69 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data 4.1.1 Data Penjualan Pipa PVC Pada bab ini ditampilkan data-data penjualan pipa PVC yang diambil pada saat pengamatan dilakukan. Data yang ditampilkan adalah data penjualan dari bulan April 2005 sampai bulan April 2006 (13 bulan). Tabel 4.1 Penjualan Pipa PVC Periode Penjualan (batang) Apr-05 3425 Mei 2005 3365 Juni 2005 3885 Juli 2005 3655 Agustus 2005 3245 Sep-05 3480 Oktober 2005 3765 Nov-05 3685 Desember 2005 3770 Januari 2006 3125 Febuari 2006 3890 Maret 2006 3960 Apr-06 3875 Sumber: Bagian Penjualan PT Harapan Widyatama Pertiwi 4.1.2 Data-data Agregat Planning Untuk dapat melakukan perhitungan Aggregate Planning secara baik dan benar, maka diperlukan sejumlah data yang berhubungan dengan Aggregate

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
69
BAB 4
PENGUMPULAN DAN ANALISA DATA
4.1 Pengumpulan Data
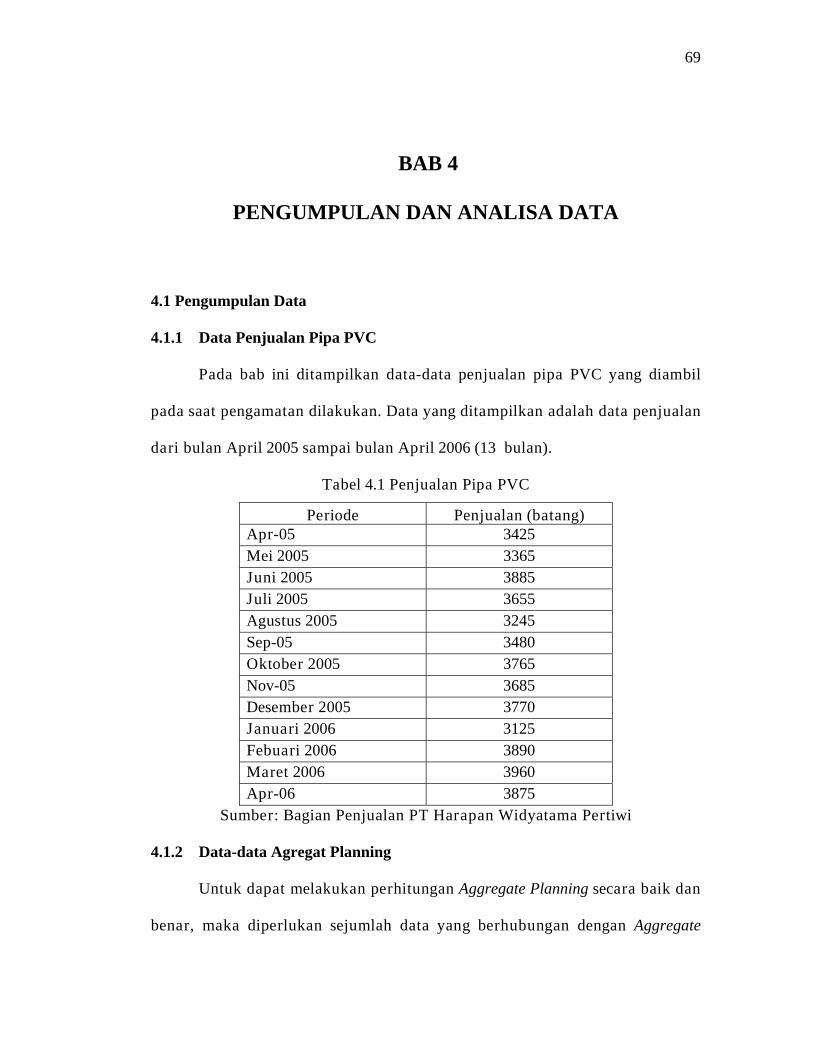
4.1.1 Data Penjualan Pipa PVC
Pada bab ini ditampilkan data-data penjualan pipa PVC yang diambil
pada saat pengamatan dilakukan. Data yang ditampilkan adalah data penjualan
dari bulan April 2005 sampai bulan April 2006 (13 bulan).
Tabel 4.1 Penjualan Pipa PVC
Periode Penjualan (batang) Apr-05 3425 Mei 2005 3365 Juni 2005 3885 Juli 2005 3655 Agustus 2005 3245 Sep-05 3480 Oktober 2005 3765 Nov-05 3685 Desember 2005 3770 Januari 2006 3125 Febuari 2006 3890 Maret 2006 3960 Apr-06 3875
Sumber: Bagian Penjualan PT Harapan Widyatama Pertiwi
4.1.2 Data-data Agregat Planning
Untuk dapat melakukan perhitungan Aggregate Planning secara baik dan
benar, maka diperlukan sejumlah data yang berhubungan dengan Aggregate
70
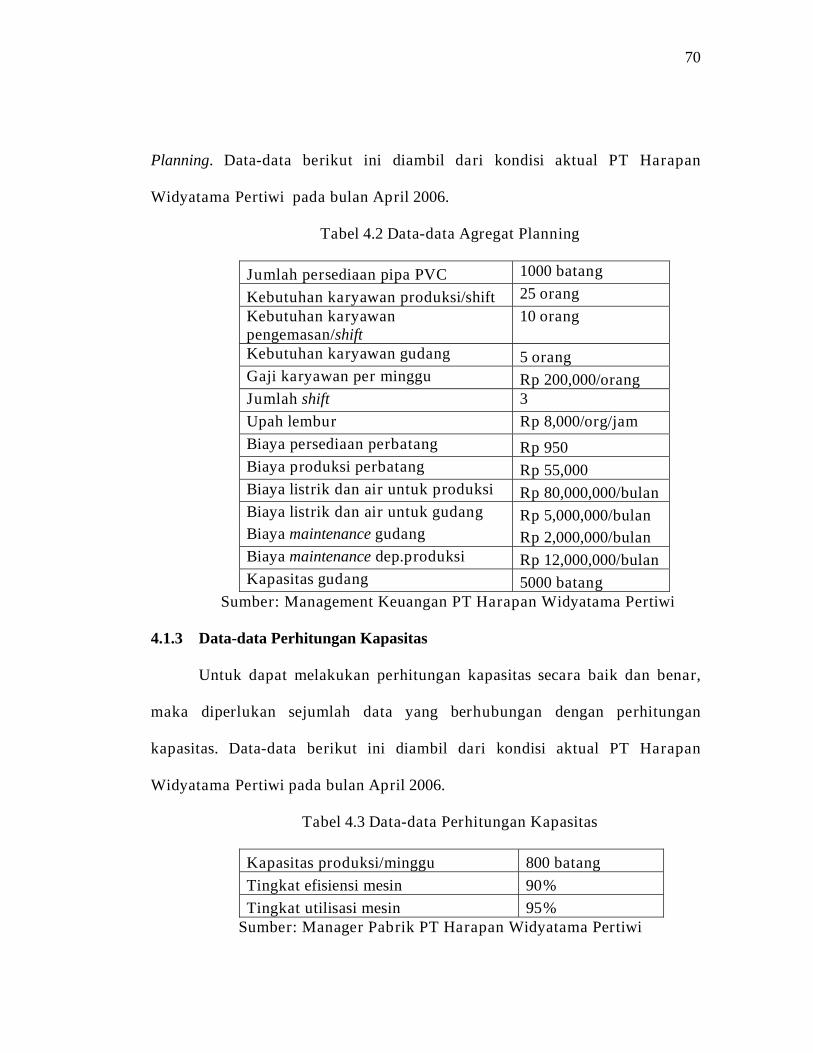
Planning. Data-data berikut ini diambil dari kondisi aktual PT Harapan
Widyatama Pertiwi pada bulan April 2006.
Tabel 4.2 Data-data Agregat Planning
Jumlah persediaan pipa PVC 1000 batang
Kebutuhan karyawan produksi/shift 25 orang Kebutuhan karyawan pengemasan/shift
10 orang
Kebutuhan karyawan gudang 5 orang Gaji karyawan per minggu Rp 200,000/orang Jumlah shift 3 Upah lembur Rp 8,000/org/jam Biaya persediaan perbatang Rp 950 Biaya produksi perbatang Rp 55,000 Biaya listrik dan air untuk produksi Rp 80,000,000/bulan Biaya listrik dan air untuk gudang Rp 5,000,000/bulan Biaya maintenance gudang Rp 2,000,000/bulan Biaya maintenance dep.produksi Rp 12,000,000/bulan Kapasitas gudang 5000 batang
Sumber: Management Keuangan PT Harapan Widyatama Pertiwi
4.1.3 Data-data Perhitungan Kapasitas
Untuk dapat melakukan perhitungan kapasitas secara baik dan benar,
maka diperlukan sejumlah data yang berhubungan dengan perhitungan
kapasitas. Data-data berikut ini diambil dari kondisi aktual PT Harapan
Widyatama Pertiwi pada bulan April 2006.
Tabel 4.3 Data-data Perhitungan Kapasitas
Kapasitas produksi/minggu 800 batang Tingkat efisiensi mesin 90% Tingkat utilisasi mesin 95%
Sumber: Manager Pabrik PT Harapan Widyatama Pertiwi
71
4.2 Pengolahan Data
4.2.1 Pengolahan Data Peramalan
Data-data penjualan pipa PVC yang telah dikumpulkan digunakan
untuk proses peramalan dengan menggunakan beberapa jenis metode
peramalan yang ada. Dalam penelitian ini digunakan beberapa metode
peramalan: Simple Average, Moving Average, Weighted Moving Average,
Exponential Smoothing, Exponential Smoothing with Trend, Double Exponential
Smoothing, Double Exponential Smoothing with Trend dan Linear Regression.
4.2.1.1 Metode Simple Average
Merupakan metode yang mengambil rata-rata dari seluruh data
observasi yang dikumpulkan untuk meramalkan data yang akan datang.
Persamaannya adalah:
X = 1/T (X1 + X2 + X3 +…+ Xt)
dimana:
X = data peramalan yang akan datang
Xt = data observasi pada periode ke t
T = jumlah periode observasi
Dari pengolahan data dengan menggunakan software WinQSB
khususnya aplikasi Forecasting and Linear Regression versi 1.00 hasil peramalan
penjualan produk pipa PVC dengan menggunakan metode Simple Average
untuk bulan berikutnya adalah sebagai berikut:
72
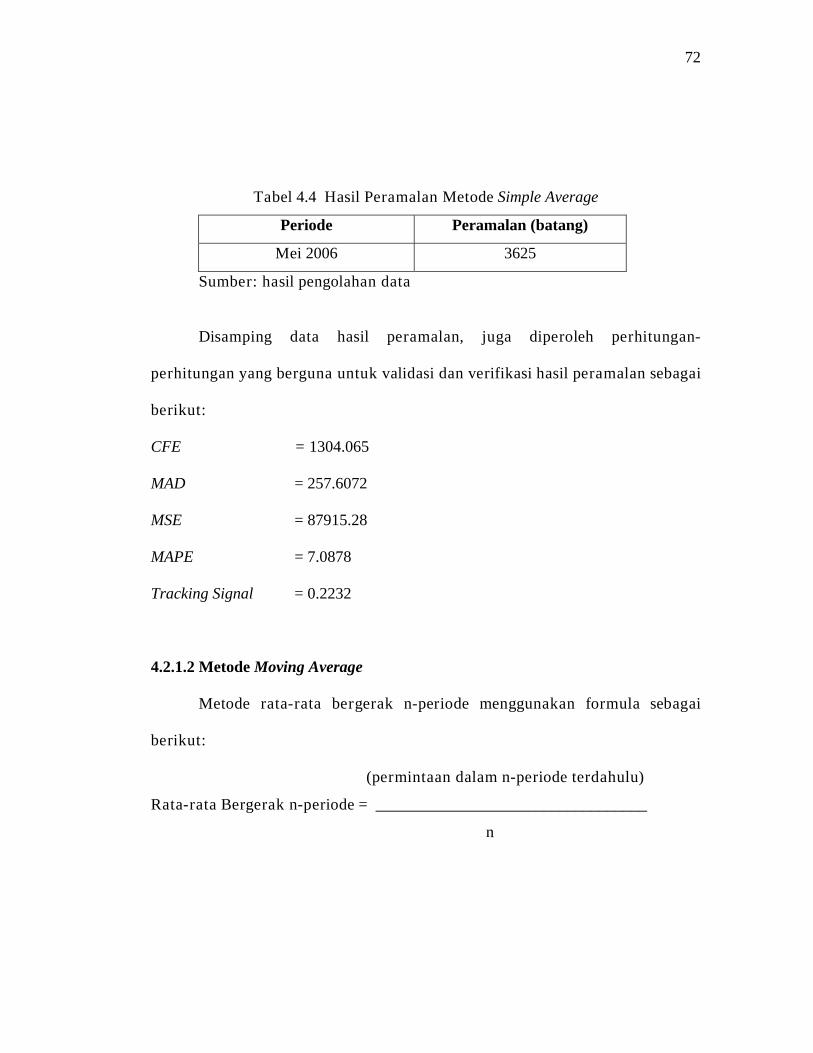
Tabel 4.4 Hasil Peramalan Metode Simple Average
Periode Peramalan (batang)
Mei 2006 3625
Sumber: hasil pengolahan data
Disamping data hasil peramalan, juga diperoleh perhitungan-
perhitungan yang berguna untuk validasi dan verifikasi hasil peramalan sebagai
berikut:
CFE = 1304.065
MAD = 257.6072
MSE = 87915.28
MAPE = 7.0878
Tracking Signal = 0.2232
4.2.1.2 Metode Moving Average
Metode rata-rata bergerak n-periode menggunakan formula sebagai
berikut:
(permintaan dalam n-periode terdahulu)
Rata-rata Bergerak n-periode = __________________________________
n
73
dimana n adalah banyaknya periode dalam rata-rata bergerak. Apabila kita
menggunakan rata-rata bergerak 3 periode, maka formula dari metode rata-
rata bergerak 3-periode adalah:
(permintaan dalam 3-periode terdahulu)
Rata-rata Bergerak 3-periode = _________________________________
3
Dalam penelitian ini, hanya dicantumkan hasil peramalan dengan
metode Moving Average yang memberikan hasil permalan terbaik dengan nilai
error terkecil. Setelah dilakukan beberapa kali trial and error maka didapatkan
periode lima bulan sebagai metode yang mempunyai nilai error terkecil untuk
penggunaan metode Moving Average. Dari pengolahan data dengan
menggunakan software WinQSB khususnya aplikasi Forecasting and Linear
Regression versi 1.00 hasil peramalan penjualan produk pipa PVC dengan
menggunakan metode Moving Average 5 periode adalah sebagai berikut:
Tabel 4.5 Hasil Peramalan Metode Moving Average
Periode Peramalan (batang)
Mei 2006 3724
Sumber: hasil pengolaha data
CFE = 850
MAD = 231
MSE = 70101.75
MAPE = 6.3616
Tracking Signal = 3.6796
74
4.2.1.3 Metode Weighted Moving Average
Model rata-rata bergerak terbobot lebih responsif terhadap perubahan,
karena data dari periode yang baru biasanya diberi bobot yang lebih besar.
Suatu model rata-rata bergerak n-periode, Weighted MA-n dinyatakan sebagai
berikut:
(pembobot periode n)(permintaan aktual periode n)
Weighted MA-n = __________________________________________
(pembobot)
Dalam penelitian ini, hanya dicantumkan hasil peramalan dengan
metode Weighted Moving Average yang memberikan hasil peramalan terbaik
dengan nilai error terkecil. Dari pengolahan data dengan menggunakan software
WinQSB khususnya aplikasi Forecasting and Linear Regression versi 1.00 Setelah
melakukan beberapa kali trial and error maka didapatkan periode lima bulan
sebagai metode yang mempunyai nilai error terkecil untuk penggunaan metode
Weighted Moving Average.
Hasil peramalan penjualan pipa PVC dengan metode Weighted Moving
Average adalah sebagai berikut:
Tabel 4.6 Hasil Peramalan Metode Weighted Moving Average
Periode Peramalan (batang)
Mei 2006 3810
Sumber: hasil pengolahan data
75
CFE = 801.5
MAD = 237.8125
MSE = 84921.84
MAPE = 6.5892
Tracking Signal = 3.3703
4.2.1.4 Metode Simple Exponential Smoothing
Peramalan menggunakan metode pemulusan eksponensial dilakukan
berdasarkan formula berikut: Ft = Ft-1 + α(At-1 – Ft-1)
dimana:
Ft = nilai ramalan untuk periode waktu ke-t
Ft-1 = nilai ramalan untuk satu periode waktu yang lalu
α = koefisien pemulusan
At-1 = nilai aktual untuk satu periode waktu yang lalu
Dalam penelitian ini yang dicantumkan hasil peramalan dengan metode
Simple Exponential Smoothing yang memberikan hasil terbaik dengan nilai error
terkecil. Dari pengolahan data dengan menggunakan software WinQSB
khususnya aplikasi Forecasting and Linear Regression versi 1.00 setelah
melakukan beberapa kali trial and error maka didapatkan nilai α = 0.5 yang
mempunyai nilai error terkecil untuk penggunaan metode Simple Exponential
Smoothing adalah sebagai berikut:
Tabel 4.7 Hasil Peramalan Metode Exponential Smoothing
76
Periode Peramalan (batang)
Mei 2006 3841
Sumber: hasil pengolahan data
Metode ini hanya dapat menghasilkan hasil peramalan untuk satu bulan
kedepan walaupun dengan menggunakan software WinQSB dapat diaplikasikan
namun hasil yang diperoleh untuk peramalan berikutnya tidak dapat diambil
untuk peramalan bulan berikutnya karena hasil yang diperoleh nilainya selalu
sama.
CFE = 831.8457
MAD = 243.8647
MSE = 98460.95
MAPE = 6.8061
Tracking Signal = 3.4110
4.2.1.5 Metode Double Exponential Smoothing
Berikut ini adalah persamaan yang dipakai dalam perhitungan Double
Exponential Smoothing:
S’t = α Xt+(1- α).S’t-1
S”t= α S’t+ (1- α).S”t-1
at = 2S’t – S”t
bt= α (S’t– S”t) / (1- α)
Ft+m = at + bt (m)
77
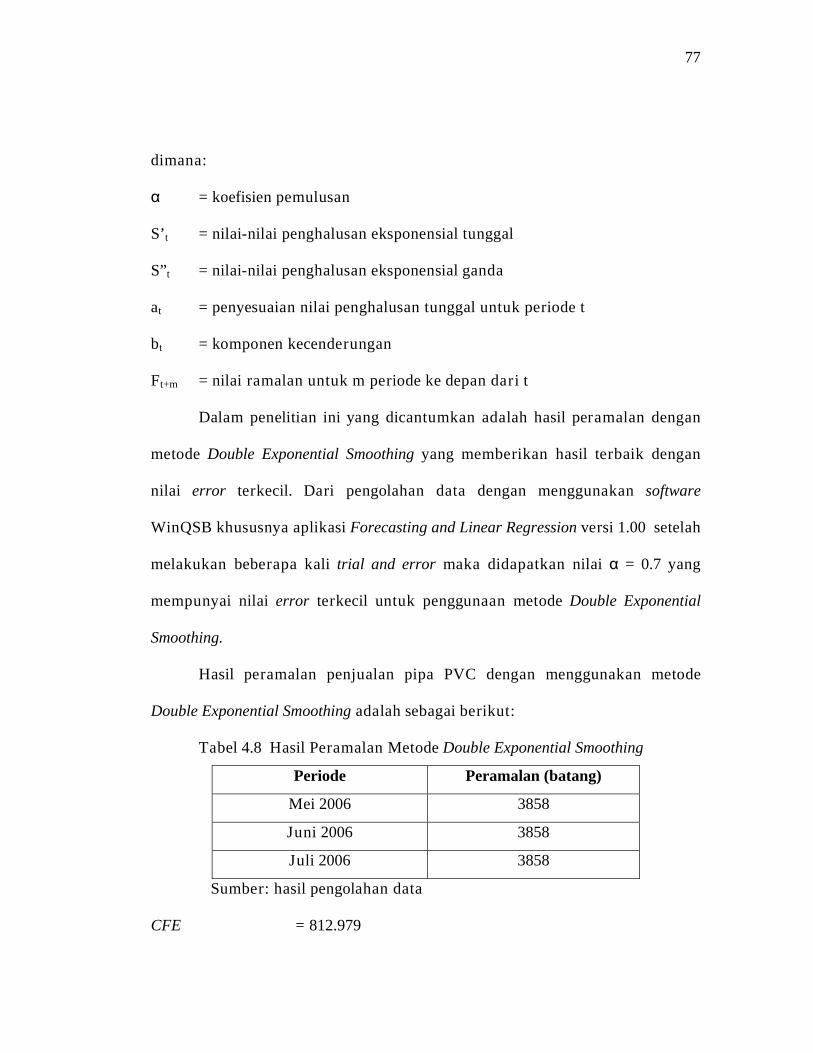
dimana:
α = koefisien pemulusan
S’t = nilai-nilai penghalusan eksponensial tunggal
S”t = nilai-nilai penghalusan eksponensial ganda
at = penyesuaian nilai penghalusan tunggal untuk periode t
bt = komponen kecenderungan
Ft+m = nilai ramalan untuk m periode ke depan dari t
Dalam penelitian ini yang dicantumkan adalah hasil peramalan dengan
metode Double Exponential Smoothing yang memberikan hasil terbaik dengan
nilai error terkecil. Dari pengolahan data dengan menggunakan software
WinQSB khususnya aplikasi Forecasting and Linear Regression versi 1.00 setelah
melakukan beberapa kali trial and error maka didapatkan nilai α = 0.7 yang
mempunyai nilai error terkecil untuk penggunaan metode Double Exponential
Smoothing.
Hasil peramalan penjualan pipa PVC dengan menggunakan metode
Double Exponential Smoothing adalah sebagai berikut:
Tabel 4.8 Hasil Peramalan Metode Double Exponential Smoothing
Periode Peramalan (batang)
Mei 2006 3858
Juni 2006 3858
Juli 2006 3858
Sumber: hasil pengolahan data
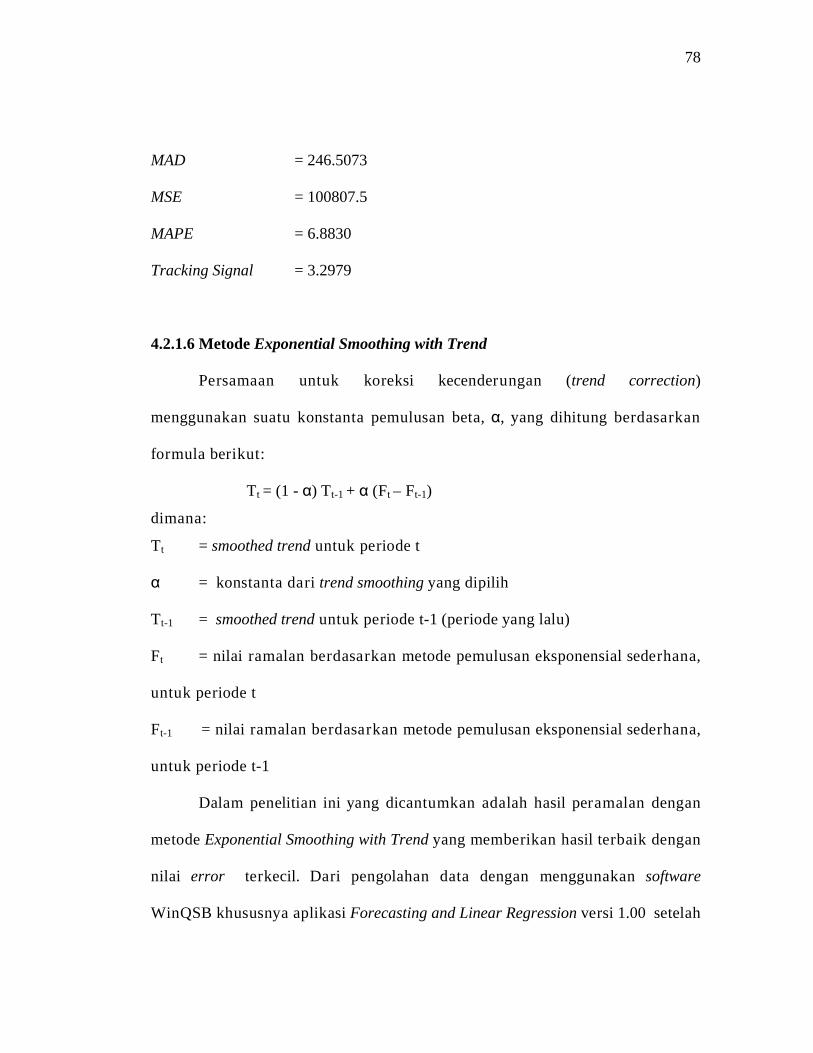
CFE = 812.979
78
MAD = 246.5073
MSE = 100807.5
MAPE = 6.8830
Tracking Signal = 3.2979
4.2.1.6 Metode Exponential Smoothing with Trend
Persamaan untuk koreksi kecenderungan (trend correction)
menggunakan suatu konstanta pemulusan beta, α, yang dihitung berdasarkan
formula berikut:
Tt = (1 - α) Tt-1 + α (Ft – Ft-1)
dimana:
Tt = smoothed trend untuk periode t
α = konstanta dari trend smoothing yang dipilih
Tt-1 = smoothed trend untuk periode t-1 (periode yang lalu)
Ft = nilai ramalan berdasarkan metode pemulusan eksponensial sederhana,
untuk periode t
Ft-1 = nilai ramalan berdasarkan metode pemulusan eksponensial sederhana,
untuk periode t-1
Dalam penelitian ini yang dicantumkan adalah hasil peramalan dengan
metode Exponential Smoothing with Trend yang memberikan hasil terbaik dengan
nilai error terkecil. Dari pengolahan data dengan menggunakan software
WinQSB khususnya aplikasi Forecasting and Linear Regression versi 1.00 setelah
79
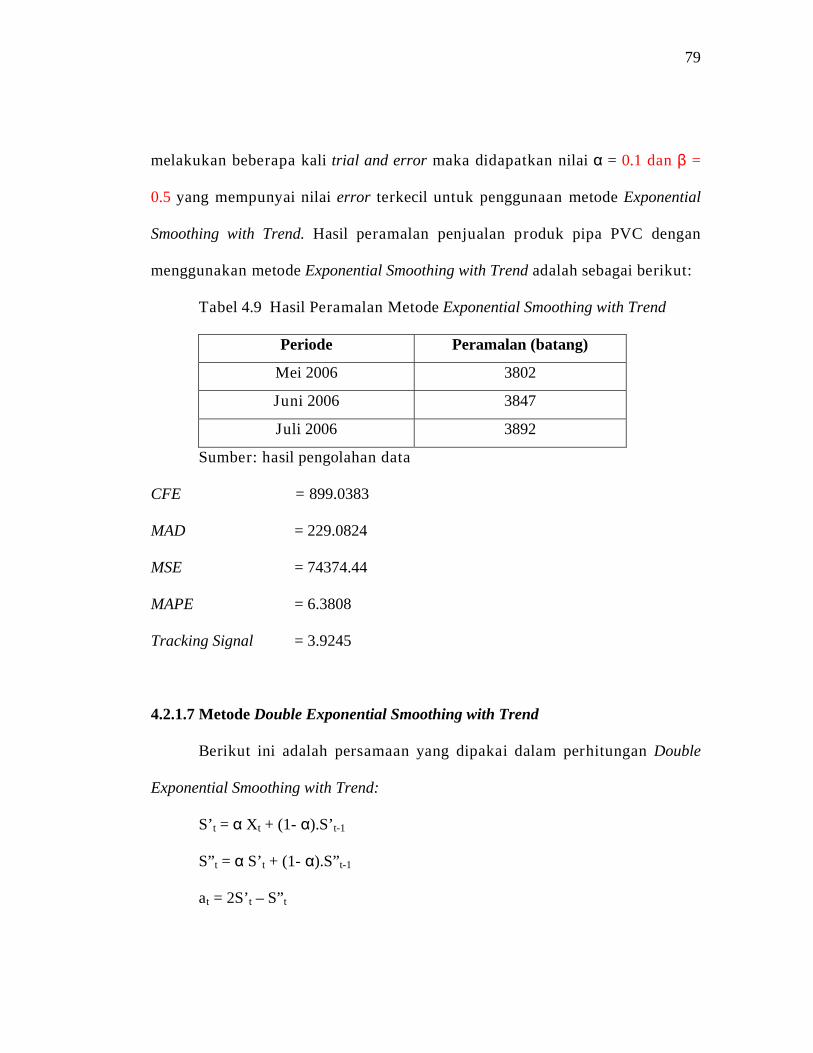
melakukan beberapa kali trial and error maka didapatkan nilai α = 0.1 dan β =
0.5 yang mempunyai nilai error terkecil untuk penggunaan metode Exponential
Smoothing with Trend. Hasil peramalan penjualan produk pipa PVC dengan
menggunakan metode Exponential Smoothing with Trend adalah sebagai berikut:
Tabel 4.9 Hasil Peramalan Metode Exponential Smoothing with Trend
Periode Peramalan (batang)
Mei 2006 3802
Juni 2006 3847
Juli 2006 3892
Sumber: hasil pengolahan data
CFE = 899.0383
MAD = 229.0824
MSE = 74374.44
MAPE = 6.3808
Tracking Signal = 3.9245
4.2.1.7 Metode Double Exponential Smoothing with Trend
Berikut ini adalah persamaan yang dipakai dalam perhitungan Double
Exponential Smoothing with Trend:
S’t = α Xt + (1- α).S’t-1
S”t = α S’t + (1- α).S”t-1
at = 2S’t – S”t
80
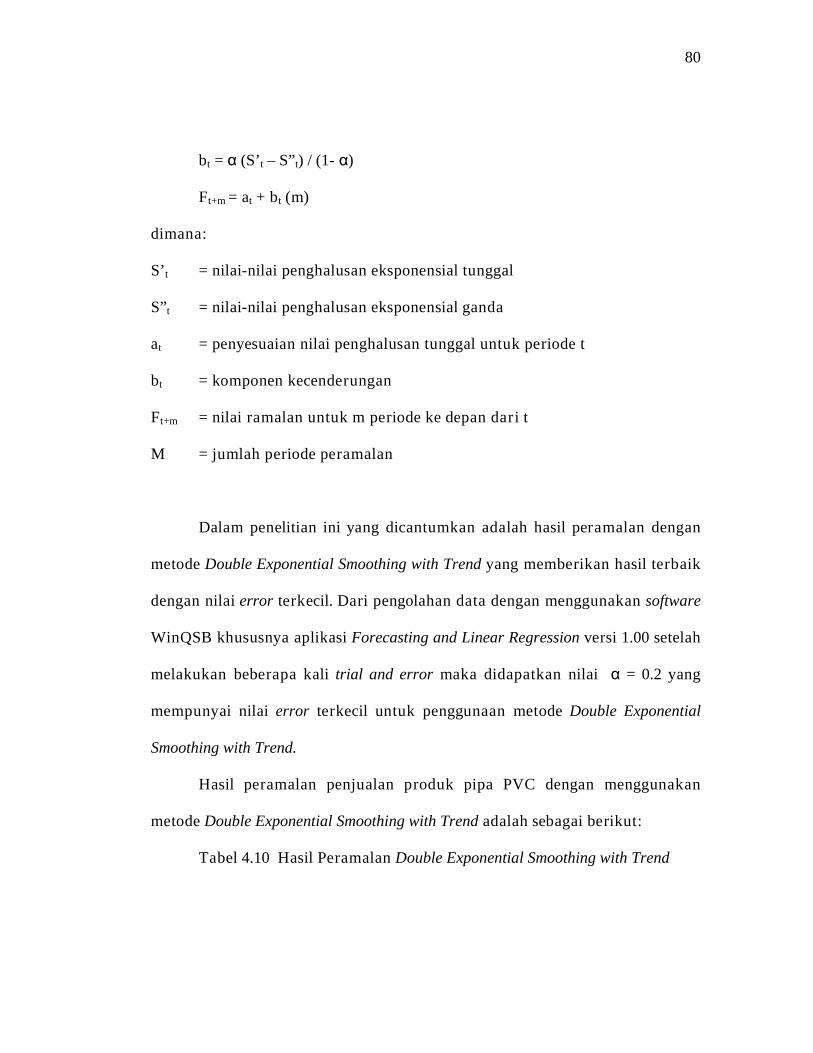
bt = α (S’t – S”t) / (1- α)
Ft+m = at + bt (m)
dimana:
S’t = nilai-nilai penghalusan eksponensial tunggal
S”t = nilai-nilai penghalusan eksponensial ganda
at = penyesuaian nilai penghalusan tunggal untuk periode t
bt = komponen kecenderungan
Ft+m = nilai ramalan untuk m periode ke depan dari t
M = jumlah periode peramalan
Dalam penelitian ini yang dicantumkan adalah hasil peramalan dengan
metode Double Exponential Smoothing with Trend yang memberikan hasil terbaik
dengan nilai error terkecil. Dari pengolahan data dengan menggunakan software
WinQSB khususnya aplikasi Forecasting and Linear Regression versi 1.00 setelah
melakukan beberapa kali trial and error maka didapatkan nilai α = 0.2 yang
mempunyai nilai error terkecil untuk penggunaan metode Double Exponential
Smoothing with Trend.
Hasil peramalan penjualan produk pipa PVC dengan menggunakan
metode Double Exponential Smoothing with Trend adalah sebagai berikut:
Tabel 4.10 Hasil Peramalan Double Exponential Smoothing with Trend

81
Periode Peramalan (batang)
Mei 2006 3851
Juni 2006 3880
Juli 2006 3910
Sumber: hasil pengolahan data
CFE = 733.4309
MAD = 237.5239
MSE = 90605.72
MAPE = 6.6422
Tracking Signal = 3.0878
4.2.1.8 Metode Linear Regression
Pada metode ini, data masa lalu menunjukkan fluktuasi yang acak di
sekitar garis lurus dengan kemiringan tertentu dimana persamaan garis yang
mewakilinya merupakan persamaan linier. Persamaannya adalah :
y’t = a + bt
a = 1/n ( yt - b t)
n t.yt - y(t) . t
b = ____________
n t2 – (t)2
dimana:
t = periode waktu ke t
82
yt = data yang lalu
y’t = peramalan yang dilakukan
Dari pengolahan data dengan menggunakan software WinQSB
khususnya aplikasi Forecasting and Linear Regression versi 1.00 hasil peramalan
penjualan produk pipa PVC dengan menggunakan metode Linear Regression
adalah sebagai berikut:
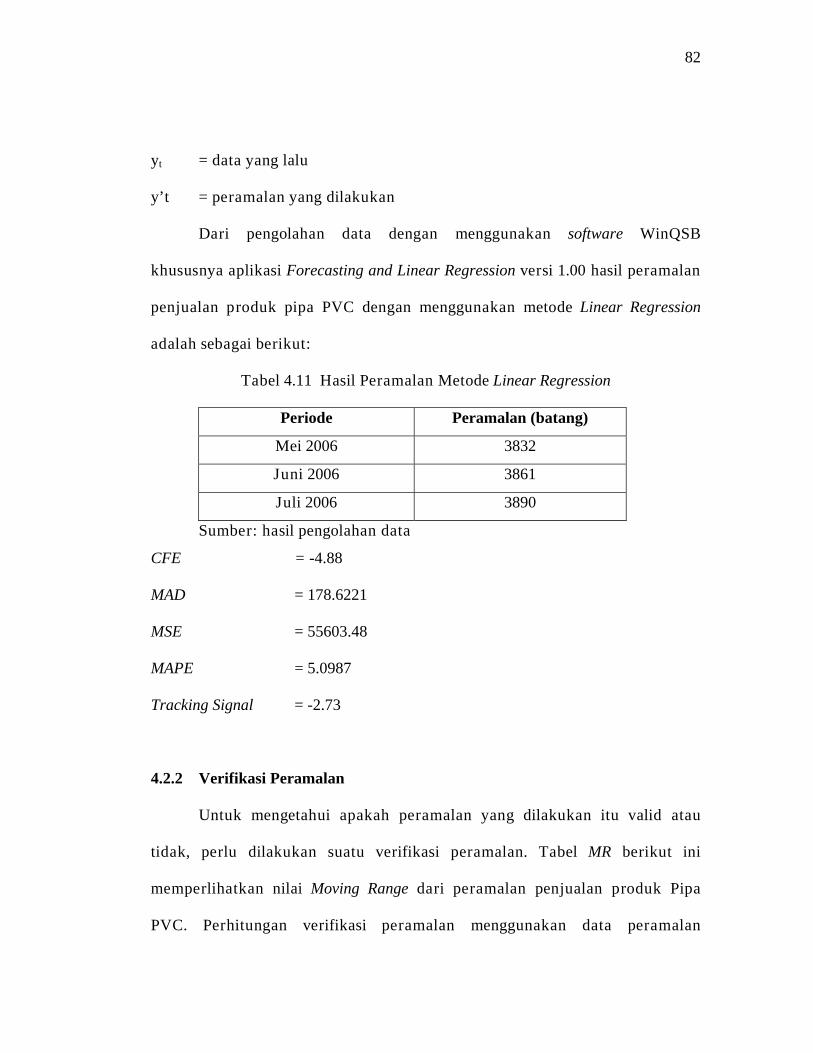
Tabel 4.11 Hasil Peramalan Metode Linear Regression
Periode Peramalan (batang)
Mei 2006 3832
Juni 2006 3861
Juli 2006 3890
Sumber: hasil pengolahan data
CFE = -4.88
MAD = 178.6221
MSE = 55603.48
MAPE = 5.0987
Tracking Signal = -2.73
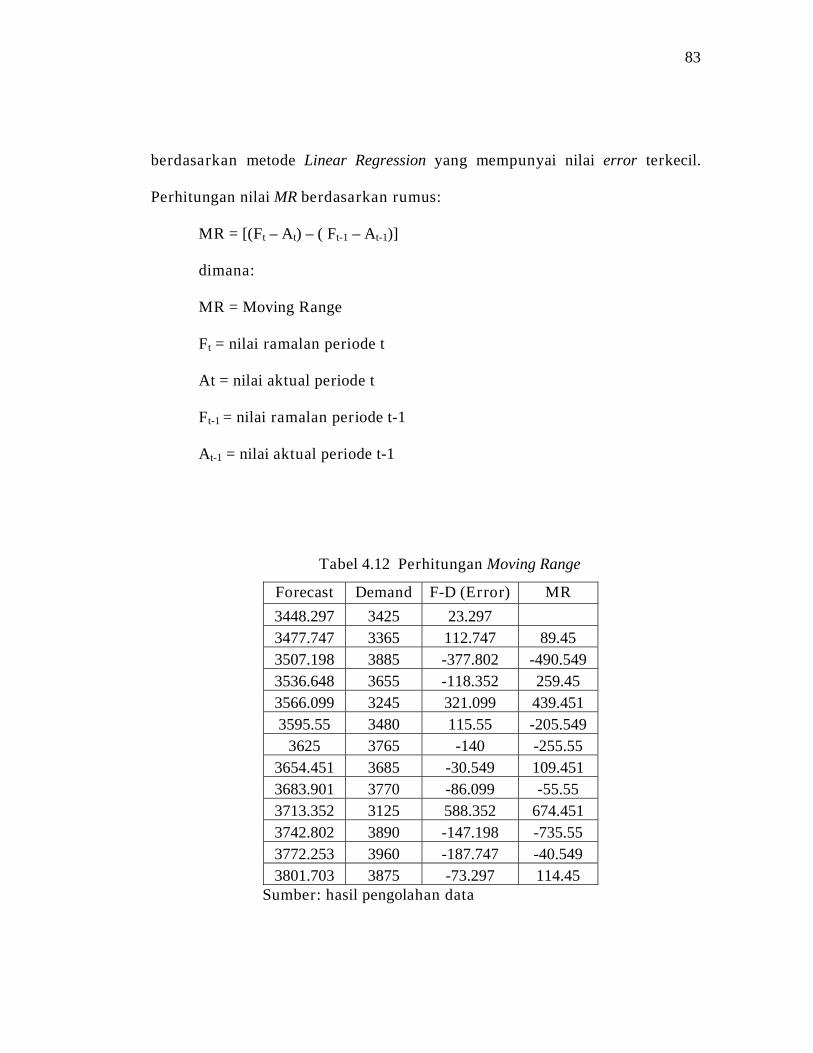
4.2.2 Verifikasi Peramalan
Untuk mengetahui apakah peramalan yang dilakukan itu valid atau
tidak, perlu dilakukan suatu verifikasi peramalan. Tabel MR berikut ini
memperlihatkan nilai Moving Range dari peramalan penjualan produk Pipa
PVC. Perhitungan verifikasi peramalan menggunakan data peramalan
83
berdasarkan metode Linear Regression yang mempunyai nilai error terkecil.
Perhitungan nilai MR berdasarkan rumus:
MR = [(Ft – At) – ( Ft-1 – At-1)]
dimana:
MR = Moving Range
Ft = nilai ramalan periode t
At = nilai aktual periode t
Ft-1 = nilai ramalan periode t-1
At-1 = nilai aktual periode t-1
Tabel 4.12 Perhitungan Moving Range
Forecast Demand F-D (Error) MR 3448.297 3425 23.297 3477.747 3365 112.747 89.45 3507.198 3885 -377.802 -490.549 3536.648 3655 -118.352 259.45 3566.099 3245 321.099 439.451 3595.55 3480 115.55 -205.549
3625 3765 -140 -255.55 3654.451 3685 -30.549 109.451 3683.901 3770 -86.099 -55.55 3713.352 3125 588.352 674.451 3742.802 3890 -147.198 -735.55 3772.253 3960 -187.747 -40.549 3801.703 3875 -73.297 114.45
Sumber: hasil pengolahan data
84
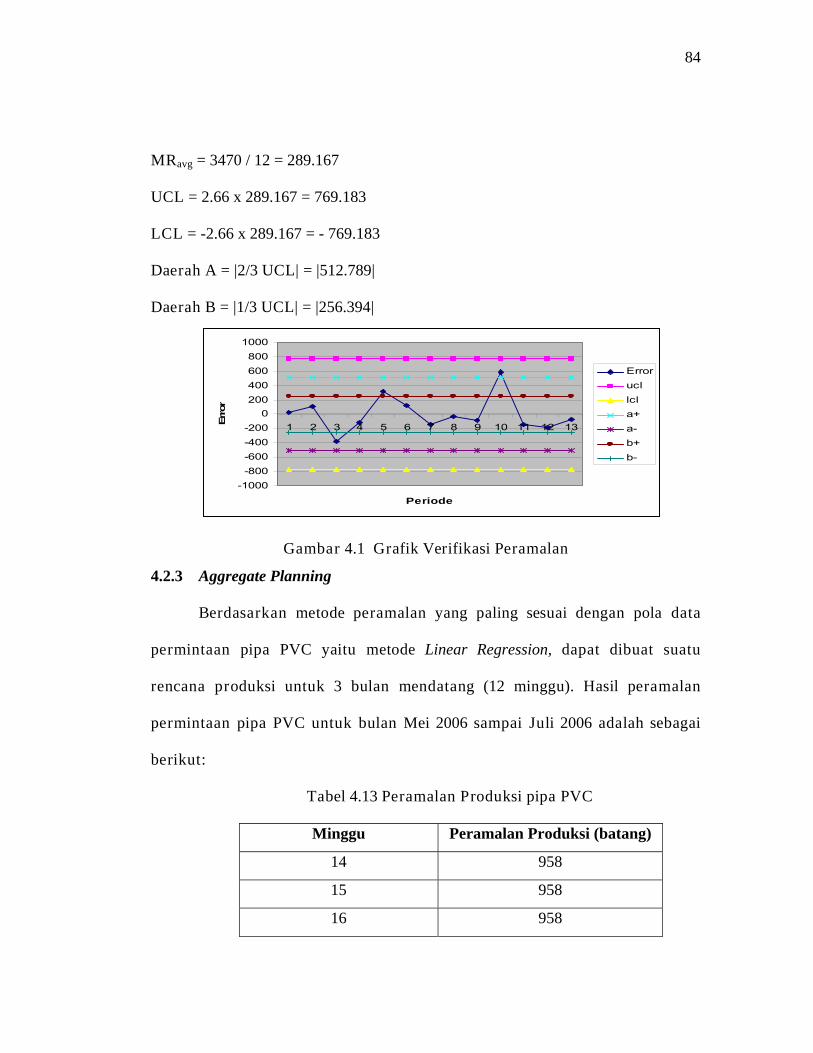
MRavg = 3470 / 12 = 289.167
UCL = 2.66 x 289.167 = 769.183
LCL = -2.66 x 289.167 = - 769.183
Daerah A = |2/3 UCL| = |512.789|
Daerah B = |1/3 UCL| = |256.394|
-1000-800-600-400-200
0200400600800
1000
1 2 3 4 5 6 7 8 9 10 11 12 13
Periode
Erro
r
Errorucllcla+a-b+b-
Gambar 4.1 Grafik Verifikasi Peramalan
4.2.3 Aggregate Planning
Berdasarkan metode peramalan yang paling sesuai dengan pola data
permintaan pipa PVC yaitu metode Linear Regression, dapat dibuat suatu
rencana produksi untuk 3 bulan mendatang (12 minggu). Hasil peramalan
permintaan pipa PVC untuk bulan Mei 2006 sampai Juli 2006 adalah sebagai
berikut:
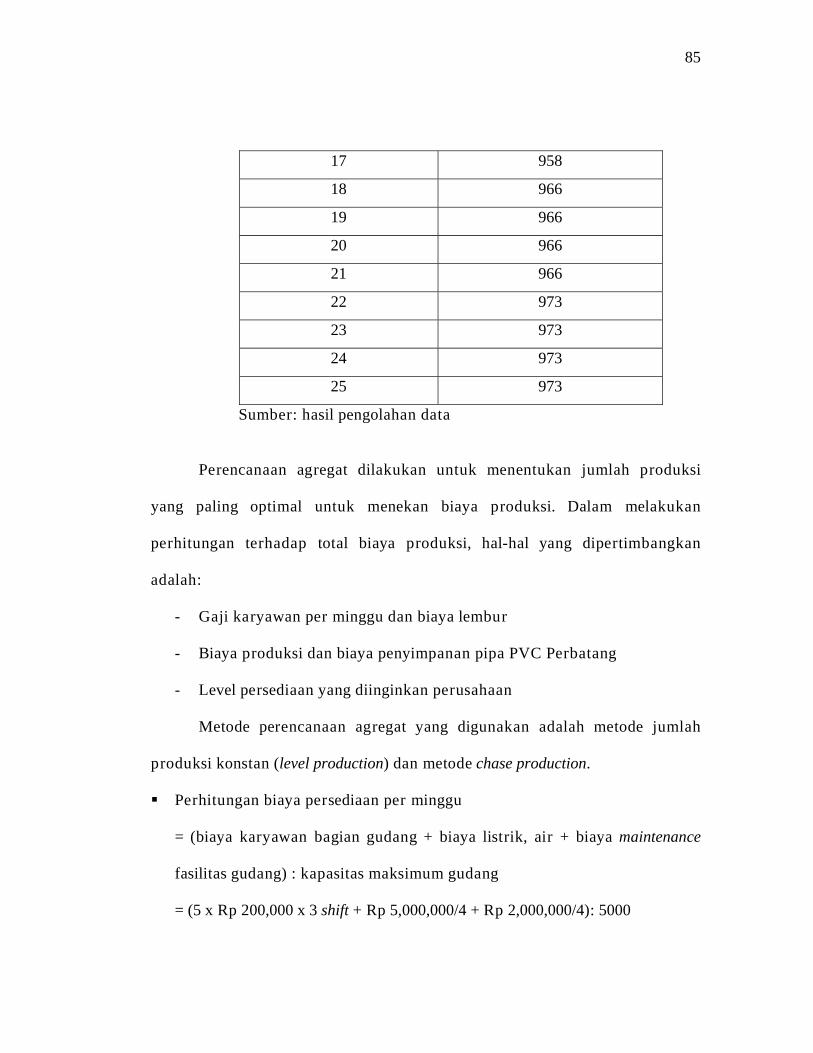
Tabel 4.13 Peramalan Produksi pipa PVC
Minggu Peramalan Produksi (batang)
14 958
15 958
16 958
85
17 958
18 966
19 966
20 966
21 966
22 973
23 973
24 973
25 973
Sumber: hasil pengolahan data
Perencanaan agregat dilakukan untuk menentukan jumlah produksi
yang paling optimal untuk menekan biaya produksi. Dalam melakukan
perhitungan terhadap total biaya produksi, hal-hal yang dipertimbangkan
adalah:
- Gaji karyawan per minggu dan biaya lembur
- Biaya produksi dan biaya penyimpanan pipa PVC Perbatang
- Level persediaan yang diinginkan perusahaan
Metode perencanaan agregat yang digunakan adalah metode jumlah
produksi konstan (level production) dan metode chase production.
Perhitungan biaya persediaan per minggu
= (biaya karyawan bagian gudang + biaya listrik, air + biaya maintenance
fasilitas gudang) : kapasitas maksimum gudang
= (5 x Rp 200,000 x 3 shift + Rp 5,000,000/4 + Rp 2,000,000/4): 5000
86
= Rp 950
Perhitungan biaya produksi per batang
= (biaya karyawan bagian produksi dan pengemasan + biaya listrik, air +
biaya maintenance fasilitas pabrik) : kapasitas produksi/minggu (actual
capacity)
= (35 x Rp 200,000 x 3 shift+ Rp 80,000,000/4 + Rp 12,000,000/4): 800
= Rp 55,000
Produk pipa PVC maksimal yang dapat dihasilkan oleh PT Harapan
Widyatama Pertiwi dalam satu hari kerja normal tanpa lembur sebesar 240
batang maka dalam satu shift perusahaan dapat menghasilkan 80 batang. Dalam
satu minggu waktu kerja normal (6 hari kerja) dapat dihasilkan 1440 batang.
Apabila permintaan yang ada tidak melebihi 1440 batang maka tidak
diperlukan lembur karyawan baik pada bagian produksi maupun pada bagian
pengemasan.
Pada saat ini PT Harapan Widyatama Pertiwi memproduksi sekitar 800
batang pipa PVC setiap minggu tanpa memperhitungkan jam lembur. PT
Harapan Widyatama Pertiwi juga menginginkan tingkat persediaan yang tetap
sebesar 1000 batang sebagai tindakan preventif apabila terjadi lonjakan
permintaan yang tinggi ataupun terjadi kemacetan dalam proses produksi pipa
PVC.
Contoh perhitungan metode konstan untuk minggu ke-4:
87
Jumlah produksi = 11588/12 = 966
Persediaan = (3864 – 3832 ) + 1000 = 1032
Gaji karyawan = (25+10) x Rp 200,000 x 3 = Rp 21,000,000
Jumlah karyawan lembur = 0
Biaya lembur = 0
Biaya persediaan = 1032 x Rp 950 = Rp 980,400
Biaya produksi = 966 x Rp 55,000 = Rp 53,130,000
Total biaya = total biaya produksi + total biaya persediaan + total
biaya lembur + total gaji karyawan
= Rp 637,560,000 + Rp 11,652,700 + 0 + Rp 252,000,000
= Rp 901,212,700
Contoh perhitungan metode chase untuk minggu ke-4:
Jumlah produksi = 958 (sama dengan jumlah permintaan)
Persediaan = 1000
Gaji karyawan = (25+10) x Rp 200,000 x 3 = Rp 21,000,000
Jumlah karyawan lembur = 0
Biaya lembur = 0
Biaya persediaan = 1000 x Rp 950 = Rp 950,000
Biaya produksi = 958 x Rp 55,000 = Rp 52,690,000
Total biaya = total biaya produksi + total biaya persediaan + total
biaya lembur + total gaji karyawan
= Rp 637,340,000 + Rp 11,400,000 + 0 + Rp 252,000,000
88
= Rp 900,740,000
Dari kedua metode diatas, dapat dilihat bahwa metode yang
menghasilkan biaya terkecil adalah metode Chase, sehingga dapat dikatakan
bahwa metode chase merupakan metode yang paling optimal. Hasil perhitungan
dengan metode Chase ini akan divalidasi dengan perhitungan Resource
Requirement Planning sebelum digunakan pada tahap penyusunan Master
Production Scheduling.
4.2.4 Resource Requirement Planning
Setelah dilakukan perhitungan Aggregate Planning untuk mendapatkan
rencana produksi dengan biaya terendah, maka tahap berikutnya dalam
Manufacturing Resource Planning adalah perhitungan Resource Requirement
Planning yang merupakan tingkat perencanaan tertinggi dalam perencanaan
kapasitas. Tahapan yang dilakukan untuk RRP adalah sebagai berikut ini:
Memperoleh rencana produksi dari perencanaan agregat
Dari perencanaan agregat yang telah dilakukan sebelumnya, didapat
bahwa metode produksi dengan biaya terendah adalah metode chase
strategy, sehingga dalam penyusunan RRP ini juga berdasarkan pada
metode chase strategy. Dalam perhitungan RRP ini, periode waktu yang
digunakan juga dalam satuan minggu.
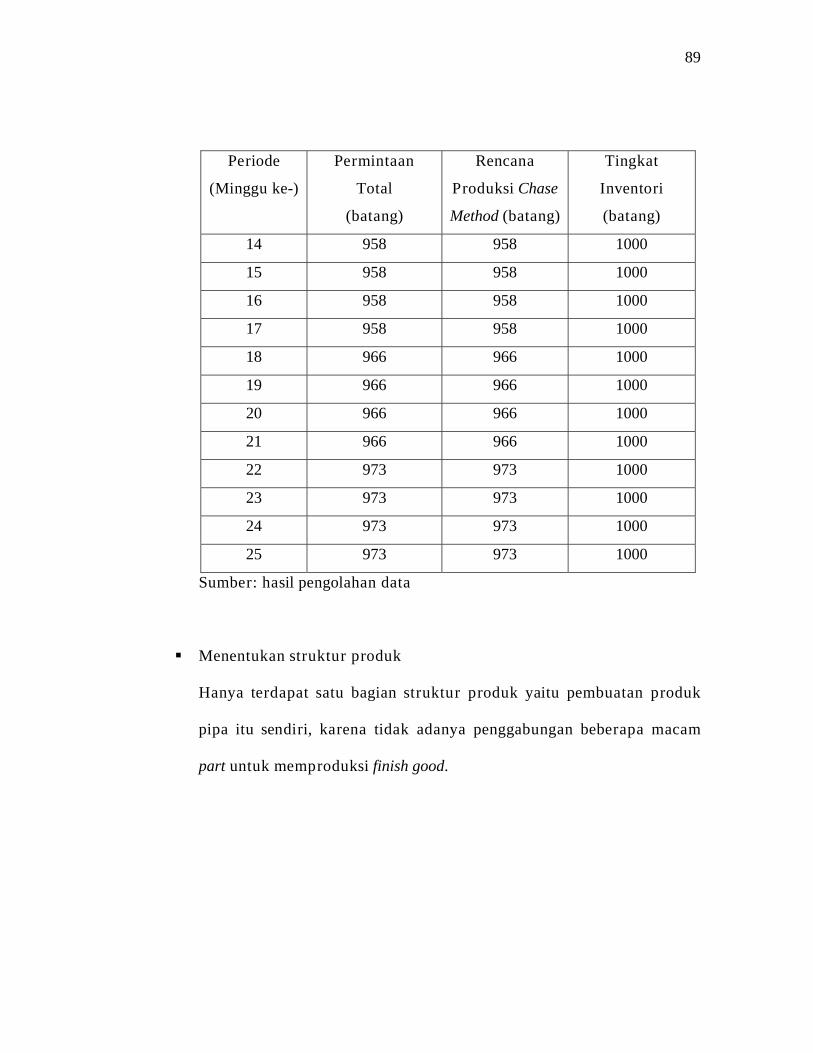
Tabel 4.14 Rencana Produksi dari Perencanaan Agregat
89
Periode
(Minggu ke-)
Permintaan
Total
(batang)
Rencana
Produksi Chase
Method (batang)
Tingkat
Inventori
(batang)
14 958 958 1000
15 958 958 1000
16 958 958 1000
17 958 958 1000
18 966 966 1000
19 966 966 1000
20 966 966 1000
21 966 966 1000
22 973 973 1000
23 973 973 1000
24 973 973 1000
25 973 973 1000
Sumber: hasil pengolahan data
Menentukan struktur produk
Hanya terdapat satu bagian struktur produk yaitu pembuatan produk
pipa itu sendiri, karena tidak adanya penggabungan beberapa macam
part untuk memproduksi finish good.

Gambar 4.2 Struktur Produk pipa PVC
Menghitung bill of resources
Bill of resources tergantung pada struktur produk di atas dimana formula
yang digunakan untuk menghitung bill of resources adalah: Rata-rata waktu
pembuatan = proporsi product mix x jam standar pembuatan per produksi.
Dalam hal ini, karena proporsi product mix untuk produk pipa PVC adalah
100% maka rata-rata waktu pembuatan yang digunakan sama dengan jam
standar Pembuatan per produksi dari produk pipa PVC yaitu sebesar 24jam
/ 240 batang = 0.10 jam/batang.
Menghitung Kebutuhan Sumber Daya Total
Dengan sumber daya yang tersedia selama satu minggu yang terdiri dari 6
hari kerja adalah 6 x 24 jam = 144 jam.
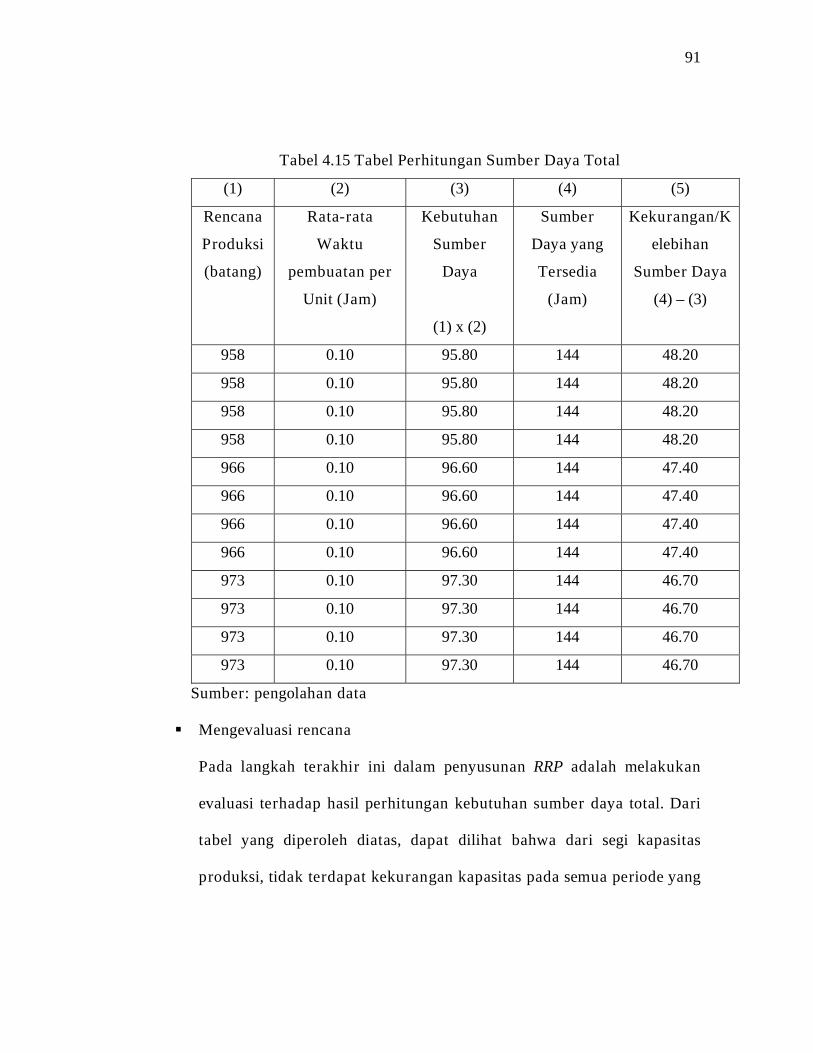
91
Tabel 4.15 Tabel Perhitungan Sumber Daya Total
(1) (2) (3) (4) (5)
Rencana
Produksi
(batang)
Rata-rata
Waktu
pembuatan per
Unit (Jam)
Kebutuhan
Sumber
Daya
(1) x (2)
Sumber
Daya yang
Tersedia
(Jam)
Kekurangan/K
elebihan
Sumber Daya
(4) – (3)
958 0.10 95.80 144 48.20
958 0.10 95.80 144 48.20
958 0.10 95.80 144 48.20
958 0.10 95.80 144 48.20
966 0.10 96.60 144 47.40
966 0.10 96.60 144 47.40
966 0.10 96.60 144 47.40
966 0.10 96.60 144 47.40
973 0.10 97.30 144 46.70
973 0.10 97.30 144 46.70
973 0.10 97.30 144 46.70
973 0.10 97.30 144 46.70
Sumber: pengolahan data
Mengevaluasi rencana
Pada langkah terakhir ini dalam penyusunan RRP adalah melakukan
evaluasi terhadap hasil perhitungan kebutuhan sumber daya total. Dari
tabel yang diperoleh diatas, dapat dilihat bahwa dari segi kapasitas
produksi, tidak terdapat kekurangan kapasitas pada semua periode yang
92
berlangsung. Sedangkan dari segi inventori, terdapat inventori sebesar
12000 batang selama 12 periode yang dimasukkan dalam perhitungan.
4.2.5 Master Production Scheduling
Apabila perencanaan agregat produksi dan perencanaan kebutuhan
sumber daya sebagai tingkatan tertinggi dalam hierarki perencanaan prioritas
dan perencanaan kapasitas telah dapat diselesaikan, maka tahap berikutnya
adalah melakukan penjadwalan produksi induk (MPS). Data-data yang
digunakan untuk penyusunan MPS adalah data-data hasil perhitungan
perencanaan agregat produksi yang telah divalidasi dengan perencanaan
kebutuhan sumber daya.
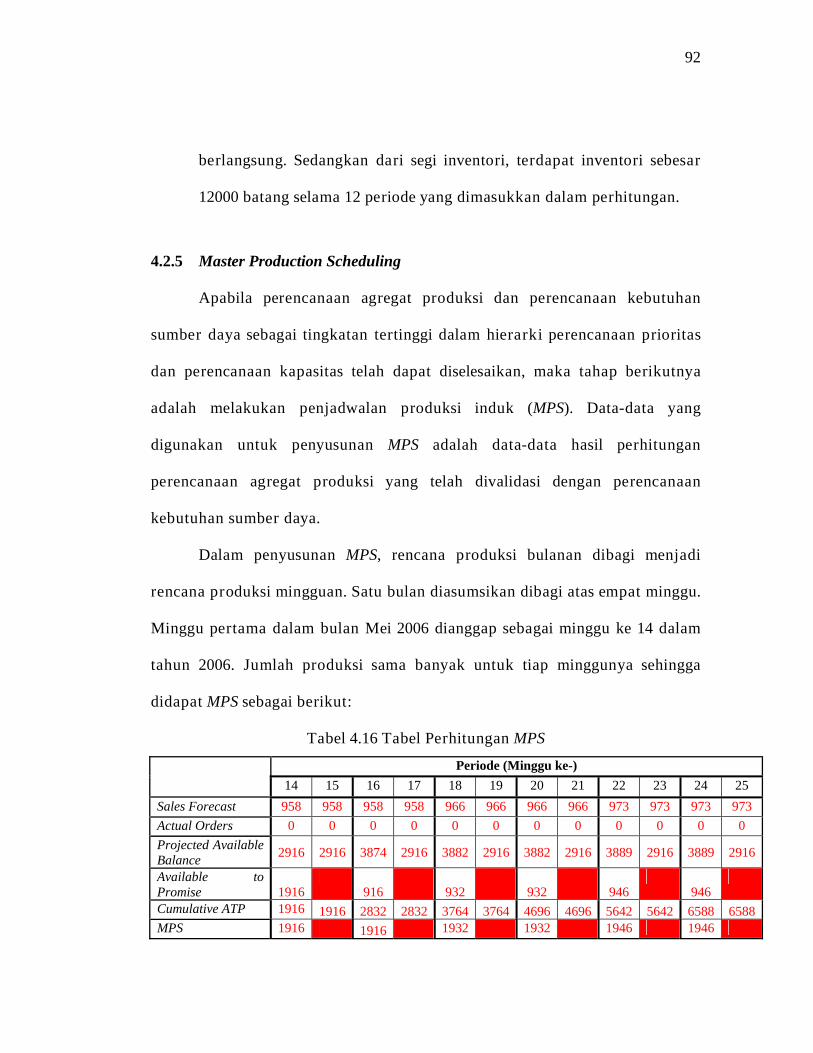
Dalam penyusunan MPS, rencana produksi bulanan dibagi menjadi
rencana produksi mingguan. Satu bulan diasumsikan dibagi atas empat minggu.
Minggu pertama dalam bulan Mei 2006 dianggap sebagai minggu ke 14 dalam
tahun 2006. Jumlah produksi sama banyak untuk tiap minggunya sehingga
didapat MPS sebagai berikut:
Tabel 4.16 Tabel Perhitungan MPS
Periode (Minggu ke-) 14 15 16 17 18 19 20 21 22 23 24 25
Sales Forecast 958 958 958 958 966 966 966 966 973 973 973 973 Actual Orders 0 0 0 0 0 0 0 0 0 0 0 0 Projected Available Balance 2916 2916 3874 2916 3882 2916 3882 2916 3889 2916 3889 2916
Available to Promise 1916
916
932
932
946
946
Cumulative ATP 1916 1916 2832 2832 3764 3764 4696 4696 5642 5642 6588 6588MPS 1916 1916 1932 1932 1946 1946
93
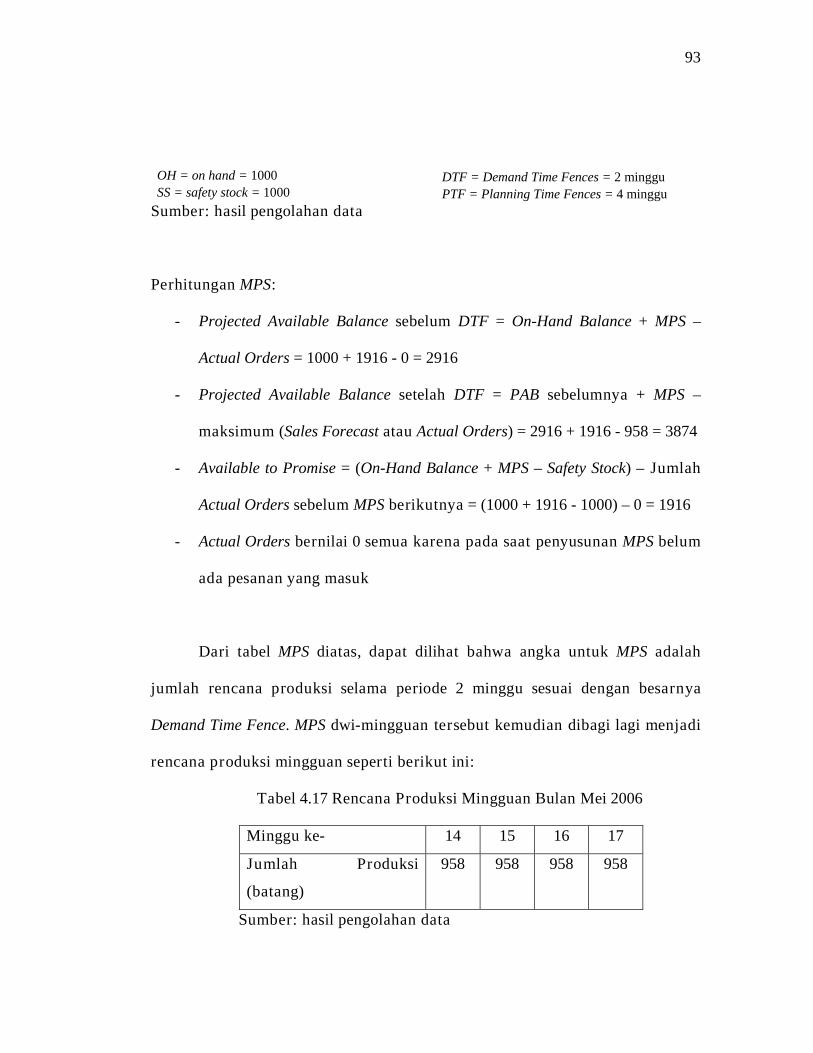
OH = on hand = 1000 DTF = Demand Time Fences = 2 minggu SS = safety stock = 1000 PTF = Planning Time Fences = 4 minggu
Sumber: hasil pengolahan data
Perhitungan MPS:
- Projected Available Balance sebelum DTF = On-Hand Balance + MPS –
Actual Orders = 1000 + 1916 - 0 = 2916
- Projected Available Balance setelah DTF = PAB sebelumnya + MPS –
maksimum (Sales Forecast atau Actual Orders) = 2916 + 1916 - 958 = 3874
- Available to Promise = (On-Hand Balance + MPS – Safety Stock) – Jumlah
Actual Orders sebelum MPS berikutnya = (1000 + 1916 - 1000) – 0 = 1916
- Actual Orders bernilai 0 semua karena pada saat penyusunan MPS belum
ada pesanan yang masuk
Dari tabel MPS diatas, dapat dilihat bahwa angka untuk MPS adalah
jumlah rencana produksi selama periode 2 minggu sesuai dengan besarnya
Demand Time Fence. MPS dwi-mingguan tersebut kemudian dibagi lagi menjadi
rencana produksi mingguan seperti berikut ini:
Tabel 4.17 Rencana Produksi Mingguan Bulan Mei 2006
Minggu ke- 14 15 16 17
Jumlah Produksi
(batang)
958 958 958 958
Sumber: hasil pengolahan data
94
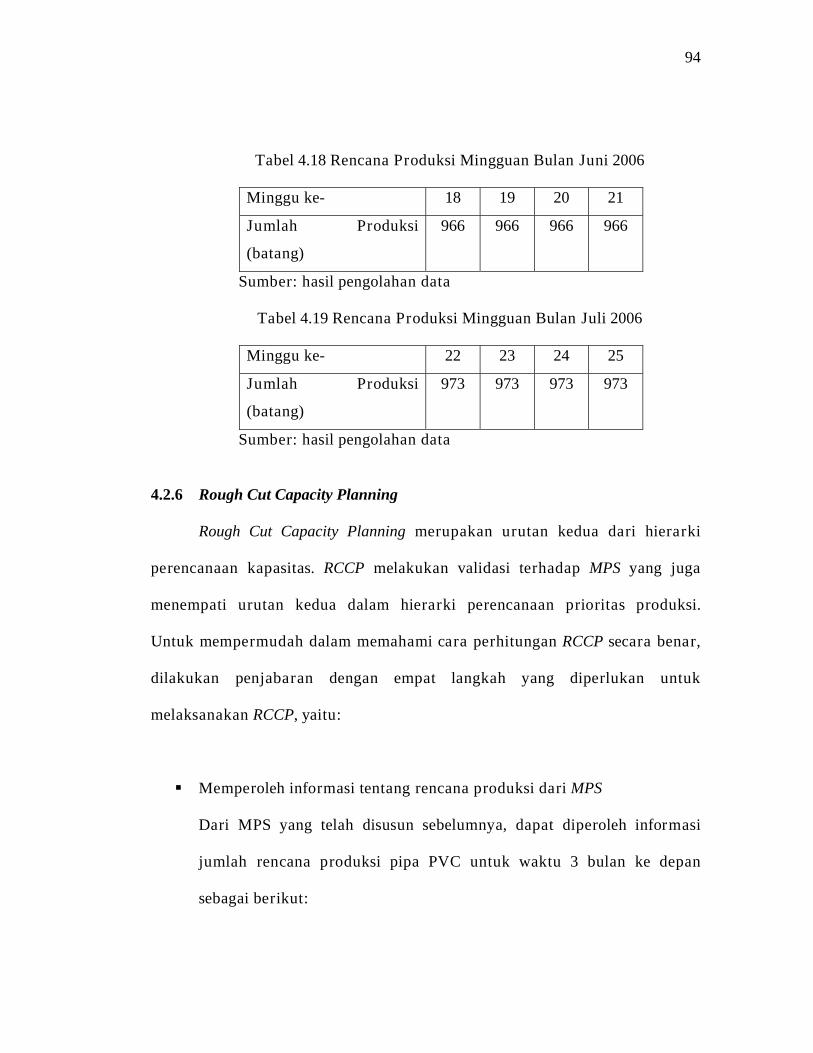
Tabel 4.18 Rencana Produksi Mingguan Bulan Juni 2006
Minggu ke- 18 19 20 21
Jumlah Produksi
(batang)
966 966 966 966
Sumber: hasil pengolahan data
Tabel 4.19 Rencana Produksi Mingguan Bulan Juli 2006
Minggu ke- 22 23 24 25
Jumlah Produksi
(batang)
973 973 973 973
Sumber: hasil pengolahan data
4.2.6 Rough Cut Capacity Planning
Rough Cut Capacity Planning merupakan urutan kedua dari hierarki
perencanaan kapasitas. RCCP melakukan validasi terhadap MPS yang juga
menempati urutan kedua dalam hierarki perencanaan prioritas produksi.
Untuk mempermudah dalam memahami cara perhitungan RCCP secara benar,
dilakukan penjabaran dengan empat langkah yang diperlukan untuk
melaksanakan RCCP, yaitu:
Memperoleh informasi tentang rencana produksi dari MPS
Dari MPS yang telah disusun sebelumnya, dapat diperoleh informasi
jumlah rencana produksi pipa PVC untuk waktu 3 bulan ke depan
sebagai berikut:
95
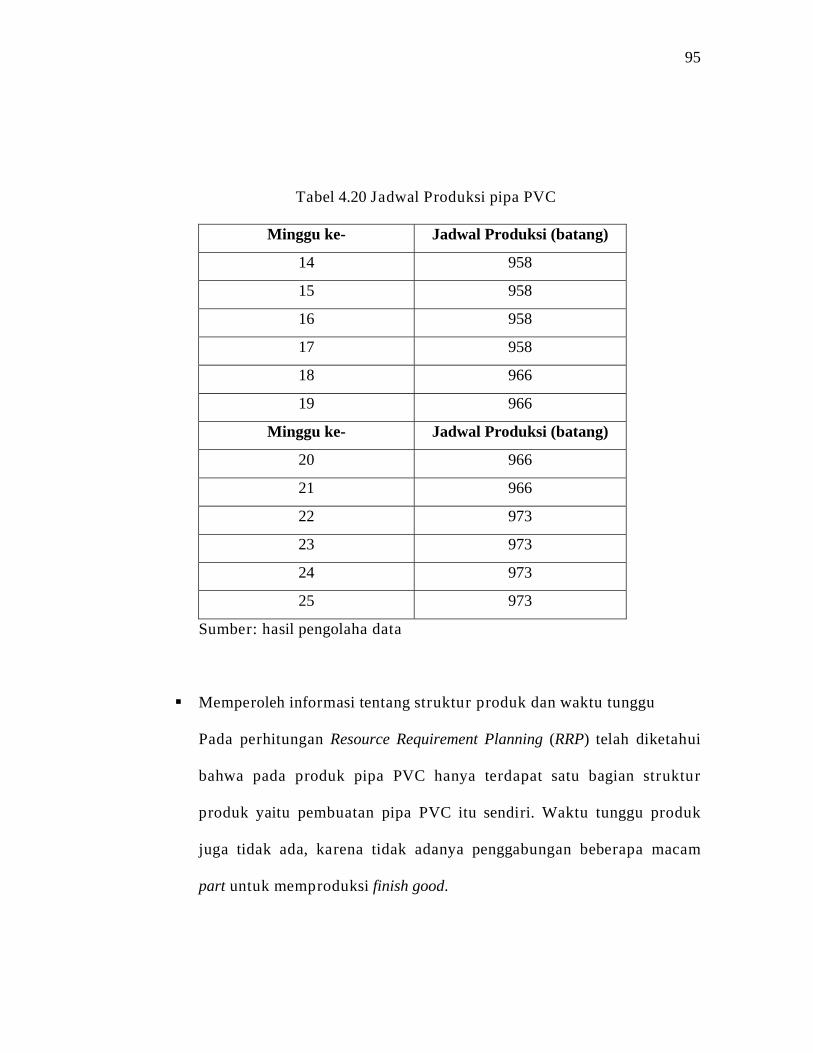
Tabel 4.20 Jadwal Produksi pipa PVC
Minggu ke- Jadwal Produksi (batang)
14 958
15 958
16 958
17 958
18 966
19 966
Minggu ke- Jadwal Produksi (batang)
20 966
21 966
22 973
23 973
24 973
25 973
Sumber: hasil pengolaha data
Memperoleh informasi tentang struktur produk dan waktu tunggu
Pada perhitungan Resource Requirement Planning (RRP) telah diketahui
bahwa pada produk pipa PVC hanya terdapat satu bagian struktur
produk yaitu pembuatan pipa PVC itu sendiri. Waktu tunggu produk
juga tidak ada, karena tidak adanya penggabungan beberapa macam
part untuk memproduksi finish good.
96
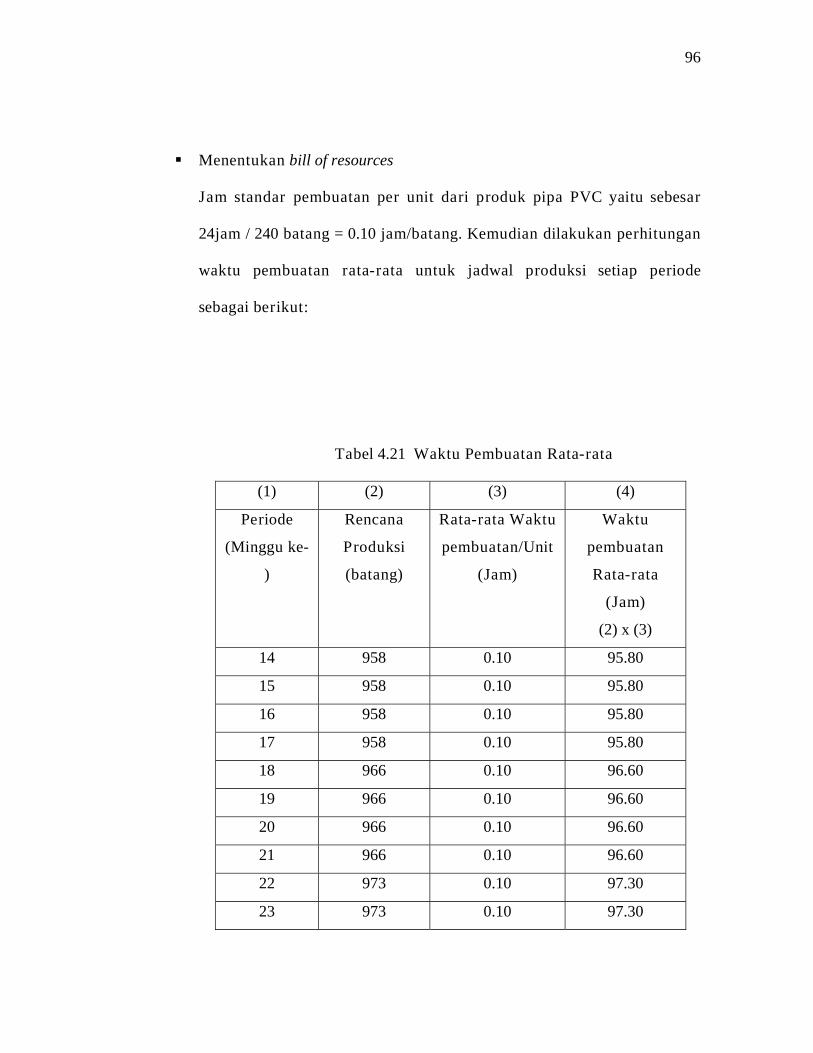
Menentukan bill of resources
Jam standar pembuatan per unit dari produk pipa PVC yaitu sebesar
24jam / 240 batang = 0.10 jam/batang. Kemudian dilakukan perhitungan
waktu pembuatan rata-rata untuk jadwal produksi setiap periode
sebagai berikut:
Tabel 4.21 Waktu Pembuatan Rata-rata
(1) (2) (3) (4)
Periode
(Minggu ke-
)
Rencana
Produksi
(batang)
Rata-rata Waktu
pembuatan/Unit
(Jam)
Waktu
pembuatan
Rata-rata
(Jam)
(2) x (3)
14 958 0.10 95.80
15 958 0.10 95.80
16 958 0.10 95.80
17 958 0.10 95.80
18 966 0.10 96.60
19 966 0.10 96.60
20 966 0.10 96.60
21 966 0.10 96.60
22 973 0.10 97.30
23 973 0.10 97.30
97
24 973 0.10 97.30
25 973 0.10 97.30
Sumber: hasil pengolahan data
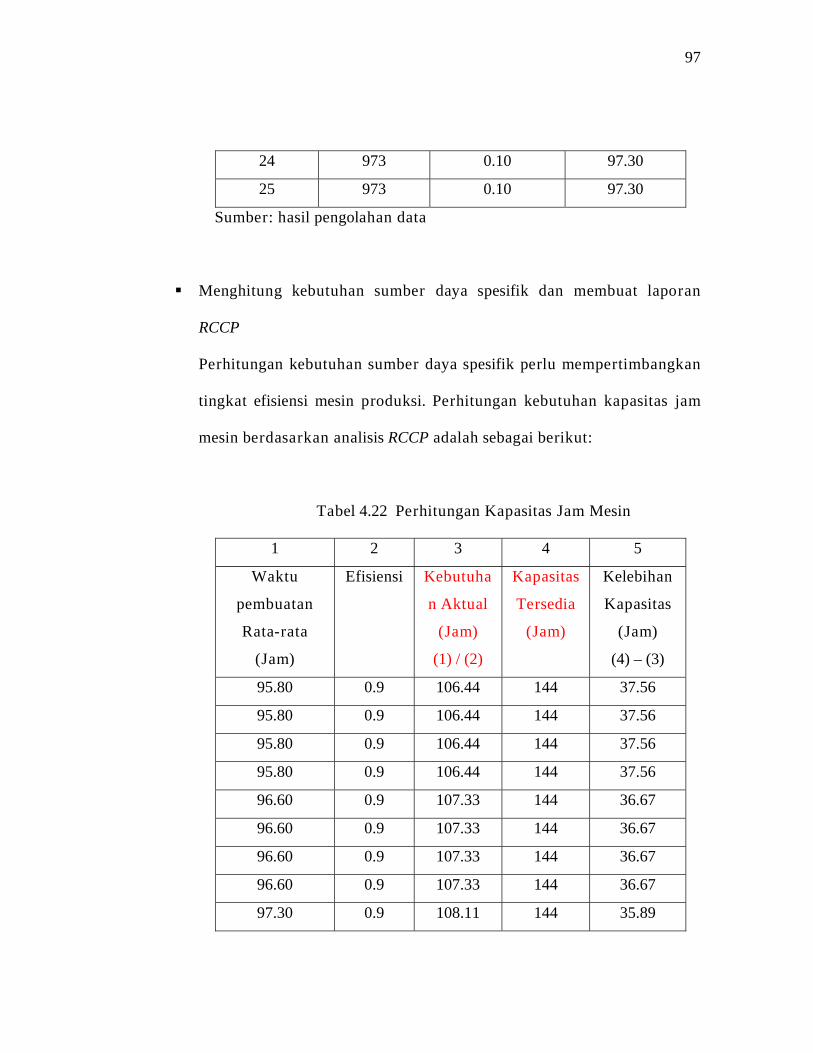
Menghitung kebutuhan sumber daya spesifik dan membuat laporan
RCCP
Perhitungan kebutuhan sumber daya spesifik perlu mempertimbangkan
tingkat efisiensi mesin produksi. Perhitungan kebutuhan kapasitas jam
mesin berdasarkan analisis RCCP adalah sebagai berikut:
Tabel 4.22 Perhitungan Kapasitas Jam Mesin
1 2 3 4 5
Waktu
pembuatan
Rata-rata
(Jam)
Efisiensi Kebutuha
n Aktual
(Jam)
(1) / (2)
Kapasitas
Tersedia
(Jam)
Kelebihan
Kapasitas
(Jam)
(4) – (3)
95.80 0.9 106.44 144 37.56
95.80 0.9 106.44 144 37.56
95.80 0.9 106.44 144 37.56
95.80 0.9 106.44 144 37.56
96.60 0.9 107.33 144 36.67
96.60 0.9 107.33 144 36.67
96.60 0.9 107.33 144 36.67
96.60 0.9 107.33 144 36.67
97.30 0.9 108.11 144 35.89
98
97.30 0.9 108.11 144 35.89
97.30 0.9 108.11 144 35.89
97.30 0.9 108.11 144 35.89
Sumber: hasil pengolahan data
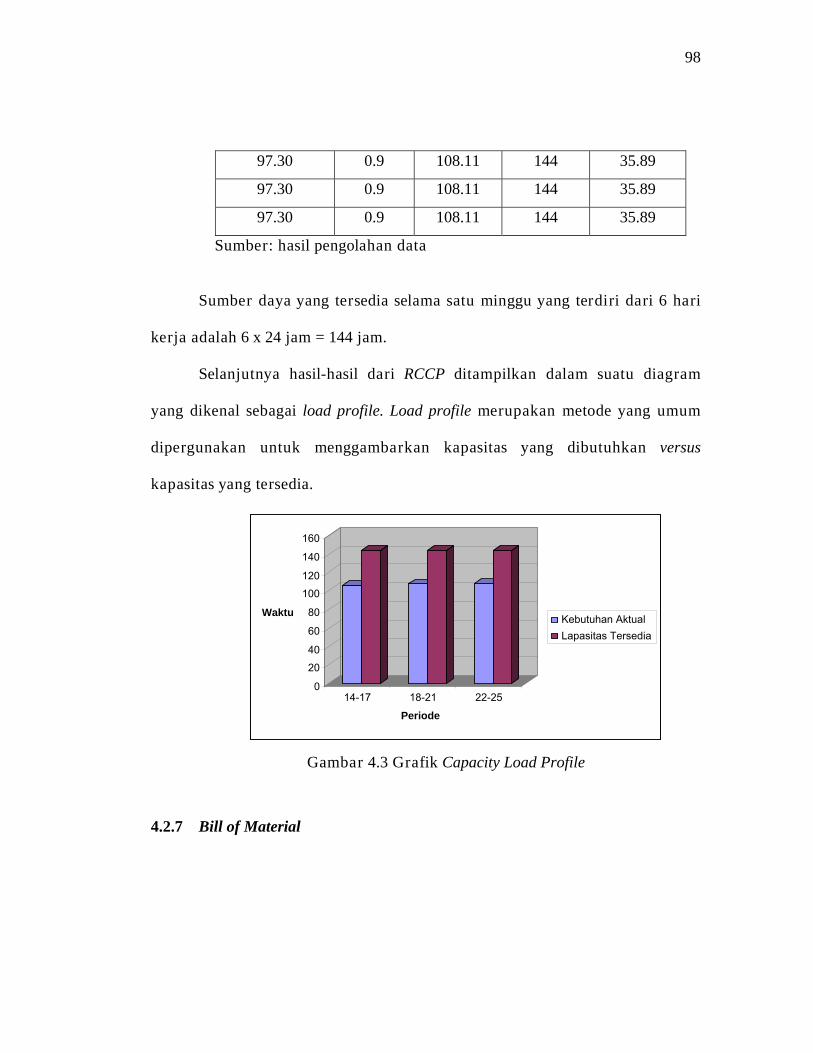
Sumber daya yang tersedia selama satu minggu yang terdiri dari 6 hari
kerja adalah 6 x 24 jam = 144 jam.
Selanjutnya hasil-hasil dari RCCP ditampilkan dalam suatu diagram
yang dikenal sebagai load profile. Load profile merupakan metode yang umum
dipergunakan untuk menggambarkan kapasitas yang dibutuhkan versus
kapasitas yang tersedia.
Gambar 4.3 Grafik Capacity Load Profile
4.2.7 Bill of Material
0 20 40 60 80
100 120 140 160
Waktu
14-17 18-21 22-25
Periode
Kebutuhan Aktual Lapasitas Tersedia
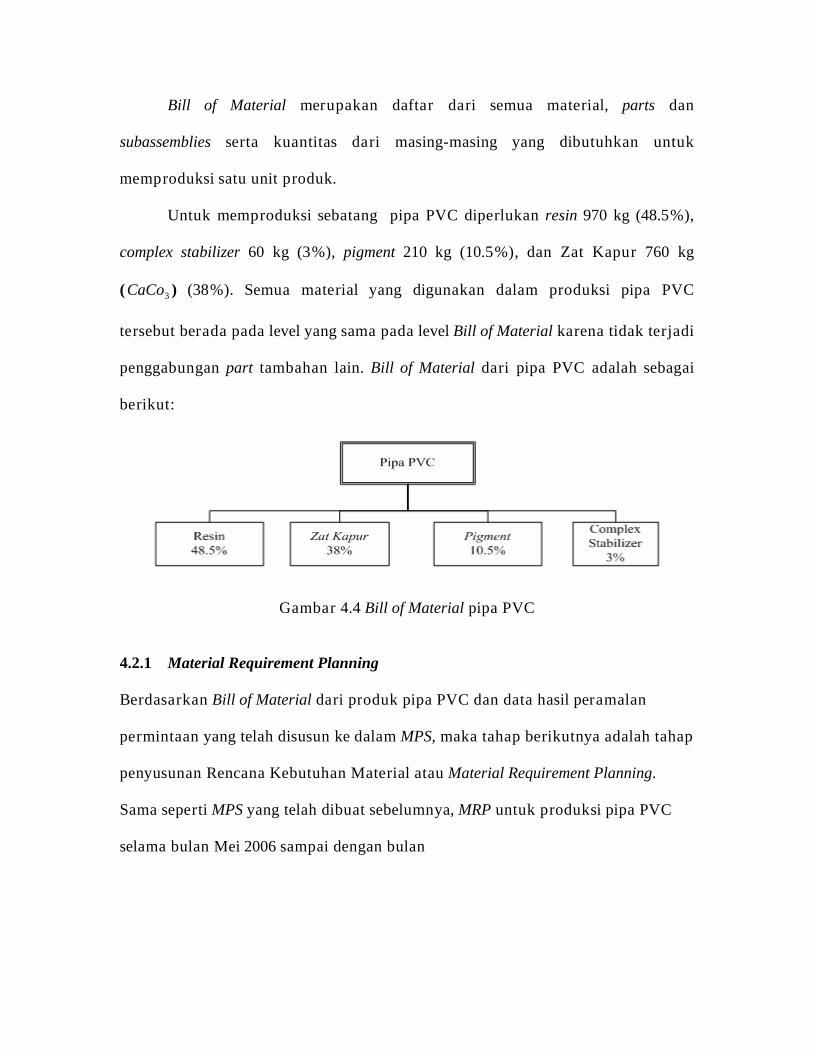
Bill of Material merupakan daftar dari semua material, parts dan
subassemblies serta kuantitas dari masing-masing yang dibutuhkan untuk
memproduksi satu unit produk.
Untuk memproduksi sebatang pipa PVC diperlukan resin 970 kg (48.5%),
complex stabilizer 60 kg (3%), pigment 210 kg (10.5%), dan Zat Kapur 760 kg
( 3CaCo ) (38%). Semua material yang digunakan dalam produksi pipa PVC
tersebut berada pada level yang sama pada level Bill of Material karena tidak terjadi
penggabungan part tambahan lain. Bill of Material dari pipa PVC adalah sebagai
berikut:
Gambar 4.4 Bill of Material pipa PVC
4.2.1 Material Requirement Planning
Berdasarkan Bill of Material dari produk pipa PVC dan data hasil peramalan
permintaan yang telah disusun ke dalam MPS, maka tahap berikutnya adalah tahap
penyusunan Rencana Kebutuhan Material atau Material Requirement Planning.
Sama seperti MPS yang telah dibuat sebelumnya, MRP untuk produksi pipa PVC
selama bulan Mei 2006 sampai dengan bulan
100
Juli 2006 dibagi menjadi mingguan yaitu mulai dari minggu ke-14 sampai
dengan minggu ke-25.
Penyusunan MRP dilakukan dengan menggunakan metode Lot for Lot.
Hal ini disesuaikan dengan kenyataan yang ada dimana perusahaan PT
Harapan Widyatama Pertiwi dalam melakukan pemesanan tidak dibatasi oleh
aturan mengenai jumlah minimum pemesanan ataupun dibatasi oleh kapasitas
tertentu. Oleh karena itu metode Lot for Lot sangat cocok untuk diaplikasikan
dalam penyusunan MRP untuk produk pipa PVC yang dihasilkan oleh PT
Harapan Widyatama Pertiwi. Karena hasil peramalan tidak semuanya
berbentuk bilangan bulat (mengandung angka pecahan), maka dalam
penyusunan MRP ini semua data yang ada mengalami pembulatan ke atas.
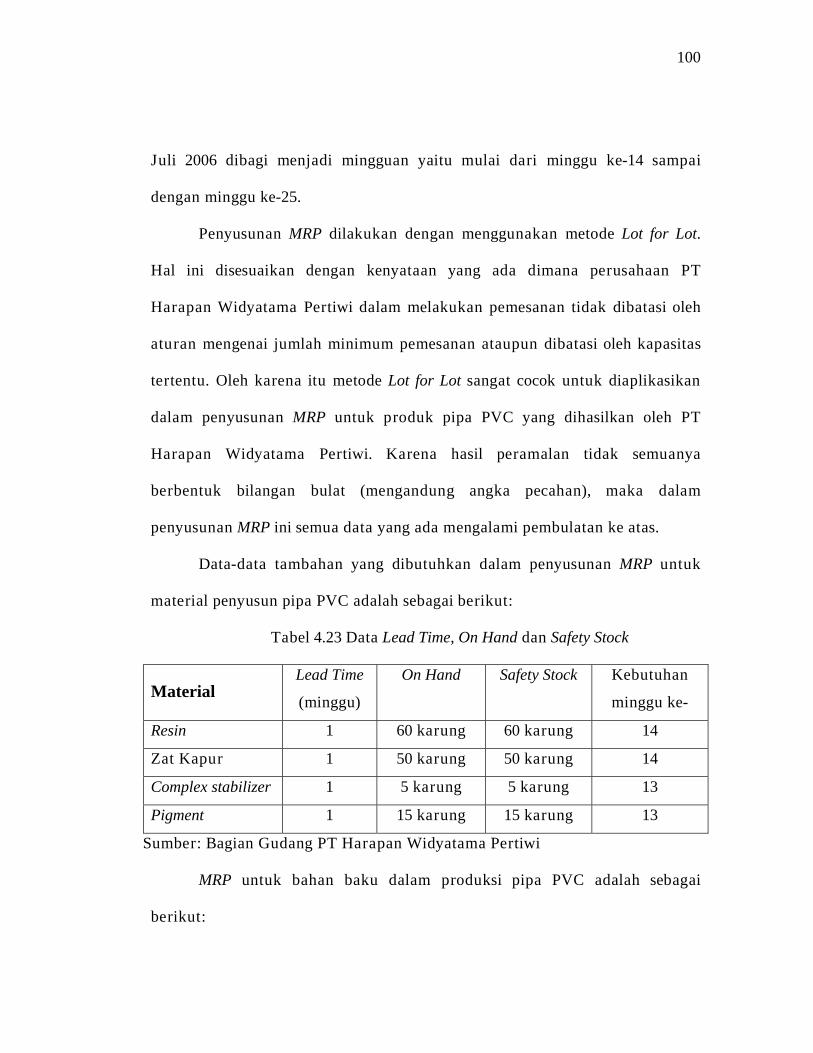
Data-data tambahan yang dibutuhkan dalam penyusunan MRP untuk
material penyusun pipa PVC adalah sebagai berikut:
Tabel 4.23 Data Lead Time, On Hand dan Safety Stock
Material Lead Time
(minggu)
On Hand Safety Stock Kebutuhan
minggu ke-
Resin 1 60 karung 60 karung 14
Zat Kapur 1 50 karung 50 karung 14
Complex stabilizer 1 5 karung 5 karung 13
Pigment 1 15 karung 15 karung 13
Sumber: Bagian Gudang PT Harapan Widyatama Pertiwi
MRP untuk bahan baku dalam produksi pipa PVC adalah sebagai
berikut:
101
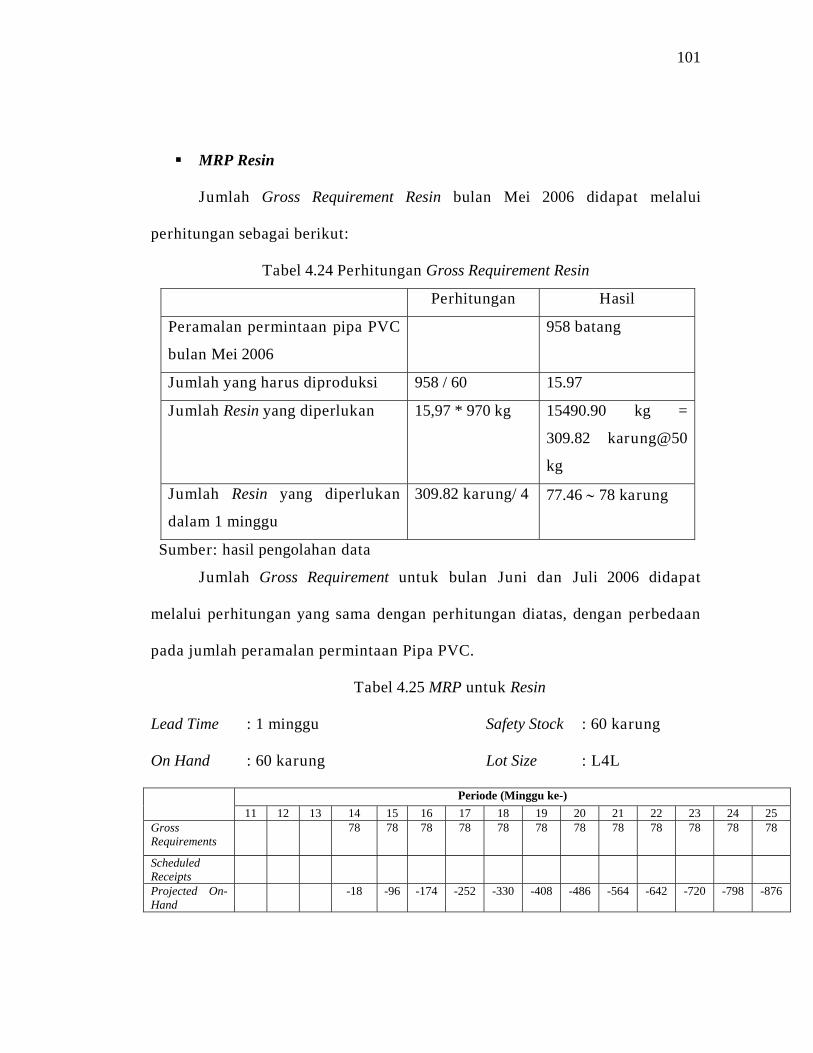
MRP Resin
Jumlah Gross Requirement Resin bulan Mei 2006 didapat melalui
perhitungan sebagai berikut:
Tabel 4.24 Perhitungan Gross Requirement Resin
Perhitungan Hasil
Peramalan permintaan pipa PVC
bulan Mei 2006
958 batang
Jumlah yang harus diproduksi 958 / 60 15.97
Jumlah Resin yang diperlukan 15,97 * 970 kg 15490.90 kg =
309.82 karung@50
kg
Jumlah Resin yang diperlukan
dalam 1 minggu
309.82 karung/ 4 77.46 ∼ 78 karung
Sumber: hasil pengolahan data
Jumlah Gross Requirement untuk bulan Juni dan Juli 2006 didapat
melalui perhitungan yang sama dengan perhitungan diatas, dengan perbedaan
pada jumlah peramalan permintaan Pipa PVC.
Tabel 4.25 MRP untuk Resin
Lead Time : 1 minggu Safety Stock : 60 karung
On Hand : 60 karung Lot Size : L4L
Periode (Minggu ke-) 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Gross Requirements
78 78 78 78 78 78 78 78 78 78 78 78
Scheduled Receipts
Projected On-Hand
-18 -96 -174 -252 -330 -408 -486 -564 -642 -720 -798 -876

102
Projected Available
60 60 60 60 60 60 60 60 60 60 60 60
Net Requirements
78 78 78 78 78 78 78 78 78 78 78 78
Planned Order Receipts
78 78 78 78 78 78 78 78 78 78 78 78
Planned Order Release
78 78 78 78 78 78 78 78 78 78 78 78
Sumber: hasil pengolahan data
MRP Zat Kapur
Jumlah Gross Requirement Zat Kapur untuk bulan Mei 2006 didapat
melalui perhitungan sebagai berikut:
Tabel 4.26 Perhitungan Gross Requirement Zat Kapur
Perhitungan Hasil
Peramalan permintaan pipa PVC
bulan Mei 2006
958 batang
Jumlah yang harus diproduksi 958 / 60 15.97
Jumlah Zat Kapur yang
diperlukan
15.97 * 760 kg 12134.67 kg =
242.69 karung@50
kg
Jumlah Zat Kapur yang
diperlukan dalam 1 minggu
242.69 karung/ 4 60.67 ∼ 61 karung
Sumber: hasil pengolahan data
Jumlah Gross Requirement untuk bulan Juni dan Juli 2006 didapat
melalui perhitungan yang sama dengan perhitungan diatas, dengan perbedaan
pada jumlah peramalan permintaan pipa PVC.
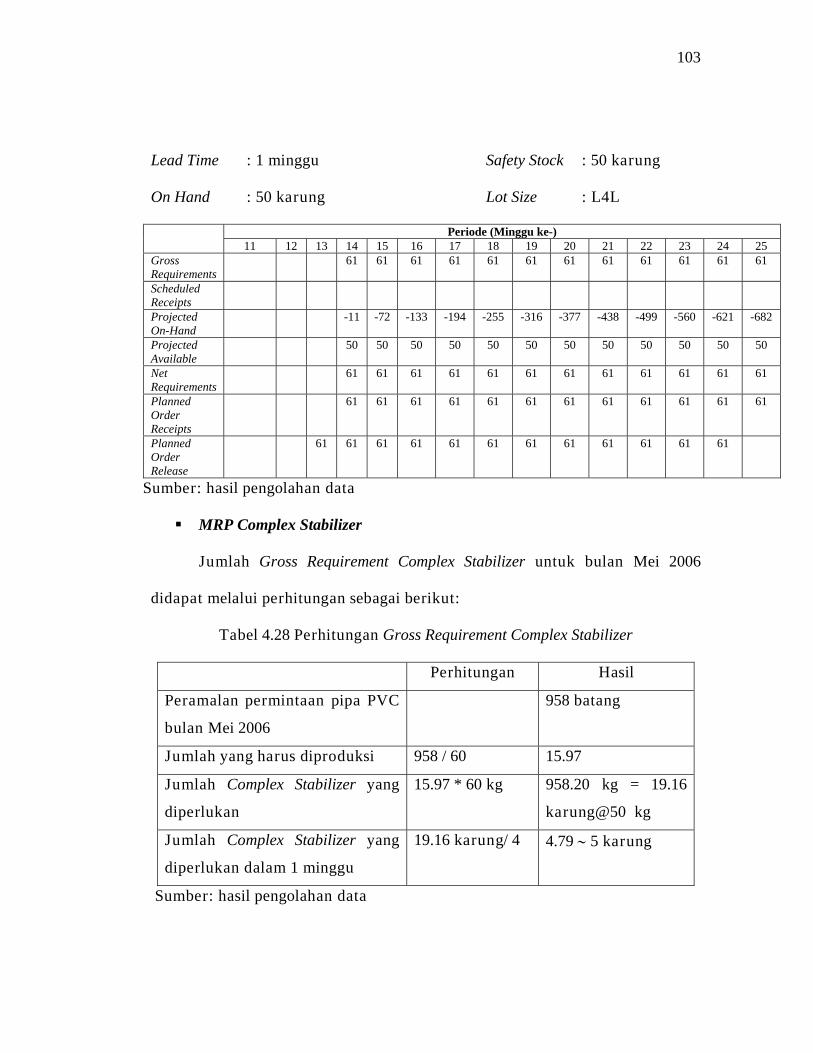
Tabel 4.27 MRP untuk Zat Kapur
103
Lead Time : 1 minggu Safety Stock : 50 karung
On Hand : 50 karung Lot Size : L4L
Periode (Minggu ke-) 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Gross Requirements
61 61 61 61 61 61 61 61 61 61 61 61
Scheduled Receipts
Projected On-Hand
-11 -72 -133 -194 -255 -316 -377 -438 -499 -560 -621 -682
Projected Available
50 50 50
50 50 50 50 50 50 50 50 50
Net Requirements
61 61 61 61 61 61 61 61 61 61 61 61
Planned Order Receipts
61 61 61 61 61 61 61 61 61 61 61 61
Planned Order Release
61 61 61 61 61 61 61 61 61 61 61 61
Sumber: hasil pengolahan data
MRP Complex Stabilizer
Jumlah Gross Requirement Complex Stabilizer untuk bulan Mei 2006
didapat melalui perhitungan sebagai berikut:
Tabel 4.28 Perhitungan Gross Requirement Complex Stabilizer
Perhitungan Hasil
Peramalan permintaan pipa PVC
bulan Mei 2006
958 batang
Jumlah yang harus diproduksi 958 / 60 15.97
Jumlah Complex Stabilizer yang
diperlukan
15.97 * 60 kg 958.20 kg = 19.16
karung@50 kg
Jumlah Complex Stabilizer yang
diperlukan dalam 1 minggu
19.16 karung/ 4 4.79 ∼ 5 karung
Sumber: hasil pengolahan data
104
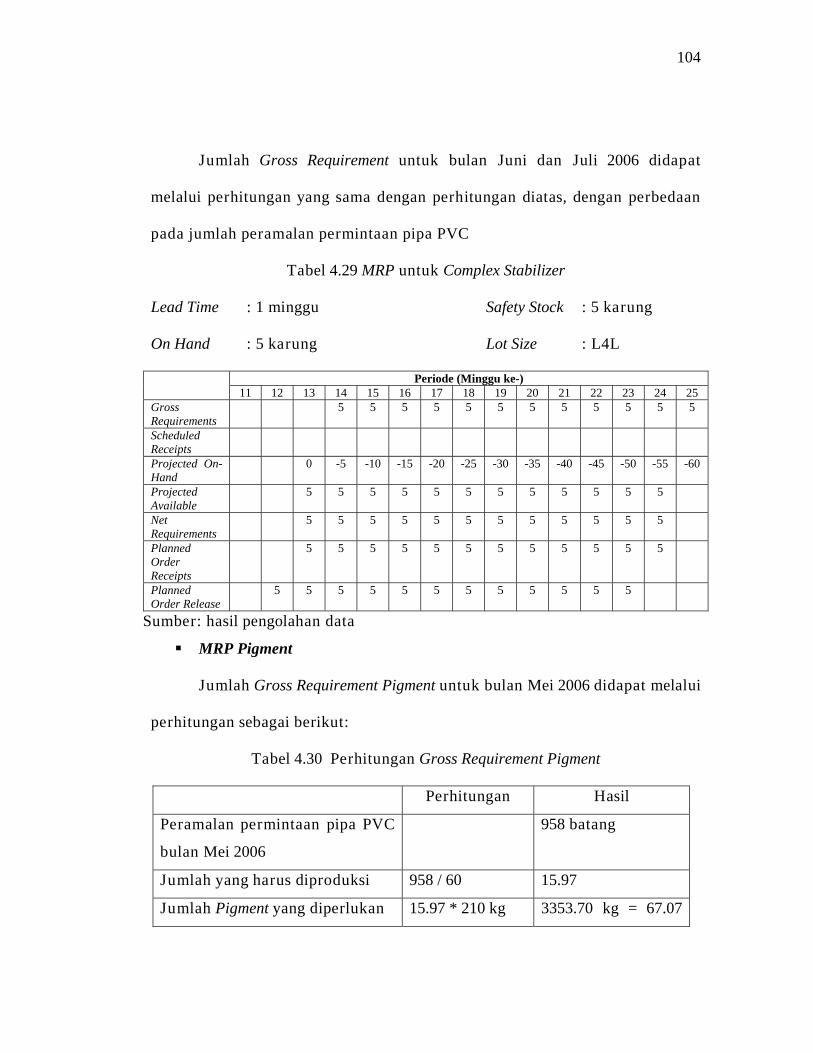
Jumlah Gross Requirement untuk bulan Juni dan Juli 2006 didapat
melalui perhitungan yang sama dengan perhitungan diatas, dengan perbedaan
pada jumlah peramalan permintaan pipa PVC
Tabel 4.29 MRP untuk Complex Stabilizer
Lead Time : 1 minggu Safety Stock : 5 karung
On Hand : 5 karung Lot Size : L4L
Periode (Minggu ke-) 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Gross Requirements
5 5 5 5 5 5 5 5 5 5 5 5
Scheduled Receipts
Projected On-Hand
0 -5 -10 -15 -20 -25 -30 -35 -40 -45 -50 -55 -60
Projected Available
5 5 5 5 5 5 5 5 5 5 5 5
Net Requirements
5 5 5 5 5 5 5 5 5 5 5 5
Planned Order Receipts
5 5 5 5 5 5 5 5 5 5 5 5
Planned Order Release
5 5 5 5 5 5 5 5 5 5 5 5
Sumber: hasil pengolahan data
MRP Pigment
Jumlah Gross Requirement Pigment untuk bulan Mei 2006 didapat melalui
perhitungan sebagai berikut:
Tabel 4.30 Perhitungan Gross Requirement Pigment
Perhitungan Hasil
Peramalan permintaan pipa PVC
bulan Mei 2006
958 batang
Jumlah yang harus diproduksi 958 / 60 15.97
Jumlah Pigment yang diperlukan 15.97 * 210 kg 3353.70 kg = 67.07
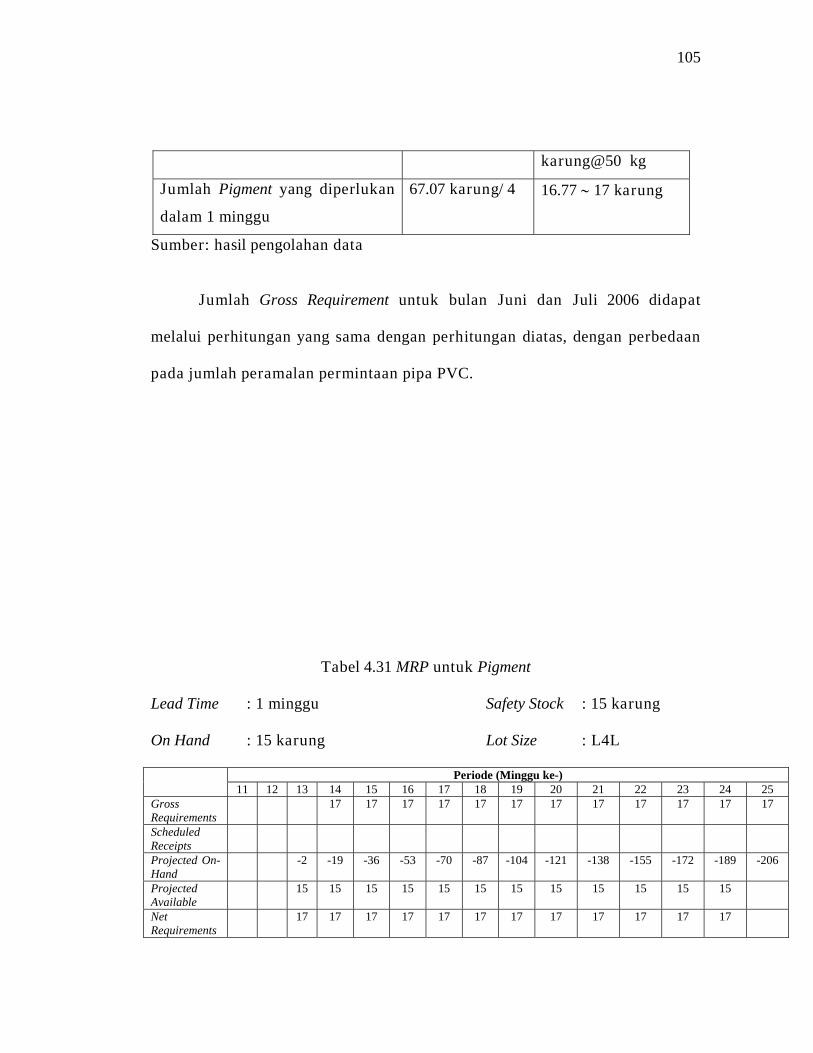
105
karung@50 kg
Jumlah Pigment yang diperlukan
dalam 1 minggu
67.07 karung/ 4 16.77 ∼ 17 karung
Sumber: hasil pengolahan data
Jumlah Gross Requirement untuk bulan Juni dan Juli 2006 didapat
melalui perhitungan yang sama dengan perhitungan diatas, dengan perbedaan
pada jumlah peramalan permintaan pipa PVC.
Tabel 4.31 MRP untuk Pigment
Lead Time : 1 minggu Safety Stock : 15 karung
On Hand : 15 karung Lot Size : L4L
Periode (Minggu ke-) 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Gross Requirements
17 17 17 17 17 17 17 17 17 17 17 17
Scheduled Receipts
Projected On-Hand
-2 -19 -36 -53 -70 -87 -104 -121 -138 -155 -172 -189 -206
Projected Available
15 15 15 15 15 15 15 15 15 15 15 15
Net Requirements
17 17 17 17 17 17 17 17 17 17 17 17
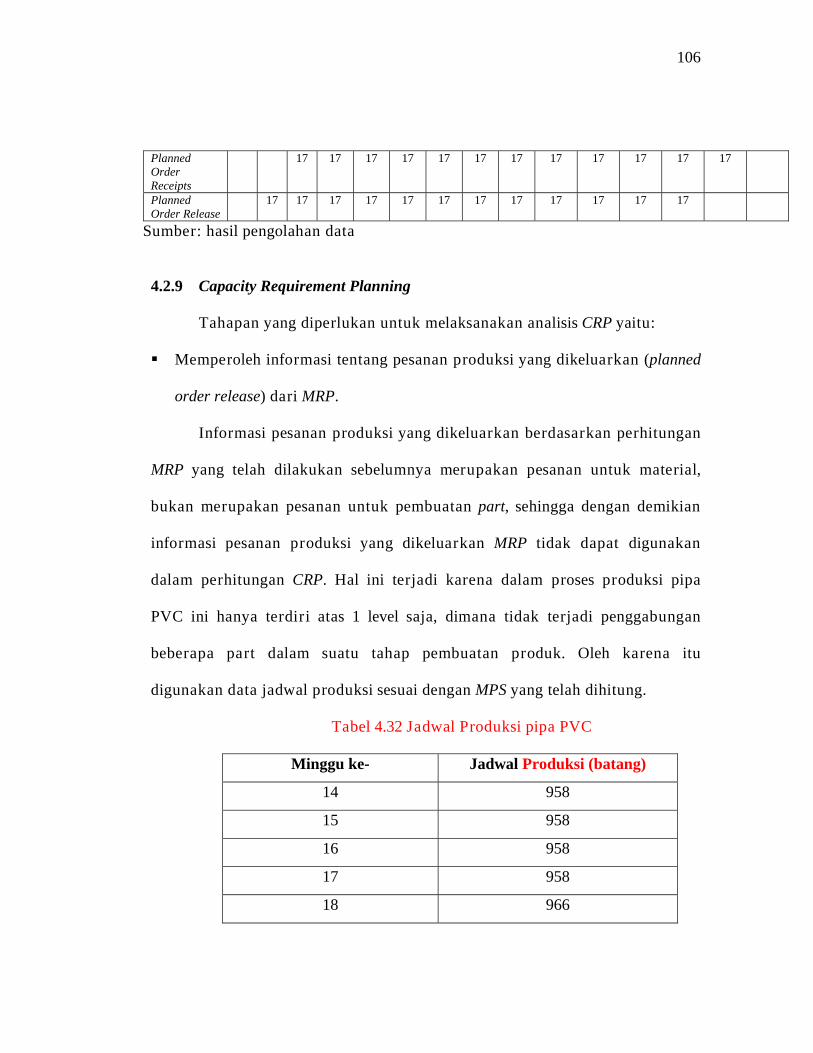
106
Planned Order Receipts
17 17 17 17 17 17 17 17 17 17 17 17
Planned Order Release
17 17 17 17 17 17 17 17 17 17 17 17
Sumber: hasil pengolahan data
4.2.9 Capacity Requirement Planning
Tahapan yang diperlukan untuk melaksanakan analisis CRP yaitu:
Memperoleh informasi tentang pesanan produksi yang dikeluarkan (planned
order release) dari MRP.
Informasi pesanan produksi yang dikeluarkan berdasarkan perhitungan
MRP yang telah dilakukan sebelumnya merupakan pesanan untuk material,
bukan merupakan pesanan untuk pembuatan part, sehingga dengan demikian
informasi pesanan produksi yang dikeluarkan MRP tidak dapat digunakan
dalam perhitungan CRP. Hal ini terjadi karena dalam proses produksi pipa
PVC ini hanya terdiri atas 1 level saja, dimana tidak terjadi penggabungan
beberapa part dalam suatu tahap pembuatan produk. Oleh karena itu
digunakan data jadwal produksi sesuai dengan MPS yang telah dihitung.
Tabel 4.32 Jadwal Produksi pipa PVC
Minggu ke- Jadwal Produksi (batang)
14 958
15 958
16 958
17 958
18 966
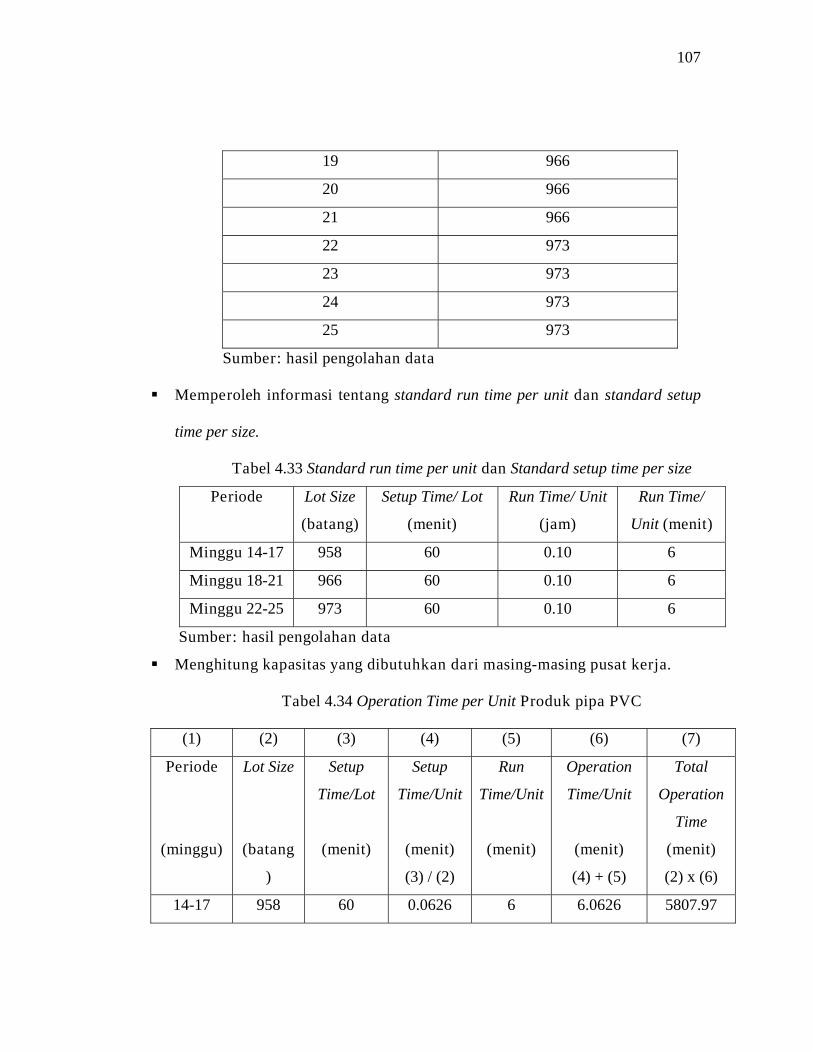
107
19 966
20 966
21 966
22 973
23 973
24 973
25 973
Sumber: hasil pengolahan data
Memperoleh informasi tentang standard run time per unit dan standard setup
time per size.
Tabel 4.33 Standard run time per unit dan Standard setup time per size
Periode Lot Size
(batang)
Setup Time/ Lot
(menit)
Run Time/ Unit
(jam)
Run Time/
Unit (menit)
Minggu 14-17 958 60 0.10 6
Minggu 18-21 966 60 0.10 6
Minggu 22-25 973 60 0.10 6
Sumber: hasil pengolahan data
Menghitung kapasitas yang dibutuhkan dari masing-masing pusat kerja.
Tabel 4.34 Operation Time per Unit Produk pipa PVC
(1) (2) (3) (4) (5) (6) (7)
Periode
(minggu)
Lot Size
(batang
)
Setup
Time/Lot
(menit)
Setup
Time/Unit
(menit)
(3) / (2)
Run
Time/Unit
(menit)
Operation
Time/Unit
(menit)
(4) + (5)
Total
Operation
Time
(menit)
(2) x (6)
14-17 958 60 0.0626 6 6.0626 5807.97
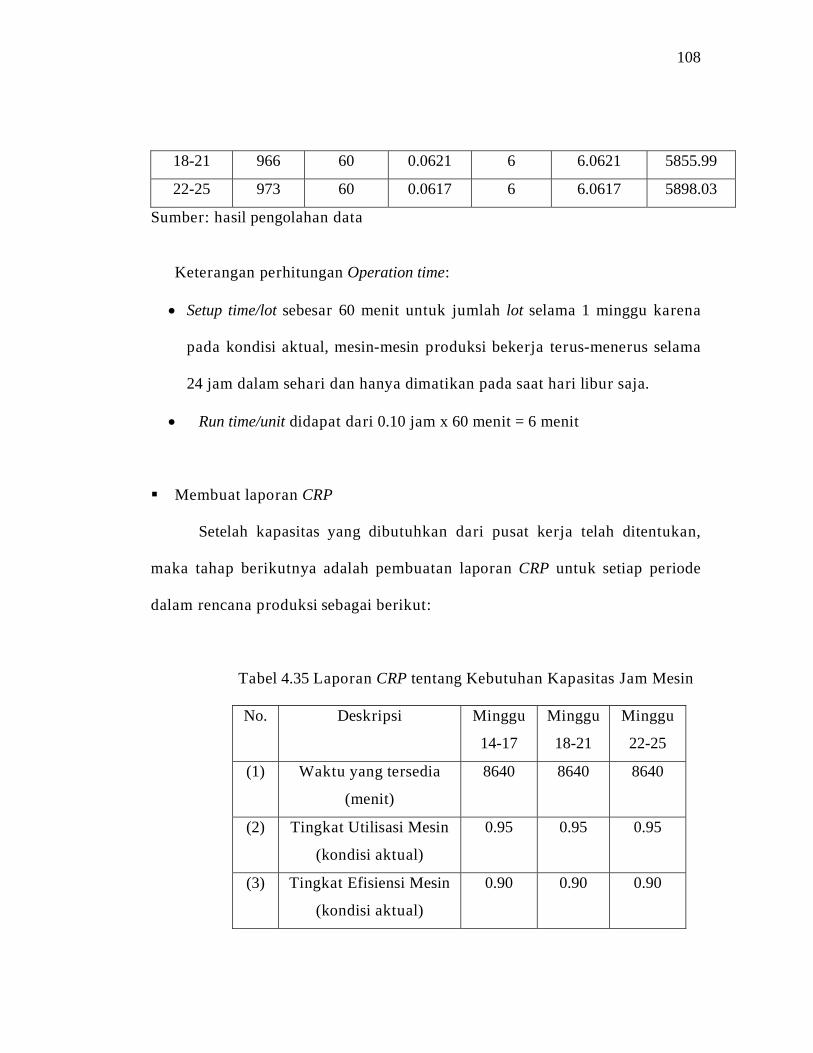
108
18-21 966 60 0.0621 6 6.0621 5855.99
22-25 973 60 0.0617 6 6.0617 5898.03
Sumber: hasil pengolahan data
Keterangan perhitungan Operation time:
• Setup time/lot sebesar 60 menit untuk jumlah lot selama 1 minggu karena
pada kondisi aktual, mesin-mesin produksi bekerja terus-menerus selama
24 jam dalam sehari dan hanya dimatikan pada saat hari libur saja.
• Run time/unit didapat dari 0.10 jam x 60 menit = 6 menit
Membuat laporan CRP
Setelah kapasitas yang dibutuhkan dari pusat kerja telah ditentukan,
maka tahap berikutnya adalah pembuatan laporan CRP untuk setiap periode
dalam rencana produksi sebagai berikut:
Tabel 4.35 Laporan CRP tentang Kebutuhan Kapasitas Jam Mesin
No. Deskripsi Minggu
14-17
Minggu
18-21
Minggu
22-25
(1) Waktu yang tersedia
(menit)
8640 8640 8640
(2) Tingkat Utilisasi Mesin
(kondisi aktual)
0.95 0.95 0.95
(3) Tingkat Efisiensi Mesin
(kondisi aktual)
0.90 0.90 0.90
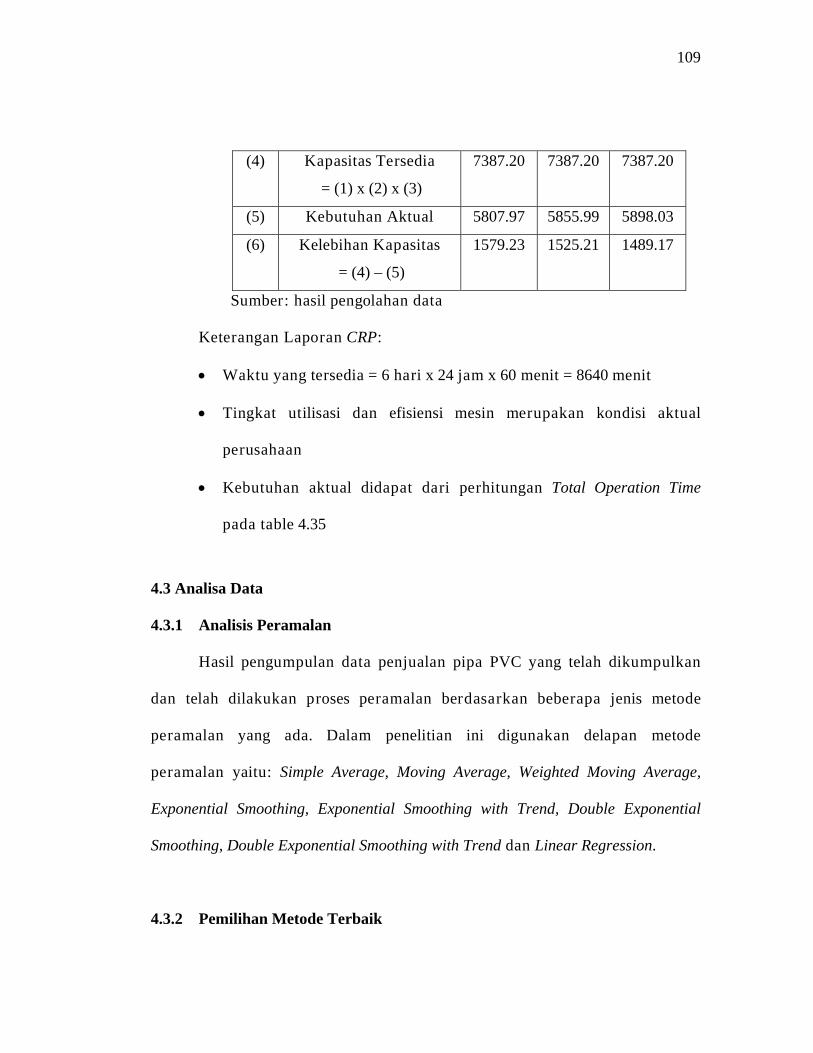
109
(4) Kapasitas Tersedia
= (1) x (2) x (3)
7387.20 7387.20 7387.20
(5) Kebutuhan Aktual 5807.97 5855.99 5898.03
(6) Kelebihan Kapasitas
= (4) – (5)
1579.23 1525.21 1489.17
Sumber: hasil pengolahan data
Keterangan Laporan CRP:
• Waktu yang tersedia = 6 hari x 24 jam x 60 menit = 8640 menit
• Tingkat utilisasi dan efisiensi mesin merupakan kondisi aktual
perusahaan
• Kebutuhan aktual didapat dari perhitungan Total Operation Time
pada table 4.35
4.3 Analisa Data
4.3.1 Analisis Peramalan
Hasil pengumpulan data penjualan pipa PVC yang telah dikumpulkan
dan telah dilakukan proses peramalan berdasarkan beberapa jenis metode
peramalan yang ada. Dalam penelitian ini digunakan delapan metode
peramalan yaitu: Simple Average, Moving Average, Weighted Moving Average,
Exponential Smoothing, Exponential Smoothing with Trend, Double Exponential
Smoothing, Double Exponential Smoothing with Trend dan Linear Regression.
4.3.2 Pemilihan Metode Terbaik
110
Setelah peramalan dilakukan pada data penjualan dengan menggunakan
delapan metode, maka dipilih metode peramalan yang terbaik. Standar yang
digunakan dalam menentukan apakah suatu metode peramalan menghasilkan
hasil peramalan yang baik adalah dengan melihat nilai Mean Square Error atau
MSE, MAD dan CFE serta MAPE. Akurasi peramalan akan semakin tinggi
apabila nilai-nilai MAD, CFE, Tracking Signal, MSE dan MAPE semakin kecil.
Dari ketiga jenis standar nilai tersebut, nilai MAPE yang paling berbobot
dalam menentukan validitas hasil peramalan. Dari delapan metode peramalan
yang dipakai dalam penelitian ini, metode dengan nilai MAPE terkecil yaitu
metode Linear Regression dengan nilai MAPE = 5.0987 Metode Linear Regression
juga mempunyai nilai MAD, CFE dan Tracking Signal terkecil diantara metode
peramalan yang lain.
Dengan demikian dapat diambil kesimpulan bahwa metode Linear
Regression merupakan metode yang terbaik untuk meramalkan jumlah
penjualan produk pipa PVC selama beberapa periode singkat ke depan. Oleh
karena itu pula hasil peramalan dengan menggunakan metode Linear Regression
digunakan sebagai dasar dalam perhitungan-perhitungan selanjutnya.
4.3.3 Metode Linear Regression
Hasil peramalan dengan menggunakan metode Linear Regression untuk
penjualan produk pipa PVC untuk periode Mei sampai dengan Juli 2006 adalah
sebagai berikut:
Tabel 4.36 Hasil Peramalan Permintaan Metode Linear Regression
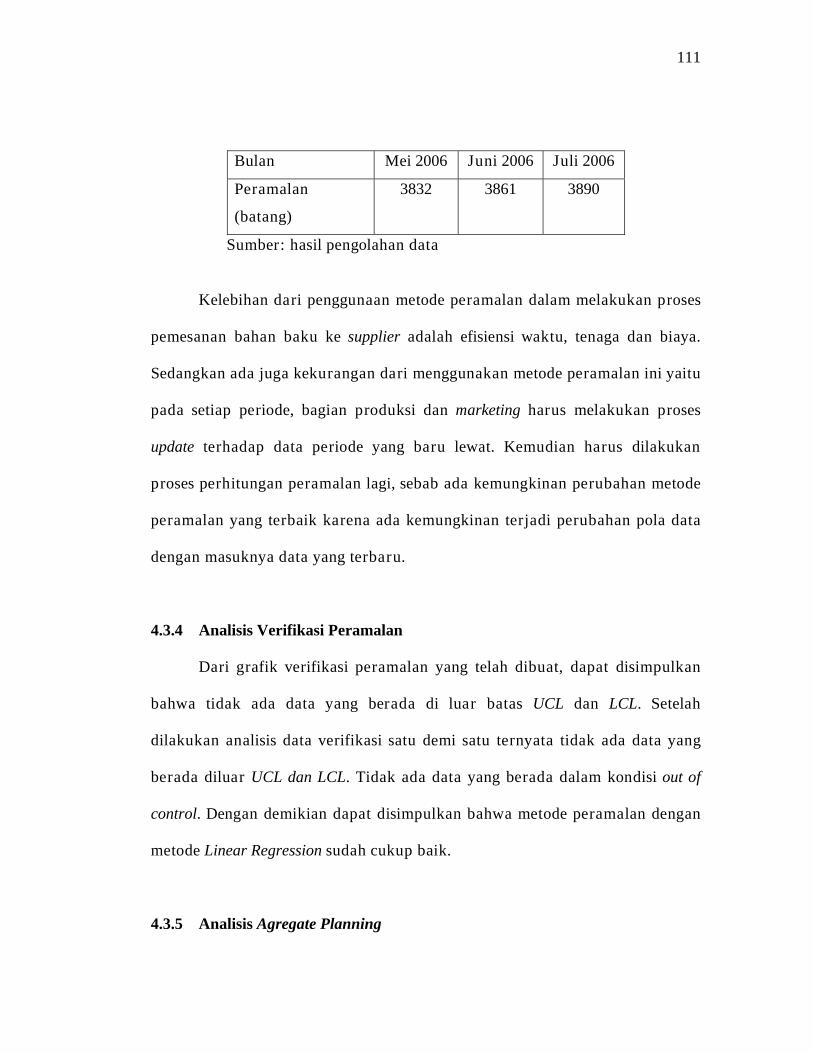
111
Bulan Mei 2006 Juni 2006 Juli 2006
Peramalan
(batang)
3832 3861 3890
Sumber: hasil pengolahan data
Kelebihan dari penggunaan metode peramalan dalam melakukan proses
pemesanan bahan baku ke supplier adalah efisiensi waktu, tenaga dan biaya.
Sedangkan ada juga kekurangan dari menggunakan metode peramalan ini yaitu
pada setiap periode, bagian produksi dan marketing harus melakukan proses
update terhadap data periode yang baru lewat. Kemudian harus dilakukan
proses perhitungan peramalan lagi, sebab ada kemungkinan perubahan metode
peramalan yang terbaik karena ada kemungkinan terjadi perubahan pola data
dengan masuknya data yang terbaru.
4.3.4 Analisis Verifikasi Peramalan
Dari grafik verifikasi peramalan yang telah dibuat, dapat disimpulkan
bahwa tidak ada data yang berada di luar batas UCL dan LCL. Setelah
dilakukan analisis data verifikasi satu demi satu ternyata tidak ada data yang
berada diluar UCL dan LCL. Tidak ada data yang berada dalam kondisi out of
control. Dengan demikian dapat disimpulkan bahwa metode peramalan dengan
metode Linear Regression sudah cukup baik.
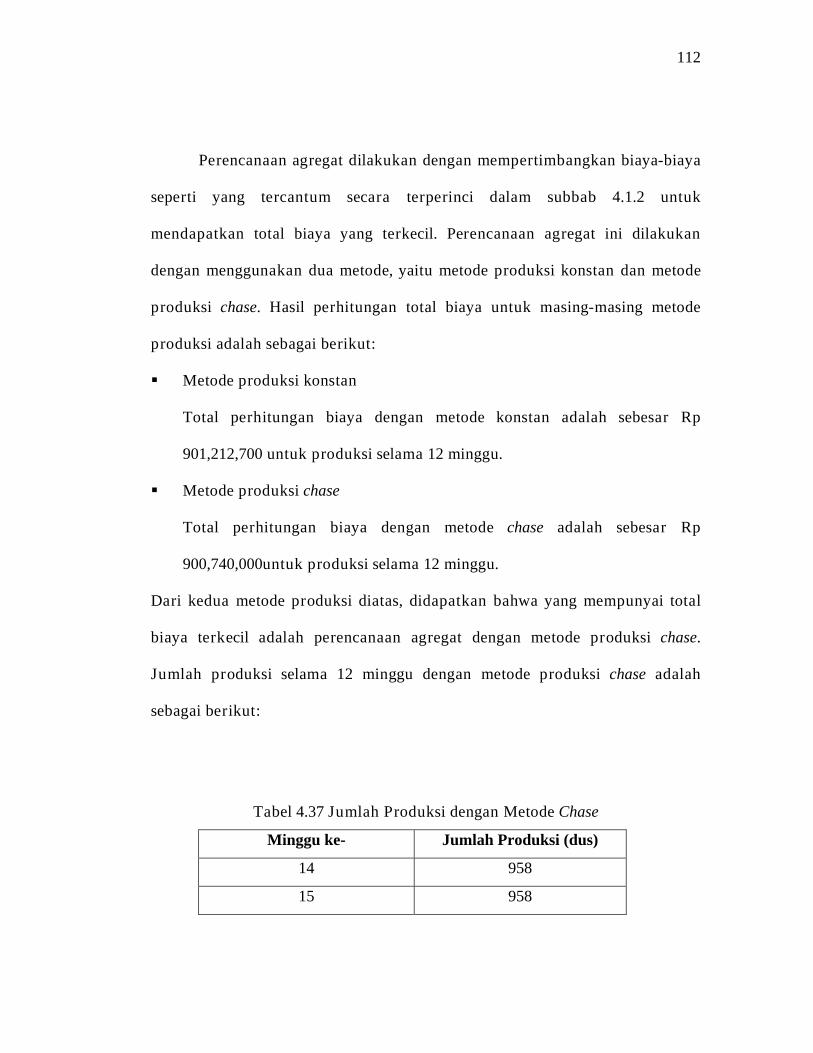
4.3.5 Analisis Agregate Planning
112
Perencanaan agregat dilakukan dengan mempertimbangkan biaya-biaya
seperti yang tercantum secara terperinci dalam subbab 4.1.2 untuk
mendapatkan total biaya yang terkecil. Perencanaan agregat ini dilakukan
dengan menggunakan dua metode, yaitu metode produksi konstan dan metode
produksi chase. Hasil perhitungan total biaya untuk masing-masing metode
produksi adalah sebagai berikut:
Metode produksi konstan
Total perhitungan biaya dengan metode konstan adalah sebesar Rp
901,212,700 untuk produksi selama 12 minggu.
Metode produksi chase
Total perhitungan biaya dengan metode chase adalah sebesar Rp
900,740,000untuk produksi selama 12 minggu.
Dari kedua metode produksi diatas, didapatkan bahwa yang mempunyai total
biaya terkecil adalah perencanaan agregat dengan metode produksi chase.
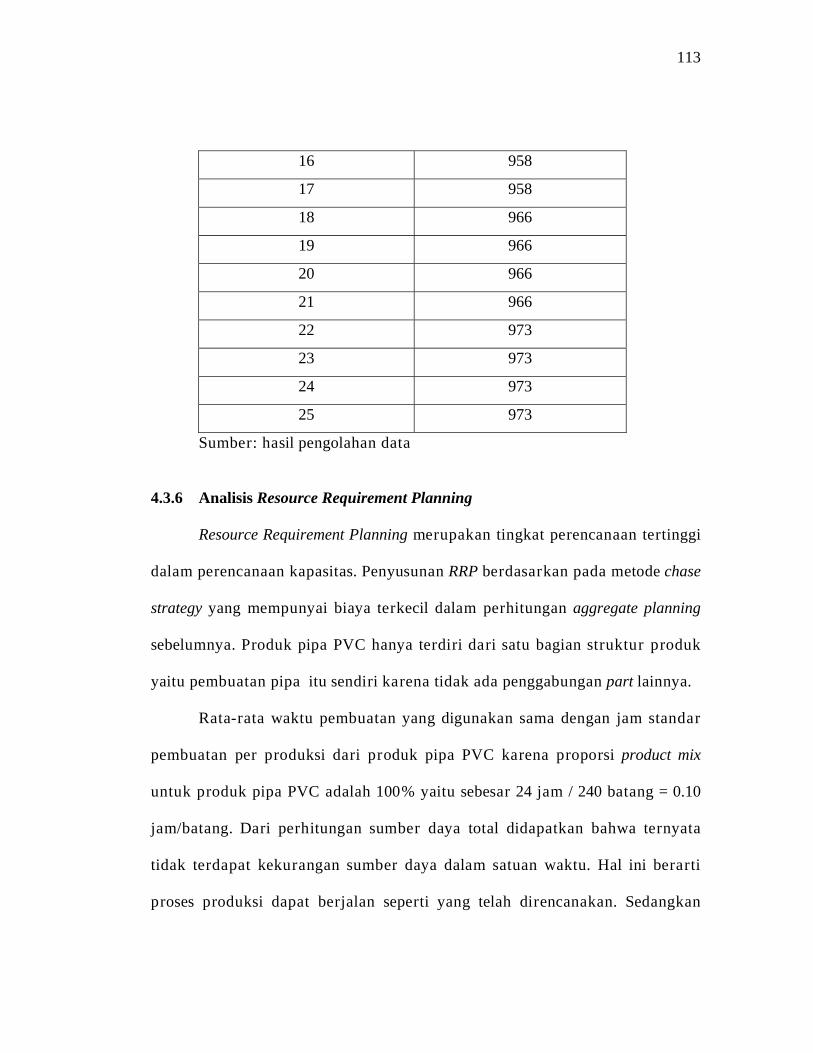
Jumlah produksi selama 12 minggu dengan metode produksi chase adalah
sebagai berikut:
Tabel 4.37 Jumlah Produksi dengan Metode Chase
Minggu ke- Jumlah Produksi (dus)
14 958
15 958
113
16 958
17 958
18 966
19 966
20 966
21 966
22 973
23 973
24 973
25 973
Sumber: hasil pengolahan data
4.3.6 Analisis Resource Requirement Planning
Resource Requirement Planning merupakan tingkat perencanaan tertinggi
dalam perencanaan kapasitas. Penyusunan RRP berdasarkan pada metode chase
strategy yang mempunyai biaya terkecil dalam perhitungan aggregate planning
sebelumnya. Produk pipa PVC hanya terdiri dari satu bagian struktur produk
yaitu pembuatan pipa itu sendiri karena tidak ada penggabungan part lainnya.
Rata-rata waktu pembuatan yang digunakan sama dengan jam standar
pembuatan per produksi dari produk pipa PVC karena proporsi product mix
untuk produk pipa PVC adalah 100% yaitu sebesar 24 jam / 240 batang = 0.10
jam/batang. Dari perhitungan sumber daya total didapatkan bahwa ternyata
tidak terdapat kekurangan sumber daya dalam satuan waktu. Hal ini berarti
proses produksi dapat berjalan seperti yang telah direncanakan. Sedangkan
114
dari segi inventori, terdapat inventori sebesar 12000 batang selama 12 periode
yang dimasukkan dalam perhitungan.
4.3.7 Analisis Master Production Scheduling
Data-data hasil peramalan yang digunakan untuk penyusunan MPS
adalah data-data hasil dari peramalan dengan menggunakan metode yang
terbaik untuk masalah ini, yaitu metode Linear Regression dengan nilai MAPE =
5.0987. Dalam penyusunan MPS, rencana produksi bulanan dibagi menjadi
rencana produksi mingguan. Jumlah produksi sama banyak untuk tiap
minggunya.
Dari tabel MPS pengolahan dapat dilihat adanya kenaikan rencana
jumlah produksi pipa PVC. Pada bulan Mei 2006 tercatat rencana produksi
sebesar 3832 batang, sedangkan pada bulan Juni 2006 tercatat rencana
produksi sebesar 3861 batang dan pada bulan Juli 2006 sebesar 3890 batang.
Hal ini berarti terjadi kenaikan sebesar kurang lebih 30 batang tiap bulan atau
sekitar 8% per tahun.
Kenaikan jumlah produksi berarti semakin mendatangkan keuntungan
bagi perusahaan dan juga sebagai pertanda bahwa produk yang diproduksi oleh
perusahaan ini dapat diterima dengan baik oleh konsumen. Kenaikan rencana
produksi ini juga tidak melebihi kapasitas produksi pabrik PT Harapan
Widyatama Pertiwi yang dapat menghasilkan 1440 batang pipa PVC dalam satu
minggu waktu kerja normal (6 hari kerja).
115
4.3.8 Analisis Rough Cut Capacity Planning
Informasi mengenai jumlah rencana produksi pipa PVC untuk waktu 3
bulan ke depan diperoleh dari MPS. Pada perhitungan Resource Requirement
Planning(RRP) juga telah diketahui bahwa pada produk pipa PVC hanya
terdapat satu bagian struktur produk yaitu pembuatan pipa itu sendiri. Waktu
tunggu produk juga tidak ada. Jam standar pembuatan per produksi dari
produk piap PVC yaitu sebesar 24jam / 240 batang = 0.10 jam/batang.
Dalam perhitungan kebutuhan sumber daya spesifik perlu
dipertimbangkan tingkat efisiensi mesin produksi. Dari hasil perhitungan yang
dilakukan kebutuhan kapasitas jam mesin, dapat disimpulkan bahwa semua
kebutuhan aktual periode tidak ada yang melebihi kapasitas yang tersedia. Hal
ini berarti jadwal produksi seperti yang tercantum dalam MPS dapat
dilaksanakan.
4.3.9 Analisis Bill of Material
Produk pipa PVC ini dibuat dengan komponen resin sebesar 48.5%,
complex stabilizer sebesar 3%, pigment sebesar 10.5%, dan Zat Kapur ( 3CaCo )
sebesar 38% dari keseluruhan. Semua material yang digunakan dalam produksi
pipa PVC tersebut berada pada level yang sama pada level Bill of Material
karena tidak terjadi penggabungan part tambahan lain.
116
4.3.10 Analisis Material Requirement Planning
MRP untuk produksi pipa PVC selama bulan Mei 2006 sampai dengan
bulan Juli 2006 dibagi menjadi mingguan yaitu diasumsikan dimulai dari
minggu ke-14 (minggu pertama bulan Mei) sampai dengan minggu ke-25
(minggu keempat bulan Juli). Penyusunan MRP dilakukan dengan
menggunakan metode Lot for Lot.
Analisis MRP Resin
Dalam MRP, dapat diketahui bahwa Gross Requirement untuk Resin mulai
dari minggu ke-14 (awal bulan Mei 2006) sebesar 78 karung @50 kg. Jumlah
Projected Available untuk Resin selalu berjumlah 60 karung, sesuai dengan
kebijakan safety stock yang disarankan. Net Requirements dan Planned Order
Receipts besarnya sama dengan Gross Requirement, sedangkan Planned Order
Release sama dari segi jumlah dengan Planned Order Receipts, hanya saja lebih
awal satu minggu karena adanya lead time untuk Resin selama satu minggu.
Dengan penerapan metode Lot for Lot dalam penyusunan MRP untuk
produk pipa PVC ini tentunya akan memudahkan perusahaan dalam
melakukan pemesanan, karena pada prinsipnya perusahaan melakukan
pemesanan material langsung berdasarkan pada jumlah material yang
dibutuhkan untuk proses produksi selanjutnya. Jumlah safety stock sebanyak 60
karung Resin dimaksudkan sebagai cadangan apabila sewaktu-waktu
117
pengiriman material dari supplier mengalami hambatan atau keterlambatan,
sehingga tidak akan menganggu jalannya proses produksi.
Analisis MRP Zat Kapur
Dalam MRP, dapat diketahui bahwa Gross Requirement untuk Zat Kapur
mulai dari minggu ke-14 (awal bulan Mei 2006) sebesar 61 karung @50 kg dan
seterusnya berjumlah sama sampai minggu ke-25 (akhir bulan Juli 2006).
Jumlah Projected Available untuk Zat Kapur selalu berjumlah 50 karung, sesuai
dengan kebijakan safety stock yang disaranakan. Net Requirements dan Planned
Order Receipts besarnya sama dengan Gross Requirement, sedangkan Planned
Order Release sama dari segi jumlah dengan Planned Order Receipts, hanya saja
lebih awal satu minggu karena adanya lead time untuk Zat Kapur selama satu
minggu.
Dengan penerapan metode Lot for Lot dalam penyusunan MRP untuk
produk pipa PVC ini tentunya akan memudahkan perusahaan dalam
melakukan pemesanan, karena pada prinsipnya perusahaan melakukan
pemesanan material langsung berdasarkan pada jumlah material yang
dibutuhkan untuk proses produksi selanjutnya. Jumlah safety stock sebanyak 50
karung Zat Kapur dimaksudkan sebagai cadangan apabila sewaktu-waktu
pengiriman material dari supplier mengalami hambatan atau keterlambatan,
sehingga tidak akan menganggu jalannya proses produksi.
118
Analisis MRP Complex Stabilizer
Dalam MRP, dapat diketahui bahwa Gross Requirement untuk Complex
Stabilizer mulai dari minggu ke-13 (akhir bulan April 2006) sebesar 5 karung
dan seterusnya berjumlah sama sampai minggu ke-24 (akhir bulan Juli 2006).
Jumlah Projected Available untuk plastik pembungkus selalu berjumlah 5
karung, sesuai dengan kebijakan safety stock yang disarankan. Net Requirements
dan Planned Order Receipts besarnya sama dengan Gross Requirement,
sedangkan Planned Order Release sama dari segi jumlah dengan Planned Order
Receipts, hanya saja lebih awal satu minggu karena adanya lead time untuk
Complex Stabilizer selama satu minggu.
Jumlah safety stock sebanyak 5 karung plastik pembungkus dimaksudkan
sebagai cadangan apabila sewaktu-waktu pengiriman material dari supplier
mengalami hambatan atau keterlambatan, sehingga tidak akan menganggu
jalannya proses produksi.
Analisis MRP Pigment
Dalam MRP, dapat diketahui bahwa Gross Requirement untuk Pigment
mulai dari minggu ke-13 (akhir bulan April 2006) sebesar 17 karung dan
seterusnya berjumlah sama sampai minggu ke-24 (akhir bulan Juli 2006).
Jumlah Projected Available untuk plastik pembungkus selalu berjumlah
15 karung, sesuai dengan kebijakan safety stock yang disarankan. Net
119
Requirements dan Planned Order Receipts besarnya sama dengan Gross
Requirement, sedangkan Planned Order Release sama dari segi jumlah dengan
Planned Order Receipts, hanya saja lebih awal satu minggu karena adanya lead
time untuk Complex Stabilizer selama satu minggu.
Jumlah safety stock sebanyak 15 karung plastik pembungkus
dimaksudkan sebagai cadangan apabila sewaktu-waktu pengiriman material
dari supplier mengalami hambatan atau keterlambatan, sehingga tidak akan
menganggu jalannya proses produksi.
4.3.11 Analisis Capacity Requirement Planning
Capacity Requirement Planning(CRP) memperoleh informasi tentang
pesanan produksi yang dikeluarkan (planned order release) dari MRP. Karena
dalam proses produksi pipa PVC ini hanya terdiri atas 1 level saja, dimana
tidak terjadi penggabungan beberapa part dalam suatu tahap pembuatan satu
produk maka digunakan data jadwal produksi sesuai dengan MPS yang telah
dihitung.
Pada tahap berikutnya dalam CRP adalah perhitungan standard run time
per unit dan standard setup time per size untuk produksi pipa PVC. Setup time/lot
sebesar 60 menit karena pada kondisi aktual, mesin-mesin produksi bekerja
terus-menerus selama 24 jam dalam sehari dan hanya dimatikan pada saat hari
libur saja. Run time/unit sebesar 6 menit seperti yang telah dihitung dalam
Resource Requirement Planning. Dari perhitungan kapasitas yang dibutuhkan
120
didapatkan total operation time berkisar antara 5808 menit sampai 5899 menit
yang berarti masih terjadi kelebihan kapasitas jam mesin sebesar sekitar 1500
menit tiap minggunya. Berarti perencanaan produksi yang telah dihitung dalam
MPS dan rencana pemesanan material yang telah dihitung dalam MRP dapat
dilaksanakan dengan baik tanpa terjadi kekurangan kapasitas jam mesin.
4.3.12 Penerapan MRP II untuk Perencanaan Ketersediaan Kapasitas
Berdasarkan hasil pegamatan dan perhitungan yang telah dilakukan,
maka diberikan suatu saran perbaikan pada PT Harapan Widyatama Pertiwi
untuk menerapkan MRP II untuk merencanakan dan menghitung ketersediaan
kapasitas. Dengan penerapan MRP II perusahaan dapat mengetahui secara lebih
dini apabila terjadi kekurangan kapasitas maupun jumlah bahan baku yang
digunakan dalam proses produksi. Serta dapat memprediksi secara lebih tepat
dan akurat mengenai jumlah permintaan pipa PVC di masa mendatang dengan
menggunakan metode peramalan. Apabila kekurangan kapasitas produksi
dapat diketahui lebih dini maka perusahaan dapat segera mengambil tindakan-
tindakan penanggulangan sehingga proses produksi dapat tetap berjalan dan
permintaan konsumen dapat terpenuhi dengan baik.
Related Documents










