Disusun Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I Pada Jurusan Teknik Mesin Fakultas Teknik Oleh: HERY SUSANTO D200120152 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA 2020 PENGARUH PENAMBAHAN GAS ARGON PADA PENGELASAN TITIK ALUMUNIUM TERHADAP SIFAT MEKANIS DAN STRUKTUR METALOGRAFI

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Disusun Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I
Pada Jurusan Teknik Mesin Fakultas Teknik
Oleh:
HERY SUSANTO
D200120152
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2020
PENGARUH PENAMBAHAN GAS ARGON PADA
PENGELASAN TITIK ALUMUNIUM TERHADAP SIFAT
MEKANIS DAN STRUKTUR METALOGRAFI




1
PENGARUH PENAMBAHAN GAS ARGON PADA PENGELASAN TITIK
ALUMUNIUM TERHADAP SIFAT MEKANIS DAN STRUKTUR
METALOGRAFI
Abstrak
Tujuan dari penelitian ini yaitu untuk mengetahui pengaruh penambahan gas argon pada
pengelassan titik terhadap kekuatan geser dan struktur metalografi. Material yang
digunakan yaitu alumunium SERI 1000 dengan tebal 1 mm. Pada penelitian ini
dikelompokan dalam dua lingkungan yaitu gas argon dan tanpa gas argon. Variasi arus
pengelasan yang digunakan 3,6 kA,4,4 kA dan 5 kA, sedangkan variasi waktu
pengelasan yaitu 2,5 detik, 3,5 detik, 4,5 detik. Standar pengujian kekuatan geser
sambungan las menggunakan ASME IX dan untuk foto uji makro dan mikro
menggunakan standar ASTM E3 dan E7. Hasil penelitian menunjukan bahwa dengan
penambahan gas argon diameter nugget yang diperoleh (1,6mm-2,7mm) dibandingkan
tanpa gas argon (1,4mm-2,6mm) selain itu dengan penambahan gas argon memperkecil
porositas pada logam las.
Kata Kunci : Alumunium, Las Titik, Gas Argon, Uji mekanik, Uji Metalografi
Abstract
The purpose of this study is to determine the effect of the addition of argon gas to the
point shearing of the shear strength and metallographic structure. The material used is
aluminum SERI 1000 with a thickness of 1 mm. In this study grouped into two
environments, namely argon gas and without argon gas. The welding current variations
used are 3.6 kA, 4.4 kA and 5 kA, while the welding time variations are 2.5 seconds,
3.5 seconds, 4.5 seconds. Standard testing for shear strength of welded joints using
ASME IX and for macro and micro test photos using ASTM standards E3 and E7. The
results showed that with the addition of argon gas the diameter of the nugget obtained
(1.6mm-2.7mm) compared without argon gas (1.4mm-2.6mm) in addition to the
addition of argon gas reduces the porosity of the weld metal.
Keywords: Aluminum, Spot Welding , Argon Gas, Mechanical Properties, Metallographic
Structure
1. PENDAHULUAN
Pengelasan adalah suatu proses penggabungan Logam di mana logam menjadi Satu
akibat adanya energi panas. Teknologi pengelasan Selain digunakan untuk
memproduksi suatu alat, pengelasan juga berfungsi si sebagai reparasi dan
pemeliharaan dari semua alat-alat yang terbuat dari logam. Sesuai dengan
perkembangan teknologi pengelasan maka setiap perusahaan dituntut untuk

2
meningkatkan mutu dan kualitas produksinya agar dapat bersaing dengan perusahaan
lainnya. Salah satu bentuk cara pengelasan yaitu dengan menggunakan las titik Atau
Spot welding. (Wiryosumanto. H, 2004).
Pengelasan titik merupakan salah satu cara pengelasan resistansi listrik, di mana
dua logam atau lebih dijepit di antara 2 elektroda logam. kemudian arus yang kuat
dialirkan melalui elektroda yang terbuat dari tembaga, karena aliran listrik antara kedua
elektroda tersebut harus melalui logam yang dijepit, maka pada tempat jepitan akan
timbul panas karena adanya resistansi listrik yang menyebabkan logam di tempat
tersebut mencair dan kemudian tersambung. pada pengelasan resistansi listrik ada tiga
faktor yang harus diperhatikan, yaitu arus pengelasan, tahanan listrik antara elektroda
yang digunakan dan waktu. Besaran ini tergantung pada tebal jenis bahan dan
ukurannya serta jenis elektroda yang digunakan. (Amsted, B.H, 1995)
Berdasarkan Latar belakang di atas perlu dilakukan penelitian terhadap
pengaruh parameter pengelasan aluminium dengan menggunakan las titik dengan
tambahan gas argon, diharapkan pada penelitian ini dapat mengetahui sejauh mana
pengaruh gas argon pada las titik (spot welding) pada aluminium.
Besarnya arus listrik ( ampere) dan waktu pengelasan ( time
welding) merupakan faktor-faktor yang mempengaruhi kualitas hasil pengelasan titik
(spot welding). Dari hasil penelitian ini akan didapatkan besar arus dan waktu yang
ideal untuk mendapatkan karakteristik hasil pengelasan titik (spot welding) yang
optimum dan juga untuk mengetahui metalografi struktur logam aluminium yang
terbentuk. merupakan suatu ilmu yang mempelajari karakteristik.
Mikrostruktur suatu logam, paduan logam dan material lainnya hubungannya
dengan sifat-sifat material tersebut. pada pada dasarnya variasi arus listrik
(ampere) dan waktu pengelasan (time welding) akan berpengaruh pada besarnya
masukan panas (heat input) pengelasan. semakin besar arus (ampere) semakin lama
waktu (time welding) yang digunakan dalam pengelasan titik (spot welding) maka
masukkan panas (heat input) pengelasanti titik (spot welding) semakin tinggi.
(Wiryosumarto, H dan Okumura; T., 1981)

3
Oleh karena itu penelitian ini diarahkan untuk mengetahui jauh mana
pengaruh parameter- parameter pengelasan titik (spot welding) terhadap sifat fisis
logam aluminium dan sifat mekanis dengan melakukan pengujian komposisi
kimia, pengujian struktur mikro, pengujian geser tarik pada variasi arus pengelasan (3.6,
4.4, 5 kA) dan variasi waktu pengelasan (2.5, 3.5, 4.5 detik).
2. METODE
TIDAK
YA
Studi Literatur Dan Studi
Lapangan
Mengevaluasi
hasil Pengujian
Pengujian Geser
Dan Pengujian
Metalografi
Dengan Waktu 3,5
Detik Dengan Arus
3,6; 4,4; 5 kA
Dengan Waktu 4,5
Detik Dengan Arus
3,6; 4,4; 5 kA
Pembuatan Spesimen Uji Dengan
Standar ASME IX
Persiapan Alat Dan Bahan
Dengan Waktu 2,5
Detik Dengan Arus
3,6; 4,4; 5 kA
Selesai
Pengelasan dengan
penambahan gas argon dan
tanpa gas argon
Mulai

4
Gambar 1 Bagan Alir Penelitian
Penelitian dilakukan di 3 tempat untuk proses eksperimen atau pengelasan
dilakukan di laboratorium produksi teknik mesin UNS untuk proses pengujian geser
dilakukan di laboratorium material teknik mesin UNS dan pengujian metalografi di
laboratorium D3 Teknik UGM. Bahan yang digunakan dalam penelitin ini adalah plat
Allumunium Seri 1000 dengan kandungan Al 99,55% setebal 1 mm.
3. HASIL DAN PEMBAHASAN
Berdasarkan data-data yang sudah diperoleh dari hasil eksperimen yang telah dilakukan
sebelumnya, maka akan dilakukan pengolahan data berupa analisa secara grafis dan
statistik pada pengujian geser pengujian struktur mikro.
3.1 Data Hasil Pengujian Geser
a. Analisis Grafis
Dari hasil tabel tegangan geser maka dapat dibuat grafik pengaruh arus terhadap
tegangan dasar dan pengaruh waktu terhadap tegangan geser.
Maka didapatkan :
Tabel 1 Data hasil pengujian tegangan geser
Spesimen Arus (kA) Waktu (Dt) Tegangan Geser
Rata-Rata (N/mm2)
1 3,6 2,5 1,571
2 3,5 1,865
3 4,5 2,079
4 4,4 2,5 2,537
5 3,5 2,961
6 4,5 4,399
7 5 2,5 4,749
8 3,5 6,004
9 4,5 7,949

5
Gambar 1 Grafik pengaruh tanpa gas argon terhadap tegangan geser
Dari gambar 1 tersebut maka dapat terlihat bahwa tanpa penambahan gas argon
mempunyai pengaruh terhadap hasil pengelasan artinya semakin besar arus dan waktu
maka semakin besar pula tegangan geser yang akan dihasilkan.
Gambar 2 Grafik pengaruh penambahan gas argon terhadap tegangan geser
Dari gambar 2 tersebut maka dapat terlihat bahwa dengan penambahan gas argon
mempunyai pengaruh terhadap hasil pengelasan artinya semakin besar waktu maka
semakin besar pula tegangan geser yang akan dihasilkan.
1,4372,503
4,641
1,9732,934
5,55
2,027
4,373
7,681
0
2
4
6
8
10
3,6 4,4 5
Teg
ang
an g
eser
Arus (kA)
Grafik hasil pengelasan tanpa gas argon
terhadap tegangan geser
2,5 detik
3,5 detik
4,5 detik
1,7062,571
4,858
1,758
2,988
6,459
2,131
4,425
8,217
0
1
2
3
4
5
6
7
8
9
3,6 4,4 5
Teg
ang
an g
eser
Arus (kA)
Grafik pengelasan dengan gas argon
terhadap tegangan geser
2,5 detik
3,5 detik
4,5 detik

6
b. Analisa Statistik
Untuk mengetahui pengaruh secara signifikan dengan dasar statistik, maka
dilakukan Analysis of Variance (ANOVA) dengan menggunakan software statistik
MINITAB 14. Hasilnya sebagai berikut :
a. Pengaruh arus pengelasan terhadap tegangan geser
Hipotesa untuk model ini adalah
Ho = Menduga bahwa perubahan parameter (arus dan waktu) tidak terpengaruh
terhadap hasil pengelasan.
H1 = Menduga bahwa perubahan parameter (arus dan waktu) mempunyai
pengaruh terhadap hasil pengelasan.
Level kepercayaan =96%
Tingkat kesalahan (α) =5%
Gambar 3 Grafik pengaruh arus pada tegangan geser rata-rata
Jika diamati pada gambar 4.3 maka arus berpengaruh terhadap tegangan geser.
Artinya semakin besar arus maka semakin besar pula tegangan geser yang
dihasilkan.

7
Gambar 4 Grafik pengaruh waktu terhadap tegangan geser rata-rata
Jika diamati pada gambar 4.4 maka waktu berpengaruh terhadap tegangan geser.
Artinya semakin besar arus maka semakin besar pula tegangan geser yang
dihasilkan.
3.2 Hasil Pengujian Komposisi Kimia
Tabel 2 Hasil uji komposisi kimia plat logam 1mm
unsur (%)
Al 99,55
Cu 0,0500
Si 0,0400
Fe 0,0309
Zn 0,0308
Ti 0,0093
Mg 0,0049
Sn 0,0035
Cr 0,0026
Pb 0,0018
Mn 0,0010
Ni 0,0003
3.3 Pembahasan pengujian Komposisi Kimia
Dari Hasil pengujian komposisi kimia Pada plat logam 1 mm yang diuji dapat diketahui
adanya 12 unsur dengan unsur yang paling dominan berupa aluminium (Al) = 99,55%.
sehingga dilihat dari kualitas jenis aluminium, material ini termasuk jenis aluminium
murni, karena kandungan unsur Al lebih besar 99,0%. selain Unsur al (99,55%) terdapat
juga kandungan unsur paduan atau pengotor lainnya seperti Cu( 0,050 0%), Si (0,0400%),

8
Fe (0,0309%), Zn (0,0308%), Ti (0,0093%), Mg (0,0049%), Sn (0, 0035%), Cr(0,0026%),
Pb (0,0018%), Mn (0,0010%), dan Ni(0,000%). DimanaUntuk aluminium murni memiliki
kandungan unsur paduan 0 sampai 1%. Sedangkan untuk kandungan unsur-unsur paduan
lebih dari 1% termasuk dalam klasifikasi jenis aluminium paduan. aluminium mempunyai
sifat antara lain tahan karat konduksi panas dan konduksi listrik yang baik dan juga
aluminium murni banyak digunakan dalam industri kemasan
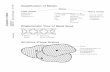
3.4 Hasil Pengujian Struktur Makro
a. Foto Makro Pengelasan di Lingkungan Udara
Gambar 5 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 3,6 kA dan 2,5 dt.
Gambar 6 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 3,6 kA dan 3,5 dt.
Gambar 7 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 3,6 kA dan 4,5 Dt.

9
Gambar 8 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 4,4 kA dan 2,5 Dt.
Gambar 9 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 4,4 kA dan 3,5 Dt.
Gambar 10 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 4,4 kA dan 4,5 Dt.

10
Gambar 11 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 5 kA dan 2,5 dt.
Gambar 12 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 5 kA dan 3,5 dt.
Gambar 13 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 5 kA dan 4,5 dt.
b. . Foto Makro Pengelasan di Lingkungan Gas Argon

11
Gambar 14 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 3,6 kA dan 2,5 dt.
Gambar 15 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 3,6 kA dan 3,5 dt.
Gambar 16 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 3,6 kA dan 4,5 dt.
Gambar 17 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 4,4 kA dan 2,5 Dt.

12
Gambar 18 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 4,4 kA dan 3,5 Dt.
Gambar 19 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 4,4 kA dan 4,5 Dt.
Gambar 20 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 5 kA dan 2,5 dt.
Gambar 21 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 5 kA dan 3,5 dt.

13
Gambar 22 Logam Las (nugget) dengan pembesaran 20x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 5 kA dan 4,5 dt.
Tabel 3 Ukuran diameter nugget pengelasan di lingkungan udara
Arus (kA) Waktu (dt) Diameter (mm)
3,6 2,5 1,4
3,5 1,8
4,5 2
4,4 2,5 1,6
3,5 2
4,5 2,4
5 2,5 1,8
3,5 2,2
4,5 2,6
Nilai rata-rata 1,97
Tabel 4 Ukuran diameter nugget pengelasan di lingkungan gas argon
Arus (kA) Waktu (dt) Diameter (mm)
3,6 2,5 1,6
3,5 1,8
4,5 2,4
4,4 2,5 1,8
3,5 2,1
4,5 2,4
5 2,5 2,2
3,5 2,4
4,5 2,7
Nilai rata-rata 2,15
3.5 Hasil Pengujian Struktur Mikro
a. Foto mikro pada pengelasan di lingkungan udara

14
Gambar 23 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 3,6 kA dan 2,5 dt.
Gambar 24 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 3,6 kA dan 3,5 dt.
Gambar 25 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 3,6 kA dan 4,5 dt.

15
Gambar 26 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 4,4 kA dan 2,5 dt.
Gambar 27 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 4,4 kA dan 3,5 dt.
Gambar 28 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 4,4 kA dan 4,5 dt.
Gambar 29 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 5 kA dan 2,5 dt.

16
Gambar 30 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 5 kA dan 3,5 dt.
Gambar 31 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan udara pada arus 5 kA dan 4,5 dt.
b. Foto mikro pengelasan di lingkungan gas argon
Gambar 32 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 3,6 kA dan 2,5 dt.

17
Gambar 33 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 3,6 kA dan 3,5 dt.
Gambar 34 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 3,6 kA dan 4,5 dt.
Gambar 35 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 4,4 kA dan 2,5 Detik

18
Gambar 36 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 4,4 kA dan 3,5 Detik.
Gambar 37 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 4,4 kA dan 4,5 Detik.
Gambar 38 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 5 kA dan 2,5 dt.
Gambar 39 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 5 kA dan 3,5 dt.

19
Gambar 40 Logam Las (nugget) dengan pembesaran 200x dari hasil pengelasan titik yang
dilakukan di lingkungan gas argon pada arus 5 kA dan 4,5 dt.
Dari hasil penelitian di atas didapati bahwa Pengaruh arus terhadap tegangan
geser dapat dilihat pada gambar 1 dan gambar 3 kedua grafik tersebut menunjukkan
bahwa adanya peningkatan nilai tegangan geser, semakin besar arus yang digunakan
maka semakin besar pula tegangan geser yang dihasilkan, ini terjadi karena masuknya
panas yang dihasilkan arus listrik semakin tinggi sehingga lebih banyak logam yang
mencair kemudian tersambung dengan baik. hal ini diperkuat pada persamaan 2.2
dimana Jika nilai arus semakin besar maka panas yang dihasilkan juga akan semakin
besar karena fungsi kuadrat arus listrik berbanding lurus dengan hambatan sehingga
kenaikan Arus listrik dapat menaikkan panas yang cukup berarti. dari grafik dapat
dilihat bahwa adanya peningkatan kekuatan mulai dari arus 3,6 kA, 4,4 kA dan 5 kA
secara grafis menunjukkan kekuatan yang terendah terdapat pada arus 3,6 kA dengan
nilai tegangan geser rata-rata 1,571 Newton per mm kuadrat dan nilai kekuatan tertinggi
terdapat pada arus 5 kA dengan nilai kekuatan geser rata-rata 7,949 Newton per meter
kuadrat, secara statistik nilai tegangan geser terendah terdapat pada arus 3,6 kA dengan
nilai tegangan geser rata-rata 1,83 N per mm kuadrat dan tertinggi pada arus 5 kA
dengan nilai tegangan geser 6,23 n per mm kuadrat penelitian ini menunjukkan bahwa
variasi arus berpengaruh terhadap hasil pengelasan. Hal ini dapat disebabkan karena
semakin meningkatnya arus maka semakin tinggi pula panas yang dihasilkan sehingga
benda kerja yang dilewati Arus listrik dapat meleleh dan membentuk kelas yang
mengakibatkan tegangan geser meningkat.
Seperti pada tabel 2 dan 3 untuk pengelasan di lingkungan udara diameter
nugget yang dihasilkan untuk arus 3,6 kA dan waktu 2,5 detik = 1,4 MM arus 4,4 kA

20
dan waktu 3,5 detik = 2 mm arus 5 kA dan waktu 4,5 detik = 2,6 MM sedangkan
pengelasan di lingkungan gas argon diameter nugget yang dihasilkan untuk arus 3,6
kAdan waktu 2,5 detik = 1,6 MM arus 4,4 kA dan waktu 3,5 detik = 2, 1 mm arus 5 kA
dan waktu 4,5 detik = 2,7 MM sehingga dari data diatas menunjukkan bahwa semakin
besar arus dan waktu pengelasan yang digunakan maka diameter magnet yang
dihasilkan juga akan semakin besar baik pengelasan yang dilakukan di lingkungan
udara maupun di lingkungan gas argon.
Nugget terjadi karena elektroda yang bersinggungan dengan logam mengalami
pemanasan akibat adanya aliran arus yang diberikan di bawah pengaruh tekanan. panas
yang terjadi pada elektroda diawali dari titik tengah permukaan elektroda dan
Kemudian menyebar ke seluruh permukaan elektroda tinggi dapat disimpulkan bahwa
luas logam las nugget belum tentu sama dengan luas permukaan elektroda.
Gambar 20 sampai 37 menunjukkan bahwa semakin besar arus dan waktu
pengelasan yang digunakan maka luas dari cacat las porositas yang terbentuk semakin
mengecil baik pengelasan yang dilakukan di lingkungan udara maupun di lingkungan
gas argon dimana porositas merupakan cacat las yang berupa lubang-lubang halus atau
pori-pori yang biasanya terjadi pada logam las akibat terperangkapnya gas yang terjadi
ketika proses pengelasan Disamping itu porositas dapat pula terbentuk akibat
kekurangan logam cair karena penyusutan ketika logam membeku.
Jika dibandingkan oleh penelitian sebelumnya yaitu Ardianto.E 2011 meneliti
tentang pengaruh pendinginan pada elektroda pada Spot welding terhadap kualitas
produk dimana parameter yang digunakan adalah salah satunya adalah arus listrik dari
hasil penelitian menunjukkan bahwa arus listrik sangat menentukan hasil kekuatan
geser yang ditimbulkan sebab konsumsi pemakaian arus listrik menentukan panas yang
dihasilkan. dengan kata lain besarnya arus berbanding lurus dengan panas yang
dihasilkan hal ini menunjukkan bahwa penelitian yang telah dilakukan memperkuat
penelitian terdahulu.

21
4. PENUTUP
4.1 Kesimpulan
Dari hasil penelitian uraian pembahasan yang telah dilakukan maka dapat disimpulkan:
a. Berdasarkan hasil pengukuran tersebut maka variasi arus berpengaruh secara
signifikan terhadap kekuatan geser dan struktur metalografi hasil pengelasan
dengan kondisi yang paling optimal terjadi pada arus 5 kA dengan tegangan
geser sebesar 7,949 N/mm2 .
b. Berdasarkan hasil pengukuran tersebut maka variasi waktu berpengaruh secara
signifikan terhadap kekuatan geser dan struktur metalografi hasil pengelasan
dengan kondisi yang paling optimal terjadi pada waktu 4,5 detik dengan
tegangan geser sebesar 7,949 N/mm2 .
c. Penambahan gas argon pada saat proses pengelasan berpengaruh terhadap
kekuatan geser dan struktur metalografi hasil pengelasan.
d. Dari hasil uji struktur makro dan mikro menunjukkan bahwa semakin besar arus
dan waktu pengelasan yang digunakan maka luas nugget yang dihasilkan
semakin besar dan porositas yang ditimbulkan semakin kecil.
4.1 Saran
Saran-saran yang dapat diberikan untuk penelitian selanjutnya antara lain:
a. Sebelum melakukan eksperimen hendaknya mempersiapkan segala sesuatunya
secara matang mulai dari alat pengelasan sampai tempat melakukan pengujian,
agar dalam bereksperimen tidak membuang waktu.
b. Dalam melakukan eksperimen material pengelasan harus dalam keadaan benar-
benar bersih.
c. Pastikan isi dari gas argon masih mencukupi saat melakukan proses pengelasan
agar pengerjaanya tidak terhambat.
d. Perlu penelitian lebih lanjut adanya pengaruh unsur-unsur paduan yang
terkandung dalam aluminium pada hasil pengelasannya.

22
DAFTAR PUSTAKA
Amsted, B.H.,1995, Teknologi Mekanik, terj. Sriati Djapri, Edisi ke-7 jilid 1, Erlangga,
Jakarta.
Annual Book of ASME IX Standard, 2001, Qualification Standard for Welding and
Brazing Prosedures, Welder, Brazers, and Welding and Brazing Operations,
p.152-185, The American Society of Mechanical Engineers, New York.
Ardiyanto, Eko., 2011, “Studi Pengaruh Pendinginan Elektroda Pada Proses Spot
Welding Terhadap Kualitas Produk”, Tugas Akhir S-1, Teknik Mesin Universitas
Muhammadiyah Surakarta, Surakarta.
Dieter, G.E., 1988, Mechanical Metallurgy, McGraw-hill, Singapore.
Harnudin, F. A (2007), “Penelitian Pengaruh Ketebalan Dan Jumlah Las Titik
Terhadap Kekuatan Tarik Las Titik (Spot Welding) Pada Baja St.37”, Tugas
Akhir S-1, Teknik Mesin Universitas Muhammadiyah Surakarta, Surakarta.
Hartoyo, E., 2011, Gas Lindung Dalam Proses Pengelasan, diakses 20
Februari 2012 jam 13.15 WIB dari wordpress.
http://www.eryhartoyo.wordpress.com/2011/05/11/gas-lindung-(shielding-gas)-
dalam-proses-pengelasan/
Kahraman, N., 2005, The Influence of Welding Parameter on the Joint Strenght of
Resistance Spot-Welded Titanium Sheet, Journal. Diakses 25 Mei 2011 jam 09.00
WIB dari Sciencedirect. http://www.sciencedirect.com
Mathers, G., 2002, The Welding of Aluminium and its Alloy, Woodhead Publishing
Limited, Cambrige.
Surdia, T., 1991, Pengetahuan Bahan Teknik, PT Pradya Paramita, Jakarta.
Related Documents