1 23 Analytical and Bioanalytical Chemistry ISSN 1618-2642 Volume 399 Number 5 Anal Bioanal Chem (2010) 399:1773-1780 DOI 10.1007/ s00216-010-4185-7 Physicochemical characterisation of different welding aerosols

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1 23
Analytical and BioanalyticalChemistry ISSN 1618-2642Volume 399Number 5 Anal Bioanal Chem (2010)399:1773-1780DOI 10.1007/s00216-010-4185-7
Physicochemical characterisation ofdifferent welding aerosols

1 23
Your article is protected by copyright and
all rights are held exclusively by Springer-
Verlag. This e-offprint is for personal use only
and shall not be self-archived in electronic
repositories. If you wish to self-archive your
work, please use the accepted author’s
version for posting to your own website or
your institution’s repository. You may further
deposit the accepted author’s version on a
funder’s repository at a funder’s request,
provided it is not made publicly available until
12 months after publication.

ORIGINAL PAPER
Physicochemical characterisation of differentwelding aerosols
B. Berlinger & N. Benker & S. Weinbruch & B. L`Vov &
M. Ebert & W. Koch & D. G. Ellingsen & Y. Thomassen
Received: 25 June 2010 /Revised: 30 August 2010 /Accepted: 31 August 2010 /Published online: 16 September 2010# Springer-Verlag 2010
Abstract Physicochemical properties important in expo-sure characterisation of four different welding aerosols wereinvestigated. Particle number size distributions were deter-mined by scanning mobility particle sizer (SMPS), masssize distributions by separation and weighing the individualsize fractions of an 11-stage cascade impactor. The sizedistribution of the primary particles of agglomerates,chemical composition and morphology of the particleswere examined by TEM. There were significant differencesin the particle number size distributions of the differentwelding aerosols according to the SMPS determinations.
The particle mass size distributions determined gravimetri-cally were, however, not really different. The dominantrange with respect to mass was between 0.1 and 1 μm,regardless of the welding technique. Most of the primaryparticles in all different welding aerosols had diametersbetween 5 and 40 nm. All types of primary particles had atendency to form chainlike agglomerates. A clear sizedependence of the particle chemical composition wasencountered in the case of manual metal arc weldingaerosol. Small particles with diameters below 50 nm weremostly metal oxides in contrast to larger particles whichalso contained more volatile elements (e.g. potassium,fluorine, sodium, sulphur).
Keywords Welding aerosol . Transmission electronmicroscopy . Scanning mobility particle sizer . Particle sizedistribution . Primary particles . Morphology
Introduction
Welding aerosols contain a large proportion of ultrafineparticles [1], which are defined as particles <100 nm in alldimensions. Ultrafine particles are commonly generated bycombustion and evaporation/vapour re-condensation pro-cesses, such as welding [2]. According to general defi-nitions, nanoparticles are defined as primary particles withat least one dimension <100 nm [3]. This term is, however,in the present context used interchangeably with ultrafineparticles.
Occupational exposure to welding aerosols is associatedwith both pulmonary and systemic health effects [4]. Theseinclude decreases in pulmonary function, increased airwayhyperresponsiveness, bronchitis, fibrosis, lung cancer,increased incidence of respiratory infections and metal
Published in the special issue Speciation Analysis in Healthcare withGuest Editor Heidi Goenaga Infante.
B. Berlinger (*) :D. G. Ellingsen :Y. ThomassenNational Institute of Occupational Health,P.O. Box 8149 Dep., 0033 Oslo, Norwaye-mail: [email protected]
N. Benker : S. Weinbruch :M. EbertInstitute of Applied Geosciences, Technical University Darmstadt,Schnittspahnstraße 9,64287 Darmstadt, Germany
B. L`VovDepartment of Analytical Chemistry, St. Petersburg StatePolytechnical University,Politekhnicheskaya ul. 29,195251 St. Petersburg, Russia
W. KochDepartment of Aerosol Technology, Fraunhofer ITEM,Nikolai-Fuchs Str. 1,30625 Hannover, Germany
Y. ThomassenDepartment of Plant and Environmental Sciences, NorwegianUniversity of Life Sciences,1432 Ǻs, Norway
Anal Bioanal Chem (2011) 399:1773–1780DOI 10.1007/s00216-010-4185-7
Author's personal copy

fume fever. Effects of exposure to welding aerosols havebeen studied in both animals and in cell cultures where theyproduce marked pro-inflammatory effects [5–7]. Theseeffects are thought to be driven largely by transition metalsundergoing redox cycling, resulting in oxidative stress [5,7, 8]. In a comprehensive study of the molecular signallingpathways causing lung inflammation by welding aerosol,McNeilly et al. [5] demonstrated that the pro-inflammatoryeffects of welding aerosol in vitro [5] and in vivo [9] wereentirely driven by oxidative stress arising from the solubletransition metal components. Soluble transition metals inwelding aerosols appear to be a primary inducer ofoxidative stress and inflammation [1].
It is likely that the biological activity of ultrafineparticles depends on physicochemical parameters, such asparticle size and size distribution, agglomeration state,shape, crystal structure, chemical composition, surface area,surface chemistry, surface charge and porosity [3]. Anumber of different analytical techniques can be appliedfor measuring such kinds of parameters. X-ray photoelec-tron spectroscopy was exploited by Minni et al. [10] tostudy the semiquantitative surface composition of weldingaerosols and the oxidation states of the major metals (iron,manganese, chromium and nickel) present in the aerosols.Secondary ion mass spectrometry (SIMS) was applied indepth profiling of particles in work environment [11] andwelding [12] aerosols. The latter study revealed the core–shell structure of particles in welding aerosols which issupported by the results that showed altering concentrationsfor the different metal oxides from the surface towards thecentre of the particles. It was also found that chlorides andfluorides formed a crust on the particles in shielded metalarc welding aerosol. Berlinger et al. [13] ascertained by theuse of X-ray diffraction spectrometry (XRD) that theinvestigated gas metal arc welding aerosols containedpredominantly magnetite (FeFe2O4), whilst the fumegenerated during manual metal arc welding of structuralsteel contained a complex alkali–alkali earth fluoride phaseand some magnetite and jakobsite (MnFe2O4) as crystallinephases. These results were in good agreement with previousXRD studies [14]. The diffraction pattern can, however, beblurred if the crystalline structure is of small size (5–10 nm), which is a considerable limitation of the XRDtechnique in the characterisation of welding aerosol andother nanoparticle-containing aerosols. A comprehensiveanalysis of individual particles of different welding aerosolsize fractions was performed by Worobiec et al. [15]. Theyapplied a combination of energy-dispersive X-ray fluores-cence spectroscopy, micro-Raman spectroscopy and elec-tron probe microanalysis. Their results showed “distinctinterdependencies between the particles’ elemental compo-sition and their sizes and structures, which are consistent
with commonly assumed mechanisms of their formationand evolution”.
Jenkins et al. [16] applied scanning electron microscopy(SEM) for studying particles in welding aerosols afterseparation in a four-stage cascade impactor. Previousstudies using SEM also provided data about the morphol-ogy and chemistry of particles in welding aerosols [17–19].Transmission electron microscopy (TEM) is considered tobe a valuable tool for evaluating particle size distributionand shape [9]; accordingly, there are many studies in whichit has been used for providing information on nanoparticles.At the same time, there are just a few applications of TEMin the characterisation of welding aerosols [20–23].Scanning mobility particle sizer (SMPS) and other kindsof particle counters are frequently used instruments fordetermining the particle size distribution of differentaerosols. They have been applied in welding aerosol studiesas well [21, 24].
In the present study, the size distribution of particles indifferent welding aerosols is measured by TEM and SMPS.The main aim of our study was to provide a full character-isation of agglomerates formed during welding, includingthe size of primary particles, which cannot be obtained bySMPS. In addition, we also want to explore the dependenceof the chemical composition on particle size. The resultswill be compared with predictions from theoretical calcu-lations in order to reach a better understanding of theobserved particle properties.
Experiment
Sampling
The stainless steel welding electrodes which were appliedto generate welding aerosols contained 19% (ms/ms) Cr,12% Ni, 3% Mo, 0.8% Si and 0.8% Mn. They werepurchased from different suppliers (Sandvik MaterialsTechnology, Sandviken, Sweden; Avesta Welding AB,Avesta, Sweden). Three stainless steel welding techniqueswere investigated in this study: manual metal arc welding(MMA), metal inert gas welding (MIG) and tungsten inertgas welding (TIG). In addition, a mixed MMA–TIGwelding was examined. The welding was performed in theworkshop of the National Institute of Occupational Health(Oslo) and simulated real workplace conditions. Theoperating parameters (welding current, arc voltage, weldingspeed, etc.) used in welding were similar to those applied inindustrial welding procedures.
Particle size distributions of the welding aerosols in therange of 10–487 nm were examined by an SMPSinstrument (model 3034, TSI Inc., Shoreview, USA).
1774 B. Berlinger et al.
Author's personal copy

Samples were collected simultaneously for individualparticle characterisation by TEM. TEM grids made ofnickel (3-mm diameter) were stuck onto 25-mm PVC filtersmounted in Millipore filter cassettes. In order to avoid theimpaction of too many particles on the grids, low flow rates(0.1–0.2 L/min) maintained by SKC personal samplingpumps (SKC Inc., Eighty-Four, USA) were applied duringsampling. Two filters were used in each sampling proce-dure, and sampling times were 5 and 10 min, respectively.
For the determination of the mass distribution asfunction of aerodynamic diameter, samples were collectedon plastic substrates (Tedlar foils) by a Berner cascadeimpactor (HAUKE GmbH. & Co. KG., Gmunden, Austria)with a flow rate of 24.55 L/min. The 50% cutoff diametersfor the 11 impactor stages were 0.0180, 0.0355, 0.0700,0.138, 0.272, 0.537, 1.06, 2.09, 4.11, 8.11 and 16 μm. Toavoid overloading of the substrate foils, sampling wasstarted after the concentration of the welding aerosol(PM10) had decreased below 20 mg/m3. The fumeconcentration was checked with a direct reading personalaerosol monitor (model AM510, TSI Inc.).
Analysis
Gravimetric measurements of the impactor substrates wereperformed in a weighing room dedicated to low filter massmeasurements. The Tedlar foils were weighed before andafter the sampling and were stored for some days in theweighing room before weighing. The laboratory balanceused was a Sartorius Micro model MC5 balance, maxcapacity 5.1 g, stability less than a microgram (SartoriusAG, Göttingen, Germany)
SEM was used to select samples for further TEMinvestigation and preliminary characterisation of the par-ticles. The size, morphology and elemental composition ofthe particles were investigated in detail by TEM. SEM wasperformed with a field emission gun instrument (FEI ESEMQuanta 200 FEG, Eindhoven, the Netherlands) equippedwith an energy-dispersive Si(Li) X-ray detector (EDAX,Tilburg, the Netherlands), allowing the detection of allelements with Z ≥ 5 (boron). The investigations werecarried out in the low vacuum mode (P≈1–2 mbar) of theinstrument. In this vacuum mode, samples can be studiedwithout any coating [25]. TEM was performed with aPhilips CM 20 (Philips, Eindhoven, the Netherlands)instrument operated at 200 kV. This instrument isequipped with a high-purity Ge detector (ThermoNORAN, Middleton, WI, USA) for energy-dispersive X-ray microanalysis allowing the detection of elements withZ ≥ 6 (carbon). All samples studied by SEM and TEMwere not coated with a conductive material. In TEM,minimum particle size, which is possible to identify,
depends on the contrast. In this study, the minimumdetectable particle size was in the order of 2–4 nm.
Results
Particle size distribution of the welding aerosols
Particle number size distributions of the welding aerosolsinvestigated by SMPS are shown in Fig. 1. In TIG welding,most particles have mobility diameters between 15 and160 nm. In MMA welding aerosol, particle diameters aresignificantly larger (100–600 nm). In MIG welding aero-sols, the particles are more evenly distributed between thedifferent size ranges. For the mixed MMA–TIG welding,the size distribution strongly depends on the operationconditions and can be regarded as the average of bothtechniques.
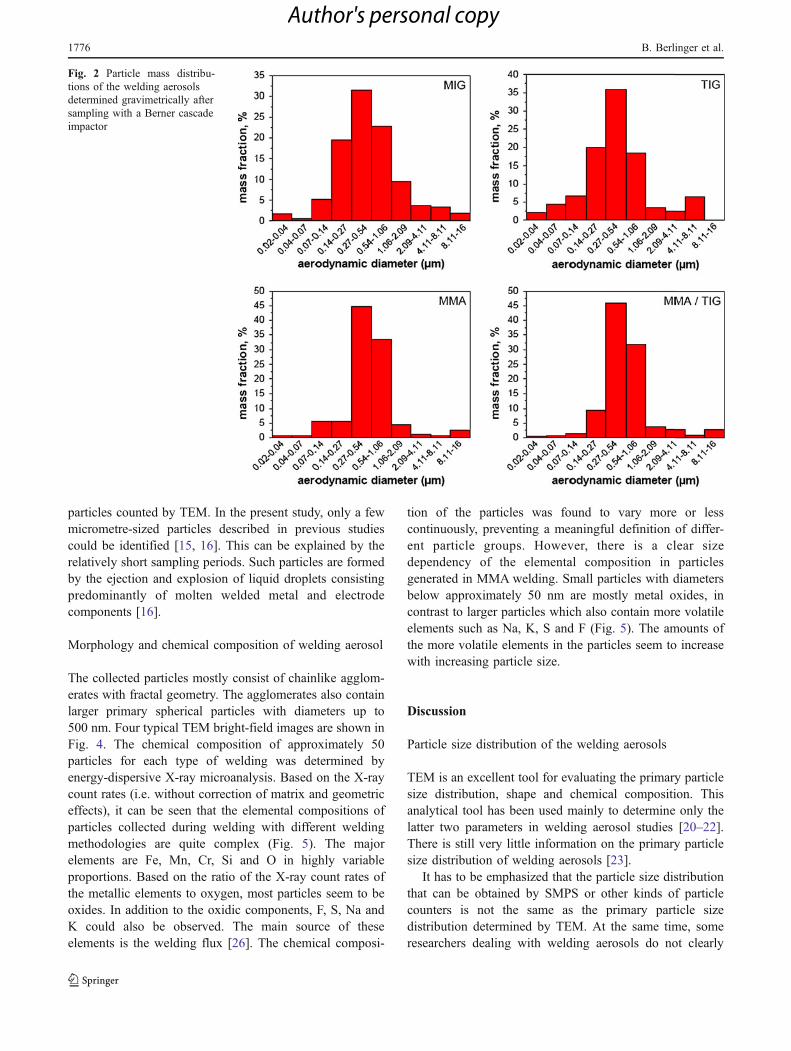
Particle mass size distributions determined gravimetri-cally are shown in Fig. 2. There are no large differencesbetween the welding aerosols investigated. The dominantrange with respect to mass is between 0.1 and 1 μm,regardless of the welding technique.
The size distributions of the primary particles, measuredby TEM, are shown in Fig. 3. Most primary particles havegeometric diameters (equivalent projected area diameter)between approximately 5 and 40 nm independently on thewelding technique, and few primary particles were foundwith diameters above 50 nm. Number size distributions ofthe primary particles in MIG and MMA–TIG weldingaerosols are very similar; geometric diameters of mostprimary particles are <10 nm. MMA welding aerosolcontained mainly larger primary particles with diametersbetween 10 and 50 nm. The distribution observed in thecase of TIG welding could be influenced by the quite few
mobility diameter, nm
100 200 300 400
dN/d
log(
d mob
), 1
/cm
3
0.0
2.0e+5
4.0e+5
6.0e+5
8.0e+5
1.0e+6
1.2e+6
1.4e+6
1.6e+6
MMATIGMIGMMA-TIG
Fig. 1 Characteristic number concentrations of the different weldingaerosols determined by SMPS
Physicochemical characterisation of different welding aerosols 1775
Author's personal copy
particles counted by TEM. In the present study, only a fewmicrometre-sized particles described in previous studiescould be identified [15, 16]. This can be explained by therelatively short sampling periods. Such particles are formedby the ejection and explosion of liquid droplets consistingpredominantly of molten welded metal and electrodecomponents [16].
Morphology and chemical composition of welding aerosol
The collected particles mostly consist of chainlike agglom-erates with fractal geometry. The agglomerates also containlarger primary spherical particles with diameters up to500 nm. Four typical TEM bright-field images are shown inFig. 4. The chemical composition of approximately 50particles for each type of welding was determined byenergy-dispersive X-ray microanalysis. Based on the X-raycount rates (i.e. without correction of matrix and geometriceffects), it can be seen that the elemental compositions ofparticles collected during welding with different weldingmethodologies are quite complex (Fig. 5). The majorelements are Fe, Mn, Cr, Si and O in highly variableproportions. Based on the ratio of the X-ray count rates ofthe metallic elements to oxygen, most particles seem to beoxides. In addition to the oxidic components, F, S, Na andK could also be observed. The main source of theseelements is the welding flux [26]. The chemical composi-
tion of the particles was found to vary more or lesscontinuously, preventing a meaningful definition of differ-ent particle groups. However, there is a clear sizedependency of the elemental composition in particlesgenerated in MMA welding. Small particles with diametersbelow approximately 50 nm are mostly metal oxides, incontrast to larger particles which also contain more volatileelements such as Na, K, S and F (Fig. 5). The amounts ofthe more volatile elements in the particles seem to increasewith increasing particle size.
Discussion
Particle size distribution of the welding aerosols
TEM is an excellent tool for evaluating the primary particlesize distribution, shape and chemical composition. Thisanalytical tool has been used mainly to determine only thelatter two parameters in welding aerosol studies [20–22].There is still very little information on the primary particlesize distribution of welding aerosols [23].
It has to be emphasized that the particle size distributionthat can be obtained by SMPS or other kinds of particlecounters is not the same as the primary particle sizedistribution determined by TEM. At the same time, someresearchers dealing with welding aerosols do not clearly
Fig. 2 Particle mass distribu-tions of the welding aerosolsdetermined gravimetrically aftersampling with a Berner cascadeimpactor
1776 B. Berlinger et al.
Author's personal copy

distinguish between these two particle size distributionswhen discussing welding aerosol characteristics [21–24].
For example, Carpenter et al. examined the influence ofshielding gas composition on the size of particles generated
during gas metal arc welding (GMAW) by determining theaverage size and total percentage of particles <40 and<60 nm by TEM [23]. It is evident that this study focusedon the primary particles. The influence of voltage and wire
Fig. 3 Size distributions of theprimary particles in the differentwelding aerosols determined byTEM
Fig. 4 Typical TEM bright-fieldimages of the investigatedwelding aerosols
Physicochemical characterisation of different welding aerosols 1777
Author's personal copy

feed speed on the particle size distribution of GMAWaerosol was investigated in another study by the use of anoptical particle counter. This technique yields the sizedistribution of the agglomerated particles [24]. Althoughboth studies provided useful information about the influ-ence of welding parameters on the particle formation, theyare not comparable. When discussing the health issuesrelated to exposure to welding aerosols, it has to beconsidered that the particle penetration into and depositionin the lungs is size-dependant [27]. Therefore, it has to bedecided what kind of size distribution should be used insuch investigations. A recent inhalation exposure studyindicates that both the size of the agglomerates and theprimary particles are important in terms of pulmonaryeffects [28]. This study concludes that the pulmonary
toxicity of nanosized, agglomerated polydisperse particu-lates appears to be determined by the size of agglomeratedrather than primary particles, whereas the clearancehalftime seems to increase with decreased primary particlesize. If the particle size distributions obtained by the Bernercascade impactor are compared with known respiratorydeposition patterns [27] of inhaled particles, it could besuggested that there will be no large differences betweenthe deposited amounts of different welding aerosols in thehuman respiratory system. At the same time, there can besome differences in the deposition of the particles withdiameters below 500 nm according to the differencesbetween the particle size distributions obtained by SMPS.Regional deposition of inhaled particles in the respiratorytract depends primarily on the particle aerodynamicdiameter for larger particles (diameter >500 nm) andprimarily the mobility diameter for smaller particles [27].It is not only the particle size distribution which influencesthe behaviour of particles that are carried with the airflowinto the respiratory airways, but other characteristics,including electrostatic charge, hygroscopicity or deliques-cence, and chemical composition as well [27]. According toprevious studies [13, 29], the solubility of MMA weldingaerosol is higher than the others, which indicates that theparticles may be more hygroscopic. Hygroscopic particlesin workplace aerosols can develop thin water film on theirsurface or even form droplets when the relative humidity ishigh, like in the respiratory system where it is between 50%and 99.5% [30, 31]. Hygroscopicity of the MMA particlesby particle growth can significantly influence the depositionof these particles. It is therefore important in the future tocollect more data to reveal the deposition characteristics ofwelding aerosols. In these investigations, environmentalSEM can be a useful tool by examining the hygroscopicproperties of welding aerosols.
As the surface of the particles is suggested to haveimpact on lung inflammation [32]—most likely due to theinfluence on solubility properties—it may be important toestimate the surface area of the agglomerates penetratingand depositing into the lungs. However, the surface area ofthe agglomerates is systematically underestimated bySMPS as the agglomerates have a fractal-like geometry.
Morphology and chemical composition of the weldingaerosols
The TEM observations of the typical size and shape of theparticles are in good agreement with previous TEMinvestigations [22, 23]. However, no individual sphericalprimary particles were found in the size range below100 nm. All particles in the ultrafine range were agglom-erated. The differences between the elemental compositionsof the particles with different sizes may confirm previous
Fig. 5 Elemental composition of the MMA welding aerosol particleswith different sizes
1778 B. Berlinger et al.
Author's personal copy

results that the larger particles in MMA welding aerosolhave a core–shell structure [12]. This observation is basedon SIMS depth profiling of particles in welding aerosols inthe range of 300–400 nm. These particles have a shellenriched in volatile elements (Na, K, F, S), whilst the coreis composed mainly of metal oxides. From our TEMresults, it is quite obvious that the smaller and largerparticles have different structures, which might beexplained by the particle formation mechanism.
Formation mechanism of the primary particles in weldingaerosols
When an electric welding arc is struck between theelectrode and the base metal in a current of air or inertgas, metal vapour evolved at a very high temperature (up to5,000–6,000 K) is cooled down in the gas stream andcondenses to form a fume. Oxidizable metals—for exam-ple, Fe, Mn, Cr, Mg and Al—even in the inert gas stream,readily give oxides. Under these conditions during welding,nucleation of the vapour is facilitated by the copious supplyof ions in the neighbourhood of the arc, and it is most likelythat the primary particles are formed by condensation onions rather than by self-nucleation. Such units will beelectrically charged, and since the initial concentration ishigh and is reduced comparatively slowly by the dilutinggas, we should expect that electrically charged complexagglomerates with different sizes would be present in thearc fume. These agglomerates, as shown in Fig. 4, consistof long chains, frequently of hundreds of fine particles. Theagglomerates are rather stable and retain their agglomeratestructure in the process of their separation with anelectrostatic classifier of SMPS or with a Berner cascadeimpactor. Thus, the great difference in the particle sizedistribution in the welding aerosols measured with thesetechniques, on the one hand, and with TEM, on the other, israther obvious.
It is of interest to evaluate the minimum size of theprimary particles (their diameter d) in a welding fume basedon the Gibbs–Thomson equation [33]:
d ¼ 4MgRrT ln S ð1Þ
where M and ρ are the molar mass and density of thesubstance, + is the surface tension of a solid, R is the gasconstant, T is the temperature and S is the degree of vapoursupersaturation, which is equal to the ratio of the realpressure of the condensing substance to that of the saturatedpressure, i.e.
S � P=PsatðTÞ: ð2Þ
Only a few publications [34–36] can be found whichreported some data on the surface tension or surface energyof solids. As an example, let us consider the condensationof iron vapour. It can be assumed that at high temperature,the condensation proceeds in the form of metal. Thereafter,metal particles oxidize to iron oxides. The values ofparameters in Eq. 1 are as follows: M=0.05585 kg mol−1,R=8.3145 J mol−1 K−1, ρ=7874 kg m−3 and + ≈1.1 J m−2
[35, 36]. The evaluation of two other parameters (T and S)turns out to be more difficult. Partial pressures of the maincomponents of the welding metals in the arc are in therange of 0.05–0.1 atm [37]. Therefore, the values of thesaturation partial pressures Psat (T) should be close to thesevalues. In the case of iron, the corresponding criticaltemperature is equal to about 2,500 K [38]. The minimalvalue of supersaturation Smin that was observed in the caseof condensation (on the positive ions) of vapours of a fewliquids (ethyl and methyl alcohols) is equal to approx. 2[33]. Taking into account the magnitudes of the aboveparameters, we obtain d≈2.2 nm. This value, which shouldbe considered the minimum primary particle size inwelding aerosols high in iron, is in a good agreement withthe experimental results of this work. Indeed, in all cases(MMA, TIG and MIG welding technologies), the minimalsizes of particles measured by TEM are in the range ofseveral nanometers. However, this agreement should not beoveremphasized since the choice of magnitudes for T and Swas rather arbitrary. This is especially true for the minimalvalue of supersaturation used in the calculations.
Conclusion
In this study, it has been shown that for all weldingmethods, the aerosol generated consists of agglomerateswith primary particle sizes in the range of 5–40 nm. Therewere no large differences between the particle massdistributions of the different welding aerosols. The domi-nant range with respect to mass is between 0.1 and 1 μm,regardless of the welding technique. The similarity in masssize distribution may result in comparable respiratory tractdeposition of the inhaled welding aerosols. However, thedifferences in the particle number distributions determinedby SMPS indicate that there can be slight differences in theregional deposition of the smaller particles. Furthermore,there is a particle size-dependent chemical compositiontendency showing increasing amounts of volatile elementswith increasing particle size. In terms of pulmonary effectscaused by exposure to ultrafine aerosols, both the size ofthe agglomerates and the primary particles have beenshown to be important [28] in addition to the chemicalcharacteristics (i.e. composition, hygroscopicity) of theparticles.
Physicochemical characterisation of different welding aerosols 1779
Author's personal copy
References
1. Donaldson K, Tran L, Jimenez LA, Duffin R, Newby DE, MillsN, MacNee W, Stone V (2005) Combustion-derived nanopar-ticles: a review of their toxicology following inhalation exposure.Part Fibre Toxicol 2:10
2. Lighty JS, Veranth JM, Sarofim AF (2000) Combustion aerosols:factors governing their size and composition and implications tohuman health. J Air Waste Manag Assoc 50:1565–1618
3. Oberdörster G, Maynard A, Donaldson K, Castranova V, FitzpatrickJ, Ausman K, Carter J, Karn B, Kreyling W, Lai D, Olin S, Monteiro-Riviere N, Warheit D, Yang H (2005) Principles for characterizingthe potential human health effects from exposure to nanomaterials:elements of screening strategy. Part Fibre Toxicol 2:8
4. Antonini JM (2003) Health effects of welding. Crit Rev Toxicol33:61–103
5. McNeilly JD, Heal MR, Beverland IJ, Howe A, Gibson MD,Hibbs LR, MacNee W, Donaldson K (2004) Soluble transitionmetals cause the pro-inflammatory effects of welding fumes invitro. Toxicol Appl Pharmacol 196:95–107
6. Naslund PE, Andeasson S, Bergstom R, Smith L, Risberg B(1990) Effects of exposure to welding fume—an experimentalstudy in sheep. Eur Respir J 39:722–726
7. Taylor MD, Roberts JR, Leonard SS, Shi X, Antonini JM (2003)Effects of soluble and insoluble fractions of a stainless steelmanual metal arc welding fume on free radical production andlung injury and inflammation. Toxicol Sci 75:181–191
8. Li GJJ, Zhang LL, Lu L, Wu P, Zheng W (2004) Occupationalexposure to welding fume among welders: alterations of manga-nese, iron, zinc, copper, and lead in body fluids and the oxidativestress status. J Occup Environ Med 46:241–248
9. Smith KR, Veranth JM, Hu AA, Lighty JS, Aust AE (2000)Interleukin-8 levels in human lung epithelial cells are increased inresponse to coal fly ash and vary with the bioavailability of iron,as a function of particle size and source of coal. Chem ResToxicol 13:118–125
10. Minni E, Gustafsson TE, Koponen M, Kalliomaki P-L (1984) Astudy of the chemical-structure of particles in welding fumes ofmild and stainless steel. J Aerosol Sci 15:57–68
11. Konarski P, Iwanejko I, Mierzejewska A (2003) SIMS depthprofiling of working environment nanoparticles. Appl Surf Sci203–204:757–761
12. Konarski P, Iwanejko I, Cwil M (2003) Core–shell morphology ofwelding fume micro- and nanoparticles. Vacuum 70:385–389
13. Berlinger B, Náray M, Sajó I, Záray G (2009) Critical evaluationof sequential leaching procedures for the determination of Ni andMn Species in welding fumes. Ann Occup Hyg 53:333–340
14. Jenkins NT, Eagar CN (2005) Chemical analysis of welding fumeparticles—airborne particle size is the most important factor indetermining the accuracy of a method for chemical analysis. WeldJ 84:87s–93s
15. Worobiec A, Stefaniak EA, Kiro S, Oprya M, Bekshaev A, SpolnikZ, Potgieter-Vermaak SS, Ennan A, Van Grieken R (2007)Comprehensive microanalytical study of welding aerosols with X-ray and Raman based methods. X-Ray Spectrom 36:328–335
16. Jenkins NT, Pierce WMG, Eagar TW (2005) Particle sizedistribution of gas metal and flux cored arc welding fumes. WeldJ 84:156s–163s
17. Grekula JA, Ristolainen E, Tanninen VP, Hyvarinen K, KalliomakiPL (1986) Surface and bulk chemical-analysis on metal aerosolsgenerated by manual metal arc welding of stainless steel. J AerosolSci 17:1
18. Kalliomaki PL, Grekula JA, Hagber J, Sivonen S (1987) Analyticalelectron-microscopy of welding fumes. J Aerosol Sci 18:781–784
19. Narayana DSS, Sundarrarajan AR, Manjula B, Kumari SCV,Subramanian V (1995) Chemical characteristics of stainless steelwelding fumes. J Aerosol Sci 26:S531–S532
20. Karlsen JT, Farrants G, Torgrimsen T, Reith A (1992) Chemicalcomposition and morphology of welding fume particles andgrinding dusts. Am Ind Hyg Assoc J 53:290–297
21. Zimmer AT, Biswas P (2001) Characterization of the aerosolsresulting from arc welding processes. J Aerosol Sci 32:993–1008
22. Carpenter KR, Monaghan BJ, Norrish J (2008) Influence of theshielding gas on fume size morphology and particle compositionfor gas metal arc welding. ISIJ Int 48:1570–1576
23. Sowards JW, Ramirez AJ, Lippold JC, Dickinson DW (2008)Characterization procedure for the analysis of arc welding fume.Weld J 87:76s–83s
24. Hovde CA, Raynor PC (2007) Effects of voltage and wire feedspeed on welding fume characteristics. J Occup Environ Hyg4:903–912
25. Stokes DJ (2008) Principles and practice of variable pressure/environmental scanning electron microscopy (VP-ESEM). Wiley,Chichester, 221 pp
26. Lockey JE, Schenker MB, Howden DG, Desmeules MJA, SaracciR, Sprince NL, Herber PI (1988) Current issues in occupationallung-disease. Am Rev Respir Dis 138:1047–1050
27. Vincent JH (1999) Particle size-selective sampling for particulateair contaminats. ACGIH, Cincinnati
28. Pauluhn J (2009) Pulmonary toxicity and fate of agglomerated 10and 40 nm aluminum oxyhydroxides following 4-week inhalationexposure of rats: toxic effects are determined by agglomerated,not primary particle size. Toxicol Sci 109:152–167
29. Berlinger B, Ellingsen DG, Náray M, Záray G, Thomassen Y(2008) A study of the bio-accessibility of welding fumes. JEnviron Monit 10:1448–1453
30. Inerle-Hof M, Weinbruch S, Ebert M, Thomassen Y (2007) Thehygroscopic behaviour of individual aerosol particles in nickelrefineries as investigated by environmental scanning electronmicroscopy. J Environ Monit 9:301–306
31. Weinbruch S, Benker N, Koch W, Ebert M, Drabløs PA, SkaugsetNP, Ellingsen DG, Thomassen Y (2010) Hygroscopic propertiesof the workroom aerosol in aluminium smelter potrooms: a casefor transport of HF and SO2 into the lower airways. J EnvironMonit 12:448–454
32. Tran CL, Buchanan D, Cullen RT, Searl A, Jones AD, DonaldsonK (2000) Inhalation of poorly soluble particles. II. Influence ofparticle surface area on inflammation and clearance. Inhal Toxicol12:1113–1126
33. Green HL, Lane WR (1964) Particulate clouds: dusts, smokes andmists. SPON, London
34. Nicolson MM (1955) Surface tension in ionic crystals. Proc R SocA 228:490–510
35. Yim S, Calvert G, Chen I-H (2009) Determination of surfacetension of solids. www.duracoinc.com/images/surface_energy_chart.jpg
36. Petrie EM (2006) “Chapter 2: Theories of adhesion”, Handbookof adhesives and sealants, 2nd edn. McGraw-Hill, New York
37. Petrov GL, Tumarev AS (1977) Theory of welding processes.Wysshaya Shkola, Moscow
38. Jenkins NT, Mendez PF, Eagar TW (2005) Effect of arc weldingelectrode temperature on vapor and fume composition. Proceed-ings of the 7th International Conference on Trends in WeldingResearch, ASM, Materials Park, OH, pp 491–496
1780 B. Berlinger et al.
Author's personal copy
Related Documents











