PLAN DE MANTENIMIENTO INTEGRAL PARA LAS EXTRUSORAS DE PLÁSTICO EN LAS PEQUEÑAS Y MEDIANAS EMPRESAS DE BOGOTÁ Autor: Fredy Yamith Cubides Alfonso Director: José Anselmo Quintero Ávila Universidad Distrital “Francisco José de Caldas” Facultad de Ingeniería Especialización en Gestión de Proyectos de Ingeniería Bogotá D.C. 2018

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
PLAN DE MANTENIMIENTO INTEGRAL PARA LAS EXTRUSORAS DE
PLÁSTICO EN LAS PEQUEÑAS Y MEDIANAS EMPRESAS DE BOGOTÁ
Autor:
Fredy Yamith Cubides Alfonso
Director:
José Anselmo Quintero Ávila
Universidad Distrital “Francisco José de Caldas”
Facultad de Ingeniería
Especialización en Gestión de Proyectos de Ingeniería
Bogotá D.C.
2018

ii
Tabla de contenido
Introducción .................................................................................................................................... 1
Problema tecnológico...................................................................................................................... 2
Justificación del problema .............................................................................................................. 3
Objetivo general .............................................................................................................................. 4
Objetivos específicos ...................................................................................................................... 4
1. Capítulo I: Marco teórico ........................................................................................................... 5
1.1. Extrusión .................................................................................................................................. 5
1.2. Mantenimiento ......................................................................................................................... 5
1.3. Estado del arte .......................................................................................................................... 6
2. Capítulo II: Estudio del mercado ............................................................................................. 10
2.1. Diagnóstico del mercado........................................................................................................ 10
2.2. Tamaño del mercado y tendencias ......................................................................................... 11
2.3. Levantamiento de información primaria ................................................................................ 12
2.4. Servicio .................................................................................................................................. 12
2.5. Oferta ..................................................................................................................................... 14
2.6. Demanda ................................................................................................................................ 18
2.7. Precio ..................................................................................................................................... 19
2.8. Canales de distribución .......................................................................................................... 19
2.9. Análisis de proveedores ......................................................................................................... 21
3. Capítulo III: Estudio técnico .................................................................................................... 21
3.1. Descripción técnica del servicio ............................................................................................ 21
3.2. Ingeniería del proyecto .......................................................................................................... 21
3.3. Planificación del mantenimiento preventivo ......................................................................... 24
3.4. Programación y ejecución del mantenimiento ....................................................................... 25
3.5. Diagrama del proceso de mantenimiento preventivo ............................................................. 26
3.6. Modelado del sistema de control de temperatura .................................................................. 27
3.7. Diagrama del proceso para el modelamiento del sistema de control ..................................... 29
3.8. Localización ........................................................................................................................... 29
3.9. Estructura organizacional....................................................................................................... 31
3.9.1 Organigrama ...................................................................................................................... 32
3.9.2 Manuales de funciones ...................................................................................................... 32
iii
3.9.3 Manual de funciones: Gerente general .............................................................................. 32
3.9.4 Manual de funciones: Ingeniero comercial ....................................................................... 33
3.9.5 Manual de funciones: Ingeniero electromecánico............................................................. 34
3.9.6 Manual de funciones: Técnico electromecánico ............................................................... 35
3.9.7 Manual de funciones: Profesional HSEQ ......................................................................... 36
3.9.8 Manual de funciones: Auxiliar administrativo .................................................................. 37
3.9.9 Manual de funciones: Contador ........................................................................................ 37
3.9.10 Políticas de responsabilidades ambientales ....................................................................... 38
3.9.11 Políticas de seguridad y salud ocupacional ....................................................................... 38
3.10. Impacto ambiental ................................................................................................................ 39
3.11. Matriz de aspectos ambientales ........................................................................................... 40
4. Capítulo IV: Evaluación financiera .......................................................................................... 41
4.1. Supuestos ............................................................................................................................... 41
4.2. Mano de Obra Directa (MOD) ............................................................................................... 41
4.3. Costos indirectos .................................................................................................................... 43
4.4. Materias primas directas ........................................................................................................ 43
4.5. Precio de venta del servicio ................................................................................................... 44
4.6. Enseres y Equipo.................................................................................................................... 44
4.7. Depreciación .......................................................................................................................... 45
4.8. Inversión ................................................................................................................................ 46
4.9. Tasa de oportunidad ............................................................................................................... 46
4.10. Financiamiento del proyecto ................................................................................................ 47
4.11. Estimación de ventas anuales............................................................................................... 49
4.12. Promedio ponderado del costo del capital ........................................................................... 50
4.13. Flujo de fondos con financiamiento bancario y con recursos propios ................................. 50
4.14. Punto de equilibrio ............................................................................................................... 53
4.15. Análisis de sensibilidad........................................................................................................ 53
Conclusiones ................................................................................................................................. 55
Recomendaciones ......................................................................................................................... 56
Referencias .................................................................................................................................... 57
iv
Lista de figuras
Figura 1. Proceso de extrusión ................................................................................................... 5
Figura 2. Montos de inversión en ACTI según principales actividades ind. 2015 – 16 .......... 11 Figura 3. Intención de compra del servicio. ............................................................................. 12 Figura 4. Cantidad de material perdido por variaciones súbitas de temperatura. .................... 13 Figura 5. Tiempo de funcionamiento de las extrusoras de plástico. ........................................ 14 Figura 6. Diagrama radar de las empresas de automatización ................................................. 16
Figura 7. Diagrama radar de las empresas de fabricación y reparación de extrusoras ............ 17 Figura 8. Diagrama radar comparando Bimek Ltda con el servicio que se desea prestar ....... 17 Figura 9. Cantidad de extrusoras por empresa y proyección de la cantidad total de extrusoras
en la población ......................................................................................................................... 18 Figura 10. Precio mensual del servicio .................................................................................... 19 Figura 11. Registro de variables ............................................................................................... 24
Figura 12. Diagrama del proceso de mantenimiento de una extrusora de plástico .................. 26 Figura 13. Curva de respuesta .................................................................................................. 27 Figura 14. Modelo del sistema. ................................................................................................ 28
Figura 15. Diagrama del proceso de modelamiento del sistema de control ............................. 29 Figura 16. Ubicación de la empresa ......................................................................................... 30
Figura 17. Organigrama de la empresa .................................................................................... 32

1
Introducción
Actualmente las industrias del sector del plástico ha incrementado aceleradamente el consumo
de energía eléctrica para ejecutar el procesamiento de materias primas, cifra que equivale al 9%
de la energía que consume la industria manufacturera (Acoplásticos, 2017), situación que se
atribuye al crecimiento de la demanda del proceso de extrusión de diferentes polímeros y
promueve a la industria del plástico a buscar mecanismos que aseguren el mejoramiento en los
estándares de calidad y eficiencia en los diferentes procesos de conversión.
Durante la investigación se han evidenciado modelos y esquemas novedosos para el proceso
de extrusión, los cuales establecen una variación mínima en los rangos de temperatura, evitando
fluctuaciones fuertes y reduciendo la degradación térmica del material procesado. Sin embargo,
la mayoría de estos modelos o esquemas no están al alcance de todas las industrias debido a la
complejidad computacional, implementación e incompatibilidad con los equipos industriales, así
como su alto costo de inversión.
Por lo tanto, las PYMES del sector del plástico están limitadas a la adquisición e
implementación de tecnologías puesto que no cuentan con los recursos suficientes para invertir
en la actualización de los procesos como es el caso de la extrusión. En consecuencia las PYMES
se ven obligadas a continuar con el uso de sistemas tradicionales e ineficientes.
Por último, teniendo en cuenta en lo establecido con la Ley 697 de 2001 y la ISO-50001,
normas que fomentan el uso racional y eficiente de la energía eléctrica, se propone definir un
plan de mantenimiento preventivo y correctivo en las extrusoras de plástico, adicionalmente
establecer un modelo de control eficaz y sencillo con el fin de mejorar el proceso de extrusión,
la eficiencia eléctrica y reducir el consumo energético.
2
Problema tecnológico
De las principales técnicas de transformación de las resinas de plástico, el proceso de
extrusión es el más representativo, por lo tanto es fundamental disponer de un sistema de control
que asegure la calidad del producto, puesto que una inapropiada sincronización en los rangos de
temperatura influye negativamente en el procesamiento de los polímeros y el producto final,
incrementando el consumo de energía que puede llegar a representar entre el 4% y el 10 % de los
costos operacionales de una planta de transformación, debido al reprocesamiento de los
polímeros, pérdida de la materia prima, mal manejo de maquinaria y ausencia de
mantenimientos. (Vargas, Posada, Jaramillo y García, 2014)
3
Justificación del problema
En la industria de procesamiento de plásticos en Colombia se ha registrado un crecimiento en
el consumo de energía utilizada por la industria manufacturera, debido al aumento en la
capacidad total para la producción de resinas de plástico.
En el 2014 la producción de resinas equivalía a 1,3 millones de toneladas, cifra que para el
año 2016 aumento a 1,33 millones, ocasionando un impacto en los procesos de transformación a
los cuales se somete el plástico a lo largo de la línea de producción.
Estos procesos se clasifican en primarios (procesos térmicos) y secundarios (procesos
neumáticos o mecánicos), donde el 56 % del peso de las resinas de plástico se procesan a través
de la extrusión. (Acoplásticos, 2017)
De acuerdo con lo anterior, el proceso de extrusión es el más representativo dentro de las
principales técnicas de transformación de las resinas de plástico, según estudios realizados acerca
del uso de energía en la industria del plástico, se estima que el 60% es consumida por los equipos
de procesamiento y se evidencian pérdidas de energía entre el 30% y 70% en las resistencias
calefactoras (Banco Interamericano de Desarrollo-BID, 2011). Estas pérdidas de energía y el
material reprocesado al final de la línea de producción, evidencian una falta de automatización
propia de la etapa de calefacción y la omisión en la gestión del mantenimiento preventivo de las
máquinas asociadas al proceso, situación que ocasiona un aumento en los costos operacionales
de una planta de transformación.
4
Objetivo general
Proponer un plan de mantenimiento integral para las extrusoras de plástico en las pequeñas y
medianas empresas de Bogotá.
Objetivos específicos
Realizar el estudio de mercado del plan de mantenimiento para las extrusoras de plástico.
Modelar un sistema de control de temperatura para minimizar pérdidas de energía y
materia prima.
Evaluar económica y financieramente la viabilidad del proyecto.

5
1. Capítulo I: Marco teórico
1.1. Extrusión
Es un proceso continuo, que inicia con el depósito de pellets de plástico al interior del cilindro
como se puede observar en la Figura 1, la materia prima se desplaza a través de un husillo, para
ser fundida por la operación de la zona de calefacción. Posteriormente el plástico fundido pasa
por un cabezal o boquilla para obtener una forma determinada y por último es enfriada para
evitar deformaciones.
La zona de calefacción está conformada por resistencias calefactoras y son controladas por
sistemas de control on-off o PID.
Figura 1. Proceso de extrusión
Fuente: (Mariano, 2011)
1.2. Mantenimiento
Se define como un conjunto de normas y técnicas establecidas para la conservación de la
maquinaria e instalaciones de una planta industrial, con el fin de asegurar el funcionamiento
adecuado y prolongar la vida útil de los equipos. Los tipos de mantenimiento que se pueden
ejecutar son:

6
Mantenimiento correctivo
Es el mantenimiento que se realiza con el fin de corregir los defectos que presenta un equipo o
maquinaria en su funcionamiento.
Mantenimiento predictivo
Está basado en la inspección para determinar el estado y operatividad de los equipos,
mediante el conocimiento de variables que ayudan a descubrir el estado de operatividad; esto se
realiza en intervalos regulares para prevenir las fallas o evitar las consecuencias de las mismas.
Para este mantenimiento es necesario identificar las variables físicas (temperatura, presión,
vibración, etc.). Estas variaciones son un indicio de cuando se puede causar un daño al equipo.
Es el mantenimiento más técnico y avanzado que requiere de conocimientos analíticos y técnicos
y necesita de equipos sofisticados.
Mantenimiento preventivo
Se realiza con el fin de prevenir la ocurrencia de fallas, se conoce como mantenimiento
preventivo directo o periódico y sus actividades están controladas por el tiempo; se basa en la
confiabilidad de los equipos (Riquelme, 2015)
1.3. Estado del arte
En los últimos años la industria del plástico ha adquirido una mayor importancia debido al
aumento del consumo y la oferta de productos elaborados con este tipo de material, el proceso de
globalización ha llevado a estas industrias a fijar un objetivo claro en cuanto al mejoramiento en
el proceso de extrusión de manera que cumplan con características como: rendimiento, calidad
del material procesado y uso eficiente de la energía; de esta manera se han venido desarrollando
proyectos relacionados con la implementación de sistemas de adquisición de datos, control y

7
otras herramientas que permitan optimizar la producción, así como proponer nuevos mecanismos
de calentamiento a partir de otras fuentes de energía. De acuerdo con la revisión bibliográfica
que busca fundamentar el estado del arte, se establecen dos elementos de investigación: en
primer lugar, se realiza un análisis de eficiencia energética de la extrusión de plástico y de los
elementos asociados a este proceso y, en segundo lugar, los métodos de control de temperatura a
partir de diferentes técnicas.
En la industria de transformación y procesamiento de materiales plásticos, el costo de la
energía representa del 4% al 10% de los costos operacionales, al reducir el consumo de energía
al menos un 20%, las utilidades para las industrias plásticas podrían aumentar hasta un 2%.
(Norega & Estrada, 2011).
La necesidad de cuantificar el consumo energético requerido para la producción de piezas
plásticas, medir los consumos fijos y variables, así como determinar el consumo de energía
específico por planta de procesamiento, proceso y equipos, ha llevado a la construcción de
documentos que realizan un recuento de los estudios más relevantes con el fin de proveer un
material de referencia, donde se concluye que son pocas las empresas de plásticos en Colombia
que tienen una gestión energética asociada a sus procesos de transformación y con un marco de
referencia internacional (Vargas, Posada, Jaramillo, & Garcia, 2014), lo que demuestra el
desconocimiento sobre el nivel de uso racional de energía establecido para este tipo de
actividades.
Dentro de las propuestas que se presentan con el fin de disminuir los costos energéticos del
proceso de extrusión de plástico, Gloria Cruz establece que la conversión a gas puede reducir en
un 60% estos costos, por lo tanto, propone que el calentamiento del barril de extrusión se realice

8
a partir de esta fuente de energía y se remplacen las resistencias eléctricas que son menos
eficientes en el procesamiento de los polímeros (Cruz, 2014). Otro modelo para el mejoramiento
de la eficiencia energética en los procesos de extrusión es la modelación del proceso de
transferencia de calor en estado transitorio empleando el software Wolfram Mathematica 8.0,
esta herramienta posibilita en poco tiempo la toma de decisiones para mantener el proceso
optimizado en función de las propiedades físicas, las materias primas y la variación de
temperatura, aumentando la producción sin afectar la calidad del producto terminado (Jimenez,
Borroto, Jimenez, Sosa, Montesino, & Gomez, 2015).
En la extrusión de polímeros la entrega de una masa fundida homogénea en composición y
temperatura es primordial para lograr productos de alta calidad, sin embargo es necesario generar
una serie de avances en el control del proceso con el fin de reducir las variaciones de temperatura
y precisar la información a fin de lograr un trabajo eficiente por parte de los controladores
(Abeykoon, Li, McAfee, Martin, Irwin, & George, 2011). El barril de la extrusora es una masa
de metal que posee una inercia térmica considerable por lo que el tiempo de variación desde la
aplicación de calor hasta el punto que se requiere es relativamente largo, el barril de la extrusora
y la posición del sensor de temperatura desestabilizan los lazos de control y ocasionan
oscilaciones en la temperatura por lo que se requiere proponer diferentes métodos que mejoren la
estabilidad de los datos recibidos por el controlador que se verán reflejados en la calidad del
producto (Ford, 1974).
Otra técnica que presentó relevancia, es la sintonización automatizada donde artículos como
(Gawthrop & DPhil, 1990), presentan tres clases de ajuste automático para controladores PID
basados en el método de Ziegler-Nichols, un sintonizador adaptativo de análisis de forma de

9
onda y ajustadores de mínimos cuadrados autoajustables aplicados a procesos industriales como
la extrusión de plástico que son sistemas no lineales y acoplamiento de lazo estos métodos son
aplicados con el fin de reducir los tiempos de inicio del proceso y mejorar el rendimiento del
sistema. Existen estudios de simulación que adicionalmente tienen en cuenta la viabilidad del
control de sintonización y la estructura del sistema de control presentando de igual forma
mejores resultados que cuando no se aplican (Zchuchenko & Koivo, 2001).
De acuerdo a lo anterior, es posible establecer que el aspecto principal del proceso de
extrusión está en el apropiado control de la temperatura y una adecuada gestión de
mantenimiento para reducir los daños de la materia prima y así mismo el consumo energético de
las máquinas. Sin embargo, cabe resaltar que las investigaciones proponen sistemas de control
complejos y que no están al alcance de las PYMES que son las que representan un número
importante a nivel de la industria del plástico en Colombia y que principalmente no disponen de
los recursos económicos para la implementación de este tipo de sistemas, por lo tanto, el objeto
de la investigación se centra en la aplicación de un modelo de control eficaz, sencillo y que esté
al alcance de estos sectores con el fin de mejorar el proceso de extrusión de plástico y contribuir
a la eficiencia eléctrica y a la reducción del consumo energético.
10
2. Capítulo II: Estudio del mercado
2.1. Diagnóstico del mercado
Actualmente las PYMEs se están enfocando en mejorar el rendimiento de sus procesos,
debido a que tienen influencia directa en el consumo de energía eléctrica y la calidad del
producto, además se ha presentado un crecimiento continuo en el procesamiento nacional de
resinas plásticas con un aumento del 11% para el periodo 2014 – 2016 (Acoplásticos, 2017).
Debido a este aumento en el procesamiento de las resinas plásticas, se busca emplear métodos
para minimizar el consumo de energía de las máquinas y mejorar su funcionamiento.
A nivel nacional se cuentan con empresas que ofrecen el desarrollo de nuevos productos,
innovación tecnológica, mejoramiento de la calidad de las máquinas de extrusión, inyección y
moldeo, entre otras; ofreciendo soluciones tecnológicas a las industrias del sector de los
plásticos. Sin embargo, las PYMEs que cuentan con máquinas fabricadas localmente no poseen
recursos económicos suficientes para comprar máquinas importadas o solventar servicios
automatizados, por lo tanto, se ven obligadas a continuar trabajando con maquinaría cuyo
funcionamiento es ineficaz, puesto que para llevar a cabo su función requieren más recursos
como materia prima y energía eléctrica.
En consecuencia, el desarrollo de este proyecto se enfoca en ofrecer un servicio de plan de
mantenimiento integral para las pequeñas y medianas empresas que empleen en sus procesos
extrusoras de plástico en la ciudad de Bogotá, con el objetivo de minimizar pérdidas de energía
por radicación de calor y variaciones súbitas de temperatura, y reducir los reprocesos.

11
2.2. Tamaño del mercado y tendencias
En los últimos 10 años en Colombia, la industria de plástico creció por encima del promedio
de la actividad manufacturera, que se ubicó en un 5% promedio anual. Colombia exporta
productos de plásticos nacionales a Estados Unidos, Ecuador, Perú y México, que representan
más del 60% de las ventas de la industria. De las 312 empresas más destacadas del sector de
plásticos a nivel nacional, el 54% realizan su actividad económica en Bogotá y su Región,
reportando una participación en ventas en el mercado nacional igual al 54%, lo cual indica que es
necesario tener máquinas eficientes en el procesamiento de los plásticos (Corredor, 2010).
Figura 2. Montos de inversión en ACTI según principales actividades ind. 2015 – 16
Fuente: DANE
Como se observa en la Figura 2, la inversión para actividades científicas, tecnológicas y de
innovación (ACTI), para el periodo 2015 - 2016 en la fabricación de productos de plásticos se
encuentra en el 4º lugar registrando una inversión de $88.700 Millones de pesos, aumentando un
4,6% en comparación al año 2015, lo cual indica que se está invirtiendo en tecnología e
innovación en el sector de los plásticos haciéndolos más competitivos en el sector industrial.

12
2.3. Levantamiento de información primaria
La población para el estudio de mercado se hace con referencia a 168 empresas que se
encuentran ubicadas en Bogotá, las cuales corresponden al 54% de las 312 empresas del sector
de los plásticos a nivel nacional (Corredor, 2010).
El levantamiento de la información primaria para el estudio de mercado fue realizado con una
muestra del 15% de la población, contemplando 26 encuestas dirigidas de forma presencial a
pequeñas y medianas empresas que involucran en sus procesos extrusoras de plástico.
2.4. Servicio
Analizando los resultados obtenidos en las encuestas aplicadas, la percepción general sobre la
prestación del servicio para un plan de mantenimiento integral, involucrando un modelo de
sistema de control de temperatura en las resistencias calefactoras de las extrusoras de plástico, el
88% de las empresas encuestadas evidencian interés en adquirir el servicio (ver Figura 3), debido
a que mejorarían aspectos como: la estabilidad en la temperatura del proceso, la reducción de
tiempo muerto debido a reparaciones de las máquinas, entre otros.
Figura 3. Intención de compra del servicio.
Fuente: Elaboración propia.
88%
12%
Si No
13
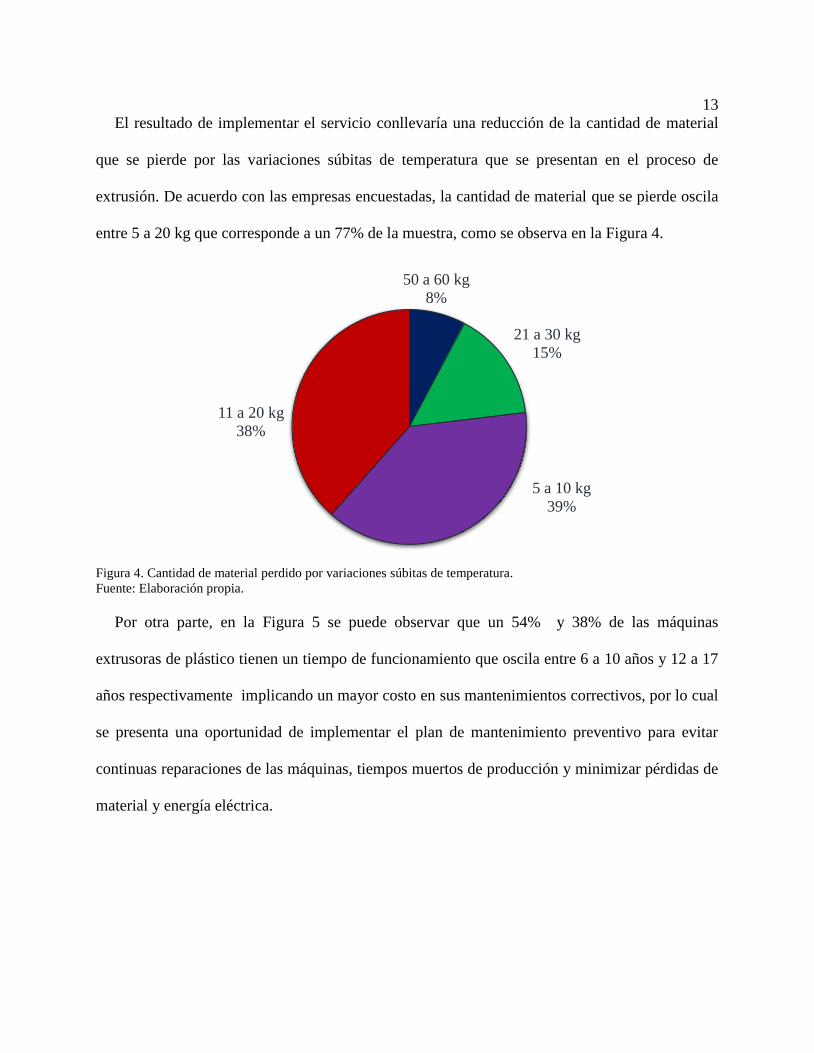
El resultado de implementar el servicio conllevaría una reducción de la cantidad de material
que se pierde por las variaciones súbitas de temperatura que se presentan en el proceso de
extrusión. De acuerdo con las empresas encuestadas, la cantidad de material que se pierde oscila
entre 5 a 20 kg que corresponde a un 77% de la muestra, como se observa en la Figura 4.
Figura 4. Cantidad de material perdido por variaciones súbitas de temperatura.
Fuente: Elaboración propia.
Por otra parte, en la Figura 5 se puede observar que un 54% y 38% de las máquinas
extrusoras de plástico tienen un tiempo de funcionamiento que oscila entre 6 a 10 años y 12 a 17
años respectivamente implicando un mayor costo en sus mantenimientos correctivos, por lo cual
se presenta una oportunidad de implementar el plan de mantenimiento preventivo para evitar
continuas reparaciones de las máquinas, tiempos muertos de producción y minimizar pérdidas de
material y energía eléctrica.
50 a 60 kg
8%
21 a 30 kg
15%
5 a 10 kg
39%
11 a 20 kg
38%

14
Figura 5. Tiempo de funcionamiento de las extrusoras de plástico.
Fuente: Elaboración propia.
2.5. Oferta
En el análisis del mercado se encuentran empresas que prestan servicios de automatización de
procesos especializados, fabricación y reparación de extrusoras de plástico, por lo cual se
procede a realizar un análisis de estas empresas con base a una calificación subjetiva de los
usuarios encuestados.
La calificación se realiza de acuerdo con los siguientes grupos de criterios: automatización,
calidad, costos, disponibilidad y valor agregado.
12 a 14 años
23%
15 a 17 años
15%
2 a 4 años
8%
8 a 10 años
31%
6 a 7 años
23%

15
Tabla 1.
Empresas competidoras
Matriz de valoración de la competencia Servicios de automatización Servicios para extrusoras
Auto
mat
izac
ión S
.A
Maq
uin
de
Colo
mbia
S.A
.S
Indel
ec
Itec
o S
.A
3dit
maq
uin
as
Equip
ol
Bim
ek L
TD
A
Poly
pri
nt
Colo
mbia
S.A
Grupo de
criterios Pond Criterio Pond P(x) Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal
Automatización 0,25 Innovación 0,3 0,08 6 80 3 40 6 80 6 80 4,5 60 4,5 60 5,25 70 5,25 70
Ahorro de Costos 0,4 0,10 2 20 1 10 2,5 25 2,5 25 4 40 3 30 4 40 4 40
Mantenimiento 0,3 0,08 0,75 10 0,75 10 0,75 10 0,75 10 4,5 60 4,5 60 4,5 60 5,25 70
Calidad 0,3
Certificación por norma 0,2 0,06 4,8 80 0,6 10 4,8 80 4,8 80 2,4 40 2,4 40 4,8 80 3 50
Materia prima conforme 0,3 0,09 6,3 70 0,9 10 5,4 60 5,4 60 5,4 60 5,4 60 7,2 80 5,4 60
Aseguramiento y control de
calidad 0,2 0,06 3,6 60 0,6 10 3 50 3 50 3 50 3 50 4,8 80 3 50
Respuesta a los
requerimientos no conformes 0,3 0,09 0,9 10 0,9 10 0,9 10 0,9 10 3,6 40 4,5 50 7,2 80 4,5 50
Costos 0,25 Crédito 0,3 0,08 3,75 50 3,75 50 3,75 50 3,75 50 3,75 50 3,75 50 3,75 50 3,75 50
Nivel de precios 0,7 0,18 1,75 10 3,5 20 3,5 20 1,75 10 3,5 20 3,5 20 1,75 10 5,25 30
Disponibilidad 0,08 Disponibilidad Inmediata 0,8 0,06 0,64 10 0,64 10 0,64 10 0,64 10 1,92 30 3,2 50 3,2 50 3,84 60
Disponibilidad bajo pedido 0,2 0,02 0,48 30 0,48 30 0,32 20 0,32 20 0,96 60 1,28 80 1,28 80 1,28 80
Valor Agregado 0,12 Acompañamiento 0,25 0,03 0,6 20 0,3 10 0,3 10 0,6 20 1,2 40 0,9 30 1,5 50 0,9 30
Capacitaciones 0,25 0,03 0,6 20 0,6 20 0,6 20 0,6 20 1,5 50 1,2 40 1,5 50 0,9 30
Experiencia 0,5 0,06 1,8 30 1,8 30 1,8 30 1,2 20 3 50 3 50 3 50 3 50
Total 1 33,97 18,82 34,26 32,21 43,23 44,13 53,73 49,32
Fuente: Elaboración propia.

16
De acuerdo a la Tabla 1 se realiza un análisis de las empresas que prestan servicios
especializados de automatización en los procesos y empresas que se enfocan en la fabricación y
reparación de extrusoras, con el fin de indentificar las empresas más representativas en la
competencia, para este caso Bimek Ltda presenta la mayor calificación.
Para una representación más clara de los factores críticos de evaluación se realizan los
siguientes digramas radares de la empresas, es de aclarar que la valoración realizada para las
empresas de automatización es baja debido a que se contempla el impacto total que puede tener
el servicio en la extrusora de plástico y no se contempla la valoración individual.
Figura 6. Diagrama radar de las empresas de automatización
Fuente: Elaboración propia.
0
1
2
3
4Innovación
Gestión de
calidad
CostosDisponibilidad
Gestión del
conocimiento
Automatización S.A Maquin de Colombia S.A.S
Indelec Iteco S.A

17
Figura 7. Diagrama radar de las empresas de fabricación y reparación de extrusoras
Fuente: Elaboración propia.
Figura 8. Diagrama radar comparando Bimek Ltda con el servicio que se desea prestar
Fuente: Elaboración propia.
Como se observa en el diagrama radar de la Figura 8, se idéntica que la empresa a pesar de
tener la calificación más alta, los costos de adquisición del servicio no están alcance de las
mayoría de las PYMES encuestadas, además se identifica unos factores que se pueden mejorar
0
1
2
3
4Innovación
Gestión de calidad
CostosDisponibilidad
Gestión del
conocimiento
3ditmaquinas Equipol Bimek LTDA Polyprint Colombia S.A
0
1
2
3
4Innovación
Gestión de calidad
CostosDisponibilidad
Gestión del
conocimiento
Bimek Ltda Servicio deseado
18
como la gestión del conocimiento e innovación, de esta manera el servicio que se desea prestar
sea más competitivo.
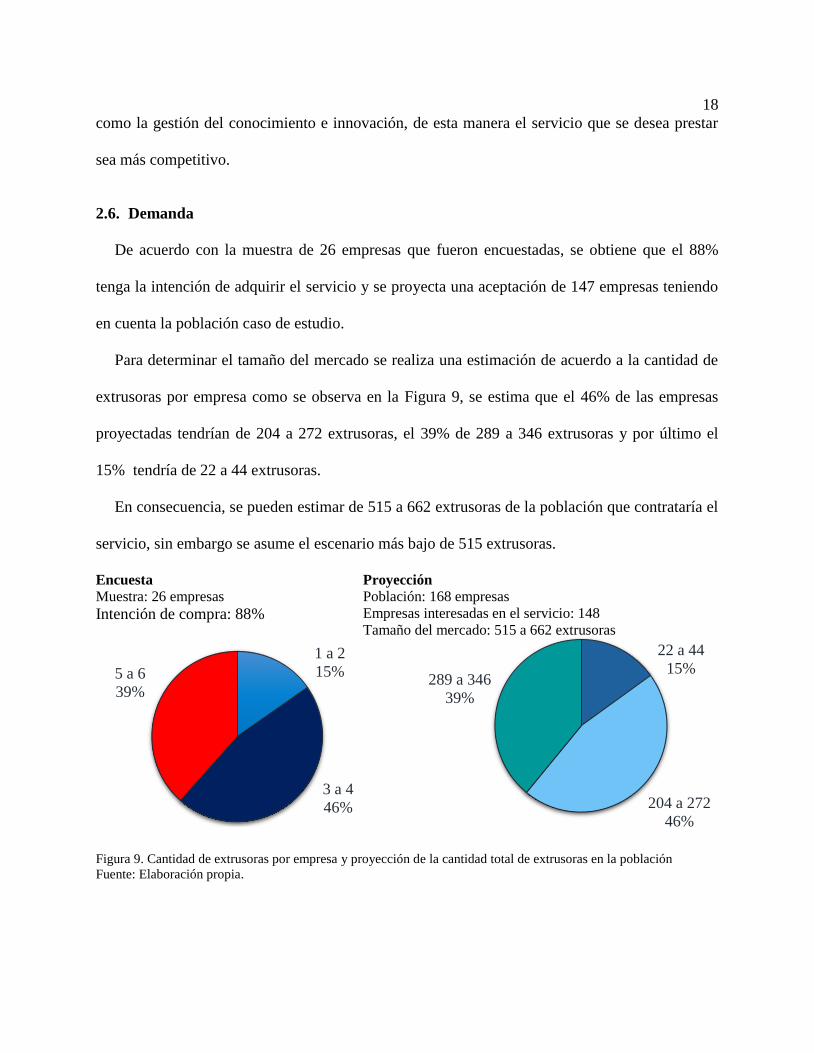
2.6. Demanda
De acuerdo con la muestra de 26 empresas que fueron encuestadas, se obtiene que el 88%
tenga la intención de adquirir el servicio y se proyecta una aceptación de 147 empresas teniendo
en cuenta la población caso de estudio.
Para determinar el tamaño del mercado se realiza una estimación de acuerdo a la cantidad de
extrusoras por empresa como se observa en la Figura 9, se estima que el 46% de las empresas
proyectadas tendrían de 204 a 272 extrusoras, el 39% de 289 a 346 extrusoras y por último el
15% tendría de 22 a 44 extrusoras.
En consecuencia, se pueden estimar de 515 a 662 extrusoras de la población que contrataría el
servicio, sin embargo se asume el escenario más bajo de 515 extrusoras.
Encuesta
Muestra: 26 empresas
Intención de compra: 88%
Proyección
Población: 168 empresas
Empresas interesadas en el servicio: 148
Tamaño del mercado: 515 a 662 extrusoras
Figura 9. Cantidad de extrusoras por empresa y proyección de la cantidad total de extrusoras en la población
Fuente: Elaboración propia.
1 a 2
15%
3 a 4
46%
5 a 6
39%
22 a 44
15%
204 a 272
46%
289 a 346
39%

19
2.7. Precio
Se consulta un rango de precios mensuales por la prestación del servicio de un plan de
mantenimiento preventivo y correctivo, y la implementación del sistema de control de
temperatura para las resistencias calefactoras de la extrusora de plástico.
Como se observa en la figura 8, el 38% de las empresas encuestadas adquiriría el servicio
mensual por un valor entre $1.200.000 a $1.300.000, el 27% en un valor entre $700.000 a
$850.000, el 23% entre un valor de $900.000 a $1.150.000 y por último un 12% no adquiría el
servicio.
Figura 10. Precio mensual del servicio
Nota: Valor expresado en miles de pesos. Fuente: Elaboración propia
2.8. Canales de distribución
Para la prestación del servicio se propone usar el canal directo, eliminando los intermediarios
y participando enérgicamente en las actividades de promoción, posicionando el servicio con
calidad y confianza. Adicionalmente se pueden establecer líneas de atención directa por vía
telefónica, y página web para la programación de las visitas técnicas.
38%
23%
27%
12%
1.200 a 1.300 900 a 1.150 700 a 850 No pagaria

20
Tabla 2
Calificación de proveedores
Matriz de valoración de los proveedores
Nac
ional
de
Elé
ctri
cos
Tal
ler
de
Orn
amen
taci
on
Tal
ler
de
Ref
orz
ado
Su
mat
ec S
.A.
TH
L L
tda
Fer
rice
ntr
o S
.A.S
.
Dis
trib
uci
on
es E
léct
rica
s
Mel
exa
S.A
.S.
Mae
lect
rico
s S
.A.S
.
Grupo de criterios Pond Criterio Pond P(x) Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond
Tiempo 0,25 Tiempo de alistamiento 0,4 0,1 90 9 95 9,5 95 9,5 90 9 80 8 45 4,5 40 4 85 8,5 89 8,9
Cumplimiento de entrega 0,6 0,15 85 12,75 85 12,75 96 14,4 85 12,75 85 12,75 65 9,75 57 8,55 80 12 25 3,75
Calidad 0,3
Certificación por norma 0,2 0,06 88 5,28 32 1,92 87 5,22 69 4,14 78 4,68 36 2,16 25 1,5 96 5,76 36 2,16
Materia prima conforme 0,3 0,09 86 7,74 90 8,10 89 8,01 93 8,37 98 8,82 69 6,21 89 8,01 39 3,51 65 5,85
Aseguramiento y control de calidad 0,2 0,06 85 5,10 89 5,34 87 5,22 43 2,58 6 0,36 96 5,76 96 5,76 69 4,14 58 3,48
Respuesta a los requerimientos no conformes 0,3 0,09 85 7,7 83 7,5 36 3,2 45 4,1 13 1,2 31 2,8 46 4,1 18 1,6 71 6,4
Costos 0,25
Negociación 0,3 0,08 95 7,13 97 7,28 65 4,88 95 7,13 99 7,43 69 5,18 21 1,58 59 4,43 42 3,15
Crédito 0,3 0,08 95 7,13 90 6,75 74 5,55 24 1,80 90 6,75 12 0,90 80 6,00 58 4,35 57 4,28
Nivel de precios 0,4 0,1 90 9 90 9 93 9,3 58 5,8 83 8,3 98 9,8 88 8,8 29 2,9 20 2
Alcance 0,08 Distribución local 0,7 0,06 90 5,04 100 5,60 95 5,32 66 3,70 95 5,32 72 4,03 81 4,54 56 3,14 89 4,98
Distribución a otras regiones del país 0,3 0,02 79 1,90 80 1,92 95 2,28 55 1,32 68 1,63 100 2,40 66 1,58 74 1,78 17 0,41
Generación de valor 0,12
acompañamiento 0,25 0,03 86 2,58 94 2,82 86 2,58 59 1,77 16 0,48 97 2,91 75 2,25 75 2,25 82 2,46
Capacitaciones a redes y proyectos 0,25 0,03 70 2,10 89 2,67 67 2,01 93 2,79 58 1,74 32 0,96 72 2,16 61 1,83 29 0,87
Comunicaciones oportunas de novedades 0,5 0,06 85 5,10 90 5,40 64 3,84 99 5,94 47 2,82 87 5,22 61 3,66 46 2,76 93 5,58
Total 1 87,49 86,52 81,35 71,13 70,25 62,57 62,53 58,96 54,26
Fuente: Elaboración propia.
21
2.9. Análisis de proveedores
La selección del proveedor se realiza con una ponderación de grupos de criterio, para evaluar
subjetivamente los proveedores inicialmente seleccionados y realizar alianzas estratégicas con
los de mayor calificación, como se observa en la matriz de la tabla 2.
3. Capítulo III: Estudio técnico
3.1. Descripción técnica del servicio
La investigación realizada en las medianas y pequeñas empresas del sector de los plásticos de
Bogotá para el estudio de mercado, se identifica que tienen en común fallas con la estabilidad del
sistema de control de temperatura en las resistencias calefactoras de las extrusoras de plástico,
por lo tanto, se presenta un modelo de sistema de control de temperatura para las resistencias
calefactoras y se complementa con un servicio de mantenimiento preventivo y correctivo para
garantizar el correcto funcionamiento de las extrusoras de plástico.
La metodología para ejecutar el servicio es la siguiente:
Diagnóstico del estado actual de la máquina
Gestión de mantenimiento preventivo
Modelado del sistema de control de temperatura para las resistencias calefactoras
Gestión del mantenimiento correctivo
3.2. Ingeniería del proyecto
El mantenimiento es una de las actividades claves para asegurar la confiabilidad en el
funcionamiento de las máquinas, se define como todas las actividades desarrolladas con el fin de
conservar las instalaciones y equipos en condiciones de funcionamiento seguro, eficiente y
económico.

22
Sin embargo, en el sector de los plásticos el mantenimiento de las máquinas es una actividad
crítica, debido a que no se cuenta con fichas técnicas elaboradas por los fabricantes locales. Es de
resaltar que en su mayoría los mantenimientos que se realizan son correctivos es decir cuando la
máquina presenta una falla y deja de funcionar.
Este tipo de mantenimientos es frecuente y afecta gravemente la producción por el tiempo
muerto, en espera de la reparación de la máquina y dadas las características del mantenimiento
como son:
El equipo debe estar detenido o bajo condiciones normales
El tiempo de mantenimiento debe ser lo más corto posible
El resultado de la actividad debe ser medible a corto y largo plazo
Debe ser realizado por mano de obra calificada
Debe disminuir el nivel de riesgo para los operarios
De acuerdo con lo anterior, se realiza una matriz de análisis modal de fallas y efectos (ver
tabla 3), y se evalúan diferentes características de una extrusora genérica, con el objetivo de
analizar los fallos potenciales que se pueden presentar en los componentes de la extrusora de
plástico y así definir prioridades, tomar acciones correctivas (generar, adicionar y modificar:
frecuencias y planes de mantenimiento) y determinar cuáles son las partes con más riesgo de
daño, para este caso los componentes más representativos son los siguientes: husillo, plato
rompedor, filtros y garganta de alimentación.

23
Tabla 3
Matriz AMFE de la extrusora de plástico
Componente
Efecto potencial del fallo
Causa potencial
del fallo
Condiciones existentes
Acción
correctiva
Condiciones resultantes
Co
ntr
ol
actu
al
Det
ecci
ón
Ocu
rren
cia
Sev
erid
ad
NP
R
Acción
emprendida
Det
ecci
ón
Ocu
rren
cia
Sev
erid
ad
NP
R
Husillo No cumple con transportar y
mezclar el material
Pérdida de longitud,
diámetro, corte y
desgaste mecánico n/a 5 8 8 320
Mtto
preventivo
cada 2 meses
Mtto
preventivo 4 6 8 192
Cilindro
Perdida de rugosidad, rotura del
cilindro, no resistencia a la
corrosión, desgaste mecánico ,
daño de resistencias térmicas y no
se enfría
Calentamiento
excesivo, uso,
desgaste mecánico n/a 4 1 9 36
Mtto
preventivo
cada 4 meses
Mtto
preventivo 2 1 9 18
Garganta de
alimentación
No hay un enfriamiento o
calentamiento del material (Según
proceso)
Se adhiere el material
a las paredes de la
garganta n/a 6 7 7 294
Mtto
preventivo
cada mes
Mtto
preventivo 5 6 7 210
Tolva
Rotura de ensamble entre garganta
de alimentación, tolva y boquilla de
entrada, adhesión de material por
alta temperatura, falla por vibración
Se adhiere el material
a las paredes de la
tolva, taponamiento
de la extrusora, tolva
y/o garganta
n/a 6 5 7 210
Mtto
preventivo
cada 2 meses
Mtto
preventivo 5 3 7 105
Plato
rompedor y
filtros
No recoge los contaminantes del
material
Material extruido
contaminado n/a 8 8 8 512
Mtto
preventivo
cada mes
Mtto
preventivo 6 6 8 288
Cabezales y
boquillas
Taponamiento por temperatura del
material, enfriamiento incorrecto,
no moldea el plástico
Material pérdido n/a 2 6 8 96
Mtto
preventivo
cada 2 meses
Mtto
preventivo 2 4 8 64
Fuente: Elaboración propia
24
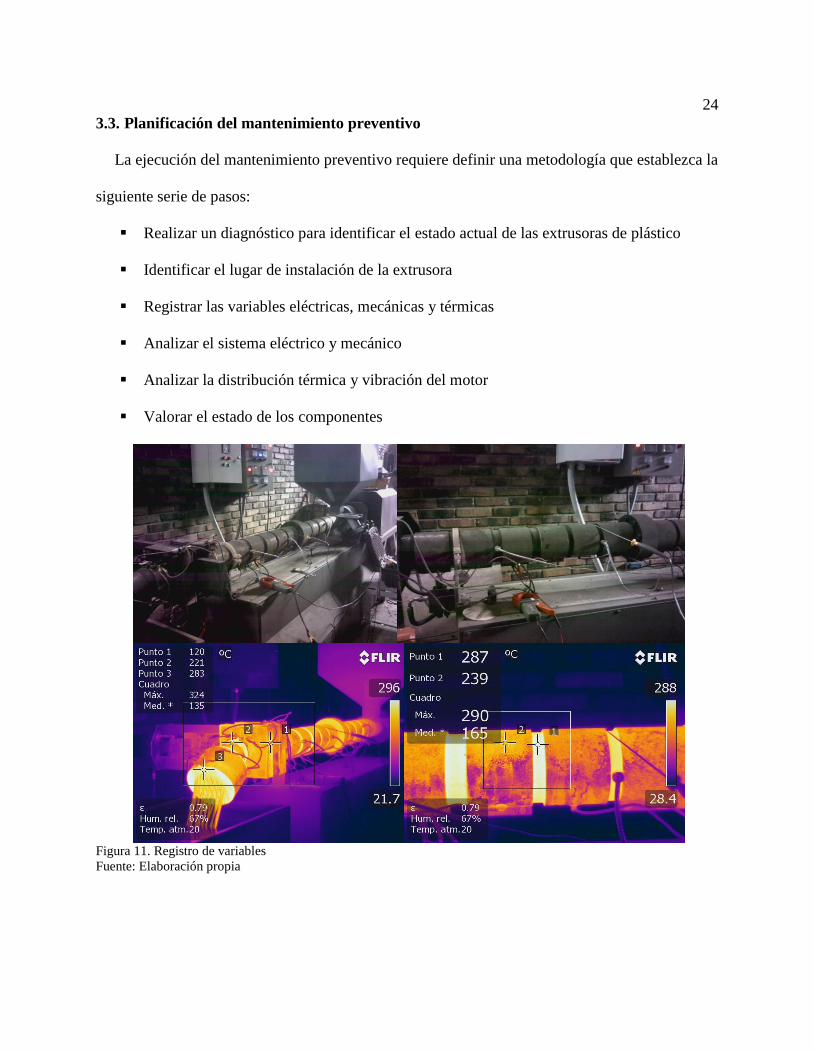
3.3. Planificación del mantenimiento preventivo
La ejecución del mantenimiento preventivo requiere definir una metodología que establezca la
siguiente serie de pasos:
Realizar un diagnóstico para identificar el estado actual de las extrusoras de plástico
Identificar el lugar de instalación de la extrusora
Registrar las variables eléctricas, mecánicas y térmicas
Analizar el sistema eléctrico y mecánico
Analizar la distribución térmica y vibración del motor
Valorar el estado de los componentes
Figura 11. Registro de variables
Fuente: Elaboración propia

25
3.4. Programación y ejecución del mantenimiento
Después de identificar y evaluar el estado actual de la máquina se programa y de acuerdo a
disponibilidad se realiza un mantenimiento preventivo del sistema eléctrico y mecánico, de
acuerdo a las actividades mencionadas en la tabla 2, y se reemplazan las piezas que presenten
desgaste excesivo si el caso lo requiere.
Tabla 4.
Actividades del mantenimiento preventivo
Limpieza y ajuste de tornillería Periodicidad de la inspección y
mantenimiento Conexiones eléctricas y mecánicas
2 mes
Motor eléctrico Tableros eléctricos Ventiladores de refrigeración Tornillo/ Husillo Cilindro Garganta de Alimentación Tolva Plato Rompedor y Filtros Cabezales y Boquillas Resistencias calefactoras del cilindro Resistencia calefactora de la cabeza Control y registro de variables Temperatura, presión, horas de servicio, RPM
2 meses Calibración de parámetros Lubricación Rodamientos del motor 1 año Valoración y cambio de componentes Escobillas
1 año
Resistencias calefactoras de la cabeza Resistencias calefactoras del cilindro Rodamientos del motor Rodamientos del motor reductor Rodamientos del tornillo sin fin Correas
Plato Rompedor y Filtros 2 meses Cabezales y Boquillas
Tornillo/ husillo Cilindro 4 meses Garganta de Alimentación
6 meses Tolva
Fuente: Elaboración propia

26
De acuerdo con la encuesta, el 92% indica que el funcionamiento de las extrusoras de plástico
supera los 6 años en uso, por lo tanto se contempla reemplazar las piezas que se desgastan o se
deterioran frecuentemente aplicando la siguiente gestión de mantenimiento.
Se programan visitas técnicas de acuerdo a la periodicidad del mantenimiento preventivo,
para evitar tiempos muertos por detenimiento de la máquina.
3.5. Diagrama del proceso de mantenimiento preventivo
En la Figura 12 se presenta el proceso de mantenimiento preventivo para la extrusora de
plástico.
Figura 12. Diagrama del proceso de mantenimiento de una extrusora de plástico
Fuente: Elaboración propia
27
3.6. Modelado del sistema de control de temperatura
El desarrollo del modelo del sistema de control para las resistencias calefactoras se inicia con
investigaciones previas de tipos de controladores de temperatura, simulaciones en Matlab y la
selección de la tecnología que se desea implementar, se elige un controlador de temperatura PID
Autonics con pantalla de dos indicadores preestablecidos, debido a su flexibilidad para ingresar
las variables de control, comodidad para el usuario, capacidad de puertos análogos - digitales,
disponibilidad en el mercado y costo asequible.
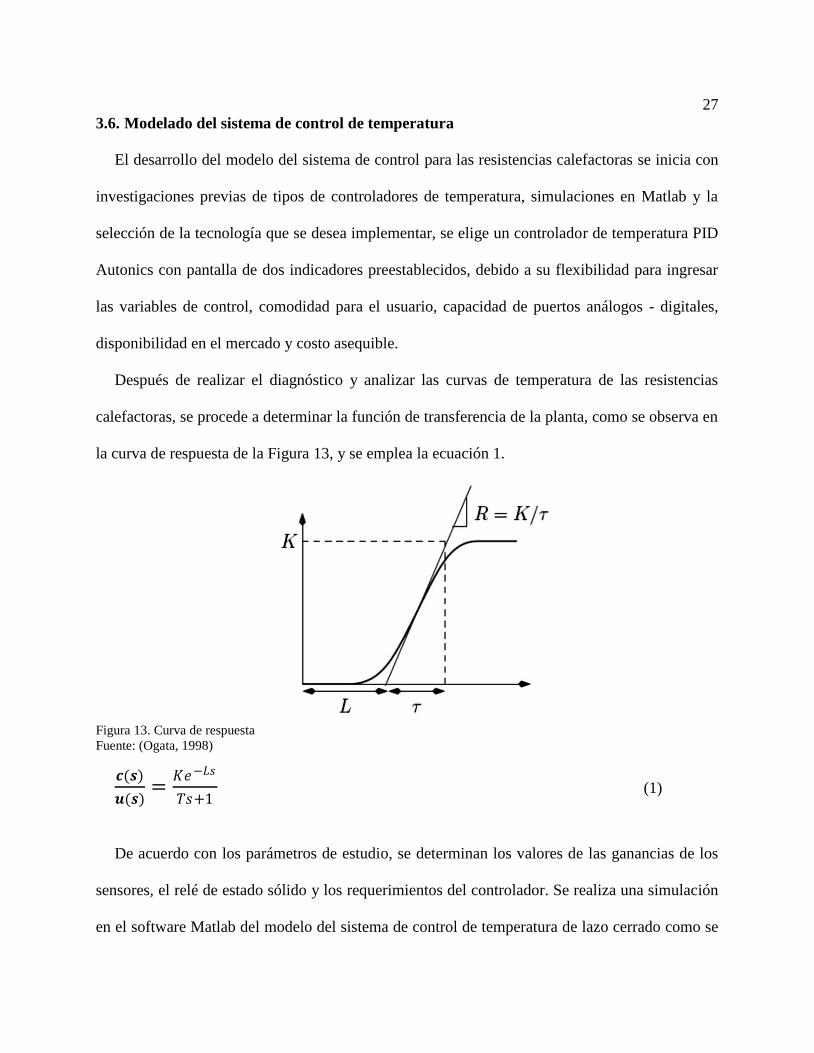
Después de realizar el diagnóstico y analizar las curvas de temperatura de las resistencias
calefactoras, se procede a determinar la función de transferencia de la planta, como se observa en
la curva de respuesta de la Figura 13, y se emplea la ecuación 1.
Figura 13. Curva de respuesta
Fuente: (Ogata, 1998)
𝒄(𝒔)
𝒖(𝒔)=
𝐾𝑒−𝐿𝑠
𝑇𝑠+1 (1)
De acuerdo con los parámetros de estudio, se determinan los valores de las ganancias de los
sensores, el relé de estado sólido y los requerimientos del controlador. Se realiza una simulación
en el software Matlab del modelo del sistema de control de temperatura de lazo cerrado como se
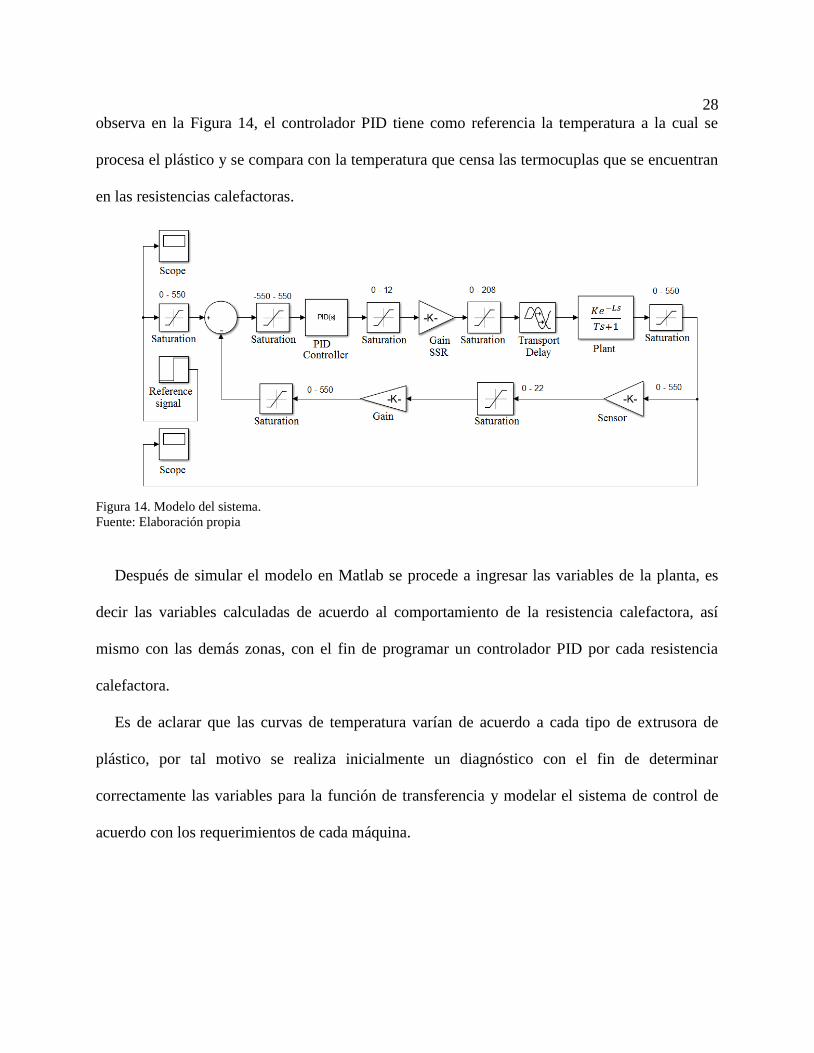
28
observa en la Figura 14, el controlador PID tiene como referencia la temperatura a la cual se
procesa el plástico y se compara con la temperatura que censa las termocuplas que se encuentran
en las resistencias calefactoras.
Figura 14. Modelo del sistema.
Fuente: Elaboración propia
Después de simular el modelo en Matlab se procede a ingresar las variables de la planta, es
decir las variables calculadas de acuerdo al comportamiento de la resistencia calefactora, así
mismo con las demás zonas, con el fin de programar un controlador PID por cada resistencia
calefactora.
Es de aclarar que las curvas de temperatura varían de acuerdo a cada tipo de extrusora de
plástico, por tal motivo se realiza inicialmente un diagnóstico con el fin de determinar
correctamente las variables para la función de transferencia y modelar el sistema de control de
acuerdo con los requerimientos de cada máquina.
29
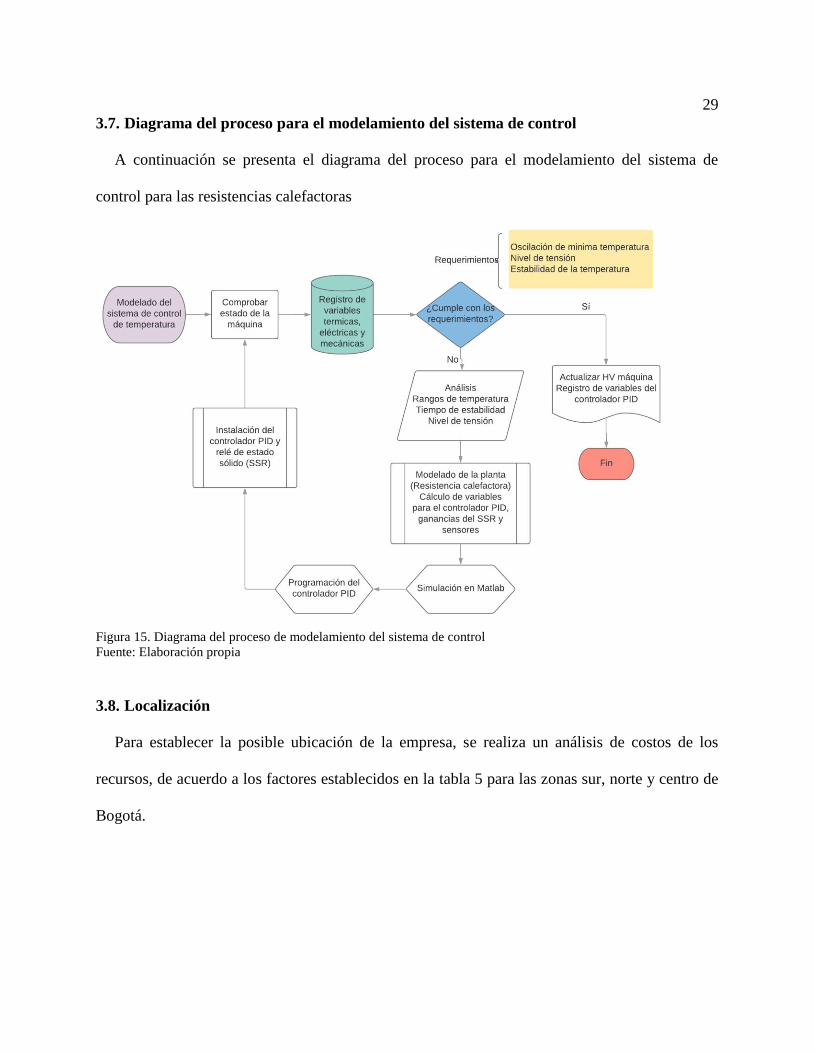
3.7. Diagrama del proceso para el modelamiento del sistema de control
A continuación se presenta el diagrama del proceso para el modelamiento del sistema de
control para las resistencias calefactoras
Figura 15. Diagrama del proceso de modelamiento del sistema de control
Fuente: Elaboración propia
3.8. Localización
Para establecer la posible ubicación de la empresa, se realiza un análisis de costos de los
recursos, de acuerdo a los factores establecidos en la tabla 5 para las zonas sur, norte y centro de
Bogotá.

30
Tabla 5.
Factores para definir la localización de la empresa
Bogotá
Suroriente Suroccidente Noroccidente Nororiente Centro
Factor de localización Peso Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond
Comercial 14 5 70 4 56 1 14 1 14 2 28
Mano de obra 14 2 28 3 42 4 56 2 28 5 70
Transporte 20 4 80 3 60 5 100 4 80 1 20
Aglomeración 20 1 20 5 100 2 40 3 60 1 20
Servicios públicos 16 3 48 3 48 2 32 1 16 3 48
Sistemas de transporte 16 3 48 3 48 1 16 1 16 5 80
Total 100 294 354 258 214 266 Fuente: Elaboración propia
Figura 16. Ubicación de la empresa
Fuente: Planeación distrital
De acuerdo a la calificación obtenida, la ubicación de empresa se establece en la zona
suroccidente, como se observa en la Figura 16
31
3.9. Estructura organizacional
Misión
Nuestra empresa se dedica a brindar servicios eficientes de mantenimiento y soluciones frente
a todo tipo de daños o reformas que se presenten en extrusoras, teniendo como nicho de mercado
las empresas del sector de los plásticos, garantizando la cobertura de estos servicios en la ciudad
de Bogotá.
Visión
Para el año 2020 la empresa, será reconocida como una empresa que se caracterice por la
eficacia en la prestación del servicio de mantenimiento y soluciones frente a todo tipo de daños o
reformas que se presenten en extrusoras en la ciudad de Bogotá, proyectándose a ampliar su
funcionamiento fuera de Bogotá.
Principios estratégicos
Compromiso: Estamos comprometidos a ofrecer mejores alternativas adaptadas a las
necesidades específicas de cada uno de nuestros clientes.
Garantía: Buscamos asesorar con honestidad y transparencia, garantizando que nuestros
servicios cumplan con las expectativas y cubran las necesidades de cada uno de nuestros
clientes.
Calidad humana: Contamos con colaboradores idóneos para afrontar cada reto con
pasión, respeto y responsabilidad, buscando el beneficio mutuo.
Innovación: Buscamos innovar y estamos en la búsqueda constante de nuevas alternativas
que respondan a las necesidades de nuestros clientes.
32
Calidad: Trabajamos con las mejores materias primas, con materiales, piezas y repuestos
de alta calidad, cumpliendo con los requisitos legales, y el marco ambiental.
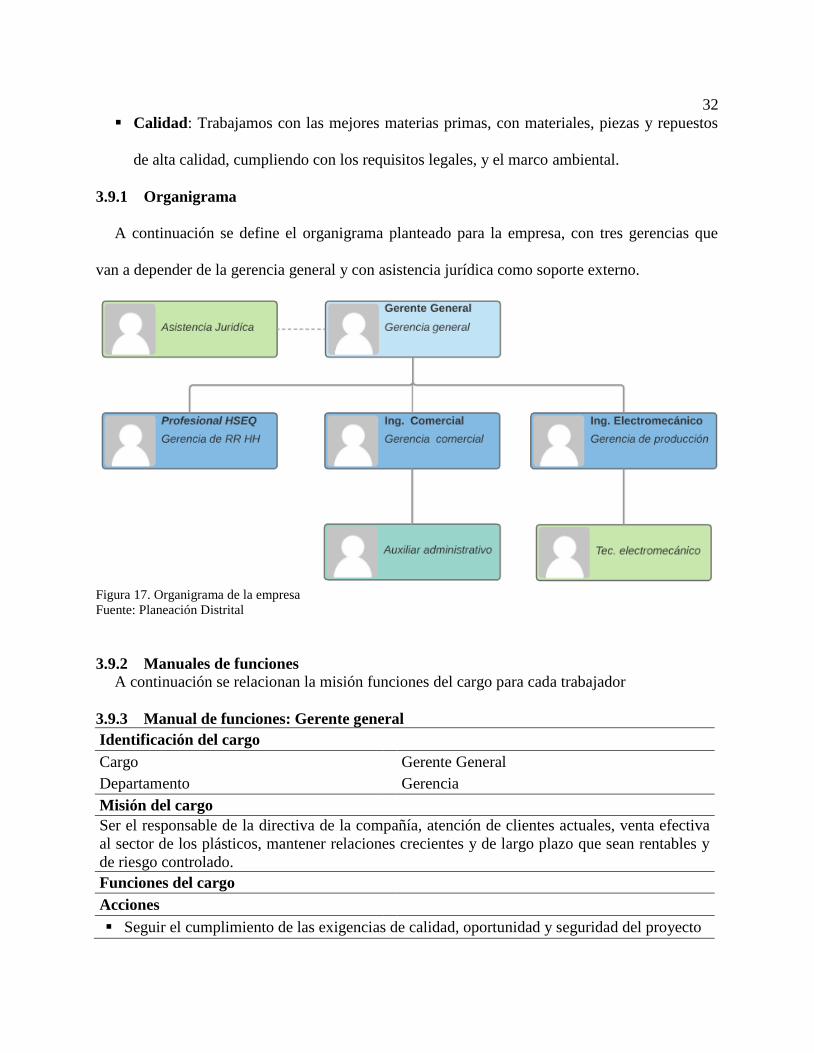
3.9.1 Organigrama
A continuación se define el organigrama planteado para la empresa, con tres gerencias que
van a depender de la gerencia general y con asistencia jurídica como soporte externo.
Figura 17. Organigrama de la empresa
Fuente: Planeación Distrital
3.9.2 Manuales de funciones
A continuación se relacionan la misión funciones del cargo para cada trabajador
3.9.3 Manual de funciones: Gerente general
Identificación del cargo
Cargo Gerente General
Departamento Gerencia
Misión del cargo
Ser el responsable de la directiva de la compañía, atención de clientes actuales, venta efectiva
al sector de los plásticos, mantener relaciones crecientes y de largo plazo que sean rentables y
de riesgo controlado.
Funciones del cargo
Acciones
Seguir el cumplimiento de las exigencias de calidad, oportunidad y seguridad del proyecto
33
Solicitar el cumplimiento a todos los profesionales y trabajadores bajo sus órdenes
Equipos o valores a su cargo
Información confidencial de la compañía
Equipo de oficina
Perfil
Competencias
Requisitos específicos
Educación
Profesional en ingeniería industrial, o
administración de empresas, con estudios
especializados en mercadeo, negocios
internacionales o afines.
Experiencia relacionada Tres (3) a cuatro (4) años en cargos similares.
Experiencia homologable Tres (3) a cuatro (4) años en cargos similares.
3.9.4 Manual de funciones: Ingeniero comercial
Identificación del cargo
Cargo Ingeniero comercial
Departamento Comercial
Misión del cargo
Ser el responsable de la gestión comercial de la compañía, búsqueda, selección y vinculación de
clientes potenciales, atención de clientes actuales, venta efectiva al sector de los plásticos, para
mantener relaciones crecientes y de largo plazo que sean rentables y de riesgo controlado.
Funciones del cargo
Acciones
Identificar y desarrollar clientes, y mercados potenciales.
Mantener y desarrollar relaciones con los clientes actuales.
Definir estrategias para políticas comerciales, canales de distribución, portafolio de servicios.
Realizar seguimiento permanente a las ventas, inventarios, y cartera de la compañía.
Cumplir con las ventas, los indicadores del área.
Portar información precisa y suficiente para dar soporte a las necesidades de la compañía.
Elaborar el presupuesto de gastos y ventas del área.
Ejercer control sobre el presupuesto de gastos y ventas.
Realizar seguimiento a los comerciales para que cumplan con las metas y presupuestos.
Ser responsable en las operaciones de servicio al cliente.
Generar políticas y estrategias para mejorar el servicio al cliente.
Contribuir con información sobre los mercados y los clientes.
Realizar visitas con la frecuencia requerida a los diferentes clientes de la compañía.
Evaluar junto con el departamento de calidad la solución a los posibles problemas que se
puedan presentar.
Visitar a los clientes en casos críticos relacionados con problemas de calidad en el servicio.
Realizar seguimiento a los diferentes proyectos de desarrollo de tecnologías nuevas y
productos.
34
Definir y otorgar descuentos y condiciones especiales a negocios puntuales.
Mantener actualizada la información sobre la competencia en cuanto a productos, campañas,
descuentos y tecnologías.
Velar por el adecuado desarrollo y capacitación continua del personal a cargo.
Realizar todas aquellas funciones que se relacionen con el cargo y el buen funcionamiento
del área y sean designadas por su jefe inmediato.
Perfil
Competencias Requisitos específicos
Educación Profesional en ingeniería industrial con estudios
especializados en mercadeo, negocios
internacionales o afines.
Experiencia relacionada Tres (3) a cuatro (4) años en cargos similares.
Experiencia homologable Tres (3) a cuatro (4) años en cargos similares.
3.9.5 Manual de funciones: Ingeniero electromecánico
Identificación del cargo
Cargo Ingeniero electromecánico
Departamento Desarrollo tecnológico
Misión del cargo
Planear, supervisar y apoyar las labores realizadas por el personal del área para asegurar que las
máquinas y equipos que componen la planta de producción del cliente se encuentren en
condiciones para tener una producción continua.
Funciones del cargo
Acciones
Gestionar y brindar apoyo en mantenimientos de infraestructura y edificaciones solicitados por
el cliente.
Supervisar las labores ejecutadas por el personal de mantenimiento y personal contratista.
Realizar programación, configuraciones a los controladores de la máquina.
Solucionar problemas electrónicos, instrumentación y automatización de máquinas.
Realizar innovación y adaptación de las máquinas a los nuevos desarrollos y proyectos de la
compañía.
Asesorar, gestionar y ejecutar proyectos de automatización industrial, cuando el cliente haga la
solicitud.
Hacer la recepción de solicitud de servicios de los clientes y darle el direccionamiento que
corresponda.
Hacer la solicitud de repuestos de las máquinas que no tengan inventario en el almacén para su
compra.
Analizar y estudiar las estadísticas de los mantenimientos correctivos, preventivos y
predictivos para hacer observaciones, definir prioridades y tomar acciones correctivas
(generar, adicionar y modificar: frecuencias y planes de mantenimiento, rutinas de lubricación,
planeación y cierre de órdenes de servicio).

35
Verificar la existencia, estado y buen uso de los equipos de mantenimiento en aspecto como
calibración y operación antes de dar inicio a la prestación del servicio.
Realizar todas aquellas funciones que se relacionen con el cargo y el buen funcionamiento del
área y sean designadas por su jefe inmediato.
Perfil
Competencias Requisitos específicos
Educación Profesional en Ingeniería mecánica o
electromecánica, eléctrica o afines.
Experiencia relacionada Dos (2) años en mantenimiento industrial y/o
procesos productivos
3.9.6 Manual de funciones: Técnico electromecánico
Identificación del cargo
Cargo Técnico electromecánico.
Departamento
Desarrollo tecnológico
Misión del cargo
Ejecutar las actividades de mantener las máquinas e instalaciones en óptimas condiciones
operativas, tanto eléctrica como mecánicamente y diagnosticar, reparar y/o reemplazar los
componentes defectuosos de maquinarias e instalaciones, ya sean eléctricos o mecánicos
Funciones del cargo
Acciones
Aplicar de forma correcta los protocolos de seguridad, antes del desarrollo de las actividades.
Brindar apoyo en mantenimientos de infraestructura y edificaciones solicitados por los
clientes y en la organización.
Solucionar problemas electrónicos, instrumentación y automatización de máquinas.
Hacer seguimiento a variables de la maquinaria a cargo
Dar el buen uso de equipos, herramientas y materiales utilizados
Aplicar los procedimientos a seguir en las actividades de mantenimiento.
Seguir la correcta aplicación de los manuales de operación y mantenimiento de los equipos
Aplicar de forma apropiada las acciones correctivas y dado el caso de emergencia, para
corregir las anomalías que se detecten en las máquinas y equipos a cargo.
Realizar todas las actividades de mantenimiento rutinario asignado por el gerente.
Realizar todas aquellas funciones que se relacionen con el cargo y el buen funcionamiento
del área y sean designadas por su jefe inmediato.

36
Perfil
Competencias Requisitos específicos
Educación Técnico, Tecnólogo o electromecánico o
afines.
Experiencia relacionada Dos (2) años en mantenimiento industrial y/o
procesos productivos
3.9.7 Manual de funciones: Profesional HSEQ
Identificación del cargo
Cargo Coordinador HSEQ
Departamento HSEQ
Misión del cargo
Velar por el cumplimiento y mejora del Sistema de Gestión Integral comprendido por ISO
14001, ISO 9001,y demás sistemas que implemente la organización.
Funciones del cargo
Acciones
Gestionar internamente y dar respuesta a las quejas ambientales de la comunidad o
requerimientos de la autoridad ambiental previa información a la Gerencia General.
Mantener el control sobre el vencimiento de permisos ambientales y velar por el
cumplimiento de la renovación.
Controlar y hacer seguimiento a los indicadores de gestión ambiental
Ejercer control sobre las sustancias químicas controladas y sustancias de uso masivo
Garantizar el correcto funcionamiento del sistema de gestión integrado encaminándolo
hacía un mejoramiento continuo.
Realizar seguimiento al cumplimiento del Balanced ScoreCard de la Compañía
Asegurar que la documentación del SGI cumpla con los requisitos de ISO 9001, ISO
14001.
Diseñar y velar por el cumplimiento del plan de capacitación del área, de acuerdo a las
necesidades de capacitación detectadas
Preparar informes para la revisión que hace la Gerencia al Sistema de Gestión Integral.
Coordinar el programa de auditorías internas
Coordinar y atender las auditorías externas
Hacer seguimiento periódico a las acciones correctivas, preventivas y de mejora para los
procesos de la Compañía.
Controlar el uso de los elementos de protección personal, así como su distribución.
Perfil
Competencias Requisitos específicos
Educación Profesional en Ingeniería mecánica o
electromecánica, eléctrica o afines.
Experiencia relacionada Dos (2) años en mantenimiento industrial y/o
procesos productivos
37
3.9.8 Manual de funciones: Auxiliar administrativo
Identificación del cargo
Cargo Auxiliar Administrativa.
Departamento
Gerencia
Misión del cargo
Asistir, coordinar y ejecutar tareas gerenciales, entrega de informes de labores y presentación
de cumplimiento de metas.
Funciones del cargo
Acciones
Manejar y controlar la planilla PILA, así como su pago
Apoyar el levantamiento de procesos y procedimientos (Sistemas de gestión)
Realizar soporte general a la fuerza de ventas, brindando información precisa
Elaborar informes periódicamente de ventas e inventarios de herramientas de los
empleados.
Apoyar el área contable
Realizar todas aquellas funciones que se relacionen con el cargo
Perfil
Competencias Requisitos específicos
Educación Técnico, Tecnólogo en Industrial, secretariados,
afines.
Experiencia relacionada Un (1) años en auxiliar administrativo y/o
secretaria
3.9.9 Manual de funciones: Contador
Identificación del cargo
Cargo Contador por Horas
Departamento Gerencia
Misión del cargo
Dar información esencial del funcionamiento y estado financiero de la empresa a todos
los agentes económicos interesados (clientes, inversores, proveedores, etc.)
Funciones del cargo
Acciones
Garantizar el cumplimento de la normativa aplicable.
Llevar el control de gastos de la compañía, así como el flujo de caja, garantizar la
puesta de información a gerencia.
Tener un mejoramiento continuo en el área de trabajo.

38
Perfil
Competencias Requisitos específicos
Educación Contador público titulado
Experiencia relacionada Dos (2) años como contador
3.9.10 Políticas de responsabilidades ambientales
General
Realizar seguimiento al cumplimiento de objetivos y programas ambientales
Coordinar el desarrollo de auditorías ambientales
Realizar seguimiento y coordinar el desarrollo de los requerimientos de autoridades
ambientales o de la comunidad
Realizar y coordinar el programa de mediciones ambientales
Realizar inducción a personal nuevo en materia ambiental
Controlar el centro de acopio de residuos y coordinar su respectivo cargue
Uso de recursos
Contribuir al ahorro de agua y energía
Disponer adecuadamente los residuos
Reportar impactos ambiental negativos
Reutilizar y reciclar papel
Mantener actualizadas y en sitio las hojas de seguridad de productos
Velar porque se mantengan rotulados los productos químicos
Reportar cualquier incidente o anomalía ambiental
3.9.11 Políticas de seguridad y salud ocupacional
Procurar el cuidado integral de su salud.
Suministrar información clara, veraz y completa sobre su estado de salud.
Cumplir las normas, reglamentos e instrucciones del Sistema de Gestión de la Seguridad
y Salud en el Trabajo de la empresa.
Informar oportunamente al empleador o contratante acerca de los peligros y riesgos
latentes en su sitio de trabajo.
Participar en las actividades de capacitación en seguridad y salud en el trabajo definido
en el plan de capacitación del SGI–SST.

39
Participar y contribuir al cumplimiento de los objetivos del Sistema de Gestión de la
Seguridad y Salud en el Trabajo SGI-SST.
Colaborar y participar en la implementación y mantenimiento de las medidas de
prevención de riesgos para la salud y la seguridad.
Participar y hacer que el personal a su cargo apoye la ejecución, vigilancia y control de
los programas y actividades de Seguridad y Salud en el Trabajo, que se desarrollen en la
organización.
Participar en la investigación de accidentes e incidentes de trabajo cuando sea necesario.
Reportar cualquier accidente/incidente, o cualquier situación irregular que perciba antes,
durante o después de ejecutar alguna de sus actividades o de sus compañeros.
3.10. Impacto ambiental
La organización está comprometida con el cuidado del medio ambiente, por lo tanto se
idéntica y se evalúan aspectos que tengan impactos bajos o medios en las diferentes actividades
que se realizan durante la operación.

40
3.11. Matriz de aspectos ambientales
Tabla 6.
Matriz de aspectos ambientales
Fuente: Elaboración propia
Aspecto Fuente Impacto
Condición (Normal,
Anormal,
Emergencia) Ca
ra
cte
r
(+ /
-)
Ma
gn
itu
d
Co
bertu
ra
Rev
ersi
bil
ida
d
Oro
ba
bil
ida
d d
e
ocu
rren
cia
Cu
mp
lim
ien
to l
eg
al
Pa
rte
s in
teresa
da
s
Fren
cu
en
cia
a
Va
lora
ció
n
Tipo
impacto
Red
ucció
n
Su
stit
ucu
ón
Prev
en
ció
n
Mit
iga
ció
n
Co
mp
en
sasc
ión
Recu
pera
ció
n
Medidas de control Plan de mergencias
Generación de Residuos
Convencionales
Lápices, lapiceros, cds,
sobres y otros insumosDeterioro calidad del suelo Normal - 2 2 2 2 1 1 3 48 BAJO X X
Reciclaje y reutilización de
residuosGestion Integral de Residuos
Consumo de papel Papel y cartónAgotamiento del recurso
madereroNormal - 1 2 2 2 1 2 2 32 BAJO X X
Sensibilización, reciclaje y
reutilización de residuos
Ahorro de Recursos
Gestion de Residuos
Generación de Residuos
PeligrososToners y cartuchos. Deterioro calidad del suelo Normal - 2 2 2 2 2 2 2 128 MEDIO X
Manejo adecuado de
residuos peligrososGestion Integral de Residuos
Generación de Residuos por
Incendio
Elementos eléctricos
material combustible
Deterioro de la calidad del
aguaEmergencia - 3 2 2 1 2 2 1 48 BAJO X Inrevencion en seguridad Plan de Emergencias
Generación de Residuos por
Incendio
Elementos eléctricos
material combustible
Deterioro de la calidad del
aireEmergencia - 3 2 2 1 2 2 1 48 BAJO X Inrevencion en seguridad Plan de Emergencias
Generación de Residuos por
Incendio
Elementos eléctricos
material combustible
Deterioro de la calidad del
sueloEmergencia - 3 2 3 1 2 2 1 72 MEDIO X Inrevencion en seguridad Plan de Emergencias
Consumo de agua AguaAgotamiento del Recurso
hídricoNormal - 2 2 2 2 2 2 3 192 MEDIO X
Intervencion con
elementos ahorradores,
sensibilización personal
Ahorro de Recursos
Capacitación
Vertimientos Agua contaminada. Deterioro calidad del agua Normal - 1 2 1 1 2 2 3 24 BAJO X X
Pago alcantarillado y
sensibilización personal
para reducir consumos de
agua
Ahorro de Recursos
Consumo Energía Energía EléctricaAgotamiento del Recurso
EnergéticoNormal - 2 2 2 2 2 2 3 192 MEDIO X
Sensibilización y
adquisición de elementos
ahorradores
Ahorro de Recursos
Capacitación
Tipos de control Contorl
Acti
vid
ad
es
de o
ficin
a c
om
o:
SE
RV
ICIO
TE
CN
ICO
, O
PE
RA
CIO
NE
S, P
RO
YE
CT
OS
, H
SE
QA
cti
vid
ad
Identificación de impactos y aspectos Evaluación del impacto ambiental
41
4. Capítulo IV: Evaluación financiera
En este capítulo se realiza la evaluación económica y financiera del servicio integral de
mantenimiento en las extrusoras de plástico. Por lo tanto se presentan los siguientes supuestos
para la inversión, gastos de operación y proyección de ventas, escenarios de financiación y vida
útil del proyecto.
4.1. Supuestos
Para el análisis financiero y flujo de caja se estima la vida útil del proyecto de 5 años a
precios corrientes IPC 3,3% y PIB 3%.
Se realiza una captación inicial del 15% de la demanda proyectada para el primer año, con
un aumento del 2.5% para los siguientes años.
Se maneja un servicio de pago anual y se difiere al cliente de manera mensual
Se realiza un descuento del 10% del servicio para fidelizar los clientes
Se realiza un aumento de personal a partir del primer año y la adquisición de equipos,
debido a la proyección en la prestación del servicio.
Se consideran dos escenarios financieros, inicialmente con recursos propios y
posteriormente con financiamiento parcial, con el objetivo de analizar la sensibilidad del
proyecto de acuerdo a las fuentes de financiamiento.
4.2. Mano de Obra Directa (MOD)
Se considera el siguiente personal administrativo y técnico con prestaciones laborales de
acuerdo al cálculo del factor multiplicador de la Tabla 7.

42
Tabla 7.
Cálculo de factor multiplicador
Cálculo del factor multiplicador
Salario Básico (Nómina mensual) 100,00%
Prestaciones sociales Sistema de seguridad social integral
Prima de servicios 8,33% Pensión 12,00%
Cesantías 8,33% Salud 8,50%
Intereses sobre cesantías 1,00% ARP 4,00%
Vacaciones 4,17% Caja de compensación familiar 4,00%
Subtotal 21,83% Subtotal 28,50%
Total 150,33% Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
Tabla 8.
Personal técnico
Descripción
Cantidad de personal por año Salario
mensual
(Base)
(FP)
Valor del salario por año [*]
1 2 3 4 5 1 2 3 4 5
Personal Administrativo
Gerente 1 1 1 1 1 4.000 150,33% 72.158 74.540 76.999 79.540 82.165
Ingeniero comercial 1 1 1 1 1 3.300 150,33% 59.531 61.495 63.525 65.621 67.786
Profesional HSQE 1 1 1 1 1 2.500 150,33% 45.099 46.587 48.125 49.713 51.353
Auxiliar administrativo 1 1 1 1 1 800 150,33% 14.432 14.908 15.400 15.908 16.433
Personal técnico
Ingeniero electromecánico 2 3 4 5 6 2.800 150,33% 101.022 156.533 215.598 278.391 345.094
Técnico electromecánico 4 6 8 10 12 1.600 150,33% 115.453 178.895 246.398 318.162 394.393
Total 407.695 532.958 666.045 807.335 957.225
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia

43
4.3. Costos indirectos
En los costos indirectos se establecen los ítems relacionados en la tabla 9.
Tabla 9.
Costos indirectos
Costos indirectos Unidad Valor [*] Valor de los costos por año [*]
1 2 3 4 5
Arriendo
1 mes
3.500 42.000 43.260 44.558 45.895 47.271
Agua 1.050 12.600 12.978 13.367 13.768 14.181
Energía 875 10.500 10.815 11.139 11.474 11.818
Internet y telefonía 200 2.400 2.472 2.546 2.623 2.701
Papelería 250 3.000 3.090 3.183 3.278 3.377
Publicidad 900 10.800 11.124 11.458 11.801 12.155
Contabilidad 800 9.600 9.888 10.185 10.490 10.805
Aseo 800 9.600 9.888 10.185 10.490 10.805
Vigilancia 700 8.400 8.652 8.912 9.179 9.454
Rodamiento 300 3.600 3.708 3.819 3.934 4.052
Dotación 6 meses 300 6.000 8.034 10.185 12.457 14.857
Total 118.500 123.909 129.536 135.389 141.476 Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
4.4. Materias primas directas
Para la implementación del modelado del sistema de control de temperatura en las resistencias
calefactoras se requieren los materiales asociados en la tabla 10 y los repuestos para el
mantenimiento de la extrusora se presentan en la tabla 11
Tabla 10.
Materiales directos para el sistema de control de temperatura
Equipo Valor [*]
Pirómetro 150
Relé de estado solido 45
Cable de alta temperatura 25
Sub total 220
Zonas de calefacción X 4
Total 880 Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
44
Tabla 11.
Piezas para el mantenimiento preventivo
Componente Valor [*]
Acción Costo
mensual [*]
Costo
anual [*]
Plato rompedor y filtros 240 Mtto preventivo cada
2 meses
120 1.440
Cabezales y boquillas 320
160 1.920
Tornillo/ Husillo 320
160 1.920
Cilindro 520 Mtto preventivo cada
4 meses
130 1.560
Garganta de alimentación 184
46 552
Tolva 280
70 840
Total 686 8.232 Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
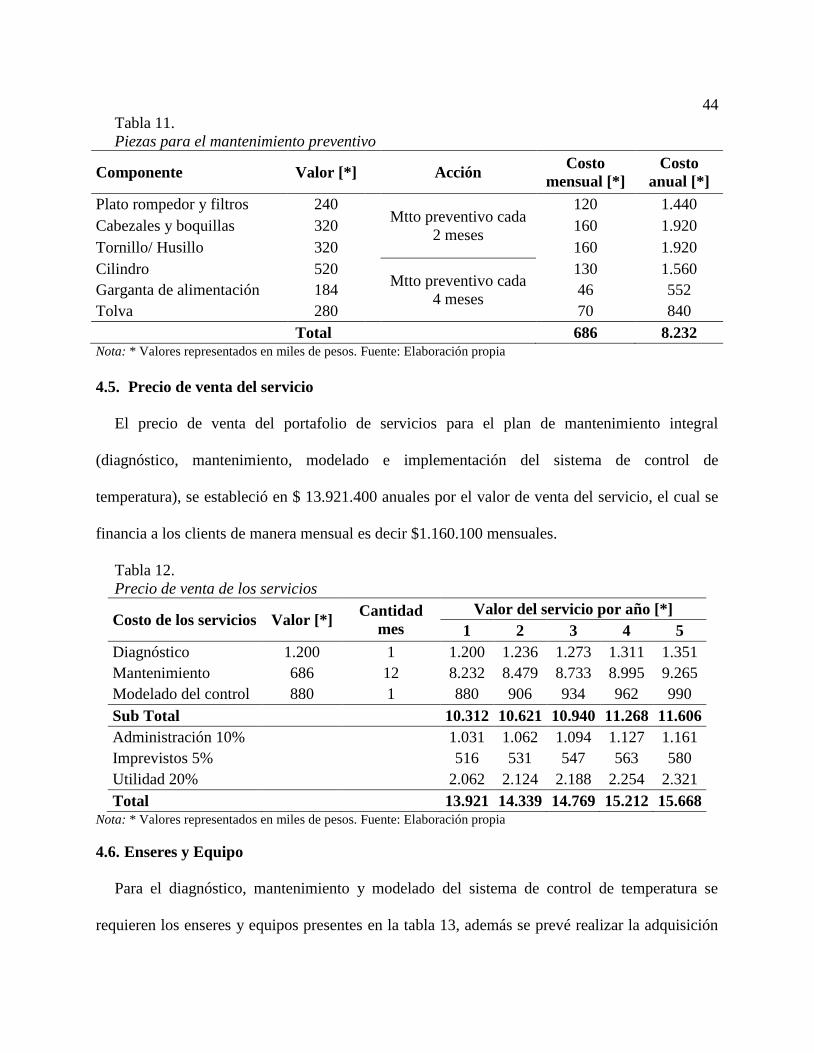
4.5. Precio de venta del servicio
El precio de venta del portafolio de servicios para el plan de mantenimiento integral
(diagnóstico, mantenimiento, modelado e implementación del sistema de control de
temperatura), se estableció en $ 13.921.400 anuales por el valor de venta del servicio, el cual se
financia a los clients de manera mensual es decir $1.160.100 mensuales.
Tabla 12.
Precio de venta de los servicios
Costo de los servicios Valor [*] Cantidad
mes
Valor del servicio por año [*]
1 2 3 4 5
Diagnóstico 1.200 1 1.200 1.236 1.273 1.311 1.351
Mantenimiento 686 12 8.232 8.479 8.733 8.995 9.265
Modelado del control 880 1 880 906 934 962 990
Sub Total 10.312 10.621 10.940 11.268 11.606
Administración 10% 1.031 1.062 1.094 1.127 1.161
Imprevistos 5% 516 531 547 563 580
Utilidad 20% 2.062 2.124 2.188 2.254 2.321
Total 13.921 14.339 14.769 15.212 15.668 Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
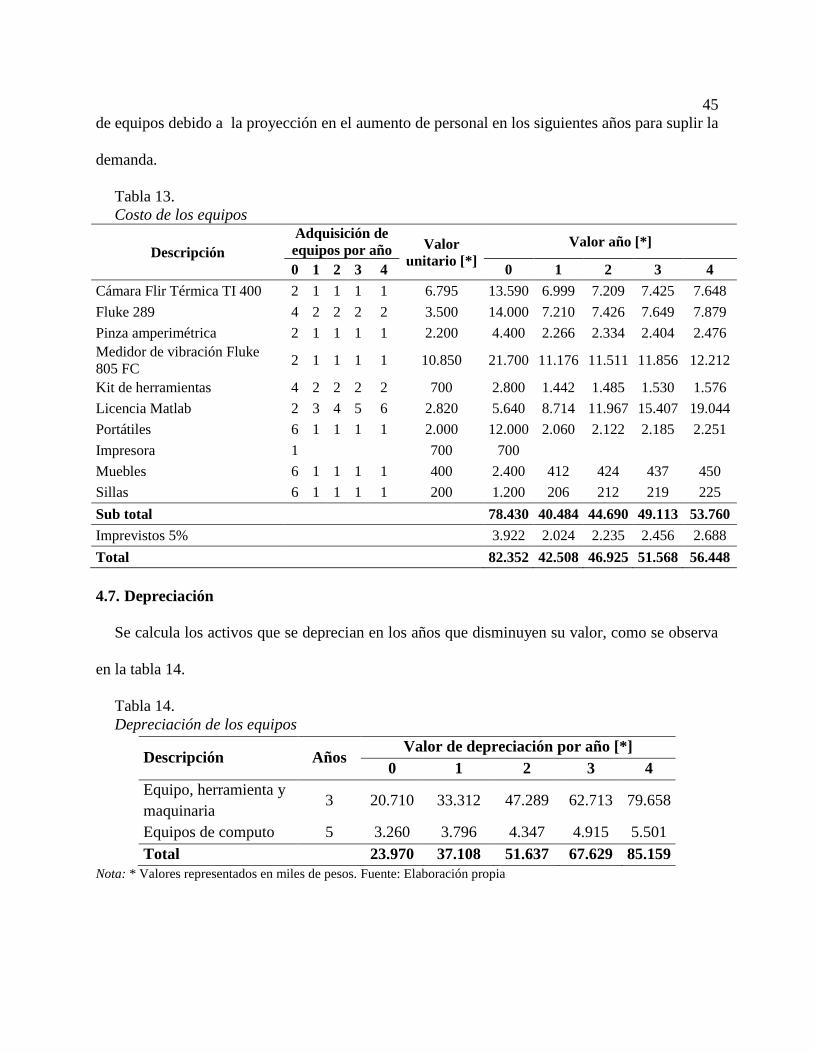
4.6. Enseres y Equipo
Para el diagnóstico, mantenimiento y modelado del sistema de control de temperatura se
requieren los enseres y equipos presentes en la tabla 13, además se prevé realizar la adquisición
45
de equipos debido a la proyección en el aumento de personal en los siguientes años para suplir la
demanda.
Tabla 13.
Costo de los equipos
Descripción
Adquisición de
equipos por año Valor
unitario [*]
Valor año [*]
0 1 2 3 4 0 1 2 3 4
Cámara Flir Térmica TI 400 2 1 1 1 1 6.795 13.590 6.999 7.209 7.425 7.648
Fluke 289 4 2 2 2 2 3.500 14.000 7.210 7.426 7.649 7.879
Pinza amperimétrica 2 1 1 1 1 2.200 4.400 2.266 2.334 2.404 2.476
Medidor de vibración Fluke
805 FC 2 1 1 1 1 10.850 21.700 11.176 11.511 11.856 12.212
Kit de herramientas 4 2 2 2 2 700 2.800 1.442 1.485 1.530 1.576
Licencia Matlab 2 3 4 5 6 2.820 5.640 8.714 11.967 15.407 19.044
Portátiles 6 1 1 1 1 2.000 12.000 2.060 2.122 2.185 2.251
Impresora 1 700 700
Muebles 6 1 1 1 1 400 2.400 412 424 437 450
Sillas 6 1 1 1 1 200 1.200 206 212 219 225
Sub total 78.430 40.484 44.690 49.113 53.760
Imprevistos 5% 3.922 2.024 2.235 2.456 2.688
Total 82.352 42.508 46.925 51.568 56.448
4.7. Depreciación
Se calcula los activos que se deprecian en los años que disminuyen su valor, como se observa
en la tabla 14.
Tabla 14.
Depreciación de los equipos
Descripción Años Valor de depreciación por año [*]
0 1 2 3 4
Equipo, herramienta y
maquinaria 3 20.710 33.312 47.289 62.713 79.658
Equipos de computo 5 3.260 3.796 4.347 4.915 5.501
Total 23.970 37.108 51.637 67.629 85.159
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia

46
4.8. Inversión
Para estimar las inversión del proyecto se tienen en cuenta los preoperativos de acuerdo a la
materialización de la planta, adquisición de equipos, capital de trabajo (5 meses para garantizar
el adecuado inicio del proyecto).
Tabla 15.
Costos de inversión
Costo de inversión inicial [*]
Adecuación de la planta 6.000
Costos fijos indirectos (5 meses) 49.375
Enseres y equipos 82.352
Inventario (5 meses) 292.343
Nómina de personal administrativo y técnico (5 meses) 169.873
Total 599.943
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
4.9. Tasa de oportunidad
La tasa de oportunidad se determina de acuerdo al modelo de valoración de activos
financieros (CAPM) y se representa por la ecuación 2.
𝐾𝑒 = 𝑖𝐿 + 𝛽(𝑖𝑚 − 𝑖𝐿) (2)
Tabla 16.
Variables de la tasa de interés de oportunidad
Variable Descripción Valor
Ke Tasa de rendimiento esperada de capital sobre el activo 20,06%
𝑖𝐿 Tasa de interés libre de riesgo (TES Banco República) 5,89%
𝛽 Cantidad de riesgo con respecto al Portafolio de Mercado 1,56
𝑖𝑚 Tasa de interés del mercado 14,97%
Fuente: Elaboración propia

47
Tasa de interés libre de riesgo 𝒊𝑳
Es la tasa que no presenta ningún riesgo para los inversionistas, es extraída del cálculo que
se realiza a partir de los títulos de tesorería TES utilizando la metodología de Nelson y Siegel,
por lo tanto se toma como referencia la tasa del 5,89% E.A. calculada por el Banco de la
República vigente al 30/04/2018.
Tasa de interés del mercado
Es el interés que aplica los diferentes tipos de crédito bancario para el financiamiento de la
inversión inicial.
Beta de la industria
La tasa de la variable 𝛽, se toma como referencia de los cálculos realizados por el grupo de
investigación en solvencia y riesgo financiero (GISRF) para la actividad de maquinaria y equipos
de la Universidad del Valle
Al aplicar la ecuación (2), se obtiene una tasa de rendimiento esperada de capital 𝐾𝑒 del
20,06%.
4.10. Financiamiento del proyecto
Para el financiamiento del proyecto se proponen dos escenarios de inversión, en primer lugar
la solicitud de un crédito en Bancoldex y, por otra parte, el capital propio de la empresa.
Para el primer escenario, se solicitan dos créditos uno para adquisición de activos y otro para
capital de trabajo con Bancoldex, el cual requiere de una entidad intermediaria que canalice la
transacción, por lo tanto se selecciona el Banco Pichincha como intermediario financiero, el
monto del préstamo a solicitar tiene las siguientes características:

48
Tabla 17.
Financiamiento del proyecto
Descripción Valor
Periodo del préstamo 5 Años
Monto a solicitar de la inversión inicial 30%
Tasa de interés E.A del Banco Pichincha DTF + 2,4%
Tasa para Depósito a término fijo (DTF) 4,85%
Tasa de interés E.A de Bancoldex para adquisición de activos 7,67%
Monto a solicitar [*] 82.352
Tasa de interés E.A de Bancoldex para capital de trabajo 7,77%
Monto a solicitar [*] 97.631 * Valores representados en miles de pesos Fuente: Elaboración propia
A continuación se establecen las tablas de amortización con cuota fija y con una tasa de
interés del 14,92% E.A para la adquisición de activos (ver tabla 18), un interés del 15,02% E.A
para el capital de trabajo (tabla 19) y consolidando los dos préstamos se obtiene una tasa de
interés del 14,97% (ver tabla 20)
Tabla 18.
Tabla de amortización para el préstamo de adquisición de activos
Período Préstamo Cuota Intereses Amortización Saldo
- 82.352 0 0 0 82.352
1 82.352 24.520 12.287 12.233 70.118
2 70.118 24.520 10.462 14.059 56.060
3 56.060 24.520 8.364 16.156 39.903
4 39.903 24.520 5.954 18.567 21.337
5 21.337 24.520 3.183 21.337 0 Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
Tabla 19.
Tabla de amortización para el préstamo de capital de trabajo
Período Préstamo Cuota Intereses Amortización Saldo
- 97.631 0 0 0 97.631
1 97.631 29.139 14.664 14.475 83.157
2 83.157 29.139 12.490 16.649 66.508
3 66.508 29.139 9.990 19.149 47.359
4 47.359 29.139 7.113 22.025 25.334
5 25.334 29.139 3.805 25.334 0
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
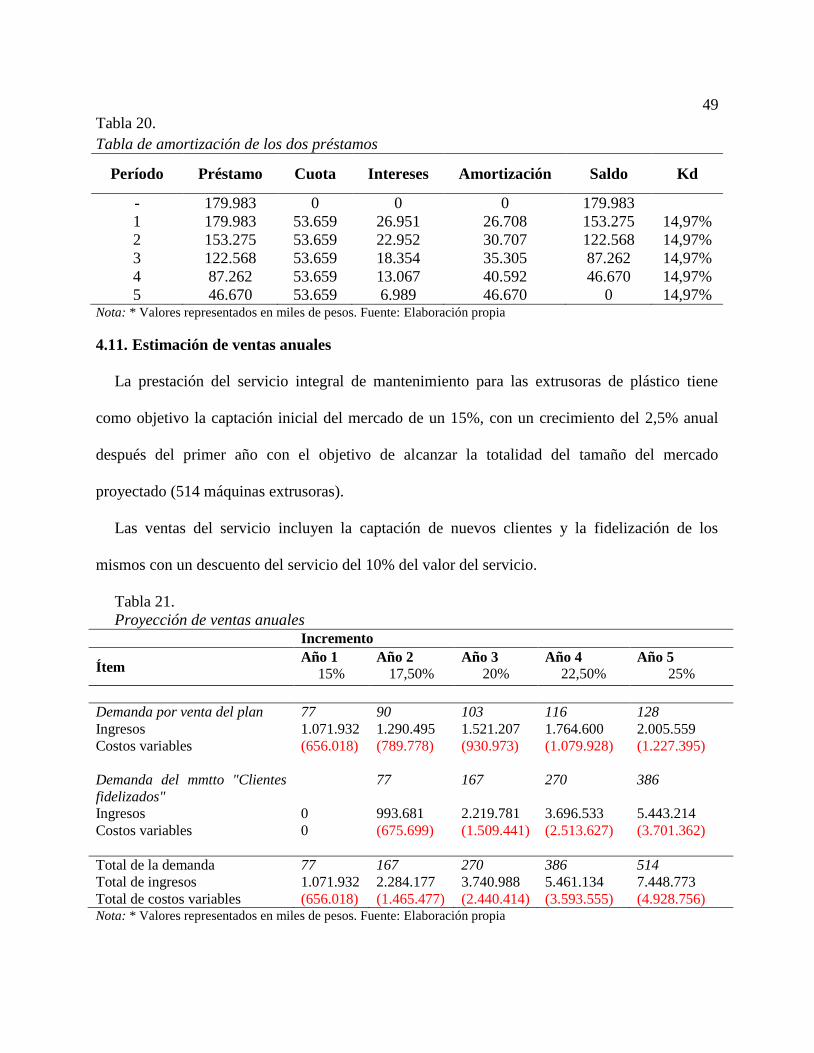
49
Tabla 20.
Tabla de amortización de los dos préstamos
Período Préstamo Cuota Intereses Amortización Saldo Kd
- 179.983 0 0 0 179.983
1 179.983 53.659 26.951 26.708 153.275 14,97%
2 153.275 53.659 22.952 30.707 122.568 14,97%
3 122.568 53.659 18.354 35.305 87.262 14,97%
4 87.262 53.659 13.067 40.592 46.670 14,97%
5 46.670 53.659 6.989 46.670 0 14,97% Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
4.11. Estimación de ventas anuales
La prestación del servicio integral de mantenimiento para las extrusoras de plástico tiene
como objetivo la captación inicial del mercado de un 15%, con un crecimiento del 2,5% anual
después del primer año con el objetivo de alcanzar la totalidad del tamaño del mercado
proyectado (514 máquinas extrusoras).
Las ventas del servicio incluyen la captación de nuevos clientes y la fidelización de los
mismos con un descuento del servicio del 10% del valor del servicio.
Tabla 21.
Proyección de ventas anuales
Incremento
Ítem Año 1 Año 2 Año 3 Año 4 Año 5
15% 17,50% 20% 22,50% 25%
Demanda por venta del plan 77 90 103 116 128
Ingresos 1.071.932 1.290.495 1.521.207 1.764.600 2.005.559
Costos variables (656.018) (789.778) (930.973) (1.079.928) (1.227.395)
Demanda del mmtto "Clientes
fidelizados"
77 167 270 386
Ingresos 0 993.681 2.219.781 3.696.533 5.443.214
Costos variables 0 (675.699) (1.509.441) (2.513.627) (3.701.362)
Total de la demanda 77 167 270 386 514
Total de ingresos 1.071.932 2.284.177 3.740.988 5.461.134 7.448.773
Total de costos variables (656.018) (1.465.477) (2.440.414) (3.593.555) (4.928.756) Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
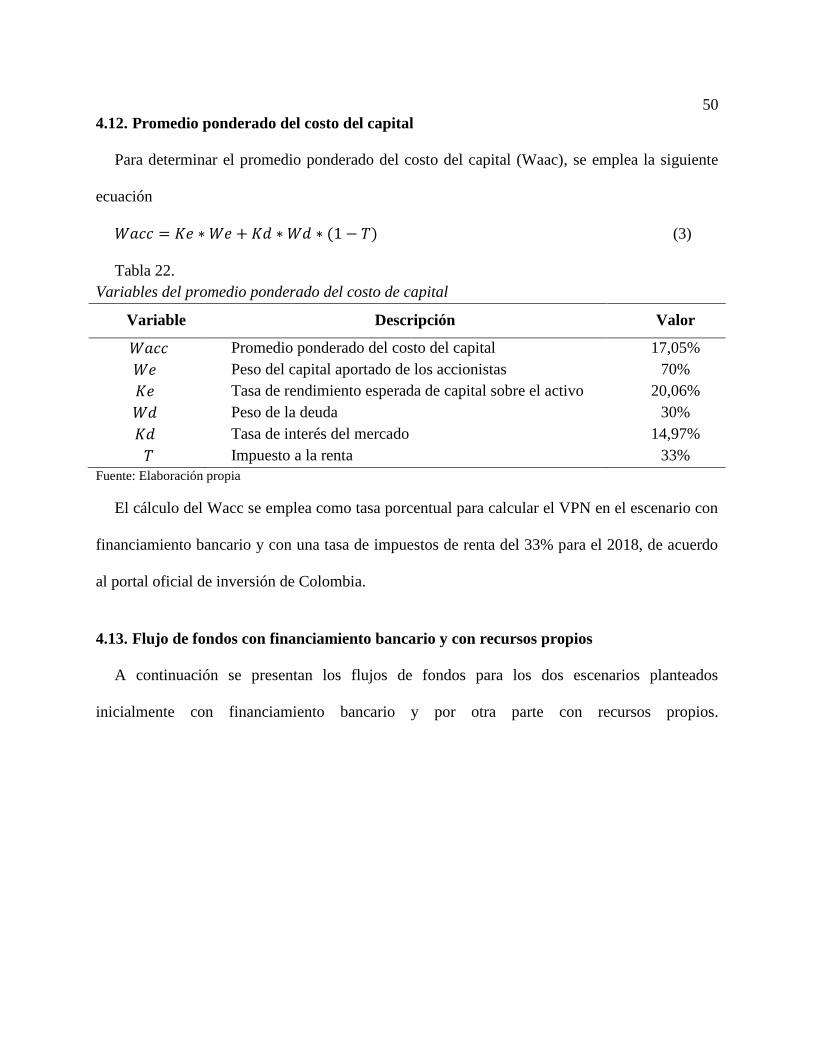
50
4.12. Promedio ponderado del costo del capital
Para determinar el promedio ponderado del costo del capital (Waac), se emplea la siguiente
ecuación
𝑊𝑎𝑐𝑐 = 𝐾𝑒 ∗ 𝑊𝑒 + 𝐾𝑑 ∗𝑊𝑑 ∗ (1 − 𝑇) (3)
Tabla 22.
Variables del promedio ponderado del costo de capital
Variable Descripción Valor
𝑊𝑎𝑐𝑐 Promedio ponderado del costo del capital 17,05%
𝑊𝑒 Peso del capital aportado de los accionistas 70%
𝐾𝑒 Tasa de rendimiento esperada de capital sobre el activo 20,06%
𝑊𝑑 Peso de la deuda 30%
𝐾𝑑 Tasa de interés del mercado 14,97%
𝑇 Impuesto a la renta 33%
Fuente: Elaboración propia
El cálculo del Wacc se emplea como tasa porcentual para calcular el VPN en el escenario con
financiamiento bancario y con una tasa de impuestos de renta del 33% para el 2018, de acuerdo
al portal oficial de inversión de Colombia.
4.13. Flujo de fondos con financiamiento bancario y con recursos propios
A continuación se presentan los flujos de fondos para los dos escenarios planteados
inicialmente con financiamiento bancario y por otra parte con recursos propios.
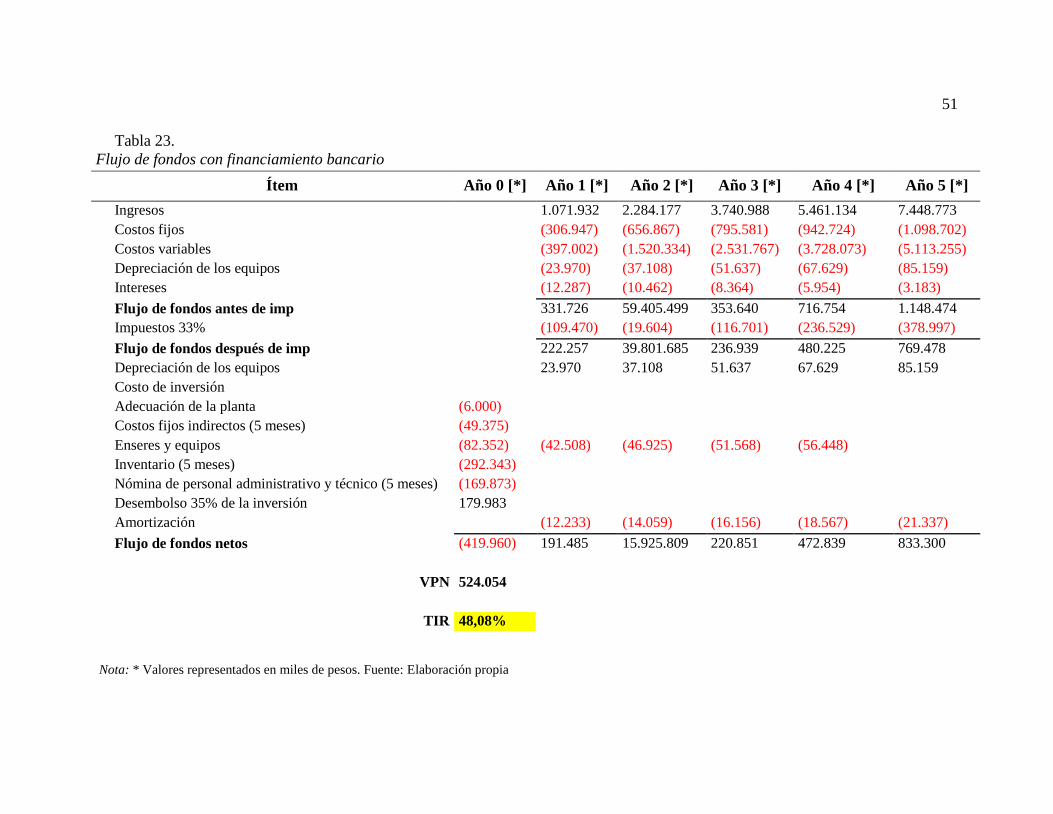
51
Tabla 23.
Flujo de fondos con financiamiento bancario
Ítem Año 0 [*] Año 1 [*] Año 2 [*] Año 3 [*] Año 4 [*] Año 5 [*]
Ingresos 1.071.932 2.284.177 3.740.988 5.461.134 7.448.773
Costos fijos (306.947) (656.867) (795.581) (942.724) (1.098.702)
Costos variables (397.002) (1.520.334) (2.531.767) (3.728.073) (5.113.255)
Depreciación de los equipos (23.970) (37.108) (51.637) (67.629) (85.159)
Intereses (12.287) (10.462) (8.364) (5.954) (3.183)
Flujo de fondos antes de imp 331.726 59.405.499 353.640 716.754 1.148.474
Impuestos 33% (109.470) (19.604) (116.701) (236.529) (378.997)
Flujo de fondos después de imp 222.257 39.801.685 236.939 480.225 769.478
Depreciación de los equipos 23.970 37.108 51.637 67.629 85.159
Costo de inversión
Adecuación de la planta (6.000)
Costos fijos indirectos (5 meses) (49.375)
Enseres y equipos (82.352) (42.508) (46.925) (51.568) (56.448)
Inventario (5 meses) (292.343)
Nómina de personal administrativo y técnico (5 meses) (169.873)
Desembolso 35% de la inversión 179.983
Amortización (12.233) (14.059) (16.156) (18.567) (21.337)
Flujo de fondos netos (419.960) 191.485 15.925.809 220.851 472.839 833.300
VPN 524.054
TIR 48,08%
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
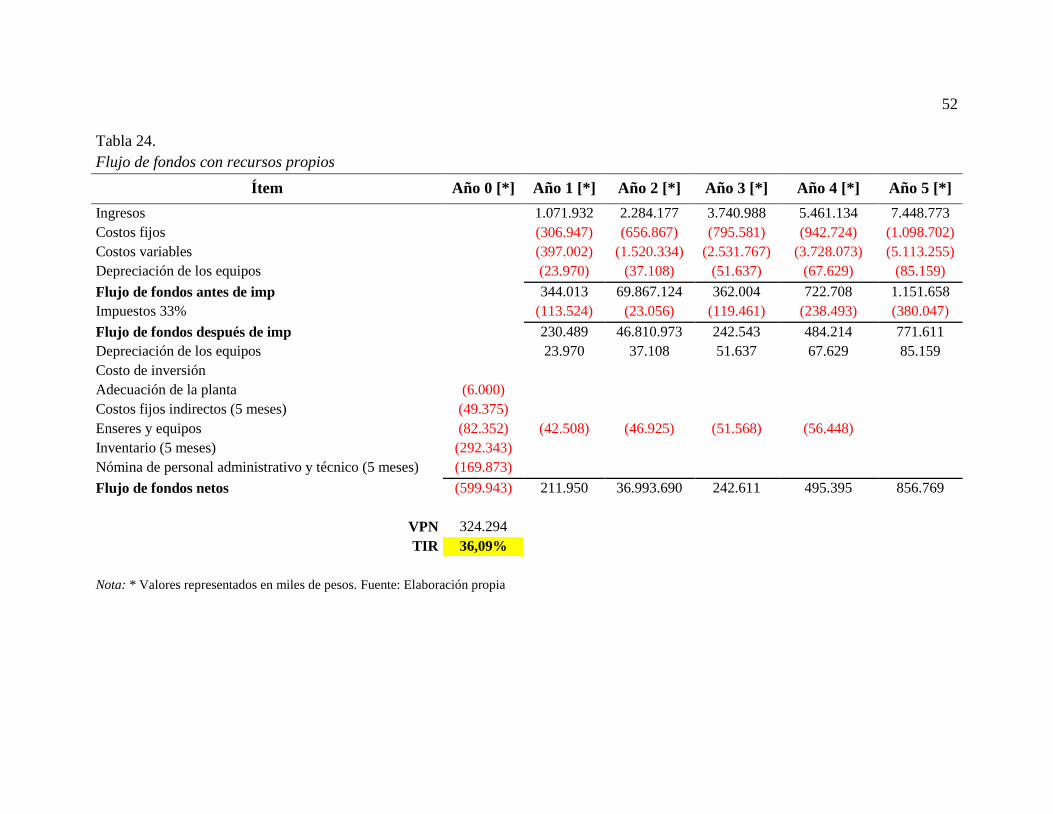
52
Tabla 24.
Flujo de fondos con recursos propios
Ítem Año 0 [*] Año 1 [*] Año 2 [*] Año 3 [*] Año 4 [*] Año 5 [*]
Ingresos
1.071.932 2.284.177 3.740.988 5.461.134 7.448.773
Costos fijos
(306.947) (656.867) (795.581) (942.724) (1.098.702)
Costos variables
(397.002) (1.520.334) (2.531.767) (3.728.073) (5.113.255)
Depreciación de los equipos
(23.970) (37.108) (51.637) (67.629) (85.159)
Flujo de fondos antes de imp
344.013 69.867.124 362.004 722.708 1.151.658
Impuestos 33%
(113.524) (23.056) (119.461) (238.493) (380.047)
Flujo de fondos después de imp
230.489 46.810.973 242.543 484.214 771.611
Depreciación de los equipos
23.970 37.108 51.637 67.629 85.159
Costo de inversión
Adecuación de la planta (6.000)
Costos fijos indirectos (5 meses) (49.375)
Enseres y equipos (82.352) (42.508) (46.925) (51.568) (56.448)
Inventario (5 meses) (292.343)
Nómina de personal administrativo y técnico (5 meses) (169.873)
Flujo de fondos netos (599.943) 211.950 36.993.690 242.611 495.395 856.769
VPN 324.294
TIR 36,09%
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
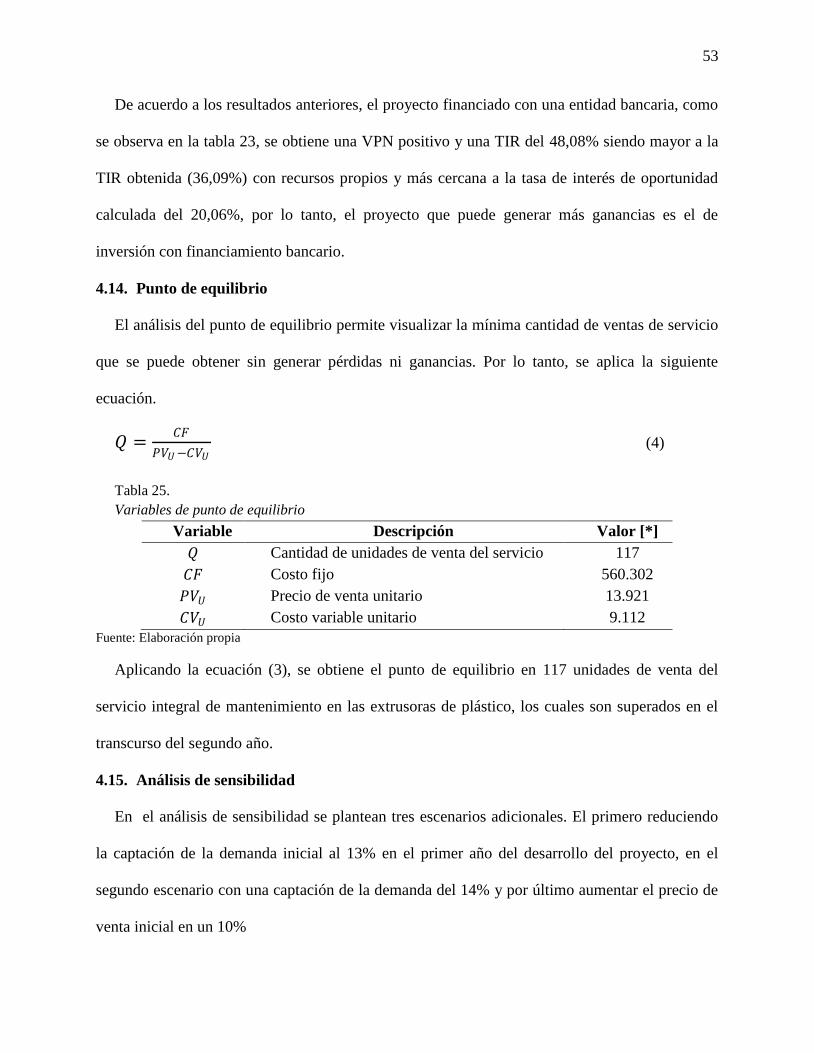
53
De acuerdo a los resultados anteriores, el proyecto financiado con una entidad bancaria, como
se observa en la tabla 23, se obtiene una VPN positivo y una TIR del 48,08% siendo mayor a la
TIR obtenida (36,09%) con recursos propios y más cercana a la tasa de interés de oportunidad
calculada del 20,06%, por lo tanto, el proyecto que puede generar más ganancias es el de
inversión con financiamiento bancario.
4.14. Punto de equilibrio
El análisis del punto de equilibrio permite visualizar la mínima cantidad de ventas de servicio
que se puede obtener sin generar pérdidas ni ganancias. Por lo tanto, se aplica la siguiente
ecuación.
𝑄 =𝐶𝐹
𝑃𝑉𝑈−𝐶𝑉𝑈 (4)
Tabla 25.
Variables de punto de equilibrio
Variable Descripción Valor [*]
𝑄 Cantidad de unidades de venta del servicio 117
𝐶𝐹 Costo fijo 560.302
𝑃𝑉𝑈 Precio de venta unitario 13.921
𝐶𝑉𝑈 Costo variable unitario 9.112
Fuente: Elaboración propia
Aplicando la ecuación (3), se obtiene el punto de equilibrio en 117 unidades de venta del
servicio integral de mantenimiento en las extrusoras de plástico, los cuales son superados en el
transcurso del segundo año.
4.15. Análisis de sensibilidad
En el análisis de sensibilidad se plantean tres escenarios adicionales. El primero reduciendo
la captación de la demanda inicial al 13% en el primer año del desarrollo del proyecto, en el
segundo escenario con una captación de la demanda del 14% y por último aumentar el precio de
venta inicial en un 10%
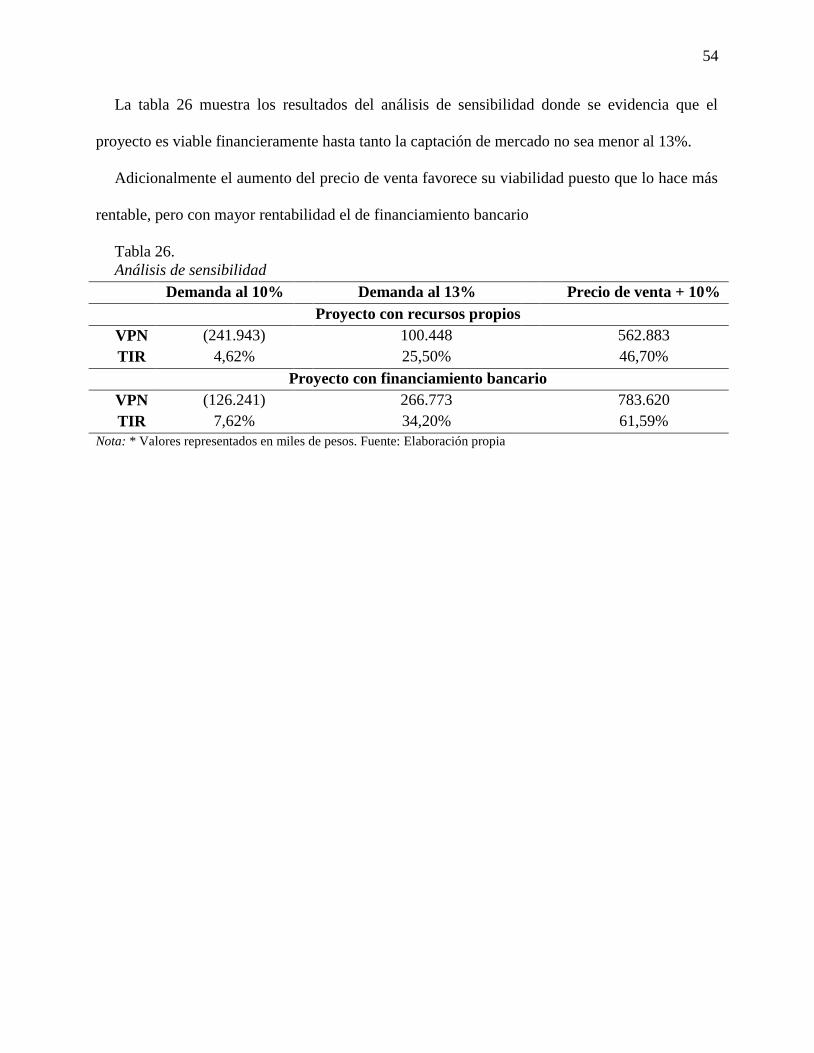
54
La tabla 26 muestra los resultados del análisis de sensibilidad donde se evidencia que el
proyecto es viable financieramente hasta tanto la captación de mercado no sea menor al 13%.
Adicionalmente el aumento del precio de venta favorece su viabilidad puesto que lo hace más
rentable, pero con mayor rentabilidad el de financiamiento bancario
Tabla 26.
Análisis de sensibilidad Demanda al 10% Demanda al 13% Precio de venta + 10%
Proyecto con recursos propios
VPN (241.943) 100.448 562.883
TIR 4,62% 25,50% 46,70%
Proyecto con financiamiento bancario
VPN (126.241) 266.773 783.620
TIR 7,62% 34,20% 61,59%
Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia

55
Conclusiones
Con la implementación del plan de mantenimiento integral para las extrusoras de plástico, se
espera minimizar las pérdidas de energía, desperdicio de materia prima y hacer el proceso
eficiente en lugar de recurrir a reemplazar la máquina, lo cual incurriría en mayores costos.
El plan de mantenimiento integral, evaluado con y sin financiamiento es viable, debido a que
se presentan los indicadores financieros positivos VPN>0, TIR > TIO > Wacc. Adicional el
escenario con financiamiento obtiene un VPN mayor y una TIR mayor que sin financiamiento,
debido a que para el caso del proyecto con financiamiento la inversión es menor en el periodo
cero, porque el 30% es asumida por la entidad bancaria Bancoldex y con intermediario
financiero banco Pichincha.
Solicitar dos créditos en la entidad bancaria Bancoldex con el intermediario financiero banco
Pichincha genera una ventaja competitiva para las PYMES al pagar menos interés por la
adquisición de activos y el capital de trabajo, además que el interés está por debajo de la tasa que
maneja el mercado que por lo general es del 28% E.A
Al considerar la evaluación del proyecto a precios corrientes se tiene presente un IPC del
3.3% y un PIB del 3% proyectados para el año 2018. Lo cual indica una proyección más acertada
para los flujos y la tasa de rentabilidad, teniendo en cuenta que el poder adquisitivo no es
constante.
Se evidencia un impacto en los flujos de caja cuando se hace el descuento del 10% para los
clientes que van hacer uso del servicio al año siguiente, sin embargo es una buena estrategia para
fidelizar los clientes, además que se va a tener un registro histórico y seguimiento detallado del
comportamiento de las máquinas extrusoras de plástico, teniendo un diagnostico preciso y
acertado

56
Recomendaciones
La demanda actual proyectada para el servicio de mantenimiento de las extrusoras de plástico,
se puede ampliar presentando un portafolio de servicios de mantenimiento que incluya otras
máquinas que se encuentran en el proceso del sector de los plásticos como las inyectoras y
peletizadoras.

57
Referencias
Acoplásticos. (2017). Plásticos en Colombia. Recuperado el 20 de septiembre de 2017 de:
http://www.acoplasticos.net
Abeykoon, C., Li, K., McAfee, M., Martin, P., Irwin, & George. (2011). Extruder Melt
Temperature Control With Fuzzy Logic . IFAC, 11, 8577-8582.
Banco Interamericano de Desarrollo- BID. (2011). Guía metodológica para el uso eficiente de
la energía en el sector: plásticos. Recuperado el 20 de septiembre de 2017 de:
https://www.yumpu.com
Corredor, Martha. (2010). El sector reciclaje en Bogotá y su región: oportunidad para los
negocios inclusivos. Recuperado el 20 de septiembre de 2017 de:
http://asociacionrecicladoresbogota.org
Cruz, G. (2014). Una revisión de sistemas de calentamiento y control de temperatura para la
extrusión de polímeros . CINTEX, 19, 127-143.
Ford, M. (1974). Industrial control for the plastics industry . Electronics and Power , 205-213.
Gawthrop, P., & DPhil, M. (1990). Adaptive temperature control of industrial processes: a
comparative study . IEEE PROCEEDINGS , 137(3), 137-144.
Jimenez, A., Borroto, A., Jimenez, Y., Sosa, F., Montesino, M., & Gomez, J. (2015).
Mejoramiento de la eficiencia energética en los procesos de extrusión de tuberías plásticas .
Ingeniería energética, 36(2), 220-229.
Mariano. (2011). Extrusón de materiales plásticos. Recuperado el 04 de 2018, de
http://tecnologiadelosplasticos.blogspot.com

58
Matias Riquelme. (2015). Web y empresas. Recuperado el 05 de 2018, de
https://www.webyempresas.com
Nogera, M. d., & Estrada, O. (2011). Programa de uso eficiente y racionalización de la energía
en el procesamiento de plásticos. Técnología del plástico, 1-4. Retrieved from
http://www.plastico.com
Ogata, K. (1998). Reglas de sintonización para controladores PID. En K. Ogata, Ingeniería de
Control Moderna Pearson Educación, 670
Vargas, C., Posada, J., Jaramillo, L., & Garcia, A. (2014). Consumos de energía en la industria
del plástico: Revisión de estudios realizados. CEA, 1.
Zchuchenko, J., & Koivo, H. N. (2001). A simulation study of self-tunning control of a plastics
extruder . TA, 1- 6.
Related Documents











