheidsgebied
A, RA, RB, RC, RR, R
03, 13, 14, 19, 20, 24, 27B
15, 16, 18, 28, 45, 48
C
10, 11
111
A, RA, RB, RC, RR, R03, 13, 14, 19, 20, 24,
27x ----- -----
B15, 16, 18, 28, 45, 48 x x -----
C10, 11 ----- ----- x
x duidt het toevoegmateriaal aan waarvoor de lasser gekwalificeerd is.---- duidt het toevoegmateriaal aan waarvoor de lasser niet gekwalificeerd is.
a Voor de afkortingen, zie 4.3.2b Het type bekleding gebruikt in de lasserskwalificatieproef voor het lassen van de grondlaag
zonder smeltbadondersteuning (ss nb) is het type bekleding goedgekeurd voor het lassen van degrondlaag in de productie zonder backing (ss nb)
Geldigheidsgebied voor beklede elektroden
53(C) Marchel Kaspers NEN-EN-ISO 9606-14B
Toevoegmaterialen gebruikt in proef Geldigheidsgebied
S M B R, P, V, W, Y, Z
Massieve draad, staaf (S) x x ---- ---
Metaal gevulde draad, staaf (M) x x ---- ---
Gevulde draad, staaf (B) ---- ---- x x
Gevulde draad, staaf (R, P, V, W, Y, Z) ---- ---- ---- x
x duidt het lastoevoegmateriaal aan waarvoor de lasser gekwalificeerd wordt.---- duidt het lastoevoegmateriaal aan waarvoor de lasser niet gekwalificeerd wordt.
a Voor de afkortingen, zie 4.3.2
b Het type gevulde draad gebruikt in de lasserskwalificatieproef voor het lassen van de grondlaag zonder
smeltbadondersteuning (ss, nb) is het type gevulde draad goedgekeurd voor het lassen van de
grondlaag in de productie zonder backing (ss, nb)
Geldigheidsgebied voor toevoegmaterialen
54(C) Marchel Kaspers NEN-EN-ISO 9606-13B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 28
Essentiële variabelen
55
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-15A
5B
Diktegebied van het lasmetaal voor stompe verbindingen met enkel- en meervoudig proces
56(C) Marchel Kaspers NEN-EN-ISO 9606-15A
De lasserskwalificatie proef van stompe lassen is gebaseerd op de
neergesmolten dikte per proces en uitwendige pijp diameters.
s: 12 mm (141)
t 12 mm

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 29
lasproces toegepast
voor het proefstuk
Geldigheidsgebied neergesmolten dikte gekwalificeerd volgens Tabel 6
enkelvoudig procesmeervoudig
proces
1 lasproces 1 (ss nb)2 lasproces 2 (ss mb)
bij lasproces 1: s = s1
bij lasproces 2: s = s2s = s1 + s2
Diktegebied van het lasmetaal voor stompe verbindingen met enkel- en meervoudig proces
57(C) Marchel Kaspers NEN-EN-ISO 9606-1
OPMERKING: Zie 4.3.1 voor definities van de variabelen5A
GeldigheidsgebiedNeergesmolten materiaaldikte s [mm]
58(C) Marchel Kaspers NEN-EN-ISO 9606-15B
Geldigheidsgebied voor neergesmoltendikte van stompe lassen (BW)
neergesmolten dikte per proces in de proef s Geldigheidsgebied a,b
s < 3
s tot 3c
of s tot 2sc
grootste van beide
3 ≤ s <12 3 tot 2s d
s ≥ 12e,f ≥ 3f

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 30
GeldigheidsgebiedNeergesmolten materiaaldikte s [mm]
59(C) Marchel Kaspers NEN-EN-ISO 9606-15B
Geldigheidsgebied voor neergesmolten dikte van stompe lassen (BW)
a Voor een enkelvoudig lasproces en hetzelfde type toevoegmateriaal is s gelijk aan de moedermateriaal dikte t.
b Voor aftakkingen is het geldigheidsgebied voor de neergesmolten dikte :
‐ Opgezette verbinding zie voorbeeld, Figuur 1 a), de neergesmolten dikte van de aftakking
‐ Ingezette of doorgestoken verbindingen: zie voorbeeld, Figuur 1 b) en c), de neergesmolten dikte van de
hoofdpijp of mantel
c Voor autogeen lassen (311): s tot 1,5s
d Voor autogeen lassen (311): 3 tot 1,5s
e De kwalificatieproef moet in tenminste 3 lagen gelast worden
f Voor meervoudig processen, s is de neergesmolten dikte per proces.
GeldigheidsgebiedNeergesmolten materiaaldikte s [mm]
60(C) Marchel Kaspers NEN-EN-ISO 9606-1
s: 12 mm (141)
t 12 mm
5B
Proefplaat (t): 12 mmGeldigheidsgebied s ≥ 12e,f = ≥ 3f
Geldigheidsgebied (s): ≥ 3

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 31
GeldigheidsgebiedNeergesmolten materiaaldikte s [mm]
61(C) Marchel Kaspers NEN-EN-ISO 9606-15B
Geldigheidsgebied s1: < 3 = s tot 3c of s tot 2scGrootste van beide
Geldigheidsgebied s2: s ≥ 12e,f = ≥ 3f
Geldigheidsgebied 141 s1: 2,5 – 5,0 mmGeldigheidsgebied 136 s2: ≥ 3,0
GeldigheidsgebiedNeergesmolten materiaaldikte s [mm]
62(C) Marchel Kaspers NEN-EN-ISO 9606-15B
Proefplaat (t): 12 mmGeldigheidsgebied s: ≤ 3,0 - 12 mm = 3,0 tot 2s d
Geldigheidsgebied s: ≥ 12e, f = 3,0 tot 2s d
Geldigheidsgebied 141: (s): 3,0 – 8 mmGeldigheidsgebied 136: (s): 3,0 – 32 mm
Advies:Lasproces 141: s min. 6,0 mm. (ml)
sl ?

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 32
GeldigheidsgebiedNeergesmolten materiaaldikte s [mm]
63(C) Marchel Kaspers NEN-EN-ISO 9606-15B
Geldigheidsgebied 141: (s1): 3,0 – 10 mmGeldigheidsgebied 136: (s2): ≥ 3 mm
Geldigheidsgebied s1: 3 ≤ s < 12 = 3 tot 2sc
Geldigheidsgebied s2: s ≥ 12e,f = ≥ 3f
Essentiële variabelen
64
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-16A
6B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 33
GeldigheidsgebiedMateriaaldikte t + pijp D [mm]
65(C) Marchel Kaspers NEN-EN-ISO 9606-16A
Geldigheidsgebied voor de materiaaldikte van het proefstuk voor hoeklassen
Materiaaldikte van het proefstuk t Geldigheidsgebied
t < 3,0 mm t tot 2t,
of 3, grootste van beide
t ≥ 3,0 mm ≥ 3,0
6B
GeldigheidsgebiedMateriaaldikte t + pijp D [mm]
66(C) Marchel Kaspers NEN-EN-ISO 9606-1
Proefplaat (t): 2,0 mm
Geldigheidsgebied (t): 2,0 - 4,0 mm
6A6B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 34
GeldigheidsgebiedMateriaaldikte t + pijp D [mm]
67(C) Marchel Kaspers NEN-EN-ISO 9606-1
Proefplaat (t): 15 mm
Geldigheidsgebied (t): ≥ 3,0
6A6B
Uitwendige pijpmiddellijn van het proefstukª D
GeldigheidsgebiedD in mm
D ≤ 25 D tot 2xD
D > 25 ≥ 0,5 x D (25 mm min.)
a Voor holle profielen is D is de afmeting van de kleinste zijde.
GeldigheidsgebiedMateriaaldikte t + pijp D [mm]
68(C) Marchel Kaspers NEN-EN-ISO 9606-1
D in mm
6A6B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 35
Essentiële variabelen
69
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-17A
7B
Beschermgas / poeder EN-ISO 14175
(C) Marchel Kaspers NEN-EN-ISO 9606-1 707A

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 36
Beschermgas / poeder NEN-EN-ISO 14175
Beschermgassen
Aanduiding volgens NEN-EN-ISO 14175
Voorbeeld:
Voor lasproces 141 – 100% Argon = (I1)
Voor lasproces 135 – 80%Ar/20%C02, (M21)
(C) Marchel Kaspers NEN-EN-ISO 9606-1 717A
Beschermgas / poeder NEN-EN-ISO 14175
(C) Marchel Kaspers NEN-EN-ISO 9606-1 72
Geldigheidsgebied beschermgas: N.A.
7B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 37
Essentiële variabelen
73
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-18A
8B
(C) Marchel Kaspers NEN-EN-ISO 9606-1 74
Lasposities volgens
NEN-EN-ISO 6947:2011
8A

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 38
(C) Marchel Kaspers NEN-EN-ISO 9606-1 758A
Lasposities volgens
NEN-EN-ISO 6947:2011
Lasposities volgens NEN-EN-ISO 6947:2011
(C) Marchel Kaspers NEN-EN-ISO 9606-1 768A
Lasposities volgens
NEN-EN-ISO 6947:2011

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 39
Proef positie
Geldigheidsgebied
PAOnder
de hand
PCHorizontaal
PEBoven het hoofd
PFVerticaal opgaand
PGVerticaal neergaand
PA x --- --- --- ---
PC x x --- --- ---
PE (plaat) x x x --- ---
PF (plaat) x --- --- x ---
PH (pijp) x --- x x ---
PG (plaat) --- --- --- --- x
PJ (pijp) x --- X --- x
H-L045 x x X x ---
J-L045 x x X --- xOpmerking: Zie ook 5.3. Soort product
x duidt die lasposities aan waarvoor de lasser gekwalificeerd wordt.---- duidt die lasposities aan waarvoor de lasser niet gekwalificeerd wordt.
Geldigheidsgebied voor lasposities voor stompe lassen
77(C) Marchel Kaspers NEN-EN-ISO 9606-1
8B
Geldigheidsgebied voor lasposities voor hoeklassen
78
Proefpositie
Geldigheidsgebied
PAOnder
de hand
PBHorizon-taal
PCHorizon-taal
PDBoven het
hoofd
PEBoven het
hoofd
PFVerticaal opgaand
PGVerticaal
Neer-gaand
PA x --- --- --- --- --- ---
PB x x --- --- --- --- ---
PC x x x --- --- --- ---
PD x x x x x --- ---
PE (plaat) x x x x x --- ---
PF (plaat) x x --- --- --- x ---
PH (pijp) x x x x x x ---
PG (plaat) --- --- --- --- --- --- x
PJ (pijp) x x --- x x --- x
Opmerking: Zie ook 5.3. Soort product
x duidt die lasposities aan waarvoor de lasser gekwalificeerd wordt.---- duidt die lasposities aan waarvoor de lasser niet gekwalificeerd wordt.
(C) Marchel Kaspers NEN-EN-ISO 9606-18B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 40
Lassen in pijpen met dezelfde uitwendige diameter
79
PH
PC
H-L045
(C) Marchel Kaspers NEN-EN-ISO 9606-18B
NEN-EN-ISO 6947:2011
Lassen in pijpen met dezelfde uitwendige diameter
80
PJ
PC
J-L045
(C) Marchel Kaspers NEN-EN-ISO 9606-18B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 41
Meerder lasposities in één werkstuk D ≥ 150 mm
81(C) Marchel Kaspers NEN-EN-ISO 9606-18B
Essentiële variabelen
82
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-19A
9B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 42
Stroomsoort, polariteit
Lasproces: 111, (Booglassen met beklede elektroden)
- Doorlassen, elektroden op DC – pool
- Vullen en sluiten, elektroden op DC + pool
(C) Marchel Kaspers NEN-EN-ISO 9606-1 83
Geldigheidsgebied stroomsoort, polariteit: N.A.
9B
Essentiële variabelen
84
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Boogtype
10A. Gutsen/ poeder backing
11A. Materiaal backing/ backing gas
12A. Één laag/ meer lagen
13A. Lasdetails(Eenzijdig/ tweezijdig)
14A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-110A
10B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 43
Boogtypen: 135, 136, 138
85(C) Marchel Kaspers NEN-EN-ISO 9606-110B
Een lasser die in het kortsluitbooggebied (proces 131, 135 of 138) is
gekwalificeerd, mag ook met andere materiaal overdrachtsvormen lassen
(globulair, open, sproei), echter niet omgekeerd.
Dit geeft direct de vraag: hoe bepaal ik of ik in het kortsluitboog
gebied aan het lassen ben?
Boogtypen: 135, 136, 138 volgens NEN-EN-ISO 4063
86(C) Marchel Kaspers NEN-EN-ISO 9606-110B
Kortsluit-overgang Globulaire overgang Sproei-overgang Puls-overgang

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 44
Globale werkgebieden 135, 136, 138
Diameter lasdraad
mm
Kortsluitboog Sproeiboog
Ampère Volt Ampère Volt
0,81,01,21,6
50 . . 12070 . . 160120 . . 200150 . . 200
14 . . 1816 . . 1917 . . 2018 . . 21
140 . . 180180 . . 250230 . . 360260 . . 390
23 . . 2824 . . 3025 . . 3226 . . 34
Toepassing Dunne platen, middelmatig dikke en dikke platen 'in positie', doorlassen bij platen en pijpen
Vullagen en hoeklassen in positie PA en PB.
De beste laseigenschappen worden bereikt indien de spanning en de draadsnelheid (lasstroom) goed op elkaar zijn afgesteld. Bij gebruik van CO2-gas dient de spanning ongeveer 3 Volt hoger te worden ingesteld.
Globale werkgebieden van de verschillende diameters massieve lasdraad
87(C) Marchel Kaspers NEN-EN-ISO 9606-110B
Materiaalovergang bij booglasprocessen volgens NEN-EN-ISO 4063
Materiaalovergang bij lasprocessen: 131, 135 enz.
Noem het type boog achter het procesnummer:
Kortsluit-overgang
Globulaire overgang
Sproei-overgang
Puls-overgang
88(C) Marchel Kaspers NEN-EN-ISO 9606-110B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 45
Geldigheidsgebied boogtypen lasprocessen 135, 136, 138
Eigenshappen Kortsluitboog lassen (135, 138)
Draaddiameter
Stroomsterkte
Boogspanning maximaal
Booggeluid
Warmte inbreng
Druppelgrootte
Aantal kortsluitingen
Aantal druppels per sec.
Inbranding
1,0 mm
70 – 160 Ampere
16 - 19 Volt
Sterk knetterend
Gering
Gem. 1 a 2 x draad diameter
60 – 180
Gering
Smal
(C) Marchel Kaspers NEN-EN-ISO 9606-1 89
Kortsluitboog lassen kwalificeert
ook de ander booggebieden:
Globulair-, Sproei- en Pulsboog.
10B
Einde kortsluitfase en hernieuwde brandfase
KortsluitingBoog brandt
Kortsluit booglassen
Fase 3
Fase 2
Fase 1
Stroom-en spanningsverloop bij normaal kortsluitbooglassen
10B(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 46
ColdArc
Einde kortsluitfase en hernieuwde brandfase
KortsluitingBoog brandt
Fase 1 Fase 2 Fase 3
Stroom en spanningsverloop bij het ColdArc-lasproces
10B(C) Marchel Kaspers NEN-EN-ISO 9606-1 91
Stroom en spanningsverloop bij het STT-lasproces
(C) Marchel Kaspers NEN-EN-ISO 9606-1 9210B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 47
Principe van het CMT-proces
Cold Metal Transfer-proces (CMT)
(C) Marchel Kaspers NEN-EN-ISO 9606-1 93
Geldigheidsgebied boogtypen lasprocessen 135, 136, 138
Globulair-, Sproei- en Pulsbooglassen kwalificeert
niet het kortsluitbooglassen.
Eigenshappen Sproeiboog (135, 136)
Draaddiameter
Stroomsterkte
Boogspanning
Booggeluid
Warmte inbreng
Druppelgrootte
Aantal druppels per sec.
Inbranding
1,2 mm
230 – 360 Ampere
25 – 32 Volt
Zoemend
Hoog
Kleiner dan draad diameter
Groot
Breed
(C) Marchel Kaspers NEN-EN-ISO 9606-1 9410B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 48
Geldigheidsgebieden STT, Coldarc en andere type
(C) Marchel Kaspers NEN-EN-ISO 9606-1 9510B
Indien de stroombron gesteld als een conventionele lasmachine met
CV of CP stroom – spanningskarakteristiek, kan men een lasser voor
kortsluitboog kwalificeren.
Procesvarianten
(C) Marchel Kaspers NEN-EN-ISO 9606-1 9610B
Naast de verschillende beschikbare boogtypes is er per applicatie specifieke apparatuur die de mogelijkheid biedt om het proces te optimaliseren.
Voor hogere neersmelt en/of lassnelheid kan gebruik gemaakt worden van: Tandem en Twin-arc lassen; TIME; SpeedArc ForcArc Rapid-melt; Speed Weld Rapid Weld Speed Pulse Plasma-Mig Laser-MIG/MAG-Hybride Pro-Pulse™; Enz

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 49
Geldigheidsgebieden STT, Coldarc en andere type
(C) Marchel Kaspers NEN-EN-ISO 9606-1 9710B
Wat te doen met een moderne stroombron, die op soms zeer vernuftigewijze met de materiaaloverdracht omspringt?
Moderne stroombronnen die een “gemodificeerde kortsluitboog” kunnen instellen zijn waar een lage warmte-inbreng wenselijk is bieden o.a.:
CMT;
Cold-arc;
Cold Weld;
STT;
SpeedRoot;
RMD™ CMT
STT
Geldigheidsgebied STT
(C) Marchel Kaspers NEN-EN-ISO 9606-1 98
Geldigheidsgebied STT:
Globulair-, Sproei- en Pulsboog,
behalve kortsluitbooglassen
10B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 50
Geldigheidsgebied Coldarc
(C) Marchel Kaspers NEN-EN-ISO 9606-1 99
Geldigheidsgebied Coldarc:
Globulair-, Sproei- en Pulsboog, behalve kortsluitbooglassen.
10B
Geldigheidsgebied boogtypen lasprocessen 135, 136, 138 volgens NEN-EN-ISO 4063
kortsluitboog lassen kwalificeert ook de ander
booggebieden: (Globulair-, Sproei- en Pulsboog)
Globulair-, Sproei- en Pulsbooglassen kwalificeert
niet het kortsluitbooglassen
100(C) Marchel Kaspers NEN-EN-ISO 9606-110B
D: Kortsluit-overgang
G: Globulaire overgang
S: Sproei-overgang
P: Puls-overgang
NEN-EN-ISO 4063

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 51
Hoe vullen we dit in op het lasserkwalificatiecertificaat
101(C) Marchel Kaspers NEN-EN-ISO 9606-110B
Test pieceRange of
qualification
Transfer modeD (Dip transfer or short circuit)
Other/all transfer modes
NEN-EN-ISO 4063
Hoe vullen we dit in op het lasserkwalificatiecertificaat
102(C) Marchel Kaspers NEN-EN-ISO 9606-110B
Test piece Range of qualification
Transfer mode
G S P CMT; Cold-arc; Cold Weld; STT; SpeedRoot; RMD™
All transfer modes
except
D, (Dip transfer or short
circuit)

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 52
Lasproces 135 gelast in 5 en 15 mm plaat
103(C) Marchel Kaspers NEN-EN-ISO 9606-110B
5,0 mmA: 2,5
15 mmA: 4,0
Vraag:
Met welke stroomsterkte en boogspanning moet de binnenhoeklassen gelast worden?
Las 1: Boogtype?
Las 2: Boogtype?
Aantal lasserskwalificaties?
Lasproces: 135Laspositie: PBDraad diameter: 1,0 mmBeschermgas: M21
Las 1 Las 2
Essentiële variabelen
104
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Boogtype
11A. Gutsen/ poeder backing
12A. Materiaal backing/ backing gas
13A. Één laag/ meer lagen
14A. Lasdetails(Eenzijdig/ tweezijdig)
15A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-1
11A12A14A
11B12B14B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 53
Lasdetail van het proefstuk
Geldigheidsgebied
Geen smeltbad
onder-steuning(ss, nb)
Met smeltbadonder-steuning
(ss, mb)
Twee-zijdiglassen
(bs)
Gas smeltbadonder-
steuning(ss, gb)
Consu-mableinsert
(ci)
Poeder smeltbad
onder-steuning(ss, fb)
Geen s.o. (ss,nb) x x x x --- x
Met s.o. (ss, mb) --- x x --- --- ---
Tweezijdig lassen(bs) --- x x --- --- ---
Gas s.o. (ss, gb) --- x x x --- ---
Consumable insert (ci) --- x x --- x ---
Poeder s.o. (ss, fb) --- x x --- --- x
x duidt die lassen aan waarvoor de lasser wordt gekwalificeerd.--- duidt die lassen aan waarvoor de lasser niet wordt gekwalificeerd.
s.o. smeltbadondersteuning
Geldigheidsgebied voor lasdetails
105(C) Marchel Kaspers NEN-EN-ISO 9606-1
11B12B14B
Essentiële variabelen
106
1A. Lasproces(sen)
2A. Plaat P/pijp T + stomp /hoek
3A. Lastoevoegmateriaalgroep
4A. Lastoevoegmateriaal type
5A. Neergesmolten materiaaldikte s [mm]
6A. Materiaaldikte t + pijp D [mm]
7A. Beschermgas/ poeder EN-ISO 14175
8A. Laspositie EN-ISO 6947
9A. Stroomsoort, polariteit
10A. Boogtype
11A. Gutsen/ poeder backing
12A. Materiaal backing/ backing gas
13A. Één laag/ meer lagen
14A. Lasdetails(Eenzijdig/ tweezijdig)
15A. Naar rechts- of linkslassen
(C) Marchel Kaspers NEN-EN-ISO 9606-113A
13B

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 54
Proefstuk
Enkele laag (sl)
Meer lagen (ml)
Enkele laag (sl) x ---
Meer lagen (ml)ª x x
x duidt de laagtechniek aan waarvoor de lasser wordt gekwalificeerd--- duidt de laagtechniek aan waarvoor de lasser niet wordt gekwalificeerd
a Gedurende de uitvoering van de lasproef moet de keurmeester de eerste laag visueel beoordelen in overeenstemming met paragraaf 7.
a Als een lasser wordt gekwalificeerd voor een meer lagen stompe las en hij/zij maakt de aanvullende hoeklas zoals omschreven in 5.4 e), wordt hij/zij gekwalificeerd voor zowel meer lagen als enkele laag hoeklassen.
Geldigheidsgebied voor laagtechniek bij hoeklassen
107(C) Marchel Kaspers NEN-EN-ISO 9606-113B
Tabel 12 Geldigheidsgebied voor hoeklassen
Proefstuk Geldigheidsgebied
enkelelaag (sl)
meerlagen (ml)
enkele laag (sl) X -
meer lagen (ml) X X
108
108(C) Marchel Kaspers NEN-EN-ISO 9606-113B
Tijdens het lassen van het proefstuk moet de keurmeester visuele inspectie verrichten op de 1e laag volgens de eisen van Par. 7.
B Als een lasser gekwalificeerd is voor een meerlaags stompe las en hij of zij maakt een aanvullende hoeklas zoalsomschreven in 5.4 e), dan is hij of zij gekwalificeerd voor meerlaags en enkellaags hoeklassen.

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 55
Niet essentiële variabelen
109
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-116
110(C) Marchel Kaspers NEN-EN-ISO 9606-1
Aantal laslagen
16
1 laslaag
2 laslagen
/ meer laslagen

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 56
111(C) Marchel Kaspers NEN-EN-ISO 9606-1
Aantal laslagen
16
Snoer 1
1e laslaag
Snoer 2 en 3
2e laslaag
Niet essentiële variabelen
112
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-116

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 57
113(C) Marchel Kaspers NEN-EN-ISO 9606-1
a-hoogte
a: Ontwerpkeelhoogte
17
114(C) Marchel Kaspers NEN-EN-ISO 9606-1
a-hoogte
a: Ontwerpkeelhoogte
PB
a 3
17

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 58
Niet essentiële variabelen
115
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-116
De kwalificatieproef
De kwalificatieproef moet uitgevoerd worden met lastoevoegmateriaal
uit één van de groepen vermeld in
Tabel 2. Wanneer gelast wordt met een lastoevoegmateriaal niet
vermeld in Tabel 2, dan is een afzonderlijke proef vereist.
Het basismateriaal dat gebruikt wordt voor de kwalificatieproef dient
geschikt te zijn en afkomstig van een materiaalgroep uit ISO/TR 15608,
groepen 1 tot en met 11
(C) Marchel Kaspers NEN-EN-ISO 9606-1 11619

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 59
Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
De staalsoorten zijn in groepen met gelijke metallurgische en
lastechnische eigenschapen ingedeeld volgens
Dezelfde groepen kunnen nu gebruikt worden voor de
lasmethode beschrijvingen volgens EN ISO 15609-1 : 2004
CR ISO/TR 15608
(C) Marchel Kaspers NEN-EN-ISO 9606-1 11719
Trekproef
Minimale rekgrens ReH
(C) Marchel Kaspers NEN-EN-ISO 9606-1 11819

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 60
Basismateriaal subgroep (NPR-CEN-ISO/TR 15608Groep Sub-groep Staaltype
1
Staal met gespecificeerde minimale rekgrens ReH 460 N/mm² a en analyse in % :C 0,25 ; Si 0,60 ; Mn 1,80 ; Mo 0,70b; S 0,045; P 0,045 ; Cu 0,40b; Ni 0,5b;Cr 0,3 (0,4 voor gietwerk)b; Nb 0,06; V 0,12b; Ti 0,05
1.1 Staal met een gespecificeerde rekgrens ReH 275 N/mm²
1.2 Staal met een gespecificeerde rekgrens 275 N/mm² ReH 360 N/mm²
1.3 Genormaliseerd fijnkorrel staal met een gespecificeerde rekgrens ReH > 360 N/mm²
1.4 Weerbestendige staalsoorten waarvan de chemische samenstelling voor de enkelvoudige elementen de onder 1 gespecificeerde waarden te boven gaat
2
Thermo mechanisch behandeld fijnkorrel staal en gietstaal met een gespecificeerde minimale rekgrens van ReH > 360 N/mm²
2.1 Thermomechanisch behandeld fijnkorrel staal en gietstaal met een gespecificeerde minimale
rekgrens van 360 N/mm² < ReH 460 N/mm²
2.2 Thermomechanisch behandeld fijnkorrel staal en gietstaal met een gespecificeerde minimale
rekgrens van > 460 N/mm²
3
Afgeschrikt en ontlaten staal en precepitatie hardend staal (behalve roestvast staal) met een minimale rekgrens van ReH > 360 N/mm²
3.1 Afgeschrikt en ontlaten staal en precipitatie hardend staal (behalve roestvast staal) met een minimale rekgrens van 360 N/mm² < ReH 690 N/mm²
(C) Marchel Kaspers NEN-EN-ISO 9606-1 11919
Niet essentiële variabelen
120
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-120

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 61
Eerste kwalificatie
De geldigheid van de lasserskwalificatie begint op de datum van het lassen van het (de)
proefstuk(ken), onder voorwaarde dat de vereiste proeven zijn uitgevoerd en de
beproevingsresultaten aanvaardbaar zijn.
De geldigheid van het certificaat mag verlengd worden zoals gespecificeerd in 9.3.
De gekozen methode van verlengen van de kwalificatie volgens 9.3, a) of b) of c), moet op het
certificaat vermeld worden op het moment van uitgifte.
121(C) Marchel Kaspers NEN-EN-ISO 9606-120
Een lasserskwalificatie is aan een geldigheidsduur gebonden.
Dit vereist een hele organisatie in bedrijven.
122 M.K.122(C) Marchel Kaspers NEN-EN-ISO 9606-1
30

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 62
Bevestiging van de geldigheid
De kwalificaties van een lasser voor een proces moeten elke
6 maanden door de persoon die verantwoordelijk is voor laswerkzaamheden of door een
keurmeester/keuringsinstantie worden bevestigd.
Hierbij wordt bevestigd dat de lasser heeft gewerkt binnen het bereik van de kwalificatie en
verlengt de geldigheid van de kwalificatie voor een nieuwe periode van 6 maanden.
123(C) Marchel Kaspers NEN-EN-ISO 9606-120
6 maanden 6 maanden 6 maandenUitgifte
Geldigheidstermijn NEN-EN-ISO 9606-1Verlenging (vooraf a, b, of c aangeven)
a. Na drie (3) jaar, opnieuw kwalificeren
b. Na twee (2) jaar, onderzoek uit laatste periode van zes maanden middels
RT, UT of DT
c. Onbeperkt geldig zolang:
Werkzaam bij dezelfde werkgever
Werkt volgens laskwaliteitssysteem EN-ISO 3834-2 of -3 (aantoonbaar)
Lasser maakt lassen van acceptabele kwaliteit (gedocumenteerd m.b.t. positie, type, en lasdetail)
124(C) Marchel Kaspers NEN-EN-ISO 9606-120

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 63
Geldigheidstermijn NEN-EN-ISO 9606-1Methode b:
Elke 2 jaar moeten er twee lassen worden gemaakt tijdens de laatste 6maanden van de geldigheidsperiode worden beproefd door middel van radiografisch of ultrasoon onderzoek of destructief onderzoek en worden geregistreerd.
De aanvaardbaarheidseisen voor onvolkomenheden moeten overeenkomstig hoofdstuk 7 zijn. De beproevingsresultaten moeten aantonen dat de lasser met inachtneming van de oorspronkelijke lasomstandigheden heeft gewerkt, met uitzondering van de dikte en de uitwendige diameter.
Deze proef verlengt de kwalificaties van de lasser voor een volgende 2 jaar.
125(C) Marchel Kaspers NEN-EN-ISO 9606-120
Geldigheidstermijn NEN-EN-ISO 9606-1Methode c:
De kwalificatie van een lasser is geldig zolang deze wordt bevestigd volgens 9.2 en aan de volgende voorwaarden is voldaan:
de lasser werkt voor dezelfde fabrikant bij wie hij of zij zijn kwalificatie heeft behaald, en die verantwoordelijk is voor de vervaardiging van het product;
het kwaliteitssysteem van de fabrikant is geverifieerd in overeenstemming met ISO 3834-2 of ISO 3834-3;
de fabrikant kan aantonen dat de lasser lassen van aanvaardbare kwaliteit heeft geproduceerd op basis van toepassingsnormen. De onderzochte lassen moeten de volgende condities bevestigen: laspositie(s ), las-type (FW, BW), lassen met smeltbadondersteuning ( mb ) of zonder ( nb ).
126(C) Marchel Kaspers NEN-EN-ISO 9606-120

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 64
Niet essentiële variabelen
127
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-119
Geldigheidsgebied BW en FW
BW niet geldig voor FW
Volgens NEN-EN-ISO 9606-1 is dat een lasserskwalificatie van
een stompe las geen hoeklas kwalificeert!
128 M.K.(C) Marchel Kaspers NEN-EN-ISO 9606-1 128

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 65
Lasserskwalificatie van een stompe las geeft geen kwalificatie voor een hoeklas, maar door
een extra binnen hoeklas proefstuk te lassen, samen met de kwalificatie van de stompe las,
kan er gekwalificeerd worden.
FW, BW
Er wordt in de norm de mogelijkheid geboden om tegelijk met de kwalificatie van je stompe
las een extra hoeklas te lassen met platen van minimaal 10 mm dikte
met 1 las snoer in de PB positie.129 M.K.
(C) Marchel Kaspers NEN-EN-ISO 9606-1 129
Herstart in de grondlaag en de sluitlaag
130(C) Marchel Kaspers NEN-EN-ISO 9606-1
In de beoordelingslengte van de proefstukken moeten ten minste één stop en één
herstart in de grondlaag en de sluitlaag aanwezig zijn.
Open V-naad
Herstart grondlaag
Indien er meerdere processen gebruikt worden dan dient er voor ieder proces ten minste één stop en één
herstart in de grondlaag en de sluitlaag aanwezig te zijn.
Herstart sluitlaag
Herstart

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 66
Herstart in de grondlaag en de sluitlaag
131(C) Marchel Kaspers NEN-EN-ISO 9606-1
In de beoordelingslengte van de proefstukken moeten ten minste één stop en één
herstart in de grondlaag en de sluitlaag aanwezig zijn.
Stompe lassen mogen een hoeklas kwalificeren indien er een aanvullend hoekproefstuk
is gelast met elk proces, lastoevoegmateriaal (FM) groep en elektrode kern of bekleding.
Het proefstuk moet tenminste 10 mm dik zijn, of gelijk aan de dikte van het proefstuk gebruikt
voor de stompe las indien de dikte kleiner is dan 10 mm, en gelast met een hoeklas in één
laag in de PB positie.
Met deze aanvullende proef zal de lasser gekwalificeerd zijn voor alle hoeklassen waarbij de
kwalificatievariabelen van de stompe las gebruikt moeten worden om het geldigheidsgebied
te bepalen voor hoeklassen ( bv tabellen 7, 8, 10 en 12).
De hoeklas posities PA en PB worden gekwalificeerd met deze proef.
132 M.K.(C) Marchel Kaspers NEN-EN-ISO 9606-1 132
Geldigheidsgebied BW en FW

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 67
Soort las
133(C) Marchel Kaspers NEN-EN-ISO 9606-1
Stompe naad: BW + Hoeklas: FW
Geldigheidsgebied: FW, BW
21
21
Stalen backing strip
Stalen backing strip
Niet essentiële variabelen
134
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-122

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 68
LasserskwalificatiecertificaatAlle essentiële variabelen (13x incl. materiaalovergang)
Vermelding van de volgende niet-essentiële variabelen
Stoomsoort en polariteit
Basismateriaal groep / subgroep
Beschermgas
Meerdere werkstukken op één certificaat kan alleen bij verschil in:
Soort las (BW/FW)
Laspositie (PA, PB,…)
Neergesmolten lasdikte (s)
135(C) Marchel Kaspers NEN-EN-ISO 9606-122
136
Kenmerk NEN-EN-ISO 9606-1 Normnummer: ISO 9606-1
Essentiële parameters
Proces volgens EN ISO 4063
Soort product: P/T
Soort las: BW/FW
Toevoegmateriaalgroep: FM
142 en 311(nm): materiaalgroep vlgs: CR ISO/TR 15608
Lastoevoegmateriaal: A/B/C/R/M/S/nm/…
Afmeting proefstuk: s, t en D
Laspositie volgens: EN ISO 6947
Lasdetails: fb/bs/ci/lw/mb/gb/ml/nb/rw/sl/ss
(C) Marchel Kaspers NEN-EN-ISO 9606-122

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 69
137
Kenmerk NEN-EN-ISO 9606-1
(C) Marchel Kaspers NEN-EN-ISO 9606-122
Kenmerk:
Designation:EN-ISO 9606-1:2013 141 P BW FM1 S t10 PF ml ss nb
Kenmerk:
DesignationEN-ISO 9606-1:2013 135 P FW FM1 S t12 PB ml
Het kenmerk van een lasserskwalificatie bestaat uit de volgende onderdelen in de aangegeven volgorde (het systeem is zo ingericht dat het kan worden
gebruikt voor automatisering)
Het type bescherm- en backinggas mogen niet in het kenmerk worden opgenomen, maar worden opgenomen in het lasserskwalificatiecertificaat.
Niet essentiële variabelen
138
16 Aantal lagen bij butweld
17 a-hoogte
18 Middelen/ opmerkingen
19 Basismateriaal subgroep (NPR-CEN-ISO/TR 15608
20 Verlenging a/b/c
21 Aanvullende hoeklas
22 Kenmerk
23 Datum van uitgifte
(C) Marchel Kaspers NEN-EN-ISO 9606-123

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 70
Datum van uitgifte
Vanaf datum waarop de proefstukken zijn gelast, mits de vereiste onderzoek zijn uitgevoerd en de resultaten acceptabel zijn.
Het certificaat dient elke 6 maanden te worden herbevestigd door:
Persoon verantwoordelijk voor lasactiviteiten of inspecteur.
Anders wordt/worden het/de certificaat/certificaten ongeldig.
139(C) Marchel Kaspers NEN-EN-ISO 9606-123
6 maanden 6 maanden 6 maandenUitgifte
140
pWPS voorlopige lasmethodebeschrijving of WPS
Afmetingen vereiste proefstukken
Afname lasserskwalificatie
Aanvaardbaarheidseisen onvolkomenheden
Beproevingsmethoden
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 71
Kwaliteitsniveau NEN-EN-ISO 5817
Beoordelingscriteria per kwaliteitsniveau:
Niveau B Streng
Niveau C Gemiddeld
Niveau D Matig
141
Kwaliteitsniveaus van onvolkomenheden per lasonvolkomenheid
ingedeeld met volgnummer en nummer volgens
NEN-EN-ISO 6520 een onderverdeling van de grenswaarden
(C) Marchel Kaspers NEN-EN-ISO 9606-1
Aanvaardbaarheidseisenvoor onvolkomenheden volgens NEN-EN-ISO 5817
142(C) Marchel Kaspers NEN-EN-ISO 9606-132

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 72
Kwaliteitsniveau NEN-EN-ISO 5817
Een lasser is gekwalificeerd indien de onvolkomenheden voldoen aan EN-ISO 5817,
kwaliteitsniveau B.
Behalve voor de volgende soorten onvolkomenheden waarvoor kwaliteitsniveau C moet
gelden:
Bovenmatige lasdikte 1.9 ;
Bovenmatige convexiteit 1.10;
Bovenmatige keelhoogte 1.21;
Bovenmatige doorlassing 1.11;
Inkarteling 1.4).
143(C) Marchel Kaspers NEN-EN-ISO 9606-1
144
pWPS voorlopige lasmethodebeschrijving of WPS
Afmetingen vereiste proefstukken
Afname lasserskwalificatie
Aanvaardbaarheidseisen onvolkomenheden
Beproevingsmethoden
(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 73
145(C) Marchel Kaspers NEN-EN-ISO 9606-1
Beproevingsmethoden
Beproevingsmethoden
146(C) Marchel Kaspers NEN-EN-ISO 9606-1
BeproevingsmethodenStompe las
(in plaat of pijp)Hoeklas en aftakking
Visueel onderzoek volgens EN-ISO 17637 voorgeschreven voorgeschreven
Radiografisch onderzoek volgens EN-ISO 17636 voorgeschrevena,b,c niet voorgeschreven
Buigproef volgens EN-ISO 5173 voorgeschrevena,b,d niet van toepassing
Breekproef volgens EN-ISO 9017 voorgeschrevena,b,d voorgeschrevene,f
a Of een radiografisch onderzoek, of een buigproef of een breekproef moeten worden uitgevoerd.
b Indien een radiografisch onderzoek wordt uitgevoerd, dan zijn aanvullende buig-of breekproeven voorgeschreven voor de lasprocessen 131, 135, 138 en 311.
c Het radiografisch onderzoek mag worden vervangen door een ultrasoon onderzoek volgens ISO 17640[19] voor diktes ≥ 8 mm in ferritische staalsoorten. In dit geval zijn de aanvullende testen genoemd in voetnoot b niet vereist.
d Voor uitwendige diameter s D ≤ 25 mm, mogen de buig-of breekproeven worden vervangen door een kerftrekproef van het completeproefstuk(een voorbeeld is te zien in figuur 9).
e De breekproeven mogen worden vervangen door een macroscopisch onderzoek volgens ISO 17639[18], van ten minste tweedoorsneden, tenminste één doorsnede moet genomen zijn uit een stop/herstart locatie.
f De breekproeven op pijp, mogen vervangen worden door radiografisch onderzoek
32

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 74
147
Een tegenbreek- of een tegendwarsbuigproefstaafof een zijbuigproefstaaf
(C) Marchel Kaspers NEN-EN-ISO 9606-1
Legendalf beoordelingslengte1 een tegenbreek- of een tegendwarsbuigproefstaaf of een zijbuigproefstaaf2 een normaalbreek- of een normaaldwarsbuigproefstaaf of een zijbuigproefstaaf3 een tegenbreek- of een tegendwarsbuigproefstaaf of een zijbuigproefstaaf4 een normaalbreek- of een normaaldwarsbuigproefstaaf of een zijbuigproefstaaf
32
(C) Marchel Kaspers NEN-EN-ISO 9606-1 148
Uitvoeren van de buigproeven
Standaard buigproeven:
2 stuks grondlaag buigproef ;
2 stuks sluitlaag buigproef.

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 75
Soort product Breedte van het proefstuk voor de breekproef in mm
Plaat (P) Uitwendige middellijn D, van pijp (T)ª
x ≥ 100 ≥ 35
--- 50 ≤ D < 100 ≥ 20
--- 25 < D < 50 ≥ 10
a Voor een pijpen met een uitwendige middellijn D ≤ 25 mm, wordt voor het kerfslagproefstuk figuur 9 aanbevolen.
Breedte van het proefstuk voor de breekproef
149(C) Marchel Kaspers NEN-EN-ISO 9606-132
Voor vragen
Marchel Kaspers
Bedankt voor uw aandacht
Vragen ????
150(C) Marchel Kaspers NEN-EN-ISO 9606-1

Het opstellen van lasserskwalificaties volgens de NEN-EN-ISO 9606-1
2014
Versie 1.3 76
Voor vragen
Marchel Kaspers
Auteursrecht voorbehouden.
Behoudens uitzondering door de wet gesteld mag zonder schriftelijke toestemming van het
Nederlands Instituut voor Lastechniek niets uit deze presentatie worden verveelvoudigd
en/of openbaar gemaakt door middel van fotokopie, microfilm, opslag in computerbestanden
of anderszins, hetgeen ook van toepassing is op gehele of gedeeltelijke bewerking.
151(C) Marchel Kaspers NEN-EN-ISO 9606-1
Related Documents











