GOODWIN STEEL CASTINGS LTD ESTABLISHED 1883 P O W E R G E N E R A T I O N S T E A M • G A S • N U C L E A R

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

G O O D W I N S T E E L C A S T I N G S L T DE S T A B L I S H E D 1 8 8 3
P O W E R G E N E R A T I O NS T E A M • G A S • N U C L E A R

Goodwin Steel Castings Ltd has become synonymous with high standards of precision manufacturing over a history of 130 years.
Goodwin supply large machined castings from 200kg to 18,000kg,fabricated castings up to 30,000kg and assemblies up to 70,000kg in various low alloy supercritical grades and Advanced Ultra Super Critical nickel based alloys for power generation.
The CNC machining, fabrication and assembly requirements of castings produced within the Goodwin foundry are met by our sister company, Goodwin International Ltd, located 7 miles (11km) away.
Goodwin Steel Castings Ltd is a global supplier to the power generation, oil and petrochemical, renewable technology and construction sector industries.
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
Carbon Steel re-circulating pump to ASME requirement
Assembled 18,400kg 600MW MSV in 9.5% Cr Steel
600MW MSV-GC in 9.5% Cr Steel prior to assembly

ww
w.g
oo
dw
inste
elc
astin
gs.c
om

P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
NUCLEAR CAPABILITY
Goodwin Steel Castings Ltd have been accredited by ASME (The American Society for Mechanical Engineers) as a Material Organisation (MO) to ASME NCA 3800 to supply castings for nuclear applications.
Goodwin has supplied cast components for primary (class one) and secondary (class two) cooling loops in the form of pumps and valves and also supplied critical duty class one structural components.
We regularly work with tier one suppliers supplying components to civil nuclear industry such as the AP1000 PWR and proprietary military installations such as Faslane (Scotland) nuclear submarine naval base.
In addition to the ASME Nuclear Quality System Certificate Goodwin also retain Rolls Royce Nuclear Sector Submarine approval for the manufacture and machining of steel and nickel alloy castings.
A S M E N C A 3 8 0 0

ww
w.g
oo
dw
inste
elc
astin
gs.c
om
Water cooling valves for the Toshiba Westinghouse AP1000 Nuclear Power Plant

Goodwin produces "next generation" nickel-based super alloy castings for advanced (A-USC) pulverised coal-fired power plants. These plants operate with a live steam temperature of 700°C; the efficiency is then increased to over 50%, resulting in a reduced fuel consumption and CO2 emission of almost 15%.
Goodwin have long been involved in a number of research projects for super nickel alloy castings for high temperature use in power generation applications and have made test pieces and castings for the following:• European AD700-1 and AD700-2• European COMTES 700• European 50+• Japanese METI Cool Earth
Goodwin have also made a number of presentations at the USA EPRI 1400 programme.
Current Research: Goodwin are members of two European research programmes looking at high temperature super nickel alloys:- these are called NextGen Power and MacPlus
For information on A-USC research work see:• www.nextgenpower.eu • www.macplusproject.eu
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
ADVANCED ULTRA-SUPERCRITICAL APPLICATIONS
Alloy 625 steam gland
HP casing - largest Alloy 625 casting ever produced, net weight 11,800kg
Sacrificial test casing in Alloy 625

ww
w.g
oo
dw
inste
elc
astin
gs.c
om
Nozzle box castings, 1280kg each, manufactured in Alloy 625 and Alloy 617

Goodwin manufacture power generation steels and nickel alloys grades with the mechanical and elevated temperature creep strength required to address Original Equipment Manufacturers design requirements.
Supercritical - CrMo & CrMoV Steels Chromium molybdenum steels have been widely used within the power generation industry over the last 30 years operating at temperatures of 570°C. These steels typically contain 0.5 to 5% Cr and 0.5 to 1.5% Mo and may also contain an alloying addition of Vanadium.
Ultra Supercritical - 9.5% Cr Steels (CB2)9.5%Cr martensitic steels were developed to withstand 620°C steam temperatures necessary to attain increased thermal efficiency within fossil fuelled power generation.Improved creep rupture strength is obtained through alloying with elements such as Molybdenum, Vanadium, Niobium and Tungsten up to 1% and the additions of Nitrogen.
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
1,990kg CrMovpacking head
MATERIALS
GX12CrMoVNbN9-1(9.5% Cr) IP Pipe

www.goodwinsteelcastings.com
Alloy 625 fluid head manufactured for the petrochemical industry
Advanced Ultra Super Critical - Super Nickel Alloys (IN625, G130)Solution strengthened nickel based alloys such as IN625 enables the commercial use of power generation equipment at 700°C. The addition of alloying elements such as Aluminium and Titanium further increase high temperature creep strength of gamma prime strengthened alloys which are used predominately for Advanced Ultra Super Critical applications where operating temperature are set to exceed 720°C.
Goodwin has 30 years experience in the manufacture of heavy section nickel alloy and super nickel alloy castings for corrosion resistant and high temperature A-USC applications. Over the last 10 years our involvement with international research programmes has borne the development of ‘Goodwin 130’ a castable gamma prime material grade optimised for cast A-USC turbine components.
Class One Nuclear Material & ApplicationsGoodwin produces austenitic (304L, 316L) and super austenitic (SMO) and duplex (20-25%Cr) steels for nuclear containment, storage and transport applications. Specialist austenitic grades which warrant the addition of boron, or alternatively cobalt and copper restrictions are manufactured in casting and ingot form in accordance with our material accreditation to ASME NCA3800. Material traceability and the associated supporting documentation is acknowledged as a fundamental activity in the manufacture of critical duty components of this nature .
49,895kg 1000MW MSV-CV in 9.5% Cr.
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
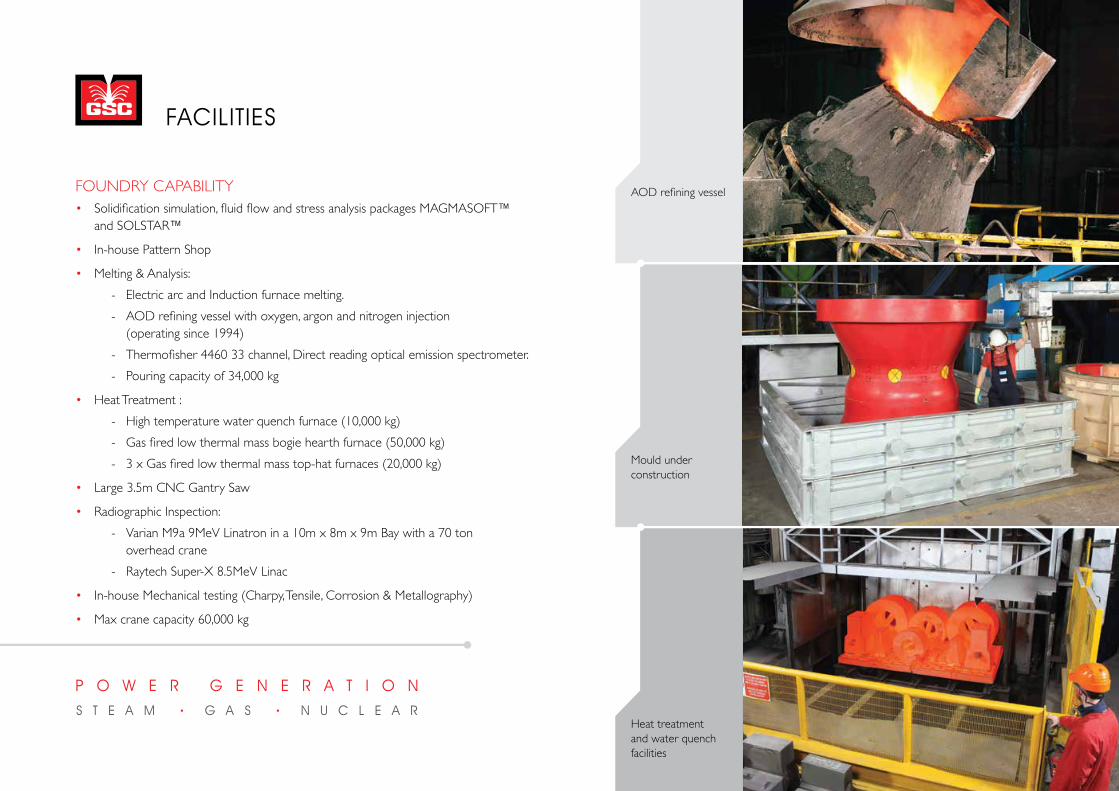
FOUNDRy CAPABILITy• Solidification simulation, fluid flow and stress analysis packages MAGMASOFT™ and SOLSTAR™
• In-house Pattern Shop
• Melting & Analysis: - Electric arc and Induction furnace melting. - AOD refining vessel with oxygen, argon and nitrogen injection (operating since 1994) - Thermofisher 4460 33 channel, Direct reading optical emission spectrometer. - Pouring capacity of 34,000 kg
• Heat Treatment : - High temperature water quench furnace (10,000 kg) - Gas fired low thermal mass bogie hearth furnace (50,000 kg) - 3 x Gas fired low thermal mass top-hat furnaces (20,000 kg)
• Large 3.5m CNC Gantry Saw
• Radiographic Inspection: - Varian M9a 9MeV Linatron in a 10m x 8m x 9m Bay with a 70 ton overhead crane - Raytech Super-X 8.5MeV Linac
• In-house Mechanical testing (Charpy, Tensile, Corrosion & Metallography)
• Max crane capacity 60,000 kg
FACILITIES
AOD refining vessel
Mould under construction
Heat treatment and water quench facilities

MACHINE SHOP CAPABILITy
• Programming by Gibbs CAM & Siemens NX
• Verification by VERICUT
• Biometric access to off line programming room for 3D modelling, CNC programming and Verification for restricted work.
• 4 axis Gantry Mill with 20m travel and 40 tonne capacity
• 7 x Large CNC Vertical Boring – maximum swing 3.7m and 30 tonne capacity
• 7 x Conventional Vertical Boring Centres
• 2 x large CNC Floor Borers – fully indexable tables, 13mtr travel and 60 tonne capacity
• 3 x large CNC Horizontal Borers – 4 axis, 3m x 2m x 2m travel and 20 tonne capacity
• 4 x large CNC Horizontal Borers – 4 axis, 3m x 2m x 1.5m travel and 6 tonne capacity
• 5th Axis Rotary table with 15 ton capacity available for all large boring machines
• 2 x Conventional Horizontal Boring Centres – 2m x 2m, 4 tonne capacity
• 6 x CNC Lathes
• 2 x Reiss 6 axis Robotic Welders with rotary tables
• 2 x CMM, max 5m x 3m x 2m bed
• 2 x Faro Articulated Arm CMM
• Faro Laser Tracker for dimensional verification for larger components
• Faro Laser Scanner for 3D Reverse Engineering
• Max crane capacity 100,000 kg
www.goodwinsteelcastings.com
5m x 3m x 2m CMM
One of four multi-pallet change horizontal borers
Faro Laser Scanner

P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
One of two on-site linear accelerators
Dye penetrant inspection
Ultrasonic inspection
NDT (NON-DESTRUCTIVE TESTING) Goodwin carry out extensive in house non destructive examination including: • Radiographic Inspection • Ultrasonic Inspection • Magnetic Particle Inspection • Dye Penetrant InspectionGoodwin directly employ a total of 36 qualified NDE personnel including 2 x PCN & SNT level III qualified quality assurance managers.
CERTIFICATION AND TRACEABILITy - ISO9001:2008 Goodwin Steel Castings were the first steel foundry worldwide to be accredited by the British Standard Institution to BS5750 (now ISO9001). Accreditation was first granted in 1984. Goodwin machining facility was also accredited in 1984.
All castings are fully traceable , this traceability consists of the internal (Goodwin) job number and a sequential casting number which when taken together provides unique traceability for each casting. The unique casting number is traceable to the following as a minimum:• The cast (unique lot of molten metal) that the casting was poured from.• The results of the final (certified) chemical analysis.• All heat treatment activities and the heat treatment furnace load number. • All final NDT inspection reports and the individual who carried out the testing. • All weld repair maps, the identity of the welder and the batch number of the welding consumables used. • Any Post Weld Heat Treatment activities and the furnace load number. • The results of the mechanical tests
NON-DESTRUCTIVE TESTING

DE
LI
VE
RI
NG
E
XC
EL
LE
NC
E
EV
ER
YT
IM
E
ww
w.g
oo
dw
inste
elc
astin
gs.c
om
Tri-chest for 500MW steam turbine

P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
...which were then modelled in 3D...
...before being reverse engineered to devise a method of casting manufacture
REFURBISHING & REVERSE ENGINEERING
Goodwin were supplied with forging drawings from the customer...
As part of the reverse engineering process, Goodwin offer that our engineers visit the customer site to consult with their engineers regarding project specific requirements.
The reverse engineering service often makes use of our on-site measuring equipment which provides accurate data for our draftsmen to produce initial models for review.
With our knowledge and skill set, we are able to produce manufacturing drawings from which we will (where required) cast, machine, fabricate and assemble the component required.
Refurbishing and reverse engineering is not necessarily limited to like-for like replacement. Goodwin have reverse engineered forged main steam valve components into castings. Castings by their nature are near net shape and a more cost effective solution to expensive forgings, ultimately Goodwin won a Queens award for international export for this activity.

RE
FU
RB
IS
HI
NG
&
R
ET
RO
FI
TT
IN
G
ww
w.g
oo
dw
inste
elc
astin
gs.c
om
Main steam valve manufactured for E-on

Goodwin have supplied the following compaines:
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
Control reheat valve under-going rapid cooling after heat treatment
Control reheat valve assembled and finish machined
9.5% Cr 600MW reheat steam valve
CUSTOMERS

ww
w.g
oo
dw
inste
elc
astin
gs.c
om
600 MW control valve assembly in 9.5% Cr / Moly V

Goodwin Steel Castings existing site, where we have been manufacturing castings for the last 130 years, measures 105,000 sq feet and in 2012 we were successful in acquiring land next to our foundry with an additional 441,000 sq feet.
The area is being developed to compliment our existing site and will house a world class Radiography facility housing a 9Mev Linatron, one of Europe’s largest CNC Gantry Saw capable of sawing through 3.5m of steel, we are also building new office units for future expansion. This facility is scheduled for completion end 2013.
Goodwin International’s on-going investment in the machine shop sees the existing site expand by another 44,000 sq feet in 2013, this expansion encompasses a new fabrication welding facility with 100 ton overhead crane, a new Gantry Miller with a 20m bed and a 25,000 sq foot factory unit enabling off site storage.
Goodwin Apprentice School - in conjunction with the Governments ‘Employer Ownership Pilot Fund’ Goodwin have created a new purpose built training school which will be housed within our new facility at the foundry, this will be a centre of excellence for 125 engineering apprentices by 2017.
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
SITE EXPANSIONS & DEVELOPMENT
3.5m CNC 3 axis gantry saw
9 Mev X-ray 10m x 10m x 10m
Goodwin Apprenticeship

ww
w.g
oo
dw
inste
elc
astin
gs.c
om
Goodwin Jubilee Development - Completion December 2013
Goodwin Steel Castings - Since 1883
Goodwin PLC - Since 1976

Goodwin Steel Castings is part of the Goodwin Engineering Group and one of the foremost, independent producers of high alloy and high quality integrity castings in Europe.As well as the approvals listed below, Goodwin has implemented an ASME NCA 3800 Nuclear Material Supplier management system.
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R
APPROVALS & CERTIFICATES
ISO 9001 (FM336)Goodwin Steel Castings Ltd was the first steel foundry worldwide to be accredited by BSI to BS5750 (now ISO 9001). Accreditation was first granted in 1984.
ISO 14001 (21539)The foundry facility is accredited to the environmental management system ISO 14001
Lloyds Register (MD00/0609)Goodwin is approved as a manufacturer under the the Lloyds Rules for the manufacture, testing and certification of materials.
OHSAS 18001The foundry facility is accredited to OHSAS 18001: 2007.
NCA-3800American Society of Mechanical Engineers Nuclear Accreditation
PEDPressure Equipment Directive 97/23/EC Certification

CONTACTS & LOCATION
Goodwin Steel Castings Ltd is easily accessible from the M6 motorway at junction 15 or 16 and then along the A500. From the M1 motorway, take junction 24a and then the A50 to Stoke-on-Trent.
Brian QuinnSales DirectorTel +44 (0)1782 220244Mobile +44 (0)7766 315829Email [email protected]
STOKE-ON-TRENT
GOODWINSTEEL
CASTINGS
A500
M6 Jct16
M6 Jct15
A500
LEEK RO
ADVIC
TORIA RO
AD
LEEK
RO
AD
BUCKNALLNEW ROAD
LICH
FIELD ST
SHELTON
NEW ROAD
ETRURIA ROAD
ETRURIA ROAD
POTTERIESWAY
CO
LLEG
E RO
AD
POTTERIESWAY
IVY HOUSE
ROAD
GOODWINSTEEL
CASTINGS
STAFFSUNIVERSITY
Goodwin Steel Castings LtdIvy House FoundryStoke-on-TrentST1 3NRUnited Kingdom
Tel +44 (0)1782 220000Fax +44 (0)1782 208060Email [email protected] www.goodwinsteelcastings.com
While every effort has been made in the compilation of this brochure to ensure accuracy, no guarantees are given and it is the responsibility of the user to verify all information. Given the need for continuous competitive improvement we reserve the right to modify our scope of supply as outlined in this brochure as is considered appropriate to each market place.
NOTES
P O W E R G E N E R A T I O N
S T E A M • G A S • N U C L E A R

G O O D W I N S T E E L C A S T I N G S L T DA S U B S I D I A R Y O F G O O D W I N P L C
www.goodwinsteelcastings.com

Ivy House FoundryStoke-on-Trent
ST1 3NRUnited Kingdom
Tel +44 (0)1782 220000Fax +44 (0)1782 208060
Email [email protected]
www.goodwinsteelcastings.com
GSC-POWER-11/13
G O O D W I N S T E E L C A S T I N G S L T DA S U B S I D I A R Y O F G O O D W I N P L C
Related Documents











