Powder Metallurgy Powder Metallurgy Bill Pedersen Bill Pedersen ME 355 ME 355

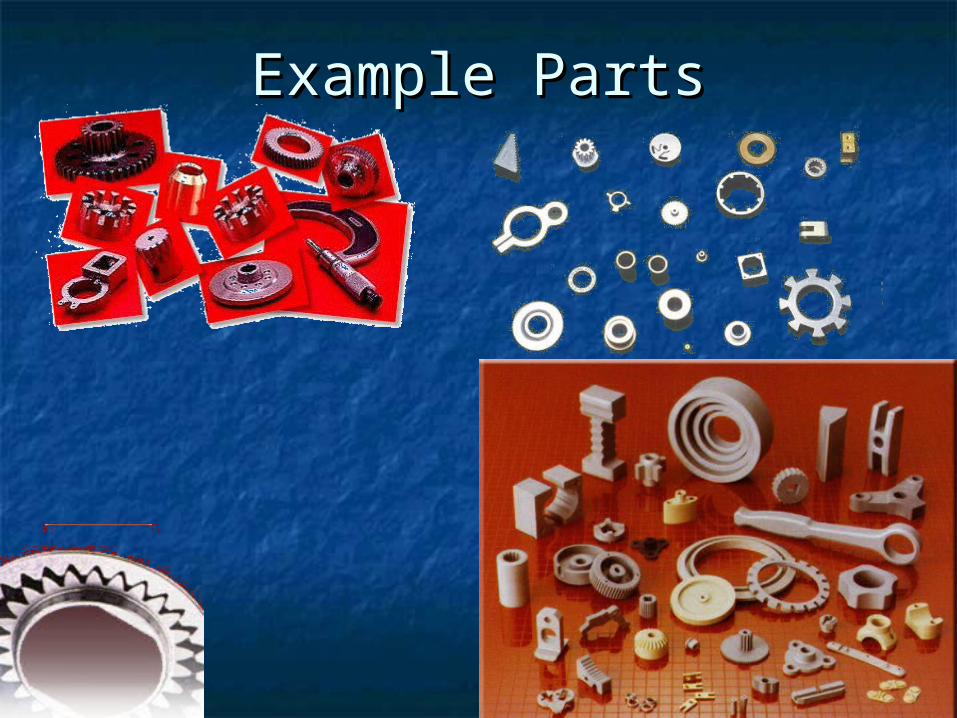
Powder Metallurgy Bill Pedersen ME 355. Example Parts.
Dec 18, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Powder MetallurgyPowder Metallurgy
Bill PedersenBill Pedersen
ME 355ME 355
Basic Steps In Powder Basic Steps In Powder Metallurgy (P/M)Metallurgy (P/M)
Powder ProductionPowder Production Blending or MixingBlending or Mixing CompactionCompaction SinteringSintering FinishingFinishing
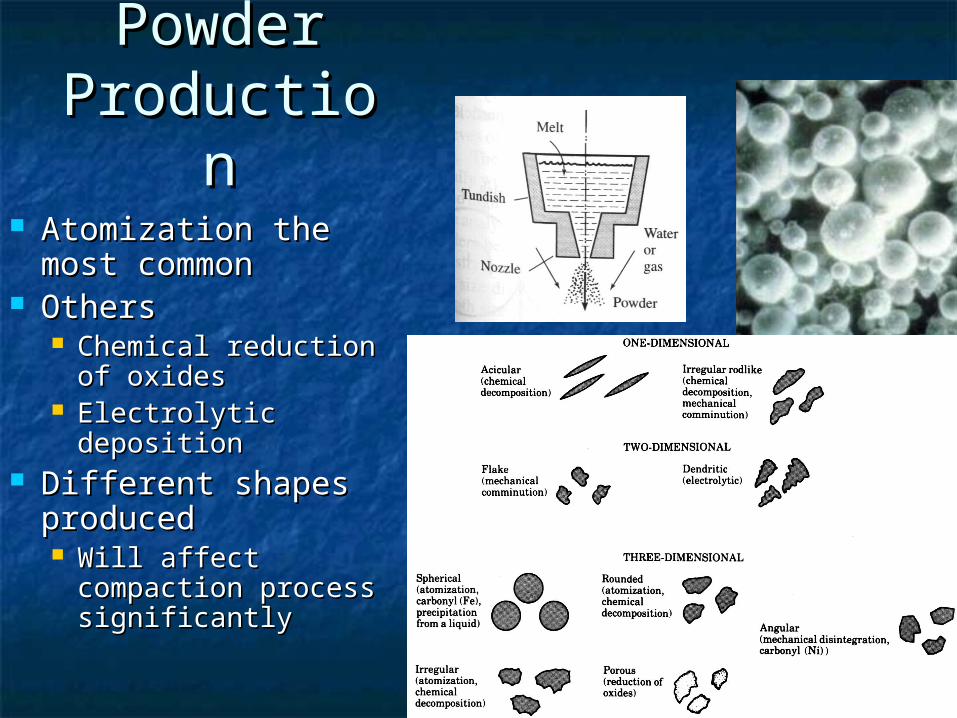
Powder Powder ProductionProduction
Atomization the Atomization the most commonmost common
OthersOthers Chemical reduction of Chemical reduction of
oxidesoxides Electrolytic depositionElectrolytic deposition
Different shapes Different shapes producedproduced Will affect Will affect
compaction process compaction process significantlysignificantly
Blending or MixingBlending or Mixing Can use master alloys, (most commonly) or Can use master alloys, (most commonly) or
elemental powders that are used to build up the elemental powders that are used to build up the alloysalloys Master alloys are with the normal alloy ingredientsMaster alloys are with the normal alloy ingredients
Elemental or pre-alloyed metal powders are first Elemental or pre-alloyed metal powders are first mixed with lubricants or other alloy additions to mixed with lubricants or other alloy additions to produce a homogeneous mixture of ingredients produce a homogeneous mixture of ingredients
The initial mixing may be done by either the metal The initial mixing may be done by either the metal powder producer or the P/M parts manufacturerpowder producer or the P/M parts manufacturer
When the particles are blended:When the particles are blended: Desire to produce a homogenous blendDesire to produce a homogenous blend Over-mixing will work-harden the particles and produce Over-mixing will work-harden the particles and produce
variability in the sintering processvariability in the sintering process
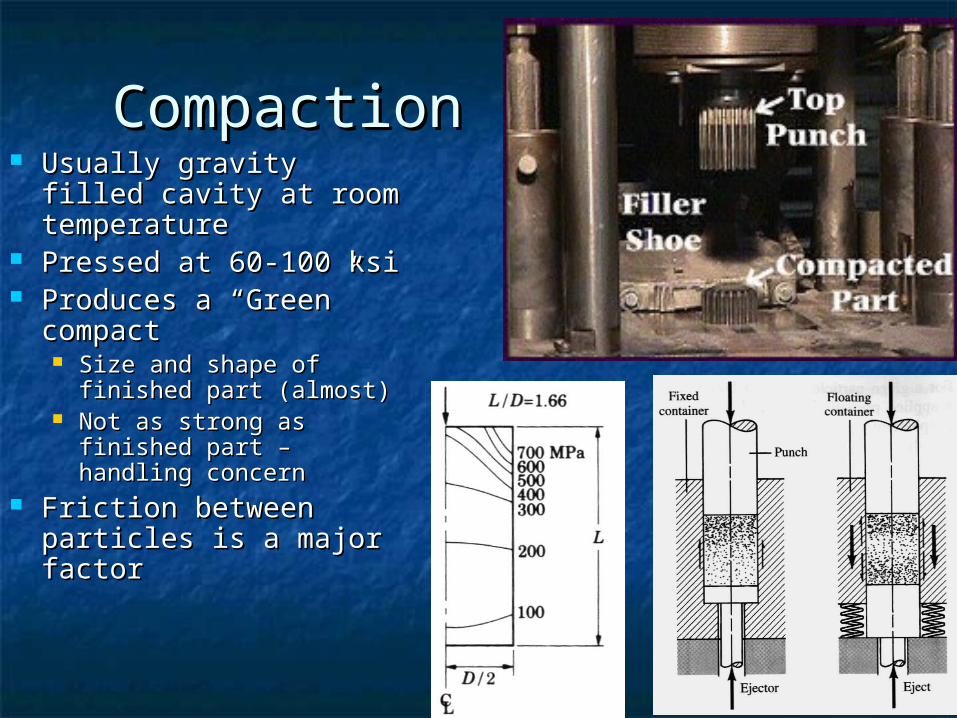
CompactionCompaction Usually gravity filled Usually gravity filled
cavity at room cavity at room temperaturetemperature
Pressed at 60-100 ksiPressed at 60-100 ksi Produces a “Green” Produces a “Green”
compactcompact Size and shape of Size and shape of
finished part (almost)finished part (almost) Not as strong as Not as strong as
finished part – handling finished part – handling concernconcern
Friction between Friction between particles is a major particles is a major factorfactor
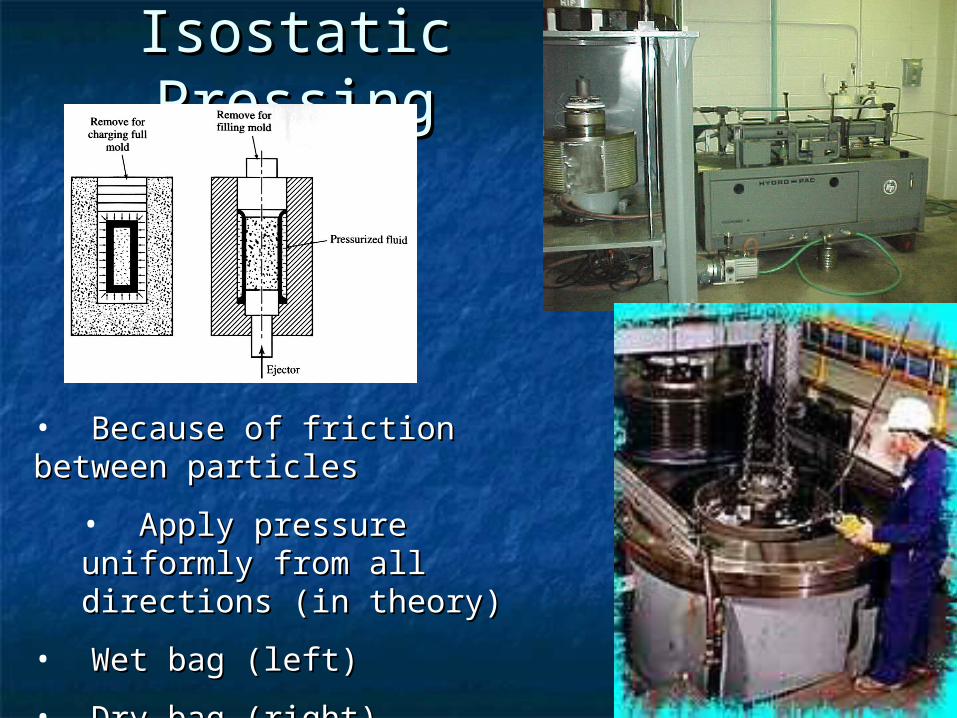
Isostatic Isostatic PressingPressing
• Because of friction between Because of friction between particles particles
• Apply pressure uniformly Apply pressure uniformly from all directions (in theory)from all directions (in theory)
• Wet bag (left)Wet bag (left)
• Dry bag (right)Dry bag (right)
SinteringSintering
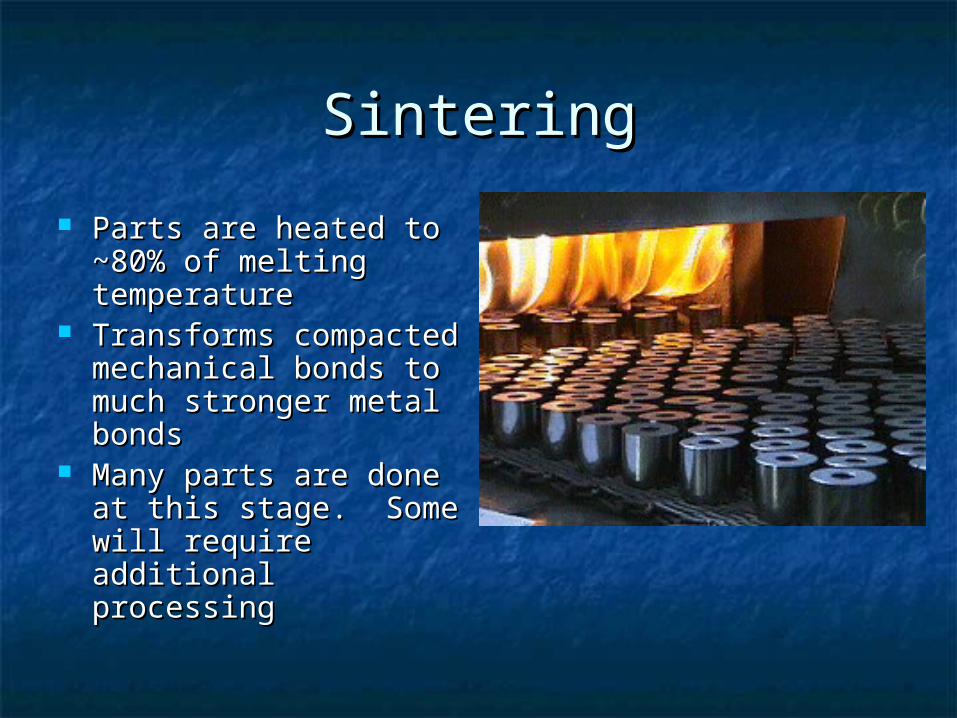
Parts are heated to Parts are heated to ~80% of melting ~80% of melting temperaturetemperature
Transforms Transforms compacted compacted mechanical bonds to mechanical bonds to much stronger metal much stronger metal bondsbonds
Many parts are done Many parts are done at this stage. Some at this stage. Some will require additional will require additional processingprocessing
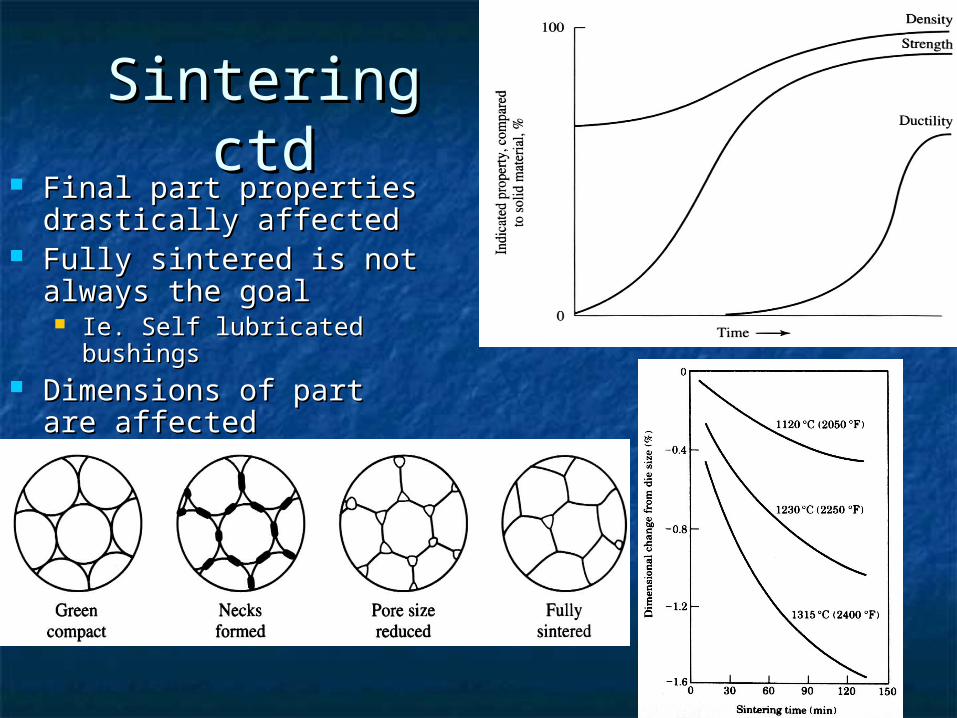
Sintering ctdSintering ctd Final part properties Final part properties
drastically affecteddrastically affected Fully sintered is not Fully sintered is not
always the goalalways the goal Ie. Self lubricated Ie. Self lubricated
bushingsbushings Dimensions of part are Dimensions of part are
affectedaffected
Die Design for P/MDie Design for P/M
Thin walls and projections create fragile tooling. Thin walls and projections create fragile tooling. Holes in pressing direction can be round, square, Holes in pressing direction can be round, square,
D-shaped, keyed, splined or any straight-through D-shaped, keyed, splined or any straight-through shape. shape.
Draft is generally not required. Draft is generally not required. Generous radii and fillets are desirable to extend Generous radii and fillets are desirable to extend
tool life. tool life. Chamfers, rather the radii, are necessary on part Chamfers, rather the radii, are necessary on part
edges to prevent burring. edges to prevent burring. Flats are necessary on chamfers to eliminate Flats are necessary on chamfers to eliminate
feather-edges on tools, which break easily. feather-edges on tools, which break easily.
Advantages of P/MAdvantages of P/M Virtually unlimited choice Virtually unlimited choice
of alloys, composites, and of alloys, composites, and associated properties associated properties Refractory materials are Refractory materials are
popular by this processpopular by this process Controlled porosity for self Controlled porosity for self
lubrication or filtration uses lubrication or filtration uses Can be very economical at Can be very economical at
large run sizes (100,000 large run sizes (100,000 parts)parts)
Long term reliability Long term reliability through close control of through close control of dimensions and physical dimensions and physical properties properties
Wide latitude of shape and Wide latitude of shape and design design
Very good material Very good material utilizationutilization
Disadvantages of P/MDisadvantages of P/M
Limited in size capability due to large forces Limited in size capability due to large forces Specialty machinesSpecialty machines Need to control the environment – corrosion Need to control the environment – corrosion
concernconcern Will not typically produce part as strong as Will not typically produce part as strong as
wrought product. (Can repress items to wrought product. (Can repress items to overcome that)overcome that)
Cost of die – typical to that of forging, Cost of die – typical to that of forging, except that design can be more – specialtyexcept that design can be more – specialty
Less well known processLess well known process
Financial ConsiderationsFinancial Considerations Die design – must withstand Die design – must withstand
100 ksi, requiring specialty 100 ksi, requiring specialty designsdesigns
Can be very automatedCan be very automated 1500 parts per hour not 1500 parts per hour not
uncommon for average size partuncommon for average size part 60,000 parts per hour achievable 60,000 parts per hour achievable
for small, low complexity parts in for small, low complexity parts in a rolling pressa rolling press
Typical size part for Typical size part for automation is 1” cubeautomation is 1” cube Larger parts may require special Larger parts may require special
machines (larger surface area, machines (larger surface area, same pressure equals larger same pressure equals larger forces involved)forces involved)
Related Documents










