May, 2008 220 技術資料(設計・施工編) -PMMA シート- 住友化学株式会社 メタアクリル事業部 住化アクリル販売株式会社

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

May, 2008 220
技術資料(設計・施工編) -PMMAシート-
住友化学株式会社 メタアクリル事業部
住化アクリル販売株式会社

May, 2008 221
設計施工編 目 次
3 スミペックスの設計 ..................................................................................................................... 224
3.1 基本的設計データ ....................................................................................................................... 224
3.2 スミペックスの性質.................................................................................................................... 224 3.2.1 スミペックスの一般的性質 .....................................................................................................224 3.2.2 スミペックスとスミペックス Eの設計上考慮すべき性質 ......................................................224
3.2.2.1 スミペックスキャストシートの設計弾性率及び設計応力 ................................................224 3.2.2.2 スミペックス Eの設計応力 ..............................................................................................226 3.2.2.3 その他の性質 ....................................................................................................................226
3.3 スミペックスによる設計............................................................................................................. 227 3.3.1 スミペックスによるパネル、ハリの設計手順.........................................................................228
3.3.1.1 スミペックスのボルト孔施工部の強さ .............................................................................229 3.3.2 荷重 .........................................................................................................................................230 3.3.3 応用例 .....................................................................................................................................231
3.3.3.1直角パネル.........................................................................................................................231 3.3.3.2 円板 ..................................................................................................................................232 3.3.3.3 円筒容器 ...........................................................................................................................233 3.3.3.4 天井明り窓........................................................................................................................234
3.4 水槽の設計(「スミペックスと水族館」より引用)................................................................... 234 3.4.1 アクリル水槽パネルの設計および施工例 ..............................................................................238
4 スミペックスの用途別施工例 ....................................................................................................... 239
4.1 看板 ............................................................................................................................................ 239 4.1.1 看板材料としてのスミペックス ..............................................................................................239
4.1.1.1 スミペックスの特長 .........................................................................................................239 4.1.1.2 スミペックスの種類 .........................................................................................................240
4.1.2 設計上の注意...........................................................................................................................240 4.1.2.1 熱膨張に対する注意 .........................................................................................................240 4.1.2.2 温度及び熱に対する注意 ..................................................................................................241 4.1.2.3 固定のしかた ....................................................................................................................241 4.1.2.4 板のたわみへの対策 .........................................................................................................241
4.1.2.4.1 風圧のよる看板のたわみ例 ........................................................................................244 4.1.2.5 支持、骨組構造.................................................................................................................245 4.1.2.6 通気 ..................................................................................................................................245
4.1.3 支持枠のつけ方 .......................................................................................................................245 4.1.3.1 支持枠 ...............................................................................................................................245

May, 2008 222
4.1.4 板のつぎ足し(水平及び垂直) ..............................................................................................248 4.1.5 スミペックス文字とその取り付け法 .......................................................................................250 4.1.6 内部照明看板内の蛍光灯の位置 ..............................................................................................251 4.1.7 スミペックス板の洗滌と保守..................................................................................................251
4.2 照明 ............................................................................................................................................ 251 4.2.1 スミペックスの品種、特徴と光学的性質 ................................................................................252 4.2.2 照明器具(蛍光灯)カバーヘの応用 .......................................................................................257
4.3 グレージング(窓、あかり取りなど)........................................................................................ 259 4.3.1 一般的性質 ..............................................................................................................................259
4.3.1.1 透明性 ...............................................................................................................................259 4.3.1.2 耐候性 ...............................................................................................................................259 4.3.1.3 一般的性質........................................................................................................................259
4.3.2 窓ガラス用としての諸特性 .....................................................................................................259 4.3.2.1 耐衝撃性 ...........................................................................................................................259 4.3.2.2 音の遮断 ...........................................................................................................................260 4.3.2.3 熱の伝達 ...........................................................................................................................261 4.3.2.4 燃焼性 ...............................................................................................................................261
4.3.3 設計及び取り付け上の注意 .....................................................................................................262 4.3.3.1 設計上の考慮 ....................................................................................................................262
4.3.3.1.1 施工枠におけるクリアランス、かかり代(のみこみ代) ..............................................263 4.3.3.2 取り付け ...........................................................................................................................265
4.3.3.2.1アクリル板の施工材料 ................................................................................................266 4.3.3.3 天窓のゴミ防止.................................................................................................................268
4.3.4 掃除及び保守...........................................................................................................................269
4.4 スミペックスと箱水槽 ................................................................................................................ 269 4.4.1 製作上の問題...........................................................................................................................269 4.4.2 板厚設計 ..................................................................................................................................269
4.4.2.1 使用条件 ...........................................................................................................................270 4.4.2.2 接着技術 ...........................................................................................................................270
4.4.2.2.1 重合接着法 .................................................................................................................270 4.4.2.2.2 膨潤接着法 .................................................................................................................271
4.4.2.3 補強の方法........................................................................................................................272 4.4.2.4 水槽の大きさ ....................................................................................................................273
4.4.3 製作法 .....................................................................................................................................276 4.4.3.1 重合接着による方法 .........................................................................................................276
4.4.3.1.1 作業資材の準備 ..........................................................................................................277 4.4.3.1.2 シートの切断..............................................................................................................278 4.4.3.1.3 組み立て・接着 ..........................................................................................................278 4.4.3.1.4 熱処理(アニール)および仕上げ ..................................................................................282

May, 2008 223
4.4.3.2 膨潤接着による製作法 ......................................................................................................282 4.4.3.2.1 作業資材の準備 ..........................................................................................................282 4.4.3.2.2 シートの切断..............................................................................................................283 4.4.3.2.3 組み立て・接着 ..........................................................................................................283 4.4.3.2.4 熱処理(アニール)および仕上げ ..................................................................................285
4.4.4 使用上の注意...........................................................................................................................285 4.4.4.1 水槽設置台........................................................................................................................285 4.4.4.2 ろ過槽 ...............................................................................................................................286 4.4.4.3 そうじ・その他.................................................................................................................286
4.5 建築用途/屋根材、フロア、エクステリア、音響反射板............................................................ 286 4.5.1 屋根材 .....................................................................................................................................286

May, 2008 224
3 スミペックスの設計 3.1 基本的設計データ
スミペックスの設計データ スミペックスは光学的性質、耐候性共に優れたメタクリル樹脂板で照明、建築、看板、水槽、
工業材料として広い分野で使用されている。 建築の分野で使用される用途は、ドームライト、光り天井、間仕切装飾、腰板、階段手すり、
エスカレーター腰板、照明カバーなどである。 スミペックス透明板の光線透過率はあらゆるプラスチックにまさり、またオパールシート(乳白半透明)は拡散性が優れ、均一な照明を得るのに適しており、またプラスチックの中で、最も優れた耐候性を有しており、屋外で長期間使用しても強度の低下や変色がほとんどない。重さはガラスの約半分
でありながら衝撃強度は 10 倍以上と強く、自由な形に加工ができるなどの特性をいかして設計者の意図にかなった材料として使用できる。 とはいえスミペックスは熱可塑性樹脂であり、木材、金属とは異なった性質を持っているので、
設計にあたっては使用(環境)温度、湿度、荷重などを考慮する必要がある。
3.2 スミペックスの性質
3.2.1 スミペックスの一般的性質
スミペックス、スミペックス E 及びその他のスミペックス機能性板についての一般的性質は、物性編 1.3 スミペックスの品種と一般的性質を参照。
3.2.2 スミペックスとスミペックス Eの設計上考慮すべき性質
ここではキャストシートのスミペックスの設計データを中心として記述する。押出板のスミペ
ックス Eは、弾性率はスミペックスとほぼ同じであるが、分子量が小さいため設計応力が小さいので注意が必要である(3.2.2.2)。
3.2.2.1 スミペックスキャストシートの設計弾性率及び設計応力
プラスチックは、長期間にわたり荷重をかけると、たわみが増大していく、いわゆるクリープ
現象を起こす。スミペックスもまた硬質プラスチックとしてクリープを起こす。このクリープは、
数千時間後には一定の値に近づく。このときのヤングモジュラスが設計弾性率として設計計算に
用いられる。表 78に設計に必要な諸性質を示す。

May, 2008 225
表78 スミペックスキャストシートの設計データ(20℃における値)
性質 単位 短期間の設計 (6時間) 長期間の設計 (10年)
設計応力 (非曝露時) MPa 19.6 8.8
〃 (曝露時) MPa 14.7 6.9
設計弾性率 MPa 2.9×103 1.47×103
ポアソン比 - 0.39 0.40
図 177に弾性率の時間と温度変化を示す。
図 177 スミペックスの弾性率の時間及び温度変化
また図 178は、設計する温度に必要な設計弾性率を示す。
図 178 スミペックスの設計弾性率の温度変化

May, 2008 226
スミペックスの強度も時間とともに変化していく。長時間応力がかかった場合の破壊強度は応
力一歪曲線から長時間の値が求められる。スミペックスの 10 年程度の値を図 178 に示す。この数値を使って設計すれば長期間の使用に対しても安全である。 図 179 には通常条件の場合及び紫外線を含む光線などに曝露される特殊条件の場合の値も示している。
図 179 スミペックスキャストシートの設計応力
3.2.2.2 スミペックス Eの設計応力
押出板であるスミペックス Eの設計応力の値は、スミペックスの 70%程度と見込める。
3.2.2.3 その他の性質
スミペックスは長期間に 2%程度吸湿して寸法変化を起こす。相対湿度 100%、80%、60%で乾燥状態のスミペックスに対して 0.3%、0.2%、0.1%の寸法変化である。 吸湿の飽和状態における寸法変化は、物性編 1.5.1.2.2 吸水性 の図 5に、寸法変化の時間依
存性は同じく 1.5.1.2.2 吸水性の図 6に示す。 また、吸水量の相対湿度における飽和時の質量増加は 1.5.1.2.1の図 2に、質量増加の時間に
よる変化は 1.5.1.2.1の図 3を参照。 温度変化がある環境で使用される場合は、熱膨張収縮も考慮しなければならない。通常は最
高温度 50℃、平均湿度 80%では 0.5%のにげをみればよい。 スミペックスに急激な荷重すなわち衝撃が加わることがあるが、これに対する設計上の対策
は荷重のかかり方やスミペックスの形状によって異なり、それぞれの条件の破壊試験の結果に
基づいて解釈するのがよい。スミペックスは他の透明な材料であるガラスや、ポリスチレンよ
りはかなり強靭である。4.3グレージング 参照。

May, 2008 227
3.3 スミペックスによる設計
通常の設計では材料の弾性限界以内の、たわみの小さい場合をもとにするが、スミペックスの場
合もある程度の制限を加えることにより、やや変形の大きいものについても設計計算を行うことが
できる。そのやり方は、まず初めに許容できるたわみを考慮する。外観上悪い影響のないたわみと
して最大たわみは使用する材料の厚さまでとする。次にこのたわみをもとにして計算して得られる
応力が設計応力をこえないことを確かめる。一般には厚みに対する面積比が小さいものでは、設計
応力をこえることはあまりない。表 79に種々の支持方法の場合の計算式を示す。
a: パネルの長さ b: パネルまたはハリの幅 (a>b) α: b/a d: 直径 E: 引張弾性率 ED :設計弾性率 g: 重力による加速度 I: ハリのスパン ν: ポアソン比 p: 単位面積当りの荷重(圧力) ρ: 密度 r: 半径 S: 応力 SD :設計応力 t: 厚さ V: 速度 W: 全荷重 y: たわみ(y=t;設計たわみ量)
表79 スミペックスの設計式
設計式 応用 荷重 保持
(1)たわみ (2)応力
直角ハリ 均一 中点 均一 中点
両端支持 両端支持 両端クランプ 両端クランプ
t4 = D
4
E32pl5
t4 = bE4Wl
D
3
t4 = D
4
E32pl
t4 = bE16Wl
D
3
2
2
t4pl3<SD
2bt2Wl3<SD
2
2
t2pl<SD
2bt4Wl3<SD
直角パネル 均一 全端支持 全端クランプ
t4 = )α2.2+1(E
pb14.03
D
4
t4 = )α062.1+1(E
pb028.05
D
4
)α6.1+1(tpb75.0
32
2<SD
)α6.0+1(tpb5.0
62
2<SD
半径r0の小円 心円面への集中 均一荷重
全端支持 全端クランプ
t4 = 0.2Wb2(1-ν2)ED(1+0.46α4)
t4 = β(1-ν2)Wb2
ED
βの値は;
ba= 4 2 1
β=0.085 0.082 0.062
3W2πt2〔(1+ν)loge
b2r0
+k+1〕<SD
k =〔 0.91+1.6α5〕-0.6
3W 2πt2〔(1+ν)loge
b2r0
+5(1-α)〕<SD
円板 均一 全端支持 全端クランプ
t4 = 3pr4(1-ν)(5+ν)
16ED
t4 = 3p(1-ν2)r4
16ED
3pr2(3+ν)8t2 <SD
3pr2
4t2 <SD
円筒 均一 - - t = d
2 ⎝⎛
⎠⎞1- 1- 2p
(SD+P)

May, 2008 228
3.3.1 スミペックスによるパネル、ハリの設計手順
1. 応力の種類によって適当なたわみ式をえらび、これによって得られたたわみを板の厚さと等しいものとする。ついで設計弾性率と寸法を知り、与えられた荷重に対する最小厚さ、または与
えられた厚さに対する最大荷重を求める。 2. 応力の式に(1)で求められた値を代入して最大応力を求め、この値が設計応力をこえないことを確かめる。もし設計応力をこえる場合には、厚さが不足しているか、荷重が大きすぎるかの何
れかなので、厚さを増すか、荷重を減らして設計応力内になるようにする。この時の厚さがパ
ネルのための必要な厚さである。 スミペックス直角パネルの設計 計算例 長さ a cm、幅 b cmのパネルで全端を自由支持する場合、厚さを t cmと仮定して、たわみを計
算する(温度 20℃)。 パネルの最大たわみ式は、
y= 0.14pb4
EDt3(1+2.2α3)
初期条件として設計厚さを t1、モジュラスには設計弾性率 EDを用いたわみが板の厚さと等しい
とすると、
t 1 4=0.14pb4
ED(1+2.2α3)
t1 は初期条件によって決った厚さで、これが次の式の最大応力内であるという条件を満足させ
なければならない。すなわち
S= 0.75pb2
t12(1+1.6α3)<SD
従って t1がこの式を満足すればこの t1が求める厚さとなる。もし満足しない時は t2に厚さを増
して計算を繰り返す。 スミペックスの設計の際に留意しなければならないことは、他のプラスチックと同様にノッチ
に対して鋭感なことで、ノッチや鋭い部分が不連続にあることのないように設計、製作の両方で
注意する必要がある。

May, 2008 229
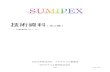
3.3.1.1 スミペックスのボルト孔施工部の強さ
スミペックス 000のボルト孔施工部の強さを図 180に示す。
図 180 スミペックス(キャストシート)000のボルト孔施工部の強さ
注-1;図において孔強度は孔径や孔加工の仕上げ状態に影響するので参
考値とすること 注-2;ボルト孔の位置は l/d=2~3以上で最大となり、施工法は下図を
参考にする。 ボルト止め施工例

May, 2008 230
3.3.2 荷重
均一な荷重のかかる場合、すなわち液体による圧力、風圧、積雪などがこれにあたる。
1. 風圧および積雪による荷重 風速 V〔m/s〕で垂直に吹きつける時の一般的換算圧力 pとしては
p=6.1×10-7 ×V2 p;MPa であるが、実際の風圧設計においては建築基準法施工令第 87 条によって、風力係数や地域係数などの基準が決められているので、確認する必要がある。
P = q・C q=0.6・E・V2
P=設計風圧力(N/m2) E=国土交通省告示 1454参照 V= 同上 C=風力係数(国土交通省告示 1454参照)
また、両面が暴露下にある(看板など)様な場合、風邪による吸引影響を考慮して風力係数は
1.2~1.3とする。 一般的な設計では強風が長期間続くことはないので、たわみを求める場合は 20℃では設計弾性率は 2,450MPaを用いても充分である。 積雪荷重においても法令で決められており、同法令第 86条(国土交通省告示 1455を含む)をもとに屋根角度や地域係数によって設計されている。 なお、これらの風圧力や積雪荷重では短期の設計荷重条件で推定されているが、たわみの計算
値は板厚を超えるレベルであるため”大たわみ解法”によって推定され、通常はパネル短辺に対して 1/30~1/15以内で設計される。
2. 無負荷 天井パネルに使う場合はパネルの計算上パネルにかかる力は自重だけを考えればよい。
p=1.16 t×10-4 p〔MPa〕 t〔cm〕
3. 不均一荷重 これは次の 2つがある。 (a)集中荷重-中心点で荷重を支える場合など (b)液体圧-タンクなど

May, 2008 231
3.3.3 応用例
3.3.3.1直角パネル
天井パネル、照明看板などに用いる場合 自由支持またはクランプして用いられるが、熱膨張によるにげをみなければならないので完
全なクランプはさける。充分にシールする必要がある時は、ゴムのガスケットをあて、ボルト
穴は細長いみぞ(馬鹿穴)にする。
この場合は自由支持とクランプの中間の条件となるので、材料は中間の厚さのものを用いる。 スミペックスキャストシートを用いた自由端支持の直角パネルを常温(20℃)で使用する時
に勧められる板厚を図 181に示す。
図 181 自由支持スミペックスキャストシート直角パネルの厚さ 20℃(無荷重)

May, 2008 232
40℃、60℃では 20℃の場合のそれぞれ 11%、27%増の厚さにすればよい。照明看板など強風によるパネルのたわみを考慮せねばならない場合は、たわみ防止のスタッドを使うとよい。この場合
は適当な応力式を設計の基準として扱い、たわみは 25mmに限定する(4.1看板 参照)。 パネル両面で相対湿度が大きく異なり、パネルが曲がるおそれがある場合があるが、このよ
うな環境では、計算した厚さの 50%増しにすれば充分である。
3.3.3.2 円板
加圧または真空容器ののぞき窓などに用いる場合 スミペックスは円周にそってゴムのガスケットをあてクランプして使う。スミペックスの直
径と圧力及び推奨する厚さの関係を図 182に示す。
図 182 全円周をクランプされたスミペックスキャストシート円板の厚さ 20℃

May, 2008 233
3.3.3.3 円筒容器
圧力のかかった容器のゲージなどのチューブなどに用いる場合 チューブは鋳込またはスミペックスからの成形、あるいはスミペックス成形材料による押出
によって作られる。非暴露下における円筒の直径と厚さ及び圧力の関係を図 183に示す。 円筒が不活性液体の存在のもとで使われる場合やスミペックス成形材料のような低分子量の
樹脂の押出から作られた場合は、図中の線上で区切りのマーク間程度の厚さを厚い方にずらし
たときの値を使用するのがよく、成形して接着した円筒では更に安全係数を掛ける。スミペッ
クスセメント 7 の重合型では、図 179 スミペックスの設計応力を 1/1.5倍する。すなわち 20℃で 15cm 以下の直径の円筒では、8.2MPa のところを 5.5MPa を用いれば充分である。他のタイプの接着剤では更に小さい係数をかけなければならない。
図 183 均一な空気内圧下の筒の厚さ 20℃(設計応力:4.5~6MPa)

May, 2008 234
3.3.3.4 天井明り窓
強雨、雪による荷重、衝撃や寸法変化を考慮すると、一般的には直径 90cm までは 5mm のスミペックスを、これより大きいものでは 6mmのものを用いることを勧める。 ただ、屋上などに設置する場合、合成樹脂板ではあっても衝撃破壊することもあるので、人
が乗ったりしないような設計配慮が必要である。
3.4 水槽の設計(「スミペックスと水族館」より引用)
スミペックスの箱水槽は 4.4 箱水槽 参照。 アクリルパネルの所要板厚を求める場合、水圧に対する計算が中心であり、いかなる計算式を用
いるかを選定し、基本的な所要板厚を求める。さらに温度差、吸水に対する配慮、巨大魚の衝突に
対する配慮など、特殊条件をも考える必要がある。水圧に対する計算式はパネル形状、即ち最も一
般的な平パネルか、水中トンネルのような円筒状かまたは潜水船の窓に採用されている球面形状な
どにより決まる。ここでは平パネルの場合について述べる。 パネルの支持方法により、梁としての計算式を用いるかパネルとしての式を用いるかを検討する。 表 80に梁としての計算式を示す。水圧分布と周辺条件により梁としての計算の場合には代表的
な 6種の式が用いられる。同時に発生ストレスが設計応力(p.224:表 78 設計データ の値およびつき合わせ接着を伴う場合は(1)に述べた強度保持率をかけた値)を超えないことを確認し 2 つの計算式を満足させる板厚(t)を求める。 表 81にはパネルとしての代表的な計算式を示す。これらの計算式における撓みの係数α、応力
の係数βを表 82 に示す。パネルの所要板厚の計算方法は梁の場合と全く同様の手順であるが、パネルの場合には周辺条件が同じであっても係数αおよびβがパネルの辺の比即ち b/aの値により変化する。パネルの計算式としては第 81表に示した 7種類の計算式でほぼ充分であり、この中からパネルの支持方法に最も合った計算式を選択する。 通常一般的なアクリル板の設計計算では発生ストレスによりたわみ量で規定されることが多く、
この場合、長期荷重設計でのたわみ比(撓み/短辺長又はスパン)は外観上 1/150~1/200 がとられ 1/200が一般的である。但しパネル高が大きいときは最大撓みを 6mmに設定することも行われる。 なお、水槽のアクリルパネル上辺が剥き出しになった“上辺フリー施工法”の場合、アクリル板
の水側が吸水差によって伸びるため設計以上のたわみ量を生ずることがある。(表 80;「一辺固定表」あるいは 81;「三辺支持、一辺自由」などで、例えばイルカショープールのようなケース) この現象は板厚が薄い方が早期(1~2年後)に現れるので、これらの板厚設計では設計たわみとして 1/500~1/1000レベルが採られている。

May, 2008 235
表80 梁(壁水槽)の計算式
荷重 周辺条件 応力・たわみ 2
2tP
43: l⋅最大応力
2辺支持
3
4
EtP
325: l⋅最大たわみ
2
2tP
21: l⋅最大応力
等分布荷重 (底面板など) 2辺固定
3
4
EtP
321: l⋅最大たわみ
2
2tP: l
最大応力 1辺固定
3
4
EtP
52: l⋅最大たわみ
2
2tP385.0: l⋅最大応力
2辺支持
3
4
EtP07824.0: l
最大たわみ
2
2tP
52: l⋅最大応力
上辺支持下辺固定
3
4
EtP0286.0: l
最大たわみ
2
2tP
103: l⋅最大応力
直線分布荷重 (P=9.8×10-5ℓ )
2辺固定
3
4
EtP0157.0: l
最大たわみ
P:水圧(MPa) t:所要板厚(cm) S:許容応力(MPa)
ℓ :梁の長さ(cm) E:弾性係数(MPa)

May, 2008 236
表81 窓水槽の計算式
荷重 周辺条件 応力・たわみ
4辺支持
2
2
1 tPa
β最大応力
3
4
1 EtPa
α最大たわみ 等分布荷重
(底面板など)
4辺固定
2
2
2 tPa
β最大応力
3
4
2 EtPa
α最大たわみ
4辺固定
2
2
3 tPa
β最大応力
3
4
3 EtPa
α最大たわみ
1辺自由 3辺固定
2
2
4 tPa
β最大応力
3
4
4 EtPa
α最大たわみ
3辺支持 1辺固定
最大応力
(b>a) 2
2
5 tPa
β
(a>b) 2
2
5 tPb
β
最大たわみ
(b>a) 3
4
5 EtPa
α
(a>b) 3
4
5 EtPb
α
4辺支持
最大応力
(b>a) 2
2
6 tPa
β
(a>b) 2
2
6 tPb
β
最大たわみ
(b>a) 3
4
6 EtPa
α
(a>b) 3
4
6 EtPb
α
直線分布荷重 (P=9.8×10-5ℓ )
1辺自由 3辺支持
2
2
7 tPa
β最大応力
3
4
7 EtPa
α最大たわみ
P:水圧(MPa) a,b:パネルの長さ(cm) E:弾性係数(MPa) S:許容応力(MPa)
t:所要板厚(cm) α:たわみ係数 β:応力係数

May, 2008 237
表82 撓み係数(α)および応力係数(β)
パネルの辺の比(b/a) 荷重
支持条件 たわみ係数α
応力係数β 0.5 0.6 0.7 0.8 0.9 1.0 1.2 1.4 1.6 1.8 2.0 2.5 3.0
α1 0.040 0.057 0.070 0.080 0.092 0.103 0.118 0.128 4辺支持
β1 0.280 0.370 0.450 0.520 0.580 0.620 0.680 0.720
α2 0.013 0.018 0.021 0.023 0.025 0.026 0.026 0.026
等分荷重
4 辺固定 β2 0.315 0.380 0.430 0.460 0.480 0.500 0.500 0.500
α3 0.001 0.002 0.004 0.005 0.006 0.008 0.010 0.011 0.013 0.013 0.013 0.013 4 辺固定
β3 0.070 0.090 0.120 0.150 0.180 0.200 0.240 0.270 0.280 0.290 .0300 0.300 0.300
α4 0.007 0.007 0.009 0.010 0.018 0.013 0.014 3辺固定
1辺自由 β4 0.160 0.170 0.175 0.180 0.190 0.210 0.230
α5 0.047 0.038 0.030 0.021 0.016 0.013 0.015 0.017 0.020 0.022 0.023 0.024 0.024 1辺固定
3辺支持 β5 0.500 0.450 0.400 0.360 0.320 0.280 0.320 0.345 0.360 0.370 0.373 0.380 0.385
α6 0.050 0.045 0.040 0.033 0.026 0.020 0.027 0.034 0.041 0.045 0.050 0.056 0.062 4 辺支持
β6 0.033 0.300 0.250 0.200 0.175 0.160 0.200 0.240 0.275 0.300 0.325 0.355 0.370
α7 0.030 0.034 0.035 0.037 0.038 0.040 0.047 0.054 0.059 0.065 0.066
直線分布荷重
3辺支持
1辺自由 β7 0.165 0.180 0.19 0.200 0.235 0.260 0.275 0.290 0.305 0.340 0.355

May, 2008
238
3.4.1 アクリル水槽パネルの設計および施工例
アクリル板の水圧負荷時の最大たわみ及び最大曲げ応力は、微小変形理論により窓水槽につ
いては表 81 に示す計算式により求めることができる。表 82 はそのたわみ係数(α)及び応力係数(β)を示す。壁水槽については表 81に示す計算式によって求めることができる。トンネル水槽については、有限要素法により設計する必要がある。 これらの設計に当たって、アクリル板の支持条件は、図 184 に示す使用例(A)及び(C)のようにアクリル板を取り付け枠またはサッシに直接またはクロロプレンゴムを介して指示する場合
は単純支持とし、使用例(B)のように無収縮のセメントペースト又は樹脂モルタルをその両面に注入する場合は固定支持としてよい。なお、固定支持の場合のアクリル板の埋込み長さは板厚
の 2.0倍以上であるが、詳細についてはメーカーと充分に打合わせを行う必要がある。 アクリル板の厚さは、水圧負荷時の最大応力が p.224の表 78に示す長期許容応力、屋外仕様の場合は 6.9MPa、屋内仕様の場合は 8.8MPa以下または最大たわみが、その短辺長さの 1/200以下のなるように求め、そのいづれかの値の内大きいものをその板厚とする。アクリル板の厚
さは、一般にはたわみによって設計されることが多い。 アクリル板の水槽の接着には重合型接着剤が用いられるが、その場合の接着強度は素板の
70%以上であるが、メーカーと充分に打合せを行う必要がある。
図 184 アクリル板水槽の支持条件(例)

May, 2008
239
4 スミペックスの用途別施工例 4.1 看板
スミペックスメタクリルシート(アクリルシート)は種々の優れた性質を持っているために、看板用
材料として従来から使われてきた木材、鉄板、板ガラスなどにかわって看板用材料の主流となってきた。 近年屋内屋外をとわずサインのデザイン、メカニズムの進歩は著しく近代的感覚を生かした美しく
たのしいサインや見る人に強く訴えるサイン、あるいは規格を統一した量産サインなどいろいろな
ものが作られている。
4.1.1 看板材料としてのスミペックス
4.1.1.1 スミペックスの特長
スミペックスが看板材料として使用され、長い年月の間の使用に耐えるのは次のような性質
と特長を持っているためである。 (1) 透明性よく表面が美しい。スミペックス透明(クリア 000)は透明性が極めて優れ、ガ
ラスはもとより、あらゆるプラスチックよりもまさっている。また表面は鏡と同じ平滑
さと美しい光沢とを持っている。
(2) 光学的性質の優れた各種乳半や、美しい色彩の色板がある。
(3) 耐候性が極めてよく、強度の低下や、色板の色の変化もほとんどないために製作したときの外観が長年月の間保持できる(耐候性データについては 物性編 1.7参照)。
(4) 強度が大きくしかも比重が小さいために自重を支えるに充分な強度があり、大きな板を作ることができる。またガラスにくらべて割れにくいことも大きな特長である。
(5) 切断、穴あけその他の機械加工が容易にできる。
(6) 加熱することにより柔らかくなるので、簡単な設備で容易にいろいろな形に成形できる。
(7) 接着が簡単にでき、特に耐候性のよい接着剤を使用すれば長年月接着部のハガレの心配がない。
(8) 板への印刷、塗装が容易で美しい効果がだせる。
(9) 表面が高い光沢を持っているので文字やデザインがすっきりでき、看板を読みやすくできる。
(10)スミペックスの内部の全反射を利用したエッジライティングが容易にでき、独特な効果を与えることができる。
(11)洗滌が容易なため看板の保守が楽である。

May, 2008
240
4.1.1.2 スミペックスの種類
看板材料としてスミペックスを使用する場合品種別に分類すると次のようになる。 (1)透明板(クリア 000)
そのまま、あるいは成形して白や色のバックペイントをかけて用いる。 (2)オパールシート(オパール 032, 040, 055)
看板地板として用い内部照明を入れる場合に特に適している。
オパール 032 は一般照明、看板用として用いられる。このシートは板厚が増大しても光線透過率は変わらない特徴がある。
オパール 040 は一般用として看板地板として用いられ、内部照明用としては、032 と同様に高透過性を有して多少ランプイメージは見えるが、白さや省エネルギー性の要求さ
れる用途に適している。
オパール 055 は内部照明ではランプイメージの隠蔽性に優れた特徴があり、また反射率が他の乳半にくらべて大きく、照明の入らない昼間においても地板が白く見えるために
看板が引立って見える。 (3)白板(ホワイト 068)
この板は純白色で看板の地板とすれば上に貼る文字やデザインをきわだって浮立たすこ
とができる。しかし不透明板に近い光線透過率なので、内部照明をする看板には用いら
れない。 (4)色板(透明、半透明、不透明各種)
各種の色板が多種用意されているので好みに合わせて使用する。
4.1.2 設計上の注意
スミペックスは熱可塑性樹脂であるために従来使用されてきた木材、鉄板などと若干異なった
注意が必要である。また風圧に対してもガラスの場合には割れに対する注意が必要であるが、ス
ミペックスはガラスのような割れの心配はないかわりに、たわみによるはずれに対しての考慮を
はらう必要がある。
4.1.2.1 熱膨張に対する注意
スミペックス(キャストシートと押出板)を使用した看板を設計する場合重要な性質は温度
による伸縮で、これに対するゆとりをみなければならない。 スミペックスは 1mの長さにつき 10℃の温度変化があると約 0.7mmの伸び縮みがある。従

May, 2008
241
って 40℃の温度差に対しては 3mmになる。これは平均的な気候の場合であり、安全を見る場合には 5mm の余裕を見ておくとよい。このゆとりは長さと幅の両方に必要である。このため
板を保持する枠や支持金具は板を適切に固定するとともに、伸縮に対して充分余裕のあるもの
にする。
4.1.2.2 温度及び熱に対する注意
スミペックスは熱可塑性樹脂であるために 90℃以上になると変形するおそれがある。常用の最高温度(連続使用)は 80℃である。セルロイドのような引火性ではないが、着火温度は 400℃前後で、木材と同程度の燃焼速度で燃えるので木材と同じ注意を必要とする。
4.1.2.3 固定のしかた
スミペックスの看板は枠などで少し動きがとれるように固定するが、これができない場合に
のみボルトやネジで直接固定するようにする。直接固定する必要がある場合は大き目の穴をあ
け軟らかいゴムなどのワッシャーやパッキングをあてて熱による伸縮を逃げるようにする。そ
のためには、楕円形の穴が望ましが、手間がかかるので充分に大き目の丸穴にし、さらに施工
時期が冬の場合と夏の場合とでビスの固定場所を変えるなどの考慮が必要である。この場合の
ボルトやネジの固定はスミペックス板が全然動かないように固く締めずに、指で動く程度の強
さでとめれば充分である。 普通は板の全周を枠でおさえこむが、その時は弾性のあるパッキング(ゴム、パテ、うすい
コルク、皮)をスミペックスの両面に(片面でもよい)あてるようにする。 両面にあてると風雨を防ぐこともできるし、内部に照明をつけるのにも安全にできる。なお
パッキングとしては可塑剤の多い軟質塩化ビニール樹脂はクレージングの原因となるので使用
しないほうがよい。
4.1.2.4 板のたわみへの対策
風圧がかかる場合や、大サイズのシートを垂直に立てて使用する場合にはシートにたわみを
生ずるが、これをおさえるには次のような点を考慮する。
(1)平板の厚さ スミペックスの厚さは、看板の形と大きさや、屋内で使用するか屋外か、また支持方法
(全周枠か、一端だけの支持か)、固定方法(動かないようにするか、つり下げてある程
度動かすようにするか)によって異なってくる。 看板の屋外の使用で、動かないように固定し、風圧に耐えるようにする場合には図 185の厚さを参考する。

May, 2008
242
図 185 スミペックスキャストシートの看板のサイズと板厚
(図は風速 50m/secの時のもの)
大型看板では板厚が大きくなるので、図 186 のような補強リブをつけてスパンを短くすると板厚を減らすことができる。
図 186看板の補強リブ
屋内で使用したり、自由につり下げたりして使用するときには次のようにうすくできる。
板の短い方の長さ 板厚
(cm) (mm) 30~60 3 60~100 5
100~150 6
(2)たわみ防止スタッドの使用 スタッドは板のたわみを制限するもので、支持材と板との間において風圧による曲げや
たわみに耐えるようにして厚みを減らすようにするものである。

May, 2008
243
(3)板のふちの支持しろ 枠をつかって板を支持する場合、熱の伸縮や風圧によるたわみを考慮したふちの大きさ
は板の最大寸法の 2%にする。すなわち 150cmの長さのものでは 3cmのふちしろをみればよい。
図 187 スミペックス看板の支持枠しろ
(4)板の補強 さらに板のたわみに対して強くするには、スミペックス板の上にスミペックスによる文
字板や装飾効果を出すような板を接着するか、または成形した文字を接着することによ
ってもできる。文字の取り付け寸法は後述。
(5)板の成形 板を成形するのも看板を補強する効果のあるやり方で、この場合は平板とは違った効果
を出すと同時に板の厚みを減らし、全体の重さを軽くして安価にすることができる。 成形する場合は 2mm以下の板は勧められない。板の短い方の長さで 5%程大きくとって、外側をややふくらまして成形する場合は、次の厚みの板を使用するとよい。

May, 2008
244
板の短い方の長さ 板厚
(cm) (mm)
60まで 3
100まで 5
150まで 6
成形は単曲面、複曲面成形(立体成形)のどちらの場合もこのことがあてはまるが、成
形は加熱したものについて行い、決してそのままで曲げたりしないようにする(加熱成
形については 加工編 2.2参照)。
4.1.2.4.1 風圧のよる看板のたわみ例
スミペックスで看板などを作る場合、風によってたわむ。たわみ量は、看板の大きさ、板厚、
支持の仕方、風速によって異なる。 台風の時の瞬間最大風速は 60m/秒に達することがあり、板厚が 5mmと 8mmの場合の看板の大きさによるたわみを図 188に示す(支持方法は四辺をサッシ止めにした場合で、正方形の場合と短辺が長辺の半分である長方形の 2例を示す。風力係数は 1.0である。)。
風圧設計については 3.3 スミペックスの設計を参照のこと。
図 188 スミペックスキャストシート看板の風圧によるたわみ(風圧:60m/s) -大たわみ計算法による-
<注>上記は参考計算であり、図中の破線部では設計ストレス(許容値)を超えるので使用できない。

May, 2008
245
4.1.2.5 支持、骨組構造
スミペックス板は看板の大きな部分に使われるが、看板全体の構造を支えるのに充分である
わけではない。 従って看板の枠や支持足などの骨組構造はそれ自体で独立に支持されるようにする。 小さな看板では、たいてい金属の支持枠だけで充分がっちりしたものができるが、大型のものは
骨組となる鉄骨が必要である。大型の看板で内部に支柱が必要になる場合の枠(アングル)は、中
にランプを入れた時にスミペックスの上に影ができないように枠の裏に取りつけるようにする。 また内部に支柱をわたす場合も影のできない位置で、内側の掃除やランプの取換などができ
るように枠の後方につける。 スミペックス面板以外の看板の内側は白ペンキを塗って、看板の全体の明るさを増すようにする。
4.1.2.6 通気
スミペックスを看板の広告面として使い、金属などの箱に支持される構造のものでは、内部
の照明からの熱を逃がすように通風孔を設けることが必要である。また通風孔には塵埃が侵入
しないように細目の金網などを張っておくとよい。 照明ランプはスミペックスが部分的に熱くなる部分を作らないよう、板から充分離すようにする。 内部照明の看板は色々の照明の仕方があり、特別のランプの取り付け位置があるわけではない。 スミペックス表面温度はどの部分でも 80℃をこえないようにする。これは板が変形したり、
成形した形が変形して戻ったりすることを防ぐためである。 通風孔は箱の上と下につけるようにするが、光がこの穴から逃げないように邪魔板をつける
ようにする。
4.1.3 支持枠のつけ方
4.1.3.1 支持枠
看板の支持枠は看板の大きさや形によって異なるが、ここでは基本となるつけ方の例を示す。
細図 1 内部照明看板の場合で金属の支持枠を箱型にし、後はスミペックスやランプの取り付けや維持を容易
にするよう取はずしできるようにする。
スミペックスは箱の四方のアングル間にはさまるようにし、フランジと板の間はパッキングをかませる。これ
は熱の伸縮を逃げるためで、同時に雨が入らないようになる。
細図 2 チャンネルの金属枠からなる例で、三方は固定とし、一方は板とパッキングを差入れできるよう取り
はずしのできる枠とする。
この型では片面看板または両面看板のどちらにも、また別々に照明することもできる。

May, 2008
246
細図 3 これは前面照明かエッジライティング用のもので、固定するか吊り下げるかする。
スミペックスは一つのふちだけで支持されるので、ふちにそって機械的に支持する必要がある。
ボルトやネジで充分であるが、板にあける穴は熱による伸縮を逃げるためにボルトやネジの太さにより 3mm
程度大きくする。
この方法は風圧に耐えるようにはできていないので、吊り下げてゆれ動くことができるようにしたもの以外は
屋外で使用することはできない。
細図 1 細図 2 細図 3
細図 4,5 それぞれ片面及び両面看板で屋内、屋外のどちらにも使用でき、内部照明もできる。
片面では店頭看板にもなる。
スミペックス板は、内側をスプリングクリップでおさえてパッキングにあてるようにする。
このタイプでは看板のふちが直線の場合(細図 1)以外にも便利なものである。
細図 4 細図 5
細図 6,7 木材の枠が使われる場合は、スミペックスを小さい木の押え縁を用いて大ネジでおさえこむ。板の

May, 2008
247
両面にはパッキングをあてる。この例もバックライティングまたは内部照明にも適している。木を使っている
ため屋外用には向かない。
細図 6 細図 7
細図 8 これは縦が 80cm の長さまでのスミペックスの平板を枠につけるのに適する方法で、熱による伸縮は
枠の上端で逃げるようにしたものである。側面は水平方向の伸縮を逃げる余裕を作っておく。
細図 8
細図 9 縦の長さが 80cm 以上のスミペックスパネルの平板を支持するのに望ましいやり方で、上端の全長を
吊り下げるようしたものである。

May, 2008
248
細図 9
4.1.4 板のつぎ足し(水平及び垂直)
かなり大型の看板では、スミペックスをつなぎ合せて使用するが、その方法は水平につぐか垂
直につぐか、内部照明をするかしないかなどによって異なる。 内部照明では板の接合部で影ができるのを防ぐのは困難であるが、できるだけ小さくするには
次のようなやり方がある。 細図 10 水平端でのつぎ方で、金属などの不透明な板を使って看板パネルを接合部で分割していく方法である。
この方法では骨組がかくされるので特に大きな看板に向いている。
細図 11,12 水平の接合部で特に分割できるような設計になっていない場合の例で、垂直の場合にも用いられる。
内部照明によって均一な照明が得られ、接合部の影は殆んどない。

May, 2008
249
細図 10 細図 11
細図 12 細図 13
細図 13 V型はめ合いによる垂直端の接着法で、6mm以上の板に適している。接着剤は粘度の高い溶液型か
重合型がよく、硬化したあとで接着線をみがき上げる。
板の継ぎ足しで、裏側に透明板で裏打ちすると、影ができるだけでなく、汚れが溜まって見苦
しくなることがあるが、この場合もつき合わせによる継ぎ足しをするとよい。重合接着による継
ぎ足しでは突合せ板の色に合わせた顔料を添加すると突き合せ部が目立たない。
加工編 2.3.6.1 スミペックスの突き合せ接着個所の線防止 参照

May, 2008
250
4.1.5 スミペックス文字とその取り付け法
スミペックス文字の作り方は図 187のような方法がある。 (1)平板文字―平板から切り取る。 (2)浮き出し平板文字―切り出した平板文字に浮き出しの支柱をつける。 (3)成形文字―加熱成形する。 (4)組み立て文字―切り出して接着する。 (5)成形箱文字―成形したスミペックスに切り出した平板文字を接着する。
成形箱文字 組立て箱文字 平板文字 浮出し平板文字
成形箱文字
鋭い角で構成される立体文字(組み立て箱文字)は立ち上がりをスミペックスか、または板金に
するが、スミペックスの立ち上がりではツートーンにしたり、エッジ照明の効果を得たりするこ
ともできる。文字はスミペックスの上に直接接着することができる。接着部分に気泡や隙間があ
ると、雨水やほこりが侵入し、特に寒い地方では侵入した水が凍って膨張し剥れを生ずるので、
スミペックスセメント 7のような充填効果のある接着剤を使用するのが望ましい。

May, 2008
251
4.1.6 内部照明看板内の蛍光灯の位置
内部照明の看板ではパネル全面が均一な明るさになっていることが望ましく、そのためには内
部の蛍光灯の配置が適切でなければならない。配置の仕方は使用するスミペックス板の種類、看
板の大きさ、深さ、成形の形、片面か両面看板かによって違ってくるので一概にはいえないが、
平板のスミペックスを看板に使用する場合については、物性編 1.6.5 スミペックスを使用した内部照明器具の蛍光灯可視限界距離 を参考にする。
4.1.7 スミペックス板の洗滌と保守
スミペックスによる看板は定期的に洗うようにする。長年月いつも新しく内部照明の効果を変
わらず保てる。洗滌はホースで水をかけるか、温かい石鹸水、洗滌液で洗う。ブラシやかたい布
を使うとキズがつくので柔らかい布を使う。 洗滌の回数は設置場所によって異なるが、市中心部では郊外よりも回数をふやす。 ベンゼン、テレピン油やその他の溶剤を使って洗うとクラックができたり、表面がおかされた
りするので絶対に避ける。 また帯電防止剤を少量添加した水で拭くと、看板へのごみの付着を少なくすることができる。
看板製作上の成形法、接着法などについての詳細は、それぞれ 加工編 2.2、2.3参照。
4.2 照明
スミペックスと照明 スミペックスは近代照明の要求する性能に極めてマッチした材料として建築照明の分野に不可
欠のものである。 照明カバーとして使用される条件は次の通り。 (1)光源の効率をできるだけ損なわない。
照明器具にカバーをつけた場合に光束の損失をできるだけ少くするためには光線透過率が
高いことが好ましい。 (2)光線の拡散性がよい。
照明カバーとして使用する際、一面が均一の明るさに輝き、まぶしさを感じない為には拡散
係数の大きいことが好ましい。 (3)光源の色を損なわない。 (4)明るい白色である。
消灯しているとき、うす暗くすけて見えないようにするには、明るい白色であることが好ま
しく、反射率が或程度高いことがのぞまれる。 (5)材料の劣化がない。
長期間使用されるものであり、変色・着色、強度の低下がない。 また加工性がよいことは設計者の意図にかなったカバーを妥当なコストで成形することができる。
スミペックスはこれらの要求に最も適した材料である。

May, 2008
252
4.2.1 スミペックスの品種、特徴と光学的性質
スミペックスは耐候性の極めて優れたメタクリル樹脂板で、表面の光沢に優れ、オパール(乳
半板)の光学的性質の優秀さとあいまって照明、看板用に特に適している。 オパールを照明用に使う場合特に重要なのは、内部の光源から出る光を均一に外部に出すこと
である。 オパールの性質を示すために透過率、反射率、拡散係数の 3つの特性を用いる。
表83 スミペックスキャスト オパールシート一覧表
(スミペックス)
品種 特徴 主用途 厚さ
(mm)
光 線 透過率
(%)
光 線 反射率
(%)
光拡散 係 数
スミペックス
030
光線透過が最も大きく、照明効
果が大きい。ただし内部光源が
ややすけやすいので灯間隔を
小さくする。
照明 看板 窓(スリガラスに代る) ディスプレイ
2 3 5
86 79 66
13 19 27
0.23 0.41
スミペックス
032
スミペックス040とほとんど同じ。ただし厚さが変っても光
線透過はほとんど変らない。乳
半板の代表品種。
一般照明 看板 ディスプレイ その他
2 3 5
58 60 56
41 39 40
0.80 0.75
スミペックス
040
光線透過、反射のバランスがと
れている一般用で乳半板とし
て代表的なもの。
照明 看板 ディスプレイ その他
2 3 5
56 49 40
43 50 55
0.79 0.87
スミペックス 深絞りグレード
(旧品 043)
深絞り成形用で、成形によりう
すくなっても光源がすけない。
成形によって裏がやや艶消し
になる。成形ののびがよく成形
しやすい。
深絞り成形の照
明カバー 看板、ディスプ
レイ用(真空成形に適する)
2 3 5
59 52 43
40 44 51
0.64 0.86
スミペックス
055
高拡散で白く明るく見える。
看板に用いると照明が入らな
いときでもくっきりと見える。
照明 看板 その他
2 3 5
37 28 20
61 70 78
0.88 0.88 0.91
スミペックス
MT037
スミペックス030とほぼ同じ特徴を有する片面マットのオ
パール。
照明 看板 ディスプレイ その他
2 3 5
87 82 72
17 21 30
0.20 0.30 0.48
スミペックス
MT039
スミペックス032とほぼ同じ特徴を有する片面マットのオ
パール。
看板 照明 ディスプレイ その他
2 3 5
58 61 56
46 43 45
0.78 0.71 0.81
スミペックス WT023
スミペックス030とほぼ同じ特徴を有する両面マットのオ
パール
照明 看板 窓(スリガラスに代る) ディスプレイ
2 3 5
85 80 71
19 23 30
0.29 0.37 0.49
注)試験方法は JIS K 7105(B法)。上記物性値は代表地であり、規格値ではありません。
MTグレードではマット面を受光面として測定。

May, 2008
253
(スミペックス E)
品種 特徴 主用途 厚さ(mm)
光 線 透過率
(%)
光 線 反射率
(%)
光拡散 係 数
スミペックス
E032
スミペックス032とほぼ同じ特徴を有する押出板の
オパール。
照明 看板 ディスプレイ その他
2 3 5
60 58 60
39 38 3l
0.83 0.86
スミペックス 高拡散押出板 (旧品E059)
スミペックス050(旧品)とほぼ同じ特徴を有する押
出板のオパール。
看板 照明 ディスプレイ その他
2 3 5
41 39 35
57 59 57
0.90 0.91
スミペックス
ES055 高拡散で白く見える押出
板のオパール。
照明 看板 その他
2 3 5
36 32 23
60 64 74
0.91 0.92 0.94
スミペックス 高拡散押出板 (旧品RM100)
高拡散で低光沢ソフトな
風合いを有する押出板の
オパール。
照明 その他
2 3
59 44
(光沢度) 15/7※ 17/9
0.77 0.99
注)試験方法は JIS K 7105(B法)。
※光沢度においてはマスキングが印刷面/無地面を示す。
一般的に、オパールは透明板に比較すると光をよく拡散するために透過率は低下するが反射率
は大きくなる。 拡散率は光の散乱の度合を示すもので、照明器具のカバーに使用した場合に均一に輝いて見えるか
どうかの尺度となるもので、完全に拡散する場合の理論的な値は 0.9といわれている。スミペックスの各種オパールシートの測定値は表83にみるように030以外はほとんど完全拡散に近くなっている。 オパールのうち 032は板厚によらず光線透過率をほとんど同じようにしてある。他のオパールは板厚が増大すると透過率はやや低下していくが、これは成形して肉厚が薄くなっていく場合の
板厚と透過率の関係と同じになっている。 代表的スミペックスオパールシート成形品の肉厚と光線透過率を示したのが、物性編 1.6.2 図
77 スミペックスオパールシートの成形品の肉厚と光線透過率。 但し、スミペックス深絞りグレード(旧品 043)は除く。スミペックス深絞りグレードは、ス
ミペックスオパールの中で特に優れた特長を持ったもので、照明カバーとして深絞りしても他の
オパールと異なり、薄くなっても透過率はほとんど変わらず、中の光源が透けて見えるのを防止
する効果(ストレッチ白化型)を持ったものである。

May, 2008
254
図 189 リエントラント照明カバー(スミペックス深絞りグレード)
これはリエントラント成形によるフレームレスの照明カバー(図 189)やフリーブロー成形による球面のカバーの成形に特にその効果を発揮する(図 190)。
図 190 フリーブローによる照明カバー(スミペックス深絞りグレード)
このスミペックス深絞りグレードは、深絞りが容易なように成形性を特によくしてあり、伸び
がよくなっているのでやや機械的強度が低くなっており、いくぶん変形しやすいので設計上注意
が必要となる場合がある(少し厚めの板を使う必要がある)。

May, 2008
255
オパールシートによる照明カバーでは消灯した時に、これを浅い角度から見ると外景が反射し、
それもゆがんで見えたりして見苦しいことがある。 すなわちペン皿型などに浅く熱成形すると、それまで鏡面であった表面が、片面のみ艶消し状
態になるようにしたものである。艶消しの程度は成形の深さ(延伸度)によって変わるが、他の
光学的性質はほとんど変化がない。スミペックスの各種の板の平行光線による透過率の角度分布
を図 191に示す。

May, 2008
256
(1) オパール 030 (2) オパール深絞りグレード(旧品 043)
(3) オパール 040 (4) オパール 032
(5) オパール 055
図 191 スミペックスオパールシートの透過率の角度分布

May, 2008
257
4.2.2 照明器具(蛍光灯)カバーヘの応用
スミペックスは前記のような光学的性質を持っており、それを利用して照明カバーにするが、
平板のまま、あるいは皿形、箱形に成形して利用するほか、透明板から機械加工によりプリズム
を削り出し、光のコントロールを行うこともできる。 具体的な例として図 192のような蛍光灯カバーに、スミペックスを応用した場合の配光特性の測定結果を図 193に示す。これは平板のまま及び深さ 55mmのペン皿形に成形した場合であり、その諸元は表 84の通り。
表84 蛍光灯カバーの諸源例
蛍光灯 20W×2 天然白色低出力型
蛍光灯中心間隔 150mm
蛍光灯中心・板間距離 平板 100mm
ペン皿形 150mm
蛍光灯の上部、側面はスミペックスホワイト 068
(反射率 83%)を使用
図 192 蛍光灯カバーの例

May, 2008
258
(1) クリア 000 (2) オパール 030
(3) オパール 040 (4) オパール 032
図 193 スミペックスオパールシートの配光曲線
配光曲線はランプの配置、ランプと器具カバーの相対的な位置、及び測定距離によってかわる
が、測定は照明器具の外面(スミペックスシート面)の中心から 1m の距離で行い、ランプ軸に平行平面(図 193左半分)及び直角平面(図 193半分)の照度を相対値で示してある。
物性編 1.6 スミペックスオパールシート 参照 物性編 1.6.5 スミペックスを使用した内部照明器具の蛍光灯可視限界距離 参照

May, 2008
259
4.3 グレージング(窓、あかり取りなど)
スミペックスの窓への利用 スミペックスは窓ガラス・あかり取りに使用する場合、重さはガラスの約 1/2でありながら衝撃強度が大きく、透明性が優れ、また耐候性が優れているなど数多くの利点がある。 この用途に使用する際に重要なスミペックスの性質及び取り付けの注意事項を述べる。
4.3.1 一般的性質
4.3.1.1 透明性
スミペックスの特長は透明板の光線透過率が非常に高いことで、あらゆるプラスチックにま
さり、また普通ガラスよりも優れている(表 82)。可視光線のスミペックスによる吸収はごく僅かで、板厚 10mm に対して 0.2%以下しかなく、事実上板による光の吸収はないといっても差支えない。光線はスミペックスの表面で反射されるので、透過光線は減少する。平行光線が
スミペックスに直角に入射すると各表面で約 4%の反射があり、透過光線は全体の 92%強となる(正確には 92.6%)。また像のひずみはほとんどない。
表85 各種材料の透明性
スミペックス ポリスチレンポリカー
ボネート 硬質透明塩ビ 普通ガラス
全光線透過率
% 92.6 88.6 86.8 83.8 90.0
4.3.1.2 耐候性
スミペックスの耐候性はプラスチックの中で最も優れており、長期間屋外で使用しても強度・
透明性の低下、色の変化はほとんどない。成形されたものでもこの優れた性質は変わらない。(各
種透明プラスチックの耐候性については、物性編 1.7を参照)。
4.3.1.3 一般的性質
スミペックス(キャストシートと押出板)のその他の諸性質は、物性編 1.3を参照。
4.3.2 窓ガラス用としての諸特性
4.3.2.1 耐衝撃性
窓ガラス用などに使用する場合の耐衝撃性の表し方は、実際の窓に近い大きさのシートを使
用して落球による破壊の高さによる。表 86 に普通ガラス、強化ガラスと比較した値を示すが、

May, 2008
260
普通ガラスにくらべてはるかに大きな強度を示す。また破れ方は粗く、普通ガラスのような鋭
い破片にはならないので破片による負傷のおそれがはるかに少ない。
表86 スミペックスキャストシートとガラスの落球衝撃強さの比較
窓 の 大 き さ 60cm×45cm 120cm×90cm
材 料 板厚 (cm)
破壊高さ (cm)
板厚 (cm)
破壊高さ (cm)
割 れ の 様 子
スミペックス 6 100 6 140 3ケに割れる 強化ガラス 6.4 152 9.5 152 多数の小片に割れる
網入りガラス 6.4 38 6.4 38 割れても飛び散らない
普通ガラス 6.4 25 9.5 51 細長く鋭い破片
(直径 102mm 質量 3.6kgの鋼球の落下破壊)
表 87に板厚と落球破壊の高さの関係を示す。
表87 スミペックスキャストシートの板厚と落球破壊高さ(cm)
板の大きさ 板厚 (mm) 60cm×45cm 120cm×90cm
破壊の高さ(cm) 3 30 50 5 65 95 6 100 140 10 600 600
4.3.2.2 音の遮断
空気中を伝わる音は窓ガラスで遮断され急激に弱くなる。この前後の音エネルギーの比をとり、
デシベルであらわす。 表 88に 100サイクル~3,200サイクルの範囲での音響減衰率のスミペックス(キャストシー
トと押出板)と板ガラスとの比較を示す。板ガラスよりも僅かに音の遮断効果が劣る。
表88 スミペックスの音響減衰率
(デシベル) 板厚mm スミペックス 板ガラス
3 17 22 5 21 25 6 23 26 10 26 30

May, 2008
261
4.3.2.3 熱の伝達
熱伝導率を板ガラスと比較すると、次のようにスミペックス(キャストシートと押出板)は
板ガラスの約 1/4ほどになる。
スミペックス 0.19 W/(m・k) 板ガラス 0.72 W/(m・k)
また空気-スミペックスシート-空気の熱貫流係数(総括伝熱係数(U))は表 89に示すように、スミペックスのほうが低い。すなわち断熱効果がやや大きい。但し、この値は幅射による伝
熱は無視している。
表89 スミペックスの伝熱 空気から空気の熱貫流係数 (W/m2・K)
板厚(mm) スミペックス 板ガラス スミペックス/板ガラス
3 5.83 6.29 0.93
6 5.50 6.18 0.89
10 4.79 5.94 0.81
4.3.2.4 燃焼性
スミペックスは 400℃~500℃で着火しその燃焼速度は硬い木材と同程度である。従って建築物の外装材として使用する場合はそれぞれの地区の関係法規を調べる必要がある。 建築基準法では延焼のおそれのある部分*にはスミペックスは使用制限をうけるが、それ以外
では使用できる。 * 建築基準法第 2条第 6号
延焼のおそれのある部分:隣地境界線
道路中心線または同一敷地内の 2以上の建築物(延べ面積の合計が 500m2以内
の建築物は、1 の建築物とみなす)相互の外壁間の中心線から 1 階にあっては
3m以下、2階以上にあっては 5m以下の距離にある建築物の部分をいう。但し
防火上有効な公園、広場、川などの空地若しくは水面または耐火構造の壁、そ
の他これらに類するものに面する部分を除く。

May, 2008
262
4.3.3 設計及び取り付け上の注意
4.3.3.1 設計上の考慮
スミペックスの耐衝撃性がよいのは、荷重下でたわむことによりエネルギーを吸収するため
であるが、これはまた風圧下ではたわみを生ずる原因にもなっている。 スミペックスは、例えば 45m/sec の風速下で、1,830×1,220 の大きさで 3mm の板厚でも、
60mm強のたわみを生ずるが、のみ込み代を充分とれば、割れたりはずれたりすることはない。 しかし引違い窓ではたわみが大きいと開閉が問題になったり外観上好ましくないこともある
ので使用場所、目的によって板厚をきめる必要がある。 このようにアクリル板の風圧設計では水槽パネルと異なり、短期荷重の繰り返し圧力条件で
あり、設計応力値(許容値)を大きく採れる(表 78 設計データ表より 14.7MPa以内)ため、風圧たわみが板厚よりかなり大きい領域となるため「大たわみ計算法」(243ページ参照)で推定している。
スミペックスは温度の変化によって伸縮するので、窓枠と板のエッジに適当な間隙をおくよ
うにする。 窓枠への固定は、直接スミペックスをボルト締めすることは避けて、クリップや釘やチャン
ネルビードなどでおさえ、非硬化性のシーリング材でシールする。 硬化性のパテはパネルの伸縮によりたわんだりするので使用しない。 表 90に一般的な窓の大きさに対する板厚や、のみこみ代などの寸法を示す。
表90 スミペックスの窓の寸法と板厚など
エッジ間隙(c) のみこみ代 シーラント
幅(D) mm 深さ(E) mmパネル寸法
a mm×b mm
板厚(A)
mm a mm×b mm a mm×b mm a×b a×b
600×600 ≥4* >1.5×>1.5 >5(11**)×>5(11**) 3×3 3×3
600×1200 ≥5 >1.5×>3.0 >5(11)×>8(16) 3×5 4×6
900×900 ≥5 >2.5×>2.5 >7.5(13)×>7.5(13) 4×4 4×6
900×1800 ≥6 >2.5×>5.0 >7.5(13)×>9(18) 4×6 6×6
1200×1200 ≥6 >3.0×>3.0 >8(16)×>8(16) 5×5 6×6
1200×2400 >8 >3.0×>6.0 >8(16)×10(19) 5×8 6×6
1800×1800 >8, 10 >5.0×>5.0 >9(18)×>9(18) 6×6 6×6
* 板厚の大きい方が外観上も望ましい。 ** のみこみ代は大きい方がよく特に力がかかるような場合は( )内の値とする。 但しこの場合は窓しきいにスミペックスを直接おとしてよく、バックアップ材は不要。
注 板厚は風速 40m/sが基準。

May, 2008
263
4.3.3.1.1 施工枠におけるクリアランス、かかり代(のみこみ代)
[石化協メタクリル委員会「設計の手引き」引用] 開口部に使用するアクリル板を安全に支持し、グレージングジョイントの水密性、気密性を確保する
ためには、適切なグレージング寸法を設定する必要がある。アクリル板は、他のプラスチックと同様に線
膨張係数が大きいので、温度変化による伸縮が大きい。エッジクリアランスが小さいと湾曲して映像性
が低下することがある。アクリル板の温度変化による平均的伸縮量は、次式で求められる。
( )1221
2tt −⋅
+⋅=Δ
ααll
ここに lΔ :温度変化による伸縮量(cm) l :アクリル板の長さ(cm)
1t :使用最低温度 2t :使用最高温度 α1 :温度 t1における線膨張係数(℃
-1)
α2 :温度 t2における線膨張係数(℃-1)
なお、温度 20℃におけるアクリル板の線膨張係数は 7×10-5(℃-1)であるが、図 194に示すようにその使用温度により異なるものであり、温度変化による伸縮量は、使用する最低、最高温度の線膨張係
数の平均値から求められる。表 91には各種材料の線膨張係数を示す。
図 194 アクリル板の温度と線膨張係数

May, 2008
264
表91 各種材料の線膨張係数(20℃)
材料 線膨張係数(×10-5・℃-1) アクリル板 7 ポリカーボネート板 7 板ガラス 0.9 鋼 1.1 アルミニウム 2.3

May, 2008
265
4.3.3.2 取り付け
窓枠への取り付けは 600mm×600mm以下の比較的小さい窓では、クリップまたは三角釘で固定し、可塑性のパテ(油パテ)でシールするか、チャンネルビードでおさえてシーリング材
でシールする(図 195の(1))。
(1) 鉄、アルミ(または木)のサッシ 600mm×600mm までの窓
(2) 鉄、アルミ(または木)のサッシ 600mm×600mm以上の窓
(3) アルミサッシ
図 195 窓枠への取り付け

May, 2008
266
600mm×600mm 以上のものでは、チャンネルビードなどで固定し、のびのよい軟質シー
リング材でシールする(図 195の(2))。 2400mm以上のパネルでは耐久性がよく伸びのよい 2液型のシリコーン系シーリング材が適当である。 アルミサッシ使用の場合は、シーリング材を使用するか、だき込みタイプの弾性ビードを使
用する(図 195 の(3))。差しこみタイプのビードでは、パネルの伸縮によってサッシからとび出ることがあるのであまり勧められない。弾性ビードはゴム系のものが望ましく、軟質塩化ビ
ニール樹脂系のものは、中に含まれている可塑剤の影響でスミペックスにクレージング(ひび
われ)を発生させるものがあるので確かめる必要がある。 シーリング材は通常プライマー塗布を必要とするのでシーラントメーカーに問合せる。シー
リング材使用の時は、シーリング材の深さの調整や、シーリング材が底面に接着すると伸縮の
時に切れる恐れがあるためバックアップ材を入れる。発泡ポリエチレン体(粘着剤のついたも
のが便利)やリボンシーラー(テープ状のブチルゴム製品)、ポリスチレン発泡体、塩化ビニー
ル発泡体、ポリウレタン発泡体などを使用する。
4.3.3.2.1アクリル板の施工材料
[石化協 メタクリル委員会「設計の手引き」引用を含む]
窓用途や屋根材、明り取りドームなどは耐候性、安全性を生かしてアクリル板が広く使われているが、
屋外用としてその特性を発揮させるためには設計面の配慮と併せてアクリル板を取り付ける施工材料
の選定が重要であり、ここではシーリング材とガスケット材における留意点をあげる。
(1)-a グレージングシーリング材
グレージング用シーリング材は、JIS A5758(建築用シーリング材)の規定に適合するものとし、アクリ
ル板はガラスとは温度変化の伸縮(線膨張係数)の違いでシーリング部での目地設計(目地幅、目地深
さなど)をシーリング材メーカーによく確認して施工する必要がある。
アクリル板に使われるシーリングには最も耐久性の優れたシリコン系が推奨され、かつ追従性のある
軟質対応が好ましい。
表 92 には実績のある市販品について紹介するが、メーカー間に若干の違いはあるものの一般に次
のような特性があるので用途によって選定する。
① アクリル押出板およびキャスト板ともにアルコールタイプがプライマーがなくても屋外使用に耐え
る接着性が得られる。
② オキシムタイプや酢酸タイプは硬度は高いが、伸びが低いため大型パネルには向かない。また
プライマーが必須のため、メーカーに確認する。
③ 表面硬化アクリル板でもアルコールタイプがプライマー無くても使える場合もあるが、メーカーに
確認するか、予備試験で確認する必要がある。
④ プライマー塗布の場合、前工程の加工歪があればクレーズ(クラック)を生ずる事もあり、予備テス
トして施工する。

May, 2008
267
表92 主なアクリル用シリコンシーリング材
種類 シーリング材 プライマー メーカー
・トスシール 380 なし(または D) 東芝シリコン㈱
・シーラント KE72 なし(または T) 信越化学工業㈱
1. アルコール型
(1成分)
・トーレシーラント SE960 なし(または C) トーレダウコーニング㈱
・トスシール 381 YP9341 または E 東芝シリコン㈱
・シーラント KE45 T 信越化学工業㈱
2. オキシム型
(1成分)
・トーレシーラント SE780 C トーレダウコーニング㈱
・トスシール 361 D 東芝シリコン㈱
・シーラント KE70 B-10 信越化学工業㈱
3. アミノオキシ型
(2成分)
・トーレシーラント SE792 C トーレダウコーニング㈱
・シーラント KE420 T 信越化学工業㈱ 4. 酢酸型
(超クリアタイプ) (各社に相当品あり)
注)これらは弊社で確認した代表例であり、他にサンスター技研㈱、日本合成化学㈱や横浜ゴム㈱などがあり、実
績やデータ確認の上使用する。
(1)-b 水槽用シーリング材
水槽用シーリング材は常時淡水または海水に接触し、水圧を受けているので厳しい耐久性能が要
求される。
通常アクリル水槽用のシーリング材は
① 深い目地設計(目地幅、深さにおいて 30mm 以上)でも耐えられるよう、深部硬化性を有し、水
圧下での防水性があること。
② プライマーと組合わせて耐水性、耐海水性のある接着力をもつこと。
③ ムーブメントへの追従性(軟質で高い伸び特性)
④ 耐クリープ性(水圧での変形防止)
などの性能が要求され、使用前には使用条件によってこれらの特性を確認して施工に当たる必要が
ある。
実際にはシリコン系の2成分型であるが、市販品としてはアクリル水槽用に開発されたマリンシーラン
ト GX○Rが水族館などで最も多く使われている。
(2)-a グレージングガスケット
グレージングガスケットは JIS A5756(建築用ガスケット)に規定されている性能を確認されたものでな
ければならない。
一般にガスケットには軟質合成樹脂系の塩化ビニール系、サーモプラスチック・エラストマー(TPE)
系と合成ゴム系のクロロプレン系、シリコンゴム系などがある。
耐候性の優れたアクリル板では改良型塩化ビニルやクロロプレン系が多く使われている。屋外での
窓用や明り取りパネルにおいて、長期使用でもシール性能を保持するためには弾力性(引っ張り特性)、
圧縮永久ひずみ、耐候性などが重要な要求物性といえる。
特にアクリル板への適応性では軟質合成樹脂や合成ゴムに添加されている可塑剤なりプロセスオイ
ルなどが長期間にブリード現象によってアクリル表面でクレーズを発生させることがあり、特に塩化ビニ
ル系ではプラスチックグレージング用に改良された処方となっている。
前記 JISの 6.14(メタアクリル樹脂板への適合試験)において、で規定された試験結果で、表 93のよう

May, 2008
268
な評価試験事例があるが、あくまで簡便法のため実際には使用条件によってメーカーに確認して進め
るべきである。
このほかに市販の TPE 系やシリコンゴム系でもアクリル板には適合するものがあるので同様に評価し
ていくとよい。
表93 スミペックスの適合性試験
アクリル板材料 ガスケット種類 試験結果 備考
①軟質塩ビ系(一般ガラス用) × -
②同上(アクリル用) ○ カーポートなどで実績
スミペックス E
(押出板)
③クロロプレン系 ○ カーポート、テラスなどで〃
①軟質塩ビ系(一般ガラス用) △ (施工 2~3年でクレーズ発
生事例あり
②同上(アクリル用) ○ サンルームなどで実績
スミペックス
(キャスト)
③クロロプレン系 ○ サンルーム、温水プール
JIS 5756 6-14 アクリル板適用試験法
図 196 固定辞具(例図)
(2)-b その他のガスケット
窓用やサンルームだけでなく、アクリルドームや腰板等ではフラットバー(押し縁)や場合によっては
ボルト孔施工で支持される施工法もあるが、アクリルへの影響を考慮して前記ガスケットと同様の評価を
して進める必要がある。
特に、ボルト施工では圧縮条件下でもあり、より厳しい評価法で確認すべきであり、通常はクロロプレ
ン系の実績のある材料が望ましいといえる。
4.3.3.3 天窓のゴミ防止
スミペックスの天窓の平板にゴミがたまりやすいことがあるが、これは特にたわみが大きい
場合であり、できるだけたわみを最小限にとどめるように、天窓サイズによって板厚を選ぶこ
とが必要である。また温度変化を考慮して枠の取り付けを行うことである。
・ アクリル板 300×30mm,5mmt ・ 湾曲高さを 23mmH ・ 加熱条件 50℃-24時間以上

May, 2008
269
4.3.4 掃除及び保守
スミペックスシートを窓に使用する場合の特長をいろいろ述べたが、スミペックスシートは
有機物であり、表面硬度がガラスにくらべて劣るために傷がつきやすいという欠点があるほか、
有機溶剤におかされやすい欠点があるので、次のような点に注意する。 スミペックスを窓として使用する場合には、温石鹸水をやわらかい布につけて、ガラスを拭
くのと同じように拭く。ガラスみがきとして売っているものの使用はさける。ガラスとちがい
乾いた布でこすると傷がつき、固い毛のブラシや固い布でこすると掻き傷がつくことがあるの
でこすらない。テレピン油をはじめ有機溶剤はシートを溶かしたり表面をくもらせたりするこ
とがあるので使用しない。 掻き傷がついたときには、水ペーパーでみがき、さらにやわらかい布でふく。あまり深い傷
をこの方法でみがくと板厚不同ができて、板を通して見る向う側の景色がひずんで見えること
がある。こういった場合は元の傷をそのままおく方がよいこともある。
4.4 スミペックスと箱水槽
スミペックスと箱水槽 スミペックスは、ガラスに比べ透明性、安全性に優れ、さらに接着や熱成形加工により製品の多
様性やデザインの斬新さが生み出せるため、水槽の分野では、ガラスをしのいで使用されている。
活魚料理店などで使用される水槽は、魚をいかに新鮮に美しく見せるかが重要で、スミペックス
を使ったフレームのない水槽が大きな役割を果している。
このフレームのない水槽は、小は家庭での鑑賞用から、大は料理店などでの業務用、あるいは水
族館などの展示用、さらには産業用の特殊用途に至るまで使用され、スミペックスの特徴をいかん
なく発揮している。
ここではスミペックスキャストシートの箱水槽への応用を中心として記述している。押出板のス
ミペックス Eも箱水槽に使うことはできるが、強度が小さいので注意が必要である。
4.4.1 製作上の問題
スミペックス箱水槽の製作にあたり、まず水槽の大きさを決める。水槽の大きさは、内容物の
種類すなわちハマチなどの中型魚か、海老、アワビなどの小型のものかなどにより変化するし、
設置場所などによっても制限を受ける。
このように、ユーザーの希望による要因と製作する側の要因、すなわち使用するスミペックス
の板サイズや接着後に水槽を熱処理するための炉の大きさなども考慮する必要がある。
4.4.2 板厚設計
箱水槽の大きさと併せて使用するスミペックスの板厚を計算する。箱水槽の所要板厚は、①使

May, 2008
270
用条件 ②接着技術 ③補強の方法 ④水槽の大きさなどにより決定される。
4.4.2.1 使用条件
水槽のように長期間にわたって連続的に応力(水圧)が加わるような使用方法に対しては、
通常「スミペックスの長期(10 年)設計データ」を使用する。表 94 にスミペックスキャストシートの設計データを示す。使用場所が屋内のときと屋外のときとでは、使用する設計応力が
異なる。
表94 スミペックスキャストシートの設計データ(長期)
項 目 単 位 値
設 計 弾 性 率 20℃ MPa 1.47×103
設 計 応 力 20℃非暴露 MPa 8.6
設 計 応 力 20℃暴露 MPa 6.9
ポ ア ソ ン 比 - - 0.40
比 重 - - 1.19
4.4.2.2 接着技術
箱水槽では、コーナー部分を接着加工するが、水圧による最大の応力発生点もコーナー部分
となるため、接着の良し悪しがそのまま水槽の良否につながる。接着方法は大別して 2つある。
4.4.2.2.1 重合接着法
水槽のように強度を必要とする場合には重合型接着剤が適しており、通常 2 液重合型接着剤(スミペックスセメント 7)が用いられる。この場合の接着部の強度は、つき合わせ接着では通常スミペックスの 40%~50%と考え、表 94 の設計応力の値に 0.4~0.5 を掛けて接着部の設計応力とする。 水槽の接着では大部分がコーナー接着になるが、コーナー部は応力が集中するので、設計
応力が小さくなり、これはまた補強方法によっても変わってくる(表 95)。

May, 2008
271
表95 コーナー補強と設計応力
(2液型重合接着剤、非暴露) A B C
コーナーの断面形状
設計応力MPa 2.5 3.4 3.9 ストレス補正係数 0.3 0.4 0.45 D E スミペックス
コーナーの断面形状 10年後の 設計応力
設計応力MPa 4.3 7.8 8.6 ストレス補正係数 0.5 0.9 1.0 注)この三角棒による補強は外観上問題がある。
特に強度を必要としたり、接着層の着色を無くしたりしたい場合には 1 液重合型接着剤の使用が適している(1液重合型接着剤についての詳細は、加工編 2.3 接着加工 参照)。 この 1 液重合型接着剤の場合には、接着部の強度をスミペックスの 70%~80%と考え、表
94の設計応力の値に 0.7~0.8を掛けて接着部の設計応力とする。上記の計算方法は接着部にキズ、泡などの欠陥がなく、接着後の熱処理が適切に行われた場合の目安なので、接着部周
辺の欠陥を無くし、熱処理を充分に行うことが重要である。
4.4.2.2.2 膨潤接着法
主として塩化メチレンなどの溶剤で、接着部分をかなりの程度溶解膨潤させてから締めつ
けて乾燥固化させる、いわゆる膨潤法もアクリルの水槽の製作に用いられる。 重合接着法よりも“溶剤に慣れている”場合や“熱処理ができない”という場合に行われ
ることが多いが、溶剤の選定、膨潤の程度・時間、温度、締めつけの方法などが異なると、
接着強度や耐久性が異なってくる問題が生じ、熟練や経験を頼りにしなければならない問題
がある。 一般には接着部分の耐久性は重合型接着剤ほどではないので、耐久性をそれほど問題にし
ないという場合にのみ適しているといってよい。 また膨潤法では乾燥時間が長くかかり、その間、接着部はゴムのように柔らかい状態にあ
るので、通常 1週間以上放置乾燥し、理想的には 80℃の雰囲気中で 4時間以上熱処理してか

May, 2008
272
ら水を入れる必要がある。短時間で水を入れると剥離を起こしたり、破壊したり、また使用
中に周辺部に貝殻状の剥離が起こったりする。 膨潤法では、接着部の経時変化がやや大きいので、耐久性はそれほど望めず、膨潤のやり
方によって大きく左右されるので設計応力も一定しない。しかし、一応良好な状態で接着さ
れた場合には、経験的に 3MPa~7MPa程度である。 (但し、非暴露、耐久性 2年~5年程度) 接着法は、接着加工の項も参照。
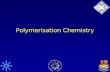
4.4.2.3 補強の方法
箱水槽の補強には上面補強と、コーナー補強とがある。上面補強とは、図 197(A)に示すように、水槽の上の面を補強するもので、スミペックスをくり抜き加工しているため、最も補強効
果が大きくなる。しかしコストを考慮して端材を使って、図 197(B)のように所定の幅のスミペックスを組み合わせて接着しても補強効果をだすことができる。
(A) (B)
図 197 箱水槽の補強の例
この場合は、接着強度を増す必要から、本体と同じ板厚の板を 2枚重ねて接着使用するとよい。この時、端部の切断線が互いに重ならないように、上下の板をずらして接着することが重要で
ある(図 197(B))。 箱水槽の長い側面の中央部には、外に広がろうとする力が大きく働くので、充分な配慮が必要
である。上面のさし渡しの補強の橋は、高さの間隔程度につける必要がある。この部分の弱点が
きっかけとなって、水槽の破壊に至ることがしばしばあり、さらにろ過槽を水槽の上に設置した
場合には、ろ過槽の重量をも考慮して、より充分な補強が必要であることはいうまでもない。 接着技術の項で説明した通り、コーナーの接着部分に最大の応力が生じるため、コーナーの
補強をうまく行うことが重要である。すなわち、コーナー部分は水槽パネルの固定辺となるた
め、大きな応力が生ずる。先述のように、コーナー部の補強の形状によって、この応力の集中
度合が変化するので、形状に応じて設計応力を考える必要がある。表 95にコーナー補強の断面形状と設計応力に掛けるべき係数を示した。E のように、補強棒の内側を板厚と同程度の曲率半径となるように曲面接着部をもたせた場合に最も応力集中度が低いことがわかる。

May, 2008
273
4.4.2.4 水槽の大きさ
水槽の板厚設計においては、当然水槽の大きさが最も大きな要因である。 箱水槽ではパネルが固定に近い構造となるため、コーナー部すなわち固定辺に発生する応力
と、パネル中心部におけるたわみとから所要の板厚を求める。通常、すべて同じ板厚のパネル
を用いるので、最大の側面パネルについて計算するのが適当である。設計応力の値は、前記①
~③の項目に照らして決定する。例えば 2液型重合接着剤を使用し、20℃の屋内において使い、コーナー補強が表 89の Cの形状であれば 8.6MPa×0.45≒3.9PMaを用いる。 最大の側面パネルの発生最大ストレスσmaxは次式で表わされる。
σmax=βP×a2
h2=β
9.8×10-5×a3
h2
β:幅/高さの比(b/a)に応じた係数(注)
a:高さ(cm)
b:幅(cm)
h:板厚(cm)
P:水圧(MPa)=9.8×10-5×a (注) b/a=1の時β=0.2、b/a=1.25の時β=0.25、b/a=2の時β=0.3
これを変形すると
h=β×9.8×10-5×a3
σmax
となり、この式の右辺に係数β、高さa、設計応力の値をσmax に代入すると板厚hが求まる。
この板厚が設計応力から求めた板厚である。 発生応力が設計応力以下であれば、たわみは大きくても安全であるが、あまり大きなたわみ
になると、不安感を与えるので問題となる。 通常水槽の高さの 1/200を許容たわみの目安とする。例えば、高さ 1mの箱水槽では許容たわみ(10年後の値)は 5mmとなる。

May, 2008
274
最大の側面パネルの発生最大たわみ wmaxは、次の式で表わされる。
wmax=α Pa4
Eh3=α
9.8×10-5×a5
Eh3
α:幅/高さの比(b/a)に応じた係数(注) E:設計弾性率(MPa)
(注) b/a=1の時α=0.0063、b/a=1.25の時α=0.009、b/a=2の時α=0.013
この式に許容たわみの考え方から
wmax=1
200×a
の関係を与えると、
h=3 α×1.96×10-2×a4
E
が与えられる。 この式の右辺に係数α、高さa、設計弾性率の値をEにそれぞれ代入すると板厚が求まる。
この板厚がたわみから求めた板厚である。図 198に、水槽のサイズと許容たわみを、高さの 1/200
としたときにたわみから求めた板厚と、設計応力を 4MPaとしたときに応力から求めた板厚との関係を示す。
この計算図の使用方法は、
i )箱水槽の最大側面パネルの幅/高さの比(b/a)を計算する。求めた b/aから使用する図を決定する。
ii )左右の図の各々の横軸に水槽の高さを合わせ、曲線との交点から縦軸の値を読むとそれぞれ所要板厚が求められる。
iii)両グラフから求めた所要板厚のうち、大きい方の値を水槽の板厚とすれば、たわみ及びストレスの設計条件を満足させることになる。
この図から求めた板厚で製作したものは耐久性がよく、たわみによる不安感などのほとんど
ない水槽となるが、コスト面の制約があって多少耐久性や外観をおとしたものでよい場合は、
ある程度板厚を減らすこともできる。

May, 2008
275
表 96に一般によく使用される水槽の大きさと接着技術及び耐久性、外観などによるスミペッ
クスの板厚を示すので製作の参考にされたい。
a:高さ b:最大パネルの幅
図 198 板厚計算図

May, 2008
276
表96 スミペックスキャストシートの一般的な箱水槽の板厚
板厚mm 水深(高さ)amm 幅(最大長さ)bmm
A B 300 300 5 4 300 600 6 5 600 600 10 8 600 1,200 13 10 800 800 18 13 800 1,600 20 15
1,000 1,000 25 18 1,000 2,000 30 20 1,200 1,200 30 25 1,200 2,400 35 30 1,500 1,500 40 30 1,500 3,000 45 40
A:主として 2液型重合接着剤使用コーナー補強や 1液型重合接着剤使用でたわみの少ない場合 (応力 約 4MPa、最大たわみ 約 1/200)
B:主として 1液型重合接着剤や 2液型重合接着剤を使用または膨潤法でいずれもコーナー補強 したもの。耐久性がやや劣り、たわみも許容できる場合 (応力 約 7MPa、最大たわみ 約 1/100)
4.4.3 製作法
4.4.3.1 重合接着による方法
水槽の大きさ、使用するスミペックスの板サイズ、厚さなどが決まると、製作にとりかかる。
スミペックス箱水槽の製作工程を大別すると、①作業資材の準備 ②シートの切断 ③組み立て・接着 ④仕上げの 4工程となる。 以下二液重合型接着剤スミペックスセメント 7 を用いる方法を中心に、箱水槽製作の工程ごとの手順や留意点について順次説明する。

May, 2008
277
4.4.3.1.1 作業資材の準備
接着方法により必要な資材は多少異なる。表 97に作業に必要な固定資材、表 98に消耗資材を示す。
表97 作業に必要な固定資材
資材の名称 使 用 目 的 仕 様
作業台 接着作業を行うときの台 水槽の最大パネルより大きく、水平でしかも表面が
平滑な丈夫な台
板支持台 側面板同志を接着するときの支持台
(図 194の(A), (B)の方法で必要)
2枚のパネルを 90 の゚角度になるように保存し、し
かも各パネルが水平面と 45 の゚角度をなすように
支持する台
脱泡装置 接着剤の注入前脱泡 真空ポンプ(4VP-C5 100 l/min)
200φデシケーター
天秤 接着剤、モノマーなどの秤量 秤量 1kg,100gのもの各 1台
ポリビーカー 接着剤の容器
100cc,200cc,500cc,1000ccのものなど(水槽の
大きさに応じて変える)
シャコ万力 接着時のシートの固定など
加熱炉 接着(前)後のシートの熱処理 水槽全体が内部に収まる大きさ
80℃まで昇温可能なもの
その他 丸鋸(できれば水冷式)、ポータブルカンナ、オービタルサンダー、スクレーバー、
カッターナイフ、定規、スケール、水準器、撹拌棒
表98 作業に必要な消耗資材
資材の名称 使 用 目 的 仕 様
スミペックス
セメント 7
接着剤 二液重合型接着剤
MMA*モノマー 接着剤の希釈 重合禁止剤の含有量が少ないタイプがよい
溶剤型接着剤 堰の固定、上面補強の仮り止め 塩化メチレン等
アルミ箔テープ 堰の組み立て、マスキング 金属箔テープ#425(住友スリーエム)等
セロハンフィルム スミペックスシートの汚れ防止
スペーサー 接着層の間げきを保持する 2~3mmφの金釘
耐水ペーパー 研磨用 #120,#240,#600,#1200(理研)等
研磨粉
またはペースト
同上 トップライム<丸い棒> (奥野製薬)
ピカール<ペースト> (日本磨料) 等
その他 セロハンテープ、両面粘着テープ、ガーゼ、メタノール、中性洗剤
* メタクリル酸メチル

May, 2008
278
4.4.3.1.2 シートの切断
シートの切断工程では、切断の寸法精度、直線性・直角度、切断時の発熱がポイントになる。 切断寸法は、完成品の外寸に対してスミペックスシートの厚さ、接着層の厚さ(重合接着
の場合)などを考慮して正確にとる。また、直線性・直角度も重要で、たとえ僅かのくるい
でも箱の形に組み立てると大きな値となり、うまく接着できなくなるので、事前の充分なチ
ェックが必要である。 特にハンドソーを用いるときには、大型の直角定規、直線定規が必要である。 スミペックスシートの切断には、チップソーが適している(加工編 2.1 機械加工 参照)。 箱水槽では、切断面が接着剤に接触するので、切断面に発熱によるストレスが生じない
ように切断することが重要である。そのためにはよく研磨されたチップソーを用いること
が必要である。板厚が厚い場合は、水冷式の鋸を使用するのも有効である。切断後の切断
面にジャミング融着による肌あれ(加工編 2.1 機械加工 参照)が少しでもみられたときは、ストレスを除くためにアニーリングを行うことを勧める。 切断面にストレスが残っていると、接着材によるクレージングが発生しやすくなり、接着
部にマット状のくもりが生じ、外観を損ねるので充分な注意が必要である。 切断後の端面にカンナがけやサンディングを行うときにも、発熱しないような配慮が必要
である。
4.4.3.1.3 組み立て・接着
スミペックス箱水槽の一般的な組み立て手順は、側面→底面→上面補強の順で行う。 組み立て、接着の工程におけるポイントは次の通り。 ◎スミペックス表面の汚れ防止のマスキング(セロハンフィルム、粘着テープ) ◎正確なセッティング(直角定規) ◎スミペックスセメント 7の主剤・助剤の正確な秤量 ◎接着剤注入前の脱泡、注入後の気泡除去 ◎接着剤溜めの堰の漏れ防止 ◎スペーサーの抜きとりの時間 スミペックスセメント 7の調合は、主剤に対して助剤は 3%~4%である(加工編 2.3接着加工 参照)。 水槽のように大型の製品の場合には、助剤は少な目に使用するのがコツである。また、脱
泡がしにくい場合には、主剤に 5%~20%のメタクリル酸メタル(モノマー)を加えて希釈し粘度を下げるとよい。スペーサーの抜きとり時期は温度、助剤添加量、接着層の厚さなどに
より変わるので一定ではない。急激に粘度が上がるゲル化の直前が最適なので、この時期を
のがさないよう注意が必要である。接着層の端部などに熱電対をさし込んでおき、温度変化
からタイミング(温度が急速に上がり始める点)を見つけるのも一つの方法である。 (1)側面の組み立て・接着

May, 2008
279
側面パネルどうしの接着では、図 199の(A),(B)及び(C)のいずれの方法でも組み立てられる。(A)及び(B)の方法では、シートを水平面から 45゜傾けた状態で支持するしっかりした台が必要であるが、接着層の気泡が抜けやすいのが利点である。特に(B)の方法ではシートを 45゜の角度に切断する必要がある反面、でき上がった水槽の接着層が目立ちにくいのが特徴である。 前項の工程を終えたシートを、接着層に 2mmφ~3mmφの釘などのスペーサーをはさんで接着線が水平になるようにセットし、テープ類でマスキングして堰などをとめる。
漏れを完全に防止するためには一液型シリコーンシーラント(注 1)の併用がよい。テー
プ類は、重合を遅らせないことが望ましく、スコッチ印#425(アルミハクテープ)#850(ポリエステルテープ)、#465(両面粘着テープ)(注 2)が比較的良好な結果を与える。
マスキング、堰ができ上がれば接着剤を調合し、脱泡したのち静かに流し込む。このと
きできるだけ連続的にゆっくりと注入し、気泡を発生させないようにする。接着剤は少
し余分に流し込み、収縮により“ひけ”が発生するのを防ぐ。 ゲル化直前にスペーサーを抜きとるとシートの自重により板が下がり、重合収縮(注 3)
による“ひけ”(泡などの空間)ができるのを防ぐ。 ほぼ硬化が終了したら余分な接着剤をとり除き、次の工程に進む。 (加工編 2.1 機械加工 参照)
(注 1)たとえば、信越化学製シリコーンシーラント KE42など (注 2)住友スリーエム㈱の製品 (注 3)接着剤が硬化するにつれて体積が約 20%減少する。

May, 2008
280
(A)
(B)
(C)
図 199 コーナー接着の組み立て方

May, 2008
281
(2)底面の組み立て・接着 側面パネルができ上がれば底面パネルとの接着に進む。側面パネルと底面パネルとの
組み立て方は、図 197の(C)の方法が適当である。組み立て、接着の手順は側面パネルのときと同じであるが、全体を水平な台にしっかりと保持し、接着剤注入後の気泡除
去をうまくやる必要がある。底面パネルの接着においては、4 つの辺を同時に接着するので特に難しく、スペーサー抜き取りの時間には充分注意をすることが大切である。
早く抜きすぎると接着剤が押し出されて接着層がうすくなって強度が落ち、遅すぎる
とスペーサーの抜いたあとに空隙が残ってしまう。
(3)上面補強の取りつけ 上面補強の方法には、4.4.2.3に示した 2通りの方法があるが、コストを考慮して端材を組み合わせて作られる場合が多い。この場合には図 200のように 2重に補強板を接着し、しかも上下の板のつなぎ目が同じ位置にこないよう、ずらして組み合わせるのがよい。 この上面補強の取りつけには、溶剤接着剤と重合接着剤を併用すると作業がしやすくなる。
図 200 上面補強の組み立て方

May, 2008
282
4.4.3.1.4 熱処理(アニール)および仕上げ
箱水槽の組み立て・接着が終ると、重合接着剤の硬化をより完全なものとし、接着による
局部的なストレスを緩和するために熱処理を行うことが必要である。この熱処理のためには、
水槽全体が入るような加熱炉を用いる。組み立て式の炉なども使用できるが、高温の熱源に
よる接着剤、モノマーなどの引火・爆発の注意と、全体の温度分布、特に上下の温度分布に
注意し、安全かつ均一に加熱を行うことが重要である。 熱処理の条件は、シートの厚さが 20mmぐらいまでの場合には、80℃に 5時間~6時間加熱するのが適当で、その後除冷する。炉の扉をしめたまま熱源を切って放冷する熱処理を行うと
接着層がいくぶん収縮する。熱処理が終ると通常のスミペックスの手仕上げ方法で、カンナ、
スクレーバー、サンドペーパー、研磨剤の順に仕上げを行う(加工編 2.1 機械加工 参照)。 この仕上げ工程においてもシートの切断のときと同様、発熱を起こさせないよう充分な配
慮と方法の選択が必要である。特に火炎仕上げなどは、表面にストレスが残るのでさける。
4.4.3.2 膨潤接着による製作法
膨潤法による箱水槽の製作工程は、前述の重合接着の場合と同様に、①作業資材の準備 ②シートの切断 ③組み立て・接着 ④仕上げの工程からなる。
4.4.3.2.1 作業資材の準備
表 99に膨潤法による作業に必要な資材を示す。
表99 作業に必要な資材
資材の名称 使 用 目 的 仕 様
作業台 接着作業を行うときの台 水槽の最大パネルより大きく水平でし
かも表面が平滑な丈夫な台
ハタガネ 接着部分が固化するまで圧縮する 水槽パネルの大きさに応じた長さのも
のスプリング付きがよい
荷重 接着部分が固化するまで圧縮する 水槽パネルの大きさに応じた重さの
もの
溶剤型接着剤 膨潤接着剤 二塩化メチレンなど
スペーサー 膨潤時の間げきを保持する
12mmφ~2mmφ程度の針金や 1mm厚幅 5mm程度のアルミ板
セロハンテープ 非膨潤部分のマスキングなど
加熱炉 接着後のシートの熱処理 水槽全体が内部に収まる大きさ
80℃まで昇温可能なもの
その他 丸鋸盤、カンナ盤、スクレーバー、カッターナイフ、耐水ペーパー、注射器、定
規、研磨削など

May, 2008
283
4.4.3.2.2 シートの切断
4.4.3.1.2 シートの切断に説明したような注意が必要。 4.4.3.2.3 組み立て・接着
膨潤法における接着作業のポイントは次の通り。 ◎スミペックス表面の汚れ防止のマスキング(膨潤時) ◎膨潤部の気泡、ゴミ除去 ◎圧縮時の均一な締めつけ ◎圧縮時の直角度
一般の膨潤接着においては、図 201 に示したような方法、すなわち、接着部の片面のみを膨潤させて接着する方法がよく行わる。
図 201 片面膨潤
しかし水槽のように水圧が継続して加わるような場合には、図 202 のような両面膨潤法の方が、より強固な接着ができるのでこの方法がよい。

May, 2008
284
図 202 両面膨潤
以下両面膨潤法についての適切な条件を中心に述べる。 まずシート切断面の面仕上げを行う。通常カンナ盤を用い、ノコ目が消えるように削る。次
に図 200の左図のようにスペーサーをはさんで組み立てる。このとき、各陵線が 90゜になるように注意してセットし、溶剤型接着剤が余分なところにつかないようにセロハンテープなどで
マスキングを行う。セッティングができると、接着剤をすきまに流し込む。このとき、気泡を
まき込まないように注意深く行うことが大切で、支持台が水平でないと一方に接着剤が片寄る
ので水平に保つ。膨潤させる時間は、スミペックスの板厚や気温により多少変わるが、通常1
~3 分を標準に考え、その間溶剤が不足しないように補給してゆく。また、スペーサーまわりにも充分ゆきわたらせるようにする。但し、カンナでの面仕上げが不充分であるとか、直線が
うまくでていないような場合には、さらに長時間かけることが必要となる。所定の時間膨潤さ
せると、スペーサーをとり除き、図 202の右図のようにハタガネでしめつけるか、荷重をかけてしめつける。この場合は、箱の両側からバランスをとってしめつけていく。ハタガネではし
めつけの間隔を 5cm~10cmとかなり密にとる方が接着の均一な強度が期待できる。 このようにして大部分の溶剤が揮発するまでしめつけを行う。しめつけの荷重は板が変形
しない範囲で、大きい方が強度は高くなるが、通常 0.03MPaもかければ充分である。接着部がほぼ乾燥すると、次の接着に移り、重合接着と同様の手順で箱水槽を組み立ててゆく。 この組み立て、接着の工程では多量の溶剤を使用するので、溶剤の蒸気が作業場にこもら

May, 2008
285
ぬよう換気を充分に行う。特に、溶剤型接着剤の蒸気は重いので、箱の下方から蒸気を除く
工夫をする(換気孔など)。組み立て接着が終ると、一夜以上(1~2日間)室温で乾燥させ、そのあと荷重をはずす。
4.4.3.2.4 熱処理(アニール)および仕上げ
重合接着において仕上げが重要な役割をはたしたのと同様、膨潤接着においても重要であ
る。膨潤法では、一般に熱処理を行わず、室温で長期間(約 7 日間)おいてほぼ完全に乾燥して出荷するのが一般的である。乾燥不充分のまま水を入れると、接着部が柔かいために水
圧によりはがれることがある。しかし、膨潤時にスミペックスに入り込んだ溶剤のため、ス
ミペックスに体積膨張が起こり、乾燥工程で収縮が起こるが、乾燥工程での収縮のために、
スミペックスにストレスが発生したり、僅かに残った溶剤が抜けきらないために、クレージ
ングを起こったりしやすい状態になっている。この残っている溶剤を除去し、残留ストレス
を緩和するために、熱処理が非常に有効である。 熱処理の温度は 80℃~85℃、時間は 10 時間以上で加熱し、その後除冷する方法がよい。重合接着の場合のようにモノマーを使用していないため、引火爆発に対する配慮は少なくて
よい。 熱処理が終ってからはみ出した樹脂を削りとり、耐水ペーパー、研磨剤で仕上げを行う。
この時の注意事項も重合接着の場合と同様である。 熱処理しない場合は、はみ出し部が充分硬くなってから削りとる。不完全な乾燥状態で削
るとあとでその部分がひけてヘこむ。 膨潤接着法に適したスミペックスの板厚は、6mm ないし 20mm で、10mm のスミペックスが最も接着しやすい。 この膨潤接着法は、膨潤時間やしめつけ圧力などが比較的任意にとれるため、接着剤の強
度もそれにつれて変わる。そのため、重合接着法に比べて容易に取り組みやすい反面、接着
部の強度の信頼性及び耐久性が確定しない問題がある。従って基本的な技術をマスターした
あと、種々検討しながら一歩一歩経験と実績をつみ重ね、耐久性を高める努力をしていくこ
とが必要である。
4.4.4 使用上の注意
スミペックス箱水槽は、デザイン面のみでなく、安全面でもガラス水槽をはるかにしのいでい
るが、使用方法を誤ると、本来の性能が発揮できなくなることがある。
4.4.4.1 水槽設置台
水槽に水を入れると、相当な重量となるため、しっかりとした台が必要である。特に、台の
上面はねじれなどがなく平らであることが必要である。

May, 2008
286
また、現地での設置に際しては、台の上面が全く水平で、ガタつきなどのないようにおくこ
とが重要なポイントとなる。
4.4.4.2 ろ過槽
ろ過槽を水槽の上に設置すると、ろ過槽の重量が箱水槽にかかるため、水槽のためには好ま
しくない。比較的大きな箱水槽の場合には、ろ過槽を設置台の下のスペースに置き、ポンプ・
配管により循環するのがよい。 4.4.4.3 そうじ・その他
スミペックスは、ガラスに比べ安全である反面、キズがつきやすいことに注意が必要である。 また、有機溶剤にも比較的弱いので溶剤は一般には使用しない。 特にケトン、エステルなどのシンナーは決して使用しない。脂肪族炭化水素の石油ベンジン、
リグロインや石油エーテルに対しては安定であるので使える。 スミペックス箱水槽の掃除は、中性洗剤をネルなどの軟らかい布につけて行うのがよい。キ
ズがついたときには、ピカールなどの研摩剤を用いる。また、スミペックスは局部加熱により
ストレスが発生することがあるので、照明の電球などの熱源にも配慮し、アクリル板が部分的
に熱くならないよう注意する。
4.5 建築用途/屋根材、フロア、エクステリア、音響反射板
4.5.1 屋根材
スミペックスは、耐候性がよく、ガラスに比べて割れにくく安全であり、また Rのついた屋根が容易に作れるのでサンルーム用に用いられる。
Related Documents