14 cool71 U43 Palette ROB Tetrix 150 Plasma Synergic Tetrix 352 RC Plasma Tetrix 352 RC Plasma AW Tetrix 350 AC/DC Plasma Synergic Tetrix 552 RC Plasma Tetrix 552 RC Plasma AW T Drive 4 Rob 3 T Drive 4 Rob 2 RK1, RK2, RK3 EWM is a technology leader: innovative, global, individual and universal Automated joining with EWM plasma systems and components is the key discipline in every fusion welding process. Plasma welding is closely related to TIG welding, but works with even more focussed arcs. In addition to a higher welding rate, the result is higher arc stability even when lengths are modified or edges are misaligned at the joint. Other positive features: molten pool and heat-affected zone are extremely small – high dimensional stability, weld reinforcement and root-side drop through are so marginal that post-weld work is often dispensed with altogether and deep fusion penetration enables joining on the butt joint up to a panel thickness of ten millimetres. The high arc stability of EWM microplasma systems continues even at currents of 0.1 amp. The thinnest foils, light gauge metal and screen plates of the highest quality can therefore be reliably produced. COOLING MODULES HOSE PACKAGES WIRE FEEDS OPTIONS POWER SOURCES In addition to the power sources and components for automation illustrated here, EWM offers other power sources for manual welding, which can also be used extremely efficiently for the automation process. Plasma system overview Top quality with high welding speeds Standard intermediate hose package Ripple hose intermediate hose package Mounting console for ROB2 / ROB3 15 ATCASE RINTX 12 PC300.NET WELDQAS QDOC 9000 V2.0 Analyzer PWM 350-S180 PWM 400 Plasma Drive Master Abiplas CT150;CT250 PWM 150-ROB-20 PWM 150-ROB-20 RC 300 BUSINTX 11 Automation Mechanisation Plasma INTERFACES SOFTWARE OPERATING PANEL TORCHES

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
14
cool71 U43
Palette ROB
Tetrix 150 Plasma Synergic
Tetrix 352 RC Plasma
Tetrix 352 RC Plasma AW
Tetrix 350 AC/DC Plasma Synergic
Tetrix 552 RC Plasma
Tetrix 552 RC Plasma AW
T Drive 4 Rob 3T Drive 4 Rob 2
RK1, RK2, RK3
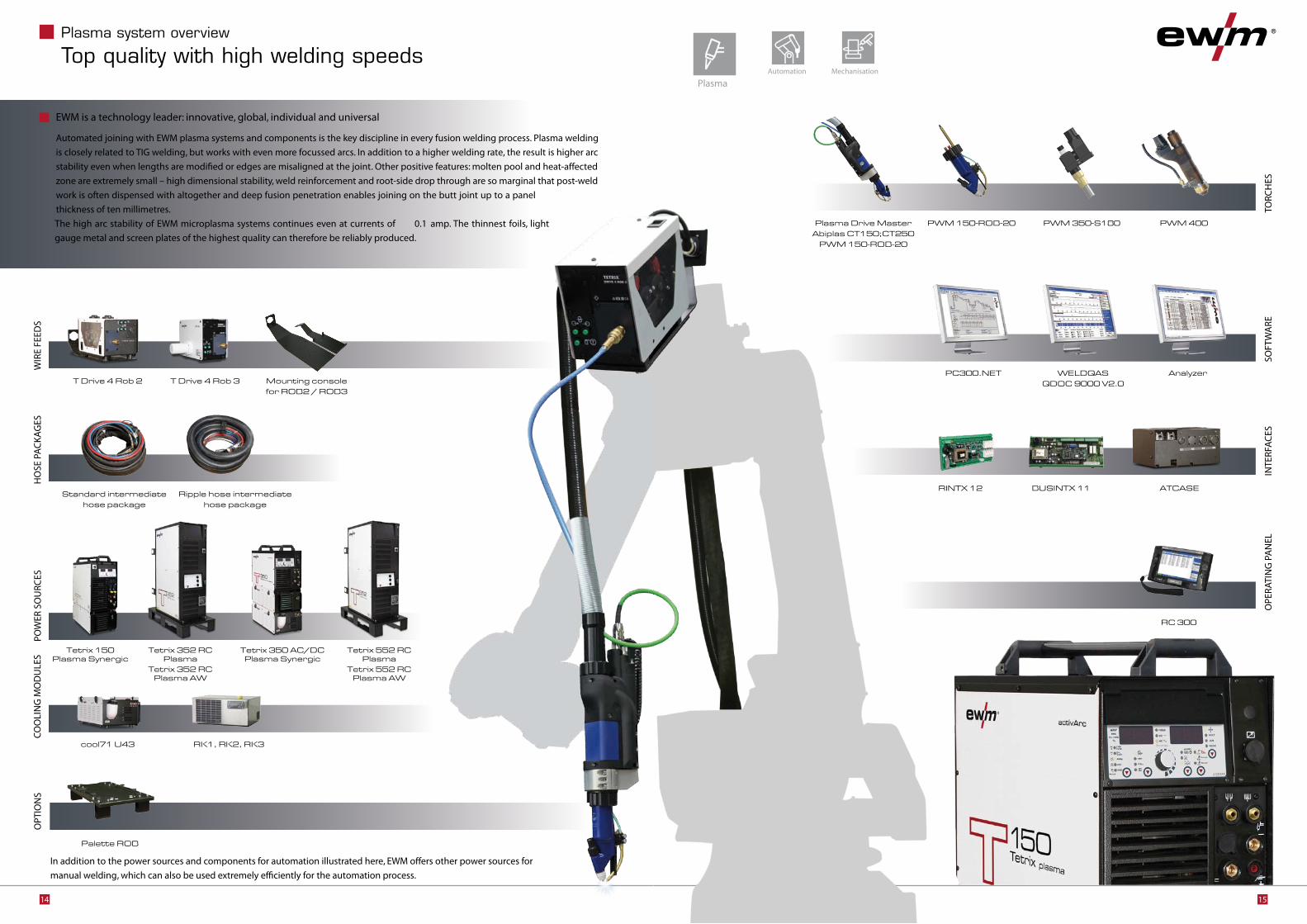
EWM is a technology leader: innovative, global, individual and universal
Automated joining with EWM plasma systems and components is the key discipline in every fusion welding process. Plasma welding is closely related to TIG welding, but works with even more focussed arcs. In addition to a higher welding rate, the result is higher arc stability even when lengths are modified or edges are misaligned at the joint. Other positive features: molten pool and heat-a�ected zone are extremely small – high dimensional stability, weld reinforcement and root-side drop through are so marginal that post-weld work is often dispensed with altogether and deep fusion penetration enables joining on the butt joint up to a panel thickness of ten millimetres.The high arc stability of EWM microplasma systems continues even at currents of 0.1 amp. The thinnest foils, light gauge metal and screen plates of the highest quality can therefore be reliably produced.
COO
LIN
G M
OD
ULE
SH
OSE
PAC
KAG
ESW
IRE
FEED
S O
PTIO
NS
POW
ER S
OU
RCES
In addition to the power sources and components for automation illustrated here, EWM o�ers other power sources for manual welding, which can also be used extremely efficiently for the automation process.
Plasma system overview
Top quality with high welding speeds
Standard intermediate
hose package
Ripple hose intermediate
hose package
Mounting console
for ROB2 / ROB3
15
ATCASERINTX 12
PC300.NET WELDQAS
QDOC 9000 V2.0
Analyzer
PWM 350-S180 PWM 400Plasma Drive Master
Abiplas CT150;CT250
PWM 150-ROB-20
PWM 150-ROB-20
RC 300
BUSINTX 11
Automation Mechanisation
Plasma
INTE
RFAC
ESSO
FTW
ARE
OPE
RATI
NG
PA
NEL
TORC
HES

19
RK1 RK2 RK3
Phoenix RC, alpha Q RC
cool82 U44 cool82 U45; U45 Rob 2
Trolly 70-2 ROB
RINTX 12
M Drive 4 Rob 2
T Drive 4 Rob 2
M Drive 4 Rob 3
T Drive 4 Rob 3
M Drive
ROB Highspeed 1000
M Drive
ROB Masterfeeder
ATCASE
Palette ROB
BUSINTX 11
AutomationMechanisation
• Cost-e�ective solution: panel is only required for programming, not for operation• Well laid-out operating interface displaying all parameters and system statuses relevant to the process
• Portable, mobile tablet PC for operating and programming welding machines• Easy to operate using MS Windows and colour touch screen• Connection to standard PC interface on the welding machine• incl. PC300 Software
• Universal use for standard and push/pull torches
WIR
E FE
EDS
Wire speedDimensions (mm) L x W x HWeight (approx.)
0,5 – 30 m/min690 x 281 x 235
17 kg
0,5 – 24 m/min407 x 281 x 229
12 kg
• Only 6.5 kg – particularly light, compact machine, ideal for hollow shaft robots
• 30 m/min wire speed for high deposition rates
• Master/slave wire feed system for the most stringent requirements of consistent and reproducible wire speed
Small, light, easy to handle, rollers can be changed without tools
alpha Q / Phoenix Tetrix
0,5 – 24 m/min 0,3 – 10 m/min407 x 201 x 229
9,8 kg
alpha Q / Phoenix Tetrix
0,5 – 24 m/min 0,1 – 5 m/min348 x 229 x 253
6,5 kg
Dimensions (mm) L x W x H Weight (approx.)
Powerful reverse cooling unit with compressor
285 x 315 x 115 2,5 kg
229 x 139 x 270,88 kg
Large 12-litre tank for long duty cycle, also in reinforced version, easy to assemble without tools
OPE
RATI
NG
PA
NEL
S
Transport vehicle for robot use Transport pallet for robot use
COO
LIN
G U
NIT
STR
AN
SPO
RT V
EHIC
LES
Flow volumeCooling capacityTank capacity (approx.)Max. output pressureDimensions (mm) L x W x HWeight (approx.)
Dimensions (mm) L x W x HWeight (approx.)
5 l/min1600 W (1 l/min)12 l3,5 bar650 x 370 x 25025 kg
20 l/min1600 W (2 l/min)12 l4,5 bar650 x 370 x 25025 kg
900 W 6 l 565 x 440 x 34542 kg
2000 W 15 l 750 x 450 x 50085 kg
3200 W 15 l 750 x 450 x 50085 kg
785 x 495 x 20028,5 kg
785 x 495 x 20028,5 kg
Transport vehicle for robot use
785 x 495 x 2005,2 kg
• Analogue control voltage operation, digital program operation
• Connection to all current field bus systems
INTE
RFAC
ES
Dimensions (mm) L x W x HWeight (approx.)
235 x 130 x 100ca. 1 kg
235 x 130 x 100ca. 1 kg
Integration in the switch cabinet For mounting on the welding machine
RK1, RK2, RK3 reverse cooling unit
FW2 wheel set
RC 300 tablet PC
275 x 185 x 135ca. 3,5 kg
18
PWM100 / PWM 150 PWM 150 - ROB 20 AbiPlas 150 CT / 250 CT
PWM 400 PWM 350 - S 90 PWM 350 - S 180
Tetrix 150 Plasma Synergic
forceTig 352 AC/DC
Tetrix 552 RC Plasma
Tetrix 552 RC Plasma AW
forceTig 1002
Tetrix 352 RC Plasma
Tetrix 352 RC Plasma AW
Tetrix 350 AC/DC-Plasma Synergic
forceTig 552
Technical Data
An overviewPL
ASM
A P
OW
ER S
OU
RCES
FORC
ETIG
PO
WER
SO
URC
ES
Long duty cycle for use in multi-shift operation Modular system: can be lifted by crane, stackable, mobile (optional), Processes: Plasma, TIG (DC; AC/DC) , activArc®
Long duty cycle for use in multi-shift operation Modular system: can be lifted by crane, stackable, mobile (optional)
Processes: TIG (DC; AC/DC), forceTig® and activArc®
5-350 A
25° 40°
350 A 350 A
5-80 A3x400 V (-25%-+20%)
10,6 kVA3x25 A
780 x 375 x 1110 mm
177 kg
5-350 A
25° 40° 350 A 325 A 260 A 260 A
5-25 A3x400 V (-25%-+20%)
11,9 kVA3x25 A
660 x 335 x 745 mm87,5 kg
5-150 A
25° 40°
150 A 150 A
5-25 A3x400 V (-25%-+20%)
5,9 kVA3x16 A
660 x 335 x 850 mm83 kg
5-350 A
25° 40°
350 A 350 A3x400 V (-25%-+20%)
10,6 kVA13,9 kVA3x25 A
780 x 375 x 625 mm87,5 kg
Setting range Welding currentDuty cycle at Ambient temperature 60%80%100%Pilot currentMains voltage (tolerance)Max. Plasma connected load
Mains fuseDimensionsWeight
Setting range Welding currentDuty cycle at Ambient temperature 60%80%100%Mains voltage (tolerance)Max. TIG connected load
Max. MIG/MAG connected load
Mains fuseDimensionsWeight
100 / 150 A DC (60%) 150 A DC (100%) 350 A DC (100%)
• Water-cooled• High performance with compact design• Excellent accessibility
• Water-cooled• High performance with compact design• Excellent accessibility
• Water-cooled• TCP reliability• High performance with compact design• Cold wire can be very easily reproduced
• Water-cooled• TCP reliability• High performance with compact design• Cold wire feed
FORC
ETIG
TO
RCH
Duty cycle 400 A DC (100%)
10-1000 A
25° 40°
1000 A 1000 A900 A 750 A
3x400 V (-25%-+20%)42,9 kVA55,6 kVA3x63 A
780 x 375 x 1110 mm177 kg 800 A DC (100%)
• Robust assembly of torch• Closed cooling circuit• Screw-in electrode, a de -
fined calibrated geometry ensures that adjusting elec -trodes with a setting gauge is not necessary whenever they are changed
forceTig torch
5-550 A
25° 40°
550 A 550 A520 A 450 A 420 A
5-80 A3x400 V (-25%-+20%)
22,2 kVA3x35 A
780 x 375 x 1110 mm177 kg
5-550 A
25° 40°
550 A 550 A520 A 450 A 420 A
3x400 V (-25%-+20%)22,2 kVA28,8 kVA3x35 A
780 x 375 x 625 mm78,5 kg
PLA
SMA
TO
RCH
ES
Related Documents











