Facultad de Ciencias Veterinarias -UNCPBA- Plan de Análisis de Peligros y Puntos Críticos de Control para Pan de Carne en Conserva Lúpori, Jorgelina Lucrecia; Cuello, Osvaldo Mario; Civit, Diego Diciembre, 2015 Tandil

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Facultad de Ciencias Veterinarias
-UNCPBA-
Plan de Análisis de Peligros y Puntos Críticos de
Control para Pan de Carne en Conserva
Lúpori, Jorgelina Lucrecia; Cuello, Osvaldo Mario; Civit, Diego
Diciembre, 2015
Tandil
Plan de Análisis de Peligros y Puntos Críticos de Control para
Pan de Carne en Conserva
Tesis de la Carrera de Licenciatura en Tecnología de los Alimentos,
presentada como parte de los requisitos para optar al título de grado de
Licenciado de la estudiante: Lúpori, Jorgelina Lucrecia.
Director: Ing. Agr. M. Sc. Diego Civit Codirector: Lic. Osvaldo M. Cuello Evaluador: Med. Vet. Mauricio Díaz

Agradecimientos En primer lugar, quiero expresar mi agradecimiento a mis papás, por estar
siempre presentes y brindarme la posibilidad de elegir formarme
profesionalmente. A mi novio Nicolás por acompañarme cada momento y
sostenerme en los momentos difíciles. A mis hermanas y cuñados, que aún a la
distancia me apoyaron en cada decisión y cada camino que elegí. Y a mis
sobrinos, que son la alegría de mi vida.
A mis tías y tíos, que me brindaron todo su amor e hicieron que mi estadía
fuera de casa durante la residencia fuera más que placentera.
Al personal de la fábrica en la cual realicé la residencia, por ofrecerme los
medios y las comodidades que me permitieron conseguir una experiencia de
gran valor, tanto a nivel profesional como personal.
A mi Director de Tesis Diego Civit, quien me dirigió en este camino e hizo
posible este momento. A mi Codirector Osvaldo Cuello, quien fue un gran
soporte durante mi estadía en la fábrica. Y a mi profesor Mauricio Díaz por
ayudarme en el camino a esta gran experiencia y estar siempre dispuesto a
brindarme sus conocimientos.
Finalmente, pero no menos importante, agradezco al Departamento de
Tecnología y Calidad de los Alimentos de la Facultad.

Resumen
El análisis de peligros y puntos críticos de control (HACCP) es un sistema de gestión de la inocuidad de los alimentos que tiene como objetivo principal asegurar la producción de alimentos inocuos para el consumidor. El presente trabajo consistió en desarrollar un plan de análisis de peligros y puntos críticos de control para el producto “Pan de carne en conserva”. La metodología de trabajo se basó en la realización de los pasos preliminares y los 7 principios. Se obtuvieron datos relativos al producto de manera de poder realizar su descripción, forma de consumo y público consumidor. Se desarrolló y confirmó in situ el diagrama de flujo y la memoria operativa correspondiente. Para el análisis de peligros se tuvo en cuenta que la empresa tiene implementados los programas pre-requisitos Se analizó la información recogida y, teniendo en cuenta la bibliografía, la legislación vigente y la información de la empresa, se determinaron los peligros significativos y las medidas de control. A partir de ellos, se establecieron 3 puntos críticos de control (PCC): detector de metales (PCC 1), remachado (PCC 2) y esterilización (PCC 3). Para cada PCC se establecieron los limites críticos, su sistema de monitoreo y las acciones correctivas a realizarse en caso de que ocurriese una desviación. Se realizaron los registros de monitoreo y de acciones correctivas para cada PCC.
Palabras clave: inocuidad; HACCP; pan de carne en conserva.

Índice
Introducción ...................................................................................................... 1
Objetivo ............................................................................................................. 2
Marco teórico .................................................................................................... 3
Prerrequisitos - HACCP ................................................................................. 3
Breve reseña histórica del HACCP ................................................................ 5
Materiales y métodos ........................................................................................ 8
Plan de Análisis de Peligros y Puntos Críticos de Control (HACCP) ................. 9
Objetivo ....................................................................................................... 10
Alcance ....................................................................................................... 10
Documentación de referencia ...................................................................... 10
Equipo HACCP ............................................................................................ 10
Descripción del producto ............................................................................. 10
Forma de consumo ...................................................................................... 11
Público consumidor ..................................................................................... 11
Diagrama de flujo del proceso ..................................................................... 12
Descripción del proceso de elaboración ...................................................... 15
Planilla de análisis de peligros e identificación de las medidas de control ... 23
Planilla maestra del plan HACCP ................................................................ 29
Verificación del sistema HACCP .................................................................. 34
ANEXO 1. Equipo HACCP .......................................................................... 35
ANEXO 2: Registros .................................................................................... 38
Bibliografía ...................................................................................................... 49

1
Introducción
La globalización de la cadena de suministros alimentarios, la creciente
importancia de la Comisión del Codex Alimentarius y las obligaciones
contraídas en el marco de los Acuerdos de la Organización Mundial de
Comercio (OMC) han provocado un interés sin precedentes en la elaboración
de normas y reglamentos alimentarios a nivel nacional e internacional
(FAO/OMS, 2007).
Este interés colectivo ha repercutido en la actitud de los consumidores que, en
la actualidad, buscan un producto que no sólo satisfaga los requisitos de
inocuidad y calidad, sino que ésta pueda ser avalada con documentación.
El sistema de Análisis de peligros y de puntos críticos de control (APPCC), más
conocido por su versión inglesa HACCP, es una metodología científica y
sistemática de aseguramiento de la inocuidad de los alimentos mediante la
identificación y evaluación de peligros específicos y medidas para su control.
El HACCP es un método caracterizado por presentar enfoques preventivos y
sistemáticos, para eliminar o minimizar los peligros físicos, químicos y
biológicos en los alimentos (SENASA, 2014).
Como un paso previo a la implementación del HACCP, los establecimientos
dedicados a la elaboración de alimentos deben dar cumplimiento a una serie de
prerrequisitos que proveen las condiciones operacionales y ambientales
básicas necesarias para la producción de productos alimenticios inocuos y
saludables bajo este sistema de aseguramiento de la calidad.
Del mismo modo que se exige la implementación el sistema HACCP, los
programas prerrequisitos son de cumplimiento obligatorio. Estos incluyen las
Buenas Prácticas de Manufactura (BPM) y los Procedimientos Operativos
Estandarizados de Saneamiento (POES) que se encargan de las condiciones
ambientales y operacionales que proveen el fundamento para el sistema
HACCP.
Las fábricas de conservas cárnicas deben reunir, de acuerdo a la naturaleza de
su producción, los requisitos higiénico-sanitarios que para tales actividades y
productos son exigidos por el Reglamento de Productos, Subproductos y
Derivados de Origen Animal (Decreto 4238/68) y el Código Alimentario
Argentino.

2
Según el Decreto 4238/68, numeral 17.1, se entiende por conserva, el producto
alimenticio que envasado herméticamente y sometido a un tratamiento térmico
no se altera ni representa peligro alguno para la salud del consumidor bajo
condiciones habituales de almacenamiento, durante un tiempo prolongado. El
producto no debe sufrir deterioro durante las pruebas de la estufa que se
exigen en dicho Reglamento.
Se entiende por conserva animal, la conserva alimenticia preparada
exclusivamente con carne, sobre la base de carne o cualquier otro producto de
origen animal, con agregado o no de aditivos de uso permitido aunque éstos
sean vegetales (Decreto 4238/68, numeral 17.1.1).
Uno de los aspectos más importantes en la elaboración de las conservas lo
constituye la correcta ejecución del proceso de esterilización, definido como
aquel tratamiento combinado de tiempo y temperatura capaz de eliminar e
inactivar las esporas de la bacteria patógena más resistente al calor,
Clostridium botulinum (OMS, 2013).
Objetivo Desarrollar un Plan de Análisis de Peligros y Puntos Críticos de Control para el
producto “Pan de carne en conserva”.
3
Marco teórico
Prerrequisitos - HACCP
La confianza en la inocuidad e integridad de los alimentos es un requisito
importante para los consumidores. Cuando se habla de inocuidad de los
alimentos se hace referencia a todos los riesgos, sean crónicos o agudos, que
pueden hacer que los alimentos sean nocivos para la salud del consumidor. Se
trata de un objetivo que no es negociable. Los brotes de enfermedades
transmitidas por los alimentos en los que intervienen agentes biológicos, tales
como Escherichia coli o Salmonella spp., o contaminantes químicos, ponen de
manifiesto los problemas existentes de inocuidad de los alimentos y aumentan
la preocupación pública de que los modernos sistemas de producción agrícola,
elaboración y comercialización no ofrezcan salvaguardias adecuadas para la
salud pública (FAO/OMS, 2007).
HACCP es un acrónimo que por sus siglas en inglés significa Análisis de
Peligros y Puntos Críticos de Control. Es un enfoque sistemático para la
identificación, evaluación, prevención y control de los peligros que afectan la
inocuidad alimentaria. HACCP no es un sistema de cero riesgos, pero está
diseñado para minimizar el riesgo de peligros que puedan afectar la inocuidad
de los alimentos a niveles aceptables (Alianza Nacional de HACCP para
Mariscos y Pescados, 2011).
El HACCP ha sido avalado a nivel mundial por diversos países y
organizaciones como el Codex Alimentarius. Si bien la manera de regular
puede variar por país, los conceptos de HACCP son los mismos y se basan en
siete principios (Alianza Nacional de HACCP para Mariscos y Pescados, 2011).
El Decreto 4238/68, numeral 31.3.1 establece que el proceso de
implementación del APPCC debe seguir los siguientes 12 pasos:
1. Formación de un equipo de APPCC.
2. Descripción del producto.
3. Determinación del uso previsto del producto.
4. Elaboración de un diagrama de flujo.
5. Confirmación in situ del diagrama de flujo.

4
6. Compilación de una lista de los posibles peligros relacionados con cada
fase, realización de un análisis de peligros (Principio 1) y examen de las
medidas para controlar los peligros identificados.
7. Determinación de los puntos críticos de control (PCC) (Principio 2).
8. Establecimiento de los límites críticos para cada PCC (Principio 3).
9. Establecimiento de un sistema de vigilancia para cada PCC (Principio 4).
10. Establecimiento de medidas correctivas que han de adoptarse cuando la
vigilancia indica que un determinado PCC no está controlado (Principio
5).
11. Establecimiento de procedimientos de comprobación para confirmar o
verificar que el Sistema de APPCC funciona eficazmente (Principio 6).
12. Establecimiento de un sistema de documentación sobre todos los
procedimientos y registros apropiados para estos principios y su
aplicación (Principio 7).
Para poder ser efectivo, el HACCP debe desarrollarse luego de la
implementación de otros programas, conocidos como "prerrequisitos", tales
como las Buenas Prácticas de Manufactura (BPM) (Good Manufacturing
Practices - GMPs) y los Procedimientos Operativos Estandarizados de
Saneamiento (POES) (Sanitation Standard Operating Procedures - SSOPs).
La aplicación de las BPM es esencial para determinar si los métodos de
procesamiento son sanitariamente correctos y los alimentos están siendo
procesados bajo condiciones que aseguren su inocuidad. Del mismo modo, los
POES son medios efectivos para controlar peligros potenciales en la inocuidad
de los alimentos que podrían estar asociados con los ambientes de
procesamiento y las prácticas de los empleados (Alianza Nacional de HACCP
para Mariscos y Pescados, 2011).
Los programas prerrequisitos incluyen:
El emplazamiento de la planta.
El diseño higiénico de las instalaciones.
El diseño del flujo operacional (layout).
El mantenimiento de las instalaciones.
El diseño y mantenimiento higiénico de los equipos.
La provisión de agua potable.
5
La higiene de la materia prima.
La higiene de las operaciones.
La higiene durante el transporte.
La disposición adecuada de los desechos.
El control de plagas.
El manejo de sustancias tóxicas y productos químicos.
La higiene del personal.
La capacitación del personal de todos los niveles.
La rotulación e información al consumidor.
Procedimientos Operativos Estandarizados de Saneamiento (SENASA,
2003)
La correcta implementación de estos programas permitirá prevenir muchos de
los peligros que podrían estar presentes en el alimento.
Breve reseña histórica del HACCP
El primer acontecimiento que dio origen al sistema HACCP está asociado a
W.E. Deming. Sus teorías de gerencia de calidad, se consideran la principal
causa de los cambios en la calidad de los productos japoneses, en los años 50.
El Dr. Deming y otros profesionales desarrollaron el sistema de gerencia de la
calidad total (Total Quality Management - TQM), que aborda un sistema que
tiene como objetivo la fabricación, y que puede mejorar la calidad y reducir los
costos. El segundo acontecimiento - y el principal - fue el desarrollo del
concepto de HACCP. En la década de 1960, la Pillsbury Company, el Ejército
de los Estados Unidos y la Administración Espacial y de la Aeronáutica (NASA)
desarrollaron un programa para la producción de alimentos inocuos para el
programa espacial americano. Considerando las enfermedades que podrían
afectar a los astronautas, se juzgó como más importantes aquellas asociadas a
las fuentes alimentarias. Así, la Pillsbury Company introdujo y adoptó el
sistema HACCP para garantizar más seguridad, mientras reducía el número de
pruebas e inspecciones al producto final (Organización Panamericana de la
Salud, 2015).

6
El sistema HACCP permitió controlar el proceso, acompañando el sistema de
procesamiento de la manera más detallada posible, utilizando controles en las
operaciones, y/o técnicas de monitoreo continuo en los puntos críticos de
control. La Pillsbury Company presentó el sistema HACCP en 1971, en una
conferencia sobre inocuidad de alimentos en los Estados Unidos, y el sistema
después sirvió de base para que la FDA (Administración de Alimentos y
Medicamentos) desarrollara normas legales para la producción de alimentos
enlatados de baja acidez. Luego, en 1973, la Pillsbury Company publicó el
primer documento detallando la técnica del sistema HACCP, Food Safety
through the Hazard Analysis and Critical Control Point System, usado como
referencia para entrenamiento de inspectores de la FDA (Organización
Panamericana de la Salud, 2015).
En 1985, la Academia Nacional de Ciencias de los EUA (NAS - por sus siglas
en inglés, National Academy of Sciences), contestando a las agencias de
control y fiscalización de alimentos, recomendó el uso del sistema HACCP en
los programas de control de alimentos. Esta recomendación conllevó a la
formación del Comité Nacional Asesor sobre Criterios Microbiológicos para
Alimentos (NACMCF – por sus siglas en inglés - National Advisory Committee
on Microbiological Criteria for Foods). Este comité estandarizó los principios de
HACCP utilizados por la industria y las autoridades reguladoras (Alianza
Nacional de HACCP para Mariscos y Pescados, 2011).
En 1988, la Comisión Internacional para Especificaciones Microbiológicas en
Alimentos (ICMSF) publicó un libro que sugería el sistema HACCP como base
para el control de calidad, desde el punto de vista microbiológico (Organización
Panamericana de la Salud, 2015).
Posteriormente, la Comisión del Codex Alimentarius incorporó el Sistema
HACCP (ALINORM 93/13ª, Appendix II) en su vigésima reunión en Ginebra,
Suiza, del 28 de junio al 7 de julio de 1993. El Código de Prácticas
Internacionales Recomendadas - Principios Generales de Higiene Alimentaria
[CAC/RCP 1-1969, Rev. 3 (1997) ], revisado y adicionado del Anexo
"Directrices para la Aplicación del Sistema HACCP", fue adoptado por la
Comisión del Codex Alimentarius, en su vigésima segunda reunión, en junio de
1997 (Organización Panamericana de la Salud, 2015).

7
Al considerarse el sistema HACCP como requisito para la industria alimentaria
en las regulaciones de los Estados Unidos, se ha originado la adopción mundial
del mismo debido a las siguientes razones:
*Se ha convertido en un sistema estándar de seguridad de la industria
alimentaria.
*La Unión Europea, Japón y Canadá exigen de alguna manera la
implementación del sistema a sus proveedores.
*A nivel nacional los clientes lo empiezan a exigir (Carro Paz y Gonzales
Gómez, 2012).
Hasta hace poco tiempo, en la Argentina el HACCP era de carácter voluntario
para las empresas que comercializaban sus productos en el mercado interno.
A partir del mes de mayo del año 2015, el Servicio Nacional de Sanidad y
Calidad Agroalimentaria, exigió la implementación del Sistema de Análisis de
Peligros y Puntos Críticos de Control en los establecimientos que elaboren
alimentos, bajo su jurisdicción (SENASA, 2015).

8
Materiales y métodos
El trabajo se realizó en una fábrica de conservas. Esta empresa tiene
implementados los programas pre-requisitos, lo cual permitió prevenir la
presencia de muchos peligros.
El plan se desarrolló teniendo en cuenta las exigencias reglamentarias del
Servicio Nacional de Sanidad y Calidad Agroalimentaria (SENASA); éstas son:
1) Reglamento de Inspección de Productos, Subproductos y Derivados de
Origen Animal (Decreto 4238/68). Capítulo XXXI. Buenas Prácticas de
Fabricación (BPF), Procedimientos Operativos Estandarizados de
Saneamiento (POES) y Análisis de Peligros y Puntos Críticos de Control
(APPCC).
2) Análisis de Peligros y Puntos Críticos de Control (HACCP). Guía
orientadora para productores, procesadores y servicios de inspección
(2003).
La metodología de trabajo incluyó la recolección de información del producto y
su proceso de elaboración, de manera de poder realizar el diagrama de flujo
correspondiente y, consecutivamente, confirmarlo en la planta. Se desarrolló la
memoria operativa y, teniendo en cuenta la bibliografía, la legislación vigente y
la información de la empresa, se determinaron los peligros significativos, las
medidas de control, los puntos críticos de control (PCC) y los límites críticos;
luego, se estableció el sistema de monitoreo de los PCC y las acciones
correctivas a realizarse en caso de que ocurriera una desviación.

9
Plan de Análisis de Peligros y Puntos Críticos de Control (HACCP)
Pan de Carne en Conserva
10
Objetivo
Establecer un sistema de gestión de la inocuidad para la elaboración de pan de
carne en conserva mediante un Plan de Análisis de Peligros y Puntos Críticos
de Control (HACCP).
Alcance
Todas las etapas del proceso elaboración desde la recepción de las materias
primas, envases y otros insumos necesarios, hasta la salida de la fábrica del
producto terminado.
Documentación de referencia
1) Servicio Nacional de Sanidad y Calidad Agroalimentaria. Reglamento de
Inspección de Productos, Subproductos y Derivados de Origen Animal
(Decreto 4238/68). Capítulo XXXI. Buenas Prácticas de Fabricación (BPF),
Procedimientos Operativos Estandarizados de Saneamiento (POES) y
Análisis de Peligros y Puntos Críticos de Control (APPCC).
2) SENASA (Servicio Nacional de Sanidad y Calidad Agroalimentaria). 2003.
Análisis de Peligros y Puntos Críticos de Control (HACCP). Guía
orientadora para productores, procesadores y servicios de inspección.
Equipo HACCP
Ver Anexo 1.
Descripción del producto
Nombre del producto: Pan de carne en conserva
Materias primas, ingredientes y aditivos: carne vacuna, harina de arroz, sal,
pimienta, estabilizante (tripolifosfato de sodio), conservante (nitrito de sodio).
Características: producto compacto compuesto por trozos de carne picada,
cortable en fetas, esterilizado, de color rosado, sabor y aroma característicos.
Materiales y tipo de envasado: el producto se envasa en latas de hojalata de
dos piezas, con barniz sanitario interior y litografiado exterior, con un peso neto
de 340 g.
Condiciones de almacenamiento: se debe mantener en lugar seco a
temperatura ambiente.

11
Vida útil: 3 años desde la fecha de elaboración.
Modo de distribución: en transportes contratados habilitados por el SENASA.
Lugares de venta: Mayoristas de productos de almacén y cadenas de
supermercados.
Forma de consumo: producto listo para consumir.
Público consumidor: público en general.

12
3) RECEPCIÓN
1) RECEPCIÓN
14) MEZCLADO
10) PICADO
9) DESMENUZADO
2) RECEPCIÓN
12) FRACCIONAMIENTO
4) ALMACENAMIENTO
5) ALMACENAMIENTO 8) ALMACENAMIENTO
6) ALMACENAMIENTO
13) ALMACENAMIENTO INTERMEDIO
11) FRACCIONAMIENTO
7) ALMACENAMIENTO
Diagrama de flujo
Carne vacuna congelada
Pimienta Aditivos (nitrito de sodio,
tripolifosfato de sodio)
Harina de arroz Sal
Sal
Latas
Tapas
Envases secundarios (bandejas de cartón, film
termocontraíble) Envoltorio pallet (film
stretch)
Harina de arroz Sal Sal
Latas
Tapas
Envases secundarios (bandejas de cartón, film
termocontraible) Envoltorio pallet (film
stretch)
Bolsas
Bolsas plásticas Cajas de cartón
Agua
Bolsas

13
21) CODIFICADO
17) REMACHADO
18) LAVADO
15) DETECTOR DE
METALES
19) SECADO 1
20) SECADO 2
16) LLENADO
T: 82ºC
PCC1
Límites críticos Ausencia de fragmentos mayores a: *3,5 mm (ferroso) *4 mm (no ferroso) *5 mm (acero inoxidable)
PCC2
Limites críticos Espesor de remache: 1,20-1,30 en los 3 sitios de medición. Cruce: 50% o más en 2 sitios de medición y más de 47% en el otro sitio de medición.
Agua
Vapor
Aire comprimido
Aire comprimido

14
Envases secundarios (bandejas de cartón,
film termocontraible)
Film stretch
27) EXPEDICIÓN
Agua
22) ESTERILIZACIÓN
23) ENFRIADO
24) ENVASADO SECUNDARIO
25) PALETIZADO
26) ALMACENAMIENTO
T ≤ 40ºC
PCC3
Limites críticos Al menos 15 minutos de subida y 61 minutos de proceso a 126ºC o más. Limites operativos Al menos 15 minutos de subida y 70 minutos de proceso a 126ºC o más. *Durante el proceso, se verifica y se registra la correspondencia entre la temperatura y la presión (a 126ºC es de 1,36 atmósferas)

15
Descripción del proceso de elaboración 1) RECEPCIÓN de carne vacuna congelada
La mercadería se recibe congelada dispuesta en bloques palletizados.
Personal encargado de la recepción controla la higiene del camión en la que
fue transportada, el certificado sanitario y la habilitación del conductor del
vehículo. A continuación, efectúa un control visual de calidad y registra la
temperatura de la mercadería.
Si ésta cumple con los parámetros de aceptación, se envía a las Cámaras
correspondientes o, en caso de ser necesario su uso inmediato, ingresa al
proceso. En caso de no cumplir los parámetros de aceptación se da aviso a
personal de Control de Calidad para que proceda al rechazo de la materia
prima.
Los pallets aceptados se codifican para su identificación.
Los controles realizados se registran en la planilla correspondiente (Control
de recepción de materia prima cárnica).
2) RECEPCIÓN de:
a) Harina de arroz y sal
La mercadería ingresa a la planta palletizada. La harina de arroz se recibe
en bolsas de papel de 25 kg y la sal en bolsas plásticas de 50 kg. Se
verifica el certificado de aprobación y la fecha de vencimiento y se efectúa
un control visual de la integridad de los envases. Se realiza la codificación
de cada pallet y se trasladan al “Depósito de materias primas no
perecederas”. Los controles realizados se registran en la planilla
correspondiente (Control de recepción de materias primas no cárnicas).
b) Latas y tapas
Las latas y tapas se reciben palletizadas. En el caso de las latas, se verifica
la calidad y exactitud de la impresión, integridad del barniz sanitario e
integridad y espesor del envase. Los parámetros a tener en cuenta en el
caso de las tapas, son la integridad del barniz y la uniformidad del depósito
de elastómero. La mercadería se envía al “Depósito de envases primarios”.
Los controles realizados se registran en la planilla correspondiente (Control
de recepción de envases de hojalata).

16
c) Envases secundarios (bandejas de cartón, film termocontraíble) y
envoltorio pallet (film stretch)
Estos insumos se reciben, se controla el estado de la carga y se envían al
“Depósito de envases secundarios”.
3) RECEPCIÓN de pimienta y aditivos (nitrito de sodio, tripolifosfato de sodio)
La pimienta y el nitrito de sodio se reciben en bolsas plásticas y el
tripolifosfato de sodio en bolsas de papel. De cada uno de estos
ingredientes se verifica el certificado de aprobación, la fecha de vencimiento
y se efectúa un control visual de la integridad de los envases. Se realiza la
codificación de cada lote y se trasladan al “Depósito de especias y aditivos".
Los controles realizados se registran en la planilla correspondiente (Control
de recepción de materias primas no cárnicas).
4) ALMACENAMIENTO de carne vacuna congelada
Las materias primas cárnicas se almacenan en seis contenedores cuya
temperatura se mantiene a -12/-13ºC y en dos cámaras a -8/-5ºC; estas
últimas, corresponden a la temperatura de alimentación de las
desmenuzadoras. La temperatura se controla mediante un sistema
computarizado, con mediciones cada 5 minutos. Además, una vez por día,
se controla la temperatura de los contenedores y de las cámaras y se
registra en las planillas correspondientes (Control y monitoreo de
temperaturas en almacenamiento en contenedores – Control de
temperatura en cámaras).
5) ALMACENAMIENTO de harina de arroz y sal
La mercadería palletizada se almacena en el “Depósito de materias primas
no perecederas”, ubicándose en las zonas delimitadas por líneas pintadas
en el piso y manteniendo la separación de las paredes.
6) ALMACENAMIENTO de pimienta y aditivos (nitrito de sodio, tripolifosfato
de sodio)
En el “Depósito de especias y aditivos”, la pimienta y el tripolifosfato de
sodio (codificados) se almacenan en estanterías en sus bolsas de origen.

17
Las fracciones en uso se transfieren de las bolsas a cuñetes de PEAD
(Polietileno de Alta Densidad) con tapa e identificación.
El nitrito de sodio de uso alimentario, por su toxicidad, exige un tratamiento
diferente. Las bolsas (codificadas) se mantienen en el interior de un
gabinete cerrado con llave. Cuando se abre una bolsa para el uso diario, su
contenido se vuelca en un cuñete especial que se mantiene bajo llave. Se
lleva un stock del consumo y existencia de nitrito. Las llaves del gabinete y
del cuñete están bajo la responsabilidad del SIV.
7) ALMACENAMIENTO de latas y tapas
Las latas y tapas, en sus correspondientes pallets identificados y
codificados, se almacenan en el “Depósito de envases primarios”.
8) ALMACENAMIENTO de envases secundarios (bandejas de cartón, film
termocontraíble) y envoltorio pallet (film stretch)
Estos insumos, identificados y codificados, se almacenan en el “Depósito de
envases secundarios”.
9) DESMENUZADO
La materia prima almacenada en las cámaras y/o en los contenedores se
trasladan a la Sala de Elaboración. De cada pallet se extraen los bloques de
materia prima y se retiran las bolsas plásticas que los envuelven,
disponiéndolas en bolsas de plástico verdes contenidas en recipientes
adecuados que se retiran periódicamente al exterior.
Los operarios del sector controlan la calidad organoléptica de los bloques.
En caso de encontrar defectos, lo comunican de inmediato al personal de
Control de Calidad, quien define el destino de la mercadería.
La materia prima ingresa a la desmenuzadora a una temperatura entre -8 y
-5°C. Si lo hacen a una temperatura menor, los bloques congelados rebotan
en el cilindro de cuchillas saltando fuera de la máquina con grave riesgo
físico para el operario; por otra parte, si se encuentran a una temperatura
mayor, las cuchillas se bloquean con materia prima blanda, la máquina
pierde eficiencia y el operario debe empujar manualmente el bloque, con el
riesgo de que el bloque se desprenda y le lastime una mano.

18
El producto desmenuzado que sale de la máquina se recibe en un carro de
acero inoxidable colocado sobre una báscula electrónica (cuyo
funcionamiento se verifica previo al inicio de la producción). Se registra el
tipo de materia prima, el proveedor y el Nº de certificado sanitario con el que
ingresaron al establecimiento (Control de uso de materias primas cárnicas
en planta).
10) PICADO
Esta operación se realiza inmediatamente después del desmenuzado. Cada
picadora recibe, en carros de acero inoxidable, la materia prima
desmenuzada. El producto picado se coloca en los mismos carros y éstos
se trasladan hacia la mezcladora.
11) FRACCIONAMIENTO de harina de arroz y sal
El fraccionamiento de la harina de arroz y la sal se realiza en la “Sala de
especias”. En este sector se controla diariamente el funcionamiento de la
balanza. Las materias primas, contenidas en las bolsas de origen, se pesan
(según lo establecido en la fórmula) y se colocan en un carro de acero
inoxidable, el que luego se traslada para realizar la carga de la mezcladora.
12) FRACCIONAMIENTO de pimienta y aditivos (nitrito de sodio, tripolifosfato
de sodio)
El fraccionamiento de la pimienta, el nitrito de sodio y el tripolifosfato de
sodio se efectúa en la “Sala de fraccionamiento". Diariamente se controla el
funcionamiento de la balanza. La pimienta se pesa (según lo establecido en
la fórmula) y se coloca en una bolsa plástica rotulada y codificada; esta
actividad se registra (Control de fraccionado y preparación de mezclas para
ingredientes menores y aditivos). Asimismo, el nitrito de sodio y el
tripolifosfato de sodio se pesan (según lo establecido en la fórmula) y se
colocan en bolsas plásticas rotuladas y codificadas; esta actividad se
registra (Control de fraccionado de aditivos – Control de stock de aditivos).
Personal de Control de Calidad realiza controles aleatorios de los pesos de
las bolsas, con especial atención al nitrito de sodio, dada su toxicidad
19
(Control de pesos aleatorios y codificación de ingredientes menores y
aditivos – Control de nitrito verificación de dosificación).
13) ALMACENAMIENTO INTERMEDIO de latas y tapas
Las latas y tapas a emplear en cada turno de producción se trasladan
palletizadas desde el “Depósito de envases primarios”, y se almacenan en
el “Sector de alimentación de latas vacías”. El responsable del sector
verifica que las latas coincidan con el producto (en este caso “Pan de
Carne”) y, a medida que se van utilizando, registra los datos de los envases
y el número de lote asignado por el proveedor (Control de uso de envases
de hojalata).
14) MEZCLADO
La materia prima cárnica picada contenida en los carros antes descriptos se
carga en la mezcladora mediante elevadores hidráulicos. Se pone en
marcha el sistema de amasado de doble eje con paletas y se agregan los
ingredientes fraccionados previamente (harina de arroz, sal, pimienta,
nitrito de sodio y tripolifosfato de sodio) y agua para completar la fórmula.
Finalizada la operación de mezclado, el operario encargado procede a
descargar la pasta a un carro que luego traslada hacia la llenadora.
15) DETECTOR DE METALES (PCC1)
Se trata de un equipo anular en línea. La pasta que se bombea a las
llenadoras/dosificadoras pasa por una cañería de un material plástico
especial, alrededor de la cual se encuentra un sensor que detecta partículas
ferrosas, no ferrosas y de acero inoxidable. Ante la detección de alguna de
estas partículas, el equipo abre una válvula que descarga el producto que la
contiene en un recipiente. Los registros realizados en esta etapa se indican
en la “Planilla maestra del plan HACCP”.
16) LLENADO
El llenado se realiza mediante una llenadora de tipo volumétrico, en cuya
tolva se descargan los carros con la pasta proveniente de la mezcladora,
utilizando un elevador hidráulico. Posee 1 pico de descarga, cuya exactitud
20
en el peso de llenado (de 340 g) se verifica cada 40 minutos, corrigiendo
cuando es necesario (Control de peso neto).
17) REMACHADO (PCC2)
Las latas llenas con el producto son transportados automáticamente
mediante una cinta transportadora hasta una máquina remachadora que
trabaja a presión reducida, cuya función es cerrarlas herméticamente
mediante el doblado y ajuste de los ganchos de cuerpo y tapa. La tapa
contiene en la parte interior del ala que originará el remache, una banda de
elastómero que asegura la hermeticidad del cierre. Cada hora se realiza un
control visual y cada dos horas se efectúa un control destructivo de los
remaches. Los registros realizados en esta etapa se indican en la “Planilla
maestra del plan HACCP”.
18) LAVADO
Inmediatamente después del remachado las latas ingresan a una máquina
lavadora que elimina los restos del producto que puedan haber quedado
adheridos a las mismas.
19) SECADO 1
A la salida de la lavadora, las latas pasan debajo de una boquilla que
inyecta aire a presión para eliminar el agua que podría haber quedado
sobre las tapas, esto es importante para realizar una correcta codificación.
20) SECADO 2
Debido a la baja temperatura de producto que, junto con la alta temperatura
del agua de lavado pueden ocasionar condensación de agua en la tapa e
impedir de esta manera una correcta codificación, es necesario una
segunda etapa de secado. Esta se realiza antes de la codificación,
mediante una boquilla ubicada a continuación siguiendo la línea de la cinta
transportadora.
21) CODIFICADO

21
Luego del secado, las latas pasan en una cinta transportadora por debajo
del cabezal de una codificadora de chorro de tinta donde se imprimen los
siguientes datos: VEN: DD/MM/AA. Línea de producción. Fecha del
calendario gregoriano: NNN y hora de envasado HH:MM. La tinta se vuelve
indeleble durante la esterilización.
Las latas codificadas continúan descendiendo por la cinta transportadora
hasta una mesada de acero inoxidable, de donde son recogidas por uno o
dos operarios y dispuestas ordenadamente en los carros de esterilización.
22) ESTERILIZACION (PCC3)
La esterilización del pan de carne se realiza en 4 autoclaves. Cada
autoclave posee una capacidad para ubicar tres canastos con 420 latas
cada uno. La temperatura del producto antes de comenzar la esterilización
es igual o mayor a -2ºC. (Control de temperatura en sector esterilización).
Antes de iniciar la esterilización, se identifica cada carro con una lámina
cuyo color cambia cuando se ha completado el proceso, evitando que
salgan carros sin esterilizar. Estas láminas se archivan junto con los demás
registros del proceso. El tratamiento térmico se cumple de acuerdo al
proceso aprobado oficialmente por el INTI, que finaliza con un enfriamiento
rápido. Los registros realizados en esta etapa se indican en la “Planilla
maestra del plan HACCP”.
23) ENFRIADO
Al finalizar el proceso de esterilización, las latas contenidas en los
autoclaves se enfrían por inundación con agua clorinada y contrapresión
para evitar que se deformen por las diferencias de presiones entre el interior
y el exterior de las mismas. El enfriamiento concluye cuando la temperatura
del contenido de las latas es ≤ 40°C, operación que dura unos 50 minutos.
En este punto se controla y se registra la temperatura del producto en las
latas (Control de temperatura en sector esterilización); además, se extraen
las muestras para efectuar las pruebas de estufa (a 37 y 55°C) y el control
organoléptico. A la salida de las autoclaves, los canastos se enumeran
correlativamente para que se siga este orden durante el envasado
secundario.

22
24) ENVASADO SECUNDARIO
Las latas se orean en el interior de los canastos extraídos de las autoclaves
y se trasladan al sector de envasado secundario. Los canastos, en el orden
de salida de esterilización, se descargan manualmente por uno o dos
operarios sobre una cinta transportadora en la que están ubicadas boquillas
inyectoras de aire para completar su secado. El operario encargado del
envasado secundario toma 12 latas de la línea y las ordena en una bandeja
de cartón, previamente armada. De allí se conduce cada caja a una
máquina ordenadora que las envuelve individualmente con una película
plástica termocontraíble; posteriormente, mediante una cinta transportadora
de alambre, pasa por el horno de contracción, conformándose los packs
compactos, a los que se adhiere un código de barras para su identificación
por el cliente. Aquí se efectúa el muestreo (del 3,7%) representativo de la
producción, que se conduce a la “Sala de incubación”, cuya temperatura es
de 35 ± 2,8°C.
25) PALLETIZADO
Se arman pallets de 12 filas con 15 cajitas de 12 unidades cada una, que se
envuelven exteriormente con película stretch. Cada pallet se etiqueta de
modo que pueda identificarse el producto, la marca, la fecha de elaboración,
la fecha de liberación y el número de pallet, lo que permite seguir su
trazabilidad. La información se registra en la planilla correspondiente
(Control de palletizado).
26) ALMACENAMIENTO
Los pallets se almacenan en el “Depósito de producto terminado”, que está
sectorizado mediante líneas pintadas en el piso, quedando las etiquetas
visibles para facilitar su carga. Las estibas guardan las distancias
reglamentarias entre sí y con las paredes.
27) EXPEDICIÓN
La expedición se efectúa de acuerdo a los pedidos recibidos cumpliendo la
regla PEPS (Primero Entra, Primero Sale) (FIFO en inglés). Toda la

23
mercadería se carga palletizada mediante un autoelevador frontal,
quedando registrado en la planilla correspondiente (Registro de carga en
transporte).

23
Planilla de análisis de peligros e identificación de las medidas de control
MATERIA PRIMA / ETAPA DEL PROCESO
PELIGROS POTENCIALES
PRESENTES EN LAS MATERIAS
PRIMAS E INTRODUCIDOS Y/O AUMENTADOS EN CADA ETAPA DEL
PROCESO
EL PELIGRO POTENCIAL ¿ES SIGNIFICATIVO?
(SI / NO)
JUSTIFIQUE SU DECISIÓN DE LA COLUMNA ANTERIOR
¿QUÉ MEDIDA DE CONTROL SE
PUEDE APLICAR PARA CADA
PELIGRO SIGNIFICATIVO?
ESTA ETAPA ¿ES
UN PCC?
(SI / NO)
Carne vacuna congelada
B: Clostridium botulinum
Si Clostridium botulinum es agente causal de una ETA de alta severidad, con efectos
graves para la salud del consumidor, pudiendo ocasionarle la muerte.
Es una bacteria anaerobia, formadora de esporos, productora de una potente neurotoxina y que está ampliamente
distribuida en la naturaleza, por lo que podría estar presente en esta materia
prima. Debido a que el Pan de carne es una conserva poco ácida (pH > 4,6), las
esporas de Clostridium botulinum podrían germinar, multiplicarse y formar la
neurotoxina.
Esterilización ----------
B: Escherichia coli enteropatogénicas
Si Escherichia coli enteropatogénicas causan enfermedades gastrointestinales
cuya severidad depende de varios factores, entre ellos, la cepa y el individuo afectado. E. coli O157:H7 y otras cepas verotoxigénicas (VTEC) producen una
toxina muy potente que lesiona la mucosa intestinal, pudiendo ocasionar el síndrome
urémico hemolítico (SUH), fundamentalmente en niños. Diferentes
cepas de Escherichia coli

24
enteropatogénicas, incluido el grupo de las VTEC pueden estar presentes en el
tracto intestinal de los bovinos y contaminar la carne durante la faena.
B: Salmonella spp. Si Salmonella spp. es agente causal de una ETA de mediana severidad (aunque a veces puede ser alta), la que puede
ocurrir aún con una baja dosis infectiva. Causa una infección con los siguientes síntomas: náuseas, vómitos, espasmos abdominales, diarrea, fiebre y dolor de cabeza. Los individuos con sistemas
inmunes debilitados pueden morir. Esta bacteria se encuentra habitualmente en el
tracto intestinal de los bovinos y podría contaminar la carne durante la faena.
Q: ninguno ---------- ---------- ----------
F: Fragmentos de metal
Si Los fragmentos de metal pueden producir una lesión al consumidor cuya severidad
podría ser leve o grave, dependiendo, entre otros factores, de su tamaño. Si bien
la probabilidad de que este peligro esté presente en esta materia prima es baja,
se considera que es significativo debido a las lesiones que podría ocasionar.
Detector de metales
Harina de arroz B, Q, F: ninguno ---------- ---------- ---------- ----------
Sal B, Q, F: ninguno ---------- ---------- ---------- ----------
Pimienta B: Clostridium botulinum
Si Clostridium botulinum es agente causal de una ETA de alta severidad, con efectos
graves para la salud del consumidor, pudiendo ocasionarle la muerte.
Es una bacteria anaerobia, formadora de esporos, productora de una potente neurotoxina y que está ampliamente
distribuida en la naturaleza, por lo que
Esterilización ----------

25
podría estar presente en esta materia prima. Debido a que el Pan de carne es una conserva poco ácida (pH > 4,6), las
esporas de Clostridium botulinum podrían germinar, multiplicarse y formar la
neurotoxina.
Q, F: ninguno ---------- ---------- ----------
Aditivos (nitrito de sodio, tripolifosfato de sodio)
B, Q, F: ninguno ---------- ---------- ---------- ----------
Latas y tapas (envase primario)
B, Q, F: ninguno ---------- ---------- ---------- ----------
Envases secundarios (film termocontraíble, bandejas de cartón) y envoltorio del pallet (film stretch)
B, Q, F: ninguno ---------- ---------- ---------- ----------
1) Recepción de carne vacuna congelada
B, Q, F: ninguno ---------- ---------- ---------- No
2) Recepción de:
a) Harina de arroz y sal
b) Latas y tapas
c) Film termocontraíble, bandejas de cartón y film stretch
B, Q, F: ninguno ---------- ---------- ---------- No
3) Recepción de pimienta y aditivos (nitrito de sodio y tripolifosfato de sodio)
B, Q, F: ninguno ---------- ---------- ---------- No

26
4) Almacenamiento de carne vacuna congelada
B, Q, F: ninguno ---------- ---------- ---------- No
5) Almacenamiento de harina de arroz y sal
B, Q, F: ninguno ---------- ---------- ---------- No
6) Almacenamiento de pimienta y aditivos (nitrito de sodio y tripolifosfato de sodio)
B, Q, F: ninguno ---------- ---------- ---------- No
7) Almacenamiento de latas y tapas
B, Q, F: ninguno ---------- ---------- ---------- No
8) Almacenamiento de bandejas de cartón, film termocontraíble y film stretch
B, Q, F: ninguno ---------- ---------- ---------- No
9) Desmenuzado B, Q: ninguno ---------- ---------- ---------- No
F: Fragmentos de metal
Sí Los fragmentos de metal pueden producir una lesión al consumidor cuya severidad
podría ser leve o grave, dependiendo, entre otros factores, de su tamaño.
Si bien la planta cuenta con un programa de mantenimiento de equipos que minimiza la probabilidad de que se
desprenda una partícula de metal, se considera que es significativo debido a las
lesiones que podría ocasionar.
Detector de metales
10) Picado B, Q: ninguno ---------- ---------- ---------- No

27
F: Fragmentos de metal
Sí Los fragmentos de metal pueden producir una lesión al consumidor cuya severidad
podría ser leve o grave, dependiendo, entre otros factores, de su tamaño.
Si bien la planta cuenta con un programa de mantenimiento de equipos que minimiza la probabilidad de que se
desprenda una partícula de metal, se considera que es significativo debido a las
lesiones que podría ocasionar.
Detector de metales
11) Fraccionamiento de harina de arroz y sal
B, Q, F: ninguno ---------- ---------- ---------- No
12) Fraccionamiento de pimienta y aditivos (nitrito de sodio y tripolifosfato de sodio)
B, Q, F: ninguno ---------- ---------- ---------- No
13) Almacenamiento intermedio de latas y tapas
B, Q, F: ninguno ---------- ---------- ---------- No
Agua B, Q, F: ninguno ---------- ---------- ---------- ----------
14) Mezclado B, Q, F: ninguno ---------- ---------- ---------- No
15) Detector de metales
B, Q, F: ninguno ---------- ---------- ---------- Si
16) Llenado B, Q, F: ninguno ---------- ---------- ---------- No
17) Remachado B, Q, F: ninguno ---------- ---------- ---------- Si *
18) Lavado B, Q, F: ninguno ---------- ---------- ---------- No
19) Secado 1 B, Q, F: ninguno ---------- ---------- ---------- No
20) Secado 2 B, Q, F: ninguno ---------- ---------- ---------- No
21) Codificado B, Q, F: ninguno ---------- ---------- ---------- No

28
22) Esterilización B, Q, F: ninguno ---------- ---------- ---------- Si
Agua (para el enfriado)
B, Q, F: ninguno ---------- ---------- ---------- ----------
23) Enfriado B, Q, F: ninguno ---------- ---------- ---------- No
24) Envasado secundario
B, Q, F: ninguno ---------- ---------- ---------- No
25) Palletizado B, Q, F: ninguno ---------- ---------- ---------- No
26) Almacenamiento B, Q, F: ninguno ---------- ---------- ---------- No
27) Expedición B, Q, F: ninguno ---------- ---------- ---------- No
* En el REMACHADO no se controlan peligros significativos; sin embargo, se la considera PCC debido a la probabilidad de contaminación post-esterilización si no se realiza un adecuado cierre de las latas.

29
Planilla maestra del plan HACCP
PCC 1 Peligro
significativo Límites críticos
Monitoreo Acciones correctivas
Verificación
Registros Qué Cómo Frecuencia Quién
Detector
de metales
Fragmentos
de metal
Ausencia
de fragmentos mayores a:
* 3,5 mm (ferroso)
* 4 mm (no
ferroso)
* 5 mm (acero
inoxidable)
Presencia
de fragmentos
de metal de tamaño mayor que
el límite crítico
Con un detector
de metales
Continua
Operario
responsable de la
remachadora
Si se detecta la presencia de un
fragmento de metal, el detector de metales
separa la porción de la pasta que lo contiene. El operario responsable de
la remachadora le informará
inmediatamente a un integrante del equipo de Control de Calidad y a otro de Mantenimiento,
los que intentarán determinar el origen de
este peligro físico y tomarán las medidas
necesarias para solucionar el
inconveniente. La pasta separada por el detector
de metales será desechada.
Si durante el control de sensibilidad del detector
de metales (que se realiza cada 30 minutos o menos) se evidencia
que no funciona correctamente, el
operario de Mantenimiento le
Revisión del Registro de monitoreo. PCC 1
“Detector de metales”
Responsable: Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de acciones
correctivas. PCC 1 “Detector de
metales” Responsable:
Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de verificación de
funcionamiento del detector de metales
(PCC 1) Responsable:
Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de acciones
correctivas del funcionamiento del
Registro de
monitoreo. PCC 1 “Detector de
metales”
Registro de acciones
correctivas. PCC 1 “Detector de
metales”
Registro de verificación de
funcionamiento del detector de metales
(PCC 1)
Registro de acciones
correctivas del funcionamiento del detector de metales
(PCC 1)

30
informará inmediatamente a un
integrante del equipo de Control de Calidad, para
que asegure que se retienen todos los
productos elaborados desde el último control
aceptable. El operario de
Mantenimiento realizará los ajustes necesarios para que el detector de
metales vuelva a funcionar correctamente.
El producto elaborado desde el último control
aceptable será descartado.
detector de metales (PCC 1)
Responsable: Coordinador del Equipo HACCP
Frecuencia: diaria.

31
PCC 2
Peligro significativo
Límites críticos
Monitoreo Acciones correctivas
Verificación
Registros Qué Cómo Frecuencia Quién
Remachado
En esta etapa
no se controlan peligros
significativos; sin embargo,
se la considera
PCC debido a la probabilidad
de contaminación
post-esterilización
si no se realiza un adecuado cierre de las
latas.
Espesor del remache: 1,20-1,30 en los 3 sitios de
medición. Cruce:
50% o más en 2 sitios de medición y más de 47% en el otro sitio
de medición.
Control
de remaches
A través de mediciones realizadas
en el remache
Cada 2 horas o menos
Operario
responsable del control de
remaches
Si se detecta una
desviación en al menos uno de los límites críticos establecidos, el operario responsable del control
de remaches le informará inmediatamente a un
integrante del equipo de Control de Calidad y a otro de Mantenimiento.
El personal de Control de Calidad identificará el lote producido desde el último
control de remaches hasta el momento del
control que determinó la desviación. Luego de la esterilización y enfriado,
el lote identificado se envía a incubación (a
35±2,8°C) y se realiza el procedimiento establecido
por el SENASA para determinar el destino del producto. El personal de Mantenimiento realizará
los ajustes necesarios en la remachadora con el objeto de restablecer el
control del proceso.
Revisión del Registro de
monitoreo. PCC 2 “Remachado” -
Control de remaches
Responsable: Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de
acciones correctivas. PCC 2
“Remachado” - Control de remaches (Producto)
Responsable: Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de
acciones correctivas. PCC 2
“Remachado” - Control de remaches
(Remachadora) Responsable:
Coordinador del Equipo HACCP
Frecuencia: diaria
Registro de
monitoreo. PCC 2 “Remachado” -
Control de remaches
Registro de
acciones correctivas. PCC 2 “Remachado” -
Control de remaches (Producto)
Registro de
acciones correctivas. PCC 2 “Remachado” -
Control de remaches
(Remachadora)
32
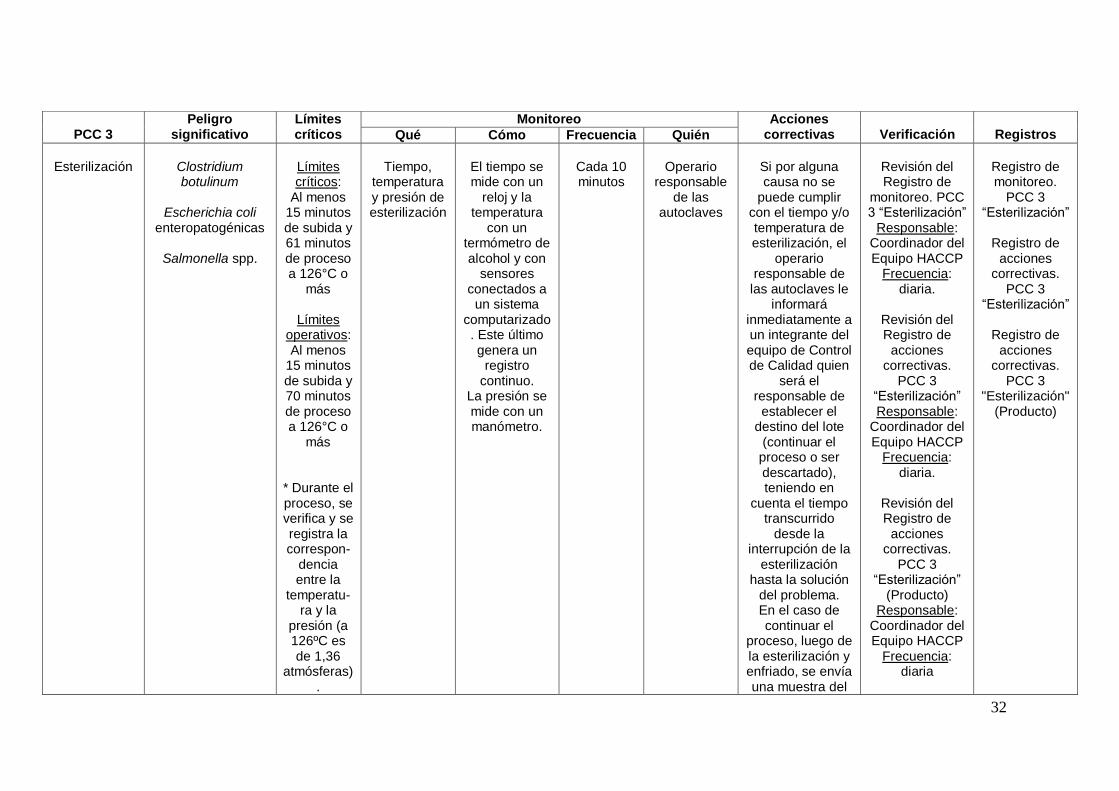
PCC 3 Peligro
significativo Límites críticos
Monitoreo Acciones correctivas
Verificación
Registros Qué Cómo Frecuencia Quién
Esterilización
Clostridium botulinum
Escherichia coli
enteropatogénicas
Salmonella spp.
Límites críticos:
Al menos 15 minutos de subida y 61 minutos de proceso a 126°C o
más
Límites operativos: Al menos
15 minutos de subida y 70 minutos de proceso a 126°C o
más
* Durante el proceso, se verifica y se registra la correspon-
dencia entre la
temperatu-ra y la
presión (a 126ºC es de 1,36
atmósferas).
Tiempo,
temperatura y presión de esterilización
El tiempo se mide con un
reloj y la temperatura
con un termómetro de alcohol y con
sensores conectados a
un sistema computarizado. Este último genera un
registro continuo.
La presión se mide con un manómetro.
Cada 10 minutos
Operario
responsable de las
autoclaves
Si por alguna causa no se
puede cumplir con el tiempo y/o temperatura de esterilización, el
operario responsable de
las autoclaves le informará
inmediatamente a un integrante del equipo de Control de Calidad quien
será el responsable de
establecer el destino del lote
(continuar el proceso o ser descartado), teniendo en
cuenta el tiempo transcurrido
desde la interrupción de la
esterilización hasta la solución
del problema. En el caso de continuar el
proceso, luego de la esterilización y enfriado, se envía una muestra del
Revisión del Registro de
monitoreo. PCC 3 “Esterilización”
Responsable: Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de
acciones correctivas.
PCC 3 “Esterilización” Responsable:
Coordinador del Equipo HACCP
Frecuencia: diaria.
Revisión del Registro de
acciones correctivas.
PCC 3 “Esterilización”
(Producto) Responsable:
Coordinador del Equipo HACCP
Frecuencia: diaria
Registro de monitoreo.
PCC 3 “Esterilización”
Registro de
acciones correctivas.
PCC 3 “Esterilización”
Registro de
acciones correctivas.
PCC 3 "Esterilización"
(Producto)
33
lote a estufa de 55ºC y se realiza el procedimiento establecido por el
SENASA. En caso de realizarse el
descarte del lote afectado,
previamente será esterilizado.
El personal de Mantenimiento
será el responsable de determinar la
causa del inconveniente y
de lograr su solución.
Revisión de los Registros de calibración de
los instrumentos de medición
Responsable: Coordinador del Equipo HACCP
Frecuencia: semanal.

34
Verificación del sistema HACCP
Para determinar si el plan HACCP se está implementando en forma adecuada,
el sistema se verificará mediante una auditoría interna. Esta actividad se
realizará cada 6 meses.
Además, mensualmente se realizan los análisis microbiológicos establecidos
por el SENASA.

35
ANEXO 1. Equipo HACCP

36
Equipo HACCP:
1. Lic. María Julia Boltri.
Coordinadora del Equipo HACCP
Responsable de:
Asegurar la implementación del plan HACCP.
Verificar los registros de monitoreo de los PCC, de acciones
correctivas de los PCC y de control de funcionamiento de los
instrumentos de medición.
Realizar las actualizaciones del plan HACCP.
2. Natalia Pérez, Gabriela Corbello.
Control de Calidad
Actividades:
Realizar las acciones correctivas de: PCC 1 (Detector de metales),
PCC 2 (Remachado) y PCC3 (Esterilización).
Realizar la toma y el envío de muestras al laboratorio de análisis
microbiológicos (verificación del sistema HACCP).
3. Jorge Rodríguez, Héctor Herrería.
Mantenimiento
Actividades:
Realizar las acciones correctivas de PCC 1 (Detector de metales),
PCC 2 (Remachado) y PCC3 (Esterilización).
4. Iván Alonso, José Cabrera, Jonathan Bustamante
Personal a cargo de la remachadora.
Actividad: realizar el monitoreo del PCC 1 (Detector de metales).
5. Mabel Giménez, José Cabrera, Martín Laterza.
Personal a cargo del control de remaches.
Actividad: realizar el monitoreo del PCC 2 (Remachado).
En caso de ser necesario, esta tarea puede ser realizada por personal de
mantenimiento.

37
6. Lucas Fernández, Sebastián Linares, Juan Domínguez, Ariel Maldonado,
Carlos Barragán, Esteban Pacheco.
Personal a cargo de las autoclaves.
Actividad: realizar el monitoreo del PCC 3 (Esterilización).
En caso de ser necesario, esta tarea puede ser realizada por personal de
mantenimiento.

38
ANEXO 2: Registros

39
Producto: Pan de Carne en Conserva.......................................................................................
Fecha: ......................................................................................................................................
Hora de detección del fragmento de metal:...............................................................................
Firma::........................................................................................................................................
Observaciones: .........................................................................................................................
...................................................................................................................................................
...................................................................................................................................................
..................................................................................................................................................
...................................................................................................................................................
Verificado por:...........................................................................................................................
Fecha de verificación:................................................................................................................
Registro de Monitoreo PCC1 Detector de Metales
Nota: -En caso de detección dar aviso a personal de Control de Calidad y Mantenimiento. -Límite crítico: ferroso >3.5 mm., no ferroso > 4 mm., acero inoxidable > 5 mm.

40
Producto: Pan de Carne en Conserva
Fecha:............................ Hora:...................
Partícula hallada: ............................................................................................................
Origen del elemento detectado:........................................................................................
Acción correctiva realizada : ...........................................................................................
..........................................................................................................................................
..........................................................................................................................................
Observaciones:.................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
Firma CC.:...............................................
Firma mantenimiento: .............................
Verificó:....................
Fecha:........................
Registro de Acciones Correctivas PCC1 Detector de Metales

41
Observaciones:.......................................................................................................... ............................................................................................................ ................... .................................................................................................................... ........... Nota: -Frecuencia: cada 30 minutos o menos. -Límite crítico: ferroso >3.5 mm., no ferroso > 4 mm., acero inoxidable > 5 mm.
-Si/No: completar con una X.
Producto: Pan de carne en conserva
Fecha:....................................................................................................
Partícula ferrosa
Partícula no ferrosa
Acero inoxidable
Hora DETECTÓ DETECTÓ DETECTÓ Controló
SÍ NO SI NO SI NO
Registro de Verificación de funcionamiento del detector de metales (PCC 1)
Verificó:...................
Fecha:........................
42
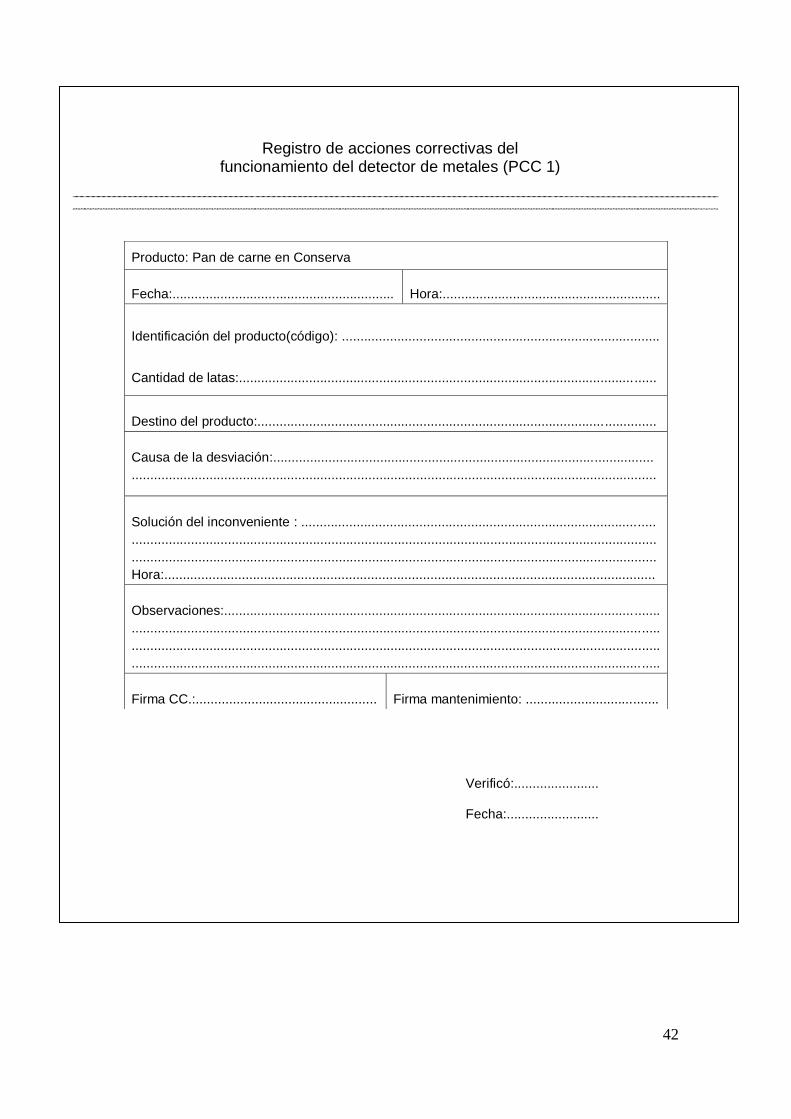
Producto: Pan de carne en Conserva
Fecha:............................................................ Hora:...........................................................
Identificación del producto(código): ......................................................................................
Cantidad de latas:.................................................................................................................
Destino del producto:............................................................................................................
Causa de la desviación:.......................................................................................................
..............................................................................................................................................
Solución del inconveniente : ................................................................................................
..............................................................................................................................................
..............................................................................................................................................
Hora:.....................................................................................................................................
Observaciones:......................................................................................................................
...............................................................................................................................................
...............................................................................................................................................
...............................................................................................................................................
Firma CC.:.................................................
Firma mantenimiento: ....................................
Verificó:....................... Fecha:.........................
Registro de acciones correctivas del funcionamiento del detector de metales (PCC 1)

43
Hora:...................
VALORES IDEALES
Características a
inspeccionar
ALTURA DEL
ENVASE
REMACHE
Espesor
Altura
G.cuerpo
G. fondo
Mínimo
50%
PUNTOS DE
CONTROL
92,5 1,20 2,70 1,61 1,66
94 1,30 3.00 2,01 2,01
1
2
3
Controló:...........................................
Registro de Monitoreo PCC2 Remachado-Control de
Remache
Producto: Pan de Carne en Conserva
Fecha:......................
Verificó:............................ Fecha:................................

44
Producto: Pan de Carne en Conserva
Fecha
elaboración:
.........................................................................................................................
Lote retenido:
........................................................................................................................
Cantidad de
latas:
.......................................................................................................................
Problema:
......................................................................................................................
......................................................................................................................
......................................................................................................................
......................................................................................................................
Resultado de la
incubación:
.......................................................................................................................
Destino del
producto:
........................................................................................................................
Observaciones
........................................................................................................................
Firma Control de
Calidad:
........................................................................................................................
Registro de Acciones Correctivas PCC2
Remachado-Control de Remache (Producto)
Verificó:.........................
Fecha:.............................

45
Producto: Pan de Carne en Conserva
Fecha
elaboración:
.........................................................................................................................
Hora:
........................................................................................................................
Descripción del
problema:
......................................................................................................................
......................................................................................................................
......................................................................................................................
......................................................................................................................
Descripción de
la solución:
........................................................................................................................
.......................................................................................................................
......................................................................................................................
Hora de la
solución:
........................................................................................................................
Observaciones:
........................................................................................................................
Firma Control de
Calidad:
........................................................................................................................
Registro de Acciones Correctivas PCC2
Remachado-Control de Remache (Remachadora)
Verificó:....................
Fecha:.......................

46
HORA PRESION TEMP. CONTROLO
AUTOCLAVE: ........................................................
PROCESO Nº: .........................................................
VENTEO(horario): INICIO:
........................
FINALIZACION:
...........................
TEMPERATURA
PROCESO:
......................................................
TIEMPO
PROCESO:
INICIO:
........................
FINALIZACION:
...........................
PRESION
PROCESO:
........................
...........................
ENFRIAMIENTO
(horario)
INICIO:
.........................
FINALIZACION:
...........................
Registro de Monitoreo PCC3 Esterilización
PRODUCTO: ........................
FECHA:
........................
MARCA: ................................
CODIGO LATA: .......................................
PESO: ........................
HORA ULTIMA LATA: ...................................
CARROS Nº ............... ............... ...............
HORA 1ER
LATA: ..................................
OBSERVACIONES:................................................................................................................................................ ................................................................................................................................................................................ ................................................................................................................................................................................ ................................................................................................................................................................................ ................................................................................................................................................................................ ................................................................................................................................................................................ ................................................................................................................................................................................ ................................................................................................................................................................................
Límites Críticos:: Temperatura ≥ 126ºC.Tiempo ≥ 61 minutos Límites Operativos : Temperatura ≥ 126ºC. Tiempo ≥ 70 minutos.
Verificó:.............................
Fecha:...............................
47
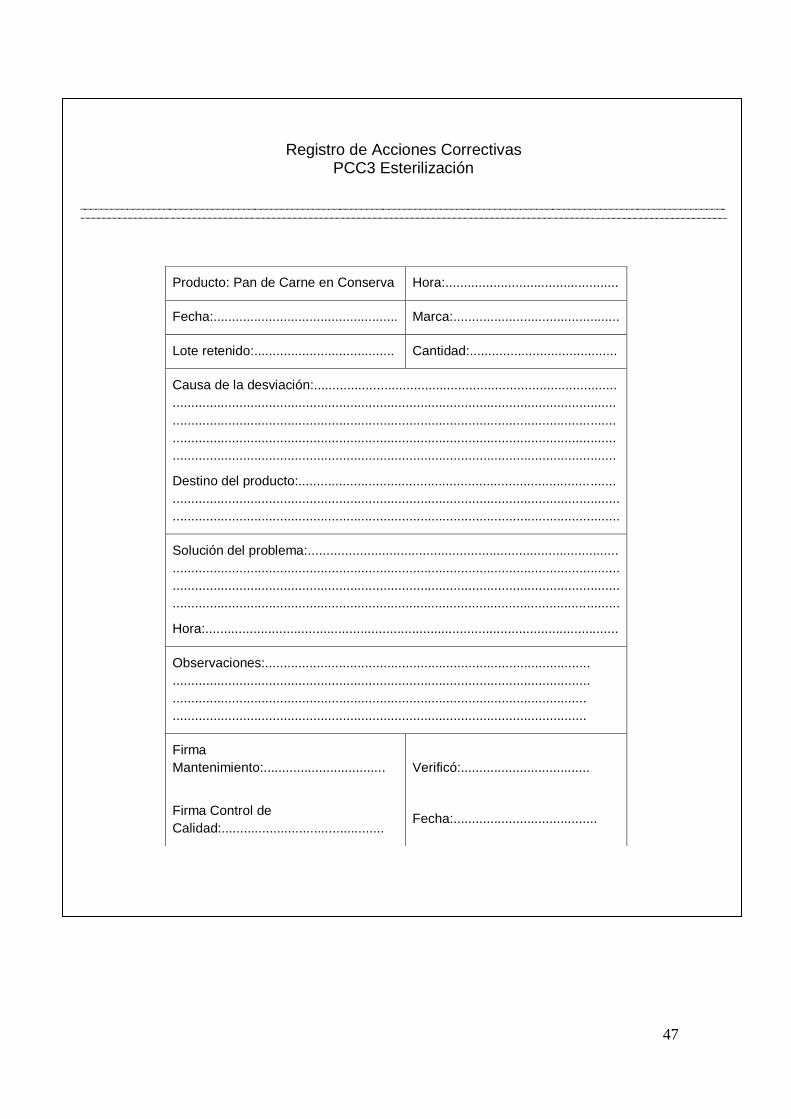
Producto: Pan de Carne en Conserva Hora:...............................................
Fecha:.................................................. Marca:.............................................
Lote retenido:...................................... Cantidad:........................................
Causa de la desviación:..................................................................................
........................................................................................................................
........................................................................................................................
........................................................................................................................
........................................................................................................................
Destino del producto:......................................................................................
.........................................................................................................................
.........................................................................................................................
Solución del problema:....................................................................................
.........................................................................................................................
.........................................................................................................................
.........................................................................................................................
Hora:................................................................................................................
Observaciones:........................................................................................
.................................................................................................................
................................................................................................................
................................................................................................................
Firma
Mantenimiento:.................................
Firma Control de
Calidad:............................................
Verificó:...................................
Fecha:.......................................
Registro de Acciones Correctivas PCC3 Esterilización

48
Producto: Pan de Carne en Conserva
Fecha
elaboración:
.........................................................................................................................
Lote retenido:
........................................................................................................................
Cantidad de
latas:
.......................................................................................................................
Problema:
......................................................................................................................
......................................................................................................................
......................................................................................................................
......................................................................................................................
Resultado de la
incubación:
.......................................................................................................................
Destino del
producto:
........................................................................................................................
Observaciones
........................................................................................................................
Firma Control de
Calidad:
........................................................................................................................
Registro de Acciones Correctivas PCC3 Esterilización
(Producto)
Verificó:...........................
Fecha:.............................

49
Bibliografía
-Alianza Nacional de HACCP Para Mariscos y Pescados (2011). HACCP
training curriculum, pp. 2-4, 8. Disponible en:
[http://nsgl.gso.uri.edu/flsgp/flsgpe11002.pdf] Fecha de consulta: junio 2015.
-CAC/RCP 23-1979, Código de prácticas de higiene para alimentos poco
ácidos y alimentos poco ácidos acidificados envasados. Disponible en:
[file:///C:/Users/Win7/Downloads/CXP_023s.pdf] Fecha de consulta: julio 2015.
-Carro Paz, R., Gonzales Gómez, D. (2012), p.3. Disponible en:
[http://nulan.mdp.edu.ar/1616/1/11_normas_haccp.pdf] Fecha de consulta:
octubre 2015.
-Código Alimentario Argentino. Disponible en :
[http://infoleg.mecon.gov.ar/infolegInternet/verNorma.do?id=24788] Fecha de
consulta: junio 2015.
-Decreto 4238/68. Reglamento de inspección de productos, subproductos y
derivados de origen animal. Disponible en :
[http://www.anmat.gov.ar/alimentos/normativas_alimentos_caa.asp] Fecha de
consulta: junio 2015.
-FAO (1993). Procesamiento de frutas y hortalizas mediante métodos
artesanales y de pequeña escala. Capitulo 5: Procesos. Disponible en:
[http://www.fao.org/docrep/x5062s/x5062S00.htm#Contents] Fecha de
consulta: junio 2015.
-FAO (2002). Sistemas de inocuidad y calidad de los alimentos. Capitulo 3: El
sistema de análisis de peligros y puntos críticos de control,p.158, 175, 181,
188, 194, 200. Disponible en:
[ftp://ftp.fao.org/docrep/fao/005/w8088s/w8088s00.pdf] Fecha de consulta:
junio 2015.
-FAO/OMS (2007). Garantía de la inocuidad y calidad de los alimentos:
directrices para el fortalecimiento de los sistemas nacionales de control de los
alimentos, pp. 2-4. Disponible en: [http://www.medbox.org/garantia-de-la-
inocuidad-y-calidad-de-los-alimentos-directrices-para-el-fortalecimiento-de-los-
sistemas-nacionales-de-control-de-los-alimentos/preview] Fecha de consulta:
junio 2015.

50
-Jay, J.M. (1994). Microbiología moderna de los alimentos, pp. 580- 587.
-Ministerio de Asuntos Agrarios (2010). Protocolo de Elaboración de Conservas
Cárnicas, p.4. Disponible en :
[http://www.maa.gba.gov.ar/2010/SubPED/Ganaderia/archivos/Protocolo%20C
onservas%20Carnicas.pdf] Fecha de consulta: junio 2015.
-OMS (2013). Botulismo. Nota descriptiva Nº 270. Disponible en:
[http://www.who.int/mediacentre/factsheets/fs270/es/] Fecha de consulta: junio
2015.
-Organización Panamericana de la Salud (2015). 3.Analisis de Peligros y
Puntos Críticos de Control (HACCP), p. 10. Disponible en:
[http://www.paho.org/hq/index.php?option=com_content&view=article&id=1083
3%3A2015-historia-sistema-haccp&catid=7887%3Ahaccp-contenidos&lang=es]
Fecha de consulta: Octubre 2015.
-Pascual Anderson, M.R. (2005). Enfermedades de origen alimentario, cap. 1.
Disponible en:
[https://books.google.com.ar/books?hl=es&lr=&id=zy0hd4zDL78C&oi=fnd&pg=
PR13&dq=prevencion+botulismo+alimentario&ots=dOSpZ33PjI&sig=sS-
7tP3zEuIQFrvwWywV_HipeLU#v=onepage&q=prevencion%20botulismo%20ali
mentario&f=false] Fecha de consulta: julio 2015.
-SENASA (Servicio Nacional de Sanidad y Calidad Agroalimentaria) (2003)
Análisis de Peligros y Puntos Críticos de Control (HACCP). Guía orientadora
para productores, procesadores y servicios de inspección. Disponible en:
[http://www.saludneuquen.gob.ar/wp-content/uploads/2014/06/Gu%C3%ADa-
Orientadora-SENASA-HACCP.pdf] Fecha de consulta: junio 2015.
-SENASA (2014). Disponible en :
[www.senasa.gov.ar/contenido.php?to=n&in=1792&io=28323] Fecha de
consulta: junio 2015.
Related Documents











