QAF011 Rev. 04 Jan. 12, 06 This document is the property of the course instructor and/or Haward Technology Middle East. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of Haward Technology Middle East. P.O.Box: 26070, Abu Dhabi, UAE Tel: +971-2-4488301 Fax: +971-2-4488302 Email: [email protected] http://www.haward.org Haward Technology Middle East Process Plant Troubleshooting & Engineering Problem Solving

PE114-11-07 Process Plant Troubleshooting_1.pdf
Oct 28, 2015
Process Troubleshooting
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
QAF011 Rev. 04 Jan. 12, 06
This document is the property of the course instructor and/or Haward Technology Middle East. No part of this publication may be reproduced, stored in aretrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior writtenpermission of Haward Technology Middle East.
P.O.Box: 26070, Abu Dhabi, UAE Tel: +971-2-4488301 Fax: +971-2-4488302 Email: [email protected] http://www.haward.org
Haward Technology Middle East
Process Plant Troubleshooting& Engineering Problem Solving

To the Participant The Course Notes are intended as an aid in following lectures and for review in conjunction with your own notes; however they are not intended to be a complete textbook. If you spot any inaccuracy, kindly report it by completing this form and dispatching it to the following address, so that we can take the necessary action to rectify the matter.
Haward Technology Middle East
P.O. Box 26070Abu Dhabi, UAE
Tel.:+971 2 4488301 Fax: +971 2 4488302
Email: [email protected]
Name
Address
Course Title
Course Date
Course Location Description of Inaccuracy

Disclaimer The information contained in these course notes has been compiled from various sources and is believed to be reliable and to represent the best current knowledge and opinion relative to the subject. Haward Technology offers no warranty, guarantee or representation as to its absolute correctness or sufficiency. Haward Technology has no responsibility in connection therewith; nor should it be assumed that all acceptable safety and regulatory measures are contained herein, or that other or additional information may be required under particular or exceptional circumstances.

Table of Contents
Troubleshooting Definition, Potential Sources Engineering Problem Solving Course Approach Components of Plant Problem
Solving Limitations to Plant Problem
Solving Sources of Historical Data Daily Monitoring System
Guidelines Setting Trigger Points Disciplined Learned Problem
Solving Approach Step 1 to Step 6 - Considerations Risk Analysis - HAZOP - MSDS Troubleshooting Manual:
Sample problems
Applied Economics Valuation Principles and Methods Other Views Valuation Principle
and Methods Compressor - Compressor
Problems - Simplified Approach
Section 1
Section 2

Table of Contents
Distillation, Plates, Tray Stability Guidelines for Problems Solving
Temperature, Pressure, LevelMeasurements , Verification
Sample Exercise Kinetics, Flow,Mechanical, Design
Fluids Overview -Basic principles Fluids Overview- Head definition Equivalent piping Lengths Commercial correlations Practical Exercises – Hand outs Two Phase Flow / Theory and
Applications Practical Exercises – Hand outs Process Control – Introduction;
PID Controllers, Feedback, Feed
Forward and Cascade Controls Advanced Control ; Multi - loop Controllers; Process Control &
Optimization; On Line Optimization; Process
Analyzers; Distillation Multiple Control ;
Volume Control;
Section 3

Table of Contents
Condenser Control; PracticalConsiderations; Advanced
Control Project Drawbacks
Heat Transfer Overview Troubleshooting Techniques/
Applications Practical Exercises – Hand outs Distillation Column Packing Practical Exercises
Hazards Demonstration QRA
“Ishikawa” diagramsExercises
MSDS Needed Information, Is it Good
Enough? Incomplete? Accidents FLIXBOROUGH ACCIDENT Lessons Learned, General
Information
Section 4
Section 5

Section 1
Troubleshooting Definition, Potential Sources Engineering Problem Solving Course Approach Components of Plant Problem
Solving Limitations to Plant Problem Solving Sources of Historical Data Daily Monitoring System Guidelines Setting Trigger Points Disciplined Learned Problem
Solving Approach Step 1 to Step 6 - Considerations Risk Analysis - HAZOP – MSDS Troubleshooting Manual:
Sample problems

This document is the property of the course instructor and/or Haward Technology Middle East. No part of this publication may be reproduced,stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise,without the prior written permission of Haward Technology Middle East
Haward Technology Middle East
PIONEERS IN TECHNOLOGY TRANSFER
Process Plant Troubleshooting& Engineering Problem Solving
Section 1 Haward Technology Middle East 2
Process Plant Troubleshooting &Engineering Problem Solving
Section 1
Process Plant Troubleshooting &Engineering Problem Solving

Section 1 Haward Technology Middle East 3
Process Plant Troubleshooting &Engineering Problem Solving
Course ProgramDay 1 : November - 2007
08:00 – 08:30 Troubleshooting08:30 – 09:00 Definition, Potential Sources09:00 – 10:00 Engineering Problem Solving
Seminar ApproachComponents of Plant Problem SolvingLimitations to Plant Problem Solving
10:00 – 10:15 Break10:15 – 11:45 Sources of Historical Data
Daily Monitoring System GuidelinesSetting Trigger Points
11:45 -12:00 Break12:00 -13:00 Lunch13:00 -14:30 Disciplined Learned Problem Solving Approach
Step 1 to Step 6 - Considerations14:30 -15:30 Risk Analysis - HAZOP - MSDS15:30 – 15:45 Break15:45 – 16:30 Troubleshooting Manual : Sample problems
Section 1 Haward Technology Middle East 4
Process Plant Troubleshooting &Engineering Problem Solving
Definition of Troubleshooting
What is the definition of troubleshooting from theengineer’s point of view ?

Section 1 Haward Technology Middle East 5
Process Plant Troubleshooting &Engineering Problem Solving
Troubleshooting Sources
Usually troubleshooting is related to an “anomaly”detected that deviates from the “normal” performanceof the unit.
The normal performance of the unit is usually definedinside a design parameters given by the Projectexecutors or by the Licensor’s who built the unit orsupply the technology.
Section 1 Haward Technology Middle East 6
Process Plant Troubleshooting &Engineering Problem Solving
Troubleshooting SourcesUnder this scenario the personnel in charge of executingthe troubleshooting exercise is usually assuming that thedesign in place is correct and the performance of the unithave deviated from the “normal” performance of the unitfor other reasons that need to be determined.
Under this scenario the troubleshooting is thereforefollowing the concept that the deviation from thetargeted performance of the unit could be originatedfrom technical /operational/ maintenance problems(equipment failure, operational mistakes, incorrectmaintenance practices, over design conditions, etc..)but not from design problems.

Section 1 Haward Technology Middle East 7
Process Plant Troubleshooting &Engineering Problem Solving
Samples of TroubleshootingPotential Sources
TroubleshootingSources
Hiding Design
Problems
Stress Mechanical
Failures
Instrumentation and
Control
Environmental
Violations
Project Drawbacks
Over / undercapacity
Operational
& Maintenance
Mistakes
Utilities
Failures
Optimization
Projects
Safety and healthViolations
Open discussion
Start Up/ Shut downProcedures
Section 1 Haward Technology Middle East 8
Process Plant Troubleshooting &Engineering Problem Solving
Engineering Problem Solving
Sometimes this narrow definition bring to the table thefollowing statement :
The “problem went away, but it came back”
This is often a syndrome using process engineering andproblem solving skills in modern process plants.

Section 1 Haward Technology Middle East 9
Process Plant Troubleshooting &Engineering Problem Solving
What you Can Expect
THE NEED:
A recent survey by the Department of Labor listed“problem solving skills” and “vocational-technicalskills” in the top 10 skills that employers wish theiremployees had.
The lack of either of these skills often causes the“problem went away, but it came back” syndrome.
The lack of “looking outside the box” is another factorthat avoids to find the best solution most the times andbrings the “problem went away, but it came back”syndrome.
Section 1 Haward Technology Middle East 10
Process Plant Troubleshooting &Engineering Problem Solving
Course Approach
The following areas will be covered:
Some of the essential problem solving skills and otherexternal requirements are:
Daily Monitoring System Disciplined Problem Solving Approach Determining Optimum Technical Depth Outside the box thinking Total Back Up from management An adequate training program Communication and political skills
The above skills will be discussed and potential guidelinesare going to be presented to evaluate successfulimplementation of each of these.

Section 1 Haward Technology Middle East 11
Process Plant Troubleshooting &Engineering Problem Solving
Course Approach
The following areas will be covered (Cont.):
Vocational-technical skills will be enhanced by helpfulhints and practical knowledge that expand the problemsolver’s academic training.
Practical exercises together with a brief requiredtheory will be presented for the first two daysfollowing the course guide book.
Three real cases not presented in the course guidebook will be assigned to different groups to apply someprinciples presented in the guide book to determinetheir level of acceptance .
Section 1 Haward Technology Middle East 12
Process Plant Troubleshooting &Engineering Problem Solving
Course Approach
The following areas will be covered (Cont..):
Different groups will be formed to execute technical ,
financial and safety / health (HAZOP) evaluations to
determine potential solutions for each practical daily
case (s).
Determine the best possible solution through a
comparative evaluation of the groups presented
solutions.
Open discussion

Section 1 Haward Technology Middle East 13
Process Plant Troubleshooting &Engineering Problem Solving
Course Interchange Mode
Interactive - Ask questions.
Problem working - Techniques must be practiced.
The manual contains more material than it is possibleto cover during the five days course time frame.
The manual has the main target to provide guidancefor the course and present solving skills.
Section 1 Haward Technology Middle East 14
Process Plant Troubleshooting &Engineering Problem Solving
Course Outline
Limitations to Plant Problem
Solving
Successful Plant Problem
Solving
Examples of Plant Problem
Solving
Application to Prime Movers
Application to Plate
Processes
Application to Kinetically
Limited Processes
Application to Unsteady
State
Verification of Data
Utilization of Manual
Computations
Three real cases evaluation
to determine principles
applicability and drawbacks
Section 1 Haward Technology Middle East 15
Process Plant Troubleshooting &Engineering Problem Solving
Components Of Plant Problem Solving
A SYSTEMATIC APPROACH TO PROBLEM SOLVING
A GOOD PROCESS UNDERSTANDING OF EQUIPMENT
A GOOD UNDERSTANDING OF SPECIFIC PROCESSTECHNOLOGY
BE WILLING TO GET OUTSIDE THE “ BOX”
Section 1 Haward Technology Middle East 16
Process Plant Troubleshooting &Engineering Problem Solving
Limitations To Plant Problem Solving
Is problem solving really engineering?
• A definition of engineering from Webster saysengineering is “The science of making practicalapplication of knowledge in any field”
Why is this an important question?
• Our paradigm or viewpoint will often determineour enthusiasm in approaching our work.

Section 1 Haward Technology Middle East 17
Process Plant Troubleshooting &Engineering Problem Solving
Limitations to Plant Problem Solving
Often engineers may conclude that problem solving isnot truly engineering because of the following:
• Engineering is defined in such narrow terms thatonly “design work” appears to be engineering.
• Intuition and “gut feel” have replaced thoroughanalysis as a preferred tool for problem solving.
• Considerations of “optimum technical depth” arenot well understood.
These paradigms lead to inadequate engineeringanalysis of plant problems.
Section 1 Haward Technology Middle East 18
Process Plant Troubleshooting &Engineering Problem Solving
Plant Problem Solving Considerations
Modern day process plants are large and complex.
The problem is usually more complicated than firstdescribed.
Conflicting data is always present.
Modern day plants have a high degree of variableinteraction.
Besides a high degree of variable interaction, there isalso a high degree of interaction between the variousengineering disciplines.

Section 1 Haward Technology Middle East 19
Process Plant Troubleshooting &Engineering Problem Solving
Plant Problem Solving Considerations
System dynamics involve long holdup times.
Inadequate Application of Engineering Principles
Lack of a Methodical Approach
Failure to see the whole picture
Over dependence on history
Internal Competition among departments
Internal / External politics
Section 1 Haward Technology Middle East 20
Process Plant Troubleshooting &Engineering Problem Solving
At base level the pressure at the level instrument willbe less than the same pressure in the drum as follows:
(P2-P1)/62.4 + (36-0)/64.4 = 0P1-P2 = 34.9 psfthis is equivalent to 0.5 feet in measurement of level
this ignores the friction loss in the line and nozzle
Connecting the level instrument in theprocess line as shown will result in themeasured level reading being 0.5 feetlower than actual.
This is based on Bernoulli’s theoremdP/D + dV2/2g + dZ = 0
wheredP = difference in pressureD = density of liquiddV2 = difference in liquid velocities squaredg = gravitational constantdZ = difference in liquid height
fluid is waterat 6fps velocity
P1 and P2are at essentially
the same level
P1
P2
LIC
FIGURE 1-2EXAMPLE OF IMPROPER LEVEL
INSTRUMENTATION

Section 1 Haward Technology Middle East 21
Process Plant Troubleshooting &Engineering Problem Solving
The most commonly mistuned loops in auditedrefineries were level controllers, where the
operating objective is usually to keep the flowsteady and accept level swings, but where tuners
often prefer the opposite.
Section 1 Haward Technology Middle East 22
Process Plant Troubleshooting &Engineering Problem Solving
Real World Applications
Do any of these sound familiar?
How many of these are present in the exampleproblem?

Section 1 Haward Technology Middle East 23
Process Plant Troubleshooting &Engineering Problem Solving
Proposed Problem Solving Steps
ProblemDetection
DesignProblem
OtherReasons
DetermineRoot of the Problem
HypothesisDevelopment
TechnicalFeasibility
FinancialFeasibility
LegalInvestigation
Recommendation
Evaluation
Implementation
HAZOP
MSDS
CLIENTAPPROVAL
RESULTSEVALUATION
TechnicalResults
Financialresults
Negative
Positive
Negative Results
Licensor
Negative Results
ManagementPresentation
Section 1 Haward Technology Middle East 24
Process Plant Troubleshooting &Engineering Problem Solving
Successful Plant Problem Solving
A definition will be helpful:
• Engineering problem solving is defined as theapplication of engineering principles to allowfinding, defining, and solving plant operatingproblems in an expedient and complete fashion.
Note that many problem solving courses do notadequately cover the concept of finding and definingproblems.

Section 1 Haward Technology Middle East 25
Process Plant Troubleshooting &Engineering Problem Solving
Successful Plant Problem Solving
Successful plant problem solving requires thefollowing:
• A daily monitoring system.
• A disciplined (not intuitive), learned (not inherited)engineering problem solving approach.
• The ability to distinguish between problemsrequiring technical problem solving and those onlyrequiring an expedient answer. This is referred tolater as optimum technical depth.
Section 1 Haward Technology Middle East 26
Process Plant Troubleshooting &Engineering Problem Solving
Daily Monitoring System Guidelines
Develop a managerial objective/data source system forproblem finding.
Develop process models that incorporate severalvariables into a single theoretical variable.
Recognize that there is a difference between usingstatistics to control a process and using statistics tofind problems.
• Control - Be 99% confident before making a change.
• Problem Finding - is rarely as high as 99%.

Section 1 Haward Technology Middle East 27
Process Plant Troubleshooting &Engineering Problem Solving
Table 2-1Sources of Historical Data
MANAGERIAL OBJECTIVE
Maximize Max. VariableMinimize Maximize Finding Trend RetentionsRoutine Work Hidden Problems Spotting Volume Key
Computer Data X XStorage
Computer or Hand Plots X X
Delta Data Plots X X X
Communication with XHourly Forces
Visual Observation of XField Equipment
Section 1 Haward Technology Middle East 28
Process Plant Troubleshooting &Engineering Problem Solving
Figure 2-1Essential Variable % Of Theory Vs Time
% of Theory
Time80
85
90
95
100

Section 1 Haward Technology Middle East 29
Process Plant Troubleshooting &Engineering Problem Solving
Daily Monitoring System Guidelines
Develop a “trigger point” for each important variable.
Trigger points can be set for variables based on thefollowing:
• Theory/Laboratory or Pilot Plant Demonstrated
• Plant Demonstrated
• Licensor (s) Demonstrated or Guaranteed
• Personnel with Extensive experience on site
• Benchmarking
Section 1 Haward Technology Middle East 30
Process Plant Troubleshooting &Engineering Problem Solving
Daily Monitoring System Guidelines Pick 6 to 10 essential variables and plot (computer or
hand) them on a continuous daily basis using delta plotsand theoretically determined target values.
Compare these data plots to well established “triggerpoints”.
Obtain operator comments daily and follow-up on anyunusual observations.
Visually observe equipment in the field on a weekly basis.
Store the essential variable plots so that this informationcan be easily accessed.
Continuous interchange of information with otherdepartments that are involved in production or relatedactivities .

Section 1 Haward Technology Middle East 31
Process Plant Troubleshooting &Engineering Problem Solving
Setting Trigger Points
CONCEPT
Should be based on statistics when feasible.
However, criteria for declaring problem is differentfrom criteria for taking control action.
Positive deviations must always be considered.
Always keep on mind that not all the variables arebeing taken into consideration and their synergy isnot always detectable or easy to determine.
Section 1 Haward Technology Middle East 32
Process Plant Troubleshooting &Engineering Problem Solving
Setting Trigger Points
CRITERIA FOR
Should be a function of seriousness ofconsequence.
A secondary consideration is location on learningcurve. For example, in a new process operatingwith tighter trigger points can escalate thelearning curve.
Experience of personnel on site could help ordistortion the learning process curve.
Section 1 Haward Technology Middle East 33
Process Plant Troubleshooting &Engineering Problem Solving
Disciplined Learned Problem solving Approach
Disciplined Learned Problem Solving is an approach that allowsboth determining if the problem really occurred and specifyingthe problem in quantitative terms. The approach discussed herediffers significantly from traditional problem solving training asfollows:
It emphasizes using techniques for verifying that theproblem really occurred.
It emphasizes the need to use engineering principles informulating a hypothesis to explain the problem.
It emphasizes that a problem solution must not create newproblems. That is any hypothesis must be confirmed with aplant test or by making “directionally correct changes”.
Section 1 Haward Technology Middle East 34
Process Plant Troubleshooting &Engineering Problem Solving
Disciplined Learned Problem Solving Approach
Step 1: Verify that the problem actually occurred.
Communications in an operating environment are almostalways 2nd or 3rd hand and often highly “garbled”.
Step 2: Write out an accurate specification of the problem.Answers to the following questions may be helpful:
• What happened?
• When did it happen?
• Where did it happen?
• What was the magnitude of the problem?
• What else happened at the same time or shortlybefore?

Section 1 Haward Technology Middle East 35
Process Plant Troubleshooting &Engineering Problem Solving
Disciplined Learned Problem Solving Approach
Step 3: Develop a theoretically sound working hypothesisthat explains as many specifications of the problemas possible.
Step 4: Provide a mechanism to test the hypothesis.Calculations are a valid means to test a hypothesis.
Step 5: Recommend remedial action to eliminate theproblem without creating another problem.
Step 6: Follow up recommendation results and determinehow close/far are from the technical and financialevaluation done.
Find out accuracy (positive/negative) of recommendations andreasons of deviations.
Section 1 Haward Technology Middle East 36
Process Plant Troubleshooting &Engineering Problem Solving
Considerations for Step 2
Step 2: Write out an accurate specification of theproblem. Answers to the following questions maybe helpful:
What happened?
When did it happen?
Where did it happen?
What was the magnitude of the problem?
What else happened at the same time orshortly before?
Section 1 Haward Technology Middle East 37
Process Plant Troubleshooting &Engineering Problem Solving
Considerations for Step 2
The preparation of a written statement of the problem by theone who knows best is the key to correctly initiating the process.The problem statement provides:
A means to communicate directly to verify that theproblem actually occurred as described.
A means to uncover data gaps.
A means to clarify the data and problem.
A simple tool to allow communications between differentlayers of management and the problem solver.
A tool to allow the problem solver to assess the severityand solution difficulty of the problem.
QUESTION : WHO WRITES THE DOCUMENT ?
Section 1 Haward Technology Middle East 38
Process Plant Troubleshooting &Engineering Problem Solving
Problem Specification Example SHORT TITLE OF PROBLEM ____________________
DESCRIPTION OF EVENT (make sure that step 2 is utilized to provide acomplete problem description) ____________________
HOW WAS PROBLEM DISCOVERED (was it by data plotting, operatordiscussion….) ____________________
PRELIMINARY PROBLEM ASSESSMENT
• COST OF PROBLEM (HIGH, MODERATE, LOW) _______
• IS IT AN OPERATING OR TECHNICAL PROBLEM _______
• IS THERE AN OBVIOUS IMMEDIATE FIX _______
• IF YES WHAT IS PROBABILITY OF SUCCESS _______
• IF NO WHAT AMOUNT OF EFFORT IS INVOLVEDIN PROVIDING A FIX? _______
• ARE YOU ACTIVELY WORKING ON THIS PROBLEM _______

Section 1 Haward Technology Middle East 39
Process Plant Troubleshooting &Engineering Problem Solving
Considerations For Step 3
Step 3: Develop a theoretically sound working hypothesis thatexplains as many specifications of the problem aspossible.
A theoretically sound hypothesis (Step 3) is rarely developedby unstructured “brainstorming”, but is almost always based onengineering principles such as:
Unit operations and/or design calculations.
Unsteady state accumulation calculations.
Mass and energy balances.
Other problem solving techniques based on scientificprinciples.
Section 1 Haward Technology Middle East 40
Process Plant Troubleshooting &Engineering Problem Solving
Considerations for Step 4
Step 4: Provide a mechanism to test the hypothesis.Calculations are a valid means to test ahypothesis.
The testing of the proposed hypothesis (Step 4) should beconsidered a success if it proves conclusively that theproposed hypothesis is either right or wrong.
Hypothesis testing can consist of:
• Fundamentally sound calculations.
• Plant test of new operating conditions.
• Increased data collection frequency and/or new data.
• Temporary “mechanical fix”.

Section 1 Haward Technology Middle East 41
Process Plant Troubleshooting &Engineering Problem Solving
Considerations for Step 5
Step 5: Recommend remedial action to eliminate the problemwithout creating another problem.
Once a proposed hypothesis has been demonstrated to be true, theproblem must now be eradicated (Step 5). The four keys to Step 5(Recommend remedial action to eliminate the problem withoutcreating another problem) are as follows:
Conduct a thorough potential problem analysis. This analysisshould include safety aspects also.
Make sure that the problem solution is the simplest one that willwork (keep it simple) KIS Theory.
Make allowances for “follow-up”. Remember the importance of communications and working in
harmony with all the other departments , specially the client.
Section 1 Haward Technology Middle East 42
Process Plant Troubleshooting &Engineering Problem Solving
Considerations for Step 6Step 6: Follow up recommendation results and determine how
close/far are from the technical and financialevaluation done.
The implementation of the recommendations is usuallydone with the participation and approval of otherdepartments.
The required HAZOP and pre-established follow system todetermine the success/failure of the recommendationneeds to be presented and accepted by the client whichusually is the production department.
The recollection of the data to prove that therecommendation has been successful and match thefinancial/technical evaluations done should be done underthe team concept.

Section 1 Haward Technology Middle East 43
Process Plant Troubleshooting &Engineering Problem Solving
Considerations for Step 6
In such a case that the data collected after theinstallation of the recommendation done proves thatit does not work as expected, then, a detail evaluationof the engineering principles used must be donetogether with revision of all other aspects of therecommendation and its implementation.
If otherwise the data shows that the recommendationis as expected, a financial evaluation is required todetermine the economical benefits and present then tomanagement for their information.
Section 1 Haward Technology Middle East 44
Process Plant Troubleshooting &Engineering Problem Solving
Optimum Technical Depth
The ability to compromise between expediency andthoroughness can be referred to as the optimum technical
depth. While this is a difficult area to quantify, there are
several helpful guidelines.
The confidence level that the problem solution is correctis directly proportional to the technical depth involved inthe problem solving.
The required confidence level in an industrialenvironment is much lower than in an academic orresearch environment.

Section 1 Haward Technology Middle East 45
Process Plant Troubleshooting &Engineering Problem Solving
Optimum Technical Depth
The required confidence level is directly proportionalto the cost of the solution and the execution time ofthe solution, but inversely related to the cost of theproblem.
These concepts are illustrated in Figure 2-2.
Unfortunately, the very expensive problems oftenrequire a detailed technical analysis. Rather thandoing this technical analysis, the problem solver oftensubmits to the temptation to “try something”. He thenfinds himself/herself spending some of his limitedamount of time implementing the “something” ratherthan doing a technical analysis.
Section 1 Haward Technology Middle East 46
Process Plant Troubleshooting &Engineering Problem Solving
Figure 2-2Confidence Level Versus Solution Cost
Cost of Solution and/or Time to implement
SolutionConfidenceLevelRequired
moderate
high
ParametersAre problemcost
Section 1 Haward Technology Middle East 47
Process Plant Troubleshooting &Engineering Problem Solving
Optimum Technical Depth
Optimum TechnicalDepth
Another View
Pure IntuitionNo Calculations
Large Main FrameComputer
Section 1 Haward Technology Middle East 48
Process Plant Troubleshooting &Engineering Problem Solving
Directionally Correct Hypothesis
This approach assumes that if one can make low cost(in either time or money) changes that have a 75%confidence level, the result of this move will by itselfeither prove or disprove the working hypothesis.
It should be noted that this concept still requires atechnical analysis and a theoretically correcthypothesis. The required confidence level that thesolution is correct is just reduced to allow low costchanges.
Section 1 Haward Technology Middle East 49
Process Plant Troubleshooting &Engineering Problem Solving
Risk Analysis
Section 1 Haward Technology Middle East 50
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Methods 1
A typical FMEA incorporates some method to evaluatethe risk associated with the potential problemsidentified
Risk Priority Numbers
To use the Risk Priority Number (RPN) method theteam must:
• Rate the severity of each effect of failure
• Rate the likelihood of occurrence for each cause offailure

Section 1 Haward Technology Middle East 51
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Methods 1
• Rate the likelihood of prior detection for eachcause of failure
• Calculate the RPN by the product of the threeratings:
• RPN = Severity x Occurrence x Detection
• The RPN can then be used to compare issues withinthe analysis and to prioritize problems forcorrective action
• The higher the RPN the higher the priority
Section 1 Haward Technology Middle East 52
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Methods 1
Risk Priority Number rating scales usually range from 1to 5 or 10, with the higher number representing thehigher risk.
For example, on a ten point Occurrence scale, 10indicates that the failure is very likely to occur and ismuch worse than 1, which indicates that the failure isvery unlikely to occur.
For Detection, the scale is reversed since somethingvery likely to be detected would be 1 and somethingvery unlikely to be detected would be 10.

Section 1 Haward Technology Middle East 53
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Methods 1
The specific rating descriptions and criteria are definedby the organization or the analysis team to fit theproducts or processes that are being analyzed.
Typically, if the RPN falls within a pre-determinedrange, corrective action is required to reduce the risk(i.e. to reduce the likelihood of occurrence, increasethe likelihood of prior detection or, if possible, reducethe severity of the failure effect.
Section 1 Haward Technology Middle East 54
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Method 2
An example rating table for severity follows:
Generic Five Point Severity Scale
Safety-related catastrophicfailures
Very High or Catastrophic5
Loss of functionHigh4
Gradual performance degradationModerate or Significant3
Operable at reducedperformance
Low or Minor2
Minor nuisanceVery Low or None1
CriteriaDescriptionRating

Section 1 Haward Technology Middle East 55
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Method 3
Criticality Analysis
Quantitative Criticality Analysis Method
• Define the basic unreliability for each item at agiven operating time
• Identify the portion of the item’s unreliability thatcan be attributed to each potential failure mode
• Rate the probability of loss (or severity) that willresult from each failure mode that may occur
• Calculate the criticality for each potential failuremode by the product of the three factors:
Section 1 Haward Technology Middle East 56
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Method 3
• Mode Criticality = Item Unreliability x Mode Ratioof Unreliability x Probability of Loss (or Severity)
• Calculate the criticality for each item by obtainingthe sum of the criticalities for each failure modeidentified for the item
• Item Criticality = Sum of Mode Criticalities

Section 1 Haward Technology Middle East 57
Process Plant Troubleshooting &Engineering Problem Solving
Risk Evaluation Methods 4
Criticality Analysis
Qualitative Criticality Analysis Method• Rate the severity of the potential effects of failure
• Rate the likelihood of occurrence for each potential failure mode
• Compare failure modes via a Criticality Matrix, which identifiesseverity on the horizontal axis and occurrence on the vertical axis
Not VeryCritical
Occurrence
Severity
ExtremelyCritical
Section 1 Haward Technology Middle East 58
Process Plant Troubleshooting &Engineering Problem Solving
Risk Management Methods
There are many established procedures that we can useto manage the risk involved with the safe and reliableoperation of oil and chemical plants.
Risk ManagementPlanning
Process Safety Management (PSM)
PHA (Hazan)
Failure Mode Effect & Criticality Analysis(FMECA)
Root Cause failure Analysis (RCFA)
Safetyorientated
Reliabilityorientated
Job Safety Analysis (JSA)
Hazop
Risk ManagementPlanning
Process Safety Management (PSM)
PHA (Hazan)
Failure Mode Effect & Criticality Analysis(FMECA)
Root Cause failure Analysis (RCFA)
Safetyorientated
Reliabilityorientated
Job Safety Analysis (JSA)
Hazop

Section 1 Haward Technology Middle East 59
Process Plant Troubleshooting &Engineering Problem Solving
Hazop Study
Section 1 Haward Technology Middle East 60
Process Plant Troubleshooting &Engineering Problem Solving
Hazop Study
A Hazop study identifies hazards and operabilityproblems by identifying how the plant might deviatefrom the design intent.
If a solution to a problem becomes apparent, it isrecorded as part of the Hazop result but the primeobjective for the Hazop is problem identification.
Hazop studies are normally conducted during thedesign phase, especially when new technology isinvolved but can be used at almost any phase of aplant's life.
Section 1 Haward Technology Middle East 61
Process Plant Troubleshooting &Engineering Problem Solving
Hazop Study
Hazop is based on the principle that several expertswith different backgrounds can interact and identifymore problems when working together than whenworking separately and then combining their results.
The most common form Hazop study employs guidewords to test the consequences of parametersdeviating from design.
Section 1 Haward Technology Middle East 62
Process Plant Troubleshooting &Engineering Problem Solving
Hazop Study
Objectives of a Hazop study may include:
• Check the safety of a design
• Check the maintainability and operability of adesign
• Decide whether and where to build
• Develop a list of questions to ask a supplier
• Check operating & safety procedures
• Improve the safety of an existing facility
• Verify that safety instrumentation is reacting tobest parameters

Section 1 Haward Technology Middle East 63
Process Plant Troubleshooting &Engineering Problem Solving
Consequences to be Considered
It is also important to define what specificconsequences are to be considered.
The following lists many of the consequences normallyevaluated:
• Employee safety
• Loss of plant or equipment
• Loss of production
• Liability
• Insurability
• Public safety & impact on neighborhood
• Environmental impacts
Section 1 Haward Technology Middle East 64
Process Plant Troubleshooting &Engineering Problem Solving
Consequences to be Considered The Hazop team must be chosen from experienced people
preferably with knowledge of a similar facility who willlikely be involved with the operation of the plant.
The Team Leader should be chosen for his ability to get theteam to focus on making the analysis rather than his abilityto solve problems.
Issues identified can be resolved after the Hazop.
Depending on objects the following team assignment issuggested:
Safety Engineer (Team Leader)Design EngineerProcess EngineerPlanning Engineer
Operations SupervisorInstrument EngineerChemistMaintenance Supervisor

Section 1 Haward Technology Middle East 65
Process Plant Troubleshooting &Engineering Problem Solving
Hazop Guide Words
Simple words are used to qualify or quantify theintention in order to guide and stimulate thebrainstorming process and so discover deviations.
Examples are shown in the following table:
Maintenance
Two Phase
High Pressure
No Flow
DeviationDeviation
OperationOther Than
One PhaseAs Well As
PressureMore
FlowNo
ParameterParameterGuide WordGuide Word
Section 1 Haward Technology Middle East 66
Process Plant Troubleshooting &Engineering Problem Solving
Hazop Team Review Process
NOT SURE
Any Hazard’sor Operability
Problems?
Need MoreInformation
RecordConsequences &
CausesSuggest
Remedies
Divide System intoStudy Nodes
Select a Node
Apply All GuideWords in Turn
YES NO
YES NO
Section 1 Haward Technology Middle East 67
Process Plant Troubleshooting &Engineering Problem Solving
Successful Hazop Criteria
The success or failure of the Hazop depends onseveral factors:
• The completeness and accuracy of drawings andother data used as a basis for the study.
• The technical skills and insights of the team.
• The ability of the team to use the approach as anaid to their Imagination in visualizing deviations,causes and consequences.
• The ability of the team to prioritize andconcentrate on the more serious hazards that areidentified.
Section 1 Haward Technology Middle East 68
Process Plant Troubleshooting &Engineering Problem Solving
MSDS Sheets

Section 1 Haward Technology Middle East 69
Process Plant Troubleshooting &Engineering Problem Solving
MSDS Sheets
A Material Safety Data Sheet (MSDS) is a technicalbulletin containing detailed information about ahazardous substance.
OSHA requires that manufacturers prepare a MSDS foreach chemical that it sells.
The MSDS contains more extensive information than isconveyed on the label.
The MSDS must accompany each chemical it ships thefirst time that the chemical is shipped to thatrecipient.
Section 1 Haward Technology Middle East 70
Process Plant Troubleshooting &Engineering Problem Solving
MSDS Sheets
The following minimum information must be provided in
the MSDS:
1. The identity of the product as used on the containerlabel.
2. The chemical and common name for all ingredientspresent in concentrations greater than 1% and 0.1%for a cancer causing substance (carcinogen).
3. The physical and chemical properties of thehazardous components.

Section 1 Haward Technology Middle East 71
Process Plant Troubleshooting &Engineering Problem Solving
MSDS Sheets
4. The physical and health hazards, including signs andsymptoms of exposure and/or prior and/or existingconditions that can warn against exposure.
5. Primary routes of entry into the body.
6. Any known exposure limits.
7. Whether the hazardous substance is a carcinogen.
8. Precautions for safe handling and use.
Section 1 Haward Technology Middle East 72
Process Plant Troubleshooting &Engineering Problem Solving
MSDS Sheets
9. Procedure for spill or leak cleanup.
10. Control measures
11. Emergency first-aid procedures.
12. The date of preparation
13. The name, address, and telephone number of thecompany or responsible employee distributing theMSDS.

Section 1 Haward Technology Middle East 73
Process Plant Troubleshooting &Engineering Problem Solving
EXAMPLES OF PLANT PROBLEM SOLVING
Section 1 Haward Technology Middle East 74
Process Plant Troubleshooting &Engineering Problem Solving
Examples of Plant Problem Solving
In an industrial environment where the emphasis is usuallyon increased productivity, doubts about the validity ofthis technique will always be present. Typical questionsare:
Does this technique really work?
On what kind of problems can it be used?
Is it really possible in an industrial environment to useengineering calculations as opposed to intuitiveproblem solving?
Let’s find the answer from the licensor, they knowbetter.

Section 1 Haward Technology Middle East 75
Process Plant Troubleshooting &Engineering Problem Solving
Troubleshooting Manual : First problem
Section 1 Haward Technology Middle East 76
Process Plant Troubleshooting &Engineering Problem Solving
Reactor Temperature Runaway
At 0200 hours on April 2, one of the six continuouspolymerization reactors experienced a temperaturerunaway. That is the reactor temperature roseexponentially from 150oF to 175oF in a 30-minute period..When the reactor in question reached 175oF the reactionwas terminated by injection of a quench agent. All theother reactors were operating normally.

Section 1 Haward Technology Middle East 77
Process Plant Troubleshooting &Engineering Problem Solving
Reactor Temperature Runaway
The temperature control system on the reactor was suchthat an increase in temperature caused an immediateincrease in the cooling water supply system. It was knownthat a small increase in catalyst rate occurred right beforethe temperature began increasing. However in the past,catalyst rate increases of this magnitude only resulted in aslight temperature increase. Following this slight increase,the reactor temperature very quickly returned to normalas the cooling water control system responded.
Section 1 Haward Technology Middle East 78
Process Plant Troubleshooting &Engineering Problem Solving
Polymerizationreactor
coolingwater return
cooling water supply
pumparound pump
Data Values at Midnight
Temperatures
Cooling WaterIn 90Out 120
Pumparound LiquidIn 150Out 142
Flow Rates, pph
Cooling Water 195000
Reactor Slurry Pumparound 1,440,000
Other InformationThe valve on the cooling wateris 95% open
Technology Information
Reaction Heat Generated = K e ˜(-11000/T)
Where K is a constant that containing monomerConcentration, catalyst concentration, reactorvolume and heat of reaction
K = 3.9( 10ˆ14)T is in Rankin
The specific heat of the reaction fluid – 0.5 B TU/lb-F
Figure 3-1Reactor Schematic
Section 1 Haward Technology Middle East 79
Process Plant Troubleshooting &Engineering Problem Solving
The problem solver is faced with 3 questions:
• What should be done to return the reactor back toservice?
• What caused the episode?
• What can be done to prevent it from recurring inthe future?
Problem solving focuses on the last 2 questions.
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 80
Process Plant Troubleshooting &Engineering Problem Solving
Step 1 – Verify that the problem actually occurred.
Did all temperature points show an increase?
Could the phase rule be used to confirm the hightemperature?
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 81
Process Plant Troubleshooting &Engineering Problem Solving
Step 2- Write out an accurate statement of what problemyou are trying to solve.
“Determine why temperature control was lost on April2. This loss of control occurred at about 0200 followinga very small increase in the reactor temperature causedby a slight increase in catalyst flow. This loss of controloccurred on only one of six reactors all operating at thesame charge rate on the same feedstock. There was nomechanical or utility failure on the reactor in question.The weather turned slightly warmer on March 30. Oncethe reactor temperature began increasing it roseexponentially from 150 F to 175 F in an extended period(30 minutes).
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 82
Process Plant Troubleshooting &Engineering Problem Solving
Once the cause has been determined, developrecommendations to prevent this problem fromrecurring.”
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 83
Process Plant Troubleshooting &Engineering Problem Solving
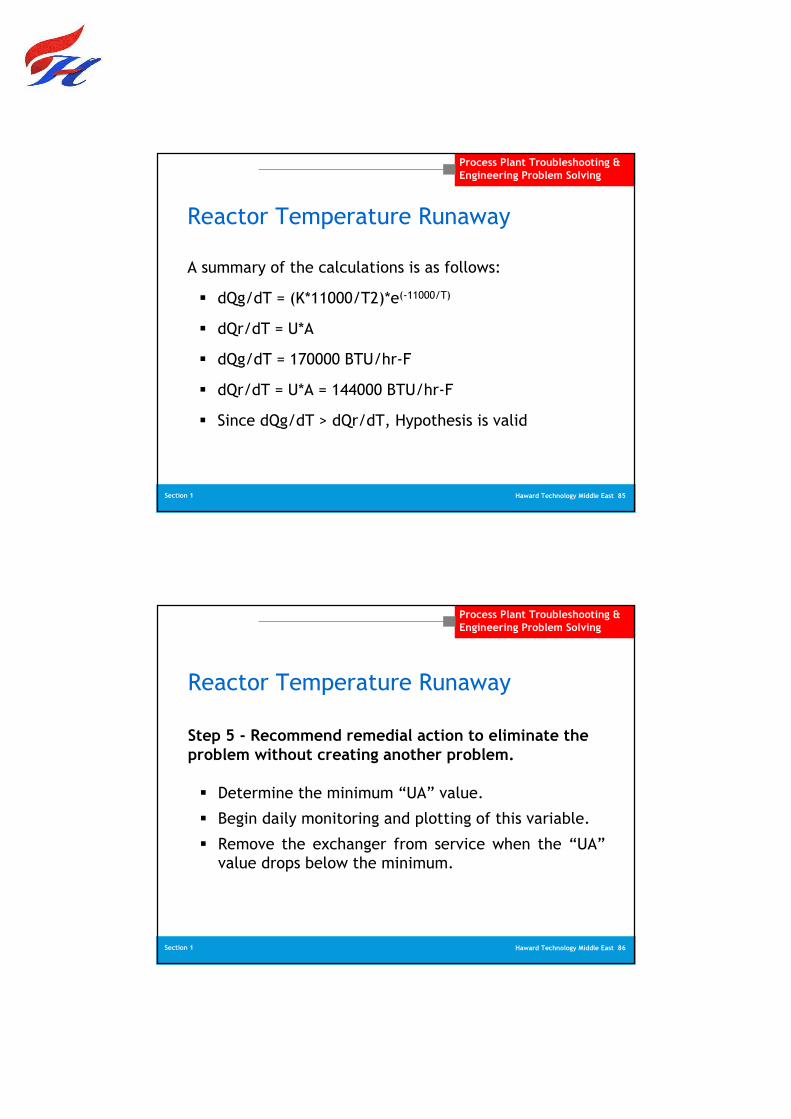
Step 3- Develop a theoretically sound working hypothesis that
explains the problem.
Several possible hypotheses could be proposed and theproblem statement could eliminate all but one.
Hypothesis Why it can be eliminated
Recirculation Pump Stopped “no mechanical failure”
Pump-around Exchanger Plugged “no mechanical failure”
Cooling Water Supply Lost “no utility failure”
Catalyst activated by feedstock “only single reactor”
Heat Generated>Heat Removal not eliminated
Capability
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 84
Process Plant Troubleshooting &Engineering Problem Solving
Step 4 – Provide a mechanism to test the hypothesis.
Calculations can be used to test the hypothesis.
The hypothesis is summarized below:
dQg / dT > dQr / dT
The manual shows these calculations in detail.
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 85
Process Plant Troubleshooting &Engineering Problem Solving
A summary of the calculations is as follows:
dQg/dT = (K*11000/T2)*e(-11000/T)
dQr/dT = U*A
dQg/dT = 170000 BTU/hr-F
dQr/dT = U*A = 144000 BTU/hr-F
Since dQg/dT > dQr/dT, Hypothesis is valid
Reactor Temperature Runaway
Section 1 Haward Technology Middle East 86
Process Plant Troubleshooting &Engineering Problem Solving
Reactor Temperature Runaway
Step 5 - Recommend remedial action to eliminate theproblem without creating another problem.
Determine the minimum “UA” value.
Begin daily monitoring and plotting of this variable.
Remove the exchanger from service when the “UA”value drops below the minimum.

Section 1 Haward Technology Middle East 87
Process Plant Troubleshooting &Engineering Problem Solving
Reactor Temperature Runaway
Items to consider:
How would you estimate a minimum “UA” value?
What is the advantage of calculating a “UA” value asopposed to just watching the position of the coolantcontrol valve on a daily basis?
What kind of problems can you visualize inimplementing this problem solution?
Section 1 Haward Technology Middle East 88
Process Plant Troubleshooting &Engineering Problem Solving
MANUAL SECOND PROBLEM

Section 1 Haward Technology Middle East 89
Process Plant Troubleshooting &Engineering Problem Solving
Rotary Filter Screen Tear
A process plant using a rotary filter was plagued bydowntimes caused by tears of the screen cloth on one outof 3 rotary filters. Whenever the screen cloth would tear,solids would enter the liquid stream causing a shutdown ofcritical equipment and a resulting shutdown of the plant.After each screen cloth tear, the screen cloth and filterdrum were carefully examined and the followingobservations were made:
Section 1 Haward Technology Middle East 90
Process Plant Troubleshooting &Engineering Problem Solving
Rotary Filter Screen Tear
The metal drum would be scratched.
Solids would be present between the cloth and thedrum.
The cloth would be torn in a circumferential mannerwith most of the tears occurring in the middle 60 to70% of the cloth.

Section 1 Haward Technology Middle East 91
Process Plant Troubleshooting &Engineering Problem Solving
FIGURE 3-2ROTARY FILTER SCHEMATIC
baffle
Blowback gas
solidsSlurry to filter
Blowback gas fromCompressor KO drum
Section 1 Haward Technology Middle East 92
Process Plant Troubleshooting &Engineering Problem Solving
While there was no doubt that the problem occurred,there was serious question if the problem was worsethan in the past.
Key people in different parts of the organization hadalready taken very strong positions as follows:
• Mechanical—The hard solids deposits are cutting thecloth.
• Research – There is liquid in the blowback gas and itis cutting the cloth.
Rotary Filter Screen Tear

Section 1 Haward Technology Middle East 93
Process Plant Troubleshooting &Engineering Problem Solving
• Technical – Something inside the filter is rubbingagainst the cloth cutting it and scratching the metaldrum.
There were huge financial losses for each screenfailure. In other words “Do something quick!!!”
Rotary Filter Screen Tear
Section 1 Haward Technology Middle East 94
Process Plant Troubleshooting &Engineering Problem Solving
Step 1 – Verify that the problem actually occurred.
A review of mechanical records indicated the following:
Time period MTBF, Days Tear type
Past data 43 horizontal
Current data (all runs) 16 circumfer
Current data (ex short runs) 25 circumfer
Rotary Filter Screen Tear

Section 1 Haward Technology Middle East 95
Process Plant Troubleshooting &Engineering Problem Solving
A further review of what changed between the pastand current data revealed that the filtrationtemperature on this filter was increased from 130F to170F. Returning to 130F the previous processcondition was not a satisfactory solution to theproblem.
Rotary Filter Screen Tear
Section 1 Haward Technology Middle East 96
Process Plant Troubleshooting &Engineering Problem Solving
Step 2- Write out an accurate statement of what problemyou are trying to solve.
“Determine the cause for the significant change in screentearing frequency that occurred on only one filter at thesame time as the filtration temperature was increased. Inaddition, to a reduction in mean time between screenfailures, the nature of the screen failure changed.Previous failures were fatigue failure caused by the clothbeing weakened during flexing while being held in placeby the tension rods. The current failure is a catastrophiccircumferential failure. The current failure is alsocharacterized by scratch marks on the metal drum.”
Rotary Filter Screen Tear

Section 1 Haward Technology Middle East 97
Process Plant Troubleshooting &Engineering Problem Solving
Step 3- Develop a theoretically sound working hypothesisthat explains the problem.
Since the new failure mode appears to be related to theincrease in filtration temperature, the followinghypotheses were developed:
• The screen cloth is decomposing at the highertemperatures.
• The baffle (see Figure 3-2) is expanding due tothermal growth and bowing into the filter cloth andmetal drum. See Figure 3-3.
Rotary Filter Screen Tear
Section 1 Haward Technology Middle East 98
Process Plant Troubleshooting &Engineering Problem Solving
• The rotating drum is deforming at the highertemperatures causing poor distribution of blow backgas. The poor distribution causes an increase inblowback gas in the middle of the drum that thenblows the filter cloth into the baffle causing thecloth to tear.
Rotary Filter Screen Tear

Section 1 Haward Technology Middle East 99
Process Plant Troubleshooting &Engineering Problem Solving
Figure 3-3Hypothetical Baffle Deformation
TOP VIEW
Original Baffle Position
Deformed Baffle Position
Section 1 Haward Technology Middle East 100
Process Plant Troubleshooting &Engineering Problem Solving
Step 4 – Provide a mechanism to test the hypothesis.
This hypothesis can be tested by calculations ofthermal growth of the baffle as shown in the manualon page 35.
These calculations show that a filtration temperature90Fo above ambient temperature would causesufficient baffle growth for the baffle to contact therotating filter drum.
The baffle could then bow either into the rotatingdrum or away from it.
Rotary Filter Screen Tear
Section 1 Haward Technology Middle East 101
Process Plant Troubleshooting &Engineering Problem Solving
Two alternatives were available for further testing this
hypothesis:
The filtration temperature could be reduced to130Fo. This alternative would require 215 days oflower temperature operation to provide a 90%confidence level that the hypothesis was correct.
A mechanical constraint could be provided tocause the baffle to always bow away from thedrum.
Rotary Filter Screen Tear
Section 1 Haward Technology Middle East 102
Process Plant Troubleshooting &Engineering Problem Solving
Step 5 - Recommend remedial action to eliminate the
problem without creating another problem.
The alternative technique of mechanicallyconstraining the baffle so that it always bows awayfrom the drum provides both a testing procedure anda permanent solution.
What is missing from this problem solving analysis?
Rotary Filter Screen Tear

Section 1 Haward Technology Middle East 103
Process Plant Troubleshooting &Engineering Problem Solving
MANUAL THIRD PROBLEM
Section 1 Haward Technology Middle East 104
Process Plant Troubleshooting &Engineering Problem Solving
Kinetic SystemsBernoulli’s theory is the key to understanding these systems.
P/ + (v2)/2gc + z = -w – lw
Where:
P = The pressure difference between twopoints.
= The fluid density.(v2) = The difference in velocity squared
between two points.gc = The gravitational constant.z = The difference in elevation between two
points.w = The amount of work added by the prime
mover.lw = The frictional loss in the piping system.
Section 1 Haward Technology Middle East 105
Process Plant Troubleshooting &Engineering Problem Solving
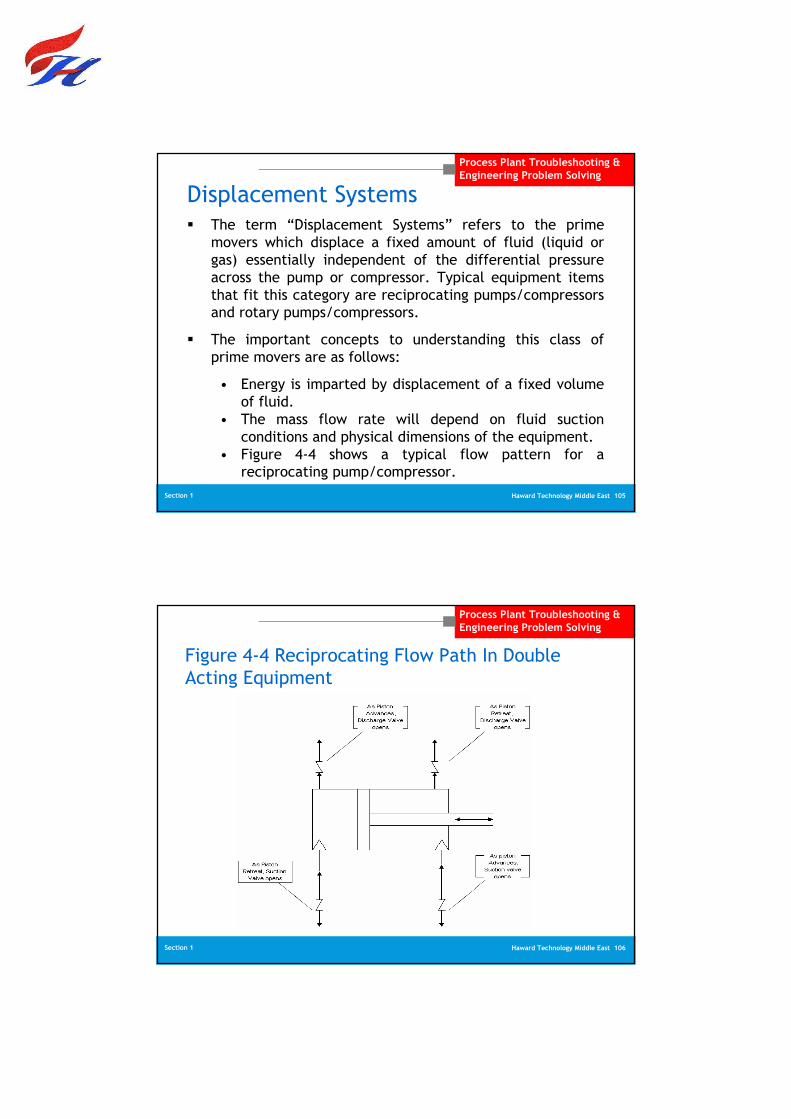
Displacement Systems The term “Displacement Systems” refers to the prime
movers which displace a fixed amount of fluid (liquid orgas) essentially independent of the differential pressureacross the pump or compressor. Typical equipment itemsthat fit this category are reciprocating pumps/compressorsand rotary pumps/compressors.
The important concepts to understanding this class ofprime movers are as follows:
• Energy is imparted by displacement of a fixed volumeof fluid.
• The mass flow rate will depend on fluid suctionconditions and physical dimensions of the equipment.
• Figure 4-4 shows a typical flow pattern for areciprocating pump/compressor.
Section 1 Haward Technology Middle East 106
Process Plant Troubleshooting &Engineering Problem Solving
Figure 4-4 Reciprocating Flow Path In DoubleActing Equipment

Section 1 Haward Technology Middle East 107
Process Plant Troubleshooting &Engineering Problem Solving
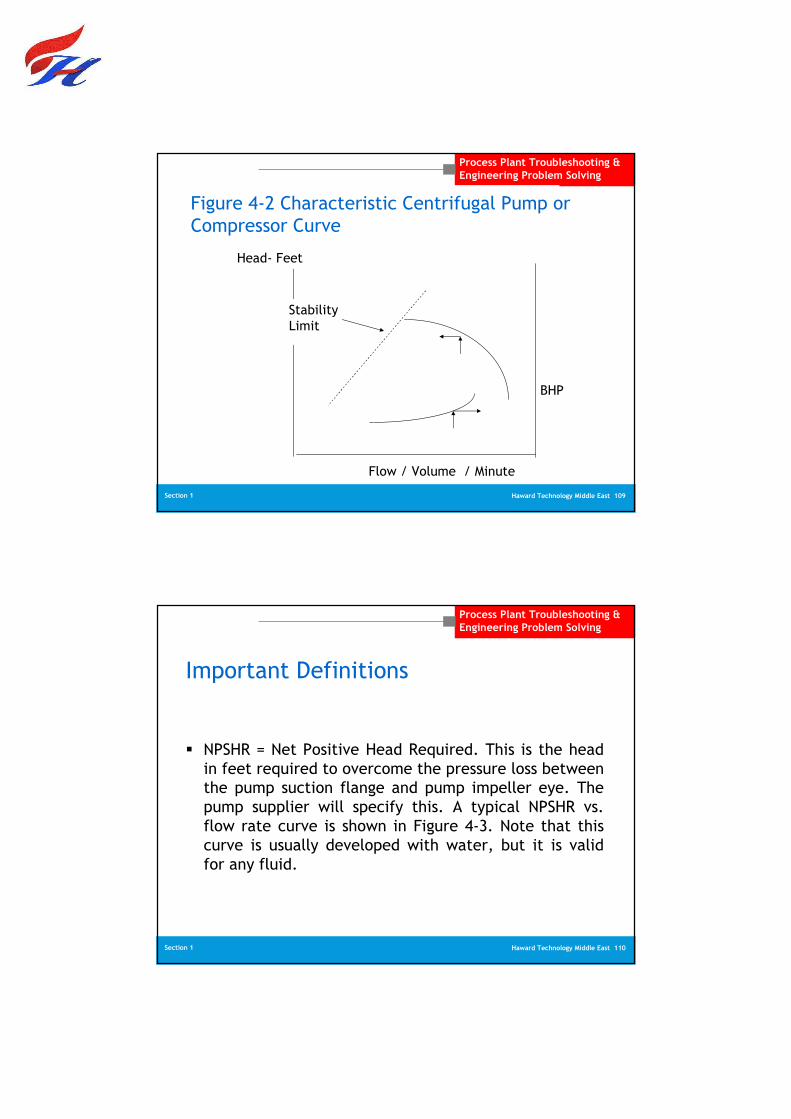
Dynamic Systems“Head Curve” Considerations
The head curve is developed by the equipment supplierand is provided as part of the equipment purchase.
Operation to the left of the stability limit will result inflow instabilities as flow surges forward and thenbackwards through the prime mover. The stability isusually well defined for compressors and blowers.However for pumps, it is usually 25 to 40% of the BEP(best efficiency point).
Section 1 Haward Technology Middle East 108
Process Plant Troubleshooting &Engineering Problem Solving
Dynamic Systems“Head Curve” Considerations
While the head curve is usually developed using wateror air, it is valid for any fluid if the correct units areutilized for flow and head. These units are definedlater.
As shown in Figure 4-2, the horsepower requirementsnormally peak at the “end of the curve” (maximumflow rate). The driver for the prime mover may or maynot be provided with “end of the curve” protection.
Section 1 Haward Technology Middle East 109
Process Plant Troubleshooting &Engineering Problem Solving
Figure 4-2 Characteristic Centrifugal Pump orCompressor Curve
Head- Feet
StabilityLimit
BHP
Flow / Volume / Minute
Section 1 Haward Technology Middle East 110
Process Plant Troubleshooting &Engineering Problem Solving
Important Definitions
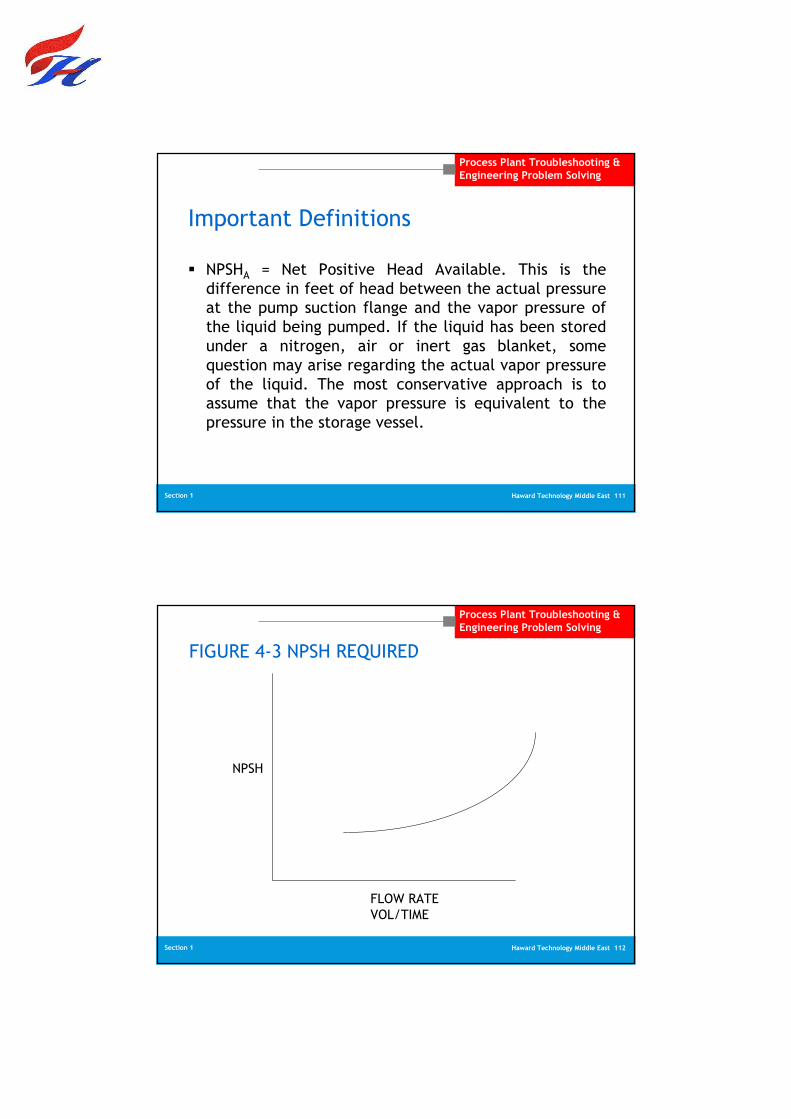
NPSHR = Net Positive Head Required. This is the headin feet required to overcome the pressure loss betweenthe pump suction flange and pump impeller eye. Thepump supplier will specify this. A typical NPSHR vs.flow rate curve is shown in Figure 4-3. Note that thiscurve is usually developed with water, but it is validfor any fluid.
Section 1 Haward Technology Middle East 111
Process Plant Troubleshooting &Engineering Problem Solving
Important Definitions
NPSHA = Net Positive Head Available. This is thedifference in feet of head between the actual pressureat the pump suction flange and the vapor pressure ofthe liquid being pumped. If the liquid has been storedunder a nitrogen, air or inert gas blanket, somequestion may arise regarding the actual vapor pressureof the liquid. The most conservative approach is toassume that the vapor pressure is equivalent to thepressure in the storage vessel.
Section 1 Haward Technology Middle East 112
Process Plant Troubleshooting &Engineering Problem Solving
NPSH
FLOW RATEVOL/TIME
FIGURE 4-3 NPSH REQUIRED

Section 1 Haward Technology Middle East 113
Process Plant Troubleshooting &Engineering Problem Solving
Important Definitions
Cavitation = A condition that occurs if NPSHR > NPSHA.If this situation occurs, some of the liquid beingpumped will vaporize between the pump suction flangeand the pump impeller. This will cause the pump tooperate off the head curve and damage may occur tothe impeller.
Section 1 Haward Technology Middle East 114
Process Plant Troubleshooting &Engineering Problem Solving
Important Definitions
Horsepower load point – This is a unique feature of apositive displacement compressor. It is the point on aplot of horsepower versus suction pressure where therequired fluid horsepower is at a maximum. To one sideof this point, increasing mass flow increases therequired horsepower. To the other side of this point,decreasing compression ratio decreases the requiredhorsepower.
Section 1 Haward Technology Middle East 115
Process Plant Troubleshooting &Engineering Problem Solving
Volumetric Efficiency - The actual volume of fluid
displaced relative to the dimensions of the cylinder of a
reciprocating pump/compressor or rotating pocket of a
rotary pump/compressor. For a liquid, this efficiency
approaches 100%. However for a gas, it is approximately
70%. The differences are due to the compressibility of
gases.
Leakage – This is an additional loss in volumetric
efficiency caused by leakage through clearances.
Important Definitions
Section 1 Haward Technology Middle East 116
Process Plant Troubleshooting &Engineering Problem Solving
Clearance – This is the part of the cylinder in areciprocating pump/compressor that is not displacedcompletely by the piston. Figure 4-5 shows a typicalsketch of a “clearance pocket”. Because of thecompressibility of gases, this becomes more importantfor gases than liquids.
Important Definitions

Section 1 Haward Technology Middle East 117
Process Plant Troubleshooting &Engineering Problem Solving
Figure 4-5 Clearance Pocket ReciprocatingCompressor
Simplified Sketch
ClearancePocket
Cylinder
PistonAnd Rod
Gas at Discharge Pressure is trapped in the clearance pocket andexpands into the cylinder as the cylinder pressure is reduced. Alarger clearance pocket results in more gas expanding into thecylinder.
Section 1 Haward Technology Middle East 118
Process Plant Troubleshooting &Engineering Problem Solving
Calculation Considerations
Compressor calculations are more complicated thanpump calculations because gases are compressible.
Polytropic/Adiabatic compression must be used toevaluate head. DO NOT USE DIFFERENTIAL PRESSURE.
The determination of the amount of NPSHA is morecomplicated for reciprocating type pumps than forcentrifugal or rotary pumps.

Section 2
Applied Economics Valuation Principles and
Methods Other Views Valuation Principle
and Methods Compressor - Compressor
Problems - Simplified Approach Distillation, Plates, Tray
Stability Guidelines for Problems Solving
Temperature, Pressure, LevelMeasurements , Verification
Sample Exercise Kinetics, Flow,Mechanical, Design
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 1
Section 2
Process Operation Troubleshooting
&
Problem Solving
DAY 2
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 2
Course ProgramDay 2 : November 2007
08:00 – 08:30 Applied Economics08:30 – 09:00 Valuation Principles and Methods09:00 – 10:00 Other Views Valuation Principle and Methods10:00 – 10:15 Break
10:15 – 11:45 Compressor - Compressor Problems - Simplified ApproachPumps - Pumps Problems - Simplified Approach
11:45 -13:00 Lunch13:00 -14:30 Distillation, Plates, Tray Stability14:30-15:30 Guidelines for Problems Solving Temperature, Pressure,
Level Measurements , Verification15:30 – 15:45 Break15:45 – 16:30 Sample Exercise Kinetics, Flow, Mechanical, design

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 3
Applied Economics
In a free enterprise system, the primary motive forindividuals investing in a business is to make a profit.
Business decisions are also influenced by laws beingenforced by regulatory agencies and Govermentrulings depending on the Country.
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 4
In the area of energy conservation the followingactivities could reduce the amount of energyconsumed per unit of production:
• Changes in start-up, shutdown, and operatingprocedures.
• Changes in plant equipment could bring ways tocut energy usage.
Applied Economics

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 5
Applied Economics
Changes in start-up, shutdown, and operating procedures
These changes did not require any additionalinvestment of money in the form of equipment ormaterials.
The only costs incurred are the man-hours plantpeople expended in investigating, analyzing, andchanging the operating procedures.
If the people involved are the supervisors andsuperintendents the man-hour costs are minimized.These people should be continually upgrading theiroperations as one of their job duties.
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 6
Changes in plant equipment could bring ways to cutenergy usage:
When new equipment is required, some existingequipment may have to be scrapped.
All these decisions require additional investment in theplant.
Unless this investment can be justified from the profitviewpoint, it should not be done.
Applied Economics
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 7
Profit
Profit is the excess of revenues of products over theircost. It is also the compensation to investors for theassumption of the risk in the business enterprise.
Money returned to you comes from the profitsgenerated by the business.
Management should have economic guidelines toevaluate energy savings proposals.
Applied Economics- Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 8
Net Back
The definition of net back depends upon your company'saccounting procedures.
It may be defined as the total price of products sold toyour customers less all the transportation costs todeliver the product from the plant to the customers.
Another definition is: Instead of subtracting out all thetransportation costs, use the part of the transportationcosts that your company pays that exceeds the cost oftransportation from the nearest competitor to thecustomer.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 9
Net Back (Cont...)
Net back is also considered as the total price ofproducts sold to your customers less all selling andtransportation costs.
At the plant site, the operating people have nocontrol over transportation and selling costs, so foryour plant's economic decisions, the last definitionseems best.
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 10
Depreciation.
Depreciation is the reduction in value of physicalassets (i.e. plant equipment due to physicaldeterioration, technological advances, economicchanges, etc.) that leads to retirement of the physicalasset.
For tax purposes, depreciation is different from truephysical deterioration in determining if the additionalequipment can be purchased and installed for energysavings and be attractive to management.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 11
Let us assume you estimate the company must buy$100,000 in plant installed equipment for your energysaving idea. The company must use its money to makethe installation. It has converted capital as money tocapital as equipment.
When this equipment is operated, it deteriorates fromuse.
The money deposited in a savings bank stays thesame, but the money represented by investments inequipment (car) disappears as the equipment is usedand ages.
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 12
Depreciation
For tax purposes, the Internal Revenue Servicerecognizes depreciation as a cost. The IRS has setguidelines on the life of the capital equipment.Various accounting methods distribute cost over theofficial life. Note that under inflationary, economicconditions, the replacement cost of equipment ismuch higher than the depreciation recovered.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 13
If the Internal Revenue makes a company depreciate aspecific piece of equipment over a ten year period,after this time there is no penalty for keep using itbecause the accounting sheets will no longer show theequipment, but the company can continue to use it.
If your energy saving proposal requires the removal ofequipment from the plant that still has say five moreyears of depreciation on it, how does the accountanthandle this?
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 14
Depreciation (Cont..)
An example will illustrate the procedure:
Assume the equipment originally cost $10,000, $8,000 ofdepreciation had been taken, and this equipment was soldfor $1,500.
The book value was $10,000 - $8,000 = $2,000.
It was sold for $1,500 or a $500 loss on the books.
Thus, the Internal Revenue Service allows the company toconsider this a loss in sales revenue.
If the company sold the equipment for $2,500, the gain was$500 and the sales revenues would be increased by $500.
Applied Economics -Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 15
Investment Tax Credit
The federal government may attempt to stimulateeconomic activity by permitting tax deduction equalto some percentage of a plant's new investment inequipment.
In some cases a proposed processing unit is noteconomically attractive because it does not generatesufficient profits.
If the federal government allows less tax money to goto the government, more money is retained by thecompany. The proposed venture may now beattractive.
Presently, an investment tax of 10% is allowed.
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 16
Fixed Costs
Fixed costs are defined as those costs which do notdepend on the production rate of the processing unit.
For example, a fixed cost of $1,000,000 each yearmeans this cost has the same value whether theprocess produced 50% of its yearly operating capacity,or 100% of its yearly operating capacity.
Examples of fixed costs are rents, property taxes,insurance, maintenance labour, repair parts, andoperating labour.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 17
Variable Costs
Variable costs are manufacturing costs that varydirectly with volume of production. Examples arechemical materials used in the process and theutilities used. Utilities include fuels, electricity,steam, and cooling water.
Although costs are usually considered either fixed orvariable, sometimes a fixed cost could have someelements of a variable cost, and vice versa.
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 18
For example operating labour is generally considereda fixed cost. At 75%, 85% or 100% of operatingcapacity, the processing unit requires the samenumber of operators and supervisors. Maybe at 40% ofcapacity, the company can operate the unit ten daysand shut down for four days without affecting otheroperations. Operating labour costs have been reducedby an incremental drop of 4/14 x 100 or 29%.
In the above case the Operating costs take on avariable cost aspect.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 19
Cash Flow
Cash flow is the difference between actual cash thatcomes into the plant and the actual cash that leaves.
This cash is primarily in the form of checks.
Cash generated from selling product is returned to theplant.
Cash expended for paying wages, fringe benefits,utilities, taxes, raw materials, operating supplies,etc. leaves the plant.
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 20
Discounted Cash Flow (D.C.F.)
An investment is usually evaluated by the discountcash flow method when payments are made toconstruct the facility at the beginning of a periodfollowed by varying returns over the life of theproject.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 21
It takes into account the time value of money. Forexample, if a company had the following twoprocesses with a life of two years to consider:
Applied Economics - Definitions
Process 1 Process 2
Investment $1,000,000 $1,000,000
1st year 900,000 100,000
2nd year 200,000 1,000,000Cash Generated
TOTAL $1,100,000 $1,100,000
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 22
Return on Investment (R.O.I.)
This is the ratio of the yearly profits averaged overthe life of the investment to the original investment.
The original investment includes working capital. Inthe example under "Discounted Cash Flow" let usassume each process made $50,000/1,000,000 x 100 =5% each year.
Over the life of the processes, they generated$100,000 in profit and recovered the $1,000,000 inthe investment before the processes becametechnically obsolete and were torn down.
Applied Economics - Definitions

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 23
When we inspect the two methods of determiningwhether to invest in a process, we realize that theR.O.I. showed both processes equally attractive.
Since the D.C.F. method included the time value ofmoney, it proved Process 1 to be more attractive.
Although both methods are generally included formanagement to decide what to do, the D.C.F. methodis more significant.
Applied Economics - Definitions
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 24
The Concept of Investment Equivalence to Save Money
Plant people need an easy way to cut out energysaving ideas so that valuable manpower will only beexpended on economically reasonable ideas.
Management can give to plant people the dollarvalues that can be spent to buy and install equipmentthat will save a unit of each type of energy.
Applied Economics

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 25
For example, management says you can invest up to$800 to save a continuous kilowatt demand ofelectricity by removing a pump as a result of revisingthe piping system.
The cost of the change is estimated at $6,000.
You can invest up to (20 KWHr/hr)(800) or $16,000.
Thus, you readily conclude your idea is viable andshould be presented to management for action.
Applied Economics
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 26
The Concept of Investment Equivalence to Save Money(Cont..)
When management studies the idea, they will performmore precise calculations.
For example, the depreciated value of the equipmentbeing disposed of may be $5,000. This is a loss.
Thus the total cost is not $6,000, but $6,000 + $5,000 or$11,000.
There is also a loss in production during the period ofremoving old equipment and adding the new piping.
Applied Economics

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 27
The Concept of Investment Equivalence to Save Money(Cont..)
When the production unit is operating at the maximumeconomic rate, management may postpone any changesuntil demand drops off and any loss in production can berecovered.
Since these type of decisions are the responsibility ofmanagement, the concept of having guidelines for theoperating people to initiate ideas that have a goodchance to be accepted is very important.
Applied Economics
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 28
Valuation
Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 29
The value of any asset, tangible or intangible,commercial, industrial or financial, is the present valueof the expected stream of cash flows from this asset atthe cost of capital
CF = CF1 / ( 1+ k) + CF2 / ( 1+ k)2 + ………… + CFn / ( 1+ k)n
CF = cash flow available to the investors (shareholders andlenders) who financed the asset.
k = Is the opportunity cost of capital. This is the return thatinvestors can get from alternative investments in the samerisk class as the asset.
n = The expected economic life of the asset.
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 30
The basic discounted cash flow (DCF) approach:
Simple example :
An investor has decide to purchase a flat(apartment) withrenting purposes. A rent forecast has been prepared inEuros for the next three (3) years. The annual rent isexpected to be paid at the end of each year:
Year 1 Year 2 Year 3
Rent 10000 10500 11000
Resale Value 180000
Forecast in Euros
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 31
The investor is expecting a minimum return of 8%, reflectingthe rate that he could expect to earn from an alternativeinvestment .
How much is the investor should pay for this apartment today ?
In the same way, the 10,500 Euros that the tenant would payyou at the end of the second year is worth today :
10,000 Euros expected one year from now are worth for the investor:
10,000 / (1+0.08) = 9,259 Euros
10,500 / (1+0.08)2 =9,002 Euros
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 32
Financially a Euro in the bank is worth more than aEuro which you will receive in a year´s time .
If you have the Euro today you could use it to makemore money in a year´s time.
A bird in the hand is worth two in the bush.
Discounting is a method of translating future valuesinto present values in order to enable apples – to –apples comparisons.
Other Views – Valuation Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 33
Following previous simple example, the 11,000 Euros(third year) due from renting the flat is worth today :
11,000 / (1+0.02)3 = 8,732 Euros
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 34
The investor would like to sell the flat right after theend of the third year contract when the tenant isleaving the flat .
The resale value presented at the beginning of 180,000Euros is equal to :
180,000 / (1+0.08)3 = 142,890 Euros
Other Views – Valuation Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 35
The value of the flat in today´s money is 142,890Euros
The total resale value of the apartment today will bethen :
£ 9259 +£ 9002 +£ 8732 = Apartment rent today’s value£ 142, 8909 sales price today
£ 169,883 will be the total resale price today
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 36
If the investor pay £ 169,883 for the flat today andthe forecast is right on target that means that thisinvestment will provide a return of the 8% meetingthe initial requirements.
Now if the investor paid lower than £ 169,883, thenthe return obviously will be higher than 8%.
On the contrary, if the investor paid more than £169,883 the rate of return will be lower than 8%.
These above statements are the bases forunderstanding valuation of assets.
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 37
Studies done in England has proven that the high rate of failures
of mergers and aquisitions all over the world failed because:
The acquires pay too much
Acquirers are over optimistic in their assumptions and
estimations of the potential synergies.
If the investor was completely unrealistic about the
rent of the flat,it should be quite difficult to obtain
the expected return from your investment.
The acquirers are too optimistic in the return that it could
get from and alternative investment, which is the perfect
recipe for over value any asset.
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 38
Investment Decision Techniques
Using the flat example presented before :
• If the flat acquirer found that the flat could be saleat £150,000 today.
• The acquirer knows that the flat is worth £169,883taking into account the same assumptions for rentand terminal value over the next three years.
• Paying £150,000 today for the flat today it willgenerate a surplus of £19,883 in todays´money.
• This surplus of £19,883 is called the Net PresentValue (NPV) of the investment project.
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 39
Investment Decision Techniques
Using the flat example presented before (Cont..):
NPV is the difference between the present value ofexpected cash flows and present value of initialinvestment.
NPV = CF1 / ( 1 + k) + CF2 / ( 1 + k)2 + ……..+ CFn / ( 1 + k)n - Io
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 40
Following this above correlation, some simple rules can
be established:
• If a project has a positive NPV, it creates valueand should be accepted.
• If a project has a negative NPV, it destroys valueand should be rejected.
NPV incorporates the magnitude, the timing and the risk
of expected future cash flow.
Other Views – Valuation Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 41
Investment Decision Techniques
The most accurate investment decision criterion isthe NPV.
In some cases it is preferred to use IRR (internalrate of return) which seems more appealing.
IRR is the rate which makes the present value ofexpected cash flows equal to the present value ofinitial investment.
I0 = CF1 / (1+ IRR) + CF2 / (1+IRR)2 +…….+ CFn / (1+IRR)n
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 42
IRR is the rate at which NPV is equal to zero (0) ; NPV = 0
Using this formula it is found that the IRR of the real stateinvestment is 12.85% which is significantly higher thanyour minimum required rate of 8%. This investment underthe assumptions made is attractive.
CF1 / (1+IRR) + CF2 / (1+IRR)2 +…….+CFn / (1+IRR)n –I0 = 0
Other Views – Valuation Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 43
Investment Decision Techniques
The IRR gives the correct accept-reject decision ifused carefully but it gives incorrect rankings for:
• Mutually exclusive projects, specially if theydiffer in scale (amount of initial investment) oreconomic life.
• When cash flows change signs, reinvestmentassumptions for cash flow that is toounrealistic.
The conclusion is do not use IRR use NPV instead.
The investors are in the business of maximizing valuecreation not in the business of maximizing rate ofreturn.
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 44
Value Creation
The economic value of a business depends on itsability to generate future cash flows.
A good measure of a business value is the presentvalue of the expected stream of cash flows.
The main tasks of management is to increase theseexpected cash flows to create value. The main tasksare:
• Acting on sales (growth of sales and its duration)
• Maximizing the operating margin
• Managing taxes
• Minimizing the investment in net working capital
• Rationalizing the investment in fixed capital
Other Views – Valuation Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 45
Value Drivers
Promote growth
• Increase business with current customers
• Pursue high growth segments within broadermarkets
• Expand global presence
• Pursue complementary alliances and acquisitions
Improve margins
• Focus on restructuring, efficiency, productivityand cost control
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 46
Lower working capital
• Increase inventory turns
• Focus on collection processes
• Get best conditions from suppliers
Optimize asset utilization
• Lower capital expenditures
• Improve turnover ratios
Other Views – Valuation Principles and Methods

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 47
Reduce effective taxes
• Lower tax rates, by using all tax benefits providedby law
• Use international status to benefits from best taxprovisions
Optimize cost of capital
• Reduce cost of various financing means
• Do not deviate from optimal capital structure
Other Views – Valuation Principles and Methods
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 48
Other Views–ValuationPrinciples and Methods
SampleSample ofof ProjectProject ValuationValuation

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 49
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 50

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 51
Sample of Project Valuation
Simplified Model
Exercise
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 52
COMPRESSORS
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 53
For critical compressors, use suction and dischargetemperatures to monitor compressor performance.Equation (4-8) can be used on a daily basis to confirmthe performance of a critical centrifugal or positivedisplacement compressor. If the compressionexponent () begins to increase, it is an indicationthat the compressor is becoming less efficient.
Compressor Problem Solving Approaches
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 54
A similar approach can be utilized for monitoringsteam turbines that are often used as drivers on largepumps and compressors. The efficiency of a steamturbine can be determined by comparing the actualchange in enthalpy with that predicted assuming anisentropic (constant entropy) expansion. For criticalturbines, the efficiency can be calculated andmonitored on a daily basis. This will allow spottingmechanical problems before they become so severethat an immediate repair is required.
Compressor Problem Solving Approaches

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 55
For centrifugal compressors, use the compressorperformance curve to analyze problems. To do thisaccurately will require the following:
• Make sure that all field instruments have beencalibrated before taking any data.
• Develop the kinetic head as described in equation(4-6).
• Calculate the ACFM as accurately as possible. Ifnecessary, adjust the metered flow rate fordifferences in pressure, temperature and molecularweight between the meter calibration and actualconditions.
Compressor Problem Solving Approaches
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 56
Make sure that you know the gas composition since itcan effect:
• Molecular weight and flow rate in lbs/hr. ,• Calculated head,• Temperature difference between the suction and
discharge.
If problem solving involves a plant test on acentrifugal compressor, beware of increasing thespeed at constant volumetric flow. Since the surgepoint normally increases with speed, the compressorcould go into surge if the volumetric flow rate ismaintained constant.
Compressor Problem Solving Approaches

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 57
Remember that internal restrictions in a compressorcan cause the actual pressures to be different fromthe measured pressures. This could cause thecompression exponent calculated from inlet andoutlet temperatures to be higher than anticipated.
The most likely cause for loss of capacity for areciprocating compressor is leaking valves. Thisproblem can be detected by using equation (4-8).Chronic valve malfunction is often due to liquid orsolids entrainment.
Compressor Problem Solving Approaches
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 58
Compressor ProblemsSimplified Approach
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 59
Compressors
Factors to consider:
• Flow rate
• Head or pressure
• Temperature limitations
• Method of sealing
• Method of lubrication
• Power consumption
• Serviceability
• Cost
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 60
The combination of the most adverse conditions occurringsimultaneously during the process must be determinedwhen selecting a compressor:
Lowest barometric pressure
Lowest intake pressure
Maximum intake temperature
Highest ratio or specific heat (k values)
Lowest specific gravity
Maximum intake volume
Maximum discharge pressure
Compressors

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 61
Choice is made on economics and mechanical factors
Centrifugal compressors is the most common choice.
It produces the most power per unit weight and volume.
Less expensive per unit of power output
Ideal for high flow rate, medium head situations
But
Overall efficiency is lower than a reciprocal and fuelconsumption is higher than a reciprocal compressor
More complex in terms of specifications and changes inoperating specifications
General Range of Application of Compressors
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 62
The theoretical amount of energy needed to compress agiven amount of a gas between specified suction anddischarge conditions is independent of the compressorunit.
The basic thermodynamic equation is written:
∆H = ∫ Vdp = - Wtheor
based on the assumptions: process is reversible (S1 = S2)and adiabatic (Q= 0)
Wact = (Wtheor) / E ; E= overall efficiency (isentropic andmechanical efficiency)
Compressors
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 63
The performance of the centrifugal compressor, at
speeds other than design, is such that
The capacity will vary directly as the speed, Qproportional to N
The head developed as the square of the speed, Hproportional N2
And the power as the cube of the speed, Powerproportional N3
As the speed deviates from design values, the error of
these rules increases
Performance Laws
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 64
Estimating Performance
Using charts from GPSA handbook it is possible to makean estimate of compressor performance.
Head Volume flow Discharge temperature Number of compressor wheels Horsepower Efficiency

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 65
Centrifugal compressors handleInlet flow ranges going from 800m3 / hour up to 340,000 m3 / hour.
Single stage (single wheel)800 – 250,000 m3 / hour
Multi stage (multi- wheel)800 – 340,000 m3 / hour
In the higher values of flow inletsIs a overlap between theCentrifugal compressor andAxial CompressorIn this case for a technicaldecision other factors needto be taken into account :economics, service,Operational requirements, etc.
Estimating Performance
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 66
Estimating Performance

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 67
Estimating Performance
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 68
Estimating Performance
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 69
Estimating Performance
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 70
Estimating Performance

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 71
Estimating Performance
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 72
Estimating Performance

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 73
Estimating Performance
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 74
Estimating Performance

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 75
1) For adiabatic Calculation:
a) Headadiab = [ T1ZaR / (k-1/k)(MW)] [(P2/P1)(k-1/k) -1 ]
(P2/P1) compression ratio
lb/lbmolKg/kmolMW Molecular Weight
K ratio of heat capacities Cp/Cv
1545 ft.lbf/lbmol.R1.99 Btu / lbmol.R
8.314 KJ/kmol K;
848 kg.m / kmol.K
R gas law constant
Za average compressibilityfactor (Z1+Z2)/2
RKT1 suction temperature
ft – lbf /lbm ; Btu/lbmkJ/ kg ; mHead adiabatic
EnglishMetric
Calculation Procedures,(Mollier chart is not available)
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 76
b) Compression Power:
kW = (Mass of gas per time) (Head per unit of mass)/ (E)(Energy Conversion Factor)
Compression Power kW = w1 (kg/hr) X Hadiab
ηad X 3 600 000 [J / (kW.h)]c) Brake Power, includes bearing and seal losses
Brake Power = Compression Power + Losses• Losses = 40 kW for 40 small machines
= 80 kW for large machines (8000 kW)• Losses = (Compression Power)0.9• Losses (UOP criteria) = 0.1 * Compression Power
Calculation Procedures(Adiabatic Calculation, Cont.)

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 77
d) Brake Power, includes
bearing and seal losses
Mechanical Losses WL
WL = FL (N/1000)2
WL = Mechanical Losses kW
FL = loss factor
N = Compressor speed, rpm15.417
8.312.5
4.458.7
2.386
1.284.25
0.693.1
0.372.1
0.201.5
FLQ, m3/s
Calculation Procedures(Adiabatic Calculation, Cont.)
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 78
e) Theoretical discharge Temperature:
∆Tideal = T1 [(P2/P1)(k-1)/k - 1]
T2 =T1 + ∆Tideal (theoretical discharge temperature)
Actual Theoretical discharge Temperature:
∆Tactual = T1 [(P2/P1)(k-1)/k - 1] / ηad
T2 =T1 + ∆Tactual (actual discharge temperature)
Note: For centrifugal compressors ηad could be estimated as0.7 to 0.75
For reciprocating 0.7 to 0.75 for high speed units and0.8 to 0.85 for low speed
Calculation Procedures(Adiabatic Calculation, Cont.)

Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 79
Polytropic efficiency, ηp, is independent of gas properties orwheel performance with respect to pressure ratio
Polytropic efficiency : n/(n-1) = [k/(k-1)] ηp
Calculations: Headp = [ T1ZaR / (k-1/k)(MW)] [(P2/P1)
(n-1/n) -1 ] Compression Power kW = w1 (kg/hr) X Headp
ηp X 3 600 000 [J / (kW.h)] Brake Power = Compression Power + Losses Polytropic and adiabatic head are related by Headp = Headadiab * ηad / ηp
Calculation Procedures(Polytropic Calculation)
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 80
Number of Impellers and Speed
Using a fairly conservative tip speed of 250 m/s (820 ft/s) themaximum head which can be imparted to the gas across oneimpeller is approximately 3200 m.
• Number of impellers = Head m / 3200 m per impeller
Impeller Diameter
• d = (q/0.050 u)0.5
q inlet flow rate ( m3/s - ft3 /s)
u impeller tip speed
Compressor Speed
• N = 60 u /d`π
u impeller tip speed
d impeller diameter
Calculation Procedures
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 81
With the given inlet conditions the enthalpy can beobtained from the Mollier chart, Point 1
From Point 1 follow the line of constant entropy tothe required discharge pressure P2, locating theadiabatic discharge state point.
With these two point, calculate the differentialadiabatic enthalpy
∆Had = H2ad – H1,
To find the discharge enthalpy:
H2 = ∆Had / ηad + H1
Calculation Procedures Mollier Chart Method
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 82
∆Had
∆H
1
2
2ad
2
Calculation ProceduresMollier Chart Method
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 83
The actual discharge temperature can now beobtained from the Mollier chart
Compression Power kW = w1 (kg/hr) X Head pηp X 3 600 000 [J / (kW.h)]
Brake Power = Compression Power + Losses
Polytropic and adiabatic head are related byHeadp = Head adiab * ηad / ηp
Calculation ProceduresMollier Chart Method
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 84
Centrifugal Compressor Characteristics:
A motor-driven centrifugal compressor will operate at aconstant speed. The constant-speed feature, along withseveral other intrinsic characteristics, result in a lack offlexibility in the centrifugal machine.
The most infamous restrictive characteristic is surge.
Below a certain capacity or suction volume, a centrifugalcompressor will enter an operating range where itsperformance becomes unstable.
The minimum suction volume required to prevent acompressor from surging is different for each machine.
Compressor vendors supply a performance curve with eachmachine.
Understanding Compressor Surge
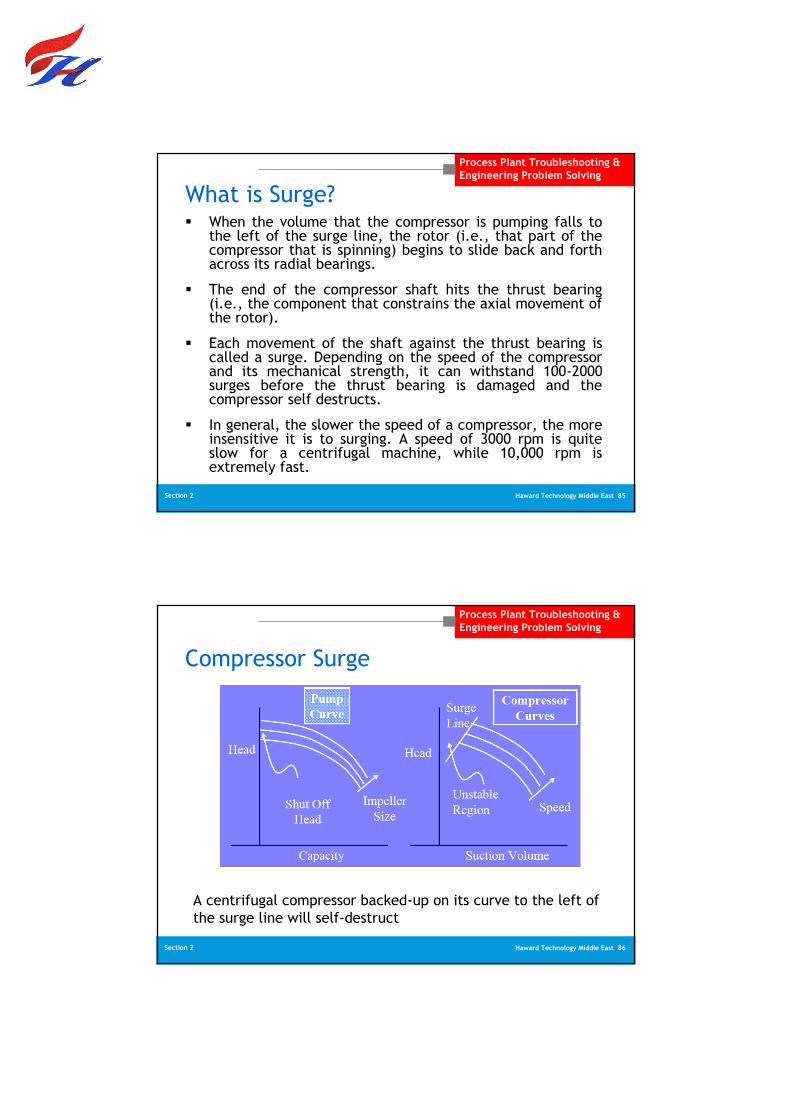
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 85
When the volume that the compressor is pumping falls tothe left of the surge line, the rotor (i.e., that part of thecompressor that is spinning) begins to slide back and forthacross its radial bearings.
The end of the compressor shaft hits the thrust bearing(i.e., the component that constrains the axial movement ofthe rotor).
Each movement of the shaft against the thrust bearing iscalled a surge. Depending on the speed of the compressorand its mechanical strength, it can withstand 100-2000surges before the thrust bearing is damaged and thecompressor self destructs.
In general, the slower the speed of a compressor, the moreinsensitive it is to surging. A speed of 3000 rpm is quiteslow for a centrifugal machine, while 10,000 rpm isextremely fast.
What is Surge?
Process Plant Troubleshooting &Engineering Problem Solving
Section 2 Haward Technology Middle East 86
A centrifugal compressor backed-up on its curve to the left ofthe surge line will self-destruct
Compressor Surge
Related Documents











