SCIENTIFIC PAPERS 42 ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017 PLANNING PRODUCTION PREPARATION PROCESSESUSING THE CRITICAL CHAIN METHOD Iwona LAPUNKA 1 , Iwona PISZ 2 and Piotr WITTBRODT 1 ABSTRACT: This paper explains the usefulness of critical chain project management for planning production preparation processes. A synthesis of issues of project management and production preparation processes is presented, and a conceptual model of concurrent design processes using the critical chain method is developed. The proposed model of planning production preparation processes enables improving the effectiveness and economic efficiency of new product development. The main assessment indicators of efficient project management in production preparation are: shortening the preparation time of new product development, rational use of resources, and reducing the risk of failure. The proposed approach will be illustrated with a case study. The presented problem is one of the most significant elements of management processes concerning the manufacture of products, particularly under the conditions of unrepeatable and irregular production, which, to a large extent, is characteristic of small and medium-sized enterprises (SMEs). KEY WORDS: production preparation processes, critical chain project management, planning process, new product development. 1 INTRODUCTION The course of a production process and its effectiveness depend on preparative actions undertaken prior to commencing production, known collectively as the production preparation process (Chapman, 2005; Brun et al., 2008). This process entails structural and technological preparation, taking into account organizational (operative) planning (Laarhoven & Zijm, 1993). The main aims of production preparation are: elaborating designs of new products and their production methods, commencing production, and the continuous improvement of products. Production preparation is integral to the functioning of production companies, since it comprehensively shapes their technical and organizational level, affecting the economic outcomes of business activity (Toni & Meneghetti, 2000). Contemporary production preparation systems are characterized by a specific scope of works for the preparation of production processes (Baraldi & Kaminski, 2008; Pavletić & Soković, 2009). Recent trends in this scope include (Slack, Chambers & Johnston, 2007; Gustavsson & Wänström, 2009; Vasant, Weber & Dieu, 2008): 1 Opole University of Technology, Faculty of ProductionEngineering and Logistics, Ozimska 75, 45-370 Opole, Poland 2 Opole University, Faculty of Economics, Ozimska 46a, 45-058 Opole, Poland E-mail: [email protected]; [email protected]; [email protected] - progressing evolution of the notion of production preparation – currently, it comprises all activities leading to the preparation, maintaining and termination of production for a given product, as well as the design of processes governing processing, sale, and production process supply, - emergence of concurrent (simultaneous) engineering (CE), - progressing integration of works related to structural preparation, the design of production processes and their organization, - increasing use of computer-aided systems in production preparation, - use of new optimization methods and techniques, based on systems engineering (project management, cost engineering, modeling and simulation of processes, etc.), - maintaining databases of previously designed production processes, - extensive use of computer methods for production preparation, with the ensuing changes to process design methodology, - application of modeling and simulations of structures, production processes and the production system. Typical stages of production preparation include: elaborating technical and maintenance requirements and preliminary design principles, drawing up the preliminary draft and the Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

SCIENTIFIC PAPERS
42 ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017
PLANNING PRODUCTION PREPARATION PROCESSESUSING
THE CRITICAL CHAIN METHOD
Iwona LAPUNKA1, Iwona PISZ
2 and Piotr WITTBRODT
1
ABSTRACT: This paper explains the usefulness of critical chain project management for planning
production preparation processes. A synthesis of issues of project management and production
preparation processes is presented, and a conceptual model of concurrent design processes using the
critical chain method is developed. The proposed model of planning production preparation processes
enables improving the effectiveness and economic efficiency of new product development. The main
assessment indicators of efficient project management in production preparation are: shortening the
preparation time of new product development, rational use of resources, and reducing the risk of failure.
The proposed approach will be illustrated with a case study. The presented problem is one of the most
significant elements of management processes concerning the manufacture of products, particularly under
the conditions of unrepeatable and irregular production, which, to a large extent, is characteristic of small
and medium-sized enterprises (SMEs).
KEY WORDS: production preparation processes, critical chain project management, planning process,
new product development.
1 INTRODUCTION
The course of a production process and its
effectiveness depend on preparative actions
undertaken prior to commencing production, known
collectively as the production preparation process
(Chapman, 2005; Brun et al., 2008). This process
entails structural and technological preparation,
taking into account organizational (operative)
planning (Laarhoven & Zijm, 1993).
The main aims of production preparation are:
elaborating designs of new products and their
production methods, commencing production, and
the continuous improvement of products.
Production preparation is integral to the functioning
of production companies, since it comprehensively
shapes their technical and organizational level,
affecting the economic outcomes of business
activity (Toni & Meneghetti, 2000).
Contemporary production preparation systems
are characterized by a specific scope of works for
the preparation of production processes (Baraldi &
Kaminski, 2008; Pavletić & Soković, 2009). Recent
trends in this scope include (Slack, Chambers &
Johnston, 2007; Gustavsson & Wänström, 2009;
Vasant, Weber & Dieu, 2008): 1
Opole University of Technology, Faculty of
ProductionEngineering and Logistics, Ozimska 75,
45-370 Opole, Poland
2 Opole University, Faculty of Economics, Ozimska
46a, 45-058 Opole, Poland
E-mail: [email protected]; [email protected];
- progressing evolution of the notion of
production preparation – currently, it
comprises all activities leading to the
preparation, maintaining and termination of
production for a given product, as well as
the design of processes governing
processing, sale, and production process
supply,
- emergence of concurrent (simultaneous)
engineering (CE),
- progressing integration of works related to
structural preparation, the design of
production processes and their organization,
- increasing use of computer-aided systems
in production preparation,
- use of new optimization methods and
techniques, based on systems engineering
(project management, cost engineering,
modeling and simulation of processes, etc.),
- maintaining databases of previously
designed production processes,
- extensive use of computer methods for
production preparation, with the ensuing
changes to process design methodology,
- application of modeling and simulations of
structures, production processes and the
production system.
Typical stages of production preparation
include: elaborating technical and maintenance
requirements and preliminary design principles,
drawing up the preliminary draft and the
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02
SCIENTIFIC PAPERS
ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017 43
engineering and construction design, building and
testing a prototype, a test run and, ultimately, a
production run. At this stage the information on the
documentation. Such documentation describes the
structure of the entire product, all its parts, all data
necessary for technological preparation of
production, technical specifications for acceptance,
and the specifications of product operation,
maintenance and servicing. It can include such
design documents as: product assembly drawings,
assembly drawings of units and subunits, working
drawings, and operation and maintenance manual.
The technological progress plan and the plan
for technical and organizational activities constitute
the basic elements of production preparation. Such
plans outline tasks and means for achieving product
competitiveness through decreasing production
costs, ensuring the required ergonomics, safety,
environmental friendliness, quality, reliability, as
well as decreasing the costs of operation for
endusers. Designing production preparation
processes is necessary for planning the course of
activities, labor intensity of works, their cost, as
well as the subdivision of tasks among contractors.
The subject matter of this paper reflects the
emerging awareness in industrial practice of the
need for planning production processes in
environments concerned with single-piece and
lowvolume production, characterized by the lack of
repeatability and regularity. The efficient use of
companies’ production capacities under the
conditions of increasing competitiveness,
dynamically changing sales market, increasingly
shorter order and supply periods for the offered
goods, has become essential over the last years.
Despite this fact, relatively few research papers
tackle the issues of project management with regard
to developing new products, preparing for and
commencing production.
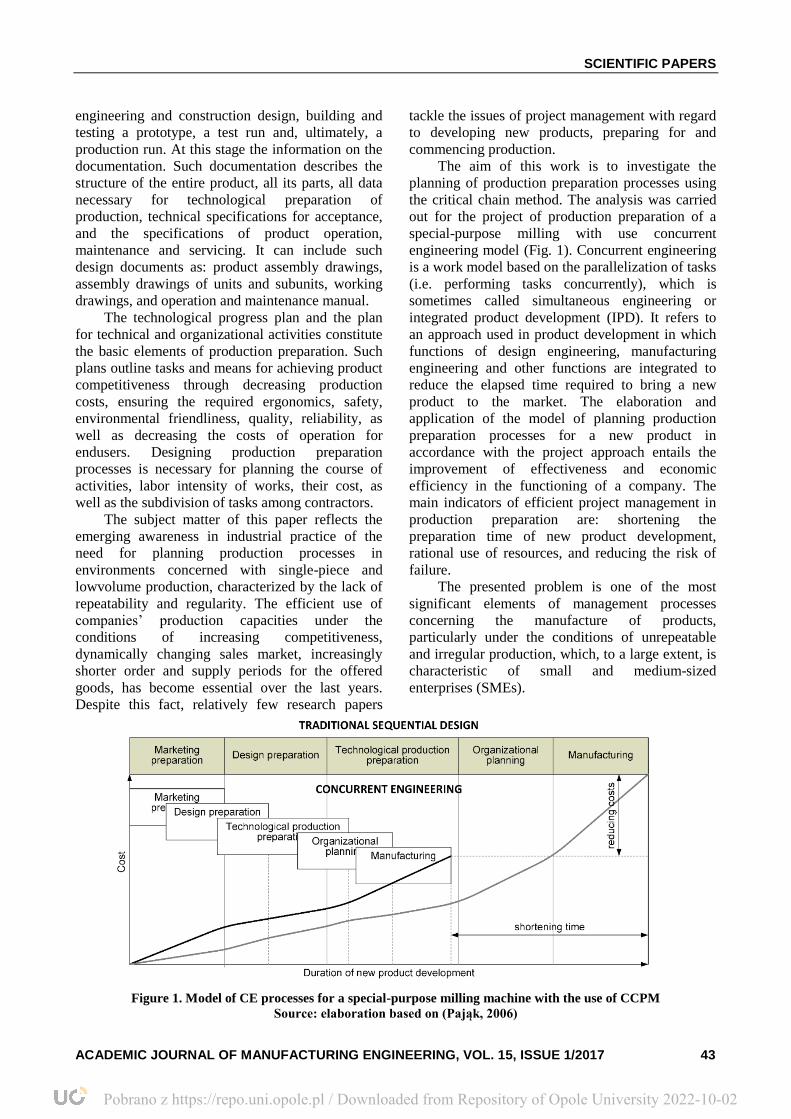
The aim of this work is to investigate the
planning of production preparation processes using
the critical chain method. The analysis was carried
out for the project of production preparation of a
special-purpose milling with use concurrent
engineering model (Fig. 1). Concurrent engineering
is a work model based on the parallelization of tasks
(i.e. performing tasks concurrently), which is
sometimes called simultaneous engineering or
integrated product development (IPD). It refers to
an approach used in product development in which
functions of design engineering, manufacturing
engineering and other functions are integrated to
reduce the elapsed time required to bring a new
product to the market. The elaboration and
application of the model of planning production
preparation processes for a new product in
accordance with the project approach entails the
improvement of effectiveness and economic
efficiency in the functioning of a company. The
main indicators of efficient project management in
production preparation are: shortening the
preparation time of new product development,
rational use of resources, and reducing the risk of
failure.
The presented problem is one of the most
significant elements of management processes
concerning the manufacture of products,
particularly under the conditions of unrepeatable
and irregular production, which, to a large extent, is
characteristic of small and medium-sized
enterprises (SMEs).
Figure 1. Model of CE processes for a special-purpose milling machine with the use of CCPM
Source: elaboration based on (Pająk, 2006)
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
44 ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017
2 RESEARCH SUBJECT AND
METHODS
2.1 Research environment and subject
matter
The data for our case study were obtained from
a company specializing in large-scale, usually
single-piece, production. The data were collected
during the introduction of the product into the
market, therefore, the production order has the
features of a project according to the classical PMI
definition (one-time, intentional, separate, limited
and structurally distinct) (PMI Standards
Committee, 2013).
Exploratory research using a case study was
performed in an electromechanical company based
in south-western Poland. The company specializes
in the production of specialist machines for the
machining of wheel sets of rail vehicles, large
vertical boring mills, processing lines, and
machining centers. Said company carries out
singlepiece production, i.e. the products are
manufactured to customers’ individual orders. Each
product requires a separate technical design,
comprising technological and design solutions, with
the aim of guaranteeing the desired quality of the
finished product. The design serves as the basis for
manufacturing the product according to customers’
expectations and in compliance with legal
requirements.
We investigate a technical design for the
production preparation of a special-purpose milling
machine using gun drills to drill holes in crankshafts
(Fig. 2). The process involves deep-hole drilling
using gun drills to drill two or three ø 4.1-mm holes
at an angle of ca. 45°. The production project of the
machine was planned for 13 months. This period
includes the elaboration of complete technical
design documentation, which will subsequently be
employed in the building of the special-purpose
machine. In addition, mechanical, electric,
hydraulic, and pneumatic documentation will be
elaborated. The prepared specifications will enable
the picking of design elements. The machine will be
manufactured and assembled in a machine factory
in south-western Poland. Subsequently, it will
undergo assessments and machining tests. Test
results will be followed by implementing the
machine for use in the company of the customer for
the purpose of carrying out an industrial program of
product range production.
Figure 2. A schematic depiction of the machine using gun drills to drill holes in crankshafts
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017 45
2.2 Critical chain method
Critical Chain Project Management (CCPM)
belongs to the class of schedule network analysis
techniques (Herroelen & Leus, 2001). These
methods are the most commonly used approaches
for planning and controlling project execution. Not
only do they provide management with quantitative
information necessary for decision-making, but also
focus management’s attention on time factors,
means and labor that can increase the effectiveness
of project execution.
CCPM aids project management, particularly
under the conditions of uncertainty with regard to
the duration of individual tasks. Compared with
methods elaborated in the 1950s, such as the
Critical Path Method (CPM) and Program
Evaluation and Review Technique (PERT), CCPM
is considered to be a major improvement (Shurrab,
2015; Watson, Blackstone & Gardiner, 2007). New
approach to project planning and execution
proposed by E. M. Goldratt (1997) raises great
interest in professional literature (Herroelen, Leus
& Demeulemeester, 2002; Leach, 2005; Lechler,
Ronen & Stohr, 2005; Rand, 2000; Raz, Barnes &
Dvir, 2003; Steyn, 2000; Steyn, 2002).
The CCPM method attempts limiting of the
“Parkinson’s law” impact, which suggests that
regardless of the actual work amount, the task
execution time always takes a planned extent, and it
may even exceed it. Restrictive Goldratt concept
assumptions shorten the planned execution time of
subsequent activities, motivate people for hard work
and for meeting strictly determined deadline. As a
result the planners approach the task execution time
evaluation more optimistically. Additionally, as
schedule is established in restrictive manner, with
very short planned task execution times, without
hidden time reserves and without possibility to
delay with the commencement of each task, the so
called “student syndrome” is being levelled i.e. the
tendency to delay works commencement till the last
possible moment. Possible delays during the tasks
execution may be recovered by application of
intentionally designed safety buffers, which does
not influence the project’s delay (Stratton, 2009).
Critical chain method indicates a new method
of project management (Tukel, Rom & Eksioglu,
2006). Instead of adding safety margins to
individual tasks, common “buffers” are created,
included in the project strategic places,
concentrating in particular on the protection of the
project completion deadline and not on the
individual tasks timely execution (Luong & Ohsato,
2008). The CC/BM (Critical Chain/Buffer
Management) method proposes introduction of
additional time reserve at the end of critical chain of
a project i.e. the so called project buffer (PB) and
including buffers for the activities beyond the chain
of the so called feeding buffers (FB). Timely
execution of a project is secured by the application
of the project buffers. Introduction of additional
feeding buffers in places where activities from
beyond the critical chain link with this chain
protects from the interference in critical activities
execution. Due to the fact that the execution of
individual processes in critical chain may involve
various resources, the uninterrupted execution of
the processes is conditioned by the resources
availability not only within the planned deadlines.
Indicating earlier demand for critical resources is
facilitated additionally by the resources buffers
(RB) which are available at earlier deadlines (in
advance) for the critical chain activities. Critical
chain is the resource-constrained critical path when
using aggressive durations. At unlimited resources,
the critical chain definition is covered with the
definition of critical path.
There are various software implementations of
critical chain. Some of those available are listed
here: Agile-CC by AdeptTracker, Aurora-CCPM by
Stottler Henke, BeingManagement3 by Novaces,
cc-(M)Pulse by Spherical Angle, CCPM+ by
Advanced Projects, Concerto by Realization
Technologies, Exepron by Exepron, Lynx by Adato,
ProChain Project Scheduling by ProChain
Solutions, Inc., PS8/PSNext by Sciforma.
In each case, the general idea behind the
calculation is the use of a probability density
function for the timely completion of a task, termed
curve β (Fig. 3). It is assumed that a “conservative
(pessimistic)” estimate, i.e. ca. 90% certainty of
completing the task on time is twice as long as the
“aggressive (optimistic)” estimate corresponding to
the median (50% probability).
Figure 3. Estimating task duration using the
probability density function β
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
46 ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017
Even though it is, in principle, possible to
determine the buffer size B using rules of addition
for random variables, other approaches are usually
applied in practice (Tukel, Rom & Eksioglu, 2006).
Well-known computer programs for scheduling
according to the critical chain method also do
without using accurate estimates. Below we present
hree simplified methods for buffer sizing
(elaborated on the basis of empirical studies)
(Stępień, 2010):
1) BI – setting the path buffer size to half of the
sum of the differences between the
durations t0.9 (conservative estimates) and
t0.5 (aggressive estimates) of the tasks
comprising the path,
2) BII – setting the path buffer size to the
square root of the sum of squares of the
differences between the durations t0.9 and t0.5
of the tasks comprising the path. The above
path buffer sizing rules are far simpler than
those resulting from random variable
theory. Moreover, the buffer sizes BI and BII
are significantly smaller compared to those
obtained using the exact procedure,
3) BIII – in crude calculations, or when
conservative estimates t0.9 are unknown, the
buffer size can be set to the half of the sum
of the aggressive estimates. Calculated
buffer sizes should be adjusted based on
experience and intuition. The buffer sizing
methods given above should be viewed as
initial guesses. Paths of tasks which use
well-understood processes do not require
large buffers, since they are more
predictable, and the associated uncertainty
is smaller. Conversely, paths containing
“experimental” tasks (characterized by
greater uncertainty) will require larger
buffers.
3 ANALYSIS AND RESULTS
Table 1 compares different tasks in the
production preparation of a special-purpose milling
machine, showing their durations and predecessors.
Durations of all scheduled tasks were estimated
with, respectively, 50% (t0.5) and 90% (t0.9)
probability of timely completion.
Table 1. List of tasks, their durations and predecessors in the project
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017 47
3.1 Critical chain identification
Figure 4 presents a relationship network of
production preparation tasks for a special-purpose
milling machine, obtained following resource leveling.
Durations of all tasks use aggressive estimates. Non-
critical tasks are executed as late as possible (ALAP).
3.2 Placement of buffers
Setting the durations of all scheduled tasks in
accordance with the median estimate requires an
additional, focused “protection” of paths with
buffers. Consequently, the subsequent scheduling
stage consists in placing suitably sized buffers in
appropriate locations.
The pivotal buffer is the so-called project
buffer (PB) protecting the most eminent path – the
project critical chain. The aim of a project buffer is
to ensure that the declared project execution time
will be kept with a high (90%) probability.
In the analyzed example, the critical chain
comprises 30 tasks. The second, simplified, method
(expression 1) of buffer sizing (BI) was employed
in relationship network.
The project buffer protects only the tasks in the
critical chain. Non-critical paths require protection
as well, as their tasks may be delayed, potentially
delaying the entire project. This is because
noncritical (ALAP-type) tasks are “introduced” into
the critical chain in a way that is strictly localized
(as points on the time axis). This makes it necessary
to add buffers at the ends of non-critical paths,
known as feeding buffers (FB).
The sizing of FBs is carried out in the same
manner as for the project buffer. The analyzed
example requires 14 FBs, sized according to
expressions (cf. Table 2):
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
48 ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017
Figure 4. Relationship network, highlighting the critical chain
where:
t0.9 – conservative estimate of i task duration,
t0.5 – aggressive estimate of i task duration,
k – number of the tasks comprising the path.
Single-task paths merit particular attention. We
“reinstate” the previously removed safety reserve in
tasks N, Z, AF and BA. Thus, those single-task
feeds will be completed on time with a probability
of 90%. Therefore, for the purposes of planning the
conservative estimates t0.9 can be immediately
employed for single-task paths. Table 2 presents the
results obtained for buffers of non-critical paths and
for the project critical chain.
Since FBs are added in locations where
noncritical paths merge into the critical chain,
adding a feeding buffer can potentially shift a non-
critical path so much to the left as to exhaust the
entire reserve for that path reserve. This is only the
case with non-critical paths, which separate out of
the critical chain and merge into it at a later
temporal location. We assume that if an FB forces
another non-critical path to the left of day zero, the
critical chain will not change, since it is identified
before buffers are added.
4 DISCUSSION AND CONCLUSIONS
A relationship network in the operative plan
for the production preparation of a special-purpose
milling machine was analyzed. For the preliminary
schedule, we performed resource leveling,
employed ALAP scheduling for non-critical tasks,
and adopted aggressive estimates for the durations
of all tasks, which ultimately allowed us to obtain a
shorter estimate for the duration of the entire
project.
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017 49
Table 2. Sizes of feeding buffers and of the project buffer
Following the introduction and sizing of PB
and FB, it transpired (in line with Goldratt’s
assumptions) that the estimated duration of the
entire project has become significantly shorter. The
initial duration estimate was 193 days. Once the
critical chain method was employed, this reduced to
152 days when estimating the durations of all tasks
at the level equal to the median. This means the
duration of the entire project was reduced by ca.
21%, corresponding to a significant acceleration of
works, compared with the initial estimate of the
implementation date.
Our analysis leads to the following
conclusions:
- setting task durations using a probability
lower than 0.9 allows to create a time
reserve that can be used for project buffers
and feeding buffers,
- the resultant size of the buffers depends on
how task durations are shortened and on the
adopted probability of completing the entire
project,
- in the analyzed schedule, the probability of
meeting the project deadline when
assuming task durations equal to t0.5, and
the calculated values of buffers, is 0.873 for
BI,
- the duration of the task path is markedly
shortened (by ca. 21%), while maintaining a
similar level of probability of meeting the
declared deadline, - the probability of
completing the entire project on time can be
improved by increasing the size of the final
project buffer,
- adopting task durations using a lower
probability threshold yields a schedule that
assumes a quicker pace of works (more
aggressive solutions) with larger buffers,
and vice versa,
- the possibility of selecting variant schedules
corresponding to a slower (less aggressive)
or quicker (more aggressive) pace of works
can be adjusted by adjusting the balance
between the sum of durations of tasks (the
adopted probability corresponding to
chosen duration), and the sizes of buffers,
- project management of production
preparation using the critical chain method
comes down to controlling the state of the
shared path buffer, rather than the more
demanding requirement to control the state
of execution of individual tasks.
Together with engineers’ increasing interest in
rapid design and manufacture tools and the
increasingly common application of integrated IT
systems, the nature and quality of conducting
manufacturing operations changes. Similarly, the
approach to risk inherent in such operations
undergoes a change. The use of modern computer
techniques aids designers in dealing with complex
and laborious design and manufacturing tasks,
resulting not merely in the shortening of the product
manufacturing cycle, but also in the mitigation of a
variety of risks that are common in production. The
above observations are particularly pertinent to
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02
SCIENTIFIC PAPERS
50 ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017
modern design techniques, prototyping, tool
manufacturing and carrying out production.
Works undertaken during product design and
elaborating the technology for its production require
making a number of decisions that ultimately
translate into the final product with specific
functional properties. Those works can be and,
progressively more often, are performed with
computer aid. To ensure proper current business
activity of a company one must also focus on the
decision level of production preparation,
particularly in the area of structural and
technological product preparation. A departure from
traditional sequential design towards concurrent
design necessitates a search for effective methods of
planning production preparation. The project
approach and planning methods dedicated to project
management have become an inherent part of
operative plans of production preparation. The
application of critical chain project management not
only shortens production preparation of a new
product, but also enables the rational use of
resources and reduces the risk of project failure. For
the studied case of a special-purpose milling
machine, a critical chain was identified, and buffers
were appropriately sized and placed, yielding a
new, shorter duration of the production preparation
stage, while maintaining a similar level of
probability of meeting the declared deadline.
We note that the need for shortening
production preparation time demands undertaking
actions that aim to automate the individual stages of
product development. This can be achieved through
computer-aided integration of data obtained from
modeling products, product production processes,
and production means themselves. Above all, taking
advantage of extensive databases enables the
efficient creation and management of design
documentation and all the documents necessary
during production.
5 REFERENCES
►Baraldi, E., Kaminski, P. (2008). Using the
production preparation process as an advanced Lean
Enterprise Methods tool, SAE Technical Paper, 36-
57.
►Brun, A., Caniato, F., Caridi, M., Castelli, C.,
Miragliotta, G., Ronchi, S., Sianesi, A., Spina, G.
(2008). Logistics and supply chain management in
luxury fashion retail: empirical investigation of
Italian firms, International Journal of Production
Economics, 114, 554-557.
►Chapman, S. (2005). Fundamentals of production
planning and control, Prentice Hall.
►Goldratt, E. M. (1997). Critical chain, Great
Barrington, MA, North River Press.
►Gustavsson, M., Wänström, C. (2009). Assessing
information quality in manufacturing planning and
control processes, International Journal of Quality
& Reliability Management, 26 (4), 325-340.
►Herroelen, W., Leus, R. (2001). On the merits
and pitfalls of critical chain scheduling, Journal of
Operations Management, 19, 559-577.
►Herroelen, W., Leus, R., Demeulemeester, E.
(2002). Critical chain project scheduling: do not
oversimplify, Project Management Journal, 33 (4),
48-60.
►Laarhoven van, P. J. M., Zijm W. H. M. (1993).
Production preparation and numerical control in
PCB assembly, International Journal of Flexible
Manufacturing Systems, 5, 187-207.
►Leach, L. P. (2005). Critical chain project
management, 2nd edition, Norwood, MA, Artech
House.
►Lechler, T. G., Ronen, B., Stohr, E. A. (2005),
Critical chain: a new project management paradigm
or old wine in new bottles?, Engineering
Management Journal, 17 (4), 45-58.
►Luong, L. D., Ohsato, A. (2008). Fuzzy critical
chain method for project scheduling under resource
constraints and uncertainty, International Journal of
Project Management, 26 (6), 688-698.
►Pająk, E. (2006). Zarządzanie produkcją.
Produkt, technologia, organizacja [Production
management. Product, technology, organization],
PWN, Warszawa.
►Pavletić, D., Soković, M. (2009). Quality
improvement model at the manufacturing process
preparation level, International Journal of Quality
Research, 3 (4), 309-315.
►PMI Standards Committee (2013). A guide to the
project management body of knowledge, 5th
edition, PMI, Newtown Square, PA, USA.
►Shurrab, M. (2015). Traditional critical path
method versus critical chain project management: a
comparative view, International Journal of
Economics and Management Science, 4 (9), 292.
►Slack, N., Chambers, S., Johnston, R. (2007).
Operations management, Pearson Education
Limited England.
►Steyn, H. (2000). An investigation into the
fundamentals of critical chain project scheduling,
International Journal of Project Management, 19,
363-369.
►Steyn, H. (2002). Project management
applications of the theory of constraints beyond
critical chain scheduling, International Journal of
Project Management, 20, 75-80.
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02

SCIENTIFIC PAPERS
ACADEMIC JOURNAL OF MANUFACTURING ENGINEERING, VOL. 15, ISSUE 1/2017 51
►Stępień, P. (2010). Project path – total tasks vol.
4 – path buffer, http://www.skutecznyprojekt.pl.
►Stratton, R. (2009). Critical chain project
management theory and practice, Journal of Project
Management and Systems Engineering, 4, 149-173.
►Rand, G. K. (2000). Critical chain: the theory of
constraints applied to project management,
International Journal of Project Management, 18
(3), 173-177.
►Raz, T., Barnes, R., Dvir, D. (2003). A critical
look at critical chain project management, Project
Management Journal, 34 (4), 24-32.
►Vasant, P., Weber, G. W., Dieu, W. N. (2008).
Handbook of research on modern optimization
algorithms and applications in engineering and
economics, IGI Global, Hershey
►Watson, K., Blackstone, J., Gardiner, S. (2007).
The evolution of a management philosophy: the
theory of constraints, Journal of Operations
Management, 25, 387-402.
►Toni, A., Meneghetti, A. (2000). The production
planning process for a network of firms in the
textile-apparel industry, International Journal of
Production Economics, 65, 17-32.
►Tukel, O. I., Rom, W. O., Eksioglu, S. D. (2006).
An investigation of buffer sizing techniques in
critical chain scheduling, European Journal of
Operational Research, 172 (2), 401-416.
Pobrano z https://repo.uni.opole.pl / Downloaded from Repository of Opole University 2022-10-02
Related Documents











