(This is a sample cover image for this issue. The actual cover is not yet available at this time.) This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and education use, including for instruction at the authors institution and sharing with colleagues. Other uses, including reproduction and distribution, or selling or licensing copies, or posting to personal, institutional or third party websites are prohibited. In most cases authors are permitted to post their version of the article (e.g. in Word or Tex form) to their personal website or institutional repository. Authors requiring further information regarding Elsevier’s archiving and manuscript policies are encouraged to visit: http://www.elsevier.com/copyright

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

(This is a sample cover image for this issue. The actual cover is not yet available at this time.)
This article appeared in a journal published by Elsevier. The attachedcopy is furnished to the author for internal non-commercial researchand education use, including for instruction at the authors institution
and sharing with colleagues.
Other uses, including reproduction and distribution, or selling orlicensing copies, or posting to personal, institutional or third party
websites are prohibited.
In most cases authors are permitted to post their version of thearticle (e.g. in Word or Tex form) to their personal website orinstitutional repository. Authors requiring further information
regarding Elsevier’s archiving and manuscript policies areencouraged to visit:
http://www.elsevier.com/copyright
Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
Available online at www.sciencedirect.com
journal homepage: www.elsevier.com/locate/jmbbm
Research paper
Porous alumina–hydroxyapatite composites through proteinfoaming–consolidation method
I. Sopyana,∗, A. Fadlia,b, M. Melc
aDepartment of Manufacturing and Materials Engineering, Faculty of Engineering, International Islamic University Malaysia (IIUM), POBox 10, 50728 Kuala Lumpur, MalaysiabDepartment of Chemical Engineering, Faculty of Engineering, Riau University, Pekanbaru 28293, IndonesiacDepartment of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia (IIUM), PO Box 10, 50728Kuala Lumpur, Malaysia
A R T I C L E I N F O
Article history:
Received 4 August 2011
Received in revised form
22 October 2011
Accepted 25 October 2011
Published online 26 November 2011
Keywords:
Hydroxyapatite
Alumina
Porous composites
Protein foaming–consolidation
Mechanical properties
Compressive strength
Cell culture
A B S T R A C T
This report presents physical characterization and cell culture test of porous alumina–
hydroxyapatite (HA) composites fabricated through protein foaming–consolidation
technique. Alumina and HA powders were mixed with yolk and starch at an adjusted
ratio to make slurry. The resulting slip was poured into cylindrical shaped molds and
followed by foaming and consolidation via 180 ◦C drying for 1 h. The obtained green bodies
were burned at 600 ◦C for 1 h, followed by sintering at temperatures of 1200–1550 ◦C
for 2 h. Porous alumina–HA bodies with 26–77 vol.% shrinkage, 46%–52% porosity and
0.1–6.4 MPa compressive strength were obtained. The compressive strength of bodies
increased with the increasing sintering temperatures. The addition of commercial HA in
the body was found to increase the compressive strength, whereas the case is reverse
for sol–gel derived HA. Biocompatibility study of porous alumina–HA was performed in
a stirred tank bioreactor using culture of Vero cells. A good compatibility of the cells to
the porous microcarriers was observed as the cells attached and grew at the surface of
microcarriers at 8–120 cultured hours. The cell growth on porous alumina microcarrier was
0.015 h−1 and increased to 0.019 h−1 for 0.3 w/w HA-to-alumina mass ratio and decreased
again to 0.017 h−1 for 1.0 w/w ratio.c⃝ 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Porous hydroxyapatite (HA) is the most commonly used bio-ceramic for orthopedic implants due to their excellent bioac-tivity and bone bonding ability. However, their mechanicalproperties are low, and as such cannot be used alone for load-bearing applications (Sopyan et al., 2007). On the other hand,porous alumina is relatively strong and stable compared to
∗ Corresponding author. Tel.: +60 361964592; fax: +60 361964477.E-mail address: [email protected] (I. Sopyan).
porous HA but it does not create a firm bonding with bone dueto the absence of biochemical response (Bieniek and Swiecki,1991). Therefore, it is desirable to produce implant materialsat trade off of strength and bioactivity by compositizing HAwith alumina.
Various methods of fabricating porous alumina–calciumphosphate composites have been developed. Jun et al. (2003)fabricated alumina porous bodies using the polyurethane
1751-6161/$ - see front matter c⃝ 2011 Elsevier Ltd. All rights reserved.doi:10.1016/j.jmbbm.2011.10.012

Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8 87
sponge where the calcium phosphates were coated onto theporous alumina substrates. This technique provided porousbodies with 75%–90% porosity and compressive strengthof up to 6 MPa. In vivo test also proved that the HA-coated alumina porous implants have a similar bioactivityand osteoconduction property as that of the HA porousimplant. Saki et al. (2009) have prepared composite ceramicbioscaffold of hydroxyapatite–alumina by using an organictemplate, commercial polyurethane sponge, with an openinterconnected microporosity. It has good properties whichexhibits better biodegradability, light in weight and cansupport osteoblast attachment and growth as well. Thisscaffold morphology showed fairly uniform pores with sizeranging between 2.5–5 µm in average and able to supportthe osteoblast attachment and growth. Costa et al. (2008)have successfully developed alumina with tri-dimensionalporous structure and uniformly covered with a biocompatiblecoating of calcium phosphate/PVA. Gremillard et al. (2006) hasproduced porous alumina coated with tri-calcium phosphatevia infiltration of polymer open celled foams.
Recently, we have successfully developed a proteinfoaming–consolidation method to produce porous aluminaceramics using egg yolk as the pore creating agent (Fadliand Sopyan, 2009). The alumina porous bodies obtainedafter sintering showed good pore connectivity. Pore densityand size (normally 100–500 µm diameter in average) can bemodified by varying foaming capacity of slurry during thedrying process (Fadli and Sopyan, 2011).
In this report, we present porous alumina–hydroxyapatitecomposites fabricated via protein foaming–consolidationmethod. The effects of HA loading and sintering temperatureon physical and mechanical properties were investigated.Biocompatibility of the porous ceramics as microcarriers forVero cell culture in a stirred tank bioreactor is reported aswell.
2. Materials and methods
2.1. Materials
Commercial alumina powder (Sigma-Aldrich, USA) was usedas the bioinert ceramics. Commercial HA powder (Sigma-Aldrich, USA) and sol–gel derived HA powder were usedas the bioactive ceramics. Calcium nitrate tetrahydrate, di-ammonium hydrogen phosphate, ammonium solution andurea (Systerm, Malaysia) and Titriplex II (EDTA) (Merck,Germany) were used to synthesize the sol–gel hydroxyapatitepowder. Yolk from chicken egg (LTK Berhad, Malaysia) wasused as the protein source for foaming. This egg yolk consistsof 25 wt% proteins and 24 wt% lipids as well as 51 wt% water.In addition the yolk was completely burned out at 550 ◦Ctemperature. Starch flour (FFM Berhad, Malaysia) was chosenas the binder. Darvan 821A (40 wt% aqueous solution ofammonium polyacrylate; R.T. Vanderbilt, USA) was selectedas the dispersant.
2.2. Synthesis of sol–gel derived hydroxyapatite powder
The sol–gel method employed to synthesize hydroxyapatitepowder in this work was adapted from the proceduredeveloped by Bezzi et al. (2003). A 500 mL of ammoniumsolution (25%) was heated at 60 ◦C, 182 g of Titriplex II
was added while stirring until it dissolved and gave clearsolution. Into this, 200 mL of aqueous solution of 130 g ofCa(NO3)2.4H2O was poured, and then 40 g of (NH4)2HPO4and 45.2 g of urea were subsequently added. The mixturewas then refluxed while stirring until a white gel of HA wasobtained. The white gel was then dried under ambient air andsubsequently subjected to heat treatment.
2.3. Fabrication of alumina–HA composite porous bodies
The porous alumina–HA composite bodies were preparedusing the protein foaming–consolidation method (Fadli andSopyan, 2009). The slurries were prepared by stirring thealumina, commercial HA or sol–gel derived HA powders, yolk,starch and Darvan 821 A in a glass beaker for 3 h. The slurrycompositions studied are summarized in Table 1. The slurrieswere cast into cylindrical open stainless steel molds (φ ≈
1.3 cm,h ≈ 1.4 cm). Castor oil was used as a lubricant for easymold removal. Thermal foaming–consolidating was done inan air oven (Memmert, 100–800 Model) at 180 ◦C for 1 h. Thegreen body was removed from the mold and heated in a SiCfurnace (Protherm, PLF 160/5 Model) at 10 ◦C/min rate up to600 ◦C for removal of the yolks and then at 2 ◦C/min rate upto 1550 ◦C with 2 h holding time at the temperature.
2.4. Determination of foaming capacity and rheologyanalysis
The foaming capacity was measured based on increasingvolume of slurry as a function of drying time. A volume of10 mL slurry contained in a 100-mL glass measuring cylinderwas placed in a drying oven for 60 min at 180 ◦C. Thechange in slurry volume was monitored at a specified timeinterval. The rheological behavior of slurries was determinedusing a Rheometer (Thermo Haake, VT 550 model) fittedwith double concentric cylinder geometry. Themeasured flowcurves for fresh slurries were fitted with a power law model(Potoczek, 2008)
η = kγn−1 (1)
where η is the viscosity of slurries, γ is the applied shear rate,and k and n are the consistency factor and non-Newtonianindex, respectively.
2.5. Characterization of porous bodies
An electronic densimeter (Alfa Mirage, MD300S model) wasused to measure the density of sintered samples. The particlesize of powders was determined using a Nano Sizer (Malvern,ZEN 1600 model). The theoretical density of fully densifiedalumina, 3.98 g cm−3 and hydroxyapatite, 3.14 g cm−3
was used as references to calculate the total porosity. Thecrystallinity and phase of samples were analyzed by XRD(Shimadzu Diffractometer, XRD-6000model) over the 2θ rangeof 20–80◦ with a step scan rate of 2◦ in 2θ/min using Cu Kα
radiation at 30 mA, 40 kV. The pore size and interconnectionas well as the grain structure were examined using SEM(JEOL, 5600 model) and FESEM (JEOL, JSM 6700 F model). Themechanical strength of the porous alumina–HA bodies wasmeasured using a universal testing machine (Lloyd, LR10Kplus model) by diametrical compression. A compression loadof 500 N was applied at a crosshead speed of 2.5 mm min−1
Author's personal copy
88 J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
Table 1 – Slurry compositions and sintering temperatures studied.
Slurry Alumina (g) Commercial HA (g) Sol–gel derived HA (g) Yolk (g) Sintering temperature (◦C)
S0a 24 – 3.2 24 1200S1a 24 – 3.2 24 1350S2a 24 – 3.2 24 1400S3a 24 – 3.2 24 1550S4 24 – 3.2 34 1550S5 24 – 3.2 44 1550S6 24 – 3.2 64 1550S7 10 – 3.0 24 1550S8 10 – 5.0 24 1550S9 10 – 7.0 24 1550S10 10 – 10.0 24 1550S11 24 3.2 – 24 1350S12 24 3.2 – 24 1550S13a 15 3.2 – 24 1550S14a 10 3.2 – 24 1550S15b 24 4.0 – 24 1550S16b 24 5.0 – 24 1550S17b 24 8.0 – 24 1550
aSamples with the addition of 4 g starch and 1.03 g Darvan 821A.bSamples with the addition of 4 g starch.
on porous samples of 3/2 height-to-diameter ratio, typically15 mm height and 10 mm diameter. Five scaffolds were usedto determine the average maximum compressive strength.Architecture of the porous samples was observed by a Microcomputed tomography (Scanco Medical, vivaCT 40 model).
2.6. Cell culture studies
Vero cells obtained from Cell and Tissue EngineeringLaboratory of IIUM were used in this work. Three types ofsamples with 0.0, 0.3 and 1.0 w/w HA-to-alumina ratios havebeen used for cell culture test. Spherical shape samples of6 mm diameter were dip into 25% PBS for 1 day and sterilizedin an autoclave for 1 h at 115 ◦C. The cells were thencultivated in 75 cm2 culture T-flasks at 37 ◦C and 5% CO2into 15 mL fresh Dulbecco’s Modified Eagle’s Medium (DMEM)supplemented with 10% Fetal Bovine Serum (FBS). The cellswere finally detached using 0.05% trypsin after confluence.
DMEM growth media of 190 mL volume with 10% FBS waspoured into each sterilized bioreactor containing 20 microcar-rier samples. 10% of obtained inoculums were seeded intoeach bioreactor and placed on the magnetic stirrer in theincubator with a fixed agitation speed of 35 rpm. Samplingwas conducted every 12 h with a 10 h interval for 120 h todetermine attached cell concentration on microcarriers. Cellconcentration was counted by counting cell released aftertrypsinization. Specimens were fixed with 4% glutaraldehydefor 30 min and dehydrated in solutions containing ethanol ofvarious concentrations (10%, 30%, 50%, 70%, 90%, 100%) beforedrying in an air oven overnight at 37 ◦C. SEM measurementwas conducted for the cell morphology analysis.
3. Results
3.1. Characteristics of alumina and hydroxyapatitepowders
Commercial alumina powder used in the study has a particlesize of 0.25 µm in average diameter and 0.39 m2/gspecific
surface area. The morphology of its particles was irregular inshape and size.
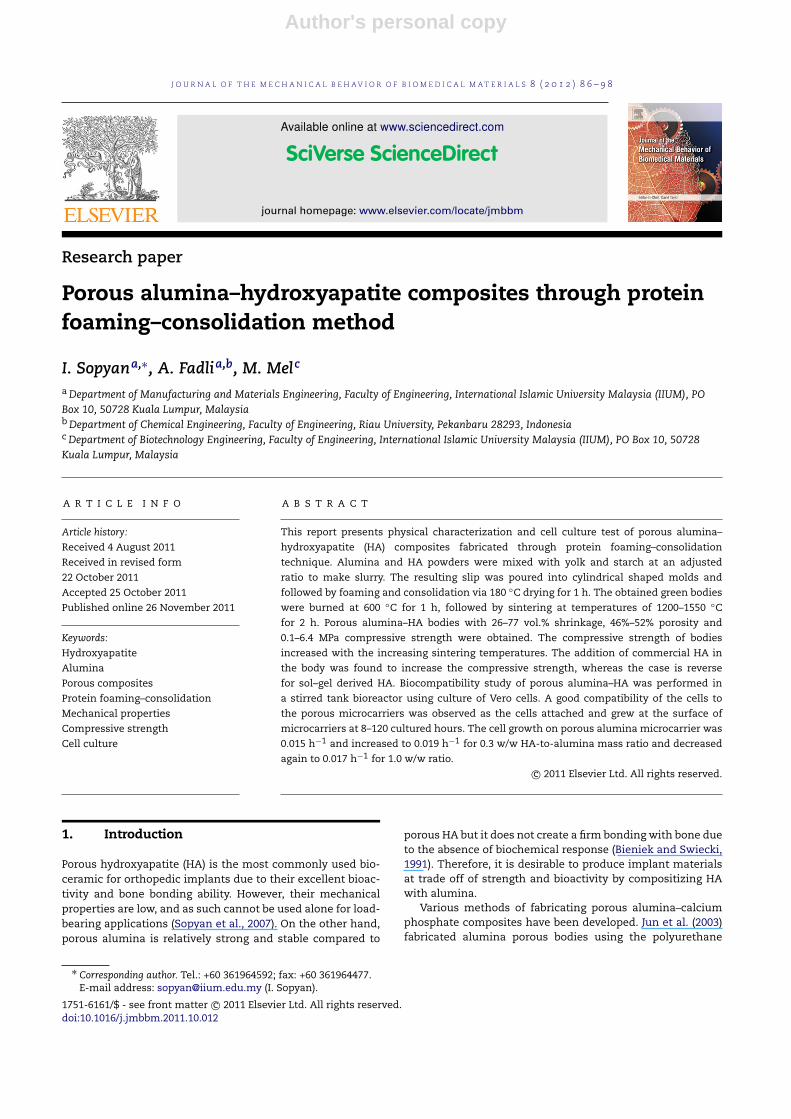
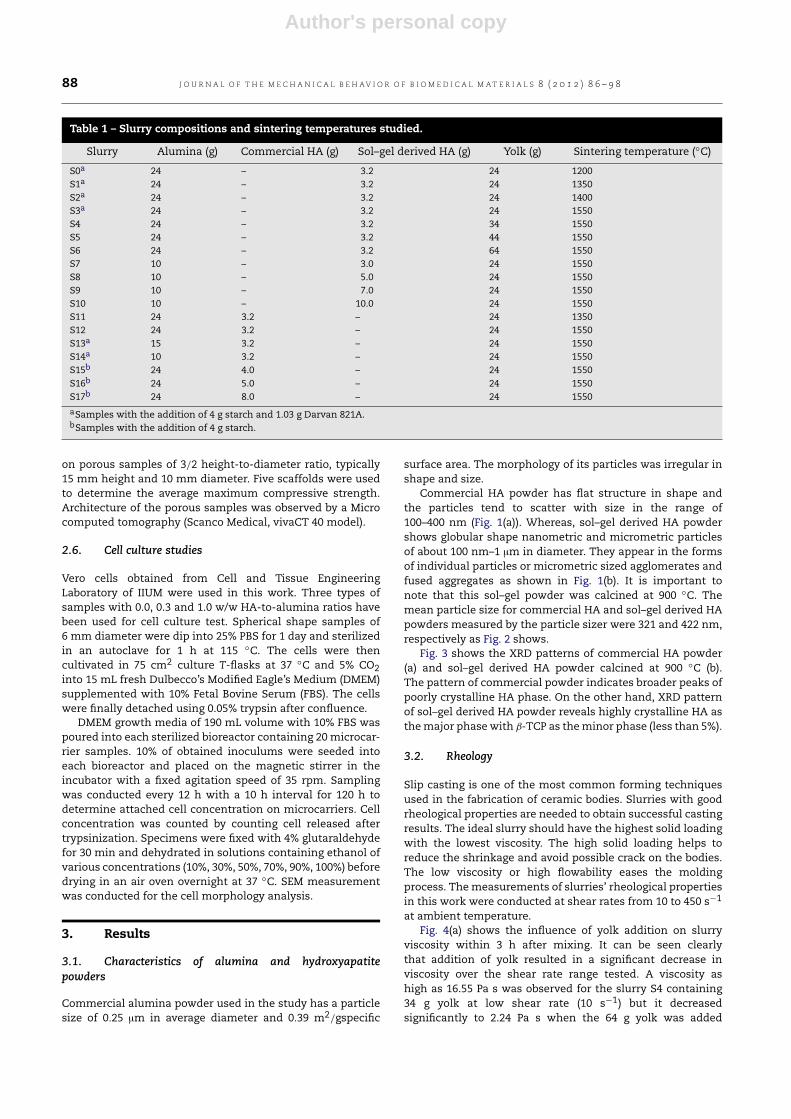
Commercial HA powder has flat structure in shape andthe particles tend to scatter with size in the range of100–400 nm (Fig. 1(a)). Whereas, sol–gel derived HA powdershows globular shape nanometric and micrometric particlesof about 100 nm–1 µm in diameter. They appear in the formsof individual particles or micrometric sized agglomerates andfused aggregates as shown in Fig. 1(b). It is important tonote that this sol–gel powder was calcined at 900 ◦C. Themean particle size for commercial HA and sol–gel derived HApowders measured by the particle sizer were 321 and 422 nm,respectively as Fig. 2 shows.
Fig. 3 shows the XRD patterns of commercial HA powder(a) and sol–gel derived HA powder calcined at 900 ◦C (b).The pattern of commercial powder indicates broader peaks ofpoorly crystalline HA phase. On the other hand, XRD patternof sol–gel derived HA powder reveals highly crystalline HA asthemajor phasewith β-TCP as theminor phase (less than 5%).
3.2. Rheology
Slip casting is one of the most common forming techniquesused in the fabrication of ceramic bodies. Slurries with goodrheological properties are needed to obtain successful castingresults. The ideal slurry should have the highest solid loadingwith the lowest viscosity. The high solid loading helps toreduce the shrinkage and avoid possible crack on the bodies.The low viscosity or high flowability eases the moldingprocess. Themeasurements of slurries’ rheological propertiesin this work were conducted at shear rates from 10 to 450 s−1
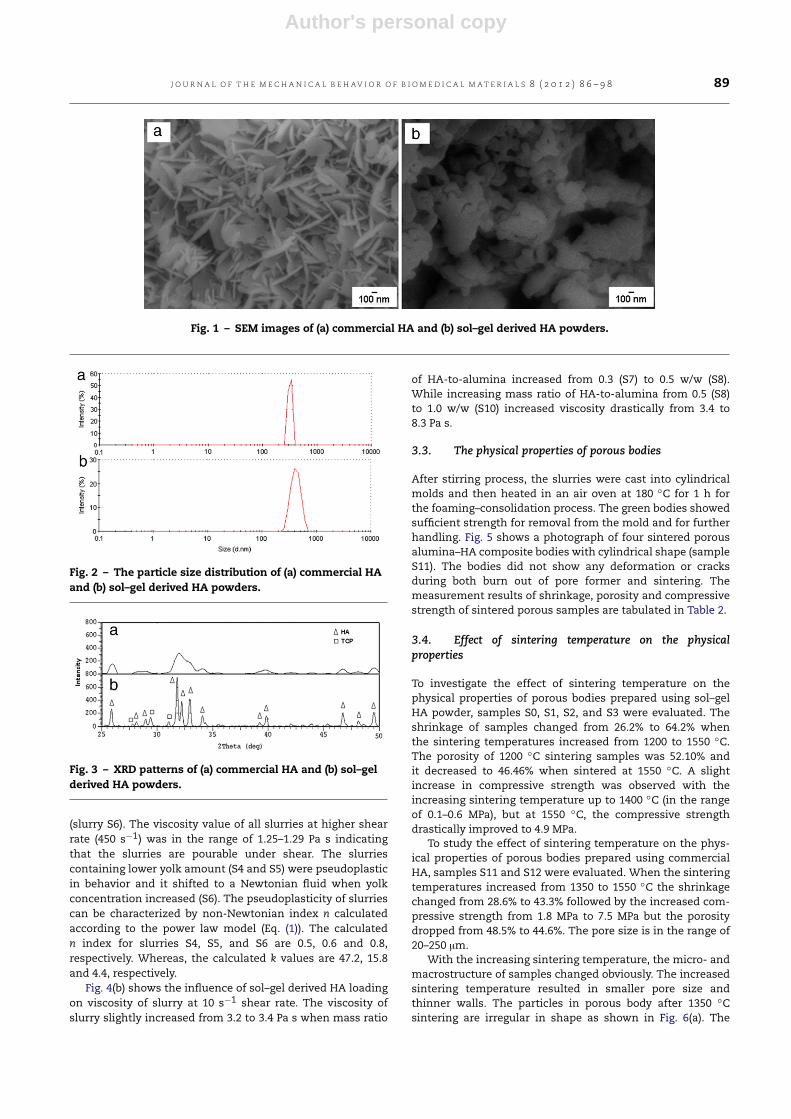
at ambient temperature.Fig. 4(a) shows the influence of yolk addition on slurry
viscosity within 3 h after mixing. It can be seen clearlythat addition of yolk resulted in a significant decrease inviscosity over the shear rate range tested. A viscosity ashigh as 16.55 Pa s was observed for the slurry S4 containing34 g yolk at low shear rate (10 s−1) but it decreasedsignificantly to 2.24 Pa s when the 64 g yolk was added
Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8 89
Fig. 1 – SEM images of (a) commercial HA and (b) sol–gel derived HA powders.
Fig. 2 – The particle size distribution of (a) commercial HAand (b) sol–gel derived HA powders.
Fig. 3 – XRD patterns of (a) commercial HA and (b) sol–gelderived HA powders.
(slurry S6). The viscosity value of all slurries at higher shearrate (450 s−1) was in the range of 1.25–1.29 Pa s indicatingthat the slurries are pourable under shear. The slurriescontaining lower yolk amount (S4 and S5) were pseudoplasticin behavior and it shifted to a Newtonian fluid when yolkconcentration increased (S6). The pseudoplasticity of slurriescan be characterized by non-Newtonian index n calculatedaccording to the power law model (Eq. (1)). The calculatedn index for slurries S4, S5, and S6 are 0.5, 0.6 and 0.8,respectively. Whereas, the calculated k values are 47.2, 15.8and 4.4, respectively.
Fig. 4(b) shows the influence of sol–gel derived HA loadingon viscosity of slurry at 10 s−1 shear rate. The viscosity ofslurry slightly increased from 3.2 to 3.4 Pa s when mass ratio
of HA-to-alumina increased from 0.3 (S7) to 0.5 w/w (S8).While increasing mass ratio of HA-to-alumina from 0.5 (S8)to 1.0 w/w (S10) increased viscosity drastically from 3.4 to8.3 Pa s.
3.3. The physical properties of porous bodies
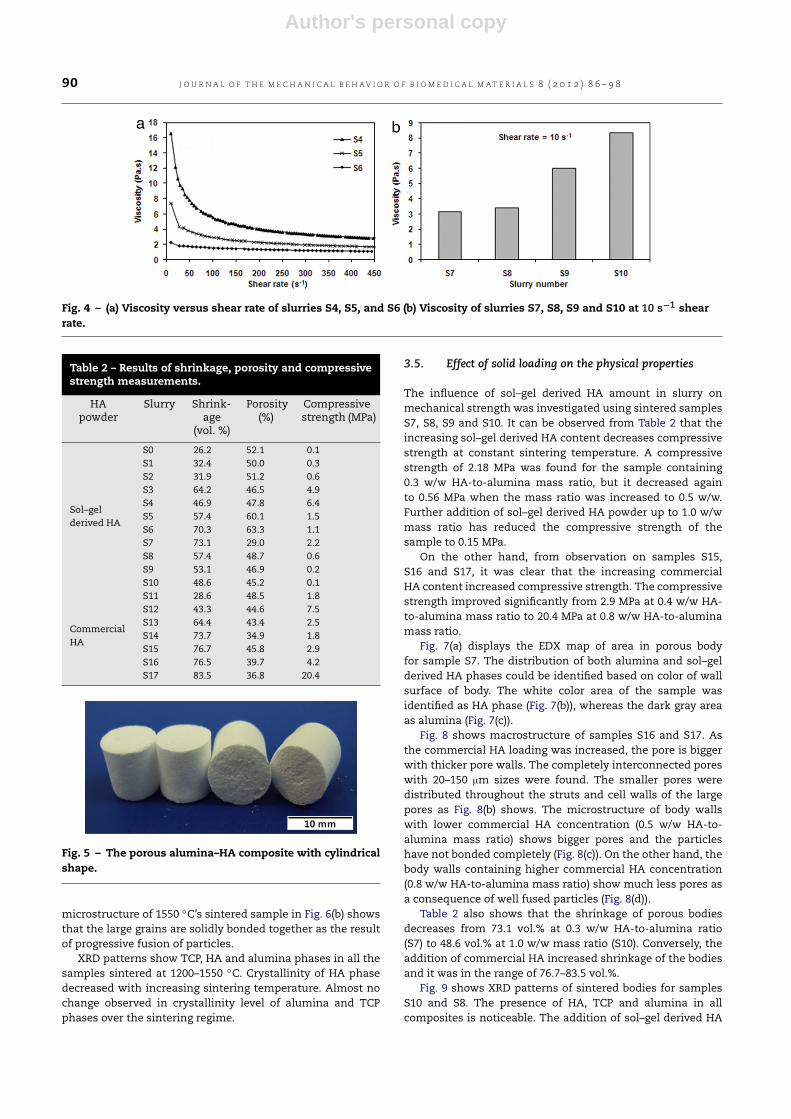
After stirring process, the slurries were cast into cylindricalmolds and then heated in an air oven at 180 ◦C for 1 h forthe foaming–consolidation process. The green bodies showedsufficient strength for removal from the mold and for furtherhandling. Fig. 5 shows a photograph of four sintered porousalumina–HA composite bodies with cylindrical shape (sampleS11). The bodies did not show any deformation or cracksduring both burn out of pore former and sintering. Themeasurement results of shrinkage, porosity and compressivestrength of sintered porous samples are tabulated in Table 2.
3.4. Effect of sintering temperature on the physicalproperties
To investigate the effect of sintering temperature on thephysical properties of porous bodies prepared using sol–gelHA powder, samples S0, S1, S2, and S3 were evaluated. Theshrinkage of samples changed from 26.2% to 64.2% whenthe sintering temperatures increased from 1200 to 1550 ◦C.The porosity of 1200 ◦C sintering samples was 52.10% andit decreased to 46.46% when sintered at 1550 ◦C. A slightincrease in compressive strength was observed with theincreasing sintering temperature up to 1400 ◦C (in the rangeof 0.1–0.6 MPa), but at 1550 ◦C, the compressive strengthdrastically improved to 4.9 MPa.
To study the effect of sintering temperature on the phys-ical properties of porous bodies prepared using commercialHA, samples S11 and S12 were evaluated. When the sinteringtemperatures increased from 1350 to 1550 ◦C the shrinkagechanged from 28.6% to 43.3% followed by the increased com-pressive strength from 1.8 MPa to 7.5 MPa but the porositydropped from 48.5% to 44.6%. The pore size is in the range of20–250 µm.
With the increasing sintering temperature, the micro- andmacrostructure of samples changed obviously. The increasedsintering temperature resulted in smaller pore size andthinner walls. The particles in porous body after 1350 ◦Csintering are irregular in shape as shown in Fig. 6(a). The
Author's personal copy
90 J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
Fig. 4 – (a) Viscosity versus shear rate of slurries S4, S5, and S6 (b) Viscosity of slurries S7, S8, S9 and S10 at 10 s−1 shearrate.
Table 2 – Results of shrinkage, porosity and compressivestrength measurements.
HApowder
Slurry Shrink-age
(vol. %)
Porosity(%)
Compressivestrength (MPa)
Sol–gelderived HA
S0 26.2 52.1 0.1S1 32.4 50.0 0.3S2 31.9 51.2 0.6S3 64.2 46.5 4.9S4 46.9 47.8 6.4S5 57.4 60.1 1.5S6 70.3 63.3 1.1S7 73.1 29.0 2.2S8 57.4 48.7 0.6S9 53.1 46.9 0.2S10 48.6 45.2 0.1
CommercialHA
S11 28.6 48.5 1.8S12 43.3 44.6 7.5S13 64.4 43.4 2.5S14 73.7 34.9 1.8S15 76.7 45.8 2.9S16 76.5 39.7 4.2S17 83.5 36.8 20.4
Fig. 5 – The porous alumina–HA composite with cylindricalshape.
microstructure of 1550 ◦C’s sintered sample in Fig. 6(b) showsthat the large grains are solidly bonded together as the resultof progressive fusion of particles.
XRD patterns show TCP, HA and alumina phases in all thesamples sintered at 1200–1550 ◦C. Crystallinity of HA phasedecreased with increasing sintering temperature. Almost nochange observed in crystallinity level of alumina and TCPphases over the sintering regime.
3.5. Effect of solid loading on the physical properties
The influence of sol–gel derived HA amount in slurry onmechanical strength was investigated using sintered samplesS7, S8, S9 and S10. It can be observed from Table 2 that theincreasing sol–gel derived HA content decreases compressivestrength at constant sintering temperature. A compressivestrength of 2.18 MPa was found for the sample containing0.3 w/w HA-to-alumina mass ratio, but it decreased againto 0.56 MPa when the mass ratio was increased to 0.5 w/w.Further addition of sol–gel derived HA powder up to 1.0 w/wmass ratio has reduced the compressive strength of thesample to 0.15 MPa.
On the other hand, from observation on samples S15,S16 and S17, it was clear that the increasing commercialHA content increased compressive strength. The compressivestrength improved significantly from 2.9 MPa at 0.4 w/w HA-to-alumina mass ratio to 20.4 MPa at 0.8 w/w HA-to-aluminamass ratio.
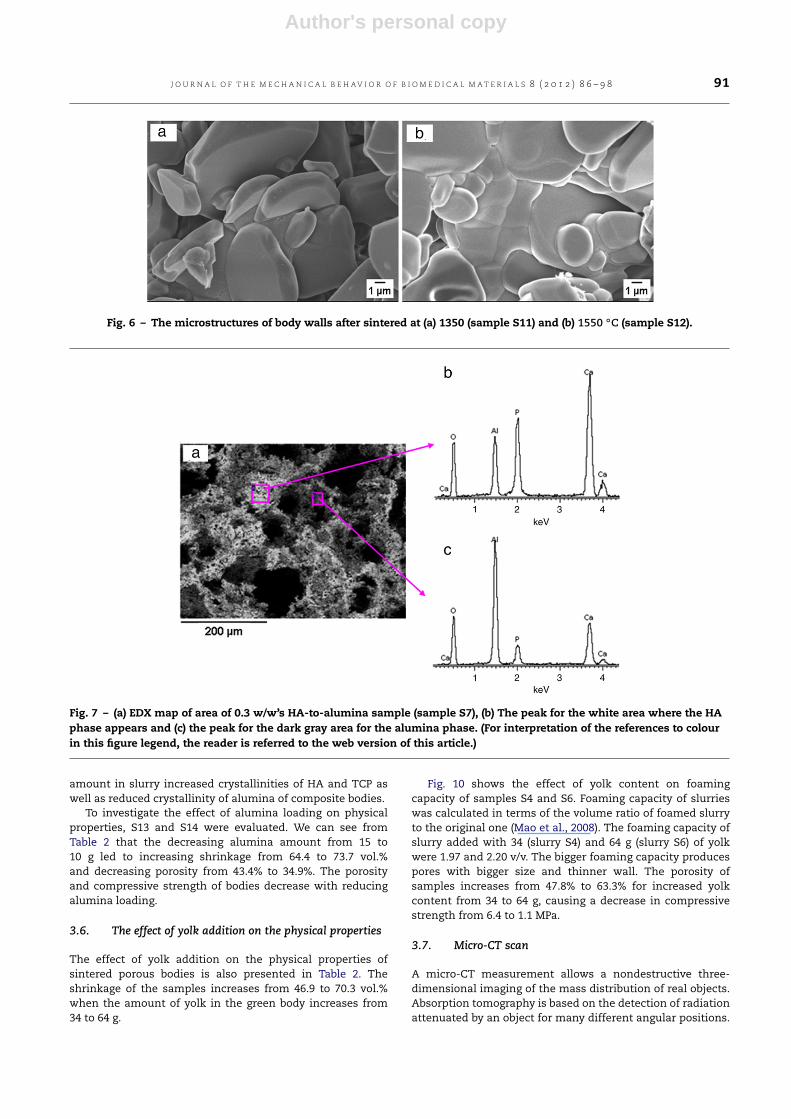
Fig. 7(a) displays the EDX map of area in porous bodyfor sample S7. The distribution of both alumina and sol–gelderived HA phases could be identified based on color of wallsurface of body. The white color area of the sample wasidentified as HA phase (Fig. 7(b)), whereas the dark gray areaas alumina (Fig. 7(c)).
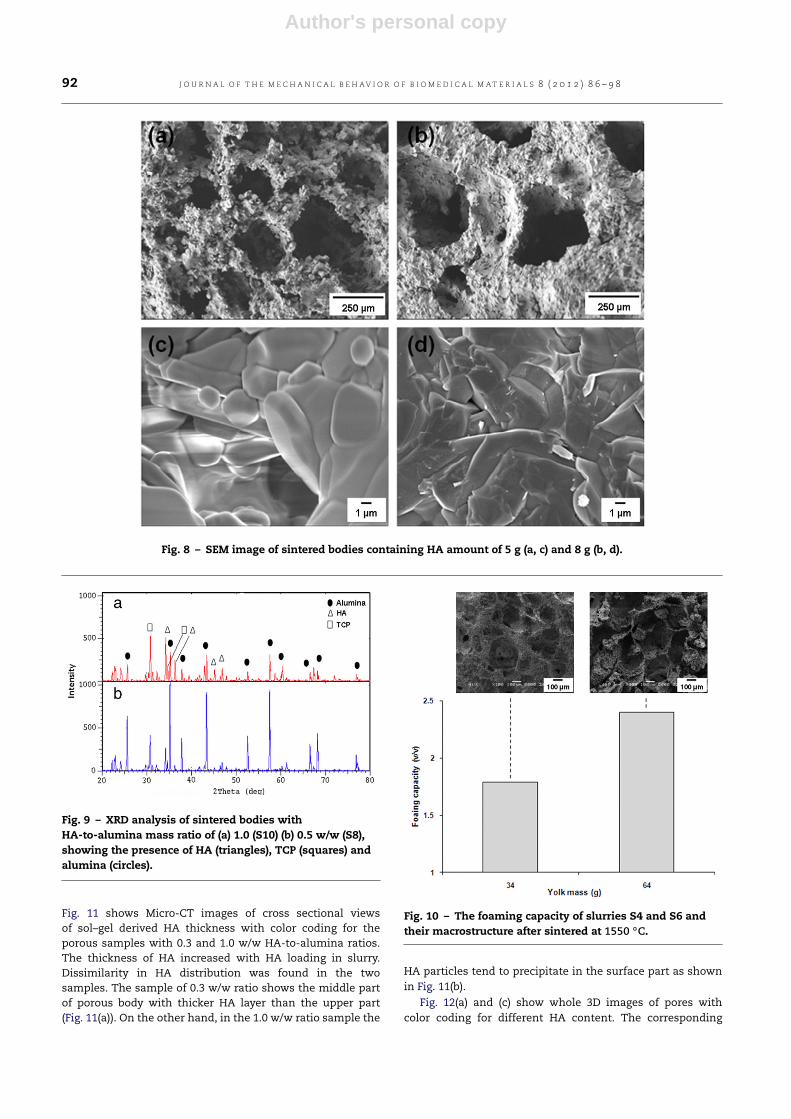
Fig. 8 shows macrostructure of samples S16 and S17. Asthe commercial HA loading was increased, the pore is biggerwith thicker pore walls. The completely interconnected poreswith 20–150 µm sizes were found. The smaller pores weredistributed throughout the struts and cell walls of the largepores as Fig. 8(b) shows. The microstructure of body wallswith lower commercial HA concentration (0.5 w/w HA-to-alumina mass ratio) shows bigger pores and the particleshave not bonded completely (Fig. 8(c)). On the other hand, thebody walls containing higher commercial HA concentration(0.8 w/w HA-to-alumina mass ratio) show much less pores asa consequence of well fused particles (Fig. 8(d)).
Table 2 also shows that the shrinkage of porous bodiesdecreases from 73.1 vol.% at 0.3 w/w HA-to-alumina ratio(S7) to 48.6 vol.% at 1.0 w/w mass ratio (S10). Conversely, theaddition of commercial HA increased shrinkage of the bodiesand it was in the range of 76.7–83.5 vol.%.
Fig. 9 shows XRD patterns of sintered bodies for samplesS10 and S8. The presence of HA, TCP and alumina in allcomposites is noticeable. The addition of sol–gel derived HA
Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8 91
Fig. 6 – The microstructures of body walls after sintered at (a) 1350 (sample S11) and (b) 1550 ◦C (sample S12).
Fig. 7 – (a) EDX map of area of 0.3 w/w’s HA-to-alumina sample (sample S7), (b) The peak for the white area where the HAphase appears and (c) the peak for the dark gray area for the alumina phase. (For interpretation of the references to colourin this figure legend, the reader is referred to the web version of this article.)
amount in slurry increased crystallinities of HA and TCP aswell as reduced crystallinity of alumina of composite bodies.
To investigate the effect of alumina loading on physicalproperties, S13 and S14 were evaluated. We can see fromTable 2 that the decreasing alumina amount from 15 to10 g led to increasing shrinkage from 64.4 to 73.7 vol.%and decreasing porosity from 43.4% to 34.9%. The porosityand compressive strength of bodies decrease with reducingalumina loading.
3.6. The effect of yolk addition on the physical properties
The effect of yolk addition on the physical properties ofsintered porous bodies is also presented in Table 2. Theshrinkage of the samples increases from 46.9 to 70.3 vol.%when the amount of yolk in the green body increases from34 to 64 g.
Fig. 10 shows the effect of yolk content on foamingcapacity of samples S4 and S6. Foaming capacity of slurrieswas calculated in terms of the volume ratio of foamed slurryto the original one (Mao et al., 2008). The foaming capacity ofslurry added with 34 (slurry S4) and 64 g (slurry S6) of yolkwere 1.97 and 2.20 v/v. The bigger foaming capacity producespores with bigger size and thinner wall. The porosity ofsamples increases from 47.8% to 63.3% for increased yolkcontent from 34 to 64 g, causing a decrease in compressivestrength from 6.4 to 1.1 MPa.
3.7. Micro-CT scan
A micro-CT measurement allows a nondestructive three-dimensional imaging of the mass distribution of real objects.Absorption tomography is based on the detection of radiationattenuated by an object for many different angular positions.
Author's personal copy
92 J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
Fig. 8 – SEM image of sintered bodies containing HA amount of 5 g (a, c) and 8 g (b, d).
Fig. 9 – XRD analysis of sintered bodies withHA-to-alumina mass ratio of (a) 1.0 (S10) (b) 0.5 w/w (S8),showing the presence of HA (triangles), TCP (squares) andalumina (circles).
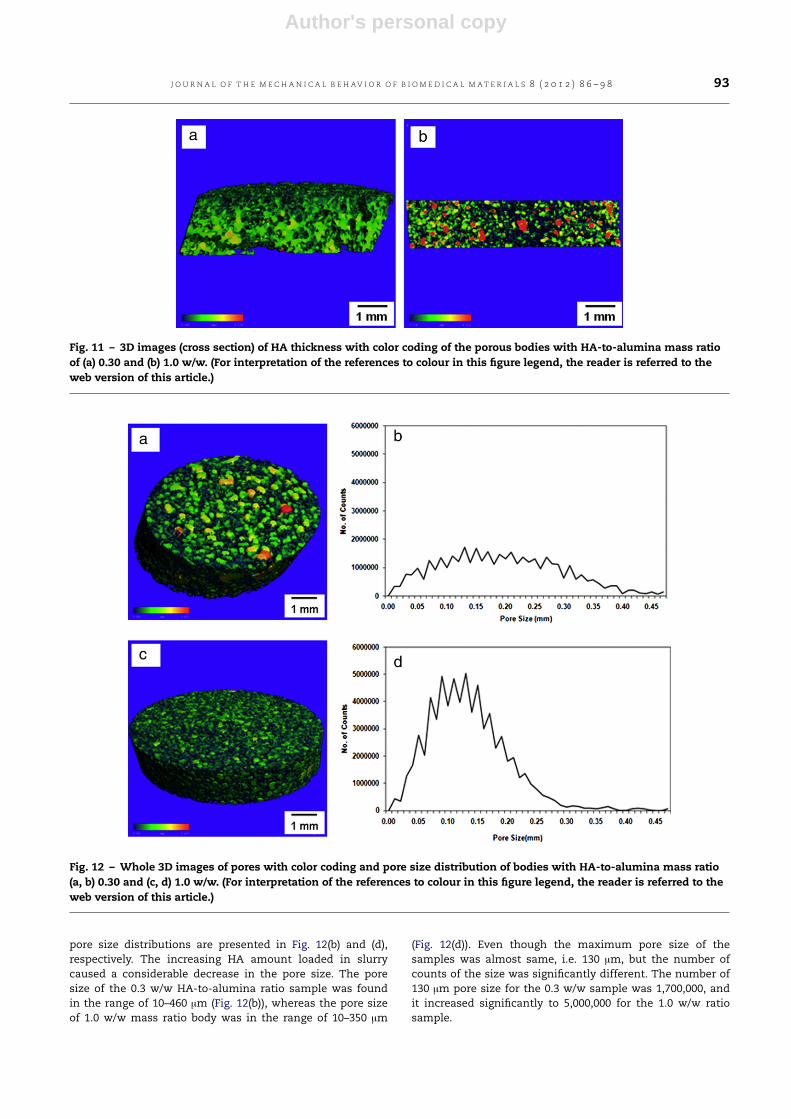
Fig. 11 shows Micro-CT images of cross sectional viewsof sol–gel derived HA thickness with color coding for theporous samples with 0.3 and 1.0 w/w HA-to-alumina ratios.The thickness of HA increased with HA loading in slurry.Dissimilarity in HA distribution was found in the twosamples. The sample of 0.3 w/w ratio shows the middle partof porous body with thicker HA layer than the upper part(Fig. 11(a)). On the other hand, in the 1.0 w/w ratio sample the
Fig. 10 – The foaming capacity of slurries S4 and S6 andtheir macrostructure after sintered at 1550 ◦C.
HA particles tend to precipitate in the surface part as shownin Fig. 11(b).
Fig. 12(a) and (c) show whole 3D images of pores withcolor coding for different HA content. The corresponding
Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8 93
Fig. 11 – 3D images (cross section) of HA thickness with color coding of the porous bodies with HA-to-alumina mass ratioof (a) 0.30 and (b) 1.0 w/w. (For interpretation of the references to colour in this figure legend, the reader is referred to theweb version of this article.)
Fig. 12 – Whole 3D images of pores with color coding and pore size distribution of bodies with HA-to-alumina mass ratio(a, b) 0.30 and (c, d) 1.0 w/w. (For interpretation of the references to colour in this figure legend, the reader is referred to theweb version of this article.)
pore size distributions are presented in Fig. 12(b) and (d),respectively. The increasing HA amount loaded in slurrycaused a considerable decrease in the pore size. The poresize of the 0.3 w/w HA-to-alumina ratio sample was foundin the range of 10–460 µm (Fig. 12(b)), whereas the pore sizeof 1.0 w/w mass ratio body was in the range of 10–350 µm
(Fig. 12(d)). Even though the maximum pore size of thesamples was almost same, i.e. 130 µm, but the number ofcounts of the size was significantly different. The number of130 µm pore size for the 0.3 w/w sample was 1,700,000, andit increased significantly to 5,000,000 for the 1.0 w/w ratiosample.
Author's personal copy
94 J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
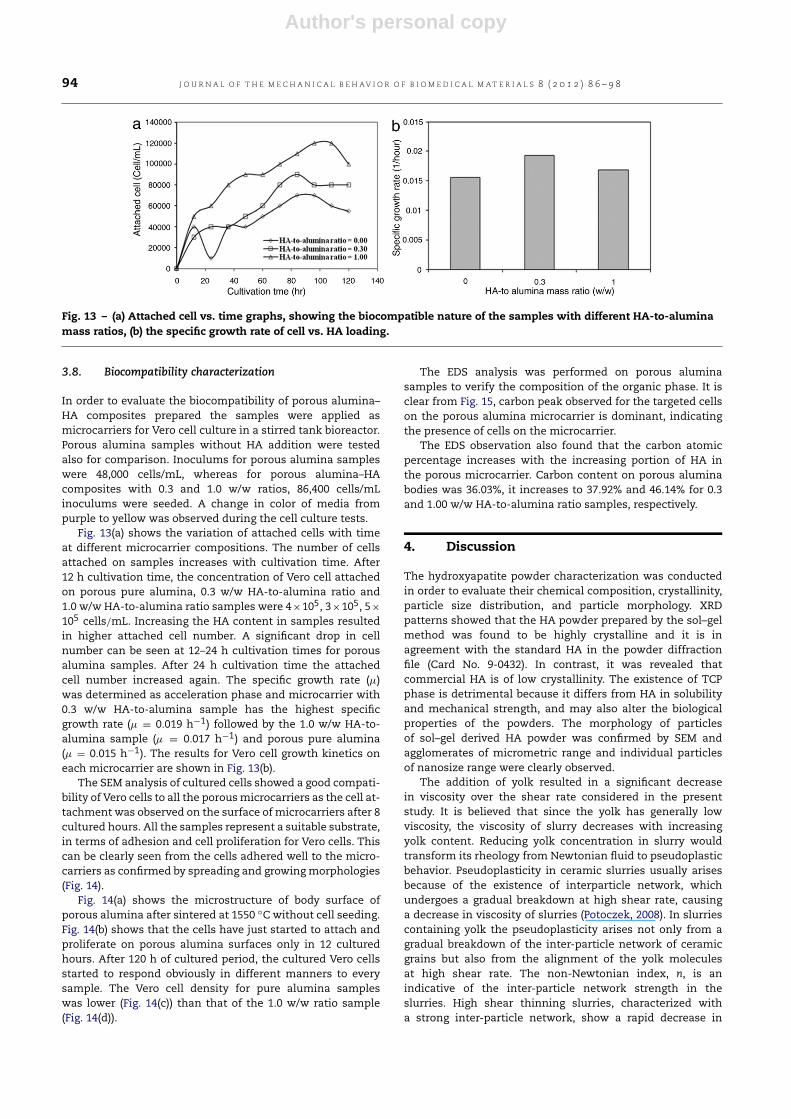
Fig. 13 – (a) Attached cell vs. time graphs, showing the biocompatible nature of the samples with different HA-to-aluminamass ratios, (b) the specific growth rate of cell vs. HA loading.
3.8. Biocompatibility characterization
In order to evaluate the biocompatibility of porous alumina–HA composites prepared the samples were applied asmicrocarriers for Vero cell culture in a stirred tank bioreactor.Porous alumina samples without HA addition were testedalso for comparison. Inoculums for porous alumina sampleswere 48,000 cells/mL, whereas for porous alumina–HAcomposites with 0.3 and 1.0 w/w ratios, 86,400 cells/mLinoculums were seeded. A change in color of media frompurple to yellow was observed during the cell culture tests.
Fig. 13(a) shows the variation of attached cells with timeat different microcarrier compositions. The number of cellsattached on samples increases with cultivation time. After12 h cultivation time, the concentration of Vero cell attachedon porous pure alumina, 0.3 w/w HA-to-alumina ratio and1.0 w/w HA-to-alumina ratio samples were 4×105, 3×105, 5×
105 cells/mL. Increasing the HA content in samples resultedin higher attached cell number. A significant drop in cellnumber can be seen at 12–24 h cultivation times for porousalumina samples. After 24 h cultivation time the attachedcell number increased again. The specific growth rate (µ)was determined as acceleration phase and microcarrier with0.3 w/w HA-to-alumina sample has the highest specificgrowth rate (µ = 0.019 h−1) followed by the 1.0 w/w HA-to-alumina sample (µ = 0.017 h−1) and porous pure alumina(µ = 0.015 h−1). The results for Vero cell growth kinetics oneach microcarrier are shown in Fig. 13(b).
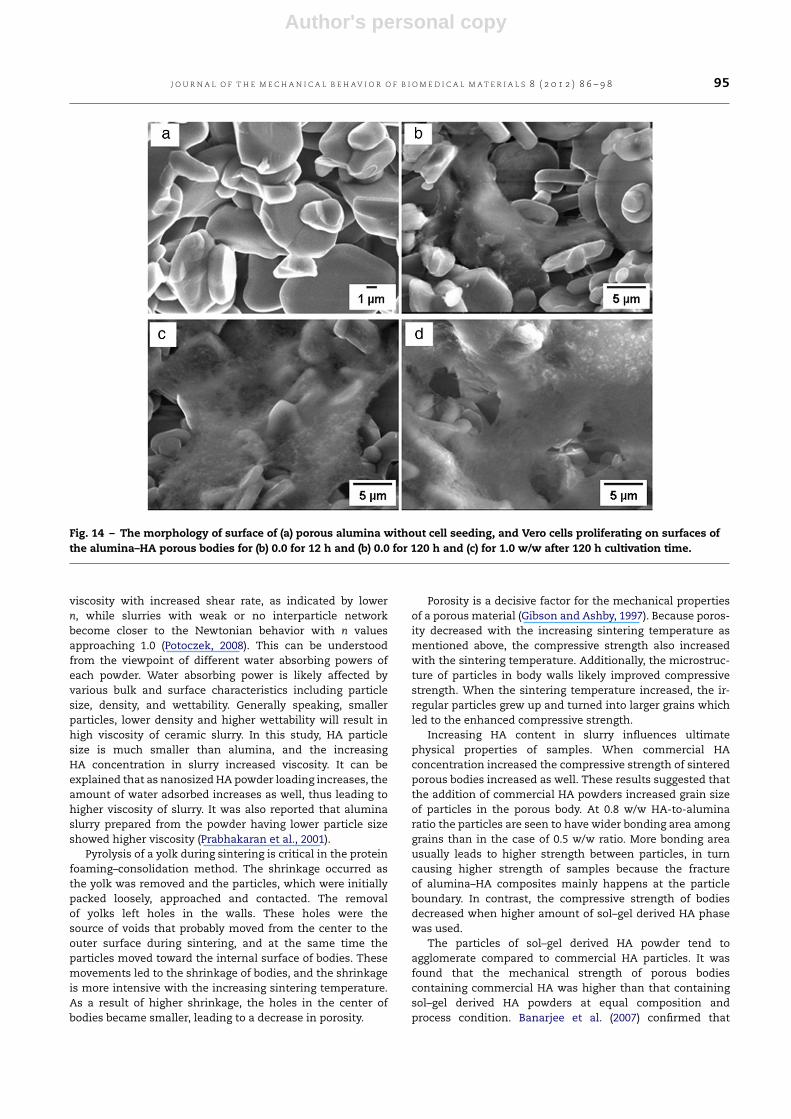
The SEM analysis of cultured cells showed a good compati-bility of Vero cells to all the porousmicrocarriers as the cell at-tachment was observed on the surface of microcarriers after 8cultured hours. All the samples represent a suitable substrate,in terms of adhesion and cell proliferation for Vero cells. Thiscan be clearly seen from the cells adhered well to the micro-carriers as confirmed by spreading and growingmorphologies(Fig. 14).
Fig. 14(a) shows the microstructure of body surface ofporous alumina after sintered at 1550 ◦C without cell seeding.Fig. 14(b) shows that the cells have just started to attach andproliferate on porous alumina surfaces only in 12 culturedhours. After 120 h of cultured period, the cultured Vero cellsstarted to respond obviously in different manners to everysample. The Vero cell density for pure alumina sampleswas lower (Fig. 14(c)) than that of the 1.0 w/w ratio sample(Fig. 14(d)).
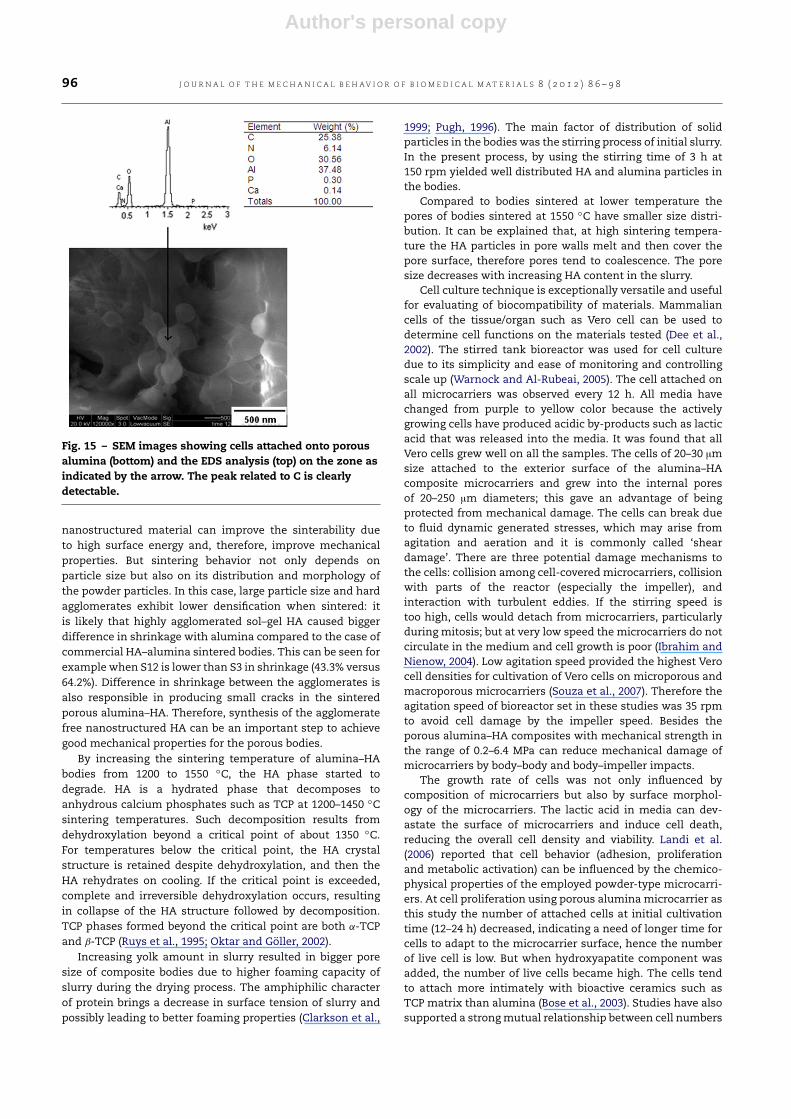
The EDS analysis was performed on porous aluminasamples to verify the composition of the organic phase. It isclear from Fig. 15, carbon peak observed for the targeted cellson the porous alumina microcarrier is dominant, indicatingthe presence of cells on the microcarrier.
The EDS observation also found that the carbon atomicpercentage increases with the increasing portion of HA inthe porous microcarrier. Carbon content on porous aluminabodies was 36.03%, it increases to 37.92% and 46.14% for 0.3and 1.00 w/w HA-to-alumina ratio samples, respectively.
4. Discussion
The hydroxyapatite powder characterization was conductedin order to evaluate their chemical composition, crystallinity,particle size distribution, and particle morphology. XRDpatterns showed that the HA powder prepared by the sol–gelmethod was found to be highly crystalline and it is inagreement with the standard HA in the powder diffractionfile (Card No. 9-0432). In contrast, it was revealed thatcommercial HA is of low crystallinity. The existence of TCPphase is detrimental because it differs from HA in solubilityand mechanical strength, and may also alter the biologicalproperties of the powders. The morphology of particlesof sol–gel derived HA powder was confirmed by SEM andagglomerates of micrometric range and individual particlesof nanosize range were clearly observed.
The addition of yolk resulted in a significant decreasein viscosity over the shear rate considered in the presentstudy. It is believed that since the yolk has generally lowviscosity, the viscosity of slurry decreases with increasingyolk content. Reducing yolk concentration in slurry wouldtransform its rheology from Newtonian fluid to pseudoplasticbehavior. Pseudoplasticity in ceramic slurries usually arisesbecause of the existence of interparticle network, whichundergoes a gradual breakdown at high shear rate, causinga decrease in viscosity of slurries (Potoczek, 2008). In slurriescontaining yolk the pseudoplasticity arises not only from agradual breakdown of the inter-particle network of ceramicgrains but also from the alignment of the yolk moleculesat high shear rate. The non-Newtonian index, n, is anindicative of the inter-particle network strength in theslurries. High shear thinning slurries, characterized witha strong inter-particle network, show a rapid decrease in
Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8 95
Fig. 14 – The morphology of surface of (a) porous alumina without cell seeding, and Vero cells proliferating on surfaces ofthe alumina–HA porous bodies for (b) 0.0 for 12 h and (b) 0.0 for 120 h and (c) for 1.0 w/w after 120 h cultivation time.
viscosity with increased shear rate, as indicated by lowern, while slurries with weak or no interparticle networkbecome closer to the Newtonian behavior with n valuesapproaching 1.0 (Potoczek, 2008). This can be understoodfrom the viewpoint of different water absorbing powers ofeach powder. Water absorbing power is likely affected byvarious bulk and surface characteristics including particlesize, density, and wettability. Generally speaking, smallerparticles, lower density and higher wettability will result inhigh viscosity of ceramic slurry. In this study, HA particlesize is much smaller than alumina, and the increasingHA concentration in slurry increased viscosity. It can beexplained that as nanosized HA powder loading increases, theamount of water adsorbed increases as well, thus leading tohigher viscosity of slurry. It was also reported that aluminaslurry prepared from the powder having lower particle sizeshowed higher viscosity (Prabhakaran et al., 2001).
Pyrolysis of a yolk during sintering is critical in the proteinfoaming–consolidation method. The shrinkage occurred asthe yolk was removed and the particles, which were initiallypacked loosely, approached and contacted. The removalof yolks left holes in the walls. These holes were thesource of voids that probably moved from the center to theouter surface during sintering, and at the same time theparticles moved toward the internal surface of bodies. Thesemovements led to the shrinkage of bodies, and the shrinkageis more intensive with the increasing sintering temperature.As a result of higher shrinkage, the holes in the center ofbodies became smaller, leading to a decrease in porosity.
Porosity is a decisive factor for the mechanical propertiesof a porous material (Gibson and Ashby, 1997). Because poros-ity decreased with the increasing sintering temperature asmentioned above, the compressive strength also increasedwith the sintering temperature. Additionally, the microstruc-ture of particles in body walls likely improved compressivestrength. When the sintering temperature increased, the ir-regular particles grew up and turned into larger grains whichled to the enhanced compressive strength.
Increasing HA content in slurry influences ultimatephysical properties of samples. When commercial HAconcentration increased the compressive strength of sinteredporous bodies increased as well. These results suggested thatthe addition of commercial HA powders increased grain sizeof particles in the porous body. At 0.8 w/w HA-to-aluminaratio the particles are seen to have wider bonding area amonggrains than in the case of 0.5 w/w ratio. More bonding areausually leads to higher strength between particles, in turncausing higher strength of samples because the fractureof alumina–HA composites mainly happens at the particleboundary. In contrast, the compressive strength of bodiesdecreased when higher amount of sol–gel derived HA phasewas used.
The particles of sol–gel derived HA powder tend toagglomerate compared to commercial HA particles. It wasfound that the mechanical strength of porous bodiescontaining commercial HA was higher than that containingsol–gel derived HA powders at equal composition andprocess condition. Banarjee et al. (2007) confirmed that
Author's personal copy
96 J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
Fig. 15 – SEM images showing cells attached onto porousalumina (bottom) and the EDS analysis (top) on the zone asindicated by the arrow. The peak related to C is clearlydetectable.
nanostructured material can improve the sinterability dueto high surface energy and, therefore, improve mechanicalproperties. But sintering behavior not only depends onparticle size but also on its distribution and morphology ofthe powder particles. In this case, large particle size and hardagglomerates exhibit lower densification when sintered: itis likely that highly agglomerated sol–gel HA caused biggerdifference in shrinkage with alumina compared to the case ofcommercial HA–alumina sintered bodies. This can be seen forexample when S12 is lower than S3 in shrinkage (43.3% versus64.2%). Difference in shrinkage between the agglomerates isalso responsible in producing small cracks in the sinteredporous alumina–HA. Therefore, synthesis of the agglomeratefree nanostructured HA can be an important step to achievegood mechanical properties for the porous bodies.
By increasing the sintering temperature of alumina–HAbodies from 1200 to 1550 ◦C, the HA phase started todegrade. HA is a hydrated phase that decomposes toanhydrous calcium phosphates such as TCP at 1200–1450 ◦Csintering temperatures. Such decomposition results fromdehydroxylation beyond a critical point of about 1350 ◦C.For temperatures below the critical point, the HA crystalstructure is retained despite dehydroxylation, and then theHA rehydrates on cooling. If the critical point is exceeded,complete and irreversible dehydroxylation occurs, resultingin collapse of the HA structure followed by decomposition.TCP phases formed beyond the critical point are both α-TCPand β-TCP (Ruys et al., 1995; Oktar and Göller, 2002).
Increasing yolk amount in slurry resulted in bigger poresize of composite bodies due to higher foaming capacity ofslurry during the drying process. The amphiphilic characterof protein brings a decrease in surface tension of slurry andpossibly leading to better foaming properties (Clarkson et al.,
1999; Pugh, 1996). The main factor of distribution of solidparticles in the bodies was the stirring process of initial slurry.In the present process, by using the stirring time of 3 h at150 rpm yielded well distributed HA and alumina particles inthe bodies.
Compared to bodies sintered at lower temperature thepores of bodies sintered at 1550 ◦C have smaller size distri-bution. It can be explained that, at high sintering tempera-ture the HA particles in pore walls melt and then cover thepore surface, therefore pores tend to coalescence. The poresize decreases with increasing HA content in the slurry.
Cell culture technique is exceptionally versatile and usefulfor evaluating of biocompatibility of materials. Mammaliancells of the tissue/organ such as Vero cell can be used todetermine cell functions on the materials tested (Dee et al.,2002). The stirred tank bioreactor was used for cell culturedue to its simplicity and ease of monitoring and controllingscale up (Warnock and Al-Rubeai, 2005). The cell attached onall microcarriers was observed every 12 h. All media havechanged from purple to yellow color because the activelygrowing cells have produced acidic by-products such as lacticacid that was released into the media. It was found that allVero cells grew well on all the samples. The cells of 20–30 µmsize attached to the exterior surface of the alumina–HAcomposite microcarriers and grew into the internal poresof 20–250 µm diameters; this gave an advantage of beingprotected from mechanical damage. The cells can break dueto fluid dynamic generated stresses, which may arise fromagitation and aeration and it is commonly called ‘sheardamage’. There are three potential damage mechanisms tothe cells: collision among cell-covered microcarriers, collisionwith parts of the reactor (especially the impeller), andinteraction with turbulent eddies. If the stirring speed istoo high, cells would detach from microcarriers, particularlyduring mitosis; but at very low speed the microcarriers do notcirculate in the medium and cell growth is poor (Ibrahim andNienow, 2004). Low agitation speed provided the highest Verocell densities for cultivation of Vero cells on microporous andmacroporous microcarriers (Souza et al., 2007). Therefore theagitation speed of bioreactor set in these studies was 35 rpmto avoid cell damage by the impeller speed. Besides theporous alumina–HA composites with mechanical strength inthe range of 0.2–6.4 MPa can reduce mechanical damage ofmicrocarriers by body–body and body–impeller impacts.
The growth rate of cells was not only influenced bycomposition of microcarriers but also by surface morphol-ogy of the microcarriers. The lactic acid in media can dev-astate the surface of microcarriers and induce cell death,reducing the overall cell density and viability. Landi et al.(2006) reported that cell behavior (adhesion, proliferationand metabolic activation) can be influenced by the chemico-physical properties of the employed powder-type microcarri-ers. At cell proliferation using porous alumina microcarrier asthis study the number of attached cells at initial cultivationtime (12–24 h) decreased, indicating a need of longer time forcells to adapt to the microcarrier surface, hence the numberof live cell is low. But when hydroxyapatite component wasadded, the number of live cells became high. The cells tendto attach more intimately with bioactive ceramics such asTCP matrix than alumina (Bose et al., 2003). Studies have alsosupported a strongmutual relationship between cell numbers

Author's personal copy
J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8 97
and different topographies of microcarrier surfaces. The mor-phology of cultured cells on porous ceramics was reported tobe significantly higher than those cultured on smooth sur-faces. The discernible differences in morphology of cells canbe attributed to the heterogeneous topography possessed bythe ceramic surface.
There are three main interaction levels of cell spreading:(i) not spread: cells are still spherical in form and protrusionwas not yet produced; (ii) partially spread: cells began tospread laterally at more than one sides, but the extensionsof plasma membrane are not completely confluent; and(iii) fully spread. The best result for material cell hosting is thelast model (Costa et al., 2008). All microcarriers in this workcells could be observed to be clearly attached and fully spread.The cultured cell for 120 h showed an increase in the numberof cell-to-cell contacts, establishing further interconnectionsand evidence of an underlying mitosis process. In this periodthe cell grows only if it differentiates and is able to repairitself.
Carbon source is the main component of cells. Carbon,hydrogen, oxygen, nitrogen, sulfur and phosphorus normallymake up more than 99% of the mass of living cells. Thecarbon peak is observed for targeted cells on the porousalumina microcarrier as the dominant peak. Carbon contentof attached cell increased with the HA concentration in thesamples. It was shown that HA addition as bioactivematerialsin the samples accelerated growth of cells.
The specific growth rate increased significantly whenHA was added at HA-to-alumina 0.3 w/w ratio. When theadded HA increased to 1.0 w/w ratio, the specific growthrate decreased again. More HA presumably caused moreprogressive fusion of porous bodies leading to the smallerpore size. At this point, the bioactivity advantage is noteffective anymore, instead, physical properties of porousbodies became the determining factor.
5. Conclusion
We investigated the fabrication of porous alumina–HAcomposites through protein foaming–consolidation methodusing egg yolk as the pore creating agent. The increased yolkamount in slurry hasmodified the rheological properties frompseudoplastic behavior to Newtonian fluid, which resulted inbigger foaming capacity of the slurries and larger pore sizeof the sintered bodies. At 1550 ◦C sintering temperature, theporous alumina–HA bodies prepared using sol–gel derivedHA have a compressive strength of 4.9 MPa at 46.5%porosity, whereas the porous alumina–HA bodies with 7.5 MPacompressive strength and 44.6% porosity were obtained usingcommercial HA. The porous alumina–HA composite shrunkincreasingly with an increase in the sintering temperaturedue to more progressive fusion of ceramic particles. Thecompressive strength of the sintered samples was foundto increase with added commercial HA in the slurry, butit was found to drop with the addition of sol–gel derivedHA powder. A good compatibility of the Vero cells to theporous microcarriers has been proven, since the cells werealready attached at the surface of microcarriers at 8–120cultured hours. The HA addition to porous bodies enhancedcell growth during the cultivation process as observed in thehigher cell growth rate of the 0.3 w/w HA-to-alumina ratio
sample compared to pure alumina porous body. However,the 1.0 w/w HA-to-alumina microcarrier shows a lower cellgrowth rate (µ = 0.017 h−1) than the 0.3 w/w HA-to-aluminaratio sample (µ = 0.019 h−1) due to smaller pore size.
Acknowledgments
One of the authors, A.F., acknowledges scholarship supportfrom the Ministry of National Education, the Republicof Indonesia (DIKTI) (No. 1373.43/D4.4/2010). This work ispartially supported by IIUM Research Project No. EDW A11-072-0863. We would like to thank High Tech Instruments Sdn.Bhd. for CT Scan analysis of porous samples.
R E F E R E N C E S
Banarjee, A., Bandyopadhyay, A., Bose, S., 2007. Hydroxyapayitenanopowders: synthesis, densification and cell-material inter-actions. Mater. Sci. Eng. C 27, 729–735.
Bezzi, G., Celotti, G., Landi, E., Torretta, T.M.G.L., Sopyan,I., Tampieri, A., 2003. A novel sol–gel technique forhydroxyapatite preparation. Mater. Chem. Phys. 78, 816–824.
Bieniek, J., Swiecki, Z., 1991. Porous and porous-compact ceramicsin orthopedics. Clin. Orthop. Relat. Res. 272, 88–94.
Bose, S., Darsell, J., Kintner, M., Hosick, H., Bandyopadhyay, A.,2003. Pore size and pore volume effects on alumina and TCPceramic scaffolds. Mater. Sci. Eng. C 23, 479–486.
Clarkson, J.R., Cui, Z.F., Darton, R.C., 1999. Protein denaturation infoam: I. mechanism study. J. Colloid Interface Sci. 215, 323–332.
Costa, H.S., Mansur, A.A.P., Stancioli, B., Pereira, M.M., Mansur,H.S., 2008. Morphological, mechanical, and biocompatibilitycharacterization of macroporous alumina scaffolds coatedwith calcium phosphate/PVA. J. Mater. Sci. 43, 510–524.
Dee, K.C., Puleo, D.A., Bizios, R., 2002. An Introduction to Tissue-Biomaterials Interactions. John Wiley & Sons Inc., New Jersey.
Fadli, A., Sopyan, I., 2009. Preparation of porous aluminafor biomedical applications through protein foaming-consolidation method. Mater. Res. Innovations 13, 327–329.
Fadli, A., Sopyan, I., 2011. Porous ceramics with controllable prop-erties prepared by protein foaming-consolidation method. J.Porous Mater. 18, 195–203.
Gibson, L.J., Ashby, M.F., 1997. Cellular Solids: Structure andProperties, second ed. Cambridge University Press, Cambridge.
Gremillard, L., Casadei, R., Saiz, E., Tomsia, A.P., 2006. Elaborationof self-coating alumina-based porous ceramics. J. Mater. Sci.41, 5200–5207.
Ibrahim, S., Nienow, A.W., 2004. Suspension of microcarriers forcell culture with axial flow impellers. Chem. Eng. Res. Des. 82,1082–1088.
Jun, Y.K., Kim, W.H., Kweon, O.K., Hong, S.H., 2003. The fabricationand biochemical evaluation of alumina reinforced calciumphosphate porous implants. Biomaterials 24, 3731–3739.
Landi, E., Tampieri, A., Belmonte, M.M., Celotti, G., Sandri,M., Gigante, A., Fava, P., Biagini, G., Logroscino, G., 2006.Biomimetic Mg- and Mg, CO3-substituted hydroxyapatites:synthesis characterization and in vitro behavior. J. Eur. Ceram.Soc. 26, 2593–25601.
Mao, X., Shimai, S., Wang, S., 2008. Gel casting of alumina foamsconsolidated by epoxy resin. J. Eur. Ceram. Soc. 28, 217–222.
Oktar, F.N., Göller, G., 2002. Sintering effects on mechanicalproperties of glass-reinforced hydroxyapatite composites.Ceram. Int. 28, 617–621.
Potoczek, M., 2008. Gelcasting of alumina foams using agarosesolutions. Ceram. Int. 34, 661–667.

Author's personal copy
98 J O U R N A L O F T H E M E C H A N I C A L B E H AV I O R O F B I O M E D I C A L M A T E R I A L S 8 ( 2 0 1 2 ) 8 6 – 9 8
Prabhakaran, K., Ananthakumar, S., Pavithran, C., 2001. Effect ofhydrolised aluminium treatment on rheological characteris-tics of α-alumina slurries. J. Mater. Sci. 36, 4827–4831.
Pugh, R.J., 1996. Foaming, foam films, antifoaming and defoaming.Adv. Colloid Interface Sci. 64, 67–142.
Ruys, A.J., Wei, M., Sorrell, C.C., Dickson, M.R., Brandwood, A.,Milthorpe, B.K., 1995. Sintering effects on the strength ofhydroxyapatite. Biomaterials 16, 409–415.
Saki, M., Narbat, M.K., Samadikuchaksaraei, A., Ghafouri, H.B.,Gorjipour, F., 2009. Biocompatibility study of a hydroxyapatite–alumina and silicon carbide composite scaffold for bone tissueengineering. Yakhteh Med. J. 11, 55–60.
Sopyan, I., Mel, M., Ramesh, S., Khalid, K.A., 2007. Poroushydroxyapatite for artificial bone applications. Sci. Technol.Adv. Mater. 8, 116–123.
Souza, M.C.O., Freire, M.S., Castilho, L.R., 2007. Cultivation ofVero cells on microporous and macroporous microcarriers.In: Smith, R. (Ed.), Cell Technology for Cell Products. Springer,Dordrecht, pp. 753–755.
Warnock, J., Al-Rubeai, M., 2005. Production of biologics fromanimal cell cultures. In: Nedovic, V., Willaert, R. (Eds.),Applications of Cell Immobilisation Biotechnology. Springer,Dordrecht, pp. 423–438.
Related Documents











