FROID INDUSTRIEL 2 e édition Francis Meunier Paul Rivet Marie-France Terrier

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
FROID INDUSTRIEL
2e édition
Francis MeunierPaul Rivet
Marie-France Terrier
9782100540174-Meunier-lims.qxd 5/05/10 10:27 Page 3

4.1 Description du cycle de rŽfŽrence :machine mono-etagŽe parfaite
4 ¥ Machine frigorifique mono-ŽtagŽe, ˆ compression É
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 118
4.1 Description du cycle de rŽfŽrence :machine mono-etagŽe parfaite
4 ¥ Machine frigorifique mono-ŽtagŽe, ˆ compression É
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 119
4.1 Description du cycle de rŽfŽrence :machine mono-etagŽe parfaite
4 ¥ Machine frigorifique mono-ŽtagŽe, ˆ compression É
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 120
© D
unod
. La
pho
toco
pie
non
auto
risŽ
e es
t un
dŽ
lit.
respectivement aux tempŽratures Ts f et Tsc ;de plus, les transferts thermiques nÕont lieuque dans les Žchangeurs.
2. Absence de phŽnom•nes dissipatifs durantlÕŽcoulement du fluide frigorig•ne (pas depertes de charges).
3. RŽversibilitŽ des Žchanges thermiques.4. Compresseur parfait : fonctionnement isen-
tropique ; pas dÕespace mort.5. Le fluide frigorig•ne est un corps pur ou un
mŽlange azŽotrope.
Dans la suite, on notera systŽmatiquement � lestempŽratures exprimŽes en ¡C (on rŽserve lanotation T pour les tempŽratures exprimŽes enK) et on note � 0 et � c les tempŽratures dÕŽvapo-ration et de condensation.Le cycle de rŽfŽrence est rŽalisŽ dans unemachine ˆ compression de vapeur idŽale, quipeut •tre reprŽsentŽe par la figure 4.1, sans prŽ-juger des technologies mises en Ïuvre.
mique soit rŽversible, il faut que les tempŽra-tures des deux milieux soient Žgales. La sourcefroide est donc une source de chaleur au sensthermodynamique, sa tempŽrature est Žgale ˆla tempŽrature dÕŽvaporation du fluide frigori-g•ne : � 0 � � s f.Dans le cycle de rŽfŽrence, les vapeurs ne peu-vent donc pas •tre surchauffŽes en sortie dÕŽva-porateur. On suppose quÕelles sont ˆ saturation,ˆ la tempŽrature � 0 : le point 8 est donc connu.
2. Une canalisation dÕaspiration(8-1) permettantle transfert des vapeurs formŽes dans lÕŽvapora-teur vers lÕaspiration du compresseur. DÕapr•s(1) et (2), la pression et la tempŽrature desvapeurs de frigorig•ne y sont constantes : sur lediagramme enthalpique, le point 8 et le point 1sont confondus.
3. Un compresseurqui aspire les vapeurs gŽnŽrŽesdans lÕŽvaporateur sous la pression P1, et lescomprime jusquÕˆ la haute pression du circuitfrigorifique. Le compresseur de rŽfŽrence est ˆla fois :
Ð rŽversible: pas de production interne dÕentro-pie, donc pas de dŽgradation dÕŽnergie mŽca-nique en chaleur ;
Ð adiabatique: pas dÕŽchange de chaleur, ni aveclÕambiance, ni avec le fluide frigorig•ne.
Il sÕagit donc dÕune compression isentropique.Si les vapeurs de fluide frigorig•ne Žtaient assi-milables ˆ un gaz parfait, leur tempŽrature enfin de compression (2) serait dŽduite de celle ˆlÕaspiration (1) en utilisant lÕŽquation dÕunetransformation isentropique (coordonnŽesP�T) :
T2is � T1
�P2
P1
� � � 1�
� � cP� c� est le rapport des capacitŽs calori-fiques ˆ pression et ˆ volume constant.Dans le cas dÕun gaz rŽel, la tempŽrature T2is estdŽduite de lÕŽquation dÕŽtat ; elle sÕŽl•ve tou-jours au cours dÕune compression isentropique.Connaissant le point 1, les tables ou les dia-grammes permettent de dŽterminer cette tem-pŽrature si la pression est connue.
118
DŽtendeur
ƒvaporateur
Condenseur
Compresseur
1
34
5
6
7 8
2
Figure 4.1 Ð Machine ˆ compression de vapeurformŽe des quatre ŽlŽments de base.
On trouve successivement :
1. Un Žvaporateur, dans lequel le fluide frigori-g•ne se vaporise gr‰ce ˆ la chaleur quÕil prŽ-l•ve ˆ la source froide. La vaporisation peut•tre totale (vapeurs saturŽes) ou partielle : ontrouve alors un mŽlange liquide/vapeur en sor-tie dÕŽvaporateur (8).Selon lÕhypoth•se (2), la pression du frigorig•nedans lÕŽvaporateur est constante. Donc, dÕapr•s(5), la tempŽrature dÕŽvaporation, notŽe� 0, est nŽces-sairement constante. Pour que lÕŽchange ther-
4. Une canalisation de refoulement (2-3) qui ache-mine les vapeurs comprimŽes vers le conden-seur. DÕapr•s (1) et (2), la pression et la tempŽ-rature des vapeurs de frigorig•ne Žtantconstantes, le point 2 et le point 3 sont confon-dus sur le diagramme enthalpique.
5. Un condenseurdans lequel le frigorig•nerejette de la chaleur vers le milieu environnanten se condensant. Selon (2), la pression du frigo-rig•ne dans le condenseur est constante. Donc,dÕapr•s (5), la tempŽrature de condensation, notŽe � c,est nŽcessairement constante. Pour que lÕŽchangethermique soit rŽversible, il faut que les tempŽ-ratures des deux milieux soient Žgales. La tem-pŽrature de la source chaude doit donc •treŽgale ˆ la tempŽrature de condensation dufluide frigorig•ne : Tc � Tsc. Dans ce cycle, lerefroidissement de la vapeur surchauffŽe entreT2 et Tsc est irrŽversible.Le liquide formŽ ne peut •tre refroidi en des-sous de Tsc. Par contre, la condensation pour-rait ne pas •tre totale. Dans le cycle de rŽfŽren-ce, le liquide quittant le condenseur est saturŽ.Le point 4 est donc connu.
6. Une canalisation de liquide(4-5) permettantdÕamener le liquide du condenseur vers ledŽtendeur. DÕapr•s (1) et (2), la pression et latempŽrature des vapeurs de frigorig•ne nevarient pas : sur le diagramme enthalpique, lepoint 4 et le point 5 sont confondus.
7. Un dŽtendeurpermettant de ramener le fluidefrigorig•ne ˆ la tempŽrature � 0, et de fermer lecycle de production de froid. Pour des raisonsde facilitŽ technologique, et parce que le travailde dŽtente est assez faible par rapport aux Žner-gies mises en jeu, dans la majoritŽ des cas, on nerŽcup•re pas ce travail. Pour tenir compte decette rŽalitŽ, dans le cycle de rŽfŽrence, ladŽtente se fait aussi sans rŽcupŽration du tra-vail : elle est donc irrŽversible. Puisque par lÕhy-poth•se (1), la transformation est aussi adiaba-tique, la dŽtente est isenthalpique.
8. Une tuyauteriereliant le dŽtendeur et lÕŽvapo-rateur : dans la pratique, cette tuyauterie est laplus courte possible, et elle est donc nŽgligŽe.Dans le cycle de rŽfŽrence, de toute fa•on,dÕapr•s les hypoth•ses retenues, le point 6 et lepoint 7 sont confondus.
4.1.2 TracŽ du cycle de rŽfŽrence
Le cycle de rŽfŽrence sÕeffectue entre les tem-pŽratures des deux sources de chaleur : � 0 � � s f
et � c � � sc. PuisquÕil nÕy a pas de chute de pres-sion, il se dŽroule nŽcessairement entre deuxvaleurs de pression seulement : la pression decondensation pc � psat� � c� et la pression dÕŽva-poration p0 � psat� � 0� . On parle aussi respecti-vement de haute pression (HP) ou basse pres-sion (BP).La figure 4.2 prŽsente dans le diagrammeenthalpique le tracŽ du cycle de rŽfŽrence entreune source chaude ˆ 25 ¡C et une source froideˆ Ð 20 ¡C ; les points caractŽristiques sontdŽduits facilement de la description de lamachine idŽale.
119
© D
unod
. La
pho
toco
pie
non
auto
risŽ
e es
t un
dŽ
lit.
A
PR
OD
UC
TIO
N D
U F
RO
ID
h
P
8,1
2,34,5
6,7
+25 � C
Ð20 � C
Figure 4.2 Ð TracŽ du cycle de rŽfŽrencedans un diagramme enthalpique.
Points 8 et 1 : les vapeurs quittant lÕŽvaporateursont saturŽes, et leur tempŽrature dÕŽvaporationest � 0. Le point 8 est sur lÕintersection de lÕiso-therme � 0 et de la courbe de vapeur saturante.Le point 1 reprŽsentatif de lÕŽtat des vapeurs ˆlÕaspiration du compresseur est confondu avecle point 8.Points 2 et 3 : dans le compresseur, les vapeurssubissent une compression isentropique de p0 ˆpc. Le point 2 (refoulement du compresseur) ©
Dun
od.
La p
hoto
copi
e no
n au
toris
Že
est
un d
Žlit
.
est donc ˆ lÕintersection de lÕisobare pc et delÕisentrope passant par le point 1. Le point 3(entrŽe des vapeurs dans le condenseur) estconfondu avec le point 2. Les vapeurs en 2 ouen 3 sont ˆ une tempŽrature supŽrieure ˆ latempŽrature de saturation � c. Leur surchauffeest Žgale ˆ (� 2 � � c).Points 4 et 5 : dans le condenseur, les vapeursrejettent de la chaleur dans la source chaude ˆ� c. Elles subissent dÕabord une dŽsurchauffependant laquelle leur tempŽrature diminue de� 2 ˆ � c, puis elles sont condensŽes totalement.La dŽsurchauffe est nŽcessairement irrŽver-sible. En 4, le fluide frigorig•ne est ˆ lÕŽtat deliquide saturŽ : le point reprŽsentatif est ˆ lÕin-tersection de lÕisotherme � c et de la courbe deliquide saturŽ. Le point 5 (entrŽe du dŽten-deur) est confondu avec le point 4.Points 5 et 6 : le liquide subit une dŽtente isen-thalpique de pc ˆ p0. Le point 6 est ˆ lÕintersec-tion de lÕisenthalpe passant par le point 4 et delÕisobare p0. Le point 7 (entrŽe Žvaporateur) estconfondu avec le point 6.La figure 4.3 reprŽsente le cycle de rŽfŽrence,tracŽ dans un diagramme (T�s).
Ð la dŽtente 5-6 est irrŽversible par choix de la trans-formation;
Ð la dŽsurchauffe des vapeurs entre le refoulementdu compresseur et le condenseur est rŽalisŽe lorsdÕun Žchange thermique entre le frigorig•ne et lasource de chaleur ˆ � c, cÕest-ˆ-dire entre deuxmilieux ˆ des tempŽratures diffŽrentes : elle nÕestdonc pas rŽversible. Pour quÕelle le soit, il faudraitmettre en jeu une infinitŽ de sources de chaleur ˆdes tempŽratures infiniment voisines, et Žchelon-nŽes entre � 2 et � c : le cycle ne serait donc plusditherme.
Le COP du cycle de rŽfŽrence est donc infŽrieur ˆcelui du cycle de Carnot fonctionnant entre les deuxm•mes tempŽratures de sources ; nŽanmoins, ilreprŽsente la valeur maximale que lÕon pourrait espŽ-rer atteindre lors dÕune mise en Ïuvre pratique.
2. DÕapr•s les hypoth•ses posŽes, le frigorig•ne doitpouvoir changer de phase ˆ tempŽrature et pressionconstantes : les mŽlanges non azŽotropiques sontdonc exclus.
4.1.3 Calcul des Žchanges dÕŽnergie
� ƒchanges dÕŽnergie de chaque composant
� Rappel : premier principe appliquŽˆ un syst•me ouvert
On sÕintŽresse ˆ une partie de la machine frigo-rifique traversŽe par un dŽbit massique �m defluide frigorig•ne, et dŽlimitŽe par les parois,une section dÕentrŽe notŽe E et une section desortie, notŽe S (figure 4.4).
120
8,1
2,3
4,5
6,7
0 1 2 3 4 5 6 7 8
T(� C)150
125
100
75
50
25
0
Ð 25
Ð 50
Ð 75
s (kJ/kg.K)
Figure 4.3 Ð TracŽ du cycle de rŽfŽrencedans un diagramme entropique.
Remarques
1. Le cycle de rŽfŽrence dŽcrit ici nÕest pas rŽversible,
pour les deux raisons suivantes :
E
S
Q
W
.
..m
.m
Figure 4.4 Ð ReprŽsentation schŽmatiquedÕun syst•me thermodynamique ouvert.


©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
32
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
Figure 1.10 – Documentation Friga-Bohn : abaque de sélection des évaporateurs de la série LUC...C.
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 32

PRO
DU
CTIO
N D
U F
ROID
A
33
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Figure 1.11 – Documentation Friga-Bohn : coefficients de correction pour les évaporateurs de la série LUC...C.
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 33

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
34
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
au travers de la batterie. Dans sa documentation, leconstructeur précise que la puissance frigorifiqueréelle de cet évaporateur sur batterie sèche est plusfaible de 10 %. Nous estimons la valeur du δTentrée/sortie sur l’air avec ce ratio :
δT = 4 273
1 200 × 293
253× 0,9 × 1,1
= 3,1 K où nous
avons pris ρcp = 1,2 × 293
253kJ/m3K pour l’air à
– 20 °C. La température d’évaporation est donc de– 28,5 °C alors que l’air entre à – 20 °C et sort à– 23,1 °C de la batterie, ce qui donne pour le DTLM,
DT L M = 3,1
Ln8,5
5,4
= 6,83 K . On obtient ainsi pour
la surface sèche : H S = 4 273
1,1 × 6,83= 568 W/K et,
compte tenu de S = 18,64 m2 , on obtient :
H = 568
18,64= 30,5 W/m2K . Pour la batterie fonc-
tionnant dans des conditions réelles d’air humide, lecoefficient d’échange serait plus élevé et dépendraitdes conditions d’humidité de l’air.On note que le coefficient global d’échange est élevéce qui conduit à une surface d’échange inférieure àcelle envisagée dans le pré-dimensionnement etconduit donc à un échangeur plus compact.
Les puissances fournies par les constructeurssont déterminées par des mesures effectuéessuivant des normes. Il faut être vigilant, la puis-sance de froid produite tient compte de la puis-sance de déshumidification partielle de l’air.
� Sélection du condenseur
Une démarche similaire est à effectuer pour lecondenseur mais d’abord, il faut évaluer lapuissance à évacuer, cette valeur est obtenuepar le calcul du cycle.
1.3.6 Charge en fluide frigorigène
Pour des raisons d’environnement, la minimisa-tion de la charge en fluide devient une préoccu-pation essentielle dans la conception d’une instal-lation frigorifique. En effet, si les installations uti-lisent des HFC, l’objectif de minimisation de lacharge est de réduire les émissions directes degaz à effet de serre. Si, par ailleurs, c’est l’ammo-niac qui est utilisé comme fluide frigorigène, l’ob-jectif de la minimisation est lié aux démarches de
déclaration et demande d’autorisation quidépendent de la masse de fluide contenue dansl’installation. Enfin pour des fluides comme le R-410A, fonctionnant à pression élevée, la régle-mentation des équipements sous pression inciteégalement à réduire la charge.Évaluer et minimiser la charge de fluide frigo-rigène (c’est-à-dire la masse de fluide frigori-gène) à introduire dans une machine frigori-fique pour un fonctionnement correct de celle-ci est une démarche classique de tout concep-teur d’équipements frigorifiques et clima-tiques. Cette démarche est d’autant plus impor-tante que la recherche de confinement incite àréduire cette charge autant que faire se peut.Jusqu’à maintenant la démarche est restéebasée sur des règles de nature empirique :– pour une évaluation grossière de cette
charge, des ratios (masse fluide/volume ins-tallation) étaient appliqués ;
– pour une évaluation fine de cette charge, leprofessionnel effectuait, au moment de lacharge, des essais de performance de lamachine qui lui permettaient d’ajuster savaleur « optimale ».
Cette pratique professionnelle traduit à l’évi-dence la difficulté majeure que constitue uneévaluation – a priori – fiable et précise de lacharge optimale nécessaire au bon fonctionne-ment de la machine frigorifique. Cette diffi-culté provient de nombreux facteurs :
– la diversité des architectures ainsi que descomposants des machines ;
– la méconnaissance des lois gouvernant le tauxde remplissage (rapport du volume occupépar la phase liquide sur le volume total d’uncomposant) dans les composants contenantun fluide frigorigène à l’état diphasique :c’est tout particulièrement le cas des évapora-teurs et condenseurs. Hormis les échangeursà plaques, ces échangeurs constituent, deplus, une part importante du volume totaldes installations : cette méconnaissance deleur taux de remplissage se traduit doncnécessairement par celle de la charge de lamachine complète ;
– la méconnaissance de la masse de fluide fri-gorigène dissoute dans l’huile frigorifique.
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 34

Nous devons ajouter à ces facteurs majeurs, unélément complémentaire qui est la récente évo-lution technologique des composants (échan-geurs, compresseurs). Depuis quelques années,cette évolution se traduit par la nécessité d’uneremise à jour de ces règles empiriques et,d’une façon plus ambitieuse, l’élaboration deméthodes plus systématiques d’évaluation.
� Paramètres déterminant la charge enfluide frigorigène et principe d’évaluationde la charge
La charge en fluide frigorigène d’une machinefrigorifique dépend, en premier lieu, duvolume des divers équipements qui la consti-tuent :
– tuyauteries,– échangeurs,– compresseur,– bouteilles et réservoir de liquide,– séparateurs d’huile et séparateurs de liquide,– organes divers (filtres et déshydrateurs,
détendeurs, voyants, bouteille anti-coup deliquide, pompe…).
Ce volume – somme des différents volumes descomposants de la machine – est généralementaisé à évaluer.La charge dépend également de la masse volu-mique du fluide frigorigène contenu dans ces dif-férents composants et de l’état mono ou dipha-sique du fluide dans le composant considéré.
La répartition de la charge de fluide frigori-gène dans une installation dépend d’une partdes conditions opératoires et d’autre part de latechnologie des échangeurs. Citons quelquescas types :
– dans une petite unité de climatisation(air/air), 60 à 70 % de la charge totale estcontenue dans le condenseur et 80 % de lacharge totale, dans la partie haute pressionde la machine ; l’évaporateur contient envi-ron 20 % de la charge totale ;
– dans une unité de réfrigération (caractériséepar une température basse et une faible pres-sion à l’évaporateur), la charge contenuedans l’évaporateur peut être supérieure àcelle du condenseur compte tenu du fait que
les diamètres des tubes de l’évaporateur sontgénéralement supérieurs pour limiter lespertes de pression ;
– dans le cas d’unités équipées de bouteilles oude conduites liquide de grandes longueurs, lacharge contenue dans ces deux composantspeut représenter une fraction très importantede la charge totale.
� Évaluation de la charge de fluide frigori-gène dans les évaporateurs et condenseursintratubulaires ou à plaques
� Généralités
Estimer correctement la masse de fluide frigo-rigène dans un échangeur nécessite :
– une évaluation des longueurs respectives (oudes volumes respectifs) des trois zones ducondenseur (désurchauffe, condensation,sous-refroidissement) qui permet l’évaluationdes trois fractions du volume total de conden-seur contenant respectivement une vapeursurchauffée, un mélange diphasique liquide-vapeur, un liquide sous-refroidi ;
– une évaluation des longueurs respectives (oudes volumes respectifs) des deux zones del’évaporateur (évaporation, surchauffe si éva-porateur à détente directe) qui permet l’éva-luation des deux fractions du volume total del’évaporateur contenant respectivement unmélange diphasique liquide-vapeur et unevapeur surchauffée ;
– une évaluation du profil de titre massique lelong de la zone caractérisée par un mélangediphasique. À défaut d’un calcul par élé-ments finis qui peut permettre l’évaluationde ce profil, on retient une évolution linéairedu titre de vapeur le long de la zone de chan-gement de phase (hypothèse de densité deflux constante).
Toutes ces grandeurs ne seront correctementcalculées qu’à la condition que les coefficientsde transfert de chaleur et les pertes de pressionde l’écoulement soient bien connus.Les volumes des différentes zones de l’évapora-teur et du condenseur étant évalués, il reste àcalculer la masse volumique du fluide frigori-
35
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 35

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
gène dans chacune de ces trois zones pour lecondenseur (et deux zones pour l’évapora-teur) :
– dans les zones contenant un fluide monopha-sique, la masse volumique est une donnéethermodynamique parfaitement connue etson évaluation est faite à partir des tablesthermodynamiques ou des calculs issus d’unlogiciel de type REFPROP ;
– dans la zone diphasique, généralement laplus importante en longueur et en volume, lamasse volumique du mélange diphasique(ρm) se déduit des masses volumiques de cha-cune des phases liquide (ρl) et vapeur (ρv) etdu taux de vide (α). Le taux de vide estdéfini par le rapport du volume occupé par laphase vapeur sur le volume total. La relationqui relie ces différentes grandeurs s’exprimede la façon suivante :
ρm = αρv + (1 − α)ρl
Compte tenu du phénomène de glissemententre les phases liquide et vapeur (les vitessesd’écoulement de chacune des phases sont dif-férentes) le taux de vide est non seulementdépendant de propriétés thermodynamiquesdes phases mais également des paramètresinfluant sur les mécanismes d’écoulement etde frottement entre phases.
� Évaluation du taux de vide et de la massevolumique du fluide frigorigènedans les évaporateurs et condenseurs
De nombreuses corrélations pour estimer letaux de vide ont été proposées. Pour les écoule-ments à l’intérieur des tubes lisses, la méthoded’évaluation du taux de vide généralementretenue est celle de Hughmark pour l’évapora-teur et celle Premoli pour le condenseur : ellespermettent toutes deux des précisions d’éva-luation proches de 20 %.Pour les écoulements dans les canaux deplaques corruguées, les lois de taux de vide dePremoli peuvent s’appliquer avec une bonneprécision.
Méthodes simples d’évaluation de la charge dans unévaporateur et un condenseur
Une démarche – volontairement simple – peutêtre réalisée à partir des données issues d’unpré-dimensionnement d’échangeur.À partir des volumes du circuit du fluide frigo-rigène occupés par chacune des zones caracté-ristiques d’un évaporateur (évaporation/sur-chauffe : Vevap, Vsurch) ou d’un condenseur(désurchauffe/condensation/sous-refroidisse-ment : Vdésurc, Vcond, Vsousref) et connaissant lesmasses volumiques des phases liquide (ρlc, ρle),vapeur (ρvc , ρve) et diphasique (ρmc, ρme), il estaisé de déduire la charge M contenue dansl’appareil :
Mévaporateur = ρveVsurch + ρmeVévap
Mcondenseur = ρvcVdésurch + ρmcVcond
+ ρlcVsous-ref
Les masses volumiques en phase liquide et enphase vapeur sont directement données pardes tables, pour estimer la masse volumique endiphasique, il faut utiliser une corrélation men-tionnée plus haut (Hughmark ou Prémoli parexemple).
Calcul de la charge en fluide dans un évaporateur àdétente directe avec surchauffe
Nous allons présenter un premier type de calculen ayant recours à des corrélations donnant letaux de vide local, cette méthode requiert d’uti-liser de la simulation numérique. Puis ensuite,nous présenterons une méthode approchéebasée sur une méthode analytique utilisant untaux de vide moyen.Pour la méthode locale, définissons les gran-deurs locales suivantes :
• x = mv
mv + ml, le titre en vapeur
• α = Sv
Sv + Sl, le taux de vide
où m = ρSv , v étant la vitesse et S , la sectionlocale. Le titre en vapeur s’écrit :
x = ρv Svvv
ρl Slvl + ρv Svvv
36
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 36

Définissant le glissement de vitesse de la phase
vapeur par rapport à la phase liquide, � = vv
vl
conduit à :
α =[
1 +(
1 − x
x
)ρv
ρl�
]−1
Le taux de vide local est obtenu à partir de cor-rélations proposées dans la littérature. Nous enprésentons quatre.
– Modèle homogène : dans ce cas, on considèrequ’il n’y a pas de glissement de vitesse(� = 1). Physiquement, ce cas correspond àun mélange intime des deux phases (celapeut être représentatif d’un évaporateur àrecirculation avec fort taux de recirculation).On obtient simplement :
α =[
1 +(
1 − x
x
)ρv
ρl
]−1
– Corrélation de Baroczy :
α =[
1 +(
1 − x
x
)0,74 (ρv
ρl
)0,65 (µl
µv
)0,13]−1
– Corrélation de Lockart et Martinelli :
α=[
1+0,28
(1 − x
x
)0,64 (ρv
ρl
)0,365 (µl
µv
)0,07]−1
– Corrélation de Hughmark : cette corrélation estla plus utilisée mais, également la plus com-plexe, elle fait appel aux nombres adimen-sionnels et nécessite d’avoir recours à un cal-cul itératif
α = Khαh = Kh
[1 +
(1 − x
x
)ρv
ρl
]−1
avec :
Kh = 0,7266477 − 3,481988 × 10−4 Zk
− 0,84527
Zk+ 0,0601106Zk
où :
Zk = Re16
Y14
F18
r ; Re = DG
µl + α(µv − µl);
Fr = 1
gD
(Gx
αhρv
)2
; Y = 1 − αh
µ est la viscosité, D le diamètre et G la vitesse
massique, définie par : G = m
S= ρv .
Les corrélations précédentes ont imposé d’ef-fectuer un calcul discrétisé dans l’évaporateur.Des approches de calcul analytique, plus facilesà exploiter, ont été proposées, néanmoins, ellesconduisent à une intégration dans la zone dechangement de phase et requièrent deconnaître la valeur moyenne du glissement devitesse dans la zone de changement de phase.C’est ainsi que Rigot a proposé une corrélationvalable pour un évaporateur intratubulairedans l’hypothèse d’un flux thermique constantet donc d’une variation linéaire des titres envapeur et en liquide :
1 − α =[
1
(R − 1)2
] [R
1 − xe
×Ln
[R
xe(R − 1) + 1
]− (R − 1)
](1.57)
où xe est le titre en vapeur en entrée dans l’éva-porateur et R, le rapport du débit surfacique deliquide sur celui de la vapeur, est donné par :
R = ρl vl
ρv vv
= 1
�
ρl
ρv
vl
vv
= 1
�représente le glissement de vitesse
entre les phases liquide et vapeur. Rigot sug-gère de prendre ce rapport égal à 1 dans le casd’un évaporateur à détente sèche (modèlehomogène), ce qui est très surestimé (� ∼ 10
donc 1
�≈ 1
10serait plus réaliste dans le cas étu-
dié plus bas).
37
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 37
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
Dans le cas où R est très grand devant 1(R >> 10), l’équation (1.57) se simplifie pours’écrire :
1 − α ≈ 1
R
[1
1 − xe× Ln
1
xe− 1
](1.58)
La masse totale dans l’évaporateur est donnéepar :
Mev = Vev[ρl(1 − α) + ρvα] (1.59)
où Vev est le volume de l’évaporateur.Considérons une évaporation intratubulaire deR-134a à 3 bars dans un tube lisse de longueur1,5 m et de diamètre 0,03 m avec un débit de0,05 kg/s. Les données pour le R-134a sont :ρl = 1 273 kg/m3, ρv = 14,77 kg/m3, soitρl
ρv
= 86 , µl = 3 721µPa.s , µv = 92 947µPa.s .
Appliquant les corrélations présentées plushaut et supposant que le titre d’entrée envapeur est de 0,2, conduit aux résultats globauxprésentés dans le tableau 1.1.Le glissement local � varie entre 4 et plus de100 pour les corrélations de Hughmark,Martinelli et Baroczy alors que Rigot l’a sup-posé égal à 1. Prenant � = 10 avec la corréla-tion de Rigot conduirait à α = 0,95 qui corres-pond à peu près aux résultats de la corrélationde Martinelli, la valeur � = 14 conduit aumême résultat que la corrélation deHughmark.On constate des différences appréciables entreles différents calculs, la méthode de Hughmark
est généralement considérée comme la plusproche de la réalité. Dans les quatre cas, lamasse de vapeur est faible et du même ordrede grandeur, c’est la masse de liquide qui estsous-estimée dans les trois méthodes autres quela méthode de Hughmark. Dans la mesure oùcette charge est très faible, il faut reconnaîtrequ’une sous-estimation n’a pas de grandesconséquences pour l’évaluation de la chargetotale d’une installation.Une démarche similaire peut être développéepour le calcul de la masse de fluide frigorigènecontenue dans le condenseur.
� Minimisation de la charge en fluidefrigorigène
L’analyse menée dans ce document met en évi-dence deux voies à privilégier pour atteindrecet objectif ; ces deux voies peuvent se résumerpar les points suivants :– privilégier les systèmes monoblocs au détri-
ment des systèmes séparés dans la mesure oùles applications le permettent ;
– privilégier les équipements et technologiespeu « gourmands » en fluide frigorigène.
Nous avons mentionné l’importance de laconception de l’échangeur, de la présenced’une bouteille sur la charge totale d’unemachine frigorifique. Limiter la charge d’unemachine monobloc nécessite une chasse systé-matique aux volumes superflus :
– limitation des longueurs et diamètres detuyauteries ;
– dimensionnement optimal des bouteilles ;
38
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
Hughmark Martinelli Baroczy Rigot
Taux de vide moyen α 0,884 0,953 0,947 0,988
Masse de liquide (kg) 0,155 0,062 0,070 0,0165
Masse de vapeur (kg) 0,014 0,015 0,015 0,016
Charge en R-134a (kg) 0,169 0,077 0,085 0,0325
Tableau 1.1 – Récapitulatif de la charge en fluide dans un évaporateur intratubulaire de 1,5 lsuivant les corrélations mentionnées dans le texte.
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 38

– choix de séparateurs d’huile et de liquide àhaute performance.
La comparaison des différentes technologiesd’échangeur met en évidence l’intérêt deséchangeurs à plaques, des échangeurs tubu-laires avec évaporation et condensation à l’inté-rieur des tubes. Elle met en évidence les désa-vantages des évaporateurs noyés ou à recircula-tion de liquide.
L’adoption de dispositifs et d’échangeursnécessitant de faibles charges doit cependantêtre réalisée en prenant en compte l’impactsur le fonctionnement – notamment en transi-toire – des machines frigorifiques. En effet,une faible charge induit des comportementsdynamiques de la machine fort différents etrequiert des outils de régulation adaptés à cettenouvelle configuration.
39
1.3 Échanges thermiques1 • Thermodynamiqueet transferts thermiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 39

9782100540174-Meunier-C1.qxd 28/04/10 13:40 Page 40
A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Dans le premier chapitre, nous avons considéréles fondements thermodynamiques des cyclesfrigorifiques utilisant plusieurs niveaux de tem-pératures. Dans ce chapitre, nous allons passerbrièvement en revue quelques-unes de leursréalisations et, dans les chapitres suivants, nousnous étendrons très largement sur deux typesde cycles : d’une part, les cycles à compressionmécanique des vapeurs, d’autre part, les cyclesà compression thermique des vapeurs.
2.1 Cycle de Carnotconventionnel
Le cycle de Carnot, qui a déjà été rapidementprésenté plus haut, est le cycle idéal pour unréfrigérateur fonctionnant entre deux tempéra-tures Tsc (source chaude correspondant à latempérature ambiante) et Ts f (correspondant àla source froide où le froid est produit).Théoriquement, ce cycle pourrait s’appliqueraussi bien à un gaz qu’à un fluide avec change-ment de phase. Conceptuellement, il faut imagi-ner un cylindre contenant un fluide et un pistonalternatif à l’intérieur du cylindre (figure 2.1).Ce cylindre posséderait des propriétés telles
41
qu’il pourrait être parfaitement adiabatiquedans certaines phases et au contraire parfaite-ment relié aux sources extérieures de chaleurdans d’autres phases ; de plus, son fonctionne-ment ne donne lieu à aucune irréversibilité. Enfait, on ne sait pas réaliser un tel cylindre, c’estla raison pour laquelle ce cycle ne connaît pasde développement mais reste néanmoins la réfé-rence thermodynamique pour l’efficacité opti-male de tout cycle.
2.2 Nouveau cycle de CarnotLes irréversibilités d’un cycle de réfrigération deréférence proviennent d’une part de la détenteau travers de la vanne de laminage et d’autrepart de la désurchauffe des vapeurs en sortie ducompresseur. Afin de supprimer l’irréversibilitédue à la vanne de laminage, il est possible d’uti-liser une détente dans un organe réversible dedétente adiabatique. Pour supprimer la désur-chauffe des vapeurs et obtenir un cycle dither-me, la solution proposée récemment, consiste àutiliser un compresseur isotherme réversible etun échangeur interne de chaleur (figure 2.2).Mais, compte tenu de la différence de capacité
2 • CYCLES THERMODYNAMIQUESDE PRODUCTION DU FROID
s
T
2
4
3
1
V
4 1
2
3
P
Tsc
Tsf
3 1
Tsc
Tsf
Figure 2.1 – Cycle de Carnot : à gauche, réalisation pratique du cycle de Carnot ; au centre, tracé ducycle de Carnot dans un diagramme (P, V ) ; à droite, tracé du cycle dans un diagramme entropique.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 41

©
thermique entre le fluide HP et le fluide BP, l’ob-tention d’un cycle ditherme exige de ne faire cir-culer qu’une fraction x de fluide frigorigènedans la branche HP de l’échangeur interne alorsque la totalité du fluide frigorigène circule dansla branche BP de cet échangeur de chaleur. Lafraction x est simplement déterminée par lacondition que les enthalpies échangées dans lesbranches HP et BP de l’échangeur interne de
42
2.2 Nouveau cycle de Carnot2 • Cycles thermodynamiquesde production du froid
Condenseur
Évaporateur
1
3
4
5
7
2
6
ÉchangeurInterne
(1-x)
x
T0
T1
T1
Figure 2.2 – Schéma de principe du nouveaucycle de Carnot.
Figure 2.3 – Représentation dans un diagramme (h, log P) de l’ammoniacdu nouveau cycle de Carnot.
chaleur soient égales, soit :
x�hH P = �hB P
Supposant que l’échangeur de chaleur est idéal,la fraction, x, de fluide HP sort de l’échangeurinterne à la basse température de l’évaporateur.Cette fraction, x, de fluide est alors détenduedans un organe de détente isotherme et réver-sible, ce qui produit du travail mécanique. Lafraction, (1 − x), de fluide HP qui ne passe pasdans l’échangeur interne est détendue de la HPà la BP dans une turbine adiabatique réversible,le fluide BP ainsi produit à la température del’évaporateur est introduit dans l’évaporateur. Si l’échangeur de chaleur est idéal et si toutes lesautres transformations (compression etdétentes) sont réversibles, le cycle présenté sur lafigure 2.3 est un cycle ditherme réversible, c’estdonc un cycle de Carnot qui a le COP de Carnot.Le gain apporté par ce cycle est le plus impor-tant avec le cycle transcritique du CO2 (figure2.4) car, dans ce cas, le cycle de référence a unCOP qui est très éloigné du cycle de Carnot. Unavantage d’une telle configuration est que l’onpeut supprimer le refroidisseur de gaz (l’équi-valent du condenseur dans un cycle transcri-tique) et l’on obtient l’architecture de cycle pré-sentée sur la figure 2.5.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 42

A
PRO
DU
CTIO
N D
U F
ROID
tion, c’est pourquoi il sera très largement com-menté dans les chapitres suivants. Nous nouscontenterons ici de rappeler qu’il est basé surdeux changements de phase et concerne doncdes fluides dont la température critique estsupérieure aux températures de fonctionne-ment. Néanmoins, l’intérêt porté au dioxyde decarbone comme fluide frigorigène est à l’origined’une « redécouverte » des cycles transcritiques.Le cycle de référence n’est pas endoréversible :la détente au travers du détendeur (simplevanne de laminage) est irréversible. Néanmoins,il est possible de remplacer cette vanne de lami-nage par une turbine (un constructeur proposeune unité, comportant une turbine commeorgane de détente). Enfin, ce cycle n’est pas uncycle ditherme réversible à cause de la désur-chauffe des vapeurs qui ne s’effectue pas à tem-pérature constante.Les composants de ce cycle (figure 2.6) sontdonc : le compresseur et l’organe de détenteplus l’évaporateur et le condenseur.
2.3.2 Cycle de réfrigération transcritique
Comme dans le cas du cycle de Linde (qui seraprésenté § 2.5.1), ce cycle de réfrigérationtrans-critique encadre le point critique. La dif-
43
2.3 Cycle à compression mécanique de vapeur2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Évaporateur
2-3
4
5
67
1
Échangeur interne
(1-x)
x
T0
T1
Figure 2.5 – Architecture du nouveau cycle de Carnot transcritique.
Figure 2.4 – Représentation dans un diagramme (h, LogP) du CO2 du nouveau cycle de Carnot transcritique.
2.3 Cycle à compressionmécanique de vapeur
2.3.1 Cycle de référence
Ce cycle est utilisé dans la quasi-totalité des instal-lations de conditionnement d’air et de réfrigéra-
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 43

©
férence la plus importante par rapport au cyclede Linde est que l’on utilise généralement unecompression adiabatique et non une compres-sion isotherme. Nous venons de voir que lacompression isotherme est prometteuse pour lecycle transcritique au CO2. Dans ce paragraphe,les deux cas de compression, adiabatique et iso-therme, vont être analysés. Le cycle transcri-tique avec échangeur interne sera considéré. Sila compression est adiabatique, le cycle idéalcomprend (figures 2.7 et 2.8) :– une compression adiabatique réversible 1-2 ;– un refroidissement isobare du fluide au des-
sus du point critique, au travers d’un refroi-disseur de gaz 2-3 ;
– un refroidissement isobare complémentaire dugaz 3-4 (au travers de l’échangeur interne)obtenu par échauffement des vapeurs aspirées ;
– une détente au travers d’une vanne de lami-nage 4-5 ;
– une vaporisation isobare, 5-6 dans l’évapora-teur, du liquide obtenu par la détente ;
– un échauffement, dans l’échangeur interne,de la vapeur produite 6-1.
Dans le cas de la compression isotherme(figures 2.9 et 2.10), les opérations sont iden-tiques à celles de la compression adiabatiquesauf pour la compression (1-2) et le refroidisse-ment de gaz ((2-3) dans le cas adiabatique),qui sont maintenant obtenus au cours d’uneseule opération, supposée réversible, 1-3. Lesopérations du cycle sont alors les suivantes :
– une compression isotherme réversible 1-3 ;– un refroidissement isobare complémentaire
du gaz 3-4 (au travers de l’échangeur
44
2.3 Cycle à compression mécanique de vapeur2 • Cycles thermodynamiquesde production du froid
interne) obtenu par échauffement desvapeurs aspirées ;
– une détente au travers d’une vanne de lami-nage 4-5 ;
– une vaporisation isobare 5-6, dans l’évapora-teur, du liquide obtenu par la détente ;
– un échauffement, dans l’échangeur interne,de la vapeur produite 6-1.
Il est important de noter que dans un cycle idéal,les différences d’enthalpie 6-1 et 3-4 au traversde l’échangeur interne sont égales en valeurabsolue car le débit massique est le même.Les états thermodynamiques 1 et 3 étant lesmêmes dans les deux cas (isotherme et adiaba-tique), les deux cycles ne diffèrent que par latransformation 1-3. Il est utile de remarquerque pour que cette compression isothermepuisse être réalisée dans le domaine super-cri-
h
log P
4 1
23
1
23
4
Évaporateur
Compresseur
Condenseur
s
T
4 1
23
Figure 2.6 – Cycle à compression mécanique de vapeur : à gauche, schéma d’un circuit réalisant lecycle ; au centre, tracé du cycle dans un diagramme entropique ; à droite, tracé du cycle dans un
diagramme enthalpique.
Refroidisseur
Évaporateur
1
3
4
5 6
2
Figure 2.7 – Schéma de principe du cycleR-744 à compression adiabatique réversible.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 44

A
PRO
DU
CTIO
N D
U F
ROID
tique, la température des vapeurs basse pres-sion en sortie de l’échangeur interne (et à l’as-piration dans le compresseur) doit être supé-rieure à la température critique.Le tableau 2.1 donne les coordonnées thermo-dynamiques des points des deux cycles trans-critiques au CO2, pour une évaporation à– 10 °C et une haute pression de 100 bar.On note que l’on a bien h1 − h6 = h3 − h4
= 60 kJ/kg ; par ailleurs, le débit massique deCO2 dans l’installation est constant. Pour undébit massique unitaire de fluide frigorigène, lebilan en régime permanent du système ouvertentre les points 1 et 3 (compression isothermeou compression adiabatique + refroidissement)s’écrit dans les deux cas :
0 = w + qref + h1 − h3
45
2.3 Cycle à compression mécanique de vapeur2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
0
20
40
60
80
100
120
0 100 200 300 400 500
Enthalpie (kJ/kg)
Pre
ssio
n (
bar)
1
34
5 6
-20
-10
0
10
20
30
40
50
-2000 -1500 -1000 -500 0
Entropie (kJ.kg–1.K–1)
Tem
péra
ture
(°C
)
13
4
5 6
Figure 2.10 – Diagrammes du cycle R-744 à compression isotherme réversible : à gauche, dia-gramme enthalpique (Log P, h) ; à droite, diagramme entropique (T , s).
0
20
40
60
80
100
120
0 100 200 300 400 500
1
234
5 6
-50
0
50
100
150
200
-2000 -1500 -1000 -500 0
1
2
34
5 6
Enthalpie (kJ/kg)
Pre
ssio
n (
bar)
Entropie (kJ.kg–1.K–1)
Tem
péra
ture
(°C
)
Figure 2.8 – Diagrammes du cycle R-744 à compression adiabatique réversible :à gauche, diagramme enthalpique (Log P, h) ; à droite, diagramme entropique (T , s).
Évaporateur
1
3
4
5 6
Refroidisseur
Figure 2.9 – Schéma de principe du cycleR-744 à compression isotherme réversible.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 45

©
où qref est la chaleur à évacuer entre les états 1et 3.La somme w + qref est la même pour les deuxtypes de compression mais les travaux decompression et les chaleurs de refroidissementvont différer dans les deux cas. La compressionisotherme étant supposée réversible, nousallons démontrer que la chaleur de refroidisse-ment isotherme est inférieure (en valeur abso-lue) à la chaleur de refroidissement du gazconsécutive à une compression adiabatique etdonc que le travail de compression isothermeest inférieur au travail de compression adiaba-tique. En effet, les premier et second principes,en régime permanent, s’écrivent dans les deuxcas (pour un débit massique unitaire de fluidefrigorigène) :
Casisotherme
wiso + q isoref = h3 − h1
0 = q isoref
Tref+ s1 − s3 car P(s) = 0
Casadiabatique
wad + qadref = h3 − h1
0 = qadref
Tref+ s1 − s3 + P(s)
avec P(s) > 0On en déduit :
q isoref︸︷︷︸−
= Tref(s3 − s1)︸ ︷︷ ︸−
et qadref︸︷︷︸−
= Tref(s3 − s1)︸ ︷︷ ︸−
−Tref P(s)︸ ︷︷ ︸−
Compte tenu des signes, on a :∣∣qadref
∣∣ >∣∣q iso
ref
∣∣ �⇒ wisocomp < wad
comp
Dans le cas des points obtenus dans le tableau 2.1,on obtient :
wadcomp = 80 kJ/kg et wiso
comp = 53,5 kJ/kg
La production frigorifique massique obtenuedans les deux cas est égale à la différenceh6 − h5 (soit 182,5 kJ/kg) et le COP s’obtient
par le rapport h6 − h5
wce qui donne :
COPad = 2,28 et COPiso = 3,4
Ces valeurs de COP sont à comparer au COP deCarnot qui vaut 5,26. Dans le cas adiabatique, lerendement thermodynamique n’est que de 0,43alors qu’il atteint 0,65 dans le cas isotherme.On observe une différence importante enfaveur de la compression isotherme (+ 49 %).On voit tout l’intérêt qu’il y aurait à utiliserune compression isotherme en lieu et place dela compression adiabatique pour ce type decycle. Si le compresseur est refroidi, il y auraun gain sur le COP par rapport au cas adiaba-tique, ce gain sera compris entre 0 et 49 % sui-vant la qualité du refroidissement.
2.4 Cycles à compressionmécanique de gaz
Dans ces cycles, le changement de phase n’estplus utilisé. On se situe généralement à destempératures nettement supérieures à la tem-pérature critique si bien que l’hypothèse desgaz parfaits est généralement satisfaite.
46
2.4 Cycles à compression mécanique de gaz2 • Cycles thermodynamiquesde production du froid
Points T (°C) P (bar) h (kJ/kg) s (J/(kg.K))
1 40 26,50 381,87 – 630,7
2 152,38 100 461,72 – 630,7
3 40 100 199,49 – 1 384
4 23,7 100 139,38 – 1 580
5 – 10 26,50 139,38 – 1 534
6 – 10 26,50 321,85 – 840
Tableau 2.1 – Coordonnées des points caractéristiques des deux cycles trans-critiques au CO2à compression isotherme (1-3-4-5-6-1) et à compression adiabatique (1-2-3-4-5-6-1).
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 46

A
PRO
DU
CTIO
N D
U F
ROID
2.4.1 Cycle de Joule-Brayton inverse
Le cycle idéal est un cycle ditherme endoréver-sible (figure 2.11) qui comprend deux isobareset deux adiabates (donc deux isentropes). Cecycle peut être réalisé avec un circuit fermécomprenant quatre composants (figure 2.12) :un compresseur et une turbine à gaz, tous deuxadiabatiques et réversibles, et deux échangeursde chaleur (un échangeur basse température oùest produit le froid et un échangeur haute tem-pérature où a lieu le rejet thermique). Dans cecycle, le compresseur et la turbine sont réver-sibles mais le couplage aux sources extérieuresde chaleur ne s’effectue pas à températureconstante : nous sommes en présence d’un cycleendoréversible où des irréversibilités de cou-plage aux sources extérieures de chaleur exis-tent. Dans le cas du cycle fermé, le fluide frigori-gène utilisé est généralement de l’hélium.Le cycle de Joule peut également être réalisé àl’aide d’un circuit ouvert : ce cycle comprend,comme le précédent, un compresseur ainsiqu’une turbine adiabatiques et un échangeurhaute température où a lieu le rejet thermique ;mais il utilise l’air comme fluide frigorigène sibien que l’échangeur de chaleur basse tempéra-ture est supprimé et de l’air frais est soufflédans le local à climatiser (figure 2.13). C’est lecycle généralement utilisé pour la climatisationdes avions. Dans ce cas, de l’air comprimé estprélevé après un étage moyenne pression enentrée dans le réacteur. Cet air est ensuite traitépar un cycle de Joule inverse et l’air frais pro-
duit est ultérieurement distribué dans la cabineaprès brassage avec de l’air extrait.Revenons au cycle fermé pour en étudier lebilan. L’application du premier principe à l’unitéde masse de fluide décrivant le cycle donne :
qsc + qs f + wt + wc = 0 (2.1)
soit :wut = wt + wc = −(qsc + qs f ) (2.2)
où wut est le travail utilisé et wt est le travailnégatif délivré par la turbine alors que wc est letravail positif de compression. La variationd’enthalpie pour les deux transformations iso-bares est donnée par :
dhp = cpdT (2.3)
La chaleur rejetée à la source chaude est égale à :
qsc = q2−3 = h3 − h2 = cp(T3 − T2) (2.4)
alors que de son côté, le froid produit estdonné par :
qs f = q4−1 = h1 − h4 = cp(T1 − T4) (2.5)
47
2.4 Cycles à compression mécanique de gaz2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
4
2 3Compresseur
1
Rejet thermique (sc)
Turbineadiabatique
adiabatique
Production du froid (sf )
Figure 2.12 – Schéma de principedes composants d’un cycle de Joule
fonctionnant en circuit ouvert.
T
s
13
2
4
HP
BP
V
14
23
P
HP
BP
Figure 2.11 – Représentation d’un cycle ouvert de Joule dans un diagramme (P, V ) et (T , s).
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 47

©
si bien que le travail mécanique utilisé estobtenu simplement :
wut = cp [(T2 − T3) + (T4 − T1)] (2.6)
Les points 1 et 2 sont sur une isentrope demême que les points 3 et 4 si bien que, pourun gaz parfait, l’on a :
T2
T1=
(P2
P1
)γ−1γ
et T3
T4=
(P3
P4
)γ−1γ
(2.7)
Comme 2-3 et 1-4 sont deux isobares, on aP2 = P3 et P4 = P1 et :
T2
T1= T3
T4=
(P2
P1
)γ−1γ = n (2.8)
où n est le rapport thermométrique de com-pression.La température T4 du point le plus froiddépend de la température T3 et donc de l’effi-cacité du refroidissement de la source chaude.On obtient, après calcul :
COP = qs f
wut= 1
n − 1= T4
T3 − T4(2.9)
Noter que le COP dépend du fluide par l’inter-médiaire de γ et du taux de compression quiinterviennent dans le calcul de n.À titre d’exemple, supposons que le taux decompression soit égal à 7 et que l’air soit lefluide utilisé (γ = 1,4) ; on trouve n = 1,74 etCOP = 1,35. L’air au refoulement de la com-pression isentropique se trouvera à 513 K soit240 °C si l’air aspiré est à 20 °C. Si la tempéra-ture T3 est de 320 K, la température T4 de l’airdétendu sera de 184 K, soit – 89 °C.Les cycles de réfrigération à air sont largementutilisés pour la climatisation des avions. Le taux
de compression est faible : de l’ordre de 2 à 4.Récemment, avec l’apparition des problèmesd’environnement liés aux fluides frigorigènes,le cycle à air est testé, en Allemagne, pour laclimatisation ferroviaire sur plusieurs rames detrain à grande vitesse. Un des avantages ducycle à air est de ne pas être sensible aux chan-gements d’inclinaison car il ne comporte pasde liquide alors qu’un cycle à compression devapeur peut être sensible aux forts change-ments d’inclinaison liés aux transports ferro-viaires, maritimes ou aériens.
2.4.2 Cycle de Stirling inverse
C’est en 1817 que Stirling a proposé sa pre-mière application de cycle à régénération pourproduction d’énergie motrice. Herschel pro-posa d’utiliser ce même cycle pour la réfrigéra-tion en 1834 et Kirk décrivit un réfrigérateurutilisant le cycle inverse de Stirling en 1874. Cecycle a ensuite été largement utilisé par lasociété Philips pour la liquéfaction de l’air àpartir de 1954.Le cycle comporte deux isothermes et deux iso-chores (figure 2.14). Pour réaliser ce cycle, l’ar-rangement le plus couramment utilisé com-prend : un cylindre avec un piston à déplace-ment alternatif plus un régénérateur (milieuporeux à capacité thermique élevée) annulaireet un déplaceur. Le rôle du piston est de per-mettre la compression ou la détente du gazpendant les phases de variation de volume, res-pectivement 1-2 et 3-4 (figure 2.14) alors que lerôle du déplaceur est de permettre le déplace-ment du gaz pendant les phases isochores (àvolume constant), respectivement 2-3 et 4-1.C’est au cours du déplacement que le phéno-mène de régénération a lieu : le gaz échange,avec le régénérateur, la chaleur qui avait étéstockée par ce même gaz dans la phase isochoreprécédente (les courbes 4-1 et 2-3 sont parallèlesdans le diagramme (T,s), ce qui signifie que leschaleurs mises en jeu sont égales). Dans lamesure où la chaleur échangée, à températurevariable, dans les deux phases isochores l’est ausein du cycle via le régénérateur, le résultat estque l’échange de chaleur avec les sources exté-rieures de chaleur s’effectue à deux tempéra-tures constantes. Nous sommes donc en pré-
48
2.4 Cycles à compression mécanique de gaz2 • Cycles thermodynamiquesde production du froid
4
2 3Compresseur
1
Rejet thermique
Turbineadiabatiqueadiabatique
Air froid pourtraitement d'air
Admissiond'air extérieurà refroidir
WtWc
Figure 2.13 – Schéma de principedes composants d’un cycle inverse de Joule
fonctionnant en circuit fermé.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 48

sence d’un véritable cycle ditherme, de plusréversible. Son efficacité est donc nécessaire-ment égale à celle du cycle de Carnot corres-pondant à ces deux niveaux de température. Ladifficulté à réaliser ce cycle réside dans la diffi-culté à concevoir un régénérateur performant.Dans la pratique, le régénérateur n’est jamaisparfait si bien que le COP réel est toujours infé-rieur au COP de Carnot.Un cycle de Stirling inverse permet d’atteindrela température de liquéfaction de l’air (78,65 Ksoit près de – 200 °C) en un seul étage. C’est laraison pour laquelle ce système a été développéet commercialisé pour la liquéfaction de l’air(figure 2.15). Ce cycle est encore largementutilisé dans les niches que sont les micro-cryo-réfrigérateurs mais il est concurrencé par lescycles à tube pulsé.
2.4.3 Cycle à tube pulsé
� Tube pulsé
Au début des années 1960, Gifford etLongsworth ont introduit la notion de tubepulsé qui est une version dérivée du cycleinverse de Stirling dans laquelle le piston et lerégénérateur sont conservés mais le déplaceurest supprimé. Le schéma de principe (dans saversion avec orifice) est présenté figure 2.16, où
l’on a un tube pulsé muni d’un échangeur àchacune de ses extrémités. Ce tube est fermé àune de ses extrémités et de l’autre côté, il estrelié à un piston via un régénérateur. La pulsa-tion du gaz (généralement de l’hélium) estgénérée par le piston. Au cours de la compres-sion, le gaz est déplacé vers l’extrémité ferméedu tube alors que sa température s’élève à causede la compression. La chaleur de la compres-sion est évacuée par l’échangeur haute tempéra-ture. En revanche, au cours de la détente le gazest déplacé vers l’extrémité ouverte du tubealors que sa température s’abaisse suite à ladétente. La production du froid a lieu au niveaude l’échangeur situé à l’extrémité ouverte dutube. Comme dans le cas du cycle de Stirling, lerégénérateur placé entre le piston et le tube per-met l’échange de chaleur pour le gaz déplacé aucours des deux phases de compression et dedétente. C’est notamment grâce au régénéra-teur que l’échauffement du point froid lors dela compression est limité. Un avantage détermi-nant du tube pulsé est que toutes les pièces enmouvement sont à température ambiante ce quiaugmente fortement la fiabilité par rapport aucycle de Stirling. Néanmoins, contrairement aucycle de Stirling, ce cycle n’est plus un cycleditherme réversible et le COP du cycle idéald’un tube pulsé est inférieur au COP de Carnot.
49
2.4 Cycles à compression mécanique de gaz2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
V
4
1
2Ta
Tc
3
P
s
T
Ta
Tc
1 2
34
Figure 2.14 – Représentation d’un cycle de Stirling inversedans les diagrammes (P, V ) et (T , s).
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 49

©
En fait, on peut montrer que pour fonctionner, letube doit être ouvert. Une version du tube pulséà orifice consiste à relier l’extrémité fermée dutube à un réservoir via une vanne (figure 2.16).Cette procédure permet d’améliorer de façonappréciable la performance du cycle.Le COP idéal d’un tel tube (version dite « tubepulsé à orifice ») est égal à :
COP = Ts f
Tsc(2.10)
où Ts f est la température de production du froidet Tsc est la température du rejet thermique.Lorsqu’on compare ce COP au COP de Carnot,
on en déduit que le tube à gaz pulsé ne présenteun intérêt pour la production du froid qu’aux
très basses températures quand Ts f
Tsc≈ Ts f
Tsc − Ts f.
� Réfrigérateur thermo-acoustique
Le gaz d’un tube soumis à des oscillations par unpiston peut entrer en résonance. Lorsqu’un telétat est atteint, un ventre et un nœud de pressionsont créés qui se traduisent par l’apparition d’unpoint chaud et d’un point froid dans le tube. S’ilssont reliés à des sources extérieures de chaleur,ces points froid et chaud peuvent être utiliséspour faire fonctionner un cycle thermodyna-mique du type réfrigération ou pompe à chaleur.Les préoccupations environnementales visant àréduire l’utilisation des HFC incite à pour-suivre les efforts de R&D sur la thermo-acous-tique dans deux directions :– les basses températures (de l’ordre de 200 K),
ce pourrait être une bonne alternative à l’uti-lisation du R-23 ou du R-508B ;
– la climatisation ou la réfrigération aux alen-tours de la température ambiante.
Néanmoins, les applications commerciales sem-blent encore éloignées.
2.5 Cycles à gaz à compressionmécanique et à détenteavec changement de phase
Les cycles à compression mécanique desvapeurs sont utilisés dans une gamme de tem-pérature inférieure à la température critiquedes fluides utilisés ; par ailleurs, les cycles àcompression mécanique de gaz sont utilisésdans une gamme de température supérieure àla température critique des fluides utilisés. Deleur côté, les cycles à détente, qui vont êtreconsidérés maintenant, sont utilisés dans unegamme de température qui encadre la tempé-rature critique des fluides utilisés. De fait, lescycles à détente sont utilisés pour la liquéfac-tion des gaz dont la température critique estinférieure à la température ambiante (liquéfac-tion de l’azote et de l’hélium par exemple). Lapremière caractéristique de ces cycles est d’uti-liser la détente Joule-Thomson qui permet de
50
2.5 Cycles de gaz à compression mécaniqueet à détente avec changement de phase
2 • Cycles thermodynamiquesde production du froid
Figure 2.15 – Schéma d’un liquéfacteur d’airutilisant un cycle de Stirling inverse.
Réservoir
Piston Orifice
Tube pulséRégénérateur
ÉchangeurQsc Tsc
W
ω
ÉchangeurQsf Tsf
Figure 2.16 – Tube pulsé avec orifice.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 50

A
PRO
DU
CTIO
N D
U F
ROID
produire du liquide à partir d’une détente autravers d’une simple vanne de laminage, àcondition d’une part, d’être en dessous de latempérature d’inversion et d’autre part, que ladétente soit suffisante. Un point essentiel àmentionner est que l’effet produit par cettedétente Joule-Thomson est nul pour un gazparfait. Pour de tels cycles, au voisinage decette détente, l’hypothèse des gaz parfaits nes’applique donc pas. La seconde caractéris-tique de ces cycles est de devoir opérer avecdes taux de compression très élevés (50 voireplus), dans ces conditions les températures derefoulement pour une compression isentro-pique seraient trop élevées si bien que l’on uti-lise des compresseurs fortement refroidis : lacompression, pour le cycle idéal, est donc assi-milée à une compression isotherme.
2.5.1 Cycles à détente libreOn appelle cycles à détente libre, les cycles danslesquels on utilise la détente Joule-Thomsonpour la liquéfaction et dans lesquels aucune tur-bine de détente n’est utilisée.
� Cycle de liquéfaction à détente libre(cycle de Linde)
Le cycle idéal de Linde (figure 2.17) comprend :
– une compression isotherme du gaz 1-2 ;– un refroidissement 2-3 du gaz (au travers
d’un échangeur contre-courant) obtenu parl’échauffement 5-1 du gaz non liquéfié ;
– une détente au travers d’une vanne de lami-nage 3-4 (détente isenthalpique).
Après cette détente on obtient une fraction yde liquide et une fraction (1 − y) de vapeur.Cette vapeur froide est envoyée dans un échan-geur à contre-courant et sert à refroidir le gazcomprimé à température ambiante.Les composants utilisés pour ce cycle sontreprésentés dans la figure 2.18.Pour l’écriture du premier principe, on choisitle système limité par le cadre en pointillés. Cesystème n’échange ni chaleur ni travail méca-nique avec l’extérieur dans la mesure où lecompresseur n’est pas dans le système et où ledétendeur est une simple vanne de laminage(détente libre) qui n’échange ni travail ni cha-leur avec l’extérieur. Ce système échange uni-quement de la matière avec l’extérieur : undébit de gaz entre au point 2, un débit deliquide (mL) sort en dessous du réservoir deliquide et un débit de gaz non liquéfié sortdans l’état thermodynamique du point 1. Laconservation de la masse en régime station-naire nous dit que le débit gazeux entrant dansle système est égal à la somme des débits sor-tants (gaz non liquéfié plus liquide). En régimepermanent, le premier principe s’écrit :
mh2 − mL hL − (m − mL)h1 = 0 (2.11)
où l’on a tenu compte que :
51
2.5 Cycles de gaz à compression mécaniqueet à détente avec changement de phase
2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
s
T
v
12
3
P =
cte
P =
cte
4l
h = cte
5
Figure 2.17 – Représentation du cycle de Lindedans un diagramme (T , s).
. m
2
3
4 5
6
1 E
. m –
. m L
. m
. m L
Compresseur refroidi
Échangeur de chaleur
à contre-courant
Vanne de laminage :
détente isenthalpique
Réservoir pour réception
du liquide et évacuation
du gaz non liquéfié
1
Figure 2.18 – Unité de liquéfaction pour cyclede Linde idéal. Le trait en pointillés représente
le système thermodynamique utilisé pourappliquer le premier principe.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 51

©
– le gaz comprimé rentre avec le débit m > 0 etl’enthalpie h2 dans le système ;
– le liquide sort du système avec le débitmL > 0 et l’enthalpie hL ;
– le gaz non liquéfié sort avec le débit(m − mL) > 0 ;
– par hypothèse, l’échangeur est idéal du pointde vue thermique et sans perte de charge ; legaz sort donc à la pression atmosphérique et àla température ambiante avec l’enthalpie h1.
L’équation (2.11) permet de déterminer letaux de liquéfaction y, défini par :
y = mL
m= h1 − h2
h1 − hL(2.12)
Notons que pour un gaz parfait, l’enthalpie nedépend que de la température, donc h2 = h1 ety = 0 : le cycle de Linde ne peut pas conduire àune liquéfaction pour un gaz parfait. De plus,pour qu’une liquéfaction ait lieu, il faut quey > 0 soit h1 − h2 > 0 . La condition est que lecoefficient de Joule-Thomson soit positif à latempérature de la compression (généralementla température ambiante). Ce cycle ne peutdonc s’appliquer avec succès qu’aux fluides dontla température d’inversion est supérieure à la tempé-rature de compression.
Rappel : le coefficient de Joule-Thomson µJ T
est défini par :
µJ T =(
∂T
∂ P
)h
= −v − T
(∂v
∂T
)P
cP(2.13)
Ce coefficient peut être positif ou négatif, latempérature à laquelle il s’annule s’appelle latempérature d’inversion.Pour un gaz parfait, nous avons : Pv = rT si
bien que (
∂v
∂T
)G P
P
= r
P, ce qui conduit,
d’après l’équation (2.13), à µJ T = 0.Par ailleurs :(
∂h
∂ P
)T
= −(
∂h
∂T
)P
(∂T
∂ P
)h
= −cPµJ T
h2 − h1 =∫ P2
P1
(∂h
∂ P
)T
dP =−∫ P2
P1
cPµJ T dP
Si le produit cPµJ T est constant, on obtient :
h1 − h2 = cPµJ T (P2 − P1) (2.14)
h1 − h2 est donc positif si µJ T est positif (pour(P2 − P1) > 0) et est donc d’autant plus grandque µJ T et (P2 − P1) sont élevés. Ce critère éli-mine trois fluides cryogéniques pour lesquelsle cycle de Linde ne conduit pas à la liquéfac-tion à partir d’une compression à températureambiante : le néon, l’hydrogène et l’hélium(tableau 2.2).En revanche pour des gaz comme l’azote, l’oxy-gène, la liquéfaction est possible depuis unesimple compression isotherme à températureambiante.Pour calculer l’énergie mécanique massiquenécessaire pour la compression, on utilise le résul-tat pour la compression isotherme réversible :
wc = (h2 − Tas2) − (h1 − Tas1) = ex2 − ex1
wc est l’énergie de compression isotherme, à latempérature Ta, pour une masse unitaire de gazet ex2 et ex1 sont les exergies du fluide. On noteque l’énergie spécifique n’est plus une simpledifférence d’enthalpie, ce qui explique que cesoit le diagramme entropique et non le dia-gramme enthalpique qui est utilisé pour repré-senter ces cycles. Pour une masse unitaire deliquide, il faut diviser par le taux de liquéfactionpour obtenir l’énergie massique de liquéfaction :
wc
y= (h1 − hL)
[Ta(s1 − s2)
h1 − h2− 1
](2.15)
D’après les relations (2.11) et (2.9), on voit quesi l’on augmente le taux de compression, onaugmente le taux de liquéfaction. On auradonc intérêt à opérer avec un taux de compres-sion aussi élevé que le permet la technologie.Deux remarques sur ce cycle :– Il ne s’applique que pour les gaz dont la tem-
pérature d’inversion est supérieure à la tem-pérature de compression.
– Le taux de liquéfaction ne dépend que des pro-priétés du fluide en trois points : le gaz avant etaprès compression et le liquide en sortie. Laconnaissance de l’état du gaz avant la détenteisenthalpique (point 3) n’est pas nécessaire.
Des améliorations visant à augmenter le tauxde liquéfaction peuvent être apportées au cyclede Linde : prérefroidissement (ou cycle à cas-cade), cycle à deux pressions par exemple.
52
2.5 Cycles de gaz à compression mécaniqueet à détente avec changement de phase
2 • Cycles thermodynamiquesde production du froid
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 52

� Cycle de réfrigération à détente libre
Le cycle précédent pourrait parfaitement êtreutilisé pour la réfrigération. Supposons que lefluide frigorigène liquide soit vaporisé dans unévaporateur à basse température (figure 2.19) ;en régime permanent, le même flux de masserentre dans et sort du système thermodyna-mique ouvert qui échange la puissance Q0 avecl’extérieur à la basse température, et le bilans’écrit maintenant :
Q0 = m(h5 − h4) (2.16)
L’énergie mécanique spécifique de compres-sion est toujours donnée par :
wc = (h2 − Tas2) − (h1 − Tas1) = ex2 − ex1
(2.17)
et le COP est égal à :
COP = h5 − h4
ex2 − ex1(2.18)
Le COP de ce cycle est faible (moins de 10 %du COP de Carnot). Afin de l’améliorer, il estpossible de sophistiquer le cycle, par exempleen utilisant deux compressions ou encore en
prérefroidissant le gaz en utilisant un cycle àcompression mécanique de vapeur.
2.5.2 Cycles à détente avec travailextérieur
Dans les cycles à détente avec travail extérieur,on utilise toujours la détente de Joule-Thomsonpour la liquéfaction mais maintenant, une tur-bine de détente est de plus utilisée.
� Cycle de liquéfaction à détenteavec travail extérieur (cycle de Claude)
Dans le cycle de Linde, la détente au traversd’une vanne de laminage est un processus irré-versible. Si l’on veut se rapprocher d’un cycleidéal, on a tout intérêt à remplacer ce proces-sus irréversible par un processus réversible.C’est ce qui se produirait si l’on introduisaitune turbine, idéalement réversible à la placede la vanne de laminage. Néanmoins, si ceci estpossible d’un point de vue thermodynamique,ceci est délicat d’un point de vue technolo-gique car cela reviendrait à introduire unedétente humide, de plus à basse température.La technologie des turbines accepte difficile-ment de telles détentes humides. C’est pour-
53
2.5 Cycles de gaz à compression mécaniqueet à détente avec changement de phase
2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Gaz Température maximale Température d’ébullitiond’inversion (K) normale (K) à 1 atm
Au-dessus de la température ambiante
R-717 (ammoniac) 1 994 239,8
R-744 (dioxyde de carbone) 1 500 194,6
R-50 (méthane) 939 111,7
R-740 (argon) 794 87,4
R-732 (oxygène) 761 90,1
R-728 (azote) 621 77,37
R-729 (air) 603 78,8
En dessous de la température ambiante
Néon (R-20) 250 27,2
Hydrogène (R-702) 205 20,39
Hélium 4 (R-704) 40 4,2
Tableau 2.2 – Températures maximale d’inversion et normale d’ébullition pour divers fluides.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 53

©
quoi, on n’utilise pas la turbine exactement enlieu et place de la vanne de laminage mais onl’utilise à une pression nettement plus élevéeafin d’être sûr d’obtenir une détente sèche. Lecycle de Claude (figure 2.20) est donc nécessai-rement plus complexe qu’un cycle de Linde.En effet, la totalité du fluide ne décrit pas lemême cycle. Une partie du fluide subit unedétente au travers d’une turbine (cette partiedu fluide ne se liquéfie pas). En revanche, deson côté, la partie du fluide qui se liquéfie,passe encore au travers d’une vanne de lami-nage. L’objectif de la turbine est double :– refroidir violemment le gaz (refroidissement
beaucoup plus efficace qu’au travers d’unevanne de laminage) ;
– produire du travail mécanique. Lorsqu’il estrécupéré, ce travail mécanique permet dediminuer d’autant le travail mécanique à pré-lever sur l’extérieur pour la compression ini-tiale du gaz. Néanmoins, ce travail méca-nique n’est pas toujours récupéré et il estsouvent dissipé dans un frein. L’utilisation ounon de l’énergie mécanique produite n’af-fecte pas, comme nous allons le voir plusloin, le taux de liquéfaction mais affecte lerendement énergétique.
L’objectif majeur de la détente au travers de laturbine n’est pas d’obtenir du travail méca-nique, mais de refroidir le gaz efficacement. En
effet, après cette détente au travers de la tur-bine, le gaz refroidi et sous basse pression estmélangé avec le gaz basse pression non liquéfiéqui vient d’être détendu au travers de la vannede laminage. La totalité de ce gaz basse pres-sion sert à refroidir, au travers de l’échangeurcontre-courant, le gaz haute pression que l’onveut liquéfier. L’intérêt de la détente au traversde la turbine tient au fait que cette fraction xde gaz détendu n’a pas besoin d’être refroidiepar les vapeurs froides. En conséquence, lafraction (1 − x) du gaz qui est refroidie estbeaucoup mieux refroidie que dans le cas d’uncycle de Linde et, comme nous allons le voir, lebilan pour la liquéfaction est positif.L’échangeur contre-courant comprend un côtéHP, qui va depuis le compresseur vers la vannede laminage (2-4 sur la figure 2.21), et un côtéBP, qui va depuis la sortie du liquéfacteur versl’atmosphère (V-1 sur la figure 2.21). Cetéchangeur est maintenant composé de troissections : la totalité du gaz HP circule dans unepremière section mais seulement une fractionx de ce gaz est envoyée dans la turbine. L’autrefraction (1 − x) du gaz HP est envoyée au tra-vers de la seconde section de l’échangeur. Lesecond sectionnement de l’échangeur corres-pond au retour du gaz en sortie de turbine quiest envoyé dans le circuit BP. Ce gaz se mélangeau gaz qui vient du liquéfacteur. Une troisième
54
2.5 Cycles de gaz à compression mécaniqueet à détente avec changement de phase
2 • Cycles thermodynamiquesde production du froid
s
T
v
12
3
P =
cte
P =
cte
4
l
h = cte
t
5
Figure 2.20 – Représentation d’un cyclede Claude dans un diagramme (T , s).
.m
2
3
4 5
6
1 E . m
. m
. Q0
1
Figure 2.19 – Unité de réfrigération utilisantun cycle de Linde.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 54

section d’échangeur sert éventuellement à ren-forcer le refroidissement du gaz HP à l’aide dugaz très froid provenant du liquéfacteur.Les bilans conduisent au taux de liquéfaction,y, qui est maintenant égal à :
y = h1 − h2
h1 − hL+ x
h3 − ht
h1 − hL(2.19)
Le premier terme de l’équation (2.19) repré-sente le rendement de liquéfaction du cycle deLinde et le second terme représente l’améliora-tion apportée par la détente au travers de la tur-bine. De l’équation (2.19), on peut tirer l’im-pression que le taux de liquéfaction est d’autantplus élevé que la fraction de fluide qui estdétendue dans la turbine est élevée. Mais, il fautfaire attention car h3 et ht dépendent de x. Eneffet, l’état du gaz en 3 dépend de l’état du gazen V qui est lui-même le résultat, pour partie,du refroidissement occasionné par la détenteau travers de la turbine. Pour positionner lespoints dans le diagramme entropique, il faut,en fait, effectuer les bilans détaillés sur chaquesection d’échangeur connaissant x.Dans le cas où la température d’inversion estinférieure à la température de compression,h1 − h2 est négatif et la condition pour qu’il yait liquéfaction est donc que :
x(ht − h3) > h2 − h1
Travail de liquéfaction : le cycle comporte doncune compression isotherme et une détenteadiabatique. Tout le débit gazeux passe au tra-vers du compresseur alors que seulement unepartie x de ce débit passe au travers du déten-
deur. Le travail de compression isothermeréversible est à nouveau donné par :
wc = (h2 − T s2) − (h1 − T s1)
Le travail récupéré sur la turbine adiabatiqueréversible est donné par :
wt = x(ht − h3) (2.20)
Le travail net de compression par unité demasse de gaz comprimé est alors égal à :
wnet = wc + wd
= (h2 − T1s2) − (h1 − T1s1) + x(ht − h3)
(2.21)
compte tenu de l’équation (2.19), le travail netde compression par unité de masse de gaz com-primé s’écrit :
wnet = T1(s1 − s2) − y(h1 − hL)
et le travail net de compression par unité defluide liquéfié s’obtient :
wnet
y= T1(s1 − s2)
y− (h1 − hL) (2.22)
� Cycle de réfrigération à détenteavec travail extérieur
Comme dans le cas de la détente libre, le cycle deClaude peut être utilisé pour produire du froid àpartir du liquide produit ; il doit être envisagépour des températures de production du froidinférieures à la température de l’air liquide (77 K).
2.6 Cycle à compressionthermique de vapeurs
Ce cycle sera discuté dans le détail au chapitre 9de cet ouvrage, nous nous contenterons ici de leprésenter. Comme le cycle à compression méca-nique de vapeurs, ce cycle comprend deux iso-bares (l’une à haute pression HP et l’autre àbasse pression BP) avec changement de phaseliquide/vapeur. Le passage du liquide de la HPà la BP s’effectue, comme dans le cas de la com-pression mécanique de vapeur, au travers d’unorgane de détente (capillaire ou vanne de lami-
55
2.5 Cycles de gaz à compression mécaniqueet à détente avec changement de phase
2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
ÉchangeursCompresseur
Turbine
LiquideL
t
Wt
2 31 3'
4
5V
.
Figure 2.21 – Unité de liquéfaction pour cyclede Claude.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 55

©
nage). Mais la compression des vapeurs entre laBP et la HP s’effectue en utilisant le phénomènephysique de la sorption. Le fluide frigorigène estabsorbé (s’il s’agit d’un cycle à absorptionliquide) ou adsorbé (s’il s’agit d’un cycle à sorp-tion solide). Le sorbant (liquide ou solide) estalors mis en contact thermique avec une sourcechaude et une source froide ce qui permet aufluide frigorigène de décrire un cycle compre-nant deux isoconcentrations (cas de l’absorp-tion liquide) ou deux isostères (cas de l’adsorp-tion) et deux isobares. Ce cycle fonctionne avectrois sources de chaleur : la source froide où le
froid est produit (correspondant à la tempéra-ture de l’évaporateur), la source chaude d’oùvient l’énergie thermique utile pour la régénéra-tion du sorbant et enfin la température intermé-diaire de rejet thermique pour le condenseurmais également pour le refroidissement du sor-bant. Il faut noter que les échanges de chaleurdu sorbant avec les sources extérieures de cha-leur s’effectuent à température variable. On nese trouve pas dans les conditions idéales d’uncycle tritherme. Afin de s’en rapprocher, descycles à régénération sont conçus où de la cha-leur est échangée au sein du cycle.
2.7 Le froid magnétique
Le froid magnétique est connu depuis 1881lorsqu’Otto Warburg a observé la variation detempérature dans du fer soumis à un champmagnétique. L’utilisation de cet effet magnéto-calorique a été longtemps cantonnée à la cryo-génie pour atteindre des températures infé-rieures à celles obtenues par pompage sur del’hélium 4 et de l’hélium 3, c’est-à-dire des tem-pératures inférieures à 0,3 K.Ce sont les cycles à désaimantation adiabatiqueutilisant des sels paramagnétiques. Cependant,dès 1976, des applications proches de la tempé-rature ambiante ont également été étudiées. À
2.6 Cycle à compression thermique de vapeurs2 • Cycles thermodynamiquesde production du froid
10
0,02
0,05
0,080,1
0,2
0,5
0,81,0
2,0
5,0
8,0
230 240 250 260 270 280 290 300 320 340 360 380 400 420 450470 500 550 600
1 – 4
2 – 3
5 8SAT
6SAT 7
100 % NH 3
0 %
NH 3
Pre
ssio
n
Température de la solution
BP
HP
Production du froid Rejet thermique Source chaude
Figure 2.23 – Représentation d’un cycle à absorption à simple effet dans un diagramme Log (P, T )avec P en MPa et T en K.
Absorbeur
Générateur
Échangeur
Évaporateur
Condenseur
1
2
4
3
7
8
6
HP
BP 5
Production du froid Rejet thermique
Rejet thermique Source chaude
Figure 2.22 – Unité de production du froidà sorption.
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 56

partir de la fin des années 1980, suite auxmenaces sur les CFC et les HCFC, on a assisté àune recrudescence d’études sur ce sujet. D’un point de vue thermodynamique, le froidmagnétique est intéressant dans la mesure oùl’effet magnétocalorique se substitue à l’effetthermomécanique des cycles à compressionmécanique. C’est ainsi que, dans ces cycles, lematériau magnétique joue le rôle du gaz et lechamp magnétique celui de la pression dans lecas d’un cycle à compression mécanique degaz. D’un certain point de vue, le matériaumagnétique est le nouveau vecteur frigorigène.L’entropie massique du matériau magnétiquedépend maintenant de la température et duchamp magnétique et sa variation, sous l’effetd’une variation de température et/ou dechamp magnétique est donnée par :
ds = cH
TdT + µ0v
(∂M
∂T
)H
dH (2.23)
où cH est la capacité thermique à champmagnétique constant, µ0 la perméabilité duvide, v le volume massique du matériau magné-tique, H le champ magnétique et M l’aimanta-tion.Pour l’analogie avec un cycle à gaz à compres-sion mécanique, rappelons que l’entropie dugaz parfait est donnée par :
ds = cp
TdT − r
dP
P(2.24)
où cp est la capacité thermique à pression
constante et r est la constante du gaz (r = R
Mavec M masse molaire et R constante des gazparfaits).La variation de température adiabatique réver-sible (donc isentropique) du matériau magné-tique est donnée par :
dT = − T
cHµ0v
(∂M
∂T
)H
dH (2.25)
Pour rappel, pour un gaz parfait, on obtient :
dT
T= r
cp
dP
P(2.26)
Qui, lors d’une compression ou une détenteisentropique, conduit à l’équation (2.7)
présentée plus haut :
T2
T1=
(P2
P1
) γ−1γ
Avec un matériau magnétique jouant le rôled’un fluide frigorigène, on peut alors conce-voir des cycles comme pour un gaz. Un cyclede Carnot est à nouveau constitué de deux iso-thermes et deux isentropes. De même, descycles de Ericsson, Joule ou encore Stirlingsont proposés.En 1976, Brown avait utilisé le gadoliniumcomme matériau magnétique en mettant enœuvre un cycle de Ericsson à régénération(AMR : Active Magnetic Regeneration). Le systèmede Brown est basé sur un système magnétiquetournant soumis à deux zones de champmagnétique : une zone à champ fort et unezone à champ faible et utilisant l’eau glycoléecomme fluide d’échange.Le système de Steyert est également basé surun matériau magnétique (en forme d’anneau)et tournant (figure 2.24) soumis à deuxchamps magnétiques dans deux zones (l’unélevé et l’autre faible) mais cette fois, c’est uncycle s’apparentant à un cycle de Joule qui estutilisé (figure 2.25). Les flèches sur cette figurecorrespondent à l’évolution du matériaumagnétique, noter qu’à températureconstante, l’entropie augmente lorsque lechamp magnétique diminue : le désordremagnétique (donc l’entropie élevée) est àfaible champ magnétique. Le fluide d’échange,l’eau, circule à contre-courant par rapport à larotation de l’anneau magnétique. Le fluiderentre dans la zone de faible champ magné-tique (point 1) où il va être refroidi par l’effetde désaimantation. Ce fluide refroidi (point 2),va permettre de compenser la charge frigori-fique de l’utilisation. Ensuite, il sera orientévers la zone à fort champ magnétique où ils’échauffera (3-4) en prélevant la chaleur d’ai-mantation. Il passera alors dans un échangeurde chaleur où il libèrera une partie de la cha-leur emmagasinée par son passage dans la zonede champ magnétique fort. Il recommenceraensuite un nouveau cycle en pénétrant dans lazone de faible champ magnétique.
57
2.7 Le froid magnétique2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 57
©
Le matériau magnétique (l’équivalent du gazpour un cycle de Joule à gaz) décrit un cycle(1-2-3-4) comprenant deux isentropes et deuxcourbes iso-champ magnétique. À la différencedu cycle de Joule à gaz (figures 2.11 et 2.12)qui nécessite une turbine et un compresseurafin d’assurer les transformations isentro-piques, dans le cycle de Joule magnétique, la « détente » et la « compression « magnétiquessont assurées par la variation du champ magné-tique, la réponse de l’aimantation à la variationdu champ magnétique étant l’équivalent de laréponse du volume à la variation de pressionpour le gaz.Actuellement, de nombreuses recherches surdes matériaux à fort effet magnéto calorique
sont effectuées. Parmi les matériaux privilégiés,on peut citer le gadolinium et ses alliages, lesalliages à base de lanthane, etc. Ces recherchessont essentielles car le matériau conditionne lacapacité frigorifique maximale du cycle quisera la plus grande dans une configuration decycle d’Ericsson ou de Stirling.C’est ainsi que la capacité frigorifique théo-rique maximale est obtenue lors d’une désai-mantation isotherme du matériau à la tempéra-ture de Curie (Tc ) :
q0 max = Tc�s(Tc) (2.27)
La variation d’entropie dépend de la variationd’amplitude du champ magnétique qui estgénéralement comprise entre 2 et 5 Tesla. Lavariation d’entropie à 5 T est typiquementcomprise entre 5 et 15 J.kg–1K–1 pour de nom-breux alliages mais une valeur de 74 J.kg–1K–1 aété obtenue avec le Mn1,1Fe0,9(P0,8Ge0,2) ce quipermet d’espérer des progrès dans cedomaine.La puissance frigorifique, quant à elle dépend,de plus, de la fréquence de rotation du maté-riau magnétique :
q0 max = Tc�s(Tc) f (2.28)
Où f est la fréquence de rotation en Hertz. Lespuissances élevées s’obtiennent en augmentantla fréquence mais au détriment du COP carcelui-ci diminue (à cause de frictions internes)lorsque la fréquence, donc la puissance, aug-mente.À titre indicatif, une variation d’entropie de 10 J.kg–1K–1 pour un alliage de gadoliniumayant une température de Curie de 300 Kconduit à une capacité frigorifique maximalede 3 kJ par kg d’alliage. Une fréquence de rota-tion de 5 Hz donnerait une puissance frigori-fique maximale de 15 kW par kg de matériaumagnétique, ce qui est une valeur intéressante.La réalité est moins séduisante car tout le maté-riau n’est pas actif en permanence et il y a lepoids des autres composants. Néanmoins, celapermet de réaliser que cette technologie estintéressante.Actuellement les études de développement dufroid magnétique à un étage démontrent qu’il
58
2.7 Le froid magnétique2 • Cycles thermodynamiquesde production du froid
Figure 2.24 – Représentation schématique dusystème magnétique de Steyert
(d’après B.F. Yu et al., Int. J. of Refr, 2003)
Figure 2.25 – Cycle magnétique de Joule
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 58

est compétitif, d’un point de vue technique,avec le froid à compression mécanique à faiblefréquence (donc à faible puissance) et à écartde température modéré entre la températurede source froide (qui doit être supérieure àenviron –15 °C) et celle de la source chaude. Dans ces conditions, ce procédé semble pro-metteur en priorité pour les applications dansle froid ménager (avec un cycle à cascade pourun congélateur) et en climatisation.Les atouts actuels de ce procédé sont :
– une technologie verte n’ayant pas de contri-bution directe à l’effet de serre ;
– des performances thermodynamiques élevéesà faible puissance et à écart de températuremodéré conduisant à une faible consomma-tion d’énergie et une faible contribution indi-recte à l’effet de serre ;
– pas de bruit.
Les handicaps actuels de cette technologieviennent de :
– la masse importante des aimants ;
– le coût élevé des matériaux magnétiques utili-sés ;
– la faible puissance par masse ou volume dematériel.
Compte tenu de ces handicaps, c’est l’applica-tion à faible puissance des réfrigérateurs ména-gers qui semblerait la plus prometteuse. Mais,ces matériels utilisent actuellement des hydro-carbures comme fluides frigorigènes et ne sontdonc pas concernés par les menaces qui pèsentsur les HFC. L’avantage d’être silencieux pour-rait être valorisé pour les petits réfrigérateursdans les chambres d’hôtels qui, généralement,utilisent un cycle à absorption.Quant aux applications à plus forte puissancepour la climatisation, des progrès doivent êtreobtenus afin de réduire la masse des aimants etsurtout de réduire le coût.
59
2.7 Le froid magnétique2 • Cycles thermodynamiquesde production du froid
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 59

9782100540174-Meunier-C2.qxd 28/04/10 13:43 Page 60

A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
3.1 Introduction historique
Avant de présenter dans le détail les fluides fri-gorigènes, une rapide introduction historiques’impose pour situer le problème ; lescontraintes liées à la protection de l’environne-ment et à la sécurité des personnes sont deplus en plus fortes et sont à l’origine de boule-versements profonds dans les habitudes profes-sionnelles. En particulier, les derniers fluidesde synthèse développés dans les années 1990sont déjà pratiquement condamnés à terme, etcertains des critères de sélection pour des rem-plaçants sont radicalement modifiés.L’utilisation de la compression de vapeur pourla production du froid a commencé avec desfluides dits naturels. Dans son Histoire du Froidartificiel, Thévenot attribue à Cullen, en 1755, laréalisation de la première maquette de labora-toire de production de froid artificiel par vapo-risation de l’eau sous pression réduite.L’invention de la production du froid par com-pression de vapeur est attribuée à Perkins en1834. En 1856, Harrison développe le premiercompresseur fiable pour la production du froid.Trois fluides frigorigènes s’imposent à cetteépoque : le dioxyde de carbone (CO2) en 1866,l’ammoniac (NH3) en 1873 et le dioxyde desoufre (SO2) en 1874, alors que le chlorure deméthyle trouvera également des adeptes à par-tir de 1878. Dans le même temps, la productionde froid par absorption est inventée par Carréen 1859. Enfin la détente de l’air pour la pro-duction de froid est introduite vers la mêmeépoque par Kirk en 1862.Le vingtième siècle a vu le développement de lachaîne du froid que ce soit dans les transports,
61
dans l’entreposage ou dans les meubles frigori-fiques de vente ou à usage domestique.Les fluides naturels présentaient tous des incon-vénients pour leur manipulation ; c’est dans lesannées 1930 que les chimistes ont proposé leschlorofluorocarbures (CFC) comme fluides fri-gorigènes. Les CFC sont des fluides beaucoupplus facilement manipulables.Les CFC sont des chlorofluorocarbures saturésqui contiennent du chlore, du fluor et du car-bone mais ne contiennent pas d’hydrogène. Enconséquence, ils sont très stables d’un point devue chimique. Les HCFC sont des hydrochloro-fluorocarbures qui contiennent à nouveau duchlore, du fluor et du carbone mais, cette fois,ils contiennent de l’hydrogène. Ils sont moinsstables chimiquement que les CFC. Enfin, lesHFC sont des hydrofluorocarbures qui necontiennent plus de chlore mais contiennentdu fluor, du carbone et de l’hydrogène. Ils sontencore moins stables chimiquement que lesHCFC. Ne contenant plus de chlore, commenous le verrons plus loin, ils n’affectent pas lacouche d’ozone.L’intérêt des CFC venait de leur stabilité, leuraspect inoffensif pour l’utilisateur (absence detoxicité, ininflammables). Leur apparition aainsi rapidement détrôné de nombreux fluidesfrigorigènes comme le CO2, le SO2 ou le chlo-rométhane (CH3Cl) qui étaient encore large-ment utilisés à cette époque. Parmi les fluidesnaturels, le seul qui ait réellement résisté à lapénétration des CFC est l’ammoniac. Pendantenviron 60 ans, les CFC et HCFC ont dominé lesecteur des fluides frigorigènes (à l’exceptionremarquée de l’ammoniac) sans contestation.Mais depuis une vingtaine d’années, c’est lebouleversement : les CFC ont été éliminés, les
3 • FLUIDES FRIGORIGÈNES
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 61

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
HCFC sont en voie de l’être et les HFC déve-loppés très récemment pour les remplacer sontdéjà interdits dans certains secteurs (climatisa-tion mobile). Face aux menaces d’interdictionqui pèsent sur ces molécules, certains indus-triels ont fait le choix radical de ne pas utiliserde HFC et d’opter pour de l’ammoniac et/oudu CO2. Dans ce contexte, un chapitre sur lesfluides frigorigènes doit bien sûr comporter unparagraphe sur des fluides naturels encoreminoritaires, bien que de plus en plus utilisés(hydrocarbures, dioxyde de carbone, eau, air),mais aussi sur les dernières molécules propo-sées par les chimistes.
3.1.1 Couche d’ozone, réchauffement climatique
Si le processus naturel régulant la concentra-tion de l’ozone stratosphérique est connudepuis 1930 (Cycle de Chapman), il fautattendre 1974 pour que Rowland et Molinadécouvrent le rôle des CFC dans la destructionde cet ozone. Le protocole de Montréal (1987)planifie l’éradication des substances appauvris-sant la couche d’ozone (dont les CFC et lesHCFC). Cette éradication arrive à son termedans les pays développés (voir § 3.3.2). À la fin du XXe siècle, le réchauffement clima-tique apparaît comme une menace inquié-tante. Le CO2, le méthane et les oxydes d’azotesont les principales substances mises en causemais également tous les halocarbures, dont lesHFC. Le contrôle et la réduction des émissionsde gaz à effet de serre (GES) sont régis par leprotocole de Kyoto, rédigé sous l’égide de laCCNUCC et entré en vigueur en 2005. Chacundes 190 pays signataires s’engage à respecterun objectif de diminution de ses émissionstotales de GES (la référence étant l’année1990). Pour la communauté Européenne, laréaction a consisté en une série de règlementset directives de plus en plus contraignants pourl’utilisation de fluides frigorigènes, qui entrentdésormais dans la catégorie des déchets. Lesderniers actes européens en rapport avec leprotocole de Kyoto sont d’une part, le règle-ment CE n° 842/2006 du Parlement Européenet du Conseil du 17 mai 2006 relatif à certains
gaz fluorés à effet de serre qui durcit très forte-ment les conditions de production, mise sur lemarché européen, négoce et utilisation desGES et d’autre part, la Directive « F-gas »2006/40/CE du Parlement Européen et duconseil du 17 mai 2006 concernant les émis-sions provenant des systèmes de climatisationdes véhicules à moteur et modifiant la directive70/156/CEE du Conseil. Ces deux derniersactes seront commentés dans les paragraphessuivants, mais il est important de souligner quela directive « F-gaz » revient entre autres àinterdire le R-134a actuellement utilisé pourchaque véhicule à compter du 1er janvier 2011 Certains industriels possédantdes parcs importants ont d’ailleurs anticipéune interdiction des HFC en décidant de rem-placer les installations au R-22 par de nouvellesà l’ammoniac et ammoniac/CO2. Les chi-mistes, de leur côté, proposent de nouvellesmolécules ou de nouveaux mélanges sansaction sur la couche d’ozone, et avec un effetnégligeable sur le réchauffement planétaire.
3.2 Nomenclature des fluidesfrigorigènes
La nomenclature des fluides frigorigènes esttrès précise et elle suit la norme ISO 817. Elleconcerne aussi bien les fluides halogénés queles fluides naturels. Pour caractériser un fluidefrigorigène, on utilise une notation du type :R-WXYZ où R veut dire refrigerant qui signifie« fluide frigorigène » en anglais.Un fluide frigorigène halogéné comprendquatre types d’atomes : carbone (C), chlore (Cl),fluor (F), et hydrogène (H). Le carbone est unatome tétravalent alors que le fluor, le chlore etl’hydrogène sont des atomes monovalents. Si lamolécule du fluide halogéné contient un seulatome de carbone (composés dérivés du métha-ne CH4), elle comprendra quatre autres atomesmonovalents. Cela conduit à 15 configurationspossibles, parmi lesquelles 7 correspondent à desfluides frigorigènes (figure 3.1). La série desfluides frigorigènes dérivés du méthane compor-te un hydrocarbure, le méthane, trois CFC, les
62
3.2 Nomenclature des fluides frigorigènes3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 62

A
PRO
DU
CTIO
N D
U F
ROID
R-11, R-12 et R-13, un HCFC, le R-22, un HFC, leR-32 et un fluorocarbure, le R-14.Si une molécule contient deux atomes de car-bone (composés dérivés de l’éthane C2H6), ellecomprendra six autres atomes monovalents.Dans ce cas, des isomères peuvent exister ; lafigure 3.2 montre une partie des fluides frigori-gènes à partir de l’éthane.Si la molécule contient trois atomes de carbone(composés dérivés du propane C3H8), elle com-prendra huit autres atomes monovalents et ainside suite. Bien entendu, il est possible que desmolécules contiennent également des liaisonsdoubles, pour en savoir plus sur ce point, il estrecommandé de se reporter à un ouvrage dechimie. Nous avons mentionné qu’un CFC estun composé halogéné qui ne comprend pasd’atome d’hydrogène. D’un autre côté, un HFCest un composé qui ne contient pas d’atome dechlore et pour lequel la somme des atomes d’hy-drogène et de fluor doit être égale au nombrede liaisons autres qu’entre atomes de carbone.
3.2.1 Corps purs halogénés
Avec la nomenclature retenue, W représente lenombre de doubles liaisons C=C ; le chiffre leplus à droite (Z) donne le nombre d’atomes defluor dans la molécule :
Z = nombre de F
Le second chiffre en partant de la droite (Y) estégal au nombre d’atomes d’hydrogène + 1 :
Y = nombre de H + 1
Le troisième chiffre en partant de la droite (X),lorsqu’il existe, donne le nombre d’atomes decarbone – 1 :
X = nombre de C − 1
Si X = 0 (nombre à deux chiffres), il y a un seulcarbone dans la molécule et c’est un composéhalogéné dérivé du méthane (voir figure 3.1).Lorsque la molécule peut donner lieu à des iso-mères, une lettre minuscule est utilisée pourcaractériser la symétrie de la molécule. C’estainsi que le R-134 (CF3CH2F), dont la molé-cule est présentée figure 3.3, possède plusieursisomères en plaçant différemment les deuxatomes d’hydrogène.À côté de cette classification pour les corps purshalogénés, il existe une classification spécialepour les composés organiques (classe des 600),une autre pour les composés inorganiques(classe des 700) et enfin deux classes pour lesmélanges de fluides halogénés selon que cesont des mélanges azéotropes (classe des 500)ou des mélanges zéotropes (classe des 400).
63
3.2 Nomenclature des fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Série du méthane
CF
F
F
F
R-14 FC
CF
H
Cl
F
R-22 HCFC
CF
H
H
F
R-32 HFC
C
Cl
Cl
Cl F
R-11 CFC
C ClCl
F
F
R-12 CFC
CCl
F
F
F
R-13 CFC
C
H
H
HH
CH4: méthaneR-50 HC
Figure 3.1 – Fluides frigorigènes de la série du méthane.
Série de l'éthane
C2H6 : éthaneR-170 HC
C
H
H
H C
H
H
H C
F
F
Cl C
F
F
F
R-115 CFC
C
F
H
H C
F
F
F
R-134a HFC
C
F
F
H C
F
F
F
R-125
Figure 3.2 – Exemples de fluides frigorigènes de la famille de l’éthane.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 63

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
3.2.2 Mélanges zéotropes (série 400)
Un mélange zéotrope est un mélange dont lescompositions en phase vapeur et en phase liqui-de diffèrent lorsque les deux phases coexistent(voir la présentation détaillée § 3.4). Cesmélanges se voient attribuer un numéro au fur età mesure de leur découverte. Le numéro (parexemple 404) correspond à un mélange réperto-rié (en l’occurrence R-125/143a/134a) et lalettre qui suit (A pour ce cas précis) correspondà une composition déposée (44/52/4 pour le R-404A, chiffres donnés en pourcentage massique).La lettre majuscule A, B ou C est affectée dansl’ordre aux différentes compositions déposées.
404 : R-125/143a/134a 404A : (44/52/4)
407 : R-32/125/134a 407C : (23/25/52)
410 : R-32/125 410A : (50/50)
413 : R-600a/218/134a 413A : (3/9/88)
417 : R-600/125/134a 417A : (3,4/46,6/50)
Les nombres donnés dans la parenthèse repré-sentent la composition massique du mélange.À titre d’information, il existe deux mélangesde R-32/125/134a autres que le R-407C avecdes concentrations respectives de (20/40/40)et (10/70/20) appelés R-407A et R-407B, qui nesont pas utilisés.
Il faut être vigilant car des mélanges de HFC peu-vent contenir des fluides inflammables : le R-32,difluorométhane, utilisé dans le R-407C et le R-410A est un fluide moyennement inflam-mable. De même, le R-600 utilisé dans le R-417Aest un hydrocarbure hautement inflammable.Néanmoins dans ces trois cas cités, les fluides fri-gorigènes qui résultent du mélange sont classésnon inflammables. En ce qui concerne le R-413A(classé A2), les fuites éventuelles ainsi que lemélange restant dans l’équipement peuvent êtrelégèrement inflammables. Le classement desfluides frigorigènes vis-à-vis de la sécurité faitl’objet d’une norme (FD E35 430) et sera pré-senté dans le paragraphe 3.3.3.
Exemple
Le R-413A, proposé comme substitut au R-12,contient du R-600a (isobutane, C4H10) qui est unhydrocarbure fortement inflammable, du R-218(C3F8, octofluoropropane) et du R-134a (1,1,1,2-tétrafluoroéthane, CF3CH2F). Le résultat est un flui-de frigorigène classé A2 moyennement inflammabledans la composition de pire cas (voir § 3.3.3).
3.2.3 Mélanges azéotropes (série 500)
Un mélange azéotrope se comporte comme uncorps pur (voir § 3.4.2). Un mélange azéotropetrès utilisé a été le CFC R-502. Ce mélange, com-prenant en masse 48 % de HCFC R-22 et 51,2 %de CFC R-115, est interdit de production depuisle 31 décembre 1994. Actuellement, les HFCR-508A et R-508B sont utilisés pour les bassestempératures. De plus, lorsqu’un mélange zéo-trope présente un glissement faible (inférieur à1 °C), on parle alors de fluide quasi azéotropiquemais on le classe néanmoins toujours dans lacatégorie des fluides zéotropes (c’est le cas du R-404A dont le glissement de température sous1 bar est de 0,9 °C). Enfin lorsqu’un mélangezéotrope présente un glissement encore plusfaible (inférieur à 0,3 °C), il est usuel de l’appe-ler fluide azéotrope (c’est le cas du R-410A dontle glissement à 1 bar est inférieur à 0,1 °C).
64
3.2 Nomenclature des fluides frigorigènes3 • Fluides frigorigènes
C
C
F
FF
F
H
H
134 a
Nombre d’atomesde carbone moins 1
d’hydrogène plus 1
Nombre d’atomesde fluor
C
C
F
FF
F
H
H
R-
Nombre d
Symétrie de la molécule
’atomes
Figure 3.3 – Représentation d’une moléculede R-134a.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 64

3.2.4 Hydrocarbures (série 600)et composés inorganiques (série 700)
� Hydrocarbures (série 600)
Les composés organiques contenant du car-bone et de l’hydrogène les plus utilisés en pro-duction du froid sont les hydrocarbures.Néanmoins, les hydrocarbures légers (jusqu’aupropane inclus) sont déjà classés avec lescomposés halogénés dans la mesure où onpeut les considérer comme des hydrocarbureshalogénés sans halogène. Dans ce cas, puis-qu’ils ne contiennent pas de fluor, on a Z = 0et comme tous les atomes autres que le car-bone sont des atomes d’hydrogène, on aY = 5,7 ou 9 pour un nombre d’atomes de car-bone égal à 1, 2 ou 3. C’est ainsi que leméthane (CH4, R-50), l’éthane (C2H6, R-170)et le propane (C3H8, R-290) sont classés avec larègle valable pour les corps purs halogénés. Enrevanche, le butane (C4H10, R-600) est classédans la catégorie des 600. Si on avait voulu clas-ser le butane avec les corps purs, il aurait falluprendre Y = 11 , ce qui aurait été un problème.De même, l’isobutane (R-600a) se trouve dans laclasse des R-600.
� Composés inorganiques (série 700)
Pour les composés inorganiques, la règle consis-te à utiliser simplement la masse molaire aprèsle 7. Des mélanges peuvent éventuellementexister dans cette catégorie. C’est ainsi que leR-723, dont la masse molaire est égale à 23, estun mélange azéotrope comportant, en masse,60 % de NH3 et 40 % de DME (diméthyléther).On trouve alors :
R-717 : ammoniac NH3, M = 17 g.mol – 1
R-718 : eau H2O, M = 18 g.mol – 1
R-723 : ammoniac NH3 + dyméthyléther
DME, M = 23 g.mol – 1
R-744 : dioxyde de carbone CO2,
M = 44 g.mol – 1
3.2.5 Composés insaturés R-WXYZ
Les composes insaturés sont bien connus pourêtre moins stables que les composés saturés.Cette propriété peut devenir un avantage vis àvis de l’effet de serre car des molécules insatu-rées auront une durée de vie moindre dansl’atmosphère que les molécules saturées. Il nefaut donc pas s’étonner que de telles sub-stances soient proposées.Pour la nomenclature, ces molécules sontcaractérisées par l’apparition du chiffre Wdevant le triplet XYZ présenté plus haut où West le nombre de doubles liaisons présentesdans la molécule.Pour l’instant, seuls des composés à une seuledouble liaison sont proposés.Une première catégorie concerne les hydrocar-bures avec un fluide, l’éthylène (C2H4, R-1150)utilisé pour les très basses températures.Mais une deuxième catégorie apparue récem-ment, dont l’avenir est encore incertain,concerne les HFC. Leur principale qualité estde présenter, comme nous le verrons plus loin,un GWP très faible.Deux isomères du C3F4FH2 sont ainsi proposéspar les chimistes : le HFO R-1234yf(CF3CF=CH2) pour la climatisation mobile etle HFO-1234ze (CHF=CHCF3) pour la climati-sation stationnaire.Les chimistes tentent d’imposer l’appellationHFO (pour hydrofluorooléfine) en lieu etplace de HFC pour ces molécules de HFC insa-turés à faible GWP. En effet, ces molécules, necomprenant que des atomes d’hydrogène, defluor et de carbone, peuvent être classées dansles HFC, mais leur double liaison carbone lesrange aussi parmi les oléfines.
3.3 Propriétés recherchées pourles fluides frigorigènes
Les contraintes d’environnement ont conduit àdes changements importants des règles de l’artqui étaient basées sur des contraintes thermo-dynamiques et techniques. C’est ainsi que nousallons rappeler les anciennes règles de l’art etinsister sur les nouvelles contraintes et leursconséquences pour le choix des fluides.
65
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 65

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
3.3.1 Les anciennes règles de l’art
Pour une bonne utilisation des fluides frigori-gènes, les propriétés recherchées, basées surdes considérations thermodynamiques et tech-niques étaient :– une température critique élevée car le COP et
la puissance frigorifique du cycle de base aug-mentent avec la température critique du flui-de (figure 3.4) ;
– des pressions d’utilisation comprises entre lapression atmosphérique et 20 à 25 bar pour desraisons techniques (pour les hautes pressions,il s’agit de répondre à la directive des équipe-ments sous pression, anciennement réglemen-tation des appareils à pression de vapeur etpour les basses pressions, on évite de travailleren dessous de la pression atmosphérique) ;
– un taux de compression raisonnable (nette-ment inférieur à 10 pour les applications cou-rantes) pour avoir un rendement volumé-trique correct au niveau du compresseur ;
– des COP et puissances frigorifiques volu-miques élevés ;
– la sécurité (toxicité faible, non inflammable,non explosif) ;
– compatibilité avec les huiles pour la lubrifica-tion des compresseurs, et avec les métaux oumatériaux utilisés (cuivre, acier, élasto-mères…) ;
– non dangereux pour l’environnement, ni lasécurité ni la santé des personnes.
Sur la base des cinq premiers critères énoncés ci-dessus, les CFC et HCFC étaient naturellementsélectionnés à l’exception de l’ammoniac quiréussissait à s’imposer, malgré sa toxicité, grâce àson COP et sa production volumique élevés.Cependant, ces règles de l’art ont été largementperturbées à cause des problèmes liés à l’envi-ronnement. C’est pourquoi avant de passer enrevue les principaux fluides frigorigènes, il nousfaut d’abord considérer les contraintes d’envi-ronnement ainsi que les contraintes de sécuritéauxquelles est soumise leur mise en œuvre.
3.3.2 Fluides frigorigèneset environnement
Nous avons mentionné plus haut que deuxcontraintes d’environnement sont venues per-turber l’utilisation des fluides frigorigènes. Lapremière contrainte concerne le trou dans lacouche d’ozone et la seconde contrainteconcerne le réchauffement de la planète lié àl’intensification de l’effet de serre. Des « poten-tiels » ont été introduits pour quantifier l’im-pact des fluides au regard de l’environnement.
� PAO (ou OdP)
Le PAO (potentiel d’appauvrissement de lacouche d’ozone) ou OdP (Ozone depletionPotential en anglais) rend compte des consé-quences sur la couche d’ozone de l’émissionde 1 kg de fluide frigorigène, comparées àcelles de l’émission d’un kg de R-11. Les CFCont un ODP proche de 1 ce qui correspond àun très fort impact sur la couche d’ozone. LesHCFC, en revanche, ont un ODP beaucoupplus faible. C’est ainsi que l’ODP du R-502 estde 0,33 et que celui du R-22 n’est que de 0,055(tableau 3.1). Les HFC, ne comprenant nichlore ni brome, ont un PAO nul.Le tableau 3.1 présente quelques propriétés desfluides frigorigènes les plus utilisés. On peut
66
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
7.2
7
6.8
6.6
6.4
6.2
6
5.8
60 80 100 120 140 160 180 200
R-32
R-22R-134a
R-12R-600a
R-717
R-11
R-404A
R-410A
C
COP
Tev = 5 °C ; Tcond = 40 °C
COP d'un cycle idéal en fonction de la température critique du fluide
R-152a
Figure 3.4 – Influence du point critique sur lesperformances du cycle de base.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 66

67
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Fluide Groupe Description Formule Masse GWP100 ODPComposition massique molaire (kg eq. CO2/kg)
(g.mol – 1)
R-134a HFC A1 1,1,1,2-Tétrafluoroéthane CF3CH2F 102 1 430/1 300 0
R-152a HFC A2 1,1-Difluoroéthane CHF2CH3 66 124/140 0
R-413A HFC A2 R-600a/218/134a (3/9/88) C4H10 + C3F8 104 3 100 0+ CF3CHF2
R-404A HFC A1 R-125/143a/134a (44/52/4) CF3CHF2 + CF3H3 97,6 3 900/3 800 0+ CF3CH2F
R-22 HCFC A1 Chlorodifluorométhane CHClF2 86,5 1 700 0,055
R-407C HFC A1 R-32/125/134a (23/25/52) CH2F2 + CF3CHF2 86,2 1 800/1 600 0+ CF3CH2F
R-410A HFC A1 R-32/125 (50/50) CH2F2 + CF3CHF2 72,6 2 100/1 900 0
R-417A HFC A1 R-600/125/134a (3,4/46,6/50) C4H10 + CF3CHF2 106,7 2 300/2 140 0MO 59 + CF3CH2F
R-507A HFC A1 R125/R143a (50/50) CF3CHF2 + CF3CH3 98,8 4 000/3 800 0
R-717 Naturel B2 Ammoniac NH3 17 0 0
R-32 HFC A2 Difluorométhane CH2F2 50 675/650 0
R-125 HFC A1 Pentafluoroéthane CF3CHF2 120 3 500/3 200 0
R-23 HFC A1 Trifluorométhane CHF3 70 14 800/12 100 0
R-508A HFC A1 R-23/116 (39/61) CHF3 + C2F6 100,08 12 300 0
R-508B HFC A1 R-23/116 (46/54) CHF3 + C2F6 95,4 12 300 0
MO 89 HFC A1 R-125/218/290(86/9/5) CF3CHF2 + C3F8 113,9 0+ CH3CH2CH3
R-600 HC A3 Butane C4H10 58,1 3 0
R-600a HC A3 Isobutane CH(CH3)3 58,1 3 0
R-290 HC A3 Propane CH3CH2CH3 44 3 0
R-744 Naturel A1 Dioxyde de carbone CO2 44 1 0
R-1150 HC A3 Éthylène CH2CH2 28,1 0 0
R-1234yf HFO A2 (A2L) 2,3,3,3-Tetrafluoroprop-1-ene C3F4H2 114 4
R-422D HFC A1 R-125/134a/600a CF3CHF2 + CF3CH2F 109,9 2 700(MO 29) (65,1/31,5/3,4) + CH(CH3)3
R-422A HFC A1 R-125/134a/600a CF3CHF2 + CF3CH2F 116 3 100(MO79) (85,1/11,5/3,4) + CH(CH3)3
R-427A HFC A1 R-134a/125/32/143a CF3CH2F + CF3CHF2 90,4 2 100(FX 100) + CH2F2 + C2H2F5
Tableau 3.1 – Nomenclature, valeurs des GWP et ODP (d’après la norme ISO 817 complétée)ainsi que masse molaire de quelques fluides frigorigènes (HFC, HC et fluides naturels, et R-22).GWP : nombres soulignés : valeurs IPCC 2007 ; autre nombres : IPCC 2004 et norme EN 378-1.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 67

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
68
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
trouver des valeurs différentes de GWP dans lalittérature ; en effet, ces dernières ne sont pasfigées et sont amenées à évoluer en fonction desrecherches en cours. Nous avons retenu ici lesvaleurs données par la norme EN 378 plus lesvaleurs obtenues pour les nouveaux fluides.Dans ce tableau, la double classification pourles mélanges a disparu, ce qui est une consé-quence des modifications de la norme EN-378-1 :2008. C’est ainsi que le R-413A était aupara-vant classé A1/A (non inflammable dans sacomposition nominale, moyennement inflam-mable en cas de fuite). Désormais, on ne retientque le classement correspondant à la composi-tion la plus défavorable, soit A2 (voir § 3.3.3).Les CFC ne sont plus utilisés du tout dans lespays industrialisés et 2010 est l’année de leurélimination dans les pays en voie de développe-ment ; les HCFC seront éliminés d’ici 2015 enEurope au fur et à mesure du remplacementdes équipements anciens, et d’ici 2030 auniveau mondial. Ces deux familles de fluidessont régies par le protocole de Montréal en rai-son de leur PAO non nul, mais elles contri-buent aussi à l’échauffement planétaire. LesHFC relèvent du protocole de Kyoto élaborépar la CCNUCC. Cependant, les décisionsprises pour protéger la couche d’ozone ont desconséquences importantes sur le réchauffe-ment planétaire (c’est ainsi que les HFC utilisésactuellement en remplacement des CFC etHCFC ne sont pas neutres vis à vis de l’effet deserre) ; une commission mixte comprenant desmembres des protocoles de Montréal et Kyototraite ce problème des HFC.
� PRG (ou GWP)
Le second potentiel à prendre en considéra-tion est le PRG (potentiel de réchauffementplanétaire) ou GWP (global warming potential).La définition donnée par le GIEC est « Indicedécrivant les caractéristiques radiatives des mélangeshomogènes de gaz à effet de serre, qui représente l’effetcombiné des temps de séjour différents de ces gaz dansl’atmosphère et de leur pouvoir relatif d’absorption durayonnement infrarouge. Cet indice donne unevaleur approximative de l’effet de réchauffement inté-
gré dans le temps d’une masse unité d’un gaz à effetde serre donné dans l’atmosphère actuelle par rapportà celui du dioxyde de carbone ».Le dioxyde de carbone, choisi comme réfé-rence, a une durée de vie dans l’atmosphèrequi peut atteindre 200 ans. Actuellement, pourle calcul du PRG des autres gaz, on la supposeégale à 150 ans. Le PRG est utilisé depuis 1988,et les valeurs calculées pour chaque gaz sontsusceptibles d’être modifiées au fur et à mesuredes mesures nouvelles. La valeur du PRGdépend aussi de l’horizon temporel sur lequelon intègre le calcul. En raison de la durée devie élevée de la majorité des moléculesactuelles, le PRG de référence est calculé surun horizon temporel de 100 ans. Le tableau 3.2présente la durée de vie, les PRG à 20 ans, à100 ans et à 500 ans de différents gaz. Le CO2étant la référence, son PRG est égal à 1 kg éq.CO2/kg, quel que soit l’horizon temporelconsidéré. Pour les autres substances, onconstate que le PRG augmente lorsque l’hori-zon temporel de calcul est inférieur à la duréede vie, puis il diminue, puisque la molécule dis-paraît de l’atmosphère. L’émission de 1 kg deR-134a équivaut à l’émission de 1 300 kg deCO2, ce qui est considérable. Un autreexemple est le HFC R-404A qui équivaut à 3 800 kg de CO2 alors que le HFC R-407Cn’équivaut qu’à 1 600 kg. On voit apparaître iciune faiblesse du R-404A au regard de l’environ-nement : il a un impact direct élevé sur l’effetde serre. Notons par ailleurs, le gros problèmedu HFC R-23 qui présente un GWP100 de 12100 kg eq. CO2/kg. Heureusement, ce fluiden’est que très peu utilisé dans les installationsde production de froid (uniquement dans descascades à basse température). En raison del’accélération du réchauffement climatique,une mesure de réduction forte de l’utilisationdes HFC à GWP supérieur à une certainevaleur (100 typiquement) et visant à leur sup-pression est envisagée à court terme par lacommission commune émanant des protocolesde Montréal et de Kyoto qui se penche sur lesHFC. C’est la raison pour laquelle les chimistesproposent de nouveaux fluides à très courtedurée de vie (quelques jours), donc avec un
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 68

A
PRO
DU
CTIO
N D
U F
ROID
PRG100 très faible (4 kg éq. CO2/kg). Cesfluides et la problématique nouvelle associéeseront décrits ultérieurement.
� TEWI
Dans l’évaluation de l’impact sur l’environne-ment des fluides frigorigènes, il ne faut pas selaisser abuser par le seul GWP. En effet, celui-cine représente que l’impact direct sur l’effet deserre. Il existe aussi un effet indirect lié à laconsommation énergétique de l’équipementconsidéré. Pour quantifier l’impact total surl’effet de serre, un troisième indicateur a étéintroduit. Il s’agit du TEWI (Total EquivalentWarming Impact) qui s’écrit :
T EW I = GW P100[M(1 − x) + M. f.N ]︸ ︷︷ ︸Effet direct
+ E .A.N︸ ︷︷ ︸Effet indirect
(3.1)
où :
– GW P100 représente la valeur du GW P100 pourle fluide considéré (en kg eq. CO2/kg) ;
– M est la masse de fluide frigorigène chargéedans la machine (en kg) ;
– x est la fraction de fluide récupéré en fin devie de l’équipement ;
– f est le taux de fuite annuel de l’équipement(en %) ;
– N est la durée de vie de l’équipement (enannées) ;
– E est la consommation annuelle d’énergie del’équipement (en kWh) ;
– A est la quantité de CO2 émise pour produi-re 1 kWh de l’énergie utilisée. Cette quantités’exprime en kg eq. CO2/kWh.
La fraction de fluide récupéré doit être d’oreset déjà égale à 1 dans la mesure où le décret 92-1271 rend obligatoire la récupération desfluides frigorigènes en fin de vie de toute instal-lation (frigorifique ou bien de climatisation).Le TEWI est donné en kg eq. CO2 pour ladurée de vie de l’équipement. La valeur ducoefficient A dépend de l’énergie primaire uti-lisée ainsi que du pays dans lequel fonctionnel’installation. C’est ainsi qu’en 1999, l’AIE indi-quait des valeurs de 0,1 kg éq. CO2/kWh pourla France, et de 0,6 pour l’Allemagne. Pour unemachine à absorption fonctionnant au gaznaturel, on prend A ~ 0,2 kg éq. CO2/kWh.Le coefficient A (appelé facteur Carbone)pour l’énergie électrique fournie à l’utilisateurdépend de nombreux facteurs :– de l’énergie primaire utilisée par la centrale
électrique (charbon, nucléaire, hydrau-lique...) et du rendement de cette centrale ;
69
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Tableau 3.2 – Durée de vie et PRG de différents gaz, à horizon de 20, 100 et 500 ans.
Gaz Durée de vie PRG20 PRG100 PRG500
(années) (horizon 20 ans) (horizon 100 ans) (horizon 500 ans)kg éq. CO2/kg kg éq. CO2/kg kg éq. CO2/kg
CO2 150 1 1 1
CH4 12 62 23 7
N2O 114 275 296 156
CFC-11 45 6 300 4 600 1 600
CFC-12 100 10 200 10 600 5 200
HCFC-22 12 4 800 1 700 540
HFC-134a 14 3 300 1 300 400
CF4 50 000 3 900 5 700 8 900
SF6 3 200 15 100 2 200 32 400
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 69

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
– des émissions de CO2 liées à la constructionet à l’exploitation de la centrale ;
– des pertes dans le réseau de distributionLe coefficient A en sortie de centrale est donctrès dépendant de l’énergie primaire utilisée.Au niveau national, à l’exception (provisoire)de la France, plusieurs producteurs coexistentsur les marchés intérieurs, utilisant des éner-gies primaires différentes. Chaque réseaunational est ainsi alimenté par plusieurs pro-ducteurs, voire par des importations, le tout enproportions variables au cours du temps. Enfin,les émissions comptabilisées pour les produc-teurs ou les états varient au cours du temps,notamment s’il faut faire appel à des centralesd’appoint qui sont le plus souvent à gaz, char-bon ou pétrole.À titre d’exemple, en 2005, le facteur carbonedu groupe Edf est de 0,102 kg éq. CO2/kWh ;ce résultat est la moyenne des trois compo-santes : EdF France (0,048 kg éq. CO2/kWh),EdF Allemagne (0,242 kg éq. CO2/kWh) et EdFRoyaume Uni (0,807 kg éq. CO2/kWh)Le tableau 3.3 indique le facteur carbone pourles principaux producteurs européens, d’aprésla même source (www.pwc.fr).On note de très fortes disparités entre les payseuropéens.La consommation annuelle d’énergie, E, estdirectement reliée au COP pour une production
frigorifique donnée puisque COP = Q0
Eoù Q0
est la production frigorifique annuelle du maté-riel considéré et COP est son COP moyen annuel.Donnons quelques exemples.
Exemple n° 1
Considérons une unité au R-404A, produisant unepuissance frigorifique de 150 kW, pour une applica-tion de froid industriel à refroidissement direct dis-posant de plusieurs évaporateurs répartis en diffé-rents points de l’entrepôt. On suppose que la chargeen fluide est importante (1 kg/kW, soit pour unepuissance frigorifique de 150 kW, 150 kg), que letaux de fuite annuel moyen est de 5 %, que le COPannuel moyen est de 2,5 et que tout le fluide frigori-gène sera récupéré en fin de vie. On rappelle que leGW P100 du R-404A est de 3 800 kg eq. CO2. Sachantque l’installation fonctionne 12 h/j et 365 j/an, lacharge frigorifique annuelle est de :
Q0 = 150 × 12 × 365 kWh/an
= 657 × 103 kWh/an
L’énergie électrique consommée est donc de :
E = Q0
COP= 262,8 × 103 kWh/an
et, sachant que A = 0,10 kg eq. CO2/kWh enFrance, le TEWI est donné par :
TEWI = 3800 × 0,05 × 15 × 150︸ ︷︷ ︸Effet direct
+ 262,8 × 103 × 0,10 × 15︸ ︷︷ ︸Effet indirect
70
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
Pays Compagnie kg éq. CO2/kWh Pays Compagnie kg éq. CO2/kWh
France EDF France 48 Espagne Portugal Endesa 538
Allemagne EDF Energy 242 Italie Endesa Italia 500
Royaume-uni En BW 807 France SNET 920
Groupe EDF 102 Groupe Endesa 557
Allemagne RWE 808 Europe Centrale E.ON 410
Royaume-uni RWE UK 680 Royaume-uni E.ON UK 710
Groupe RWE 784 Groupe E.ON 476
Italie Enel 501 Italie Edison 625
Espagne Viesgo generacion 823 Italie Edipower 539
Groupe Enel 521 Groupe Edison 576
Tableau 3.3 – Facteurs carbone en 2005 pour les principaux producteurs européens (pwc).
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 70

TEWI = 427 500︸ ︷︷ ︸Effet direct
48%
+ 394 200︸ ︷︷ ︸Effet indirect
52%
= 821 700 kg CO2 = 822 t eq. CO2
Pendant sa durée de vie, cette unité va donc rejeter àl’atmosphère l’équivalent de 761 tonnes de CO2 dont
48 % vont provenir de l’effet direct du fluide frigori-gène. Les contributions des effets direct et indirectsont quasiment égales.Si, au lieu de la France, on considère la moyenneeuropéenne (A = 0,43 kg eq. CO2/kWh), les résul-tats deviennent :
TEWI = 3800 × 0,05 × 15 × 150︸ ︷︷ ︸Effet direct
+ 262,8 × 103 × 0,43 × 15︸ ︷︷ ︸Effet indirect
TEWI = 427 500︸ ︷︷ ︸Effet direct
18%
+ 1 695 060︸ ︷︷ ︸Effet indirect
82%
= 2 122 560 kg CO2 = 2 123 t eq. CO2
Dans ce cas, la production de CO2 est multipliée par
2,6 et l’effet indirect devient prépondérant.
Exemple n° 2
Considérons maintenant un groupe refroidisseur deliquide monobloc produisant une puissance frigori-fique de 150 kW, destinée à la climatisation et utili-sant du R-134a. On suppose que la charge en fluideest faible (0,2 kg/kW) ; par ailleurs, le taux de fuiteannuel, très faible, est de 0,1 %, le COP annuelmoyen est de 3,5 et tout le fluide frigorigène serarécupéré en fin de vie. On rappelle que le GWP duR-134a est de 1 300 kg eq.CO2/kg. Sachant que l’ins-tallation fonctionne 10 h/j et 150 j/an, la charge fri-gorifique annuelle est de :
Q0 = 150 × 10 × 150 kWh/an
= 225 × 103 kWh/an
L’énergie électrique consommée est donc :
E = Q0
COP= 64,8 × 103 kWh/an
et, sachant que A = 0,10 kg eq. CO2/kWh en
France, le TEWI est donné par :
TEWI = 1 300 × 0,001 × 15 × 0,2 × 150︸ ︷︷ ︸Effet direct
+ 64,8 × 103 × 0,10 × 15︸ ︷︷ ︸Effet indirect
TEWI = 585︸︷︷︸Effet direct
0,4%
+ 97 200︸ ︷︷ ︸Effet indirect
99,4%
= 97 785 kg eq. CO2 = 98 t eq. CO2
Pendant sa durée de vie, cette unité ne va donc pro-duire que l’équivalent de 98 tonnes de CO2 dont seu-
lement 0,6 % vont provenir de l’effet direct du fluidefrigorigène.À nouveau, si, au lieu de la France, on considère lamoyenne européenne, les résultats deviennent :
TEWI = 1 300 × 0,001 × 15 × 0,2 × 150︸ ︷︷ ︸Effet direct
+ 64,8 × 103 × 0,43 × 15︸ ︷︷ ︸Effet indirect
TEWI = 585︸︷︷︸Effet direct
0,14%
+ 417 960︸ ︷︷ ︸Effet indirect
99,86%
= 418 545 kg eq. CO2 = 418 t eq. CO2
La production de CO2 est multipliée par 4,26 par rap-
port à la France et l’effet direct est totalement marginal.
De ces deux exemples, on doit retenir que pourla moyenne européenne la principale contribu-tion à l’effet de serre est très souvent l’effetindirect. La cohérence, d’un point de vue envi-ronnemental, voudrait que la performance ducycle soit privilégiée. Comme nous le verronsplus loin, ce n’est pas la tendance actuelle de laréglementation.De l’analyse des deux exemples présentés plushaut, on peut déduire une conclusion trèsimportante : si une installation est bien confinée(cas de l’exemple 2), l’effet direct est tout à faitnégligeable. En revanche, si le confinement estmédiocre, l’effet direct peut être important.
Exemple n° 3
Afin de situer l’enjeu des émissions dues aux HFCdans le contexte environnemental, examinons main-tenant le cas de la climatisation automobile.Considérons une voiture effectuant 20 000 km/an etutilisant une climatisation contenant 0,5 kg de R-134a. Nous supposons que le véhicule émet 150 gde CO2 par km parcouru, que le taux de fuite de laclimatisation est de 20 % par an.L’émission annuelle de CO2 due à la consommationde carburant par le véhicule est de :
20 000 × 0,15 = 3 000 kg eq. CO2
71
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 71

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
Par ailleurs l’émission annuelle de 100 g de R-134a,due aux fuites, équivaut à 130 kg de CO2.La contribution annuelle de l’effet direct de la clima-tisation n’est donc que l’équivalent de 130 kg de CO2(en négligeant les autres contributions dues à la sur-consommation liée au poids de la climatisation)contre 3 tonnes eq. CO2 pour le carburant.
Sur cet exemple, on voit, à nouveau, que lacontribution à l’effet de serre de la climatisa-tion automobile est de plus d’un ordre de gran-deur inférieure à celle due à la consommationde carburant.Le taux de fuite annuel dépend beaucoup de latechnologie retenue pour le groupe de produc-tion du froid. Nous allons considérer trois cascaractéristiques :– Les systèmes frigorifiques non étanches (cli-
matisation automobile ou ferroviaire). Dansce cas, le taux de fuite était traditionnelle-ment très élevé (supérieur à 20 % éventuelle-ment). Des dispositions réglementaires ontété prises (entre autres, au niveau des jointsd’étanchéité, des flexibles et des raccordspour les opérations de charge en fluide frigo-rigène et de vidange) pour réduire le taux defuite. Les résultats obtenus avec ces pre-mières mesures ayant été insuffisants, l’UnionEuropéenne a adopté une nouvelle directive(2006/40/CE) interdisant pour la climatisa-tion mobile l’utilisation de fluides frigori-gènes dont le GWP100 est supérieur à 150 kgéq CO2/kg (date limite : 2010 pour lesmodèles neufs et 2017 pour tous les véhiculesneufs).
– Les systèmes frigorifiques étanches mais avecdes longueurs de canalisations importantesconstruites sur site. Dans ce cas, le taux defuite est de quelques % et la contributiondirecte est généralement la contribution prin-cipale au TEWI. L’effort pour limiter le TEWIdevra porter de façon prioritaire sur le confi-nement.
– Les systèmes frigorifiques compacts dont letaux de fuite est testé en usine à la fabrica-tion. Dans ce cas, le taux de fuite est extrême-ment faible, inférieur à 0,1 % et la contribu-tion indirecte est généralement la contribu-tion principale au TEWI. L’effort pour limi-
ter le TEWI devra porter de façon prioritairesur l’efficacité énergétique.
Pour réduire l’effet direct, il existe trois possibi-lités :
– Utiliser un fluide ayant un GWP faible (voirenul : fluides naturels).
– Réduire la charge en fluide frigorigène.– Réduire le taux de fuite.
Pour réduire l’effet indirect, il faut améliorerl’efficacité énergétique.On voit donc les deux orientations qui s’impo-sent pour réduire la contribution à l’effet deserre :
– Confiner le fluide (notamment en utilisantdes unités compactes).
– Améliorer l’efficacité énergétique.Ces deux orientations peuvent éventuellementêtre contradictoires. C’est ainsi que l’utilisationd’un fluide secondaire permettra d’obtenir unexcellent confinement mais éventuellement audétriment de l’efficacité énergétique. Tout l’artdu frigoriste consistera à rechercher et à trou-ver le meilleur compromis.Enfin, une troisième orientation consiste àdiminuer les besoins frigorifiques de façon àinstaller des machines frigorifiques de plusfaible puissance et avec une charge en fluidefrigorigène diminuée.Grâce au TEWI, le handicap du R-404A par rap-port au R-407C, apparaît clairement : son GWPest beaucoup plus important et son COP estplus faible (voir § 3.4.6) si bien que son TEWIsera nettement plus élevé que celui du R-407C.
Quel est le taux de fuite annuel réel des installationsfrigorifiques ?
D’après une note de l’IIF, « il peut varier d’en-viron 3 % pour les réfrigérateurs ménagers jus-qu’à 30 % en climatisation automobile ».Par ailleurs, les constructeurs de systèmesmonoblocs construits en usine effectuent destests en sortie d’atelier et ils assurent que le tauxde fuite est inférieur à 0,1 %.
� Évolution des réglementations liées à l’environnement
Grâce au contrôle des émissions de substancesappauvrissant la couche d’ozone, cette derniè-
72
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 72

re, bien qu’encore fragile, semble être en voiede reconstitution. Le réchauffement de la pla-nète semble au contraire s’accélérer, et lesnations signataires du protocole de Kyoto ontdu mal à tenir leurs engagements de réductiond’émissions de gaz à effet de serre. Le secteurde la climatisation mobile est le précurseurd’une nouvelle problématique dans le choixdes fluides frigorigènes ; en effet, pour rempla-cer le R-134a, interdit à terme par la directiveeuropéenne 2006/40, les constructeurs et équi-pementiers ont à choisir entre plusieurs candi-dats pour la climatisation automobile :
– le R-152a (Odp = 0 ; GWP100 = 140 kg éq.CO2/kg). Ce fluide peut être utilisé pratique-ment sans modifier les boucles de climatisa-tion actuelles au R-134a, et il présente des per-formances tout à fait équivalentes.Cependant, son GWP100 est à la limite autori-sée, et il est donc vulnérable à tout durcisse-ment ultérieur de la réglementation. De plus,il est légèrement inflammable, ce qui, pourles constructeurs automobiles constitue unfrein psychologique pour les utilisateurs et unrisque de responsabilité en cas d’accident ;
– les hydrocarbures sont rejetés par lesconstructeurs à cause de leur inflammabilité ;
– le CO2 (Odp = 0 , GWP100 = 1 kg éq. CO2/kg).Les industriels japonais et européens ont menéd’importants travaux de recherche et dévelop-pement pour améliorer les performances , lafiabilité et la sécurité des boucles de climatisa-tion fonctionnant au CO2 transcritique.Actuellement, d’après le SINTEF, le COP deséquipements au CO2 est supérieur à celui desboucles au R-134a tant que la températureextérieure est inférieure à + 35 °C. Le CO2 estdonc un bon candidat pour les zones de climattempéré telles que l’Europe du nord, mais paspour les pays chauds. Par ailleurs, l’adoptiondu CO2 transcritique, qui correspond à unevéritable rupture technologique, imposera unrééquipement total de tous les réseaux de dis-tribution et de maintenance. Les constructeurset équipementiers automobiles s’accordent aumoins sur un point : un seul fluide sera choisipour le monde entier. Or actuellement, le CO2n’est soutenu qu’en Europe.
73
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Les chimistes ont proposé, depuis 2005, dessolutions nouvelles : Honeywell et Dupont sesont associés pour promouvoir et industrialiserle HFO-1234yf comme remplaçant du R-134adans la climatisation mobile. Les données sur cefluide ne sont pas encore toutes disponibles,néanmoins l’impact environnemental semblebon : ODP = 0 et GWP = 4, de plus, selon Inéos,les performances des systèmes de climatisationsont meilleures qu’avec le R-134a. Les incerti-tudes concernent l’inflammabilité, la toxicité etsurtout les propriétés des molécules émises lorsde la décomposition, dans l’atmosphère, de cesmolécules insaturées.
3.3.3 Contraintes liées à la sécuritéet à l’environnement
Ces contraintes sont plus ou moins sévères,selon le degré de dangerosité du fluide frigori-gène considéré, le type de local concerné et latechnologie de l’équipement. Elles ont légère-ment évolué avec la version 2008 de la normeNF EN378-1.
� Classement des fluides frigorigènesselon la sécurité
La norme EN 378-1 classe les fluides frigorigènessuivant leur inflammabilité et leur toxicité.Inflammabilité : la nouvelle norme NF 378-1,conformément à la nouvelle norme ISO 817,modifie les critères d’inflammabilité en intro-duisant entre autres la notion de propagationde flamme ; de plus, les mélanges ont un clas-sement unique. On distingue toujours troisclasses :– classe 1 : pas de propagation de flamme
lorsque le fluide est soumis à des essais d’in-flammabilité dans de l’air à 60 °C et à101,3 kPa. Les essais d’inflammabilité sontdécrits en annexe de la norme. Pour unmélange, ces essais sont effectués avec la for-mulation fractionnée de pire cas ;
– classe 2 : inflammabilité faible. Les fluides declasse 2 remplissent les trois conditions sui-vantes : ils présentent des signes de propaga-tion de flamme dans les essais d’inflammabi-lité dans de l’air à 60 °C et à 101,3 kPa ; leurlimite inférieure d’inflammabilité est supé-
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 73
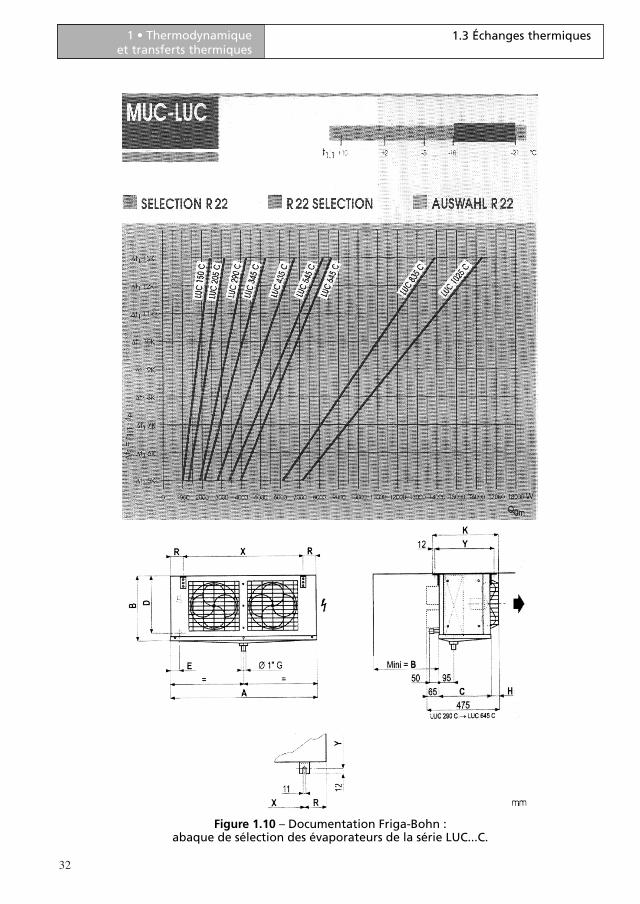
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
rieure ou égale à 3,5 % (vol), et leur chaleurde combustion est inférieure à 1 900 kJ/kg.Pour les mélanges, on prend en compte laformulation fractionnée de pire cas pour lesdeux premiers critères, et la compositionnominale pour le troisième1 ;
– classe 3 : inflammabilité élevée. Les fluidesremplissent alors les deux critères suivants :d’une part, ils présentent des signes de pro-pagation de flamme dans les essais d’inflam-mabilité dans de l’air à 60 °C et à 101,3 kPa ;d’autre part, leur limite inférieure d’inflam-mabilité est inférieure à 3,5 % (vol) ou leurchaleur de combustion est supérieure à1 900 kJ/kg. Pour les mélanges, on considèrela formulation fractionnée de pire cas pourles essais d’inflammabilité et pour la limiteinférieure d’inflammabilité, et la compositionnominale pour la chaleur de combustion.
La norme NF EN 378-1 précise aussi le mode decalcul de la limite inférieure d’inflammabilité.Le tableau 3.4 résume les six groupes de sécu-rité considérés dans la norme EN 378-1, etpositionne les deux sous-groupes complémen-taires pris en compte dans la norme ISO 817.Enfin, dans les deux normes, le groupementsimplifié (L1 = A1 ; L2 = A2 ; B et B2 ; L3 = A3et B3) disparaît.
� Classement des locaux selon les conditionsd’occupation
La norme EN 378-1 classe les locaux en fonc-tion de la sécurité des personnes. Pour chaqueclasse d’occupation, on distingue trois position-nements de l’équipement ; enfin, on différen-cie les équipements à détente directe ou indi-recte. Un tableau précise, pour chacun de cescas, la charge maximale autorisée pour l’équi-pement selon la classe de sécurité du fluide fri-gorigène utilisé.Le tableau 3.5 décrit les trois classes d’occupa-tion ainsi que les charges maximales autoriséespour un fluide classé A3 (comme le propaneou l’isobutane). Ce même tableau est répétédans la norme pour toutes les classes de fluide. Pour les fluides de type A1, si l’équipement fri-gorifique est installé dans un espace de classe Aou d’occupation générale : si le système deréfrigération est implanté dans un local occupépar l’homme et qui n’est pas une salle desmachines, la charge maximale autorisée estégale au produit de la limite pratique du fluide(en kg/m3) par le volume de la salle, qu’ils’agisse d’un système direct ou indirect. Ladéfinition du volume à prendre en compte estdétaillée pour certains cas particuliers. Si lecompresseur et le réservoir de liquide sont pla-cés dans une salle des machines inoccupée ouà l’air libre, la définition de la charge maxi-male ne change pas pour les systèmes directs,et il n’y a aucune restriction pour les systèmesindirects. Enfin, si toutes les parties contenantdu fluide sont dans une salle des machines ou àl’air libre, il n’y a aucune limite de charge, quelque soit le système. Dans le cas d’un local declasse B (occupation surveillée), pour uneimplantation dans un local occupé parl’homme, si le local est en sous-sol et sans sor-ties de secours adéquates et si l’équipement fri-gorifique est un système direct, la charge enfluide est limitée au produit de la limite pra-tique par le volume de la salle. Pour les autrescas (local au rez-de-chaussée et système directou bien système indirect, et pour les deuxautres emplacements possibles de l’équipe-ment), il n’y a pas de limite de charge.
74
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
Infammabilité A3 B3élevée
Infammabilité A2 B2faible A2L B2L
Pas de progrommation A1 B1de flamme
Toxicité Toxicitéfaible élevée
Tableau 3.4 – Groupes de sécuritépour les fluides (norme NF EN 378-1)
en italique : les deux sous-classes introduitesdans la norme ISO 817..
1. La norme ISO 817 introduit une sous classe A2L pourles fluides qui respectent le critère supplémentaire sui-vant : vitesse de propagation de flamme inférieure ouégale à 0,10 m/s lors de l’essai à 23° C et 101,3 kPa (c’estpar exemple le cas du HFO-1234yf). Cette classe n’estpas reprise dans la norme NF EN 378-1.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 74
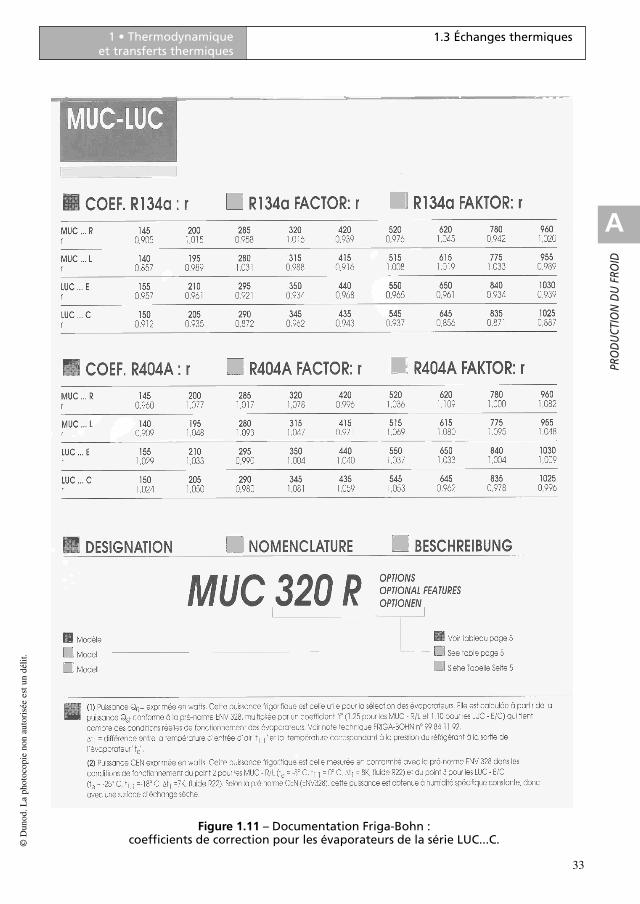
En ce qui concerne les fluides B2 (ammoniac),pour les locaux d’occupation générale et pourles deux premiers types d’emplacement, il n’y apas de distinction entre systèmes directs et indi-rects : dans les deux cas, la charge maximaleautorisée est de 2,5 kg pour les systèmes scellésà absorption, et elle est égale au produit de lalimite pratique par le volume de la salle pourtous les autres systèmes. Si toutes les parties del’équipement contenant du fluide sont dansune salle des machines inoccupées ou à l’airlibre, la charge maximale des systèmes directsest de 2,5 kg ; il n’y a pas de limite dans le casdes systèmes directs si le local possède une sor-tie à l’air libre et s’il n’y a pas de communica-tion avec des locaux de classe A ou B. Pour leslocaux de classe B, et une implantation del’équipement dans un espace occupé parl’homme, la charge maximale des systèmesdirects est de 10 kg et il n’y a pas de limite pourles systèmes indirects. Si le compresseur et leréservoir de liquide sont dans une salle desmachines inoccupée ou à l’air libre, les sys-tèmes directs sont limités à 25 kg et les sys-tèmes indirects ne sont pas limités si la salle desmachine n’a pas de communication directeavec un espace occupé. Enfin, les systèmesimplantés dans leur totalité dans une salle desmachines inoccupée ou à l’air libre ne subis-sent aucune limite de charge si le local desmachines ne communique pas avec l’espaceoccupé. Enfin, concernant les locaux de classeC, si le système est placé dans un local occupépar l’homme la charge maximale est de 10 kg,mais cette limite est portée à 50 kg si la densitéde personnes est inférieure à une pour 10 m2
et s’il y a suffisamment de sorties de secours.Pour une implantation partielle en salle desmachines, les systèmes indirects n’ont pas delimite de charge ; les systèmes directs sont limi-tés à 25 kg, sauf si la densité de personnes estinférieure à une pour 10 m2. Enfin, pour letroisième cas d’implantation, les systèmes deréfrigération n’ont pas de limite de charge. Pour les fluides A3, la norme EN 378-1 diffé-rencie les équipements de conditionnementd’air ou les pompes à chaleur pour le confortde tous les autres équipements. La détermina-tion de la charge maximale des systèmes CA ou
PAC fait l’objet d’une description détailléedans une des annexes de la norme, et notam-ment, « les systèmes scellés ayant une chargeinférieure à 150 g de fluide frigorigène A2 ouA3 peuvent être installés dans un espaceoccupé qui n’est pas une salle des machine,spéciale ou non, sans restriction ».Le tableau 3.6 donne les informations liées à lasécurité pour quelques fluides frigorigènes. Lesgrandeurs présentées appellent certains com-mentaires.
Limite pratique (kg/m3) :
– pour le groupe L1, on considère d’une part50 % de la concentration qui peut provoquerla suffocation (manque d’oxygène), d’autrepart, 80 % du seuil d’efficacité narcotique ousensibilisant cardiaque pendant une courtedurée d’exposition. On retient alors l’effet leplus contraignant ;
– pour le groupe L2, on retient la caractéris-tique la plus contraignante entre toxicologieet inflammabilité ;
– pour le groupe L3, on retient 20 % de la limi-te inférieure d’inflammabilité.
Enfin, les valeurs présentées dans la norme doi-vent être réduites aux deux tiers pour les alti-tudes supérieures à 2 000 m et à un tiers au-delàde 3 500 m.
Limites d’inflammabilité (kg/m3) : lorsqu’une sub-stance inflammable se trouve en mélange dansl’air, le danger d’explosion n’intervient que sila concentration en un endroit quelconque dulocal se trouve comprise entre deux valeurs,qui constituent les limites basses et hautes d’in-flammabilité ; dans ce cas, l’explosion se pro-duit si le mélange (air + fluide inflammable)est porté à la température d’autocombustiondu fluide (figure 3.5). Dans le cas d’un équipe-ment frigorifique contenant du fluide L3, il estessentiel de maintenir la concentration defluide en dehors de ces limites, tant à l’inté-rieur de l’équipement qu’à l’extérieur ; defaçon plus générale, les salles concernées doi-vent répondre aux exigences de normes spéci-fiques très contraignantes, qui seront abordéesdans le cas particulier de l’ammoniac, puis dupropane (pour les hydrocarbures).
75
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 75

© Dunod La photocopie non autorisée est un délit
76
3.3 Prop
riétés recherch
ées po
ur les flu
ides frig
orig
ènes
3•
Fluid
es frigo
rigèn
es
Tableau 3.5 – Les trois classes pour l’utilisation des fluides A3 dans des équipements autres que les systèmes de conditionnement d’air et pompes à chaleur pour le confort (norme européenne EN378-1)
Occupation générale : classe A
Pièces, parties de bâtiment, bâtiments : Exemples– où des personnes peuvent dormir, Hôpitaux, prisons, théâtres, écoles, – où des personnes peuvent ne pas être libres de leurs mouvements, supermarchés, hôtels, gares, restaurants, locaux – où un nombre incontrôlé de personnes sont présentes ou bien où quiconque a accès sans résidentiels. personnellement être au courant des mesures générales de sécurité nécessaires.
Emplacement de l’équipement Systèmes directs Systèmes indirects
Espace occupé par l’homme qui n’est pas une Uniquement systèmes scellés avec charge max = limite pratique x vol. salle et ne dépassant pas 1,5 kgsalle des machines
Compresseur et réservoir de liquide dans une Uniquement systèmes scellés avec charge max = limite charge max = limite pratique x vol. sallesalle des machines inoccupée ou à l’air libre pratique x vol. salle et ne dépassant pas 1,5 kg et ne dépassant pas 1,5 kg
Toutes les parties contenant du fluide Uniquement systèmes scellés ; charge max = limite charge max = limite pratique x vol. salle et ne frigorigène sont dans une salle des machines pratique x vol. salle et ne dépassant pas 1 kg au dessous dépassant pas 1 kg au dessous du niveau du solinoccupée ou à l’air libre du niveau du sol ou 5 kg au dessus du niveau du sol ou 5 kg au dessus du niveau du sol
Occupation surveillée : classe B
Pièces, parties de bâtiment, bâtiments où seul un nombre limité de personnes peuvent se rassembler, dont Bureaux, petits magasins, restaurants, endroits certains doivent nécessairement être au courant des mesures générales de sécurité de l’établissement pour la fabrication générale et où les gens
travaillent
Espace occupé par l’homme qui n’est pas une charge max = limite pratique x vol. salle et ne dépassant pas 1 kg au dessous du niveau du sol ou 2,5 kg au salle des machines dessus du niveau du sol
Compresseur et réservoir de liquide dans une charge max = limite pratique x vol. salle et ne dépassant pas 1 kg au dessous du niveau du sol ou 2,5 kg ausalle des machines inoccupée ou à l’air libre dessus du niveau du sol
Toutes les parties contenant du fluide charge max = limite pratique x vol. salle et ne dépassant pas 1 kg au dessous du niveau du sol ou 10 kg au frigorigène dans une salle des machines dessus du niveau du solinoccupée ou à l’air libre
Occupation avec accès autorisé uniquement : classe C
Pièces, parties de bâtiment, bâtiments où n’ont accès que des personnes autorisées qui sont nécessairement Entrepôts frigorifiques, laiteries, abattoirs,au courant des mesures générales de sécurité de l’établissement et où l’on fabrique, transforme ou secteurs non publics des supermarchés.entrepose des matériaux ou des produits
Espace occupé par l’homme qui n’est pas une charge max = 1 kg au dessous du niveau du sol ou 2,5 kg au dessus du niveau du solsalle des machines
Compresseur et réservoir de liquide dans une charge max = 1 kg au dessous du niveau du sol ou 25 kg au dessus du niveau du sol salle des machines inoccupée ou à l’air libre
Toutes les parties contenant du fluide charge max = 1 kg au dessous du niveau du sol ; pas de limite au dessus du niveau du solfrigorigène dans une salle des machines inoccupée ou à l’air libre
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 76
Pour les fluides L1, la limite pratique (LP) mul-tipliée par le volume du local indique la chargemaximum en fluide frigorigène qui peut êtreutilisée. Pour les fluides du groupe L2 ou L3, onretient la valeur minimale entre le produit (LP.Vol) et la charge maximale autorisée. Onremarque que pour l’ammoniac, cette limite estexcessivement faible, ce qui nécessite, le plus
souvent, d’installer les unités à ammoniac dansdes locaux techniques. En effet, dans un localcommercial de 100 m3, on ne pourrait installerqu’une unité contenant 35 g d’ammoniac aumaximum, ce qui explique les efforts desconstructeurs vers le confinement extrême.
� Autres exigences
L’ensemble de normes européennes EN 378-1/378-2/378-3 et 378-4 régit de façon assezcomplète la mise en œuvre, la conception, lafabrication, l’exploitation et la maintenance dessystèmes de réfrigération et des pompes à cha-leur. En plus des contraintes liées à la sécurité età l’environnement, ces normes fixent des cri-tères minimaux à satisfaire à toutes les étapes dela vie de l’équipement.
� Pression
Le circuit frigorifique doit répondre à la direc-tive des équipements sous pression (DESP97/23/CE). Ainsi, la PS (pression relative maxi-male admissible) est déterminée d’après les fac-teurs suivants :
77
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Inflammation possible si température d'autocombustion atteinte
LII LSI
Inflammationimpossible
Inflammationimpossible
100 %0 %
Figure 3.5 – Zone d’inflammation des fluidesinflammables.
InflammabilitéLimite
Fluide Groupe pratique Température Limite inférieure Limite supérieure(kg/m3) d’autocombustion (LII, kg/m3) (LSI, kg/m3)
(°C)
R-134a A1 0,25 743 – –
R-152a A2 0,027 455 0,137 0,462
R-22 A1 0,3 635 – –
R-404A A1/A1 0,48 728 – –
R-407C A1/A1 0,31 704 – –
R-410A A1/A1 0,44 Non connue – –
R-32 A2 0,054 530 0,27 0,710
R-290 A3 0,008 470 0,038 0,171
R-600 A3 0,008 365 0,036 0,202
R-600a A3 0,008 460 0,043 0,202
R-1150 A3 0,006 425 0,031 0,391
R-717 B2 0,00035 630 0,104 0,195
Tableau 3.6 – Propriétés liées à la sécurité pour quelques fluides frigorigènesdes groupes L1, L2 puis L3 (norme EN 378-1).
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 77

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
– température ambiante ;– accumulation possible de gaz non conden-
sables ;– réglage des dispositifs limiteurs de pression
(s’ils existent) ;– utilisation ;– rayonnement solaire ;– encrassement ;– méthode de dégivrage.
De plus, la pression maximale admissible doit aumoins être déterminée par les températures deconception minimales suivantes, pour fixer lapression de saturation du fluide frigorigène.Quelques valeurs sont présentées dans le tableau3.7.
traction, à la corrosion... joints de tuyauterie, dis-tance maximale entre les supports, implanta-tion). Il en est de même pour la robinetterie ettous les dispositifs de protection, les instrumentsde mesure, d’indication et de régulation.Par ailleurs, les composants, les dispositifsd’isolement et de commande doivent être mar-qués de façon visible. L’installation doit com-porter une plaque signalétique renseignant surle fabricant, le modèle, et le numéro de sérieou de référence, l’année de construction, lenuméro du fluide frigorigène (en accord avecla norme ISO 817), la charge en fluide frigori-gène, et les pressions admissibles BP et HP,ainsi que les données électriques). Les tuyaute-ries installées sur place doivent être marquéespar un code couleur (code national) Ce codeest résumé, pour la France, dans le tableau 3.8.Enfin, ces normes fixent les essais de l’installa-tion avant mise en route et réception, ainsi quela documentation technique et le manuel d’ins-tructions relatif à l’équipement. Tous les détailsconcernant l’équipement au cours de sa vie doi-vent être notés dans un registre à jour :
– toute intervention et maintenance ou répara-tion ;
– charge ou complément de charge, quantité etorigine du fluide ;
– résultat d’analyse de fluide ou d’huile ;– modification ou remplacement de composants ;– essais périodiques ;– périodes significatives de non utilisation.
La norme EN 378-3 traite plus particulièrementde l’installation d’un équipement frigorifique insitu et de la sécurité des personnes : extincteurs,ventilation, détection des fuites, protection despersonnes, équipements de secours d’urgence.La norme EN 378-4 décrit les démarches et pré-cautions obligatoires lors du fonctionnement,de la maintenance, des opérations de répara-tion et de récupération des fluides et des huilesfrigorifiques ainsi que de leur transport et leurstockage. Seul, du personnel qualifié est autori-sé à intervenir. Tous les fluides doivent êtrerécupérés pour réutilisation ou recyclage, enutilisant des équipements spécifiques.Par ailleurs, les articles R543-75 à R543-125 ducode de l’environnement fixent maintenant les
78
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
Conditions � 32 °C � 43 °Cambiantes
Côté HP, condenseur à air
55 °C 63 °C
Côté HP, Tmax départcondenseur à eau eau +8 K
Côté BP, échangeur32 °C 43 °Cexposé à Tamb extérieure
Tableau 3.7 – Températuresde conception minimales.
Pour les équipements dont les évaporateurssont dégivrés par gaz chauds, la températurede conception côté HP sera seule utilisée. Lapression de conception sera obligatoirementinférieure à la PS.La DESP est entrée en vigueur en 2002 ; elle s’ap-plique lorsque les conditions suivantes sontréunies (PS > 0,5 bar et V > 1 l) et (PS.V >200 bar.l), indifféremment des composants consi-dérés (réservoirs, échangeurs, canalisations...).La réglementation régissant les installations anté-rieures est la loi n° 571 du 28 octobre 1943, com-plétée des décrets du 2 avril 1926 et n° 63 du18 janvier 1943 qui s’appliquait aux réservoirs ouparties d’équipement isolables et sous pressiondans les cas où (PS > 4 bar) et (PS.V > 80 bar.l).
� Divers
Les normes EN 378 fixent des règles concernantla conception et la mise en œuvre des tuyauteries(matériaux, épaisseur de paroi, résistance à la
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 78

conditions d’utilisation et de mise sur le mar-ché des fluides frigorigènes, conformémentaux exigences du règlement 842/2006 duParlement Européen et du Conseil. Ils mettenten place pour tout opérateur (entreprise mani-pulant des fluides frigorigènes : charge ourécupération, mise en service, entretien etréparation, contrôle d’étanchéité, conceptiond’équipements, enseignement...) l’obligationde détenir une Attestation de Capacité pourchaque établissement. Depuis juillet 2009, il estimpossible d’acheter des fluides frigorigènessans cette attestation. Pour obtenir l’attesta-tion, délivrée par un organisme agréé (BureauVeritas, CEMAFROID, SGS InternationalCertification Service, Qualiclimafroid, CETIM,SOCOTEC) le personnel manipulant lesfluides frigorigènes doit posséder une attesta-tion d’aptitude (délivrée par un organisme éva-luateur) et l’établissement doit justifier qu’ildétient l’outillage approprié ; enfin, chaqueannée avant le 31 janvier, l’opérateur doit com-muniquer sa déclaration annuelle de mouve-ment de fluides frigorigènes à son fournisseur.Rappelons enfin qu’il existe cinq catégoriespour l’attestation de capacité comme pourcelle d’aptitude : • catégorie I : Contrôle d’étanchéité, mainte-
nance et entretien, mise en service, récupéra-tion des fluides de tous les équipements deréfrigération, de climatisation et de pompe àchaleur ;
• catégorie II : Maintenance et entretien, miseen service, récupération des fluides des équi-
79
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
pements de réfrigération, de climatisation etde pompe à chaleur contenant moins de 2 kgde fluide frigorigène et contrôle d’étanchéitédes équipements de réfrigération, de climati-sation et de pompe à chaleur ;
• catégorie III : Récupération des fluides deséquipements de réfrigération, de climatisa-tion et de pompe à chaleur contenant moinsde 2 kg de fluide frigorigène ;
• catégorie IV : Contrôle d’étanchéité des équi-pements de réfrigération, de climatisation etde pompe à chaleur ;
• catégorie V : Contrôle d’étanchéité, mainte-nance et entretien, mise en service, récupéra-tion des fluides des systèmes de climatisationde véhicules, engins et matériels mentionnésà l’article R.311-1 du code de la route.
� Cas de l’ammoniac
L’ammoniac présente un nombre importantd’avantages : température critique élevée, coeffi-cients de transfert thermique élevés, meilleurrendement sur une large plage d’utilisation,dimensions plus réduites des tuyauteries, chargeen fluide plus faible, coût du fluide moins élevé(ceci pourrait être encore amplifié si une éco-taxe s’appliquait), etc. Mais à côté de ces avan-tages, il présente également des inconvénientsnotoires : températures de refoulement élevées,incompatibilité avec le cuivre et les alliages cui-vreux mais surtout seuil de toxicité faible.Sa toxicité est donc le problème majeur de l’am-moniac. Il faut des installations étanches et il faut
Couleurs de fond Couleurs d’identification Couleurs d’état
Air : bleu clair NH3 : vert-jaune clair Chauds ou surchauffés :orange gris
Vapeur d’eau : gris clair HFC, HCFC, CFC : vert-jaune Froids : violet moyenaluminium
Eau : vert-jaune Huile : jaune Gaz liquéfiés : rose moyen
Autres gaz : jaune orange Eau potable : gris clair Gaz raréfiés : bleu clair
Huile : brun Eau non potable : noir Sous pression :rouge orange vifPollué ou vicié :marron moyen
Tableau 3.8 – Code couleur applicable en France pour les tuyauteriesdes équipements frigorifiques.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 79
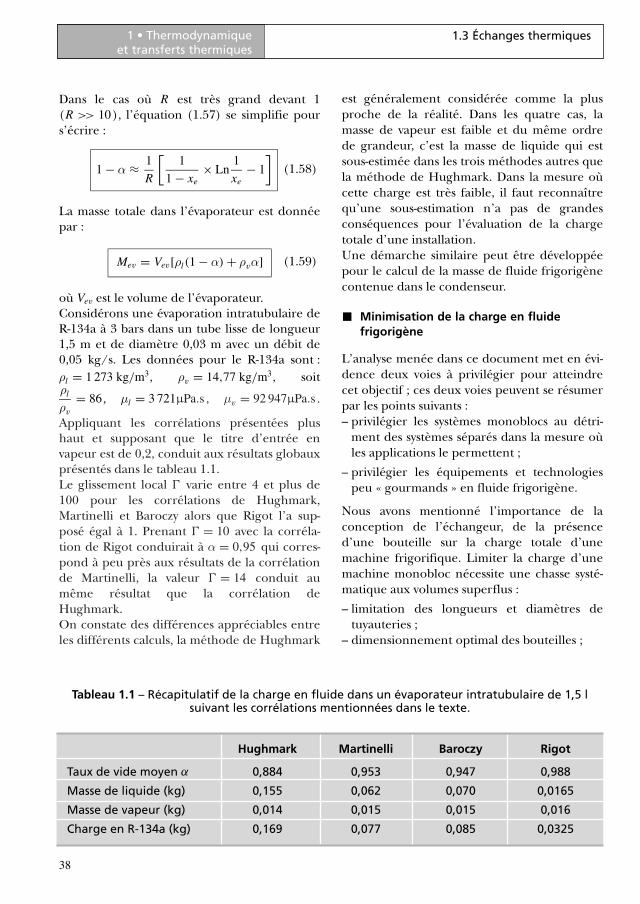
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
– seuil d’irritation grave (début de gêne) :250 ppm
– seuil norme ISO 817 : 400 ppm– limite de respiration tolérable : 500-1 000 ppm– danger résultant d’une exposition courte :
2 500 ppm– risque grave de mortalité par asphyxie : + de
5 000 ppm
Les règles pour l’utilisation de l’ammoniac dansdes installations frigorifiques dépendent encorefortement des pays ; en France, elles sont régiespar la rubrique 1136B que l’on peut résumercomme suit (tableau 3.9).Le rayon concerne la distance à laquelle doits’appliquer l’étude d’impact pour la demanded’autorisation mentionnée.Une donnée intéressante concerne l’ordre degrandeur des puissances correspondant auxcharges présentées dans le tableau 3.9. Il y aencore peu de temps, on considérait qu’il fallait1 kg de fluide frigorigène (voire plus) pour pro-duire une puissance frigorifique de 1 kW.Maintenant, avec les efforts de confinement(notamment au niveau des bouteilles) ce sontmoins de 200 g par kW de froid qu’il faut consi-dérer. Un constructeur a réalisé un GRL utili-sant seulement 20 g d’ammoniac par kW frigo-rifique !D’après le tableau 3.10, on voit donc que la situa-tion n’est pas du tout aussi critique qu’il peut yparaître à première vue en ce qui concerne lesformalités administratives pour les installationsfrigorifiques. Pour les unités à refroidissementindirect correctement conçues, seules les très
80
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
prévoir des mesures en cas de fuite accidentelle.La norme EN 378-3 impose la mise en place d’undétecteur d’ammoniac avec deux limites :– limite basse : 350 mg/m3, soit 500 ppm (V/V),
déclenchant une alarme et la ventilation méca-nique ;
– limite haute : 21 200 mg/m3, provoquant l’ar-rêt automatique de l’équipement frigorifique.
Il est intéressant de commenter ce qui se passeen cas de fuite sur une installation à l’ammo-niac. D’abord, il est important de noter quel’ammoniac est un gaz plus léger que l’air(masse molaire 17 contre 29 pour l’air) qui vadonc avoir tendance à s’élever, ceci sera favo-rable pour l’extraction. Il faut donc prévoir,dans le local où se trouve l’installation, unextracteur en partie haute qui se déclenchedès que la fuite est détectée. Si la fuite appa-raît sur une partie vapeur du circuit, l’ampleurde cette fuite sera limitée par la production devapeur. Il faut donc impérativement stoppertoute source de vapeur (donc stopper l’ali-mentation de la charge thermique à l’évapora-teur) et dans ce cas l’émission d’ammoniac estlimitée à la présence des vapeurs dans lestuyauteries. D’où l’intérêt de prévoir une ins-tallation confinée à faible charge et à faiblevolume interne. En revanche, si la fuite appa-raît sur une section liquide de l’installation,l’ampleur de la fuite peut être plus importanteet dans ce cas les consignes d’évacuation doi-vent être impérativement respectées. Consi-dérons maintenant les conséquences sur le voi-sinage. Dans la mesure où l’ammoniac estmoins dense que l’air, il s’élève dans l’atmo-sphère notamment sous l’influence du vent.Ceci est un élément très favorable, le voisinagesera peu perturbé par les émanations qui vonttrès rapidement se retrouver en altitude. Onvoit ici que l’étude d’impact doit tenir comptede la présence éventuelle d’immeubles ou detours dans le voisinage.Quelques chiffres pour caractériser la toxicitéde l’ammoniac :– concentration minimale détectable (odeur) :
5 ppm (en volume, soit 3,5 mg/m3)– concentration maximale admise pendant le
travail : 20 ppm
Charge Conditions* Rayon
C > 200 t AS 6 km
1, 5 t < C � 200 t A 3 km
150 kg < C � 1, 5 t DC 0 km
C < 150 kg Rien 0 km
Tableau 3.9 – Conditions administrativesà satisfaire en fonction de la charge C
d’ammoniac dans l’installation.
*AS : autorisation avec servitude de type Seveso.A : autorisation. D : déclaration. C : soumis à contrô-le périodique.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 80

grosses installations de production du froid(7,5 MW < Q0) sont concernées par la deman-de d’autorisation spécifique à l’ammoniac, lesautres peuvent se contenter de la déclaration. Enrevanche, pour les unités à détente directe, laréglementation est plus contraignante puisqueles unités au-delà de 750 kW sont concernées (cequi inclut les petits supermarchés).
Ces grandeurs sont données à titre indicatif, carles installations frigorifiques doivent respecterla rubrique 2920 « Installations de réfrigérationet de compression fonctionnant à des pressionseffectives > 105 Pa », selon la puissance élec-trique absorbée.Pour les fluides classés A1, les seuils sont indi-qués dans le tableau 3.11.Pour les fluides toxiques ou inflammables, cesseuils sont abaissés aux valeurs suivantes(tableau 3.12).
� Cas des hydrocarbures
Pour le cas des hydrocarbures, la réglementa-tion est encore ambiguë dans la mesure où lanorme européenne EN 378 est moins stricteque l’arrêté français du 21 février 2000 du JOn° 68. En effet, en France, les hydrocarbures,inflammables sont interdits dans les ERP (éta-blissements recevant du public) alors que lanorme européenne EN 378, qui mentionnel’utilisation des fluides inflammables, définittrois catégories suivant le type d’occupation dulocal.Cette norme laisse donc ouverte la possibilitéd’utilisation de fluides frigorigènes inflam-mables suivant le type d’occupation. Pour unlocal de catégorie A (voir tableau 3.5), un systè-me frigorifique bien conçu contenant moins de1,5 kg d’hydrocarbure peut éventuellementproduire une puissance frigorifique de 15 kW,voire un peu plus. Par exemple, si l’on souhaiteinstaller un MFV (meuble frigorifique de vente)équipé d’un GRL (groupe refroidisseur de
81
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Conditions Rayon
d’affichage
P∪el < 50 kW Rien 0
50 kW < P∪el � 500 kW D 0
P∪el > 500 kW A 1 km
Tableau 3.11 – Conditions administrativesà satisfaire en fonction de la puissance
électrique absorbée, pour les installationsutilisant des fluides frigorigènes classés A1.
Conditions Rayon
d’affichage
Pel < 20 kW Rien 0
20 kW < Pel < 300 kW DC 0
Pel > 300 kW A 1 km
Tableau 3.12 – Conditions administrativesà satisfaire en fonction de la puissance
électrique absorbée, pour les installationsutilisant des fluides frigorigènes
toxiques ou inflammables.
Charge Conditions* Froid indirect Froid direct
Q0 = 5 kW/kg Q0 = 0, 5 kW/kg
C > 500 t AS Q0 > 2500 MW Q0 > 250 MW
50 t < C < 500 t A 250 MW < Q0 < 2500 MW 25 MW < Q0 < 250 MW
1, 5 t < C < 50 t A 7, 5 MW < Q0 < 250 MW 750 k W < Q0 < 25 MW
150 kg < C < 1, 5 t D 750 kW < Q0 < 7, 5 MW 75 kW < Q0 < 750 kW
Tableau 3.10 – Conditions administratives à satisfaire en fonction de la puissance frigorifique Q0
et de la charge C d’ammoniac présente dans l’installation en supposant une puissance frigori-fique de 5 kW/kg d’ammoniac (froid indirect) ou de 0,5 kW/kg d’ammoniac (froid direct).
*AS : autorisation spéciale. A : autorisation. D : déclaration.
C : soumis à contrôle périodique.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 81

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
liquide) fonctionnant au R-290 dans un petitlocal commercial dont le volume est de 100 m3,quelle quantité maximale de R-290 est-on auto-risé à y installer d’après les normes ? D’aprèsl’arrêté français, étant dans un ERP, l’utilisationdu R-290 est interdite. D’après la norme euro-péenne EN 378, le groupe « scellé » peut conte-nir au maximum 800 g de R-290 car la limitepratique du propane est de 0,008 kg/m3. Si lesystème frigorifique est très bien conçu avec unconfinement poussé, cela permettra de produi-re une puissance frigorifique comprise entre 5et 10 kW.À noter qu’en Europe, la majorité des réfrigéra-teurs et congélateurs ménagers fonctionnentaux hydrocarbures (généralement l’isobutane,R-600a ou un mélange isobutane-propane) etque des équipementiers proposent des groupesrefroidisseurs de liquide aux hydrocarbures.C’est ainsi qu’en Allemagne, une dizaine desupermarchés utilisent le propane comme fluidefrigorigène. Dans ce cas, les systèmes de produc-tion du froid sont installés dans un local tech-nique et le froid est distribué à l’aide d’un fluidesecondaire. Il n’est pas impossible que la situa-tion se débloque très rapidement en faveur des
hydrocarbures suivant les capacités de l’industrieà maîtriser les problèmes relatifs à la sécurité, etsuivant l’évolution de la réglementation.De façon générale, lorsqu’on utilise des gazinflammables, il est impératif d’analyser lesrisques afin de prévoir les méthodes permettantd’éviter toute explosion. Il faut entre autres sur-veiller l’atmosphère dans laquelle est implantél’équipement avec des explosimètres, ou détec-teurs de gaz, déclenchant des alarmes et desprocédures de sécurité permettant d’éviter dedépasser la LII (limite inférieure d’inflammabi-lité), dont la plus importante est l’extractiond’air de la salle concernée (entrée d’air neuf etextraction de l’air vicié). Pour éliminer toutrisque d’étincelle, il convient de déporter lesmatériels électriques ou à défaut, d’utiliser dumatériel anti-déflagrant conforme aux normesEN 50-0014, EN 50-0018 et EN 50-0019. Cesnormes définissent trois zones vis-à-vis de ladangerosité du local dans lequel sont utilisés leséquipements électriques :
– zone 0 : emplacement où une atmosphèreexplosive consistant en un mélange air +matières combustibles sous forme de gaz,vapeur ou brouillard est présente en perma-
82
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes
que le R-22 (+60 % à –40 °C, et +76 % à +10 °C). Parmi les HFC, seul le
∆ Tss ref
∆ To
W’
1 1’
4’
3’ 3
4
2’2
)TT(L
Coc
pl −
0
01
04v hh
hhx −
−=
ref
ss
pl
0T
L
Cq ∆=δ
Pre
ssio
n (b
ars)
Enthalpie (kJ/kg)
~
Figure 3.6 – Titre en vapeur et influence du sous-refroidissement.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 82
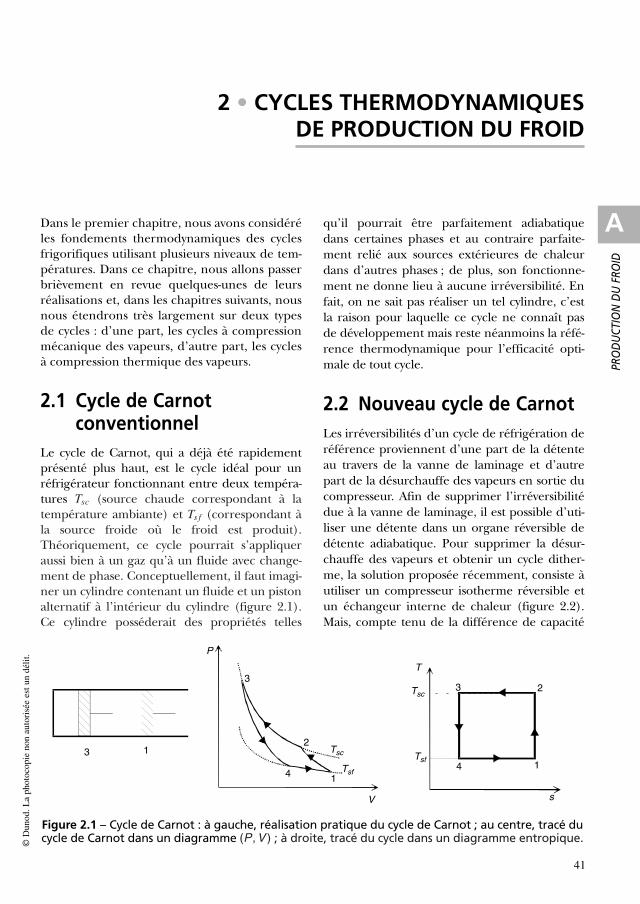
A
PRO
DU
CTIO
N D
U F
ROID
nence, ou pendant de longues périodes, oufréquemment ;
– zone 1 : emplacement où la même atmosphè-re est susceptible de se former occasionnelle-ment en fonctionnement normal ;
– zone 2 : emplacement où la même atmo-sphère n’est pas susceptible de se former enfonctionnement normal, ou si une telle for-mation se produit néanmoins, qu’elle ne soitque de courte durée.
Le cas d’équipements frigorifiques scellés cor-rectement conçus et construits ne peut concer-ner que les zones 2.Enfin, il est important d’examiner chaque casparticulier, et de supprimer toute source chaude.Dans ce cadre, tout le matériel électrique doitêtre anti-déflagrant, ou à défaut, être placé dansune enveloppe sous pression de gaz inerte (azote,par exemple). Cette précaution concerne lesluminaires, les interrupteurs, les prises d’alimen-tation, les moteurs électriques, les contacteurs ouactionneurs... Dans tous les cas, la norme EN 378-3 impose l’utilisation d’au moins un détecteurréglé à un niveau ne dépassant pas 25 % de lalimite inférieure d’inflammabilité dans l’air, etactionnant une alarme.
3.3.4 Quelques repèrespour les propriétés des fluides
Parmi les propriétés des fluides frigorigènes,nous en distinguerons trois qui jouent un rôleimportant, et que l’on peut facilement relieraux propriétés thermophysiques, ce sont :
– le taux de compression ;– la température de refoulement ;– le titre en vapeur à l’entrée de l’évaporateur
et l’influence du sous-refroidissement.
Lorsqu’on étudie un fluide dont les propriétéssont mal connues, il est utile de disposer derepères permettant de savoir si ce fluide peut êtreun bon fluide frigorifique ou non. Cettedémarche de « screening » peut être utile, parexemple pour rechercher des substituts aux HFC.Utilisant l’approximation des gaz parfaits, nousallons en déduire quelques repères indiquantcomment les fluides se situent par rapport auxtrois propriétés énoncées plus haut.Néanmoins, il faut être prudent dans l’applica-
tion de ces critères notamment lorsqu’on serapproche du point critique (ce qui sera parti-culièrement le cas avec le R-744) car l’hypothè-se des gaz parfaits n’est plus valable. Cependantces repères permettent de situer les fluides lesuns par rapport aux autres.
� Taux de compression
Supposant que la vapeur se comporte commeun gaz parfait et utilisant la relation deClausius-Clapeyron qui relie la pression devapeur saturante à la température :
∂LogP
∂1
T
= − L M
R(3.2)
où L est la chaleur massique de vaporisation, Mest la masse molaire et R est la constante des gazparfaits, on obtient pour le taux de compressionτ :
Logτ = L M
R· Tc − T0
TcT0(3.3)
où T0 et Tc sont respectivement les températuresd’évaporation et de condensation. Dans lamesure où le produit L M n’est autre que la cha-leur molaire de vaporisation, on en déduit quele taux de compression dépend d’une part desconditions opératoires à travers le groupementTc − T0
TcT0et d’autre part du fluide frigorigène à
travers la chaleur molaire de vaporisation.
� Température de refoulement
Suivant la même démarche en supposant que lavapeur se comporte comme un gaz parfait, onpeut également facilement montrer que la tem-pérature de refoulement isentropique, Tref , estdonnée par :
LogTref
T0= L
cpv
Tc − T0
TcT0(3.4)
où cpv est la capacité thermique massique de lavapeur. Cette relation suppose que le cpv estconstant au cours de la compression, ce quicomme nous le verrons plus loin n’est pasrigoureusement le cas pour les fluides frigori-
83
3.3 Propriétés recherchées pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 83
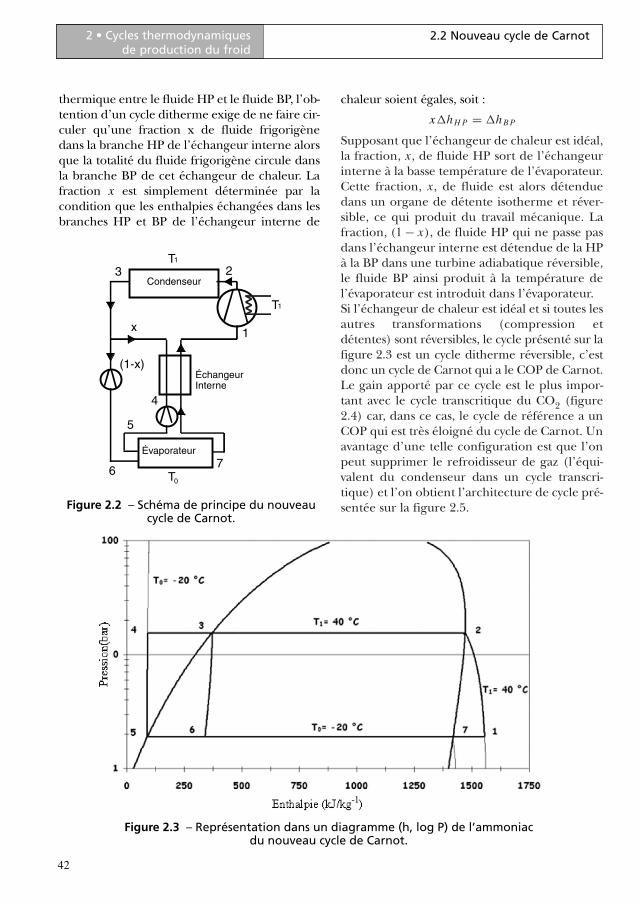
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
gènes. On constate que la température derefoulement dépend des conditions opéra-
toires à travers le groupement Tc − T0
TcT0et
d’autre part du fluide frigorigène à travers le
rapport L
cpv
. Il est courant d’entendre dire que
la température de refoulement dépend du γdu fluide, c’est exact pour un taux de compres-sion donné, néanmoins, ce n’est pas exact pourdes températures de fonctionnement données.
En fait le rapport L
cpv
varie comme γ à une
exception près, l’eau.
� Titre en vapeur et influencedu sous-refroidissement
Le titre en vapeur au cours de la détente isen-thalpique (figure 3.6) est donné par :
xv = cpl
L(Tc − T0) (3.5)
où cpl est la capacité thermique massique duliquide. Ce titre en vapeur dépend des condi-tions opératoires au travers de (Tc − T0) et du
fluide frigorigène au travers du rapport cpl
L. Plus
ce rapport est élevé et plus le manque à gagnerau niveau de la production du froid, dû au titreen vapeur, est important et donc plus le sous-refroidissement sera efficace. De plus, le gainenthalpique apporté par le sous-refroidissementest égal à cpl (Tc − Tsref) à comparer à L, soit :
gain sous-refroidissement = cpl
L(Tc − Tsref) (3.6)
Pour un sous-refroidissement (Tc − Tsref )donné, le gain est d’autant plus important que
le rapport cpl
Lest élevé.
� Trois groupements
On voit donc apparaître trois groupements quipermettent de classer les fluides frigorigènesvis-à-vis des trois propriétés citées plus haut : letaux de compression, la température de refou-lement et enfin le titre en vapeur et l’influencedu sous-refroidissement. Ces trois groupementssont d’une part la chaleur molaire de vaporisa-
tion, d’autre part le rapport L
cpv
et enfin, le rap-
port cpl
L. Rappelons que, pour un gaz parfait,
l’enthalpie ne dépend que de la température,
donc cpv =(
∂h
∂T
)p
ne dépend que de la tem-
pérature et est indépendant de la pression. Lesfluides frigorigènes, notamment au voisinagede la température de changement de phase etprès du point critique, présentent une capacitéthermique qui dépend de la pression, ce quiprouve que leur comportement s’écarte decelui d’un gaz parfait. Parmi les fluides frigori-gènes, le R-744 (CO2) et le R-410A sont lesfluides qui divergent le plus par rapport à cetteapproche simplifiée.
3.4 Mélanges de fluidesfrigorigènes
3.4.1 Rappels thermodynamiques
� Solutions idéales de liquides :loi de Raoult
Pour une solution idéale, afin de connaître lapression totale et la composition de la phasevapeur en équilibre avec cette solution, il fautd’abord connaître la pression de vapeur satu-rante, Pi0(T ) , de chaque liquide pur constituantle mélange (figure 3.7).D’après la loi de Raoult, la pression partielle dechacun des composants dans la phase vapeurest proportionnelle à sa fraction molaire en
84
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
i seul
P i0
P
mélange x i
P iy i
T T
liquide
vapeur
Figure 3.7 – Schéma illustrant les notationsutilisées : P est la pression de vapeur totale
correspondant à la solution liquide (xi compo-sition molaire en phase liquide), Pi est la pres-sion partielle du composant i dans le mélange
gazeux (yi composition molaire en phasegazeuse). La pression de vapeur saturante dechaque composant i du liquide à l’état pur et
à la température T du mélange est Pi0.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 84
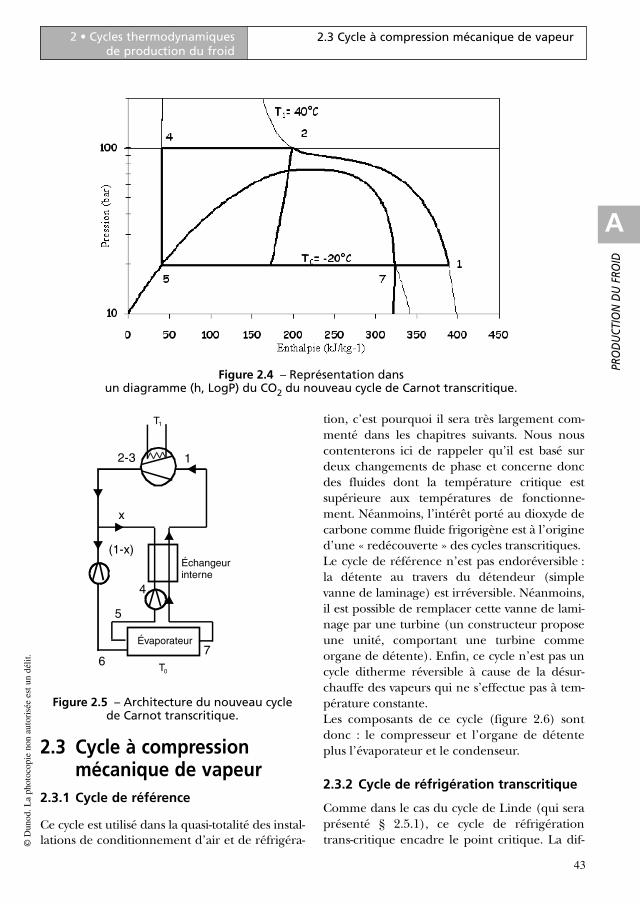
phase liquide :
Pi = xi Pi0 (3.7)
où Pi est la pression partielle du composant i,dans le mélange, en équilibre avec la solutionliquide dans laquelle la concentration molairedu composant i est xi. Pi0 est la pression devapeur saturante du liquide pur i à la tempéra-ture de la solution.Si l’on considère la phase vapeur comme unmélange de gaz parfaits, en combinant l’équa-tion (3.7) avec la loi de Dalton, on obtient :
Pi = yi P = xi Pi0 (3.9)
qui conduit à :
Ki = yi
xi= Pi0
P(3.10)
qui montre que le rapport des fractionsmolaires du composant i dans les phases vapeuret liquide est égal au rapport de la pression devapeur saturante du composant i (Pi0) à lapression totale P. Ce rapport s’appelle la volati-lité Ki du composant i : Ki = yi/xi
Attention : la loi de Raoult utilise la concentra-tion molaire, xi. Les concentrations molaire, xi
et massique, xmi sont définies comme suit :
xi = ni∑j
nj
= ni
nmél
ou xmi = mi∑
j
mj
= mi
mmél= ni Mi(∑
j
nj
)M
ni est le nombre de moles du composant i dansle mélange.nmél est le nombre total de moles dans lemélange.mi est la masse du composant i dans le mélange.mmél est la masse du mélange.Mi est la masse molaire du composant i.M est la masse molaire du mélange.Il vient alors :
xmi = xi Mi
M(3.11)
En phase vapeur on a de même :
ymi = yi Mi
M(3.12)
� Solutions non idéales de liquides
Dans le cas des solutions réelles, des corréla-tions existent donnant les grandeurs thermody-namiques en fonction de la concentration et dela température. Pour les fluides frigorigènes, lelogiciel REFPROP édité par le NIST a ainsi étéchoisi comme référence par l’ASERCOM.
3.4.2 Mélanges binaires
� Mélanges binaires idéaux
Pour deux constituants, x1 = x, x2 = (1 − x) ety1 = y , y2 = (1 − y). Prenant, par exemple, lafraction molaire en phase liquide x du corps lemoins volatil (pression saturante la moins éle-vée), on obtient ainsi :
P = x P10 + (1 − x)P20 = P20 + x(P10 − P20) [a]
y = P1
P= x P10
x P10 + (1 − x)P20[b]
(3.13)
Pour une température T, la relation donnant lapression P en fonction de x correspond à unedroite reliant les pressions de saturation desdeux corps purs. Dans un diagramme (P,x), ladroite P = f (x) est appelée courbe de bulle. Dansce même diagramme (figure 3.8), on a coutu-me de représenter également la concentrationy , et la courbe (P,y) est appelée courbe derosée. On obtient ainsi un diagramme (P,x,y) .Pour tracer la courbe de rosée, on se donne x,on déduit P de l’équation (3.13a) puis on cal-cule y. Pour une pression donnée, on détermi-ne donc deux concentrations : la concentrationx de la phase liquide et la concentration y de laphase vapeur. Pour une concentration donnée,on détermine également deux pressions : lapression de bulle donnée par l’équation(3.13a) et la pression de rosée donnée implici-tement par :
y = P − P20
P
(1 − P20
P10
) (3.14)
En pratique, pour construire la courbe de rosée,on utilise un tableau intermédiaire donnant,pour une pression donnée, la concentration y.
85
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 85
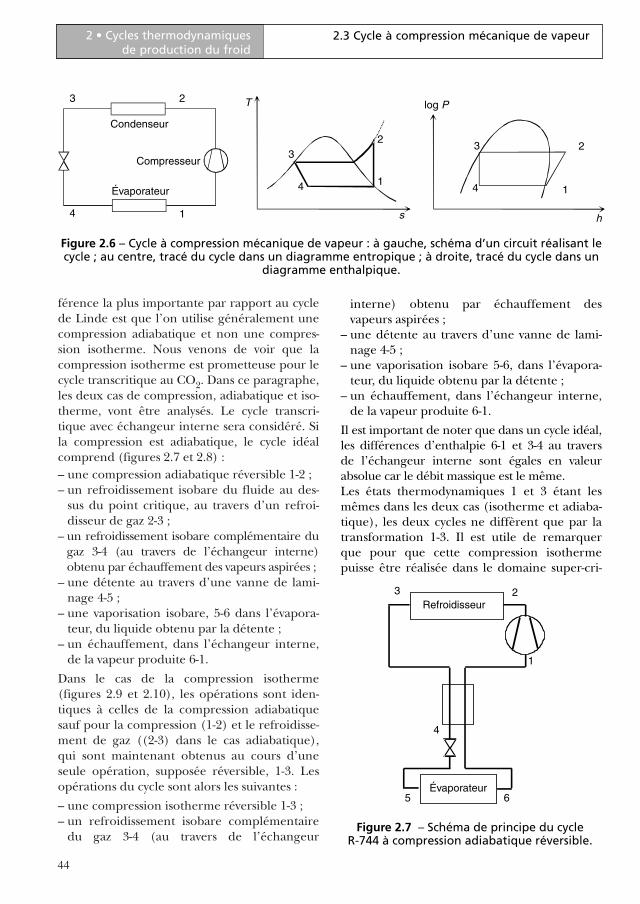
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
La courbe de rosée est alors l’ensemble despoints d’abscisse y et d’ordonnée P. La figure 3.8présente la construction de deux points de cettecourbe (x32 = 0,2 ; P = 3,97 bar ; y32 = 0,41) et(x32 = 0,6 ; P = 6,05 bar ; y32 = 0,807).La différence entre les concentrations dechaque composant en phase liquide et vapeurest un résultat important qui est à la base desprocédés de séparation par distillation. La sépa-ration par distillation est d’autant plus impor-tante que les pressions de vapeur saturante descorps purs utilisés dans le mélange diffèrent.Autant ce phénomène de distillation est positifpour la séparation (et, comme nous le verronsplus loin, pour les cycles à compression ther-mique de vapeur), autant il peut être pénalisantdans un cycle de réfrigération à compressionmécanique de vapeur dans lequel la séparationn’est pas recherchée, bien au contraire. C’est laraison pour laquelle nous nous attacherons àquantifier cet effet dans la suite.Dans la relation (3.13b), diviser numérateur etdénominateur par P10 conduit à :
y = x
x + (1 − x)P20
P10
(3.15)
Dans cette relation, la concentration x corres-pond à l’espèce 1. La relation entre x et y ne
dépend que du rapport P20
P10. Si P10 = P20 ,
y = x : c’est le seul cas où les compositions en
phase gazeuse et liquide sont égales. Si P20
P10
∼= 0,
y = 1 : dans le cas du mélange d’une vapeurtrès volatile (P10 très grand) et d’une vapeurtrès peu volatile (P20 très faible), la phase gazeu-se contient essentiellement de la vapeur trèsvolatile quelle que soit la composition de laphase liquide. C’est le cas du mélange eau-ammoniac : l’ammoniac est beaucoup plus vola-til que l’eau et la vapeur est très riche en ammo-niac quelle que soit la composition de la phaseliquide. C’est aussi le cas, dans une moindremesure, des mélanges zéotropes de HFC pré-sentant un glissement de température impor-tant (tels le R-407C). En revanche, en ce quiconcerne les HFC purs ou les mélanges azéotro-piques ou proches azéotropiques, les composi-tions en phases liquide et vapeur sont égales outrès proches.
� Diagrammes de phase pour des systèmesbinaires (équilibre liquide/vapeur)
Les diagrammes de phase sont particulière-ment importants pour l’étude des mélanges.Nous n’avons pas retenu le R-410A dans la figu-re 3.10 car les pressions des R-32 et R-125 sontproches, nous avons pris un mélange R-32/R-134a pour lequel le rapport des pressions estplus important (à 0 °C, les pressions saturantes
86
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
0
1
2
3
4
5
6
7
8
9
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
x32
P (
bar)
T = 0 °C
Bulle
Rosée
0
1
2
3
4
5
6
7
8
9
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
x32
P (
bar)
T = 0 °C
Bulle
Rosée
x = 0,2 y = 0,41 x = 0,6 y = 0,807
Figure 3.8 – Courbe de bulle p = f (x) pour le mélange binaire (R-134a/R-32), considéré commeidéal, à 0 °C, et construction de la courbe de rosée.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 86
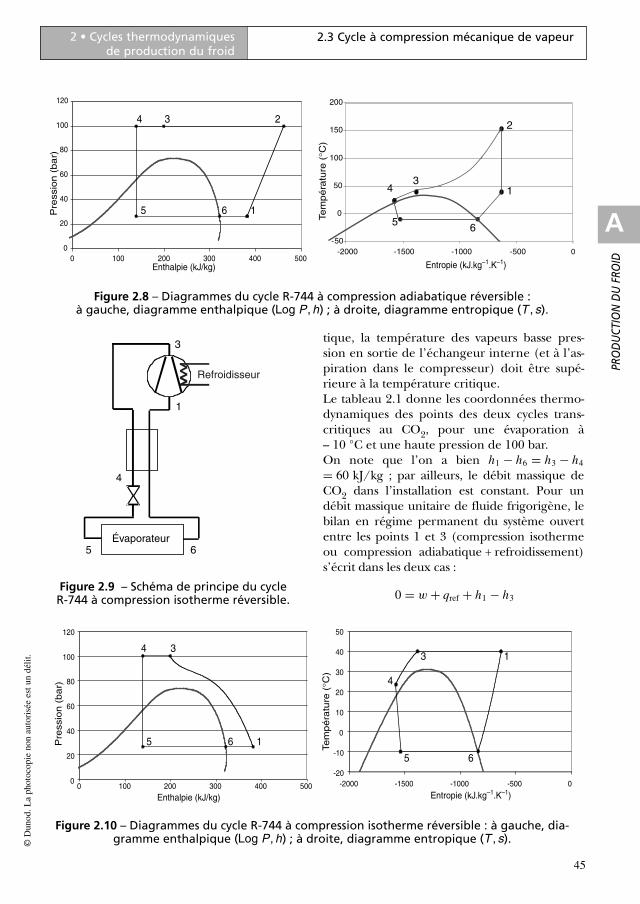
A
PRO
DU
CTIO
N D
U F
ROID
sont : PR-32 = 8,14 bar et PR-134a = 2,93 bar).D’après la règle de phase de Gibbs (V = C + 2− = 2 + 2 − 2 = 2) , où C = 2 est le nombrede constituants indépendants et = 2 est lenombre de phases en présence, un équilibrediphasique binaire est divariant. Le diagrammede phase d’un mélange binaire doit donc êtrereprésenté avec trois dimensions (pression enfonction de la composition et de la températu-re ; en fait, on utilise des représentations à deuxdimensions (température en fonction de lacomposition pour une pression donnée (figure3.9) ou pression en fonction de la compositionpour une température donnée (figure 3.10)).Le diagramme (température en fonction de lacomposition pour une pression donnée[figure 3.9]) définit trois régions séparées pardes courbes ; ces régions représentent lesdomaines suivants : phase liquide (partie basse),
phase vapeur (partie haute), coexistence desphases liquide et vapeur dans le fuseau.Sur la figure 3.10, à température constante, lacourbe de séparation entre région liquide etrégion diphasique s’appelle courbe d’ébullitioncommençante ou plus simplement « courbe debulle » ; ce n’est plus une droite, comme dansle cas des solutions idéales. La courbe de sépa-ration entre région gazeuse et région dipha-sique s’appelle courbe de rosée. La courbe debulle est celle qui nous est donnée par la rela-tion entre P et x alors que la courbe de roséeest celle qui nous est donnée par la relationentre P et y. Ce diagramme est valable pourune température donnée ; généralement onprésente des réseaux de courbes correspon-dant à différentes températures. Les dia-grammes diffèrent beaucoup suivant que lemélange binaire est zéotrope ou azéotrope,nous allons considérer les deux cas.
� Mélanges zéotropesEn chauffant à pression totale constante unliquide pur, sa température augmente etlorsque la température atteint la températured’ébullition commençante correspondant à lapression P de l’expérience, l’ébullition se pro-duit à pression et température constantes jus-qu’à épuisement du liquide, ensuite la tempé-rature de la vapeur augmente seulementlorsque tout le liquide s’est évaporé.Pour un mélange binaire zéotrope, l’effet produitest très différent. Soumettons un mélange binairezéotrope à des conditions identiques de chauf-fage à pression totale constante. Considérons unesolution liquide A + B de concentration molaire
xA = n A
n A + nB(figure 3.11). Dans les lignes qui
suivent, nous décrivons qualitativement ce qui seproduit lorsqu’on chauffe à pression constanteune solution binaire en partant d’un liquide sous-refroidi pour arriver à de la vapeur surchauffée.C’est une opération proche de celle qui se pro-duit dans un évaporateur à détente directe, pourune masse unitaire de fluide. Partant d’une solu-tion sous-refroidie (point 1), chauffons la solu-tion, la température augmente et l’on décrit ladroite d’abscisse xA. Lorsque cette droite inter-cepte la courbe de bulle commençante (sépara-
87
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
– 10
– 5
0
5
10
15
20
25
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
x32
T (
°C)
P = 6 bar
Figure 3.9 – Diagramme (T , x , y ), pour unepression totale constante, du mélange binaire
idéal zéotrope R-134a/R-32.
0
1
2
3
4
5
6
7
8
9
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
x32
P (
bar)
T = 0°C
Bulle
Rosée
Figure 3.10 – Pression de vapeur saturante à latempérature de 0 °C, en fonction de la compo-
sition, pour un mélange idéal R-134a/R-32,d’après la loi de Raoult. L’abscisse x32 est le
titre molaire en R-32.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 87

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
tion de la région liquide et de la région dipha-sique) au point 2 auquel correspond la tempéra-ture T2 (température d’évaporation commen-çante à la pression P de l’expérience), l’évapora-tion commence. Cette température d’évapora-tion T2 est comprise entre la température d’éva-poration TA du corps le plus volatil et celle TB ducorps le moins volatil. Rappelons que la volatilitéd’un constituant s’exprime par le rapport de sesconcentrations respectivement en phase vapeuret en phase liquide :
K A = yA
xA(3.17)
D’après la loi de Raoult, la volatilité pour unesolution idéale s’écrit aussi :
K A = yA
xA= PA
xA PA + xB PB(3.18)
Pour avoir, d’après le diagramme, la composi-tion de la phase vapeur en équilibre avec leliquide de composition xA et de températureT2, il suffit de tracer l’isotherme T = T2 quiintercepte la courbe de rosée (séparation
entre région diphasique et région de phasevapeur) au point 2R . L’abscisse de ce point 2Rdonne la composition y2A de la phase gazeuseen équilibre avec la solution liquide de compo-sition xA (figure 3.11). Ayant pris en abscisse laconcentration du corps A le plus volatil,d’après la forme du fuseau de la région dipha-sique, on constate que y2A > xA et donc quey2B < xB puisque xB = 1 − xA et y2B = 1 − y2A ,ce qui conduit à K B < K A. La composition dela phase vapeur étant différente de celle de laphase liquide, la composition de la phaseliquide va évoluer au fur et à mesure que va sepoursuivre l’évaporation. Mais, à la pression Pde l’expérience, la température d’ébullitiondépendant de la composition du liquide, laconséquence importante est que, dans ce cas,la température d’ébullition à pression totaleconstante n’est plus constante contrairementau cas de l’ébullition d’un corps pur. Le corpsle plus volatil s’évaporant plus vite que le corpsle moins volatil, pour une quantité donnée defluide, par exemple une masse unitaire defluide qui évolue dans un évaporateur, au furet à mesure que l’évaporation se produit, latempérature d’ébullition augmente car la solu-
88
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
Figure 3.11 – Diagramme (T, x, y) pour une pression totale constante, du mélange binaire zéotrope R-134a/R-32 : visualisation des transformations d’ébullition
et de condensation décrites dans le texte.
-10
-5
0
5
10
15
20
25
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
x32
T (
°C)
P = 6 bar
1
2 2R
3R
5
3L
T A
T B
T 4 T 3 T 2
4L 3 4
x A y 2A
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 88
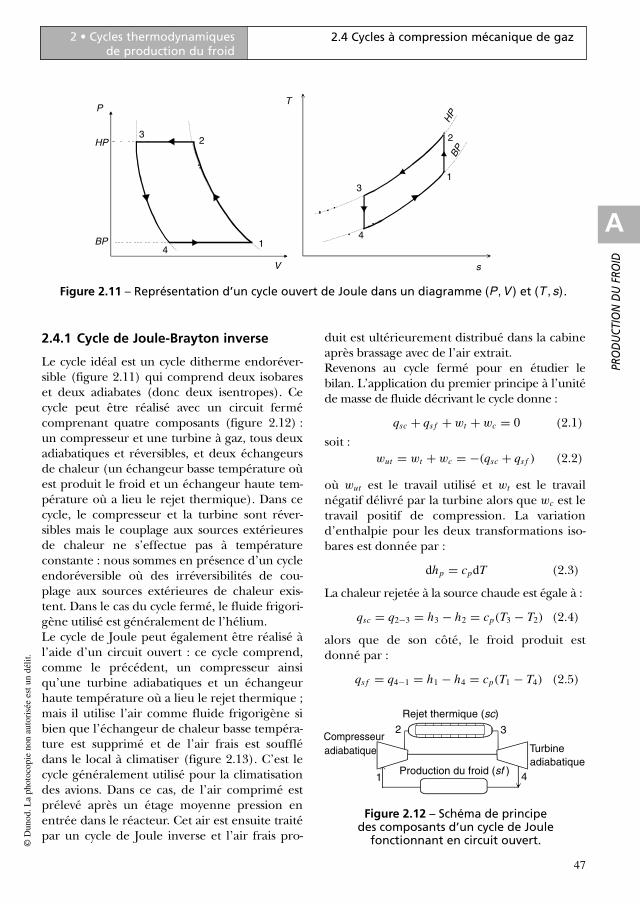
tion liquide s’enrichit en liquide le moins vola-til. La température maximale d’ébullition estla température T4 correspondant à l’intersec-tion de la droite d’abscisse xA avec la courbede rosée. En effet, au fur et à mesure que latempérature d’ébullition augmente, la quan-tité de liquide diminue et la quantité devapeur augmente. À tout instant, par exempleau point 3, la composition x3A de la phaseliquide est donnée par l’intersection de l’iso-therme T3 avec la courbe d’ébullition commen-çante en 3L. La composition de la phasevapeur y3A est donnée par l’intersection del’isotherme T3 avec la courbe de rosée en 3R .Les quantités respectives de liquide et devapeur sont données par les longueurs des seg-ments 3 − 3R et 3 − 3L ou par la règle desleviers.Le chauffage continuant, l’évaporation sepoursuit jusqu’à disparition de la phaseliquide. À cet instant, le point représentatif dumélange est en 4 (intersection de l’isotitre xA
et de la courbe de rosée) ; la composition de laphase vapeur est y4A = xA , et celle de la der-nière goutte de liquide est x4L. À partir de cepoint 4, la vapeur continue à s’échauffer maissa composition reste constante : le point repré-sentatif du mélange se déplace sur la verticaled’abscisse xA. On constate donc qu’au cours del’évaporation (2 − 4) :
– la température du mélange diphasique aug-mente (de T2, température de bulle à T4, tem-pérature de rosée ; la différence T4 − T2 s’ap-pelle le glissement ou glide en anglais) ;
– les compositions des phases liquide et vapeursont différentes et évoluent au cours de l’éva-poration ;
– la phase vapeur est toujours plus riche encomposant le plus volatil (corps A) que laphase liquide ;
– les deux phases s’appauvrissent en consti-tuant le plus volatil (composant A) : pour laphase liquide, la fraction molaire est maxi-male à l’évaporation commençante (en 2),puis elle est inférieure à la fraction molaireinitiale globale xA ; pour la phase vapeur, lafraction molaire du composant A est toujourssupérieure à xA.
89
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Les propriétés d’ébullition des mélangesbinaires ont des conséquences importantes pourl’évaporation des fluides frigorigènes constituésde mélanges. En effet, à pression constante dansl’évaporateur, la température varie au fur et àmesure que le fluide progresse en s’évaporant.Pour les fluides frigorigènes, le glissement estpositif : la température en sortie d’évaporateurest supérieure à la température d’entrée. Dans lecas d’un mélange binaire, la différence de tem-pérature est d’autant plus importante que la dif-férence de température saturante (à la pressiond’évaporation), des deux fluides constituant lemélange, est grande. De plus, les concentrationsde la phase liquide et de la phase vapeur ne sontpas les mêmes et elles évoluent au cours de l’éva-poration. Le même phénomène, un peu pluscompliqué pour la composition, existe bienentendu pour des fluides ternaires. Par ailleurs,un phénomène identique existe pendant laphase de condensation : la température decondensation n’est pas constante non plus. Dansce cas, la température diminue (dans le cas desfluides frigorigènes) au sein du condenseur aufur et à mesure que la condensation se produit.Il est possible de tirer profit de cette variation detempérature en cours d’évaporation (et decondensation) pour augmenter l’efficacité deséchangeurs.La figure 3.12 présente une comparaison entreles propriétés réelles (calculées avec d’après lelogiciel REFPROP) et celles données par la loide Raoult pour le mélange binaire R-134a/R-32à la température de 0° C. On constate que la loide Raoult représente très correctement la ten-dance mais ne donne pas les valeurs exactes despressions : l’écart atteint 20 % dans ce cas.
� Mélanges azéotropes
Dans certains cas, le diagramme de phase liquide-vapeur d’un mélange binaire présente un extre-mum, un tel mélange est appelé mélange azéotro-pe (par opposition, on appelle mélange non azéo-trope ou plus simplement mélange zéotrope, unmélange pour lequel le diagramme de phase neprésente pas d’extremum autre que les corps purs).Il existe des mélanges azéotropes où l’extremum estun maximum (figure 3.13) et d’autres pour les-
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 89

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
quels l’extremum est un minimum. On parle ausside mélanges à déviation positive (maximum) ounégative. Les mélanges de fluides frigorigènes zéo-tropes sont en général à déviation positive. Dans lesdeux cas, pour la composition de l’azéotrope, lesphases liquide et vapeur ont des compositions iden-tiques.L’azéotrope se comporte donc comme un corpspur. Dans le cas du mélange azéotrope, on se trou-ve dans la situation du corps pur lorsque la concen-tration azéotropique est atteinte : l’évaporation a
lieu à pression constante si la température est main-tenue constante. Néanmoins, la composition azéo-tropique varie avec la pression et la température sibien qu’en toute rigueur, un fluide azéotropiquepour une température donnée ne sera plus exacte-ment azéotropique pour une autre température, cesera alors un corps quasi azéotropique.
3.4.3 Présentation du R-410A :mélange binaire non idéal
Dans le cas d’un mélange binaire non idéal, lespropriétés sont données par des corrélations oudes logiciels. Le R-410A est un mélange binaireproche azéotropique de deux HFC : le R-32 etle R-125. Il n’a donc aucune action sur lacouche d’ozone. Il est, en principe, destiné àremplacer le R-22 dans les applications deconditionnement d’air, de refroidissement deliquides et de froid commercial.
� Diagrammes du mélange R-32/R-125
Les figures 3.14 et 3.15 présentent les dia-grammes (P,x , 0 °C) et (T,x) d’un mélange
90
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
0
1
2
3
4
5
6
7
8
9
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
x32
P (
bar)
T = 0°C
Bulle
Rosée
Figure 3.12 – Pression de vapeur saturante à la température de 0 °C, en fonction de la composi-tion, pour le mélange binaire R-134a/R-32 suivant la loi de Raoult (lignes continues) donnée par
les équations (3.13) à (3.15) et par les propriétés réelles du mélange (lignes en pointillés).
8
10
12
14
16
18
20
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Pression (bar)
x R-328
10
12
14
16
18
20
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Bulle
Rosée
Z
Figure 3.13 – Pression de vapeur saturante à latempérature de 20 °C, en fonction du titre
massique en R-32, pour le mélangepropane/R-32.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 90
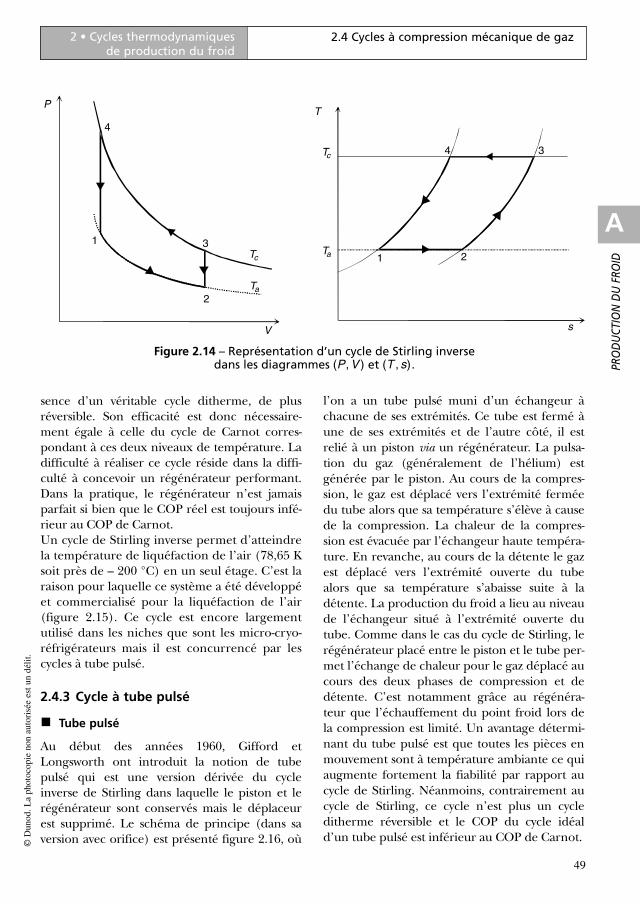
R-32/R-125. Le titre molaire en R-32 du R-410Aest égal à 69,8 % (correspondant à un titre mas-sique de 50 %). Le très faible glissement de tem-pérature constaté sur ces diagrammes confirmeque le R-410A est un mélange proche azéotrope.
� Diagramme (P, x , y )
La figure 3.14 permet de conclure que l’hypo-thèse d’un mélange idéal constitue uneapproche correcte de la réalité, puisque l’erreursur les pressions de bulle et de rosée est seule-ment de 0,6 bar (pour la composition corres-pondant au R-410A). La composition des phasesévolue exactement entre les mêmes limites.
� Diagrammes pression/température
La figure 3.16 montre le diagramme pres-sion/température du R-32, du R-125 et duR-410A. Pour ce dernier fluide, on a représentéla courbe de pression du liquide saturant (pres-sion de bulle).L’examen de cette figure amène aux conclu-sions suivantes :– Le R-32 est plus volatil que le R-125.– Les courbes de saturation du R-32 et du R-125
sont relativement proches.– Bien que les deux composants soient présents
dans le R-410A en proportions massiques égales,la pression du R-410A, à une température don-née, est beaucoup plus proche de celle du R-32que de celle du R-125 d’une part à cause de laconcentration molaire plus élevée en R-32 etd’autre part à cause de la non idéalité.
Les courbes de pression de bulle et de rosée duR-410A sont pratiquement superposées ; pourune pression donnée, ce fluide s’évapore à unetempérature que l’on peut estimer constante : àtitre d’exemple, pour une pression de 10 bar, latempérature de bulle est de 7,7 °C, celle derosée est de 7,8 °C. Le R-410A est donc unmélange binaire proche azéotrope.
91
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
R-125
R-32
R-410A
0
2
4
6
8
10
12
14
16
18
20
– 60 – 50 – 40 – 30 – 20 – 10 0 10 20 30 40
T évap (°C)
Psat (bar)
Figure 3.16 – Diagramme de la pressionde vapeur saturante (P, T ) du R-410Aet des deux fluides qui le composent.
6,5
7
7,5
8
8,5
0 10 20 30 40 50 60 70 80 90 100
P (b
ar)
x32
T= 0 °C
R-410A
Figure 3.14 – Diagramme (P, x , y ) du mélangeR-32/R-125 à 0 °C. Les courbes en traits pleins
correspondent aux propriétés réelles dumélange données par le logiciel REFPROP etcelles en pointillés correspondent à la loi de
Raoult.
6
7
8
9
10
11
12
13
14
0 10 20 30 40 50 60 70 80 90 100
P = 10 bar
x 32 (%)
T (°C)
Figure 3.15 – Diagramme (T , x) du mélangeR-32/R-125 à P = 10 bar d’après REFPROP.
3.4.4 Mélanges ternaires
� Solutions idéales
Une démarche identique à celle présentéepour les mélanges binaires peut être dévelop-pée pour les mélanges ternaires. Considérons
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 91
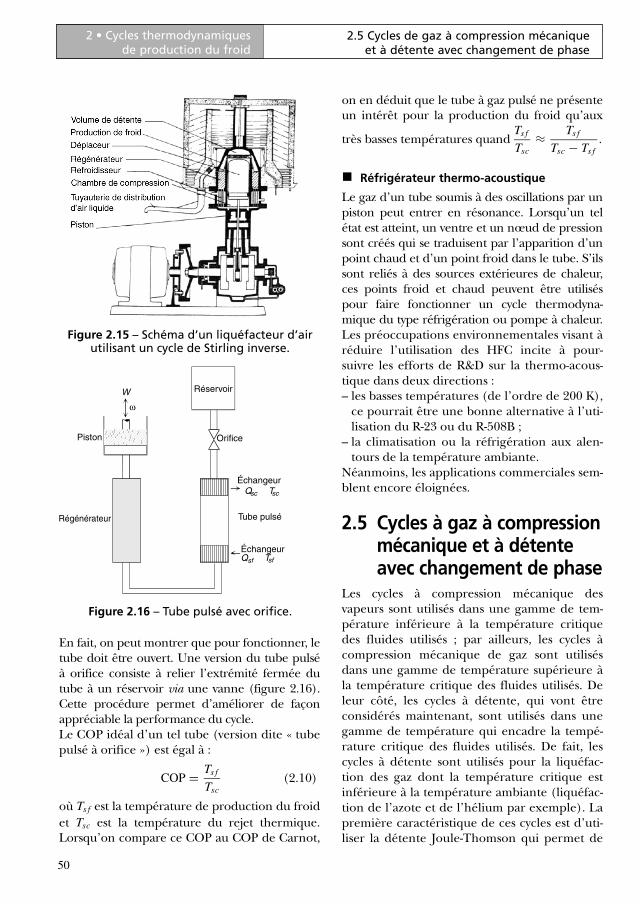
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
une solution ternaire idéale de compositionidentique à celle du mélange R-407C. Selon laloi de Raoult, la pression du mélange est don-née en fonction des concentrations molaires enphase liquide et des pressions saturantes descorps purs à la même température par :
P = xR-32 P0 R-32+xR-125 P0 R-125+xR-134a P0 R-134a
(3.19)
Les concentrations molaires xi (ou yi) sontreliées aux concentrations massiques xm
i (ouym
i ) par la relation :
xi = M
Mixm
i où Ml =∑
i
xi Mi
yi = Mv
Miym
i où Mv =∑
i
yi Mi (3.20)
Il faut être vigilant car la masse molaire dumélange qui doit intervenir dans ces formulesde conversion est celle correspondant auxconcentrations réelles dans les phases liquide etvapeur : elle n’est pas nécessairement égale à lamasse molaire M correspondant à la concentra-tion nominale du mélange ; c’est ainsi queMv =/ Ml =/ M .La concentration en phase vapeur s’obtient par :
yi = xi Pi0
P= xi Pi0∑
j
xj Pj0
(3.21)
Considérons un mélange nominal donné danslequel les concentrations en phase liquide, xi, sontimposées, il est utile d’observer que les concen-trations en phase vapeur, yi, dépendent des condi-tions opératoires et donc de la température.Pour le R-407C, les valeurs des concentrations à0 °C sont données dans le tableau 3.15.La pression de bulle P à 0 °C est donnée par :
P = 0,38 × 8,14 + 0,18 × 6,75 + 0,44 × 2,93
= 5,6 bar
Il existe des différences de concentrationimportantes entre les phases liquide et vapeur :le R-134a est le fluide le moins volatil et saconcentration en phase vapeur est nettementplus faible que sa concentration en phase liqui-de ; pour le R-32 qui est le plus volatil, c’est lecontraire, sa concentration en phase vapeur est
nettement plus élevée que celle en phase liqui-de ; pour le R-125, la concentration en phasevapeur est légèrement plus élevée que celle enphase liquide car il est légèrement plus volatilque le mélange (comme le montre la figure3.19, la pression de saturation du R-125 est plusélevée que la pression de bulle du R-407C).
� Variation de la composition dans le circuit
� Solution idéale
Dans une installation utilisant un mélange zéo-trope, les compositions en phase liquide et enphase vapeur sont différentes. Nous avons cal-culé la composition en phase vapeur dans unmélange idéal (voir § 3.4.2) et nous avons vuqu’elle était différente de la concentration enphase liquide. Ce résultat peut conduire à unphénomène de distillation si l’équivalent deplateaux de distillation existe au niveau del’évaporateur et du condenseur. Considéronsune installation qui vient d’être chargée avec lacomposition nominale du R-407C. On connaîtla masse de fluide introduite dans le circuitainsi que sa composition. On connaît donc lesmasses des différents composants. Considérantle R-407C, on connaît les masses de R-32, R-125et R-134a. L’installation étant à températureambiante, son volume est connu et connaissantla masse de fluide ainsi que les volumes mas-siques, on peut en déduire les concentrationsen phase liquide et en phase vapeur. Pour effec-tuer ce calcul, nous allons assimiler l’installa-tion globale à un seul volume V , comprenant lamasse totale de fluide m, dans lequel vontcoexister les deux phases. Appliquons cette ana-lyse, à partir de la loi de Raoult, au R-407C :{
m = ml + mv
V = Vl + Vv
(3.22)
Introduisant les trois compositions molaires :nominale xi0 du liquide initialement chargé, enphase liquide xi et en phase vapeur yi, le bilande masse sur chaque constituant donne :
xi0 N = [xi (1 − τmol) + yτmol] N
⇒ xi0 − xi
yi − xi= τ
⇒ xi0 = xi (1 − τmol) + yiτmol
(3.23)
92
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 92
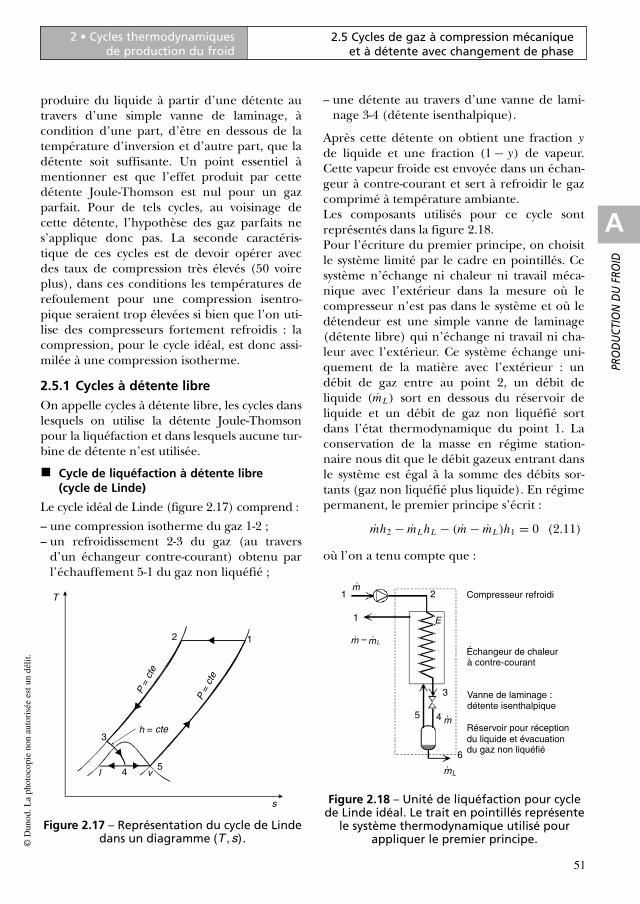
A
PRO
DU
CTIO
N D
U F
ROID
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
93
où N est le nombre de moles et τmol = Nv
Nest le
titre molaire en vapeur. On retrouve une loides leviers reliant les concentrations liquide(xi), vapeur (yi) et nominale (xi0) et le titremolaire en vapeur. Tenant compte de
yi = xi Pi0
Pet de la définition de la volatilité
Ki = Pi0
P, (3.23) s’écrit :
xi = xi0
1 − τmol(1 − Ki )(3.24)
Les corps plus volatils (Ki > 1, R-32 et R-125)auront une concentration molaire en phaseliquide inférieure à la concentration molairenominale alors que le corps le moins volatil(Ki < 1, R-134a) aura, au contraire, une concen-tration molaire en phase liquide supérieure à laconcentration molaire nominale. Ce sera lecontraire pour la phase vapeur. Il faut être vigi-lant en utilisant l’équation (3.24) car pour calcu-ler la volatilité, il faut tenir compte de la pressionréelle et non pas de la pression de bulle.
� Composition circulante
Un premier résultat important est qu’à partirdu moment où les deux phases coexistent et oùle mélange est un mélange à glissement avecyi =/ xi, les compositions des phases liquide etvapeur diffèrent mais de plus, aucune n’estégale à la concentration nominale. La composi-tion circulante est celle de la solution qui circu-le dans une installation, en régime permanent.Elle diffère de la solution nominale et desconcentrations en phase liquide et en phasevapeur dans les composants de l’installation oùles deux phases coexistent. La compositionlocale en un point d’un composant, représen-tée sur la figure 3.17, est celle donnée par lebilan matière local (on comptabilise la masse dechaque espèce quelle que soit la phase). Sur lafigure 3.17 est représenté un profil de composi-tion calculé pour le R-407C considéré commesolution idéale, dans une installation standard àdétente directe, représentant un volume inter-ne de 24 l, et chargée avec 7 kg de R-407C. Lacomposition circulante diffère de la composi-
tion nominale chargée : elle est plus riche enR-32 et en R-125 et plus pauvre en R-134a. Cetteremarque explique pourquoi, les fournisseursde R-407C livrent souvent un fluide dont lacomposition est légèrement différente de laconcentration nominale (pour ce fluide, leurtolérance est de 2 % massique d’écart par rap-port à la concentration nominale, pour chacundes trois composants). Souvent, il y a un peumoins de R-32. Revenant à la figure 3.17, onconstate de très fortes variations de composi-tion dans l’évaporateur et dans le condenseur.Deux causes à cet effet : d’une part le glisse-ment de température entraîne un gradient deconcentration locale dans chaque composant ;d’autre part la vitesse de la phase vapeur est tou-jours plus élevée que celle de la phase liquide àcause du changement de phase et, les deuxphases ont des concentrations différentes.Un second résultat important est que les concen-trations vont dépendre du titre en vapeur (doncdu volume de l’installation et de sa charge) etenfin, pour un titre en vapeur donné, les concen-trations vont dépendre de la température. Onentrevoit ici toute la difficulté du problème.
3.4.5 R-407C, mélange ternaire non idéal
Les propriétés thermodynamiques réelles(concentrations et pressions) des mélanges peu-vent être calculées à partir de lois de mélangescorrespondant à la réalité et données, parexemple, par le logiciel REFPROP. Les ten-dances indiquées plus haut à partir de la loi deRaoult sont tout à fait confirmées, néanmoins,les valeurs exactes des concentrations et despressions diffèrent.
� Diagramme (P, T ) du R-407C
La figure 3.18 montre le diagramme (P,T ) duR-32, du R-125, du R-134a et du R-407C. Pour cedernier fluide, on a représenté la courbe depression du liquide saturant (pression debulle).La figure 3.19 montre les courbes de pressionde bulle et de rosée du R-407C. Ces deuxcourbes sont nettement différentes ; pour unepression donnée, la température d’évaporationaugmente. Ainsi, pour P = 10 bar, elle passe
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 93

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
94
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
compresseur
0,46
0,48
0,5
0,52
0,54
0,56
0,58
0,6
0,62
0,64
0,66C
ompo
sitio
n (%
)
0,2
0,22
0,24
0,26
0,28
0,3
Com
posi
tion
(%)
0,16
0,18
0,2
0,22
0,24
0,26
0,28
0,3
Com
posi
tion
(%)
Compositioncirculante
Compositionnominale
Compositioncirculante
Compositionnominale
Compositioncirculante
Compositionnominale
Composition locale
Composition locale
Composition locale
détendeur
évaporateurcondenseur
compresseur
bouteille
R-134a
R-125
R-32
0,46
0,48
0,5
0,52
0,54
0,56
0,58
0,6
0,62
0,64
0,66C
ompo
sitio
n (%
)
0,2
0,22
0,24
0,26
0,28
0,3
Com
posi
tion
(%)
0,16
0,18
0,2
0,22
0,24
0,26
0,28
0,3
Com
posi
tion
(%)
Compositioncirculante
Compositionnominale
Compositioncirculante
Compositionnominale
Compositioncirculante
Compositionnominale
Composition locale
Composition locale
Composition locale
Figure 3.17 – Variation des concentrations dans un circuit frigorifique chargé avec du R-407Cnominal et en régime permanent, en considérant le R-407C comme une solution idéale
(d’après M. Youbi-Idrissi, communication privée).
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 94
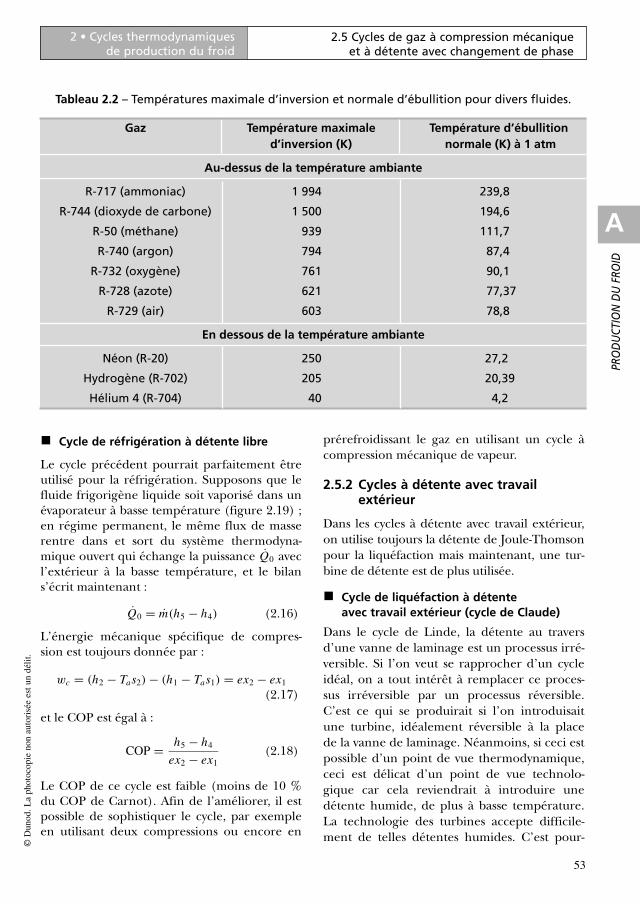
de 19,5 °C (température de bulle, évaporationcommençante) à 24,9 °C (température derosée, évaporation finissante), ce qui corres-pond à un glide de 5,4 °C. Le R-407C est doncun mélange azéotropique.
� Influence du titre en vapeur et influenced’une fuite
Considérons la charge d’une installation à par-tir d’un mélange R-134a/R-32 d’une compo-sition nominale massique donnée (30 % de R-32). La température est de 25 °C. Avant quela pression n’atteigne le point de rosée, la pres-sion croît à composition constante. Mais dèsque le point de rosée (2) est atteint(figure 3.20), pour P = 9,5 bar, il y a appari-tion de liquide (3) dont la concentration estplus faible en R-32 (0,17). Lorsque le remplis-sage se poursuit, la pression continue à aug-menter dans le réservoir B (contrairement à cequi se produisait dans le réservoir A) et les
95
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
concentrations en phase liquide et vapeur évo-luent au cours du remplissage. Ainsi lorsqu’onest au point 4, P = 10 bar, les concentrationsen phases vapeur et liquide sont respective-ment de 0,35 (point 5) et 0,22 (point 6,figure 3.20) et le titre en vapeur est donné parla règle des leviers :
τv = xN − xl
yv − xl= 0,3 − 0,22
0,35 − 0,22= 0,62
Lorsque le réservoir est plein de liquide (7), lacomposition du liquide est à nouveau égale à lacomposition nominale alors que celle de la der-nière goutte de vapeur est égale à la composi-tion du point 8 (0,48). Au cours d’une tellecharge, la concentration massique en R-32 de lavapeur varierait entre 0,3 et 0,48 alors que laconcentration de la phase liquide varie entre0,17 et 0,3. De son côté, la pression évolue entre9,5 et 11,2 bar.Si au lieu de considérer la charge d’une instal-lation, on considère la décharge d’une bou-teille, un effet similaire mais symétrique existe.Les conséquences de ce phénomène sontimportantes :
– la pression augmente au cours d’une chargeisotherme (et diminue au cours d’une déchar-ge isotherme) ;
– les compositions en phase liquide et en phasevapeur dépendent de la charge : la composi-
R-125
R-32
R-4
07C
R-1
34a
0
2
4
6
8
10
12
14
16
18
20
– 60 – 40 – 20 0 20 40 60 80
T (°C)Pre
ssio
n de
sat
urat
ion
(bar
)
Figure 3.18 – Diagramme de la pressionde vapeur saturante (P, T ) du R-407Cet des trois fluides qui le composent.
0
2
4
6
8
10
12
14
– 40 – 30 – 20 – 10 0 10 20 30 40
Température d'évaporation (°C)Pre
ssio
n de
sat
urat
ion
(bar
)
R-407CBulle
R-407CRosée
R22
Figure 3.19 – Pressions de bulle et de roséedu R-407C en fonction de la température.
0
2
4
6
8
10
12
14
16
18
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Titre massique en R-32
Pre
ssio
n (b
ar)
1
4
8
76
5
32
Liquide
Vapeur
rosée
bulle
Figure 3.20 – Augmentation de la pressionà température constante, pour le mélangebinaire R-32/R-134a initialement en phase
liquide, et comprenant 30 %en masse de R-32.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 95
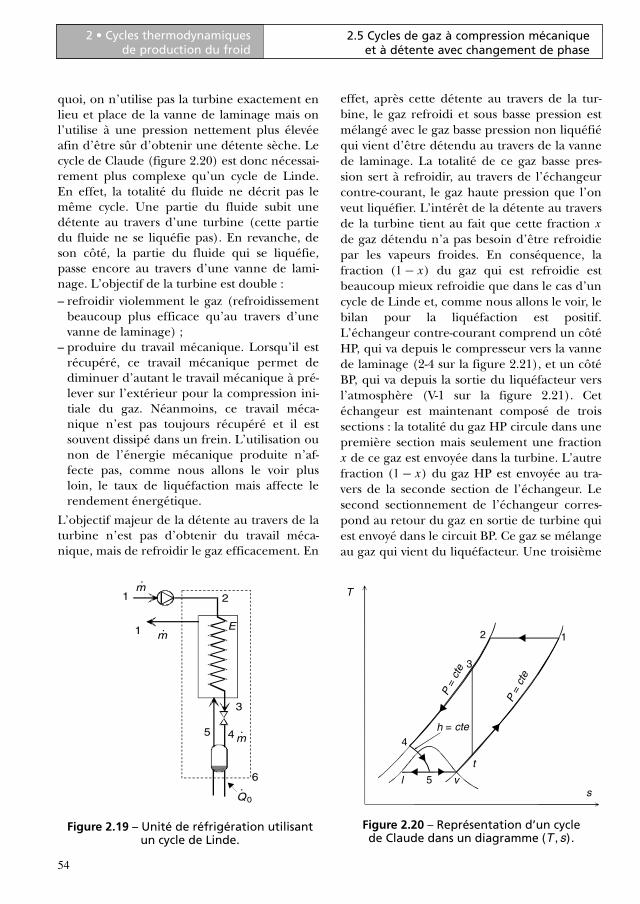
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
tion du fluide chargé dépend donc de la char-ge de la bouteille.
Les constructeurs et installateurs doivent tenircompte des considérations suivantes :
– la conception et la charge en fluide frigorigè-ne d’une installation ont une influence sur lescompositions des phases liquide et vapeur ;
– au cours de la charge, la concentration duliquide transféré et la pression dans la bouteilledépendent du niveau de liquide dans la bou-teille : il ne faut jamais charger une installationà partir d’une bouteille de R-407C presque vide(lorsque la charge restante devient inférieure à10 % de la charge initiale) ;
– l’utilisation de bouteilles séparatrices (avecgrand volume de vapeur) n’est pas recom-mandée ;
– les conséquences de fuites sur la compositionde la phase liquide ne sont pas dramatiques eton peut recharger, après une fuite, une instal-lation avec du R-407C nominal sans risquesmajeurs.
3.4.6 R-404A, mélange ternaire non idéalet proche azéotrope
Le R-404A est un mélange de trois HFC avec lacomposition massique suivante :
R-125 : 0,44 R-143a : 0,52 R-134a : 0,04
À l’inverse du R-407C, il s’agit d’un mélangeproche azéotropique, comme le montrent lesfigures 3.21 et 3.22.La figure 3.21 montre l’évolution des pressionsde saturation du R-404A et de ses constituants.Pour le R-404A, les pressions de bulle et derosée sont assez proches : ceci est confirmé parla figure 3.22, présentant l’évolution du glisse-ment entre – 40 °C et + 40 °C. Ce dernier resteinférieur à 1 °C sur toute la plage d’utilisation :le R-404A est un mélange quasi azéotrope.
� Composition circulante
L’analyse de la composition locale dans une ins-tallation chargée au R-407C a montré que lesvariations de composition les plus fortes se pro-duisent au niveau des échangeurs de chaleur ;
pour le R-404A, mélange proche azéotropique,ces variations sont moins importantes. La figure3.23 montre l’évolution des titres massiques enR-125, R-143a et R-134a dans l’évaporateur.
� Détail des phases en présence dansun réservoir – Influence d’une fuite
Les fuites en phases liquide ou vapeur ont trèspeu d’influence sur la composition du R-404Adans l’installation de telle sorte que les consé-quences de l’utilisation du R-404A sont très dif-férentes de celles de l’utilisation du R-407C.C’est ainsi que l’utilisation de bouteilles sépara-trices basse pression est possible et il n’y a plusde problème à effectuer une charge à partird’une bouteille partiellement pleine.Les variations de concentrations massiques glo-bales dues à une fuite de 20 % en phase vapeurou en phase liquide sont très faibles, voire à la
96
3.4 Mélanges de fluides frigorigènes3 • Fluides frigorigènes
0,3
0,4
0,5
0,6
0,7
0,8
– 40 – 30 – 20 – 10 0 10 20 30 40
Température d'évaporation (T rosée, °C)
Glis
sem
ent (
°C)
(T r
osée
-T
bul
le)
Figure 3.22 – Évolution du glissementde température du R-404A lors
d’un changement de phase liquide-vapeur,en fonction de la température de rosée.
02468
101214161820
– 40 – 30 – 20 – 10 0 10 20 30 40
Température d'évaporation (°C)
Pre
ssio
n de
sat
urat
ion
(bar
)
R-125R-143aR-134aR-404A (bulle)R-404A (rosée)
Figure 3.21 – Diagramme pression/tempéra-ture du R-404A et de ses constituants : les
pressions de bulle et de rosée du R-404A sontpratiquement confondues.
9782100540174-Meunier-C3.qxd 28/04/10 13:47 Page 96
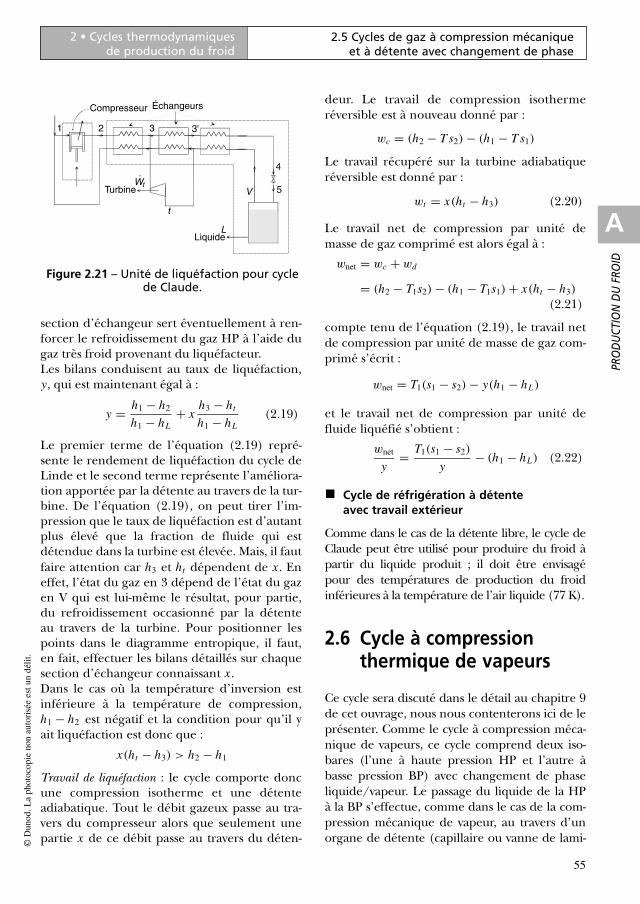
A
PRO
DU
CTIO
N D
U F
ROID
97
3.5 Hydrocarbures : exemple du propane (R-290)3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
3.00
3.50
4.00
4.50
5.00
5.50
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Titre en vapeur
Con
cent
ratio
n (%
)
42.00
42.50
43.00
43.50
44.00
44.50
45.00
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0Titre en vapeur
Con
cent
ratio
n (%
)C
once
ntra
tion
(%)
51.50
51.75
52.00
52.25
52.50
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 Titre en vapeur
R-134a
Valeur nominale
Valeur nominale
Valeur nominale
R-143a
R-125
Figure 3.23 – Variation des concentrations mas-siques dans l’évaporateur d’un circuit frigori-
fique à détente directe, chargé avec du R-404Anominal et en régime permanent (d’aprèsM. Youbi-Idrissi, communication privée).
limite de la précision de mesures expérimentales.Au cours d’une fuite en phase vapeur, laconcentration du R-125, corps le plus volatil,diminue très légèrement alors que celle duR-134a, corps le moins volatil, augmente trèslégèrement. Au cours d’une fuite en phaseliquide, c’est le contraire qui se produit.Pour l’utilisateur, les conséquences de l’utilisa-tion d’un mélange azéotrope sont mineures :– la conception de l’installation et la charge en
fluide frigorigène n’ont que très peu d’in-fluence sur les concentrations des phases ;
– l’utilisation de bouteilles séparatrices bassepression est possible (en limitant autant quepossible le volume de la vapeur) ;
– la charge à partir d’une bouteille seulementpartiellement pleine ne pose pas de pro-blème ;
– les conséquences de fuites sur les concentra-tions sont négligeables et la recharge ne posepas de problème.
3.5 Hydrocarbures : exempledu propane (R-290)
Parmi les hydrocarbures, en considérant lespressions saturantes, l’isobutane est utilisé pourdes températures d’évaporation supérieures à– 10 °C alors que le propane supporte les plusbasses températures et est adapté pour le froidindustriel ou commercial. Des mélanges d’isobu-tane, butane et/ou propane sont également pro-posés. Dans ce paragraphe, nous concentreronsnotre attention sur le propane.Le propane est un hydrocarbure, il est doncinflammable. À ce titre, son utilisation est forte-ment réglementée en France et dans une partiede l’UE, et dans cette zone, il n’est utilisé engénéral que dans des unités de faible puissance,avec de petites charges en fluide frigorigène (del’ordre de quelques dizaines de grammes). Au-delà, la réglementation française impose des dis-positifs de sécurité qui rendent prohibitif le prixde l’installation. À cause de ce caractère d’in-flammabilité, le propane ne peut être envisagélors d’une simple opération de conversion.Nous allons présenter les propriétés du propanecomme fluide frigorigène au travers d’une étudecomparative de différents fluides mais aupara-vant, abordons les problèmes de coefficientsd’échange et de comportement avec les huiles.
3.5.1 Coefficients d’échange thermiqueet pertes de charge
Les coefficients de convection du propane sontnettement supérieurs à ceux du R-22 en évapo-ration, et très légèrement inférieurs en conden-sation. Les coefficients globaux d’échange ther-
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 97
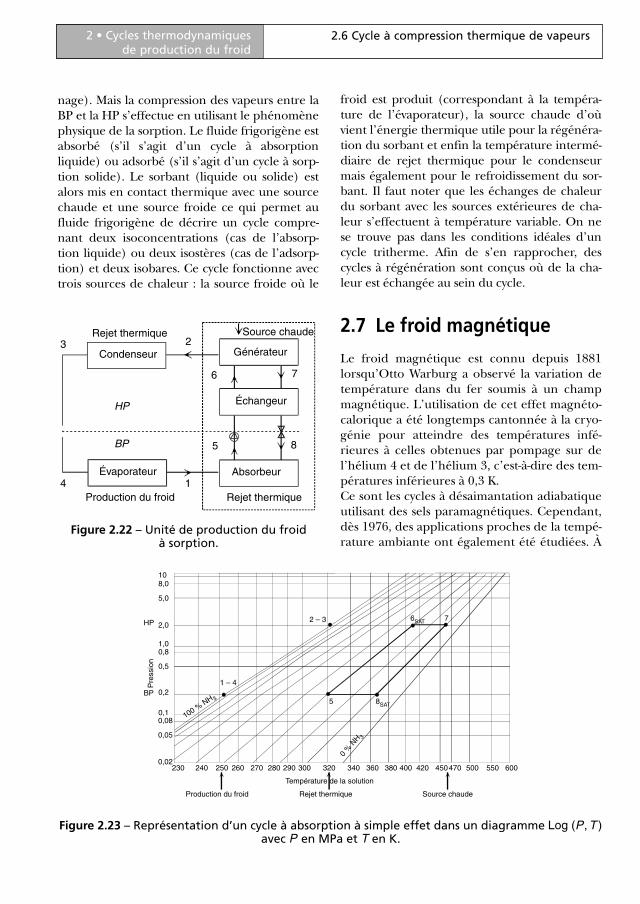
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
mique des évaporateurs à eau peuvent présenterun écart de 25 à 30 % en faveur du propane ; aucondenseur, les coefficients d’échange serontéquivalents.Les pertes de charge du propane sont supé-rieures à celles du R-22, si l’on considère undébit massique constant. Mais pour produire lamême puissance frigorifique, le débit massiquedu propane est de 35 à 45 % plus faible : lespertes de charge diminuent d’environ 20 % parrapport au R-22, à puissance frigorifiqueconstante.En pratique, les faibles chutes de pression avecle propane doivent permettre d’optimiser leséchangeurs mis en œuvre, ce qui favoriseraencore le propane et devrait permettre d’amé-liorer le COP pratique.
3.5.2 Comportement avec les huileset les élastomères
Le propane, comme tous les hydrocarbures, pré-sente une très forte miscibilité avec les huilesminérales, ce qui impose a priori de choisir unlubrifiant de plus haute viscosité, et peut poserdes problèmes de moussage. Les PAG sont moinssolubles, et sont couramment utilisés avec leshydrocarbures.Les NBR présentent une bonne compatibilitéavec les hydrocarbures aliphatiques tels que lepropane en présence d’huile minérale. Parcontre, les élastomères à base d’EPDM sont àéviter.
3.6 Dioxyde de carbone(R-744)
Le dioxyde de carbone est utilisé d’une partcomme fluide frigorigène basse températurepour les cascades et d’autre part pour la clima-tisation. Dans le premier cas, il est utilisé dansun cycle « normal » avec deux changements dephase dans l’évaporateur et dans le condenseuralors que dans le second cas, il est utilisé dansun cycle transcritique. L’utilisation du CO2dans un cycle « normal » à basse températurene pose pas de problème particulier si bien que
nous ne l’évoquerons pas spécialement, enrevanche, son utilisation dans un cycle transcri-tique mérite une attention particulière.La caractéristique essentielle du dioxyde de car-bone est son très bas point critique (31,06° C,figure 3.24) : pour un refroidissement par del’air atmosphérique, le cycle suivi sera transcri-tique. L’utilisation du dioxyde de carbone dansun cycle transcritique a d’abord été envisagéepour remplacer le R-134a dans la climatisationautomobile, et de nombreuses études ont étémenées depuis les années 1990 pour améliorerles performances du cycle transcritique et deses composants. Le CO2 transcritique est actuel-lement utilisé dans certaines pompes à chaleurhaute température ; enfin, le dioxyde de carbo-ne est également utilisé comme fluide frigori-gène basse température dans les cascades, etcomme fluide frigoporteur diphasique.L’état de fluide supercritique se traduit par desdifférences importantes des propriétés thermo-physiques du dioxyde de carbone par rapport àun gaz parfait. La masse volumique, la capacitécalorifique à pression constante, la conducti-vité thermique et la viscosité dynamique subis-sent des variations importantes (en fonction dela température et à une pression donnée) dansl’état supercritique : les propriétés passent, àbasse température, de valeurs typiques desliquides à des valeurs typiques de gaz à hautetempérature.Ces fortes variations des propriétés thermophy-siques ont, bien entendu, des conséquencesimportantes sur les performances des cycles.Une autre différence importante concernant leR-744 concerne ses pressions de fonctionne-ment qui sont de quatre à huit fois plus élevéesque celles du R-22 ou du R-134a : il faut doncdévelopper une gamme de composants adaptésà ce fluide.
3.6.1 Cycle transcritique
Le cycle transcritique comprend les mêmescomposants qu’un cycle « normal », néan-moins au cours du refroidissement des vapeurs,après le compresseur, aucune condensation nese produit car le fluide est supercritique. Dansces conditions, l’échangeur est un simple
98
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 98

refroidisseur de gaz et non un condenseur.Après le refroidisseur de gaz, la détente desvapeurs a lieu et un mélange diphasique appa-raît en sortie du détendeur. La suite du cycleest similaire aux cycles sous-critiques. Dans untel cycle, la haute pression et la température nesont plus liées par l’existence d’un équilibreliquide-vapeur. Cette remarque est fondamen-tale car elle induit que dans un cycle transcri-tique, la HP n’est pas imposée par les condi-tions opératoires externes mais est une variableopératoire interne ajustable. Pour une tempé-rature des gaz avant détente donnée, et à causedu point d’inflexion que présentent les iso-thermes au dessus du point critique, il existeune pression pour laquelle le COP atteint unevaleur maximale. En effet, comme le montre lafigure 3.25, au voisinage du point d’inflexion,une faible élévation de la HP provoque uneaugmentation importante de la production fri-gorifique massique. Pour des pressions plus éle-vées, les isothermes se rapprochent de la verti-
99
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
cale et une augmentation supplémentaire de laHP n’aura pratiquement plus d’effet sur la pro-duction frigorifique alors qu’elle entraîneraune augmentation de la puissance absorbée.Avant la détente isenthalpique, le fluide super-critique refoulé par le compresseur ne subitpas un changement de phase du premier ordre(condensation de la vapeur en liquide), maisdu second ordre. Néanmoins, au cours de ladétente, on obtient un mélange diphasiqueliquide + vapeur. Le titre en vapeur est le plussouvent élevé pour les valeurs courantes detempératures avant détente. II est donc essen-tiel de pouvoir abaisser le plus possible cettetempérature. La première amélioration propo-sée pour un cycle transcritique a été d’intro-duire un échangeur pour mettre en œuvre untransfert thermique interne afin de refroidir lefluide super-critique avant détente par le CO2basse pression en sortie d’évaporateur. Dans ceparagraphe, nous ne présenterons que le cycletranscritique à échangeur interne. Un tel cycle
Figure 3.24 – Diagramme enthalpique du CO2.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 99
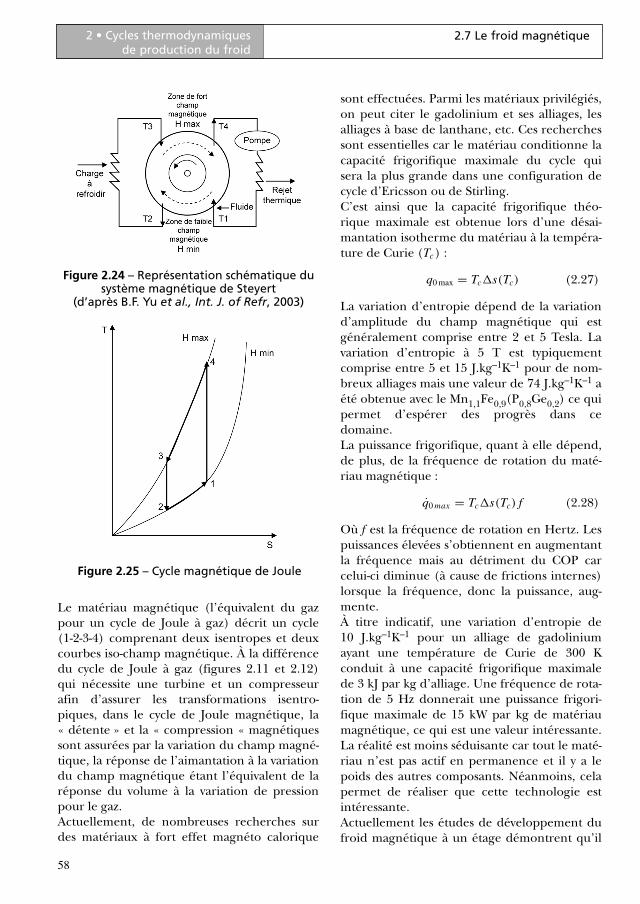
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
transcritique avec échangeur interne est repré-senté figure 3.26. Notons que le détendeurrègle la valeur de la haute pression à sa valeuroptimale, et non la surchauffe en sortie d’éva-porateur comme pour un cycle sub-critique. Lefluide en sortie d’évaporateur peut donc êtrediphasique ; l’échangeur interne associé à unebouteille séparatrice basse pression protègentalors le compresseur contre les coups deliquide.
3.6.2 Comparaison R-22/R-744 et R-134a/R-744
Les comparaisons R-134a/R-744 ont fait l’objetde nombreuses publications depuis les années1990 pour la climatisation mobile : actuelle-ment, le CO2 présente un COP supérieur àcelui du R-134a pour des températures desource chaudes inférieures à 35 °C environ, etinférieures pour des climats plus chauds. Sonutilisation pour la climatisation stationnaire
peut donc présenter un avantage dans les paystempérés ne dépassant pas cette température.Actuellement, c’est sur la comparaison R-22/R-744 que l’on trouve le plus de communica-tions, à cause de l’actualité (élimination du R-22). Dans le cas particulier du R-744, la tem-pérature avant détente et la HP jouent un rôlenon négligeable sur les performances du cycle.Les résultats présentés dans les figures sui-vantes se rapportent à plusieurs valeurs de tem-pérature, et pour chacune, on a recherché lavaleur optimale de la HP. Pour réaliser la com-paraison R-22/R-744, les conditions de compa-raison des cycles sont les suivantes :– puissance frigorifique équivalente ;– compression isentropique ;– surchauffe en sortie d’évaporateur de 5 K ;– surchauffe à l’aspiration du compresseur de
5 K ;– sous-refroidissement avant détente de 3 K ;– pas de pertes de charge ni pertes thermiques.
100
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes
Figure 3.25 – Mise en évidence de l’existence d’une HP optimale dans un cycle transcritique.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 100

A
PRO
DU
CTIO
N D
U F
ROID
Les propriétés thermophysiques ont été calcu-lées avec les logiciels REFPROP et REFPREX.Sur les figures suivantes, ce n’est plus la tempé-rature de condensation mais la température dufluide avant détente qui est mentionnée(27 °C, 37 °C, 47 °C et 57 °C) car il n’y a pas decondensation pour le CO2 ; la HP retenuepour le CO2, est celle pour laquelle le COPatteint sa valeur maximale. Enfin, l’efficacité del’échangeur interne est supposée égale à 0,8.Le tableau 3.13 résume les valeurs de HP opti-males, retenues pour la comparaison avec le R-22.
101
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
L’utilisation d’un échangeur interne permetde diminuer la valeur de la HP optimale, etdonc, d’abaisser encore le taux de compressionpar rapport au R-22. Par contre, l’échauffe-ment supplémentaire des vapeurs à l’aspirationdu compresseur contribue principalement àl’augmentation notoire des températures derefoulement isentropiques. Les températuresde refoulement sont beaucoup plus élevéesqu’avec le R-22 ; un refroidissement de l’huileou bien des cylindres est indispensable.La production frigorifique massique du R-744est nettement plus élevée que celle du R-22 ; à
Figure 3.26 – Cycle transcritique avec échangeur interne (traits pleins : cycle de base ; pointillés :modifications dues à l’échangeur interne).
T avant détente Tev = −25 °C Tev = −10 °C Tev = 0 °C Tev = 10 °C
27 68 68 68 68
37 93 91 90 89
47 117 113 111 109
57 138 133 130 126
Tableau 3.13 – Valeur des HP optimales (bar) pour les différents cycles analysés.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 101

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
102
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
– 25 – 10 0 10
Température d'évaporation (°C)
Rap
port
des
CO
P (
base
R-2
2 =
1)
COP (30 °C) (HXI) COP (40 °C) (HXI) COP (50 °C) (HXI) COP (60 °C) (HXI)
Figure 3.28 – Comparaison des coefficients de performance isentropiques R-744/R-22.
0
1
2
3
4
5
6
7
– 25 – 10 0 10
Température d'évaporation (°C)
Rap
port
des
pro
d. fr
ig. v
olum
ique
s (b
ase
R-2
2 =
1)
q0,vol(30 °C) (HXI) q0,vol(40 °C) (HXI) q0,vol(50 °C) (HXI) q0,vol(60 °C) (HXI)
Figure 3.27 – Comparaison des productions frigorifiques volumiques R-744/R-22.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 102
puissance frigorifique constante, le rapport desdébits massiques R-744/R-22 varie de 0,62 à0,97. Grâce à la mise en œuvre d’un échangeurinterne, la production frigorifique volumiqueest élevée et est supérieure d’un facteur 3,8 à5,8 à celle du R-22 (figure 3.27). Les débitsvolumiques de vapeurs aspirées sont environtrois à cinq fois plus petits que ceux du R-22, cequi permet d’utiliser des compresseurs decylindrée beaucoup plus faible. En revanche,les débits volumiques avant détente du CO2sont de 20 à 80 % supérieurs à ceux du R-22.Bien que la mise en œuvre d’un échangeurinterne améliore notablement les perfor-mances énergétiques du cycle du R-744 (+ 10 à+ 60 %), le R-22 présente des performancesnettement supérieures (figure 3.28). La dété-rioration des performances lorsque la tempéra-ture d’évaporation décroît est plus importantepour le R-744 que pour le R-22. Néanmoins,cet effet est partiellement compensé par le ren-dement effectif supérieur du compresseur auR-744 dû à un faible taux de compression. Deplus, si la comparaison est effectuée non plus àtempératures de cycle constantes, mais pour lemême régime externe, alors les meilleurs coef-ficients d’échange thermique du CO2, permet-tent de fonctionner avec une pression d’évapo-ration plus haute et une pression de condensa-tion plus faible : les performances du CO2 serapprochent un peu plus de celles du R-22.Enfin, l’adaptation progressive des composantsfrigorifiques aux spécificités du CO2 transcri-tique améliorera encore les performances dece fluide.
3.6.3 Utilisations du CO2
Le dioxyde de carbone a été utilisé jusque dansla première moitié du XXe siècle, essentielle-ment dans le domaine des transports mari-times. L’apparition des fluides de synthèses(CFC), offrant de meilleures performances, aprovoqué sa disparition jusque vers 1980, où leProfesseur Lorentzen a « redécouvert » le CO2transcritique. Les performances des installa-tions au CO2, ont incontestablement progresséau cours des dix dernières années, grâce auxtravaux menés dans deux axes principaux :
– amélioration de l’architecture des cyclestranscritiques ;
– adaptation du matériel, voire développementde nouveaux composants adaptés aux pro-priétés particulières du CO2.
Si les professionnels de l’automobile ont été lesprécurseurs, le CO2 a fait l’objet de travauxdans d’autres domaines : conditionnementd’air, pompes à chaleur, transports réfrigérés,froid commercial et industriel.Dans l’état actuel des connaissances et de latechnologie, il faut reconnaître honnêtementque ce fluide ne semble pas encore concurren-tiel pour les applications de conditionnementd’air (pour la même raison que dans la climati-sation mobile : moindre efficacité énergétiquedu cycle transcritique pour des températuresambiantes au dessus de 35 °C). Par contre, leCO2 est très performant dans d’autres applica-tions.
� Préparation d’eau chaude (usage sanitaireou chauffage en rénovation de bâtiments)
En mettant à profit l’absence de palier decondensation dans les cycles transcritiques, unePAC au CO2, peut produire de l’eau chaudejusqu’à des températures de 90 °C (on arrivedifficilement à 70 °C avec des pompes à cha-leur classiques), avec des COP au moins égauxà ceux des pompes à chaleur classiques. LesPAC au CO2 pour préparer de l’eau chaudesanitaire sont maintenant des appareils stan-dards au Japon, se vendant par centaines demilliers d’unités. Une telle offre n’existe pasencore en Europe, mais les fabricants présentssur le marché japonais (Hitachi, Daikin ouSanyo) commencent à présenter leurs appa-reils dans les salons professionnels, et les indus-triels européens travaillent également sur cesujet. Il y a encore quelques années, de nom-breux constructeurs ont travaillé aussi au déve-loppement de PAC pour le chauffage deslocaux, ce qui représente un enjeu commercialtrès important, et où le CO2 pouvait à nouveauêtre utilisé pour la production de températureélevées. Notons cependant qu’aucun produitn’a été mis sur le marché, et que l’on voit aucontraire des équipements fonctionnant au
103
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 103
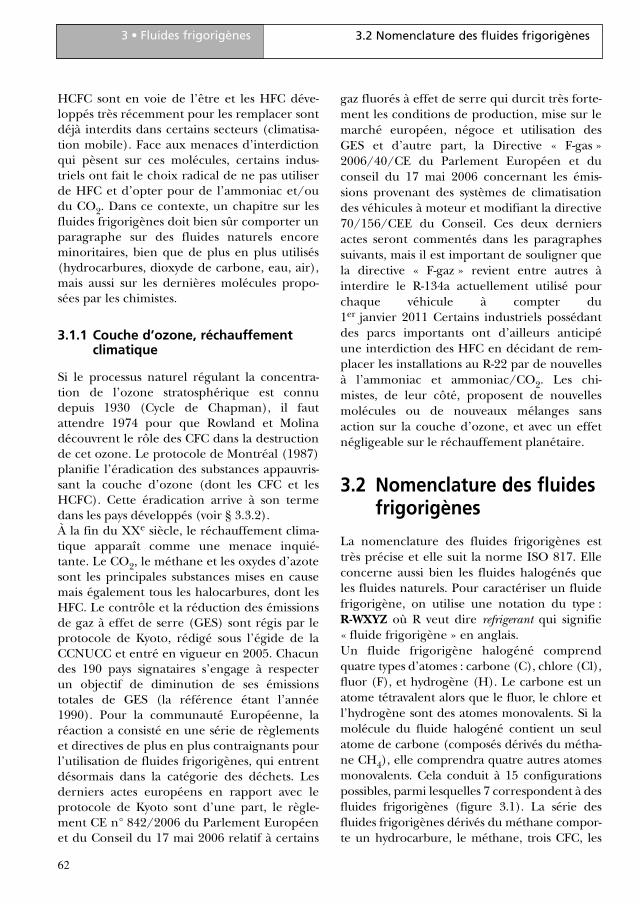
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
R-407C pour le l’eau à 60 °C, Daikin proposantmême une PAC R-410A produisant de l’eau à80 °C.
� Froid négatif
Le dioxyde de carbone s’est d’ores et déjàimposé pour la production de froid entre –30 °C et –50 °C, en cycle subcritique bassetempérature d’une cascade frigorifique. Lefluide haute température peut être du R-410A,du R-404A, ou du R-717. Avec des températuresd’évaporation de l’ordre de –40 à –50 °C et destempératures de condensation comprises entre0 °C à –20 °C, les pressions de fonctionnementne dépassent pas celles du R-410A et ne consti-tuent plus un obstacle technologique : tous lescomposants sont disponibles sur le marché. Deplus, on exploite tous les avantages du CO2pour obtenir des installations compactes. EnFrance, citons York et Axima, qui proposent detels matériels en produits standard.
� Fluide frigoporteur diphasique
Enfin, citons l’utilisation du CO2 comme fluidefrigoporteur diphasique, avec les avantages quecela implique :
– diminution du débit de fluide secondaire,donc des diamètres de tuyauterie et de lamasse chargée ;
– diminution de la puissance des pompes decirculation ;
– température uniforme dans les frigorifères,ce qui permet de travailler avec des écarts detempérature plus faibles, d’où réduction dela perte de poids des produits ;
– possibilité de stockage de froid permettantd’effacer au moins partiellement les pics depuissance.
Enfin, lorsque le CO2 frigoporteur est aussi lefluide frigorigène du circuit de production defroid (avec un évaporateur noyé), on obtientd’excellents COP, puisque l’on supprime toutsimplement un échangeur.
� GLR transcritiques
Des constructeurs proposent des GRL au CO2transcritiques (site R744.com).
3.6.4 Échanges thermiques, pertes de charges et lubrification
En raison des niveaux de pression très élevés,les propriétés d’échange thermique du CO2sont supérieures à celles des autres fluides. Parailleurs, l’utilisation de micro-canaux contribueà l’obtention d’échangeurs beaucoup plus effi-caces, avec de surcroît un encombrement et unvolume interne fortement réduits.Les performances énergétiques d’une machineau CO2 sont moins sensibles aux chutes depression coté BP. À titre d’exemple, considé-rons un cycle au R-22 avec une températured’évaporation de 0 °C, psat = 5 bar) et une tem-pérature de condensation de 40 °C(pCd = 15,33 bar) et sans chutes de pression.Le taux de compression est alors de 3,07.Considérons une chute de pression dans latuyauterie d’aspiration de 0,25 bar : la tempéra-ture de saturation à l’aspiration du compres-seur devient égale à (–1,5 °C) ; le taux de com-pression augmente à 3,23, soit 5,4 % d’aug-mentation relative. Dans le cycle CO2 équiva-lent (T e = 0 °C, psat = 34,8 bar, HPopt = 90 bar,Tavant détente = 37 °C), le taux de compressionsans pertes de pression est de 2,59. La mêmevariation relative que celle du R-22 ferait passerla pression à l’aspiration du compresseur à33 bar, soit une chute de pression de 2 bar aulieu de 0,25 bar. En revanche, il est importantde contrôler la pression HP, pour fonctionnerdans les conditions de COP optimal (pour unetempérature avant détente donnée, une chutede pression côté HP provoque une augmenta-tion du titre en vapeur du mélange à l’entréede l’évaporateur, avec une baisse des perfor-mances énergétiques). C’est pourquoi il estsouhaitable de limiter les pertes de pressiondans cette partie du circuit. Le dioxyde de car-bone n’est miscible ni avec les huiles minéralesni avec les huiles alkyl benzène, il est misciblepartiellement pour des températures positivesavec les huiles POE et PAG.
3.6.5 Conclusions concernant le R-744
L’utilisation du dioxyde de carbone commefluide frigorigène basse température dans un
104
3.6 Dioxyde de carbone (R-744)3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 104
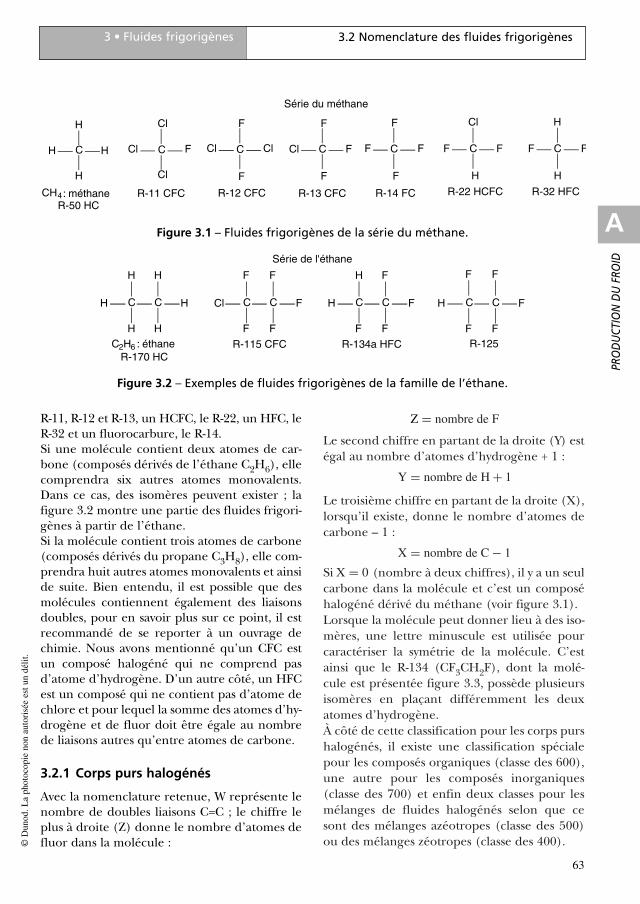
A
PRO
DU
CTIO
N D
U F
ROID
105
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
cycle à cascade s’impose peu à peu comptetenu de l’offre limitée de fluides dans cedomaine particulier. Cette utilisation n’offrepas de caractéristiques particulières si ce n’estqu’il faut prévoir ou prévenir les possiblesremontées en pression. Enfin, certainsconstructeurs (voir le site R744.com) propo-sent des groupes refroidisseurs de liquide fonc-tionnant avec du CO2 transcritique et refroidispar air ou par eau. On voit donc que l’utilisa-tion du CO2 comme fluide frigorigène tend àse généraliser petit à petit ; cette évolution peutêtre rapide si la réglementation sur la mise enœuvre des HFC se durcit encore. Néanmoins,des efforts de R&D sont encore nécessairespour accompagner l’industrialisation du CO2transcritique comme fluide frigorigène. Lesefforts portent entre autres sur l’améliorationdes rendements de compresseur (compres-seurs bi-étagés, récupération du travail dedétente, étude de spirales pour les spiro-orbi-taux...), sur I’optimisation des échangeurs àmicrocanaux, etc. Pour la régulation, de nou-veaux algorithmes peuvent être développéspermettant de contrôler la HP. Les concep-teurs développant actuellement des installa-tions au CO2 se fixent comme objectif, à terme,d’obtenir des performances équivalentes etmême légèrement supérieures à celles du R-22et du R-134a, avec en plus une diminution sub-stantielle de l’encombrement et de la massechargée dans le circuit.En ce qui concerne l’impact environnemental,le CO2 présente de gros avantages : il n’est pasinflammable, sa contribution directe auréchauffement planétaire est pratiquementnulle et, de plus, il entre dans la démarche deréutilisation du CO, récupéré qui pourrait êtrevalorisée dans une perspective de réductionradicale de l’effet de serre.
3.7 Nouvelles tendances pourles fluides frigorigènes
La démarche visant à remplacer les anciensfluides frigorigènes en voie d’extinction aconduit les chimistes à rechercher, en priorité,
des fluides ayant des propriétés voisines entermes de pression. Dans le tableau 3.14 sontprésentées quelques pressions de fonctionne-ment des fluides frigorigènes le plus couram-ment utilisés (dans des installations neuves ouanciennes) ou en cours de développement.Nous allons passer en revue les solutions de rem-placement des fluides les plus utilisés et actuel-lement menacés.
3.7.1 Remplacement du HFC R-134a dans la climatisation mobile
Le secteur de la climatisation automobile est lepremier touché par le durcissement de la légis-lation européenne afin de répondre aux objec-tifs du protocole de Kyoto. La diminution desémissions d’équivalent CO2 pour des systèmesfuyards par nature passe obligatoirement parl’utilisation d’un fluide avec un GWP100 plusfaible : la limite maximale de 150 kg éq.CO2/kg, imposée par la Directive européenne,élimine de fait le R-134a, dès 2011 pour lesnouveaux modèles de véhicules, puis en 2017,pour tous les véhicules. Trois fluides sont enconcurrence.– Le CO2 a un OdP nul, un GWP de 1 kg éq
CO2/kg, n’est pas inflammable ; en revanche,il est légèrement toxique, et il demande unemodification radicale de la boucle de climati-sation ainsi qu’une adaptation des compo-sants à ses pressions de fonctionnement plusélevées. Enfin, le COP d’une boucle au CO2est meilleur que celui d’une boucle au R-134atant que la température extérieure est infé-rieure à 35°C, mais les performances s’inver-sent pour les températures supérieures. LeCO2 conviendrait donc pour des zones de cli-mat tempéré, comme l’Europe, mais certai-nement pas pour les pays plus chauds.
– Le R-152a a un OdP nul et un GWP = 140 kgéq CO2/kg. Son avantage principal : il nenécessiterait pas de modification importantede la boucle au R-134a, car il présente despropriétés thermodynamiques très voisinesde celles du R-134a, mais il est inflammable.La sécurité des passagers du véhicule imposealors la mise en œuvre d’une boucle de distri-bution pour éviter toute possibilité de fuite
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 105
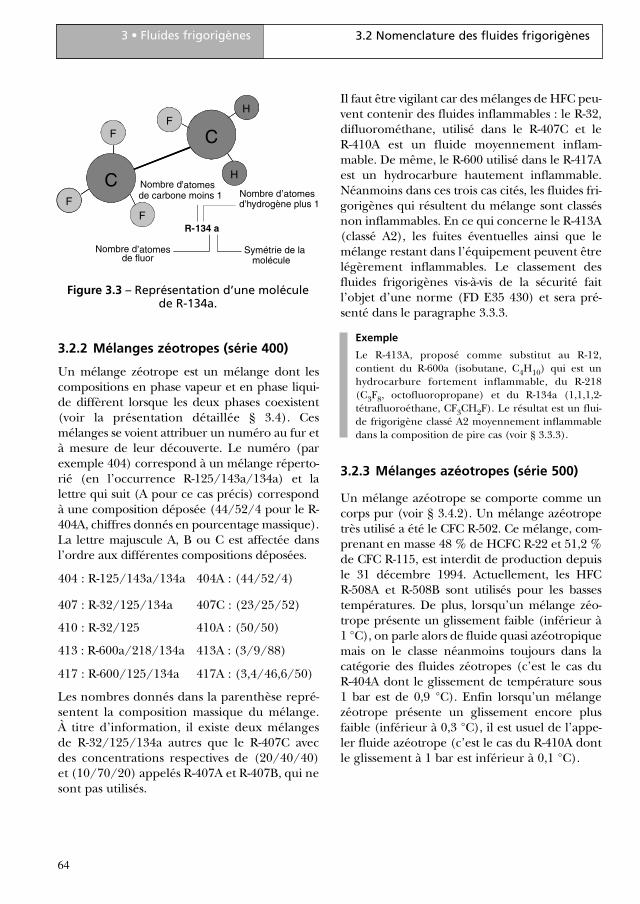
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
106
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes
de R-152a dans l’habitacle. Cette bouclesecondaire représente un surcoût importantet un poids supplémentaire, donc surconsom-mation de carburant, et enfin, fonctionne-ment de la boucle principale à des tempéra-tures plus basses, donc diminution du COP.
– Le HFO R-1234yf (CF3CF=CH2) a un OdPnul et un GWP très faible, égal à 4 kg éqCO2/kg. Face à la menace de perdre le mar-ché lucratif du R-134a pour la climatisationmobile, Honeywell et DuPont se sont associésen novembre 2007 pour commercialiser leHFO R-1234yf. Cette molécule possède unedouble liaison qui la rend très réactive auxradicaux hydroxyles (OH) présents dans l’at-mosphère, ce qui explique sa très courtedurée de vie (11 jours), et donc son GWP100négligeable. Les tests de toxicité sont favo-rables, et d’après Dupont et Honeywell, lespropriétés thermodynamiques sont sem-blables à celles du R-134a. Le HFO R-1234yfest légèrement inflammable, selon la régle-mentation actuelle, il entre dans le groupe
A2L, comme le R-152a. Bien que les chimistesprésentent le HFO 1234yf comme un fluidedrop in, il faudra vraisemblablement changerl’huile.
Le tableau 3.15 compare quelques propriétésthermodynamiques du R-134a et du HFO R-1234yf ; les figures 3.29 et 3.30 comparent lespressions de vapeur et les diagrammes enthal-piques (établis à l’aide du logiciel Refprop).Pour le cycle représenté (cycle théorique 0 °C/40 °C ; surchauffe 5 °C et pas de sousrefroidissement), la production frigorifiquemassique du R-1234yf est plus faible celle du R-134a (–20 à –25 %), et le COP diminue aussi (–20 %) ; cependant, la figure 3.31 montre queles boucles de climatisation mobile au HFO R-1234yf émettent malgré tout moins de CO2que celles au R-134a, quel que soit le climatconsidéré : ce fluide représente bien une solu-tion globale planétaire, contrairement au CO2qui présente de moins bons résultats dans lesclimats chauds. Il existe, néanmoins, un risqued’inflammation avec le HFO-1234yf, qui
Tableau 3.14 – Liste de quelques fluides frigorigènes avec les pressions d’utilisation(de rosée pour les mélanges) pour quelques valeurs de températures.
Pression (en bar) pour T
Fluide Type – 40 °C – 20 °C 0 °C 40 °C 55 °C
R-134a HFC 0,516 1,330 2,928 10,164 14,91
R-404A HFC 1,313 3,01 6,0 18 26
R-22 HCFC 1,049 2,448 4,976 15,34 21,74
R-407C HFC 1,2 2,8 5,5 18 25,5
R-410A HFC 1,75 4,0 8,0 25 35
R-717 Naturel 0,717 1,90 4,29 15,55 23,10
R-125 HFC 1,49 3,41 6,75 20,058 28,377
R-23 HFC 7,09 13,99 25,05 > P critique > P critique
R-508B HFC 8,5 16,02 28,8 > P critique > P critique
Iscéon 89 HFC 1,65 3,64 7,06 25,40 28,26
R-600 HC 0,168 0,454 1,03 3,75 5,58
R-600a HC 0,2875 0,727 1,577 5,36 7,81
R-290 HC 1,10 2,42 4,71 13,66 19,06
R-744 Naturel 10,04 19,67 34,81 > P critique > P critique
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 106
A
PRO
DU
CTIO
N D
U F
ROID
demande donc des précautions lors de sa mani-pulation, comme le montre le guide d’utilisa-tion et de manutention édité par Honeywell(Guidelines for Use and Handling of HFO-1234yf).Nul doute que ces dispositifs alourdirontencore le prix de cette molécule, qui n’est pasencore fixé, mais dont on sait qu’il sera beau-coup plus cher que le R-134a.
3.7.2 Remplacement du HCFC R-22
Dans les systèmes stationnaires, en Europe,l’actualité est à l’élimination du R-22, et iln’existe pas, pour l’instant, de limitation duGWP100 bridant l’utilisation des HFC si bienque, le plus souvent, ce sont des HFC à fortGWP qui sont considérés comme fluides alter-natifs. Plusieurs solutions sont envisageables,selon les différents cas que l’on peut rencon-trer.
107
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
La majorité des acteurs de l’industrie automo-bile semble avoir choisi le HFO R-1234yfcomme remplaçant du R-134a, à tel point qued’autres fluides, tels le AC-4, se positionnentmaintenant par rapport au HFO. Néanmoins,son avenir est incertain car il est la cible d’at-taques virulentes pour son impact réel sur l’en-vironnement. S’il était avéré, comme certainsle soupçonnent, que les molécules secondairesémises lors de sa décomposition ont des consé-quences désastreuses sur l’environnement(effet de serre et sur les sols), ses jours seraientrapidement comptés et le R-744 pourrait ànouveau être évoqué. En revanche, s’il s’im-pose, la question se posera de l’utilisation deHFO pour la climatisation stationnaire.
Tableau 3.15 – Comparaison des propriétésthermodynamiques du HFO-1234yf
et du R-134a.
HFO-1234yf R-134a
Température –29 –26d’ébullition (°C)
Température 95 102critique (°C)
Pression à 25°C (bar) 6,77 6,65
Pression à 80°C (bar) 24,4 26,3
GWP100 4 1 410(kg éq CO2/kg)
ODP 0 0
0
5
10
15
20
25
30
-40 -20 0 20 40 60 80
T (°C)
P (bar)
HFO 1234yf
R-134a
Figure 3.29 – Tension de vapeur du HFO-1234yf et du R-134a
1
10
0 50 100 150 200 250 300 350
h (kJ/kg)
p (bar) HFO 1234yfR-134a
100
Figure 3.30 – Comparaison des diagrammesenthalpiques du HFO-1234yf et du R-134a,
avec le cycle 0°C/+40°C
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 107
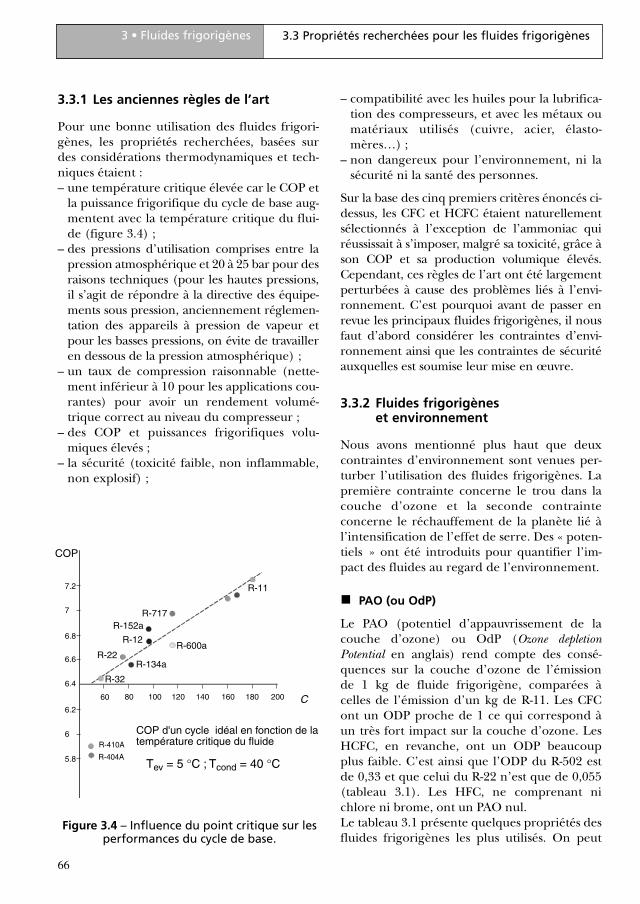
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
108
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes
� Changement de fluide avec maintien de l’équipement concerné
Une partie des installations chargées en R-22fonctionne encore avec des huiles minérales oualkylbenzène ; d’autres ont déjà subi un chan-gement d’huile en prévision de la reconversionfuture des équipements, et sont chargées avecdes huiles de type PAO. Deux cas peuvent doncse présenter.
� Remplacement du R-22 et maintien del’huile minérale ou alkylbenzène déjà utilisé : recours à des HFC à GWP élevé
La majorité des HFC mis sur le marché ne sontpas compatibles avec ces lubrifiants. Dupont adéveloppé une gamme de trois mélanges àbase de R-134a, de R125 et de butane ou d’iso-butane, pour permettre d’atteindre la fin devie de l’équipement avec un coût limité : ils’agit de la gamme Iscéon 9 (MO29, ou R-422D ; MO59, ou R-417A ; MO79 ou R-422A, etenfin MO89). De son côté, Arkema propose leR-427A. Tous ces fluides sont en principe com-patibles avec les huiles d’origine (minérales,POE, alkylbenzène...), mais en pratique, leurmiscibilité avec les fluides est limitée, le pas-
sage en huile POE est recommandé. La procé-dure de changement d’huile est cependant trèssimplifiée, puisque l’on peut garder jusqu’à 15 % de la charge en huile initiale. Par ailleurs,les MO et le R-427A sont des mélanges nonazéotropes et présentent un glissement de tem-pérature important (quelques degrés Celsius).Ils sont donc réservés aux installations àdétente directe.Le tableau 3.16 indique les compositions et lesprincipales applications de ces fluides, ainsique leur GWP100 qui est élevé.
� Remplacement du R-22 avec changementd’huile et recours à des HFC à GWP élevé
Dans ce cas, les fluides précédents peuvent êtrebien sûr utilisés, mais il est préférable de choi-sir le R-407C pour les applications de climatisa-tion résidentielle ou commerciale ainsi quepour le froid positif ou faiblement négatif, ainsique le R-404A ou le R-507 pour le froid négatif.Le R-410A ne peut pas être utilisé dans ce casde figure, à cause de ses pressions plus élevées.Il est important de préciser que dans les deuxcas précédents, le changement de fluide s’ac-compagne d’une diminution de la puissancefrigorifique.
Figure 3.31 – Émissions d’équivalent CO2 par année (LCCP) de différents fluides (Reference-Hill, VDA Wintermeeting 2008)
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 108
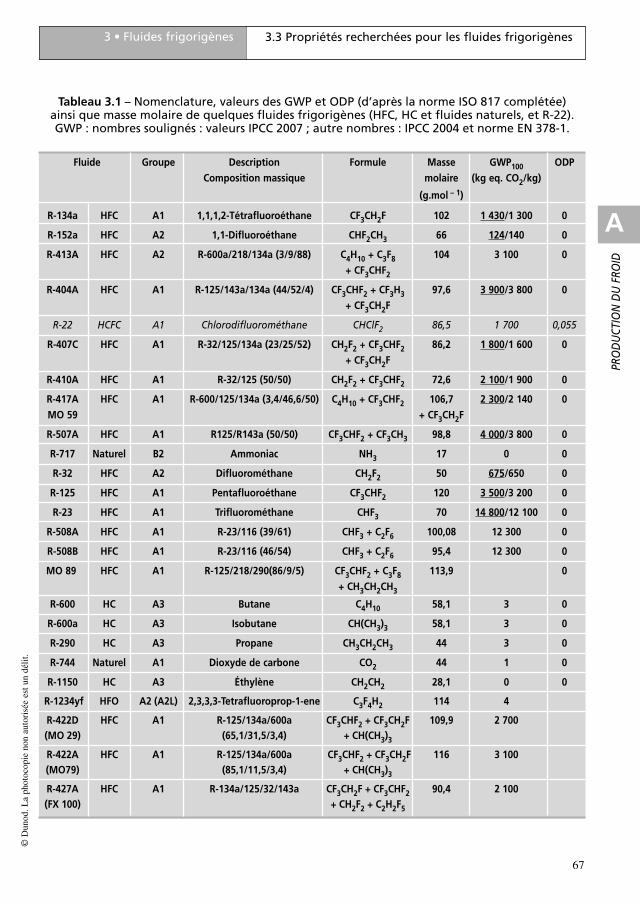
A
PRO
DU
CTIO
N D
U F
ROID
109
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
� Changement de l’installation
Dans le cas d’une installation neuve, les HFCutilisés à la place du R-22 sont déjà connusdepuis plusieurs années : le R-407C et le R-410A pour la climatisation résidentielle et com-merciale et pour le froid à moyenne tempéra-ture, ainsi que le R-404A et le R-507 pour lefroid à basse température.Toutes ces solutions sont à base de HFC, quiont des GWP100 élevés, bien que plus faiblesque les CFC. On ne peut pas ignorer la menacequi pèse sur ces fluides à fort GWP dans lamesure où la commission mixte émanant desprotocoles de Montréal et Kyoto étudie unepossibilité de réduction très importante del’utilisation des HFC à fort GWP à l’échéance2035. Dans ce cadre, les HFO, le HFO R-1234yf(CF3CF=CH2) et le HFO R-1234ze(CHF=CHCF3), pourraient constituer unealternative. Néanmoins, certains pensent queces hydrofluorooléfines ne constituent encore
qu’une solution temporaire, permettant d’at-tendre l’arrivée des fluides de cinquième géné-ration correspondant à d’autres moléculesactuellement en cours de développement quipourraient jouer un rôle central dans un ave-nir à moyen terme.Parmi les postulants au remplacement du R-22,il faut considérer les fluides naturels dont lerôle devrait être croissant dans l’avenir : l’am-moniac a toujours été utilisé depuis la moitiédu XIXe siècle, essentiellement dans le froidindustriel. On le trouve maintenant dans la cli-matisation résidentielle ou tertiaire ainsi quedans les pompes à chaleur de petite puissance.Ses excellentes performances énergétiquessont bien connues, son inconvénient majeurréside dans sa toxicité. De plus, il n’est pascompatible avec le cuivre, et il n’existe pasd’huile miscible avec lui, ce qui impose desarchitectures de circuit spécifiques. Les hydro-carbures sont aussi utilisés : la quasi totalité des
Tableau 3.16 – Composition et principales applications des MO29, MO59, MO79 et R-427A.
Composition
Fraction massique (%)
GWP100
Remplace le
Applications
Huiles minéralesou alkylbenzène
MO29 R-422D
R-134a/R-125/R-600a
31,5/65,1/3,4
2232
R-22
Refroidisseursd’eau à détentedirecte ;Clim stationnaire ;Réfrigération àmoyenne et bassetempérature
Oui
MO59R-417A
R-134a/R-125/R-600
R-22
Clim stationnaire ; Réfrigération àmoyenne tempéra-ture
Oui
MO79 R-422A
R-134a/R-125/R-600a
11,5/85,1/3,4
2532
R-22, R-502
Réfrigération àbasse et moyennetempérature
Oui
R-427A
R-32/R-125/R-143a/R-134a
R-13b1
Réfrigération à trèsbasse température
Oui, si séparateurd’huile et retourd’huile correct ;sinon, accepte jus-qu’à 15% d’huileminérale ou ABdans l’huile PAO.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 109

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
réfrigérateurs domestiques est chargée à l’iso-butane, et le propane est de plus en plus utiliséen climatisation et en froid, notamment dansl’Europe du Nord. Le développement des solu-tions aux hydrocarbures est étroitement lié àl’évolution de la réglementation qui, elle-même, dépendra largement de la maîtrise parles professionnels de la qualité et de l’étan-chéité des installations. Enfin, l’eau est poten-tiellement un excellent fluide frigorigène, maisson utilisation à une échelle industrielle estencore très freinée par ses pressions basses, quiempêchent le développement de composantsspécifiques à coût concurrentiel faute de com-pétences adaptées chez les frigoristes.
� R-134a
Le R-134a permet d’obtenir des COP à peu préséquivalents ; par contre, une conversion duR-22 au R-134a s’accompagne d’une chute de lapuissance frigorifique d’au moins 30 %. Son uti-lisation en remplacement du R-22 est en faitenvisagée pour des installations neuves, et prin-cipalement dans le cas des groupes refroidis-seurs de liquide centrifuges, à cause de sesfaibles pressions de fonctionnement.
� R-404A
Le R-404A peut remplacer le R-22 dans les ins-tallations neuves ou existantes ; dans ce derniercas, il convient de vérifier la conformité dumatériel en raison des pressions un peu plusfortes et par ailleurs, les chutes de pression dansla tuyauterie liquide étant plus élevées, ilconvient de vérifier au cas par cas la nécessitéd’augmenter le diamètre. Dans le domaine desbasses températures, et sous de faibles tempéra-tures de condensation, les performances sontmaintenues (puissance frigorifique et COP).Néanmoins, compte tenu du contexte actuel,l’utilisation de ce fluide est à éviter autant quefaire se peut, à cause de son GWP élevé.
� R-410A
Le R-410A ne peut pas être utilisé dans le cadred’une conversion. Cependant, pour des instal-lations neuves, ce fluide présente plusieurs intérêts : cylindrée des compresseurs réduite,
échangeurs plus efficaces et plus compacts,diminution du diamètre des tuyauteries vapeur.Il présente des performances équivalentes àcelles du R-22 tant que la température decondensation n’est pas trop élevée. Notons cependant que d’un point de vue envi-ronnemental, le R-410A présente des avantagescertains par rapport au R-404A pour le froidcommercial et industriel : d’après les tableaux3.18 et 3.19, les taux de compression sont sensi-blement équivalents, mais la production frigori-fique massique est plus élevée (en moyenne 50%sur toute la plage d’utilisation) et la cylindrée descompresseurs est plus faible de 30 à 40%.Pour la même puissance frigorifique, une machi-ne au R-410A sera plus compacte : la charge enfluide frigorifique réduite, associée à une GWP100plus bas (1900 kg éq. CO2/kg pour le R-410A contre 3800 pour le R-404A) donne unTEWI direct au moins diminué de moitié.Comme par ailleurs, les rendements des compres-seurs frigorifiques sont du même ordre de gran-deur pour le R-410A et le R-404A, les machines auR-410A devraient présenter des TEWI nettementplus faibles que celles au R-404A.On peut donc envisager très sérieusement leremplacement du R-404A par le R-410A si leslégislateurs durcissent les conditions d’utilisa-tion des fluides à fort GWP100.
� R-407C
Le R-407C est le HFC permettant la conversiondes installations de type climatisation et PAC.Cette opération peut se faire à performanceséquivalentes, sous réserve d’une circulation àcontre-courant dans les deux échangeurs. Pourune installation neuve, un dimensionnement spé-cifique de l’évaporateur et du condenseur per-met d’améliorer le COP. L’inconvénient quereprésente son glissement de température impor-tant se traduit de plus par des procédures un peuplus lourdes lors de la maintenance des installa-tions (contrôle de la charge, charge en fluide).
� R-290
Techniquement, le propane peut remplacer leR-22, même dans des installations existantes, sansperte notable de puissance frigorifique, avec une
110
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 110
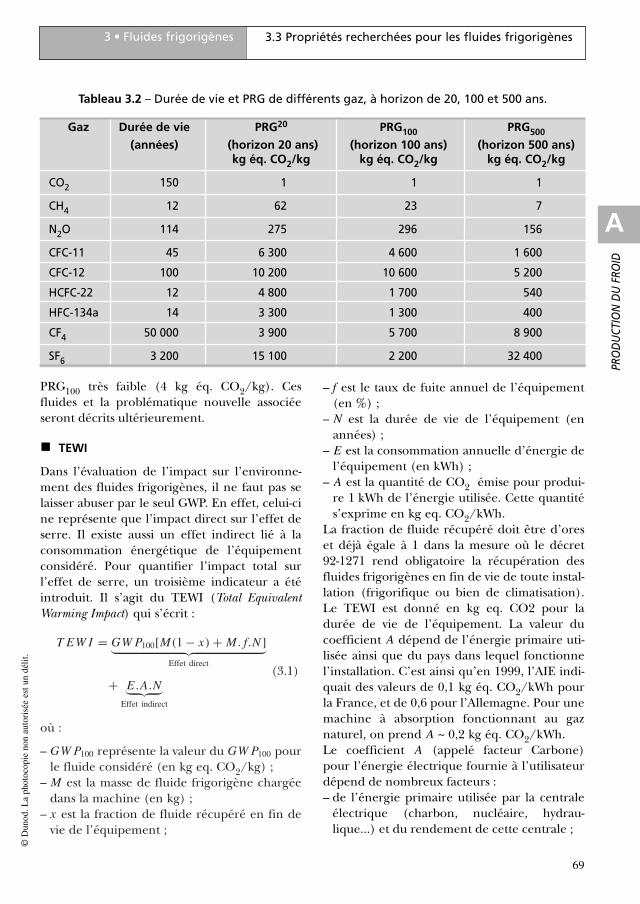
A
PRO
DU
CTIO
N D
U F
ROID
111
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
charge en fluide plus faible et avec de meilleursCOP. Cependant, il est classé A3 dans la régle-mentation (inflammable, non toxique), et sonutilisation est actuellement très limitée en France.Par contre, son utilisation est plus étendue dansles pays du Nord de l’Europe.
� R-744
Les utilisations du CO2 ont été décrites dans lechapitre 3-7 ; le R-744 est un remplaçant possibledu R-22. Pour l’instant, la distribution des com-posants relatifs à ce fluide en utilisation transcri-tique est encore à améliorer. Cependant, avecdes compresseurs adaptés, et donc possédant demeilleurs rendements, il est tout à fait possibled’arriver à des installations de conditionnementd’air ou bien à des PAC de COP équivalents àceux du R-22, pour des installations plus com-pactes, avec des échanges thermiques plus effi-caces et des charges en fluide frigorigène dimi-nuées. L’utilisation du CO2, même en transcri-tique dans le froid industriel et commercial estdéjà une réalité, et pourrait s’imposer totale-ment si la réglementation sur les fluides à effetde serre se durcissait (au détriment du R-404A).De nouvelles architectures de cycle seraient àcertainement à développer (cycles bi-étagés àcompression quasi-isotherme de vapeur parexemple). Enfin, le CO2 est classé A (nontoxique et non inflammable), avantage certainpar rapport à l’ammoniac et aux hydrocarbures.
� R-717
L’ammoniac ne peut pas remplacer le R-22 surles installations existantes. De plus sa classifica-tion B2 (fluide toxique et faiblement inflam-mable) et la réglementation régissant son utili-sation alourdissent considérablement le coûtfinal des installations chargées avec ce fluide.Les températures de refoulement très élevéespeuvent conduire assez vite à mettre en œuvredes cycles bi-étagés, avec un surcoût non négli-geable. Par contre, les coefficients d’échangesplus élevés permettent de réduire les surfacesd’échange, et d’aboutir à des installations pluscompactes, et possédant de meilleurs COP.
3.7.3 Fluides pour les bassestempératures
Dans les applications basses températures, onrecherche des fluides dont la pression saturanteest supérieure à la pression atmosphérique. Entoute rigueur, il n’y a pas de raison de ne pasfonctionner en dessous de la pression atmo-sphérique mais, pour l’instant, les frigoristespréfèrent éviter cette situation (en cas de fuites,c’est l’air humide qui entre dans le circuit, avecrisque de formation de bouchons de glace ; deplus, le compresseur travaille dans des condi-tions défavorables : forts taux de compression,et volume massique des vapeurs très élevé, cequi aboutit à la mise en œuvre de fortes cylin-drées, et qui s’accompagne de températures derefoulement importantes). Afin de sélectionnerles fluides adaptés aux basses températures, ilest donc essentiel de connaître leur températu-re saturante à 1 bar qui est présentée dans lestableaux 3.17 et 3.18.On constate qu’en dessous de – 25 °C, lesfluides éligibles ne sont pas nombreux. Mettantà part le R-290 (propane) qui, pour l’instant,n’est pas utilisé pour des raisons de sécurité(fluide inflammable), nous allons distinguerplusieurs plages de températures.
� Jusqu’à – 35 °C
Le R-717 peut être utilisé jusqu’à – 30 °C maisson problème est sa température de refoule-ment élevée, c’est la raison pour laquelle leR-404A (ou le R-507) lui est très souvent pré-féré. En dessous de – 30 °C, le R-407C a unpetit créneau jusque vers – 35 °C mais atten-tion à la technologie de l’évaporateur qui doitêtre à détente directe avec des machines pluscompactes, et malgré une température derefoulement et des hautes pressions plus éle-vées que le R-404A, le R-410A présente unimpact environnemental plus favorable, et peutdonc s’imposer dans l’éventualité d’une restric-tion réglementaire du R-404A.
� Jusqu’à – 45 °C
En dessous de – 35 °C et jusqu’à – 45 °C, le R-404A est de plus en plus concurrencé par les
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 111

©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
solutions cascade avec CO2 subcritique. Eneffet, les évolutions successives de la réglemen-tation sur les fluides frigorigènes a déjà incitébeaucoup de grands industriels exploitants àremplacer leurs anciennes installations au R-22par cette solution, et non par des HFC, de peurde futurs durcissements. Les solutions indus-trielles existent, c’est ainsi que plusieursconstructeurs et des installateurs réintroduisentle CO2 pour des températures comprises entre –35 et – 53 °C (la température de solidification duCO2 est de – 56,6 °C, ce qui limite son utilisationvers – 53 °C). Ces machines au CO2 supportentdes pressions jusqu’à 40 bar et peuvent fonction-ner avec des compresseurs à pistons ou à vis. Ellesconviennent pour les températures négatives ensupermarchés ou en entrepôts. Généralementelles sont conçues dans des installations utilisantdes cycles à cascade avec l’ammoniac comme flui-de HP. Néanmoins, des développements avecdes cycles transcritiques bi-étagés au CO2 nesont pas à exclure.
� Jusqu’à – 55 °C
En dessous de – 45 °C et jusqu’à – 55 °C, leR-410A et l’Iscéon 89 sont proposés (éventuel-lement en légère dépression). Le CO2 peut être utilisé jusqu’à – 53 °C.
� Jusqu’à – 90 °C
En dessous de – 55 °C et au dessus de – 90 °C,les seuls fluides HFC (hors cryogénie) dispo-nibles sont le R-23 et le R-508B (ou le R-508A)
qui seront en légère dépression à – 90 °C. Parailleurs, deux hydrocarbures peuvent être utili-sés, il s’agit de l’éthane R-170 et de l’éthylèneR-1150. Notons que le GWP des HFC pour lestrès basses températures est particulièrementélevé (il est de 12 100 kg eq. CO2/kg pour le R-23, 12 300 kg eq. CO2/kg pour le R-508A et leR-508B), très proche de celui du R-13 (11 700kg eq. CO2/kg). En revanche le GWP deshydrocarbures est très faible (3 kg eq. CO2/kg)pour l’éthane et non indiqué (0 kg eq.CO2/kg) pour l’éthylène.
� Entre – 90 °C et – 150 °C
En dessous de – 90 °C, on peut soit utiliser descascades à trois compresseurs (par exempleR-404A/R-508B/R-14), solution valable jusquevers – 120 °C, soit rentrer dans un autre domai-ne de production du froid : celui des cascadesintégrées dans lesquelles des mélanges à fortglissement sont utilisés et le phénomène de ladistillation est mis à profit pour produire dufroid à très basse température à partir d’un seulcompresseur. Ces cascades intégrées peuventêtre utilisées jusque vers – 150 °C. Les mélangesutilisés contiennent encore des HCFC ; parexemple, on peut citer : R-123/R-134a/R-23/R-14/argon ; R-21/R-22/R-508A/R-14/azote ;R-123/R-142B/R-22/R-23/R-14/azote. C’est undomaine dans lequel des recherches sont encours pour pouvoir se passer des HCFC. La dif-ficulté provient du fait que les HC ne sont pasacceptés dans ces applications qui concernent
112
3.7 Nouvelle tendances pour les fluides frigorigènes3 • Fluides frigorigènes
Fluide R-23 R-508A R-508B R-744
Température saturante à 1 bar (°C) – 82,26 – 86 – 87 – 94,55
Tableau 3.18 – Valeurs des températures saturantes (de rosée pour les mélanges)pour quelques fluides utilisés à très basse température.
Fluide R-134a R-717 R-407C R-290 R-404A Iscéon 89 R-410A
Température saturante – 26,4 – 33,6 – 37 – 42,2 – 46,05 – 51 – 51,8à 1 bar (°C)
Tableau 3.17 – Valeurs des températures saturantes (de rosée pour les mélanges)pour quelques fluides utilisés à basse température.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 112

assez souvent les hôpitaux qui sont des ERP(établissements recevant du public).
� En dessous de – 150 °C
En dessous de – 150 °C, c’est le domaine desfluides cryogéniques. On peut soit utiliser del’air liquide livré en bouteilles, soit utiliser unliquéfacteur utilisant un cycle de Stirling, deClaude ou un tube pulsé. Les fluides utilisésdans ces cycles sont généralement de l’air ou del’hélium.
3.8 Les nouvelles règles de l’art
Compte tenu des contraintes environnemen-tales imposées par de nouvelles réglementa-tions, les règles de l’art pour la sélection dufluide frigorigène et du procédé ont été forte-ment modifiées. L’impact environnemental etle confinement deviennent prioritaires devantla performance énergétique qui reste néan-moins une préoccupation majeure.
– ODP = 0, c’est-à-dire, utilisation d’un HFC,d’un HC ou d’un fluide naturel.
– Confinement : charge faible et taux de fuitetrès faible, ce qui privilégie le froid indirectavec fluide secondaire.
– GWP : pour l’instant, mis à part la climatisa-tion mobile, il n’y a pas de contrainte.Néanmoins, tout le monde s’attend à ce quedans un avenir proche, il faille s’orienter versdes fluides à très faible GWP.
– Efficacité énergétique annuelle élevée, ce quiprivilégie d’une part les fluides à haute effica-cité (en tenant compte bien sûr de l’efficacitéde tous les composants) mais ce qui privilégiesurtout une régulation de qualité permettantd’obtenir non seulement une bonne efficaci-té à régime nominal mais surtout une effica-cité annuelle élevée. De plus, le dimensionne-ment des installations est de moins en moinsbasé sur le calcul des charges maximales,rarement atteintes lors du fonctionnement.On prévoit alors des stockages d’énergie per-mettant d’écréter les demandes instantanéessupérieures à la puissance maximale que peutproduire l’installation.
– Nuisances acoustiques réduites au minimum.
Bien entendu les exigences de sécurité restentd’actualité mais il ne s’agit plus d’éliminer pure-ment et simplement les fluides sous le prétextequ’ils sont toxiques ou inflammables. Il fautsavoir construire, à partir éventuellement defluides toxiques ou inflammables, des unitésdont les organes de sécurité puissent prendre encompte cette donnée pour garantir la sécurité del’utilisateur.De même le critère de la température critiqueélevée n’est plus un critère décisif. C’est ainsique pour le dioxyde de carbone, on n’hésitepas à utiliser un cycle transcritique dans lequelle fluide contourne le point critique ce quiparaissait impossible à la majorité des frigoristesil y a encore quelques années.Enfin les critères de gamme de pression sontégalement mis à mal : avec le R-410A et le R-744(dioxyde de carbone), les pressions de fonc-tionnement dépassent largement les 25 bar, cequi pose bien entendu des problèmes avec laDESP (Directive des équipements sous pres-sion) mais dont la solution existe. Pour lesbasses pressions, l’eau (R-718) trouve desdéfenseurs pour les groupes refroidisseurs deliquide et ce sont des équipements sous vide quiseraient construits. C’est dire que les frigoristesdevraient s’initier à la technologie du vide(technologie très bien maîtrisée dans d’autresbranches professionnelles comme le froid cryo-génique).
3.9 Un avenir sans HFCest-il possible ?
À l’heure où les frigoristes viennent de se voirinfliger des réglementations sévères qui boule-versent leurs pratiques, cette question peutparaître une provocation. Néanmoins, il ne fautpas se voiler la face, cette question est bel et bienposée. Certes, nous venons de voir qu’en utili-sant des HFC dans des unités bien confinéesavec un taux de fuite faible, on obtenait desémissions directes beaucoup plus faibles que lesémissions indirectes de gaz à effet de serre. Dansces conditions, si des règles strictes sont établieset respectées, l’impact environnemental desHFC devient négligeable et il semblerait logique
113
3.9 un avenir sans HFC est-il possible ?3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 113
©D
unod
La
phot
ocop
ieno
nau
tori
sée
estu
ndé
lit
que l’effort de réduction de l’effet de serreporte sur les secteurs les plus émetteurs de gaz àeffet de serre, à savoir les transports et la pro-duction d’énergie. Mais, les craintes que soulèvel’avenir de notre planète amènent les décideurspolitiques à se poser la question sur la possibili-té d’interdire, dans un avenir à moyen terme,purement et simplement tous les fluides à fortGWP, y compris certains HFC.On ne peut donc éviter de se poser laquestion : un avenir sans HFC est-il possiblepour les frigoristes ? La réponse est oui mais auprix d’une évolution technologique très impor-tante qui nécessitera un délai pour sa mise enplace et avec une augmentation vraisemblabledes coûts de matériels (notamment pourgarantir la sécurité). L’ère des CFC et HCFCaura duré plus de 50 ans, celle des HFC quivient de commencer n’est pas assurée d’unedurée de vie aussi longue. Quels seraient lesfluides qui pourraient remplacer les HFC ?Dans un premier temps, ce sont les fluides surlesquels des opérations de développement déjàtrès avancées existent qui s’imposeraient.Il n’est pas possible d’exclure une « révolutiontechnologique » qui verrait d’autres procédéss’imposer pour la production du froid mais ilfaudrait plusieurs décennies pour parvenir àl’émergence de telles technologies. En atten-dant, c’est la compression mécanique desvapeurs qui s’imposera pour longtemps.Les quelques fluides qui s’imposeraient sontvraisemblablement les suivants.
3.9.1 R-717
L’ammoniac verrait son champ d’application élar-gi notamment vers les faibles puissances pour laclimatisation et le froid commercial. Des négocia-tions avec les pouvoirs publics pour un assouplis-sement de la réglementation (assorti de garantiesdonnées par les constructeurs sur le confinementet la détection des avaries) seraient vraisemblable-ment nécessaires. En effet, les frigoristes réalisentdes prouesses dans le confinement, si bien que lacharge en fluide dans les installations frigorifiquesdevient de plus en plus faible et n’a absolumentrien à voir avec les quantités de fluides manipuléesdans l’industrie chimique.
3.9.2 HC
Ensuite, on assisterait vraisemblablement à unepercée des hydrocarbures qui sont de très bonsfluides frigorigènes. Des combinaisons adé-quates du propane et de l’isobutane permet-traient de remplacer le R-134a et le R-22 dansun nombre important d’applications. L’éthaneet l’éthylène pourraient s’imposer aux bassestempératures (entre – 55 et – 90 °C) mais unesolution devrait être trouvée pour les applica-tions à basse température dans les hôpitaux.Dans ce cas, également, des efforts devraientêtre développés afin de détecter toute fuite etde prévoir des organes de sécurité permettantde limiter les conséquences d’un incident.
3.9.3 R-744
Pour la climatisation automobile, bien que denombreux constructeurs aient consacré beau-coup d’efforts pour développer des boucles audioxyde de carbone, le CO2 est fortementconcurrencé par de nouveaux HFC répondantà la nouvelle directive européenne. Le choixn’est pas encore fixé, mais si la solution CO2s’imposait, elle pourrait éventuellement segénéraliser aux autres types de transport. Ledioxyde de carbone est d’ores et déjà souventutilisé, en cycle à cascade, pour les applicationsbasses températures.
3.9.4 R-718
Pour la climatisation dans l’habitat et le tertiai-re, l’eau est un fluide frigorigène très séduisant.L’eau comme fluide frigorigène présente néan-moins de sérieux handicaps : en premier lieu,sa pression saturante très basse lui impose detravailler sous vide (mais la technologie du videa fait d’énormes progrès depuis quelquesdécennies), ensuite la prise en glace à 0 °Cimpose le recours à un antigel, enfin l’eau a unetempérature de refoulement très élevée ainsiqu’un taux de compression élevé.Afin d’illustrer les problèmes associés à l’utilisa-tion de l’eau comme fluide frigorigène, compa-rons les performances théoriques (compressionisentropique), pour la climatisation, de l’eauavec celles de quatre autres fluides : deux com-
114
3.9 un avenir sans HFC est-il possible ?3 • Fluides frigorigènes
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 114
posés fluorés (R-22 et R-134a) et deux fluidesnaturels (isobutane et R-717). Les résultats sontprésentés dans le tableau 3.19 pour les mêmesconditions opératoires (températures d’évapo-ration et de condensation de 2 et 40 °C, sous-refroidissement de 5 K et surchauffe de 10 K).L’eau se caractérise par une production frigori-fique massique élevée, un taux de compressionimportant et une température de refoulementtrès élevée mais une puissance volumique exces-sivement faible. Le recours à l’eau impose ainsiun débit volumique cent fois plus importantque le R-600a et environ trois cents fois supé-rieur à celui du R-22 ou de l’ammoniac. Unetechnologie appropriée dans laquelle lesvaleurs de ces indicateurs ne seraient pas unhandicap permettrait à l’eau d’émerger commefluide frigorigène pour la climatisation. Desétudes de développement, qui privilégient lescompresseurs centrifuges, sont menées depuisplusieurs années et nul doute que cette voiepourrait déboucher si des efforts convergentsétaient entrepris dans cette direction.
3.9.5 Les nouveaux composés (insaturésou autres)
De nombreuses études de R&D sur de nou-veaux fluides frigorigènes sont en cours avec
pour objectif la mise au point de fluides de syn-thèse à OdP nul et GWP très faible (si possiblenul ou proche de 1), et possédant des proprié-tés thermodynamiques favorables, et de plusnon toxiques et bénins pour l’environnement.Rien ne prouve que de telles molécules n’exis-tent pas. On ne peut donc pas exclure unedécouverte qui aurait des conséquences consi-dérables sur la profession.
3.9.6 Procédés alternatifs
Par ailleurs, d’autres procédés que les procédésà compression mécanique de vapeur sont prêts.Citons par exemple les systèmes à compressionthermique de vapeur comme les procédés àsorption (voir le chapitre 9) qui utilisent desfluides à GWP nul, le froid magnétique (§ 2.7)ou encore le froid thermoacoustique (§ 2.4).Néanmoins, pour être cohérent, il faut s’assurerque ces procédés ne contribuent pas plus àl’échauffement de l’atmosphère par l’intermé-diaire de leur consommation énergétique, cequi n’est pas acquis dans tous les cas.
115
3.9 un avenir sans HFC est-il possible ?3 • Fluides frigorigènes©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Fluide COP Taux de Température de Production Productioncompression refoulement (°C) frigorifique frigorifique
massique (kJ/kg) volumique (kJ/m3)
R-134a 6,21 3,23 53 159 2348
R-22 6,12 2,89 67,3 170,3 3653
R-600a 6,39 3,17 45,5 292 1280
R-717 6,20 3,36 102 1126,5 3995
R-718 5,69 10,5 231,5 2377 12,75
Tableau 3.19 – Comparaison de cinq fluides pour les mêmes conditions opératoires.
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 115
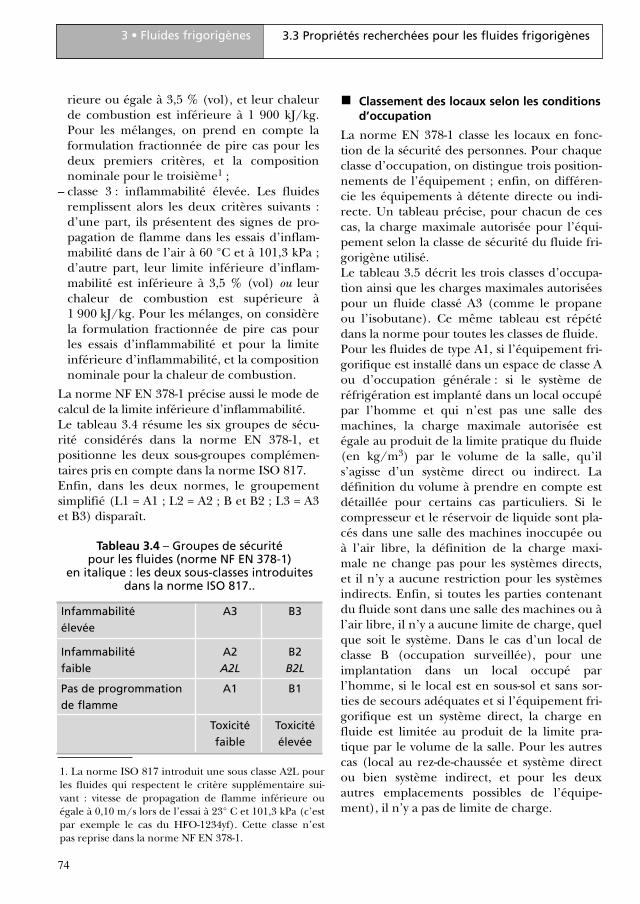
9782100540174-Meunier-C3.qxd 28/04/10 13:48 Page 116

A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
4.1 Description du cyclede référence : machinemono-étagée parfaite
Dans ce chapitre, nous considérons lesmachines frigorifiques mono-étagées à com-pression mécanique de vapeur. Dans les cas lesplus simples, le fluide frigorigène est assimilé àun corps pur ou à un mélange azéotropique. Cedernier subit un cycle fermé comportant aumoins les quatre transformations suivantes :
– Échange thermique avec le milieu à refroidir :dans l’évaporateur, le fluide est mis en contactthermique avec la source froide sous forme deliquide saturant ou de mélange liquidevapeur ; sa pression est assez faible pour quela température de saturation T0 correspon-dante soit inférieure à celle du milieu à refroi-dir. Il prélève alors de la chaleur en s’évapo-rant (transformation endothermique).
– Échange thermique avec la source chaude : lerejet de chaleur dans le milieu ambiant s’ef-fectue au travers de la transformation exo-thermique inverse, c’est-à-dire une condensa-tion des vapeurs. Cette condensation s’effec-tue à une température de changement dephase Tc supérieure à la température ambian-te. On déduit la pression de condensationcorrespondante.
– Compression des vapeurs : le compresseurpermet de porter les vapeurs de fluide frigori-gène de la pression d’évaporation p0 à la pres-sion de condensation pc en fournissant auxvapeurs de l’énergie (dans l’idéal, unique-ment de l’énergie mécanique). Ce faisant, il
117
élève leur température jusqu’à la températurede refoulement.
– Détente : le détendeur permet de ramener lefluide à son état initial, à l’entrée de l’évapo-rateur. Il s’agit d’une simple détente par lami-nage, sans récupération du travail de détente,et pratiquement adiabatique. La restriction dela section de passage pour le frigorigène pro-voque une diminution brusque de sa pression,jusqu’à p0 : ce dernier peut à nouveau préleverde la chaleur dans le milieu à refroidir.
Dans une machine frigorifique réelle, lesniveaux de température et les variations depression et de température subies par le fluidedépendent, entre autres, du matériel particu-lier mis en œuvre. De plus, les irréversibilitésdonnant lieu à une production interne d’entro-pie, et donc, à une diminution du COP ne sontpas toujours ni maîtrisées ni calculables facile-ment. Ces dernières sont aussi propres au maté-riel utilisé. C’est pourquoi on a établi un cyclede référence, qui permet, tout en restant aussiproche que possible du cycle mono-étagé pra-tique, de connaître exactement l’état thermo-dynamique du fluide frigorigène en tout point,de chiffrer exactement tous les échangesd’énergie (calorifique et mécanique), et d’ob-tenir le meilleur COP (irréversibilités mini-males).
4.1.1 Machine à compression de vapeurmono-étagée idéale
Le cycle de référence obéit aux hypothèses sui-vantes :
1. Cycle ditherme : le fluide n’échange de lachaleur qu’avec les sources froide et chaude,
4 • MACHINE FRIGORIFIQUE MONO-ÉTAGÉE,À COMPRESSION MÉCANIQUE DE VAPEUR
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 117
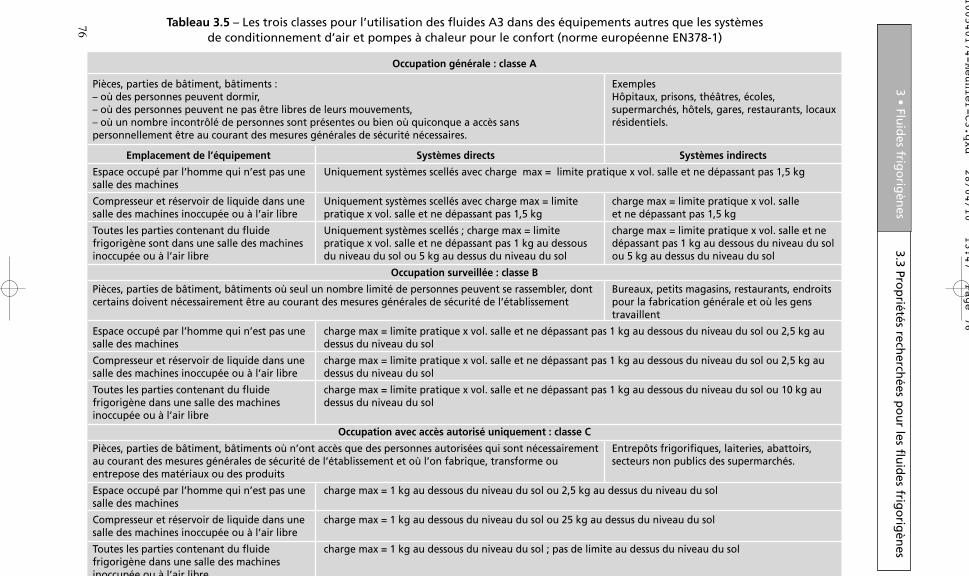
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
respectivement aux températures Ts f et Tsc ;de plus, les transferts thermiques n’ont lieuque dans les échangeurs.
2. Absence de phénomènes dissipatifs durantl’écoulement du fluide frigorigène (pas depertes de charges).
3. Réversibilité des échanges thermiques.4. Compresseur parfait : fonctionnement isen-
tropique ; pas d’espace mort.5. Le fluide frigorigène est un corps pur ou un
mélange azéotrope.
Dans la suite, on notera systématiquement θ lestempératures exprimées en °C (on réserve lanotation T pour les températures exprimées enK) et on note θ0 et θc les températures d’évapo-ration et de condensation.Le cycle de référence est réalisé dans unemachine à compression de vapeur idéale, quipeut être représentée par la figure 4.1, sans pré-juger des technologies mises en œuvre.
mique soit réversible, il faut que les tempéra-tures des deux milieux soient égales. La sourcefroide est donc une source de chaleur au sensthermodynamique, sa température est égale àla température d’évaporation du fluide frigori-gène : θ0 = θs f.Dans le cycle de référence, les vapeurs ne peu-vent donc pas être surchauffées en sortie d’éva-porateur. On suppose qu’elles sont à saturation,à la température θ0 : le point 8 est donc connu.
2. Une canalisation d’aspiration (8-1) permettantle transfert des vapeurs formées dans l’évapora-teur vers l’aspiration du compresseur. D’après(1) et (2), la pression et la température desvapeurs de frigorigène y sont constantes : sur lediagramme enthalpique, le point 8 et le point 1sont confondus.
3. Un compresseur qui aspire les vapeurs généréesdans l’évaporateur sous la pression P1 , et lescomprime jusqu’à la haute pression du circuitfrigorifique. Le compresseur de référence est àla fois :
– réversible : pas de production interne d’entro-pie, donc pas de dégradation d’énergie méca-nique en chaleur ;
– adiabatique : pas d’échange de chaleur, ni avecl’ambiance, ni avec le fluide frigorigène.
Il s’agit donc d’une compression isentropique.Si les vapeurs de fluide frigorigène étaient assi-milables à un gaz parfait, leur température enfin de compression (2) serait déduite de celle àl’aspiration (1) en utilisant l’équation d’unetransformation isentropique (coordonnéesP,T) :
T2is = T1
(P2
P1
)γ−1γ
γ = cP/cv est le rapport des capacités calori-fiques à pression et à volume constant.Dans le cas d’un gaz réel, la température T2is estdéduite de l’équation d’état ; elle s’élève tou-jours au cours d’une compression isentropique.Connaissant le point 1, les tables ou les dia-grammes permettent de déterminer cette tem-pérature si la pression est connue.
118
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
Détendeur
Évaporateur
Condenseur
Compresseur
1
34
5
6
7 8
2
Figure 4.1 – Machine à compression de vapeurformée des quatre éléments de base.
On trouve successivement :
1. Un évaporateur, dans lequel le fluide frigori-gène se vaporise grâce à la chaleur qu’il pré-lève à la source froide. La vaporisation peutêtre totale (vapeurs saturées) ou partielle : ontrouve alors un mélange liquide/vapeur en sor-tie d’évaporateur (8).Selon l’hypothèse (2), la pression du frigorigènedans l’évaporateur est constante. Donc, d’après(5), la température d’évaporation, notée θ0, est néces-sairement constante. Pour que l’échange ther-
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 118
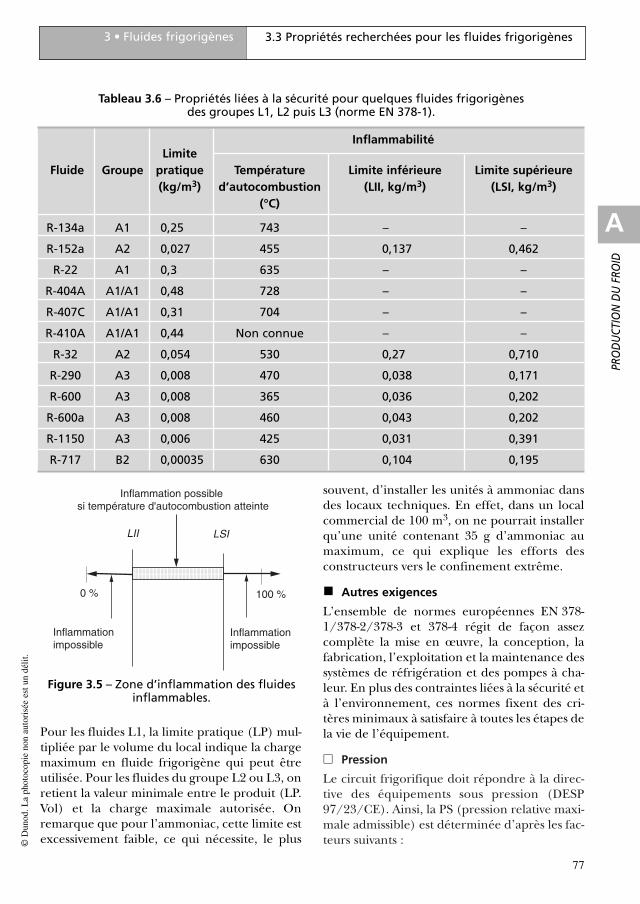
4. Une canalisation de refoulement (2-3) qui ache-mine les vapeurs comprimées vers le conden-seur. D’après (1) et (2), la pression et la tempé-rature des vapeurs de frigorigène étantconstantes, le point 2 et le point 3 sont confon-dus sur le diagramme enthalpique.
5. Un condenseur dans lequel le frigorigènerejette de la chaleur vers le milieu environnanten se condensant. Selon (2), la pression du frigo-rigène dans le condenseur est constante. Donc,d’après (5), la température de condensation, notée θc,est nécessairement constante. Pour que l’échangethermique soit réversible, il faut que les tempé-ratures des deux milieux soient égales. La tem-pérature de la source chaude doit donc êtreégale à la température de condensation dufluide frigorigène : Tc = Tsc . Dans ce cycle, lerefroidissement de la vapeur surchauffée entreT2 et Tsc est irréversible.Le liquide formé ne peut être refroidi en des-sous de Tsc. Par contre, la condensation pour-rait ne pas être totale. Dans le cycle de référen-ce, le liquide quittant le condenseur est saturé.Le point 4 est donc connu.
6. Une canalisation de liquide (4-5) permettantd’amener le liquide du condenseur vers ledétendeur. D’après (1) et (2), la pression et latempérature des vapeurs de frigorigène nevarient pas : sur le diagramme enthalpique, lepoint 4 et le point 5 sont confondus.
7. Un détendeur permettant de ramener le fluidefrigorigène à la température θ0, et de fermer lecycle de production de froid. Pour des raisonsde facilité technologique, et parce que le travailde détente est assez faible par rapport aux éner-gies mises en jeu, dans la majorité des cas, on nerécupère pas ce travail. Pour tenir compte decette réalité, dans le cycle de référence, ladétente se fait aussi sans récupération du tra-vail : elle est donc irréversible. Puisque par l’hy-pothèse (1), la transformation est aussi adiaba-tique, la détente est isenthalpique.
8. Une tuyauterie reliant le détendeur et l’évapo-rateur : dans la pratique, cette tuyauterie est laplus courte possible, et elle est donc négligée.Dans le cycle de référence, de toute façon,d’après les hypothèses retenues, le point 6 et lepoint 7 sont confondus.
4.1.2 Tracé du cycle de référence
Le cycle de référence s’effectue entre les tem-pératures des deux sources de chaleur : θ0 = θs f
et θc = θsc. Puisqu’il n’y a pas de chute de pres-sion, il se déroule nécessairement entre deuxvaleurs de pression seulement : la pression decondensation pc = psat(θc) et la pression d’éva-poration p0 = psat(θ0) . On parle aussi respecti-vement de haute pression (HP) ou basse pres-sion (BP).La figure 4.2 présente dans le diagrammeenthalpique le tracé du cycle de référence entreune source chaude à 25 °C et une source froideà – 20 °C ; les points caractéristiques sontdéduits facilement de la description de lamachine idéale.
119
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
h
P
8,1
2,34,5
6,7
+25 °C
–20 °C
Figure 4.2 – Tracé du cycle de référencedans un diagramme enthalpique.
Points 8 et 1 : les vapeurs quittant l’évaporateursont saturées, et leur température d’évaporationest θ0. Le point 8 est sur l’intersection de l’iso-therme θ0 et de la courbe de vapeur saturante.Le point 1 représentatif de l’état des vapeurs àl’aspiration du compresseur est confondu avecle point 8.Points 2 et 3 : dans le compresseur, les vapeurssubissent une compression isentropique de p0 àpc. Le point 2 (refoulement du compresseur)
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 119
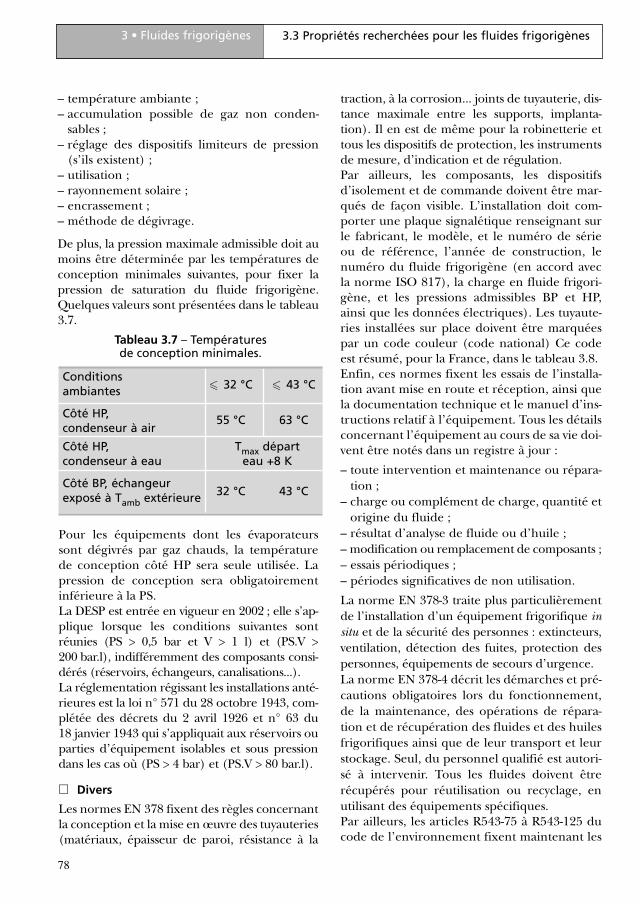
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
est donc à l’intersection de l’isobare pc et del’isentrope passant par le point 1. Le point 3(entrée des vapeurs dans le condenseur) estconfondu avec le point 2. Les vapeurs en 2 ouen 3 sont à une température supérieure à latempérature de saturation θc . Leur surchauffeest égale à (θ2 − θc).Points 4 et 5 : dans le condenseur, les vapeursrejettent de la chaleur dans la source chaude àθc . Elles subissent d’abord une désurchauffependant laquelle leur température diminue deθ2 à θc , puis elles sont condensées totalement.La désurchauffe est nécessairement irréver-sible. En 4, le fluide frigorigène est à l’état deliquide saturé : le point représentatif est à l’in-tersection de l’isotherme θc et de la courbe deliquide saturé. Le point 5 (entrée du déten-deur) est confondu avec le point 4.Points 5 et 6 : le liquide subit une détente isen-thalpique de pc à p0 . Le point 6 est à l’intersec-tion de l’isenthalpe passant par le point 4 et del’isobare p0 . Le point 7 (entrée évaporateur) estconfondu avec le point 6.La figure 4.3 représente le cycle de référence,tracé dans un diagramme (T,s).
– la détente 5-6 est irréversible par choix de la trans-formation ;
– la désurchauffe des vapeurs entre le refoulementdu compresseur et le condenseur est réalisée lorsd’un échange thermique entre le frigorigène et lasource de chaleur à θc , c’est-à-dire entre deuxmilieux à des températures différentes : elle n’estdonc pas réversible. Pour qu’elle le soit, il faudraitmettre en jeu une infinité de sources de chaleur àdes températures infiniment voisines, et échelon-nées entre θ2 et θc : le cycle ne serait donc plusditherme.
Le COP du cycle de référence est donc inférieur àcelui du cycle de Carnot fonctionnant entre les deuxmêmes températures de sources ; néanmoins, ilreprésente la valeur maximale que l’on pourrait espé-rer atteindre lors d’une mise en œuvre pratique.
2. D’après les hypothèses posées, le frigorigène doitpouvoir changer de phase à température et pressionconstantes : les mélanges non azéotropiques sontdonc exclus.
4.1.3 Calcul des échanges d’énergie
� Échanges d’énergie de chaque composant
� Rappel : premier principe appliquéà un système ouvert
On s’intéresse à une partie de la machine frigo-rifique traversée par un débit massique m defluide frigorigène, et délimitée par les parois,une section d’entrée notée E et une section desortie, notée S (figure 4.4).
120
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
8,1
2,3
4,5
6,7
0 1 2 3 4 5 6 7 8
T(°C)150
125
100
75
50
25
0
– 25
– 50
– 75
s (kJ/kg.K)
Figure 4.3 – Tracé du cycle de référencedans un diagramme entropique.
Remarques
1. Le cycle de référence décrit ici n’est pas réversible,
pour les deux raisons suivantes :
E
S
Q
W
.
..m
.m
Figure 4.4 – Représentation schématiqued’un système thermodynamique ouvert.
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 120
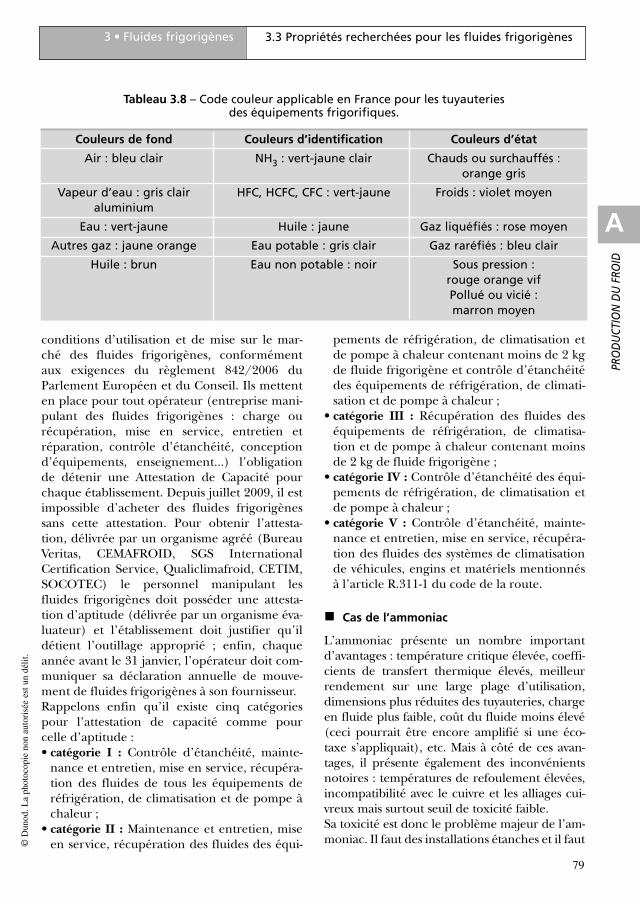
Entre E et S , le fluide frigorigène peut échan-ger avec l’extérieur une puissance thermique Qet une puissance mécanique W . Le premierprincipe de la thermodynamique appliqué à cesystème ouvert s’écrit :
dE
dt= Q + W +
∑e,s
me,s(h + 1
2V 2 + gz)e,s (4.1)
� Bilan d’énergie à l’évaporateur
quittant avec l’enthalpie hs f 2 . Le bilan d’énergie àl’évaporateur s’écrit aussi :
0 = ms f (hs f 1 − hs f 2) + m(h7 − h8) (4.4)
� Bilan d’énergie au compresseur
121
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Évaporateur
Qo
7 8
m.
m.
.
Figure 4.5 – Flux de masse et d’énergieà travers un évaporateur.
En règle générale, les variations des énergiescinétique et potentielle sont négligeablesdevant celles de l’enthalpie. De plus, au niveaude l’évaporateur, il n’y a pas d’échange d’éner-gie mécanique. En régime permanent, le biland’énergie s’écrit alors simplement :
0 = Q0 + m(h7 − h8) (4.2)
La quantité �h0 = (h8 − h7) est la variationmassique d’enthalpie du fluide frigorigène ; onl’appelle production frigorifique massique à l’éva-porateur. Pour une puissance frigorifique àfournir, plus la production frigorifique mas-sique est élevée, plus le débit massique de frigo-rigène nécessaire sera faible.
Remarques
1. Dans le cycle de référence, les points 8 et 1 sontconfondus. L’équation (4.2) peut s’écrire :
0 = Q0 + m(h7 − h1) (4.3)
2. Soit ms f le débit massique de fluide frigoporteurentrant dans l’évaporateur avec l’enthalpie hs f 1 et le
1
2
W.
m.
m.
Figure 4.6 – Flux de masse et d’énergieà travers un compresseur parfait.
Les variations d’énergie cinétique et potentiellesont encore très faibles devant les variationsd’enthalpie. En régime stationnaire, comptetenu de la compression adiabatique, le biland’énergie au compresseur s’écrit :
0 = W + m(h1 − h2) (4.5)
Si le compresseur fonctionne de façon réver-sible, alors la compression est isentropique, eth2 = h2is .
� Bilan d’énergie au condenseur
On trouve de la même façon que pour l’évapo-rateur :
0 = Qc + m(h3 − h4) (4.6)
Puisque, dans les cycles de référence, les points2is et 3 sont confondus, le bilan peut aussis’écrire :
0 = Qc + m(h2is − h4) (4.7)
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 121

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Soit msc le débit massique de fluide caloporteurentrant dans le condenseur avec l’enthalpie hsc1
et le quittant avec l’enthalpie hsc2. Le biland’énergie au condenseur s’écrit aussi :
0 = msc(hsc1 − hsc2) + m(h3 − h4) (4.8)
� Bilan d’énergie au détendeur
Remarque
Le fluide frigorigène pénètre dans le détendeur àl’état de liquide ; il sort sous forme d’un mélangeliquide-vapeur ; on peut calculer le titre en vapeur dumélange au point 6 en appliquant la règle des leviers :
xv = h5 − hsat,L(θ0)
hsat,v(θ0) − hsat,L(θ0)= h5 − hsat,L(θ0)
Lv(θ0)(4.10)
Dans le cycle de référence, le frigorigène est àl’état de liquide saturé en 5. On pourra vérifierque pour un frigorigène donné, le titre envapeur du mélange introduit dans l’évapora-teur est d’autant plus élevé que :
– la température de condensation est élevée ;
– la température d’évaporation est basse.
� Bilan global
Au cours d’un cycle de fonctionnement, lamachine, qui est un système fermé :
– reçoit la quantité de chaleur Q0 de la part dela source froide ;
– reçoit l’énergie mécanique W de la part ducompresseur ;
– rejette la quantité de chaleur Qc à la sourcechaude.
D’après les hypothèses posées au § 4.1.1, il n’y aaucun autre échange d’énergie.Le premier principe de la thermodynamiquepour les systèmes fermés permet donc d’écrirele bilan d’énergie sur la machine, pour un cyclede fonctionnement :
Q0 + Qc + W = 0 (4.11)
avec Q0 > 0 ; W > 0 ; Qc < 0 .
Remarque
La combinaison des bilans au niveau de chacun desquatre composants est bien conforme à l’écriture dubilan global (équation 4.11).
Le COP est défini comme le rapport entre lefroid produit et l’énergie mécanique utilisée :
COP = Q0
W= h8 − h7
h2 − h1(4.12)
122
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
Condenseur
Qk
3 4
.
m. m
.
Figure 4.7 – Flux de masse et d’énergieà travers un condenseur.
6
m.
5m.
Figure 4.8 – Flux de masse et d’énergieà travers un organe de détente.
La détente du fluide frigorigène s’effectue sanséchange de chaleur, et sans récupération dutravail ; par conséquent, Q = 0 et W = 0. Enrégime permanent, les variations d’énergiepotentielle et cinétique étant négligeables, lepremier principe s’écrit :
0 = m(h5 − h6), soit plus simplement h5 = h6
(4.9)
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 122
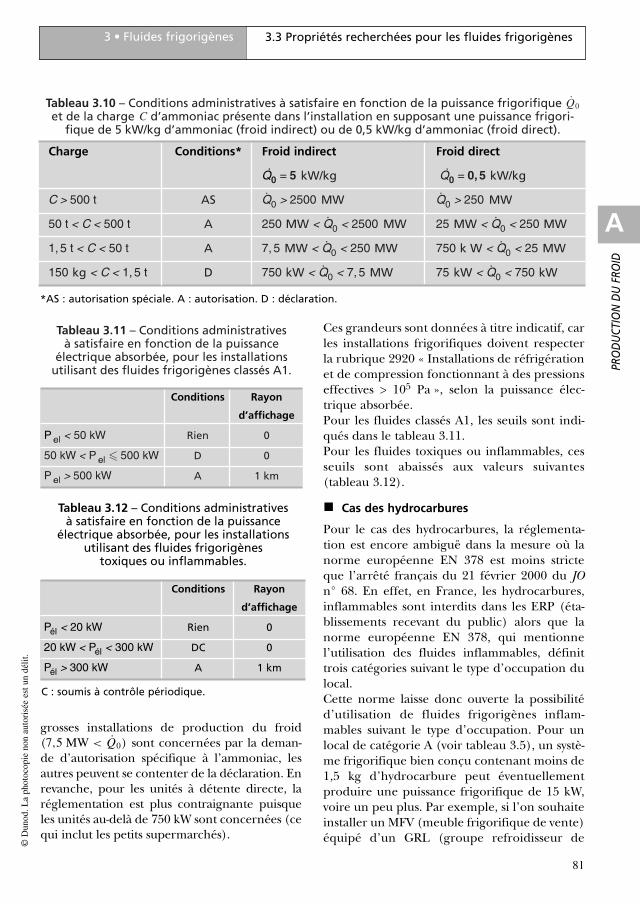
Le COP s’obtient alors simplement graphique-ment comme le rapport entre le segment (7-8)qui est égal à h8 − h7 et la projection sur l’axedes abscisses du segment (1-2) qui est égal àh2 − h1 .
4.1.4 Analyse entropique
On assimile le cycle de référence à un cycleditherme fonctionnant entre une températurede source froide (Ts f) égale à la températured’évaporation (T0) et une température de sour-ce chaude (Tsc) égale à la température decondensation Tc (la chaleur de désurchauffe estévacuée à la température de condensation bienque produite à une température supérieure : cesera une cause d’irréversibilité comme nous leverrons plus loin). On suppose tous les trans-ferts idéaux (aucune résistance au transfert dechaleur ni au transfert de masse).Considérons l’évolution du système ferméconstitué de l’ensemble de la machine, pourune masse unitaire de fluide. Si l’on analyse lesystème comme un système fermé cyclique, ladémarche suivie dans le chapitre précédentpeut s’appliquer. Le travail mécanique échangéavec l’extérieur w provient uniquement du tra-vail de compression. Au cours de ce cycle, lachaleur échangée avec l’extérieur est échangéeavec deux réservoirs de chaleur à deux niveauxde température seulement (Ts f et Tsc), si bienque les deux principes de la thermodynamiques’écrivent :
q0 + qc + w = 0 [a]
q0
Ts f+ qc
Tsc+ �i s = 0 [b]
(4.13)
où qc représente la totalité de la chaleur rejetéeau condenseur par unité de masse de fluide fri-gorigène (chaleur de condensation plus cha-leur de désurchauffe) et q0 représente la cha-leur prélevée par l’évaporateur. �i s est la pro-duction massique totale d’entropie durantl’évolution, �i s étant positif ou nul.Les expressions de w, q0 et qc en fonction del’enthalpie ont été données plus haut dans leséquations (4.2) à (4.9).
� Production d’entropie dueà la désurchauffe des vapeurs
123
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
8,1
2,3
4,5
6,7
3v
1
T(°C)150
125
100
75
50
25
0
– 25
– 50
– 75
s (kJ/kg.K)
0 2 3 4 5 6 7 8
Figure 4.9 – Cycle de référence pour l’ammo-niac dans un diagramme (T , s).
Considérons une masse unitaire de fluide frigo-rigène qui subit la transformation (3-4) (désur-chauffe-condensation) décrite plus haut. Aucours de cette transformation, la masse unitairede fluide frigorigène cède de la chaleur auréservoir de chaleur, elle subit une variationnégative d’enthalpie égale à h4 − h3 et unevariation négative d’entropie égale à s4 − s3 .Dans le même temps, le réservoir de chaleurreçoit la chaleur cédée par le fluide, il subit unevariation d’enthalpie égale et opposée à celledu fluide frigorigène, il reçoit h3 − h4 ; il subitpar ailleurs une variation d’entropie positive etégale à (h3 − h4)/Tsc. En effet, le réservoir dechaleur est à température constante, Tsc, et savariation d’entropie lorsqu’il reçoit une quan-tité de chaleur q est égale à q/Tsc. L’entropiereçue par le réservoir de chaleur n’est pas égaleet opposée à celle cédée par le fluide frigori-gène, comme nous allons le prouver, il y a pro-duction d’entropie à ce niveau.Dans le cas d’un transfert de chaleur qui s’ef-fectue à une température variable, on définitune température entropique qui est une tempé-rature moyenne à laquelle la transformation alieu :
T = �h
�s=
∫dh∫dh
T
(4.14)
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 123
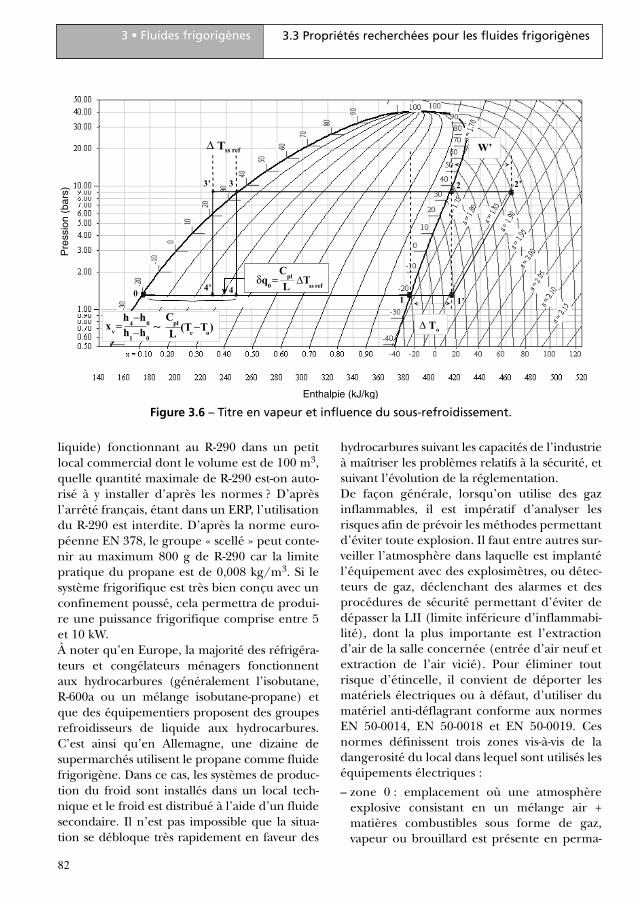
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
où �h et �s sont les variations respectives d’en-thalpie et d’entropie du système thermodyna-mique au cours de la transformation.Utilisant cette définition pour la transformation(3-4) du fluide frigorigène, on obtient :
Tsc = h4 − h3
s4 − s3ou s4 − s3 = h4 − h3
Tsc
(4.15)
Par ailleurs la variation d’entropie du réservoirest égale à :
�sres = h3 − h4
Tsc(4.16)
Or Tsc > Tsc , l’entropie cédée par le fluide fri-
gorigène, |s4 − s3| = |h4 − h3|Tsc
, est inférieure à
celle, �sres = h4 − h3
Tscreçue par le réservoir. La
production d’entropie est la différence entreces deux quantités ou la somme algébrique desdeux variations :
�i ssc︸ ︷︷ ︸+
= (h4 − h3)︸ ︷︷ ︸−
(1
Tsc
− 1
Tsc
)︸ ︷︷ ︸
−
= qc︸︷︷︸−
(1
Tsc
− 1
Tsc
)︸ ︷︷ ︸
−
(4.17)
L’irréversibilité n’est pas au niveau du réservoirde chaleur mais au niveau du couplage entre leréservoir de chaleur et le fluide frigorigène et,plus précisément, au niveau de la vapeur sur-chauffée qui est à une température supérieureà celle du réservoir.
� Production d’entropie dueà la vanne de laminage
Au cours du trajet thermodynamique (6-8), iln’y a pas de production d’entropie similaire àcelle observée au cours de la désurchauffe carl’évaporation est isotherme. En revanche, aucours du trajet (5-6), la détente au travers de lavanne de laminage est irréversible et la produc-tion d’entropie est simplement obtenue enappliquant le second principe pour un système
ouvert en régime permanent :
P(S) = −∑
i
Qi
Ti−
∑e,s
(ms)e,s � 0 (4.18)
Dans le cas de la vanne de laminage, l’écoule-ment est adiabatique si bien que la productiond’entropie s’obtient facilement :
P(S) = −∑e,s
(ms)e,s = m(s6 − s5) � 0
(4.19)
Pour un débit massique unitaire par unité detemps :
�i ss f = s6 − s5 � 0 (4.20)
À la source froide, on définit une température
entropique Ts f, pour la transformation (5-8),qui inclut la détente au travers de la vanne delaminage :
Ts f = h8 − h5
s8 − s5(4.21)
Notant que pour le changement de phase (7-8)qui s’effectue à température constante, on a :
h8 − h7 = Ts f (s8 − s7) (4.22)
La production massique d’entropie devient :
�i ss f = s7 − s5 = s7 − s8 + s8 − s5
= h7 − h8
Ts f+ h8 − h5
Ts f
(4.23)
et, comme h7 = h5 , ceci conduit à :
�i ss f = (h8 − h7)
(1
Ts f
− 1
Ts f
)
= q0︸︷︷︸+
(1
Ts f
− 1
Ts f
)︸ ︷︷ ︸
+
� 0(4.24)
124
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 124

� Production totale d’entropie
La compression adiabatique réversible (1-2)n’est source d’aucune production d’entropie sibien que la production totale d’entropie dans lecycle est égale à la somme de la productiond’entropie dans la phase (3-4) et de celle dansla phase (5-8) :
�i S = �i Ssc + �i Ss f
�i S = Qc︸︷︷︸−
(1
Tsc
− 1
Tsc
)︸ ︷︷ ︸
−
+ Q0︸︷︷︸+
(1
Ts f
− 1
Ts f
)︸ ︷︷ ︸
+
� 0(4.25)
Utilisant cette expression de la productiond’entropie dans l’équation (4.13b), on obtient :
Qc
Tsc+ Q0
Ts f= − Qc︸︷︷︸
−
(1
Tsc
− 1
Tsc
)︸ ︷︷ ︸
−
− Q0︸︷︷︸+
(1
Ts f
− 1
Ts f
)︸ ︷︷ ︸
+
(4.26)
On peut simplifier cette expression pour arriverà la formule remarquable :
Qc
Tsc
+ Q0
Ts f
= 0 (4.27)
qui couplée à l’équation (4.13a) toujoursvalable :
Qc + Q0 + W = 0
signifie que le cycle équivalent de Carnot ducycle à compression de vapeur est le cycle deCarnot fonctionnant entre les températures Ts f
et Tsc (figure 4.10). Le COP s’obtient alors encombinant ces deux équations :
COP = Q0
W= Ts f
Tsc − Ts f
(4.28)
� Applications numériques
Considérons le cycle de référence (températured’évaporation et de condensation respective-ment de – 25 °C, T0 = 248 K et + 40 °C,Tc = 313 K sans surchauffe ni sous-refroidisse-ment) réalisé par du R-134a, du R-404A et duR-717 (tableau 4.1).
125
4.1 Description du cycle de référence :machine mono-etagée parfaite
4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
3
4
2
1T~sf
scT~
Figure 4.10 – Cycle de réfrigération à compres-sion de vapeur d’ammoniac (trait plein) et
cycle équivalent de Carnot (pointillés).
Fluide R-134a R-404A R-717
h1 (kJ/kg) 235,3 204,2 1 411,5
s1 = s2 = s3 (kJ/(kg.K)) 0,950 0,826 5,696
h3 (kJ/kg) 282,5 244 1 770,4
h4 = h6 (kJ/kg) 108,3 112,5 371,5
s4 (kJ/(kg.K)) 0,395 0,407 1,358
COP = h8 − h7h2 − h1
2,70 2,31 2,90
COPc = T0Tc − T0
3,82 3,82 3,82
T2 (K) 323 321 421
Tsc = h4 − h3s4 − s3
(K) 313,5 313,3 322,5
Tsf = h8 − h5s8 − s5
(K) 228,6 218,6 239,7
COP = TsfTsc − Tsf
2,70 2,31 2,90
Tableau 4.1 – Comparaison de deux fluidesà partir de l’analyse thermodynamique.
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 125

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Dans ces conditions, le R-717 présente un COPsupérieur au R-134a, et le R-404A présente leCOP le plus faible. On remarque plusieurs diffé-rences importantes sur le comportement destrois fluides :
– la température de refoulement du R-717 esttrès élevée alors que celles du R-134a et duR-404A sont proches de la température decondensation ;
– la conséquence de cette remarque est que,dans le cas du R-717, la production d’entropiedue à la désurchauffe est importante, ce quin’est pas le cas pour les deux autres fluides.Ce point s’observe à la valeur de Tsc qui estproche de Tc pour le R-134a et le R-404A, etnettement supérieure pour le R-717 ;
– Ts f est beaucoup plus éloignée de la tempéra-ture d’évaporation dans le cas du R-134a et duR-404A que dans celui du R-717. Ceci traduitle fait que la production d’entropie due à ladétente via la vanne de laminage est plusimportante dans le cas du R-404A et duR-134a que dans celui du R-717. Les deux pre-miers fluides présentent un cas intéressantpour utiliser une turbine en lieu et place de lavanne de laminage (de fait, un constructeur,Carrier, produit une unité fonctionnant auR-134a et utilisant une turbine, en récupérantle travail de détente sur la turbine, le gain surle COP est supérieur à 5 %).
Dans les trois cas, la valeur du COP obtenue parle bilan enthalpique est égale, aux erreurs d’ar-rondis près, à celle obtenue à partir des tempé-ratures entropiques.Le rendement thermodynamique est respecti-vement de 0,6 pour le R-404A, et de 0,71 et 0,76pour le R-134a et pour le R-717. Cette différen-ce est notable, néanmoins le COP est beaucoupplus sensible aux variations de température defonctionnement qu’au changement de fluide.
4.2 Machine réelleà compression de vapeur
Dans la réalité, une machine à compressionmécanique de vapeurs n’obéit pas aux hypo-thèses du cycle de référence :
– le fluide peut échanger de la chaleur avec lesmilieux extérieurs lors de son passage dans lestuyauteries ;
– son écoulement dans la machine frigorifiquedonne lieu à des pertes de charge ;
– les échangeurs n’ont pas une surface infinieet ils ne peuvent traiter que des débits limitésde fluides ; les échanges thermiques ne peu-vent pas être réversibles ;
– un compresseur réel n’est pas adiabatique : iléchange de la chaleur avec l’ambiance et avecle fluide frigorigène ; de plus, il est le siège dedivers phénomènes dissipatifs (dus aux frotte-ments solides, à la présence de lubrifiant…),et ne peut fonctionner de manière réversible :il ne restitue pas totalement au fluide l’éner-gie mécanique qu’il reçoit ;
– le fluide frigorigène peut être un mélangenon azéotropique.
Par la suite, on appelle fluide frigoporteur lefluide cédant de la chaleur au frigorigène dansl’évaporateur, et fluide caloporteur, celui rece-vant de la chaleur dans le condenseur. On utili-sera également le terme générique fluide secon-daire pour désigner indifféremment le fluidefrigoporteur ou caloporteur.Pour l’instant, on s’intéresse uniquement auxmélanges azéotropiques ou pseudo-azéotro-piques et on néglige le rôle de l’huile.
4.2.1 Cycle réel sans pertes de charge
� Irréversibilité des échanges thermiques –Régime interne, régime externe
Dans la pratique, les débits des fluides secon-daires étant finis, leur température varie entrel’entrée et la sortie des échangeurs. On appel-lera θs f 1 et θs f 2 les températures d’entrée et desortie du fluide frigoporteur traité à l’évapora-teur, et θsc1 et θsc2 celles du fluide caloporteurdans le condenseur. Ces fluides peuvent êtredes liquides ou de l’air ou des gaz inconden-sables ou bien des mélanges diphasiques.De plus, les surfaces d’échange sont finies, il existeun écart de température entre le fluide frigori-gène et le fluide secondaire tout au long de
126
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 126

A
PRO
DU
CTIO
N D
U F
ROID
chaque échangeur : on parle de pincement. Sil’on néglige les pertes de charge, les profils detempérature dans les parties à changement dephase de l’évaporateur et du condenseur ontles allures présentées figure 4.11, quel que soitle sens de circulation des fluides.
On distingue :
– les évolutions thermodynamiques du fluidefrigorigène dans la machine (régime interne) ;
– les conditions qui règnent ou que l’on veutétablir à l’extérieur du système frigorifique(fluide caloporteur et fluide frigoporteur) :on parle de régime externe.
La caractérisation du régime externe dépenddu système frigorifique envisagé.
� Machine frigorifique
Milieu à refroidir
Deux cas se présentent :
– pour une chambre froide, la température decontrainte du régime externe est la tempéra-ture de reprise de l’air : il s’agit donc de θs f 1,température d’entrée de l’air dans la batteriede l’évaporateur ;
– pour un refroidissement de liquide, lacontrainte du régime externe, au contraire,
est généralement la température θs f 2 de sortiedu fluide frigoporteur de l’évaporateur.
Source extérieure de rejet thermique
Le régime externe est toujours θsc1, température d’en-trée du fluide caloporteur dans le condenseur.
� Pompe à chaleur
Milieu à réchauffer
Le régime externe est caractérisé par la tempéra-ture θsc2 du fluide caloporteur quittant l’échangeurchaud.
Source froide
La donnée externe est la température θs f 1 dumilieu ambiant dans lequel on prélève de la cha-leur.Quel que soit le type de fonctionnement utilisé,on définit les grandeurs suivantes :
– Évaporateur :
�θ f = θs f 1 − θs f 2
refroidissement du fluide frigoporteur
�θp f = θs f 2 − θ0
pincement de l’évaporateur
en principe, sans autre précision, le pincement estdonc la différence de température entre les deuxfluides, calculée coté sortie fluide frigoporteur.
127
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
0
θ
cas 1cas 2
θ sf2
θ
θ0
0 Sech
θ
cas 2
θ
θ
θ c
cas 1
sc2
Sech
sf1
sc1
Évaporateur Condenseur
Figure 4.11 – Profils des températures des fluides secondaires et frigorigène dans la partie chan-gement de phase du fluide frigorigène (cas 1 : contre-courant ; cas 2 : co-courant).
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 127
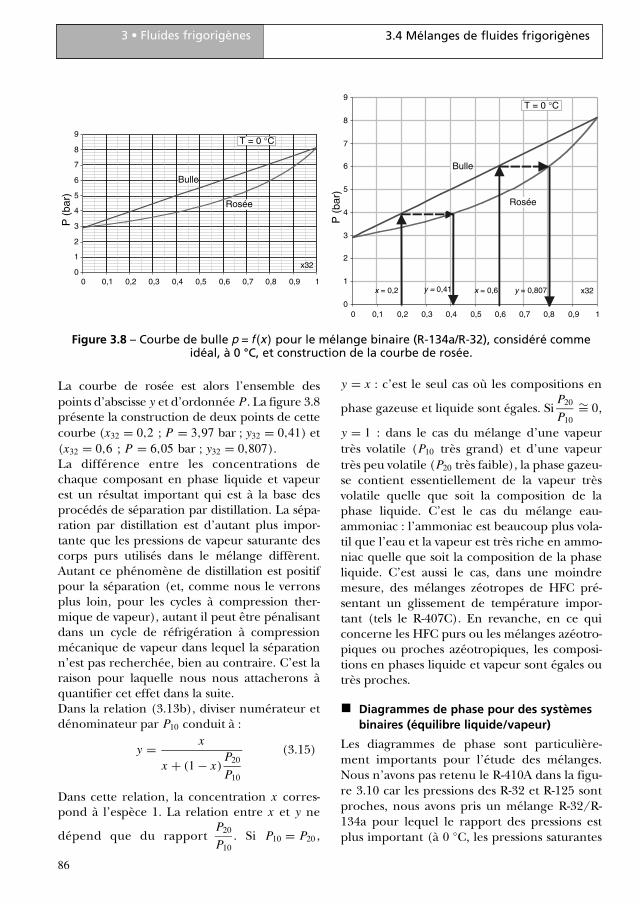
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
– Condenseur :
�θc = θsc2 − θsc1
échauffement du fluide caloporteur
�θpc = θc − θsc2
pincement du condenseur
On a toujours :
• θ0 < θs f 2 < θs f 1 : le refroidissement du fluidefrigoporteur est une grandeur positive ; le pin-cement à l’évaporateur est positif ;
• θsc1 < θsc2 < θc : l’échauffement du fluidecaloporteur est une grandeur positive ; le pin-cement au condenseur est positif.
Les pincements minimaux admissibles à l’éva-porateur et au condenseur dépendent de latechnologie de chacun des échangeurs utilisés.L’écart moyen logarithmique de température,défini précédemment, s’exprime en fonctionde ces grandeurs ; dans le cas le plus simple oùla surchauffe et le sous-refroidissement sontnuls, on a les résultats suivants (tableau 4.2).Puisque la température du frigorigène en find’évaporation est inférieure à celle du fluide fri-goporteur, les vapeurs peuvent être surchauf-fées. Si les pertes de charge sont négligeables, leprofil de température dans l’évaporateur estdécrit figure 4.12.
128
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
Évaporateur Condenseur
DTLM = (θs f 1 − θ0) − (θs f 2 − θ0)
Ln
(θs f 1 − θ0
θs f 2 − θ0
) DTLM = (θc − θsc1) − (θc − θsc2)
Ln
(θc − θsc1
θc − θsc2
)
DTLM = (θs f 1 − θs f 2)
Ln
(θs f 1 − θ0
θs f 2 − θ0
) = �θ f
Ln
(1 + �θ f
�θp f
) DTLM = (θsc2 − θsc1)
Ln
(θc − θsc1
θc − θsc2
) = �θc
Ln
(1 + �θc
�θpc
)
Tableau 4.2 – Expressions des écarts moyens logarithmiques de températureà l’évaporateur et au condenseur (sans pertes de charge).
0 Sech
θ
θ sf2
θ
θ 0
θ fv
θ 8
θ θ
θ 8
θ θ
θ 0
0
sf1
Sech
sf1
fvsf2
Contre-courant Co-courant
Figure 4.12 – Profil de température dans l’évaporateur.
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 128
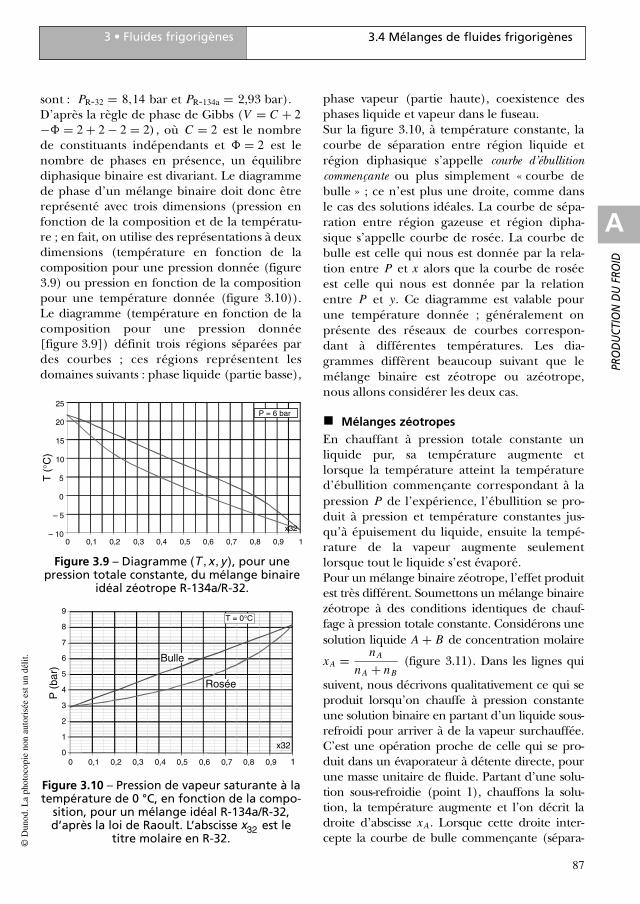
A
PRO
DU
CTIO
N D
U F
ROID
Dans ce cas, l’échangeur de chaleur est compo-sé de deux parties en série : un évaporateur ensérie avec un échangeur vapeur/fluide frigo-porteur fonctionnant chacun sous un écartmoyen logarithmique de température dont l’ex-pression dépend du sens de circulation, et estnotée dans le tableau 4.3. La surchauffe des vapeurs quittant l’évapora-teur, (θ8 − θ0), est le plus souvent compriseentre 3 et 8 °C. La différence minimale de tem-pérature entre θ8 et le fluide frigoporteurdépend de ce dernier et de la technologie del’évaporateur. On peut constater que pour unesurchauffe des vapeurs fixée, la températured’évaporation doit être plus basse dans le casd’un évaporateur à co-courant. Il est donc par-ticulièrement recommandé de faire circuler lesfluides à contre-courant dans l’évaporateurpour supporter une surchauffe et un pince-ment acceptables sans imposer une températu-re d’évaporation trop basse.
Remarque
Pour un régime externe fixé, plus le pincement estfaible, plus la température d’évaporation est élevée etmeilleur est le COP de la machine frigorifique. En
revanche, la surface d’échange doit être plus impor-tante, et le coût de fabrication de la machine seraplus important. De plus, si le refroidissement du flui-de caloporteur diminue, l’énergie consommée par leventilateur ou le circulateur du fluide secondaireaugmente. Le choix du pincement et du refroidisse-ment résulte donc d’un compromis entre le coûtd’installation et le coût d’exploitation de l’installa-tion. Le tableau 4.4 illustre ce propos, dans les condi-tions opératoires suivantes.Température de condensation : + 40 °CRégime du fluide frigoporteur : + 4 °C/– 2 °CPuissance frigorifique : 10 kW
129
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Contre-courant Co-courant
Évaporation Évaporation
DTLM = (θ f v − θ0) − (θs f 2 − θ0)
Ln
(θ f v − θ0
θs f 2 − θ0
)
= (θ f v − θs f 2)
Ln
(θ f v − θ0
θs f 2 − θ0
)
DTLM = (θs f 1 − θ0) − (θ f v − θ0)
Ln
(θs f 1 − θ0
θ f v − θ0
)
= (θs f 1 − θ f v)
Ln
(θs f 1 − θ0
θ f v − θ0
)
Surchauffe Surchauffe
DTLM = (θs f 1 − θ8) − (θ f v − θ0)
Ln
(θs f 1 − θ8
θ f v − θ0
) DTLM = (θ f v − θ0) − (θs f 2 − θ8)
Ln
(θ f v − θ0
θs f 2 − θ8
)
Tableau 4.3 – Écart moyen logarithmique de température dans les différentes partiesde l’évaporateur (sans chute de pression).
θ0 (°C) – 5 – 8 – 10 – 15
DTLM (°C) 5,46 8,66 10,72 15,81
HS (kW/K) 1,83 1,16 0,93 0,63
COP Carnot 5,96 5,52 5,26 4,69
Tableau 4.4 – Évolution de la surfaced’échange de l’évaporateur et du COP Carnoten fonction de la température d’évaporation
(régime externe fixé).
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 129
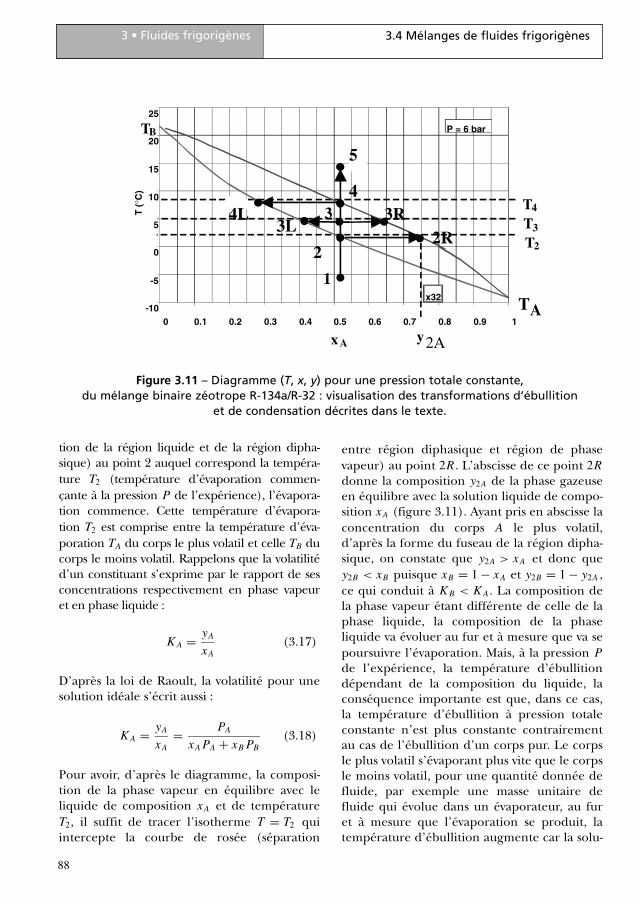
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
� Échanges thermiques dans les tuyauteries –Compression réelle
Les vapeurs surchauffées en sortie d’évapora-teur sont, généralement, plus froides que l’am-biance et elles sont donc échauffées avant leuraspiration par le compresseur. Leur surchauffeaugmente entre la sortie de l’évaporateur etl’aspiration du compresseur : θ1 − θ0 > θ8 − θ0 .En pratique, la surchauffe des vapeurs à l’aspi-ration du compresseur est nécessaire pour saprotection contre les coups de liquide et pourun dégazage accru du lubrifiant revenant aucompresseur.Dans le compresseur, ces vapeurs sont fortementéchauffées au cours de la compression. Uncompresseur réel n’est pas adiabatique, il échan-ge de la chaleur avec le fluide frigorigène et avecle milieu environnant. Son fonctionnementn’est pas réversible, le mouvement des piècesmobiles donne lieu à des frottements qui consti-tuent des dissipations d’énergie mécanique.Le compresseur frigorifique fera l’objet d’uneétude plus approfondie par la suite, ainsi quedans la partie de l’ouvrage consacrée à la tech-nologie. Pour l’instant, on retiendra que la tem-pérature de refoulement est élevée et on laprendra égale à la température de refoulementisentropique. En réalité, elle est souvent supé-
rieure à la température de refoulement isentro-pique, notamment si le compresseur n’est pasrefroidi ; si le compresseur est refroidi de façonefficace (ventilateur, circulation d’eau...), ellepeut en être très proche, voire même plusbasse.Dans la canalisation de refoulement, les vapeurssont à une température très supérieure à celledu milieu ambiant et elles sont désurchauffées :leur température décroît de θ2 à θ3 (figure 4.14).Les vapeurs admises dans le condenseur ont unesurchauffe égale à θ3 − θc (inférieure à θ2 − θc).Elles sont donc d’abord désurchauffées, puiscondensées à θc . Le pincement existant avec lefluide caloporteur permet, après condensation,de sous-refroidir le liquide formé jusqu’à latempérature θ4 < θc . Finalement, le profil destempératures dans le condenseur est décritfigure 4.13.Le condenseur est alors considéré comme unemise en série de trois échangeurs, qui sont dansle sens de déplacement du fluide frigorigène :désurchauffeur, condenseur proprement dit etsous-refroidisseur. L’expression des DTLM danschaque zone dépend du sens de circulation.De même que pour l’évaporateur, il est préfé-rable de choisir une circulation des fluides àcontre-courant, car la pression de condensationsera moins élevée.
130
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
0 Sech
θ
θ sc2
θ
θ 3
θ 4
θ θ 3
θ
θ 4
0
sc1
sc1
θ
sc1
Sech
Contre-courant Co-courant
Figure 4.13 – Profils de température dans le condenseur.
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 130

Remarque
Comme pour l’évaporateur, pour un régime externefixé, plus le pincement est faible, plus la températurede condensation sera basse et meilleur sera le COPde la machine frigorifique. En revanche, la surfaced’échange doit être plus importante, et le coût defabrication de la machine sera plus important. Lechoix du pincement résulte donc d’un compromisentre le coût d’installation et le coût d’exploitationde l’installation, en tenant compte de l’énergieconsommée pour la mise en circulation du fluidesecondaire.
En reprenant l’exemple précédent :
Température d’évaporation : – 8 °CRégime du fluide frigoporteur : + 4 °C/– 2 °CRégime du fluide caloporteur : + 30 °C/+ 35 °CPuissance condenseur : 13 kW
Canalisation détendeur/évaporateur : la vitesse dumélange liquide vapeur étant nettement plusforte que celle du liquide sous-refroidi, on placeen général le détendeur le plus près possible del’évaporateur, de façon à éviter les chutes depression et un réchauffement du mélange, cequi, à cet endroit, serait très préjudiciable auxperformances de la machine frigorifique. Cettecanalisation n’est donc jamais représentée dansle cycle réel et surtout dans le cas d’un évapo-rateur à détente directe.Finalement, le cycle réel sans perte de chargeest représenté dans la figure 4.14 ; la flèchehorizontale au point 2 indique que la tempéra-ture de refoulement n’est pas déterminée exac-tement pour un compresseur réel.
131
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
θc (°C) 37 40 45 50
DTLM (°C) 3,99 7,21 12,33 17,38
HS (kW/K) 3,26 1,80 1,05 0,75
COP Carnot 5,89 5,52 5,00 4,57
Tableau 4.5 – Évolution de la surfaced’échange du condenseur et du COP Carnot en
fonction de la température de condensation(régime externe fixé).
Dans la conduite liquide, le fluide frigorigène peut,selon les cas, être réchauffé ou refroidi par échan-ge thermique avec l’environnement. Par consé-quent, son sous-refroidissement peut diminuerou bien augmenter entre la sortie du condenseuret l’entrée au détendeur : θ5 − θc <> θ4 − θc .Dans la pratique, pour le bon fonctionnementde l’unité, le détendeur doit toujours être ali-menté en liquide. Un sous-refroidissement en 5est donc nécessaire.Détendeur : la détente est conforme à celle ducycle de référence, elle est isenthalpique. Lefluide frigorigène après détente est un mélangeliquide/vapeur. Le titre en vapeur est d’autantplus élevé, pour une pression de condensationdonnée, que la température d’évaporation estbasse ou que le sous-refroidissement est faible.
h
P
1
3 5
6, 7 8
2 4
Figure 4.14 – Cycle de production de froid :prise en compte des échanges thermiques et
du compresseur réel.
Le cycle de référence (intérieur) se dérouleentre les températures de sources (θc = θsc etθ0 = θs f). Les pincements et les variations detempérature des fluides secondaires sont nuls.Le cycle réel sans perte de charge s’effectuesous un écart de température plus important,puisque l’on a simultanément θc > θsc etθ0 < θs f. Une conséquence immédiate est biensûr la diminution du COP.Il est par ailleurs important de noter les pointssuivants :
– la température de refoulement isentropiqueaugmente fortement, pour deux raisons : latempérature des vapeurs à l’aspiration du
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 131
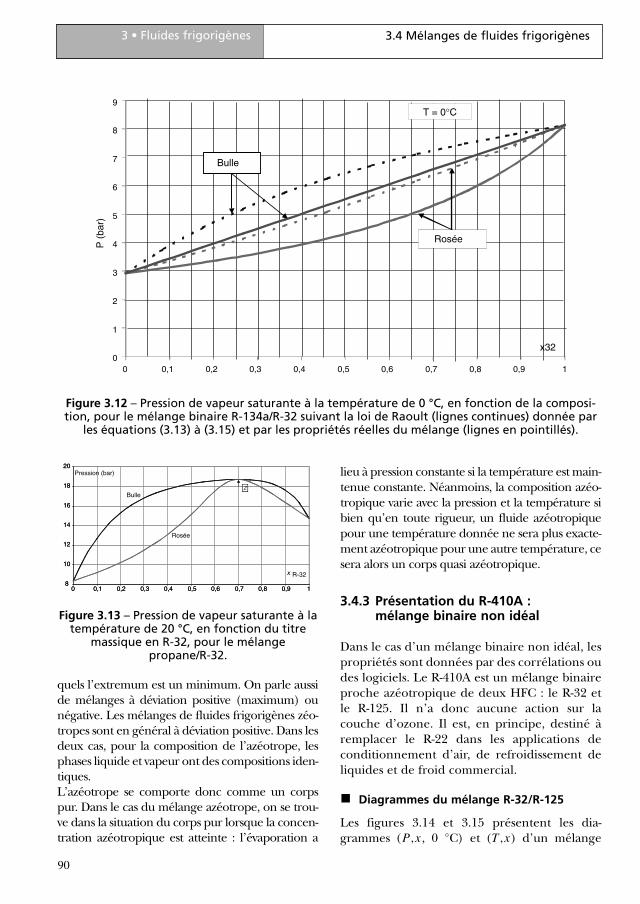
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
compresseur est plus élevée et le taux decompression augmente. Cette augmentationdu taux de compression peut être préjudi-ciable au bon fonctionnement de la machinefrigorifique ;
– la température du liquide avant détentedépend de celle en sortie de condenseur, etdes échanges thermiques entre le frigorigèneet le milieu extérieur dans la tuyauterie liqui-de. Quand le condenseur est refroidi par l’airambiant, cette température liquide est supé-rieure à celle que l’on aurait dans le cas ducycle de référence, la verticale représentant ladétente isenthalpique se trouve à droite decelle du cycle de référence, et la variationd’enthalpie massique à l’évaporateur diminue.
Le détendeur est situé le plus près possible del’évaporateur : les points 6 et 7 restent confondus.Dans le cas où les températures internes etexternes diffèrent, la comparaison au COP deCarnot peut s’effectuer en prenant deux réfé-rences possibles pour le cycle de Carnot.La première référence possible pour le cycle deCarnot consiste à prendre les températuresinternes, le COP de Carnot est alors simple-ment donné par :
COPintc = T0
Tc − T0(4.29)
et le rendement thermodynamique du cycle estdonné par :
η = COP
COPintc
= h1 − h4
h2 − h1· Tc − T0
T0(4.30)
Remarque
Dans cette expression du rendement thermodyna-mique de cycle, l’énergie de compression est assimi-lée à la variation d’enthalpie (h2 − h1) du fluide fri-gorigène entre l’aspiration et le refoulement du com-presseur. Le COP calculé ainsi s’appelle le COPcycle,et ne tient pas compte des dissipations d’énergie ausein du compresseur. Nous verrons dans le chapitre 5que la puissance absorbée par un compresseur réelest plus élevée : le COPcycle est supérieur au COP réeld’une installation frigorifique.
Cette approche est tout à fait appropriée pourévaluer la qualité d’un groupe frigorifique indé-pendamment du couplage aux sources exté-
rieures de chaleur. Ce rendement est générale-ment proche de 0,5.La seconde attitude consiste à prendre pourréférence pour le cycle de Carnot les tempéra-tures des sources extérieures. Mais alors, il fauttenir compte de la variation de température desfluides secondaires dans l’unité. Considéronsun système dans lequel les fluides secondairesont des températures qui varient respective-ment entre (Ts f 1 − Ts f 2) et (Tsc1 − Tsc2) entrel’entrée et la sortie. Le COP de Carnot pour untel système est :
COPextc = Ts f
Tsc − Ts f
=
Ts f 2 − Ts f 1
LnTs f 2
Ts f 1
Tsc2 − Tsc1
LnTsc2
Tsc1
− Ts f 2 − Ts f 1
LnTs f 2
Ts f 1
(4.31)
Le rendement thermodynamique est mainte-nant donné par :
η = COP
COPextc
= h1 − h4
h2 − h1· Tsc − Ts f
Ts f(4.32)
Cette approche permet d’évaluer la qualité dusystème global incluant : la performance dugroupe frigorifique et la performance des cou-plages entre le groupe et les sources. En géné-ral, ce rendement thermodynamique est faible(< 0,3).
4.2.2 Cycle réel : prise en comptedes pertes de charge
� Préambule
Elles se produisent entre l’entrée de l’évapora-teur et l’aspiration compresseur pour la partieBP, et entre le refoulement du compresseur etl’entrée du détendeur pour la partie HP. Ondistingue les types de chutes de pression sui-vants :
– Les chutes de pression linéiques se produisent lelong de conduites en ligne. Pour un écoule-
132
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 132
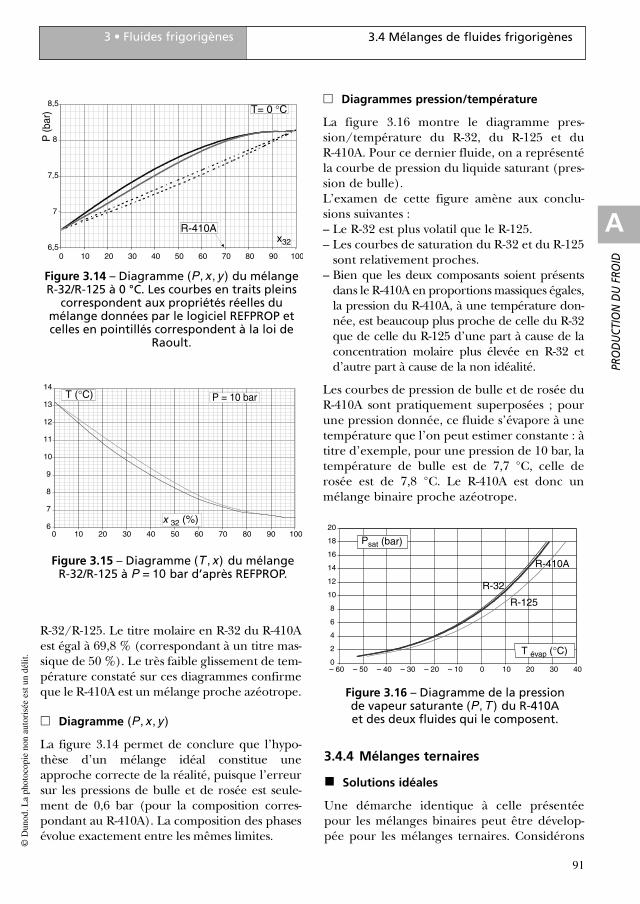
ment monophasique, elles peuvent s’expri-mer par la relation suivante :
�pl = �L
DHρ
V 2
2(4.42)
�pl est la chute de pression de l’écoulementmonophasique à la vitesse V , au travers d’unetuyauterie de longueur L, de diamètrehydraulique DH (les conduites étant cylin-driques, DH est le diamètre intérieur) ; ρ est lamasse volumique du fluide. � est le coeffi-cient de perte de charge linéique ; il dépenddu fluide, de la nature de l’écoulement (lami-naire, transitoire ou turbulent) et de la tuyau-terie (lisse ou rugueuse). Pour un écoulementlaminaire, on a : � = 64/Re, où Re est lenombre de Reynolds de l’écoulement, et pourun écoulement turbulent, on utilise la formu-le de Colebrook :
1√�
= −2 log10
(2,51
Re× 1√
�+ 1
3,7
ε
DH
)
ε est la rugosité absolue de la paroi (expri-mée en m). On peut à titre d’exemple, rete-nir l’ordre de grandeur pour la rugosité abso-lue des tuyauteries :
acier galvanisé : 0,1 à 0,17 mm
cuivre étiré : 0,0015 mm
– Les chutes de pression singulières sont dues à desaccidents dans le circuit (coudes, robinets,filtres, rétrécissement, élargissements…).Lors d’un écoulement monophasique, onpeut les exprimer par la relation :
�ps = ξρV 2
2(4.43)
ξ est le coefficient de la perte de charge sin-gulière considérée. On trouve les valeurs dece coefficient dans les documentations tech-niques ou dans la littérature concernant l’hy-draulique. À titre d’exemple, on indique savaleur pour un coude à 90° (tuyauterie lisse),en fonction du rapport entre r, rayon moyendu coude, et d, diamètre du tube :
� Pertes de charges dans la partie BPde la machine frigorifique
Évaporateur : le fluide frigorigène entre dans l’éva-porateur avec la température θ0, correspondant àla pression p0 . À la sortie de l’évaporateur, il asubi une perte de charge δp0 : sa pression en (8)est égale à (p0 − δp0). Puisque la pression dimi-nue, la température d’évaporation n’est pasconstante : elle diminue aussi d’une quantité δθ0
le long de l’échangeur. On peut donc définir uneperte de charge équivalente, exprimée en °C, quicorrespond à la diminution de la température desaturation due à celle de la pression. Dans le casd’un écoulement à contre-courant, le profil destempératures est présenté figure 4.15. En suppo-sant que les vapeurs quittent l’évaporateur sur-chauffées, le tracé 1 correspond au cas où lespertes de charge sont négligeables. Dans le cascontraire, la température des vapeurs en sortied’évaporateur dépend aussi des organes deréglage :
133
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
r/d ξ
0,5 1
1 0,35
2 0,2
3 0,15
0 Sech
θ
θ sf2
θ
θ 0
θ fv
θ 8
θ0 – δθ0
sf1
Tracé 1
Tracé 3
2
Figure 4.15 – Profils de températuredans un évaporateur (fluide frigorigène pur
ou mélange azéotrope) : prise en comptedes chutes de pression.
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 133

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
– la température des vapeurs en 8 ne changepas (tracé 2 en gras : cas d’un détendeur ther-mostatique à égalisation interne de pression).La surchauffe en 8 augmente donc de(θ8 − θ0) pour le tracé 1 à (θ8 − [θ0 − δθ0]) ;
– la surchauffe des vapeurs en 8 ne change pas(tracé 3 : cas d’un détendeur thermostatiqueà égalisation externe de pression). La tempé-rature θ8 diminue donc.
La perte de charge dans l’évaporateur dépendde la technologie choisie.
Remarque
Si les fluides circulent à contre-courant, comme repré-senté figure 4.12, le pincement de l’évaporateur,�θpe =θs f 2 − θ0, n’est pas modifié par la perte de char-ge. Si les fluides circulent à co-courant, le pincementaugmente : il est égal à �θpe = θs f 2 − (θ0 − δθ0).
Canalisation d’aspiration : les chutes de pressiondans cette canalisation ont une influence trèsforte sur les caractéristiques de la machine fri-gorifique. Plus elles sont élevées, plus les per-formances se dégradent. Cependant, pour desraisons technologiques (retour d’huile), il fautassurer une vitesse minimale des vapeurs. Onadopte en général une perte de charge équiva-lente de 1 °C (3 °C maximum), qui correspond,selon le niveau de température et le fluide fri-gorigène, à une diminution de la pression del’ordre de 0,1 à 0,2 bar.
� Pertes de charge dans la partie HP
Canalisation de refoulement : la pression de refou-lement du compresseur est supérieure d’envi-ron 1 °C à celle à l’entrée du condenseur.
Condenseur : comme pour l’évaporateur, lachute de pression du fluide frigorigène dépendde la technologie mise en œuvre. Les consé-quences sur les performances de la machine fri-gorifique sont moins sévères que pour l’évapo-rateur. Le calcul du pincement dépend aussi dusens de circulation des fluides.
Conduite liquide : le sous-refroidissement duliquide frigorigène en sortie de condenseurdétermine la perte de charge maximale admis-sible dans la conduite liquide. En effet, si, à
température constante, la pression du liquides’abaisse, le sous-refroidissement diminue, etpeut même s’annuler. Le détendeur n’est alorspas capable d’alimenter l’évaporateur avec ledébit massique requis. Enfin, dans le cas d’unecanalisation ascendante, en plus des chutes depression dues à l’écoulement, la pression dimi-nue du simple fait du dénivelé.
� Représentation d’un cycle réeldans le diagramme enthalpique
La figure 4.16 présente le cycle de productionde froid à compression mécanique de vapeurdans le cas le plus général.
134
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
h
P
1
35
6,78
24
Figure 4.16 – Représentation généraled’un cycle de production de froiddans un diagramme enthalpique.
La pression du fluide frigorigène à l’entrée del’évaporateur reste inchangée par rapport aucycle sans perte de charge ; la pression en 8 adiminué, ainsi que celle en 1. De la mêmefaçon, on garde la même valeur de pression à lasortie du condenseur, en 4. La pression à l’en-trée, en 3, est plus élevée, ainsi que celle aurefoulement du compresseur. Le taux de com-pression sous lequel doit fonctionner ce derniera donc encore augmenté : le COP diminueencore, et la température de refoulement estplus élevée que dans le cas précédent.La pression du fluide frigorigène en fin decondensation reste inchangée. Le liquide formésubit des pertes de charge plus ou moins impor-tantes avant de quitter le condenseur, mais satempérature de sortie ne varie pas notable-ment : le point 4 se trouve sur une isobare légè-
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 134

rement inférieure, mais sur la même isothermeque précédemment.Dans la conduite de liquide, la pression dimi-nue, et, de ce fait, le sous-refroidissement duliquide avant la détente diminue (figure 4.17).On remarque, sur les figures 4.16 et 4.17, que ledétendeur fonctionne sous un écart de pressionplus faible que le compresseur (à cause despertes de charge) ; de plus, le liquide voit sonsous-refroidissement augmenter entre lecondenseur et le détendeur (c’est le cas pourtoutes les installations avec condenseur à air,car la température du fluide frigorigène dans laligne liquide est supérieure à la températureambiante). Cependant, dans des conditionsopératoires différentes, il peut au contraire arri-ver que le liquide soit échauffé entre le conden-seur et le détendeur (cas d’un condenseurrefroidi par eau, avec une température ambian-te élevée), ou bien que la pression augmente(utilisation d’une pompe).
� Échauffement du liquide entrele condenseur et le détendeur
Condenseur à eau, température ambiante éle-vée : considérons une installation avec uncondenseur à eau perdue au régime 12/20 °C.On peut adopter une température de conden-sation de 26 °C, et un sous-refroidissement de3 °C en sortie du condenseur. En été, lorsque la
température ambiante dépassera 23 °C, le liqui-de frigorigène sera échauffé et non refroididans la tuyauterie liquide.
� Erreur d’implantation d’une conduiteliquide extérieure
Lorsque le groupe de condensation est situé àl’extérieur d’un bâtiment, il faut choisir le tracéde la conduite liquide en prenant soin, entreautres, qu’elle ne soit pas exposée au rayonne-ment solaire. Dans le cas contraire, l’échauffe-ment qui en résulterait peut atteindre quelquesdegrés, et annuler totalement le sous-refroidis-sement que l’on a créé en sortie condenseur.La figure 4.18 représente le cas d’un échauffe-ment sans perte de charge dans la tuyauterieliquide.
135
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
p
(bars)
h (kJ/kg)
4
5
6,7
Figure 4.17 – Cycle réel avec chute de pressionet refroidissement du fluide frigorigène dans
la tuyauterie liquide.
p
(bars)
h (kJ/kg)
4 5
6,7
Figure 4.18 – Échauffement sans chutede pression du fluide frigorigène
dans la tuyauterie liquide.
� Augmentation de la pression : utilisationd’une pompe
Lorsque le concepteur prévoit de fortes chutesde pression dans la conduite liquide (grandesdistances ou fort dénivelé entre le groupe decondensation et les évaporateurs situés auxétages supérieurs d’un bâtiment), il peut êtreamené à implanter une pompe, par exemple àla sortie du condenseur. L’augmentation de lapression entre l’aspiration et le refoulement dela pompe permet d’accroître le sous-refroidisse-ment.
9782100540174-Meunier-C4.qxd 28/04/10 13:53 Page 135
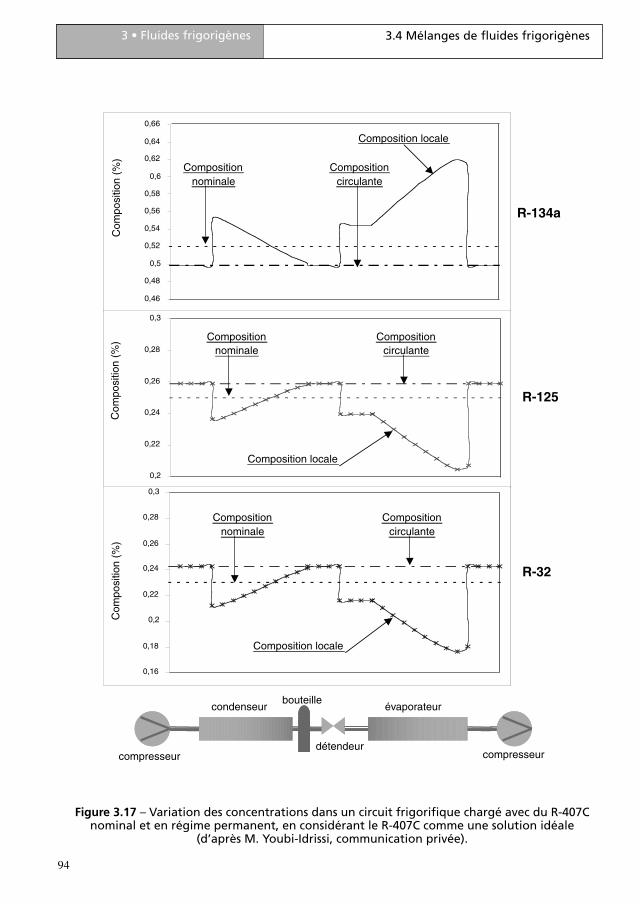
4.2 Machine réelle à compression de vapeur
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
136
4 • Machine frigorifique mono-étagée, à compression …
� Bilans d’énergie
L’écriture rigoureuse des bilans d’énergied’une machine frigorifique réelle est plus com-plexe que dans le cas de la machine idéale.C’est pourquoi il est préférable de commencerpar l’analyse de chaque composant.
� Bilan sur chaque composant
Bilan d’énergie à l’évaporateur
Soit Q0 la puissance thermique prélevée dans lemilieu à refroidir. Pour un régime stationnaire,en négligeant les variations d’énergie cinétiqueet potentielle, ainsi que les pertes thermiquesvers l’ambiance, le bilan d’énergie s’écrit :
0 = Q0 + m(h7 − h8) (4.44)
Contrairement au cas de la machine idéale, lacanalisation d’aspiration n’est pas adiabatique,et les vapeurs y subissent une chute de pres-sion : en toute rigueur, les points 1 et 8 ne sontplus confondus.
Bilan d’énergie au compresseur
Dans le cas du compresseur réel, le biland’énergie demande une analyse un peu plusdétaillée, selon que l’on s’intéresse au com-presseur lui-même, ou bien en particulier aufluide frigorigène.
Système étudié : compresseur frigorifique + fluidefrigorigène. Le compresseur reçoit sur sonarbre une puissance mécanique W . Parailleurs, le débit massique de fluide frigorigèneentre avec les caractéristiques du point 1, etsort avec celles du point 2. Enfin, le systèmeéchange globalement une puissance thermiqueQa avec l’ambiance. (Le plus souvent, il s’agitd’une perte thermique vers l’ambiance.)
Les variations d’énergie cinétique et potentiellesont encore très faibles devant les variationsd’enthalpie. En régime stationnaire, le biland’énergie sur le compresseur considéré commeun système thermodynamique ouvert, s’écrit :
0 = W + Qa + m(h1 − h2) (4.45)
Système étudié : fluide frigorigène traité dans lecompresseur.
Dans ce cas, le système thermodynamique consi-déré est le volume déformable constitué par lefluide frigorigène circulant dans le compres-seur. Ce système reçoit une puissance méca-nique WP de la part du compresseur. Cette puis-sance mécanique diffère de la puissance four-nie sur l’arbre (elle est inférieure) : WP < W.Par ailleurs, il échange la puissance thermiqueQ f l par convection avec les parois du compres-seur. Le bilan prend donc la même forme quele précédent, mais les puissances mécaniques etthermiques mises en jeu diffèrent :
W.
Q
1
2m.
a
.
m.
Figure 4.19 – Flux de masse et d’énergieà travers un compresseur réel.
1
m.
2m.
W.
Q.
P
fl
Figure 4.20 – Échanges d’énergie du fluide fri-gorigène avec son environnement au sein d’un
compresseur réel.
9782100540174-Meunier-C4.qxd 28/04/10 13:54 Page 136
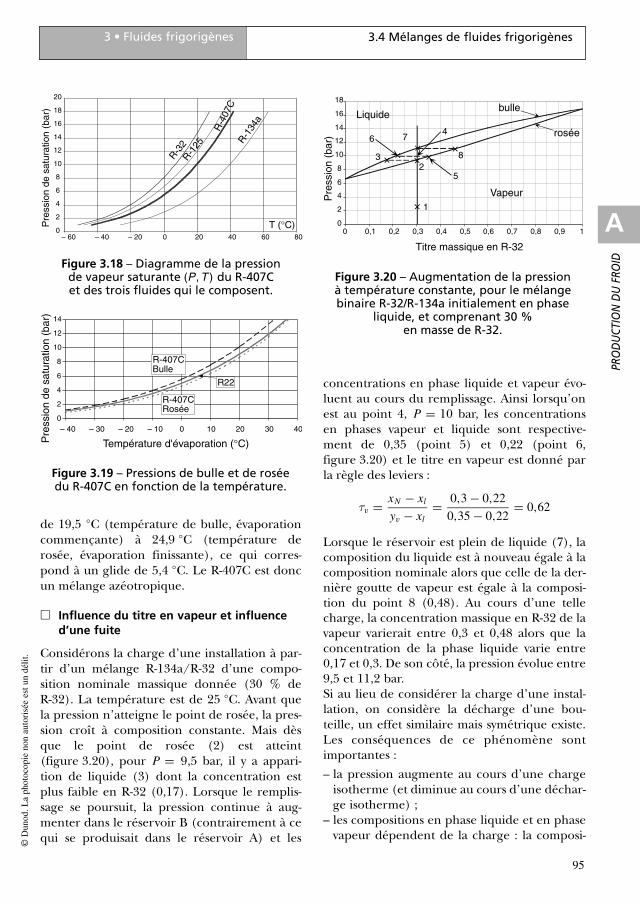
137
4.2 Machine réelle à compression de vapeur4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
0 = WP + Q f l + m(h1 − h2) (4.46)
La combinaison des deux équations précé-dentes revient à écrire :
W + Qa = WP + Q f l (4.47)
Par ailleurs, la compression du fluide frigorigè-ne n’étant plus isentropique, le point 2 ne cor-respond donc plus au point 2is.
Bilan d’énergie au condenseur
Les variations d’énergie potentielle et cinétiqueétant le plus souvent négligeables, on trouve dela même façon que pour l’évaporateur (en négli-geant les pertes thermiques vers l’ambiance) :
0 = Qc + m(h3 − h4)
Les points 2 et 3 ne sont pas nécessairementconfondus.
Bilan d’énergie au détendeur
La détente du fluide frigorigène s’effectue sanséchange de chaleur, et sans récupération dutravail ; par conséquent, Q = 0 et W = 0. Enrégime permanent, les variations d’énergiecinétique et potentielle restant négligeables, lepremier principe s’écrit à nouveau :0 = m(h5 − h6), soit plus simplement : h5 = h6 .
Remarque
Le fluide frigorigène pénètre dans le détendeur àl’état de liquide ; il sort sous forme d’un mélangeliquide-vapeur ; on peut calculer le titre en vapeur dumélange au point 6 :
xv = h5 − hsat,L(θ0)
hsat,v(θ0) − hsat,L(θ0)= h5 − hsat,L(θ0)
Lv(θ0)
On constate que le mélange introduit dans l’évapora-teur est d’autant plus riche en vapeur que :
– le taux de compression est élevé ;– le sous-refroidissement du liquide avant détente est
faible (pour p0 et pc constantes).
Les canalisations permettent d’acheminer lefluide frigorigène d’un composant à l’autre ducircuit frigorifique. En principe, ce dernier nedoit y subir aucun changement d’état.L’analyse de l’évolution du fluide frigorigèneest en général schématisée en une évolution de
la pression (provoquée par les pertes de chargedues à l’écoulement d’une part, et au dénivelédans le cas des canalisations ascendantes), etune modification de la température due auxéchanges thermiques avec l’extérieur. Si l’en-trée et la sortie sont symbolisées respectivementpar les indices e et s, on peut écrire, d’après lepremier principe de la thermodynamique :
ps − pe + �pf r + ρg(zs − ze) = 0 (4.48)
Q + m(he − hs) = 0
La masse volumique des vapeurs est assez faible ;les variations de pression dues au dénivelé desconduites de vapeur sont donc le plus souventnégligeables. Mais ce n’est pas le cas pour laconduite liquide ; c’est pourquoi il est nécessaired’être très prudent dans le cas des conduitesascendantes verticales : la diminution de pres-sion peut être telle que le liquide à l’entrée dudétendeur n’est plus sous-refroidi, ce qui pro-voque un mauvais fonctionnement de la machi-ne frigorifique.
Bilan global
Système étudié : fluide frigorigène contenu dansla machine frigorifique. Au cours d’un cycle defonctionnement, le fluide frigorigène :
– reçoit la quantité de chaleur Q0 de la part dumilieu à refroidir ;
– reçoit la quantité de chaleur Qasp dans la cana-lisation d’aspiration ;
– reçoit l’énergie mécanique Wp de la part ducompresseur et échange une quantité de cha-leur Q f l avec ce dernier ;
– rejette une quantité de chaleur Qref dans lacanalisation de refoulement ;
– rejette la quantité de chaleur Qc dans lemilieu de refroidissement du condenseur ;
– échange une quantité de chaleur Qliq avecl’ambiance dans la ligne liquide.
Le premier principe de la thermodynamiquepermet donc d’écrire le bilan d’énergie sur lefluide frigorigène, pour un cycle de fonction-nement (en négligeant les pertes thermiquesvers l’ambiance pour les deux échangeurs) :
9782100540174-Meunier-C4.qxd 28/04/10 13:54 Page 137
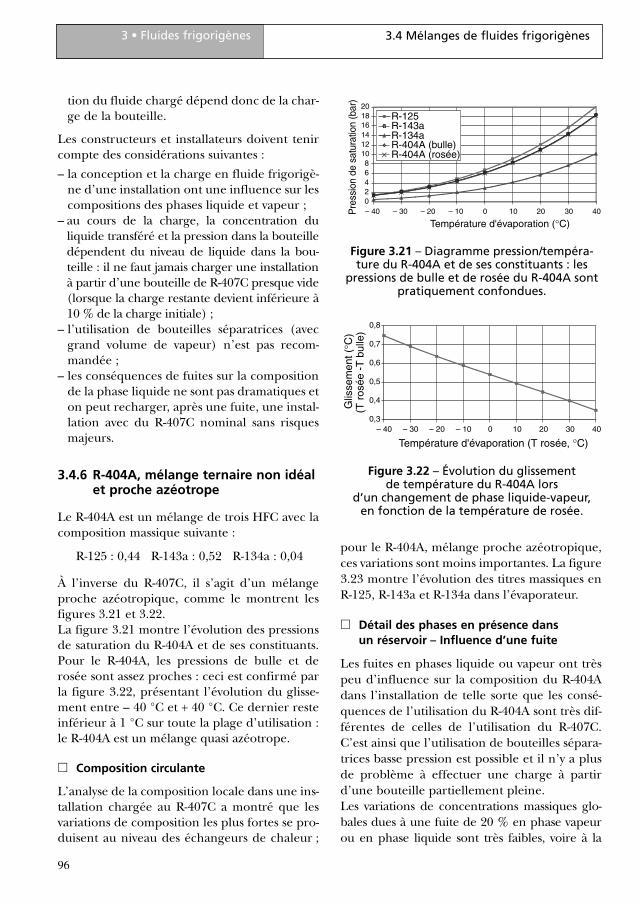
4.3 Cycle à compression isothermeavec échangeur liquide-vapeur
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
138
4 • Machine frigorifique mono-étagée, à compression …
Q0+Qc+Wp +Q f l +Qasp+Qref+Qliq =0 (4.49)
avec Q0 > 0 ; Wp > 0 ; Qc < 0 ; Qasp > 0 ;Qref < 0 . Q f l est en général positif ; Qliq est leplus souvent négatif, mais peut être positif si latempérature de condensation est inférieure à latempérature ambiante (cas des machines bi-éta-gées et des cascades).
Système étudié : machine frigorifique. Si l’on s’in-téresse à la machine frigorifique dans sonensemble, les limites du système frigorifiquesont repoussées jusqu’à l’arbre du compresseur.Ce dernier reçoit sur son arbre une énergiemécanique W supérieure à Wp. Le bilan s’écritalors :
Q0+Qc+W +Qa +Qasp+Qref+Qliq =0 (4.50)
Ces deux dernières expressions montrent quel’écriture du bilan sous sa forme classique :Q0 + Qc + W = 0 revient à négliger leséchanges thermiques avec l’ambiance dans lescanalisations et au niveau du compresseur.L’erreur commise peut être forte si ces dernierssont importants (mise en œuvre d’un sous-refroidissement accentué, ou utilisation dedésurchauffeurs, par exemple). Néanmoins onobtient à nouveau (équation 4.47) :
Wp + Q f l = W + Qa
4.3 Cycle à compressionisotherme avec échangeurliquide-vapeur
Le cycle de référence à compression mécaniquede vapeur est le cycle à compression adiaba-tique présenté plus haut. Néanmoins, force estde reconnaître que, dans de nombreux cas, lecompresseur est refroidi (notamment par l’in-termédiaire du lubrifiant). Dans ces conditions,il est utile d’évaluer quelles seraient les perfor-mances d’un compresseur parfaitement refroi-di. Cette approche a déjà été utilisée dans lechapitre 2 à propos des cycles trans-critiques(essentiellement pour le cycle trans-critique audioxyde de carbone) et pour le nouveau cycle
de Carnot. Ici, une démarche identique va êtrepoursuivie dans le cas limite d’un cycle sous-cri-tique à compression isotherme avec échangeurliquide-vapeur.Le cycle considéré comprend donc (figures4.21 et 4.22) :
– une compression isotherme supposée réver-sible (1-2) ;
– une condensation (2-3) isotherme à une tem-pérature égale à la température de la compres-sion ;
– un sous-refroidissement du liquide sortant ducondenseur (3-4) dans l’échangeur liquide-vapeur (obtenu par échange avec les vapeursaspirées) ;
– une détente (4-5) dans une vanne de laminage ;– une évaporation (5-6) dans l’évaporateur ;– une surchauffe des vapeurs (6-1) dans
l’échangeur liquide-vapeur [obtenue par lesous-refroidissement (3-4)].
Comme dans le cas du cycle trans-critique, il estimportant de noter que dans un cycle idéal, lesdifférences d’enthalpie (6-1) et (3-4) au traversde l’échangeur interne sont égales en valeurabsolue car le débit massique est le même.Supposant que le fluide frigorigène est un corpspur, la condensation et l’évaporation s’effectuentà températures constantes et supposant quel’échangeur liquide-vapeur est idéal, la seule irré-versibilité du cycle provient de la détente au tra-vers de la vanne de laminage. On réalise ici quel’on a, de ce fait, éliminé l’irréversibilité associéeà la désurchauffe des vapeurs dans le condenseur.Supposant l’échangeur liquide-vapeur idéal(température T1 de sortie de la vapeur égale à latempérature d’entrée T3 du liquide), le cycle estreprésenté figure 4.22. Sur cette figure, est éga-lement porté le cycle à compression adiaba-tique et réversible de vapeur avec le mêmeéchangeur liquide-vapeur idéal ; on obtientsimplement le point 2′ en lieu et place du point2. Il est bon de noter que les points 1, 2 et 3 setrouvent sur une isotherme alors que les points2′, 2, 3 et 4 se trouvent sur une isobare et queh3 − h4 = h1 − h6 (échange d’énergie au seinde l’échangeur liquide-vapeur). Les états desdifférents points pour un cycle au R-134a sontindiqués dans le tableau 4.6.
9782100540174-Meunier-C4.qxd 28/04/10 13:54 Page 138
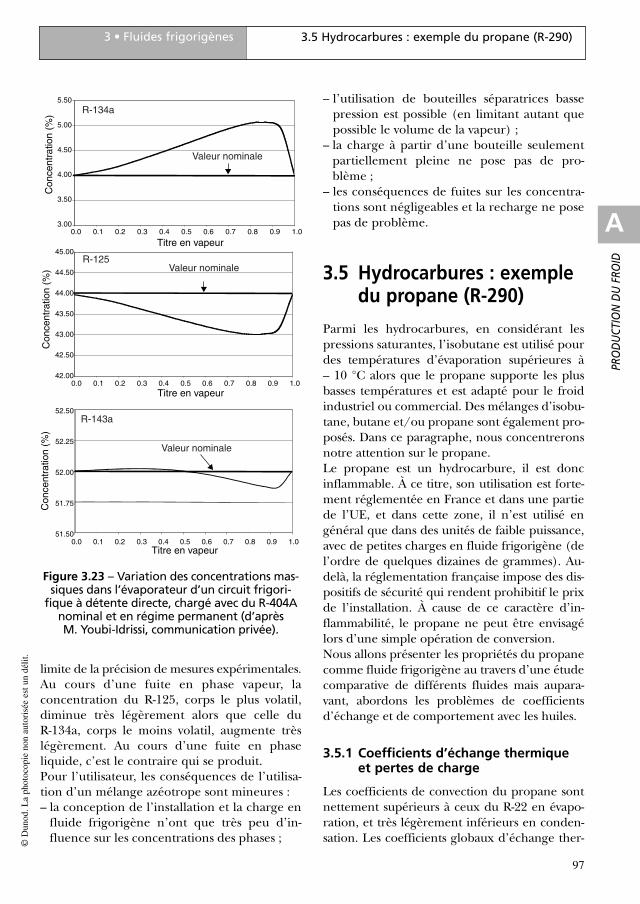
139
4.3 Cycle à compression isothermeavec échangeur liquide-vapeur
4 • Machine frigorifique mono-étagée, à compression …
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
On note que l’on a bien h1 − h6 = h3 − h4 =43,2 kJ/kg. Pour la compression isotherme,l’énergie massique reçue par le fluide pendantla compression est égale à :
wiso = h2 − Trefs2 − (h1 − Trefs1) = 37,65 kJ/kg
et, pour la compression adiabatique, elle estégale à :
wad = h2′ − h1 = 42,2 kJ/kg
La production frigorifique massique est lamême dans les deux cas :
q0 = h6 − h5 = 179,4 kJ/kg
Refroidisseur
Condenseur
Évaporateur
1
3
4
5 6
2
Figure 4.21 – Schéma de principe du cycleR-134a à compression isotherme réversible.
– 20
0
20
40
60
80
100
120
0 200 400 600 800 1 000 1 200Entropie (kJ/kg)
Tem
péra
ture
(°C
)
13
4
56
2'
2
(b)
1
3
5
7
9
11
13
15
50 100 150 200 250 300 350 400
Enthalpie (kJ/kg)
Pre
ssio
n (b
ar)
1
34
5 6
2'2
(a)
Figure 4.22 – Diagrammes des cycles R-134aà compressions isotherme et adiabatiqueréversibles : (a) diagramme enthalpique
(Log P, h) ; (b) diagramme entropique (T , s).
Points T (°C) P (bar) H (kJ/kg) S (J/(kg.K))
1 40 2,007 287,7 1088
2 40 10,17 271,3 915
2’ 95,2 10,17 329,9 1088
3 40 10,17 108,3 395
4 9,66 10,17 65,1 250
5 – 10 2,007 65,1 256
6 – 10 2,007 244,5 938
Tableau 4.6 – Coordonnées des deux cycles sous-critiques, avec échangeur interne, au R-134a :à compression isotherme (1-2-3-4-5-6-1) et à compression adiabatique (1-2’-2-3-4-5-6-1).
9782100540174-Meunier-C4.qxd 28/04/10 13:54 Page 139
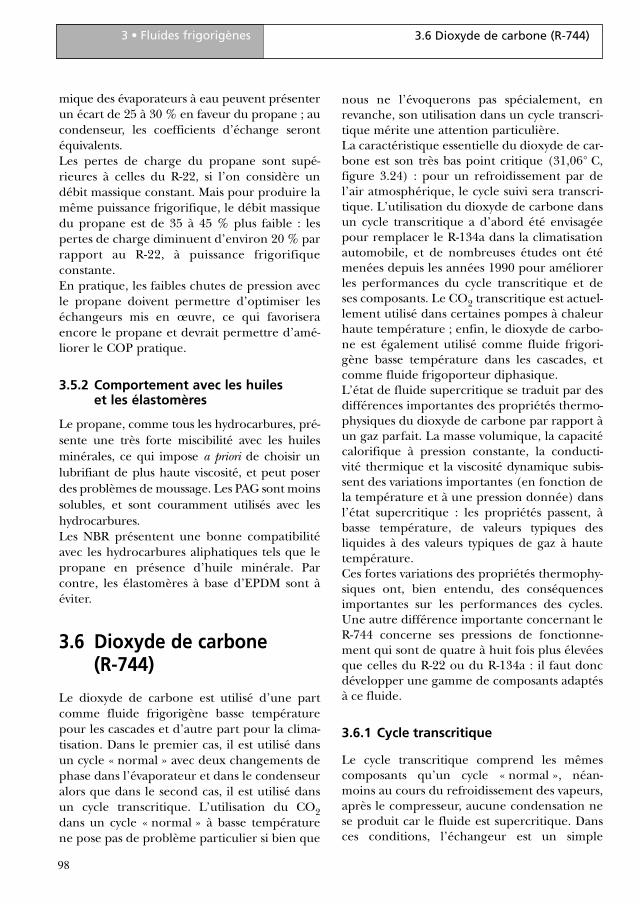
4.4 Conclusions
140
4 • Machine frigorifique mono-étagée, à compression …
et les deux COP du cycle sont respectivement lesrapports entre la production frigorifique mas-sique et l’énergie massique reçue par le fluide fri-gorigène pendant la compression. On obtient :
COPiso = 4,765 et COPad = 4,25
Le COP de Carnot étant égal à 5,26, le rende-ment de Carnot dans le cas adiabatique est égalà 0,8 mais il atteint 0,9 dans le cas isotherme, cequi est tout à fait remarquable.On constate que le COP dans le cas de la com-pression isotherme est supérieur au COP dansle cas de la compression adiabatique ; le gain estde 12 %. À noter que dans ce cas précis, le COPdu cycle à compression adiabatique sans échan-geur interne ne serait que de 4,03. Le gain ducycle à compression isotherme avec échangeurinterne est donc important (+ 18 %) par rap-port au cycle à compression adiabatique sanséchangeur interne.Dans la réalité d’un compresseur refroidi mais àcompression non isotherme, le refroidissementse traduira par un gain par rapport à la com-pression adiabatique et ce gain sera d’autantplus important que le refroidissement sera effi-cace, la limite du gain par refroidissement estcelui correspondant à la compression isother-me. Une étude comparable et pour les mêmesconditions opératoires sur le R-717 conduit àdes conclusions voisines mais légèrement diffé-rentes. Le COP du cycle avec compression iso-therme et échangeur interne (COPiso = 4,935)est encore plus élevé (correspondant à un ren-dement de Carnot de 0,94) mais le cycle à com-pression adiabatique sans échangeur interne(4,29) est maintenant plus élevé que celui ducycle à compression adiabatique avec échan-geur interne (3,90). Dans le cas du R-717,l’échangeur interne n’est pas intéressant pourle compresseur adiabatique. Mais, le refroidis-sement du compresseur est toujours intéressantet ce point du refroidissement du compresseurest un élément important à ne pas négligerdans la conception d’une installation. Commeil sera mentionné plus loin, il existe plusieursmoyens de refroidir le compresseur : au traversde la lubrification, en refroidissant la culassepar un circuit d’eau de refroidissement ouencore en utilisant des ventilateurs.
4.4 Conclusions
Le cycle à compression mécanique de vapeurde référence représente le modèle thermody-namique le plus simple des cycles utilisés enproduction de froid industriel et commercial.Son COP est évidemment inférieur à celui d’uncycle de Carnot, mais il représente la limitesupérieure envisageable avec cette technique.Les écarts constatés en pratique viennent :
– des débits finis de fluides calo ou frigoporteurs :plus ils sont faibles, plus les températures decondensation et d’évaporation seront éloi-gnées de celles du cycle idéal (les échangeursétant fixés) ;
– des échangeurs de chaleur utilisés ; plus leur sur-face est faible, plus les pincements sont élevés,avec les mêmes conséquences que précédem-ment ;
– des chutes de pression dues à l’écoulement dansles canalisations ; en général, un dimension-nement correct permet de limiter ces pertesde charge à des valeurs acceptables ;
– des échanges de chaleur dans les conduites ; dans lacanalisation d’aspiration, ils provoquent uneaugmentation de la surchauffe des vapeursavant l’aspiration du compresseur, ce qui estpréjudiciable au COP. De plus, une surchauf-fe trop importante peut être néfaste pour lebon fonctionnement du compresseur.
– du fonctionnement réel du compresseur.Pour les quatre premiers points, on sait techni-quement maîtriser les évolutions du fluide fri-gorigène ; on sait aussi calculer ou évaluer avecune précision satisfaisante l’état du fluide àl’entrée et à la sortie de chaque composant. Parconséquent, on sait chiffrer les transfertsd’énergie correspondants.Le compresseur frigorifique réel est une causeimportante de la diminution des performancespar rapport au cycle de référence. Par ailleurs,son fonctionnement, ainsi que les évolutionssuivies par le fluide frigorigène, sont un peuplus complexes à analyser. Ce sont les raisonspour lesquelles une étude détaillée de ce com-posant particulier est nécessaire. Cette étudefera l’objet du chapitre suivant.
9782100540174-Meunier-C4.qxd 28/04/10 13:54 Page 140
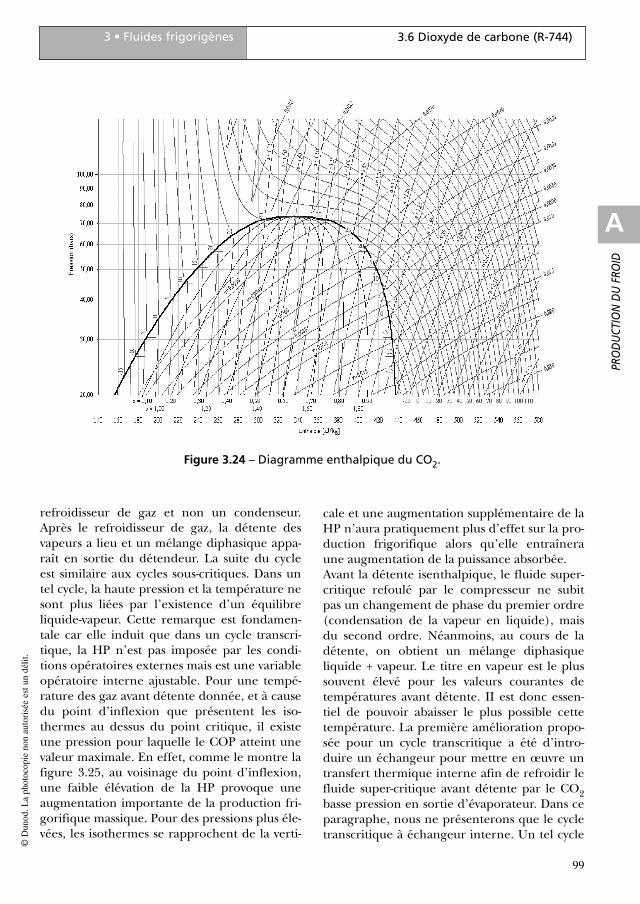
A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Dans le chapitre précédent, l’analyse d’un cycleréel de production de froid par compressionmécanique de vapeur a permis de montrer qu’ilétait possible de décrire quantitativement lesévolutions du fluide frigorigène et les échangesd’énergie par bilan dans tous les composants,sauf le compresseur. Ce dernier est en effet lesiège de phénomènes complexes et plus diffi-ciles à étudier expérimentalement. C’est la rai-son pour laquelle on a éprouvé le besoin descinder l’étude des compresseurs en plusieursétapes : on s’intéresse donc d’abord à un modè-le parfait, qui obéit aux hypothèses les plus sim-plificatrices tout en restant le plus proche pos-sible de la réalité, et pour lequel les bilansd’énergie seront faciles à établir et à interpré-ter. Les performances d’un compresseur réelpeuvent alors être exprimées en termes de ren-dements, par comparaison avec la compressiondu cycle de référence, donc avec ce compres-seur parfait.Le compresseur à pistons est certainement l’undes types de compresseurs mécaniques les plusanciens ; bien qu’il soit de plus en plus concur-rencé par les autres techniques (spiro-orbitalpour les moyennes puissances en climatisationou froid négatif, vis pour les moyennes et fortespuissances en climatisation et froid industriel,centrifuges pour les fortes puissances de climati-sation), il reste, en nombre d’exemplaires, leplus utilisé à l’heure actuelle au niveau mondial.
5.1 Principede fonctionnement
Un compresseur à pistons comprend plusieurscylindres (C) dans chacun desquels peut se
141
déplacer un piston (P). Le mouvement des pis-tons est provoqué par la rotation d’un vilebre-quin (V), par l’intermédiaire de bielles (B). Ils’agit de la transformation d’un mouvementrotatif en mouvement linéaire alternatif. Lepiston se déplace à vitesse variable le long de sacourse, délimitée par les points morts haut et bas,pour lesquels sa vitesse est nulle. C’est ce dépla-cement, combiné à l’ouverture et à la ferme-ture des clapets d’aspiration (CA) et de refou-lement (CR) qui permet d’aspirer et de com-primer les vapeurs de frigorigène. L’ensemblede tous ces constituants est logé dans un carter(C), qui peut ou non comprendre en outre lemoteur électrique d’entraînement. Lafigure 5.1 représente la décomposition schéma-tisée des phases de fonctionnement d’un com-presseur à pistons.Les points 1 et 2 représentent respectivement lesvannes d’aspiration et de refoulement, qui sontles frontières du compresseur dans le circuit fri-gorifique. TA et TR sont les tubulures d’aspira-tion et de refoulement, internes au compresseur,situées entre chaque vanne et les clapets corres-pondants.Lorsque le piston descend du point mort hautvers le point mort bas, le clapet d’aspiration estouvert, celui de refoulement est fermé : le volu-me dans le cylindre augmente, et les vapeursformées dans l’évaporateur pénètrent dans lecylindre après avoir traversé la vanne, la tubulu-re et le clapet d’aspiration (la tubulure est lacanalisation interne au compresseur, entre lavanne et le clapet).Lorsque le piston a atteint le point mort bas, savitesse s’annule, et il inverse sa course pourrevenir vers le point mort haut. Le clapet d’as-piration se ferme. Le cylindre constitue un
5 • COMPRESSEURS À PISTONS
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 141
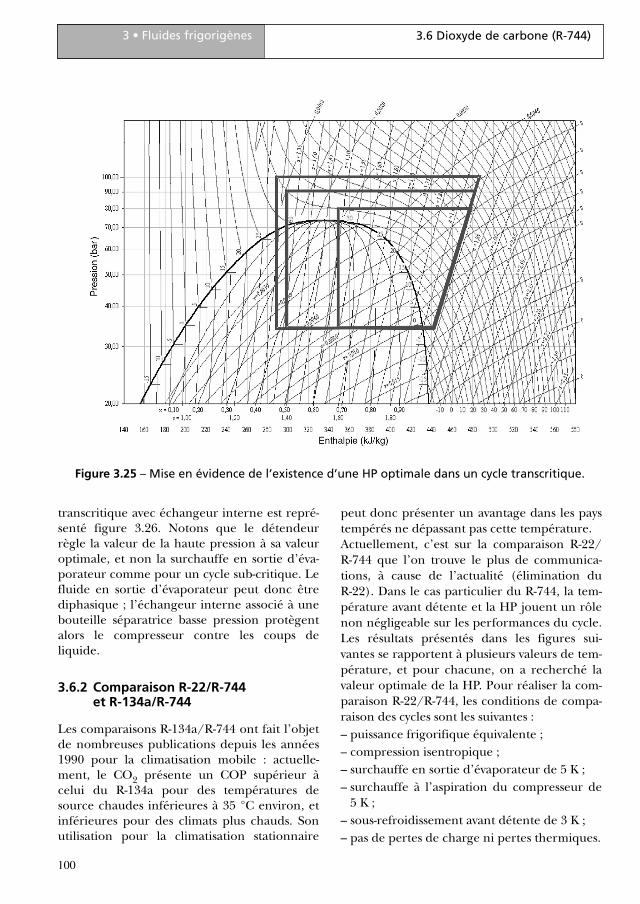
©D
dL
ht
it
ié
tdé
lit
espace fermé, dont le volume diminue : la pres-sion des vapeurs qui y sont contenues s’élève.Lorsqu’elle atteint une certaine valeur, le clapetde refoulement s’ouvre, et les vapeurs sont reje-tées dans la canalisation de refoulement. Cetransfert s’effectue pendant tout le reste de lacourse du piston, jusqu’au point mort haut, oùla vitesse du piston s’annule à nouveau : le cla-pet de refoulement se ferme. Le piston conti-nuant son recul, le clapet d’aspiration s’ouvre :le cycle de fonctionnement peut recommencer.
5.2 Compresseur à pistonsparfait sans volume mort
Un tel compresseur obéit aux hypothèses sui-vantes :
– fonctionnement adiabatique et réversible,donc isentropique ;
– aucun jeu fonctionnel ; – clapets étanches et sans inertie ; pas de fuites
internes.– la présence de lubrifiant n’a aucune inciden-
ce sur le fonctionnement du compresseur.
142
5.2 Compresseur à pistons parfait sans volume mort5 • Compresseurs à pistons
B
CA CR
P
V
1
TA
2
TR
Carter
C
Aspiration Refoulement
Figure 5.1 – Représentation du fonctionnement d’un piston dans un compresseur.
P
V bal 0
PMH PMB
1
2
p 1
p2
A 0
B 0 C 0
D 0
Vol
Figure 5.2 – Diagramme indicateur.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 142
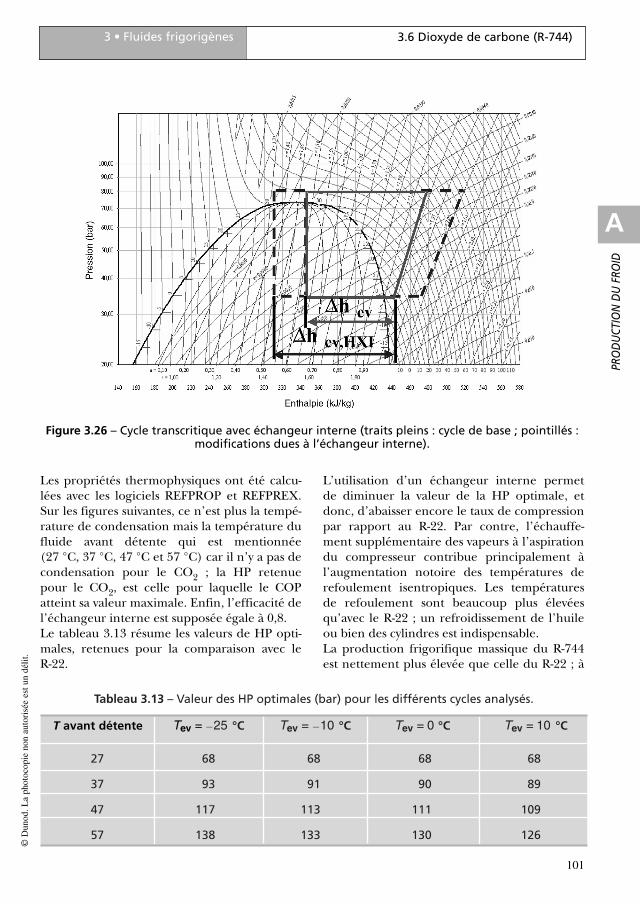
Le fonctionnement d’un cylindre du compres-seur parfait peut alors être décrit dans le dia-gramme indicateur (P,Vcyl) de la figure 5.2.Le système thermodynamique étudié est le sys-tème ouvert délimité par le compresseur frigo-rifique, dont les « frontières » sont :
– la vanne d’aspiration ; l’état des vapeurs intro-duites dans le système est représenté par lepoint 1. En pratique, après cette vanne, on nemesure plus la température ni la pression desvapeurs dans le compresseur ;
– la vanne de refoulement ; l’état des vapeurs à lasortie de cette vanne est représenté par lepoint 2. En pratique, c’est le premier endroit« après » le compresseur où l’on peut mesu-rer facilement la température et la pressiondes vapeurs ;
– la paroi extérieure du carter du compresseur ;– l’arbre du compresseur.
5.2.1 Description du diagrammeindicateur
Point A0. Le piston est au point mort haut(PMH sur la figure 5.3) ; sa vitesse est nulle.Les clapets d’aspiration et de refoulement sontfermés : le cylindre est isolé du reste du circuitfrigorifique, la pression qui y règne est p2 et levolume qu’il forme avec le piston est nul(V = 0). Il n’y a donc pas de vapeurs conte-nues dans le cylindre.A0-B0 : course de détente. Le piston commenceà reculer vers le point mort bas PMB, provo-quant une chute instantanée de la pression(détente dans le vide). Pour un déplacement infi-niment faible, la pression dans le cylindre
atteint la valeur p1 . Le clapet d’aspiration n’apas d’inertie : il s’ouvre instantanément, et lesvapeurs peuvent pénétrer dans le cylindre. EnB0, fin de la course de détente, la pression dansle cylindre est p1 , et le volume est encore nul.La position du piston est encore représentéepar la figure 5.3.B0-C0 : course d’aspiration (figure 5.4). Le pis-ton continue son recul vers le point mort basPMB : le volume augmente, et les vapeurs for-mées dans l’évaporateur pénètrent dans lecylindre après avoir traversé la vanne, la tubulu-re et le clapet d’aspiration. D’après les hypo-thèses, il n’y a pas de pertes de charge : la pres-sion reste donc égale à p1 . De même, il n’y a pasd’échange de chaleur : la température desvapeurs et du cylindre est donc T1.En C0, le piston atteint le point mort bas : savitesse s’annule, il n’y a plus d’introduction devapeurs. Ces dernières occupent un volumeégal au volume balayé par le piston pendant sacourse d’aspiration, c’est-à-dire pendant tout ledéplacement entre le point mort haut et lepoint mort bas. La masse aspirée est donc
mcyl = Vbal
ν′′1
.
143
5.2 Compresseur à pistons parfait sans volume mort5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
PMH PMB
1
2
Figure 5.3 – Piston au point mort haut.
PMH PMB
1
2
PMH PMB
1
2
Course d'aspiration Piston en C0 (PMB)
Figure 5.4 – Course d’aspiration. Piston en C0 .
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 143
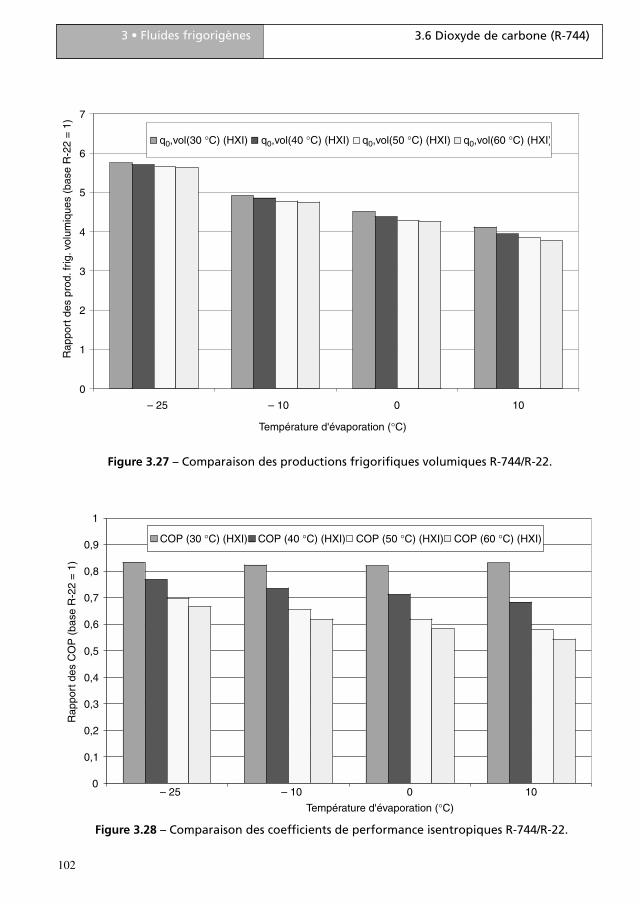
©D
dL
ht
it
ié
tdé
lit
C0-D0 : course de compression (figure 5.5). Lacourse du piston s’inverse ; le volume commen-ce à diminuer et la pression dans le cylindre aug-mente. Le clapet d’aspiration se ferme alors ins-tantanément. Le piston continue sa course versle point mort haut, et la masse de vapeur empri-sonnée dans le cylindre est comprimée parréduction du volume dans lequel elle est conte-nue. D’après l’hypothèse 1, cette compressionest isentropique. Lorsque la pression des vapeursatteint p2 , le clapet de refoulement s’ouvre ins-tantanément. Le volume occupé par la massemcyl de vapeurs en D0 (fin de course de com-pression) est VD0 = mcyl.ν
′′2. Dans le cas d’un gaz
parfait, on aurait :
VD0 = Vbal
(p2
p1
)−1/γ
(p2 , T2) que l’on peut mesurer en 2, sur la vanned’aspiration.Coordonnées des points caractéristiques du diagram-me indicateur : le compresseur est adiabatique, etl’écoulement des vapeurs s’y réalise sans chutede pression. Par conséquent, la températuredes vapeurs et du cylindre pendant toute laphase d’aspiration est nécessairement T1, et lapression p1 .De même, la pression pendant toute la phasede refoulement est égale à p2 . La compressiondes vapeurs, à partir du point C0, est isentro-pique. La température des vapeurs et ducylindre en fin de compression et pendant laphase de refoulement est T2 = T2is. Dans le casd’un gaz parfait, on aurait :
T2is = T1
(p2
p1
)γ−1γ
Pour un gaz réel, T2is est lue sur un diagrammeou sur des tables thermodynamiques (intersec-tion de l’isobare p = p2 et de l’isentropes = s1).Le tableau 5.1 récapitule les coordonnées ther-modynamiques des points caractéristiques dudiagramme indicateur d’un compresseur par-fait sans espace mort. Les températures notéesci-après sont celles des vapeurs. Les valeurs devolume sont celles délimitées par le cylindre etle piston ; la dernière ligne du tableau indiqueles masses de vapeurs présentes dans lecylindre.
144
5.2 Compresseur à pistons parfait sans volume mort5 • Compresseurs à pistons
PMH PMB
1
2
Figure 5.5 – Course de compression.
D0-A0 : course de refoulement (figure 5.6). Lepiston continue sa course vers le point morthaut, avec le clapet de refoulement ouvert. Lesvapeurs sont alors refoulées via ce clapet, puis latubulure et la vanne de refoulement, vers la par-tie HP du circuit frigorifique. Ce refoulement sefait sans chute de pression ni échange de cha-leur : les vapeurs sont donc dans les conditions
PMH PMB 1
2
Figure 5.6 – Course de refoulement.
A0 B0 C0 D0
p p2 p1 p1 p2
T T2is T1 T1 T2is
V V = 0 V ∼ 0 Vbal Vbal
(
ν′′2
/
ν′′1
)
m 0 0 Vbal/ν′′1 Vbal/ν′′
1
Tableau 5.1 – Coordonnées thermodynamiquesdes points caractéristiques du diagramme
(P, V ) d’un compresseur parfait sans espacemort.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 144
Remarques
Pendant les phases d’aspiration et de refoulement,les vapeurs sont simplement transvasées à pression ettempérature constantes : elles ne subissent aucunetransformation thermodynamique.La masse de vapeurs contenues dans le cylindre n’estconstante que pendant la détente (elle est alorsnulle) et la compression.Attention, le diagramme indicateur permet deconnaître la pression des vapeurs, et le volume de lacapacité délimitée par le cylindre et le piston. On nesait caractériser l’état intensif du frigorigène (doncplacer son point représentatif sur un diagrammeenthalpique) que si l’on connaît, par mesure ou parcalcul, une seconde variable intensive (la tempéra-ture).
5.2.2 Définitions et commentaires
Le diagramme indicateur se rapporte au cyclede fonctionnement du système ouvert échan-geant du gaz avec un réservoir BP et un réser-voir HP. L’évolution du fluide frigorigène entrel’aspiration et le refoulement peut être simple-ment décrite par ce système ouvert : les vapeursadmises dans le compresseur entre B0 et C0 lequittent pendant la course de refoulement, etne sont donc pas ramenées à leur état initial.Considérons un cylindre. L’axe des abscissesreprésente le volume délimité par le cylindre etle piston. Le piston n’ayant en général qu’uneffet, lorsqu’il se déplace entre le point morthaut et le point mort bas, il balaye un volume
égal à Vbal = πd2
4c , où d est l’alésage (diamètre)
du cylindre et c , la course du piston. Ce volumeest égal au volume (VC0 − VB0) de vapeurs aspi-rées à (p1,T1). On déduit la masse des vapeursaspirées dans le cylindre :
mcyl = Vbal
ν′′1
Le cylindre n’est en communication avec la partieBP du circuit que pendant la phase d’aspiration,et avec la partie HP pendant la phase de refoule-ment. Pendant les phases de détente et de com-pression, il est même complètement isolé du restede la machine frigorifique. Par conséquent,l’écoulement des vapeurs de frigorigène est pulsé,et non stationnaire. D’autre part, un compresseur
peut être muni de plusieurs cylindres. On définitalors les débits moyens suivants :
Débit volumique balayé :
Vbal = nNπd2
4c (5.1)
où n est le nombre de cylindres et N est lavitesse de rotation du vilebrequin du compres-seur (en tr/s).
Débit volumique de vapeurs aspirées : dans le cas ducompresseur parfait sans espace mort, il est égalau débit volumique balayé.
Débit massique de vapeurs aspirées :
mth = nNmcyl = Vasp
ν′′1
(5.2)
Remarques
Si les pistons du compresseur ont plusieurs effets, levolume balayé par cylindre s’écrit :
Vbal = πd2
4ce
où e est le nombre d’effets. Les relations (5.1) et(5.2) restent valables, en tenant compte du nombred’effets e.
5.3 Compresseur à pistonsparfait avec espace mort
Un tel compresseur obéit aux hypothèses pré-cédentes, sauf une : on prend maintenant encompte le jeu fonctionnel nécessaire, dans la
145
5.3 Compresseur à pistons parfait avec espace mort5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
PMH1
2
ε
Figure 5.7 – Cylindrée avec espace mort.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 145
©D
dL
ht
it
ié
tdé
lit
pratique, pour permettre le fonctionnement desclapets. Par conséquent, il existe une distancenon nulle entre le fond du cylindre et le pistonlorsque ce dernier est au point mort haut,comme le montre la figure 5.7. On appelleespace mort ε le volume engendré par ce jeu.
5.3.1 Description du diagrammeindicateur
Puisque le volume dans le cylindre n’est plus nulen fin de la course de refoulement, il reste unemasse mε de vapeur dans le compresseur avant ladétente : il ne s’agit plus d’une détente instanta-née dans le vide. D’après les hypothèses de réver-sibilité et d’adiabaticité, la détente due au reculdu piston est isentropique. Puisque la pressiondans le cylindre ne chute plus de p2 à p1 pour undéplacement quasi nul du piston, on observe unecourse de détente à partir du point mort haut : lacourse d’aspiration s’en trouve diminuée.
Dans le diagramme indicateur (figure 5.8),l’origine des volumes reste le fond du cylindre.Le point mort haut de la course du piston cor-respond donc au volume mort ε ; au point mortbas, le volume occupé par les vapeurs n’est plusVbal, mais (Vbal + ε).A1 : le piston termine sa course de refoulementet arrive au point mort haut ; sa vitesse s’annu-le. Les clapets d’aspiration et de refoulementsont fermés. Le cylindre est isolé du reste du cir-cuit frigorifique, et le volume qu’il forme avecle piston est ε ; il renferme donc une masse mε devapeurs. Le compresseur étant adiabatique etréversible, la pression en A1 est p2 , et la tempé-rature des vapeurs, T2. On déduit facilement :mε = ε/ν′′
2 .
A1-B1 : course de détente. Dès que le pistoncommence à reculer vers le point mort bas, levolume du cylindre augmente et la pressiondans le cylindre diminue. Le compresseur estisolé du reste du circuit, et la masse mε de vapeursemprisonnées subit une détente isentropique jusqu’àce que la pression dans le cylindre ait atteint lavaleur p1 . Le clapet d’aspiration s’ouvre alorsinstantanément, et les vapeurs peuvent péné-trer dans le cylindre, à pression et températureconstantes.En B1, fin de la course de détente, la pressiondans le cylindre est p1 , la température est dédui-te des coordonnées thermodynamiques dupoint A1 (début de la détente isentropique). Levolume occupé par les vapeurs dans le cylindre
est alors VB1 = mε.ν′′1 = ε
ν′′1
ν′′2
. Pour un gaz par-
fait, on obtient :
VB1 = ε τ1/γ (5.3)
B1-C1 : course d’aspiration. Le piston continueson recul vers le point mort bas : le volume aug-mente, et les vapeurs formées dans l’évapora-teur pénètrent dans le cylindre après avoir tra-versé la vanne, la tubulure et le clapet d’aspira-tion. D’après les hypothèses, il n’y a pas depertes de charge : la pression reste donc égale àp1 . De même, il n’y a pas d’échange de chaleur :la température des vapeurs dans le cylindre estdonc T1. En C1, on constate que le volumeengendré par le cylindre pendant la course
146
5.3 Compresseur à pistons parfait avec espace mort5 • Compresseurs à pistons
P
P 1
P 2
A 1
B 1
C 1
D 1
V bal 0
ε
PMB
2
PMH
1
ε
+ ε
( )
course
Figure 5.8 – Diagramme indicateurd’un compresseur parfait avec espace mort.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 146
d’aspiration a diminué ; il est toujours égal auvolume de vapeurs aspirées et il est exprimé parla relation suivante :
Vasp = Vbal − VB1
En C1, le piston atteint le point mort bas : savitesse s’annule, le clapet d’aspiration se refer-me instantanément, il n’y a plus d’introductionde vapeurs. La masse de vapeurs contenuesdans le cylindre est égale à la masse de vapeursaspirées augmentée de la masse mε :
mcomp = mε + Vasp/ν′′1
C1-D1 : course de compression. Le pistonretourne vers le point mort haut ; le volumecommence à diminuer et la pression dans lecylindre augmente. Le clapet d’aspiration seferme alors instantanément. Le piston continuesa course vers le point mort haut, et la massemcomp de vapeur emprisonnée dans le cylindreest comprimée par réduction du volume danslequel elle est contenue. D’après l’hypothèse 1,cette compression est isentropique. Lorsque lapression des vapeurs atteint p2 , le clapet derefoulement s’ouvre instantanément.
D1-A1 : course de refoulement. Le piston continuesa course vers le point mort haut, avec le clapet derefoulement ouvert. Les vapeurs sont alors expul-sées via ce clapet, puis la tubulure et la vanne derefoulement, vers la partie HP du circuit frigori-fique. Ce refoulement se fait sans chute de pres-sion ni échange de chaleur : les vapeurs sont doncdans les conditions (p2,T2) que l’on peut mesureren 2, sur la vanne d’aspiration.Coordonnées des points caractéristiques du diagrammeindicateur : l’aspiration et le refoulement consti-tuent un simple transvasement des vapeurs, sansmodification de leur état thermodynamique.La compression et la détente sont isentro-piques. Dans le cas d’un gaz parfait, on aurait :
T2is = T1
(p2
p1
) γ−1γ
Pour un gaz réel, T2is est lue sur un diagramme.Le tableau 5.2 récapitule les coordonnées ther-modynamiques des points caractéristiques dudiagramme indicateur d’un compresseur par-
fait avec espace mort. Les températures notéesci-après sont celles des vapeurs, mais aussi desparois du cylindre du compresseur. Les massesindiquées sont celles de la vapeur contenuedans le cylindre.
Remarque
Les masses de vapeurs contenues dans le cylindrependant la détente et la compression sont respective-ment mε et (masp + mε).
5.3.2 Définitions et commentaires
Considérons un cylindre et une rotation de360° de l’arbre du compresseur parfait avecespace mort.
Le volume balayé par un piston pendant sa cour-se reste égal à :
Vbal = πd2
4ce
en gardant les mêmes notations que précédem-ment.
Le volume de vapeurs aspirées à (p1,T1 ) est plusfaible :
Vasp = Vbal + ε
(1 − ν′′
1
ν′′2
)Pour un gaz parfait cette relation devient :
Vasp = Vbal + ε(1 − τ1/γ) (5.4)
On déduit la masse des vapeurs aspirées dans lecylindre :
147
5.3 Compresseur à pistons parfait avec espace mort5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
A1 B1 C1 D1
p p2 p1 p1 p2
T T2is T1 T1 T2is
V ε ε ν′′1
ν′′2
Vbal + ε(Vbal + ε
)·
(ν′′
2ν′′
1
)
m mε = εν′′
2
masp + mε = Vasp
ν′′1
+ εν′′
2
Tableau 5.2 – Coordonnées thermodynamiquesdes points caractéristiques du diagramme (P, V )
d’un compresseur parfait avec espace mort.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 147
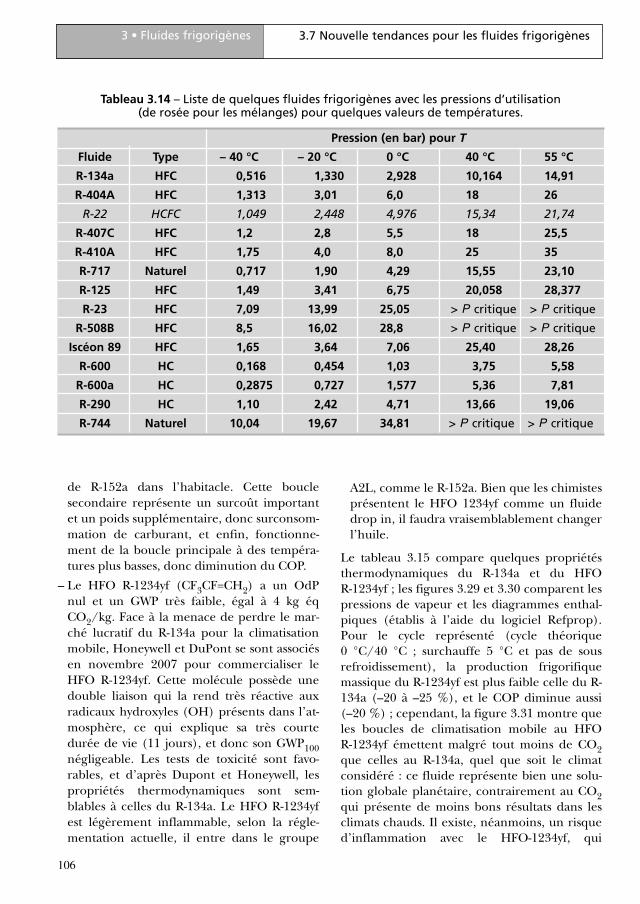
©D
dL
ht
it
ié
tdé
lit
masp = Vasp
ν′′1
(5.5)
Par définition, le rendement volumétrique ην d’uncompresseur est égal au rapport du volume devapeurs aspirées par ce dernier au volume aspirédans les mêmes conditions par le compresseurparfait sans espace mort et de cylindrée égale,pendant un cycle de fonctionnement :
ην = Vasp
Vbal(5.6)
Pour un gaz parfait, on obtient :
ην = Vbal + ε(1 − τ1/γ)
Vbal= 1 − σ(τ1/γ − 1)(5.7)
σ est le taux d’espace mort, défini par σ = ε
Vbal.
Le volume aspiré est mesuré au niveau de lavanne d’aspiration (point 1) ; le volume balayéreprésente en fait le volume aspiré dans lesmêmes conditions (p1,θ1), par le compresseurparfait sans espace mort et de même cylindrée :le rendement volumétrique est donc égal aurapport de la masse de vapeurs aspirées à cellebalayée. L’équation (5.6) peut aussi s’écrire :
ην = masp
mbal
On définit alors les débits moyens suivants.Débit volumique balayé :
Vbal = n Nπd2
4ce (5.8)
Débit volumique de vapeurs aspirées :
Vasp = ηνVbal (5.9)
Débit massique de vapeurs aspirées :
masp = Vasp
ν′′1
(5.10)
5.4 Évolutions du rendementvolumétriqued’un compresseur parfait
(a) Cas du compresseur parfait sans espacemort : ην = 1.(b) Cas du compresseur parfait avec un tauxd’espace mort σ pour un gaz parfait :
ην = 1 − σ(τ1/γ − 1) (5.11)
On constate que même dans un cas simple, lerendement volumétrique d’un compresseur ne dépendpas que du taux de compression, mais aussi descaractéristiques du compresseur particulier uti-lisé et des propriétés thermophysiques du flui-de frigorigène.La figure 5.9 montre l’évolution du rendementvolumétrique en fonction du taux de compres-sion, pour deux valeurs du taux d’espace mort(σ = 2 et 6 %) et pour trois fluides frigori-gènes : NH3 (γ ∼ 1,33), R-22 (γ ∼ 1,177) etR-134a (γ ∼ 1,116). On suppose, dans un pre-mier temps, que le rapport des capacités ther-miques massiques γ est constant.
Variations avec le taux de compression : ην est unefonction décroissante du taux de compression.Il diminue d’autant plus vite quand τ aug-mente que σ est élevé ou que γ est faible.
Pour le taux de compression minimum de 1, lerendement volumétrique atteint sa valeur maxi-male de 1, quels que soient le frigorigène et letaux d’espace mort. Puis il décroît jusqu’à s’an-nuler pour une valeur limite qui elle, dépendde ces deux facteurs. En effet, d’après l’équa-tion (5.11) :
ην = 0 = 1 − σ(τ1/γlim − 1)
τlim =(
1 + σ
σ
)γ
Explication : d’après la relation (5.3), la coursede détente du piston augmente si le taux decompression augmente. La course d’aspirationdiminue donc d’autant, et le rendement volu-
148
5.4 Évolutions du rendementvolumétrique d’un compresseur parfait
5 • Compresseurs à pistons
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 148
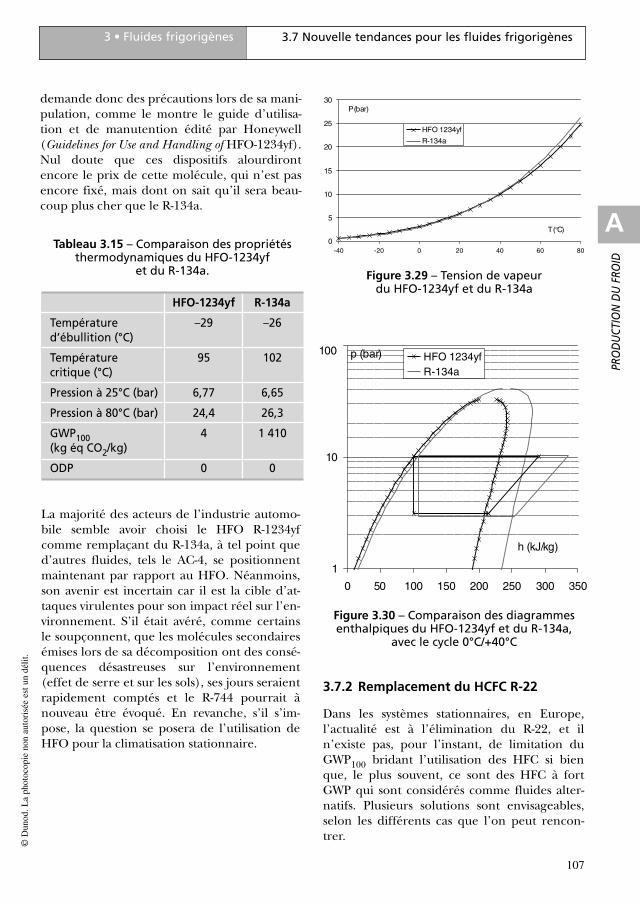
A
PRO
DU
CTIO
N D
U F
ROID
métrique est plus faible. Cette évolution est plusmarquée si le taux d’espace mort est élevé ou sile rapport γ des capacités thermiques massiquesà pression et à volume constant est faible.Lorsque τ = τlim, le point B0 est confondu avecC0 : la course de détente occupe toute la cour-se du piston du point mort haut vers le pointmort bas. Le rendement volumétrique est nul.Enfin, le taux de compression varie plus viteavec pasp qu’avec pref . Par conséquent, le rende-ment volumétrique sera plus sensible à unediminution de la pression d’aspiration qu’à uneaugmentation de celle de refoulement.
Variations avec le taux d’espace mort : ην est unefonction décroissante du taux d’espace mort. Ildiminue d’autant plus vite quand σ augmenteque τ est élevé et γ est faible. En effet, commele montre la relation (5.3), la course de détentedu piston augmente avec ε, et ce d’autant plus
vite que τ et γ sont grands. Sur la figure 5.9, onvérifie que pour un fluide et un taux decompression donnés, le rendement volumétriquediminue si σ augmente. Cette diminution est plusimportante pour les taux de compression élevés ;elle est aussi plus marquée pour le R-134a (γfaible) que pour l’ammoniac (γ important).
Variations avec γ : ην est une fonction croissantede γ. Il augmente d’autant plus vite avec γ que σet τ sont élevés, comme le montre la figure 5.9.
Remarque
En toute rigueur, le γ d’une vapeur augmente avec lapression, et diminue si la température augmente àpression constante. Les conséquences sont doubles.ην varie avec la pression d’évaporation et la tempéra-ture des vapeurs aspirées, même si le taux de com-pression est maintenu constant. Puisque γ diminuequand la surchauffe augmente, le rendement volu-métrique diminue aussi.
149
5.4 Évolutions du rendementvolumétrique d’un compresseur parfait
5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
0, 4
0, 5
0, 6
0, 7
0, 8
0, 9
1
4 6 8 10 12 14τ
Ren
dem
ent v
olum
étriq
ue
NH3
R-22
R-134a
σ = 2 %
1– 0,05τ
σ = 6 %
Figure 5.9 – Évolution du rendement volumétrique d’un compresseur parfait avec espace mortavec le taux de compression.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 149
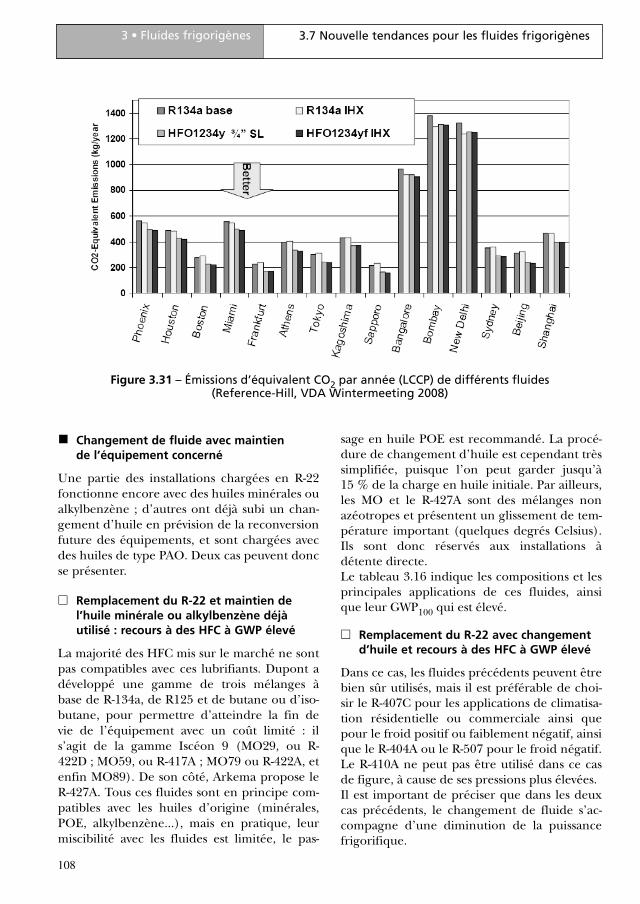
©D
dL
ht
it
ié
tdé
lit
150
5.5 Analyse énergétique d‘un compresseur parfait5 • Compresseurs à pistons
En conclusion, le rendement volumétriqued’un compresseur parfait avec espace mortdépend non seulement du taux de compressionsous lequel il fonctionne, mais aussi de son tauxd’espace mort et du fluide frigorigène utilisé.Les propriétés de ce dernier variant avec la tem-pérature et la pression, le rendement volumé-trique varie aussi, mais dans une moindre mesu-re, avec la température des vapeurs à l’aspira-tion.
5.5 Analyse énergétiqued’un compresseur parfait
Un compresseur à pistons représente une illus-tration d’un système ouvert sur lequel on peutappliquer directement le premier principepour un système ouvert mais sur lequel on peutégalement étudier finement l’évolution d’unsystème fermé déformable pour effectuer lesbilans détaillés. Dans ce paragraphe, nousallons considérer ces deux approches.La première approche consiste donc à considé-rer le compresseur à pistons comme un systèmethermodynamique ouvert échangeant de lamatière et de l’énergie avec son environnementet fonctionnant en régime permanent (en netenant pas compte du régime pulsé). Le pre-
mier principe pour un système ouvert en régi-me permanent (figure 5.10) s’écrit :
0 = W + Q + m(he − hs) (5.12)
Divisant l’équation (5.12) par m conduit à :
w + q = hs − he (5.13)
Le travail mécanique mis en jeu inclut la totali-té du travail mécanique échangé avec l’exté-rieur via le compresseur, on l’appellera le tra-vail du compresseur.Dans le cas considéré : he = h1 et hs = h2. Parailleurs, nous considérons, dans ce cas idéal quele compresseur n’échange pas de chaleur avecl’extérieur (cas adiabatique) si bien que noussupposons que q = 0. L’équation (5.13) s’écritmaintenant :
w = hs − he = h2 − h1 (5.14)
h2 et h1 étant les enthalpies massiques respecti-vement à l’aspiration et au refoulement.Dans la deuxième approche, on calcule le tra-vail reçu par les vapeurs traitées par le cylindredu compresseur en intégrant l’expressionWp = − ∮
pdV pour une rotation complète del’arbre du compresseur, et où V est le volumeoccupé par les vapeurs dans un cylindre (airedu diagramme indicateur). Un changement decoordonnées permet d’aboutir à
Wp =−∮
compV dp=masp
∮comp
ν′′dp .
Il suffit pour s’en convaincre de transformer lediagramme (p,V) en diagramme (V,p) parune simple rotation de 90 °C. Pendant lacourse de compression, le compresseur consti-tue un système fermé. Dans le cas du compres-seur idéal, appliquer la relation de Clapeyron(dh = T ds + ν′′dp) permet d’aboutir à Wp =masp(h2is − h1), que les vapeurs soient assimi-lées ou non à un gaz parfait.
hs = h2
he = h1
w
q
Figure 5.10 – Compresseur considéré commeun système thermodynamique ouvert.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 150
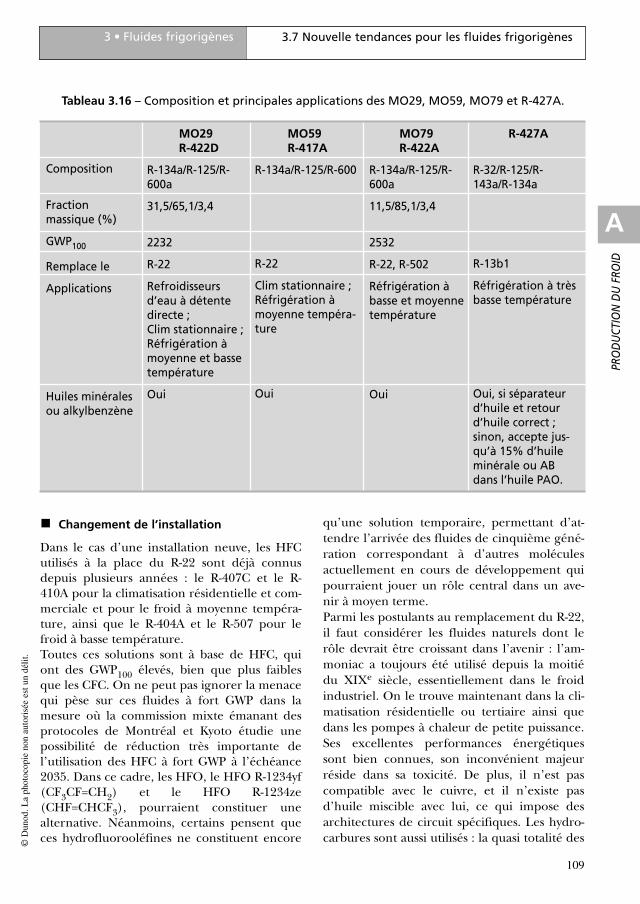
151
5.6 Évolutions de la PME d’un compresseur parfait5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
5.6 Évolutions de la PMEd’un compresseur parfait
5.6.1 Définition de la PME
La PME, ou pression moyenne effective, est le travaildes forces de pression reçu par le fluide etramené à l’unité de volume balayé par le piston(une pression est en effet homogène à uneénergie volumique) :
PMEth = W thp
Vcyl= wth
p
ν′′1
= h2is − h1
ν′′1
(5.15)
La pression moyenne effective représentel’énergie « utile » fournie au fluide frigorigène,par unité de volume balayé et non aspiré. Ellerenseigne donc directement, au facteur multi-plicatif près, que représente la cylindrée(constante), sur le comportement énergétiqued’un compresseur donné. Ce n’est pas le caspour le travail massique de compression, puis-qu’il faut en plus connaître le débit massiquedes vapeurs aspirées pour déduire la puissancemécanique fournie.
5.6.2 Cas du compresseur parfaitsans espace mort
D’après l’équation (5.15) :
PMEth = h2is − h1
ν′′1
Les évolutions de la pression moyenne effectivedépendent de celles de la variation d’enthalpielors de la compression isentropique et du volu-me massique des vapeurs à l’aspiration. La PMEdépend donc des conditions de fonctionnementdu compresseur et des propriétés du fluide fri-gorigène.
Variations avec la pression de refoulement : si pourun point d’aspiration (pression et température)fixé, la pression de refoulement des vapeursaugmente, alors la PME augmente comme(h2is − h1). En particulier, son augmentationest plus rapide si le γ des vapeurs est important,comme le montrent les figures 5.11 et 5.12 (lesvapeurs sont aspirées à saturation).
Variations avec la pression d’aspiration : si, pourune pression de refoulement constante, la pres-sion d’aspiration diminue, (h2is − h1) augmen-te, mais le volume massique des vapeurs aspi-rées augmente aussi. Par conséquent, la PMEpasse par un maximum dont la valeur et la posi-tion dépendent aussi des propriétés du fluidefrigorigène considéré.
Remarque
Dans le cas du rendement volumétrique, ce sont lesvariations du taux de compression qui sont prépon-dérantes, qu’elles soient dues aux évolutions de lapression d’aspiration ou de condensation. Pour lapression moyenne effective, il est impératif de diffé-rencier l’influence de chacune de ces deux pressions.
0
100
200
300
400
500
600
700
15 20 25 30 35 40 45 50 55
PM
E (
kJ/m
3 )
R-134a R-717
θc (°C)
θ0 = – 20 °C
Figure 5.11 – Variations de la PMEavec le taux de compression
(pression d’aspiration constante).
0
100
200
300
400
500
600
700
2 4 6 8 10 12
PM
E (
kJ/m
3)
R-134aR-717
τ
θ0 = – 20°C
Figure 5.12 – Variations de la PMEavec la pression de refoulement.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 151
©D
dL
ht
it
ié
tdé
lit
152
5.6 Évolutions de la PME d’un compresseur parfait5 • Compresseurs à pistons
Les figures 5.13 et 5.14 présentent, dans le casd’un compresseur parfait sans espace mort,l’évolution de la PME selon le taux de com-pression, puis selon la température d’évapora-tion, pour le R-717 et pour le R-134a, dans lesconditions suivantes.
l’énergie massique de compression reçue par lefluide frigorigène est encore beaucoup plus éle-vée. Au total, la PME est plus forte dans le cas del’ammoniac que dans celui du R-134a, sur toutela plage étudiée.Les courbes précédentes illustrent l’évolutionde la puissance absorbée par un compresseurlors du démarrage d’une machine frigorifique.L’exemple suivant permet de justifier l’utilisa-tion de la notion de PME : on s’intéresse à uncompresseur parfait fonctionnant au R-134a, etpossédant un débit volumique balayé de55 m3/h. La température de condensation estmaintenue constante et égale à 40° C. La tem-pérature d’évaporation nominale est de – 25° C(1,07 bar). Deux cas sont à considérer.
1. On ne prévoit pas de système de limitation dela température d’évaporation, ni de réductionde puissance. Au premier démarrage de l’ins-tallation ou après un arrêt prolongé, la tempé-rature d’évaporation va diminuer à partird’une valeur initiale fonction de la tempéra-ture de la charge. La puissance appelée passedonc éventuellement par un maximum. Dansle cas cité ici, la puissance mécanique à fournirsur l’arbre du compresseur est de260 × 55/3 600 = 4 kW. Si au démarrage, latempérature d’évaporation est de 10° C, il fau-dra prévoir un moteur capable de fournir unepuissance mécanique de 380 × 55/3 600= 5,8 kW sur l’arbre du compresseur.
2. Si l’on installe juste la puissance nécessairepour le régime nominal, le moteur électriqued’entraînement n’est pas assez puissant pourassurer la phase de descente en température.Il faut éviter de fonctionner à des pressionsd’aspiration supérieures (limitation de latempérature d’évaporation par régulateur oupar détendeur MOP), ou bien diminuermomentanément la cylindrée du compres-seur (élimination de cylindres), de façon àéviter les surintensités dans les bobinages dumoteur. Dans l’exemple étudié, pour « pas-ser » la phase de démarrage, il faut limiter levolume balayé à 68 % de celui installé. Selonle nombre de cylindres, on effectuera uneréduction de puissance par élimination dutiers ou de la moitié des cylindres.
0
100
200
300
400
500
600
700
0 2 4 6 8 10 12 14 16 18
PM
E (
kJ/m
3 ) R-134aR-717
τ
θc = 40 °C
Figure 5.13 – Évolutions de la PME avec τ.
0
100
200
300
400
500
600
700
– 40 0 10 20 30 40
PM
E (
kJ/m
3)
R-134aR-717
θ0(°C) – 30 – 20 – 10
θc = 40 °C
Figure 5.14 – Évolutions de PME avec θ0.
– Température de condensation : 40° C (soit15,55 bar pour le R-717, et 10,16 bar pour leR-134a).
– Température d’évaporation : de – 35 à+ 40° C ; vapeurs saturées à l’aspiration.
On constate que la PME est plus importante sile fluide possède un gamma plus élevé ; de plus,le maximum est plus nettement marqué et sesitue alors à un taux de compression plus élevé,donc à une pression d’évaporation légèrementplus faible. On observe que le maximum estmoins marqué en fonction de la températured’évaporation.À pression d’aspiration constante, le volumemassique des vapeurs d’ammoniac est plusimportant que celui du R-134a ; cependant,
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 152

153
5.6 Évolutions de la PME d’un compresseur parfait5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Remarque
Ne pas déduire de ces courbes que la puissance méca-nique absorbée par une machine frigorifique est plusimportante dans le cas de l’ammoniac. En effet, lorsdu dimensionnement d’une installation, c’est la puis-sance frigorifique produite à l’évaporateur qui doitêtre prise en compte. Le débit massique à traiter estnettement plus faible dans le cas de l’ammoniac, ainsique le débit volumique : au total, la cylindrée néces-saire est en général moins importante avec du R-717.
Variations avec le fluide frigorigène utilisé : la PMEest d’autant plus forte que l’énergie massiquede compression du fluide est importante, et quele volume massique des vapeurs est faible.
Variations avec la température des vapeurs aspirées :les pressions de fonctionnement restantconstantes, si la température des vapeurs aspi-rées augmente, l’énergie massique de compres-sion isentropique augmente, et le volume mas-sique augmente aussi. Par conséquent, la PMEpeut augmenter (cas du R-134a, pour unrégime 0 °C/40 °C) ou diminuer avec la sur-chauffe (cas du R-717, régime + 5° C/+ 40° C).Les variations sont toutefois très limitées.
5.6.3 Cas du compresseur parfaitavec espace mort
Pour un tel compresseur, la PME s’écrit :
PMEε = ηνh2is − h1
ν′′1
= ηνPMEth (5.16)
Les variations de cette grandeur se déduisentfacilement de celles du rendement volumé-trique d’un compresseur parfait avec espacemort, et de celles de PMEth.
Variations avec la pression de refoulement : lorsque lapression de refoulement augmente, les autresconditions de fonctionnement restant constantes,le rendement volumétrique du compresseur dimi-nue, mais l’énergie massique de compression aug-mente très fortement, de sorte que la PME d’uncompresseur parfait avec espace mort augmentetoujours avec la pression de refoulement, commele montrent les courbes de la figure 5.15, établiespour le R-717 et le R-134a, sans surchauffe à l’as-piration et pour une température d’évaporationconstante et égale à – 20 °C.
On peut noter par ailleurs que bien entendu,pour un taux de compression donné, la PMEest plus importante et augmente plus vite avecla pression de refoulement si le gamma dufluide est plus élevé, et si le taux d’espace mortdu compresseur diminue.
Variations avec la pression d’aspiration : la figure5.16 montre l’évolution de PMEε en fonction dep1, la pression de refoulement restant constante.L’allure des courbes reste inchangée ; la posi-tion et la valeur du maximum varient légère-ment selon le taux d’espace mort.
Variations avec la surchauffe des vapeurs aspirées : lapression moyenne effective d’un compresseurparfait avec espace mort ne dépend pratiquementpas de la surchauffe des vapeurs à l’aspiration.
0
100
200
300
400
500
600
3 4 5 6 7 8 9 10τ
PM
E (
kJ/m
3)
0,02
0,04
0,06
θο = – 20 °C
R-717
R-134a
Valeurs de σ :
Figure 5.15 – Évolutions de la PME avec τ,la pression d’aspiration restant constante.
0
100
200
300
400
500
600
700
0 5 10 15 20τ
PM
E (
kJ/m
3 )
0,020,040,06
θc = 40 °C Valeurs de σ :
R-134a
R-717
Figure 5.16 – Évolutions de la PMEavec la pression d’aspiration.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 153
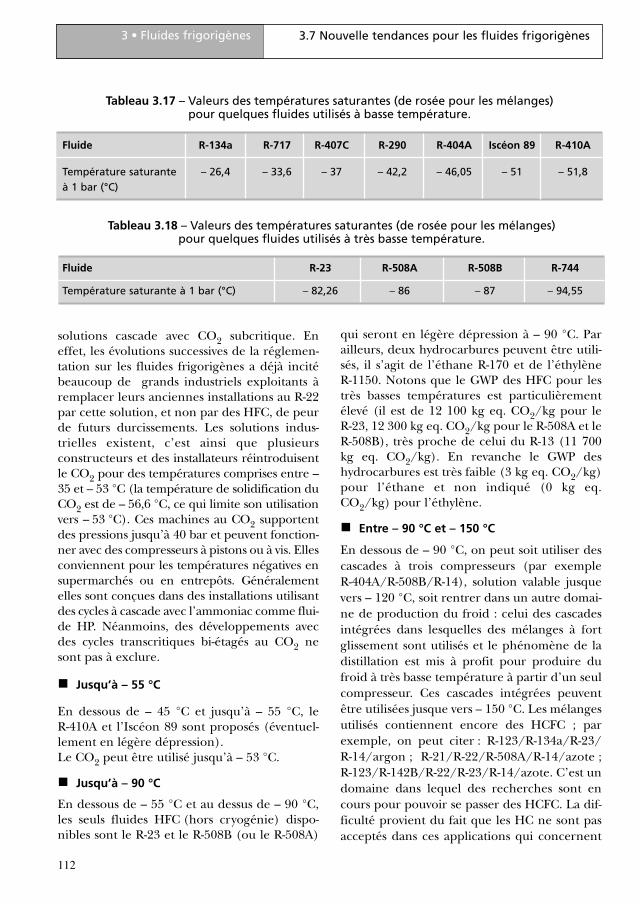
©D
dL
ht
it
ié
tdé
lit
154
5.7 Compresseur réel à pistons5 • Compresseurs à pistons
En conclusion, le tableau 5.3 récapitule lesexpressions des principales grandeurs étudiéesdans le cas d’un compresseur parfait avec ousans espace mort.
5.7 Compresseurréel à pistons
Dans la réalité, les hypothèses définissant uncompresseur à pistons parfait sans espace mortne peuvent pas être appliquées.
Espace mort non nul : l’influence de ce paramètrea été abordée dans le cas d’un compresseur par-fait avec espace mort. Le volume mort corres-pond pour une part aux tolérances d’usinagedes pièces mécaniques, et au jeu fonctionnelnécessaire pour permettre le fonctionnementdes clapets d’aspiration. Il ne peut donc êtretotalement annulé dans le cas d’un compres-seur à pistons. Pour les compresseurs hermé-tiques non accessibles à pistons, le taux d’espa-ce mort est de l’ordre de 4 % ; il peut être abais-sé à 2 %, selon le type de clapets, pour les com-presseurs à pistons hermétiques accessibles.
Fluide frigorigène : son écoulement dans le compres-seur s’accompagne de chutes de pression à tra-vers la vanne, la tubulure et le clapet d’aspira-tion, puis dans le cylindre pendant la coursed’aspiration, et enfin dans les organes similairespendant le refoulement. Ces pertes de chargeprovoquent une modification de la pressionrégnant à chaque instant dans le cylindre. Lediagramme indicateur s’en trouve modifié, cequi implique une variation du travail des forcesde pression par rapport au compresseur parfait.
Les clapets ne sont pas parfaits : ils ont une inertie,c’est-à-dire qu’ils ne s’ouvrent pas instantané-ment, sous un différentiel de pression nul. Ilspeuvent rebondir sur leur siège pendant lesphases d’aspiration et de refoulement. Enfin,même fermés, ils peuvent ne pas être parfaite-ment étanches.
Fuites entre piston et cylindre : l’étanchéité des seg-ments entre le piston et la paroi du cylindre sedégrade au fil du fonctionnement. Par consé-quent, la masse de fluide frigorigène contenuedans le cylindre n’est plus constante, mêmependant les phases de compression et de déten-te. Le rendement volumétrique diminue, et lapuissance massique consommée augmente
Sans espace mort Avec espace mort
ην 1 1 − σ(τ1/γ − 1) (si gaz parfait)
Vasp Vbal = nN πd2
4ce ην Vbal
masp mth = Vbalν′′
1
ην mth
Wp = −
∫ 2is
1pdV Wp = −A = mth
∫ 2is
1ν′′dp Wp, ε = −Aε = ην · Wp
wp, m, th =∫ 2is
1ν′′dp h2is − h1 wp, m, th, ε = wp, m, th
PME = Wp
VbalPME th = 1
ν′′1
∫ 2is
1ν′′dp =
h2is − h1
ν′′1
ην PMEth
Tableau 5.3 – Expressions des principales grandeurs caractérisant un compresseur parfaitsans et avec espace mort.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 154
155
5.7 Compresseur réel à pistons5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
– p1 est la pression des vapeurs mesurée à l’en-trée de la vanne d’aspiration, donc du com-presseur ;
– p1′ est la pression mesurée à l’amont du clapetd’aspiration (à la fin de la tubulure d’aspira-tion) ;
– p1′′ est celle mesurée immédiatement après cemême clapet (dans le cylindre) pendant lacourse d’aspiration ;
– pcyl est la pression mesurée à un instant quel-conque dans le cylindre ;
– p2 est la pression des vapeurs mesurée après lavanne de refoulement du compresseur ;
– p2′ est la pression mesurée à l’aval du clapet derefoulement (à l’entrée de la tubulure derefoulement) ;
– p2′′ est celle mesurée immédiatement avant cemême clapet (dans le cylindre) pendant lacourse de refoulement.
Dans la pratique, bien sûr, seules p1 et p2 sontfacilement mesurables.
Échanges de chaleur : le compresseur est le sièged’échanges thermiques simultanés avec le frigo-rigène et avec le milieu ambiant. Ces transfertsrésultent entre autres de la dissipation d’éner-gie due aux frottements entre les différentespièces mobiles. Ils ne sont pas constants dans letemps.
Frottements : ces frottements correspondent àune dissipation de l’énergie mécanique fournieau compresseur. Ils rendent indispensable lalubrification de ce dernier par une huile frigo-rifique. Cette dernière peut cependant présen-ter des conséquences défavorables sur les per-formances des systèmes frigorifiques.
Huile frigorifique : la présence d’huile de lubrifi-cation modifie le comportement des clapets, lespropriétés du fluide frigorigène et les échangesthermiques au sein du compresseur.
Appareils annexes : le compresseur peut êtremuni d’une pompe à huile, qui consommenécessairement de l’énergie et est le siège defrottements ; ainsi que d’une résistance de pré-chauffage de carter, et/ou d’un ventilateur derefroidissement : ces deux appareils dégradentle bilan énergétique du compresseur. Enfin, lesmoteurs électriques des compresseurs hermé-tiques (accessibles ou non) sont le plus souventrefroidis par le flux des vapeurs aspirées.
Les conséquences de ces points sont bien sûrétroitement liées ; cependant, les répercussionsde chacun d’entre eux sur le comportementglobal du compresseur seront étudiées séparé-ment. La figure 5.17 présente l’allure généraled’un diagramme indicateur relevé expérimen-talement sur un compresseur ouvert fonction-nant à l’ammoniac.
5.7.1 Espace mort non nul
L’incidence de l’espace mort a été étudiée dansle paragraphe précédent.
5.7.2 Pertes de charge
On adopte les notations suivantes, illustrées parla figure 5.18 :
0
2
4
6
8
10
12
14
0 20 40 60 80 100 120
Volume cylindrique (cm3)
P c
ylin
dre
(bar
s)
Figure 5.17 – Diagramme indicateur réel.
Figure 5.18 – Schéma d’un cylindreet de son piston.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 155
©D
dL
ht
it
ié
tdé
lit
156
5.7 Compresseur réel à pistons5 • Compresseurs à pistons
L’écoulement du fluide entre la vanne d’aspira-tion et le cylindre est à l’origine de chutes depression : �pa1 = p1 − p1′ est la chute de pres-sion dans la tubulure d’aspiration ; de même,�pa2 = p1′ − p1′′ représente la perte de chargesubie par les vapeurs au passage du clapet d’as-piration. La pression pcyl dans le cylindre est sys-tématiquement inférieure à celle mesurée auniveau de la vanne d’aspiration (p1 ) ou àl’amont du clapet (p1′) pendant toute la coursed’aspiration. La vitesse de l’écoulement n’étantpas constante, pcyl varie aussi.De même, pendant toute la course de refoule-ment, la pression dans le cylindre est variable,mais reste systématiquement supérieure à cellemesurée au niveau de la vanne de refoulement(p2) ou à l’aval du clapet (p2′).L’aspiration des vapeurs commence lorsque lapression dans le cylindre devient inférieure àp1′′ ; le refoulement, lorsque pcyl atteint p2′′. Letaux de compression sous lequel fonctionneréellement le compresseur augmente puisqueles vapeurs sont comprimées de pcyl < p1 àpcyl > p2. Le rendement volumétrique diminue,ainsi que la masse de vapeurs aspirées, et la tem-pérature des vapeurs en fin de compression(donc au refoulement) augmente, ainsi que letravail massique fourni aux vapeurs de frigori-gène. Par contre, on ne peut prévoir a prioril’évolution de l’aire du diagramme indiqué.Puisque la masse de vapeurs aspirées diminue,les échanges thermiques éventuels entre le flui-de frigorigène et les parois du compresseur setraduisent par des variations de températureplus fortes (échauffement ou refroidissement).
5.7.3 Clapets
� Inertie
Dans un premier temps, on ne tient pas comp-te de l’influence de l’huile de lubrification surle fonctionnement des clapets. L’ouverture desclapets ne peut s’effectuer que si ces dernierssont soumis à un différentiel de pression �P(amont/aval) : on parle d’inertie.Dans la figure 5.19, l’aire A1 -B1-C1-D1 représen-te le diagramme indiqué d’un compresseur par-fait sans espace mort ; l’aire A2 -B2-C2-D2, celui
d’un compresseur parfait avec espace mort, etA-B-C -D la déformation du diagramme due àl’inertie des clapets (la compression et la déten-te des vapeurs dans le cylindre sont encore sup-posées isentropiques).
Remarque
Pour un compresseur réel, la position exacte des pointsA , B, C et D ne peut être connue. Les cercles repré-sentent les zones dans lesquelles ils peuvent se situer.
� Clapet d’aspiration
Lorsque le piston recule du point mort hautvers le point mort bas, la pression pcyl desvapeurs dans le cylindre diminue. Le clapet nepeut s’ouvrir que si la différence (p1′ − pcyl) estsupérieure au différentiel d’ouverture �Pa. Lavaleur de ce différentiel dépend de la construc-tion du clapet, de la température de service, dela viscosité du lubrifiant…Le clapet d’aspiration étant ouvert, la vapeurpénètre dans le cylindre. La pression pcyl peutalors augmenter (selon la vitesse linéaire du pis-ton). Si la différence p1′ − pcyl devient inférieu-re à �Pa, le clapet se referme, et il faut rétablir�Pa pour rouvrir le clapet.
� Clapet de refoulement
Pour la même raison, la pression dans lecylindre doit atteindre une valeur au moins
P
P2
P1
PMH PMBVbalEm
D1
D2
A1A2
C
D
A
C1C2
BB1 B2
Figure 5.19 – Incidence de l’inertie des clapets.
9782100540174-Meunier-C5.qxd 28/04/10 13:55 Page 156
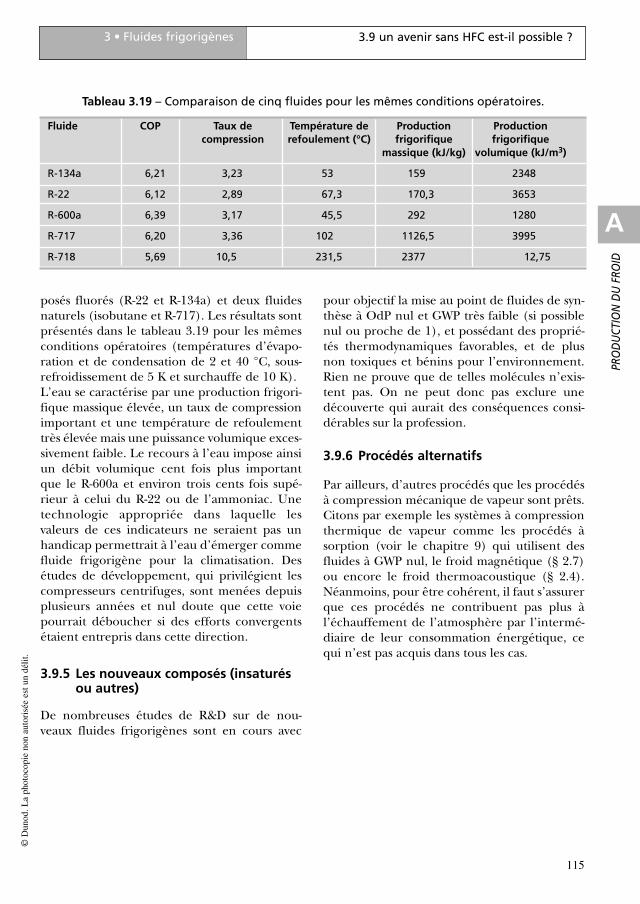
157
5.7 Compresseur réel à pistons5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
égale à p′2 + �PR pour permettre l’ouverture
du clapet de refoulement. Le clapet de refoule-ment s’ouvre avec un retard, ce qui augmente lacourse de compression ; de plus, la températu-re des vapeurs en fin de compression est plusélevée. Pendant toute la course de refoulement,la pression pcyl doit rester au moins égale àp′
2 + �PR pour que le clapet reste ouvert.On observe donc un retard supplémentaire àl’ouverture du clapet d’aspiration, qui est lacause d’une augmentation de la course dedétente et d’une diminution du rendementvolumétrique (par rapport au diagramme indi-qué d’un compresseur parfait avec espacemort). La course de compression augmenteaussi, et l’aire du diagramme indicateur estencore modifiée.
� Rebondissement des clapets sur leur siège
La phase d’aspiration des vapeurs n’est pascontinue puisque le clapet d’aspiration seferme pendant le recul du piston vers le pointmort bas (dès l’aspiration des vapeurs, la pres-sion dans le cylindre augmente, et le différen-tiel peut alors être insuffisant pour maintenirl’ouverture). Il en est de même pendant lerefoulement. En conséquence, le rendementvolumétrique diminue (cette évolution est plusmarquée avec le clapet d’aspiration).
� Non-étanchéité des clapets
� Clapet d’aspiration
Un manque d’étanchéité de ce clapet se mani-feste par l’existence de fuites pendant lesphases du diagramme indiqué où il devrait êtrefermé : compression, refoulement, détente.Pendant ces trois phases, la pression dans lecylindre est supérieure à p1′ : une partie desvapeurs introduites dans le cylindre peutrefluer vers la tubulure d’aspiration.
Pendant la compression : la masse M de vapeurscontenue dans le cylindre diminue. Touteschoses étant égales par ailleurs, pour une posi-tion donnée du piston, la pression pcyl est plusfaible que s’il n’y avait pas de fuites (figure 5.20,course de compression : C -D : pas de fuites ;Cf -Df : clapet d’aspiration non étanche).
L’ouverture du clapet de refoulement est retar-dée, et l’aire du diagramme indiqué diminue.S’il y a des échanges thermiques, les variationsde température sont plus marquées (en géné-ral, échauffement plus fort). Enfin, bien sûr, lerendement volumétrique diminue.
Pendant le refoulement : les vapeurs revenant dansla tubulure d’aspiration sont à l’origine d’unediminution du rendement volumétrique et del’aire du diagramme indiqué. De plus, cesvapeurs sont à température élevée (fin de com-pression), ce qui provoque un échauffementsupplémentaire des vapeurs basse pression àl’aspiration, aggravant la diminution du rende-ment volumétrique.
Pendant la détente : à chaque instant, la masse M ′
de vapeurs restant dans l’espace mort diminue,et est inférieure à la masse initiale M ′
0. Pour lamême raison que précédemment, la pressionrégnant à chaque instant dans le cylindre dimi-nue plus vite : l’ouverture du clapet d’aspirationse produit plus tôt (en Bf et non en B), mais autotal, le rendement volumétrique diminue. Lesvariations de température seront aussi plus mar-quées.En début de compression et en fin de détente,la différence (pcyl − p1′) est faible, et le taux defuite, à position égale du clapet, est faible. Par
P
P2
P1
PMH PMBVbalEm
DfAfA
CfC
D
Bf B
Figure 5.20 – Incidence de fuitesau clapet d’aspiration.ABCD : clapet étanche.
Af Bf Cf Df : fuite au clapet.
9782100540174-Meunier-C5.qxd 28/04/10 13:56 Page 157

©D
dL
ht
it
ié
tdé
lit
158
5.7 Compresseur réel à pistons 5 • Compresseurs à pistons
contre, le clapet est moins bien plaqué sur sonsiège et la section totale de passage offerte aufluide est plus importante. En fin de compres-sion et en début de détente, les phénomèness’inversent : il est donc difficile de prévoir l’évo-lution du taux de fuite. Dans le cas le plus géné-ral, on admet qu’il est plus important lorsque ladifférence de pression est la plus forte, donc enfin de compression, pendant le refoulement eten début de détente.
� Clapet de refoulement
Un manque d’étanchéité de ce clapet se mani-festera pendant les phases de détente, d’aspira-tion et de compression du diagramme indiqué.La pression régnant dans le cylindre étant alorsinférieure à p2′, les vapeurs déjà refoulées dansla tubulure de refoulement seront réintroduitesdans le cylindre.
Pendant la détente : la masse des vapeurs conte-nues dans le cylindre augmente, et la pressiondans le cylindre diminue moins vite : pour uneposition donnée du piston dans le cylindre, lapression est plus élevée. Le phénomène est d’au-tant plus marqué que les vapeurs réintroduitessont plus chaudes que celles contenues dans lecylindre, d’où une augmentation du volumemassique moyen. L’instant d’ouverture du clapetest retardé, d’où une diminution du rendementvolumétrique (figure 5.21, évolution Af-Bf).
Pendant l’aspiration : les vapeurs refoulées péné-trant dans le cylindre diminuent la masse devapeurs aspirée, et continuent à réchauffer cesvapeurs. Le rendement volumétrique diminuedonc encore, et la température des vapeursavant la compression augmente.
Pendant la compression : la masse des vapeurscontenue dans le cylindre augmente, et la pres-sion dans le cylindre s’accroît plus rapidement,d’autant plus que les vapeurs réintroduites pro-voquent un échauffement supplémentaire. Lacourbe de compression est donc plus inclinée,et le clapet s’ouvre plus tôt (évolution Cf -Df).La température en fin de compression est plusélevée.La diminution du rendement volumétriques’accompagne d’une augmentation du travaildes forces de pression reçu par le fluide.La variation du taux de fuite par le clapet derefoulement dépend de l’évolution de la diffé-rence de pression (p2′ − pcyl).
Remarque
Lorsque le clapet de refoulement est fermé, le débitde fuite est bien sûr nettement inférieur au débits’établissant lorsque le clapet est ouvert. Les chutesde pression dues à l’écoulement des vapeurs à traversle clapet et la canalisation sont donc faibles : les pres-sions p2, p2′ et p2′′ sont alors très peu différentes.
5.7.4 Fuites entre piston et cylindre
Dans la plupart des cas, le carter du compres-seur se trouve à une pression proche de la pres-sion d’aspiration. Les éventuelles fuites de flui-de frigorigène s’établissent donc du cylindre ducompresseur vers le carter. Les conséquencessont les mêmes que pour une fuite à travers leclapet d’aspiration.Pour certains modèles de compresseurs hermé-tiques non accessibles, la pression dans lacloche est au contraire voisine de la pression decondensation. Les répercussions sur le dia-gramme indiqué sont analogues à celles defuites par le clapet de refoulement.
5.7.5 Échanges de chaleur
Par hypothèse, un compresseur parfait est adia-batique : il n’est le siège d’aucun transfert ther-
P
P2
P1
PMH PMBVbalEm
DfAfA
CfC
D
BfB
Figure 5.21 – Incidence de fuites au clapetde refoulement.
ABCD : clapet étanche.Af Bf Cf Df : fuite au clapet.
9782100540174-Meunier-C5.qxd 28/04/10 13:56 Page 158
159
5.7 Compresseur réel à pistons 5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
mique, ni avec les vapeurs de frigorigène, niavec le milieu ambiant. En conséquence, le fri-gorigène ne peut échanger de chaleur avecaucun milieu, et les évolutions qu’il subit dansle compresseur sont adiabatiques. Dans la pra-tique, un compresseur est le siège d’échangesthermiques inévitables, dus d’une part à la dif-férence de température entre ses parois, lefluide frigorigène et l’ambiance, et d’autre partà la dégradation d’énergie mécanique en cha-leur pendant son fonctionnement (non-réversi-bilité).
� Avec le frigorigène
Dans le cas le plus général, les vapeurs de frigo-rigène issues de l’évaporateur sont plus froidesque les parois du compresseur (tubulure d’as-piration, clapet, cylindre). Elles subissent doncun réchauffement, et leur température aug-mente pendant toute la course d’aspiration.Pendant la compression, les vapeurs conti-nuent à recevoir de la chaleur tant que leurtempérature est inférieure à celle de la paroidu cylindre du compresseur : leur températureaugmente donc plus vite qu’au cours d’unecompression isentropique, et la courbe decompression réelle est donc au-dessus de lacompression isentropique. Le recul du pistonvers le point mort haut continuant, la tempéra-ture des vapeurs continue à augmenter (parcompression) et devient supérieure à celle desparois du cylindre : l’échange de chaleur s’in-verse, et la courbe de compression réelle serapproche de l’isentrope, car sa pente devientplus faible que celle de cette dernière. Lesvapeurs sont ensuite refroidies pendant toutela course de refoulement ; ce refroidissementest souvent assez intense. Enfin, pendant lacourse de détente, les vapeurs sont d’abordrefroidies par le compresseur, puis dans le casle plus général, réchauffées.Ces échanges thermiques sont difficiles à éva-luer : la température des vapeurs n’est jamaisuniforme, leur vitesse n’est ni uniforme niconstante, et en toute rigueur, la masse devapeurs traitées n’est jamais constante, mêmependant les courses de détente et de compres-sion, à cause des fuites se produisant par les cla-pets et par les segments du piston. Enfin, les
fuites par le clapet de refoulement provoquentpendant la phase d’aspiration une réintroduc-tion de gaz chauds qui modifie encore la tem-pérature des vapeurs dans le cylindre.En règle générale, la température de refoule-ment réelle est supérieure à celle de refoule-ment isentropique. Dans certains cas, pour limi-ter cette température, on est amené à mettre enœuvre des dispositifs de refroidissement spéci-fiques : refroidissement des cylindres ou destêtes de cylindre par circulation d’eau, ou injec-tion de frigorigène liquide détendu à l’aspira-tion. La température de refoulement se rap-proche alors de l’isentrope. Si le refroidisse-ment des vapeurs traitées par le compresseurest très « énergique », leur température en finde compression peut être égale à celle de l’isen-trope, voire inférieure.
Remarque
La température de refoulement réelle peut être égale àcelle de l’isentrope, mais en aucun cas cela ne veut direque la compression est isentropique : on peut simple-ment conclure que le refroidissement des vapeurs dansle compresseur est tel que la température réelle estégale à la température de refoulement isentropique.
� Avec l’environnement
Les transferts de chaleur avec l’ambiancedépendent entre autres du type de refroidisse-ment (naturel, par ventilation forcée, par circu-lation d’eau…). L’évacuation de la chaleur sefait aussi, mais dans une moindre mesure, parconduction avec les tuyauteries frigorifiques.Enfin, dans le cas des compresseurs hermé-tiques (accessibles ou non), le moteur est leplus souvent refroidi par les vapeurs aspiréesdans le compresseur, avant introduction dansles cylindres. Cela crée une perte de charge etune surchauffe supplémentaires.
5.7.6 Frottements
En principe, le compresseur reçoit une énergiemécanique sur son arbre et la transmet au fluidefrigorigène. Pour cela, le mouvement de rotationest transformé en mouvement linéaire alternatifdes pistons dans les cylindres. Le mouvement
9782100540174-Meunier-C5.qxd 28/04/10 13:56 Page 159
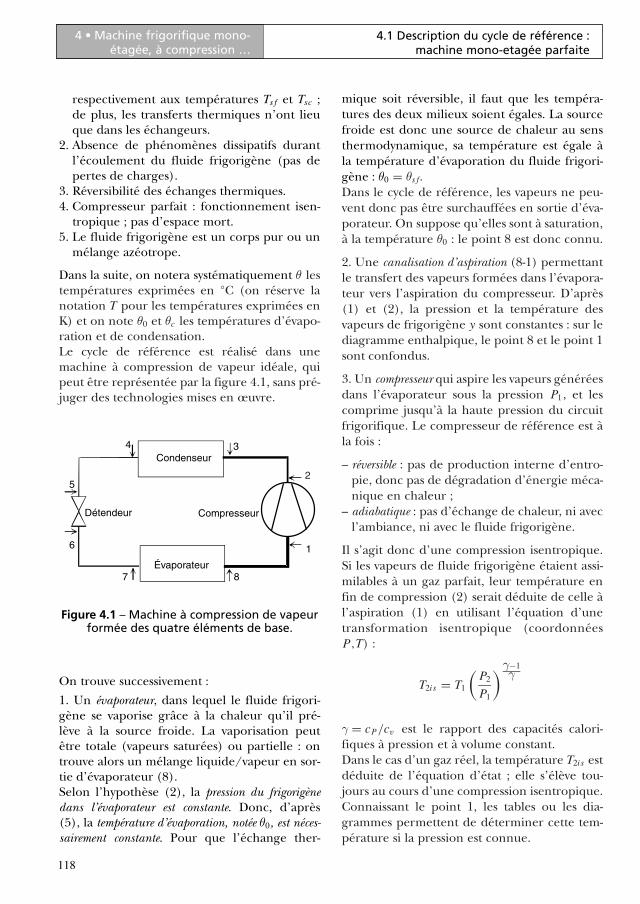
©D
dL
ht
it
ié
tdé
lit
160
5.7 Compresseur réel à pistons 5 • Compresseurs à pistons
relatif des différentes pièces mobiles du com-presseur s’accompagne de frottements (dissipa-tion d’énergie mécanique en chaleur), et impo-se une lubrification pour éviter les contacts soli-de-solide en mouvement.La chaleur dissipée au sein du compresseur estreprise par le frigorigène et par l’environne-ment.
5.7.7 Rôle du lubrifiant (bref rappel)
La présence d’huile de lubrification est indis-pensable pour éviter le grippage du compres-seur lors de son fonctionnement. Les huiles fri-gorifiques possèdent des propriétés spécifiquesrendues nécessaires par les domaines particu-liers d’utilisation. Elles sont notamment trèspures et très stables vis-à-vis de la chaleur, del’oxydation et des fluides frigorigènes. La lubri-fication assure aussi d’autres fonctions secon-daires d’étanchéité, de refroidissement etd’évacuation des impuretés. Cependant, la pré-sence de lubrifiant peut générer des consé-quences défavorables pour les performancesde l’installation frigorifique en général et ducompresseur en particulier, voire même pourson intégrité. Dans ce paragraphe ne sera évo-qué que le comportement de l’huile dans lecompresseur.
� Fonctions de la lubrification
Éviter les contacts directs solide-solide : lubrifier lespièces mobiles (pistons, paliers, bielles) pouréviter leur grippage ; diminuer les résistancespassives qui dissipent sous forme de chaleurune certaine quantité d’énergie, et qui consti-tuent la principale cause d’usure.
Assurer une étanchéité :
– dynamique : elle favorise l’étanchéité réaliséepar les segments entre pistons et cylindres ;
– statique : elle diminue la porosité des parois,améliore l’étanchéité des clapets sur leursiège.
Favoriser les échanges de chaleur : en pratique, l’hui-le améliore le refroidissement du compresseuren contribuant à l’évacuation de la chaleur.
Permettre l’évacuation des impuretés : un systèmefrigorifique est conçu et construit de façon à ceque ces impuretés soient pratiquement inexis-tantes. Cependant, l’évacuation est systémati-quement réalisée à chaque vidange.
� Conséquences défavorables de l’utilisationd’un lubrifiant sur le fonctionnementd’un compresseur
� Augmentation du retardà l’ouverture des clapets
La présence d’huile augmente le différentiel depression sous lequel s’ouvre un clapet (de lamême façon que l’effort à fournir pour séparerdeux plaques métalliques serrées l’une contrel’autre après humidification est plus importantque pour deux plaques sèches) : ce phénomèneest appelé striction ou plus simplement collage.Le rendement volumétrique du compresseurdiminue, puisque la course de détente augmen-te. De plus, la température de fin de compres-sion augmente aussi. Les échanges thermiquessont donc intensifiés.En favorisant le collage des clapets sur leursiège, l’huile améliore leur étanchéité ; ellelimite aussi les battements rapides, ce qui peutaccroître leur longévité.
� Entraînement d’huile dans le circuit
L’huile ne peut être parfaitement confinéedans le compresseur, et une faible partie estentraînée dans le circuit frigorifique. Si ce der-nier est bien conçu, après la première mise enroute, l’huile quittant le compresseur y revientsous forme de gouttelettes, avec les vapeursaspirées. La viscosité moyenne du mélange aug-mente, avec pour conséquences une augmenta-tion de la chute de pression entre le cylindre etles vannes du compresseur. Dans le cas où lesdeux composants sont au moins partiellementmiscibles, l’huile a dissout une certaine quan-tité de fluide frigorigène. Les gouttes d’huilessaturées subissent entre la vanne d’aspiration etle cylindre, un échauffement important et unechute de pression : le frigorigène se sépare del’huile et se vaporise. Le rendement volumé-trique, mesuré au niveau de la vanne d’aspira-tion, diminue.
9782100540174-Meunier-C5.qxd 28/04/10 13:56 Page 160
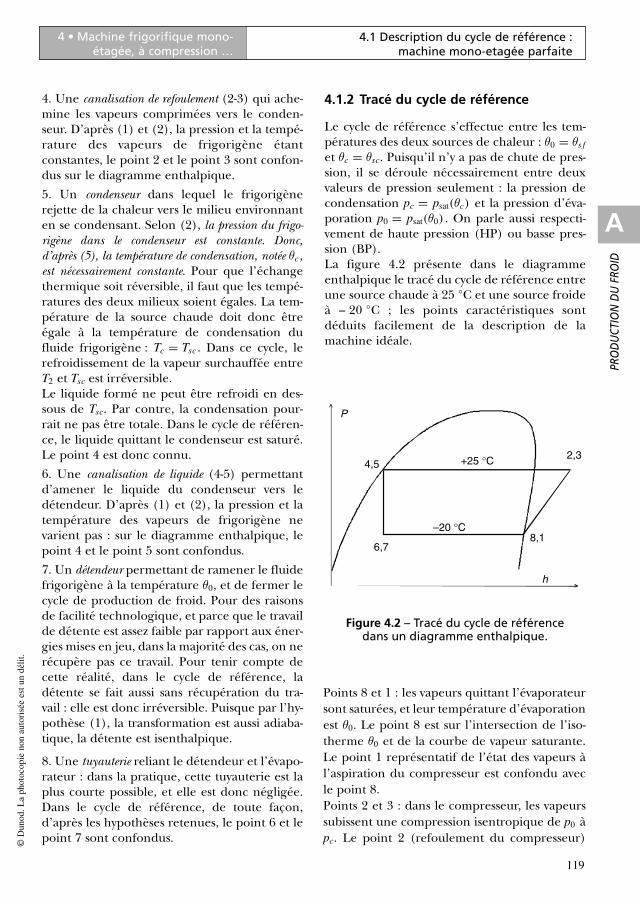
161
5.8 Conclusions5 • Compresseurs à pistons©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
� Consommation d’une partie de l’énergiemécanique disponible
Les compresseurs de forte ou moyenne puis-sance sont lubrifiés par circulation de l’huile. Ilssont alors équipés d’une pompe, placée en boutde vilebrequin. Pour les petites puissances, lalubrification peut être assurée par projection(simple barbotage). Dans tous les cas, le fluidefrigorigène ne reçoit pas la totalité de l’énergiemécanique fournie par le compresseur.
5.7.8 Appareils annexes
L’appareil principal est la pompe de lubrifica-tion, évoquée au paragraphe précédent. Les« accessoires » utilisés par un compresseur ontpour conséquence générale de prélever unepartie de l’énergie fournie au compresseur.
5.8 Conclusions
Un compresseur à pistons est le siège de phéno-mènes relativement complexes et interdépen-dants. De nombreux travaux sont menés sur lamodélisation de leur comportement. Lesmodèles numériques sont utilisés par lesconstructeurs comme outils d’aide à la mise aupoint. Le frigoriste, quant à lui, n’a en pratiquebesoin que des données techniques communi-quées par le constructeur, et pourra si besoinqualifier un compresseur en le comparant aucompresseur idéal (parfait, sans espace mort)grâce à l’utilisation de différents rendements, quiseront présentés et étudiés au chapitre suivant.
9782100540174-Meunier-C5.qxd 28/04/10 13:56 Page 161
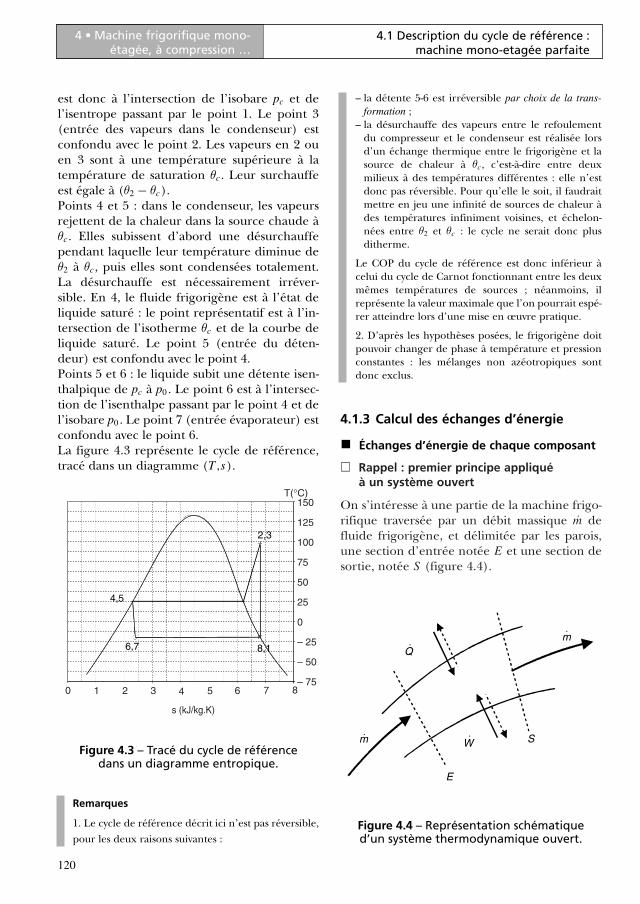
9782100540174-Meunier-C5.qxd 28/04/10 13:56 Page 162
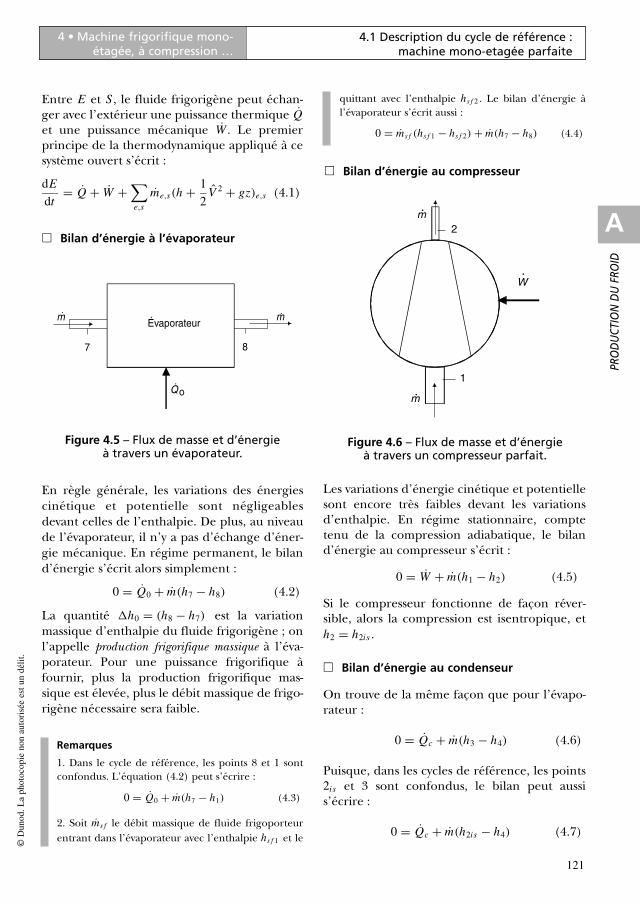
A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Dans le chapitre 4, nous avons vu qu’à l’aidedes diagrammes ou des logiciels, il était pos-sible de calculer le COP non seulement d’uncycle idéal mais également d’un cycle quasiréel en tenant compte des nombreuses défor-mations du cycle idéal telles que les surchauffe,sous-refroidissement, pertes de charge, etc…Mais ce COP « cycle » n’indique que le rapportentre la production frigorifique d’une part etl’énergie globale (�hcomp : énergie mécanique+ chaleur) reçue par le fluide frigorigène, etnon la puissance à fournir à la machine frigori-fique. Le COP d’une machine frigorifiquedépend fortement des performances du com-presseur choisi : ces performances peuvent êtreévaluées au moyen de rendements, qui permet-tent de comparer plusieurs modèles et décri-vent les dissipations au sein d’un compresseur.L’analyse du bilan énergétique d’un compres-seur réel permet de comprendre la définitiondes différents rendements énergétiques.Enfin, les grandeurs nécessaires au concepteurd’un système frigorifique sont bien sûr, le débitde vapeurs que peut aspirer un compresseur, etla puissance qu’il faut lui fournir. Dans ce cha-pitre, nous allons introduire la démarche àsuivre pour déterminer l’énergie électriqueprimaire réellement nécessaire pour produireune charge frigorifique nominale voulue. Pourcela, nous allons d’abord nous appuyer sur lesnotions de bilan énergétique, et sur l’exploita-tion des données fournies par les catalogues(cycles constructeur).
6.1 Bilan énergétique d’un compresseur
L’énergie mécanique reçue par le compresseurest restituée pour sa plus grande part au fluidefrigorigène ; le restant est utilisé pour compen-
163
ser les pertes mécaniques, dans lesquelles oncomprend essentiellement les frottementssolides et l’alimentation des appareils annexes.La figure 6.1 représente le système thermody-namique ouvert constitué par le compresseurfrigorifique. Ce système est délimité par lecadre rectangulaire en pointillés. Il s’agit d’unsystème ouvert auquel on fournit une puis-sance mécanique Weff (puissance effective oupuissance absorbée par l’arbre du compres-seur) ; un débit massique m de vapeurs entreavec l’enthalpie h1, et sort avec l’enthalpie h2.Le compresseur échange par ailleurs une puis-sance thermique Qa avec le milieu ambiant.Dans ce chapitre, nous nous référerons auxdéfinitions données dans le Dictionnaire duFroid. C’est ainsi que le « travail effectif est letravail fourni à l’arbre du compresseur ».Pour l’ensemble formé par le compresseur etles vapeurs, on peut donc écrire simplement,
6 • RENDEMENTS D’UN COMPRESSEUR
m.h1 m
.h 2
Q.
aW.eff
Figure 6.1 – Schématisation du système thermodynamique ouvert formé
par un compresseur.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 163
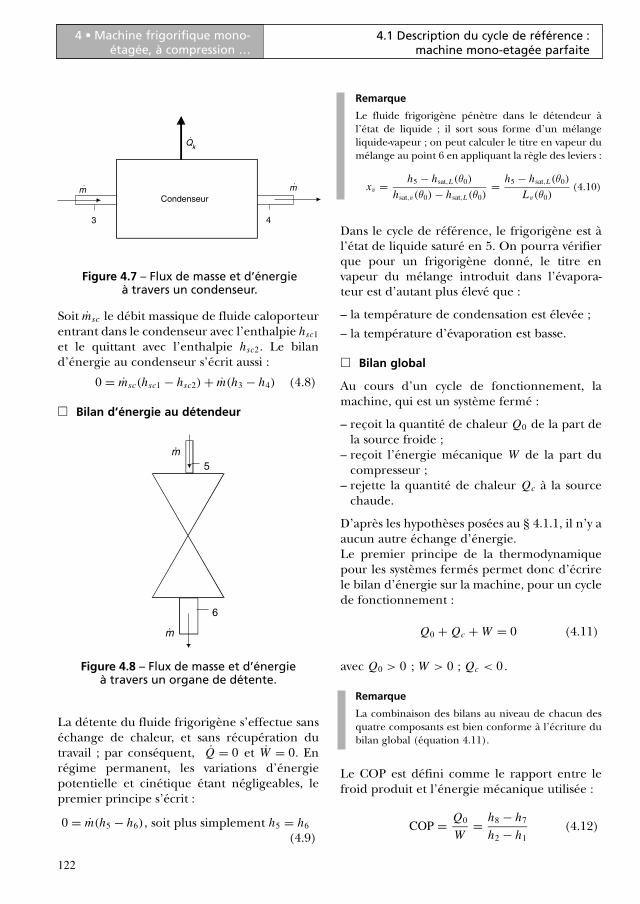
©D
dL
hi
id
li
6.1.3 Synthèse
La décomposition de l’énergie fournie au com-presseur et au fluide frigorigène est schémati-sée dans la figure 6.5.On raisonne encore par rapport à l’unité demasse de vapeurs traitées. Le compresseur estle siège de dissipations d’énergie en chaleur.Cette énergie dissipée sous forme de chaleurest évacuée vers l’environnement (qa) et/ouvers le fluide frigorigène. Le plus souvent, lefluide reçoit globalement de la chaleur(qf l > 0) et s’échauffe au delà de la tempéra-ture de refoulement isentropique ; il peutcependant en céder lorsque un système derefroidissement supplémentaire du compres-seur est mis en œuvre (ventilation, circulationd’eau dans les culasses). Le travail wp contre lesforces de pression n’est autre que le travailindiqué ou « travail mesuré à l’aide du dia-gramme indicateur » (définition du Dictionnairedu Froid), en supposant que la compression estquasi réversible. Ce travail diffère du travaileffectif weff transmis à l’arbre du compresseuret du travail isentropique wis qui serait néces-saire pour une compression isentropiqueidéale.On a :
h2 − h1 = wp + qf l = weff + qa = w f l (6.2a)
où le fluide est échauffé si l’énergie qf l estpositive, et refroidi dans le cas contraire.Si le compresseur est non refroidi et que lespertes sont négligeables, on a un compresseuradiabatique, qa = 0 , et on obtient :
qf l = weff − wp
qf l représente alors la partie de la puissanceeffective dissipée en chaleur (que l’on relieraau rendement mécanique plus loin). Dans lecas général où qa =/ 0 , l’analyse est plus com-plexe et sera reprise plus loin.
164
6.1 Bilan énergétique d’un compresseur6 • Rendements d’un compresseur
en régime permanent et en négligeant lesvariations d’énergie cinétique et potentielle dufluide frigorigène :
Weff︸︷︷︸+
+ Qa︸︷︷︸−
+ m(h1 − h2)︸ ︷︷ ︸−
= 0 (6.1)
En règle générale, le compresseur cède globa-lement de la chaleur au milieu ambiant(Qa < 0) : la variation d’enthalpie du fluide fri-gorigène est inférieure à Weff , l’énergie absor-bée par l’arbre du compresseur.Cette relation, très globale, ne permet pas dedétailler les échanges entre le fluide et sonenvironnement. Pour aborder l’analyse de larépartition des différentes puissances échan-gées, on doit s’intéresser aussi aux systèmesque forment d’une part le compresseur seul, etd’autre part le fluide frigorigène.
6.1.1 Compresseur
Ainsi, le compresseur reçoit l’énergie effectiveweff par unité de masse de vapeurs traitées ; ilcède une énergie totale w f l au fluide frigori-gène, et la différence est absorbée par les pertesmécaniques et transformée en chaleur qa.
6.1.2 Fluide frigorigène
Au lieu de considérer le système thermodyna-mique ouvert constitué par la frontière exté-rieure du compresseur, on peut considérercelui, compris entre les mêmes deux vannesque celles représentées sur la figure 6.1 maisconstitué par le volume interne occupé par lefluide. Il s’agit d’un système ouvert déformabledont les frontières sont les parois internes ducylindre, les vannes d’aspiration et de refoule-ment, et l’extrémité du piston en contact avecle fluide frigorigène. Les échanges d’énergiepour ce système sont différents de ceux définisprécédemment. Le fluide reçoit du compres-seur l’énergie massique w f l, dont une partieconstitue l’énergie utile (travail mécanique wp
sous forme de travail contre les forces de pres-sion). Le reste est de la chaleur (qf l). On peutdonc écrire :
w f l = wp + qf l (6.2)
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 164
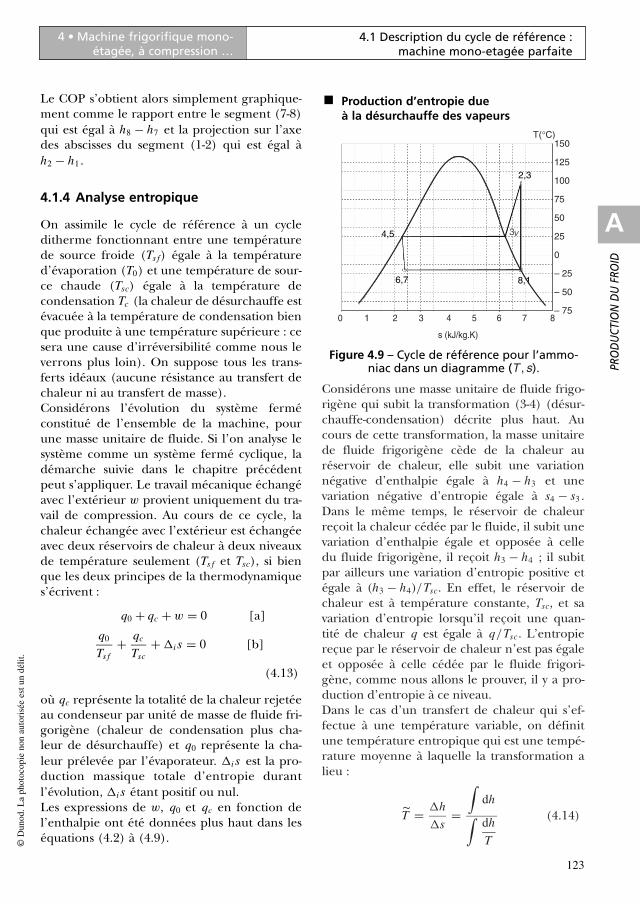
6.2 Rendements d’un compresseur
Le cycle de fonctionnement d’une machine fri-gorifique étant fixé, les performances énergé-tiques de cette dernière dépendront essentielle-ment du compresseur sélectionné. L’objectif estde déterminer la puissance électrique à fournirpour satisfaire la demande. Tous les construc-teurs proposent, en plus de leurs cataloguespapier, des logiciels de sélection automatiquesplus ou moins élaborés. Comme pour unesélection « manuelle », la démarche utilise(explicitement ou non) différents rendements :– le rendement volumétrique permet de sélec-
tionner la cylindrée du compresseur poursatisfaire la demande en puissance frigori-fique ;
– le rendement effectif permet de déterminerla puissance mécanique nécessaire sur l’arbrepour produire la puissance frigorifique ;
– le rendement électrique (et éventuellementle rendement de transmission électrique)permet de déterminer la puissance électriquenécessaire sur l’arbre pour produire la puis-sance frigorifique.
La démarche sera différente pour les compres-seurs ouverts pour lesquels les constructeursfournissent l’information intermédiaire per-mettant de déterminer l’énergie mécaniquesur l’arbre alors que pour les compresseurshermétiques ou semi-hermétiques, l’informa-tion fournie par les constructeurs concerneuniquement l’énergie électrique. Nous discute-rons plus loin ces deux cas.
6.2.1 Rendement volumétrique
Le rendement volumétrique a déjà été intro-duit dans le chapitre 5 ; c’est le rapport entrele débit volumique de vapeurs aspiré par lecompresseur dans des conditions de pressionet de température fixées, et le débit volumiqueaspiré par le compresseur parfait sans espacemort et de même cylindrée, dans les mêmesconditions de fonctionnement (rappelons que,dans ce dernier cas, il s’agit simplement du
165
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
volume balayé). Les conditions de pression etde température sont celles mesurées au niveaude la vanne d’aspiration du compresseur réel :
ηv = Vasp
Vbal(6.3)
Les conditions à l’aspiration étant constantes,le rendement volumétrique peut aussi s’expri-mer par le rapport :
ηv = masp
mbal= masp
ρ1Vbal
Nous avons déjà insisté sur le fait que le volumeaspiré dépend d’une part du fluide utilisé etd’autre part des conditions opératoires (notam-ment par l’intermédiaire du taux de compres-sion). Dans le cas d’un compresseur adiabatiqueréversible fonctionnant avec un gaz parfait, cerendement est donné par l’équation (5.7).Pour une sélection d’un compresseur réel, cerendement est déduit de la documentationconstructeur. En effet les compressoristes, dansleurs documentations, indiquent systématique-ment le débit volumique balayé en fonction dela fréquence d’alimentation électrique (50 ou60 Hz). De plus, pour des conditions opéra-toires fixées (pression et température à l’aspira-tion, et pression au refoulement), ils donnent la« puissance frigorifique du compresseur ». Lecycle constructeur permet alors de déduire ledébit volumique aspiré. Le rapport entre levolume aspiré et le volume balayé donne le ren-dement volumétrique.Pour une mesure sur une installation existante,on utilisera la seconte relation : le débit mas-sique réel de fluide frigorigène est déduit d’unbilan d’énergie à l’évaporateur ou au conden-seur ; connaissant la pression et la températureà l’aspiration du compresseur ainsi que sacylindrée, on déduit facilement le rapport desdébits massiques aspirés, donc le rendementvolumétrique expérimental.
� Détermination du rendement volumétrique d’un compresseur
La détermination du rendement volumétriqued’un compresseur s’effectue à partir des infor-
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 165

T0 (°C)
Tc (°C) 12,5 10 7 5 0 – 5 – 10 – 15 – 20
30 44,16 40,2 35,78 33,04 26,86 21,54 17,01 13,17 9,94
40 38,90 35,34 31,38 28,94 23,40 18,64 14,59 11,16 8,27
50 33,40 30,30 26,86 24,72 19,92 15,80 12,29 9,3 6,75
©D
dL
hi
id
li
mations communiquées par les constructeurs,sous forme papier (tableaux ou abaques), ouinformatique (logiciels de sélection). Chacunde ces deux supports demande une démarchespécifique.Dans tous les cas, le régime de fonctionnementdu compresseur est défini par la pression p1 etla température θ1 des vapeurs à l’aspiration,ainsi que la pression p2 au refoulement. Cesdeux pressions ne correspondent pas nécessai-rement aux pressions régnant dans l’évapora-teur et le condenseur.
� Documentation technique papier
Le tableau 6.1 montre un premier exemple dedocumentation se rapportant à un compres-seur semi-hermétique à pistons : dans cetableau, les températures d’évaporation et decondensation correspondent aux températuresde saturation mesurées à l’aspiration et aurefoulement du compresseur, et la températuredes vapeurs aspirées est égale à celle en sortied’évaporateur.Le tableau 6.1 indique la puissance frigorifiquedu compresseur, pour différents régimes defonctionnement, mais avec une températured’aspiration et un sous-refroidissement duliquide avant détente constants. On peut doncconstruire le cycle constructeur tel que présentédans la figure 6.2, dans lequel les points repré-sentant la sortie de l’évaporateur et l’aspirationdu compresseur sont confondus (surchauffeutile égale à 100 %). Il est alors facile de calcu-ler les débits massiques et volumiques aspiréspar ce compresseur dans les conditions defonctionnement fixées.
Exemple
À partir du tableau 6.1, on veut connaître le rende-ment volumétrique du compresseur pour une tem-pérature de saturation de – 10 °C à l’aspiration et de+ 40 °C au refoulement, le fluide frigorigène utiliséétant du R-134a.D’après le tableau 6.1, pour ces pressions de fonc-tionnement, et avec une température d’aspiration de25 °C, le compresseur permet de produire une puis-sance frigorifique de 14,59 kW. Les coordonnées ducycle constructeur (déduites d’un diagramme oud’un logiciel) sont indiquées dans le tableau 6.2.On déduit le débit masse et le débit volumique aspi-rés par le compresseur dans le cycle constructeur :
masp,c = 14,59
274,5 − 108,3= 0,088 kg/s
Vasp,c = masp,cv1,c = 0,088 × 116,1 = 10,2 d m 3 / ssoit 36,2 m3/h.Il suffit de diviser par le volume balayé 36,2 pourobtenir la valeur du rendement volumétrique.
166
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur
Tableau 6.1 – Puissances frigorifiques (kW) d’un compresseur (données constructeur) en fonctiondes températures de saturation à l’aspiration et au refoulement, et pour les conditions généralessuivantes : fluide : R-134a ; température des gaz aspirés + 25 °C ; pas de sous-refroidissement du
liquide avant détente.
6c, 7c 8c,1c
4c, 5c
Figure 6.2 – Points caractéristiques d’un cycle constructeur.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 166
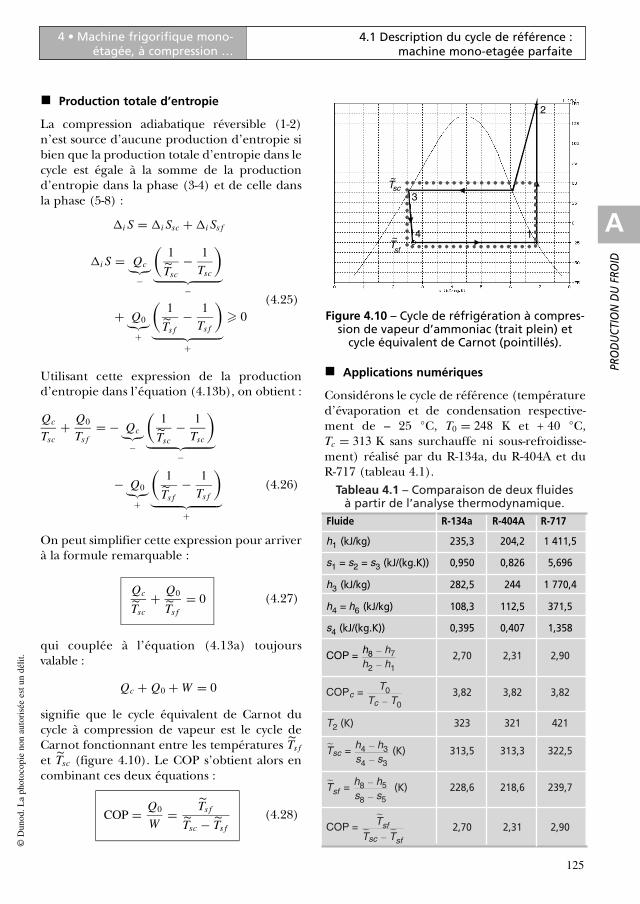
On peut constater sur cet exemple particulier que ledébit volumique aspiré ne varie pas beaucoup avec lasurchauffe à l’aspiration du compresseur, puisqu’iln’augmente que de 2,5 % lorsque la surchauffe dimi-nue de 35 °C à 8 °C !
Remarques
Les constructeurs indiquent de plus en plus souventles puissances frigorifiques avec une surchauffe aspi-ration constante. Dans ce cas, seul l’établissement ducycle constructeur est différent. Le raisonnementprécédent s’applique ensuite intégralement.Certaines documentations indiquent directement ledébit massique de vapeurs aspirées par le compresseur.Les températures d’évaporation et de condensationindiquées dans les tableaux ou abaques des construc-teurs sont en fait les températures de saturation auxbornes du compresseur. Ainsi, dans les deux cyclesreprésentés par la figure 6.3, le compresseur a lemême régime de fonctionnement.Il existe deux cycles constructeur normalisés :
Conditions ISO :– surchauffe des vapeurs aspirées : 10 K– sous-refroidissement du liquide avant détente : 0 K
Conditions ARI :– surchauffe des vapeurs aspirées : 11,1 K (soit 20 °F)– sous-refroidissement du liquide avant détente :
8,33 K (15 °F)
Certaines documentations indiquent en plus une cor-rection à apporter aux puissances frigorifiques indi-quées en fonction de la température réelle à l’aspira-tion du compresseur, comme indiqué dans letableau 6.3.
La puissance frigorifique du compresseur est égale à
Q0(θ1) = Q0(25)
(1 − Corr · 25 − θ1
100
).
A
PRO
DU
CTIO
N D
U F
ROID
167
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Tableau 6.2 – Coordonnées thermodynamiquesdu cycle constructeur.
1c, 8c 2Isc, 3c 4c, 5c 6c, 7c
p (bar) 2,01 10,17 10,17 2,01
tsat (°C) – 10,0 40,0 40 – 10
t (°C) 25,0 80,2 40 – 10
h (kJ/kg) 274,5 314,3 108,3 108,3
s (kJ/kg.K) 1,045 1,045 0,395
v (l/kg) 116,10 24,95 0,87
Exemple
Dans l’exemple précédent, en admettant en réalitéune surchauffe de 8 °C à l’aspiration du compresseur,les coordonnées des vapeurs à l’aspiration du com-presseur (point 1) sont notées dans le tableau 6.4.On peut calculer la puissance frigorifique ainsi queles débits massique et volumique aspirés par le com-presseur dans ses conditions réelles d’utilisation :
Q0 =14,59×(
1 − 0,008× 25 − (−2)
100
)=14,56 kW
En maintenant un sous-refroidissement nul du liqui-de avant détente (cycle constructeur), on obtient :
m = 14,56
251,3 − 108,3= 101,8 g/s
Vasp = 0,1018 × 103,5 = 10,5 dm3/s
soit 37,8 m3/h.
Tableau 6.3 – Corrections sur la puissance frigorifique en fonction de la température des gaz aspirés.
T0 (°C)
Tc (°C) 12,5 10 5 0 – 5 – 10 – 15 – 20
30 – 0,077 – 0,070 – 0,057 – 0,047 – 0,037 – 0,029 – 0,021 – 0,013
40 – 0,042 – 0,035 – 0,022 – 0,012 – 0,002 0,008 0,017 0,026
50 0,003 0,090 0,022 0,033 0,044 0,054
Tableau 6.4 – Coordonnées thermodynamiquesdes vapeurs à l’aspiration du compresseur dans le cycle utilisateur (voir tableau 6.2).
p (bar) tsat (°C) t (°C) h (kJ/kg) s (kJ/kg.K) v (l/kg)
p (bar) 2,01 – 10,0 – 2,0 251,3 0,963 103,5
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 167
©D
dL
hi
id
li
168
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur
1
2
h
log P
Figure 6.3 – Régime de fonctionnement du compresseur : dans les deux cycles, le compresseur possède le même point
de fonctionnement ; le débit massique et volumique de vapeurs aspirées est donc constant,mais la puissance frigorifique est plus faible pour
le cycle en pointillés.
6.2.2 Rendement effectif
Si le compresseur était parfait (compressionisentropique), toute l’énergie reçue par sonarbre serait intégralement transmise en tantqu’énergie mécanique (travail contre lesforces de pression) à l’unité de masse devapeurs aspirées. En réalité, les pertes liées aufonctionnement d’un compresseur réel fontqu’une partie de la puissance effectivementfournie à l’arbre, weff , est dégradée en chaleur: le fluide ne reçoit qu’une partie wp de lapuissance effective, dont seule une partie wis
correspond à la compression isentropiqueidéale. L’objet des rendements introduits estde relier ces différentes puissances.Pour amener l’unité de masse de vapeurs del’aspiration, point (p1,θ1) jusqu’au refoule-ment à la pression p2 , il faudra fournir unepuissance weff à l’arbre du compresseur. Si lecompresseur était parfait, il suffirait de fournirl’énergie wis. Le rendement effectif est donnépar le « rapport entre le travail absorbé pourdéplacer et comprimer l’unité de masse de fri-gorigène dans un compresseur parfait et letravail absorbé, par unité de masse de frigori-gène, sur l’arbre d’un compresseur réel »(d’après le Dictionnaire du Froid). Ce rende-ment permet donc de comparer l’énergiefournie effectivement à celle que l’on fourni-rait au compresseur de référence consistant enun compresseur parfait sans espace mort demême volume balayé, et dans les conditions depression et de température mesurées à lavanne d’aspiration. Il est très important debien souligner que l’on compare des énergiesmassiques : en effet, le compresseur parfaitn’étant, par définition, le siège d’aucune dissi-pation, l’énergie massique reçue par le com-presseur, wis, est naturellement inférieure àcelle, weff , reçue par un compresseur réel.Le rendement effectif défini par :
ηeff = wis
warbre= wis
warbre= wis
weff
(6.4)
représente le rapport entre la puissance méca-nique nécessaire pour une compression isen-tropique et celle pour une compression réelle
� Utilisation d’un logiciel de sélection fournipar le constructeur
Les logiciels fournis par les constructeurs per-mettent de sélectionner directement un com-presseur à partir du cahier des charges réelles ;la détermination du rendement volumétriquen’est donc pas nécessaire. Il peut néanmoinsêtre effectué en appliquant la démarche quivient d’être exposée.
� Détermination expérimentale du rendement volumétrique d’un compresseur
Les installations sont très rarement pourvuesde débitmètre pour le fluide frigorigène. Pourdéterminer le rendement volumétrique d’uncompresseur (ou le débit volumique devapeurs aspirées) dans une installation exis-tante, il faut effectuer un bilan d’énergie sur lecondenseur ou sur l’évaporateur, et mesurerles conditions d’entrée et de sortie du fluidesecondaire, ainsi que le débit. On déduit facile-ment le débit massique de fluide frigorigène,et connaissant la pression et la température auniveau de la vanne d’aspiration du compres-seur, on détermine le débit volumique devapeurs aspirées, puis le rendement volumé-trique.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 168
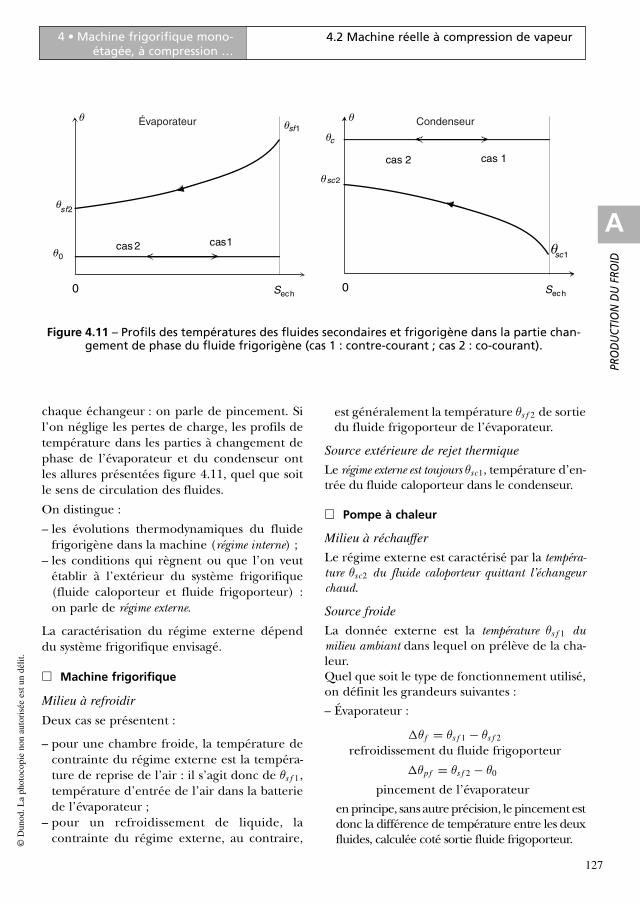
pour un débit massique unitaire. Il permetd’évaluer l’ensemble des pertes d’énergie ausein du compresseur. En remarquant que
wis = (h2is − h1) et en écrivant weff = Weff
m, on
obtient :
ηeff = wis
weff= m(h2is − h1)
Weff(6.5)
où m représente le débit massique de fluide fri-gorigène traité par le compresseur réel.La puissance effective fournie sur l’arbre ducompresseur est donnée dans la documentationdes constructeurs (dans le cas de compresseursouverts), quant à la puissance nécessaire pourla compression isentropique, elle s’obtient àpartir de l’enthalpie des points du « cycleconstructeur » en sortie et en entrée du com-presseur.Dans le cas des compresseurs ouverts, le rende-ment effectif s’obtient directement à partir desdonnées constructeurs. En revanche, dans lecas de compresseurs hermétiques ou semi-her-métiques, cette information sur le rendementeffectif n’est pas disponible.
Exemple : compresseur Bitzer W2NA pistonouvert
Volume balayé (50 Hz, 1 450 t/min) : 28 m3/hTev = 0 °C ; Tcond = 50 °C ; surchauffe 10 °C (100 %utile) ; pas de sous-refroidissement.Fluide R-717 (ammoniac)Points du « cycle constructeur » :Tev = 0 °C et 10 °C surchauffe : h = 1787 kJ/kgTcond = 50 °C, pas de sous-refroidissement :h = 734,56 kJ/kg�hev = 1 787 − 734,56 kJ/kg = 1 052,44 kJ/kgPuissance frigorifique (donnée constructeur) : 22,2 kWOn en déduit le débit massique aspiré :
masp = 22,2 kW
1 052,44 kJ/kg= 0,02109 kg/s
Avec un volume massique de vapeur de 303,0 dm3/kgà l’aspiration (Tsat = 0 °C et 10 °C de surchauffe), onobtient :
Vasp =masp v′′asp =0,02109× 0,303× 3 600=23 m3/h
Le rendement volumétrique est donc égal à :
ηv = 23
28= 0,82
Pour ce même compresseur, la documentation construc-
teur nous donne : Warbre = 6,50 kW, et le point derefoulement isentropique est donné par un logiciel (ref-prop, par exemple). À l’aspiration, on a déjà obtenuh1 = 1 787 kJ/kg et au refoulement isentropique, lelogiciel donne T2is = 129,07 °C et h2is = 2 028,63kJ/kg, soit un wis = �his = 241,63 kJ/kg au travers ducompresseur. Le débit aspiré étant de 0,02109 kg/s, larelation (6.4) permet de déterminer la valeur du rende-ment effectif :
ηeff = 0,02109 × 241,63
6,50= 5,09
6,50= 0,784
La valeur du rendement effectif obtenue pourle « cycle constructeur » sera supposée lamême pour un cycle réel de l’utilisateur dansles mêmes conditions de pression. Ce rende-ment effectif nous permet d’introduire unCOP effectif, COPeff, donné par :
COPeff = q0
warbre= �hev
wi s
wi s
warbre=ηeffCOPi s (6.6)
Ce COP effectif correspond à celui fourni dansles documentations de constructeurs de com-presseurs ouverts qui donnent le rapport entrela puissance frigorifique et la puissance absor-bée. Si on limite le système étudié au seul cir-cuit frigorifique, il correspond également aucoefficient de performance défini dans leDictionnaire du Froid comme le « rapport de lapuissance frigorifique à la puissance absorbée,les deux grandeurs étant exprimées dans lesmêmes unités ». Dans la pratique, la puissanceabsorbée par une installation est la puissanceélectrique totale (celle fournie, non seulementau moteur d’entraînement du compresseur,mais aussi aux organes annexes tels quepompes de circulation, ventilateurs, résistancesélectriques, télécommande…). Le COP effectifréel d’une installation frigorifique est doncplus faible que celui donné par la relation(6.6).
� Rendements électrique et de transmission
Le rendement électrique du moteur est le rap-port entre la puissance mécanique transmise àl’arbre et la puissance électrique absorbée parle moteur :
169
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 169
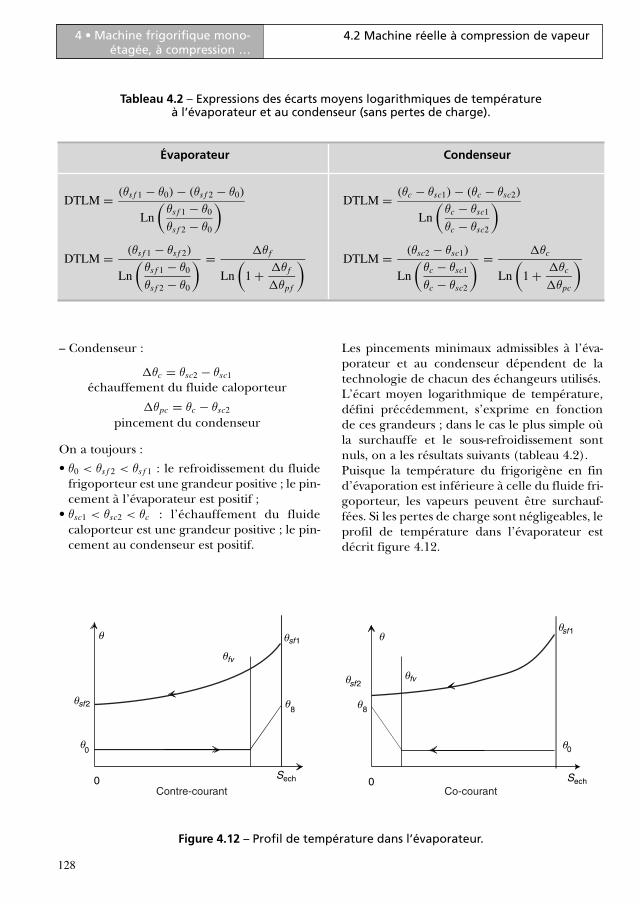
©D
dL
hi
id
li
ηel = warbre
wel= weff
wel(6.7)
On en déduit, pour des conditions opératoiresdonnées, un COP global du moto-compresseurqui est le rapport entre la puissance frigori-fique fournie et la puissance électriqueconsommée :
COPg = qev
wel
= �hev
wis
wis
wcarbre
wcarbre
wmarbre
wmarbre
wel
= ηelηtηeffCOPis
où wcarbre est la puissance transmise à la cour-
roie et wmarbre est la puissance effective transmise
à l’arbre. Le rendement de transmission élec-trique est défini par :
ηt = wcarbre
wmarbre
(6.8)
Dans le cas d’un compresseur ouvert à accou-plement direct, le rendement de transmissionest égal à 1. En revanche, pour un compresseurà accouplement indirect (via une courroie), ilfaut déterminer sa valeur lors de la sélectiondes poulies et courroies.
� Rendement global
Le COP global présenté plus haut est le rap-port entre la puissance frigorifique et la puis-sance électrique consommée au compteur(hors équipements annexes), et le rendementglobal est le rapport entre le COP global et leCOP isentropique :
COPg = qev
welηg = COPg
COPis= ηelηtηeff
(6.9)
Ce rendement n’est autre que le produit desrendements introduits précédemment :
ηg = ηelηtηeff
Dans le cas des compresseurs ouverts, les ren-dements intermédiaires (ηel, ηt et ηeff) peuventêtre obtenus à partir de documentations tech-
niques et l’on peut en déduire le rendementglobal. En revanche, en ce qui concerne lescompresseurs hermétiques ou semi-hermé-tiques, seuls le rendement global et le rende-ment volumétrique peuvent être obtenus à par-tir de documentations techniques mais les troisrendements intermédiaires (ηel, ηt et ηeff) nesont pas accessibles. Dans ce cas, on assimile lerendement global au rendement effectif.Puisque la transmission est directe, cela revientà calculer globalement le rendement effectifdu moto-compresseur.Les rendements introduits plus haut, qui peu-vent être déduits des documentations tech-niques, procurent les informations nécessairespour déterminer la puissance frigorifique et leCOP global du compresseur fonctionnant dansles conditions opératoires imposées. Mais cesrendements ne suffisent pas pour déterminerle bilan énergétique du compresseur ni la tem-pérature de refoulement. C’est pourquoid’autres rendements sont utilisés lorsqu’onsouhaite effectuer un bilan énergétique ducompresseur ou connaître la température derefoulement. Le problème est que ces autresrendements ne sont pas accessibles à partir desdocumentations techniques, ils imposent desmesures complémentaires.
� Rendement mécanique
Le rendement mécanique ηm pour un compres-seur est défini dans le Dictionnaire du Froidcomme le « rapport du travail indiqué au tra-vail effectif, par unité de masse de fluide frigo-rigène ». Il compare l’énergie mécanique mas-sique wp réellement transmise par le piston àl’unité de masse de vapeurs aspirées et l’éner-gie massique weff effectivement reçue surl’arbre du compresseur :
ηm = wp
warbre= wp
weff(6.10)
Ce rendement mécanique n’est généralementpas directement accessible. La seule façon de leconnaître est de mesurer le diagramme (P,V )
du fluide dans le compresseur.
170
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 170
� Rendement indiqué
Le rendement indiqué ηi est défini dans leDictionnaire du Froid comme le « rapport du tra-vail absorbé pour comprimer l’unité de massedu frigorigène dans un compresseur au travailabsorbé pour comprimer la même masse dansun compresseur idéal (fonctionnant isentropi-quement) ». Il compare la puissance transmisepar le piston à l’unité de masse de fluide dansle cas d’un compresseur idéal et d’un compres-seur réel (dans les deux cas, il s’agit du travailcontre les forces de pression par unité demasse de vapeurs aspirées). Le travail de com-pression isentropique est facilement obtenu àpartir des diagrammes ou logiciels. Pour obte-nir la puissance transmise par le piston àl’unité de masse de fluide, il est indispensablede connaître le diagramme (P,V ) du fluidedans le compresseur, longtemps obtenu grâceà l’utilisation d’un appareil appelé « indicateurde Watt ». Selon les auteurs, ce diagrammepeut s’appeler : diagramme indicateur, dia-gramme indiqué, diagramme de Clapeyron ouencore diagramme (P,V ) tout simplement.
ηi = wis
wp
Un exemple de diagramme indiqué expéri-mentalement obtenu avec l’ammoniac sur uncompresseur à pistons ouvert de type a été pré-senté sur la figure 5.21. Les rendements indi-qué, mécanique et effectif sont liés par la rela-tion suivante :
ηi = wis
wp= wis
warbre
warbre
wp= ηeff
ηm
� Récapitulatif : signification physique des rendements énergétiques
La figure 6.4 schématise les flux d’énergie mas-sique au sein d’un compresseur réel (partiesupérieure) ou parfait (partie inférieure). Cescompresseurs reçoivent les énergies massiquesweff et wis sur leur arbre (partie gauche). Pourle compresseur parfait, cette énergie est inté-gralement transmise sous forme d’énergiemécanique au fluide (les trois rendements sontégaux à 1). Dans le compresseur réel, le fluide
reçoit une énergie w f l inférieure à celle, weff
transmise à l’arbre du compresseur. Cette éner-gie est elle-même décomposée en chaleur qf l
et en énergie mécanique wp finalement trans-mise aux vapeurs.La signification des rendements d’un compres-seur est alors la suivante.– Pour comprimer une masse unitaire de
vapeurs d’un point 1 jusqu’à une pression p2 ,il faut fournir une énergie minimale wis à uncompresseur parfait, et une énergie plusimportante, weff , sur l’arbre d’une compres-
seur réel. Le rendement effectif ηeff = wis
weff
permet de comparer ces deux énergies. Cerendement fait appel à une compression deréférence (isentropique). En toute rigueur,on doit parler de « rendement effectif parrapport à la compression isentropique ».
– Dans un compresseur réel, l’unité de massede vapeurs reçoit l’énergie mécanique wp.Pour réaliser la même transformation, dansun compresseur parfait, elle reçoit une éner-gie mécanique wis inférieure. Le rendement
indiqué ηi = wis
wppermet de comparer ces
deux « énergies utiles ». Comme pour le ren-dement effectif, on devrait parler de « rende-ment indiqué par rapport à la compressionisentropique ».
171
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
qa
Compresseur parfait
Compresseur réelq
fl
Énergiesur arbre
weff
wis wis
wp
Énergiereçue par le fluide
wfl
Figure 6.4 – Répartition de l’énergie transmiseà l’arbre d’un compresseur réel ou d’un compresseur parfait.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 171
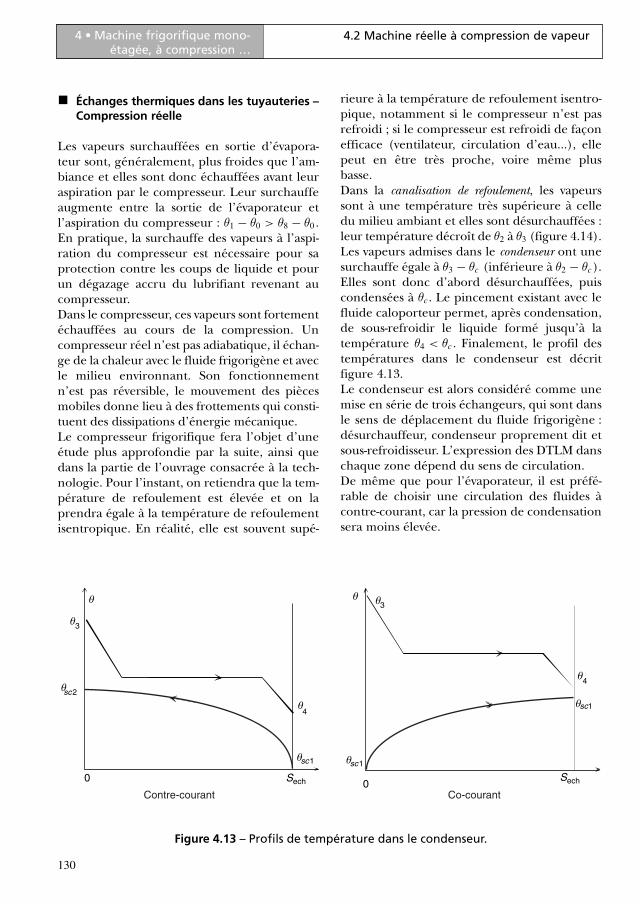
©D
dL
hi
id
li
On a toujours wp > wis mais on peut éventuelle-ment avoir �hréel < �his suivant le signe de qf l.Si qf l = 0 ceci conduit toujours à Iis = ηis < 1.Dans le cas où le fluide n’échange pas de chaleuravec son environnement (cas « fluide adiaba-tique »), l’indicateur isentropique est le rende-ment isentropique. Dans le cas réel d’un com-presseur non adiabatique, le résultat dépendradu signe de qf l. Si qf l < 0 (compresseurrefroidi), on peut très bien obtenir Iis > 1 , cequi peut surprendre mais ne doit pas choquer etdoit toujours être interprété, lorsque cela se pré-sente, comme un signe de refroidissementimportant du compresseur. Quel est le sens phy-sique de qf l ? qf l est le résultat de deux apports :la dissipation provenant du rendement méca-nique du compresseur et le refroidissement dû àla circulation d’huile et au refroidissement éven-tuel du fluide au contact de la culasse.Comment relier l’indicateur isentropique auCOP ? Nous allons considérer deux cas : un« fluide échangeant de la chaleur avec sonenvironnement » et un « fluide adiabatique ».Si le fluide échange de la chaleur avec son envi-ronnement (apports positifs dus au rendementmécanique ; apports négatifs dus aux pertes, àla circulation d’huile ou par refroidissement aucontact des culasses), les COP effectif et globals’écrivent :
COPeff =(
ηm + qf l
warbre
)IisCOPis
COPg =(
ηm + qf l
warbre
)IisηtηelCOPis
Pour un « fluide adiabatique », qf l = 0 etIis = ηis . Les COP effectif et global s’écriventplus simplement :
Fluide adiabatique
{COPeff = ηmηisCOPis
COPg = ηmηtηelηisCOPis
L’intérêt de l’utilisation du rendement isentro-pique est donc évident pour un fluide adiaba-tique.
172
6.2 Rendements d’un compresseur6 • Rendements d’un compresseur
– Enfin, le rendement mécanique ηm = wp
weff
permet de comparer l’énergie mécaniqueeffectivement reçue par une masse unitairede vapeurs (énergie utile), à celle fournie surl’arbre d’un compresseur réel. Ce rendementne dépend que du compresseur étudié.
� Indicateur isentropique
Dans le cas d’une compression adiabatique, il estcourant de définir le rendement isentropique :
ηis = �his
�hréel(6.11)
Ce rendement est toujours inférieur à 1 si lacompression est adiabatique. Par analogie,dans le cas d’une compression non adiaba-tique, on définit un indicateur isentropique.Cet indicateur compare l’énergie totale reçuepar l’unité de masse de fluide pour un com-presseur parfait et pour le compresseur réel.En pratique, sa valeur est donnée par le rap-port entre d’une part la variation d’enthalpiecorrespondant à une compression isentropiqueentre la sortie et l’entrée du compresseur etd’autre part, la variation réelle d’enthalpie :
Iis = �his
�hréel(6.12)
Cet indicateur est précieux, lorsqu’il est correcte-ment utilisé, car il permet d’accéder à l’état dufluide au refoulement. Malheureusement, cetteinformation n’est pas directement accessible àpartir des documentations techniques. Pour l’ob-tenir, il faut mesurer les propriétés du fluide àl’aspiration et au refoulement. Par ailleurs, pourbien interpréter cet indicateur isentropique, ilfaut analyser le bilan énergétique sur le fluide,compte tenu du fait que la variation d’enthalpiedu fluide est la somme du travail de compressionet de la chaleur échangée :
�hréel = wp + qf l
par ailleurs, �his = wis , si bien que l’onobtient :
Iis = wis
wp + qf l
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 172
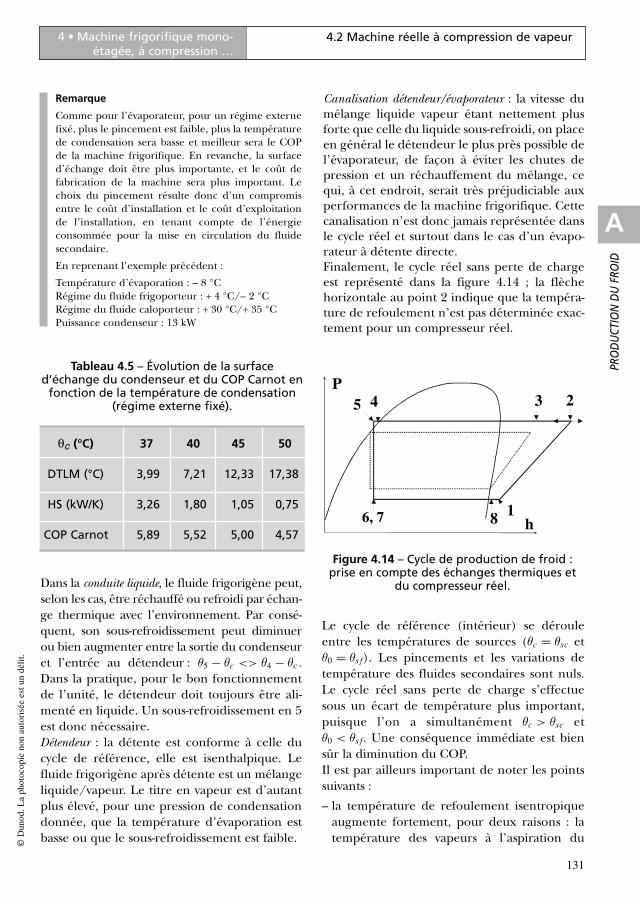
� Bilan énergétique global
À l’aide des rendements définis précédem-ment, le bilan enthalpique sur le fluide entrel’entrée et la sortie dans le compresseur,�h f l = h2 − h1 introduit au début de ce cha-pitre a donné :
weff︸︷︷︸+
+ h1 − h2︸ ︷︷ ︸−
+ qa︸︷︷︸−
= 0
h2 − h1︸ ︷︷ ︸+
= wp︸︷︷︸+
+ qf l︸︷︷︸Combinant les équations et tenant compte deηmweff = wp donne :
h2 − h1︸ ︷︷ ︸+
= ηmweff︸ ︷︷ ︸+
+ qf l︸︷︷︸ = weff + qa︸︷︷︸−
qf l − qa = (1 − ηm)weff
qf l︸︷︷︸+ ou −
= qa︸︷︷︸−
+ (1 − ηm)weff︸ ︷︷ ︸+
La chaleur dissipée par le compresseur(1 − ηm)weff est transmise au fluide et/ou àl’environnement suivant l’efficacité du refroi-dissement du compresseur.Si le compresseur est non refroidi et que lespertes sont négligeables, qa = 0, alors l’énergie(1 − ηm)weff est purement et simplement trans-mise au fluide sous forme de quantité de chaleur.Si le refroidissement du compresseur est intense,alors qf l peut prendre des valeurs négatives, et latempérature au refoulement peut être inférieureà la température de refoulement isentropique.
6.3 Étude des variations durendement volumétrique
Pour un compresseur parfait avec espace mort,l’expression du rendement volumétriquemontre que ce dernier dépend du taux decompression, du taux d’espace mort et du rap-port γ, donc du régime de fonctionnement,des caractéristiques constructives du compres-seur et du fluide frigorigène. Pour un compres-seur réel, ces paramètres jouent un rôle pré-pondérant, mais le rendement volumétriquedépend aussi plus ou moins étroitementd’autres facteurs.Pour le régime de fonctionnement, il faut aussi tenircompte :
– de la surchauffe des vapeurs à l’aspiration ;– du niveau de la température d’évaporation.Pour le compresseur, outre le taux d’espace mort,on trouve :– la section des tubulures et des clapets, et la
qualité de l’usinage ;– les fuites internes dues aux clapets et aux seg-
ments d’étanchéité ;– la vitesse de rotation ;– la qualité du refroidissement ;– les propriétés du lubrifiant utilisé et son com-
portement avec le frigorigène ;– la teneur en huile du fluide à l’aspiration.
Pour le fluide frigorigène, outre le rapport cp/cv ,on trouve :– la viscosité (chutes de pression) ;– les propriétés d’échange thermique.
Pour mettre en évidence l’influence de ces pro-priétés, on étudie le comportement des rende-ments lorsque chacun de ces paramètres varie,tous les autres étant supposés constants.
6.3.1 Régime de fonctionnement
� Taux de compression du cycle frigorifique
Ce paramètre reste la principale cause de varia-tion du rendement volumétrique d’un com-presseur à pistons.ηv diminue toujours si le taux de compressionaugmente. La raison est l’allongement de lacourse de détente qui provoque une diminutiondu volume de vapeurs aspirées pour chaquetour de vilebrequin. Le rendement volumé-trique diminue plus vite si on abaisse la pressiond’évaporation que si on augmente celle decondensation (car le taux de compression estplus sensible à la pression d’évaporation).Or, pour des conditions opératoires de tempéra-ture données, le taux de compression dépenddu fluide. Dans le chapitre 3, nous avons vuqu’en supposant que la vapeur se comportecomme un gaz parfait, nous obtenions une rela-tion reliant le taux de compression et la chaleurlatente molaire :
lnτ = L M
R
Tc − T0
T0Tc
173
6.3 Étude des variations du rendement volumétrique6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 173

©D
dL
hi
id
li
où R est la constante des gaz parfaits, M est lamasse molaire du fluide frigorigène et L la cha-leur latente de vaporisation. D’après cette cor-rélation, pour des conditions de températurede fonctionnement données, le taux de com-pression dépendra du rapport L M/R dufluide, c’est-à-dire de la chaleur latente molairedu fluide frigorigène. C’est ainsi que plus lachaleur latente molaire du fluide est élevée, plus letaux de compression est élevé et donc plus le rende-ment volumétrique du compresseur sera faible.
� Surchauffe des vapeurs à l’aspiration
Ce paramètre joue un rôle négligeable dans lecas d’un compresseur parfait avec espace mort.Dans la réalité, le fluide à l’aspiration du com-presseur contient des gouttes de liquide en sus-pension, d’autant plus importantes et nom-breuses que l’on est proche de la saturation.Ces gouttes s’évaporent dans le compresseur, etla diminution du rendement volumétrique quis’ensuit peut ne pas être négligeable du tout. Sila surchauffe augmente, la teneur en liquidediminue ; on considère qu’à partir de 20 Kenviron de surchauffe à l’aspiration, le taux deliquide est nul : le rendement volumétrique nevarie plus que sous l’effet des modifications deséchanges thermiques fluide/compresseur.Les graphiques de la figure 6.5 illustrent l’évo-lution du rendement volumétrique d’un com-presseur à pistons avec la surchauffe desvapeurs aspirées. Ils sont déduits de donnéescatalogues d’une machine semi-hermétiquefonctionnant avec du R-22 (en haut : variationsdu rendement volumétrique, en bas : variationrelative, la valeur de référence correspondant àune température à l’aspiration de 25 °C).Comme on peut le constater, la variation rela-tive du rendement volumétrique peut atteindre20 %, par rapport au régime nominal indiquédans les catalogues. Elle est d’autant plusrapide que la température d’évaporation estplus basse et celle de condensation plus élevée.Cependant, on n’a absolument pas intérêt àtravailler avec des surchauffes à l’aspirationtrop élevées (risque de détérioration de l’huileet du compresseur dû à une température derefoulement trop forte) ; en règle générale, on
admet une surchauffe d’environ 10 °C à l’aspi-ration du compresseur.
� Température d’évaporation
La surchauffe des vapeurs à l’aspiration étantmaintenue dans des limites relativementétroites, c’est la température d’évaporation quifixe la différence de température entre le fluidefrigorigène et le compresseur. Si elle diminue, àsurchauffe et taux de compression constants,l’échauffement des vapeurs aspirées est plusimportant, et le rendement volumétriquedevrait diminuer. Cependant, on verra (§ 6.3.2)que le niveau de la température d’évaporation aune forte influence sur l’importance des fuitesinternes (segments et clapets). C’est ce critèrequi détermine le plus souvent l’évolution durendement volumétrique avec la températured’évaporation.
174
6.3 Étude des variations du rendement volumétrique6 • Rendements d’un compresseur
0,7
0,75
0,8
0,85
0,9
0,95
1
1,05
10 15 20 25 30 35 40
Surchauffe (°C)
θc = 40 °C
θ0 = 10 °C
θ0 = – 10 °C
ηv/ (ηvnom)
0,3
0,4
0,5
0,6
0,7
0,8
0,9
10 15 20 25 30 35 40 45
Surchauffe (°C)
θ0 = – 10 °C
ηv
θ0 = – 25 °C
θ0 = 10 °C
θ0 = – 25 °C
θc = 40 °C
Figure 6.5 – Évolution du rendement volumétrique d’un compresseur à pistons
avec la surchauffe à l’aspiration.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 174

� Fluide frigorigène
L’influence de chacune des propriétés thermo-physiques du fluide frigorigène sur le rende-ment volumétrique est difficilement identi-fiable.
� Valeur de γ
Pour un compresseur parfait avec espace mort,le rendement volumétrique augmente avec γ,car la course de détente diminue et celle d’as-piration augmente. Pour un compresseur réel,la situation est plus complexe. En effet, unfluide dont la valeur de γ est importante subitun échauffement plus fort au cours de la com-pression : la température du compresseurs’élève. L’échauffement des vapeurs pendant laphase d’aspiration s’accroît, et ce d’autant plusque le cp du fluide est faible. Il est donc diffi-cile de prévoir l’importance relative des deuxphénomènes, comme le montre la figure 6.6,déduite de données constructeur.
devrait donc diminuer. La viscosité des troisfluides de la figure 6.6 est du même ordre degrandeur. On peut donc déduire que ce para-mètre n’a pas une influence prépondérante surle rendement volumétrique, dans l’exempleprésenté.
� Propriétés d’échange thermique
Si le coefficient d’échange thermique du fluidefrigorigène est élevé, l’échauffement desvapeurs entre la vanne d’aspiration et lecylindre est plus important. Pour un régime defonctionnement donné, le rendement volumé-trique diminue, et ce d’autant plus que la diffé-rence de température est élevée. On constatecette diminution dans la figure 6.6, où les tem-pératures d’évaporation du R-13 sont beau-coup plus basses que celles des deux autresfluides.
6.3.2 Compresseur
� Taux d’espace mort
Le taux d’espace mort reste très nuisible pourle rendement volumétrique d’un compresseurréel, car plus la masse de vapeurs restant dansle cylindre au point mort haut est importante,plus la course de détente du piston est longue.En principe, le taux d’espace mort est essen-tiellement déterminé par la levée des clapets.
� Section des tubulures et des clapets et qualité de l’usinage
Pour un débit massique de frigorigène donné,plus les clapets sont petits, plus les chutes depression subies par le fluide à leur passage sontfortes, mais aussi, en cas de non-étanchéité, plusles fuites sont faibles. Le choix de la section depassage résulte donc d’un compromis entre cesdeux critères. On tient compte aussi des effortstransmis à l’embiellage, qui augmentent avecl’alésage et le différentiel de pression(pref − pasp) .Par ailleurs, la chute de pression subie par lefluide est plus faible si les tubulures internesont un diamètre important, et si la rugosité desparois du compresseur diminue. Enfin, si les
175
6.3 Étude des variations du rendement volumétrique6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
0,3
0,4
0,5
0,6
0,7
0,8
0,9
4 6 8 10 12 14τ
R-13
R-13b1
R-502
ηv
--- θc = 30 °C__ θc = 50 °C
θc = 0 °C
θc = – 20 °C
Figure 6.6 – Évolution du rendement volumétrique avec le taux de compression,
pour un compresseur utilisé avec trois fluides différents.
� Viscosité
Les chutes de pression dues à l’écoulementd’un fluide augmentent avec sa viscosité. Lespertes de charge internes (vannes, tubulures,clapets) étant plus importantes, la pressiondans le cylindre à laquelle s’ouvre le clapetd’aspiration diminue : la course de détenteaugmente, et le rendement volumétrique
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 175
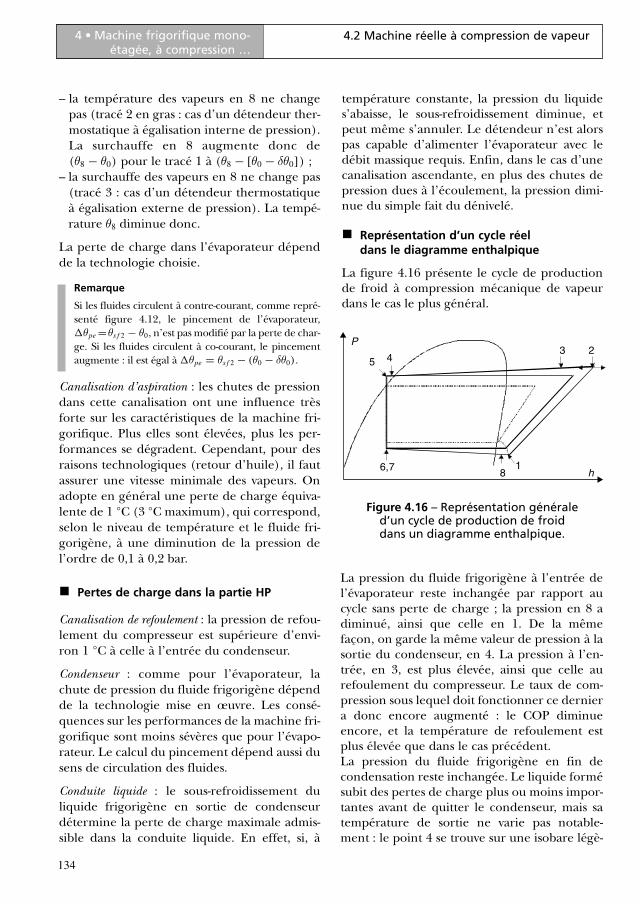
©D
dL
hi
id
li
avec le niveau des températures de fonctionne-ment, à taux de compression constant. Eneffet, en écrivant �p sous les formes :pasp(τ − 1) ou pref(1 − 1/τ) , on constate quecette différence augmente avec la pressiond’aspiration ou de condensation, à tauxconstant. L’évolution du rendement volumé-trique dépend alors des caractéristiques ducompresseur ; ceux destinés aux pressionsd’évaporation élevées voient leur rendementvolumétrique diminuer si le niveau de tempé-rature augmente (à cause de l’alésage impor-tant, les fuites par les segments deviennent pré-pondérantes). Les compresseurs destinés auxbasses pressions verront une évolutioncontraire, car les fuites par les segments sontlimitées par les faibles alésages, et de plus lesclapets sont mieux plaqués sur leur siège.La figure 6.7 permet d’illustrer ce comporte-ment ; elle a été établie d’après les donnéesconstructeur. Elle représente l’évolution du ren-dement volumétrique de trois compresseurs enfonction du taux de compression, et pour deuxtempératures de condensation différentes. Lesconditions à l’aspiration sont identiques ; lefluide utilisé est du R-22. Deux compresseursappartiennent à la même gamme de fabrication,le troisième appartient à une gamme demeilleures performances.
176
6.3 Étude des variations du rendement volumétrique6 • Rendements d’un compresseur
0,6
0,65
0,7
0,75
0,8
0,85
0,9
0,95
1 2 3 4 5 6 7 8 9
τ
ηv
--- θc = 30 °C__ θc = 50 °C
C1
C2
C3
Figure 6.7 – Évolution du rendement volumétrique de trois compresseurs à pistons
avec le taux de compression, pour deux températures de condensation
(+30 °C et +50 °C).
clapets sont rigides, le retard à l’ouverture aug-mente, ce qui diminue le rendement volumé-trique.Les compresseurs destinés à la climatisation età la réfrigération positive travaillent sous despressions d’aspiration plutôt « hautes » ; lerendement volumétrique ainsi que les débitsvolumiques aspirés sont importants. Le diffé-rentiel de pression étant faible, on peut utili-ser de grands alésages sans que l’effort trans-mis à l’embiellage ne devienne trop fort. Lenombre de cylindres nécessaires reste limité(bonne compacité du compresseur), et les sec-tions de passage des clapets et des tubuluresinternes sont assez importantes pour que leschutes de pressions soient acceptables. Enrevanche, les clapets seront moins bien pla-qués sur leur siège pendant leur fermeture, etles fuites s’établiront d’autant plus facilementque ces derniers sont de grande dimension.Pour éviter cet inconvénient, on met en œuvredes dispositifs d’aide à la fermeture (ressort derappel…) qui peuvent par contre provoquerune augmentation du retard à l’ouverture,d’autant plus marquée que la pression d’aspi-ration sera plus basse.
� Fuites internes
Les clapets sont en principe spécialementadaptés au domaine d’utilisation du compres-seur, comme on vient de le voir ; lorsque lasection de passage est importante, leur étan-chéité peut être mauvaise pour les pressionsd’aspiration les plus élevées : l’augmentationdu rendement volumétrique avec la diminu-tion du taux de compression sera moins mar-quée dans le domaine des faibles valeurs.Les segments d’étanchéité entre le piston et lecylindre sont aussi à l’origine de fuites internes.Celles-ci sont plus fortes si l’alésage est impor-tant ou si le différentiel de pression est élevé. Le rendement volumétrique d’un compresseur« haute » pression diminuera plus vite avec lapression d’évaporation que celui d’un com-presseur « basse » pression.Enfin, puisque l’importance des fuitesinternes dépend, pour un alésage donné, de ladifférence �p = (pref − pasp), le rendementvolumétrique d’un compresseur peut varier
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 176
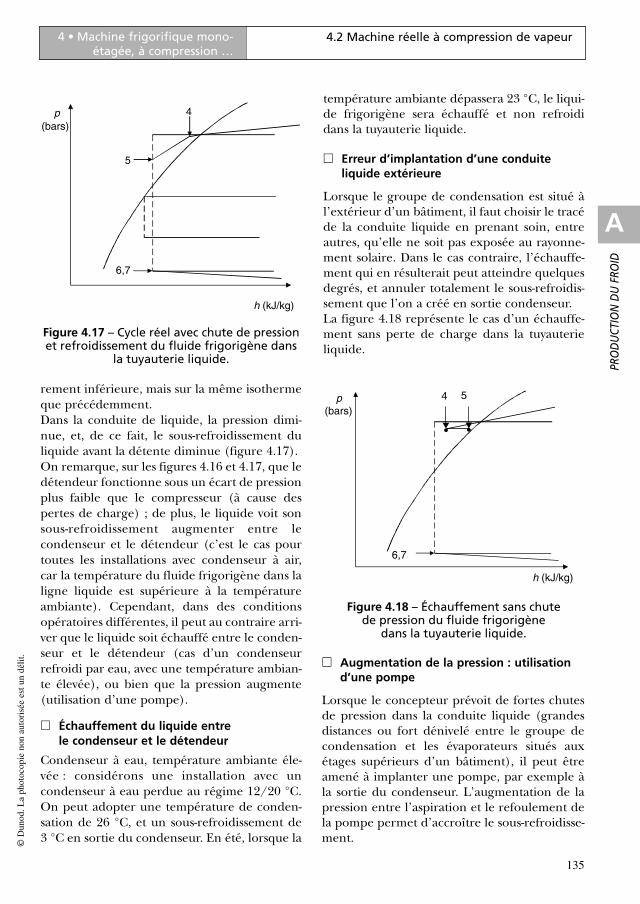
Le compresseur C1 (courbes avec des triangles)voit son rendement volumétrique diminuer si latempérature de condensation augmente à tauxde compression constant : le différentiel depression devenant plus important, l’étanchéitédes clapets est améliorée, mais l’augmentationdes fuites par les segments est prépondérante :l’alésage des cylindres doit être relativementfort, et le compresseur C1 est un compresseurHP. Pour les plus faibles valeurs du taux de com-pression, on observe un comportement asymp-totique du rendement volumétrique : les chutesde pression et les fuites par les clapets devien-nent prépondérantes.Le rendement volumétrique du compresseur C2est moins dépendant du niveau des tempéra-tures de cycle ; cependant, au-delà de τ ∼ 3, ilaugmente avec la température de condensation.L’alésage est plus faible que celui du compres-seur C1.Le compresseur C3, de conception plusrécente, a bénéficié d’améliorations technolo-giques permettant de réduire le taux d’espacemort, l’inertie des clapets et les fuites internes.On constate l’amélioration très nette du rende-ment volumétrique, quel que soit le régime defonctionnement envisagé. La réduction dutaux d’espace mort est mise en évidence par lavariation plus faible du rendement volumé-trique avec le taux de compression. ηv estmeilleur pour des températures d’évaporationplus faibles : les fuites par les segments sontdonc prépondérantes, il s’agit d’un compres-seur HP, avec un alésage important. Notonsencore le meilleur comportement sous lesfaibles taux de compression : les chutes depression restent raisonnables, et l’étanchéitédes clapets a été améliorée.Enfin, la figure 6.8 permet de mettre en évi-dence l’importance des clapets : les deux com-presseurs ont le même carter, donc le mêmealésage. Dans les deux cas, l’évolution avec latempérature de condensation est la même.Cependant, le comportement du compresseurC2, meilleur sous les faibles taux de compres-sion, se dégrade plus vite par ailleurs. On peutpenser que C1 est équipé d’un dispositif d’aideà la fermeture des clapets, qui améliore leurétanchéité pour les faibles différentiels de pres-
sion, mais qui, en augmentant leur inertie, pro-voque la dégradation plus rapide du rendementvolumétrique.
� Vitesse de rotation
Pour de faibles vitesses de rotation, la durée dechaque phase du diagramme indiqué est pluslongue ; les segments sont soumis à�p = pref − pasp pendant une durée pluslongue. Les fuites sont plus importantes, et lerendement volumétrique diminue d’autantplus que l’alésage des cylindres est élevé.Pour de fortes vitesses de rotation, les frotte-ments sont plus importants, et la températuremoyenne du compresseur s’élève. De même,les chutes de pression subies par le fluide aug-mentent, car sa vitesse dans le compresseurs’accroît. Mais la raison essentielle de la dimi-nution du rendement volumétrique est l’iner-tie des clapets, d’autant plus marquée que lavitesse de déplacement du piston augmente.Le rendement volumétrique passe donc par unmaximum lorsque la vitesse de rotation varie.Ce maximum étant peu marqué, on parle plu-tôt de plage de fonctionnement optimale.
� Qualité du refroidissement
Lorsque le refroidissement du compresseur estrenforcé, sa température moyenne s’abaisse.L’échauffement du fluide à l’aspiration est moinsfort, et le rendement volumétrique est amélioré.Cette influence est cependant peu marquée.
177
6.3 Étude des variations du rendement volumétrique6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
2 4 6 8 10 12 14τ
C1C2
ηv
R-502
__ θc = 50 °C--- θc = 30 °C
Figure 6.8 – Évolution du rendement volumétrique de deux compresseurs de même
caractéristiques géométriques.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 177
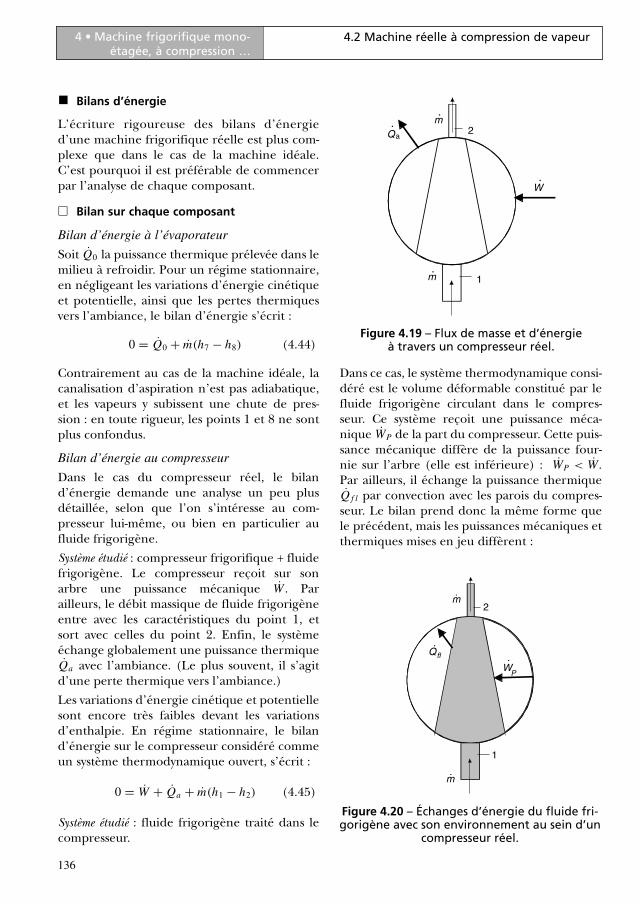
©D
dL
hi
id
li
� Propriétés du lubrifiant utilisé et son comportement avec le frigorigène
Lorsque le frigorigène est miscible avec l’huile,cette dernière revient au compresseur sousforme de gouttelettes saturées en fluide, ce quiaugmente la fraction de liquide à l’aspiration.Le pourcentage de liquide ramené au compres-seur dépend bien sûr aussi de la surchauffe,comme on l’a vu précédemment. Dans les casde miscibilité partielle, il dépend de la quantitéde frigorigène que peut fixer l’huile, et doncde la température d’évaporation.La figure 6.9 montre l’influence de la présenced’huile, de la surchauffe et de la températured’évaporation sur la fraction volumique deliquide à l’aspiration du compresseur (courbesinférieures), dans les cas suivants : pas d’huileentraînée hors du compresseur, puis entraîne-ment d’huile, avec des températures d’évapora-tion de – 15 °C et 10 °C.On constate que cette fraction volumique varietrès peu avec la surchauffe lorsqu’il n’y a pasd’huile entraînée hors du compresseur. Pourles plus faibles valeurs de la surchauffe, la frac-tion liquide entraînée ne dépend pas de la pré-sence d’huile. Lorsque la surchauffe desvapeurs aspirées augmente, la fraction liquidediminue beaucoup moins vite en présenced’huile, et ce d’autant plus que la températured’évaporation est élevée.
6.4 Étude des variations du rendement indiqué
6.4.1 Régime de fonctionnement
� Taux de compression
Le rendement indiqué compare la puissancetransmise via le piston à l’unité de masse defluide dans le cas d’un compresseur idéal etd’un compresseur réel. Pour un compresseurréel donné, la puissance transmise au fluidedépend du rendement volumétrique. En effet,lorsque le rendement volumétrique est nul(taux de compression élevé), la puissancetransmise dans le cas idéal est nulle alors quedans le cas réel elle est finie. Dans ce cas, lerendement indiqué est nul. Ce rendementindiqué est également nul dans le cas d’untaux de compression égal à 1 car la puissancetransmise dans le cas idéal est à nouveau nulle.Entre ces deux valeurs de taux de compression,le rendement indiqué est non nul, il passedonc par un maximum.
� Surchauffe
Dans le cas du compresseur de référence (par-fait sans espace mort), on a :
wis = h2is − h1 =∫ 2
1(v′′d p)s
178
6.4 Étude des variations du rendement indiqué6 • Rendements d’un compresseur
0,001
0,01
0,1
1
6 8 10 12 14 16 18 20 22
Surchauffe (°C)
Frac
tion
volu
miq
ue d
e liq
uide
(%
) Pas d'huile
Huile ; 10 °C
Huile ; – 15 °C
1 2 3
3
21
Figure 6.9 – Fraction de liquide à l’aspiration du compresseur en fonction de la surchauffe, et en présence ou non d’huile dans le circuit.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 178

Lorsque la surchauffe à l’aspiration augmente,la pente des isentropes diminue et le travailmassique des forces de pression augmente.Dans le cas d’un compresseur réel, ce travailn’augmente pas de façon notable : le rende-ment indiqué augmente légèrement si la sur-chauffe des vapeurs aspirées augmente.
6.4.2 Fluide frigorigène
Dans la pratique, on constate qu’en général, lerendement indiqué ne dépend que faiblementdes propriétés du fluide frigorigène utilisé.
6.4.3 Compresseur
Si l’alésage (donc les sections de passage desclapets et des tubulures internes) du compres-seur diminue, les chutes de pression augmen-tent ; le travail massique indiqué fourni aufluide est plus important et le rendement indi-qué diminue. Il en est de même lorsque l’es-pace mort ou les fuites internes sont plus élevés.Enfin, lorsque la vitesse de rotation du com-presseur s’accroît, la vitesse linéaire desvapeurs augmente dans le compresseur : leschutes de pression augmentent donc, ainsi quele travail massique des forces de pression. Parconséquent, ηi diminue légèrement quand lavitesse de rotation augmente.
6.5 Étude des rendementsmécanique et effectif
6.5.1 Régime de fonctionnement
� Taux de compression
Pour un taux de compression égal à 1, le travailmassique des forces de pression ne sert qu’à assu-rer le déplacement du fluide frigorigène entreaspiration et refoulement : il est donc très faible.Par contre, les pertes d’énergie (frottements,appareillages auxiliaires, irréversibilités) ne dimi-nuent pas notablement. Le rendement méca-
nique (ηm = wp
weff) est donc pratiquement nul.
De même, lorsque le taux de compressiondevient très important (tend vers l’infini), le
travail utile est très faible, alors que l’énergiedissipée en frottement augmente : le rende-ment mécanique tend encore vers zéro.Entre ces deux valeurs, le rendement méca-nique passe par un maximum.L’évolution du rendement effectif se déduitaisément de celles des rendements indiqués etmécanique. Expérimentalement, lorsque letaux de compression varie entre 2 et 16, le ren-dement effectif des compresseurs à pistonsvarie, en moyenne entre 0,3 et 0,7. Lesmeilleures valeurs sont obtenues pour des tauxcompris entre 5 et 7.La figure 6.10 montre l’allure de l’évolutiondes différents rendements selon le taux decompression.
179
6.5 Étude des rendements mécanique et effectif6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1 2 3 4 5 6 7 8 9 10τ
rdt indiqué
rdt mécanique
rdt effectif
0 en τ lim
0 en τ∝
η
Figure 6.10 – Allure des variations des rendements d’un compresseur.
� Surchauffe à l’aspiration
On constate expérimentalement que le rende-ment mécanique augmente avec la surchauffedes vapeurs aspirées. Cette augmentation estcependant très faible : le rendement effectifaugmente donc lui aussi.
� Température d’évaporation
Pour un même taux de compression, la diffé-rence (pc − p0) diminue si p0 est plus basse : lescontraintes subies par l’embiellage et de façongénérale les parties mobiles sont plus faibles, etles rendements varient donc très légèrement.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 179
©D
dL
hi
id
li
6.5.2 Fluide frigorigène
Dans les domaines courants de fonctionne-ment, les rendements mécanique et effectif nedépendent que faiblement du fluide frigori-gène.
6.5.3 Compresseur
� Vitesse de rotation
L’énergie massique dissipée pour compenser lespertes par frottement augmente nécessairementavec la vitesse de rotation du compresseur.Comme on l’a vu précédemment, le travail mas-sique des forces de pression augmente aussi,mais moins fortement : le rendement méca-nique diminue légèrement lorsque la vitesse derotation du compresseur augmente.Le rendement effectif est donc une fonctiondécroissante de la vitesse de rotation.
� Taille du compresseur
Pour les compresseurs de plus petite puissance,le rapport des surfaces mobiles par rapport auvolume balayé est plus élevé, et les pertes sontplus importantes. Les rendements mécaniqueet effectif diminuent donc.
6.5.4 Conclusions
L’étude des variations du rendement volumé-trique en fonction des paramètres caractérisantune machine frigorifique montre le danger queprésente l’utilisation a priori de corrélations donton a oublié les conditions de validité, ou qui nepeuvent tenir compte des évolutions technolo-giques récentes. À titre d’exemple, dans lesfigures 6.5 à 6.8, on a reporté la droite de varia-tion du rendement volumétrique selon la corré-lation (ηv = 1 − 0,05τ). Cette relation, bien quetrès simplifiée (même pour un compresseur par-fait avec espace mort, le rendement volumé-trique ne dépend pas que du taux de compres-sion), peut permettre d’aboutir à desvaleurs proches de la réalité (elle a été établiepour des compresseurs standard, avec du R-12,du R-22, du R-717, et pour des taux de compres-sion inférieurs à 10). Mais on constate que son
utilisation peut amener à des erreurs impor-tantes : pour le compresseur C3 de la figure 6.7,la différence atteint 25 % ; pour celui de lafigure 6.6, de conception standard, le rendementvolumétrique avec du R-502 est sous-estimé de42 % pour τ = 13.Ce type de relations ou d’abaques généralesdoit donc être utilisé avec prudence, d’autantplus qu’elles ont été établies en général pourles fluides CFC ; ces fluides sont maintenantabandonnés au profit des HFC.
6.6 Estimation de la température réelledes vapeurs au refoulement d’un compresseur
6.6.1 Étude de la température de refoulement
La température des vapeurs refoulées dépendde nombreux paramètres. Parmi ces para-mètres, certains relèvent des conditions opéra-toires, d’autres de la nature du fluide et enfind’autres encore de la nature du compresseur.
� Conditions opératoires et fluide frigorigène
Dans le chapitre 3, nous avons vu que si lefluide se comporte comme un gaz parfait, latempérature de refoulement est donnée par :
lnTref
T0= L
cpv
Tc − T0
T0Tc
où cpv est la chaleur massique à pressionconstante de la vapeur et L est la chaleurlatente massique.On conclut que, si la vapeur se comportecomme un gaz parfait, la température de refoule-ment dépend des conditions opératoires par l’intermé-
diaire du rapport Tc − T0
Tcet des propriétés du fluide
par l’intermédiaire du rapport L
cpv
.
180
6.6 Estimation de la température réelle des vapeurs…6 • Rendements d’un compresseur
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 180
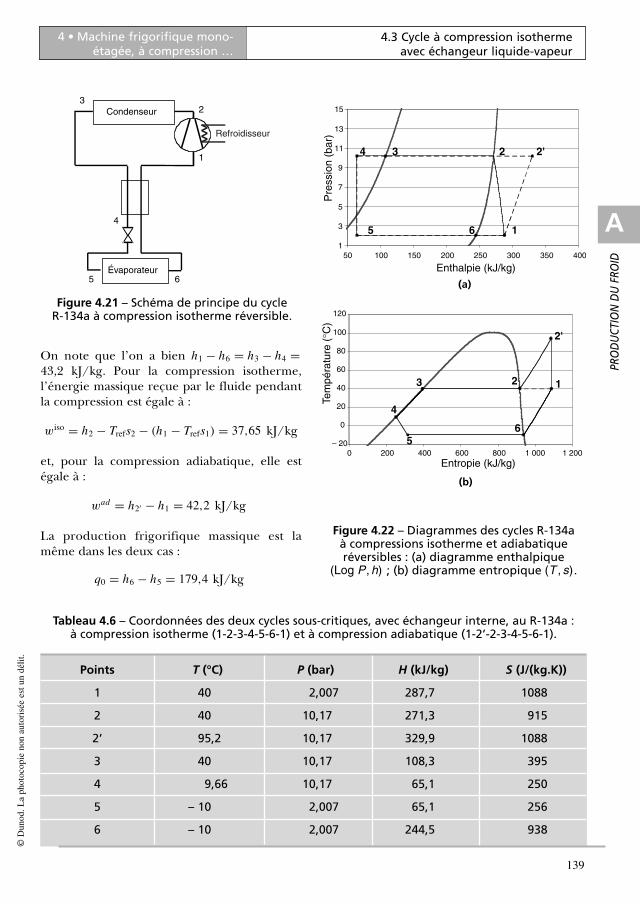
� Propriétés de transfert thermique
Dans les cas courants, le frigorigène cède glo-balement de la chaleur au compresseur. C’estpendant la fin de la course de compression etsurtout pendant la course de refoulement quele refroidissement est le plus intense. À titred’exemple, le tableau 6.5 montre l’évolutionde la température θ2 mesurée au refoulementd’un compresseur ouvert en fonction de latempérature θ′
2 des vapeurs après le clapet derefoulement.Plus le coefficient d’échange thermique entreces deux milieux est élevé, plus le fluide estrefroidi au cours de sa compression.
Pour le fluide frigorigène, on peut écrire :
Wp + Q f l + m(h1 − h2is) = 0
On présume simplement que le refroidisse-ment du fluide frigorigène au cours de sa com-pression est tel que toute la chaleur dissipéepar les irréversibilités et les frottements est éva-cuée vers l’ambiance. Ce cas de figure corres-pond à celui d’un compresseur fortementrefroidi (refroidissement des culasses par venti-lation forcée ou par circulation d’eau). Dansun tel cas, il est même possible d’obtenirIis > 1 .
� Hypothèse 2 : compresseur adiabatique (Iis = ηeff)
On obtient :
Weff + m(h1 − h2) = 0
Dans ce cas, la définition des rendements effec-tif et isentropique montre que Iis = ηeff .Par comparaison avec la relation (6.1), celarevient à supposer que le compresseur est par-faitement isolé vis-à-vis de l’ambiance, et quetoute la puissance mécanique dissipée en cha-leur est reprise par le fluide frigorigène uni-quement. Bien entendu, cette hypothèseconduit à une surestimation de la températurede refoulement.
� Hypothèse 3 : compresseur partiellementrefroidi
Dans ce cas, une partie de l’énergie dissipée enchaleur est évacuée vers l’ambiance et la tem-pérature des vapeurs au refoulement du com-presseur est comprise entre les deux valeursextrêmes déduites des hypothèses 1 et 2.
En considérant Qa = X
100Weff, on obtient :
Iis = ηeff
1 − X
100
� Hypothèse 4 : compresseur refroidi par unrefroidisseur d’huile
Pour certains compresseurs (les compresseursà vis par exemple), le refroidissement est
181
6.6 Estimation de la température réelle des vapeurs…6 • Rendements d’un compresseur©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Tableau 6.5 – Évolution de la température des vapeurs au refoulement (θ2 ) et après
le clapet d’aspiration (θ′2 ) d’un compresseur
ouvert à pistons avec NH3.
θ2 (°C) 50 100 150 200
θ′2 (°C) 100 160 210 300
� Compresseur
La température de refoulement augmente avecla vitesse de rotation.
6.6.2 Estimation de la température des vapeurs refouléespar le compresseur
Il s’agit, en pratique, d’estimer au plus juste lespertes thermiques du compresseur vers l’am-biance. Pour ce faire, on est amené à utilisercertaines hypothèses selon les caractéristiquesde fonctionnement du compresseur. Nousallons considérer deux situations relativementextrêmes et deux situations intermédiaires.
� Hypothèse 1 : compresseur fortementrefroidi (Iis = 1 )
On suppose que le point de refoulement estconfondu avec le point de refoulement isentro-pique, donc θ2 = θ2is. Dans ce cas, Iis = 1 . Larelation (6.1) devient :
Weff + Qa + m(h1 − h2is) = 0
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 181
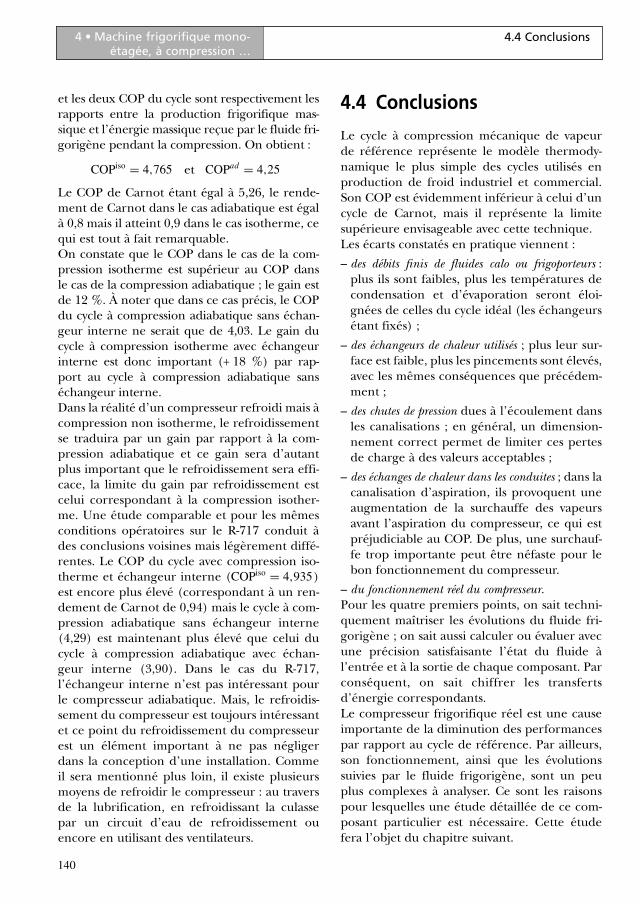
assuré par l’huile qui est refroidie grâce à unrefroidisseur d’huile externe. Le bilan énergé-tique sur le compresseur s’écrit :
Weff + Qref + Qa + m(h1 − h2) = 0
où Qref et Qa correspondent, respectivement,au refroidissement externe et aux pertes versl’ambiance. Connaissant la puissance dégagéeau refroidisseur d’huile et la puissance effectivetransmise au compresseur, on déduit l’enthal-pie h2 au refoulement (en négligeant lespertes) et donc la température de refoulement
182
6.6 Estimation de la température réelle des vapeurs…6 • Rendements d’un compresseur
à partir de l’enthalpie d’aspiration h1.Généralement, dans le cas des compresseurs àvis, le refroidissement est très efficace et l’en-thalpie au refoulement est proche de l’enthal-pie correspondant à la compression isentro-pique.D’après ces quatre hypothèses, on remarqueque pour un régime de fonctionnement donné,la valeur numérique de l’indicateur isentro-pique peut varier entre celle du rendementeffectif et 1 ; dans la pratique, elle peut mêmedépasser 1, selon le refroidissement du com-presseur.
9782100540174-Meunier-C6.qxd 28/04/10 13:58 Page 182

A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Pour certaines utilisations telles que la produc-tion de froid à basse température, on peut êtreamené à adopter des températures d’évapora-tion et de condensation très éloignées. Le tauxde compression de la machine frigorifique estalors très élevé, avec les conséquences suivantes :– augmentation du titre en vapeur donc dimi-
nution de la production frigorifique mas-sique : pour une puissance frigorifique don-née, le débit massique de vapeurs à l’aspira-tion du compresseur augmente ;
– forte augmentation du volume massique desvapeurs aspirées (si l’on travaille à basse tem-pérature d’évaporation) : le débit volumiquede vapeurs aspirées par le compresseur aug-mente beaucoup ;
– diminution du rendement volumétrique ducompresseur : la cylindrée à installer est plusimportante ;
– diminution du rendement effectif de com-pression : le rendement thermodynamiquede l’installation est notablement dégradé ;
– enfin, la baisse de la température d’évapora-tion et l’augmentation du taux de compres-sion ont pour conséquence une élévationimportante de la température des vapeursrefoulées.
Le tableau 7.1 illustre ce comportement pourles principaux fluides frigorigènes utilisésjusque vers – 50 °C, dans le cas d’un cycle par-fait. Les calculs sont basés sur les hypothèsessuivantes :– puissance frigorifique : 10 kW ;– température de condensation : 30 °C ;– températures d’évaporation correspondant à
des pressions respectives de 3 bar, 1,6 bar et 1 bar ;
– sous-refroidissement du liquide avant détente :5 °C ;
– surchauffe en sortie d’évaporateur égale à sur-chauffe à l’aspiration du compresseur : 5 °C.
183
On a donc intérêt à fractionner la compres-sion, comme indiqué figure 7.1. On se limiteen général à deux étages de compression : au-delà, la complexité de l’installation et son prixdeviennent rédhibitoires vis-à-vis de l’améliora-tion des performances.Le simple fait de fractionner la compression nepermet pas de limiter la température desvapeurs refoulées : il faut de plus mettre enœuvre un système de refroidissement desvapeurs pendant la compression. Ce refroidis-sement s’effectue entre les deux compresseurs,à la pression intermédiaire pi.Le cycle bi-étagé le plus simple serait celui pré-senté figure 7.2.Dans un tel cycle, les inconvénients liés à untaux de compression élevé seront bien évités,mais la production frigorifique massique res-tera faible, notamment à cause du titre envapeur important. Il faut donc pouvoir dépla-cer vers la gauche le point représentatif dufluide frigorigène à l’entrée de l’évaporateur.Comme le montreront les cycles présentés plusloin, les deux techniques couramment rete-nues sont les suivantes :– fractionnement de la détente (détente bi-
étagée) ;– augmentation du sous-refroidissement du
liquide avant sa détente de pc à p0 .Un cycle frigorifique bi-étagé est doncconstruit à partir de trois pressions :pc = psat(θc), p0 = psat(θ0) et pi = psat(θi ) . Lerefroidissement des vapeurs peut être réaliséde plusieurs façons, correspondant à des cyclesdifférents :– cycle à injection totale ;– cycle à injection partielle ;– cycle avec échangeur sous-refroidisseur.Pour ces trois cycles, on met en œuvre deux com-presseurs mono-étagés distincts. Le concepteurdoit alors choisir la pression intermédiaire pi,
7 • CYCLES BI-ÉTAGÉS
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 183
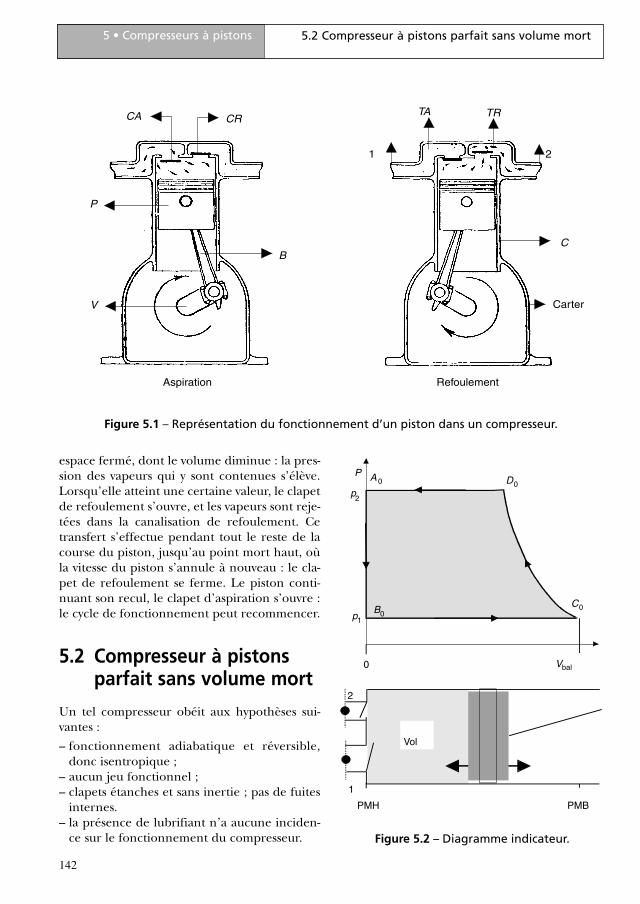
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
184
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
Tableau 7.1 – Comparaison de différents fluides frigorigènes (pc pression de condensation à 30 °C).
Fluide θ0 (°C) P0 (bar) τ ∆h0 m v ′′1 Vasp T2is
pc (bar) (rosée) (kJ.kg– 1) (g.s– 1) (dm3.kg– 1) (m3.h– 1) (°C)
R-717 – 9,2 3 3,89 1146,5 8,72 415,8 13,05 93,8
11,67 – 23,8 1,6 7,29 1126,4 8,88 750,3 24,0 127,2
– 33,6 1 11,67 1111,5 9,00 1164,8 37,7 154,5
R-134a 0,7 3 2,57 168,9 65,36 69,45 14,8 38,4
7,71 – 15,6 1,6 4,82 158,9 69,54 126,5 28,7 41,6
– 26,4 1 7,71 158,0 73,21 197,2 46,7 44,7
R-22 – 14,65 3 3,97 172,4 58,00 78,52 16,4 57,9
11,92 – 30,6 1,6 7,45 165,3 60,49 142,02 30,9 69,9
– 41,1 1 11,92 160,4 62,36 220,5 49,5 79,8
R-407C – 11,7 3 3,92 170,7 58,57 79,04 16,7 48,3
11,75 – 26,9 1,6 7,34 162,1 61,69 148,8 31,9 55,5
– 37,0 1 11,75 156,1 64,06 224,1 51,7 61,6
R-404A – 20,3 3 4,73 122,7 81,48 66,8 19,6 40,7
14,19 – 35,8 1,6 8,87 113,4 88,17 121,64 38,6 44,1
– 46,05 1 14,19 107,1 93,38 189,5 63,7 47,3
R-410A – 27,4 3 6,26 175,4 57,03 88,1 18,1 64,1
18,78 – 42,1 1,6 11,74 168 59,53 160,0 34,3 75,6
– 51,8 1 18,78 162,7 61,45 249,1 55,1 85,1
p0
pi
pk
τB
τH
Figure 7.1 – Fractionnement d’une compression de vapeurs.
pc
pi
p0
ln(p)
23
45, 6
7 8
1
h (kJ.kg ) –1
Figure 7.2 – Cycle à compression bi-étagée, à détente mono-étagée.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 184
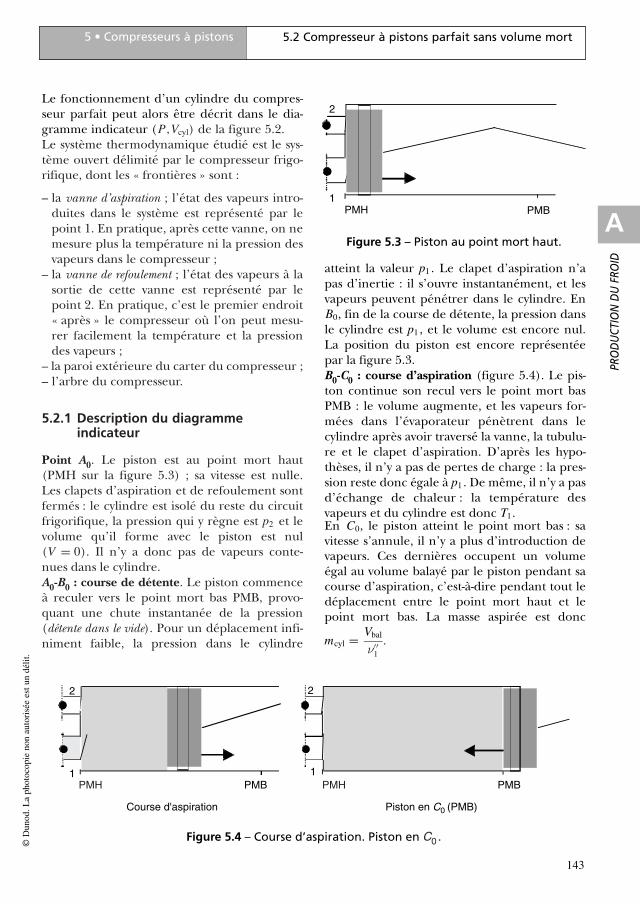
suivant certains critères. Mais il existe des com-presseurs « bi-étagés », pour lesquels la pressionintermédiaire est obligatoirement fixée par lerapport des cylindrées affectées à chaque étagede compression. Ce sont les compresseurs com-pound et les compresseurs à vis ou centrifuges àsuralimentation, ainsi que les compresseurs héli-coïdes avec injection intermédiaire.Afin d’effectuer ce refroidissement, on peututiliser un refroidissement externe (échangeurrefroidi à air ou à eau) mais le plus souvent, onmet en œuvre des transferts internes spéci-fiques au cycle utilisé. Ce refroidissement seraobtenu de trois façons différentes suivant lescycles : par barbotage dans la bouteille inter-médiaire, par injection de liquide détendu oupar injection de vapeur.
7.1 Systèmes bi-étagés avecdeux compresseurs
7.1.1 Cycle de Carnot bi-étagé
Afin d’évaluer le gain que l’on peut attendre del’utilisation de cycles bi-étagés, il est intéressantde considérer un cycle de Carnot bi-étagé.Comparons un cycle de Carnot à deux tempéra-tures (rappelons qu’il s’agit d’un cycle réversiblen’échangeant de la chaleur qu’avec deux sourcesextérieures de chaleur) à un cycle de Carnot bi-étagé fonctionnant entre les mêmes tempéra-tures mais avec une température intermédiaire(figure 7.3).
Les puissances thermiques échangées par cha-cun des deux étages à la température intermé-diaire se compensent exactement. D’après lethéorème de Carnot, les deux cycles ont lemême COP donné par :
COPc = Ts f
Tsc − Ts f
où Tsc et Ts f sont les températures des sourceschaude et froide. L’introduction de cycles bi-étagés ne représente donc pas une améliorationdu point de vue du cycle idéal de Carnot. Enrevanche, nous avons vu que le COP effectifd’une machine réelle peut s’écrire sous laforme :
COPeff = ηeffCOPis = ηeffCOPc(1 − Ns)
où Ns est le nombre de production d’entropieintégrant notamment les productions d’entro-pie dues à la désurchauffe et à la détente isen-thalpique, et ηeff correspond au rendement ducompresseur. L’introduction de cycles bi-étagésva modifier les valeurs de ηeff et Ns. On a la pos-sibilité d’augmenter ηeff grâce à l’utilisation detaux de compression inférieurs et de diminuerNs grâce à la diminution de la désurchauffe etsurtout grâce à la réduction de la détente flash.Par ailleurs, le COP n’est pas le seul indicateurfrigorifique, la production frigorifique volu-mique en est un autre et elle dépend du rende-ment volumétrique du compresseur.
185
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Tsc
W
Qsf Tsf
Qsc Tsc
TsfQsf
Qsc
W1
W2
Tint
W = W1 + W2
Qint et – Qint se compensent
Figure 7.3 – Cycle de Carnot bi-étagé.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 185
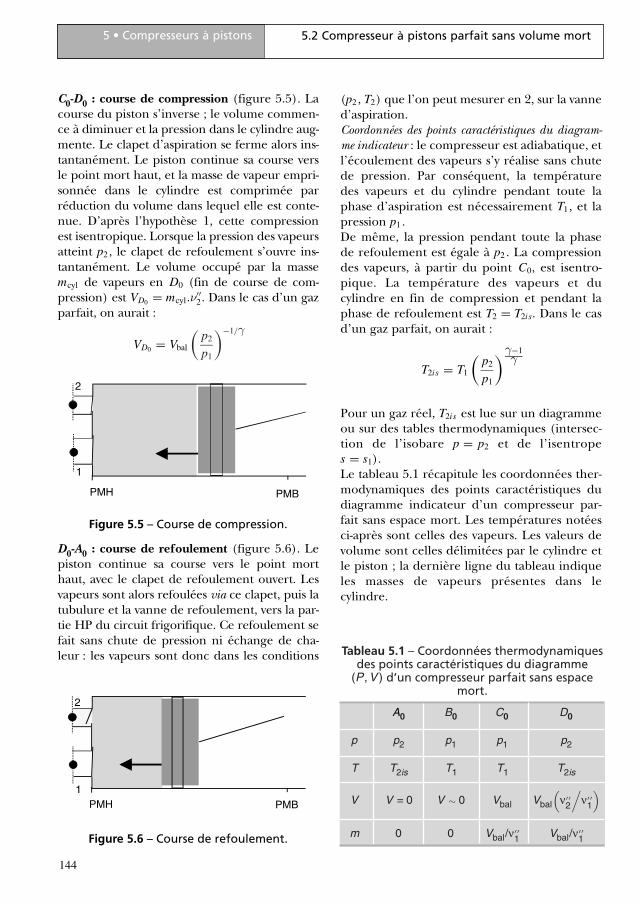
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
L’objectif des cycles bi-étagés est égalementd’augmenter la production frigorifique pourune cylindrée donnée.L’enjeu des cycles bi-étagés est donc triple :– améliorer le COP effectif du cycle ;– utiliser les compresseurs dans des conditions
optimales de fonctionnement ;– augmenter la puissance frigorifique volumé-
trique pour une cylindrée totale donnée.Cependant, il est impossible d’espérer amélio-rer le COP de Carnot qui ne dépend que desniveaux de température du cycle.
7.1.2 Cycle à injection totale
� Schéma de principe de l’installation frigorifique
Le compresseur BP aspire les vapeurs forméesdans l’évaporateur 9-10, à la pression p0 . Ilrefoule ces vapeurs dans une bouteille intermé-diaire à la pression pi, où elles sont désurchauf-fées. Le compresseur HP aspire des vapeursdans cette même bouteille et les refoule à lapression pc. Après condensation, le fluide frigo-rigène est détendu de pc à pi, et le mélangeliquide vapeur est introduit dans la bouteilleintermédiaire. Une fraction du débit liquideinjecté s’évapore pour permettre la désur-chauffe des vapeurs refoulées par le compres-seur BP. Le débit liquide restant, à saturation,est alors détendu jusqu’à p0 et injecté dansl’évaporateur.
On crée donc une « source de chaleur » à latempérature θi en fractionnant aussi la détentedu fluide frigorigène de pc à pi, puis de pi à p0
(détente bi-étagée). On peut ainsi assurer lerefroidissement des vapeurs entre les deuxétages de compression.La bouteille intermédiaire reçoit l’intégralitédu débit de liquide frigorigène formé dans lecondenseur (d’où le nom d’injection totale). Lesévolutions suivies par le fluide frigorigène sonttracées figure 7.5 :– 1-2 : compression des vapeurs de p0 à pi ;– 2-3 : désurchauffe des vapeurs refoulées dans la
bouteille intermédiaire. Cette désurchauffe estassurée par la vaporisation d’une faible fractiondu liquide contenu dans la bouteille ;
– 3-4 : compression des vapeurs de pi à pc.Notons que le point 3 peut aussi corres-pondre à des vapeurs surchauffées (selon laqualité de l’isolation thermique) ;
– 4-5 : désurchauffe, condensation à pc, et sousrefroidissement du liquide formé ;
– 5-6 : sous-refroidissement et pertes de chargeéventuelles dans la conduite liquide ;
– 6-7 : détente isenthalpique du liquide de pc à pi ;– 7-8 : séparation du liquide dans la bouteille
intermédiaire.– 8-9 : détente du liquide saturant de pi à p0 ;– 9-10 : vaporisation sous la pression p0 ;– 10-1 : surchauffe et chutes de pression éven-
tuelles dans la tuyauterie d’aspiration.– 7-3 : séparation des vapeurs dans la bouteille inter-
médiaire ; aspiration par le compresseur HP.
186
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
1 2 3 4
56789
10
Figure 7.4 – Schéma d’une installation bi-étagée à injection totale.
pc
pi
p0
ln(p)
10
23
45,6
78
9
h (kJ.kg ) –1
1.
Figure 7.5 – Cycle bi-étagé à injection totale(cycle à compression et à détente bi-étagées).
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 186
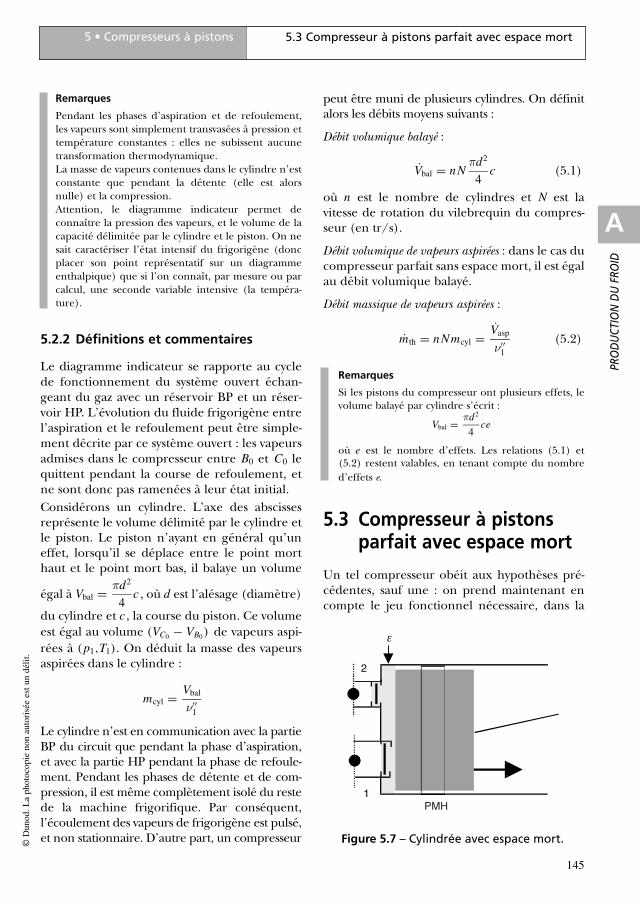
� Détermination des caractéristiques principales d’une machine bi-étagée à injection totale
On suppose que la pression intermédiaire estdéjà fixée ; son choix sera traité ultérieure-ment. Le choix des autres grandeurs internesest réalisé de la même façon que pour les cyclesmono-étagés. On détermine alors les débitsmassiques suivants.
� Débit massique de vapeurs aspirépar le compresseur BP
m B = Q0
h10 − h9
Débit volumique que doit aspirer le compres-seur :
Vasp,B = m Bv′′1
� Débit massique de vapeurs aspirépar le compresseur HP
On déduit ce dernier d’un bilan enthalpiquesur la bouteille séparatrice :
+m Bh2 − m H h3 + m H h6 − m Bh8 + Qp = 0
Qp représente la puissance thermique reçuepar la bouteille intermédiaire (pertes par l’iso-lation). Il vient :
m H = m Bh2 − h8
h3 − h6+ Qp
h3 − h6
En négligeant les pertes sur la bouteille, onpeut montrer que le débit m H dans le circuitHP est égal à la somme du débit m B dans le cir-cuit BP et d’un débit de vapeur provenant de labouteille intermédiaire résultant, d’une part,de la vapeur produite au cours de la détentedans le circuit HP et, d’autre part, du liquidevaporisé pour assurer la désurchauffe desvapeurs provenant du compresseur BP.En effet, pour une bouteille adiabatique, onobtient simplement :
m H (h3 − h6) = m B(h2 − h8)
Au point 7, sortie du détendeur HP, le débit m H
est partiellement vaporisé, et l’on peut écrire :
m H = m7,v + m7,l = m Hh3 − h6
h3 − h8+ m H
h6 − h8
h3 − h8
donc : m H = m B + m Bh2 − h3
h3 − h8+ m H
h6 − h8
h3 − h8
Le membre de droite est la somme de troistermes :
– le débit m B correspondant aux vapeurs for-mées dans l’évaporateur ;
– le débit m Bh2 − h3
h3 − h8de liquide vaporisé pour
assurer la désurchauffe (2-3) du débit m B
refoulé par le compresseur BP ;
– le débit m Hh6 − h8
h3 − h8de liquide vaporisé au
cours de la détente (6-7) du débit m H.
Les autres grandeurs sont calculées de la mêmefaçon que pour un cycle mono-étagé. Le COPde l’installation s’exprime par :
COP = Q0
Weff,H + Weff,B
187
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
2 3
678
.Qp
Figure 7.6 – Bouteille BP.
9782100540174-Meunier-C7.qxd 1/06/10 9:39 Page 187
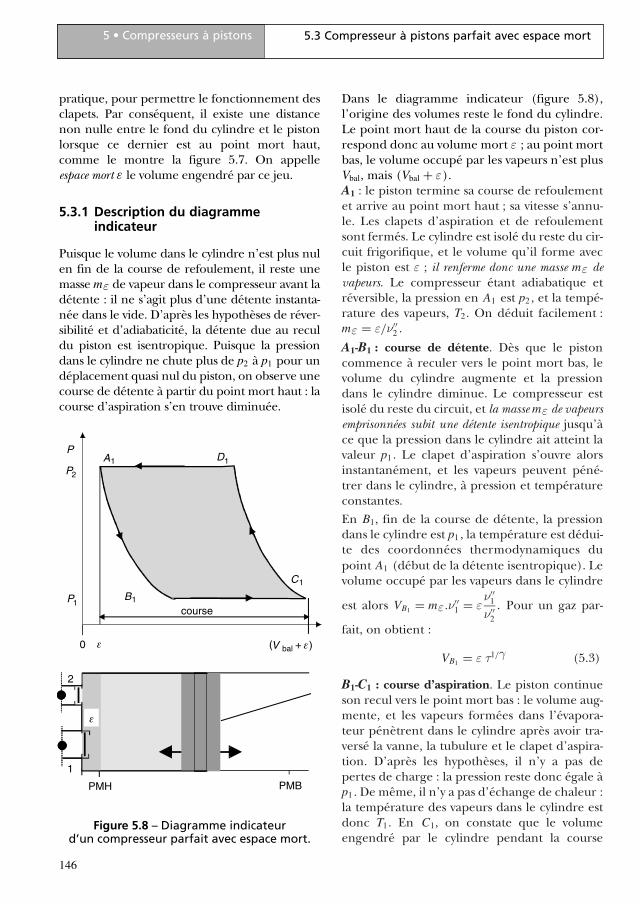
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Remarque
Donnons une interprétation de la relation entre lesdeux débits masses.Si l’on néglige les pertes par l’isolation de la bouteilleintermédiaire, le bilan enthalpique de cette dernières’écrit simplement : +m B(h2 − h8) = m H (h3 − h6) .II exprime l’égalité entre deux puissances ther-miques :– celle rejetée au condenseur d’une machine mono-
étagée fonctionnant entre p0 et pi ;– celle produite à l’évaporateur d’une machine
mono-étagée entre pi et pc.
Comme le montre la figure 7.7, puisque la pro-duction frigorifique massique entre 7 et 3 estinférieure à la production calorifique massiqueentre 2 et 8, le débit masse HP doit être supé-rieur au débit masse BP. Par ailleurs, on peutnoter que le transfert de chaleur entre les deuxétages de compression s’effectue à la pressionpi, sous un pincement nul.
de chacun des cycles mono-étagés constituant lecycle bi-étagé (en supposant de plus que lescompresseurs et les canalisations sont adiaba-tiques) :
1
COP= 1
ηeff,B
1
COPis,B
+(
1 + 1
COPeff,B
)1
COPis,H
1
ηeff,H
Cette relation permet de déduire le rendementeffectif de la compression bi-étagée qui s’écrit :
ηeff = ηeff,Bηeff,H
× 1 + COPis,B + COPis,H
1 + ηeff,BCOPis,B + ηeff,H COPis,H
Si les rendements effectifs des compresseursdes deux étages sont égaux, on obtient :
ηeff ≈ ηeff,B = ηeff,H
où nous avons négligé 1 devant la somme desCOP.On voit ainsi apparaître tout l’intérêt du cyclebi-étagé : le rendement effectif du cycle bi-étagé est à peu près le même que celui de cha-cun des cycles mono-étagés alors que si l’on uti-lisait un seul compresseur, le rendement effec-tif serait beaucoup plus faible.
Exemple
Considérons un cycle bi-étagé à injection totale àl’ammoniac fonctionnant entre – 30 °C et + 30 °C (p0 = 1,2 bar et pc = 11,7 bar), ce qui donnepi = √
1,2 × 11,67 + 0,35 = 4,1 bar, soit θi
= −1,23 °C. Les COPis sont respectivement de 7,67et de 7,47 pour les étages BP et HP alors que les tauxde compression sont de 3,43 et 2,85 et la températu-re de refoulement isentropique du cycle HP est de72 °C. Le COPis du cycle bi-étagé est égal à 3,55.Prenant ηeff = 0,83 pour les deux compresseurs ducycle bi-étagé, on obtient COPeff = 2,91 pour le cyclebi-étagé. Pour le cycle mono-étagé à l’ammoniacfonctionnant entre – 30 °C et + 30 °C, on obtientCOPis = 3,15 qui est proche du COPis du cycle bi-étagé (le gain n’est que de 12 % pour le cycle bi-étagé) mais le rendement effectif du compresseursera maintenant seulement de 0,6 car le taux de com-pression approche 10, ce qui donne COPeff = 1,89.Sur cet exemple, on voit que le gain en COP qui est
188
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
pc
pi
p0
ln(p)
10
2
3
45, 6
7
8
9
h
1.
mB
.mH
Figure 7.7 – Schématisation du transfert dechaleur entre les deux étages de compression.
Le COP s’écrit :
COP = Q0
Weff,B + Weff,H
= h10 − h9
h2is − h1
ηeff,B+ m H
m B
h4is − h3
ηeff,H
Supposant que la bouteille est adiabatique etcompte tenu de la relation entre le débit HP etle débit BP, il est possible de déduire une rela-tion entre le COP du cycle bi-étagé et les COP
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 188

important (plus de 50 %) est beaucoup plus dû augain sur le rendement effectif (+ 38 %) qu’au gainsur le COPis du cycle (+ 12 %). Par ailleurs, la tempé-rature de refoulement isentropique du cycle mono-étagé serait de 135 °C, ce qui est une températurebeaucoup trop élevée alors que celle du cycle bi-étagé(72 °C) est tout à fait acceptable. L’intérêt du cycle bi-étagé apparaît ainsi clairement pour une telle appli-cation.
� Inconvénients du cycle bi-étagéà injection totale
Ce cycle répond à tous les objectifs initiale-ment fixés ; cependant, il présente quelquesinconvénients pour la mise en œuvre pratique.Le liquide quittant la bouteille intermédiaire en8 est pratiquement à saturation. Dans laconduite liquide jusqu’au détendeur BP, il estsusceptible :
– de recevoir de la chaleur, puisque sa tempéra-ture est inférieure à la température ambiante.Son point représentatif se décale alors dansle domaine liquide/vapeur (8a) ;
– de subir une chute de pression : son point repré-sentatif se déplace aussi dans le domaineliquide/vapeur (8b).
Dans les deux cas, le détendeur sera alimentépar un mélange liquide-vapeur, ce qui provo-quera un dysfonctionnement de l’installation.Par ailleurs, pour une section de passage don-née, le débit volumique à travers un détendeurdépend de la différence entre les pressions
189
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
pc
pi
p0
ln(p)
5, 6
78
9
h (kJ.kg ) –1
8a
8b
Figure 7.8 – Détente bi-étagée.
amont et aval. Dans le cas du détendeur BP,cette différence est faible, ce qui amène à sélec-tionner des détendeurs de section importante,avec des risques de pompage de l’installation.Le cycle bi-étagé à injection partielle permetd’éliminer ces deux inconvénients : le débit BPest sous-refroidi avant détente, et le détendeur BPne travaille plus entre p0 et pi, mais entre p0 et pc.
7.1.3 Cycle bi-étagé à injection partielle
� Schéma de principe
Le détendeur BP n’est plus alimenté à partirde la bouteille intermédiaire sous la pressionpi, mais par du liquide à la pression pc.Cependant, avec du liquide pris directement àla sortie du condenseur, la production frigori-fique massique serait trop faible. Pour augmen-ter cette grandeur, on augmente le sous-refroi-dissement du débit massique BP grâce à unéchangeur sous-refroidisseur placé dans leliquide contenu dans la bouteille intermédiaire(figure 7.9).La bouteille intermédiaire ne reçoit qu’unefraction du débit de liquide formé dans lecondenseur, d’où le nom d’injection partielle.Les transformations suivies par le fluide frigori-gène sont décrites figure 7.10 :– 1-2 : compression des vapeurs de p0 à pi ;– 2-3 : désurchauffe des vapeurs refoulées dans
la bouteille intermédiaire. Cette désurchauffe
1
2
3
45
67
8 9 10
Figure 7.9 – Schéma d’une installation bi-étagée à injection partielle.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 189

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
est assurée par la vaporisation d’une faiblefraction du liquide contenu dans la bouteille ;
– 3-4 : compression des vapeurs de pi à pc.Notons que le point 3 peut aussi corres-pondre à des vapeurs surchauffées (selon laqualité de l’isolation thermique) ;
– 4-5 : désurchauffe, condensation à pc, et sousrefroidissement du liquide formé ;
– 5-6 : sous-refroidissement et pertes de chargeséventuelles dans la conduite liquide ;
– 6-7 : détente isenthalpique d’une partie dudébit liquide de pc à pi ;
– 7-3 : séparation des vapeurs dans la bouteilleintermédiaire ; aspiration compresseur HP ;
– 5-8 : sous-refroidissement du débit masse BPdans la bouteille intermédiaire. Ce sous-refroidissement ne permet pas d’atteindre latempérature intermédiaire ;
– 8-9 : détente isenthalpique du liquide sous-refroidi ;
– 9-10 : évaporation du débit masse BP ;– 10-1 : surchauffe et chutes de pression éven-
tuelles dans la tuyauterie d’aspiration.
Contrairement au cas précédent, la détente dudébit massique alimentant l’évaporateur n’estpas fractionnée : il s’agit d’une détente mono-étagée entre pc et p0 .
� Détermination des caractéristiques principales
On suppose que la pression intermédiaire estdéjà fixée ; son choix sera traité ultérieure-
ment. Le choix des autres grandeurs internesest réalisé de la même façon que pour les cyclesmono-étagés. On détermine alors les débitsmassiques de vapeurs suivants.
� Débit massique de vapeurs aspiré par le compresseur BP
m B = Q0
h10 − h9
Débit volumique que doit aspirer le compres-seur : Vasp = mv′′
1
� Débit massique de vapeurs aspiré par le compresseur HP
On déduit ce dernier d’un bilan enthalpiquesur la bouteille séparatrice (figure 7.11) :
+m Bh2 − m H h3 + m H h6 − m Bh9 + Qp = 0
Qp représente la puissance thermique reçuepar la bouteille intermédiaire (pertes par l’iso-lation). Il vient :
m H = m Bh2 − h9
h3 − h6+ Qp
h3 − h6= 0
Comme dans le cas précédent, on constate quele débit masse HP est toujours supérieur audébit masse BP.Les autres grandeurs sont calculées de la mêmefaçon que pour un cycle mono-étagé. Le COPde l’installation s’exprime par :
COP = Q0
Weff,B + Weff,H
� Comparaison injection totale/injection partielle
On maintient les mêmes conditions pour lesdeux cycles : mêmes pressions, et les points 1 à 6 sont identiques.Dans le cycle à injection partielle, le débit mas-sique BP est sous-refroidi au moyen d’un échan-geur placé dans la bouteille intermédiaire.L’échange thermique n’étant pas parfait, leliquide en 8 (avant détente) ne peut atteindre latempérature θi : le pincement généralement
190
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
10
23
45, 6
7
8
9
1.
δθi
pc
pi
po
ln(p)
h (kJ.kg ) –1
.
Figure 7.10 – Cycle bi-étagé à injection partielle.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 190
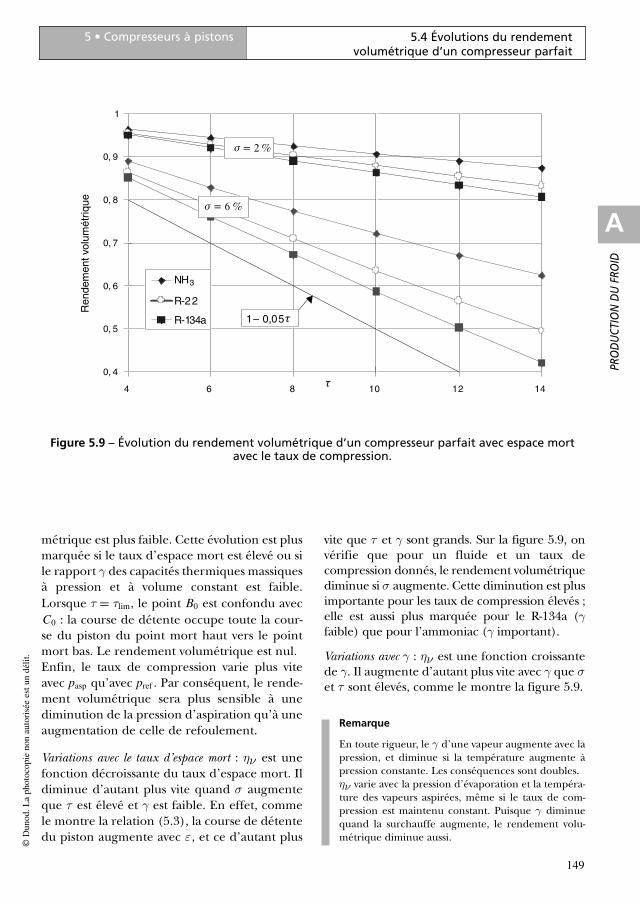
cycle à injection partielle (la production calori-fique massique h2 − h9 diminue).Les deux débits massiques augmentant, et lesconditions de fonctionnement des compres-seurs étant identiques, la cylindrée et la puis-sance absorbée par chaque compresseur sontplus élevées : le COP d’une installation à injec-tion partielle est plus faible que celui d’une ins-tallation équivalente à injection totale. Cettedégradation est imputable à l’échange ther-mique dans la bouteille à pression intermé-diaire, qui introduit une irréversibilité supplé-mentaire.Dans les deux cas (injection partielle outotale), avec les notations utilisées, le COP del’installation s’écrit :
COP = Q0
Weff,B + Weff,H
= h10 − h9
h2is − h1
ηeff,B+ m H
m B
h4is − h3
ηeff,H
Par contre, les inconvénients technologiquesdu cycle à injection totale sont éliminés dans lecycle à injection partielle.
7.1.4 Cycle sans bouteille intermédiaire
Dans les deux cycles précédents, on met enœuvre une bouteille intermédiaire, ce quicontribue à augmenter la charge en fluide fri-
191
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
2
3
67
8 9
mH
mH
mB
mB.
.
.
.
Figure 7.11 – Bouteille BP.
10
23
45, 6
7
9
1
10
23
45, 6
7
8
9
1
δθi
pc
pi
p0
ln(p)
8
h (kJ.kg ) h (kJ.kg ) –1 –1
pc
pi
p0
ln(p)
Figure 7.12 – Comparaison des cycles bi-étagés à injection totale (à gauche) ou partielle (à droite).
retenu est de l’ordre de 3 à 10 °C. La productionfrigorifique massique à l’évaporateur est doncplus faible que dans le cycle à injection totale :pour les mêmes pressions de fonctionnement, etpour produire la même puissance frigorifique, ilfaudra une cylindrée plus forte à l’étage BP.Le débit masse HP augmente lui aussi ; en effet,si l’on néglige les pertes thermiques par l’isola-tion, le rapport des deux débits s’exprime par
la relation m H
m B= h2 − h9
h3 − h6. On montre facile-
ment que ce rapport diminue dans le cas d’un
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 191
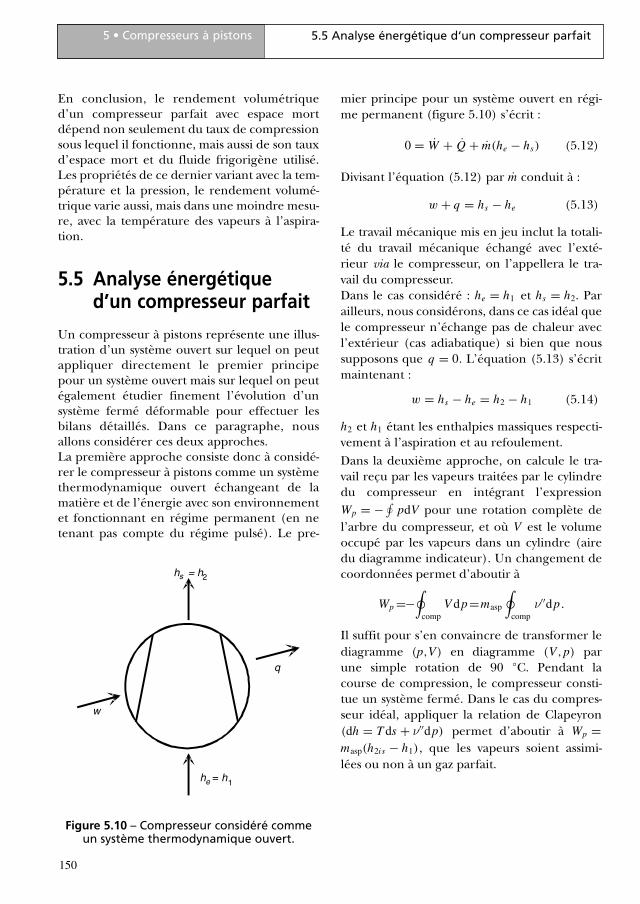
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
gorigène des installations frigorifiques, avec lesinconvénients suivants :– augmentation du TEWI direct ;– mise en œuvre de systèmes spécifiques pour
assurer le retour d’huile aux compresseurs ;– augmentation du coût de l’installation.C’est pourquoi, depuis quelques années, oncherche à minimiser la charge en fluide, etdonc, à limiter autant que possible l’utilisationdes réservoirs.
� Schéma de principe
La figure 7.13 présente une installation bi-éta-gée sans bouteille intermédiaire ; le sous-refroi-dissement du liquide avant sa détente estassuré par un échangeur de chaleur.Le compresseur HP refoule le débit massiqueHP dans le condenseur, où se forme le liquide.En 7, une partie mdet du débit de frigorigèneliquide est détendue de pc à pi au moyen d’undétendeur thermostatique, puis introduit dansl’échangeur intermédiaire où il s’évapore (7-11), ce qui permet d’augmenter le sous-refroidissement du débit massique BP, toujoursà la pression pc, avant sa détente de pc à p0 .Après sa compression de p0 à pi, le débit m B P
est mélangé avec le débit mdet quittant l’échan-geur intermédiaire. La surchauffe résultante
peut être encore trop élevée ; il faut donc com-pléter la désurchauffe des vapeurs par uneinjection de liquide détendu (6-7a).Le cycle suivi par le frigorigène est représentéfigure 7.14 :– 1-2 : compression des vapeurs de p0 à pi ;– 2-3 : désurchauffe des vapeurs refoulées.
Cette désurchauffe est assurée d’une partgrâce au mélange 2+11, et d’autre part grâceau débit d’injection (6-7a) ;
– 3-4 : compression des vapeurs de pi à pc ;– 4-5 : désurchauffe, condensation à pc, et sous
refroidissement du liquide formé ;– 5-6 : sous-refroidissement et pertes de charges
éventuelles dans la conduite liquide ;– 6-7a : détente isenthalpique d’une partie minj
du débit liquide de pc à pi (pour désur-chauffe par injection entre les points 2 et 3) ;
– 6-7 : détente isenthalpique d’une partie mdet
du débit liquide de pc à pi (pour sous-refroi-dissement du débit liquide m B avant sadétente de pc à p0) ;
– 7-11 : évaporation de ce même débit pour lesous-refroidissement du débit liquide m B ;
– 6-8 : sous refroidissement du débit masse BPdans l’échangeur sous refroidisseur ; leliquide n’atteint cependant pas la tempéra-ture intermédiaire ;
– 8-9 : détente du débit m B de pc à p0 ;– 9-10 : évaporation ;– 10-1 : surchauffe et chutes de pression éven-
tuelles dans la tuyauterie d’aspiration.
Ce cycle est à compression bi-étagée et détentemono-étagée.
192
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
1
2
3
45
6
8
9 10
7
7a
11
Figure 7.13 – Installation bi-étagée avec échangeur intermédiaire.
10
2
3
45, 6
7, 7a
1. .
11
δθi
pc
pi
p0
ln(p)
8
9
h (kJ.kg )
.– 1
Figure 7.14 – Cycle bi-étagé avec échangeurintermédiaire.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 192
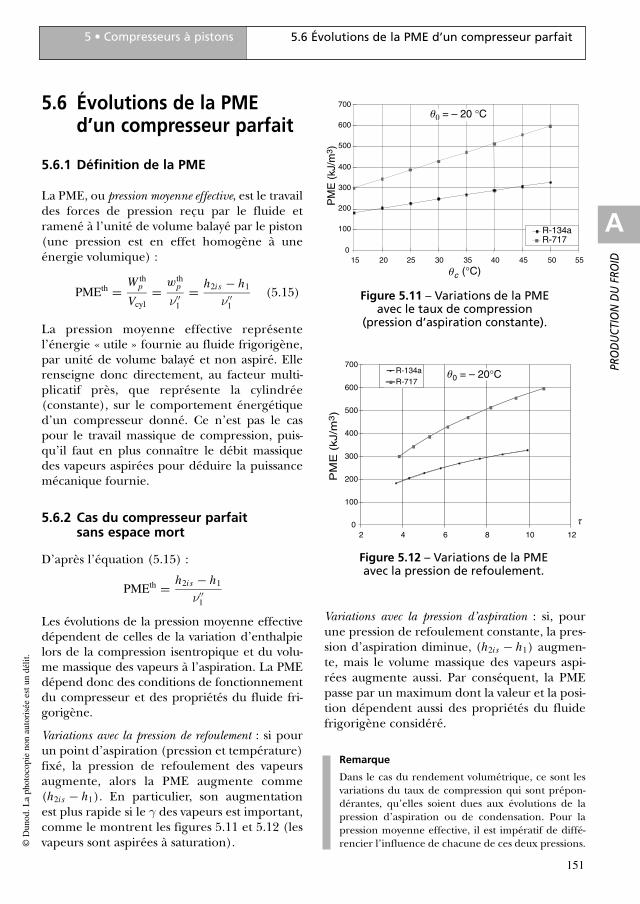
� Détermination des caractéristiques principales
On suppose que la pression intermédiaire estdéjà fixée ; son choix sera traité ultérieure-ment. Le choix des autres grandeurs internesest réalisé de la même façon que pour les cyclesmono-étagés (voir chapitre 8). On déterminealors les débits massiques de vapeurs suivants.
� Débit massique de vapeurs aspiré par lecompresseur BP
m B = Q0
h10 − h9
Débit volumique que doit aspirer le compres-seur : Vasp = m Bv′′
1
� Débit massique de vapeurs aspiré par le compresseur HP
Bilan enthalpique sur l’échangeur intermé-diaire (figure 7.15) :
m B(h6 − h8) = mdet(h11 − h7)
Bilans massique et enthalpique sur la tuyaute-rie 2-3 (figure 7.16) :
m H = m B + mdet + minj
m H h3 = m Bh2 + mdeth11 + minjh7a
Avec h7a = h6, ce système de trois équationspermet d’écrire les relations suivantes :
m H = m Bh2 − h8
h3 − h7mdet = m B
h6 − h8
h11 − h7
minj = m H − m B − mdet
Comme précédemment, on peut vérifier lasignification physique de ces relations.Il n’existe pas d’expression simple pour le rap-
port minj
m B; cependant, en utilisant les deux
bilans sur la tuyauterie 2-3, on obtient :
(m B +mdet+minj)h3 =m Bh2+mdeth11+minjh7a
soit :
minj(h3 − h7a) = m B(h2 − h3) + mdet(h11 − h3)
Cette relation exprime que la désurchauffe(2-3) du débit massique m B est réalisée en par-tie par l’échauffement (11-3) du débit mdet , etcomplétée par l’évaporation du débit minj .Comme dans le cas précédent, même si l’onnéglige les pertes thermiques au niveau del’échangeur intermédiaire, on constate que ledébit masse HP est toujours supérieur au débitmasse BP.
193
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
2
3
11
7ainj
B
det
.mH
.m
.m
.m
Figure 7.16 – Tuyauterie 2-3.
11
6
8
7
.m
H
mB
mdet
.
.
Figure 7.15 – Échangeur intermédiaire.
10
2
3
45, 6
7, 7a
8
9
1.
11mdét
.
pc
pi
p0
ln(p)
.mB
h (kJ.kg ) –1
Figure 7.17 – Cycle bi-étagé avec échangeurintermédiaire.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 193
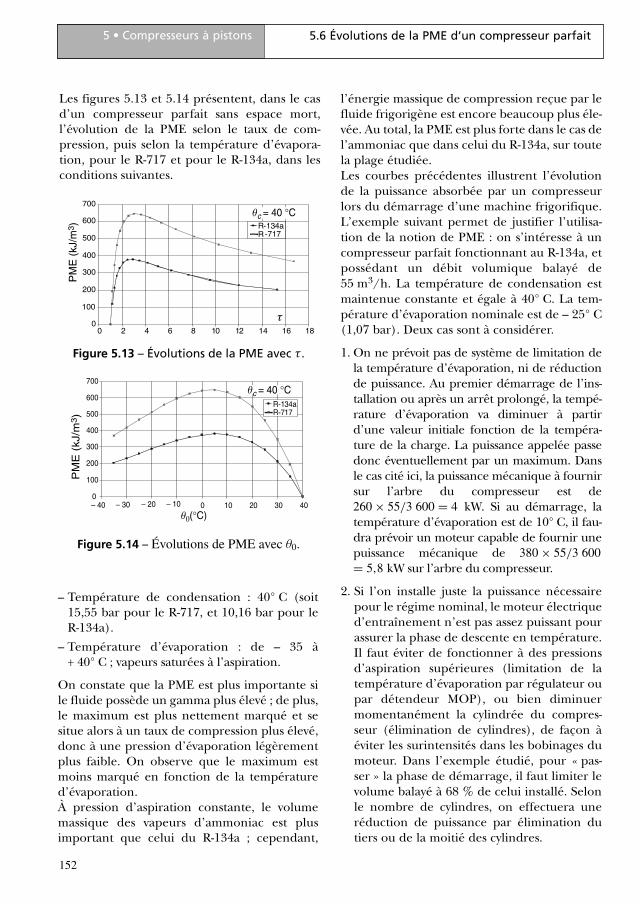
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
que l’ammoniac (valeur du rapport cp/cv éle-vée). Certains choisissent a priori une pressionintermédiaire supérieure à
√p0 pc , de façon à
réduire τH et donc à « favoriser » légèrementl’étage HP.
� Cas de l’ammoniac
Les relations utilisées sont diverses ; ainsi, pourl’ammoniac, les valeurs les plus courammentretenues sont les suivantes :
pi = √p0 pc + 0,35 (bar)
ou Ti = Tsat(pi ) = √T0Tc (K)
Le gain sur le COP augmente lorsque la tempé-rature d’évaporation décroît. Il est dû engrande partie au gain sur le rendement effectifdes compresseurs du cycle bi-étagé (+ 35 % à – 30 °C mais seulement 8 % à 0 °C) par rap-port au compresseur du cycle mono-étagé.Dans le cas d’un indicateur isentropique de0,75, on constate que le débit massique àl’étage BP ne change pas (la production frigori-fique massique à l’évaporateur reste constante).Par contre, la température de refoulement aug-mentant, la production calorifique massique(h2 − h5) augmente de 2 à 5 %. Les donnéesrelatives à l’étage HP augmentent dans lemême rapport. Pour des températures d’évapo-ration inférieures à – 20 °C, la température derefoulement HP devient prohibitive pour lecycle mono-étagé, alors que les taux de com-pression restent tout à fait acceptables (infé-
194
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
Les autres grandeurs sont calculées de la mêmefaçon que pour un cycle mono-étagé. Le COPde l’installation s’exprime par :
COP = Q0
Weff,B P + Weff,H P
7.1.5 Choix de la pression intermédiaire
Ce choix incombe au concepteur de l’installa-tion, en fonction de critères permettant unfonctionnement optimal (en principe, oncherche à obtenir des conditions de fonction-nement équilibrées pour les deux compres-seurs, ou bien un coût de fonctionnement oud’installation minimal). Les critères le plus sou-vent appliqués sont exposés ci-après, mais il estimportant de noter que ces derniers ne per-mettent qu’une présélection des deux com-presseurs ; il convient ensuite de rechercher lepoint de fonctionnement réel, à partir des don-nées constructeur.
� Égalité des taux de compression
Ce critère vise à équilibrer les deux compres-seurs. Il n’a pas de justification d’un point devue purement thermodynamique (le travailpour deux compresseurs parfaits et celui pourun seul compresseur parfait seront légèrementdifférents suivant le refroidissement intermé-diaire) mais une justification du point de vuedu rendement effectif : le rendement effectifdécroît lorsque le taux de compression aug-mente. Il y a donc intérêt à prendre des tauxde compression voisins pour avoir des rende-ments effectifs raisonnables sur les deux étages.Les taux de compression s’écrivent τH = pc/pi
et τB = pi/p0. La condition τH = τB conduit àla relation :
pi = √p0 pc
En pratique, le choix de taux de compressionidentiques pour les deux étages se traduit parun déséquilibre entre les deux compresseurs :l’étage HP demande une cylindrée plus faible,mais une puissance absorbée plus élevée ! Deplus, la température des vapeurs refoulées peutêtre excessive, notamment avec les fluides tels
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
6,5
7
CO
P
– 30 – 25 – 20 – 15 – 10 – 5 0
Température d'évaporation (°C)
Figure 7.18 – Comparaison des COP mono/bi-étagé R-717.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 194
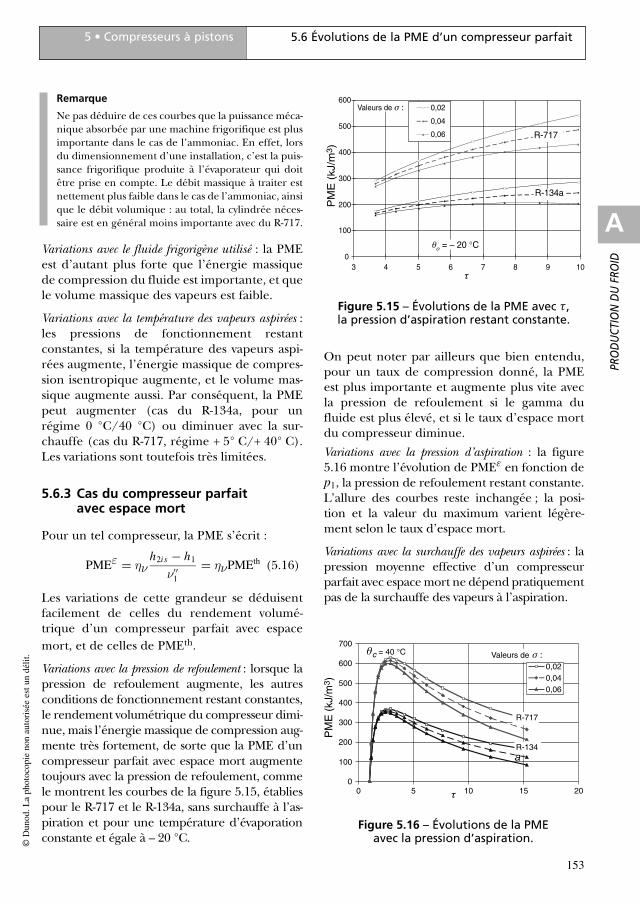
rieurs à 10) : il faut mettre un œuvre un refroi-dissement complémentaire du compresseur. Laraison essentielle, dans le cas de l’ammoniac,d’utiliser un cycle bi-étagé est plus liée à la tem-pérature de refoulement qu’au gain sur leCOP. C’est ainsi qu’à – 15 °C, il serait intéres-sant d’utiliser un cycle bi-étagé, ce qui permet-trait d’éviter le refroidissement externe ducompresseur et d’améliorer le COP de 25 %.
� Cas du R-404A
Pour le R-404A, le rapport des débits massiquesm H/m B est plus important, mais le rapport desvolumes balayés diminue : les compresseurs sontdonc moins déséquilibrés. Les températures derefoulement sont beaucoup plus basses si bienque l’avantage du cycle bi-étagé n’est plus dû àla température de refoulement. En effet, la com-paraison par rapport au cycle mono-étagémontre que, dans tous les cas, les températuresde refoulement restent acceptables. Le COP estbien sûr meilleur pour le cycle bi-étagé (figure7.19). Dans le cas du R-404A, le recours au cyclebi-étagé se justifie uniquement pour le gain surle COP effectif. C’est la raison pour laquelle lecycle bi-étagé est moins utilisé dans le cas du R-404A, il n’est justifié que lorsque le gain sur lerendement effectif des compresseurs dans lecycle bi-étagé est important par rapport au ren-dement effectif du cycle mono-étagé.
� Égalité des températures de refoulement
Ce critère n’est utilisé que dans le cas defluides à température de refoulement élevée,tels que l’ammoniac ; il permet alors de limiter
la température des vapeurs refoulées par lecompresseur HP à des valeurs acceptables.La valeur de la pression intermédiaire est obte-nue par résolution graphique ou numérique,en utilisant l’équation d’état du fluide frigori-gène (de façon générale, les pressions p0 et pc
étant fixées, si la pression intermédiaire pi aug-mente, la température θ2 augmente et θ4 dimi-nue). On choisit la valeur de pression intermé-diaire pour laquelle θ2 = θ4.La figure 7.20 montre la résolution graphiqueappliquée à l’ammoniac pour les mêmes condi-tions de cycle que précédemment. On aboutitaux conditions de fonctionnement suivantes :
– R-717– température d’évaporation : – 30 °C (1,19 bar)– température de condensation : + 30 °C
(11,6 bar)– température intermédiaire : 2 °C (4,63 bar)– taux de compression HP : 2,55– taux de compression BP : 3,88
195
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Tableau 7.2 – Pressions de cycle et rendements compresseurs pour le R-404A.
T0 (°C) p0 (bar) pi (bar) τglobal τH τB ηvH ηvB ηeffH ηeffB ηv ηeffpc /p0 pc /pi pi /p0 mono- mono-
étagé étagé
– 40 1,05 3,86 13,49 3,67 3,67 0,82 0,82 0,82 0,82 0,56 0,716
– 30 2,04 5,39 6,94 2,64 2,64 0,86 0,86 0,86 0,86 0,69 0,745
– 20 3,03 6,56 4,68 2,16 2,16 0,88 0,88 0,88 0,88 0,76 0,798
– 10 4,24 7,85 3,27 1,81 1,81 0,9 0,9 0,9 0,9 0,82 0,836
0 6,04 9,26 2,35 1,53 1,53 0,91 0,91 0,91 0,91 0,86 0,86
0
1
2
3
4
5
6
– 45 – 40 – 35 – 30 – 25 – 20 – 15 – 10 – 5 0
CO
P
Mono-étagé
Bi-étagé
Température d'évaporation (°C)
Figure 7.19 – Comparaison mono/bi-étagé R-404A.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 195
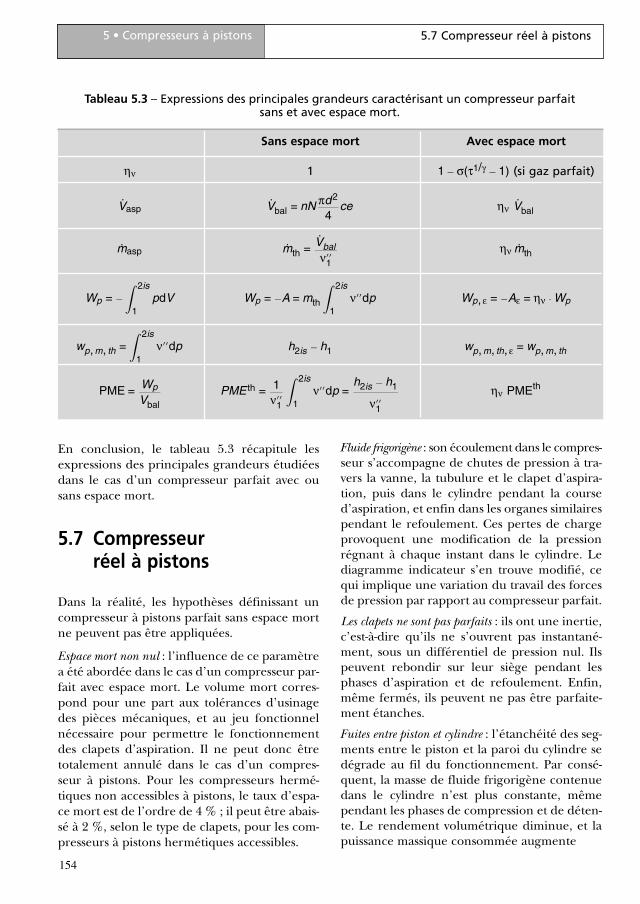
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
196
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
Ce critère appelle plusieurs remarques :
– L’évaluation des températures de refoule-ment implique que l’on connaît a priori la loide refroidissement des compresseurs (ouleur indicateur isentropique). On peutcependant se contenter des températures derefoulement isentropiques, puisque le butrecherché est de limiter les températures derefoulement, mais pas nécessairement de lescontrôler finement.
– En appliquant ce critère, le taux de compres-sion de l’étage BP peut être supérieur à celuide l’étage HP, d’où un déséquilibre entre lesconsommations énergétiques des deux com-presseurs.
– Ce critère n’est applicable qu’aux fluidess’échauffant fortement au cours de la com-pression ; il conduit, bien sûr, à une pressionintermédiaire différente du critère d’égalitédes taux de compression. Pour des fluidess’échauffant moyennement, ce critèreconduit à des taux de compression beaucouptrop déséquilibrés (ainsi, pour le R-404Adans les mêmes conditions, la températureintermédiaire serait de 34,6 °C, soit un tauxde compression BP de 7,9 et un taux de com-pression HP de 1,14 !).
� Recherche du COP optimal
Pour une puissance frigorifique donnée, optimi-ser le COP revient à rechercher la pression
intermédiaire pour laquelle la consommationénergétique totale est la plus faible. Les condi-tions de condensation et d’évaporation étantfixées, il suffit de tracer la courbe d’évolution duCOP lorsque la pression intermédiaire varie. Lafigure 7.21 présente de telles courbes pour le R-717 et le R-404A, dans les mêmes conditions queprécédemment. On constate que pour ces deuxfluides, le maximum est très peu marqué (lazone de COP optimum s’étend sur quelquesdegrés) : le critère du COP maximal n’est doncpas toujours significatif.
R-717 :– température intermédiaire : – 3,2 °C (environ
3,8 bar)– COP maxi : 3,55
R-404A :– température intermédiaire : – 0,5 °C (5,9 bar)– COP maxi : 3,39
Il convient de remarquer que pour utiliser cecritère, il faut connaître l’évolution des rende-ments effectifs des compresseurs selon leursconditions de fonctionnement.
� Recherche de la cylindrée totale minimale
Ce critère favorise un encombrement et uncoût d’investissement minimal. De nouveau, lesconditions d’évaporation et de condensationétant fixées, on trace la courbe d’évolution duvolume balayé installé au total, en tenantcompte des rendements volumétriques descompresseurs. Comme précédemment, onconstate, d’après la figure 7.22, que ce critèrepeut ne pas être significatif.
– R-717 : température intermédiaire 0,3 °C(environ 4,3 bar).
– R-404A : température intermédiaire 4,3 °C (6,9 bar).
� Conclusion sur le choix de la pressionintermédiaire
Comme on peut le constater, il n’existe aucuncritère objectif pour choisir une valeur particu-lière de pression intermédiaire ; ce choix obéitplutôt à des considérations de bon sens. Defaçon générale, il semble logique a priorid’équilibrer à peu près les taux de compression
– 30 – 10
10 30 50 70 90
110 130 150
– 30 – 20 – 10 0 10 20 30
TrefisBP Trefis HP
Tem
péra
ture
de
refo
ulem
ent i
sent
ropi
que
(°C
)
Température intermédiaire (°C)
Figure 7.20 – Recherche de la pression intermédiaire (critère d’égalité
des températures de refoulement).Cas du R-717.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 196
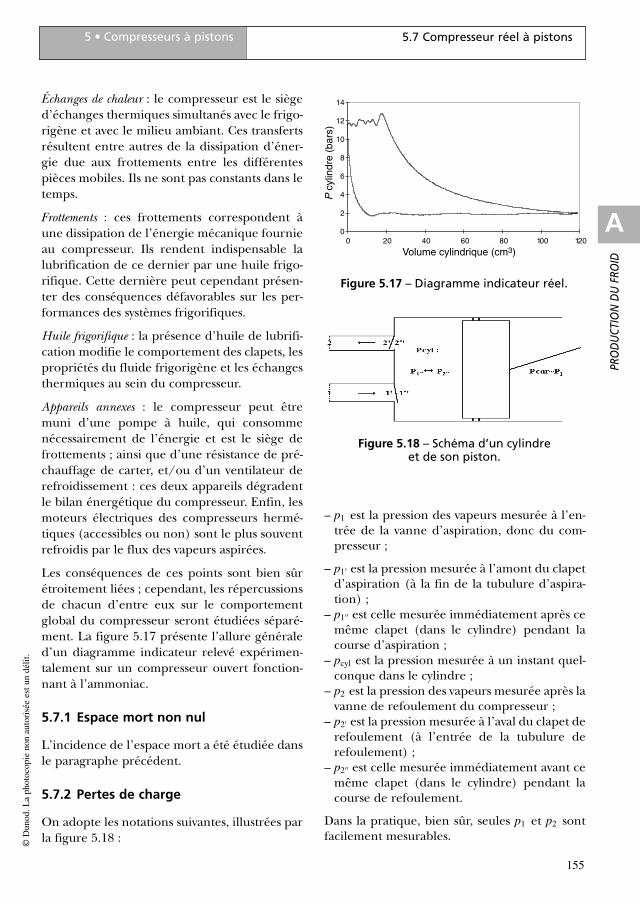
des deux étages, pour faire fonctionner dansdes conditions équivalentes les deux compres-seurs. Par contre, pour l’ammoniac, ladémarche sera différente, puisqu’en fait, lacontrainte principale consiste à limiter les tem-pératures de refoulement à des valeurs accep-tables.
� Dimensionnement d’une installation frigorifique bi-étagée avec deux compresseurs : prise en compte des compresseurs réellement installés
Les températures d’évaporation et de conden-sation sont choisies en suivant la mêmedémarche que celle exposée au chapitre 8. Lapression intermédiaire étant évaluée a priorigrâce à l’un des critères, on peut alors sélec-tionner les deux compresseurs de l’installation.Les cylindrées retenues finalement n’étant pas
égales aux cylindrées nécessaires, il convientd’affiner le cycle de fonctionnement en modi-fiant l’une ou plusieurs des pressions. Enfin, ilest important de remarquer que, quel que soitle critère de choix de la pression intermédiaire,pour ces trois types d’installations, le débit mas-sique HP est toujours supérieur au débit mas-sique BP. Cependant, les vapeurs aspirées par lecompresseur BP se trouvant sous une pressionplus faible, leur volume massique est beaucoupplus élevé, et c’est le compresseur BP qui auratoujours la cylindrée la plus importante.
197
7.1 Systèmes bi-étagés avec deux compresseurs7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
3
3,1
3,2
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4
– 30 – 25 – 20 – 15 – 10 – 5 0 5 10 15 20 25 30
Température intermédiaire (°C)
CO
P
2,6
2,8
3
3,2
3,4
3,6
3,8
4
– 30 – 25 – 20 – 15 – 10 – 5 0 5 10 15 20 25 30
CO
P
Température intermédiaire (°C)
R-717 R-404A
Figure 7.21 – Évolution du COP avec la température intermédiaire.
0
10
20
30
40
50
60
70
80
90
V bal tot V bal BP V bal HP
0
10
20
30
40
50
60
70D
ébits
vol
umiq
ues
bala
yés
(m3 /
h)
V bal tot V bal BP V bal HP
– 30 – 25 – 20 – 15 – 10 – 5 0 5 10 15 20 25 30
Température intermédiaire (°C)
– 30 – 25 – 20 – 15 – 10 – 5 0 5 10 15 20 25 30
Température intermédiaire (°C)
Déb
its v
olum
ique
s ba
layé
s (m
3 /h)
R-717 R-404A
Figure 7.22 – Évolution des cylindrées avec la température intermédiaire.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 197
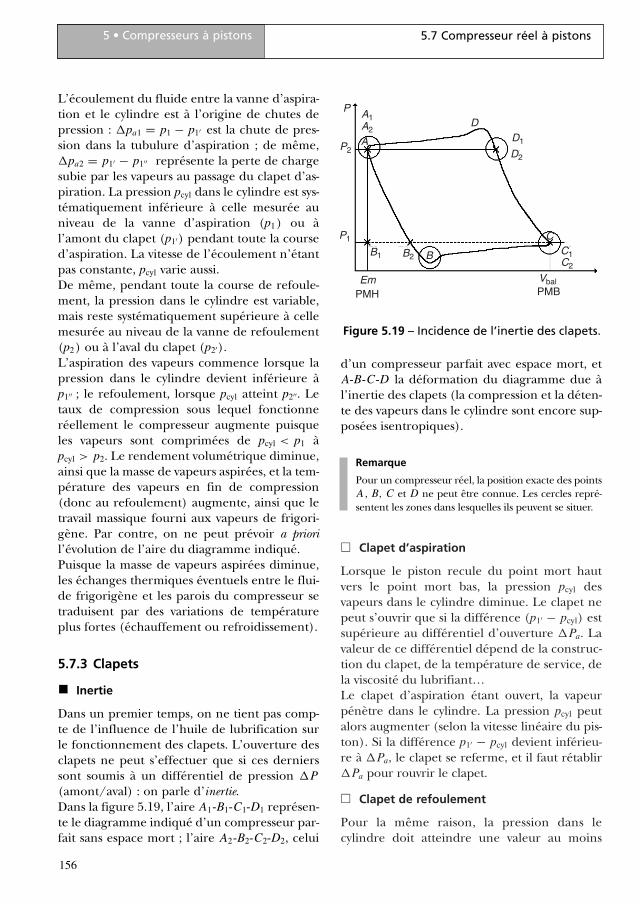
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
198
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
7.2 Systèmes avec un compresseur bi-étagé
7.2.1 Compresseurs bi-étagés à pistons :compresseurs compound
� Description du compresseur
De nombreux compresseurs à pistons com-prennent plusieurs cylindres. Dans ces condi-tions, il est possible de réaliser un compresseurbi-étagé à partir d’un seul compresseur. Pourcela, il suffit d’utiliser certains cylindres pourl’étage BP et d’autres pour l’étage HP. C’est ceque font certains constructeurs qui proposentdes produits, appelés compresseurs compound.Un compresseur à deux étages comprend unétage BP et un étage HP (figure 7.23). Lesvapeurs formées dans l’évaporateur à la pres-sion p0 sont aspirées dans les cylindres BP, puiscomprimées et refoulées à la pression intermé-diaire pi dans une canalisation externe aucorps du compresseur. On peut alors assurerleur refroidissement par simple injection deliquide détendu ; le mélange est alors reprisdans le carter du compresseur, où il assure lerefroidissement du moteur, puis aspiré dans lescylindres HP pour être comprimé puis refouléà la pression pc.Le détendeur d’injection est monté d’usine surle compresseur. Le bulbe contrôle la tempéra-ture des vapeurs à l’aspiration de l’étage HP, defaçon à maintenir la surchauffe entre 8 et16 °C. Ce détendeur n’est en général pasréglable.
En règle générale, tous les cylindres ont lesmêmes dimensions (course et alésage) ; ontrouve en principe des compresseurs à troiscylindres (2 cylindres BP, 1 HP) ou 6 cylindres(4 BP et 2 HP) ou, plus rarement, 8 cylindres(6 cylindres BP, 2 HP). Il faut cependant noterque depuis très peu de temps, on trouve descompresseurs compound dont les cylindres HPdifférent des BP, ce qui présente un avantagepour le COP du cycle qui sera justifié ultérieu-rement.La répartition des cylindrées est donc une don-née caractéristique du compresseur, et la pres-sion intermédiaire, pour un cycle donné, estnécessairement fixée par les valeurs des débitsvolumiques théoriques installés.
Remarque
Les vapeurs introduites dans le carter du compresseursont à la pression pi : c’est donc la pression du carter. Il faut noter que ce choix permet de maintenir dansdes proportions raisonnables le différentiel de pression de part et d’autre des pistons HP (pc − pi ) et BP (pi − p0).
� Circuits frigorifiques utilisant un compresseur compound
� Circuit sans échangeur sous-refroidisseur
De tels circuits frigorifiques sont plus compactset moins onéreux. Le circuit le plus simple estreprésenté figure 7.24.Le cycle suivi par le fluide frigorigène est pré-senté figure 7.25.
Figure 7.23 – Schéma d’un compresseur compound.
1
2
3
4
5
6
7
Condenseur
Évaporateur
Figure 7.24 – Installation avec compresseurcompound, sans échangeur sous-refroidisseur.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 198
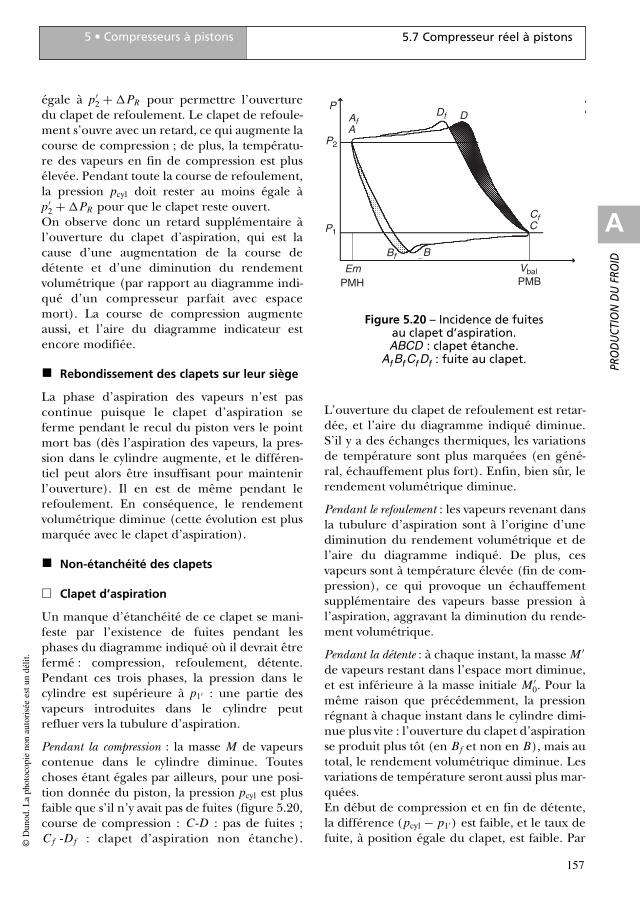
199
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
1
23
5
6
7
4pc
pi
po
ln(p)
h (kJ.kg ) –1
Figure 7.25 – Cycle bi-étagé avec compound,sans sous-refroidisseur.
Il s’agit d’un cycle à compression bi-étagée et àdétente mono-étagée. Le circuit est très simple,mais la production frigorifique massique d’untel cycle est peu élevée et le COP sera doncfaible.Connaissant les coordonnées thermodyna-miques des points caractéristiques du cycle, ondéduit les débits massiques nécessaires danschaque partie de l’installation (bilans enthal-pique et massique au niveau du nœud 2-6-3).Bilan évaporateur :
m B = Q0
h7 − h6
1
2
3
4
6
1 3
6
2
mB
injm
mH
.
.
Figure 7.26 – Représentation du système thermodynamiquesur lequel sont effectués les bilans.
Bilan massique :
m B + minj − m H = 0
Bilan enthalpique :
m B · h2 + minj · h6 − m H · h3 = 0
On déduit les relations suivantes :
m H = m Bh2 − h6
h3 − h6minj = m B
h2 − h3
h3 − h6
Ces relations expriment d’une part que l’éva-poration du débit HP permet de condenser ledébit BP, et d’autre part, que la désurchauffe(2-3) du débit BP est obtenue grâce à l’évapo-ration du débit d’injection.
� Circuit avec échangeur sous-refroidisseur
Les performances énergétiques d’un tel cyclepeuvent être améliorées si l’on augmente lesous-refroidissement du liquide avant sadétente de pc à p0 . Le circuit correspondant estalors conforme à la figure 7.27, et le cycle suivipar le fluide frigorigène est représenté figure7.28.Le débit d’injection est utilisé pour refroidir ledébit BP avant sa détente de pc à p0 . Ce débitest réglé par un détendeur thermostatiquedont le bulbe est placé sur la tuyauterie derefoulement à pression intermédiaire (l’échan-
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 199
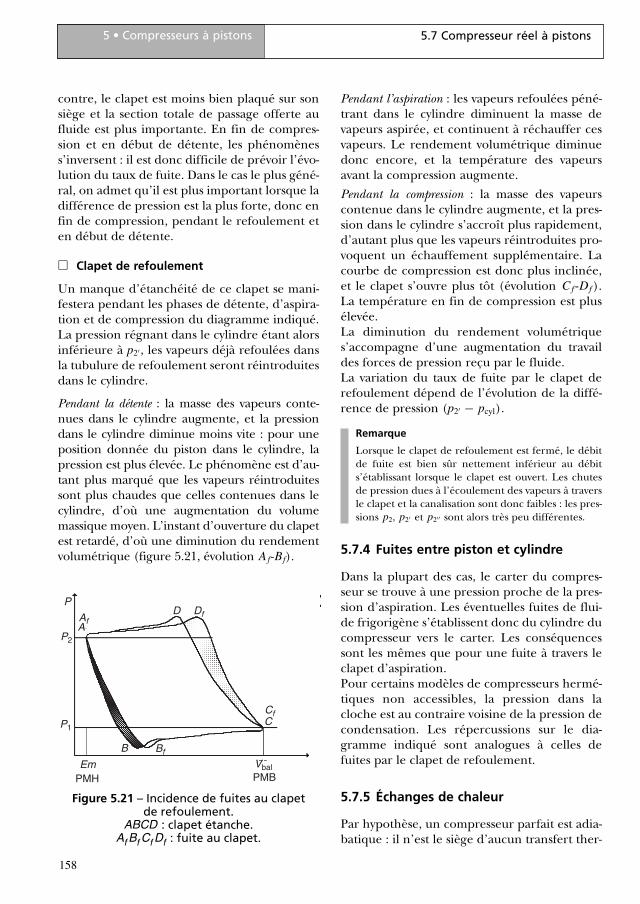
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
200
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
geur et le détendeur sont en principe montésd’usine et fournis avec le compresseur). Parconséquent, les coordonnées du point 6 nesont pas connues a priori. Par ailleurs, le débitinjecté augmente par rapport au cas précé-dent, puisqu’il sert à la fois au sous-refroidisse-ment et à la désurchauffe de m B. En consé-quence, le rapport m H/m B augmente. Le rap-port des cylindrées étant fixé par le choix ducompresseur, on observera une augmentationde la pression intermédiaire par rapport au casprécédent.Bilan évaporateur :
m B = Q0
h8 − h7
Les bilans massique et enthalpique sur l’échan-geur sous-refroidisseur et sur le nœud compres-seur à pi (figure 7.29) permettent de calculerles deux autres débits de l’installation indépen-damment du point 6 :
m B + minj − m H = 0
−m B · h5a − minj · h6 + m H · h5 = 0
m B · h2 + minj · h6 − m H · h3 = 0
avec surchauffe en 3, de 8 à 16 °C, et pince-ment en sortie du sous-refroidissement, de 6 à10 °C.
1 2
34
5
6
7 8
5a
5b
Condenseur
Évaporateur
Figure 7.27 – Installation avec compresseurcompound et échangeur sous-refroidisseur.
1
23
4
6
7 8
5
5b
5apc
pi
p0
ln(p)
h (kJ.kg ) –1
Figure 7.28 – Cycle bi-étagé avec compoundet sous-refroidisseur.
5
65a
5b
.mB
13
6
2minj
.mH
.
minj.
.mH
.mB
Figure 7.29 – Schéma des sous-ensembles sur lesquels sont effectués les bilans.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 200

201
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
On déduit les deux relations :
m H = m Bh2 − h5a
h3 − h5
minj = m Bh2 − h3 + h5 − h5a
h3 − h6
� Détermination de la pression intermédiaire
Posons le problème. Le rapport des cylindréesrc est une donnée caractéristique d’un com-presseur compound et est à ce titre communi-quée par les constructeurs. Les pressions d’éva-poration et de condensation étant fixées, onsait calculer le rapport m H/m B pour toutevaleur supposée de la pression intermédiaire.En utilisant la relation :
rc = Vbal,B
Vbal,H= m Bηv,Hv′′
1
m Hηv,Bv′′3
on peut tracer la courbe d’évolutionrc = f (pi ) (figure 7.30).À une valeur de rc donnée ne correspondqu’une seule valeur possible pour pi.Cependant, le calcul de rc impose de connaîtrela valeur du rendement volumétrique dechaque étage. Cette donnée n’est pas directe-ment accessible par l’utilisateur, aussi, lesconstructeurs de compresseurs indiquent lapression intermédiaire qui s’établira dans uneinstallation avec compresseur compound. Lesfigures 7.31 et 7.32 reproduisent ce type dedonnées et les comparent à la pression inter-
médiaire correspondant au critère de l’égalitédes taux de compression pour du R-22 et pourune température de condensation de 55 °C oude 35 °C.Ce dernier critère amène à des taux de com-pression naturellement plus équilibrés et à despressions intermédiaires plus élevées : avec cetype de compresseur compound, le rapport rc
est inférieur à celui caractérisant deux compres-seurs séparés.La sélection d’un compresseur compound sefait pratiquement de la même façon que celled’un compresseur mono-étagé, ainsi que ledimensionnement des différents composantsdu circuit. La valeur de la pression intermé-diaire est fournie par le constructeur du com-presseur, et ne doit en aucun cas être évaluéepar le concepteur.
rc
2
3
pi
Figure 7.30 – Évolution du rapport rc avec pi.
2
2,5
3
3,5
4
4,5
5
5,5
6
– 50 – 39 – 31,4
0,65 1,1 1,54
T-P évaporation (°C-bar)
P in
term
édia
ire (
bar)
Égalité Sans échangeur
Avec échangeur
Figure 7.31 – Pression intermédiaire pour du R-22. Température de condensation : 55 °C.
2
2,5
3
3,5
4
4,5
5
5,5
– 50 – 39 – 31,4
0,65 1,1 1,54
T-P évaporation (°C-bar)
P in
term
édia
ire (
bar)
Égalité
Sans échangeur
Avec échangeur
Figure 7.32 – Pression intermédiaire pour du R-22. Température de condensation : 35 °C.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 201
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
202
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
7.2.2 Compresseurs avec orifice de suralimentation : cycles à économiseur
Les compresseurs rotatifs (à vis, scroll) et lesturbocompresseurs peuvent être munis d’unorifice permettant l’injection en cours de com-pression d’un débit détendu de pc à une pres-sion intermédiaire pi dont la valeur est fixéepar la position de l’orifice de suralimentation,et doit être communiquée par le constructeurdu compresseur. On trouve deux types decycles frigorifiques.
� Cycles à détente flash
Le débit condensé à la pression pc est détendujusqu’à la pression pi dans une bouteille sépara-trice. Les vapeurs sont réaspirées par le com-presseur via l’orifice de suralimentation, et leliquide est détendu de pi jusqu’à la pressiond’évaporation (figure 7.33).Le cycle suivi par le fluide frigorigène est à com-pression et à détente bi-étagées (figure 7.34).Bien que ce cycle ressemble a priori au cycle àinjection totale avec deux compresseurs, il fautnoter une différence importante : dans uneinstallation à deux compresseurs, la totalité desvapeurs refoulées par le compresseur BP bar-bote dans la bouteille et, d’autre part, la tota-lité des vapeurs aspirées par le compresseur HPprovient de la bouteille intermédiaire si bienque la surchauffe à l’aspiration du compres-seur HP est faible. Dans un cycle à détenteflash, les vapeurs refoulées par l’étage BP ne
sont pas introduites dans la bouteille intermé-diaire et, d’autre part, seules les vapeurs for-mées au cours de la détente (6-7) sont réintro-duites dans la canalisation d’aspiration (2-3) del’étage HP, et permettent ainsi de limiter la sur-chauffe à l’aspiration de l’étage HP.Cependant, le débit vapeur injecté est nette-ment inférieur au débit BP : la désurchauffedes vapeurs entre 2 et 3 est très limitée. Les dif-férents débits peuvent être déduits d’un bilansur la bouteille séparatrice à pression intermé-diaire (figure 7.35). Ce bilan est très différentde celui effectué dans le cas du cycle à deuxcompresseurs, en effet, maintenant, il n’y a quetrois échanges de matière avec l’extérieur alorsque dans le cas précédent il y en avait quatre.Le débit masse dans la partie HP du cycle estmaintenant uniquement la somme du débitmasse dans la partie BP et du débit de vapeur
5
6
7
8 1
4
2
3
9 10
11
Condenseur
Évaporateur
Figure 7.33 – Installation avec compresseur à suralimentation et détente flash.
1
2
3
45, 6pc
pi
p0
ln(p)
9
h (kJ.kg )
10
78
– 1
11
Figure 7.34 – Cycle bi-étagé avec compresseur à suralimentation et détente flash.
mH
mB
.minj
5
6
7
8
11
.
.
Figure 7.35 – Bouteille séparatrice.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 202

203
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
produit dans la détente intermédiaire del’étage HP ; il n’y a plus de terme correspon-dant à la vaporisation du liquide dans la bou-teille afin d’assurer la désurchauffe des vapeursrefoulées par le compresseur BP. Le débit HPest donc inférieur dans ce cas par rapport aucas à deux compresseurs mais il est toujourssupérieur au débit BP :
−m B − minj + m H = 0
−m B · h8 − minj · h11 + m H · h5 = 0
(en négligeant les pertes par l’isolation).Ces deux relations permettent d’aboutir auxexpressions suivantes :
minj = m Hh7 − h8
h11 − h8= m H · xv,7
m B = m Hh11 − h6
h11 − h8= m H · xL ,7
où xL = h11 − h6
h11 − h8est le titre en liquide donné
par la règle des leviers.En négligeant les pertes thermiques par l’isola-tion, on constate que le débit basse pression etle débit d’injection représentent respective-ment les fractions liquide et vapeur du débitHP, ce qui n’était pas le cas pour le cycle àinjection totale et à deux compresseurs.
� Cycle avec économiseur et échangeur sous-refroidisseur
De la même façon qu’avec les compresseurscompound, on peut améliorer la production fri-gorifique massique à l’évaporateur en augmen-tant le sous-refroidissement du liquide HP avantsa détente de pc à p0 , conformément à la figure7.36 ; le cycle suivi par le fluide frigorigène(figure 7.37) ressemble a priori au cycle à deuxcompresseurs et à injection partielle, mais les dif-férences sont notables : d’une part, la pressionintermédiaire n’est pas choisie par le concepteurde l’installation, mais imposée par les caractéris-tiques du compresseur et, d’autre part, l’injec-tion de vapeurs saturées à la pression intermé-diaire dans la tuyauterie 2-3 ne permet qu’unelégère désurchauffe des vapeurs en 3.
Le débit massique aspiré à la basse pression parle compresseur s’obtient par bilan enthalpiqueà l’évaporateur ; les autres débits sont déduitsdes bilans massique et enthalpique sur l’en-semble (bouteille + échangeur sous-refroidis-seur) représenté figure 7.38 :
−m B − minj + m H = 0
−m B · h8 − minj · h11 + m H · h5 = 0
(en négligeant les pertes par l’isolation).Ces deux relations permettent d’aboutir auxexpressions suivantes :
m B = m Hh11 − h6
h11 − h8minj = m H
h7 − h8
h11 − h8
m H = m Bh11 − h8
h11 − h6minj = m B
h7 − h8
h11 − h6
5
6
7
8
9 10
11
1
4
2
3
Condenseur
Évaporateur
Figure 7.36 – Installation avec économiseur et échangeur sous-refroidisseur.
4
pc
pi
p0
ln(p)
h (kJ.kg )
10
– 1
1
865
9
11 3 27
Figure 7.37 – Cycle avec économiseur et sous-refroidisseur.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 203

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
204
7.2 Systèmes avec un compresseur bi-étagé7 • Cycles bi-étagés
On retrouve les mêmes relations que précé-demment, mais il est important de noter lespoints suivants :
– le rapport h11 − h6
h11 − h8ne représente plus le titre
en liquide du fluide frigorigène introduitdans la bouteille séparatrice ;
– pour la même puissance frigorifique produite à l’évaporateur, le débit massique m B aug-mente ;
– le rapport minj/m B diminue : en effet, dans lecycle à détente flash, le débit réinjecté à pi
représente la fraction vapeur de la totalité dudébit HP détendu de pc à pi. Dans ce cycle,on ne détend à pi que le débit nécessairepour augmenter le sous-refroidissement dem B avant sa détente de pc à pi ;
– le rapport m H/m B diminue aussi.
La figure 7.39 montre l’évolution de la tempé-rature de saturation intermédiaire pour uncompresseur à vis fonctionnant au R-404A etdans un cycle à économiseur avec sous refroi-disseur de liquide. Dans cette figure, lescourbes en pointillés montrent l’évolution dela pression intermédiaire avec le critère d’éga-lité des taux de compression : avec un écono-miseur, le taux de compression BP est toujoursbeaucoup plus faible que le taux de compres-sion HP.La figure 7.40 montre le rapport entre les gran-deurs caractéristiques d’un cycle à économiseuravec sous-refroidisseur et d’un cycle mono-étagé : débit massique à l’évaporateur, puis-
sance frigorifique, puissance absorbée et coeffi-cient de performance. Dans les deux cas, onutilise le même compresseur. La températurede condensation est de 30 °C, la surchauffe àl’aspiration du compresseur est de 20 °C, et lesous-refroidissement en sortie de condenseurest de 5 °C, et le pincement en sortie du sous-refroidisseur est de 10 °C.Le sous-refroidissement supplémentaire avantla détente permet d’augmenter la puissance fri-gorifique, et cette augmentation est d’autantplus forte que la température d’évaporation estbasse. La puissance absorbée augmente aussilégèrement, ce qui peut s’expliquer par le faitqu’entre pi et pc, le compresseur traite un débitmassique plus élevé que dans le cas d’une com-pression « simple ». Mais au total, le COP del’installation est amélioré, et ce d’autant plusque la température d’évaporation est basse.
mH
mB
.minj
5
6
7
8
11
.
.
Figure 7.38 – Bouteille et échangeur sous-refroidisseur.
0
2
4
6
8
10
12
14
– 45 – 40 – 35 – 30 – 25 – 20
Température d'évaporation (°C)
P in
term
édia
ire (
bar)
Tc = + 30°CTc = + 40°CTc = 50°C
rH = rB
Économiseur
Figure 7.39 – Évolution de la pression intermédiaire
(traits pleins : cycle à économiseur ; pointillés :égalité des taux de compression).
0,9
1
1,1
1,2
1,3
1,4
1,5
– 45 – 40 – 35 – 30 – 25 – 20
Température d'évaporation (°C)
Rap
port
s É
cono
mis
eur/
mon
oP frigoP absDéb masseCop
Q0
.
.
m.
Weff
COP
Figure 7.40 – Évolution relative des perfor-mances d’un cycle avec économiseur
et sous-refroidisseur par rapport à un cyclemono-étagé.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 204
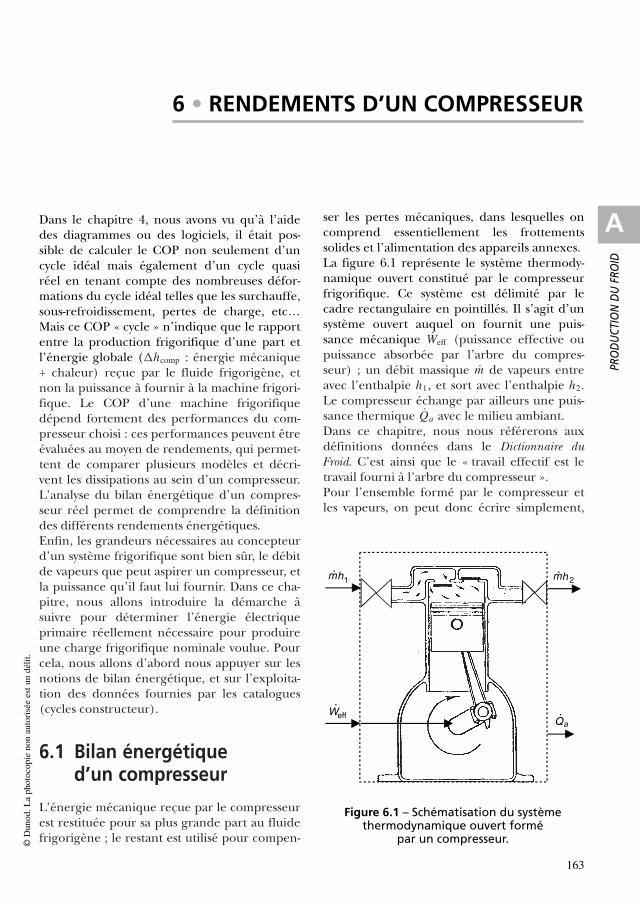
205
7.3 Autres types de circuits bi-étagés7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Cas du dioxyde de carbone
Les cycles trans-critiques au dioxyde de carbone ontété présentés au chapitre 3 (§ 3.6). Pour une tempé-rature d’évaporation de 0 °C (35 bar) et une tempé-rature avant détente de 35 °C, la HP optimale est de98 bars, pour un COP théorique de 2,9. Le taux decompression est raisonnable (2,8 contre 3,1 pourl’ammoniac, ou 3 pour le R-134a), mais le différen-tiel de pressions (HP – BP), dont dépendent aussi lesperformances énergétiques des compresseurs, est 6 à10 fois plus élevé qu’avec les autres fluides (pour unrégime 0 °C/35 °C, avec du R-717, [HP – BP] = 9,2 bar ; avec du R-134a, [HP – BP] = 5,9 bar). Pouraméliorer les rendements volumétrique et effectifdes compresseurs au CO2, les constructeurs propo-sent des modèles bi-étagés (pistons ou spiro-orbi-taux), même pour des applications en conditionne-ment d’air ou en froid commercial.Pour de plus basses températures, le CO2 est avanta-geusement utilisé comme fluide frigorigène dansl’étage basse température de cascades frigorifiques(fonctionnement présenté § 7.4 et 7.5). Le fluide del’étage haute température est, selon les concepteurs,du R-404A ou du R-717 (le couple R-717/CO2 pré-sentant l’avantage évident de fluides à GWP100 prati-quement nuls).L’évolution de la réglementation sur l’utilisation desfluides à effet de serre accélérera vraisemblablementle développement des cycles bi-étagés au CO2 pourles applications de froid négatif (jusqu’à – 50 °C).
7.3 Autres types de circuits bi-étagés
7.3.1 Production de froid à plusieursniveaux de température
Cette architecture de circuit s’utilise dans lescas particuliers où l’on a besoin de refroidirdes charges à deux niveaux de température dif-férents mais compatibles avec le bon fonction-nement d’une installation bi-étagée (parexemple, conservation de produits réfrigérés etde produits congelés). Le schéma d’un circuitde ce type, utilisant une bouteille intermé-diaire, est présenté figure 7.41.Le froid est produit aux températures d’évapo-ration θ0 et θ′
0 ; les évaporateurs à θ0 sont àrecirculation et sont alimentés directement àpartir de la bouteille séparatrice. Les vapeursformées dans tous les évaporateurs à θ0 sontrejetées dans la bouteille et aspirées par lecompresseur HP en 3.Le cycle suivi par le fluide frigorigène estconforme à la figure 7.42.Les différents débits sont déduits de bilansenthalpiques et massiques.Bilan sur la bouteille :
m H (h7−h3a)+m B2(h2−h8)+m B1(h8b −h8)=0
1
4
5
6
7
8
9 10
2
8b
8aθ0'
θ0
θc
33a
mB1.
mB 2.
mH.
Figure 7.41 – Utilisation de froid à différents niveaux de température.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 205

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
206
7.3 Autres types de circuits bi-étagés7 • Cycles bi-étagés
Évaporateur à θ′0 :
m B2 = Q′0
h10 − h9
Évaporateur à θ0 :
ηhydWp0 + Q0 = m B1(h8b − h8a)
où ηhyd est le rendement hydraulique de lapompe de circulation. Le débit de vapeurs for-
mées est : mv = Q0 + ηh Wp0
h3a − h8(on rappelle que
le rapport m B1/mv , ou taux de recirculation,est choisi par le concepteur).Débit massique HP :
m H = m B2 + mv
La comparaison des COP dans un tel casdépend beaucoup du rapport des productionsfrigorifiques aux deux températures ainsi quedes niveaux de température des deux évapora-teurs. Le rendement exergétique est lemeilleur indicateur dans ce cas. Pour cela, onécrit le bilan exergétique sur le système fermé,en prenant la température de condensationcomme température de référence :
Q0
(1 − Tc
T0
)+ Q′
0
(1 − Tc
T ′0
)+ WP0
+Weff,B + Weff,H − Exd = 0
où l’on a négligé les pertes thermiques.
Les facteurs de Carnot pour les évaporateurs(1 − Tc
T0
)et
(1 − Tc
T ′0
)sont tous les deux néga-
tifs, et le rendement exergétique est égal à :
ηex =
∣∣∣∣Q0
(1 − Tc
T0
)∣∣∣∣ +∣∣∣∣Q′
0
(1 − Tc
T ′0
)∣∣∣∣WP0 + Weff,B + Weff,H
7.3.2 Circuits avec compresseur booster
Les circuits avec compresseur booster(figure 7.43 et cycle figure 7.44) sont utiliséspour produire d’abord une puissance frigori-fique à une température d’évaporation compa-tible avec un cycle mono-étagé, et aussi unepuissance frigorifique beaucoup plus faible, àune température d’évaporation plus basse.
1..
Pc
h (kJ.kg ) – 1
8a
3a8b
P'0
P0
ln(P)
3
109
8 7
5,6 4
2
Figure 7.42 – Cycle de l’installation représentée figure 7.45.
1
4
5 6
3
2
θ0'
4a
5a 6a 1a
2a
Condenseur
θ0
Évaporateurprincipal
Évaporateur booster
Figure 7.43 – Installation bi-étagée avec compresseur booster.
Pc
ln(P)
23, 4
6
5a 6a
h (kJ.kg ) – 1
.
5, 4a
1a
2a1P0
P'0 .
Figure 7.44 – Cycle d’une installation bi-étagéeavec compresseur booster.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 206

207
7.4 Cycles en cascade7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
La puissance frigorifique produite dans l’éva-porateur booster est en principe beaucoupplus faible que celle du circuit principal, et lesdébits massiques sont dans le même rapport.Par conséquent, les vapeurs quittant l’évapora-teur principal en 6 ne subissent qu’un trèsfaible échauffement supplémentaire lors dumélange avec les vapeurs refoulées en 2a : lasurchauffe à l’aspiration du compresseur prin-cipal reste tout à fait conventionnelle.Dans le cas décrit au paragraphe précédent, lecircuit est conçu pour un fonctionnement simul-tané des deux compresseurs. Dans le cas d’uncircuit avec booster, le circuit principal peut toutà fait fonctionner seul, le circuit booster étant àl’arrêt (mais l’inverse n’est pas vrai).
7.4 Cycles en cascade
7.4.1 Justification et présentation
Les cycles bi-étagés utilisent un seul fluide fri-gorigène. Ce dernier doit donc posséder unepression de saturation au condenseur compa-tible avec les pressions maximales d’utilisationdes composants.Au niveau de l’évaporateur, on préfère en prin-cipe maintenir des pressions supérieures à lapression atmosphérique, pour éviter toutrisque d’introduction d’humidité dans le cir-
cuit. La température minimale d’évaporationest alors à peu prés égale à la températured’ébullition : on peut ainsi descendre jusqu’à– 46 °C avec le R-404A, – 51 °C pour le R-410Aet – 33 °C pour l’ammoniac. D’autres fluides(le R-23 et le R-508B, par exemple) possèdentdes températures d’ébullition beaucoup plusbasses, mais comme le montre le tableau 7.3,leur point critique est très bas, et leur tempéra-ture de saturation côté HP ne permettra pasleur condensation avec de l’air ou de l’eau (à28 bar, la température de saturation du R-23 estde 4 °C, et celle du R-508B est à peu près de0 °C).On met donc en œuvre des installations com-prenant deux circuits mono-étagés (ou cel-lules) utilisant deux fluides frigorigènes diffé-rents, travaillant à des niveaux de températuredifférents et couplés thermiquement au niveaud’un échangeur particulier appelé évapo-condenseur : l’évaporateur de la cellule hautetempérature permet de refroidir et de conden-ser le fluide frigorigène utilisé dans la cellulebasse température. Le schéma de principed’un tel dispositif est présenté figure 7.45.Dans une application typique des cascades, unHFC (R-23 ou R-508B) est utilisé dans la celluleBT, ce qui permet d’atteindre des températuresd’évaporation vers – 80/– 85 °C. Dans lamesure où ces unités sont généralement utili-sées dans les applications médicales, notam-
Tableau 7.3 – Comparaison de différents fluides frigorigènes.
R-410A NH3 R-22 R-134a R-404A R-407C R-23 R-508B
T critique (°C) 70,17 132,25 96,15 101,06 72,14 86,05 25,92 12,06
P critique (bar) 47,70 113,33 49,90 40,59 37,35 46,34 48,36 38,34
P (25 °C) 16,47 10,03 10,44 6,65 12,46 10,19
P (35 °C) 21,31 13,51 13,55 8,87 16,09 13,48
P (– 80 °C) 0,19 0,10 0,04 0,14 0,07 1,14 1,50
T triple (°C) – 77,66 – 157,40 – 103,30 – 155,18
T (28 bar) 46,27 62,82 66,71 82,90 58,85 64,46 3,96 – 0,07
T (1 bar) – 51,81 – 33,59 – 41,09 – 26,36 – 46,05 – 36,99 – 82,32 – 87,24
T (0,8 bar) – 56,11 – 37,93 – 45,73 – 31,12 – 50,57 – 41,44 – 86,07 – 90,94
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 207
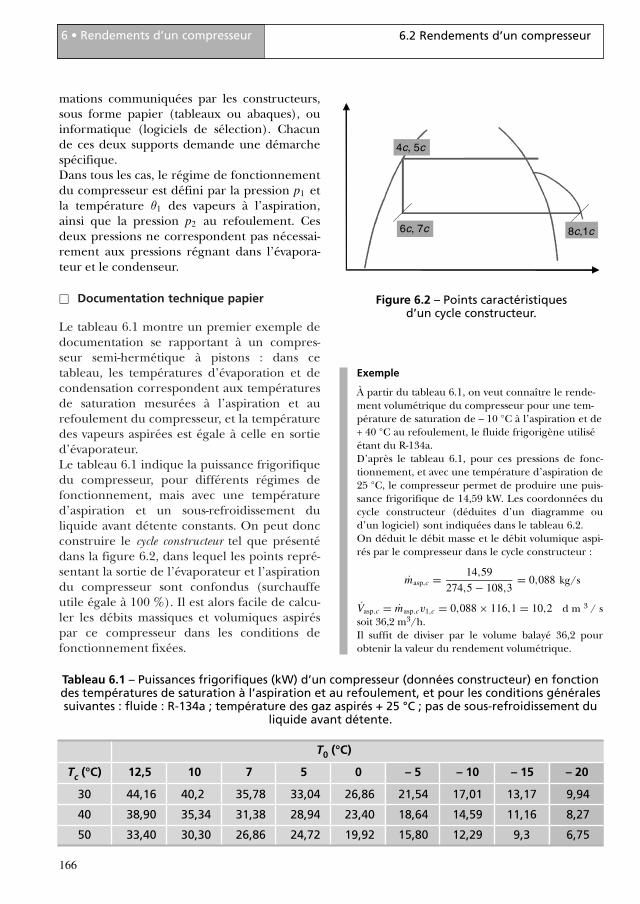
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
208
7.4 Cycles en cascade7 • Cycles bi-étagés
ment dans les hôpitaux, qui sont des ERP, lacellule HT utilise souvent du R-404A car l’am-moniac ne peut pas être utilisé dans ce cas.Puisqu’on utilise deux fluides différents on nepeut pas représenter le cycle sur un seul dia-gramme. Par contre, la superposition des cyclesmono-étagés parcourus par chacun des deux fri-gorigènes permet d’illustrer l’échange de cha-leur entre les deux cellules au niveau de l’évapo-condenseur, comme le montre la figure 7.46.Le débit massique dans la cellule basse tempé-rature est déduit d’un bilan à l’évaporateur ;celui dans la cellule haute température, d’unbilan enthalpique sur l’évapo-condenseur :
m B = Q0
h1B − h4Bm H = m B
h2B − h3B
h1H − h4H
Comme pour les cycles bi-étagés, le débit massede fluide dans la partie condensant à l’atmo-sphère (ici, cellule haute température) est géné-ralement plus élevé que celui traité par l’évapo-rateur dans la source froide. Mais dans le cas dela cascade, les pressions de fonctionnementdans chaque cellule sont à peu près équiva-
lentes, et il en est de même pour les volumesmassiques : au contraire des cycles bi-étagés, lacylindrée du compresseur de la cellule hautetempérature est plus importante que celle ducompresseur de la cellule basse température.Le calcul analytique du COP s’obtient à partirdu bilan énergétique des deux cycles de la cas-cade idéale en supposant que le couplage estparfaitement assuré, que l’évapo-condenseurainsi que les compresseurs et les canalisationssont adiabatiques :
COP = Q0,B
Weff,BT + Weff,H T
Si l’échangeur à la température intermédiaireest sans pertes et donc adiabatique, on a :
Q0,H = ∣∣Qc,B
∣∣Par ailleurs :∣∣Qc,B
∣∣ = Q0,B + Weff,BT = Weff,BT (1 + COPB)
WH = Q0,H
COPH=
∣∣Qc,B
∣∣COPH
= Weff,BT (1 + COPB)
COPH
Qc.
V expansion
Q0.
Éva
pora
teur
Con
dens
eur
1h
3h
2h
4h
1b
2b
3b
4b
Éva
po-c
ond
Figure 7.45 – Installation en cascade.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 208

209
7.4 Cycles en cascade7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Ce qui donne :
COP = Q0,BT
Weff,BT
[1 + (1 + COPBT )
COPH T
]
= COPBT COPH T
1 + COPBT + COPH T
qui s’écrit également :
1
COP= 1
COPBT+ 1
COPH T+ 1
COPBT
1
COPH T
La démarche précédente est valable aussi biensi l’on raisonne sur les compressions isentro-
piques que si l’on raisonne sur les puissanceseffectives fournies sur l’arbre des compres-seurs. Le rendement effectif de compression dela cascade est donc égal à :
ηeff =ηeff,Bηeff,H
1 + COPis,BT + COPis,H T
1 + ηeff,BCOPis,BT + ηeff,H COPis,H T
Si les deux compresseurs de la cascade ont desrendements effectifs égaux, on obtient :
ηeff ≈ ηeff,BT = ηeff,H T
en négligeant 1 devant la somme des COP.
P0h
Pch
.
3b
4b
2b
1b
1h
2h3h
4h
Cellule basse température Cellule haute température
P0b
Pcb
P
1h
.
P0h
0b
Pcb
Pch 2h3h
4h
3b
4b
2b
1b
.
Figure 7.46 – Cycles suivis par les fluides frigorigènes dans chacune des cellules.
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 209
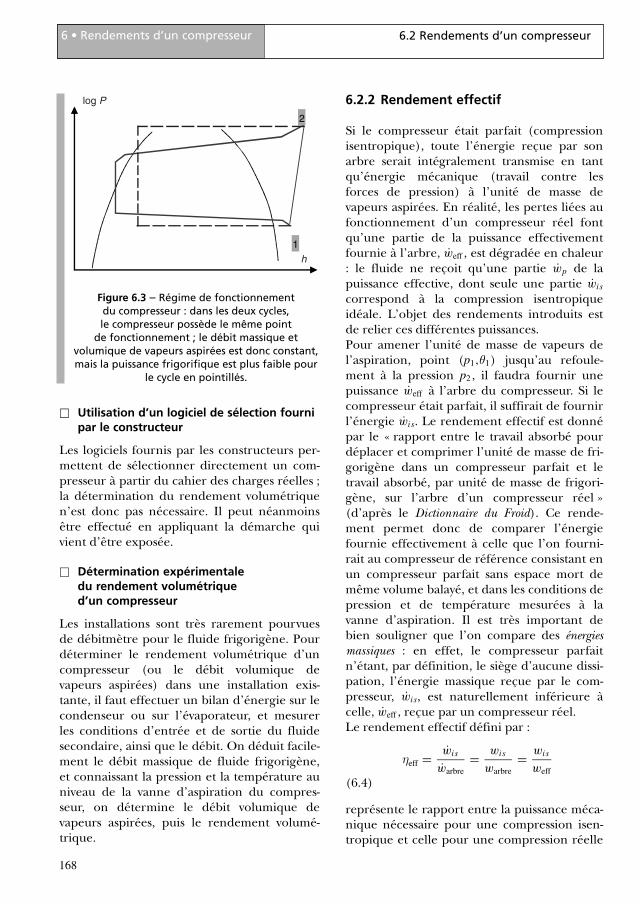
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
210
7.4 Cycles en cascade7 • Cycles bi-étagés
θcb
θ0h
θ3b
θ4h
S
θ
Figure 7.47 – Évolution des températures dans l’évaporateur-condenseur.
Comme dans le cas du cycle bi-étagé, le rende-ment effectif global de la cascade est égal àcelui de chacun des compresseurs, d’où l’inté-rêt de la cascade.
Remarque
Considérons un cycle à cascade dans lequel on utilisele HFC R-404A dans le cycle haute température et leHFC R-23 dans le cycle basse température. Les tem-pératures de fonctionnement sont supposées être+ 30 et – 40 °C pour le cycle HT et – 90 et – 35 °Cpour le cycle BT (on a pris un pincement de 5 K pourl’échange de chaleur entre l’évaporateur HT et lecondenseur BT). Pour les deux cycles, on supposeque l’on a une surchauffe de 10 K et un sous-refroi-dissement de 5 K. Le calcul des COP conduit à :COPis,BT = 2,52 et COPis,H T = 2,26 , ce qui donne :
COPis = 2,26 × 2,52
1 + 2,26 + 2,52= 0,98
Si l’on veut calculer le COP, il faut tenir compte durendement effectif de chacun des compresseurs.Dans le cas considéré ici, les taux de compressiondans les deux cycles sont très élevés : 10,65 dans lecycle HT et 13,63 dans le cycle BT. Dans une étude decas pratique, il faut travailler sur une documentationde constructeur. Ici, on prendra un rendement effec-tif de 0,5 pour les deux compresseurs ce qui conduità :
COPeff,H T = 0,5 × 2,26 = 1,13
et
COPeff,BT = 0,5 × 2,52 = 1,26
soit pour la cascade :
COPeff = 1,13 × 1,26
1 + 1,13 + 1,26= 0,42
Le rendement effectif du cycle à cascade est doncégal à :
ηeff = COPeff
COP= 0,42
0,98= 0,43
Pour ces conditions de température le COP de
Carnot est égal à : COPc = 183
120= 1,525
On obtient donc :
COPis
COPc= 0,64 et
COPeff
COPc= 0,275
On ne peut pas comparer ce cycle à un cycle mono-étagé car on serait incapable de faire fonctionner uncycle mono-étagé entre – 90 et + 30 °C.
Cette démarche donne l’ordre de grandeur de ce quel’on peut attendre d’une cascade. Pour le calculexact, il faut bien sûr passer par des documentationsconstructeurs.
7.4.2 Choix du niveau de températureintermédiaire
� Choix du pincement de l’évaporateur-condenseur
Comme pour les cycles bi-étagés, on peut utili-ser différents critères pour choisir le niveau detempérature de l’évaporateur-condenseur. Maisavant tout, il convient de choisir la valeur dupincement c’est-à-dire la différence entre latempérature de condensation du fluide bassetempérature et celle d’évaporation du fluidehaute température.Dans les cas classiques, on ne peut espérerrefroidir le fluide frigorigène basse tempéra-ture à une température inférieure àθ3b = θ0h + 3 °C. Comme par ailleurs, il faut unsous-refroidissement d’au moins 1 à 2 °C (pourcompenser les pertes de charges dues à l’écou-lement et surtout ici, l’échauffement duliquide dans la tuyauterie), l’écart de tempéra-ture (θcb − θ0h) sera d’au moins 4, voire 5 °C.La figure 7.47 présente un profil type de tem-pératures dans l’évaporateur-condenseur.Par ailleurs, il conditionne les performances dela cascade, car pour des températures θch et θ0b
fixées par le régime externe, plus l’écartθcb − θ0h est élevé, plus les taux de compressiondes cellules augmentent, avec les conséquences
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 210

211
7.4 Cycles en cascade7 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
néfastes que cela entraîne. C’est pourquoi onlimite sa valeur à environ 10 °C.Finalement, on choisira pour θcb − θ0h unevaleur comprise entre 4 et 10 °C.
� Égalité des taux de compression
Le tableau 7.4 récapitule les points de fonction-nement résultants du critère d’égalité des tauxde compression dans une cascade dont la cel-lule haute température fonctionne au R-404A,la basse température est chargée soit au R-23,soit au R-508B.– Température de condensation R-404A :
+ 30 °C, soit une pression de 14,19 bar.– Température d’évaporation basse : – 85 °C
(traits continus) ou – 70 °C (traits pointillés).Pour les deux cellules, on adopte un sous-refroidissement de 3 °C avant détente, et unesurchauffe de 5 °C en sortie d’évaporateurcomme à l’aspiration du compresseur. Le pin-cement à l’évaporateur-condenseur est de 5 °C.Enfin, on traite le cas idéal de compresseurs par-faits (rendements de compresseur égaux à 1).
� Recherche du COP maximal
Comme pour les cycles bi-étagés, les tempéra-tures d’évaporation BT et de condensation HTétant fixées par le régime externe, les perfor-mances d’une cascade sont liées au niveau de latempérature intermédiaire : si celle-ci aug-mente, alors le taux de compression de la cel-lule BT augmente (pour cette cellule, la cylin-drée du compresseur doit être plus importante,et le COP diminue) et celui de la cellule HTdiminue, ce qui implique une amélioration deses performances.On peut donc rechercher le niveau de tempéra-ture intermédiaire permettant à la cascade defonctionner avec un COP le plus élevé possible.La figure 7.48 montre l’évolution du COPd’une cascade en fonction de la températurede condensation de la cellule BT, et dans lesmêmes conditions que précédemment.On peut constater que le maximum du COPest légèrement plus marqué que dans le cas descycles bi-étagés ; par ailleurs, les courbes sontbien conformes à ce que l’on peut prévoir :– lorsque la température d’évaporation aug-
mente : la valeur maximale du COP est plusélevée, ainsi que la température intermé-diaire correspondante. Par ailleurs, le maxi-mum est plus marqué ;
– lorsque le pincement à l’évaporateur-conden-seur augmente : le COP diminue, mais latempérature intermédiaire « idéale » ne variepas beaucoup.
Tableau 7.4 – Points de fonctionnement d’unecascade par application du critère d’égalité
des taux de compression ; fluide HT : R-404A, Tcond = + 30 °C.
θ0B = –85 °C θ0B = –70 °C
R-404A/ θ0H (°C) – 37,3 – 26,8R-508B
p0H (bar) 1,5 2,33
p0B (bar) 1,16 0,85
θcB (°C) – 32,3 – 21,8
pcB (bar) 10,98 15,27
τ 9,47 6,09
R-404A/ θ0H (°C) – 37 – 26,2R-23
p0H (bar) 1,52 2,39
p0B (bar) 2,51 1,95
θcB (°C) – 32 – 21,2
pcB (bar) 7,96 11,56
τ 9,34 5,94
1
1,1
1,2
1,3
1,4
1,5
1,6
– 80 – 70 – 60 – 50 – 40 – 30 – 20
T condensation BT (°C)
CO
P
Tev = – 85°C ; pct = + 5°CTev = – 70°C ; pct = + 5°CTev = – 85°C ; pct = +10°CTev = – 70°C ; pct = +10°C
Figure 7.48 – Évolution du COP d’une cascadeR-404A/R-508B en fonction de la température
intermédiaire.
9782100540174-Meunier-C7.qxd 5/05/10 10:31 Page 211

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
212
7.4 Cycles en cascade7 • Cycles bi-étagés
40
50
60
70
80
90
100
110
120
130
140
– 60 – 50 – 40 – 30 – 20 – 10 0
T condensation BT (°C)
volu
me
bala
yé to
tal (
m3 /
h)
Tev = – 85°C ; pct = +5°CTev = – 70°C ; pct = +5°CTev = – 85°C ; pct = +10°CTev = – 70°C ; pct = +10°C
Figure 7.49 – Évolution du volume balayétotal, pour une cascade R-404A/R-508B
en fonction de la température intermédiaire.
V expansion
1b 2b
RPcap
Figure 7.50 – Vase d’expansion.
� Recherche de la cylindrée minimale
La figure 7.49 montre l’évolution de la cylindréetotale des compresseurs, dans les mêmes condi-tions que précédemment ; la puissance frigori-fique à fournir à l’évaporateur est de 10 kW.
fiant l’une ou plusieurs des pressions. Enfin, ilest important de remarquer que quel que soitle critère de choix de la pression intermé-diaire, pour ces trois types d’installations, ledébit massique dans la cellule haute tempéra-ture est généralement supérieur au débit mas-sique dans la cellule basse température, et ledébit volumique de vapeurs aspirées reste plusimportant dans la cellule haute température (àla différence des installations bi-étagées avecdeux compresseurs).Enfin, la cellule basse température est munied’un dispositif spécifique appelé vase d’expan-sion (voir figures 7.44 et 7.50). En effet, lesfluides mis en œuvre dans cette cellule ont despressions de saturation très élevées (point cri-tique du R-23 : 25,92 °C et 48,36 bar ; point cri-tique du R-508B : 12,06 °C et 38,34 bar). À l’ar-rêt de la machine, il faut donc empêcher lapression dans la cellule BT atteindre la pres-sion d’ouverture des soupapes. Le vase d’ex-pansion permet d’augmenter le volumeinterne de la cellule et de limiter l’augmenta-tion de pression. Il est placé en parallèle entrele refoulement et l’aspiration du compresseur,et ne peut donc contenir que de la vapeur. Àpartir d’une valeur limite de pression dans lacellule haute température, un dispositif RP per-met l’introduction de vapeurs dans le vased’expansion. La pression est alors pratique-ment uniforme dans tout le circuit : aucundébit ne traverse le capillaire. Lorsque lamachine redémarre, la pression HP dans la cel-lule BT diminue, et le dispositif RP se ferme.La pression dans la partie BP diminue égale-ment, ce qui instaure un débit à travers le capil-laire permettant de vider le vase d’expansion et
� Conclusion sur le choix de la températureintermédiaire
Comme pour les cycles bi-étagés, il existe plu-sieurs critères pour choisir le niveau de tempé-rature dans l’évaporateur-condenseur, d’autantplus qu’il faut ensuite tenir compte des cylin-drées réellement installées dans chaque cel-lule. On peut donc, ici aussi, commencer ledimensionnement en recherchant l’égalité destaux de compression (ou, de façon rapide,choisir pour température intermédiaire, la
moyenne θ0 + θc
2) et ensuite ajuster le cycle
après avoir sélectionné les compresseurs.
7.4.3 Dimensionnement d’une cascadefrigorifique
Les températures d’évaporation et de conden-sation sont choisies en suivant la mêmedémarche que celle exposée au chapitre 8. Lapression intermédiaire étant évaluée a priorigrâce à l’un des critères, on peut alors sélec-tionner les deux compresseurs de l’installation.Les cylindrées retenues finalement n’étant paségales aux cylindrées nécessaires, il convientd’affiner le cycle de fonctionnement en modi-
9782100540174-Meunier-C7.qxd 5/05/10 11:41 Page 212

213
7.5 Cas particulier des cascades au CO27 • Cycles bi-étagés
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
de rétablir progressivement la charge en fluidefrigorigène dans l’installation.Le dispositif RP peut être une vanne spécifique(régulateur de pression), ou bien une vannesolénoïde asservie à un pressostat.Le dimensionnement du vase d’expansiondemande la connaissance de la températureambiante maximale (Tmax) dans la zone où serainstallée la cascade, du volume interne (Vcel) dela cellule basse température et de la charge(m f ) en fluide frigorigène dans cette cellule.Enfin, on appelle pmax la pression maximaleacceptable dans la cellule basse température(avant ouverture des soupapes), qui représenteaussi la valeur de réglage du régulateur RP.À l’arrêt de la machine, le fluide basse tempé-rature peut être soumis à la température Tmax .Dans ces conditions, le vase d’expansion per-met d’augmenter le volume interne de la cel-lule, de telle sorte que la pression ne dépassepas la valeur pmax ; tout le fluide frigorigène esten phase vapeur, sous les conditions(Tmax,Pmax). Il suffit de lire le volume massiquecorrespondant : v′′
max. Connaissant la charge enfluide frigorigène, on déduit le volume internetotal (avec vase d’expansion) :
Vcel + VV E = m f v′′max
Puisque l’on connaît le volume interne de lacellule (hors vase d’expansion), on déduit faci-lement le volume additionnel à installer.
7.5 Cas particulier des cascades au CO2
L’utilisation du CO2 comme fluide sub-critiquedans l’étage basse température d’une cascade aété évoquée dans le chapitre 3. Cette solutions’est maintenant imposée en remplacement duR-22 dans les applications de froid industriel etcommercial négatif (– 30 °C à – 40°C). Les per-formances du CO2 en sub-critique sont excel-lentes, et les composants spécifiques pour cetteapplication sont disponibles sur catalogue ; dessolutions pratiques existent pour le dégivragedans le cas de frigorifères, et la limitation depression lors des arrêts de l’équipement n’est
pas limitée grâce à un vase d’expansion, maissoit par un maintien en température avec ungroupe refroidisseur de liquide de faible puis-sance, soit, tout simplement, par décharge àl’atmosphère. Il résulte de tout cela qu’une cas-cade avec du CO2 présente des performancesénergétiques au minimum équivalentes auxinstallations R-22 à remplacer. Pour le refroidis-sement du condenseur CO2, on recense plu-sieurs solutions :
– Mise en œuvre d’une cascade au sens strictdu terme ; le fluide de l’étage haute tempéra-ture est alors de l’ammoniac ou bien un HFCtel que le R-404A ou le R-134a. L’ammoniacest bien sûr la meilleure solution du point devue thermodynamique, mais les contraintesréglementaires liées à sa toxicité limitent for-tement les possibilités d’utilisation : il existemême des cas pour lesquels l’expansion deszones urbaines rendent non conformes dessites utilisant l’ammoniac et qui initialementétaient loin de toute zone construite ! Le R-404A, fluide de remplacement du R-22, appa-raît tout naturellement dans la liste des solu-tions, mais de plus en plus d’exploitants pré-fèrent s’orienter vers le R-134a, dans lacrainte d’un durcissement de la réglementa-tion vis à vis des fluides à fort potentield’échauffement (en effet, le GWP100 du R-134a n’est « que » de 1 300 ou 1 430 kg éq.CO2/kg, contre 3 900 pour le R-404A).
– Certains constructeurs proposent des « cas-cades indirectes », où le condenseur CO2 estrefroidi par l’intermédiaire d’un frigoporteurlui même refroidi par du R-134a. Cette archi-tecture facilite le remplacement de l’étagehaute température si, dans l’avenir, le R-134aest éliminé comme dans la climatisationmobile.
Notons que les solutions avec du CO2 transcri-tique sont plus utilisées dans les pays du Nordde l’Europe et en Australie.Quelle que soit l’architecture retenue pour laproduction du froid, on trouve deux possibili-tés pour la distribution : froid indirect, ou froiddirect (dans ce dernier cas, le CO2 joue ledouble rôle de fluide frigoporteur et de fluidefrigorigène).
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 213

214
7.6 Conclusion7 • Cycles bi-étagés
7.6 Conclusion
L’introduction du CO2 comme fluide bassetempérature de cascades frigorifiques a modi-fié le choix des cycles en fonction des tempéra-tures recherchées ; en effet, il y a quelquesannées, pour des températures d’évaporationbasses mais supérieures à – 55 °C, le cycle bi-étagé s’imposait naturellement (avec du R-22ou du R-404A) ; cette solution est en train dedisparaitre progressivement au profit de la cas-cade avec du CO2, qui présente le double avan-tage de répondre à de futurs durcissements dela réglementation et d’atteindre des perfor-mances énergétiques très satisfaisantes. Lefluide de la partie haute température de la cas-cade devrait idéalement être, pour l’effet deserre, l’ammoniac, mais bien souvent le fluideretenu sera le R-134a ou le R-404A.Avec l’ammoniac, le cycle bi-étagé s’imposerapour des températures d’évaporation com-prises entre – 20 °C (voire – 10 °C) et – 30 °Cafin d’éviter des températures de refoulementtrop élevées. Pour un fluide frigorigènecomme le R-404A, à faible température derefoulement, le cycle bi-étagé ne s’imposeraqu’à des températures d’évaporation infé-rieures à – 30, voire - 20 °C. L’intérêt du cyclebi-étagé dépendra beaucoup des rendementseffectif et volumétrique des compresseurs etdonc de la technologie des compresseurs rete-nus (voir partie B). Pour les compresseurs àpistons, le rendement effectif chute fortementlorsque le taux de compression augmente. Parexemple, le choix entre un cycle mono-étagéavec un rendement effectif de compression
inférieur à 0,6 et un cycle bi-étagé avec deuxcompresseurs ayant des rendements effectifssupérieurs à 0,8 est immédiat : le cycle bi-étagéest préférable. Dans le cas des compresseursrotatifs à vis ou scroll, les constructeurs recom-mandent pour les basses températures descycles à injection (cycle à économiseur), ce quiest une variante de cycle bi-étagé : la compres-sion totale est réalisée dans une seule spiraleou une seule bi-vis, et un orifice d’injectionpermet de refroidir les vapeurs pendant cettecompression.Des cycles trans-critiques bi-étagés au CO2 per-mettraient de couvrir une large gamme de tem-pératures entre – 50 et – 10 °C. Lorsque la tem-pérature est inférieure à – 50 °C, la situationchange radicalement, pour des raisons de pres-sion de fonctionnement, il n’est plus possibled’utiliser un seul fluide frigorigène dans lecycle. Ni le cycle mono-étagé ni les cycles bi-éta-gés ne peuvent répondre au cahier descharges. Dans ces conditions, la seule solutionréside dans un cycle à cascade. Le choix priori-taire est bien entendu celui des fluides basse ethaute températures discuté plus haut.Cette solution de fluide à cascade utilisantdeux cycles indépendants fonctionne jusquevers – 85 °C avec le R-508B et éventuellementjusque vers – 90 °C avec l’éthane ou même – 100 °C avec l’éthylène. À plus basse tempéra-ture, c’est la cascade intégrée qui utilise plu-sieurs fluides avec un seul compresseur. Cettesolution est valable jusque vers – 150 °C.Encore à plus basse température, il faut avoirrecours aux fluides cryogéniques (azoteliquide).
9782100540174-Meunier-C7.qxd 28/04/10 14:00 Page 214

A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Le dimensionnement d’une machine frigori-fique commence par le choix du régime inter-ne, à partir du régime externe fixé par l’utilisa-teur final.Le régime externe comprend en principe tousles renseignements concernant les conditionsde fonctionnement de la machine :
– Production de froid. L’utilisateur indique aumoins :• la nature de la charge à refroidir (denrées,
produit, eau, locaux…) ;• la température à laquelle cette charge doit
être abaissée.– Évacuation de la chaleur :
• la nature du fluide caloporteur ;• la température de ce fluide.
Par ailleurs, il faut déterminer la puissance fri-gorifique à mettre en œuvre. Cette dernièrepeut être indiquée par l’utilisateur ; dans le cascontraire, elle sera déterminée par l’établisse-ment d’un bilan thermique. On peut aussiimposer des contraintes supplémentaires :consommation énergétique maximale, niveaude bruit, encombrement, consommation eneau…Enfin, on doit respecter, quand ils existent, lestextes de réglementation portant sur la sécuritédes personnels et des bâtiments, sur l’environ-nement, sur les nuisances…Toutes ces données permettent, comme on leverra, de choisir les températures de fonction-nement de la machine frigorifique. Selon lestempératures et les puissances à produire, onpeut sélectionner le fluide frigorigène, en
215
tenant compte aussi d’autres critères (d’ordreréglementaire, par exemple). Le taux de com-pression résultant guide le concepteur vers lamise en œuvre d’une machine à un ou plusieursétages de compression. Le taux maximal admisen pratique pour une machine mono-étagéedépend du fluide frigorigène retenu. Pour desfluides à échauffement limité pendant la com-pression, on peut retenir une limite de 8, voire10. Pour des fluides comme l’ammoniac, le tauxlimite de compression est plus faible ; il est enfait fixé par la température de refoulement.La démarche à suivre pour le dimensionnementd’une machine frigorifique est la même qu’ils’agisse d’une machine mono ou bi-étagée. Dansce chapitre, nous traiterons le cas le plus usuel dela machine mono-étagée. La figure 8.1 résumel’organisation des premières étapes du dimen-sionnement d’une machine frigorifique.
8 • DIMENSIONNEMENT D’UNE MACHINEFRIGORIFIQUE À COMPRESSION
MÉCANIQUE DE VAPEUR
τ4
mono-étagébi-étagé oucascade
Données :
régime externepuissance frigorifiquecontraintes spécifiques
Régime interne : 0, θcθ
fluide frigorigène
τ > noui non
Figure 8.1 – Première étape pour le dimension-nement d’une machine frigorifique :
choix du nombre d’étages de compression.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 215
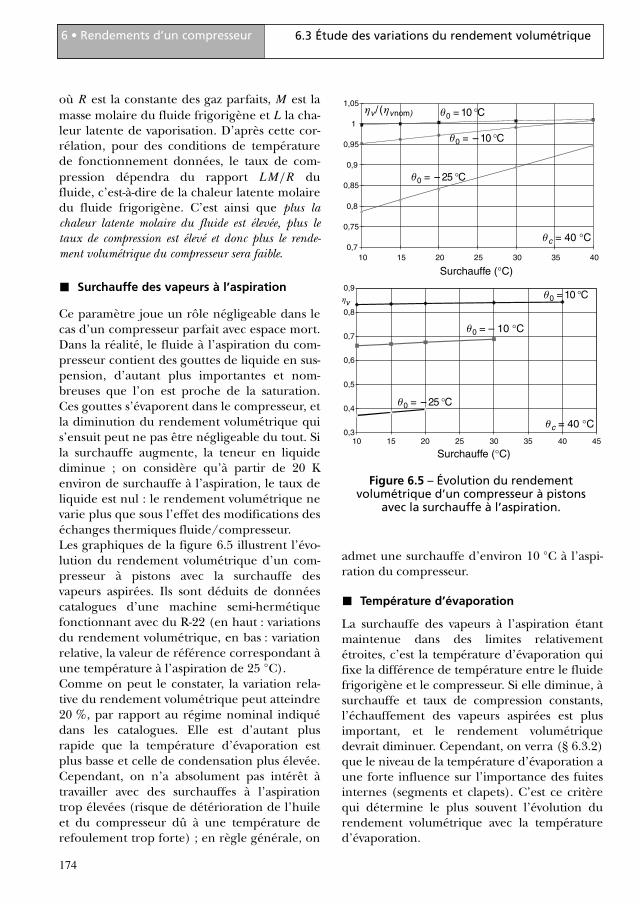
©D
dL
ht
it
ié
tdé
lit
8.1 Établissement du régimeinterne
8.1.1 Choix des températures de cycle
Il s’agit des températures d’évaporation et decondensation. Elles dépendent du type derefroidissement mis en œuvre (direct ou indi-rect), des fluides secondaires qui seront utilisés,et de la technologie des échangeurs installés.
� Température d’évaporation
Quelle que soit la technologie de l’évaporateurutilisé, on peut choisir entre deux principauxtypes d’alimentation : détente directe(figure 8.2), ou évaporateur noyé à regorge-ment (figure 8.3) ou à recirculation. Parailleurs, le refroidissement de la charge frigori-fique peut être direct (l’évaporateur est directe-ment au contact de la charge) ou indirect(l’évaporateur refroidit un fluide frigoporteur,qui refroidit lui-même la charge). Ce derniermode de refroidissement est vraisemblablementappelé à se développer, pour des raisons deconfinement. Les valeurs données ici pour lespincements et les écarts sur le fluide secondairese rapportent au refroidissement direct ; pourl’indirect, il faut de plus tenir compte de la pré-sence d’un second échangeur. Dans le cas d’unévaporateur noyé, le fluide frigorigène n’est passurchauffé : ceci permet de retenir des valeursde pincement légèrement plus faibles.
� Refroidissement d’un liquide
En principe, deux des trois grandeurs suivantessont imposées par l’utilisateur final :
– température d’entrée du liquide (θ f 1),– température de sortie du liquide (θ f 2),
– débit de liquide ms f ou Vs f .
Le plus souvent, on recherche une circulationdes deux fluides à contre-courant ; l’évolutiondes températures peut être schématisée par lafigure 8.4 dans le cas d’un fluide frigorigènesans glissement, et si les chutes de pressions res-tent négligeables.
216
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
Condenseur
Évaporateur
Détendeur
Compresseur
Figure 8.2 – Schéma simplifié d’une machinefrigorifique à détente directe.
Aspiration compresseur
Évaporateur
Détendeur
BSBP
Figure 8.3 – Schéma de principed’un évaporateur noyé (à regorgement).
θo
θf1
θf2
∆θpf
∆θf
Figure 8.4 – Évolution des températuresdans un évaporateur à contre-courant.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 216
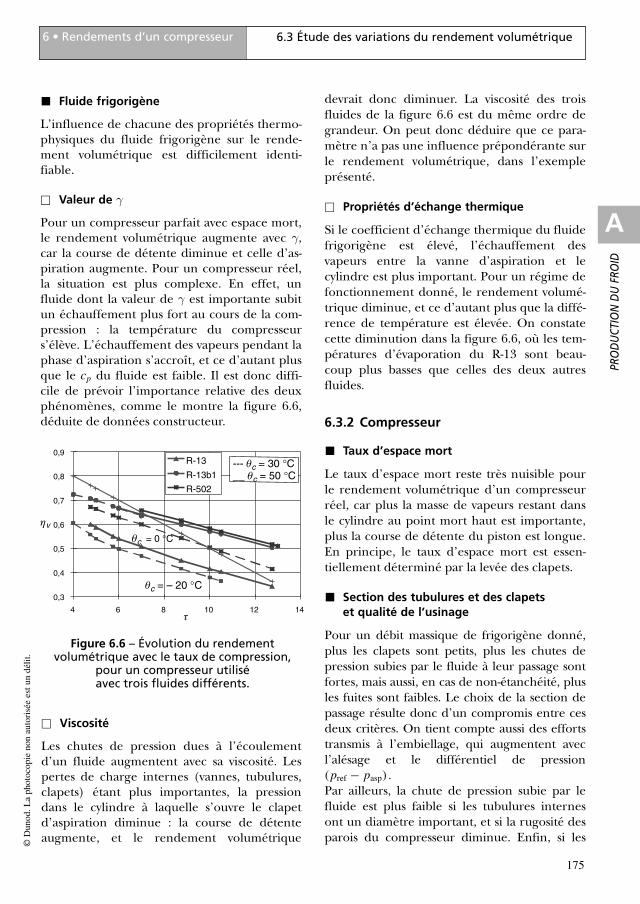
Le choix de la température d’évaporation sefait en adoptant un pincement �θp f en sortied’échangeur. La valeur retenue sera fonctiondu type d’évaporateur choisi (double tubeconcentrique, faisceau tubulaire et calandre,plaques…).On retient en général les plages de valeurs sui-vantes :
– Écart de température sur l’eau :
�θ f = θ f 1 − θ f 2 de 4 à 10 °C
– Pincement en sortie :
�θp f = θ f 2 − θ0 de 3 à 10 °C
De plus, le circuitage de l’échangeur devra assu-rer une vitesse d’eau comprise entre 0,7 et1 m/s.
� Refroidissement d’un débit d’air(conditionnement d’air)
Le refroidissement de l’air est assuré par deséchangeurs constitués de tubes ailetés, ou « bat-teries », montés dans des centrales de traite-ment d’air, ou dans des ventilo-convecteurs, ouencore dans des splits. Ce type de surface offredes coefficients d’échange relativement faibles ;de plus, comme le montre la figure 8.5, la cir-culation des fluides ne correspond pas à uncontre-courant pur. Par conséquent, les pince-ments adoptés ne peuvent qu’être plus élevésque dans le cas du refroidissement de liquides.
Dans la figure 8.5, la température θ f 1 représen-te soit la température de l’air repris de l’entre-pôt à climatiser (batterie dans le local) soit latempérature de l’air extérieur (CTA tout airneuf) alors que θ f 2 représente la températurede l’air soufflé.On retient en général les plages de valeurs sui-vantes :
– Écart de température sur l’air :
�θ f = θ f 1 − θ f 2 de 4 à 10 °C
– Pincement en sortie :
�θp f = θ f 2 − θ0 de 3 à 10 °C
De plus, la section frontale de l’évaporateur estcalculée de façon à ce que la vitesse de l’air soitcomprise entre 1,2 et 2 m/s (on choisit defaibles vitesses pour éviter que les gouttelettesprovenant de la condensation de la vapeurd’eau sur la batterie soient entraînées dans lecourant d’air).
� Refroidissement d’un débit d’air(conservation de denrées)
La donnée imposée est la température à laquel-le les denrées doivent être refroidies, et donc, latempérature θa que doit atteindre le volumed’air à traiter. Si l’entrepôt est refroidi par unebatterie située à l’intérieur du local, θa est égalà θ f 1 sur la figure 8.5. Mais de plus, dans le casparticulier de denrées fraîches, il est impératifde maintenir l’humidité relative du local dansune plage relativement étroite qui dépend desproduits à conserver et de la durée de conser-vation prévue. On peut se procurer des tables(par exemple auprès de l’Institut internationaldu froid) indiquant, pour chaque produit, lesconditions de température et d’humidité rela-tives à maintenir dans un entrepôt ainsi que ladurée d’entreposage.Par définition, l’humidité relative est égale aurapport de la pression partielle de la vapeurd’eau contenue dans un volume d’air donné, àla pression de saturation de l’eau, prise à lamême température :
H R = pν
psat(θa)
La valeur de la pression de saturation nedépend que de la température du local ; celle
217
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
AIR
FR
IGO
.
θf1
θf2
Figure 8.5 – Évaporateur refroidisseur d’air(batterie à ailettes).
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 217
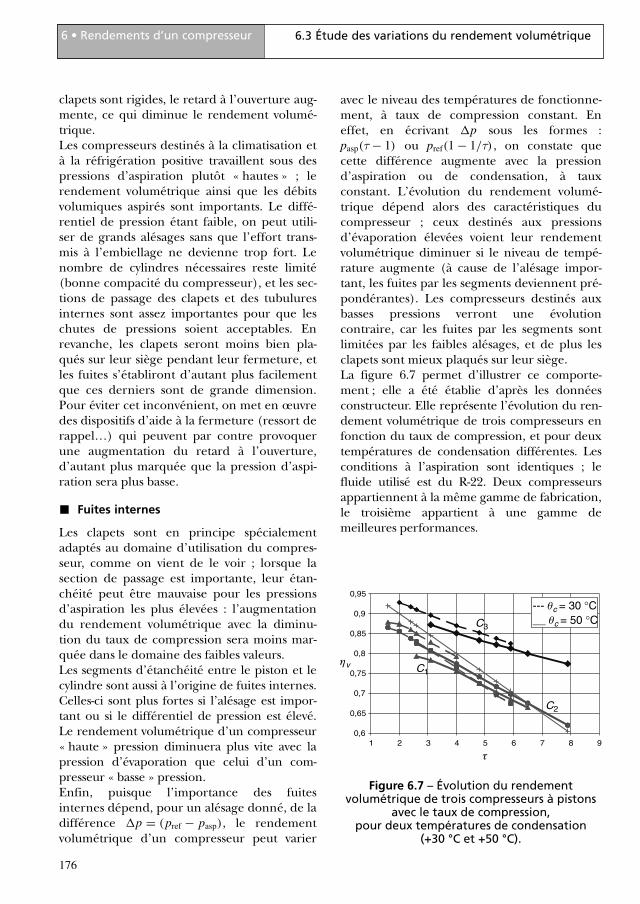
©D
dL
ht
it
ié
tdé
lit
de la pression partielle découle directement dela masse d’eau contenue dans le volume d’air,qui résulte d’un bilan hydrique prenant encompte :
– les dégagements d’humidité (selon l’occupa-tion des locaux et le taux de renouvellementpar infiltration ou ouverture des portes) ;
– les pertes en eau par condensation ou givragesur les surfaces froides, notamment sur l’éva-porateur (ces pertes sont d’autant plus impor-tantes que l’écart [θa − θ0] est élevé).
La courbe de la figure 8.6 présente, à titre indi-catif, l’évolution de l’humidité relative dans unechambre froide positive en fonction de l’écart(θa − θ0).
– température de sortie du fluide caloporteurθsc2,
– débit de fluide caloporteur msc ou Vsc.
Comme pour l’évaporateur, le plus souvent, onrecherche une circulation des deux fluides àcontre-courant à travers un condenseur a déjàété présenté (voir figure 4.13, chapitre 4).
� Condenseur à air
Dans ce cas, on connaît la température de l’airà l’entrée du condenseur. En choisissant unéchauffement de l’air dans la plage de valeurscouramment utilisées, on détermine le débitd’air nécessaire pour évacuer la chaleur rejetéeau condenseur.On retient en général les plages de valeurs sui-vantes :
– Échauffement de l’air :
�θc = θsc2 − θsc1 de 4 à 10 °C
– Pincement en sortie :
�θpc = θsc2 − θc de 3 à 10 °C
De plus, la section frontale du condenseur estdéterminée pour assurer la vitesse d’air choisie.Comme il n’y a pas de condensation de vapeurd’eau, on peut adopter des vitesses plus élevéesque dans le cas d’un évaporateur. On travailleen principe dans des plages de vitesses de 2 à4 m/s ; on peut monter à 6 m/s dans le casd’une implantation du matériel en milieu« industriel », ou quand il n’y a pas de contrain-te de nuisance sonore.
� Condenseur à eau perdue
Pour une machine frigorifique, c’est en généralla température θsc1 de l’eau à l’entrée ducondenseur qui est imposée. Dans le cas d’unePAC, il faut plutôt respecter une températurede sortie d’eau (température de l’eau à l’entréedes radiateurs). On choisit en général deséchauffements relativement importants, defaçon à réduire autant que faire se peut laconsommation d’eau.On retient en général les plages de valeurs sui-vantes :
– Échauffement de l’eau : �θc = θsc2 − θsc1 de 4à 10 °C (pouvant atteindre 20 , voire 30 °C).
218
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
60
70
80
90
100
3 4 5 6 7 8 9 10
DT (°C)
HR
(%
)
Figure 8.6 – Humidité relative dans un localen fonction de la différence entre
la température du local et celle d’évaporation.
La valeur minimale (4 °C) observée pour l’écart(θa − θ0) reflète la résistance thermique repré-sentée par le faisceau tubes/ailettes entre l’airet le fluide frigorigène en évaporation.
� Température de condensation
Comme pour l’évaporateur, en principe, deuxdes trois grandeurs suivantes sont imposées parl’utilisateur final :
– température d’entrée du fluide caloporteurθsc1,
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 218
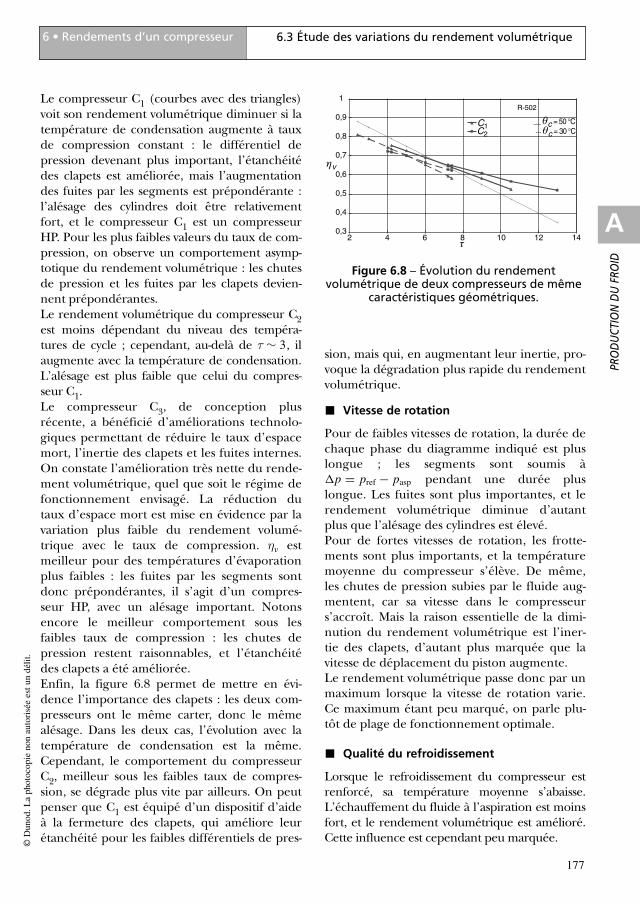
– Pincement en sortie : �θpc = θsc2 − θc de 3 à10 °C.
De plus, le débit d’eau est réparti en circuitsparallèles, de façon à maintenir la vitesse de cir-culation entre 0,8 et 1 m/s.
� Condenseur à eau ettour de refroidissement (voir chapitre 11)
Une telle installation permet de recycler l’eaude refroidissement du condenseur : on parleaussi de condenseur à eau recyclée. La tour derefroidissement est aussi appelée tour ouverte.Une tour de refroidissement permet de mettreen contact l’air humide de l’atmosphère etl’eau échauffée dans le condenseur. Une faiblepartie de cette eau se vaporise au contact del’air et cette évaporation refroidit la fractiond’eau restant liquide, qui est récupérée dansun bac et renvoyée vers le condenseur. Lafigure 8.7 représente une tour ouverte avec cir-culation des fluides à contre-courant.
vers le condenseur. L’air est aspiré à la base dela tour ; le débit est réparti dans les canaux ducorps de remplissage, ce qui permet d’amélio-rer le contact avec l’eau.L’économie d’eau est évidente, puisque lesseuls apports sont ceux nécessaires au rempla-cement de la fraction d’eau évaporée. En pra-tique, ces apports sont majorés d’environ 15 %,car il faut tenir compte de l’entraînement degouttelettes d’eau dans le débit d’air, et de plus,pour maintenir la concentration en sels miné-raux et en impuretés en dessous d’un seuil limi-te, il faut mettre en œuvre un débit d’appointdans le bac de récupération.Pour une tour de refroidissement idéale, l’eauest refroidie jusqu’à la température humide θh
de l’air ambiant. En réalité, il existe un écartnon nul entre la température θsc1 de l’eau quit-tant la tour et θh ; cet écart représente l’ap-proche de la tour : A = θsc1 − θh .L’approche d’une tour est de l’ordre de 3 à8 °C ; connaissant la température humide deréférence du climat dans lequel fonctionneral’installation, on déduit la température θsc1 del’eau à l’entrée du condenseur ; on appliqueensuite la même démarche que pour uncondenseur à eau perdue, pour déterminer latempérature de condensation.Suite à la forte sensibilisation occasionnée parla légionellose, une attention très particulièredoit être apportée à la réalisation et à la main-tenance des tours de refroidissement. Il estimportant de suivre l’évolution de la législationà ce sujet.
� Condenseur évaporatif (ou tour fermée)
À l’examen de la figure 8.7, on constate qu’enplus d’un condenseur à eau standard, on doitmettre en œuvre une tour de refroidissement.De plus, il faut assurer la circulation de la tota-lité du débit d’eau de refroidissement ducondenseur. Ceci représente une dépense éner-gétique d’autant moins négligeable qu’il fautporter l’eau à une pression de quelques bars àl’entrée des pulvérisateurs. On peut alors choi-sir d’utiliser un condenseur évaporatif (figure 8.8).Dans une telle configuration, le condenseur estintégré dans la structure de la tour ; il s’agit
219
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
θc
θsc1
θsc2∆θpc
∆θcθh
Condenseur
Figure 8.7 – Schéma de principed’un condenseur à eau refroidi
par une tour de refroidissement.
L’eau quittant le condenseur est envoyée, aumoyen d’une pompe, dans une rampe de pul-vérisation où elle est divisée en fines goutte-lettes (pour améliorer l’échange thermique).En tombant, elle est ralentie par le packing,structure délimitant des canaux imbriqués ennid d’abeille, et dont la surface est générale-ment ondulée : le temps de contact air-eau estainsi augmenté. L’eau tombe finalement dansun bac d’où elle est reprise pour être renvoyée
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 219
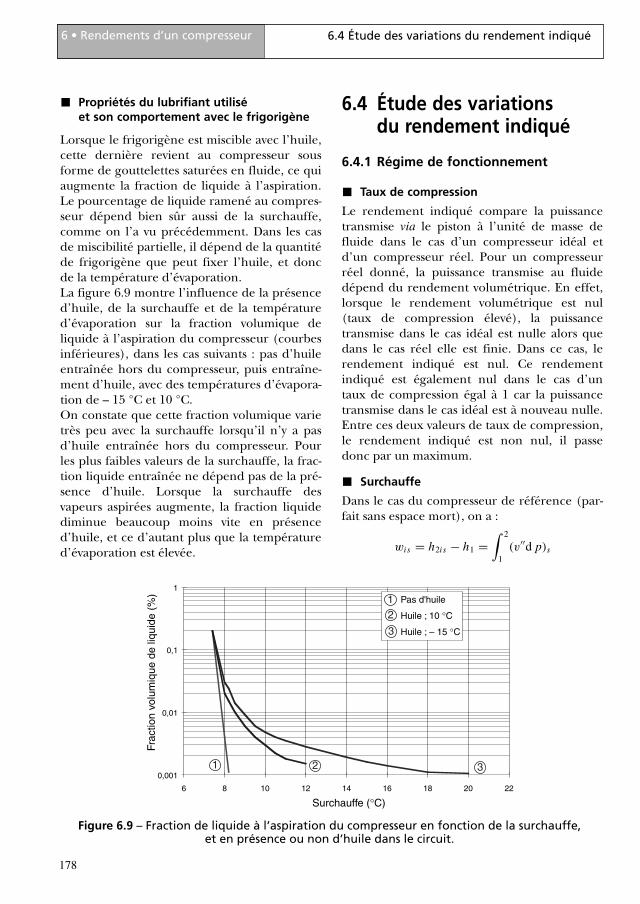
©D
dL
ht
it
ié
tdé
lit
De même que pour les tours de refroidisse-ment, des précautions doivent être prises pouréviter la légionellose et une maintenance rigou-reuse est indispensable.
� Comparaison condenseur à eauperdue/tour ouverte/condenseur évaporatif
Estimation des débits d’eau nécessaires
Le débit d’eau nécessaire au refroidissementdépend du COP de la machine frigorifique, eneffet, en négligeant les pertes thermiques :
COP = Q0
Wet Q0 − |Qc| + W = 0
donc |Qc| = Q0
(1 + 1
COP
)Pour une puissance frigorifique donnée, plusfaible est le COP, plus la puissance à évacuer aucondenseur est élevée.Dans le cas d’un condenseur à eau perdue, ledébit d’eau nécessaire pour évacuer la puissan-ce calorifique dégagée au condenseur s’écrit :
m1 = |Qc|cp(θsc2 − θsc1)
Lorsqu’on utilise une tour ouverte ou uncondenseur évaporatif, le refroidissement estassuré par l’eau évaporée, selon la relationQc = m2.Lν, où Lν est la chaleur latente devaporisation de l’eau. Il vient finalement :
m2 = m1cp(θsc2 − θsc1)
Lν
Avec cp ∼ 4,18 kJ/kg.°C et Lν ∼ 2 400 kJ/kg, eten majorant m2 de 15 % pour tenir compte despertes par entraînement de gouttelettes et de lapurge de déconcentration, on obtient les résul-tats suivants :
θsc2 − θsc1 = 6 °C m2 = 0,0115 m1
θsc2 − θsc1 = 30 °C m2 = 0,06 m1
Remarque
Si θsc2 − θsc1 = 30 °C, ne pas oublier de tenir comp-te du fait que le COP est plus faible et la chaleur àévacuer sera plus élevée.
220
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
θc
θh
Figure 8.8 – Schéma de principed’un condenseur évaporatif
(tour à circuit fermé).
d’un faisceau de tubes à l’intérieur desquels cir-cule le fluide frigorigène. De l’eau, reprise parune pompe dans un bac à la base du conden-seur évaporatif, est pulvérisée sur la surfaceexterne du faisceau tubulaire. La chaleur déga-gée au condenseur est reprise par l’évaporationd’une partie de cette eau, comme dans le cas dela tour ouverte.On aboutit à un dispositif plus compact, et deplus, la pompe de circulation est plus petite,puisque le débit d’eau pulvérisé est beaucoupplus faible. Par contre, la comparaison entretour ouverte et condenseur évaporatif présen-tée au paragraphe suivant montre que ce der-nier ne constitue pas toujours le meilleur choix.Pour un condenseur évaporatif idéal, la tempé-rature de condensation est égale à la tempéra-ture humide θh de l’air ambiant. En réalité, ilexiste un écart non nul entre la température θc
et θh ; cet écart représente l’approche :A = θc − θh.L’approche d’un condenseur évaporatif est del’ordre de 12 à 20 °C ; connaissant la tempéra-ture humide de référence du climat dans lequelfonctionnera l’installation, on déduit directe-ment la température θc de condensation.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 220
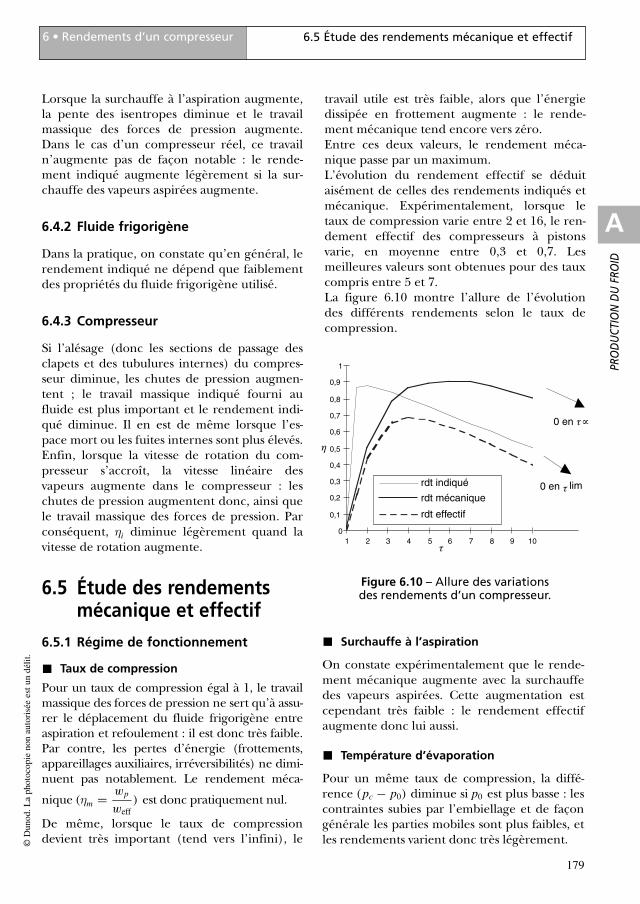
On constate donc que même si le condenseur àeau perdue fonctionne sous un écart de tempé-rature d’eau très important, la consommationd’eau m2 sera toujours beaucoup plus forte quesi l’on utilise une tour m1, le rapport entre lesdeux consommations pouvant atteindre 80.En revanche, l’utilisation d’une tour peut ame-ner un surcoût à l’investissement assez impor-tant, notamment dans certains sites protégés, oùtoutes les garanties doivent être prises pour évi-ter au mieux la formation de panaches et où lamaintenance associée à la légionnellose est pluslourde.
Comparaison tour ouverte/condenseur évaporatif
Cette comparaison, portant essentiellement surdes aspects pratiques, est schématisée dans letableau 8.1.
8.1.2 Choix du fluide frigorigène
Les températures de condensation et d’évapora-tion étant déterminées, on peut choisir le fluidefrigorigène qui sera utilisé. Ce choix s’appuieévidemment sur des critères thermodyna-miques, mais doit aussi tenir compte de
contraintes importantes, d’ordre réglementaire(sécurité, toxicologie et prise en compte del’impact de l’installation frigorifique sur l’envi-ronnement).Les critères de choix et les contraintes règle-mentaires ont été exposés au chapitre 3.
8.1.3 Détermination des principauxpoints du cycle
Le fluide frigorigène, les températures d’évapo-ration et de condensation étant choisis, on peutmaintenant construire le cycle suivi par le flui-de frigorigène.Dans un premier temps, pour un avant projet,on peut négliger les pertes de charges dans cha-cun des éléments de l’installation. On peutaussi les estimer a priori, en se basant sur desvaleurs « standard ». Dans les deux cas, une foisle matériel sélectionné, il convient alors de cal-culer les performances de la machine frigori-fique en prenant en compte les pertes de char-ge réelles.On peut différencier deux types de cycles, selonl’alimentation de l’évaporateur en fluide frigo-rigène :
221
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Tour ouverte Condenseur Commentairesévaporatif
1, 15 Qccp(θsc2 − θsc1)
1, 15 QcLν
Tableau 8.1 – Comparaison tour ouverte/condenseur évaporatif.
Débit d’eaupulvérisée
La consommation énergétique de latour fermée sera moindre.
Compacité
Le corps de remplissage de la tourouverte est en général en PVC.
� ☺
Poids
La tour à circuit fermé demandemoins de surface au sol.
☺ �
Avec une tour ouverte, le conden-seur peut rester près de la machinefrigorifique ; les tuyauteries d’eaune demandent pas autant de pré-cautions que celles de frigorigène.
Facilité d’installation
☺ �
De ce point de vue, les deux solu-tions sont équivalentes.
Écart (θc − θh) θc−θsc2+θsc2−θsc1+θsc1−θh �
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 221
©D
dL
ht
it
ié
tdé
lit
� Évaporateur à détente directe
Le cycle suivi dans un diagramme (h,log p) estdécrit dans la figure 8.9.
– dans l’évaporateur :
δp6−7
On place alors successivement les points suivants.
Point 7 : sortie d’évaporateur. Le détendeur estréglé en principe pour maintenir une surchauf-fe �θSC au point d’environ 5 °C (de façon plusgénérale, elle est comprise entre 3 et 8 °C : endessous, les risques de coup de liquide devien-nent importants, au dessus, l’évaporateur n’estpas utilisé de façon satisfaisante). Le point 7 estdonc à l’intersection de l’isobare p7 et de l’iso-therme θ0 + �θSC .
Point 1 : aspiration compresseur. Lorsque lespertes de charge δp7−1 et l’échauffement �θ7−1
des vapeurs dans la tuyauterie d’aspiration sontnégligeables (dans le cas, par exemple, d’unemachine compacte avec une tuyauterie isolée),le point 1 est confondu avec le point 7. Dans lecas contraire, le point 1 se trouve à l’intersec-tion de l’isobare (p7 − δp7−1) et de l’isotherme(θ7 + �θ7−1).
Point 2 : refoulement compresseur. La pressiondes vapeurs au refoulement du compresseur apour valeur p2 = p4 + δp3−4 + δp2−3. En pra-tique, on sait placer immédiatement le point derefoulement isentropique (2is), à l’intersectionde l’isentrope s1 et de l’isobare p2 . La tempéra-ture réelle des vapeurs refoulées pourra êtreestimée après la sélection du compresseur.
Point 3 : entrée condenseur. Si la tuyauterie derefoulement est suffisamment courte, le point 3est confondu avec le point 2. Dans le cascontraire, les vapeurs sont introduites dans lecondenseur à la pression p2 = p4 + δp3−4 , et àla température θ3 = θ2 − �θ2−3 .
Point 4 : sortie condenseur. Le sous-refroidisse-ment �θSR du liquide en sortie du condenseurest en général de l’ordre de 3 °C (compris entre 1 et 8 °C). Ce sous-refroidissement doit danstous les cas être suffisant pour garantir l’ali-mentation du détendeur en fluide frigorigèneliquide. On choisira donc des valeurs élevées desous-refroidissement lorsque la tuyauterie liqui-de est longue (pertes de charge importantes)ou lorsque le fluide risque de subir un réchauf-fement (tuyauterie placée au soleil). Le point 4
222
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
1
2345
6 7
Figure 8.9 – Cycle suivi par le frigorigène dansune machine à détente directe.
La température d’évaporation choisie corres-pond à la température des vapeurs à saturation(fin d’évaporation). En effet, selon les règlesde l’art, la partie de l’évaporateur utilisée pourla surchauffe est faible. Par conséquent, onpeut considérer sans erreur notable, que pourun réglage standard de la surchauffe, les pertesde charge dans la partie de l’évaporateur cor-respondant à la surchauffe des vapeurs sontnégligeables : la pression d’évaporation et lapression en 7 sont pratiquement confondues.On connaît donc :
– θ0, température d’évaporation et p7 , pressionen sortie d’évaporateur ;
– θc , température de condensation et p4 , pres-sion en sortie de condenseur.
On estime les pertes de charge et les variationsde température :
– dans la tuyauterie d’aspiration :
δp7−1 et �θ7−1
– dans la tuyauterie de refoulement :
δp2−3 et �θ2−3
– dans la tuyauterie de liquide :
δp4−5 et �θ4−5
– dans le condenseur :
δp3−4
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 222
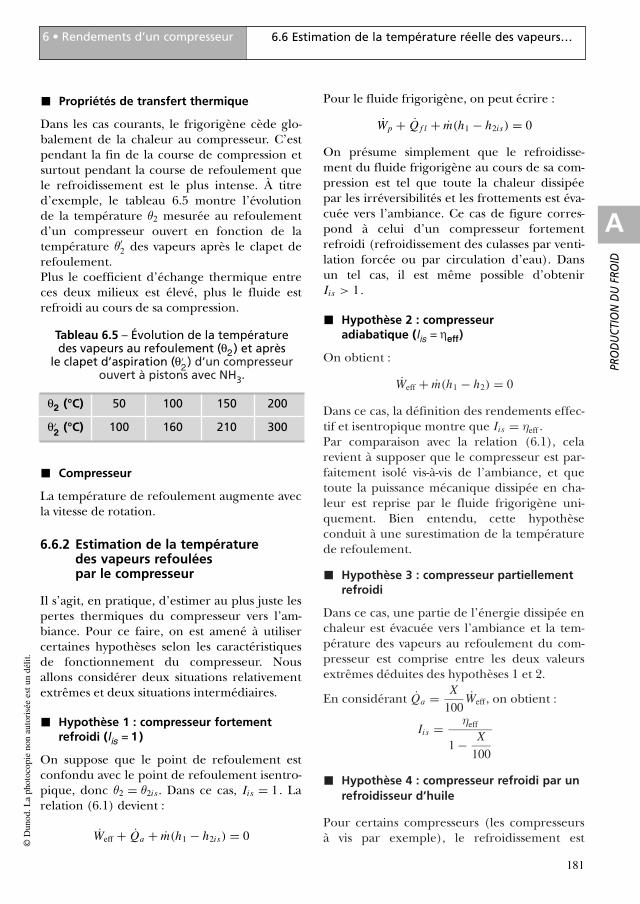
est donc dans le domaine liquide, à l’intersec-tion de l’isobare p4 et de l’isothermeθ4 = θc − �θSR.
Point 5 : entrée détendeur. Le fluide frigori-gène doit impérativement être en phaseliquide. Le point 5 se trouve à l’intersection del’isobare p5 = p4 − δp4−5 et de l’isothermeθ5 = θ4 − �θ4−5.
Point 6 : entrée évaporateur. Le fluide frigorigè-ne est détendu de p5 à p6 par une détente isen-thalpe. Le point représentatif du mélange liqui-de/vapeur, en 6, se trouve à l’intersection del’isobare p6 = p7 + δp6−7 et de l’isenthalpe h5.
� Évaporateurs noyés
Dans les évaporateurs noyés, il existe une bou-teille BP séparatrice de liquide. L’évaporateur(point 1, figure 8.10) est donc alimenté par duliquide pur sans vapeur, en revanche, à la sortiede l’évaporateur (point 7), généralement, on aun mélange diphasique. Si la vaporisation estincomplète, la différence d’enthalpie utilepour la production du froid (h7 − h6) peutéventuellement être faible et, dans ce cas, ledébit massique injecté dans l’évaporateur peutêtre supérieur au débit massique de vapeursaspirées par le compresseur. En effet, appelonsmev le débit de fluide frigorigène dans la partie6-7 de l’évaporateur et m le débit de fluide fri-
gorigène dans le circuit, l’application du pre-mier principe à la bouteille séparatrice (ensupposant qu’il n’y a pas de pertes sur la bou-teille séparatrice BP) donne :
m(h8 − h5) = mev(h7 − h6)
ou encore :
mev = mh8 − h5
h7 − h6> m
Le point 8 correspond à la vapeur saturante à θ0
et le point 5 correspond au point en entrée dudétendeur.Un évaporateur noyé présente des coefficientsd’échange plus élevés qu’un évaporateur à déten-te directe, puisque le fluide frigorigène y est dipha-sique. Par contre, la mise en œuvre d’une bouteilleBP a pour conséquence directe l’augmentation dela masse de fluide, ce qui va à l’encontre des régle-mentations et tendances actuelles.
� Évaporateur à regorgement
Dans le cas d’un évaporateur à regorgement,l’évaporateur est alimenté par gravité en liquidebasse pression à partir d’une bouteille sépara-trice (figure 8.10). La circulation du fluide estprovoquée par la différence de densité du fri-gorigène entre l’entrée et la sortie de l’évapo-rateur. En sortie d’évaporateur, le fluide peut
223
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
5
6a
7
8
5a
6
H1
H2
A
1
24 3
5
6 7
6a
5a
H3
8
Figure 8.10 – Évaporateur à regorgement : cycle type.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 223
©D
dL
ht
it
ié
tdé
lit
être à l’état de vapeur surchauffée, saturée, oude mélange liquide/vapeur, selon la chargethermique appliquée à l’évaporateur. En princi-pe, on cherche à éviter les vapeurs surchaufféesde sorte que la surface d’échange de l’évapora-teur est entièrement utilisée pour l’échangediphasique. Les vapeurs quittant la bouteilleséparatrice BP sont pratiquement saturées et lasurchauffe à l’aspiration du compresseur n’estdue qu’aux échauffements subis dans la tuyau-terie d’aspiration.Par rapport au diagramme de la figure 8.9, lesmodifications concernent l’état du fluide frigo-rigène à l’entrée et à la sortie de l’évaporateur.Le mélange liquide/vapeur pénètre dans labouteille après détente en 5a, point d’intersec-tion de l’isobare p5a (voir détermination plusloin) et de l’isenthalpe h5. L’évaporateur estalimenté à partir de liquide pris au bas de labouteille séparatrice, en 6a. On peut considé-rer que le brassage dû à la circulation est suffi-sant, pendant le fonctionnement de lamachine frigorifique, pour que la températurey soit uniforme. Si la bouteille est suffisammentisolée thermiquement, la température duliquide en 6a est donc : θ6a = θ5a = θsat(p5a) ;sinon, elle est légèrement supérieure :θ6a = θ5a + δθech . Il en est de même pour lepoint 6 (entrée dans l’évaporateur) la tempéra-ture du liquide est θ6 = θ6a + δθasp.Le débit de fluide dans l’évaporateur résulte del’équilibre entre d’une part les chutes de pres-sion dues à la circulation dans les tuyauteries etl’échangeur, et d’autre part la différence depression totale entre la surface du liquide (A)dans la bouteille, et la sortie de l’évaporateur.Pour comprendre le phénomène, on peutappliquer la relation de Bernoulli aux systèmessuivants :
– Liquide dans la bouteille BP :
pA = p6a − ρL gH1
– Tuyauterie 6a-6 :
p6a − δpliq = p6 − ρL gH2 .
δpliq représente les chutes de pression dues àl’écoulement du fluide dans la conduite 6a-6.
– Évaporateur :
p6 + 1
2ρL V 2
6 = p7 + 1
2ρ7V 2
7 +∫ 7
6ρgdH
Évolution de la pression entre la sortie du déten-deur et la sortie de l’évaporateurOn connaît la pression en sortie d’évaporateur,p7 . Les relations précédentes permettent d’ex-primer les pressions aux points 6a, 6 et 5a :
p6 = p7 + δpev
p6a = p6 + δp6−6a
p5a = p6a − ρL gh
� Évaporateur à recirculation
Dans le cas d’un évaporateur à recirculation(figure 8.11), une pompe permet de maintenirdans l’évaporateur un débit de fluide frigorigè-ne supérieur à celui réellement évaporé. C’estdonc un mélange liquide/vapeur qui revientdans la bouteille séparatrice ; les vapeurs quit-tant cette dernière sont aussi pratiquementsaturées. Le coefficient d’échange de l’évapora-teur est en principe amélioré par rapport au casprécédent, puisque la vitesse du fluide est plusélevée.Un tel dispositif est utilisé pour alimenter plu-sieurs évaporateurs fonctionnant éventuelle-ment à des températures différentes : chaqueéchangeur est muni de son propre détendeur(D) ainsi que d’un robinet à pression constante(R) (sauf ceux qui travaillent à la températurela plus basse).Dans un tel dispositif, il faut choisir la valeur dutaux de recirculation, qui est égal au rapportentre le débit massique effectivement véhiculépar la pompe et le débit minimal qui seraitnécessaire si l’évaporation était complète.Pour une puissance frigorifique donnée, le débitde liquide envoyé dans l’évaporateur par lapompe s’écrit (figure 8.11, schéma de droite) :
mc = Q0
h8 − h7
Le débit correspondant à une évaporation tota-le s’écrit (figure 8.12) :
224
8.1 Établissement du régime interne8 • Dimensionnement d’unemachine frigorifique…
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 224

mev = Q0
h6 − hsat,v= Q0
Lν
En pratique (voir chapitre 1), on retient unevaleur du taux de recirculation comprise entre2 et 8 ; plus le volume massique du liquide estélevé, plus le taux de recirculation est faible.
225
8.2 Détermination des composantsd’une machine frigorifique
8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
1
24 35
6
7
6a
5a
6'8
9 10
5
6
10
1
5a
6a6'7
8
9
D
R
Figure 8.11 – Évaporateur à recirculation : cycle type.
1
24 35
6 sat,v
7
Figure 8.12 – Cas d’une évaporation jusqu’àsaturation du fluide frigorigène.
Régime interne
Calcul du débit volumique aspiré
Sélection du compresseur
Modifier le cycle ?
OK ?
Sélection des échangeurs
Calcul des tuyauteries
Sélection de l'organe de détente
OUI
NON
Autrecompresseur
NONRecherche nouveau régime interne
OUI
Figure 8.13 – Démarche pour la déterminationdes composants d’une machine frigorifique
mono-étagée.
8.2 Détermination des composants d’unemachine frigorifique
Après avoir choisi le cycle suivi par le fluide fri-gorigène, et connaissant la puissance frigori-fique à fournir, on peut sélectionner les com-posants de la machine frigorifique. La figure8.13 permet de synthétiser la démarche propo-sée.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 225
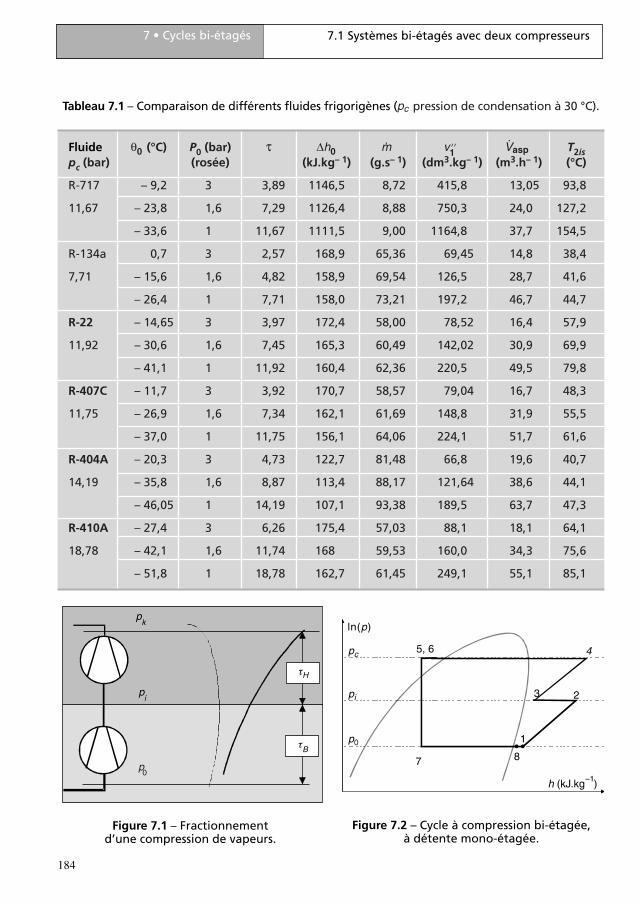
©D
dL
ht
it
ié
tdé
lit
8.2.1 Débit massique évaporé et débitvolumique aspiré
Débit massique de frigorigène :
m = Q0
h7 − h6
Débit volumique que doit aspirer le compresseur :
Vasp = mν′′1
8.2.2 Sélection du compresseur
On connaît la valeur du rendement volumé-trique.
� Utilisation des données fourniespar le constructeur
Dans ce cas, on connaît la puissance fournie àl’évaporateur d’une machine frigorifique réali-sant un cycle décrit par le constructeur (les gran-deurs correspondant aux données constructeursont notées avec un astérisque), et utilisant lemême fluide frigorigène que celui envisagé(figure 8.14).
Entre le cycle constructeur et le cycle utilisa-teur, le débit volumique de vapeurs aspirées parle compresseur est maintenu.Les puissances frigorifiques produites à l’éva-porateur, dans chacun des deux cycles(constructeur et utilisateur), s’écrivent :
Q∗0 = m∗(h∗
7 − h∗6) = V ∗
asp
ν′′∗1
(h∗7 − h∗
6)
226
8.2 Détermination des composantsd’une machine frigorifique
8 • Dimensionnement d’unemachine frigorifique…
*
6*
3*2 ,*4 ,5* *
7 ,1* *
234
5
6
7
1
∆hev
∆hev
Figure 8.14 – Cycle constructeur (traits pleins)et cycle utilisateur (pointillés).
Q0 = m(h7 − h6) = Vasp
ν′′1
(h7 − h6)
soit :
Vasp = Q0ν′′
1
(h7 − h6)
Finalement, le compresseur à sélectionner estcelui qui, dans les conditions du cycle construc-teur, produira à l’évaporateur une puissance fri-gorifique :
Q∗0 = V ∗
asp
ν′′∗1
(h∗7 − h∗
6) = Q0ν′′
ν′′∗1
h∗7 − h∗
6
h7 − h6
� Exemple de sélection d’un compresseurà partir des catalogues
On cherche à produire une puissance frigori-fique pour refroidir un débit de 4 320 kg/h defluide frigoporteur de – 16 à – 21 °C (cp =2 kJ.kg−1.K−1), avec le régime interne suivant :
– température d’évaporation : θ0 = – 25 °C (find’évaporation) ;
– surchauffe des vapeurs en sortie d’évapora-teur : + 5 °C (point 7 figure 8.14) ;
– température de condensation : + 40 °C (fin decondensation) ;
– sous refroidissement du liquide en sortie decondenseur : + 3 °C (point 4) ;
– échauffement dans la tuyauterie d’aspiration :1 °C (point 1) ;
– désurchauffe dans la conduite de refoule-ment : négligeable ;
– ligne liquide : refroidissement de 1 °C (point 5).
On admet, a priori, les pertes de charge sui-vantes :
– évaporateur : 0,5 °C ;– tuyauterie d’aspiration : 0,5 °C ;– refoulement : 0,65 °C ;– condenseur : 0,5 °C (température de rosée) ;– ligne liquide : 1 °C.
Le fluide frigorigène est du R-404A. Le cyclesuivi est schématisé figure 8.15.On connaît la température de saturation en 7,sortie d’évaporateur (– 25 °C). On connaît aussila température en 7 (surchauffe de 5 °C, doncθ7 = −20 °C).
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 226
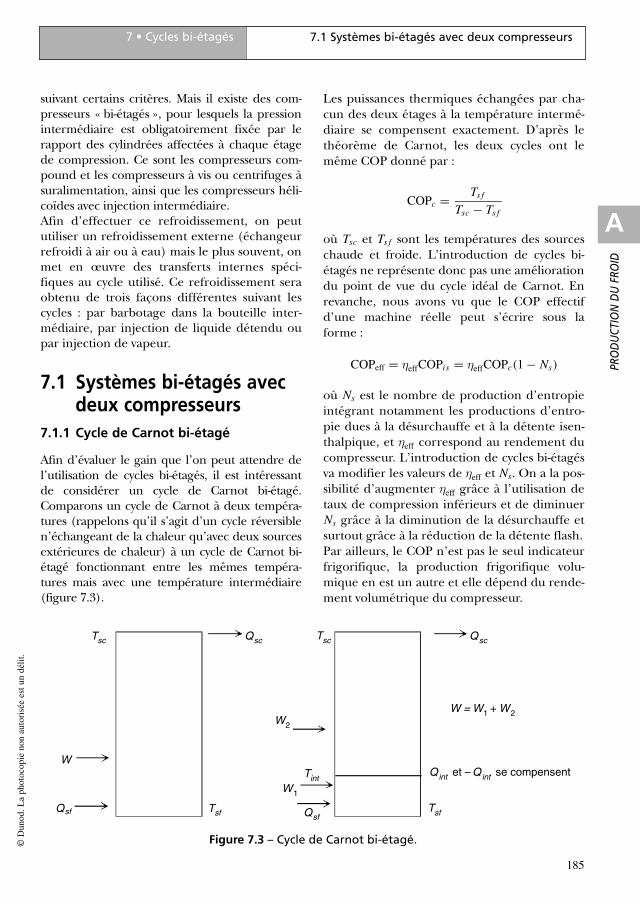
A
PRO
DU
CTIO
N D
U F
ROIDDans la tuyauterie d’aspiration, les vapeurs
subissent une perte de charge de 0,5 °C et unéchauffement de 1 °C. On a donc θsat,1 =−25,5 °C et θ1 = −21 °C.La température de saturation en 4 estθsat,4 = +40 °C ; le sous-refroidissement est de3 °C, donc θ4 = 37 °C. On calcule la pression debulle : p4 = +18,33 bar.Les mélanges zéotropes présentent une petitedifficulté lorsque les pertes de charge au traversdes échangeurs sont exprimées en bars. En effet,à l’entrée du condenseur, on utilise le point derosée, et le point de bulle à la sortie. Ici, onconnaît la température de bulle en sortie ducondenseur ; la perte de charge dans le conden-seur est de 0,5 °C, donc la température de bullecorrespondant à la pression de saturation en 3est 40,5 °C. La pression correspondante (pres-sion de bulle) est de 18,55 bars, et c’est la valeurde la pression de rosée en 3. La température derosée en 3 est alors θsat,3 = 40,85 °C. Pour un
fluide pur ou un mélange azéotrope, on auraiteu directement θsat,3 = 40,5 °C. Bien sûr, dans lecas du R-404A, la différence est faible, mais ellepeut être très importante pour des mélanges àfort glide, tels que le R-407C.La température réelle θ3 d’entrée dans lecondenseur n’est pas encore connue : elle estégale à la température de refoulement ducompresseur.La perte de charge dans la ligne liquide permetde déterminer la pression en 5 : θsat,5 = 39 °C ; latempérature du liquide avant détente estθ5 = 36 °C.En tenant compte des chutes de pression dansla tuyauterie 2-3, on déduit la température desaturation des vapeurs au refoulement du com-presseur : θsat,2is = θsat,2 = 41,5 °C.On peut dès lors remplir partiellement letableau de coordonnées thermodynamiques(tableau 8.2, valeurs en gras).On peut déjà calculer les débits nécessaires.Débit massique de frigorigène :
m = Q0
h7 − h6= 12
208,5 − 105,8
= 116,8 × 10−3 kg.s−1
Débit volumique que doit aspirer le compresseur :
Vasp = mν′′1 = 116,8 × 10−3 × 0,0817
= 9,55 × 10−3 m3.s –1, soit 34,4 m3.h –1
227
8.2 Détermination des composantsd’une machine frigorifique
8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
1
2 4
3
5
6 7
Figure 8.15 – Cycle mono-étagé.
Point θsat Type de P θ h s v(°C) pression (bar) (°C) (kJ.kg–1) (kJ.kg–1.K–1) (m3.kg–1)
1 – 25,5 Rosée 2,45 – 19 209,5 0,849 0,0817
2 is 41,5 Rosée 18,85 55,5 252,0 0,849 0,0109
2 41,5 Rosée 18,85
3 40,85 Rosée 18,55
4 + 40 Bulle 18,33 37 107,4 0,39 0,001
5 39 Bulle 17,9 36 105,8 0,385 0,001
6 – 24,5 Rosée 2,55 – 25 105,8
7 – 25 Rosée 2,5 – 20 208,5 0,843 0,0795
Tableau 8.2 – Coordonnées thermodynamiques du R-404A dans le cycle étudié.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 227
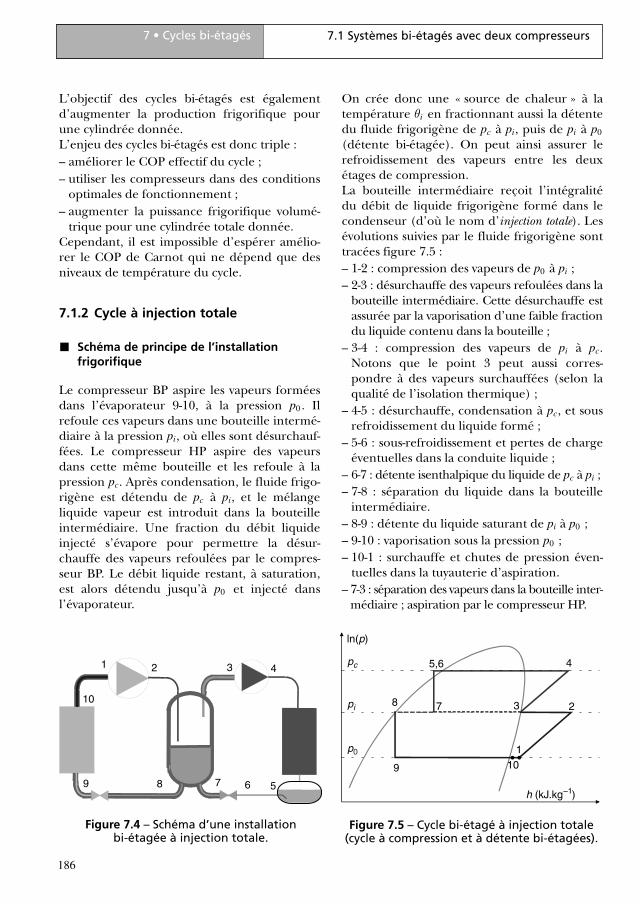
©D
dL
ht
it
ié
tdé
lit
Le constructeur de compresseur retenu indiqueles puissances frigorifiques de ses compresseursselon le cycle suivant : température des vapeursaspirées 25 °C ; pas de sous-refroidissement. Il nedonne pas de correction applicable en fonctionde la température réelle des vapeurs aspirées.On a besoin des coordonnées thermodyna-miques suivantes, pour les mêmes pressionsd’aspiration et de refoulement :
– enthalpie du liquide avant détente : il s’agitdu liquide saturé à 41,5 °C soit 18,85 bars ;
– enthalpie et volume massique des vapeurs àl’aspiration (2,45 bars, 25 °C).
Soit :
h∗5 = h∗
6 = 115 kJ/kg h∗1 = h∗
7 = 247,9 kJ/kg
ν′′∗1 = 0,09935 kJ/kg h∗
2is = 300,6 kJ/kg
Première méthode : on sélectionne a priori un com-presseur dont la puissance dans le cycle « com-presseur » est au moins égale à celle que l’ondoit produire. On calcule son rendement volu-métrique pour les pressions d’aspiration et derefoulement auxquelles on travaillera. On peutalors déterminer le débit volumique qu’il peutaspirer. Ce débit doit être supérieur à celui donton a besoin. Si ce n’est pas le cas, il faut recom-mencer la démarche avec un compresseur decylindrée supérieure.Dans le catalogue constructeur (tableau 8.3), lemodèle B peut répondre au problème (com-presseurs spiro-orbitaux).Pour un régime (– 25,5/+ 41,5 °C), le
compresseur A fournit une puissance frigori-fique de 10,29 kW, et le compresseur B, 13,1 kW(on calcule successivement les puissances frigori-fiques pour (– 25,5/+ 40 °C) et (– 25,5/+ 45 °C),puis une seconde interpolation permet d’aboutirau régime recherché).Le compresseur A ne permettra manifestementpas de produire la puissance frigorifique requise. Le compresseur B devrait permettre de pro-duire la puissance frigorifique recherchée.Avec ce modèle, le débit massique aspiré serade 98,6 g/s et le débit volumique sera de35,3 m3/h (pour un volume balayé de35,6 m3/h) ; on peut admettre que dans lecycle utilisateur, le débit volumique aspiré seraaussi de 35,3 m3/h. Le débit massique seradonc de 119,8 g/s, et la puissance frigorifiqueproduite à l’évaporateur sera égale à 12,3 kW(à comparer à 13,1 kW pour le cycle construc-teur).
Remarques
– Comme on le voit sur cet exemple, les perfor-mances d’un compresseur dans le cycle utilisateurpeuvent être inférieures à celles annoncées pour lecycle constructeur. Dans ce cas précis, cette dimi-nution est due à la surchauffe très importante desvapeurs aspirées dans le cycle constructeur : pourun même débit masse, la puissance frigorifique estplus élevée, car la production frigorifique massiqueaugmente.
– En toute rigueur, il est plus prudent, vis-à-vis durespect du cahier des charges, de sélectionner lemodèle de puissance immédiatement supérieure àcelle demandée.
228
8.2 Détermination des composantsd’une machine frigorifique
8 • Dimensionnement d’unemachine frigorifique…
Modèle Température de Température d’évaporation (°C)condensation (°C) – 35 – 30 – 25 – 20 – 15
A 35 7,02 9,2 11,61 14,28 17,28
40 6,51 8,48 10,77 13,27 16,07
45 6,02 7,82 9,93 12,22 14,81
B 35 9,02 11,73 14,63 17,83 21,46
40 8,46 10,95 13,67 16,67 20,04
45 7,81 10,18 12,65 15,45 18,57
Tableau 8.3 – Catalogue constructeur : puissances frigorifiques en kW.
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 228
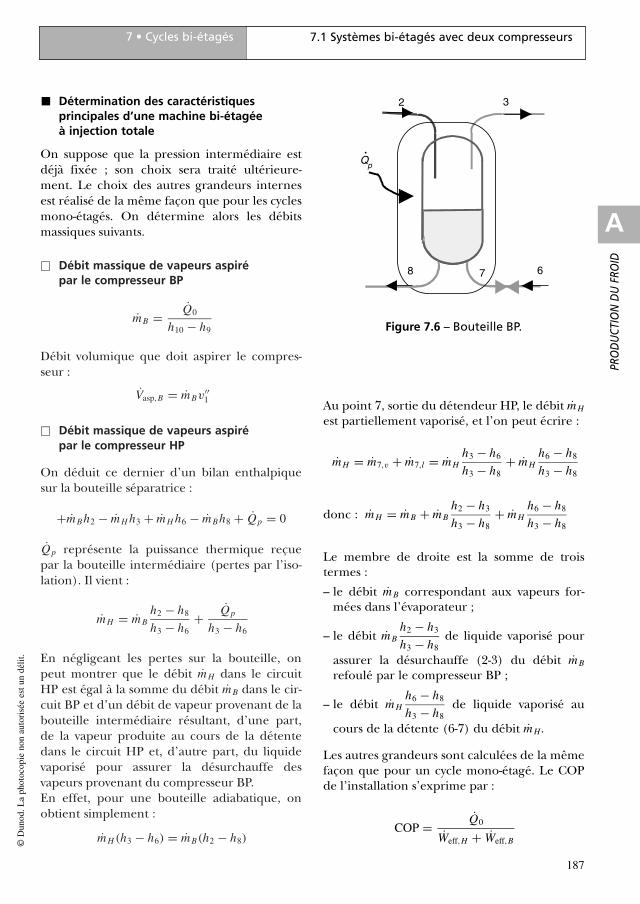
Exemple 1
La figure 8.16 montre l’écran de sélection du logicielBitzer (version 3.1). Le fluide frigorigène est duR-717. L’utilisateur indique les températures de satura-tion à l’aspiration et au refoulement du compresseur. Ilindique aussi le sous-refroidissement du liquide avantdétente (point 5), la surchauffe à l’aspiration et celleen sortie d’évaporateur (surchauffe utilisable). Enfin,le logiciel requiert la puissance frigorifique (produiteà l’évaporateur). Après calcul, deux modèles sontproposés, encadrant la puissance frigorifique recher-chée. Dans cet exemple, nous choisirons le compres-seur W2NA, pour une puissance frigorifique de15,18 kW. Le débit massique étant indiqué, le calculdu débit volumique de vapeurs aspirées très aisé. Unautre écran permet de connaître le volume balayé(49,9 m3/h).
Exemple 2
Les figures 8.17 à 8.19 présentent le logiciel de sélec-tion Select 4, de DWM Copeland : comme précé-demment, les températures d’évaporation et decondensation demandées doivent correspondre auxpressions d’aspiration et de refoulement (figure8.17). Par contre, l’écran représenté figure 8.18 per-met d’accéder à une description plus détaillée du cir-cuit frigorifique, où la puissance frigorifique
229
8.2 Détermination des composantsd’une machine frigorifique
8 • Dimensionnement d’unemachine frigorifique…
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
Deuxième méthode : le compresseur retenu doitafficher une puissance frigorifique « construc-teur » au moins égale à :
Q∗ = V ∗asp
ν′′∗1
(h∗7 − h∗
6) = Q0ν′′
1
ν′′∗1
h∗7 − h∗
6
h7 − h6
= 12 × 0,0817
0,09935× 247,9 − 115
208,53 − 105,8
= 12,8 kW
On sélectionne le modèle dont la puissance estimmédiatement supérieure, donc le compres-seur B, à 13,1 kW. Dans les conditions réellesd’utilisation, ce compresseur fournira une puis-sance frigorifique de 12,3 kW, son débit volu-mique à l’aspiration sera de 9,79 × 10−3 m3/s,son débit massique de 119,8 g/s (les différencesnumériques proviennent des arrondis de calcul).
� Utilisation d’un logiciel de sélection fournipar le constructeur
De nombreux fabricants de compresseurs four-nissent des logiciels de sélection qui permettentde prendre en compte les conditions réellesd’utilisation de leurs matériels.
Figure 8.16 – Écran de sélection du logiciel Bitzer (version 3.1).
9782100540174-Meunier-C8.qxd 28/04/10 14:04 Page 229
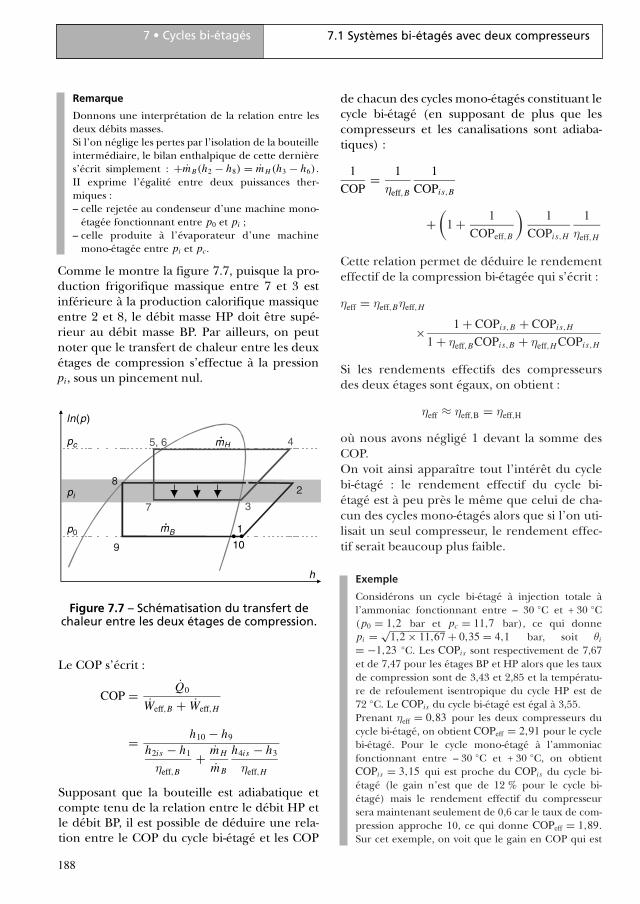
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
pérature de source chaude de 95 °C et 35 °Cde température de refroidissement.Ce type d’unité est bien adapté aux plafondsrafraîchissants ou aux poutres froides et à l’uti-lisation de capteurs plans solaires commesource chaude. Pour un ensoleillement de 800 W/m2, un capteur plan sous vide aura unrendement de 0,6 à 75 °C (figure 10.7). Le ren-dement moyen sur la journée d’un tel capteurà 75 °C atteint 0,4 si bien que le COPs pourfournir de l’eau glacée à 15 °C avec de l’eau derefroidissement à 27 °C est de 0,3 ce qui esttout à fait acceptable.Néanmoins, le principal problème de cettefilière est le stockage et/ou l’appoint pour pal-lier la variabilité de l’ensoleillement en climattempéré. Généralement, un stockage d’eauchaude est réalisé (figure 10.5) et un appoint(résistance électrique ou chaudière gaz) estprévu. Il faut être très vigilant sur l’appoint(gaz ou électrique) qui peut complètementdétruire l’avantage environnemental de cettefilière : l’appoint doit être inférieur à 20 %pour garantir l’intérêt en ce qui concerne lesémissions de gaz à effet de serre.
10.4.2 Le froid solaire thermique avec des capteurs à concentration
Le regain d’intérêt pour l’électricité thermody-namique à partir de centrales à concentrationrelance la perspective d’utiliser de tels capteurspour des systèmes frigorifiques à sorption.Utilisant soit des capteurs cylindro-parabo-liques soit des capteurs paraboliques de révolu-tion, il est possible de produire de la chaleur àhaute température qui permettra de faire fonc-tionner un cycle à sorption à COP plus élevéque celui obtenu avec un capteur plan.À partir de chaleur disponible à une tempéra-ture supérieure à 150 °C (ce qui est très facileavec un système à concentration qui peut pro-duire de la chaleur à une température supé-rieure à 300 °C), on peut utiliser, pour la clima-tisation, un système à absorption eau-LiBr àdouble effet dont le COP thermique sera égal à1,2. Si le rendement du capteur est de 0,6, celaconduit à un COP solaire de 0,72, ce qui esttout à fait remarquable et change radicalement
les perspectives par rapport à un COP solairelimité à 0,2 dans le cas des capteurs plans.Cette filière sera nettement plus performanteque la filière PV.De même, pour la conservation alimentaire à – 8 °C, utilisant un cycle à absorption ammo-niac-eau à régénération, on obtiendra un COPthermique supérieur à 0,6 et le COP solaireatteindra 0,36 et sera, à nouveau, plus perfor-mante que la filière PV conventionnelle.Un capteur parabolique de révolution produitune puissance thermique de l’ordre de 20 kW.Pour les capteurs cylindro-paraboliques, cesont des puissances du même ordre de gran-deur ou supérieures qui sont obtenues. Cettesolution est donc envisageable pour des puis-sances supérieures à 25 kW frigorifiques.Pour l’instant, il n’existe pas de produit com-mercial correspondant à cette solution. Sondevenir dépend de la dissémination de ce typede capteurs solaires qui, actuellement, ne sontpas fabriqués en grandes séries et sont encoreréservés à des applications de productiond’électricité. L’émergence de cette filière est à attendre dansles pays chauds et secs car seul le rayonnementsolaire direct est valorisé par les systèmessolaires à concentration.
10.4.3 Le froid (ou les PAC industrielles)à partir de chaleur géothermique(ou des rejets thermiques) à moyenne température
La géothermie à moyenne température pro-duit de la chaleur pouvant atteindre 90 °C.Dans le cas de l’IdF, la température n’atteintqu’un peu plus de 70 °C, ce qui est juste pourla valoriser, dans de bonnes conditions, avec dela sorption pour produire du froid. Enrevanche, il existe des nappes aquifères quiproduisent de la chaleur à plus haute tempéra-ture. Ainsi, des études prospectives, menées enMartinique, laissent présager que de la chaleurà une température supérieure à 85 °C pourraitêtre produite à partir de structures aquifèressituées à une profondeur inférieure à 500 m.Dans ces conditions, il devient possible de cli-matiser les locaux par du froid renouvelable
284
10.4 La filière thermique de froid de renouvelable10 • Froid renouvelable : solaireéolien, géothermie et biomasse
9782100540174-Meunier-C10.qxd 28/04/10 14:10 Page 284
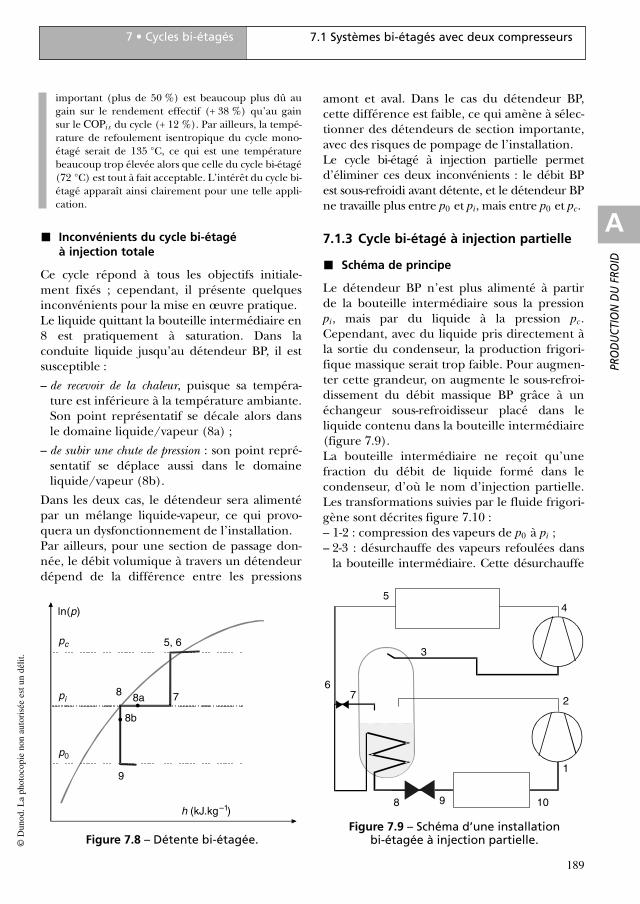
produit par sorption (absorption ou adsorp-tion) à partir de la géothermie.De plus, il est également envisageable, en ayantrecours à des cycles avancés à sorption, de pro-duire du froid à plus basse température (– 8 °C) pour satisfaire les besoins du froidcommercial.Des études de développement existent danscette direction et devraient livrer leurs conclu-sions dans des délais brefs.Dans la chasse au gaspillage d’énergie, la valo-risation des rejets thermiques à moyenne tem-pérature soit pour la production du froid (viala sorption) soit pour la production de chaleurhaute température (via des PAC haute tempé-rature) est de plus en plus souvent envisagée,néanmoins, reste à régler le problème du bonfluide frigorigène.
10.4.4 La trigénération renouvelable
Le développement de filières de cogénérationà biomasse (à partir du bois, des déchets ou dubiogaz) incite à valoriser la production de cha-leur produite par ces unités de cogénérationmême lorsqu’il n’y a pas besoin de chauffer leslocaux. C’est ainsi que des réseaux de chauf-fage urbain ou collectif disposent de chaleurrenouvelable en excès en été. D’où le recours àdes systèmes à absorption pour valoriser cettechaleur en permettant le rafraîchissement deslocaux. Des solutions existent déjà dans cer-taines villes et elles sont amenées à se dissémi-ner si le coût des énergies fossile et électriqueaugmente fortement.
10.5 Tendances du froidrenouvelable
Les objectifs de forte réduction des émissionsde GES pour les décennies à venir imposent àtous les secteurs, y compris celui de la produc-tion du froid, des démarches d’économied’énergie et de recours à des énergies décarbo-nées. Dans les prochaines décennies, le secteur dufroid va continuer à se développer fortement
dans les pays émergents et en développementd’une part à cause de la climatisation mais sur-tout pour assurer la sécurité alimentaire parl’intermédiaire de l’amélioration de la chaînedu froid encore trop souvent défaillante dansde nombreux pays.Sous contrainte d’économie d’énergie et deréduction des émissions de gaz à effet de serre,un important marché du froid va émerger dansdes pays où l’énergie solaire est abondante etoù le réseau électrique n’est pas toujours dequalité. Le froid renouvelable offre au moins deuxréponses techniques pour résoudre ces pro-blèmes.La première réponse technique est basée surun mix d’électricité renouvelable (PV + éolien)avec éventuellement un groupe électrogène enappoint pour les plus grosses installations. Lescomposants de base existent, néanmoins ledéveloppement de systèmes intégrés suscep-tibles de répondre à ces besoins reste à faire. Ilen va ainsi de la mise sur le marché de groupesautonomes d’électricité renouvelable intégrantdes panneaux PV et une micro-éolienne avecles batteries. De même du côté frigorifique, dessystèmes à compression mécanique à courantcontinu ainsi que des systèmes intégrant lestockage de froid seraient les bienvenus.Le devenir de cette filière dépend essentielle-ment de l’évolution du coût des matériels(panneaux PV, micro-éoliennes, batteries, etc.)dont tout indique qu’il devrait baisser forte-ment dans les décennies à venir.À côté de la dissémination attendue du froidrenouvelable dans les pays en développement,une percée est également attendue dans lespays développés. Avec la forte progression duPV, on est en droit de s’attendre à l’apparitionde réseaux électriques en courant continu ali-mentés essentiellement par de l’électricitérenouvelable pour l’habitat, le tertiaire, le com-mercial et la climatisation. Par ailleurs la poli-tique d’achat à coût élevé de l’électricité PV vaaller en s’amenuisant si bien que des stratégiesde vente du surplus de la production d’électri-cité renouvelable va se développer dans un ave-nir proche. Dans ces conditions, de nombreuxsystèmes frigorifiques pourraient fonctionner
285
10.5 Tendances du froid renouvelable10 • Froid renouvelable : solaireéolien, géothermie et biomasse
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C10.qxd 28/04/10 14:10 Page 285
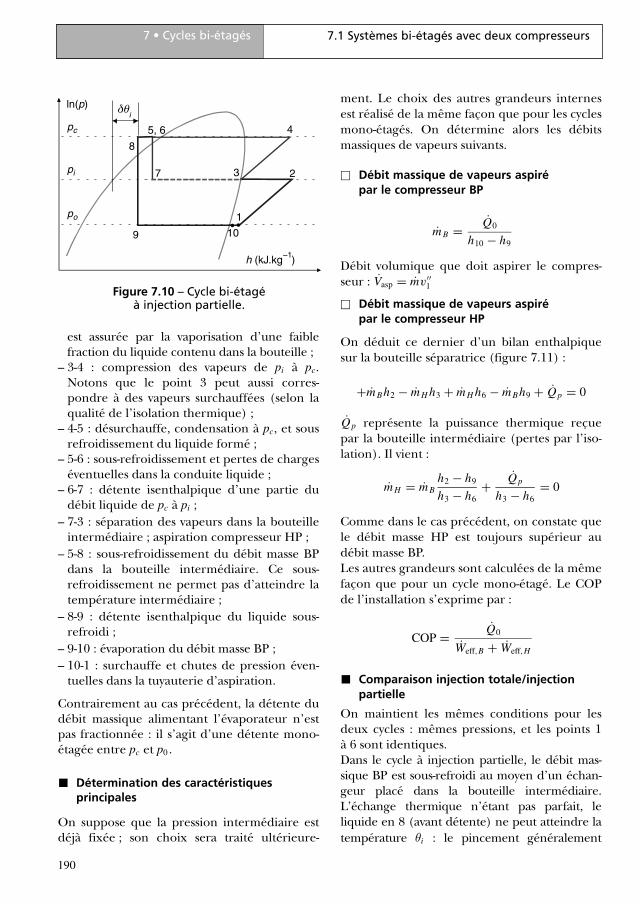
avec des moteurs à courant continu et êtreéquipés de systèmes de stockage intégrés afind’effacer les heures de pointe. Domaines où del’innovation serait nécessaire.Cette solution du froid renouvelable via l’élec-tricité, pour prometteuse qu’elle soit, ne doitpas faire oublier la solution via la filière ther-mique.Dans les pays ensoleillés en développement, lafragilité du réseau électrique incite à utiliserdes systèmes à sorption afin de réduire les picsde consommation d’électricité pour la climati-sation. Le recours à des systèmes de productiondu froid couplés à des centrales solaires àconcentration devrait se développer.
La solution thermique devrait voir le jourd’une part, pour des puissances de quelquesdizaines de kW à plusieurs centaines de kW,grâce à la percée attendue des systèmes solairesthermiques à concentration (cylindro-parabo-liques ou paraboliques de révolution) etd’autre part, pour des petites puissances dequelques centaines de W à quelques kW, à par-tir de systèmes solaires à capteurs plans. Lesproduits visés sont des chambres froides aussibien que de la climatisation. À nouveau, le pro-blème du stockage (froid et chaud) est unpoint clef pour le succès de cette filière.
286
10.5 Tendances du froid renouvelable10 • Froid renouvelable : solaireéolien, géothermie et biomasse
9782100540174-Meunier-C10.qxd 28/04/10 14:10 Page 286
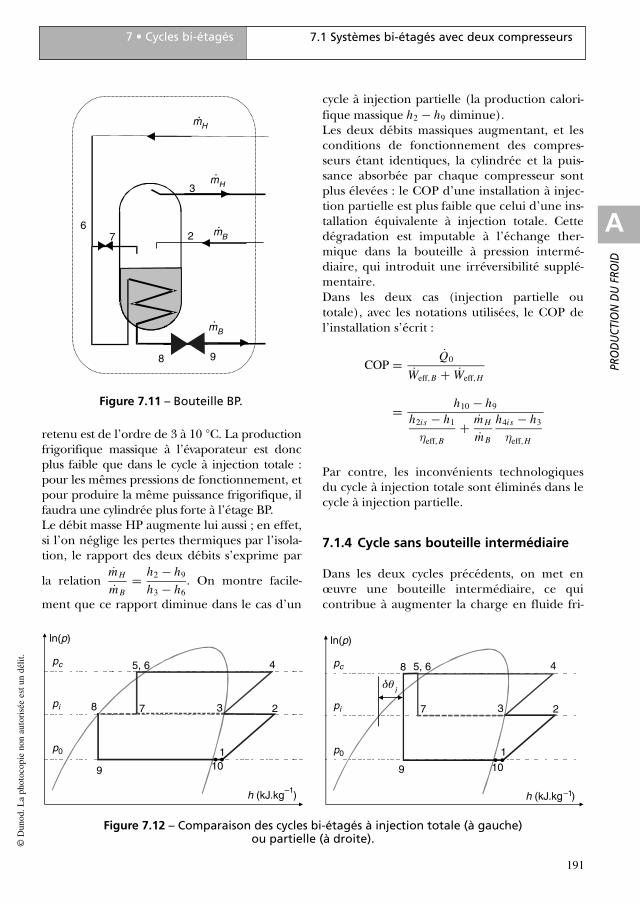
A
PRO
DU
CTIO
N D
U F
ROID
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Dans son sens le plus large, un modèle est unoutil (analogique ou numérique) permettantde prédire le comportement d’un système phy-sique, avec un but précis. Le plus souvent, cettedescription est partielle, ne prenant encompte, par exemple, que les régimes station-naires, ou ne calculant pas la totalité des para-mètres. On peut donc distinguer différentsniveaux :– le niveau de base est constitué par le calcul
thermodynamique des cycles en régimenominal. Ce niveau est pratiqué par tous lesfrigoristes ;
– un second niveau correspond à la simulationdétaillée des composants. Y ont recoursessentiellement les frigoristes travaillant chez les constructeurs de tels composants (compresseurs, échangeurs, etc.). Certainsbureaux d’études et concepteurs d’installa-tions utilisent des codes de calculs leur per-mettant d’optimiser certains composants(échangeurs) ;
– un troisième niveau consiste à simuler enrégime permanent le système frigorifique glo-bal. Les bureaux d’études et les installateurssont de plus en plus nombreux à utiliser detels outils ;
– le quatrième niveau consiste à simuler enrégime transitoire le système frigorifique glo-bal. Les spécialistes en régulation des sys-tèmes frigorifiques utilisent de telles simula-tions de même que certains bureaux d’étudeset installateurs.
Initialement, la modélisation était utilisée prin-cipalement pour prévoir des performances oupour optimiser tout ou partie d’un système, ouencore, mieux comprendre des phénomènesen réduisant les phases purement expérimen-tales. Elle constitue une étape obligatoire et
287
primordiale dans les algorithmes de FDD(détection et diagnostic de pannes) développésdepuis une dizaine d’années dans l’industriedu froid ; dans ce cas, les paramètres fournispar le modèle décrivent le comportement stan-dard et sont utilisés comme référence pourdétecter un éventuel défaut. Dans une FDD, leterme « modélisation » est pris au sens large :entre les modèles « boîte noire », qui sont desimples régressions (linéaires ou non) de résul-tats expérimentaux mesurés sur un prototype,et les modèles « boîtes blanches », construitstotalement à partir d’équations physiques, ontrouve des modèles « boîte grise » utilisant deséquations physiques simplifiées et des corréla-tions expérimentales.Mis à part les applications relevant de la FDD,la démarche suivie pour les trois derniersniveaux de simulation est toujours la même :– une étape de modélisation sur la base des
deux premiers principes de la thermodyna-mique plus des lois de transferts spécifiquessuivant les composants : thermique, méca-nique des fluides, acoustique, etc., ainsi quele choix d’hypothèses simplificatrices ;
– le choix de la méthode numérique pourtransformer les équations résultant de lamodélisation en un système d’équations dis-crétisées qui peuvent être résolues ;
– la mise au point d’un solver (ou plus généra-lement l’utilisation d’un solver existant,accessible sur Internet le plus souvent) quipermet d’effectuer la simulation à partir desconditions aux limites et des conditions ini-tiales ;
– la dernière étape qui ne doit en aucun casêtre oubliée est la validation de l’outil desimulation mis au point. Le plus souvent,cette validation s’effectue à partir d’expé-
11 • MODÉLISATION ET SIMULATION
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 287
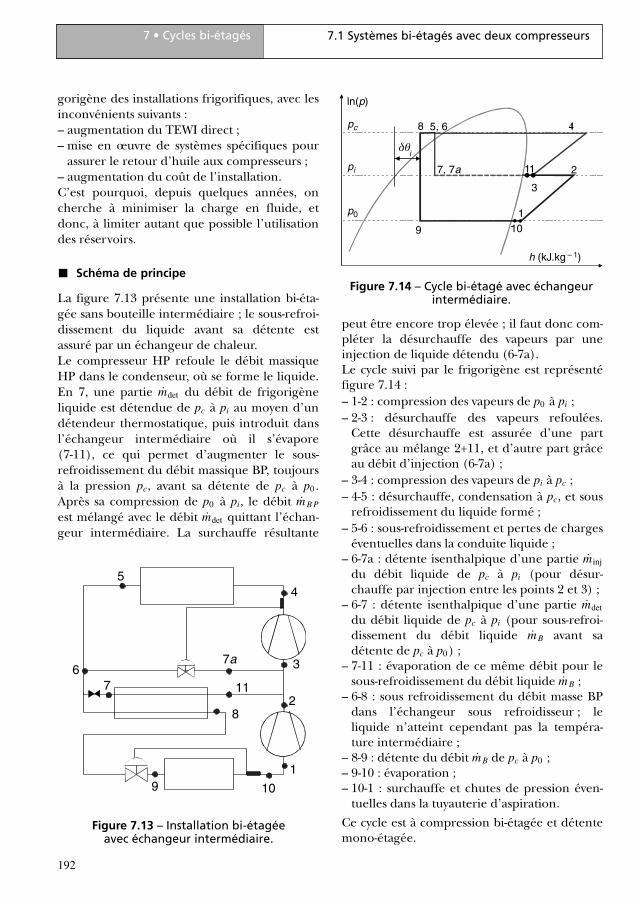
©D
dL
ht
it
ié
tdé
lit
riences de laboratoire mais cela peut, éven-tuellement, être une validation basée sur uneexpérimentation numérique (utilisation d’uncode numérique déjà validé pour valider unnouvel outil de simulation).
11.1 Calcul des propriétésthermodynamiques et des cycles
Le calcul sur diagramme est avantageusementremplacé par un calcul informatisé utilisantsoit un tableur (Excel) ou un solver tel queEES (c’est le cas de Coolpack disponible surinternet qui utilise EES). Si un frigoriste veutse créer son propre tableur de calcul de cycles,il doit disposer des données thermodyna-miques des fluides. Ces données thermodyna-miques sont généralement tabulées ou four-nies à partir de corrélations. Pour ces calculsde cycles, les seules équations utilisées sont leséquations bilans (d’enthalpie et de matière)obtenues à partir de l’application du premierprincipe de la thermodynamique en systèmeouvert (sur chaque composant). Les chutes depression et les pertes thermiques sont simple-ment estimées. De nombreux constructeursmettent à disposition sur internet des logicielsfermés permettant de calculer des cycles prédé-finis avec un choix de fluides standards (citonsDuprex de Dupont, Solkane de Solvay-fluor, ouencore certains logiciels de sélection de com-presseurs).Le calcul de cycle permet d’aller au-delà dusimple bilan thermique, en modélisant desphénomènes un peu plus complexes. Dans lapublication présentée ici1, on étudie les consé-quences de la présence d’huile frigorifiquedans un circuit avec un évaporateur à détentedirecte.
Le système étudié est un mélange de fluide fri-gorigène non azéotropique (R-407C) etd’huile. L’huile est supposée parfaitement mis-cible et sa pression de vapeur est négligée,enfin l’huile est supposée ne pas présenter demiscibilité préférentielle avec les constituantsdu mélange.L’enthalpie du mélange fluide frigorigène +huile (ht ) s’écrit :
ht =(
ml,r
ml,r + mh + mv
)hl,r
+(
mh
ml,r +mh +mv
)hh +
(mv
ml,r +mh +mv
)hv
où ml,r ; mh ; mv; hl,r ; hh ; hv représentent res-pectivement les débits massiques de fluide fri-gorigène liquide, d’huile et de vapeur ainsi queles enthalpies massiques du fluide frigorigèneliquide, de l’huile et de la vapeur.
288
11.1 Calcul des propriétés thermodynamiques et des cycles
11 • Modélisation et simulation
1 D’après M. Youbi-Idrissi, J. Bonjour, C. Marvillet et F.Meunier, « Impact de la solubilité fluide frigorigène-huile sur les performances d’un évaporateur fonction-nant au R-407C », Int. Jour. Ref. 26, 2003, pp. 284-292.
Figure 11.1 – Solubilité de l’huile dans le R-407C.
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 288
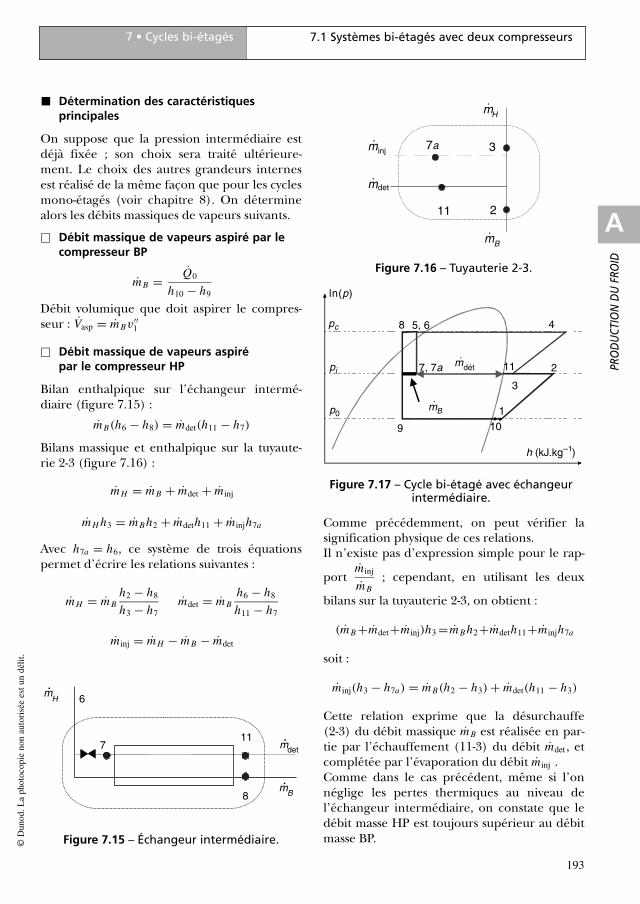
En introduisant la concentration massiqued’huile (ch) et le titre en vapeur x rapporté aumélange fluide frigorigène plus huile :
ch = mh
ml,r + mh + mv; x = mv
ml,r + mh + mv
l’enthalpie du mélange s’écrit :
ht = (1 − x − ch)hl,r + chhh + xhv
Introduisant une extension de la loi de Raoultpour représenter les résultats expérimentaux de
289
11.1 Calcul des propriétés thermodynamiqueset des cycles
11 • Modélisation et simulation©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Figure 11.2 – Diagramme (log P, h) pour le mélange R-407/huile (2 %).
Figure 11.3 – Quantité non évaporée de R-407C en fonction de la surchauffe et pour deux huiles (l’huile I, qui correspond aux figures 11.1 et 11.2, et l’huile II,
dans laquelle le R-407C est moins soluble).
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 289
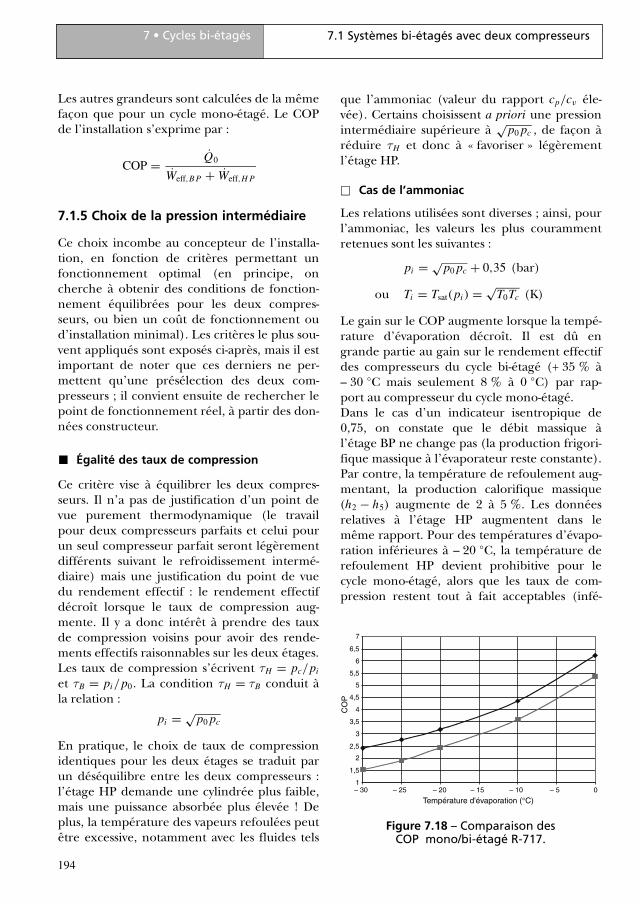
©D
dL
ht
it
ié
tdé
lit
la solubilité du fluide frigorigène dans l’huile(figure 11.1) et utilisant les propriétés du fluidefrigorigène données par le logiciel REFPROP6,les auteurs en déduisent le diagramme enthal-pique du mélange (figure 11.2) ainsi que laquantité de fluide frigorigène non évaporée ensortie de l’évaporateur (figure 11.3). Les résul-tats de la figure 11.3 montrent que cette quan-tité de fluide frigorigène non évaporée (quireprésente la perte de puissance de l’évapora-teur) dépend fortement de la surchauffe en sor-tie de l’évaporateur, de la concentration d’huileet enfin de la qualité de l’huile. Dans la majo-rité des cas, la concentration en huile entraî-née est comprise entre 1 % et 4 %. Pour unesurchauffe standard (5 K) et une faible concen-tration d’huile (1 %), la quantité de fluide nonévaporé reste négligeable, et la perte de puis-sance est inférieure à la précision des mesures ;pour des concentrations supérieures, la pertede puissance peut augmenter significative-ment, comme pour l’huile II dans la figure11.3 : il faut alors régler une surchauffe d’aumoins 8 K pour que la quantité de fluide nonévaporé soit inférieure à 3 %.
La validation de ce modèle a été présentéedans une autre publication2. La figure 11.4montre la perte de puissance, observée expéri-mentalement et prédite en fonction de la sur-chauffe avec du R-407C, la concentrationd’huile entraînée étant de 2 %. Pour une trèsfaible surchauffe (1,5 K), la perte atteint 10 %mais elle est inférieure à 2 % pour une sur-chauffe supérieure à 3 K.
11.2 Simulation en régimepermanent d’un système frigorifiqueglobal
Dans ce cas, la simulation peut aussi bien êtresimplifiée ou au contraire très complexe sui-vant les hypothèses de travail retenues pour
290
11.2 Simulation de composants11 • Modélisation et simulation
Figure 11.4 – Perte de puissance due à la présence de 2 % d’huile en fonctionde la surchauffe pour du R-407C.
2 D’après M. Youbi-Idrissi, J. Bonjour, M-F Terrier, C. Marvillet et F. Meunier, « Oil presence in an evapo-rator: experimental validation of a refrigerant/oil mix-ture enthalpy calculation model », Int. Jour. Ref. 27,2004, pp. 215-224.
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 290
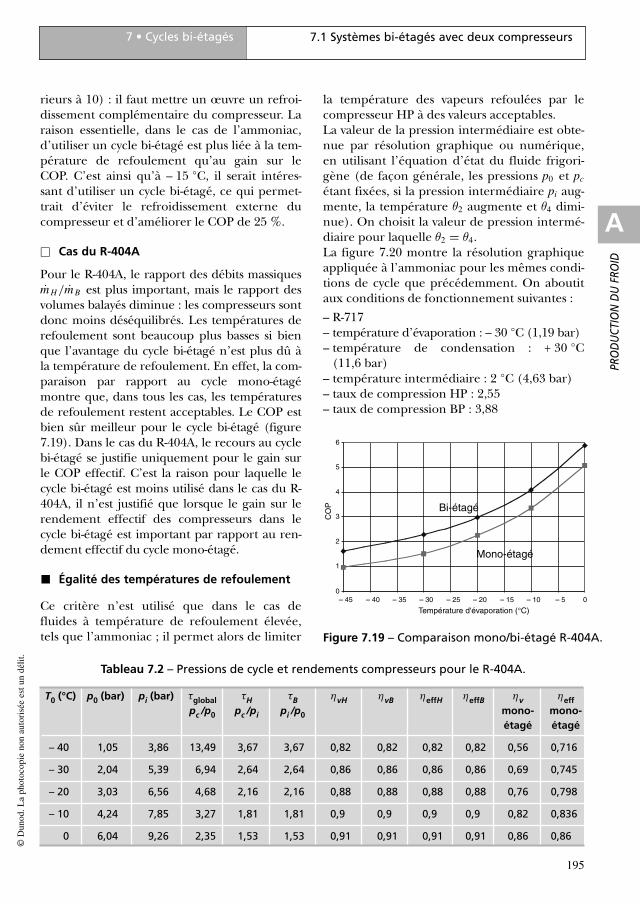
représenter les différents composants. Le cas leplus complexe consisterait à utiliser lesmodèles détaillés (avec les équations aux déri-vées partielles) pour les différents composants(compresseur, évaporateur, condenseur, déten-deur, etc.) et à coupler entre eux ces outils desimulation avec des conditions de raccorde-ment Cette démarche, qui conduirait à desoutils excessivement – et inutilement – lourds,n’est généralement pas la démarche retenue.Des modélisations simplifiées sont le plus sou-vent retenues. On effectue généralement lesbilans de matière et d’énergie sur chaque com-posant en considérant que les propriétés ther-modynamiques dans chaque composant sontuniformes. Pour les échangeurs, on doit cepen-dant considérer plusieurs zones selon l’étatphysique des fluides, pour prendre en compteles différents coefficients d’échange thermiquePar exemple, dans un condenseur, on pourradéfinir trois zones : la zone de désurchauffedes en régime transitoire vapeurs, la zone àchangement de phase et la zone de sous-refroi-dissement. Le résultat important est que, de lasorte, on obtient non pas un système d’équa-tions aux dérivées partielles mais un systèmed’équations différentielles ordinaires (c’est-à-dire des équations où seule la dérivée des gran-deurs par rapport au temps intervient, à l’ex-clusion des dérivées par rapport aux variablesd’espace). Le problème est donc complexed’un point de vue physique car plusieurs com-posants sont couplés mais il est simplifié poursa mise en équations car la réponse de chaquecomposant est simplifiée par rapport au pro-blème réel. De plus, si on recherche le pointde fonctionnement correspondant au régimepermanent, le problème est encore simplifiécar les équations bilan sur chaque composantne comportent pas de termes d’accumulation. Le tableau 11.1 montre les résultats d’une tellesimulation appliquée à un groupe refroidisseurde liquide et qui permet de prédire les régimesde fonctionnement et les performances selonles régimes externes. Dans l’exemple, on sélec-tionne les composants d’un équipement frigo-rifique air/air pour produire 7 kW avec de l’airà 27 °C au condenseur et un régime d’eau àl’évaporateur de 12 °C/7 °C (tableau a). Pour
une température d’air extérieur de + 35 °C, eten imposant le même régime d’eau on trouvele nouveau régime interne en utilisant les don-nées constructeur pour le compresseur, et enmaintenant constantes les surfaces d’échange(tableau b). Ce même outil peut aussi être uti-lisé comme aide à la définition des organes deréglage du circuit frigorifique. Dans cetexemple, on admet que le coefficient globald’échange est constant, ce qui est très simplifi-cateur ; pour obtenir des résultats plus précis, ilfaut calculer la valeur de ce coefficient entenant compte des propriétés et des vitesses dechacun des deux fluides, pour chaque régimeétudié.On peut aussi utiliser une modélisation enrégime permanent pour étudier le comporte-ment d’un système frigorifique dans desrégimes quasi-stationnaires, avec des évolutionstrès lentes dans le temps. La figure 11.5 montreainsi l’évolution des performances d’une PACair/eau dans le temps, en tenant compte de laformation de givre à l’évaporateur. À chaquepas de temps considéré, le modèle calcule lamasse de givre formée, et en supposant unerépartition uniforme sur la batterie, déduit larésistance thermique supplémentaire, la nou-velle température de surface, les nouveauxcoefficients d’échange et les nouvelles tempé-ratures de cycle ; il calcule alors les nouvellesperformances de la PAC (précision dumodèle : environ 5 %).Les logiciels commerciaux de simulation enrégime permanent permettent de traiter lesproblèmes simples de prévision des perfor-mances ; pour étudier des phénomènes un peuplus complexes tels que l’encrassement deséchangeurs, il est nécessaire de développer sonpropre code.
291
11.2 Simulation de composants11 • Modélisation et simulation©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 291
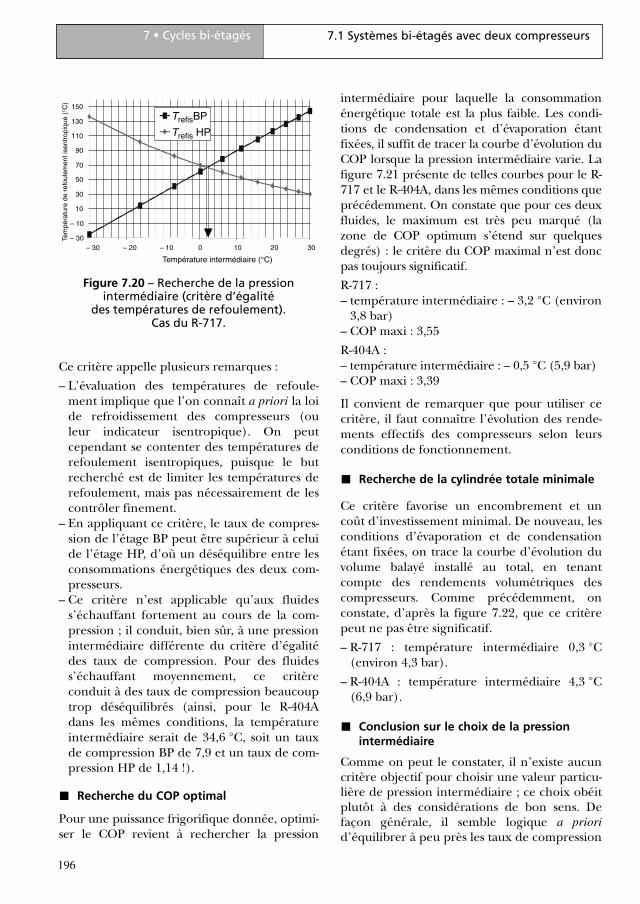
© D d L h t i t i é t délit
292
11.2 Simu
lation
de co
mp
osan
ts11
•M
od
élisation
et simu
lation
Tableau 11.1a – Simulation en régime permanent d’un groupe GRL. Régime nominal.
R407C Condenseur Evaporateur cp 4.18
Tamb 27.00 Vair 3500 m3/h Teeau 12.00 °CTev 3 SC 5 rho air 0.8503 kg/m3 meau -0.335241 kg/s
Tcd 40.00 SR 3 mair 0.8267 kg/s -1.206866 m3/h
T sortie 37.16 °C Delta T -5 °C
Compresseur masp 0.0417 kg/s
Refroid 0.300 Qocp 7.01 kWrdt vol 0.854 Qabs 1.99 kW
0.576 Qcond 8.40 kW
asp refis reel 0p reel p roséeHp bulle Hp sortie cd entrée ev rosée év sortie évp Pa 511079 1541309 1541309 1541309 1541309 1541309 1541309 511079 511079 511079Tsat °C 3.00 40.00 40.00 40.00 40.00 34.91 34.91 3.00 3.00 3.00T °C 8.00 55.64 60.82 60.82 40.00 34.91 31.91 3.00 3.00 8.00h kj/kg 415.63 443.15 449.07 449.07 424.33 252.10 247.41 247.41 410.93 415.63 kJ/(kg.°C) 1789.6 1789.6 1789.6v m3/kg 0.04720 0.01652 0.04720
Qsr 0.195 Qcd 7.174 Qdesur 1.030tliq 31.91 tbulle 34.91 trosee 40.00 Tref 60.82hliq 247.41 hbulle 252.10 hrosee 424.33 href 449.07te 27.00 t1 27.24 t2 35.91 ts 37.16DT1 4.91 DT2 7.67 DT3 4.09 DT4 23.66DTLM 6.19 5.69 11.15KS_SR 0.0316 KS_cd 1.2604 KS_ds 0.0924 KS Cond 1.3844
Qev 6.81 Qsc 0.20teevap 3.00 trosée evap 3.00 tsevap 8.00tssf 7.00 t1 11.86 tesf 12DT1 4.00 DT1 8.86 DT1 4.00DTLM 6.11 6.11KS-ev 1.114 KS sur 0.032 KS evap 1.146
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 292
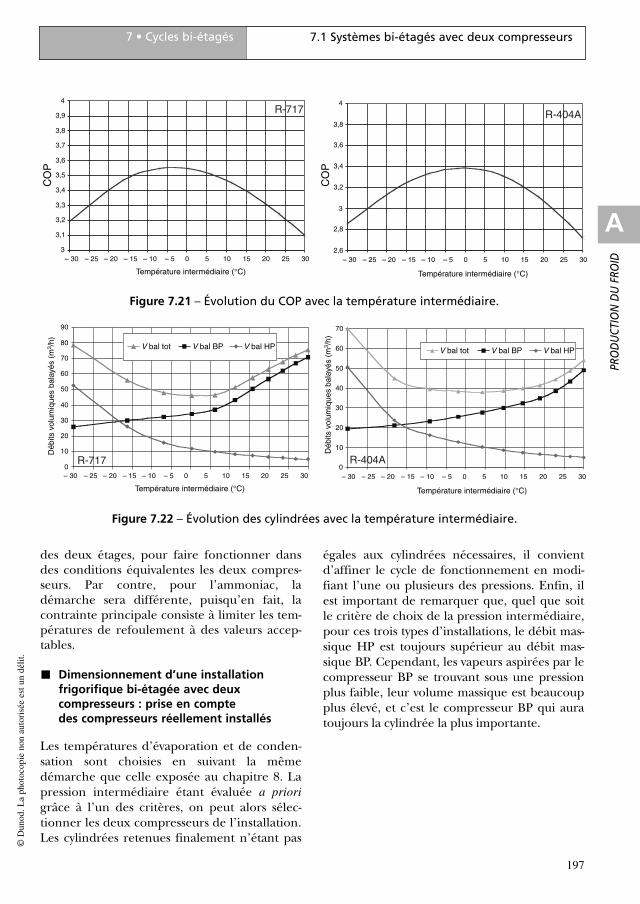
293
11.2 Simu
lation
de co
mp
osan
ts11
•M
od
élisation
et simu
lation
© Dunod. La photocopie non autorisée est un délit.
A
PRODUCTION DU FROID
Tableau 11.1b – Simulation en régime permanent d’un groupe GRL. Second régime.
R407C Condenseur Evaporateur cp 4.18
Tamb 35.00 Vair 3500 m3/h Teeau 12.00 °CTev 3.5 SC 5 rho air 0.8730 kg/m3 meau -0.30824 kg/s
Tcd 47.00 SR 3 mair 0.8487 kg/s -1.109662 m3/h
T sortie 44.39 °C Delta T -5 °CCompresseur masp 0.0410 kg/s
Refroid 0.300 Qevap 6.44 kW Qcond 7.97 Qevap 6.44rdt vol 0.827 Qabs 2.18 kW KS nomi 1.384 KS nomi 1.146
0.595 Qcond 7.97 kW KS 1.388 KS 1.155écart (%) -0.3 -0.7
asp refis reel 0p reel p roséeHp bulle Hp sortie cd entrée ev rosée év sortie évp Pa 519864 1844588 1844588 1844588 1844588 1844588 1844588 519864 519864 519864
Tsat °C 3.50 47.00 47.00 47.00 47.00 42.20 42.20 3.50 3.50 3.50
T °C 8.50 64.18 68.88 68.88 47.00 42.20 39.20 3.50 3.50 8.50
h kj/kg 415.88 447.53 453.13 453.13 425.58 263.79 258.92 258.92 411.17 415.88
kJ/(kg.°C) 1789.0 1789.0 1789.0v m3/kg 0.04641 0.01381 0.04641
Qsr 0.200 Qcd 6.641 Qdesur 1.131tliq 39.20 tbulle 42.20 trosee 47.00 Tref 68.88hliq 258.92 hbulle 263.79 hrosee 425.58 href 453.13te 35.00 t1 35.24 t2 43.06 ts 44.39DT1 4.20 DT2 6.96 DT3 3.94 DT4 24.48DTLM 5.46 5.31 11.25KS_SR 0.0366 KS_cd 1.2510 KS_ds 0.1006 KS Cond 1.3881
Qev 6.25 Qsc 0.19teevap 3.50 trosée evap 3.50 tsevap 8.50tssf 7.00 t1 11.85 tesf 12DT1 3.50 DT1 8.35 DT1 3.50DTLM 5.58 5.58KS-ev 1.120 KS sur 0.035 KS evap 1.155
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 293
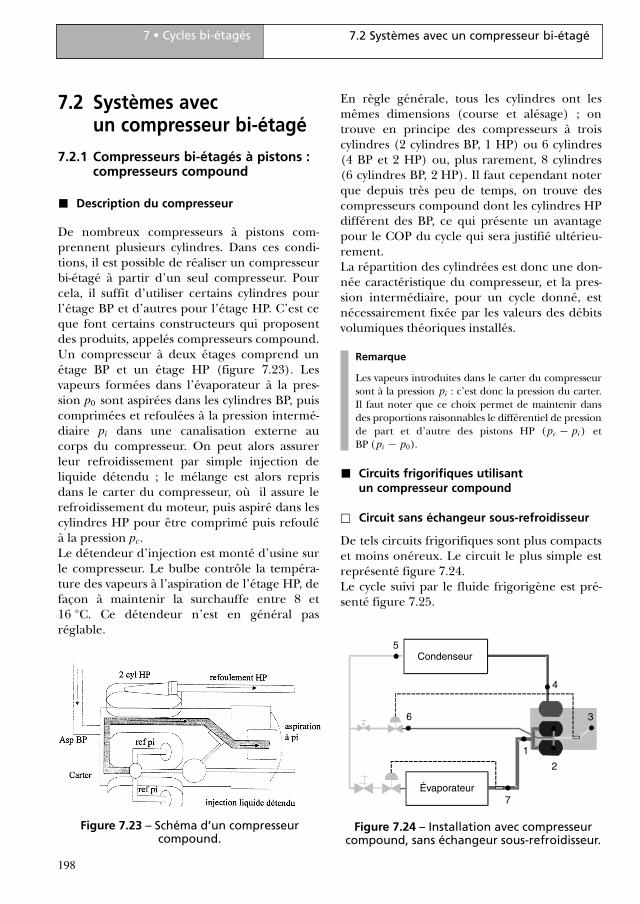
©D
dL
ht
it
ié
tdé
lit
11.3 Simulation dynamiqueen régime transitoired’un système frigorifique global
Si l’on veut connaître la réponse du système fri-gorifique à des opérations importantes quesont, par exemple, marche, arrêt, dégivrage, ladémarche précédente développée pour lesrégimes permanents n’est pas suffisante. Dansce cas, il faut ajouter dans les équations bilansles termes d’accumulation qui reflètent qu’àun instant donné il peut, par exemple, y avoirun excès (ou au contraire un défaut) de fluxde matière dans un composant qui va entraînerune variation de masse, de pression, et éven-tuellement d’autres grandeurs du composant.La résolution numérique devient plus délicateque dans le régime permanent (à cause del’utilisation d’équations aux dérivées partielleset non plus de simples équations différentiellesordinaires) et requiert l’utilisation de solversdifférents. La simulation en régime transitoireest utilisée notamment pour étudier les straté-gies de régulation et de commande des installa-tions. C’est ainsi que des simulations d’installa-tions en régime transitoire couplées à des basesde données de charges frigorifiques permet-tent d’étudier l’influence de la régulation surla consommation : on peut ainsi définir unCOP d’exploitation qui est le rapport du froidannuel produit sur la consommation annuelled’énergie. De fait, l’optimisation de l’efficacitéénergétique d’une installation ne se limite pasà la sélection des composants pour uneconsommation énergétique la plus faible pos-sible en régime permanent mais doit, de plus,tenir compte du fonctionnement à charge par-tielle, des marches/arrêts ainsi que des dégi-vrages. C’est bien entendu la minimisation dela consommation énergétique annuelle qui estvisée et qui intègre les transitoires. Il fautreconnaître que la climatisation est plusconcernée que le froid industriel et commer-cial par ces problèmes de charge partielle et derégimes variables, néanmoins, c’est undomaine où d’importants efforts de R&D sont
294
11.3 Simulation dynamique en régime transitoire d’un système frigorifique global
11 • Modélisation et simulation
Figure 11.5 – Évolution des performancesd’une PAC air/eau en fonction du givrage de labatterie. Comparaison des valeurs expérimen-tales (en pointillés) et prédites (en traits conti-nus) du KS de l’évaporateur, de la puissance fri-
gorifique et de la puissance au condenseurpour une pompe à chaleur air/eau fonction-
nant au R-410A (air à 5 °C, 65 % HR et tempé-rature d’entrée d’eau au condenseur de 30 °C).
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 294
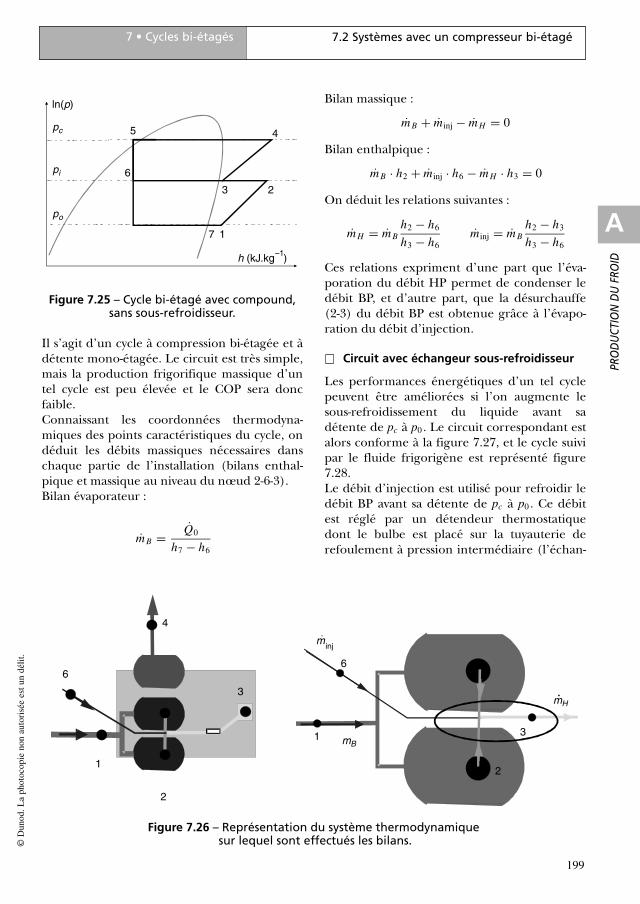
actuellement effectués et il est certain que desoutils vont bientôt être largement diffusés.L’objectif du travail présenté ici 4 est de mettreau point un outil permettant de prédire leCOP moyen d’une installation tenant comptedes fonctionnements en charge partielle ainsique des opérations de marche-arrêt, informa-tion qui ne peut pas être obtenue par les cal-culs du COP en régime permanent effectués àpartir des documentations des constructeurs.Dans cette simulation, les propriétés du fluidefrigorigène dans l’évaporateur et le conden-seur sont supposées être à pression uniforme(les pertes de charge sont négligées) mais lesauteurs tiennent compte des échanges ther-miques au travers des différences de tempéra-tures entre le fluide et la paroi et utilisent descorrélations pour les coefficients d’échanges(ils différencient les zones de changement dephase des zones monophasiques dans l’évapora-teur aussi bien que dans le condenseur). Lecompresseur simulé est un compresseur à vispour lequel sont introduits son rendement volu-métrique, son indicateur isentropique ainsiqu’un rendement électrique de moteur (voirchapitre 6, § 6.2). Pour les échangeurs (conden-seur et évaporateur), le bilan énergétiques’écrit, par exemple pour l’évaporateur, sous laforme :
(MCp)evd Tev
d t=m(h1−h6)−αS(TPev−Tev)
où (MCp)ev, Tev, TPev , m , h1 − h6, α et S sontrespectivement la chaleur massique du fluidefrigorigène dans l’évaporateur, les tempéra-tures du fluide frigorigène dans l’évaporateuret de la paroi de l’évaporateur, le débit defluide frigorigène, la différence d’enthalpiemassique entre la sortie et l’entrée dans l’éva-porateur, le coefficient d’échange global del’évaporateur et la surface d’échange de l’éva-porateur.Des équations différentielles dérivées du bilanénergétique sont utilisées pour les fluides
secondaires, par exemple pour l’eau glacée onobtient :
(MCp)egd Teg
d t= Qch − Qev
où (MCp)eg, Teg, Qch et Qev sont respectivementla chaleur massique de l’eau glacée dans le GRL,la température de l’eau glacée, la charge ther-mique et la puissance frigorifique sur l’évapora-teur.La régulation est effectuée sur la températurede l’eau glacée en sortie de l’évaporateur autravers d’une régulation du volume balayé dansle compresseur à vis.Pour résoudre le problème, il faut d’abord dis-poser des paramètres des échangeurs et ducompresseur ainsi que de la charge en fluidefrigorigène et de sa répartition (avec les techno-logies d’échangeurs retenues, les auteurs sup-posent que 60 % du fluide frigorigène est dansle condenseur et 40 % dans l’évaporateur).La résolution du modèle global exige derésoudre un système d’équations différentiellesordinaires couplées. Une méthode Runge-Kuttaa été retenue par les auteurs. Des résultatstypiques de la comparaison entre simulationdynamique et mesures expérimentales sont pré-sentés figures 11.6 et 11.7 où l’on observe laréponse (puissance absorbée par le compres-seur et puissance frigorifique) du système fonc-tionnant à charge partielle au cours d’unevariation de la charge thermique sur l’eau gla-cée (figure 11.6 : augmentation de la charge ;figure 11.7 : réduction de la charge). Onconstate que le modèle rend bien compte (àmieux que 10 %) de l’évolution. Dans ce mêmearticle, des résultats de simulation pour ledémarrage du compresseur sont également pré-sentés.L’utilisation d’un tel modèle validé permet deprédire le COP moyen d’exploitation annueld’une unité en fonctionnement réel avec chargevariable et en tenant compte des opérations dedégivrage.On trouve des logiciels permettant la simula-tion en régime dynamique : citons Dymola(basé sur Modelica) ou encore Comsol ; ils’agit en fait plutôt d’environnements objetspermettant à l’utilisateur de décrire un système
295
11.3 Simulation dynamique en régime transitoire d’un système frigorifique global
11 • Modélisation et simulation©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
4 D’après M.W. Browne et P.K. Bansal, « Simulation enrégime transitoire de refroidisseurs de liquide compactsà compression de vapeur », Int. Jour. Ref. 25, 2002,pp. 597-610.
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 295
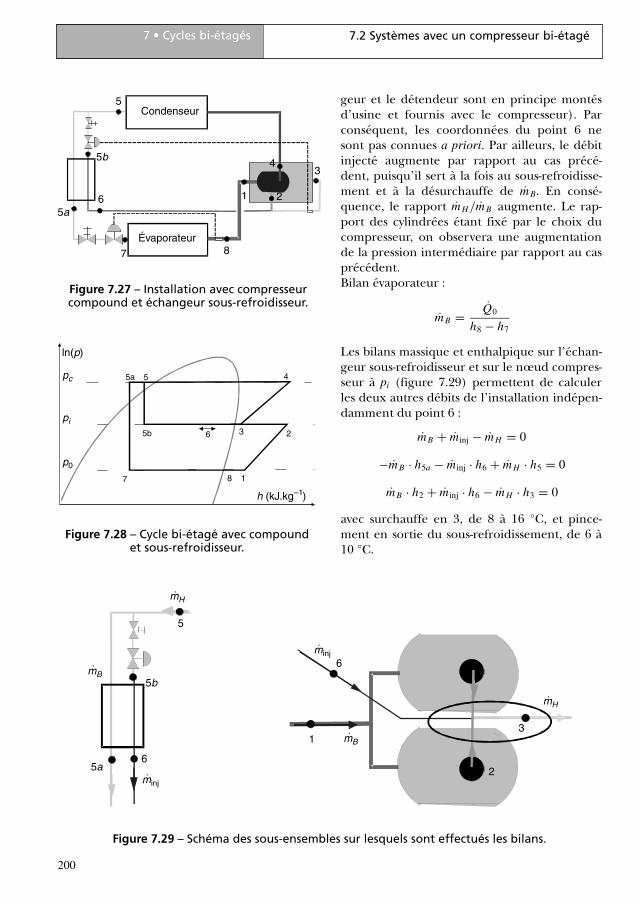
©D
dL
ht
it
ié
tdé
lit
296
11.3 Simulation dynamique en régime transitoire d’un système frigorifique global
11 • Modélisation et simulation
Figure 11.6 – Comparaison des résultats expérimentaux et de simulation pour la puissance absorbée.
Figure 11.7 – Comparaison des résultats expérimentaux et de simulation pour la puissance absor-bée et la charge frigorifique au cours d’une réduction de charge de 420 à 140 kW.
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 296
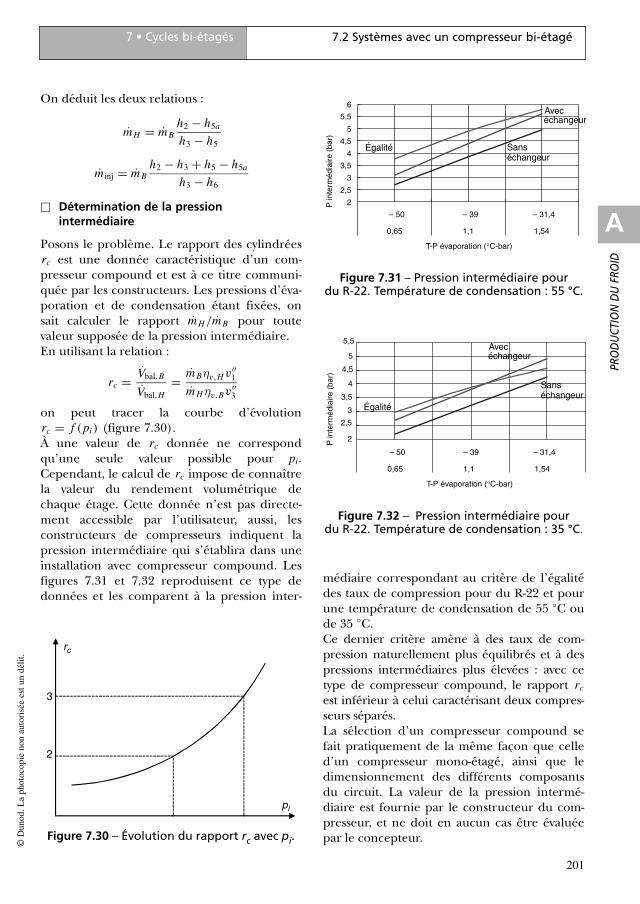
pendant la modélisation, permet alors d’identi-fier le défaut et, éventuellement, son degré degravité pour décider d’une intervention cor-rectrice diagnostic).
11.4.1 Modélisation
� Type de modèle
Dans une démarche FDD, la modélisation estsimplement un outil numérique permettant deprédire la valeur de certains paramètres du sys-tème en fonctionnement sans défaut ; le plussouvent, ce système existe déjà, et a été opti-misé par ailleurs. On différencie trois types demodèles.
� Modèle empirique ou « boîte noire »
Le « modèle » est une simple corrélation entreles différents paramètres caractéristiques, résul-tant d’une régression sur des résultats expéri-mentaux.En exploitation, l’utilisation pour une FDDd’un modèle boîte noire ne demande pas demoyens de calculs sophistiqués ; cependant, ilfaut disposer d’un nombre de données expé-riementales important (pour une précisionsatisfaisante des corrélations empiriques).Enfin, un modèle « boîte noire » n’est valideque pour les plages de fonctionnement danslesquelles il a été établi.
� Modèle total ou « boîte blanche »
Il s’agit d’une modélisation totale du système àpartir des équations de conservation d’énergie,quantité de mouvement et la descriptiondétaillée de chaque composant. Cette méthodepermet de simuler chaque composant endehors de la plage de données constructeur etnécessite beaucoup moins de données expéri-mentales, puisque ces dernières ne serventqu’à la validation du modèle. Cependant elleest lourde à mettre en œuvre et demande desmoyens de calculs importants. De plus, les don-nées nécessaires ne sont pas toujours dispo-nibles auprès des constructeurs (notammentpour les échangeurs de chaleur) ; de ce fait,elle est rarement utilisée.
297
11.4 Cas particulier de la FDD (détection et diagnostic de pannes)
11 • Modélisation et simulation©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Figure 11.8 – Architecture générale d’un outilde détection et diagnostic de panne.
physique, la résolution numérique étant déjàprogrammée. Ces outils sont encore assez oné-reux, et d’utilisation complexe ; ils sont doncplutôt utilisés par les laboratoires de rechercheou par de grands constructeurs.Enfin, on peut aussi associer la simulation enrégime dynamique d’une machine frigorifiqueet celle de la charge frigorifique ; ce type d’étu-de est pour l’instant essentiellement appliquéau bâtiment (citons TRNSYS), mais peut sansrestriction être étendu aux chambres froides.
11.4 Cas particulier de la FDD(détection et diagnosticde pannes)
La FDD a été développée initialement par desindustries lourdes (aérospatiale, aéronautique,chimie), pour lesquelles les conséquencesd’une panne peuvent être dramatiques, sur leplan humain comme sur le plan financier (lecoût de la mise en œuvre d’une FDD est infé-rieur aux pertes liées à une panne). Son utilisa-tion dans d’autres industries, telles que le bâti-ment, la climatisation et le froid industriel estbeaucoup plus récente, et reste encore limitée,pour des raisons essentielles de coût, mais denombreux constructeurs et exploitants cher-chent à développer des FDD « simplifiées ».L’architecture générale d’une FDD est repré-sentée dans la figure 11.8 : dans une phasepréalable, on a modélisé le système de façon àpouvoir prédire la valeur de paramètres signifi-catifs lors d’un fonctionnement normal. Enexploitation, ces mêmes paramètres sont mesu-rés à intervalles réguliers, et comparés auxvaleurs attendues. Si l’écart entre les deuxvaleurs est significatif, on déclare une anomalie(détection de panne). Le classificateur élaboré
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 297
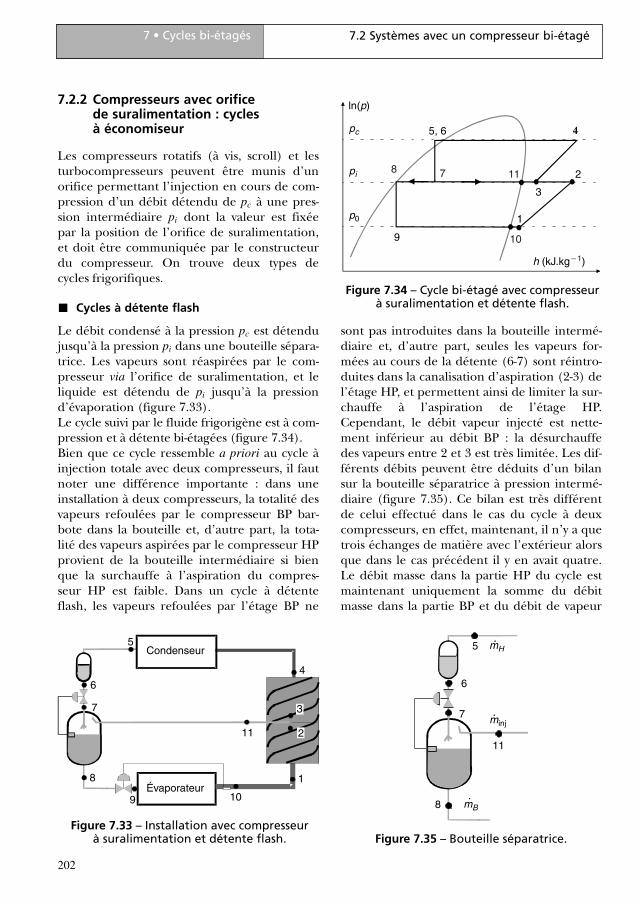
©D
dL
ht
it
ié
tdé
lit
� Modèle mixte ou boîte grise
Cette méthode à mi-chemin entre les deux pré-cédentes consiste en une modélisation simpli-fiée des performances d’un système en utilisantà la fois des relations physiques décrivant lesphénomènes principaux, et des données expé-rimentales ou constructeur. En pratique, lemodèle mixte de référence est celui de Gordonet Ng, applicable aux refroidisseurs de liquideet qui, à partir des premier et second principede la thermodynamique, utilise une relation dela forme :
y = a1 × x1 + a2 × x2 + a3 × x3
où y, x1, x2 et x3 sont les variables, définies par :
x1 = Ts,e,ev
Qevx2 = Te,e,cd − Ts,e,ev
Te,e,cd × Qev
x3 = Qev
Te,e,cd
(1 + 1
COP
)
y = Ts,e,ev
Te,e,cd
(1 + 1
COP
)− 1
Qev est la puissance frigorifique ; Ts,e,ev et Te,e,cd
sont les températures d’eau en sortie d’évapo-rateur et à l’entrée du condenseur.Quel que soit le type de modèle utilisé, il fautle valider par comparaison avec des valeursexpérimentales ; pour les modèles empiriqueet mixte, il est préférable d’utiliser des donnéesdifférentes de celles qui ont été utilisées pourétablir les corrélations.
� Apprentissage de la détection
La détection est plus simple que le diagnosticdans le sens où l’on se contente de déterminersi les performances de l’installation sontconformes ou non aux valeurs attendues.Si la différence entre les valeurs mesurées etattendues des paramètres contrôlés est supé-rieure à une valeur limite �max, un défaut estdéclaré. L’évaluation de cette limite (ou seuilde détection) doit répondre aux deuxcontraintes suivantes :
– taux de détection maximum ;– taux de fausses pannes minimum.
Les principaux facteurs à l’origine de faussesalarmes sont :
– la précision du modèle, qui est évaluée lorsde la validation de ce dernier ;
– la précision des capteurs et du système d’ac-quisition de données ;
– un seuil de détection trop faible : ce seuildoit au moins prendre en compte la préci-sion du modèle et celle de l’acquisition dedonnées.
Inversement, avec un seuil de détection tropélevé la FDD peut ne pas détecter des pannesavérées.
11.4.2 Diagnostic
La deuxième phase de la mise en œuvre d’uneFDD est l’élaboration d’un classifieur permet-tant de mémoriser les logiques de diagnosticde pannes en analysant les évolutions desvariables adaptées à chaque défaut pris encompte par la FDD :
– une dérive d’un signal dans le temps (parrapport à la moyenne) ;
– un résiduel trop élevé ;– une valeur anormale d’un indice de perfor-
mances (IP).
En utilisant les données d’apprentissage, onidentifie tout d’abord les paramètres les plussensibles à chaque type de panne à diagnosti-quer. Les résiduels correspondant à ces para-mètres permettront d’identifier la panne, selonque leur valeur dépasse ou non le seuil dedétection. On développe ainsi un algorithmepour analyser le système en défaut. Le concep-teur de la FDD programme le savoir faire destechniciens pour le diagnostic des pannes.
11.4.3 Exemple
L’exemple suivant présente la conception d’unoutil de FDD appliqué au diagnostic d’une fuitede fluide frigorigène sur un groupe refroidis-seur de liquide contenant deux kilogrammes defluide. Ce choix est justifié par la législationactuelle, qui n’impose pas de contrôle d’étan-chéité pour les charges inférieures à 2 kg. Defaçon générale, dans la littérature, les para-mètres les plus utilisés sont : le coefficient de
298
11.4 Cas particulier de la FDD (détection et diagnostic de pannes)
11 • Modélisation et simulation
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 298
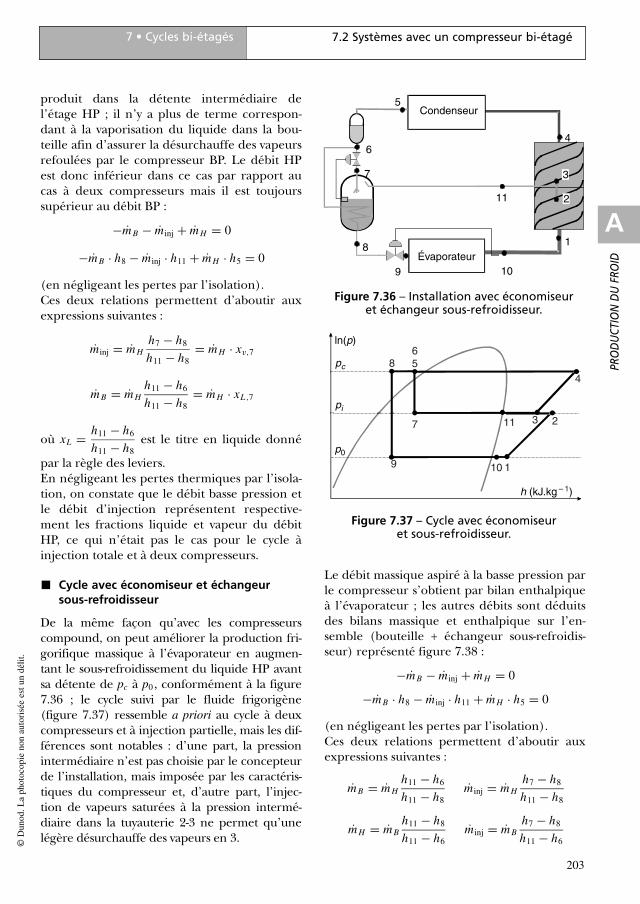
299
11.4 Cas particulier de la FDD (détection et diagnostic de pannes)
11 • Modélisation et simulation©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
4
4,5
5
5,5
6
4 4,5 5 5,5 6
Wab
spr
édite
(kW
)
Wabs mesurée (kW)
Wabs prédite
Wabs mesurée
1,5
1,7
1,9
2,1
2,3
2,5
2,7
2,9
1,5 1,7 1,9 2,1 2,3 2,5 2,7 2,9
CO
P pr
édit
COP calculé
COP prédit
COP mesuré
Figure 11.9 – Validation du modèle. Comparaison entre les valeurs prédites (points) et cellesmesurées (ligne), pour la puissance absorbée (en haut) et pour le COP (en bas).
performance (COP) pour la détection d’undysfonctionnement, et le sous refroidissement(SR) et la surchauffe (SC) pour le diagnosticd’un manque de fluide. La modélisation detype « boîte noire », a consisté à calculer lescoefficients de formes polynomiales à partir dedonnées expérimentales enregistrées sur uneplage de fonctionnement donnée. Ces formespolynomiales permettent de calculer le COP, lasurchauffe en sortie d’évaporateur et le sous-
refroidissement en sortie de condenseur enfonction des paramètres suivants : températured’eau en sortie d’évaporateur, températured’eau à l’entrée du condenseur, et puissancefrigorifique. La figure 11.9 permet de valider lemodèle par comparaison entre les valeurs pré-dites (points) et celles mesurées, pour la puis-sance absorbée (en haut) et pour le COP (enbas). La validation a été bien sûr effectuée surd’autres grandeurs.
9782100540174-Meunier-C11.qxd 5/05/10 11:04 Page 299
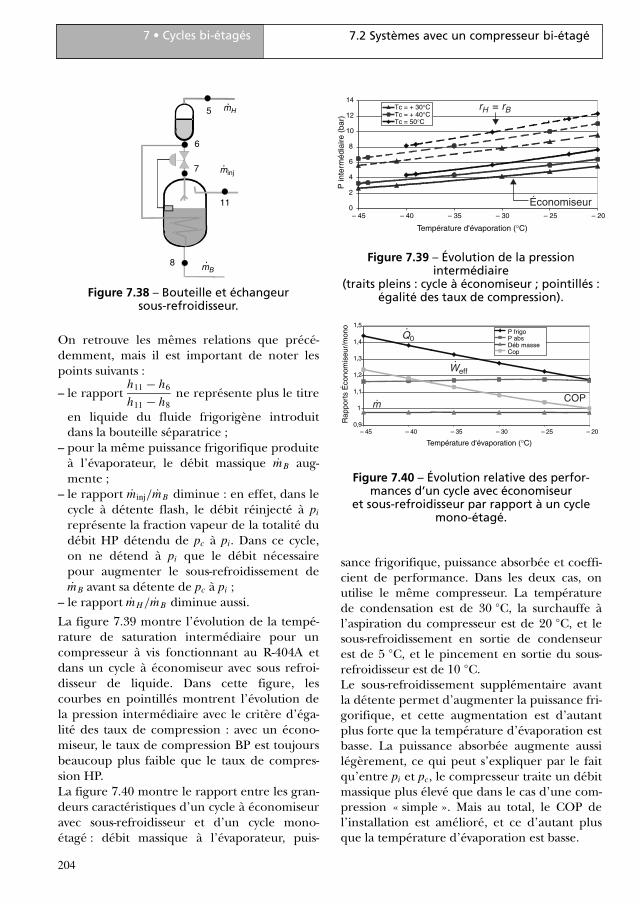
©D
dL
ht
it
ié
tdé
lit
300
11.4 Cas particulier de la FDD (détection et diagnostic de pannes)
11 • Modélisation et simulation
0
5
10
15
20
25
30
35
6 8 10 12 14 16 18
SC
(K
)
normal -10% -20% -30% -40%
Q0 (kW)
Figure 11.11 – Évolution de la surchauffe selon la puissance frigorifique, pour différentes chargesen fluide frigorigène.
1,5
1,7
1,9
2,1
2,3
2,5
2,7
2,9
3,1
6 8 10 12 14 16 18
CO
P
normal
- 10%
- 20%
- 30%
- 40 %
Q0 (kW)
Figure 11.10 – Évolution du COP selon la puissance frigorifique, pour différentes charges en fluide frigorigène.
Des essais ont été ensuite menés avec différentescharges, simulant une fuite de fluide de 10, 20et 30 % de la masse nominale, et de nouvellesformes polynomiales ont été établies pour pré-dire les valeurs de COP, SC et SR dans ces condi-tions. La figure 11.10 montre que dans le casd’un manque de fluide frigorigène, le COP ne
varie presque pas avec la charge ; il ne sera fina-lement pas utilisé pour la détection d’une fuite.Les figures 11.11 et 11.12 montrent l’évolutionde la surchauffe en fonction de la puissance fri-gorifique et de la température de départ eauglacée, pour différentes valeurs de fuite.
9782100540174-Meunier-C11.qxd 5/05/10 11:05 Page 300
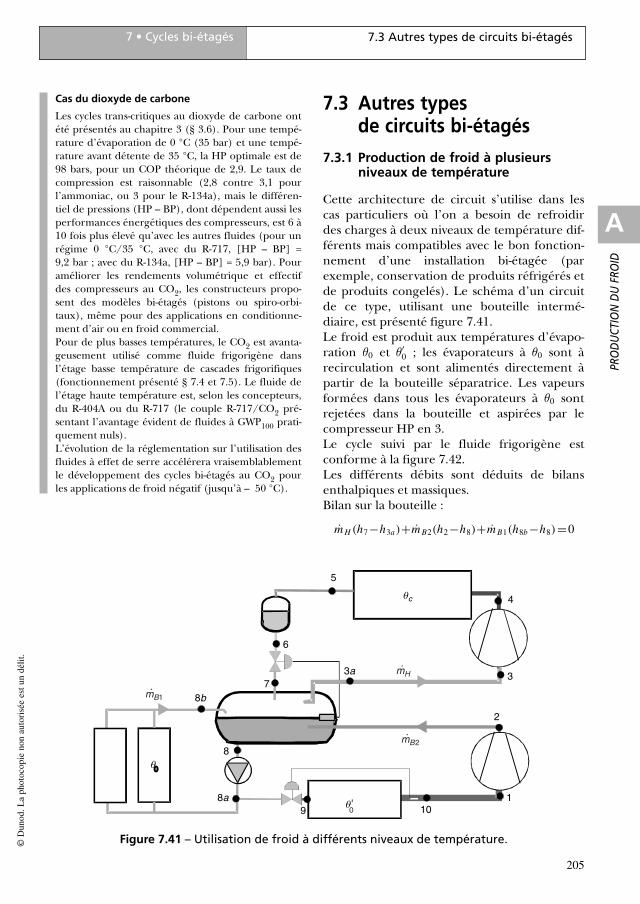
On peut finalement estimer les seuils de détec-tion et diagnostic d’une fuite en fluide frigori-gène ; ces seuils sont schématisés dans la figure11.13, qui a permis d’élaborer l’algorithme dediagnostic : quelles que soient les conditions defonctionnement envisagées dans la plage étu-diée, le modèle permet de calculer les valeursde surchauffe et sous-refroidissement standard.Les résiduels (différence entre les valeurs ins-tantanées mesurées sur l’appareil en fonction-nement et ces valeurs standard) permettent dedétecter un dysfonctionnement et de diagnosti-quer un manque de fluide. C’est ainsi que tantque le résiduel de surchauffe reste comprisentre + 1 °C et – 1 °C et celui du sous-refroidis-sement, entre + 1,5 °C et – 2 °C, la charge enfluide frigorigène est normale, et l’on nedétecte aucun défaut. Un résiduel du sous-refroidissement compris entre – 2 °C et – 5 °Cest caractéristique d’une sous charge en fluidefrigorigène d’au plus 10 %...Les essais de validation doivent permettre devérifier que l’outil de détection et diagnosticde panne sait reconnaître un manque defluide, mais uniquement lorsqu’il existe ; par
301
11.4 Cas particulier de la FDD (détection et diagnostic de pannes)
11 • Modélisation et simulation©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
A
PRO
DU
CTIO
N D
U F
ROID
Figure 11.13 – Écarts limites retenus pour ladétection/diagnostic de manque de fluide
(surchauffe et sous-refroidissement).
y = 0,833x + 14,38
2
7
12
17
22
27
32
-10 -5 0 5 10 15 20
SC
(K
)
Tseev (°C)
normal -10% - 20% - 30% - 40%
Figure 11.12 – Évolution de la surchauffe selon la température de départ d’eau glacée, pour différentes charges en fluide frigorigène.
9782100540174-Meunier-C11.qxd 5/05/10 11:06 Page 301
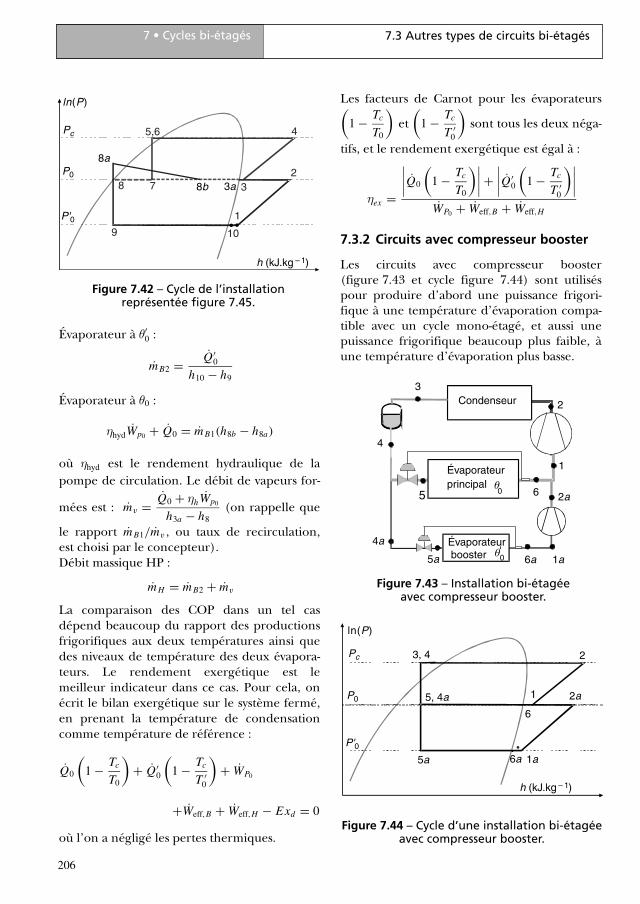
ailleurs, si un second dysfonctionnement appa-raît, il doit être signalé, mais pas être diagnosti-qué comme un manque de fluide. Les cas étu-diés sont les suivants :
– fonctionnement normal ;
– manque de charge ;
– fonctionnement normal + détendeur déréglé ;
– manque de charge + détendeur déréglé ;
– excès de charge en fluide frigorigène.
Le tableau 11.2 résume les résultats obtenuspendant cette dernière phase. De façon géné-rale, les objectifs sont atteints, puisque l’outildétecte et diagnostique correctement unmanque de fluide ; si un dysfonctionnementd’autre nature survient, il est éventuellementdétecté, mais il n’est pas identifié comme unefuite de fluide frigorigène.
302
11.4 Cas particulier de la FDD (détection et diagnostic de pannes)
11 • Modélisation et simulation
Charge Charge Charge Chargecorrespondante correspondante correspondante correspondante
+ défaut + défaut + (Tsecd = 44 °C)(détendeur ouvert) (détendeur fermé)
Quantité Niveau Défaut Niveau Défaut Niveau Défaut Niveau Défautde fluide détecté détecté détecté détecté détecté détecté détecté détecté
Normal Normal non Normal non
– 5 % – 10 % oui – 10 % oui
– 10 % – 10 % non – 20 % oui – 10 % oui Transition non–10/–20 %
– 20 % – 20 % non – 10 % oui
– 30 % < – 30 % non < – 30 % non < – 30 % non < – 30 % non
Surcharge aucun + nondégradation
Tableau 11.2 – Résultats de la FDD.
9782100540174-Meunier-C11.qxd 28/04/10 14:38 Page 302
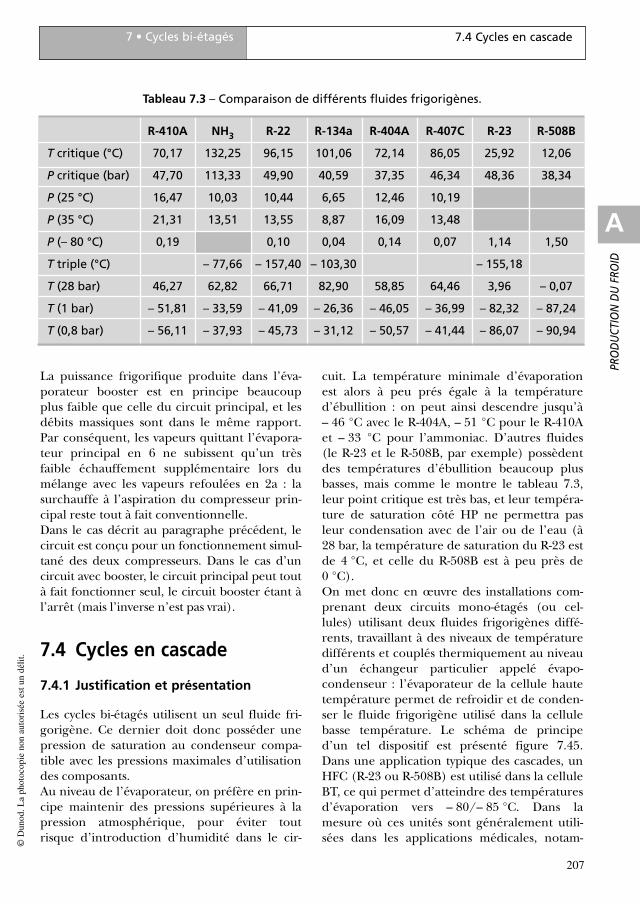
BTechnologie du froid
mécanique
9782100540174-Meunier-Part2.qxd 28/04/10 15:20 Page 303
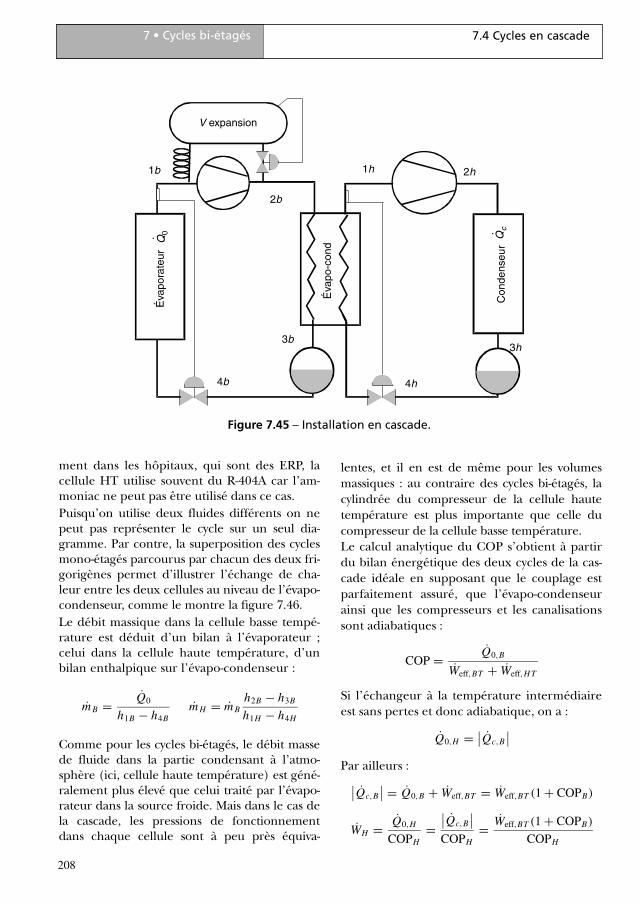
9782100540174-Meunier-Part2.qxd 28/04/10 15:20 Page 304
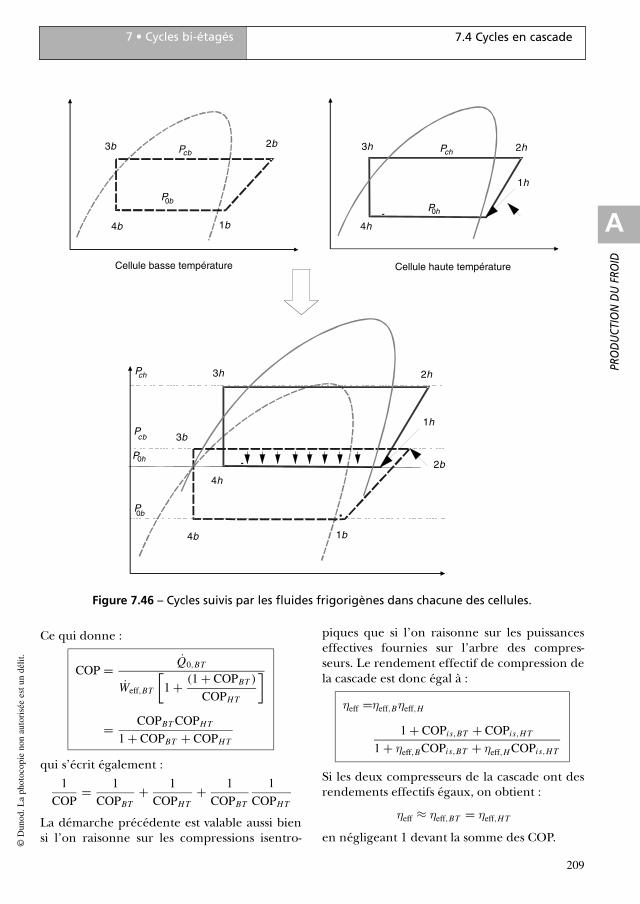
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
La conception d’une installation frigorifique àcompression mécanique de vapeur passe parune étape de dimensionnement (voir le para-graphe sur le dimensionnement d’une machinefrigorifique mono-étagée) et de sélection descomposants de cette installation. Parmi ces com-posants, il y en a trois qui jouent un rôle privilé-gié : d’abord le compresseur mécanique qui estle composant central (le cœur) de l’installation,puis le condenseur et l’évaporateur, ainsi quel’organe de détente dont le choix est égalementessentiel pour le bon fonctionnement de l’ins-tallation ; et sans oublier les autres échangeurs,les réservoirs et les pompes. Une sélection avi-sée passe nécessairement par une bonneconnaissance des technologies existantes ainsique des évolutions en cours. Dans ce chapitre,une revue aussi exhaustive que possible présen-te les différentes technologies des composantsmis en œuvre dans une installation frigorifiqueà compression mécanique de vapeur.
12.1 Généralités sur les compresseurs
Les deux types suivants de compression méca-nique des vapeurs sont utilisés.– Compression volumétrique :
• compresseurs à pistons (alternatifs) ;• compresseurs à palettes (rotatifs) ;• compresseurs hélicoïdaux ou à vis (rota-
tifs) ;• compresseurs spiroïdaux ou scroll (rotatifs).
– Compression cinétique : compresseurs centri-fuges et axiaux (rotatifs).
Si les compresseurs à pistons sont toujours utili-sés tant pour les petites puissances (en versionhermétique, semi-hermétique ou ouverte) quepour les machines en froid industriel
305
(machines ouvertes), les compresseurs hélicoï-daux s’imposent de plus en plus en moyennepuissance. Les compresseurs scrolls sont ausside plus en plus utilisés dans les petites puis-sances, et leur gamme s’élargit petit à petit.Dans un premier temps (à partir de 1960 envi-ron), les compresseurs à vis étaient utilisés dansdes installations à l’ammoniac (R717), demoyenne et grande puissance ; leur volumeengendré était compris entre 800 et10 000 m3/h. Ils ont ensuite été utilisés avec leR-12, le R-22 et sont maintenant proposés avecles HFC R-134a,R-407C, R-404A, R-507. Dansces plages de puissance, ils étaient destinés àremplacer des compresseurs à pistons (un com-presseur à vis pour deux à trois compresseurs àpistons environ) et ont permis des taux de com-pression importants au R717.Le domaine d’application des compresseurshélicoïdaux s’est progressivement étendu verscelui des compresseurs alternatifs ; en effet, audébut des années 1980 sont apparues desmachines de 250 à 700 m3/h puis des machinesde 100 à 250 m3/h ; actuellement, on trouve descompresseurs de 50 m3/h.Les principaux arguments en faveur des com-presseurs hélicoïdaux sont :– compacité ;– moins de vibrations (mouvement unidirec-
tionnel de compression) ;– possibilité de taux de compression importants
avec les fluides subissant un fort échauffe-ment au cours de la compression, tels quel’ammoniac, grâce au débit important et aufort refroidissement de l’huile frigorifique ;
– rendements volumétrique et effectif meilleursque ceux des compresseurs à pistons standardpour les basses températures d’évaporation(– 35 °C), et de même valeur pour les tempé-ratures plus élevées (– 15 °C) ; cependant, les
12 • COMPOSANTS
9782100540174-Meunier-C12.qxd 28/04/10 14:42 Page 305
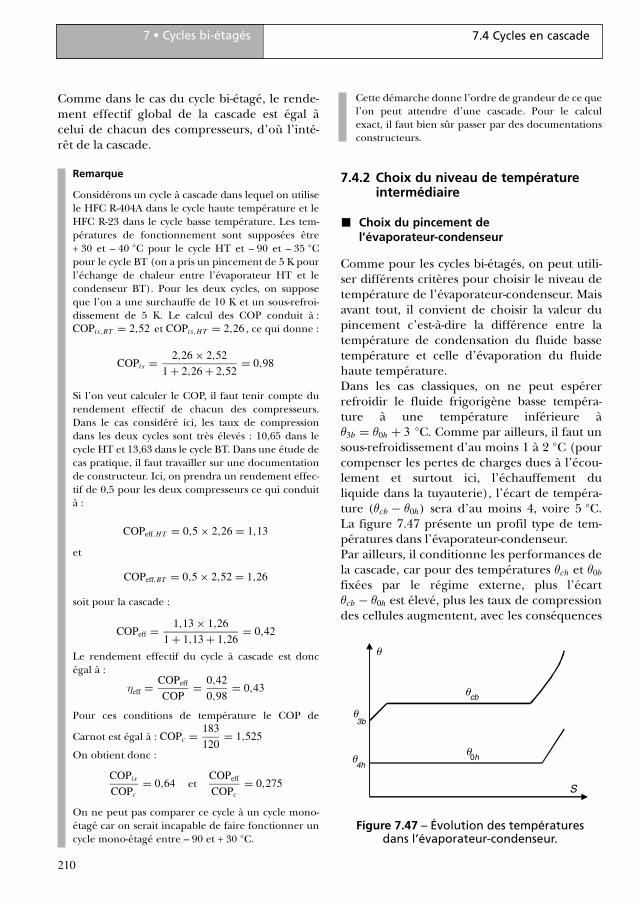
©D
dL
ht
it
ié
tdé
lit
compresseurs à pistons à clapets annulairesévoqués dans le paragraphe sur les rende-ments des compresseurs présentent des ren-dements légèrement meilleurs à – 15 °C, etéquivalents à – 35 °C. Par conséquent, lescompresseurs à pistons peuvent dépasser lescompresseurs à vis au niveau performances sileur technologie est encore améliorée ;
– peu de pièces constitutives et moins de piècesen mouvement : rapport de 1 à 10 ;
– périodicité d’entretien plus longue (20 000 hà 40 000 h, contre 15 000 h pour les compres-seurs à pistons) ;
– moins de sensibilité à la présence de liquide ;– régulation progressive de 100 à 10 % en géné-
ral s’adaptant aux besoins.Il y a lieu cependant de noter quelques pointsplutôt négatifs en défaveur des compresseurshélicoïdaux :– complexité de l’environnement essentielle-
ment due à la présence d’huile (nécessairepour assurer l’étanchéité et la lubrification ducompresseur, mais dont il faut assurer lerefroidissement) ;
– coût élevé ;– rendement à charge partielle dégradé plus net-
tement que pour les compresseurs à pistons ;– bruit supérieur dû à des vitesses de rotation
élevées et aux bruits du moteur (� 3 000tr/min) ;
– exécution ouverte et semi-hermétique.Enfin, deux améliorations technologiques ontpermis d’éliminer deux autres défauts :– la possibilité de choisir le taux de compression
interne le plus proche possible de la valeurdemandée dans le cycle (adaptation du Vi) ;
– la possibilité d’améliorer les performances enutilisant un système de suralimentation ap-pelé superfeed ou économiseur : cette configura-tion est à rapprocher des compresseurs bi-éta-gés à pistons (ou compresseurs compound).
12.2 Compresseurs à pistons
Encore largement utilisés dans les appareils defroid domestique (réfrigérateurs et congéla-teurs), en monoblocs de refroidissement deliquide ou de climatisation, en équipements de
commerces et en agroalimentaire, ils sontcependant concurrencés par les compresseurs àvis dans les installations de moyenne et grandepuissance et par les spiroïdaux (ou scrolls) dansles basses et moyennes puissances ainsi quedans les pompes à chaleur.
12.2.1 Exécutions usuelles
� Hermétiques ou non accessibles
L’ensemble moteur et compresseur est dansune enveloppe commune en tôle d’acier, sou-dée, étanche et rendant l’ensemble inaccessiblemécaniquement ou électriquement. Cette enve-loppe (carter) retient l’huile frigorifique en sapartie basse. La vitesse de rotation est en géné-ral de 1 450 tr/min (entraînement direct parun moteur à 4 pôles) ou 2 900 tr/min (moteurà 2 pôles). Le moteur est le plus souvent situécôté aspiration des gaz et refroidi par ceux-ci.Les cylindrées sont comprises entre 2 et100 m3/h. Pour les petites cylindrées, les rac-cordements du compresseur au reste du circuit
306
12.2 Compresseurs à pistons12 • Composants
Figure 12.1 – Compresseur à pistons hermétique.
9782100540174-Meunier-C12.qxd 28/04/10 14:42 Page 306
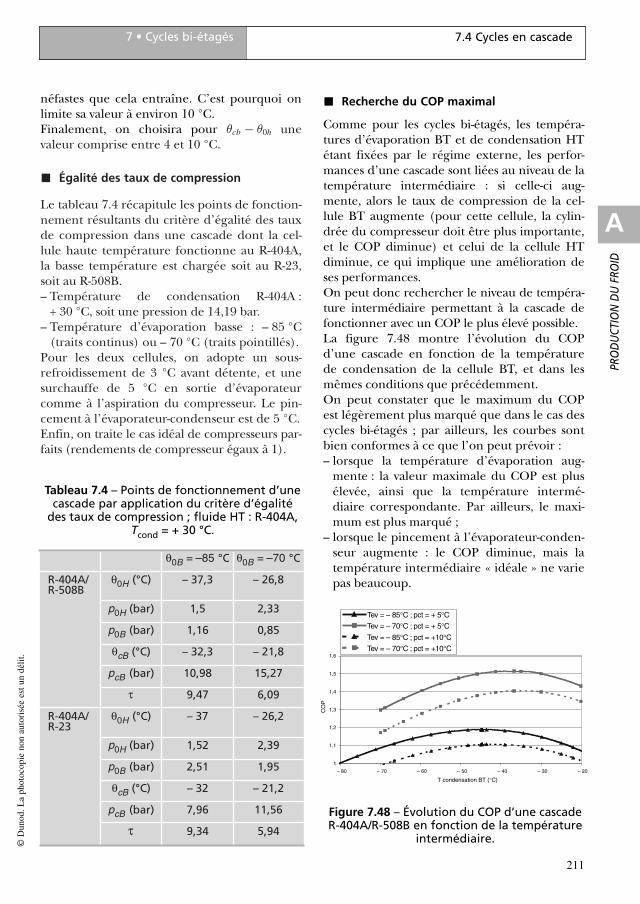
sont des tubes à braser : aspiration, refoule-ment. Sinon, les compresseurs sont équipés devannes frigorifiques.Le moteur (en partie haute du carter) et l’em-biellage sont montés sur un arbre commun, leplus souvent vertical ; l’arbre a reçu par usinagedes canalisations internes hélicoïdales qui per-mettent, en fonctionnement, de pomper l’huilefrigorifique stockée en partie basse du carter et del’amener vers les différents points de graissage.Le circuitage interne de ces compresseurs estoptimisé pour satisfaire au mieux lescontraintes de bruit (on trouve souvent dessilencieux montés au refoulement, dans le car-ter) et de sécurité du compresseur.Enfin, les moteurs électriques reçoivent tous lesaccessoires nécessaires.
Applications des compresseurs hermétiques non accessibles
• Réfrigérateurs et congélateurs domestiques.• Climatiseurs et pompe à chaleur de petite puis-
sance.• Refroidisseurs de lait, bière, caves à vins.• Groupes pour les commerces de détail, machines à
glaçons, bars.• Groupe multicompresseurs pour supérettes et
supermarchés.• Monoblocs et split system de petite climatisation.• Roof tops pour climatisation, refroidissement et
chauffage.
• Pompes à chaleurs, réversibles ou non.• Équipement monobloc ou bi-bloc de chambres
froides.• Refroidisseurs de liquide de 10 à 50 kW.• Congélateurs biomédicaux (il s’agit alors de circuits
en cascade), banques d’organes, banques de sang.
� Semi-hermétiques ou hermétiques accessibles
L’ensemble moteur et compresseur est dansune même enceinte étanche (généralement enfonte), mais accessible du côté mécanique(changement de pièces telles que clapets, pis-tons, etc.) et du côté moteur électrique.Les applications sont les mêmes que pour lescompresseurs hermétiques, mais dans uneplage de volume balayé comprise entre 50 à200 m3/h en général. Cependant, certainsconstructeurs proposent des machines jusqu’à500 m3/h environ.Les compresseurs hermétiques et semi-hermé-tiques sont utilisés pour tous les fluides frigori-gènes à l’exception de l’ammoniac (à cause desenroulements en cuivre des moteurs élec-triques). Cependant, le constructeur Ilka-Mafa(groupe GEA) propose des compresseurs semi-hermétiques utilisables avec du NH3 : le moteurest également refroidi par les gaz aspirés et dis-pose d’enroulements en aluminium.
307
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.2 – Compresseur semi-hermétique.
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 307
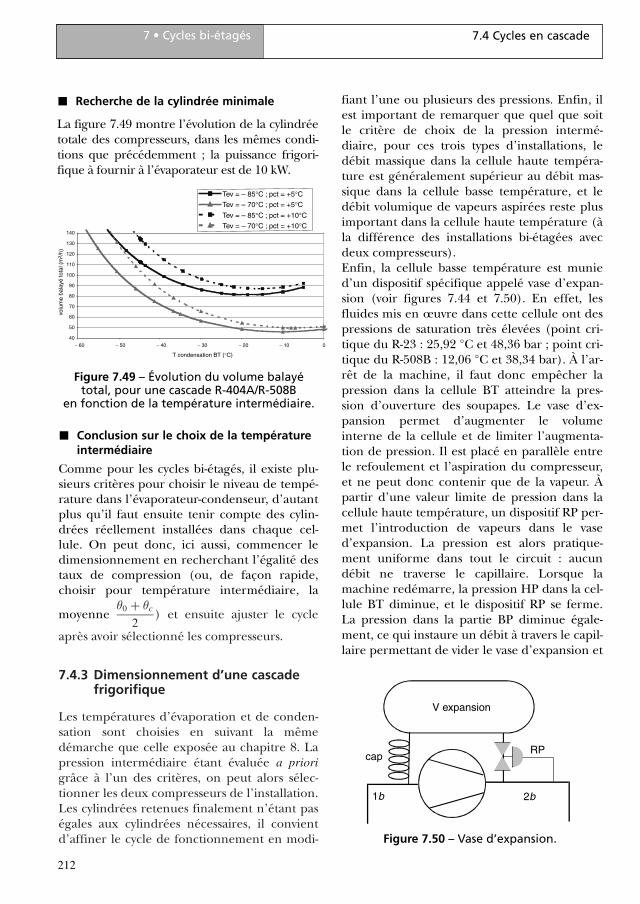
©D
dL
ht
it
ié
tdé
lit
Remarque
Avec un compresseur semi-hermétique standard, unecylindrée de 50 m3/h permet de produire approxi-mativement les puissances frigorifiques suivantes :• 20 kW avec du R-404A au régime – 10 °C/+ 40 °C ;• 6 à 7 kW avec du R-404A au régime – 35 °C/+ 40 °C.Une cylindrée de 200 m3/h permet de produire lespuissances suivantes :• 90 kW avec du R-404A au régime – 10 °C/+ 40 °C ;• 22 kW avec du R-404A au régime – 35 °C/+ 40 °C.
� Compresseurs ouverts
Le compresseur est indépendant du moteur.Son vilebrequin sort du carter et est équipéd’une garniture d’étanchéité.Cet arbre peut être accouplé à l’arbre moteur :– en direct : accouplement flexible semi-élas-
tique ;– par poulies et courroies : accouplement multi-
courroies normalement sans palier extérieur.
308
12.2 Compresseurs à pistons12 • Composants
Figure 12.3 – Compresseur à pistons ouvert (Sabroe).
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 308
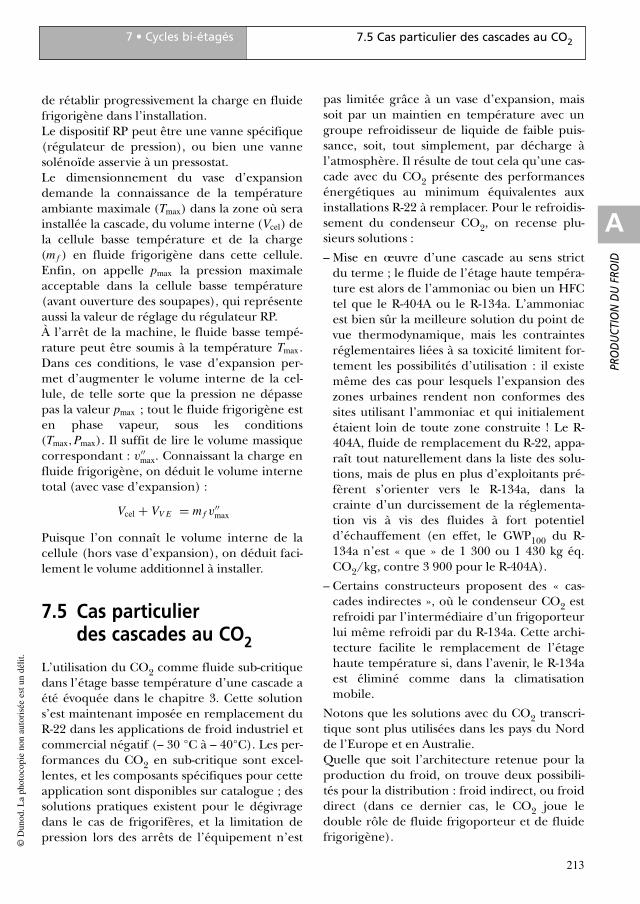
Le moteur d’entraînement est naturellement à4 pôles (vitesse de rotation 1 450 tr/min). Pourde très gros compresseurs (800 à 1 000 m3/h),la vitesse est limitée à 1 000 tr/min ou même750 tr/min.La vitesse de rotation doit, dans certains cas,être limitée selon les conditions de fonctionne-ment (taux de compression important).L’entraînement est parfois assuré par unmoteur thermique.
12.2.2 Dichotomie du compresseur
Tout compresseur ou moto-compresseur estconstitué de deux parties essentielles.Traitement des vapeurs : cette partie renferme lesorganes qui réalisent les trois fonctions aspira-tion, compression et refoulement. C’est la par-tie dans laquelle l’énergie est transférée au flui-de frigorigène.Partie mécanique : cette partie renferme lesorganes chargés de transférer l’énergie méca-nique fournie par le moteur d’entraînement àla partie traitement des vapeurs. Elle renfermedonc :– le système d’entraînement des pistons ;– la mécanique de transformation du mouve-
ment circulaire en mouvement alternatif ainsique les servitudes qui en résultent (graissage,refroidissement) ;
– la garniture d’étanchéité et l’accouplementdans le cas d’un compresseur ouvert ;
– le moteur électrique dans le cas d’un compres-seur hermétique (accessible ou non).
� Traitement des vapeurs
Cette partie se compose de quatre éléments dis-tincts :– les cylindres ;– les pistons et la segmentation ;– les plaques à clapets et les clapets (l’ensemble
est parfois appelé soupapes) ;– les canaux d’admission et d’échappement.Le choix de l’alésage et le dimensionnementdes clapets jouent un rôle important dans lesperformances des compresseurs. Le meilleurcompromis doit en effet être trouvé entre fortesection de passage, étanchéité en position fer-mée, faible inertie et bonne résistance méca-
nique. Les clapets doivent en outre être compa-tibles avec les fluides et les huiles frigorifiques,et résister aux températures élevées (supé-rieures à 150 °C). Par ailleurs, leur levée doitêtre la plus faible possible pour limiter le tauxd’espace mort. Enfin, ils ne doivent pas générerde bruit au cours de leur fonctionnement.L’étanchéité des segments est aussi un para-mètre important (ce point a été développé auchapitre sur les compresseurs). Les clapets d’as-piration et de refoulement sont montés de partet d’autre de la même plaque à clapets ; il existedifférentes géométries de clapets (clapets à lan-guette, clapets annulaires, clapets pastilles…).La plaque à clapets peut être solidaire ducylindre, mais peut aussi être plaquée par unressort, ce qui permet son recul en cas de pré-sence de liquide en fin de compression : le brisdes clapets est alors évité (système anti-coup deliquide obligatoire au-dessus de 25 m3/h parcylindre).Des efforts importants de développement sontactuellement menés pour répondre au mieux àtoutes les exigences afin de résister à la concur-rence des autres technologies de compresseurs.
� Partie mécanique
Il n’y a pas réellement eu une grande évolutionces dernières années ; après avoir franchi lesvitesses de 750 tr/min, les machines ouvertes etsemi-hermétiques sont désormais stabilisées à1 500 tr/min (50 Hz). Les compresseurs hermétiques non accessibles tournent plutôt à 3 000 tr/min. Pour les compresseurs ouvertset hermétiques accessibles, le passage à3 000 tr/min pose de nombreux problèmestechnologiques (vitesses linéaires, clapets) telsque les constructeurs ne semblent pas envisagerce dernier passage mais se tournent versd’autres solutions (compresseurs rotatifs).On peut décomposer la partie mécanique encinq éléments :– le carter ;– le vilebrequin, les bielles, la garniture d’étan-
chéité (pour les compresseurs ouverts) ;– le système de lubrification ;– la variation de puissance ;– le système d’entraînement.
309
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 309
©D
dL
ht
it
ié
tdé
lit
� Système de lubrification
Pour les compresseurs de faible puissance(quelques kW), la lubrification peut être effec-tuée par simple barbotage, l’huile étant projetéesur les points à graisser par simple mouvementdes têtes de bielle dans l’huile en fond de carter.Ce système peut être amélioré par la mise enœuvre d’un plateau solidaire du vilebrequin etmuni d’une « cuiller ».Les compresseurs de puissance plus importanterequièrent la mise en œuvre d’une pompe àhuile, placée en bout d’arbre du compresseur.Cette pompe est protégée par un filtre à l’aspi-ration, et permet d’envoyer le lubrifiant vers lespoints à lubrifier (paliers, garniture d’étanchéi-té, segmentation…). La pression régnant dansle carter est donc augmentée de la hauteurmanométrique de la pompe (au plus 2 à 2,5 bar).Les compresseurs sont généralement équipésd’une résistance de carter qui permet de main-tenir l’huile en température lors des arrêts,pour éviter qu’une quantité trop importante defluide frigorigène ne s’y dissolve, ce qui risquede créer un « coup d’huile » au démarrage sui-vant et abaisse la viscosité de l’huile.
12.2.3 Variation de puissance
� Nécessité
Toute installation est soumise à des variationsde charges thermiques qui se traduisent auniveau de l’évaporateur par des variations dudébit de vapeur de fluide frigorigène, lesquellesengendrent des variations de pression d’évapo-ration qui modifieraient les conditions d’échan-ge des évaporateurs si on laissait les choses enl’état : ainsi, sans régulation spécifique, unediminution de la charge thermique provoqueune diminution de la température d’évapora-tion, avec deux conséquences principales :– diminution du coefficient de performance de
l’installation et augmentation de la tempéra-ture de refoulement ;
– dans le cas de refroidisseurs d’air, risque dedéshumidification trop importante et degivrage ou risque de gel pour les évaporateursrefroidisseurs de liquide.
Il faut donc ajuster le débit engendré par le(s)compresseur(s) en fonction d’un signal extérieur(pression, température par séquence électriquepar relais) ou par automate programmable.
� Réalisation
On peut opérer le fractionnement de la puis-sance totale entre plusieurs machines demoyenne capacité. Cette solution adoptée surles groupes de production d’eau glacée ou surles centrales frigorifiques des hyper ou super-marchés présente de nombreux avantages :– réduction des risques de panne totale ;– bon coefficient de performance à charge par-
tielle ;– coût à comparer à celui d’une machine
unique ou de deux (sécurité).
� Variation de la vitesse de rotation
On trouve deux dispositifs principaux :– des moteurs électriques à deux vitesses (solu-
tion utilisable dans le cas de l’entreposage, lesdeux régimes correspondant à des périodesd’introduction de produits ou à des périodesde stockage sans trafic) ;
– des moteurs à vitesse variable par thyristors ouvariateurs de fréquence (solution encore oné-reuse à l’heure actuelle mais à recommandersur au moins une machine).
Les compresseurs ouverts peuvent en principeêtre utilisés dans une plage de vitesse de rota-tion en dehors de laquelle les performances sedégradent de façon trop importante ; de plus,pour des vitesses trop basses, un défaut de lubri-fication peut apparaître car la pompe à huiletourne en principe à la même vitesse. Pour desvitesses trop élevées, les problèmes viendrontdes efforts sur l’embiellage, d’une températurede refoulement plus élevée, et d’une perte decharge accrue au passage des clapets.On peut noter aujourd’hui à partir d’une fré-quence de 50 Hz des variations de 25 Hz à 87 Hz.
� Variation de l’espace mort
Ce procédé employé autrefois sur des compres-seurs équipés de volumes additionnels est tota-lement abandonné sur les machines modernes.
310
12.2 Compresseurs à pistons12 • Composants
9782100540174-Meunier-C12.qxd 5/05/10 8:20 Page 310
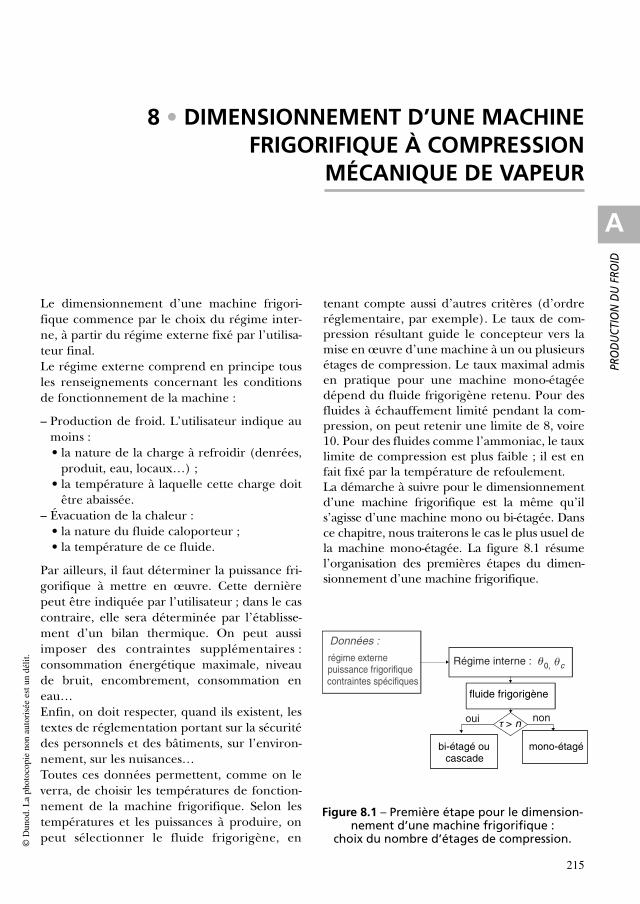
� Court-circuit refoulement/aspiration
Ce procédé anti-économique ne peut être utili-sé que sur des machines de faible puissance. S’ilest appliqué au niveau du compresseur, ilentraîne très rapidement une surchauffe géné-ralisée qui nécessite une injection de liquidedétendu à l’aspiration. Par contre, sur un cir-cuit utilisant des compresseurs équipés de sys-tèmes performants de réduction de puissance,il est possible d’annuler totalement la puissancefrigorifique résiduelle en injectant directementdans l’évaporateur des vapeurs refoulées,détendues juste en aval du détendeur ; pour lesévaporateurs comprenant plusieurs circuits enparallèle, l’injection est effectuée entre ledétendeur et le distributeur. Sur un plan pra-tique, ce système fonctionne parfaitement maisconsomme de l’énergie inutilement. On noteraau passage que ce système est très souvent utili-sé sur les bancs d’essais de production frigori-fique des compresseurs (figure 12.4).
� Court-circuit partiel
Ce procédé était surtout utilisé sur les ancienscompresseurs à flux continu et consistait àouvrir une lumière à mi-course mettant en com-munication les cylindres avec l’aspiration, detelle sorte que la compression n’est effectivequ’au-dessus de cette mi-course. On retrouverace procédé dans d’autres types de machines(voir compresseurs à vis).
� Action sur les clapets d’aspiration
Pratiquement tous les compresseurs industrielspeuvent désormais être équipés d’un dispositifbloquant en position ouverte les clapets d’aspi-ration d’un ou plusieurs cylindres. Le cylindreainsi traité va donc véhiculer sans le comprimerun certain volume de vapeurs ; sa consomma-tion d’énergie, si elle est très réduite, n’en estpas pour autant annulée. À titre d’exemple,nous donnons ci-dessous pour un compresseur6 cylindres et un régime fixe donné (θ0,θc), lesvariations concomitantes de puissance frigori-fique Q0 et de puissance absorbée W .
311
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.4 – Système de réduction de puissance par injection de gaz chauds.
1 : compresseur. 2 : condenseur. 3 : évaporateur. 4 : détendeur.
5 : vanne d’injection gaz. 6 : vanne d’injection liquide.
Tableau 12.1 – Comparaison de deux procédésde réduction de puissance : évolution relativedes performances d’un compresseur à vitesse
variable, puis à cylindrée variable.
Vitesse (tr/min) Nombre de cylindres
1 150 1 450 1 750 6 4 2
Q0 0,80 1 1,18 1 0,66 0,33
W 0,76 1 1,26 1 0,75 0,45
COP 1,05 1 0,94 1 0,88 0,73
Les modes de réalisation diffèrent d’unconstructeur à l’autre, mais le principe restesensiblement le même ; il s’agit de soulever leclapet d’aspiration avec des poussoirs de tellesorte que le clapet soit déplacé parallèlement àlui-même et avec suffisamment de force pourl’empêcher de battre sur son siège. Les systèmesse différencient sur les moyens à mettre enœuvre pour réaliser cette opération, mais danstous les cas les poussoirs munis de ressorts anta-gonistes sont soulevés :
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 311
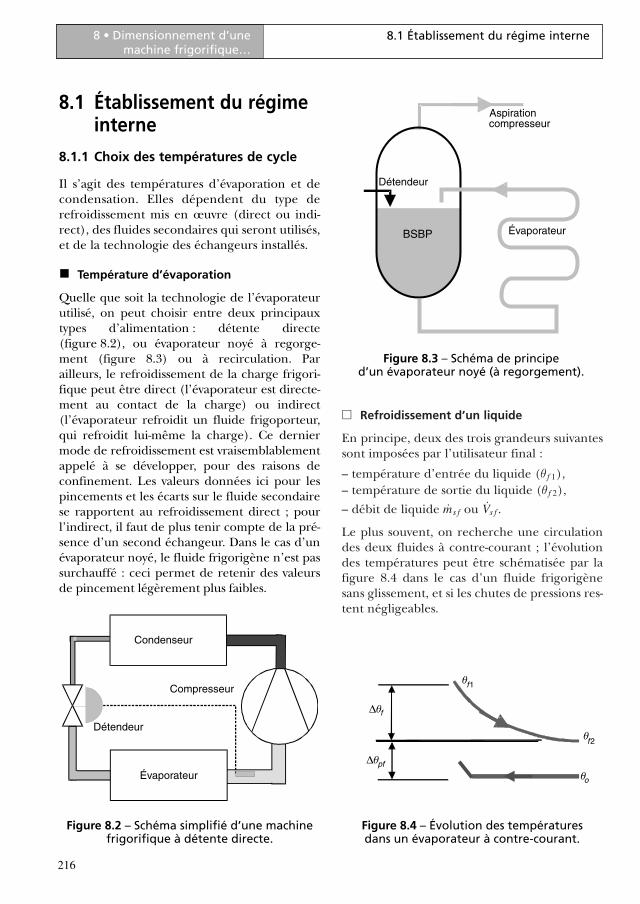
©D
dL
ht
it
ié
tdé
lit
– soit par pression d’huile (figure 12.5) ;– soit par pression de gaz haute pression ;– soit par un dispositif mécanique comportant
un bras attelé à un système à soufflet lui-même activé par pression d’huile.
� Création d’un volume nuisible (systèmeModuload de Copeland, figure 12.6)
La réduction de puissance du compresseur estobtenue en créant un volume nuisible détermi-né. La chambre d’aspiration s’ouvre pour lais-ser passer les vapeurs aspirées, qui exercentalors une pression sur les pistons de commande. Par l’action du ressort, ceux-ci sont
312
12.2 Compresseurs à pistons12 • Composants
Figure 12.5 – (a) Contrôle de capacité continu avec vanne de contrôle thermostatique. (b) Contrôle de capacité continu avec vanne de contrôle pressostatique.
(c) Contrôle de capacité en paliers avec une ou plusieurs vannes solénoïdes.
Figure 12.6 – Système Moduload DWM de Copeland : (a) opération pleine ; (b) opération partielle.
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 312
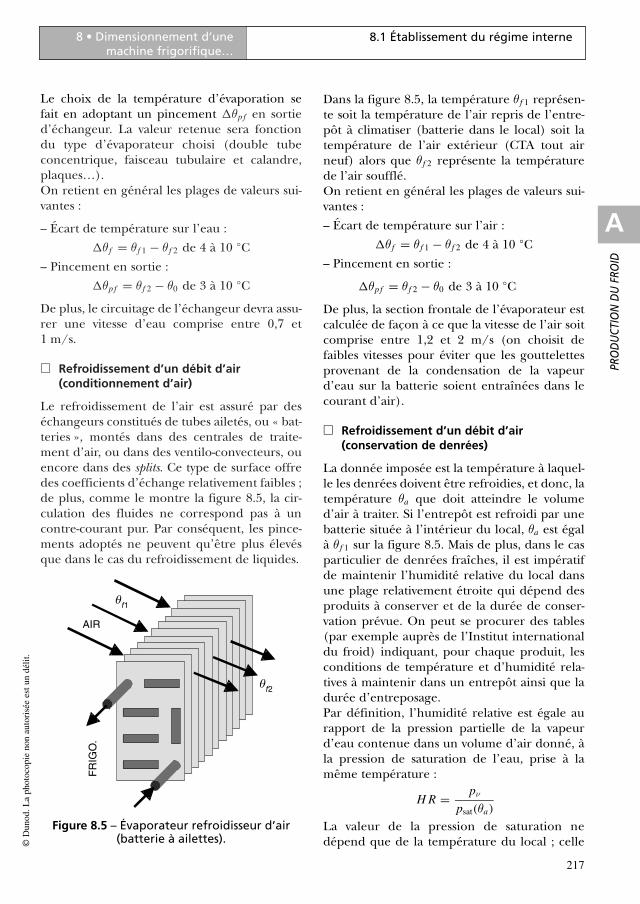
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
313
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 12.7 – Exemple de réduction de puissance par neutralisation de cylindres.
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 313

©D
dL
ht
it
ié
tdé
lit
poussés vers le haut, agrandissant ainsi l’espacenuisible. D’après l’étude des compresseurs àpistons (voir le chapitre sur les compresseurs),cette méthode est bien sûr très préjudiciablepour les rendements du compresseur.
� Obturation de l’orifice d’aspiration
Une vanne électromagnétique sous tension per-met à un servo-piston d’être soumis à la hautepression. Le servo-piston se déplace vers le bas etobture le trou d’aspiration de la plaque à clapet.
� Neutralisation de cylindres
Cette neutralisation s’opère par communica-tion des cylindres à décharger avec l’aspiration,sans qu’il y ait eu de compression (figure 12.7).Un dispositif mécanique composé d’un pistondéplacé par la pression d’huile vient découvrirdes orifices dans les chemises, mettant ainsi encommunication les cylindres et la zone d’aspi-
ration du compresseur. Deux trous sont prévuspar cylindre, un avant la position haute du pis-ton pour le by-pass partiel, l’autre en positionhaute pour le by-pass total ou démarrage à vide.Le rendement énergétique est bon, car les gazne sont comprimés que de la valeur équivalenteà la perte de charge dans les orifices de by-pass.Ce dispositif permet deux types de régulation :– étagée avec commande par électrovanne ;– continue à commande pressostatique ou ther-
mostatique. La pression d’huile est moduléepar l’organe de commande et le piston sedéplace en permanence.
Il permet aussi le démarrage à vide.
12.2.4 Démarrage à charge réduite
En déchargeant les cylindres au démarrage, onréduit considérablement le couple du compres-seur et l’intensité de pointe au démarrage,
314
12.2 Compresseurs à pistons12 • Composants
Figure 12.8 – Exemple d’un accouplement direct semi-élastique.
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 314
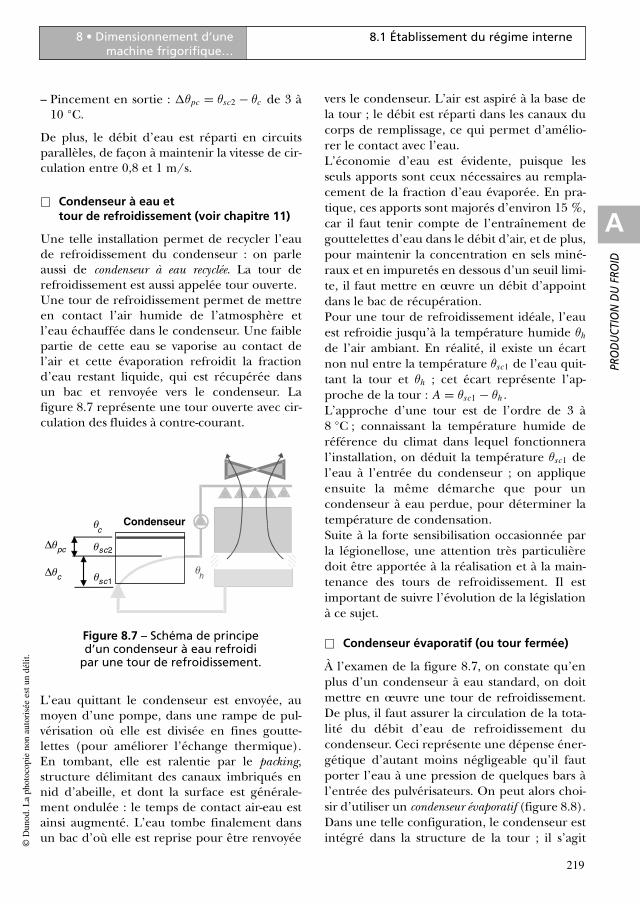
cependant on ne peut les décharger tous, ce quipose un problème de coût et également unpetit problème de commande, car en marchenormale il est obligatoire de laisser quelquescylindres actifs, ne serait-ce que pour balayer engaz froid les cylindres désactivés qui finissentpar s’échauffer (laminage du gaz). D’autresconstructeurs ont donc imaginé un système glo-bal automatique soumis à la pression de graissa-ge, qui est ouvert à l’arrêt et équilibre les pres-sions dans le compresseur, et qui se referme à lamise en route.
12.2.5 Système d’entraînement (compresseurs ouverts)
Les compresseurs modernes sont généralemententraînés par des moteurs à 4 ou à 6 pôles, cequi fait que leur vitesse de rotation est voisinede la vitesse de synchronisme pour la fréquencedu réseau électrique (50 ou 60 Hz).La vitesse de synchronisme est égale, au glisse-ment près, au rapport de la fréquence f duréseau électrique et de nombre p de paires depôles du moteur électrique considéré :N = f/p. Ainsi, pour un moteur à 4 pôles ali-menté en 50 Hz, on a p = 2 et N = 25 tr/s, soitf = 1 500 tr/min.Le couplage direct au moteur électrique est réa-lisé par un accouplement élastique, rigide enrotation et qui permet de la sorte un léger déli-gnage. Cet accouplement comprend deux man-chons solidaires des arbres moteur et compres-seur, reliés par des plots en caoutchouc ou desflectors en acier (figure 12.8). En général, à l’ex-ception de certaines machines à deux cylindres,il n’est pas nécessaire de prévoir un volantd’inertie, la régularité cyclique des machinesmulticylindriques est bonne et, de plus, le rotordu moteur constitue un volant suffisant.Lorsque le moteur d’entraînement est unmoteur thermique (cas de certaines PAC), ilfaut étudier sérieusement le couplage des deuxmachines qui ont des régularités différentes ;dans certains cas un volant peut être nécessaire.L’entraînement par poulies à courroies trapé-zoïdales peut être adopté dans le cas desmachines à gros alésage, avec de faibles vitessesde rotation (750 à 1 000 tr/min) et peu de
cylindres, ou encore pour adapter la vitesse derotation à la puissance frigorifique requise.Dans cette réalisation, la présence d’un volant surle compresseur est nécessaire, le lignage est sim-plifié, mais il faut veiller à ce que le compresseurpossède un palier avant susceptible d’accepter lasurcharge due à la tension des courroies, sinon ilfaut prévoir une extension d’arbre fixée sur levolant et reprise par un palier extérieur.
12.2.6 Compresseurs multi-étagés
En règle générale, l’industrie frigorifique, dansses applications courantes, ne requiert au maxi-mum que deux étages de compression et peutalors faire appel aux compresseurs dits com-pound. Il existe deux méthodes pour réaliser uncompresseur compound : les pistons différen-tiels et les pistons spécialisés.
� Pistons différentiels
On trouve encore en fonctionnement desanciens compresseurs Loire ou Sulzer qui utili-saient cette technique aujourd’hui abandon-née. Le piston comporte à cet effet deux alé-sages différents, par exemple :– un grand alésage en partie inférieure et qui
constitue la partie basse pression ;– un petit alésage en partie supérieure et qui
constitue la partie haute pression. Les sou-papes d’aspiration et de refoulement BP sontdisposées en haut du cylindre et les soupapesHP sont disposées latéralement et diamétrale-ment opposées.
� Pistons spécialisés
Les machines multicylindriques, à conditionqu’elles aient été étudiées dans cette optique, seprêtent très bien à la réalisation de deux étagesde compression, en réservant un certainnombre de pistons en étage basse pression fonc-tionnant entre la pression d’évaporation et unepression intermédiaire, et le reste en étagehaute pression (de la pression intermédiaire àla pression de condensation).Dans un cycle bi-étagé, on sait que le meilleurrapport entre le volume balayé par l’étage BP etcelui de l’étage HP dépend des températures de
315
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 315

©D
dL
ht
it
ié
tdé
lit
fonctionnement (θ0,θc) et de la nature du flui-de frigorigène (voir les cycles bi-étagés). Il esten général inférieur à 3. Pour les compresseurscompound, il ne peut prendre qu’une valeurentière : soit 3 (par exemple 6 cylindres BP et 2 cylindres HP), soit 2 (4 cylindres BP et 2 cylindres HP).Pour des pressions d’évaporation et de conden-sation fixées par le régime externe, la pressionintermédiaire est imposée par le rapport desvolumes de vapeurs aspirées par chaque étageet sa valeur est indiquée par le constructeur ducompresseur.
12.2.7 Compresseurs hermétiques accessibles
Ces machines se placent, à ce jour, en limitebasse des compresseurs industriels (moteurd’environ 60 kW en réfrigération et parfois jus-qu’à 90 kW en climatisation), mais leur implan-tation est très importante et rien n’empêche (àpart le coût) de développer des machines indus-trielles de ce type.Ces compresseurs comprennent deux partiesprincipales :– le compresseur proprement dit, qui est ana-
logue technologiquement aux compresseursouverts ;
– la partie motrice, qui comporte dans un car-ter étanche le stator du moteur électrique ; lerotor est calé sur l’extension du vilebrequindu compresseur. Le carter du moteur peutvenir de fonderie avec le carter du compres-seur et dans ce cas il est fermé par un cou-vercle étanche ; sinon il est flasqué par bou-lonnage sur le carter du compresseur.
Étant donné la présence d’enroulements encuivre dans le moteur, ces compresseurs ne peu-vent fonctionner qu’avec des fluides compa-tibles (halogénés, CO2, hydrocarbures) qui,débouchant dans le fond du moteur, transitentà travers stator et rotor, et en assurent le refroi-dissement. Les vapeurs aspirées par le compres-seur ont donc une surchauffe plus élevée, cequi théoriquement devrait entraîner un légeraccroissement de la puissance consommée parrapport à un compresseur ouvert, toutes choseségales par ailleurs. Cependant, cette surchauffe
supplémentaire s’accompagne d’un meilleurdégazage de l’huile avant le compresseur, doncde meilleurs rendements : on peut donc consi-dérer que les performances sont globalementéquivalentes à celles des compresseurs ouverts.Par ailleurs, l’échauffement des vapeurs aucontact du moteur électrique constitue uneprotection supplémentaire contre les coups deliquide.À basse température (basse pression), le débitde vapeurs aspirées diminue et le moto-com-presseur est mal refroidi de telle sorte qu’il fautprévoir un moto-ventilateur extérieur montéau-dessus du compresseur ou un dispositif àinjection/détente de liquide, ou encore utiliserdes têtes de culasses refroidies par circulationd’eau.Du fait de leur compacité, de l’absence de gar-niture et de leur faible poids, ces machinesconstruites en série sont relativement moinscoûteuses que les machines industrielles. Lorsde la comparaison, il faut bien tenir compte dufait que dans les machines ouvertes, la puissan-ce absorbée est une puissance mécanique four-nie à l’arbre et que dans les machines semi-her-métiques ou hermétiques, il s’agit d’une puis-sance électrique fournie aux bornes du moteur.Les compresseurs hermétiques accessiblesreçoivent les mêmes équipements que les com-presseurs ouverts :– un système de lubrification sous pression ;
cependant, certains constructeurs utilisentdes dispositifs de lubrification par barbotage ;
– une résistance électrique de réchauffage decarter ;
– un système de variation de puissance etdémarrage à charge réduite (si nécessaire).
Ils possèdent en plus des équipements spéci-fiques au moteur électrique :– une ou plusieurs thermistances de protection
dans les enroulements, ainsi que des sondesde température. Ces dispositifs protègent lemoteur contre une surintensité et contre uneélévation anormale de la température ;
– une boîte à bornes permettant le démarragedu moteur en direct ou sur demande en étoi-le-triangle ou à enroulements fractionnés(part-winding).
316
12.2 Compresseurs à pistons12 • Composants
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 316
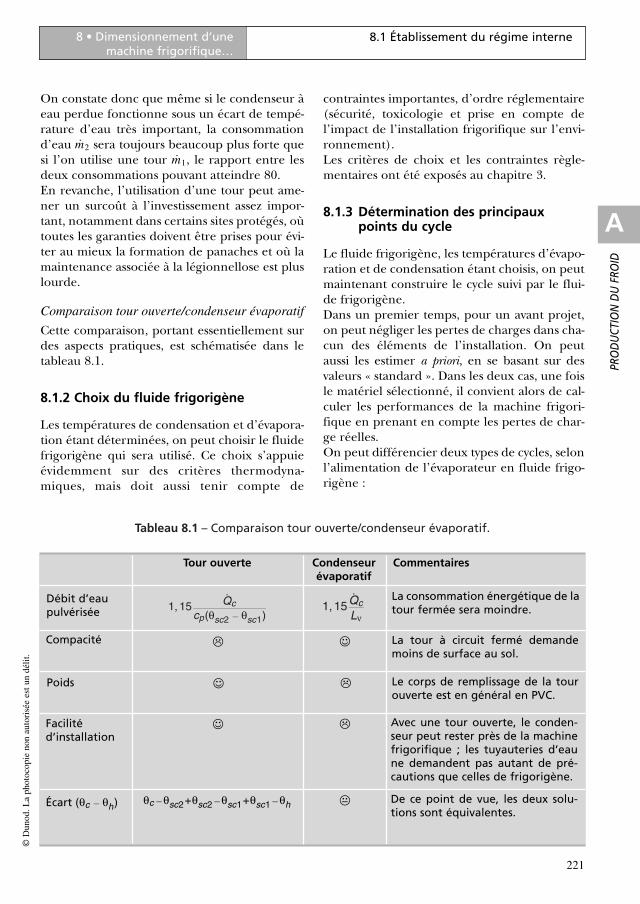
Le jumelage de deux compresseurs semi-her-métiques permet un montage plus compact etune tuyauterie d’aspiration commune : onparle de compresseurs twin ou tandem.
12.2.8 Compresseurs non lubrifiés ou « secs »
Dans ces machines, seule la chambre de compression ne reçoit pas d’huile, mais la par-tie mécanique, qui en est séparée, est lubrifiée.Ces compresseurs sont utilisés dans des circuitsoù la moindre présence d’huile n’est pas tolé-rable, pour des applications telles que :– la compression des gaz purs (oxygène, éthylè-
ne, CO2) ;– les stockages de gaz réfrigérés dans les usines
de synthèse (ammoniac, propane, butadiène,chlorure de vinyle, etc.) ;
– les transports de gaz liquéfiés (GPL) ;– les circuits renfermant des échangeurs sen-
sibles à l’huile (tambours à margarine, sur-faces raclées, etc.).
Cependant, il faut signaler que leurs applica-tions se sont trouvées réduites ces dernièresannées par l’apparition sur le marché de nou-veaux filtres à huile à haute efficacité, placés surle refoulement dans ou après le séparateurd’huile, et qui permettent de limiter la teneuren huile à moins de 5 ppm (parties par mil-lion), ce qui donne satisfaction dans la plupartdes cas cités ci-dessus.Un excès d’huile dans les échangeurs peutcependant se produire après un plus longtemps de fonctionnement, si l’huile n’est pasrégulièrement drainée ou automatiquementretournée.
� Compresseur à membrane Corblin(figure 12.9)
Ce compresseur est essentiellement composéde deux plateaux creusés d’un évidement deforme conique sur leurs faces d’appui, serréspar des boulons et entre lesquels se trouve pin-cée une membrane métallique flexible.Le plateau inférieur est percé de trous qui fontcommuniquer l’espace biconique avec un corpsde pompe, le plateau supérieur porte les sou-papes d’aspiration et de refoulement. La
pompe est munie d’un piston qui agit sur l’hui-le dont est rempli le corps de pompe, les mou-vements du piston engendrant le mouvementde la membrane flexible et par suite l’aspirationet le refoulement du gaz.Une petite pompe de compensation reprendles fuites de la pompe principale et les réinjectepour maintenir en permanence la membraneparfaitement appliquée sur le plateau haut.La machine peut manipuler des gaz de hautequalité sans les polluer ; sa construction méca-nique très soignée et la compression quasi iso-therme des gaz lui confèrent des qualités excep-tionnelles. Cependant, le volume balayé estrelativement faible alors que le coût est élevé, sibien que cette machine est réservée à des appli-cations très spéciales.
317
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.9 – Compresseur Corblin. 1 : vis de démontage du plateau supérieur.
2 : plateau supérieur. 3 : membrane métalliqueflexible. 4 : plateau à trou (plateau inférieur).
5 : plateau à huile. 6 : limiteur de pression. 7 : excentrique de pompe compensatrice.
8 : pompe compensatrice. 9 : niveau d’huile.
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 317
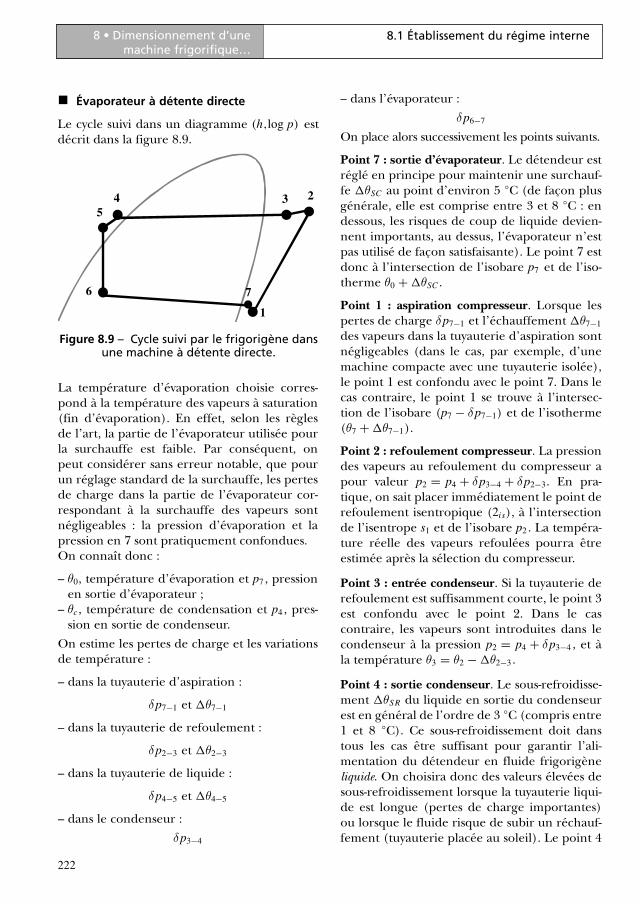
©D
dL
ht
it
ié
tdé
lit
� Compresseur à labyrinthe (figure 12.10) (compresseur à pistons secs)
Ce compresseur de type vertical et à doubleeffet peut être réalisé en version mono, bi outri-étagée ; le carter comprend deux parties : lapartie vapeurs et la partie mécanique.
Seule la partie vapeurs présente une originalitéen ce sens que le piston se déplace dans lecylindre sans contact avec la chemise, ce quipermet de supprimer totalement le graissage enayant éliminé le frottement.Le piston à double effet en alliage d’aluminiumest porté par une tige de bielle qui est guidée avec
318
12.2 Compresseurs à pistons12 • Composants
Figure 12.10 – Compresseur à labyrinthe à trois étages (Sulzer). 1 : cylindre. 2 : piston à laby-rinthe. 4 : garniture de tige de piston. 5 : entretoise. 6 : guidage de la tige et racleur d’huile. 7 :
pompe à huile de graissage. 8 : garniture d’étanchéité sur l’arbre-manivelle.
9782100540174-Meunier-C12.qxd 28/04/10 14:43 Page 318
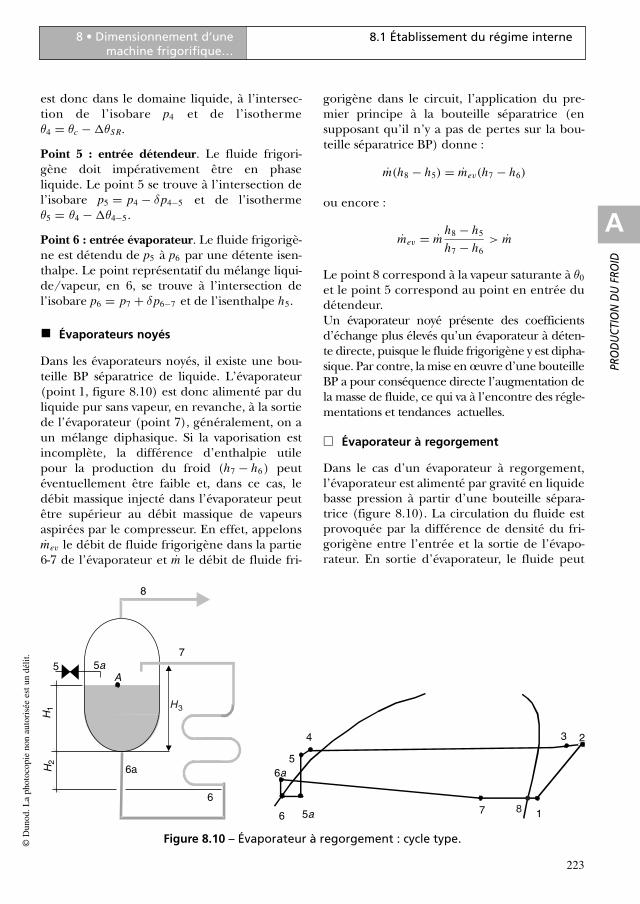
précision ; sa surface est munie de rainures circu-laires formant des labyrinthes. Le cylindre, refroi-di par circulation d’eau, est également muni derainures usinées sur sa surface interne. Lesvapeurs refoulées qui tendent à vouloir circulerpar différence de pression entre les deux surfacessubissent des pertes de pression par effets tour-billonnaires dont l’importance est telle que ledébit de fuite est très réduit mais non annulé.Les soupapes sont montées latéralement et dia-métralement opposées sur les deux espaces decompression. La base du cylindre laisse passerla tige de bielle à travers une garniture d’étan-chéité constituée d’anneaux en graphite por-tant des labyrinthes ; les fuites de vapeurs sontrécupérées dans une chambre intermédiaire etrenvoyées à l’aspiration. Cette chambre d’aspi-ration est traversée par la tige de bielle et comporte un système d’étanchéité-raclage quiempêche l’huile du carter de remonter vers l’es-pace de compression par capillarité, le long dela tige du piston.Cette tige est guidée par un palier placé près dusystème d’étanchéité et par une crosse coulis-sante. Ces points sont graissés à partir de l’hui-le puisée dans le carter qui renferme le vilebre-quin et la bielle attelée à la tige de piston ; cecarter est fermé par des portes étanches. Tousles points critiques sont visibles au moyen deportes démontables. Ce compresseur particuliè-rement robuste a été très largement utilisé cesdernières années sur les navires de transport degaz liquéfiés (ammoniac, butane, propane,méthane...) ainsi que sur des stockages ter-restres de gaz liquéfiés ou enfin en fabricationde crème glacée (évaporateurs spéciaux). Il estutilisé également pour la compression de com-posants gazeux de l’air (oxygène, hélium).
� Compresseurs à segments spéciaux Quiri(figure 12.11)
La partie vapeur n’est pas lubrifiée et res-semble, dans son ensemble, à ce qui est décritpour les compresseurs à labyrinthe, mais dansce cas les pistons comportent des segments enTéflon graphité ou chargé de verre. Le piston àdouble effet est mu par une tige guidée par unecrosse et un palier avec des barrages d’huileefficaces.
Le carter peut recevoir des cylindres en V ou enW et renferme le système vilebrequin-biellesainsi que la pompe de lubrification. Le Téflonutilisé pour la construction de la segmentationpossède une inertie chimique exceptionnelle,de bonnes propriétés autolubrifiantes et un trèsfaible coefficient de frottement.
12.2.9 Périphériques du compresseur
� Séparateur d’huile (compresseurs lubrifiés)(figure 12.12)
Cet appareil est placé au refoulement des com-presseurs ; il a pour fonction de séparer lemaximum de l’huile entraînée avec le fluide fri-gorigène puis de la ramener dans le carter. Iln’existe pas de séparateur efficace à 100 %pour les raisons suivantes :– il est en principe dimensionné pour le régime
de fonctionnement nominal de l’installationfrigorifique, et son efficacité est alors optimale ;lorsque le débit de fluide frigorigène diminue(soit à cause d’un changement de régime, soitlors d’un fonctionnement en réduction de puis-sance), l’efficacité du séparateur décroît ;
– au refoulement, l’huile est très chaude et seprésente sous forme d’aérosols ; elle ne peutêtre séparée que si sa température est abaisséeet que l’aérosol est ramené à l’état de goutte-lettes dont la masse volumique est importantevis-à-vis de celle des vapeurs de frigorigène.
319
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
EFigure 12.11 – Compresseur à segments spéciaux Quiri.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 319

©D
dL
ht
it
ié
tdé
lit
Les principes de séparation sont en effet fondéssur des effets de différences de masse volu-mique entre les vapeurs de fluide frigorigène etles gouttelettes d’huile refoulées par le com-presseur, et de vitesses relatives. Les dispositifssuivants peuvent être utilisés :– centrifugation ;– grossissement des gouttes d’huile (augmenta-
tion de l’effet gravitaire) ;– variation de vitesse (éclatement, chute de
vitesse) ;– changement de direction.Les séparateurs d’huile sont constitués d’uncorps cylindrique vertical ou horizontal renfer-mant :– des tôles chicanes (figure 12.12a) ;– des remplissages de corps creux (anneaux) ;
320
12.2 Compresseurs à pistons12 • Composants
Figure 12.12 – Séparateur d’huile : (a) avecdéflecteur ; (b) avec cartouche.
Figure 12.13 – Séparateur d’huile (Grasso).
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 320
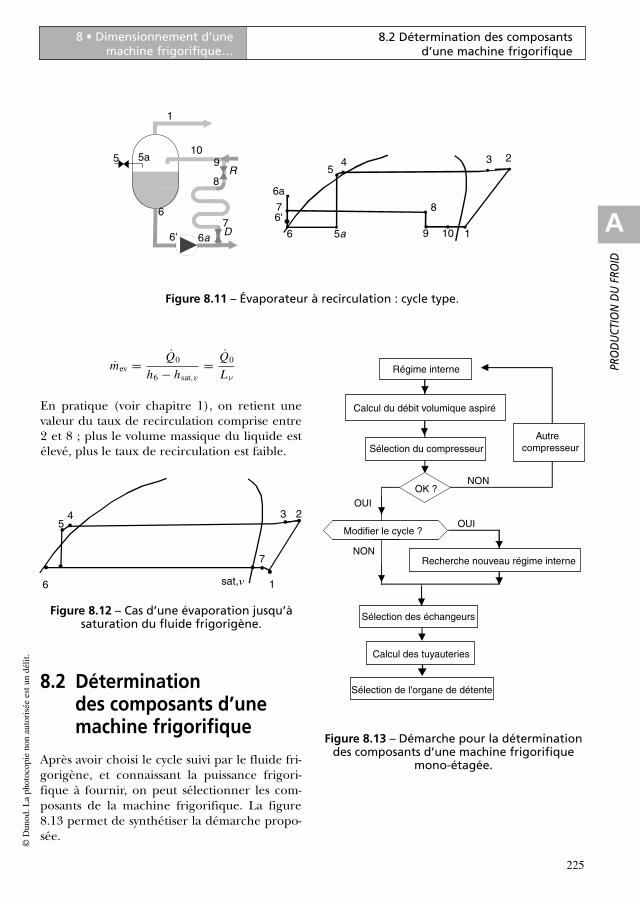
– des galettes de métal tissé ;– des cartouches coalescentes (figure 12.12b).L’huile séparée s’accumule en partie basse duréservoir, d’où un robinet à flotteur la réintègreau carter ou à la réserve d’huile grâce à la dif-férence de pression qui existe entre le refoule-ment et le carter (voir carter et compresseurmultiétagés). δph représente la hauteur mano-métrique de la pompe à huile. Le séparateurd’huile est indispensable avec le R-717 (ammo-niac), mais peut être évité dans certains circuitssimples utilisant les fluides halogénés (et danslesquels la vitesse du fluide frigorigène est suffi-sante en tout point pour assurer le retour d’hui-le au compresseur, et qui ne contiennent pas depoints de décantation).Pour certaines applications dans lesquelles onsouhaite des entraînements d’huile inférieurs à10 ppm, on peut installer deux séparateursd’huile avec refroidissement des vapeurs entreles deux, ou encore des séparateurs à lavage degaz (par exemple, système Grasso, figure 12.13).
� Appareils de mesure
Ils demeurent indispensables pour vérifier lesconditions de fonctionnement du compresseur.Manomètres ou capteurs de pression :– aspiration ;– refoulement ;– circuit d’huile.Thermomètre ou sondes de température :– aspiration ;– refoulement ;– circuit d’huile.Dans le cadre d’une télégestion ou simplementd’une télésurveillance des groupes de compres-sion, des capteurs de températures et des cap-teurs de pression pour l’acquisition de donnéessont installés. Dans ce cas, les données de fonc-tionnement peuvent être enregistrées, stockées,archivées.
� Sécurités
Ces dispositifs sont nécessaires pour protégerles machines contre des anomalies de fonction-nement :
– ressort anti-coup de liquide (voir législation)sur les plaques à clapets ;
– soupapes de sécurité HP/BP (voir législation)avec information sur leur fonctionnement(disque de rupture ou lecture de pressionaval) et note de calcul ; de façon générale,chaque élément de circuit isolable par deuxvannes manuelles doit être protégé par unesoupape de sécurité ;
– pressostats haute et basse pression avec certi-fication d’essai pour le HP ;
– pressostat différentiel d’huile sur la pompe degraissage (à effet retardé par temporisation :en effet, au démarrage du compresseur, il fautadmettre un délai avant que la surpression nesoit établie dans le circuit de lubrification) ;
– thermostats provoquant l’arrêt du compres-seur en cas de température de refoulementanormalement élevée ;
– chauffage de l’huile du carter par résistanceélectrique, avec commande éventuelle parthermostat, pour éviter les coups d’huile audémarrage après un arrêt prolongé (voir solu-bilité des lubrifiants ) ;
– température d’huile minimale et maximale :• limite basse : il s’agit d’une protection au
démarrage du compresseur. En effet, enthéorie, une huile pure trop froide voit saviscosité augmenter ; en pratique, dans uncircuit frigorifique, cette huile trop froide adissout une quantité importante de fluidefrigorigène et sa viscosité est en fait souventtrop basse pour assurer une lubrificationcorrecte ; par ailleurs, et c’est le point essen-tiel, le risque de coup d’huile est très impor-tant ;
• limite haute : la viscosité de l’huile est tropfaible pour assurer une lubrification satisfai-sante ;
– contrôle du débit d’eau dans le cas d’évapo-rateurs à eau et/ou thermostat anti-gel (pouréviter la prise en glace et l’éclatement destubes) ;
– temporisation anti-cycle court ;– bouteille anti-coup de liquide.
321
12.2 Compresseurs à pistons12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 321
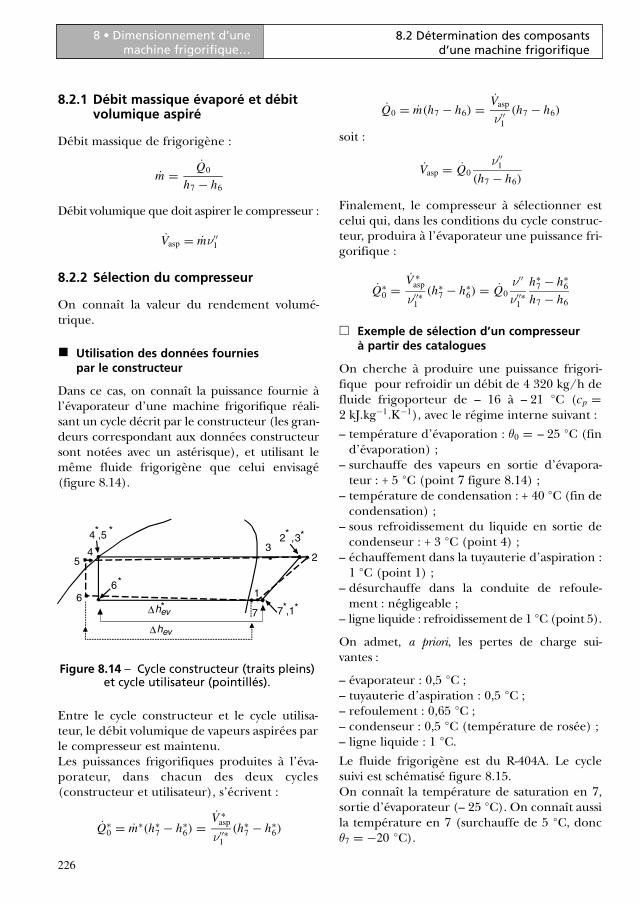
©D
dL
ht
it
ié
tdé
lit
12.3 Hélico-compresseurs ou compresseurs à vis
12.3.1 Rappels historiques
En 1878, l’ingénieur Grigar invente, construit etbrevète une machine tournante déplaçant positi-vement un gaz au moyen de rotors hélicoïdes.En 1930, le Suédois Alf. J.R. Lysolm, ingénieur enchef à la Société de turbines à vapeur Llundstrom,redépose un brevet qui décrit la machine ci-dessuscomme un compresseur de gaz. En 1934, l’orga-nisation suédoise de recherche Svenska RotorMaskiner (SRM) reprend la machine et en assurele développement. Il s’agit d’un « bi-rotor ».En 1946, la société écossaise James Howdenachète la licence de fabrication des compres-seurs auprès de la SRM. Par la suite, d’autressociétés acquièrent la même licence et les héli-co-compresseurs sont désormais construits dansles pays suivants : Allemagne, Japon, Suède,Royaume-Uni, États-Unis, Danemark,Argentine, Italie, Corée, Taiwan...1950 : Mise au point des machines à usiner lesrotors par la société anglaise Holroyd.1955 : Injection d’huile dans les rotors ; la voieest désormais ouverte au développement ducompresseur lubrifié.1958 : Premiers articles techniques sur cesmachines appliquées au froid industriel.1960 : Un ingénieur français, M. Zimmern,invente un compresseur mono-rotor, en assureles premiers développements et crée la sociétéOmphale.1961 : Création du premier compresseur frigo-rifique français bi-rotor par la société alsacien-ne de constructions mécaniques et le départe-ment frigorifique Loire des Chantiers del’Atlantique.1962 : Loire construit son premier groupe derefroidissement d’eau avec un compresseur à« vis ».1962-1963 : M. Zimmern procède aux premiersessais de son mono-rotor sur un compresseurd’air de 8 kW.1964-1968 : En France, CLM développe l’appli-cation du mono-rotor aux compresseurs d’airstationnaires ou mobiles.
1965 : Loire construit un groupe mobile derefroidissement d’hydrocarbures avec les carac-téristiques suivantes :– hélico-compresseur (Loire, SACM) ;– fluide frigorigène : propane ;– puissance sur l’arbre : 800 kW ;– vitesse : 6 000 t/min ;– entraînement par turbomoteur Turbomeca
TurmoIIIC2 1 000 kW.1970 : Les rotors à profil asymétrique rempla-cent les rotors à profil symétrique sur le bi-rotor.1973 : Mise au point de la suralimentation (éco-nomiseur).1975 : Apparition sur le marché des compres-seurs mono-rotors fabriqués par deux licenciésde la société Omphale :– Grasso en Hollande (ils ne sont actuellement
plus fabriqués et ils sont remplacés par des bi-rotors suite au rachat de Kuhlautomat) ;
– HTI (Hall Thermotank) en Angleterre.De 1976 à nos jours : Important développementmondial des compresseurs à vis dans tous lesdomaines du froid.1980 : Une nouvelle génération de compresseursà vis de petite et moyenne puissance (150 à 700m3/h) apparaît dans différents pays et vientrecouvrir le domaine des compresseurs à pistonsde moyenne puissance. Le dispositif bi-rotor estlargement majoritaire, mais on trouve égalementdes mono-rotor, en mono ou bi-satellite (Hall,Daikin, Vilter).Jusqu’à cette date, les compresseurs à vis étaientde type ouvert. Avec la réduction de taille (au-jourd’hui 50 m3/h), les compresseurs sont majo-ritairement semi-hermétiques et parfois hermé-tiques (Bitzer, Daikin, Hartford/DB, Fu-Sheng,Hambell, Trame Carrier, Frascold, York...).
12.3.2 Principes fondamentaux
� Description du compresseur bi-rotor(figure 12.14)
Le compresseur à vis est une machine rotativedans laquelle la variation du volume occupé parle fluide et son transfert sont obtenus par ledéplacement relatif de deux mobiles en rotationcontinue à l’intérieur d’un « cylindre » de formeappropriée.Les deux mobiles ou rotors ont des profils conju-gués, l’un formant des lobes (rotor mâle),
322
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 322
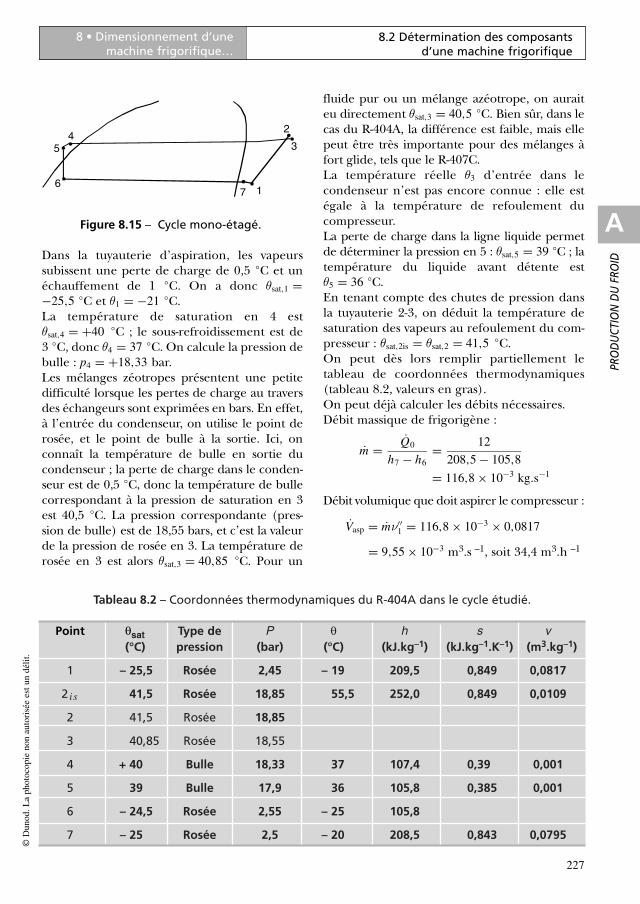
l’autre formant des alvéoles (rotor femelle).Ces profils sont décalés le long de l’axe de lamachine suivant une hélice à pas constant, d’oùle nom de la machine.Le cylindre ou stator a une section formée dedeux cercles sécants. Il entoure étroitement lesdeux rotors avec un jeu très faible tant sur lapériphérie que sur les fonds. Aux deux extré-mités du stator, sont aménagées deux lumières
de sections différentes : aspiration et refoule-ment du gaz. Les rotors peuvent être réalisésavec des nombres de lobes et d’alvéolesvariables ; les combinaisons couramment utili-sées sont présentées dans le tableau 12.2.
� Principe de fonctionnement
Les vapeurs emprisonnées entre un lobe, unealvéole et le carter sont à la fois comprimées par
323
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Tableau 12.2 – Combinaisons nombre de lobes/nombre d’alvéoles utilisés.
Rotor mâle Rotor femelleNombre de lobes Nombre d’alvéoles
Basse pression 3 4
Moyenne pression4 6 (disposition courante à l’origine)
5 7 (plus fréquent)
Haute pression 6 8
Figure 12.14 – Coupe d’un compresseur birotor. 1 : aspiration. 2 : rotor secondaire femelle. 3 : rotor primaire mâle. 4 : palier lisse. 5 : roulement axial. 6 : piston d’équilibrage.
7 : piston de commande pour tiroir de régulation. 8 : cylindre de régulation. 9 : paliers lisses. 10 : garniture d’étanchéité. 11 : retour des gaz en régulation de capacité. 12 : refoulement.
13 : ressort de rappel. 14 : pompe à huile.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 323
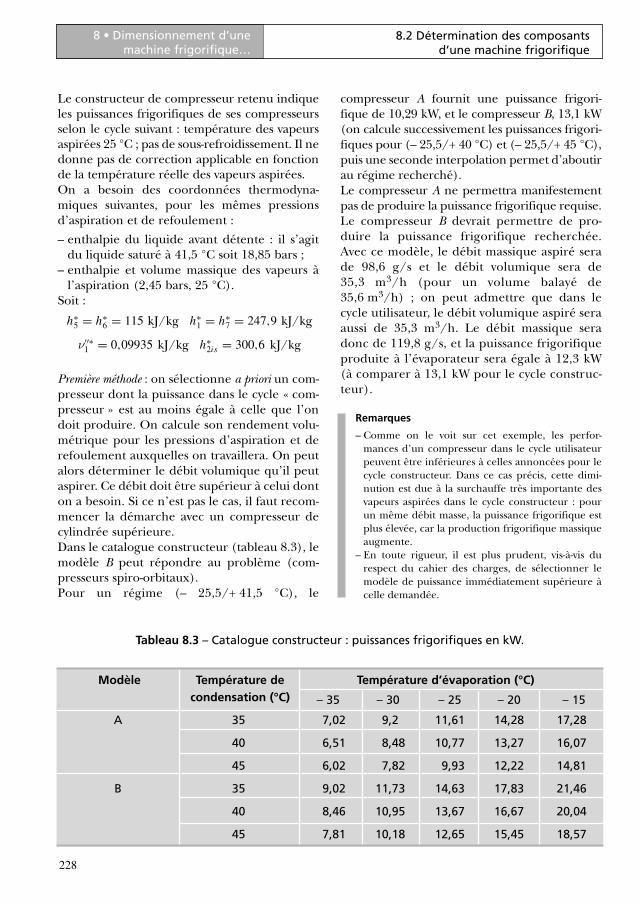
©D
dL
ht
it
ié
tdé
lit
réduction du volume et déplacées lors de larotation des rotors depuis la section d’entrée(aspiration) jusqu’à la section de sortie (refou-lement). Simultanément une autre alvéole estremplie de vapeurs qui se trouvent égalementcomprimées, translatées puis refoulées. La suitecontinue des alvéoles qui défilent ainsi devantl’aspiration et le refoulement assure un débitcontinu de fluide (à la différence des compres-seurs à pistons, qui produisent un débit pulsé).Les volumes interlobaires se suivent à des pres-sions décroissantes depuis la pression de refou-lement jusqu’à la pression d’aspiration. Onpeut décomposer le fonctionnement en troisphases successives se déroulant lors d’une rota-tion complète de l’arbre moteur (figure 12.15a,b et c) :(a) phase de remplissage de l’alvéole ouverte
où l’aspiration se fait radialement et axiale-ment, puis fermeture de l’espace interlobai-re. Pour une alvéole, le volume théoriquede vapeurs aspirées (volume balayé) est égalau volume occupé par ces dernières immé-diatement après leur isolement de la tubu-lure d’aspiration ;
(b) phase de transfert du volume de vapeursemprisonnées avec compression, jusqu’àl’ouverture de l’alvéole sur l’orifice derefoulement ;
(c) phase de refoulement à travers l’orifice cor-respondant et la canalisation qui lui faitsuite. Le refoulement est axial et radial. Levolume géométrique des vapeurs refouléesest égal au volume occupé par ces dernièresjuste avant ouverture vers la tubulure derefoulement. En fin de refoulement, il resteun petit volume de vapeurs non expulsées,qui sont détendues dans l’alvéole, lorsqu’el-le passe devant l’ouverture d’admission. Cesvapeurs restantes, associées aux fuites inter-lobaires et entre lobes et carter, sont à l’ori-gine d’une diminution du volume devapeurs aspirées par rapport au volumebalayé ; la notion de rendement volumé-trique s’applique donc aussi aux compres-seurs à vis.
Au cours des dernières années, les efforts desconcepteurs de machines se sont portés surl’amélioration, voire même la modification pro-
fonde, des rotors pour obtenir un meilleur profilde lobe et réduire cette perte (profil asymé-trique, amélioration de l’engrènement desrotors, étanchéité interne, refroidissement etséparation de l’huile).
� Rendement de compression
Dans cette machine, il n’y a pas de clapets d’as-piration ni de refoulement, uniquement deuxorifices dont les sections diffèrent, ce quiconduit à des volumes aspirés et refoulés dansles lobes différents. On définit, pour unemachine donnée, le Vi qui est le rapport entreles volumes aspirés et refoulés.Rappelons que pour une masse donnée de gazparfait, au cours d’une compression adiaba-tique réversible (donc isentropique), le volumeV et la pression P évoluent de telle sorte que :
PV γ = cte
où γ = cp
cv
est le rapport des capacités ther-
miques massiques du gaz respectivement àpression et à volume constants.Par ailleurs, toujours pour une compressionréversible d’un gaz parfait au cours de laquelleil échange de la chaleur avec l’environnement(le cylindre d’un compresseur par exemple)dans une transformation polytropique, on défi-nit un coefficient de compression polytropiquetel que :
PV n = cte
Ce coefficient n est généralement déterminépar des mesures expérimentales.Pour le compresseur à vis considéré, le rapportdes volumes à l’aspiration et au refoulementétant égal à Vi, si la compression est polytro-pique, on doit donc avoir :
PaspV nasp = PrefV n
ref
�⇒ τ = Pref
Pasp= V n
asp
V nref
= V ni fluide frigorigène
La géométrie du compresseur, ou plus particu-lièrement son rapport de volumes Vi (ou volu-me ratio), impose une valeur fixe du taux decompression, que l’on appelle le taux de com-pression intrinsèque πi ou pressure ratio. Ce dernierdépend aussi du fluide frigorigène et de la qua-
324
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 324
325
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.15 – Principe de fonctionnement du compresseur à vis birotor.
Figure 12.16 – Diagramme indicateur d’un compresseur à vis : à gauche, le taux de compressionintrinsèque πi est égal au taux de compression du cycle ; au centre, le taux de compression intrin-sèque πi est plus grand, et la pression de refoulement du compresseur (pf c) est donc supérieureà la pression de condensation pc ; à droite, le taux de compression intrinsèque πi est inférieur au
taux de compression du cycle.
lité du refroidissement du compresseur, au tra-vers du coefficient polytropique. Si dans lesconditions opératoires, on s’écarte de ce tauxde compression interne, il y aura un léger dys-fonctionnement qui se traduira par une pertede rendement du compresseur.Si le taux réel à accomplir est plus faible que letaux nominal qui se réalise de toute façon, pour
une pression d’aspiration donnée, les vapeursquittent le compresseur sous une pression supé-rieure à la pression régnant dans la partie HP, etsubissent une détente : le triangle gris montrel’énergie fournie inutilement au fluide par lecompresseur (figure 12.16). Bien évidemment,le rendement effectif diminue. Inversement si letaux réel est plus élevé, lorsqu’une alvéole passe
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 325

©D
dL
ht
it
ié
tdé
lit
devant l’orifice de refoulement, se produit uneréintroduction de vapeurs venant de la tubulurede refoulement : il y a aussi perte de rendement.Fort heureusement, les pertes de part et d’autre,dans un domaine restreint de taux de compres-sion, sont assez faibles et tolérables.Si ce domaine s’étend, il n’en est plus demême ; c’est la raison pour laquelle il est prévuque, pour chaque machine, on puisse choisirentre environ trois ou quatre valeurs différentesde Vi. On retiendra celui qui correspond autaux de compression qui présente la plus gran-de probabilité de fonctionnement. Dans cesconditions, les rendements indiqués des compresseurs à vis se rapprochent de ceux descompresseurs à piston, et ces rendements sedétériorent relativement peu lorsque le taux decompression s’écarte du taux de compressioninterne (voir modification du Vi).
12.3.3 Technologie des bi-rotors
� Compresseurs secs
Chronologiquement, ils ont été les premiers àêtre développés et ils sont toujours utiliséslorsque l’on veut que le gaz comprimé ne soit
pas pollué par un lubrifiant (air instrument, gazde synthèse, etc.).À cet effet, l’espace de compression est séparédes paliers porteurs, eux-mêmes lubrifiés pardes labyrinthes d’étanchéité (voir compresseursà pistons secs). Les rotors, n’étant pas lubrifiés,ne doivent pas se toucher lors de la compres-sion (flexion d’arbre). À cet effet, ils sont main-tenus par des engrenages qui assurent leur syn-chronisation ; ceux-ci sont portés par les arbrescôté opposé à la sortie d’arbre alors que l’autreextrémité porte une butée axiale à patins dutype Michell. En un seul étage, ils peuventatteindre une pression absolue de 4 à 5 bar aurefoulement pour 1 bar à l’aspiration, les débitsvéhiculés vont de 300 m3/h à 17 000 m3/h.Leurs applications au froid industriel sont trèslimitées (parfois en étages BP). Si le taux decompression ne doit pas dépasser 5, la différen-ce de pression refoulement/aspiration ne doitpas dépasser 10 bar ; en effet les paliers por-teurs sont assez éloignés de la chambre de com-pression et la flexion de l’arbre risquerait deprovoquer un contact entre les rotors (figure12.17). Enfin, l’étanchéité entre les différentesalvéoles est relativement médiocre, et le rende-ment volumétrique est donc assez faible.
326
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
Figure 12.17 – Compresseur sec.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 326

� Compresseurs lubrifiés
Les compresseurs non lubrifiés présentent uncertain nombre d’handicaps qui ne facilitentpas leur développement dans l’industrie frigori-fique :
– vitesse de rotation élevée ou sinon rendementvolumétrique médiocre (fuite axiale cons-tante). On augmente la vitesse périphérique ;
– niveau sonore très élevé par suite de la vitessepériphérique élevée des rotors (60 à 80 m/s)et de la vitesse du moteur ;
– difficulté de faire varier la production frigori-fique d’une manière économique (voir varia-teur de vitesse) ;
– l’injection d’huile dans la chambre de compres-sion va permettre des taux de compressionélevés mais introduire des problèmes de sépa-ration (gaz/huile), de réintégration automa-tique, et d’équilibrage lorsqu’il y a plusieursmachines fonctionnant en parallèle. Danscette nouvelle génération de compresseurs quiapparaît dans les années 1960, l’huile remplittrois fonctions essentielles.
� Graissage
L’huile injectée dans les rotors assure l’interfa-ce de contact à tel point que les engrenages desynchronisation sont supprimés. Le rotor mâletransfère 85 % de la puissance transmise au gaz,et le rotor femelle, 15 %. L’autre modificationest la suppression des labyrinthes d’étanchéitépositionnés entre les paliers et la chambre decompression, ce qui permet, grâce au rappro-chement qui en résulte, de réduire le momentfléchissant des arbres et dès lors d’accepter deplus grandes différences entre les pressions derefoulement et d’aspiration. L’huile assure lalubrification des paliers, des butées axiales et dela garniture d’étanchéité.
� Refroidissement
Lors de la compression de certains gaz dans lecompresseur, une partie de l’énergie fournie augaz est dissipée en chaleur, ce qui conduit, enfin de compression, à des valeurs très élevées dela température des vapeurs refoulées (surtoutavec des taux de compression élevés).
Exemple
Prenons du R-717 au régime – 23 °C/+ 40 °C (désor-mais réalisable avec ce type de machine). S’il n’y avaitpas d’injection d’huile refroidie, la température enfin de compression serait d’environ 180 °C. L’huileinjectée permet de réduire cette température et, parvoie de conséquence, la température générale de lamachine qui dès lors peut être usinée avec des jeuxmécaniques plus faibles et par suite avec de meilleursrendements.
Sans injection d’huile, le bilan sur le compres-seur s’écrit :
Weff + Qp + m(h1 − h02) = 0
où Weff > 0 est la puissance effective sur l’arbredu compresseur, Qp < 0 les pertes thermiquesdu compresseur vers l’ambiance, m = Vasp ρ′′
asp
le débit massique de vapeur aspirée (Vasp est ledébit volumique aspiré et ρ′′
asp est la masse volu-mique des vapeurs aspirées), h1 l’enthalpie desvapeurs à l’aspiration et h0
2 l’enthalpie de lavapeur au refoulement.Avec injection d’huile, le bilan s’écrit mainte-nant :
Weff + Qref + Qp + m(h1 − h2) = 0
où h2 est la nouvelle enthalpie des vapeurs au
refoulement, et Qref la puissance thermiquemise en œuvre pour le refroidissement de l’hui-
le. Cette puissance Qref = mhcp,h(Te,h − Ts,h)
dépend du débit d’huile (mh = Vhρh où Vh estle débit volumique d’huile, et ρh la masse volu-mique de l’huile) et des températures d’en-trée/sortie de l’huile (Te,h et Ts,h).En supposant que Qp ne varie pas sensiblementdans les deux cas, par différence des deux équa-tions bilan, et en tenant compte des relationsentre débits volumiques et massiques, onobtient :
ρ′′asp(h
02 − h2) = Vh
Vaspρh(Ts,h − Te,h)
Tenant compte de h02 − h2 = cp,v(T2 − T 0
2 ), onobtient :
T 02 − T2
Ts,h − Te,h= Vh
Vasp
ρh
ρ′′asp
cp,h
cp,v
327
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 327

©D
dL
ht
it
ié
tdé
lit
Dans la mesure où la masse volumique de l’hui-le est beaucoup plus importante que celle de lavapeur et où la capacité thermique massique del’huile est également supérieure à celle desvapeurs, on constate qu’avec une faible fractionvolumique d’huile, on peut obtenir un refroi-dissement efficace de la vapeur.
Application numérique
Avec cph ∼ 1,5 kJ/(kg.K) ; ρh ∼ 900 kg/m3 ;cpv = 2,39 kJ/(kg.K) et ρ′′
asp = 1,43 kg/m3, pour 1 %de fraction volumique d’huile, on a :
T 02 − T2
Ts,h − Te,h= 0,01
900
1,43
2,39
1,5= 10
Si T 02 = 180 °C et Ts,h − Te,h = 5 K, on obtient
T2 = 130 °C.Grâce à ce faible pourcentage d’huile, il est dès lorspossible de contrôler avec une grande précision latempérature de refoulement, ce qui a ouvert lesapplications de l’hélico-compresseur graissé.
� Étanchéité
Dans les compresseurs secs, par suite du jeuminimal nécessaire au fonctionnement méca-nique, il existe un débit permanent de vapeurstransitant du refoulement vers l’aspiration etceci quelle que soit la vitesse de rotation. Aussi,lorsque celle-ci est faible, la perte est relative-ment importante et liée uniquement à la diffé-rence des pressions. L’huile injectée dans lesrotors colmate cet espace en réduisant la fuitede gaz et permet de faire fonctionner le com-presseur avec de grandes différences de pres-sion. Enfin, grâce à cette huile et aux consé-quences qu’elle a pu entraîner, le niveau sono-re général de la machine est réduit par rapportà une machine non lubrifiée.
� Variation de puissance
Le compresseur lubrifié est doté vers 1965 d’undispositif de variation de production fondé surle principe du court-circuit partiel. Il s’agit d’unélément mobile appelé coulisseau placé dans lestator, à la partie inférieure du compresseur, etqui est agencé pour être déplaçable ; il assuretrois fonctions :–- il comporte un ensemble d’orifices calibrés
au travers desquels se fait l’injection d’huileentre les rotors ;
– en se retirant vers le côté refoulement desvapeurs, le tiroir découvre un orifice de com-munication avec l’aspiration, ce qui revient àn’utiliser pour la compression qu’une lon-gueur réduite des espaces interlobaires(réduction de la longueur des veines de gazemprisonnées entre les rotors lors de la phaseaspiration/remplissage) (figure 12.18) ;
328
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
Figure 12.18 – Principe de régulation de puissance par coulisseau.
– le tiroir est usiné côté refoulement en formed’encoche alors que le carter comporte sur lefond un orifice fixe, la somme de ces deuxorifices constitue l’orifice de refoulement. Enreculant, le tiroir réduit l’orifice correspon-dant au refoulement radial et par la suite le Vi
est maintenu au plus près du niveau désirépour correspondre au plus petit volume degaz refoulé à charge partielle.
Comme pour les compresseurs à pistons, cetteréduction de la puissance frigorifique ne s’opè-re pas sans perte car il n’y a pas d’adéquationparfaite du Vi à la variation de puissance frigo-rifique ; la relation entre la fraction de puissan-ce consommée et la fraction de puissance frigo-rifique dépend donc, à régime thermiqueconstant, de la nature du fluide frigorigène etde la valeur du Vi. La figure 12.19 illustre cettedépendance.Par contre la puissance frigorifique peutatteindre 10 à 15 % de la valeur nominale. En
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 328

pratique, il y a rééquilibrage des aspects ther-modynamiques et la réduction de l’écart depression entre aspiration et refoulement boni-fie légèrement le rendement énergétique ducompresseur.L’utilisation d’un variateur de vitesse pour fairevarier la puissance frigorifique produite, doncla quantité de gaz aspirée, permet d’éviterl’handicap du coulisseau et la perte de perfor-mance à charge partielle, d’autant plus impor-tante que le taux de compression est élevé.
� Superfeed ou suralimentation ou économiseur
La possibilité d’utiliser le compresseur à vispour réaliser de forts taux de compression enun seul étage procure, sur le plan financier, ungrand avantage mais conduit fatalement à unehérésie thermodynamique étant donnée lagrande quantité de vapeur formée en cours dedétente (surtout avec les halogénés).
Exemple
Pour un cycle (– 40 °C/+ 40 °C), sous-refroidissementde 5 °C avant la détente : le titre en vapeur à l’entréede l’évaporateur est de 53 % avec du R-404A, 38 %avec du R-22. Pour du R-717, la pression d’évapora-tion est de 0,7 bar et le titre en vapeur est de 25 %.
Si dans quelques systèmes, on peut tolérer cetteperte, les installations industrielles ne peuventpas y souscrire ; ce qui est avantage peut se trans-former en handicap, si ce compresseur ne peutpas être bi-étagé comme les compresseurs à pis-tons (à noter que Mycom et Kobe disposent decompresseurs à vis bi-étagés, voir figure 12.24).En 1973, en reprenant une vieille idée dévelop-pée par Vorhees sur les compresseurs de CO2,une sorte de suralimentation est créée, qui vapalier ce grave inconvénient sans toutefois ame-ner le compresseur à vis à un niveau de perfor-mance comparable à celui des pistons compound. Le principe de base consiste à réin-jecter une certaine quantité de vapeurs encours de compression à travers un orifice quidébouche entre les rotors après la phase d’aspi-ration. En ce point, si on amène du fluidegazeux à une pression légèrement supérieure àcelle qui y règne normalement, un volume com-plémentaire de fluide sera aspiré par le com-presseur. En effet, le volume de vapeurs encours de compression est réduit par mélange degaz extérieur à une température inférieure.Ce flux gazeux complémentaire provient d’unedétente partielle ou totale. Les deux systèmesavec les cycles correspondants sont présentésfigure 12.20 (ils ont été présentés en détail dansle chapitre sur les cycles bi-étagés).Ce cycle a ainsi une pression intermédiaire pi
relativement proche de la pression d’aspiration,la production frigorifique volumétrique se trou-ve nettement améliorée. Mais, comme le débitde vapeur comprimé entre pi et pref est plusimportant (supplément de débit aspiré), la puis-sance absorbée se trouve légèrement accrue :cependant le COP global se trouve amélioré parrapport à un cycle mono-étagé simple.Le gain est bien sûr d’autant plus importantque la pression d’aspiration est basse et que lefluide frigorigène possède une faible chaleurmassique en phase liquide.Cependant, un inconvénient résulte de l’utilisa-tion simultanée du tiroir de variation de pro-duction et de la réaspiration. En effet, lors deson déplacement vers l’orifice de refoulement,le coulisseau de régulation vient découvrir l’ori-fice d’aspiration intermédiaire, ce qui le met encommunication avec l’orifice d’aspiration prin-
329
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.19 – Comparaison pistons/vis en régulation de puissance.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 329

©D
dL
ht
it
ié
tdé
lit
cipal. À ce moment, on ne bénéficie plus del’effet économiseur. Cela se passe aux environsde 65 à 70 % de capacité. Cependant, on peutconsidérer que la machine qui régule en des-sous de cette valeur est en fait une machine nor-male, mais de taille inférieure à ce qu’il auraitfallu si elle n’avait pas été équipée du dispositifsuperfeed.
Néanmoins, le sous-refroidissement importantdu liquide (expliquant l’augmentation de lapuissance frigorifique) permet de fiabiliser ladétente en configuration « détente partielle » etde réduire la dimension de la conduite liquide,le volume massique du liquide sous-refroidiainsi que le débit massique étant inférieurs. Lesystème économiseur, souvent utilisé à basse
330
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
Figure 12.20 – Réalisation du dispositif économiseur.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 330

température d’évaporation, doit être généralisépour tout niveau de température, car comme lemontre la figure 12.20, il y a toujours un gainénergétique ; ce dispositif est une des réponsesaux objectifs de réduction de la consommationd’électricité et des émissions de CO2.
� Groupe de compression
Le compresseur à vis nécessite, comme le compresseur à pistons, des périphériques indis-pensables à son fonctionnement mais qui repré-sentent un coût beaucoup plus important (envi-ron 50 % du prix du groupe de compression).
� Système de lubrification
L’huile injectée représente un flux importantpuisque sur une machine débitant 1 200 m3/hpar exemple, le débit d’huile est de 12 m3/h enfonctionnement HP, soit 200 l/min au mini-mum. En fonctionnement booster, le débitd’huile n’est que de 7,2 m3/h (120 l/min). Ilfaut donc prévoir un système de déshuilage par-ticulièrement efficace constitué par un corpsvertical ou horizontal renfermant des systèmesde séparation du type « métal tissé », mais quilaissera néanmoins s’échapper 50 à 80 ppmd’huile. Si l’on veut réduire cette valeur, il fautajouter un second étage de séparation constituépar des cartouches coalescentes et qui limitel’entraînement à des valeurs comprises entre 5 et 10 ppm d’huile.Le séparateur d’huile forme un réservoir danslequel puise la pompe à huile dont le débit est
largement supérieur au débit strictementrequis. On notera que cette pompe aspire del’huile qui se trouve sous la pression de refoule-ment, et la refoule sous une pression au moinssupérieure de 3 à 5 bar à la précédente. Lapompe du type à engrenages, indépendante ducompresseur, est entraînée par un moteur élec-trique. Dans certains cas, elle est entraînéedirectement par la vis lente (vis femelle).À la suite de la pompe se trouve un refroidis-seur d’huile refroidi par un des moyens sui-vants :– eau prise sur le circuit de refroidissement du
condenseur ou d’autre origine, ou liquidethermique (figure 12.21) ;
– air (éventuellement) dans le cas de petitespuissances avec fluides halogénés ;
– liquide haute pression en provenance duréservoir de liquide de l’installation et faisantretour au condenseur après vaporisation dansl’échangeur refroidisseur (figure 12.22).
Le refroidissement de l’huile peut être effectuésans échangeur, par injection de fluide frigorigè-ne détendu à une pression intermédiaire et réas-piré par le compresseur par un orifice situé sur lamachine côté rotor femelle (l’orifice d’aspira-tion intermédiaire peut également être utilisé).L’huile refroidie est répartie en deux débits,l’un pour le graissage des paliers mécaniques,servant aussi pour la régulation de capacité,l’autre pour l’injection dans la machine, assu-rant le refroidissement et l’étanchéité entre lesrotors.
331
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.21 – Compresseur à vis avec refroidisseur d’huile à eau.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 331

©D
dL
ht
it
ié
tdé
lit
L’huile destinée à la lubrification et dont lapression est régulée par une vanne type dedécharge (régulation de la pression amont) esten général répartie à partir d’un distributeurvers les points suivants :– une alimentation des paliers avant et de la
garniture d’étanchéité sur la sortie d’arbre ;– une alimentation des paliers arrière, du pis-
ton d’équilibrage et des butées axiales ;– une alimentation de la commande hydrau-
lique du tiroir de variation de productioncombiné au démarrage à vide.
L’huile fait retour vers le séparateur d’huileaprès avoir transité avec les vapeurs de fluide fri-gorigène dans le corps du compresseur.
Remarques
1. Des différences de réalisation des circuits d’huileexistent suivant les constructeurs. Elles concernent :la position relative de la pompe à huile et du refroi-disseur ; la présence ou non d’une pompe qui peutêtre permanente ou de démarrage ; le dispositif derégulation de la pression d’huile ; le nombre et laposition des filtres à huile, par exemple filtration pri-maire à 60 µm environ avec partie magnétique pourarrêt des particules métalliques (éventuellement fil-tration secondaire pour les canaux les plus sensibles– vers 20µm – , double filtre pour éviter les arrêts parsuite de colmatage d’un filtre, contrôle du colmatagedes filtres visuel par manomètre différentiel ou auto-matique par pressostat différentiel spécifique) ; letype de régulation de la température d’huile, soit surl’huile (by-pass), soit sur le fluide de refroidissement.2. Pour la gamme moyenne et petite de compresseursà vis, la tendance est à une circulation d’huile sans
pompe. La circulation se fait par différence de pres-sion entre la pression régnant dans le séparateurd’huile (pression de refoulement) et la pression d’in-jection d’huile. Toutefois, cela nécessite une concep-tion particulière des machines ; en effet, dans ce cas,la pression de lubrification est au plus égale à la pres-sion de refoulement du compresseur (moins lespertes de charge du filtre et du circuit lui-même).Une vanne de réglage de pression minimale est mon-tée à la sortie du séparateur pour assurer la mise encirculation de l’huile dès le démarrage.
� Autres composants du groupe
Tant à l’aspiration qu’après le séparateur d’hui-le, sont insérés des clapets de non-retour ; deplus un filtre à l’aspiration protège la machinecontre tout entraînement de corps étrangers.La pompe à huile (si elle est séparée) est miseen route la première, au démarrage du compresseur, le tiroir est en position pleineouverture ou puissance 0 % de sorte que lecompresseur démarre en équilibre de pressionet sans accroissement de celle-ci : la machinedémarre à charge réduite ; certains construc-teurs ajoutent une tuyauterie de court-circuitcommandée par une vanne automatique assu-rant un by-pass refoulement/aspiration.Dès que la vitesse de rotation normale estatteinte, le tiroir est libéré et rejoint la positionpleine puissance, soit directement, soit souscontrôle d’un organe de contrôle/commande.L’ensemble ainsi constitué, monté sur châssisavec tous les dispositifs de sécurité, thermostatset pressostats, le moteur électrique à deux pôles
332
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
Figure 12.22 – Compresseur à vis avec refroidisseur d’huile en thermo-syphon.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 332

et l’accouplement semi-rigide, forme un toutmonté et éprouvé en usine.
� Commentaires sur l’environnement ducompresseur
Système de refroidissement d’huile
La mécanique de la machine est très simple etcomporte peu de pièces en mouvement (dix foismoins que sur un compresseur à pistons). Lesmachines d’usinage sont performantes, aussi lecompresseur lui-même peut être considérécomme une machine bien connue et fiable.L’environnement de la machine est une partietrès importante, avec des différences d’unconstructeur ou d’un installateur à l’autre. Eneffet, la bonne conception de cet environne-ment et son fonctionnement parfait condition-nent la qualité et la longévité de la machine,donc sa réputation.Le refroidissement est important, car il condi-tionne :– le rendement optimal de la machine (bonne
étanchéité entre les rotors et entre carter etrotors par maîtrise de la viscosité de l’huile) ;
– le contrôle des températures de refoulementet des températures maximales internes(maintien des jeux mécaniques) ;
– la bonne viscosité pour la lubrification, comptetenu des pressions de fonctionnement, destempératures et du fluide frigorigène.
Il est donc important de comparer les différentsmodes de refroidissement d’huile tant sur leplan technologique que sur les plans du rende-ment et de la maintenance.
Refroidissement avec échangeur
Qu’il soit à eau, à air ou alimenté en gravité enfluide frigorigène à partir du réservoir HP, lerefroidissement avec échangeur n’a pas d’inci-dence sur le rendement de la compression dansla mesure où la chaleur évacuée et les tempéra-tures de sortie d’huile refroidie sont identiques.Par contre, l’injection directe de fluide frigori-gène dans le compresseur à partir du liquidecondensé à une pression voisine de la tempéra-ture de refoulement provoque une légère dimi-nution de la puissance frigorifique disponibleet une légère augmentation de la puissanceabsorbée et ce d’autant plus que le taux decompression est élevé (figure 12.23).
333
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
θc =
θc =
θc =θc =
θc =
θc =θc =
θc =θc =
θc =θc =
θ0 (°C)
Augmentationde puissance absorbée
Réductionde puissance frigorifique
Figure 12.23 – Corrections pour le refroidissement par injection de liquide. Pour le régime(– 25/+ 30 °C), l’injection du liquide diminue Q0 de 5 °C et augmente Weff de 4,2 %.
9782100540174-Meunier-C12.qxd 28/04/10 14:44 Page 333

©D
dL
ht
it
ié
tdé
lit
En utilisant un échangeur refroidisseur d’huilerefroidi en détendant du fluide frigorigènehaute pression, on injecte de l’huile avec uneviscosité supérieure et contrôlée. Les vapeursainsi formées sont aspirées, soit par l’orificeéconomiseur, soit par un autre orifice spéci-fique à une pression plus élevée. Éviter le retourdes vapeurs formées en basse pression, car lapuissance frigorifique disponible est amputéede la puissance de refroidissement d’huile. Laperte est maximale. Ce procédé entraîne égale-ment une réduction de la puissance spécifiqueet ce d’autant plus que le taux de compressionest élevé (puissance du refroidisseur d’huileplus importante) et que la pression de réaspira-tion dans le compresseur des vapeurs provenantdu refroidisseur est basse.Côté investissement, le système à injection sanséchangeur est le moins onéreux, mais il s’avèrepénalisant en exploitation du point de vueénergétique. Il présente d’autre part un risqueréel en cas de mauvais fonctionnement du sys-tème de détente ou d’inétanchéité de l’électro-vanne d’arrêt. Il est possible de fiabiliser par-tiellement le dispositif en sophistiquant, l’injec-tion et en rajoutant des sécurités (contrôle parle biais de la température de refoulement, retar-dement d’ouverture de l’électrovanne…).Le refroidisseur alimenté en eau permet deréduire la puissance rejetée sur le condenseurde la quantité équivalente à sa puissance. Ilconduit à la mise en place d’un circuit d’eauavec toutes les conséquences évidentes (encras-sement, risque de percement, de corrosion, uti-lisation de surface d’échange chère suivant laqualité d’eau, protection contre le gel). Ilnécessite la mise en place d’une pompe de cir-culation. Il est très intéressant si l’on a besoinde chaleur (quantité importante, 10 à 30 % dela chaleur rejetée selon les taux de compres-sion, et niveau de température intéressant,environ 50 à 60 °C jusqu’à 80 °C avec NH3).Le refroidisseur alimenté en thermosiphon àpartir du réservoir HP est en général le systèmele plus onéreux :
– échangeur plus gros, surtout avec températu-re de condensation élevée ;
– circuit complémentaire de fluide frigorigène ;
– détermination précise du circuit de fluide fri-gorigène d’alimentation et de retour ;
– élévation du condenseur et du réservoir ;– condenseur déterminé pour la puissance tota-
le, donc en fait doublement de la surfaced’échange correspondant à la puissance durefroidisseur d’huile.
– nécessité d’un réservoir haute pression, cequi augmente la charge et ce qui est parfoisune contrainte supplémentaire dans le cas del’ammoniac par exemple (risque de fuite enhaute pression). La réduction de charge defrigorigène est un objectif important actuelle-ment, quel que soit le fluide frigorigène.
Par contre, ce système est extrêmement fiabledans le temps et ne nécessite pratiquementaucun entretien. Il n’altère pas par ailleurs lesperformances énergétiques de la machine. Ils’avère aujourd’hui moins séduisant car l’oncherche à supprimer les réservoirs HP ou toutau moins à réduire la charge de fluide frigori-gène en haute pression.
� Système de séparation d’huile
Le séparateur peut être placé horizontalementet servir de châssis au moto-compresseur. Ilpeut aussi être placé en dehors du groupe decompression et verticalement, ce qui permetune plus grande flexibilité. En effet, on n’estpas figé par l’association obligatoire compres-seur/séparateur ou par la nécessité de disposerde plusieurs modèles d’ensemble compres-seur/séparateur d’huile.Le séparateur séparé du groupe peut être déter-miné en fonction non seulement du compres-seur, mais aussi du régime de fonctionnement,du fluide frigorigène et des contraintes de l’ins-tallation (facilité de retour d’huile, typed’échanges, type de process). Les variations dutaux d’entraînement d’huile sont fonction :– de la température de condensation ;– de la température d’évaporation ;– de la marche en charge partielle.
� Régulation de puissance
Le « tiroir » de régulation relié au coulisseauplacé en dessous des deux rotors se déplacehorizontalement d’avant en arrière sous l’actionde l’huile envoyée par la pompe en général.
334
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
9782100540174-Meunier-C12.qxd 5/05/10 8:18 Page 334

335
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.24 – En haut : compresseur à vis à deux étages (Mycom).En bas : tiroir variation de puissance. Fonctionnement à 4 étages ou proportionnel (Bitzer).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 335

©D
dL
ht
it
ié
tdé
lit
Le principe de base consiste à envoyer, à droiteou à gauche d’un piston relié par une tige aucoulisseau, de l’huile et de faire sortir la quanti-té équivalente d’huile sur l’autre côté. L’huileenlevée est en général drainée vers une zone àplus basse pression (par exemple, zone de car-ter côté aspiration). Il faut en effet se rappelerque la pression de refoulement de la pompe àhuile est supérieure d’au moins 2,5 bar à lapression de refoulement.Comme pour la plupart des compresseurs à pis-tons, le système de démarrage à vide est combi-né au dispositif de régulation de puissance.Cela est obtenu par le déplacement vers la posi-tion minimale de puissance du tiroir de régula-tion :– soit par un ressort de rappel au moment de
l’arrêt (disparition de la surpression de lapompe à huile) ;
– soit par le retour à la position minimale avantl’arrêt de la machine grâce à la pressiond’huile ;
– soit par le retour à la position minimale avantle redémarrage de la machine grâce à la miseen route de la pompe à huile quand elle estindépendante.
À partir du système interne hydraulique de lamachine, la position du coulisseau est transmi-se vers l’extérieur :– soit simplement par une tige se déplaçant
horizontalement ;
336
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
Figure 12.25 – Compresseur à vis pour Global Chiller (Carrier).
– soit par un indicateur rotatif ; dans ce cas, lemouvement de déplacement horizontal esttransformé par une tige à rainure hélicoïdaleen mouvement rotatif ;
– soit par l’intermédiaire d’une sonde de posi-tion capacitive associée à un transmetteur. Lasonde capacitive détecte la position de la tigeà déplacement horizontal reliée au coulisseau.
Les dispositifs de transmission/indication deposition de régulation de puissance sont équipésde contacts électriques (soit de proximité, soit àcames soit pour un signal 4-20 mA ou 0-10 V) quisont utilisés :– pour indiquer à distance la position ;– pour commander les séquences de marche en
cascade ;– pour commander des asservissements de l’envi-
ronnement de la machine ou de l’installation ;– pour confirmer les ordres de déplacement
donnés.Dans le cas d’une sonde capacitive, on mesureune valeur de tension ou d’intensité qui est tra-duite en position. Des seuils disposés sur l’éten-due du signal assurent les mêmes fonctions queles micro-contacts.Le déplacement du coulisseau doit être le plussouple possible. En effet, pour que la valeurcontrôlée par le dispositif de régulation soit laplus stable possible ou suive au plus près leschangements demandés, il faut que le dispositifde régulation réagisse finement, mais sans trop
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 336

de rapidité. L’ajustement de la vitesse de dépla-cement peut se faire par des micro-vannes deréglage du débit d’huile.Le choix des composants du circuit hydrauliqueet leur dimensionnement sont donc particuliè-rement importants.
� Rotors particuliers
Le brevet SRM se rapporte à deux rotors de même diamètre. Le rotor mâle qui possède4 ou 5 lobes est généralement entraîné à3 000 t/min par le moteur, tandis que le rotorfemelle possède 6 ou 7 alvéoles et tourne doncà 2 000 t/min.Certaines machines toujours à rotors égaux etavec rapport 4/6 lobes sont entraînées par lerotor femelle, ce qui permet d’obtenir unevitesse du rotor mâle de 4 500 t/min et doncd’augmenter le volume engendré de 50 %.D’autres machines ont la possibilité d’êtreentraînées, soit par le rotor mâle, soit par lerotor femelle, c’est-à-dire de disposer en fait dedeux machines en une (compresseurs YorkSabroe SAB 128, 163 ou 202).Bitzer a développé un compresseur hélicoïdalavec deux rotors de diamètres différents (avecprofil spécial) ; le rotor mâle a 5 lobes, le rotorfemelle, 6. Pour cette machine, la variation depuissance, est maintenant possible soit parvariation de vitesse de 600 à 6 000 t/min à par-tir d’un moteur 3 000 t/min (la variation devitesse est réalisée par variation de fréquence de10 à 100 Hz), soit par étage 75-50 % avec systè-me d’électrovannes libérant ou obturant desorifices des by-pass.Signalons également une exécution deuxétages chez Mycom et Kobe (entre autres). Ils’agit pratiquement de deux carters accolésavec palier intermédiaire sur le rotor mâle dontl’arbre est unique, alors qu’il y a deux rotorsfemelles (figure 12.24).Carrier a mis sur le marché un type de machinerapide ayant une vitesse de 10 000 t/min, utili-sée sur les refroidisseurs de liquide GlobalChiller (figure 12.25).L’augmentation de la vitesse périphérique per-met d’améliorer le « rendement volumétrique »,ce qui est important pour les petites machines.L’augmentation de la vitesse se fait par engre-
nage. Le choix de plusieurs rapports d’engre-nage permet de disposer de différentes tailles decompresseurs.
� Compresseurs à vis bi-rotor hermétiquesou semi-hermétiques
Jusqu’en 1982 environ, seuls existaient des compresseurs bi-rotors ouverts. Plusieursconstructeurs ont développé depuis des machinessemi-hermétiques ou des machines hermétiques.La construction générale de la partie compres-seur est la même que pour les machinesouvertes et la conception hermétique ou semi-hermétique voisine de celle des machines à pis-tons. Le moteur est parfois sur une extensionde l’arbre mâle placé sur le refoulement. Sa réa-
337
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.26 – Coupe du compresseur hermétique (Dunham-Bush-Hartford).
1 : déflecteur d’huile. 2 : palier principal. 3 : vis. 4 : Vanne coulissante. 5 : piston de
réduction de puissance. 6 : orifice de refoulement. 7 : enveloppe moteur. 8 : vanne
d’aspiration. 9 : orifice d’aspiration. 10 : filtre d’huile.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 337

©D
dL
ht
it
ié
tdé
lit
lisation a nécessité un soin particulier, étantdonné qu’il est dans un environnement à tem-pérature élevée avec présence d’huile impor-tante.L’ensemble compresseur + moteur est enfermédans une enveloppe qui sert parfois aussi deséparateur d’huile. Le circuit d’huile est ainsisimplifié et le refroidissement d’huile est sou-vent assuré par injection (figure 12.26).La machine peut ou non disposer d’un disposi-tif de régulation de puissance.Plus généralement les constructeurs ont placéle moteur côté aspiration avec ou sans sépara-teur d’huile intégré et la pompe à huile a étésupprimée (figure 12.27). Les compresseurs dis-posent d’orifices d’aspiration intermédiaires.
12.3.4 Technologies des mono-rotors ou mono-vis
� Description du mono-rotor
Le compresseur mono-rotor est une machine àdéplacement positif conçue pour tous lesfluides frigorigènes (à l’origine, les essais et pre-mières utilisations étaient pour compressiond’air).Il peut être entraîné par des moteurs élec-triques deux pôles, par des turbines ou par desmoteurs thermiques diesel ou à gaz.Il se compose principalement de trois piècesmobiles : un rotor principal, et deux satellitesdiamétralement opposés dans lequel le rotors’engrène. Cette géométrie permet un fonc-tionnement équilibré entre rotors et satellites etdes charges minimales sur les paliers, car lacompression se fait des deux côtés du rotor. Les
338
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
Figure 12.27 – Compresseur à vis semi-hermétique Frascold. 1 : vis principale. 2 : vis auxiliaire. 3 : paliers. 4 : clapet de retenue. 5 : vanne de refoulement.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 338

efforts axiaux du rotor sont très faibles, car sesdeux faces sont à la pression d’aspiration.En général, les satellites sont revêtus d’unematière type Téflon ou plastique spécial per-mettant d’obtenir une bonne étanchéité entrerotor et satellites et conduisant à un échauffe-ment moindre. Ce type de compresseur présen-te également une bonne tolérance aux condi-tions limites de lubrification.La machine est équipée d’un dispositif de régu-lation de puissance par variation du volume aspi-ré 100 à 10 % grâce à deux coulisseaux (un dechaque côté du rotor). Le carter est conçu pourpermettre un accès facile aux satellites et autrespièces sujettes à contrôle et entretien.Le compresseur mono-rotor dispose égalementd’un orifice d’aspiration intermédiaire pourfonctionner en économiseur (superfeed) et de 3 ou 4 ratios de base suivant les constructeurs. Lesmachines utilisées couramment et jusqu’à pré-sent dans les applications industrielles, sont lubri-fiées. Une machine dite « sèche » est développée
par Hall. Elle est orientée vers les applicationspompe à chaleur haute température, la compres-sion de gaz particuliers (GPL par exemple) et laclimatisation de sous-marins militaires.
� Principe de fonctionnement (figure 12.27)
� Aspiration
Le gaz remplit les canaux du rotor avant que cedernier n’engrène avec les dents d’un satellite.
� Compression
Par suite de la rotation continue du rotor, le gazest retenu prisonnier dans l’espace comprisentre les canaux du rotor, le carter, les dents dessatellites et la face avant du rotor. Au fur et àmesure que le rotor tourne, le volume dans lescanaux diminue et le gaz est comprimé.
� Refoulement
Lorsque le point maximal de compression estatteint, une lumière d’échappement est déga-gée et le gaz est expulsé des rainures du rotor.
339
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.28 – Principe de fonctionnement du mono-rotor VILTER.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 339

©D
dL
ht
it
ié
tdé
lit
Une action strictement similaire utilisant le second satellite s’opère simultanément. La prin-cipale caractéristique de cette machine est que leprocessus de compression s’opère dans la partiesupérieure du compresseur, alors que, exacte-ment au même instant, un processus identique alieu dans la partie inférieure du compresseur. Enconséquence et contrairement à ce qui se passesur les bi-rotors, la réaction radiale sur les deuxpaliers du rotor est nulle. Les réactions axialessont aussi pratiquement nulles puisque lescanaux du rotor s’arrêtent sur les deux faces dustator qui sont en communication simultané-ment avec la chambre d’aspiration. Les effortsaxiaux résiduels sont compensés par un roule-ment de butée très largement dimensionné.
� Rapport de volume Vi
Le principe de fonctionnement étant le mêmeque celui des bi-rotors, le compresseur a sonrendement optimal pour un Vi et un fluide don-nés ; les constructeurs ayant choisi trois ouquatre possibilités par type de machine.
� Lubrification
Les buts sont strictement les mêmes que pourles bi-rotors : étanchéité, lubrification, refroidis-sement et alimentation du système de variationde puissance.L’huile provient de la réserve du séparateurd’huile sous pression de refoulement et,comme les différents points de graissage sontsoumis à une pression inférieure, une pompe àhuile n’est pas toujours indispensable ; cepen-dant, une petite pompe (750 W) est nécessairepour le démarrage afin de ramener le dispositifde variation à sa position démarrage et pourcharger l’huile dans le système. Dans certainesapplications où la différence des pressions derefoulement et d’aspiration est telle que la pres-sion relative de graissage serait inférieure à2 bar (boosters, basses températures exté-rieures), une pompe peut s’avérer nécessaire.Les modes de refroidissement de l’huiledemeurent les mêmes que dans les bi-rotors.Les petites machines 100 à 500 m3/h n’ont pasde pompe à huile. La mise en circulation del’huile au démarrage en particulier se fait parune vanne régulatrice amont positionnée après
le séparateur d’huile. Les machines sontouvertes, semi-hermétiques et optionnellementavec séparateur d’huile intégré.
� Suralimentation
Elle s’opère sur cette machine comme sur les bi-rotors mais via deux orifices raccordés au systè-me économiseur ; lorsque la machine est partiel-lement déchargée, le système devient inopérant.De toute manière, ces machines, plus jeunesque les bi-rotors, sont elles aussi en phase dedéveloppement. Leur gamme de volumeengendré varie de 310 à 5 000 m3/h.
� Groupe de compression
Les constructeurs livrent en général un groupede compression qui rassemble sur un châssiscommun les mêmes accessoires que pour lesgroupes à vis bi-rotors.Des petites machines (120 à 220 m3/h) ont étédéveloppées en version ouverte et semi-hermé-tique avec un seul satellite.Compte tenu de l’intérêt des machines semi-hermétiques, des gammes de 250 à 850 m3/hsont mises sur le marché aujourd’hui orientéesvers les applications R-134a.
12.3.5 La nouvelle génération
À partir des années 1980 et, après une vingtained’années d’exploitation des machines à visindustrielles, une nouvelle génération est appa-rue sur le marché international. Elle se caracté-rise par une extension de ces machines vers lespetites et moyennes puissances traditionnelle-ment couvertes par les compresseurs à pistons.Leurs qualités et leurs défauts sont désormaisbien connus.Pour les qualités :– leur comportement tolérant vis-à-vis des défauts
de conception des circuits et des erreurs deconduite entraînant des régimes humides ;
– leur durée de vie sans intervention notablequi serait d’environ deux à cinq fois celle desmachines à pistons ;
– leur adaptabilité aux variations de charge fri-gorifique ;
– l’absence de vibrations due au flux continu.
340
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 340

Pour les défauts :– leur coût de premier achat encore élevé ;– leur rendement indiqué parfois inférieur à
celui des machines à pistons (surtout en tauxde compression élevé et à charge partielle) ;le système économiseur compense cette péna-lisation surtout avec les HFC ;
– la complexité de leur circuit d’huile ;– le niveau sonore élevé (vitesse de rotation
3 000 à 10 000 t/min) ;– l’encombrement du séparateur d’huile et plus
généralement de l’environnement ;– la mise en œuvre de refroidisseurs d’huile
(sauf en haute et moyenne température d’éva-poration avec l’utilisation des HFC).
L’utilisation de machines-outils assistées par ordi-nateur permet des usinages très précis avec destolérances plus faibles, et la taille simultanée detoutes les dents (Hobbing machine).Dès lors, l’effet nuisible dû à l’espace mort et auxfuites axiales indépendantes du débit de gazvéhiculé permet de tolérer des vitesses périphé-riques notablement plus faibles (20 m/s au lieude 50 m/s) avec les mêmes rendements. Celaautorise donc, à vitesse de rotation égale, l’utili-sation de diamètres de rotors plus petits : les puis-sances sonores générées sont plus faibles.Pour certains constructeurs, l’introduction d’unmultiplicateur a permis d’augmenter la vitessepériphérique relative au faible diamètre desrotors pour obtenir des rendements améliorés.De ces travaux menés dans divers pays, sont nésde nouveaux types de compresseurs à vis dontles diamètres de rotor s’étageaient de 100 à 200mm dans les années 1980-1986 et même auxenviron de 50 mm actuellement, avec des amé-liorations et des simplifications technologiquesdiverses permettant par exemple de construiredes machines hermétiques ou hermétiquesaccessibles.
12.3.6 Performances
Il faut les comparer avec celles des compres-seurs à pistons de volume engendré compa-rable.
� Coefficient de performance à pleine charge
Pour les besoins de cette comparaison, il y a lieude préciser les notions suivantes :
– le COP frigorifique est le rapport entre lapuissance frigorifique et la puissance absor-bée annoncée dans des conditions bien défi-nies ;
– il s’agit de machines proposées par desconstructeurs bien définis et non de cas géné-raux et théoriques ;
– le fluide doit être spécifié ;– il faut comparer des machines comparables,
c’est-à-dire des machines mono-étagées entreelles ou des machines à pistons bi-étagées avecdes hélicoïdes suralimentées et bi-étagées.
341
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Pays constructeurs
Italie DorinFrascoldRef.Comp
Allemagne BitzerGHH-Kühlautomat (GEA)Aerzener
Angleterre J&E HallHowden
Danemark Sabroe (York Johnson)
Japon DaikinHitachiKobeMycom
États-Unis Frick (York Johnson)Dunham Bush-SullairVilterTraneCarrierHartford
Argentine VMC
Taïwan Hanbell
Corée Fu-Sheng
Tableau 12.3 – La production mondialeactuelle.
La France, absente de cette liste, est cependant à l’origi-ne des machines mono-rotors (brevets Zimmern, sociétéOmphale).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 341

©D
dL
ht
it
ié
tdé
lit
� Compresseurs mono-étagés
L’application numérique traitée dans le cha-pitre 10 montre que la technologie du com-presseur mono-étagé influence peu le COP descycles frigorifiques.
� Compresseurs multi-étagés ou suralimentés
La comparaison doit être faite dans des condi-tions de cycles identiques (refroidisseur inter-médiaire ouvert ou fermé).Pour le R-717 par exemple, il existe, en fonc-tion des températures du cycle (θ0,θc) , unezone (en dessous de – 30 °C à – 35 °C évap) oùle compresseur à pistons à deux étages présen-te le meilleur COP, et une autre au contraire oùc’est le compresseur à vis suralimenté.L’utilisation de fluides tels que le R-134a, le R-404A ou le R-507, dont l’effet de sous-refroi-dissement de liquide est important, permetd’abaisser la frontière.L’effet économiseur sur les machines à vis estdifférent pour différents constructeurs car laposition de l’orifice d’injection (Eco) n’est pasidentique.
� Coefficient de performance à charge partielle
Les compresseurs à vis ont des performancesvoisines de celles des compresseurs à pistons dumoins pour un Vi voisin de 2,6. Ces perfor-mances se dégradent lorsque le Vi augmente.On notera cependant que la variation de puis-sance d’un compresseur à pistons s’opère dansla plupart des cas par paliers successifs, ce quientraîne des régimes thermiques instables,alors que sur un compresseur à vis, cette varia-tion est continue.Enfin, en toute objectivité, cette comparaisondoit être faite sur une installation complètedans laquelle les régimes thermiques varientsurtout si l’on intègre le fonctionnement àcharge partielle.Le développement du système de Vi variableaméliore le rendement global. De plus, certainsconstructeurs ont eu l’idée de combiner larégulation de puissance et le Vi variable pourobtenir le meilleur COP en charge partielle ;d’autres développent la notion de régulation
étagée et non plus modulante associée au Vi
variable.L’utilisation de variateur de vitesse se déve-loppe. Avec les compresseurs à vis, l’améliora-tion du rendement à charge partielle est le plusgrand bénéfice. Le variateur de vitesse permet,pour un certain nombre de machines, demoduler la vitesse de 50 % à 200 % de la vitessenominale. La flexibilité du système permet unestabilité des conditions de fonctionnement etsupprime les courts cycles (démarrage/arrêt).
12.3.7 Vi variable
Comme nous l’avons expliqué plus haut (§ 12.3.2), le rapport de volumes intrinsèque Vi
est une caractéristique géométrique de lamachine, et sa valeur doit être choisie de façonà ce que le rapport de pressions πi soit le plusproche possible du taux de compression τ à réa-liser dans l’installation frigorifique.La sélection du Vi se fait directement sur lescourbes ou tableaux du constructeur par maté-rialisation de la plage de fonctionnement idéalepour chaque Vi, ou bien automatiquement àpartir du programme informatique de sélection.Le choix peut cependant s’avérer difficilequand l’installation est susceptible de fonction-ner sous des régimes très différents, ce qui est lecas dans certaines applications, par exemple :– régime transitoire de la mise en route d’un
tunnel de congélation. On évapore à + 10 °Cau démarrage et, si tous les compresseurs sontà pleine puissance, la température de conden-sation est élevée (mais toutefois limitée par lespressions maximales de service des appareils,conditionnant le réglage des pressostats desécurité). Par contre, en régime nominal, latempérature d’évaporation est beaucoup plusbasse (– 45 °C par exemple) et la températurede condensation est aussi plus basse (la puis-sance frigorifique a diminué, il est en donc demême pour la puissance rejetée au conden-seur) ;
– régimes très différents entre l’été et l’hiversurtout en ce qui concerne la condensation ;
– climats très différents dans le cas de navires(mer chaude ou mer froide), l’eau de merétant utilisée pour refroidir les condenseurs ;
342
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants
9782100540174-Meunier-C12.qxd 5/05/10 8:22 Page 342

– régimes très différents dans le cas de bateauxpolythermes qui peuvent transporter parexemple soit des bananes, soit de la viandecongelée ;
– groupes de refroidissement d’eau glacée enété, utilisés l’hiver en pompe à chaleur.
Les variations de régime d’installations affectéesà un process défini n’entraînent que de petitesvariations de rendement. Toutefois, le problèmea préoccupé les constructeurs. En effet, il étaitinenvisageable de changer le Vi pendant le fonc-tionnement du compresseur, car le Vi étantdonné par la forme avant du coulisseau, on nepouvait remplacer la pièce à loisir. Le raisonne-ment est fait à pleine charge. Dans le cas dufonctionnement en marche partielle, même si ledéplacement du coulisseau, pour faire varier levolume engendré, entraîne une correction duVi par obturation partielle de l’orifice de refou-lement radial, le résultat est insuffisant.Le résultat est l’introduction d’un système de Vi
variable. Ce système n’est pas récent ; certainsconstructeurs en disposent depuis plusieursannées, mais la généralisation des compresseursà vis et leur bataille dans les puissancesmoyennes et petites avec les compresseurs à pis-tons, ainsi que leurs moins bons COP en chargepartielle, ont provoqué un développementimportant des dispositifs de Vi variable.Ces systèmes se présentent sous plusieursconceptions :– coulisseau spécifique analogue au coulisseau
de régulation commandé par un systèmesimple lui donnant plusieurs positions ;
– pièce spéciale indépendante se déplaçant enplusieurs positions et faisant également varierla section de l’orifice de refoulement.
De plus, le système peut être du type étagé oudu type continu. Il nécessite donc des organesde commande plus ou moins sophistiqués etassociés si possible au dispositif de régulationde puissance, ce qui peut conduire à l’utilisa-tion d’un petit microprocesseur de commande ;ce dernier peut bien sûr être dédié à d’autresfonctions de contrôle, commande ou sécurité.On distingue le Vi ajustable (étages à comman-de auto ou manuelle) et le Vi variable automa-tiquement (figure 12.29), combiné à la régula-tion de puissance et nécessitant un automate decommande.
12.3.8 Présentation de quelques autresdéveloppements récents
� Utilisation d’un multiplicateur
Certains constructeurs ont voulu privilégier leCOP. Aussi, pour un profil donné et un diamètrede rotor minimisé, la nécessité d’obtenir unevitesse périphérique importante et un volumeaspiré plus grand, un multiplicateur a été intro-duit et la vitesse du rotor entraîné (en généraltoujours le mâle) a pu monter à 6 000 t/mindepuis 1990 et jusqu’à 10 000 t/min plus récem-ment.Cela, comme on l’a vu plus haut, pourrait êtreaussi obtenu par variation de la vitesse de lamachine d’entraînement.
� Intégration et simplification de l’environ-nement du compresseur
L’environnement du compresseur hélicoïdalest complexe, sujet à entretien et comporte denombreuses liaisons externes. Des progrèsimportants ont été faits tant pour intégrer lemaximum d’accessoires (filtre d’aspiration,filtre à huile, régulation du circuit d’huile), quepour simplifier le compresseur (circuit d’huile)et son environnement extérieur (séparateur,refroidisseur). L’objectif est aussi d’abaisser lescoûts, compte tenu de la concurrence sur cemarché de moyenne puissance.
343
12.3 Hélico-compresseurs ou compresseurs à vis12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
EFigure 12.29 – Amélioration du rendementavec Vi variable.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 343

©D
dL
ht
it
ié
tdé
lit
L’intégration maximale a été obtenue avec l’ap-parition des compresseurs semi-hermétiques ouhermétiques avec séparateur d’huile intégré.
� Amélioration de la qualité d’usinage
De nouvelles machines d’usinage taillant toutesles dentures en même temps du type à comman-de numérique ont permis de réduire les tolé-rances, donc les effets de fuite, et ont contribuéà améliorer le COP (Hobbing machine).
� Introduction d’une régulation étagée
Ce système simple a permis d’améliorer le ren-dement en charge partielle en optimisant la sec-tion et la position des orifices de by-pass. Deplus, ce dispositif est associé mais indépendantdu système de variation du Vi pour obtenir unmeilleur COP en réduction de puissance.
� Introduction de la vitesse variable
À partir d’une machine à l’origine sans régula-tion de puissance, en agissant sur la fréquencedu courant (de 25 à 100 Hz) alimentant lemoteur électrique, on dispose d’une très largeplage de régulation de puissance sans aucunecomplication mécanique et avec performancesénergétiques améliorées. On peut combinervitesse variable jusqu’à 25 Hz (50 % de la puis-sance nominale) et du coulisseau de régulationjusqu’à 50 % de by-pass, pour éviter la zone dedégradation importante en dessous.On a ainsi une machine qui régule efficace-ment de 100 à 25 %, et si le moteur est dimen-sionné correctement, on peut monter jusqu’à150 voire même 200 %.
� Nouveaux profils du rotor
De nouveaux profils sont récemment apparus,qui ont permis :– l’amélioration de l’engrènement ayant pour
conséquence un meilleur rendement global ;– la réduction de l’effet de fuite ;– la réduction du niveau sonore.
Exemple
Citons par exemple, le profil D chez SRM sur la basede 4 + 6 lobes ou le nouvel ensemble 5 + 7 utilisé enparticulier chez Trane et les grosses machinesYork/Sabroe ou encore le profil Sigma utilisé parBitzer.
Citons enfin la réduction de la taille des sépara-teurs d’huile.
12.4 Compresseurs rotatifs à palettes
En dehors des compresseurs hélicoïdes, il exis-te une deuxième catégorie de compresseursrotatifs dits à palettes qui, s’ils sont peu utilisésdans le cadre du froid industriel, connaissentun regain de développement dans le froidménager, le commercial, la climatisation, lespetits refroidisseurs de liquide.
12.4.1 Compresseurs à piston tournant
Ces compresseurs assurent la compression et letransfert du gaz comme pour les pistons et lesvis, par réduction de l’espace offert au fluide ; levolume est constitué par un ensemble de cel-lules à géométrie variable. Le stator cylindriquerenferme un piston cylindrique en rotationautour d’un arbre excentré par rapport à l’axedu stator (figure 12.30).Le rotor comporte un certain nombre de fentesradiales sur toute sa longueur, à l’intérieur des-quelles coulissent des palettes libres ; la forcecentrifuge vient plaquer le chant de ces palettessur le corps interne du stator ; leur nombrevarie de 2 à 8 maximum. Au cours de la rota-tion, les palettes appliquées au stator cernentdes espaces variables à l’intérieur du croissantdélimité par l’entrefer stator/rotor. Au regardde l’espace maximal se trouve l’orifice d’aspira-
344
12.4 Compresseurs rotatifs à palettes12 • Composants
Figure 12.30 – Compresseur à piston tournant.
9782100540174-Meunier-C12.qxd 5/05/10 8:23 Page 344
d’aspiration, alors que l’espace minimaldébouche dans l’orifice de refoulement ; laréduction de volume atteint 3 ou 4, ce quientraîne des taux de compression de 5 à 6 :cette notion est semblable à celle du Vi (pourles compresseurs à vis).Cette machine, déjà utilisée dans les années1930 (en particulier en basse pression à l’am-moniac), a fait l’objet de développementsrécents.
Exemple : le compresseur Rotocold
Lors de l’arrêt, les palettes ne sont pas toutes appli-quées contre le stator, car elles sont libres dans les rai-nures et se mettent en place grâce à la force centrifuge, lorsque la vitesse est aux environs de400 t/min. On peut donc considérer que la machinedémarre à faible charge et peut être entraînée pardes moteurs à démarrage direct.En bout du rotor, une plaque maintenue en place pardes ressorts supprime les risques de surpression dus àune éventuelle présence excessive de liquide.Les techniques modernes d’usinage et la technologiedes matériaux composites ont contribué au « retour »de cette machine. Le stator de forme non parfaite-ment cylindrique est usiné par une machine à com-mande numérique. Les palettes sont réalisées à partird’un polymère aromatique renforcé de fibres de car-bone courtes et imprégnées de PTFE assurant unecertaine autolubrification. La lubrification est assuréeà partir d’un séparateur d’huile externe sans pompeà huile.Pour des utilisations basse température, la machinepeut être équipée en complément d’un dispositifsuperfeed identique dans son principe à celui utilisépour les compresseurs à vis.La machine n’est équipée d’aucun dispositif de varia-tion de puissance interne. Celle-ci peut être effectuéeen utilisant, soit des moteurs à deux vitesses 3 000/1 500 t/min, soit un convertisseur de fréquence. Lavitesse peut dans ce dernier cas être régulée de 400 à4 000 t/min.La gamme de machines a un volume engendré de12,8 à 80,4 m3/h.De nos jours, ces machines retrouvent de nouveauxdéveloppements, elles sont soit circulaires, soit ellip-tiques ; leur puissance frigorifique est assez faible(entre 200 W et 4 500 W).
12.4.2 Compresseurs à piston roulant
Dans ce type de machines, semblables aux pré-cédentes, une seule palette mobile radialement
est articulée sur le stator, alors que le rotor tour-ne à l’intérieur du stator, mais la génératrice decontact se déplace, et l’axe de rotation coïncideavec l’axe du cylindre fixe et il est excentré parrapport au piston. La palette est poussée aumoyen de deux biellettes placées à ses extrémi-tés ; elle est animée d’un mouvement identiqueà celui qu’elle aurait si elle était sollicitée par lepiston. Cette disposition permet d’assurer lecontact entre les deux pièces par l’intermédiai-re d’une barrette agissant à la façon d’un seg-ment. La palette peut osciller autour d’un axede telle sorte qu’elle demeure, en permanence,radiale au piston rotatif.L’étanchéité entre piston roulant et cylindre estassurée suivant la génératrice de contact parune chemise élastique en acier spécial emman-chée sur le piston. Cette chemise est percée detrous, en avant de la génératrice de contact ; lesvapeurs comprimées pénètrent et « gonflent »la chemise élastique qui s’applique parfaite-ment contre le cylindre.Le type le plus répandu de ce type de machinesfut le Rotasco construit en Suisse par la sociétéEscher-Wyss (groupe Sulzer) encore existantsur des installations NH3 surtout en basse pression.
345
12.4 Compresseurs scroll ou spiro-orbital12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.31 – Compresseur hermétique à palette (Tecumseh).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 345

©D
dL
ht
it
ié
tdé
lit
Par suite des difficultés de construction, cettemachine est utilisée dans des cas spéciaux alorsque les techniques modernes d’usinage per-mettent au Japon de ressortir ce compresseuravec une nouvelle technologie très simplifiéequi permet son développement dans lesarmoires ménagères et la climatisation automo-bile en petit tertiaire.Il s’agit de petites machines hermétiques (parexemple compresseur Tecumseh hermétique,série RK, une palette, figure 12.31). L’introduc-tion du fluide frigorigène est effectuée directe-ment dans la chambre de compression, sanséchauffement au travers du moteur. Ces com-presseurs sont équipés d’une bouteille anti-coup de liquide. La palette est plaquée par unressort contre le rotor.
12.5 Compresseurs scrollou spiro-orbital
Le scroll a été inventé il y a de nombreusesannées et reçut un brevet américain en 1905.Ce n’est qu’en 1970 qu’un Américain, ArthurLittle, y apporta les améliorations qui permi-rent de déposer de nouveaux brevets. En 1984,le compresseur est relativement jeune et faitson apparition dans le domaine du condition-nement de l’air et des pompes à chaleur auJapon.Alors que le compresseur hélicoïde utilise desrotors à trois dimensions, on peut dire, en sim-plifiant, que le scroll travaille lui en deuxdimensions, malgré sa structure tridimension-nelle. Schématiquement, la machine comprend
346
12.5 Compresseurs scroll ou spiro-compresseurs12 • Composants
Figure 12.32 – Coupe d’un compresseur scroll Glacier (Copeland).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 346

une boîte et un couvercle cylindrique plats, ren-fermant chacun une cloison interne ayant laforme d’une spirale égale dans les deux boîtes.La boîte inférieure constitue le stator fixe ; ellereçoit le couvercle, mobile de telle sorte que lesdeux spires dont les centres sont décalés puis-sent osciller l’une dans l’autre avec un décalagede 180 °C. L’aspiration des gaz a lieu sur la péri-phérie de la boîte et le refoulement par lecentre, au travers d’un joint flottant. Unechambre de compression est formée entre lesdeux enroulements fixe et mobile. Cettechambre, lors de la rotation, est progressive-ment réduite et ramenée vers le centre où a lieul’échappement (figure 12.32).Le débit de vapeurs traitées est continu : dans lecas présenté ici, il y a toujours quatre volumesfermés dont l’un est en phase d’aspiration,deux en cours de compression et le dernier enphase de refoulement.Les principaux avantages sont les suivants :– Il n’y a pas de clapets d’aspiration ni de refou-
lement ; par contre un clapet anti-retour pro-
tège le compresseur contre des migrationsinverses du fluide frigorigène à l’arrêt.
– Il n’y a pas d’espace mort.– Il n’y a pas de fuite directe de gaz entre le
refoulement et l’aspiration, puisque ces deuxespaces ne sont pas adjacents. Des fuites s’éta-blissent cependant au niveau de la génératriceverticale de contact et sur les arêtes des spires(figure 12.33) ; c’est pourquoi le rendementvolumétrique de ces compresseurs, bien quenettement plus élevé que celui des compres-seurs à pistons, reste en général inférieur à 1.De plus, l’espace mort étant nul, le rendementvolumétrique est moins sensible au taux decompression (voir l’étude des rendementsd’un compresseur).
– Les vapeurs sont aspirées directement et ne tra-versent pas le moteur électrique : les chutes depression internes sont réduites au minimum.
– Le niveau de bruit et les vibrations sont faibles.– L’aspiration, la compression et le refoulement
sont accomplis simultanément et d’une façoncontinue, le couple est presque constant (la
347
12.5 Compresseurs scroll ou spiro-compresseurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.33 – Schématisation des fuites internes dans un compresseur scroll (Copeland).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 347

©D
dL
ht
it
ié
tdé
lit
348
12.5 Compresseurs scroll ou spiro-compresseurs12 • Composants
Figure 12.35 – Compliance axiale (Copeland).
Figure 12.34 – Position de la spirale mobile et du joint tournant pendant les différentes phases de fonctionnement d’un compresseur scroll (Copeland).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 348

variation est de 1/10 à 1/3 de celle d’un com-presseur à pistons ou piston roulant).
– Le nombre de pièces est faible (2 pièces mobilescontre 15 pour un compresseur à deux pistons),la machine est petite, légère et efficace.
Constructeurs : Hitachi (Japon), Copeland(États-Unis), Trane (États-Unis), Maneurop(groupe Danfoss en France)...Sa puissance maximale en réfrigération estd’environ 50 kW à – 10 °C. Son exécution esthermétique.Ces compresseurs possèdent un rapport devolume Vi égal au rapport du volume d’unepoche en fin d’aspiration et au refoulement.Leurs performances sont donc dégradées si letaux de compression demandé n’est pas voisindu rapport de pression intrinsèque. Toutefois,la dégradation reste très limitée.
12.5.1 Système Compliant de Copeland
Ce système permet de protéger le compresseurcontre des conditions de fonctionnement anor-males et ponctuelles, telles que des taux decompression trop élevés ou bien une alimenta-tion du compresseur avec du liquide pendantles fonctionnements transitoires (démarrage,inversion de cycle...).Le principe consiste globalement à donner à laspirale mobile deux degrés de liberté, axial etradial.
� Compliance axiale
Elle permet essentiellement de limiter lesefforts appliqués sur la mécanique du compres-seur si le taux de compression est supérieur àune valeur limite (dépendant du domaine d’ap-plication du compresseur, donc de sa concep-tion). La figure 12.34 représente le mécanismed’un compresseur scroll à l’arrêt, au momentdu démarrage et en fonctionnement normal.À l’arrêt du compresseur, la spirale mobilerepose sur la spirale fixe, et supporte le jointflottant. Au moment du démarrage, les vapeursétablissent progressivement la même pressionsur les deux faces horizontales internes des spi-rales ; le joint flottant est encore en positionbasse, et les vapeurs quittant la chambre decompression sont refoulées dans le carter du
compresseur. En fonctionnement normal, lejoint tournant est soulevé et ouvre une commu-nication ménagée dans le voile de la spiralemobile. Les vapeurs comprimées et refouléessont alors dirigées vers l’orifice de refoulement.Si le taux de compression augmente anormale-ment, la pression moyenne exercée sur les facesinternes des spirales s’élève. La face supérieurede la spirale mobile est quant à elle soumise à lapression régnant dans le carter (BP). Le systè-me Compliant lui permet alors de se soulevertrès légèrement, ce qui génère des fuites devapeur entre les poches jusqu’à la périphérie etfinalement dans le carter du compresseur. Si letaux de compression augmente encore, la pres-sion de refoulement finit par exercer sur lejoint flottant une force prépondérante et lejoint s’abaisse : le court-circuit HP/BP est alorstotal (figure 12.35).
� Compliance radiale
Il s’agit typiquement d’une protection contreles coups de liquide, analogue aux dispositifs detype « plaque à clapets mobiles » des compres-seurs à pistons. La bague d’entraînement de laspirale mobile se déplace horizontalement etlui permet de se désolidariser de la spirale fixe(figure 12.36).
349
12.5 Compresseurs scroll ou spiro-compresseurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.36 – Compliance radiale.
12.5.2 Variation de puissance(figure 12.37)
Le système Digital développé aujourd'hui surles petites machines pour la climatisation uti-lise le système, breveté, développé ci-avant dela compliance axiale.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 349

©D
dL
ht
it
ié
tdé
lit
La variation de puissance de 100 à 10 % se faitpar action sur la durée d'alimentation d'uneélectrovanne en tête selon le principe suivant.Pour obtenir une capacité de 20 % sur un cyclede 10 secondes, le compresseur fonctionnera à100 % pendant 2 secondes et à 0 % pendant les8 secondes suivantes. L'action de l'électrovannepermet d'écarter les deux spirales de 1 mmentraînant un fonctionnement à 100 %.Le constructeur signale que le COP reste ainsià charge partielle assez proche de celui à100 %, et que le système n'altère pas la fiabilitéde la machine et ne limite pas la plage de fonc-tionnement.
12.5.3 Injection intermédiaire
Ce système correspond aux systèmes de surali-mentation décrits pour les compresseurs à vis :il s’agit d’injecter des vapeurs de fluide frigori-gène à une pression comprise entre la BP et laHP grâce à deux orifices diamétralement oppo-sés (figure 12.38). La position de ces orificesdans la spirale détermine bien sûr la valeur dela pression intermédiaire, qui est donc une don-née communiquée par le constructeur. Lesavantages de ce dispositif ont été décrits précé-demment (voir chapitre 7) ; ils permettent, parun refroidissement accru des vapeurs au coursde la compression, d’abaisser la température derefoulement ; par ailleurs, la puissance frigori-fique et le COP sont augmentés par rapport àun compresseur mono-étagé (figure 12.39).
Les compresseurs spiro-orbitaux reçoivent glo-balement les mêmes équipements que les compresseurs hermétiques à pistons :– protection contre des températures anorma-
lement élevées : température des vapeursrefoulées ; température des bobinages (unesonde par bobinage, les résistances étantcâblées le plus souvent en triangle) ; protec-tion spécifique du palier inférieur ;
– filtre à huile.
12.6 Compresseurs centrifuges
Les compresseurs centrifuges permettent devéhiculer des volumes relativement importantsde fluide frigorigène avec un taux de compres-sion modéré. On peut naturellement, en multi-pliant le nombre d’étages, obtenir des taux decompression élevés, mais la limite d’utilisationfait que, bien souvent, les compresseurs volu-métriques, mieux adaptés à des taux de compression élevés, deviennent moins coûteux.Le compresseur centrifuge trouve par consé-quent son application la plus étendue dans ledomaine du conditionnement de l’air où il suf-fit, le plus souvent, de refroidir de l’eau à unetempérature comprise entre + 4 et + 10 °C.
350
12.6 Compresseurs centrifuges12 • Composants
Figure 12.37 – Système de variationde puissance Digital (Copeland).
Figure 12.38 – Injection intermédiaire.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 350

12.6.1 Rappels historiques
C’est vers les années 1910 et 1911 que lesAllemands Lorentz et Elgenfel ont exploré lespossibilités d’utilisation dans le froid des com-presseurs centrifuges et, se basant sur les fluidesconnus à l’époque, en ont défini les limites despuissances frigorifiques conduisant à des possi-bilités de réalisation pratique. C’est ainsi qu’ilsont abouti à une puissance d’environ 600 kWpour l’anhydride sulfureux, de 1 450 kW pourl’ammoniac et de 7 500 kW pour l’anhydridecarbonique.En 1912 et 1913, Leblanc, en France, a étudiél’utilisation de la vapeur d’eau comme fluidefrigorigène et a construit un compresseur cen-trifuge muni d’aubages radiaux en fibre végéta-le agglomérée sans flasques latéraux. Si cettemachine, du fait même de l’utilisation de lavapeur d’eau (ce qui limitait la températured’évaporation) ne s’est pas développée, il fautreconnaître que Leblanc avait déjà songé auxfluides frigorigènes à poids moléculaires élevéset, en particulier, au tétrachlorure de carbone ;mais il n’a pu pousser ses réalisations qui, fina-lement, ne virent pas le jour.Déjà, aux États-Unis, également en 1911, l’ingé-nieur Willis Carrier s’était préoccupé de fabri-quer des machines pour le conditionnement del’air et de rechercher des fluides qui auraientété caractérisés par leur basse tension de vapeuret par leur masse moléculaire élevée. C’est ainsi
qu’il aboutit, dans ses recherches, aux dérivéschlorés des hydrocarbures. Le premier fluidequ’il utilisa fut le dichloroéthylène, commercia-lement baptisé Diéline.Or, ce fluide dérivant d’un hydrocarbure nonsaturé n’était pas suffisamment stable, si bienqu’au bout d’un certain temps, Carrier lui pré-féra le dichlorométhane, encore appelé chloru-re de méthylène.Cependant, dès 1931, la société américaineKinetic Chemicals avait commencé à travaillerla question des fluides chlorofluorés qu’elle aensuite commercialisés vers 1933 sous la déno-mination Fréons. Dès 1933, Carrier adopta leFréon 11 pour les turbocompresseurs fonction-nant dans les conditions du conditionnementde l’air. Pour des applications à plus basse tem-pérature, il utilisa le Fréon 12, le propane et,occasionnellement, l’anhydride sulfureux.Une autre société américaine, Trane, introdui-sit l’utilisation d’un autre fluide, le R-113, dansles cycles à compression centrifuge en se lan-çant d’emblée dans la solution de la machinesemi-hermétique avec, par conséquent, lemoteur électrique incorporé.En 1926, la société Brown-Bovery (BBC) construi-sit une machine d’une puissance de 7 000 kW avecde l’ammoniac, qui fonctionnait à une tempéra-ture d’évaporation de –15 °C et qui était destinéeà une usine de la société allemande Kali Industrieà Merkers (Allemagne). Par la suite, BBC utilisacomme fluides frigorigènes le chlorure d’éthyle et
351
12.6 Compresseurs centrifuges12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
EFigure 12.39 – Amélioration des performances (Copeland).
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 351

©D
dL
ht
it
ié
tdé
lit
le bromure d’éthyle dans ses groupes pour condi-tionnement d’air (Frigiblocs).Depuis la fin de la dernière guerre, les besoinsde conditionnement de l’air se sont considéra-blement développés, si bien que de nombreuxconstructeurs de matériel frigorifique, aussi bienen Europe qu’aux États-Unis, se sont intéressés àla fabrication des machines centrifuges.L’utilisation de HFC, et en particulier du R-134a (dont les caractéristiques sont voisines decelles du R-12), relance l’utilisation de compres-seurs centrifuges en application refroidisseursd’eau pour la climatisation, car le COP obtenuavec le R-134a est nettement supérieur pour cesapplications à celui d’autres HFC (R-404A, R-507et R-407C). D’autre part, les pressions de cesfluides surtout côté condensation sont nette-ment plus élevées que celles du R-134a, ce qui aun impact sur le prix des échangeurs.
12.6.2 Principes fondamentaux
Les machines centrifuges sont caractérisées parun échange permanent d’énergie entre un rotormuni d’aubes tournant dans un rotor et un fluxde gaz s’écoulant d’une manière continue.L’augmentation de pression n’est plus fondéesur la réduction de l’espace offert au fluide, effetstatique, mais sur la variation de la vitesse du gazpar effet centrifuge ; l’énergie cinétique com-muniquée au gaz par la roue se traduit par :– l’accroissement de la pression statique du gaz ;– l’accroissement indésirable de la vitesse en
sortie de roue.La transformation partielle de cette vitesse enpression est effectuée dans une pièce fixe appe-lée diffuseur (lisse ou garni d’ailettes), et la réduc-tion de la vitesse s’achève ensuite dans une volu-te en forme de colimaçon (figure 12.40).
� Mode de fonctionnement
Les vapeurs de fluide frigorigène sont intro-duites axialement au centre de la roue, puis sontréparties radialement avec la vitesse absolue v1.Elles sont refoulées en périphérie avec la vitesseabsolue v2. La figure 12.41 représente ces deuxvitesses pour une roue tournant à la vitesse angu-laire ω, et dont les rayons à l’aspiration et aurefoulement sont respectivement R1 et R2.
Dans le cas d’un compresseur idéal, la rouecommunique au gaz toute l’énergie qui esttransmise à l’arbre par le moteur d’entraîne-ment ; en chaque point de son parcours et enparticulier à l’entrée et à la sortie de la roue, lavitesse absolue des vapeurs est la résultante dedeux composantes :– à l’entrée de la roue, une composante radiale
u1 correspondant à la vitesse d’entraînement,de valeur algébrique u1 = R1ω ; une compo-sante w1 correspondant à la vitesse relative :w1 = v1 − u1 ;
– à la sortie de la roue, une composante radialeu2 (vitesse d’entraînement), de valeur algé-brique u2 = R2ω ; une composante w2 corres-pondant à la vitesse relative : w2 = v2 − u2.
L’énergie communiquée au fluide dans la roueest déduite du principe de la conservation de laquantité de mouvement appliqué à un systèmetournant (théorème d’Euler) stationnaire :
C = d
d t
∑(∫d m · v ∧ O M
)
où d m est l’élément de masse considéré dans lesystème, v est sa vitesse absolue, O représente
352
12.6 Compresseurs centrifuges12 • Composants
Figure 12.40 – Cellule de compression d’un compresseur centrifuge.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 352

l’axe de rotation, M est la position de l’élémentde masse.Les vapeurs de frigorigène constituant unmilieu homogène, et en vertu du principe deconservation de la masse, le théorème d’Eulers’écrit :
C = m ·(
v2 ∧ O M2 − v1 ∧ O M1
)
Avec v1 ∧ O M1 = 0 , il vient
C = mv2 cos (π/2 − β)R2 = mv2 sin (β)R2 ,
et la puissance communiquée au fluide s’écritalors (compresseur idéal) :
W = Cω = mv2 sin (β)ωR2
= mv2 sin (β)u2 = mh (en kW)
On déduit la variation d’enthalpie massique desvapeurs de fluide frigorigène :
h = v2 sin (β)u2 (en kJ/kg)
L’énergie transférée sous forme de pression estproportionnelle à la somme de trois termes :– accroissement de pression dû au travail de la
force centrifuge (u22 − u2
1) ;– accroissement de l’énergie cinétique relative
à l’aubage (w22 − w2
1) ;– accroissement de l’énergie cinétique absolue
(v22 − v2
1) .Le rapport de l’énergie de pression à l’énergietotale transférée par la roue s’appelle degré deréaction de la roue ; ce paramètre varie de 0,4 à 0,7, ce qui veut dire que, de toute manière, unefraction de l’énergie est transférée sous formed’énergie cinétique. Le diffuseur ramène lavitesse en sortie de v2 à v3 et transforme la frac-tion (v2
2 − v23) incluse dans (v2
2 − v21) en pression.
� Rendements
Dans un cas idéal, et en considérant toujours lacompression isentropique comme compressionde référence, la roue transfère au fluide la puis-sance :
353
12.6 Compresseurs centrifuges12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.41 – Mode de fonctionnement d’un compresseur centrifuge : (a) diagramme des vitesses à la sortie ; (b) diagramme des vitesses dans la roue.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 353

©D
dL
ht
it
ié
tdé
lit
Wth = Cω (en W) = m(h2is − h1)
avec C le couple moteur (en N.m) et ω la vites-se angulaire (en rad/s).
� Rendement isentropique
La compression isentropique est repérée sur undiagramme de Mollier à partir du point initial 1jusqu’à la pression finale au point 2is :
Wth = m(h2is − h1)
alors que, dans la réalité, le point de refoule-ment réel est généralement à droite du point 2théorique ; la puissance reçue effectivement parle fluide frigorigène s’écrit :
Wf l = m(h2 − h1)
Le rendement isentropique est alors :
ηis = h2is − h1
h2 − h1
La valeur de ce rendement se situe entre 0,62 et 0,83.
Remarque
Pour une compression isentropique d’un gaz parfaitou d’un fluide incompressible, la puissance reçue parle fluide s’écrit aussi :
Wth = mcp(T2is − T1)
Dans le cas d’un gaz parfait, les évolutions de la pres-sion et de la température sont liées par la relation :
d T
T= γ − 1
γ
d P
P
Ceci permet d’aboutir à une autre expression deWth :
Wth = mγ
γ − 1rT1
(τ
γ−1γ − 1
)
soit en remarquant que cp = γ
γ − 1r :
Wth = mcpT1
(τ
γ−1γ − 1
)
� Rendement polytropique
Les propriétés thermodynamiques des fluidesfrigorigènes sont différentes les unes des autressi bien que le rendement isentropique n’est pas
une notion invariante. Le rendement polytro-pique est obtenu à partir de l’énergie qui seraitconsommée lors d’une compression réversibleentre les points 1 et 2 :
Wp = f (n/n − 1)rT1[(P2/P1)
(n/n−1) − 1]
avec f le facteur correcteur (pour les machinesfrigorifiques il est voisin de 1), n l’exposant poly-tropique du fluide considéré, R la constante dufluide considéré (en J/mol.K), T1 la températured’aspiration (en K) et T2 la température aprèscompression (en K) :
T2/T1 = (P2/P1)(n/n−1)
Le rendement polytropique est donc :
ηp = Wp/m(h2 − h1)
Sa valeur varie de 0,7 à 0,84, et 0,76 représenteune bonne valeur moyenne.Les deux rendements ηis et ηp sont reliés parl’équation :
ηis/ηp = (γ/γ1)[(P2/P1)
(γ/γ−1) − 1]
/(n/n − 1)[(P2/P1)
(n/n−1) − 1]
� Influence des vitesses – Nombre de Mach
Le nombre de Mach M est le rapport de la vites-se à la célérité du son dans le fluide (Ca) :
Ca = (γgRT )1/2
On peut définir deux types de nombre deMach.
� Mach d’écoulement du fluide
Dans les compresseurs frigorifiques, les Machtypes sont de l’ordre de 0,3 à l’entrée de la roueet légèrement plus à la sortie.Au-delà de 1, les pertes d’écoulement s’accrois-sent par :– décollements de veines gazeuses ;– ondes de choc de compression.
� Mach de roue
La vitesse périphérique de la roue u2 est rap-portée à la vitesse du son à l’entrée (tempéra-ture et pression d’arrêt) :
Mu = u2/C30
354
12.6 Compresseurs centrifuges12 • Composants
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 354

Les pertes de rendement sont généralementrapportées à la valeur Mu. Les valeurs maxi-males de Mu sont les suivantes :– 1,8 pour roues en porte à faux sans moyeu
saillant ;– 1,5 pour roues sur arbre traversant l’ouïe d’as-
piration.
� Courbe caractéristique (figure 12.42)
Idéalement, la hauteur manométrique expri-mée en m de fluide est fournie par la relation :
H = u2C21/g
représentative d’une droite en fonction de lavitesse débitante C2u , pour une vitesse périphé-rique u2 donnée.La hauteur théorique est réduite par les pertessuivantes :– pertes dues aux turbulences du gaz lorsque sa
vitesse d’écoulement à l’entrée de la roues’écarte de la vitesse pour laquelle l’angled’entrée choisi n’est plus adapté (débit tropgrand ou trop faible) ;
– pertes dues à la circulation du fluide entre lesailettes (tourbillons) ;
– fuites de la HP vers la BP ;– pertes de frottement de la roue dans le fluide.La courbe définitive est représentée par unepseudo-parabole inversée possédant les pointscaractéristiques suivants :– H la hauteur manométrique maximale, Nm le
débit minimal stable ;– N le débit maximal, hauteur manométrique
nulle ;– E le point de fonctionnement correspondant
à une hauteur manométrique équivalente àl’écart de pression Pc − P0 et à un débit volu-mique, multiplié par la masse volumique dufrigorigène à l’aspiration et la différence d’en-thalpie, correspondant au cycle frigorifiquereprésente la puissance frigorifique fournie.
� Pompage
À gauche du point H, la hauteur manométriqueet le débit diminuent ensemble, cette plage defonctionnement est appelée zone de pompage. Si
355
12.6 Compresseurs centrifuges12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.42 – Courbe caractéristique.
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 355

©D
dL
ht
it
ié
tdé
lit
condensation s’abaissant, le compresseur retom-be sur une plage normale de fonctionnement.Il faudra donc que les compresseurs centrifugessoient équipés de moyens permettant de corri-ger leurs écarts de fonctionnement et obtenirune stabilisation d’un régime donné pour despuissances frigorifiques variables.
12.6.3 Technologie des compresseurs
On retrouve les deux parties :– traitement du gaz : transfert d’énergie au gaz
par une ou plusieurs cellules de compressionavec ou sans volute ;
– partie mécanique : transfert d’énergie à la ousur les roues responsable(s) des pertes méca-niques à vide ; elle renferme le carter avec ousans multiplicateur de vitesse, les paliers, lessystèmes de variation de puissance et de lubri-fication.
� Cellules de compression
Chaque cellule de compression est constituéepar une roue centrifuge suivie d’un diffuseur àparois lisses ou muni d’ailettes.
� Partie mécanique
Il existe sur le marché trois versions possibles deréalisation des compresseurs centrifuges :– compresseur ouvert avec multiplicateur de
vitesse séparé ;– compresseur ouvert avec multiplicateur de
vitesse incorporé au carter, donc sous gaz ;– compresseur hermétique accessible avec
moteur électrique incorporé et avec ou sansmultiplicateur intégré entre moteur et compresseur.
� Compresseur ouvert avec multiplicateurséparé
C’est la version la plus ancienne, avec trois élé-ments séparés rattachés par des accouplements :– un à grande vitesse entre compresseur et mul-
tiplicateur ;– un à petite vitesse (1 500 ou 3 000 t/min)
entre multiplicateur et moteur électrique par
356
12.6 Compresseurs centrifuges12 • Composants
la pression de refoulement s’accroît, le compresseur peut atteindre éventuellementdes conditions limites situées dans cette zonetelles que la contre-pression à vaincre est supé-rieure aux possibilités du compresseur.Il s’ensuit des retours en arrière du frigorigène,localisés à l’intérieur de la roue, avec diminu-tion notable de la quantité de vapeur refoulée.Ces mouvements de fluide sont d’ailleursaccompagnés d’un bruit caractéristique.
� Évolutions du point E
Si l’on suppose que le compresseur tourne àune vitesse stabilisée avec une température decondensation (pression Pc) constante, la hau-teur manométrique devient représentative dela pression P0 (température d’évaporation),celle-ci décroissant pour une ordonnée crois-sante. Le point E est alors représentatif de lapuissance frigorifique du compresseur pourune température d’évaporation donnée.
Charge thermique croissante
Si la charge calorifique s’accroît, un plus grandvolume de vapeur sera évaporé, que le com-presseur aspirera lui-même à une températured’évaporation légèrement plus élevée. Le pointE se déplace sur la courbe vers la droite pourdes débits toujours plus élevés à des tempéra-tures d’évaporation toujours plus hautes ; il y aéquilibre en chacun des points.
Charge thermique décroissante
Si la charge calorifique diminue, un plus petitvolume de vapeur sera évaporé, que le com-presseur aspirera lui-même à une températured’évaporation plus basse. Le point E se déplacesur la courbe vers la gauche jusqu’à atteindre lepoint H à la limite de la zone de pompage.Si le débit diminue encore, la roue ne peut plusrien aspirer et tourne à vide ; la pression d’éva-poration diminuant, la masse volumique du gazdiminue et l’énergie que lui communique laroue n’est plus suffisante pour assurer son éva-cuation hors du compresseur. Il en résulte, à tra-vers cette roue, une inversion du sens de circula-tion du fluide due à la pression de refoulement.La roue ne peut sortir de cette zone que si, lapression d’évaporation s’élevant et la pression de
9782100540174-Meunier-C12.qxd 28/04/10 14:45 Page 356
exemple, ou toute autre machine motrice(moteur à gaz). S’il s’agit d’une turbine d’en-traînement, il se peut qu’il ne soit pas néces-saire d’utiliser un multiplicateur.
Compresseur à deux rouesLe plus classique et le mieux connu est le compresseur Carrier de la série 17M largementutilisé dans les groupes de refroidissementd’eau glacée pour le conditionnement de l’air.Le carter en fonte est en deux parties séparéespar un plan de joint horizontal : le demi-carterinférieur renferme tout le mécanisme essentielde la machine et le demi-carter supérieur vientsimplement coiffer l’ensemble du compresseurlorsque le montage est terminé.À l’intérieur de ce carter se trouve le rotor consti-tué de deux roues à aubages dont la vitesse derotation se situe entre 3 000 et 12 000 t/min ;l’arbre d’entraînement est en acier spécial.Ce rotor tourne sur deux paliers lisses lubrifiéssous pression. Autour du stator se trouvent lespièces coulées en fonte formant diffuseurs etcanaux de retour ; les orifices d’aspiration et derefoulement sont ménagés dans le carter infé-rieur. Sur l’arbre en plus, se trouvent :– une butée axiale ;– des labyrinthes (partie fixe alu, partie tour-
nante acier) qui séparent la partie traitementdu fluide des paliers principaux et dans les-quels est injecté un léger débit de gaz soushaute pression, une partie s’écoulant vers lesroues, l’autre empêchant l’huile de gagner lecircuit frigorifique ;
– en sortie d’arbre la garniture d’étanchéité,qui s’apparente à celle des autres compres-seurs (piston, vis), constituée par une baguede contact rotative montée sur l’arbre, étan-chée par une bague rotorique en plastique etdeux bagues en carbone fixes et pressées dechaque côté par des ressorts. Ce système assu-re l’étanchéité absolue de la sortie d’arbrequel que soit le régime de pressions inter-ne/externe en marche ou à l’arrêt. L’autreextrémité de l’arbre comporte un pignonavec vis sans fin à 90 ° pour l’entraînementd’une pompe à huile à engrenages immergée.
Le circuit de lubrification est plus ou moinscompliqué, mais comporte au minimum les
accessoires suivants :– une pompe à huile immergée ;– un filtre très fin ;– les tuyauteries d’alimentation des différents
points à lubrifier ;– une vanne de réglage de la pression ;– une résistance de réchauffage ;– un serpentin de refroidissement ;– une pompe électrique de graissage indépen-
dante pour assurer la lubrification pendantles périodes de démarrage et d’arrêt.
L’accouplement comporte deux manchons àdentures, clavetés sur les arbres compresseur etmultiplicateur ; les deux manchons sont liés parune pièce cylindrique formée de deux parties àdentures internes, l’ensemble clos est sous baind’huile.Ces machines dans des versions industriellespeuvent recevoir de 3 à 4 jusqu’à 8 roues avecdes réaspirations intermédiaires entre étages(figure 12.43). Elles sont souvent utilisées dansl’industrie pétrolière, la pétrochimie, la liqué-faction des gaz de pétrole ou la synthèse del’ammoniac, doivent répondre à des codes deconstruction très stricts et sont pratiquementconstruites à la demande.
Compresseur monoroue
Il s’agit d’une machine à une seule roue mon-tée en porte-à-fauxsur un arbre court. Le modè-le ainsi étudié par York est le plus simple quisoit (série L).Le carter comporte deux parties liées par unplan de joint vertical (le démontage exige ladépose de la tuyauterie d’aspiration) :
357
12.6 Compresseurs centrifuges12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.43 – Compresseur multi-roues.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 357
©D
dL
ht
it
ié
tdé
lit
– la partie avant (sens du fluide) renferme ledispositif de prérotation des gaz et supporte lavolute de refoulement ;
– la partie arrière supporte les paliers et en par-tie basse forme réservoir d’huile.
L’arbre porte à une extrémité, en porte-à-fauxsur le plus gros palier, la roue en alliage légercoulé. À l’autre extrémité de l’arbre est vissée labarre de torsion qui porte l’accouplementflexible.La partie centrale de l’arbre porte une piècemécanique qui constitue, d’une part la butéeaxiale, d’autre part une pompe à huile du typecentrifuge.
� Compresseur ouvert avec multiplicateurincorporé
L’ensemble compresseur/multiplicateur/moteurn’est ni économique ni commode à mettre enœuvre (lignage). Aussi, York puis d’autresconstructeurs tels que Sulzer (Uniturbo) ont logéle multiplicateur dans le carter de telle sorte quel’extension de l’arbre grande vitesse devienne lesupport en porte-à-faux de la roue du compres-seur. Cette solution devient dès lors très écono-mique et d’une installation aisée. Elle a permis deréaliser des groupes d’eau glacée de moyennecapacité (300 à 2 200 kW) équipés d’échangeurscompacts et assemblés puis testés en usine.
� Compresseur hermétique accessibleà moteur intégré
Il existe deux types de construction avec ou sansmultiplicateur :– les machines les plus simples construites par
Trane ou Carrier sont constituées à partird’un moteur électrique tournant sousambiance de fluide frigorigène et supportantdeux roues en porte-à-faux, soit de chaquecôté du moteur Trane, soit sur une seule sor-tie d’arbre Carrier ;
– les machines avec multiplicateur intégré.Pour York ou Carrier, elles comportent une oudeux roues et permettent de couvrir des puis-sances frigorifiques allant de 800 à 4 000 kWenviron avec des ensembles très compactsassemblés en usine.
12.6.4 Variation de puissance
Comme pour toutes les autres machines frigori-fiques, il est nécessaire d’adapter la puissancefrigorifique c’est-à-dire le débit aux demandesthermiques du système.
� Par variation de vitesse
C’est de loin la meilleure solution car il suffitd’une faible variation de la vitesse pour obtenirun effet praticable économiquement avec unentraînement par moteur thermique (moteurou turbine). La variation de vitesse sur des grosmoteurs électriques, encore trop onéreuse, sedéveloppe.
� Par des actions sur les pressions du cycle
Si la différence de pression croît, la puissancefrigorifique décroît, mais la puissance absorbéecroît ; l’opération peut se faire, soit côtécondensation en réduisant le débit d’eau aucondenseur, soit côté évaporation en créantune perte de charge à l’aide d’un volet placé àl’aspiration du compresseur.Une telle solution entraîne un surcroît de puis-sance absorbée qui rend le système anti-écono-mique.
� Par prérotation du fluide à l’entrée
C’est le procédé dorénavant généralisé sur tousles compresseurs centrifuges car il est le plussouple, le plus économique et conduit à unmeilleur rendement à charge partielle.Des ailettes pivotantes, placées à l’entrée de laroue, donnent un mouvement giratoire aux gazpénétrant dans l’ouïe d’aspiration ; ce tour-billon dans le sens de la rotation donne au com-presseur une nouvelle courbe caractéristiquesemblable à celle d’une variation de vitesse. Lepositionnement de ces ailettes peut êtremanuel, hydraulique, pneumatique ou élec-trique.
� Par réduction complémentaire
Elle peut être obtenue en injectant des gazchauds de refoulement dans l’évaporateur. Oncrée ainsi une puissance frigorifique artificielle
12.6 Compresseurs centrifuges12 • Composants
358
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 358

mais il n’y a pas réduction de la puissance absor-bée.
12.6.5 Performance à charge partielle
La variation de débit du compresseur entraîneune variation corrélative de la puissance absor-bée qui ne lui est pas proportionnelle que cesoit par variation de vitesse de rotation ou parprérotation. Le tableau 12.4 est établi pour ungroupe complet en fonctionnement.
12.6.6 Pompage
La courbe caractéristique du compresseurmontre que, de part et d’autre du point H,pour une même hauteur manométrique légère-ment inférieure à la hauteur maximale, il existedeux débits possibles qui caractérisent un fonc-tionnement instable qui se traduit par du bruit,des vibrations, des échauffements et une oscil-lation permanente de l’intensité du moteurélectrique. Un fonctionnement prolongé dansces conditions peut entraîner la détériorationdu compresseur.
12.6.7 Économiseur
Les machines à deux roues permettent d’avoiraccès à une pression intermédiaire après la sor-tie des gaz de la première roue et avant l’entréedans la seconde. Il est possible d’aspirer desvapeurs provenant d’une première détente,
vapeurs ayant comme origine le refroidisse-ment du liquide jusqu’à cette pression intermé-diaire (figure 12.44).Le principe est identique au système économi-seur ou superfeed décrit pour les compresseurs àvis. Il y a augmentation de la puissance frigorifique car la seconde détente provoque lagénération de moins de gaz, le liquide a étérefroidi et la production frigorifique massique est
359
12.6 Compresseurs centrifuges12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
% de volume aspiré% de puissance absorbée
Variation de vitesse Prérotation
111 120
100 100 100
80 76 81
60 59 64
40 55 50
20 51 46
0 47 43
Tableau 12.4
Figure 12.44 – Économiseur : système de réaspiration intermédiaire. 1 : compresseur.
2 : premier étage. 3 : deuxième étage. 4 : évaporateur. 5 : condenseur.
6 : économiseur. 7 : première détente. 8 : deuxième détente.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 359

©D
dL
ht
it
ié
tdé
lit
plus importante. La puissance absorbée augmen-te à cause de la compression du gaz aspiré à lapression intermédiaire. Cette augmentation estmoins importante que le gain en puissance frigo-rifique donc le COP de la machine augmente.Pour des machines ayant plus de deux étages decompression, on peut installer plusieurs écono-miseurs, ou bien assurer des puissances frigori-fiques intermédiaires.
12.6.8 Compresseur centrifuge Turbocor(figure 12.45)
Présenté en Europe en 2004, ce compresseurde 250 kW qui fait maintenant partie d’unegamme de 250 à 1 000 kW en régime climatisa-tion, présente des avantages très importants enutilisant des techniques « révolutionnaires »pour la réfrigération, dérivées de l’aéronau-tique (alliage aluminium) : compresseurs àdeux roues de petit diamètre tournant àgrande vitesse avec axe monté sur trois paliersmagnétiques qui maintiennent l’arbre en
« lévitation » (deux paliers radiaux et un palieraxial) ; à l’arrêt, l’arbre repose sur des paliersen carbone.Les conséquences de ce choix sont très impor-tantes :– suppression de la lubrification :
• aucun palier en frottement car les palierssont centrés en permanence par deuxanneaux de capteurs de position ;
• pas de besoin d’étanchéité pendant la com-pression, comme pour les compresseurscentrifuges classiques ;
• simplification extrême de l’ensemble decompresseurs (pompe – refroidissement –réchauffage – circuit – contrôle – régula-tion) ;
• amélioration des coefficients d’échange ;• suppression des dispositifs de réintégration
d’huile depuis les évaporateurs noyés(nécessaires pour les compresseurs à vis) ;
– couple de démarrage voisin de 0 ;– réduction des vibrations ;– niveau sonore de 72,5 dBA à 1 m en pression
acoustique malgré la vitesse élevée ;– moteur à aimant permanent à démarrage
progressif ;– dispositif de variation de fréquence pour
assurer la régulation de puissance ;– double étage de compression pour permettre
une grande plage de fonctionnement ;– légèreté (5 fois plus léger qu’une machine à
vis équivalente) ;– compacité.
Différents constructeurs ont présenté des proto-types de refroidisseurs de liquide lors des salonsen 2004 (Mostra Convegno à Milan et IKK àDüsseldorf), qui font l’objet de réalisations.
12.7 Échangeurs de chaleur12.7.1 Généralités
Les échangeurs principaux et indispensablesdes machines frigorifiques et des pompes à cha-leur sont l’évaporateur et le condenseur.Autres échangeurs annexes :– échangeur liquide/vapeur, entre les vapeurs
basse pression aspirées par le compresseur etle liquide haute pression ;
360
12.7 Échangeurs de chaleur12 • Composants
Figure 12.45 – (a) Principe du compresseurTurbocor (Danfoss) ; (b) coupe du compresseur
Turbocor (Danfoss).
a)
b)
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 360

361
12.7 Échangeurs de chaleur12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
– échangeur combiné évaporateur d’uncôté/condenseur de l’autre (système casca-de), par exemple NH3/CO2 ;
– sous-refroidisseur de liquide frigorigène ;– récupérateur de chaleur sur le refoulement
en condensation auxiliaire ou en désur-chauffe ;
– échangeur intermédiaire (ou bouteille) dansle cas de cycles à deux étages ou de compres-seurs à vis avec suralimentation ;
– échangeur refroidisseur d’huile dans le cas decompresseurs à vis, centrifuges ou à pistons ;
– échangeur avec corps d’échange type nidd’abeilles pour échange air/eau, en applica-tion refroidisseur d’eau atmosphérique parexemple ;
– échangeurs avec corps d’échange en tubesailettés ou lisses tels qu’aéroréfrigérants secsou humides.
� Nature de la source (chaude ou froide)
– Gaz de toutes natures, air en général maisaussi gaz de process.
– Liquides : eaux de différentes origines, fluidesfrigoporteurs ou caloporteurs, fluides frigori-gènes.
– Mélanges : liquide + gaz ou liquide + solide.
� Fonction et type d’échangeur avec changement d’état au moins d’un côté
Évaporateur :– refroidisseur d’air ou de gaz ;– refroidisseur de liquide ;– condenseur d’un autre fluide.Condenseur :– refroidi par un liquide (eau) ;– refroidi par un gaz (air extérieur) ;– refroidi par évaporation d’un autre fluide ;– refroidi par air avec pulvérisation d’eau.
� Conditions de fonctionnement
– Températures de la source à l’entrée et à la sor-tie de l’échangeur, et pressions. Facteur d’en-crassement et autres informations sur la quali-té des fluides (type de solution, concentration,corrosion…), perte de charge acceptable.
– Teneur en eau de l’air ou qualité des mélanges.– Températures et pressions correspondantes
du fluide frigorigène ; éventuellement sur-
chauffe à l’aspiration ou sous-refroidissement,température d’entrée des gaz dans les conden-seurs. Selon la nature des fluides frigorigèneset particulièrement avec les HFC, importancedu glissement.
– Pincement, c’est-à-dire écart minimal de tem-pérature entre les deux fluides.
– Mode d’alimentation en frigorigène (pour lesévaporateurs) avec indication des pressions ettempératures en amont du dispositif de déten-te pour les évaporateurs à détente sèche ainsique le titre de vapeur à l’entrée.
– Taux de recirculation dans le cas d’évapora-teurs noyés.
– Accumulation thermique, éventuellementeutectiques (glace par exemple).
– Indications concernant la marche en chargepartielle et les variations des conditions defonctionnement (pression, température, etc.).
– Variation des paramètres importants (parexemple température minimale et maximaled’air ou de l’eau).
� Puissances frigorifiques et calorifiques à échanger
À pleine charge, à charge partielle, à chargeminimale.
� Caractéristiques géométriques
Elles sont en général définies par le construc-teur qui de plus en plus dimensionne l’appareilet utilise des solutions propres quant aux typesde tubes, d’ailettes, de configuration.Néanmoins, certains appareils peuvent être réa-lisés sur plan par un « chaudronnier ». Les défi-nitions thermique et technique ne lui incom-bent pas.– Disposition des tubes dans le sens de la circu-
lation du fluide à traiter en ligne ou en quin-conce.
– Écartement des tubes (entraxes).– Diamètres interne et externe (ou épaisseur)
des tubes.– Présence d’ailettes (extérieures, intérieures,
pas, nombre).– Nombre de nappes verticalement et de
rideaux horizontalement.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 361

©D
dL
ht
it
ié
tdé
lit
� Caractéristiques métallurgiques
Nature des matériaux :– acier ordinaire qualité basse température ou
non ;– métaux cuivreux pour les halogénés, alumi-
nium ;– aciers spéciaux (notamment inoxydable), si la
nature de la source l’impose (eau corrosive,eau polluée, etc.).
Pour les ailettes :– pas ;– nature des matériaux et types d’ailettes ;– mode d’assemblage des ailettes sur les tubes
(sertissage par passage d’une olive, gonflagehydraulique) ;
– protection des ailettes ;– Mode de protection du faisceau après fabrica-
tion (galvanisation, étamage, anodisation,plastification, époxy, Blygold, Shakaphen,Pollual).
� Résultat du calcul thermique
Coefficient d’échange H en W/m2.K.
� Particularités
– Purge (incondensables, huile).– Dégivrage.– Adoucissement de l’eau, filtration pour
échangeur à plaques en particulier sur cir-cuits ouverts.
Dans certains circuits process, les gaz sontrefroidis dans des échangeurs tubulaires avec
362
12.7 Échangeurs de chaleur12 • Composants
ou sans condensation partielle du gaz lui-mêmeou d’un de ses composants (par exemple SO2,chlore, azote) car le circuit doit être fermé ousous forte pression. Les échangeurs utilisés sontanalogues à ceux refroidissant de l’eau ou desliquides avec gaz dans les tubes.Il existe quatre technologies principales :
– appareils multitubulaires ou utilisant destubes ;
– batteries à ailettes ;– appareils à plaques ;– appareils coaxiaux.
Certains échangeurs sont difficiles à classerdans l’une de ces catégories, par exemple lestambours ou cylindres double enveloppe qui serapprochent d’appareils de chaudronnerie.
12.7.2 Échangeurs multitubulaires
Ils sont constitués d’un faisceau de tubes assem-blés sur une (tubes en U) ou deux plaquestubulaires (tubes droits) et complétés par un oudeux fonds…Les tubes, généralement étirés et calibrés spéci-fiquement, destinés à la construction deséchangeurs sont :– en acier noir généralement étiré, lisses parfois
moletés (ailettes extérieures dans la masse) ;– en cuivre lisse, rainurés, moletés ;
– en cupronickel dans différentes nuances (parexemple 90/10), en général moletés ;
Tableau 12.5 – Classement des échangeurs.
Fluide secondaire Évaporateurs Condenseurs
Air sec et gaz Batteries à ailettes Batteries à ailettes
Air et gaz humides Batteries à ailettes Condenseurs évaporatifs
Batteries à ailettes
Eaux et liquides Échangeurs multi-tubulaires Échangeurs multi-tubulaires
Évaporation intra-tubulaire Condensation extra-tubulaire
Évaporation extra-tubulaire Condensation intra-tubulaire
Échangeurs à plaques Échangeurs à plaques
Échangeurs platulaires Échangeurs platulaires
Échangeurs coaxiaux Échangeurs coaxiaux
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 362

– en cupro-aluminium dans différentes nuances(par exemple 93/7 ou 91/9), en généralmoletés ;
– en laiton de différentes nuances (teneur enzinc 22 à 40 %), en général moletés ;
– en acier inoxydable de toutes nuances (304 –316 – 316 titane), en général lisses.
Il existe un très grand choix de diamètres. Onrecherche surtout des tubes de petit diamètrequi conduisent à de meilleurs coefficientsd’échange, à des appareils plus compacts.
� Tubes à ailettes extérieures extrudées
Les ailettes sont obtenues par moletage du tubelisse. Les hauteurs et pas des ailettes dépendentde la déformabilité du matériau ; le cuivre et sesalliages offrent toutes les possibilités, tandis quel’acier impose certaines limites.L’intérêt de ces tubes est qu’ils présentent unrapport de surface ailetée extérieure/inté-rieure de 3 à 5 suivant le type de tube, ce qui estintéressant lorsque le coefficient d’échangeexterne est faible par rapport au coefficientinterne (par exemple, condensation extra-tubulaire et circulation d’eau à vitesse élevée àl’intérieur).
� Tubes à ailettes ondulées
Ils comportent, sur un tube support, une ailetterapportée sous forme de bande ondulée, sou-dée hélicoïdalement sur ce tube. Ces tubes sonttrès utilisés pour le chauffage par eau chaudedans des locaux industriels.
� Tubes à épines
Ces tubes sont garnis, à l’extérieur, d’une sortede brosse métallique qui constitue une surfacetrès développée. Un feuillard d’aluminium,entaillé régulièrement sur la quasi-totalité de sahauteur, est enroulé en spirale et collé autourd’un tube cuivre ou aluminium.On les trouve principalement comme conden-seurs à air sur des petites unités de climatisationou de refroidissement de liquide.
� Tubes à ailettes intérieures rapportées
Un profil en général en aluminium de sectionen forme d’étoile à 5 ou 10 branches et étiréen vrille est positionné à l’intérieur du tube(figure 12.47). Cet insert a un effet turbulateur
363
12.7 Échangeurs de chaleur12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.46 – Tubes à ailettes extérieures extrudées.
Figure 12.47 – Tubes à ailettes intérieures rapportées : (a) profilé intérieur à 5 branches ;
(b) profilé intérieur à 10 branches.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 363

©D
dL
ht
it
ié
tdé
lit
et permet, dans le cas d’évaporateurs à détentesèche intratubulaire, de mieux « mouiller » lasurface interne des tubes. Avec des tubes dediamètre extérieur 16 à 19 mm et d’épaisseur 1 mm, on a des rapports de surfaceinterne/surface externe de l’ordre de 2 pour 5branches et 2,7 pour 10 branches.
� Tubes à ailettes intérieures intégrales
Les ailettes internes continues sont forméesdans la masse du tube, la transmission ther-mique entre tube et ailettes est donc optimale(figure 12.48).Par rapport aux tubes lisses, la surface internerainurée permet une amélioration importantedu coefficient d’échange thermique, encondensation et en évaporation.Cet effet est obtenu grâce :– à l’augmentation de la surface d’échange
(+ 24 % pour le tube de diamètre 9,52/0,34 mm) ;
– à l’effet de drainage, par capillarité, de laphase liquide sous forme d’un film mince ;
– à l’inclinaison des rainures, qui provoque, surce film liquide, une action centrifuge.
� Tubes à surface externe traitée
Récemment de nouveaux types de tubes ont étédéveloppés, qui possèdent des cavités, des aspé-
rités obtenues par usinage ou dépôt, destinées àaccroître les échanges thermiques dans le casde fluides en changement d’état (condensationet évaporation). Ces tubes sont dénommés tubesà nucléation.
� Tubes composites
Il est possible de combiner des tubes à ailettesexternes avec inserts turbulateurs, lorsque desdeux côtés du tube, les coefficients d’échangesont médiocres.
� Tubes corrugués
Il s’agit en général de tubes lisses standard quisubissent un marquage extérieur légèrementhélicoïdal qui ondule tant à l’extérieur qu’àl’intérieur (figure 12.49). La qualité del’échange est améliorée par :– la légère augmentation de la surface
d’échange ;– la création de turbulences à l’écoulement des
deux côtés.
� Plaques tubulaires
Les plaques tubulaires reçoivent les tubes dufaisceau, elles sont placées aux extrémités de lacalandre ; d’autres plaques (intermédiaires) demoindre épaisseur sont destinées à supporter
364
12.7 Échangeurs de chaleur12 • Composants
Figure 12.48 – Tubes à ailettes intérieures intégrales.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 364

B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
les tubes sur leur parcours, quand cela s’avèrenécessaire (longueur non soutenue importantevis-à-vis de la flexibilité du tube).
� Construction et assemblage
Les matériaux dépendent de la nature desfluides et de leur comportement vis-à-vis dumétal.Des plaques intermédiaires supports sont néces-saires pour soutenir le faisceau de tube lorsquel’on dépasse 2,5 à 3 m de longueur. Elles doiventpermettre la circulation du fluide (par exemplecondensats). Elles sont en général en acier.Le polypropylène est maintenant utilisé pourles chicanes des faisceaux des évaporateurs àdétente directe (côté fluide à refroidir). Les chi-canes servent également de plaques supports,mais leur but principal est de réaliser des zonesde passage du fluide à refroidir et de bien opti-miser la vitesse de circulation.Les plaques tubulaires après usinage sont ensui-te percées et alésées.Les trous dans les plaques tubulaires reçoiventsoit :
365
12.7 Échangeurs de chaleur12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
– un chanfreinage extérieur, pour les tubes sou-dés ;
– un alésage et un rainurage, pour les tubesmandrinés ;
– un alésage seul, pour les tubes sertis.D’autres échangeurs utilisent des tubes nonmontés en faisceau et sans plaques tubulaires :– herses pour évaporateurs immergés réalisés à
partir de tubes parallèles ou inclinés soudéssur les collecteurs de chaque côté, ou raccor-dés entre eux par des coudes. Les tubes peu-vent être horizontaux soudés sur des collec-teurs horizontaux, ou verticaux soudés sur descollecteurs horizontaux ;
– faisceau pour condenseurs évaporatifs : lestubes inclinés, en acier sans soudure oufeuillard soudé longitudinalement, sont mon-tés en épingles soudées bout à bout jusqu’auxcollecteurs d’entrée et de sortie. Ils sontensuite galvanisés par immersion ;
– serpentins réalisés en tubes enroulés sur unou plusieurs diamètres d’enroulement.
12.7.3 Batteries à ailettes
Utilisation : meubles de vente, aérofrigorifères dechambres froides ou de surgélateurs, conden-seurs à air…Les batteries à ailettes sont constituées de tubes,sur lesquels sont serties des ailettes.
� Tubes
Utilisation de cuivre pour fluides HFC, CO2.Utilisation d’acier noir galvanisé après mise enplace des ailettes pour NH3 et CO2.L’utilisation d’aluminium et d’acier inoxydablepour tous les fluides se développe.Les constructeurs ont, d’année en année,réduit le diamètre des tubes de manière à amé-liorer les coefficients d’échange, réduire lamasse et la charge de frigorigène en utilisantégalement des tubes rainurés intérieurement.
� Ailettes
– Tubes acier/ailettes acier (protection par gal-vanisation).
– Tubes cuivre/ailettes aluminium.
Figure 12.49 – Échangeur avec tubes corrugués (CIAT).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 365

©D
dL
ht
it
ié
tdé
lit
– Tubes acier/ailettes aluminium.– Tubes inox/ailettes aluminium.– Tubes cuivre/ailettes cuivre.– Tubes et ailettes en acier inoxydable.Grâce aux objectifs de réduction de charge defrigorigènes et l’utilisation de fluides condui-sant à des débits volumiques faibles (exemple :R-410A et CO2), des échangeurs à micro-canaux, utilisables en condenseurs à air maisaussi en évaporateurs refroidisseurs d’air, fontleur apparition depuis peu.
12.7.4 Appareils à plaques
Ces échangeurs sont constitués par des empi-lages de plaques, ménageant entre elles desespaces où circulent les fluides en alternance
366
12.7 Échangeurs de chaleur12 • Composants
(canaux 1-3-5-7... pour un fluide et 2-4-6-8...pour l’autre).
� Plaques démontables
Un échangeur à plaques comprend les plaqueset joints, serrés entre le plateau fixe et le pla-teau mobile (figure 12.50). Un rail de suspen-sion fixé sur le plateau fixe et sur le pied sup-port supporte le jeu de plaques et permet ledéplacement de celles-ci, pour montage et net-toyage. Les plaques sont maintenues en posi-tion à la partie inférieure par un guide.L’ensemble est serré par des tirants en périphé-rie avec un couple de serrage imposé par lefabricant.Selon les applications, les fluides circulent àcontre-courant ou à co-courant.
Figure 12.50 – Échangeur à plaques et joints démontables. 1 : bâti fixe. 2 : bâti mobile. 3 : paquet de plaques. 4 : boulons de serrage. 5 : barre porteuse. 6 : barre de guidage.
7 : support d’extrémité. 8 : connexions.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 366

Il est possible de monter deux fonctions sur unmême bâti (par exemple, un condenseur et unrefroidisseur d’huile en série sur l’eau de refroi-dissement, ou un désurchauffeur et un conden-seur en série sur le fluide frigorigène et l’eau).
� Plaques
Les matériaux de construction sont de naturestrès variées suivant les fluides traités : acierinoxydable de différentes nuances A304, A316,A316L, titane, autres inox alliés spéciaux.
� Joints
Nitrile©, Butyl ©, éthylène-propylène, Viton©,chloropène.Selon pression, températures et fluides.
� Pressions
La pression de service (PS) est fonction despressions des fluides aux températures définiespar la directive européenne des appareils àpression DESP 97/23 CE :• + 32 °C pour évaporateur ;• + 43 °C pour condenseur à eau ;• + 53 °C pour condenseur à air avec ambiance
maximale + 32 °C ;• + 63 °C pour condenseur à air avec ambiance
supérieure à + 32 °C.La pression différentielle est maximale entre lesdeux circuits.Ces pressions sont fonction :– du dessin des cannelures des plaques ;– de l’épaisseur des plaques ;– du matériau des plaques.Les pressions maximales de service sont habi-tuellement de 16 bar pour les évaporateurs, etde 25 bar pour les condenseurs.L’emploi du CO2 conduit à des pressions de 40bar (lorsque ce dernier est utilisé en fluide fri-goporteur ou comme fluide frigorigène dans lecircuit basse température d’une cascade).Ce sont des valeurs minimales réglementaires.Les conditions de fonctionnement ou lesambiances locales d’installation peuvent définirdes pressions de service supérieures.L’utilisation de gaz chauds dans les évapora-teurs amène à considérer, pour leur dimension-nement mécanique, les pressions de service HP.
La pression d’épreuve ou de test est aussi définie par la DESP, elle était de 1,43 PS maisportée à 2 PS pour éviter les réépreuves quin-quennales (NH3) ou décennales (HFC).Néanmoins, l’exemption des réépreuves ne dis-pense pas d’opérations de contrôle (voir lesdirectives publiées).
� Plaques intégrales (figure 12.51)
La construction consiste à assembler, par sou-dage, les uns à côté des autres, des profilés enaluminium munis de canaux intérieurs (b),obtenus par tréfilage. Après soudage, lesplaques ainsi obtenues sont munies de collec-teurs eux-mêmes soudés aux extrémités desprofilés, puis usinées pour obtenir une planéitéabsolue. Les canaux seront utilisés pour la cir-culation du fluide frigorigène. Le nombre decanaux et de passages par plaque est obtenu parusinage en bout, côté collecteurs. Ces plaquesévaporatrices sont principalement utilisées dansles surgélateurs à plaques, où elles ont rempla-cé des plaques qui, autrefois, étaient constituéespar deux tôles soudées de part et d’autre d’unserpentin en acier (a).
367
12.7 Échangeurs de chaleur12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.51 – Plaques intégrales : (a) plaquecomposite (tubes + enveloppe) (acier) ;
(b) plaque monobloc (profilé en aluminium).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 367

©D
dL
ht
it
ié
tdé
lit
Ce dernier type de plaque est toujours utilisépour réaliser des plaques accumulatrices defroid, le frigorigène circule dans les tubes et lemélange eutectique est introduit entre les deuxplaques.
� Échangeurs platulaires
Ces appareils, apparus depuis peu sur le mar-ché, sont constitués par un empilage de plaquesnon démontables sans joints (figure 12.52). Ilsacceptent des pressions de service maximalesallant de 20 à 40 bar (pression absolue), et unetempérature de service maximale de 700 °C.Il existe une variante dans laquelle les plaquessont totalement soudées mais les deux côtéssont accessibles.
� Échangeurs à cassettes
Développés récemment pour les applicationsfrigorifiques en condenseur, évaporateur,refroidisseur d’huile, économiseur, ils s’appa-rentent extérieurement aux appareils à plaquesdémontables, mais sur le circuit de fluide frigo-rigène, les plaques sont soudées deux par deux(soudure laser) formant ainsi des cassettes(figure 12.53).Il n’y a plus de joint périphérique côté frigori-gène qui est un joint délicat des échangeurs àplaques démontables, à cause de la pressionqui les poussent vers l’extérieur, et du fait quedu frigorigène se dissout dans les joints et aug-mente leur dimension au démontage, ce quinécessite quasiment leur remplacement.Sur les échangeurs à cassettes, il ne reste quedes joints toriques, courants.Il y a lieu de noter que, tant pour les échan-geurs démontables que pour les cassettes, lorsd’un démontage pour nettoyage du circuitsecondaire, le circuit frigorigène est mis à lapression atmosphérique, ce qui implique unerécupération du frigorigène (tirage au vide).
� Échangeurs à plaques soudées
Les plaques sont de forme circulaire, soudéesdeux par deux et reliées par des tuyauteries deliaison réalisant ainsi un ensemble de disques(figure 12.54). Leur domaine d’application estidentique à celui des échangeurs à cassettes,mais leur pression d’épreuve est plus élevée.
� Échangeurs à plaques brasées(figure 12.55)
Ils ne sont pas démontables. Le brasage desplaques se fait au cuivre (pour fluide halogéné)ou au nickel (pour NH3).
368
12.7 Échangeurs de chaleur12 • Composants
Figure 12.52 – Échangeur platulaire(Barriquand).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 368

� Échangeurs à plaques soudées à circuitouvert sur fluide à refroidir (figure 12.56)
Ils sont constitués d’un ensemble de plaques eninox raccordées en parallèle sur des collecteurs.Le circuit de réfrigération (évaporateur ali-menté par détendeur thermostatique avec unbrin distributeur par circuit, ou évaporateur« noyé ») est réalisé après soudage périphériquede deux plaques et soudage par point pour assu-rer une tenue mécanique par gonflage.Utilisation :– refroidissement d’eau instantané jusqu’à
+ 0,5 °C ;
– accumulation de glace (immersion) ou fabri-cation de glace en éclats (ruissellement) ;
– refroidissement de fluides de process spé-ciaux par immersion de l’échangeur (alorsévaporateur dans un bac) ;
– HFC ou NH3 ;– refroidissement de fluides « chargés ».
� Plaques de réfrigérateurs domestiques etcongélateurs en général en aluminium
Le circuitage est obtenu par gonflage après ser-tissage.
� Échangeurs coaxiaux
Ils comportent deux tubes concentriques. Letube intérieur peut être remplacé par plusieurstubes en parallèle.Les échangeurs coaxiaux fonctionnent àcontre-courant.Applications :– condenseurs, évaporateurs et refroidisseurs
de liquide de petite puissance ;– sous-refroidisseur ;– échangeur liquide/vapeur ;– rectificateur d’huile ;– désurchauffeur-récupérateur de chaleur ;– refroidisseur d’huile de petite capacité.
� Micro-canaux
Il s’agit d’une technologie plus récente.Application en refroidissement de liquidepropre ou refroidisseur d’air lorsque la compa-cité est un élément important. Application dansla climatisation automobile au CO2.
12.8 Condenseurs
12.8.1 Généralités
Les condenseurs servent à évacuer la chaleurprélevée à l’évaporateur plus l’équivalent ther-mique de la compression (machines frigori-fiques) ou à restituer la chaleur puisée à la sour-ce froide additionnée de la puissance de com-pression dans le cas de pompe à chaleur.Dans les installations en cascade comportantdeux circuits fonctionnant chacun avec un flui-de particulier, l’évaporateur de l’installation àhaute température (R-404A ou NH3) est le
369
12.8 Condenseurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.53 – Échangeur semi-soudé à cassettes (Alfa-Laval).
Figure 12.54 – Plaques soudées, version compacte (Vahterus).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 369

©D
dL
ht
it
ié
tdé
lit
370
12.8 Condenseurs12 • Composants
Figure 12.55 – Échangeur à plaques brasées (Alfa-Laval).
Figure 12.56 – Plaques (a) immergées ou (b) à ruissellement (Omega).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 370

371
12.8 Condenseurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
condenseur de l’installation basse température(CO2).On peut répartir les condenseurs en trois types,selon la nature du fluide secondaire : conden-seurs à air, condenseurs à eau, condenseurs àévaporation d’eau ou évaporatifs.
12.8.2 Condenseurs à air (figure 12.57)
Ces derniers sont très répandus pour les petiteset moyennes puissances car l’air est une sourcenaturelle et gratuite.Sélectionnés à partir de la température moyen-ne maximale de l’air ambiant, ils conduisent àdes pressions de condensation les plus élevées.Les condenseurs sont à ventilation forcée. Ilexiste des condenseurs à air à convection natu-relle utilisés sur les appareils ménagers, réfrigé-rateurs, congélateurs et conservateurs.
– Le fluide à condenser et l’air circulent àcontre-courant.
– La quantité de chaleur correspondant à ladésurchauffe représente selon les fluides etles régimes de fonctionnement de 10 à 25 %de la quantité de chaleur totale rejetée.
– La zone de désurchauffe occupe seulementde 5 à 10 % de la surface car l’écart de tem-pérature est important.
– La zone de condensation (à température pra-tiquement constante sauf pour les mélanges
de HFC ayant un glissement) détermine lasurface principale. Il peut être nécessaire dedisposer d’un sous-refroidissement du liquidecondensé. Dans ce cas, une surface complé-mentaire y est affectée.
– La puissance nominale des condenseurs estaltérée par l’altitude et la température élevéecar le débit massique des ventilateurs diminueen fonction de la masse volumique de l’air.
– La température de l’air ambiant (à l’entrée)influence également la puissance nominale.
Les appareils peuvent être horizontaux ou ver-ticaux, la ventilation est alors verticale ou hori-zontale.Les ventilateurs sont du type hélicoïde ou centri-fuge. Cette dernière solution est nécessairelorsque le condenseur est placé à l’intérieur d’unbâtiment pour des raisons de bruit par exempleou d’indisponibilité de surface à l’extérieur. Desprises d’air neuf sont à aménager ainsi que desgaines d’extraction. Le bruit doit cependant êtretraité (pièges à son ou faible vitesse).Les ventilateurs sont à basse vitesse, de façon àlimiter les niveaux sonores élevés. Les vitessesde rotation dépassent rarement 1 000 tr/min.La vitesse minimale en ventilateurs hélicoïdesest de 375 tr/min environ. On peut utiliser desbivitesses ou des variateurs de fréquences pouradapter ou gérer le bruit.
Figure 12.57 – Condenseur à air à soufflage vertical (Alfa-Laval).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 371

©D
dL
ht
it
ié
tdé
lit
372
12.8 Condenseurs12 • Composants
Pour les fluides halogénés, les batteries sont encuivre avec ailettes en aluminium. Pour l’am-moniac, les batteries sont en acier avec ailettesen aluminium, en acier avec ailettes galvaniséesou en inox avec ailettes en aluminium.Les nouveaux tubes comportent des rainuresintérieures pour améliorer la condensation.Une attention particulière doit être portée :– à l’ambiance (air marin, air poussiéreux, air
corrosif) ;– à la perte de charge, côté fluide frigorigène ;– aux contraintes de limitations de bruit ;– aux vents dominants ;– à la situation d’installation (ensoleillement,
obstacles).
12.8.3 Condenseurs à eau
Origine de l’eau :– l’eau de ville est coûteuse ; son utilisation est
donc exclue en eau perdue, sauf pour despetits systèmes ou des utilisations très passa-gères ;
– eaux de rivière, de forage, de lac ou de nappephréatique (il faut dans ce cas se préoccuperdu problème de la qualité de l’eau utilisée etdu rejet de l’eau réchauffée). Si c’est de l’am-moniac que l’on condense, on évitera la pol-lution de l’eau de rejet en cas de fuite, enintercalant une boucle de sécurité avec échan-geur (en général, à plaques) dont la naturesera définie en fonction de la nature de l’eaupuisée. Les captages et les rejets sont de plusen plus réglementés et font l’objet de déclara-tion ou d’autorisation selon les débits. Denouvelles lois sur l’eau sont en préparation ;
– eau de mer (il faut se préoccuper de sa quali-té, car l’eau puisée en pleine mer est diffé-rente de l’eau portuaire) ;
– eau de réfrigérant atmosphérique en circuitouvert (couramment utilisée) ; attention àl’encrassement car l’appareil est un « laveurd’air » ;
– eau de refroidisseurs atmosphériques en cir-cuit fermé, modèles secs ou humides.
Suite à des problèmes de légionellose, les sys-tèmes de refroidissement d’eau par pulvérisa-tion dans l’air sont soumis à déclaration ouautorisation selon le type de circuit (ouvert ou
fermé), et selon la puissance thermique (infé-rieure ou supérieure à 2 000 kW). La régle-mentation définit des périodicités d’analyse, decontrôle, d’accès, de nettoyage...La température de l’eau, le débit disponible etla perte de charge maximale sont les facteursimportants dans la définition de la températurede condensation, de la surface et du coût.Ne pas privilégier automatiquement le premierinvestissement car l’énergie de compressionsera définitivement pénalisante.S’il y a une possibilité de récupérer la chaleur,l’intérêt des condenseurs à eau augmente forte-ment.Exécution des condenseurs à eau :– condenseurs horizontaux multitubulaires ;– condenseurs verticaux multitubulaires ;– condenseurs co-axiaux ;– condenseurs à plaques.
� Appareils horizontaux multitubulaires(figure 12.58)
Ce sont les plus utilisés, car ils sont faciles à ins-taller, compacts (attention au risque de gel) etassez faciles à nettoyer mécaniquement, car lesfonds à eau sont démontables. Prévoir une zoned’accès égale à la longueur de l’appareil.Le débit d’eau est calculé sur la base d’unéchauffement de 3 à 5 K pour l’eau de mer, de4 à 6 K pour l’eau de tour de refroidissement etde 10 à 30 K pour l’eau de ville ou de puisage.La température de condensation est en généralsupérieure de 3 à 5 °C à la température de sor-tie d’eau. Il faut définir un coefficient d’encras-sement.
� Condenseurs verticaux multitubulaires
Ces appareils sont surtout utilisés dans les ins-tallations à l’ammoniac lorsque les eaux derefroidissement sont très « chargées ». Ils sonten voie de disparition.Il n’y a pas de fonds avec chicanes ; l’eau ame-née à la partie supérieure est uniformément dis-tribuée dans les tubes grâce à un bassin situé au-dessus des tubes. Chaque tube possède à sonentrée un dispositif de prégiration, qui projettel’eau sur la paroi interne du tube avec un mou-vement de vortex, lequel ménage dans la partie
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 372

373
12.8 Condenseurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
centrale du tube une cheminée où l’air circulede bas en haut, ce qui entraîne un petit refroi-dissement de l’eau par évaporation.Les tubes sont de plus gros diamètre, environ50 mm, et lisses.Ils sont nettoyables mécaniquement en fonc-tionnement, ce qui est impossible avec les mul-titubulaires horizontaux.
� Condenseurs co-axiaux
Ils sont surtout utilisés dans les installations depetite puissance, avec des fluides halogénés.
� Condenseurs à plaques
Cette technologie plus récemment utilisée faitappel aux échangeurs à plaques du type brasé,plaques et joints, plaques soudées en cassettes,plaques rondes entièrement soudées, platulai-re. Le choix sera fonction du fluide frigorigène,de la nature de l’eau, de la pression de service.Les matériaux des plaques sont en inox 304 –316 – 316 titane.On évitera l’utilisation de condenseurs àplaques sur un circuit de refroidissementouvert, à cause du fort risque d’encrassementet du fait que le nettoyage nécessite l’ouverturedu circuit de frigorigène dans le cas decondenseurs à plaques et joints ou à cassettes,et l’impossibilité d’accès dans le cas d’échan-geurs brasés ou soudés. Dans ce cas, le net-toyage ne peut être que chimique.
12.8.4 Condenseurs évaporatifsou évapocondenseurs
Les évapocondenseurs sont très largement utili-sés dans le froid industriel car ils combinent, enun seul appareil, un condenseur et une tour derefroidissement, et conduisent à des tempéra-tures de condensation plus basses (voir cha-pitre 8).
Conception (figure 12.59) :
– une batterie de condensation en tubes d’acierlisses, galvanisée à chaud après fabrication.Cette batterie est parfois précédée d’une bat-terie à ailettes jouant le rôle de désurchauf-feur (cas de l’ammoniac) située au-dessus desrampes de distribution d’eau ;
– une section de ventilation équipée de ventila-teurs centrifuges ou hélicoïdes à basse vitessede rotation, assurant une circulation d’air,ascendante dans la plupart des cas. À la sortiede l’appareil, se trouve un séparateur de gout-telettes. Les ventilateurs peuvent être placésen soufflage (centrifuges ou hélicoïdes) ou enaspiration (hélicoïdes) ;
– un bac de collecte/rétention d’eau équipéd’une pompe centrifuge. L’eau est refouléedans des rampes de pulvérisation ou de distri-bution d’eau placées au-dessus de la batteriede condensation. Le bassin est équipé d’unsystème à flotteur ou d’un contrôleur deniveau électrique, qui l’alimente en eau d’ap-
Figure 12.58 – Principe d’un condenseur multitubulaire. 1 : virole extérieure. 2 : plaque tubulaire. 3 : joint. 4 : fond. 5 : chicane. 6 : tubes. 7 : purge d’air. 8 : purge de liquide. 9 : déflecteur.
10 : boulons de fixation. 11 : support(s) intermédiaire(s) éventuel(s).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 373

©D
dL
ht
it
ié
tdé
lit
374
12.8 Condenseurs12 • Composants
point. Un trop-plein ou mieux une purgecontrôlée permet d’éviter la surconcentrationen sels minéraux. L’eau d’appoint est traitéeafin d’éviter l’entartrage, la corrosion, ledéveloppement d’algues, la légionellose. Ladéconcentration est fixe ou optimisée enfonction de la consommation et de la résisti-vité de l’eau.
Les condenseurs évaporatifs implantés en géné-ral à l’extérieur, contiennent une charge defluide plus importante que celle des autrescondenseurs. Leur emploi a tendance à seréduire, compte tenu des problèmes d’environ-nement surtout avec le NH3 et du coût de l’eau.Il existe une variante de condenseur évaporatifdont l’eau d’arrosage est refroidie sur un « nidd’abeille » permettant ainsi de pulvériser sur lasurface de condensation de l’eau plus froide.Dans ce condenseur évaporatif s’établissentdeux types d’échange thermique :– l’un convectif entre les tubes et l’eau avec
transfert de chaleur du fluide en condensa-tion vers l’eau en fonction des écarts ;
– l’un en transfert de chaleur entre l’eau et l’airen circulation ; la chaleur transmise à l’eau
vaporise une partie de celle-ci à températureconstante et sature l’air extérieur qui nel’était pas (différence entre l’enthalpie del’air saturé à la surface du film d’eau et l’en-thalpie de l’air au contact de cette surface).
Le fonctionnement de cet appareil est donc liéà la température humide de l’air, celle-ci étantgénéralement inférieure de 8 à 12 °C aux tem-pératures sèches. Les températures de conden-sation d’un système utilisant des condenseurs àévaporation, peuvent donc être de 8 à 12 °Cinférieures à celles d’un condenseur à air ;l’économie énergétique qui en résulte, auniveau de la compression, peut atteindre 10 à 20 %. Généralement, la température decondensation retenue se situe entre 10 à 15 °Cau-dessus de la température humide moyennemaximale. Là aussi, il y a lieu de trouver le boncompromis investissement/exploitation. Lorsquel’on intègre le coût de l’eau d’appoint, du trai-tement, des contrôles, l’économie de consom-mation d’électricité sur les compresseurs estpartiellement ou parfois totalement annulée.Si elle est nécessaire la régulation de puissancede l’appareil se fait :
– par réglage du débit de ventilation par desorganes mobiles du type registre, pilotés parla pression de condensation ;
– par arrêt d’une partie de la ventilation oumoteurs deux vitesses ;
– par variation de vitesse du (ou des) ventila-teur(s).
En hiver, à partir d’une certaine températured’air, on peut arrêter le ruissellement d’eau ; lapuissance du moteur d’entraînement des venti-lateurs doit être renforcée, car l’air véhiculé estplus dense (température sèche plus basse) et ledébit d’air augmente car il n’y a plus la résistan-ce due à la chute d’eau en contre-courant. Lapuissance « à sec » est de l’ordre de 15 à 20 % dela puissance nominale pour un même écart.Avant de décider de l’installation d’un système devariation de puissance, on doit considérer lanécessité et l’impact sur la puissance absorbée descompresseurs et celle des pompes et ventilateurs.Le condenseur évaporatif étant situé à l’exté-rieur, des précautions doivent être prisescomme pour les condenseurs à air.
Figure 12.59 – Condenseur évaporatif avec refroidissement d’eau (BAC).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 374

375
12.9 Évaporateurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
De plus, en hiver, il faut prévoir suivant lesrégions :– un réchauffage du bassin commandé par
thermostat d’ambiance ;– une protection de la pompe et des tuyauteries
pouvant contenir de l’eau à l’arrêt par chauf-fage et/ou isolation ;
– une vidange éventuelle du bassin par tempstrès froid (ou l’installation du bassin et de lapompe à l’intérieur). Le bac de l’appareil sertde collecte.
Il faut également prendre en compte lepanache de vapeur d’eau, la gêne et parfoismême le risque de formation de givre sur dessurfaces froides en hiver.La présence d’incondensables (air en parti-culier) augmente la température de condensa-tion. Il faut donc prévoir sur les condenseursdes systèmes de purge en fonctionnement et àl’arrêt. Le système de purge est manuel, pério-dique ou automatique.
12.8.5 Facteurs d’encrassement
Les eaux utilisées pour refroidir les conden-seurs renferment des impuretés ou des selsminéraux qui, très rapidement (dès la mise enservice de l’échangeur), encrassent les paroisinternes des tubes, créant ainsi une résistancecomplémentaire au transfert thermique, telleque le coefficient global d’échange thermiquerapporté à la surface externe des tubes se modi-fie comme suit :
1
H= 1
H0+ Se
Si (R − R0)
avec H le coefficient avec encrassement spéci-fié (en W.m–2.W –1), H0 le coefficient avecencrassement nominal (en W.m–2.W –1), Se/Si
le rapport des surfaces externe/interne dutube considéré, R la résistance d'encrassementspécifiée (en m2.K.W–1) et R0 la résistanced'encrassement nominale (en m2.K.W –1).Ces résistances ou coefficients d’encrassementsont fonction de :– la nature de l’eau ;– la vitesse de circulation de l’eau ;– la nature du métal du tube.
L’encrassement provoque une augmentationde la pression de condensation qui entraîne :– une augmentation de la puissance absorbée
des compresseurs ;– une augmentation de la température de
refoulement ;– une augmentation de la fatigue et de l’usure
des compresseurs ;– un risque de déclenchement des soupapes de
sécurité après les sécurités haute pression.Cela implique que, très régulièrement et enfonction de la nature de l’eau, on procède à unnettoyage interne sérieux des tubes du conden-seur et à un traitement continu de l’eau limi-tant ou évitant les dépôts. Le traitement d’eauanti-déposition est complété par un traitementanticorrosion (en général combiné), anti-algues et anti-légionelle.Notons que les condenseurs du type à plaquesprésentent une meilleure résistance à l’encras-sement et au dépôt du fait d’un très bon état desurface (plaques en inox 304 ou 316) et desvitesses de passage élevées côté eau. En effet,tous les canaux de circulation sont en généralen parallèle et donc les pertes de charge limi-tées malgré une vitesse de passage importante.
12.8.6 Condensation indirecte
Pour répondre au confinement et à la réduc-tion de charge de frigorigène, la condensationindirecte se développe. Une boucle fermée decaloporteur ou d’eau (s’il n’y a pas de risquede gel) assure le refroidissement des conden-seurs (en général à plaques). Ce caloporteurest lui-même refroidi sur des aéroréfrigérantshumides ou secs.
Nature de l’eau Tube non acier Tube acier
Eau de mer 0,00008 0,00015
Eau de ville 0,00015 0,00030
Eau de rivière 0,00015 0,00030
Eau de réfrigérant 0,00030 0,00040
Tableau 12.6
À titre d’exemple et, pour des vitesses d’eau supé-rieures à 1 m/s, on a pour R0 (tableau 12.6) :
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 375

©D
dL
ht
it
ié
tdé
lit
376
12.9 Évaporateurs12 • Composants
12.9 Évaporateurs
Dans toute machine frigorifique, l’évaporateurest l’appareil qui sert à prélever la chaleur à unesource froide.On rappelle que l’évaporateur du circuit àhaute température joue le rôle de condenseurpour le circuit à basse température dans un sys-tème cascade.On ne pourra jamais dissocier un évaporateurde son système d’alimentation en fluide frigori-gène. De plus, chaque appareil selon sa techno-logie propre, est justiciable d’un système dedétente particulier.Par ailleurs, on retrouve deux types d’évapora-teurs selon la nature du fluide à refroidir :refroidisseurs d’air et refroidisseurs de liquides.
12.9.1 Évaporateurs refroidisseurs d’air
Ils sont à convection naturelle ou à convectionforcée.
� Évaporateurs à circulation d’air naturelle
Ces appareils peuvent être installés au plafonddes chambres (plafonniers) ou contre les parois(muraux). Ils sont utilisés lorsque l’on veut réa-liser un très faible mouvement d’air et un degréhygrométrique élevé dans les chambres posi-tives (par exemple caves d’affinage de certainsfromages, triperie, abats et poissons). Ils équi-pent également certaines chambres négatives(par exemple cales de chalutiers).Ils sont à tubes à ailettes pour ambiance supé-rieure à + 12 °C ou à tubes lisses.
� Évaporateurs ventilés
Ils sont de loin les plus répandus, de puissanceunitaire allant de quelques kW à 150 kW envi-ron.Ils comportent la batterie, les ventilateurs, latôlerie et la cuvette.Leurs caractéristiques importantes sont :– la surface d’échange ;– le pas des ailettes ;– le volume interne du circuit (pour calcul de la
charge de frigorigène) ;– le débit d’air (calcul du taux de brassage) ;
– la distance de projection d’air ;– le nombre, le diamètre, la vitesse, la puissance
des ventilateurs ;– les niveaux sonores ;– les puissances de dégivrage et celles du
réchauffeur de cuvette.
� Appareils plafonniers
Simple flux (figure 12.60)
L’air aspiré à la partie arrière de l’appareil estrejeté, après passage sur la batterie, versl’avant ; les ventilateurs sont soit en aspirationpar rapport à la batterie, soit en soufflage. Lesappareils sont placés au plafond de la chambreprès des parois et, par conséquent, ne consti-tuent aucune emprise au sol. Ils conviennentpour toutes les températures. Afin de distribuerl’air de façon plus homogène et de limiter lagêne des flux d’air directs, ces évaporateurssont parfois complétés de gaines textiles ausoufflage de type à fente, à induction, ou gainesperforées.
Figure 12.60 – Évaporateur simple flux (GEA-KUBA).
Double flux (figure 12.61)
Ces appareils comportent deux batteries sépa-rées par un caisson métallique qui renferme lesventilateurs ; l’air est aspiré par les ventilateurspuis refoulé sur les batteries et enfin expulsélatéralement sur les deux côtés opposés et hori-zontalement. Ils sont utilisés surtout pour lestempératures positives, dans les ateliers deconditionnement des denrées (viandes, pois-sons et légumes), les ateliers de découpe, depréparation, etc.
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 376

377
12.9 Évaporateurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
EEn effet, le débit d’air est plus faible car diviséen deux flux, et les ventilateurs peuvent être àvitesse réduite.Des variantes avec buses à 90 °C au soufflagepermettant une projection d’air verticale ou unflux inverse à celui décrit ci-dessus, sont utiliséspour la réfrigération rapide (carcasses ouvolaille). Ils permettent un soufflage maîtrisé àgrande vitesse sur les produits.
� Appareils sur pieds
Ce type de matériel est surtout destiné aux ins-tallations industrielles et spécialement leslocaux de réfrigération rapide, tunnels decongélation et chambres à fruits (de moins enmoins utilisés car encombrants au sol).
� Appareils muraux
Alternative aux précédents pour installationscommerciales, les évaporateurs sur pieds oumuraux sont constitués d’une batterie danslaquelle le flux d’air est vertical. À la partie infé-rieure, au niveau des pieds supports, se trouveune cuvette de récupération des eaux de dégi-vrage ; à la partie supérieure se trouve la sectionde ventilation équipée d’un ou plusieurs venti-lateurs (suivie parfois d’une buse de soufflagequi ramène le flux d’air à l’horizontal éventuel-lement avec des volets directionnels) ou dansun faux-plafond. Ils sont placés directement ausol, sur des portiques, des passerelles ou desniches dans les chambres de grande hauteur.
� Appareils pour basses températures(figure 12.62)
Le dégivrage est une opération nécessaire, coû-teuse en énergie, perturbatrice au niveau de lachambre et du circuit frigorifique et souventdifficile à contrôler. Elle est aggravée lorsque latempérature d’exploitation est basse (chambreà – 20/– 30 °C par exemple). Pour améliorer lasituation, on a créé des appareils qui évitent oulimitent les inconvénients suivants :– pertes thermiques vers le local ;– circulation de l’air chaud vers la chambre lors
du dégivrage, formation de buées, dépôts degivre sur les denrées entreposées et sur lesstructures de la chambre elle-même, en parti-culier au plafond, à proximité de la batteriefroide ;
– lenteur du dégivrage, de surcroît plus souventincomplet.
Les appareils comportent les dispositions sui-vantes en partie ou en totalité :– isolation thermique le local ;– volets de fermeture isolés, à l’aspiration et au
refoulement de l’air, mus par des vérinshydrauliques ou électriques où à commandeautomatique par la pression des ventilateurs ;
– résistances électriques internes ou dispositifsd’injection de gaz chaud ;
– utilisation en circuit fermé et à débit réduit dela ventilation pour accélérer la fonte du givre.
Ces appareils sont ceux qui font apparaître lesmeilleurs rendements thermiques et énergé-tiques de dégivrage.Signalons cependant qu’il n’existe encoreaucun moyen absolument fiable pour initialiserle dégivrage au moment opportun.
12.9.2 Évaporateurs refroidisseurs de liquide
On distingue quatre catégories : immergés, mul-titubulaires noyés, multitubulaires à détentesèche et à plaques.
� Évaporateurs immergés
Ils sont utilisés dans les applications suivantes :– bacs à glace en mouleaux (refroidissement de
saumure) ;
Figure 12.61 – Évaporateur double flux (FRIGA-BHON/HEATCREAT).
9782100540174-Meunier-C12.qxd 28/04/10 14:46 Page 377

©D
dL
ht
it
ié
tdé
lit
378
12.9 Évaporateurs12 • Composants
– bacs à accumulation de glace pour les laiteriesoù les besoins en eau glacée sont importantset concentrés sur un temps court ;
– bacs de refroidissement ou de congélation depoissons.
L’évaporateur est constitué par un ensemble deserpentins ou de tubes horizontaux ou verti-caux, en tubes d’acier galvanisé ou de plaquesinox raccordés sur des collecteurs ; l’ensembleforme un bloc reposant sur le fond d’un bac.Lorsque l’évaporateur doit accumuler de laglace, les tubes sont suffisamment écartés pourrecevoir de 30 à 40 mm de glace tout en laissantun espace suffisant pour la circulation de l’eauavec une vitesse convenable (< 0,50 m/s).
� Évaporateurs multitubulaires noyés(figure 12.63)
Ces appareils sont très utilisés pour le refroidisse-ment de l’eau glacée avec des compresseurs cen-
trifuges ou à vis utilisant des fluides halogénés.Dans ce cas, les tubes en cuivre bénéficient detoutes les améliorations de surface. Vu l’abandondes CFC et l’arrêt des HCFC, ils sont aujourd’huiutilisés avec du R-134a (HFC).Pour certaines constructions relatives à despuissances ne dépassant pas 1 200 kW, lacalandre renfermant le faisceau de tubes del’évaporateur, renferme également la calandredu condenseur (unishell).Dans le cas où ce type d’évaporateur est utiliséavec des compresseurs à piston ou à vis lubrifiés,il est nécessaire de prévoir un système de récu-pération d’huile automatique.Avec de l’ammoniac, les appareils sont naturel-lement en acier, la récupération de l’huile sefait à partir d’un pot de décantation placé sur lagénératrice inférieure de la calandre. Leurcharge importante de fluide frigorigène limiteaujourd’hui leur utilisation ; ils sont remplacéspar des évaporateurs à plaques.
Figure 12.62 – Évaporateur plafonnier pour basses températures (Raffel).
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 378

379
12.9 Évaporateurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Disposés verticalement dans le modèleTrepaud, la saumure circule côté calandre etl’ammoniac s’évapore dans les tubes, lesvapeurs sont reprises dans un dôme placé enpartie supérieure.Ils sont également disposés verticalement, enutilisation générateurs de glace « tubulaire » ougénérateurs de coulis de glace (type à barresorbitales et à lit fluidisé).L’alimentation des évaporateurs noyés peut sefaire de deux manières :– Alimentation à niveau constant : le niveau du
fluide frigorigène est maintenu constant àpartir d’un régulateur de niveau qui agit surl’ouverture d’une vanne d’alimentation. Cesystème implique la création d’une réserve deliquide, en amont, pour tenir compte desvariations de charge du frigorigène liées auxvariations de charge thermique et aux phasestransitoires de démarrage et d’arrêt.
– Alimentation par purge HP : le niveau n’est pasmaintenu constant, par contre le condenseurest purgé en permanence du liquide qui s’ycondense. En conséquence, l’évaporateurrenferme en permanence toute la charge defrigorigène liquide, dont le volume doit êtrecalculé de telle manière, qu’en marche nor-
male et au démarrage, le liquide ne débordepas vers le compresseur.
Leurs principales applications sont les groupescentrifuges, mais aussi en groupe NH3, enrefroidissement de gaz sous pression, ou enliquéfaction (ex. chlore).
� Évaporateurs multitubulaires à détentedirecte (figure 12.64)
Les appareils noyés présentent les inconvé-nients suivants :– Risque de gel de l’eau (en dessous d’une
température de sortie de + 4 °C) dans lestubes.
– La hauteur de frigorigène dans la calandreengendre une pression à la base, qui donnenaissance à une température d’ébullition plusélevée qu’en surface. Cet inconvénient estd’autant plus important que le fluide frigori-gène est dense et que sa température d’éva-poration est basse.
– La charge de frigorigène est importante, elledevient coûteuse quand il faut la compléterou la remplacer, surtout avec des HFC.
– La récupération de l’huile implique la miseen place de systèmes particuliers.
Figure 12.63 – Évaporateur noyé avec dôme séparateur. 1 : virole extérieure. 2 : plaque tubulaire.3 : joint. 4 : fond. 5 : chicane. 6 : tubes. 7 : purge d’air. 8 : purge de liquide. 9 : déflecteur.
10 : boulons de fixation. 11 : dôme séparateur. 12 : répartiteur.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 379
©D
dL
ht
it
ié
tdé
lit
380
12.10 Autres échangeurs12 • Composants
– Lorsque les liquides sont visqueux et donnentlieu à un régime laminaire ou transitoire(monopropylène glycol), les coefficientsd’échange sont médiocres.
Dans un évaporateur à détente directe, la circu-lation du frigorigène s’effectue à l’intérieur destubes, alors que le liquide à refroidir circulecôté calandre.Ils sont utilisés essentiellement avec les fluidesHFC. Quelques constructeurs de groupes derefroidissement de liquide utilisent ce typed’évaporateur multitubulaire à détente sèchepour l’ammoniac afin de limiter la charge defrigorigène et de proposer des ensembles pluscompacts. Les tubes sont en général en cuivre.Ils bénéficient des améliorations récentes enmatière de promoteurs de turbulence. La circu-lation du liquide à l’extérieur des tubes se faitperpendiculairement à ceux-ci grâce aux chi-canes disposées dans la calandre mais aussi lon-gitudinalement au passage des chicanes. Celles-ci sont en acier et de plus en plus souvent enpolyéthylène.L’alimentation en fluide frigorigène est assuréeau moyen de détendeurs thermostatiques ouélectroniques : le liquide détendu se vaporisesur la surface interne des tubes et tout au longde ceux-ci, de telle sorte qu’à la sortie de l’ap-pareil, le frigorigène soit surchauffé ou à la limi-
te de la saturation. Il est parfois nécessaire deprévoir au moins deux circuits de frigorigènepour obtenir des vitesses de circulation conve-nables pour assurer à charge partielle le retourpermanent de l’huile vers le compresseur. Lestubes sont soit rectilignes soit en U.Le développement de l’utilisation de l’ammo-niac en groupes monoblocs de refroidissement àfaible charge a relancé l’intérêt d’évaporateursmultitubulaires à détente directe à tubes acier.
� Évaporateurs à plaques
Ils sont de construction analogue à celles descondenseurs à plaques et du type brasé, plaqueset joints, plaques soudées en cassettes ouplaques rondes soudées. Ils peuvent être ali-mentés en détente sèche ou en noyé.
12.10 Autres échangeursDans la plupart des circuits frigorifiques, ons’efforce d’améliorer les performances du cycleen assurant des récupérations thermiques là oùelles sont possibles.On peut en citer quatre types principaux : sous-refroidisseur, échangeur liquide-vapeur, désur-chauffeur et refroidisseur d’huile.
Figure 12.64 – Évaporateur à détente directe. 1 : virole. 2 : tubes. 3 : chicanes sur fluide refroidi. 4 : plaques tubulaires. 5 : joint. 6 : fonds sur fluide frigorigène. 7 : chicanes sur circuit du fluide
frigorigène.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 380
381
12.10 Autres échangeurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
12.10.1 Sous-refroidisseur
Disposé après le condenseur ou après la bou-teille accumulatrice de liquide haute pression,il sous-refroidit le frigorigène condensé.Quand les conditions de température et dedébits sont convenables, cet échangeur permetde préchauffer :– soit un liquide (comme de l’eau sanitaire
avant son entrée au condenseur ou dans unsystème de chauffage complémentaire) ouune solution d’eau glycolée pour réchauffaged’un sol de chambre froide par exemple ;
– soit un gaz (par exemple de l’air frais).Un préchauffeur de liquide peut être unéchangeur multitubulaire, un échangeurcoaxial ou un échangeur à plaques. Un pré-chauffeur de gaz est constitué d’une batterie àailettes avec gainage.Le sous-refroidisseur permet d’accroître le COPpar augmentation de la puissance frigorifiquedisponible, sans modifier la puissance élec-trique consommée. Cet effet est très importantavec les HFC. Il est tubulaire ou à plaques.De plus, le liquide sous-refroidi garantit unfonctionnement optimal des systèmes dedétente et évite le risque de vaporisation par-tielle du liquide (flash-gaz) lorsque celui-ci estdistribué sur de grandes longueurs avec desremontées, des pertes de charge singulières surle réseau, et des passages en ambiance pluschaude.
12.10.2 Échangeur liquide-vapeur
L’échangeur sert à surchauffer les vapeurs bassepression provenant de l’évaporateur en sous-refroidissant le liquide haute pression avantdétente.L’échangeur liquide-vapeur est du type coaxial,double tube rectiligne, multitubulaire recti-ligne. La surchauffe des gaz aspirés qu’il entraî-ne ne doit pas être excessive. Elle sécurise l’as-piration du compresseur. Le sous-refroidisse-ment améliore la stabilité du liquide et les per-formances.L’échangeur liquide-vapeur n’est pas toujoursintéressant, son implantation demande uneétude préalable dans chaque cas.
12.10.3 Désurchauffeur récupérateur de chaleur
La vapeur au refoulement du compresseur est àla température la plus élevée du circuit. Bienque la puissance thermique soit relativementfaible (15 % de la puissance totale évacuée enhaute pression sans sous-refroidissement), il estintéressant de la récupérer. La récupération estfaite par un liquide (eau) au moyen d’unéchangeur à contre-courant, ce qui permet lapréparation d’eau sanitaire. On peut aussiréchauffer de l’air.
12.10.4 Refroidisseur d’huile
Ce sont en général des échangeurs multitubu-laires ou à plaques.Le refroidissement est assuré par de l’eau, oudu fluide frigorigène s’évaporant. L’alimen-tation se fait soit par gravité, soit par déten-deur, soit par pompe haute pression.Pour des puissances limitées, inférieures à 20 kW, le refroidissement de l’huile peut êtreassuré par l’air au moyen d’un échangeur àailettes ventilé.
12.10.5 Échangeurs particuliers
� Échangeurs à plaques utilisés directementsur le fluide frigorigène
L’intérêt pour les échangeurs à plaques utiliséscomme condenseur ou évaporateur est assezrécent, vers les années 1978-1980 lors du boomdes pompes à chaleur. On recherchait deséchangeurs au « pincement » très faible pourraison de COP, pouvant travailler avec dessources froides particulières (rivière, lac,rejets…) donc présentant une bonne résistanceà l’encrassement et à la corrosion. Les princi-pales caractéristiques qui ont retenu l’attentionsont la compacité des échangeurs à plaques, laqualité des matériaux utilisés, les bons coeffi-cients d’échange thermique, les faibles chargesen fluide frigorigène, les pertes de chargesmodérées sur les fluides des sources chaudes oufroides.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 381

©D
dL
ht
it
ié
tdé
lit
Différents types de réalisations existent :– échangeurs à plaques brasées utilisables avec tous
les fluides halogénés. Ils sont réalisés enplaques d’acier inoxydable brasées ensemblepar passage au four. Non démontables, ilssont utilisés comme évaporateur, condenseur,échangeur intermédiaire type économiseur,refroidisseur d’huile, désurchauffeur. Leurslimites d’utilisation sont actuellement liées à leur non-démontabilité et à leur taillemodeste. Le brasage au nickel permet l’utili-sation de l’ammoniac ;
– échangeurs à plaques et joints utilisables pourtous les fluides frigorigènes avec cependantdes limites de température haute et basse liéesà la nature des joints et/ou de la colle utilisée,au fluide frigorigène et à la qualité de l’huile.Signalons qu’en cas de nécessité de démon-tage pour nettoyage, on « ouvre » le circuit fri-gorifique. Le nettoyage chimique ou à contre-courant peut neutraliser cette contrainte ;
– plusieurs variantes d’échangeurs à plaques sou-dées existent suivant le constructeur : échan-geur à plaques soudées côté fluide frigorigè-ne, non soudées côté médium refroidi ouréchauffé ; échangeur à plaques totalementsoudées, type Compabloc de Vicarb ou platu-laire de Barriquand (l’accès côté médium estassuré sans mise à l’air libre du côté fluide fri-gorigène) ; échangeur à plaques soudées avecmédium ruisselant à l’extérieur ou immergés(par exemple, fabrique de glace en éclatsFinsam, évaporateurs à ruissellement Buco,Omega, accumulateurs de glace ou refroidis-seurs de bac, citernes, cuves de vinification) ;
– échangeur à plaques rondes soudées, où le fluidefrigorigène, selon les applications, peut êtredans les plaques ou à l’extérieur (par exempleVahterus).
En utilisation en évaporateur, l’alimentationpeut être faite en détente directe, en flooded ouen recirculation par pompe.
� Échangeurs à surface raclée
On peut considérer deux applications diffé-rentes.Les évaporateurs à tambour double enveloppe sontdestinés soit à fabriquer de la glace en écailles,soit à refroidir ou à congeler des produits
382
12.10 Autres échangeurs12 • Composants
liquides, pâteux et même solides (par exempletambour à margarine ou surgélateur à tam-bour). Le produit est en circuit ouvert.En ce qui concerne les fabriques de glace enécailles, l’évaporateur est du type à doubleenveloppe avec fluide frigorigène à l’intérieur.Variantes d’exécution :– tambour fixe et fraise de décollement tour-
nant sur la face externe (Généglace, figure12.65) ;
– tambour tournant avec fraise fixe sur la faceexterne ;
– tambour fixe et système de couteaux tournantsur la face intérieure (North Star ou Oref).
Les évaporateurs à tambour horizontaux ou verti-caux sont destinés à refroidir, concentrer,congeler partiellement des liquides en circuit
Figure 12.65 – Générateur de glace en écailles(Généglace).
9782100540174-Meunier-C12.qxd 5/05/10 8:24 Page 382

� Échangeurs pour production de glace
Les évaporateurs multitubulaires verticaux sontutilisés en fabriques de glace dite « entubes »(Tube Ice Stal, Patkol). Le faisceau tubu-laire vertical réalisé en gros tube (diamètred’environ 50 mm) est alimenté à partir d’unbassin situé à la partie supérieure par desembouts PVC qui donnent à l’eau un mouve-ment circulaire afin de mouiller au mieux lasurface intérieure des tubes.On notera la similitude de conception avec lescondenseurs multitubulaires verticaux (voir § 12.8.3).L’ébullition de l’ammoniac en général s’effec-tue à l’extérieur des tubes ; l’alimentation estfaite par gravité. Le temps du cycle d’évapora-tion définit l’épaisseur du manchon de glace(habituellement 1 cm). La collecte de glace sefait par envoi des gaz chauds dans l’évapora-teur, qui provoque dans un premier temps lavidange du fluide frigorigène qui revient dansla bouteille, puis le décollement des tubes deglace et leur glissement par gravité. Un couteausitué à la base de l’évaporateur et mis en rota-tion au début du décollage, casse les tubes deglace lors de leur chute.Pour rester dans les machines à fabriquer laglace, différents constructeurs ont réalisé :– des évaporateurs en forme de mouleaux
double enveloppe pour évaporation de fluidefrigorigène, l’eau étant congelée dans l’inté-rieur. Le mouleau est placé l’ouverture enbas, mais fermée par un couvercle. Le démou-lage s’effectue automatiquement par gazchauds. Procédé Rapid Ice de Wilbousevich ;
– des évaporateurs en forme de « cannes » ver-ticales reliées à une embase commune assu-rant l’alimentation et le retour vapeur du flui-de frigorigène à chacune des cannes.L’ensemble fait partie d’un bac rempli d’eau.L’eau en contact immédiat avec les cannes secongèle jusqu’à ce que la glace atteignel’épaisseur souhaitée. L’envoi des gaz chaudsdécolle les pains creux de glace qui montentà la surface. Un flux d’eau les amène vers uneextrémité. Procédé Grasso.
383
12.10 Autres échangeurs12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
fermé, tels que refroidisseurs de produits fra-giles à l’oxydation ou cryoconcentrateurs. Letambour est vertical ou horizontal et le cylindreintérieur dans lequel circule le fluide à traiterest équipé d’un système de raclage qui décollela pellicule de glace et/ou assure un mélange(figure 12.66).À partir de générateurs multitubulaires verticaux,Mueller a développé un générateur de glaceliquide en équipant chaque tube d’un barreauqui tourne intérieurement de façon orbitale.Les évaporateurs double tube à surface racléeen circuit fermé (Flo-Ice, Sunwell) sont utilisésen générateur de glace liquide (ice slurry).Les freezers à crème glacée, utilisés pour laproduction du mix (crème liquide à refroidirvers – 5 °C dans laquelle on va injecter de l’air– opération de foisonnement) sont des échan-geurs double tube à surface raclée fonction-nant avec des HFC ou de l’ammoniac.
Figure 12.66 – Échangeur à surface raclée(Alfa-Laval).
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 383
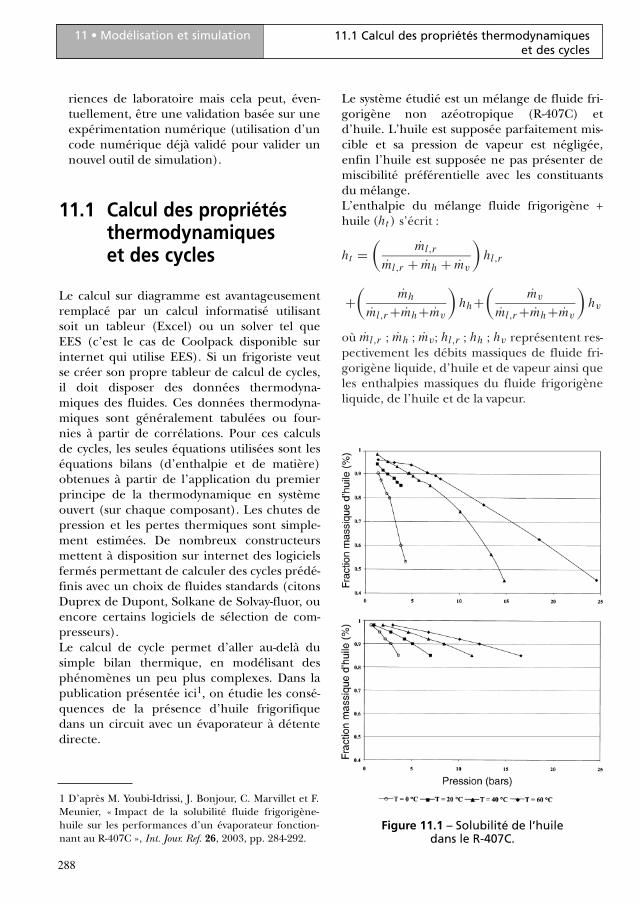
©D
dL
ht
it
ié
tdé
lit
384
12.11 Capacités sous pression12 • Composants
� Surgélateurs à plaques
Les plaques utilisées qu’elles soient verticalesou horizontales sont très différentes de cellesdes échangeurs à plaques. Il s’agit de plaquesd’aluminium extrudé de 25 à 50 mm d’épais-seur, réalisant des canaux internes multiples ali-mentés en fluide frigorigène (détente directepour les petits, flooded, pompes). Les deux côtésde la plaque assurent le refroidissement et lacongélation par contact de produits emballés(cartons) en barquettes ou en plateaux métal-liques. L’opération peut se faire en séquence(congélateurs manuels) ou bien le chargement,le déplacement des produits et le décharge-ment peuvent être automatisés lorsque la pro-duction atteint 1 t/h.
12.11 Capacités sous pression
12.11.1 Généralités
Les circuits frigorifiques industriels renfermenten général différentes capacités destinées àstocker du fluide frigorigène en phase liquideou en phase vapeur ou les deux phases.Ces capacités se trouvent sur les points suivants :– en basse pression (BP) : bouteille d’alimenta-
tion par pompes ou noyé gravitaire appeléebouteille séparatrice de liquide ; bouteille de sépa-ration sur évaporateurs multitubulaires ; bou-teille anti-coup de liquide ;
– en moyenne pression (MP) : bouteilles inter-médiaires ou économiseurs ; bouteilles anti-coup de liquide ;
– en haute pression (HP) : bouteille accumula-trice de liquide ou réservoir haute pression.
Ces appareils à pression sont, sous certainesconditions, obligatoirement soumis à la directi-ve européenne DESP 97/23 CE et à la directiveministérielle TP 32.974.
12.11.2 Bouteille séparatrice de liquide
Cette bouteille est placée entre les évaporateursqu’elle alimente en liquide pur et le (ou les)compresseur(s) qu’elle alimente en vapeurssèches. Figure 12.67 – Alimentation en noyé.
Pour assurer ces deux fonctions, elle comportedeux zones distinctes :– une zone en phase gazeuse dans laquelle se
fait la séparation physique du liquide et de lavapeur ;
– une zone en phase liquide pur qui constituela réserve d’alimentation.
Pour constituer cette réserve, la bouteille est ali-mentée en liquide détendu au moyen d’un dis-positif de détente, recevant lui-même le liquidehaute pression venant de la station de conden-sation ou de la bouteille moyenne pression.Suivant que les évaporateurs noyés sont alimen-tés par « regorgement », en thermosiphon oupar pompage de liquide, ils revêtent une tech-nologie particulière.
� Système en thermosiphon ou gravitéou flooded
La bouteille peut alimenter généralement un etéventuellement deux évaporateurs d’un mêmeposte de distribution de froid en parallèle, àcondition que ceux-ci soient situés en dessous.
� Rôle d’alimentation liquide
La capacité de la bouteille est calculée pourfaire face aux fluctuations des charges ther-miques subies par le (ou les) évaporateur(s),qui se traduisent par des variations de volumede liquide enfermé dans l’évaporateur. Lorsquela charge thermique est faible ou nulle, l’éva-
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 384
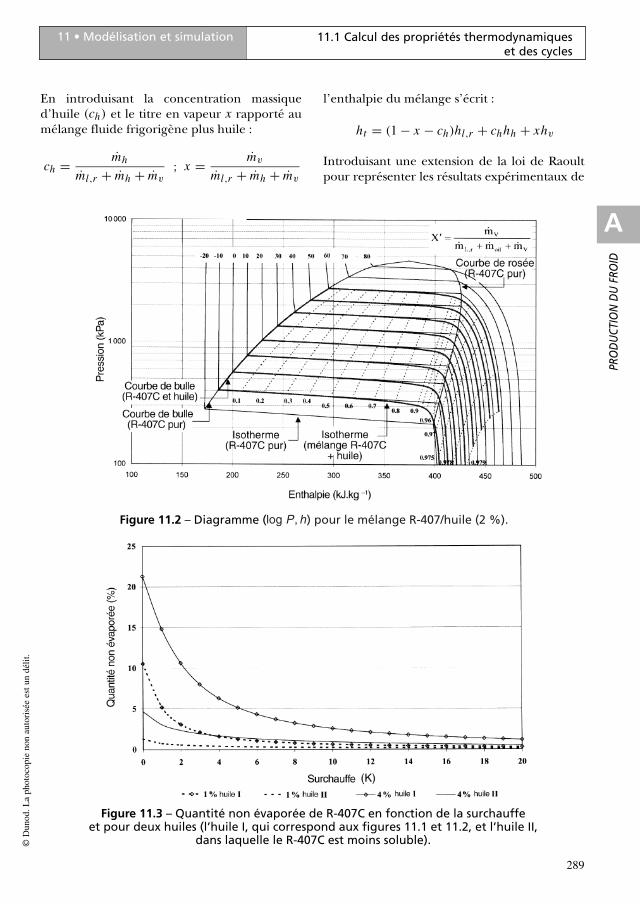
me de vapeur venant de l’évaporateur doit êtreajouté le volume de gaz provenant de la déten-te appelé flash gaz.La vitesse maximale de séparation est fonctiondes paramètres suivants :– nature du fluide frigorigène ;– température d’évaporation ;– volumes massiques du fluide en phases vapeur
et liquide ;– hauteur de séparation, c’est-à-dire la distance
qui sépare le niveau de liquide de la sortie devapeur.
Exemple
Avec du R-717 à une température d’évaporation de– 23 °C, la vitesse est de 0,31 m/s pour une hauteurde 0,25 m et de 1,29 m/s pour une hauteur de 0,60 m. Avec du R-507, toutes choses égales parailleurs, les vitesses sont respectivement de 0,14 et0,61 m/s.
En résumé, on peut dire que la vitesse maxima-le de séparation est d’autant plus élevée que :– le fluide frigorigène est plus léger ;– la température d’évaporation est basse (masse
volumique faible) ;– la hauteur de séparation est grande.Il est possible de prévoir, à l’intérieur des bou-teilles basse pression, des systèmes éliminateursde gouttelettes tels que cloisons ou filtres en filsmétalliques tissés. Néanmoins, on prévoira tou-jours des espaces de séparation importants.Ainsi, dans les bouteilles verticales, la hauteurde séparation ne sera pas inférieure à 0,60 m etpourra aller jusqu’à 1 m. Dans les bouteilleshorizontales, où la distance de séparation inter-vient, on peut avoir des vitesses de séparationmoyennes plus importantes, si l’on prend soinde prévoir plusieurs entrées et sorties de fluideliquide et gazeux.On peut également calculer les vitesses de sépa-ration à partir de la formule suivante :
V = K√
ρl − ρv
ρv
où V est la vitesse de séparation (en m/s), ρl etρv sont les masses volumiques liquide et vapeurdu fluide frigorigène (en kg/m3) et K est uneconstante fondée sur l’expérience et qui netient pas compte de la hauteur de séparation.
385
12.11 Capacités sous pression12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
porateur a tendance à se remplir de liquide etinversement.La bouteille est obligatoirement placée en char-ge au-dessus des évaporateurs. Elle peut êtrehorizontale ou verticale.Dans la canalisation d’alimentation de l’évapo-rateur, circule un liquide pur, alors que, dans lacanalisation de retour, circule un mélangebiphasique ayant une teneur en vapeur x quicorrespond à la fraction de liquide vaporisédans l’évaporateur. L’inverse de la valeur de xest le taux de circulation de fluide T qui s’éta-blit entre l’évaporateur et la bouteille.La valeur de T (voir chapitre 8) dépend des fac-teurs suivants :– température d’évaporation ;– perte de pression du fluide en voie de vapori-
sation lors de sa traversée de l’évaporateur ;– charge thermique de l’évaporateur ;– hauteur statique H.Cette hauteur statique, multipliée par la massevolumique du liquide, à la température de fonc-tionnement, conditionne une pression motricequi doit, en régime thermique établi, équilibrer lespertes de pression dans les canalisations, la pertede pression dans l’évaporateur et une colonne dehauteur H ′, ayant une teneur en vapeur x.
� Rôle séparateur vapeur/liquide
La séparation des gouttelettes de liquide, de laphase gazeuse est un phénomène qui est prin-cipalement lié à la vitesse de circulation desvapeurs dans la bouteille. Dans une bouteilleverticale, quel que soit le niveau du liquide, lasection de passage de la vapeur reste constante ;par contre, dans une bouteille horizontale, lasection de passage est liée à la hauteur du liqui-de, elle est d’autant plus faible que le niveaus’élève au-dessus de l’axe.Il est donc indispensable de calculer, dans unpremier temps, la variation du volume du frigo-rigène qui, elle-même, résulte de la variationdes charges thermiques de l’installation, de l’ar-rêt de certains utilisateurs ou de leur vidangepar gravité ; cela permet de calculer le volumemaximal dans la bouteille. D’un autre côté, ilfaut calculer le volume maximal de vapeur quis’échappe de la bouteille quand la charge ther-mique sur l’évaporateur est maximale. Au volu-
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 385
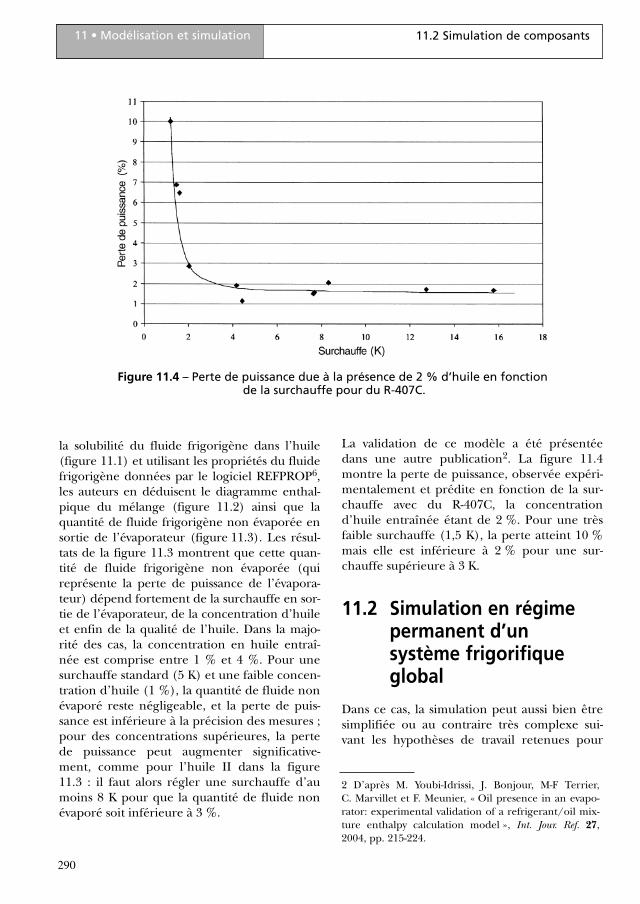
©D
dL
ht
it
ié
tdé
lit
386
12.11 Capacités sous pression12 • Composants
Pour des séparateurs devant assurer des sépara-tions importantes de liquide, K = 0,03 (équiva-lent à une hauteur de séparation d’environ 0,30 m pour le R-717 et 0,40 m pour les halo-génés).Pour des séparateurs associés à des circuits nedonnant lieu qu’à de faibles retours de liquide,on peut adopter une valeur K = 0,06 (hauteuréquivalente voisine de 0,90 m, pour le R-717 etles halogénés).
� Système avec pompe à liquide basse pression
Dans ce cas, la bouteille peut alimenter plusieursévaporateurs en parallèle (figure 12.68), quellesque soient leur position géographique et leurcharge thermique, mais à condition toutefoisque leur pression d’évaporation ne soit pas infé-rieure à celle qui règne dans la bouteille.
� Rôle d’alimentation en liquide
La bouteille est dimensionnée de la mêmemanière que pour l’alimentation en thermosi-phon. Cependant, elle peut être placée, soit au-dessus, soit au-dessous des évaporateurs, ellepeut être verticale ou horizontale suivant la dis-position des lieux.Les pompes utilisées sont des pompes centri-fuges, spécialement étudiées pour transférer desliquides au voisinage de la vaporisation qui deplus à l’arrêt peuvent être soumises à des pres-sions élevées de 15 bar environ pour le NH3 etles HFC, et au minimum de 40 bar pour le CO2.Il existe dans ce domaine des pompes ditesouvertes, munies d’une garniture d’étanchéitédu même type que celle utilisée sur les com-presseurs frigorifiques et qui, de ce fait, présen-tent les mêmes inconvénients vis-à-vis des fuites.
Figure 12.68 – Alimentation en recirculation par pompe (Hermetic).
Figure 12.69 – Exemple de pompe hermétique (Hermetic).
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 386

387
12.11 Capacités sous pression12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
On leur préférera les pompes hermétiquesaccessibles qui sont très fiables (figure 12.69).Le débit est calculé à partir du taux T de circu-lation choisi ; les valeurs minimales des tauxgénéralement conseillées sont les suivantes :– R-717 (ammoniac) : de 6 à 7 pour l’alimenta-
tion des évaporateurs par le haut, de 2 à 4pour l’alimentation par le bas ;
– R-507/R-404A : 3 ; – CO2 : 2 à 4.Ces taux ne sont que des valeurs indicatives, lestaux réels doivent être calculés en fonction desdébits nécessaires aux évaporateurs, lesquelsdépendent dans une large mesure de leur tech-nologie propre.La hauteur manométrique résulte du calcul despertes de pression du fluide frigorigène circu-lant dans les canalisations de distribution joi-gnant la ou les pompes aux évaporateurs, dansl’évaporateur le plus résistant, dans la canalisa-tion de retour vers la bouteille basse pression,ainsi que des dénivellations géométriques entreles différents points.Les pompes disponibles sur le marché ont descourbes caractéristiques débit/pression simi-laires à celles des autres pompes standard, leurutilisation doit se faire en suivant scrupuleuse-ment les instructions du constructeur. En parti-culier, on veillera aux points suivants :– hauteur géométrique entre le niveau normal
du liquide dans la bouteille et l’orifice d’aspi-ration de la pompe. Cette hauteur est égale aumoins au NPSH (net positive suction head) (enm) de la pompe plus la perte de charge de laligne d’aspiration (en m), plus un coefficientde sécurité (en m). Le NPSH est attaché auphénomène de cavitation. Il ne dépend quedes caractéristiques de la pompe. Il varie avecle débit et la vitesse de rotation, mais il nedépend pas de la nature du fluide véhiculé ;
– vitesse dans la canalisation d’aspiration de lapompe généralement inférieure à 1 m/s ;
– dispositif anti-vortex placé dans la tuyauteried’aspiration de la pompe ;
– dégazage efficace au refoulement de lapompe ;
– débit minimal dans le cas de pompe hermé-tique dont le refroidissement et les paliersdoivent recevoir un débit de frigorigène ;
– débit maximal pour éviter une surcharge dumoteur.
La puissance absorbée par la station de pom-page du fluide frigorigène représente environ0,2 à 0,5 % de la puissance frigorifique de l’ins-tallation. Dans les grandes installations, on pré-voit en principe plusieurs pompes en parallèle,chacune comporte alors un clapet de non-retour au refoulement. Il convient égalementde prévoir une pompe de secours.
� Rôle séparateur vapeur/liquide
Ce problème se traite de la même manière quedans le cas précédent. Un certain nombre deprécautions doivent être prises au niveau desfonctions assurées par la bouteille telles queretour du mélange biphasique des évapora-teurs, détente du liquide d’alimentation, aspira-tion des vapeurs, alimentation de la station depompage. En particulier, dans le cas des bou-teilles horizontales, il faut éloigner la prise deliquide des pompes du retour des évaporateurset de l’alimentation en liquide HP qui amènede très fortes perturbations.
Pompage pneumatique
Dans ce système, la circulation du fluide frigorigèneliquide est assurée au moyen de l’énergie délivrée parla pression de refoulement du compresseur. À ceteffet, les pompes sont remplacées par deux réservoirssous pressions reliés à la bouteille basse pression quise remplissent et sont vidangés alternativement viades jeux de niveaux électriques, d’électrovannes et declapets.L’avantage de ce système est qu’il ne consomme pra-tiquement pas d’énergie de pompage. Par contre, ilfaut que les robinets électromagnétiques, les clapetsde non-retour et les contrôleurs de niveaux soient detrès haute qualité et présentent un grand degré defiabilité.Ce système qui, ces dernières décennies, n’était plussouvent utilisé, a été à nouveau repris par York pourl’alimentation en fluide frigorigène des réseaux depistes de patinage, alimentés en R-22 ou R-507, grâceà la simplification des équipements, à la réduction dela taille des collecteurs de liquide et de vapeur etenfin aux économies d’énergie qu’il entraîne. Il per-met également de s’accommoder mieux d’une hau-teur de charge faible.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 387
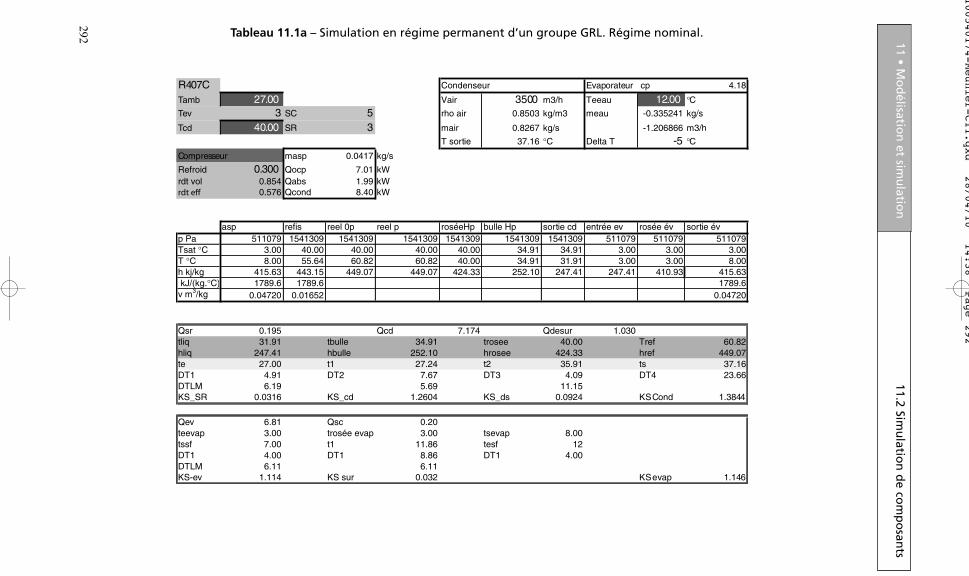
©D
dL
ht
it
ié
tdé
lit
– démarrage du compresseur après une opéra-tion de dégivrage ou un arrêt de longuedurée ;
– inversion de cycle sur une pompe à chaleur.Le piège à liquide joue son rôle de séparateuret stocke le liquide séparé ; le problème essen-tiel est alors de se débarrasser de ce liquide qui,par débordement, risque à son tour de pénétrerdans les compresseurs. Plusieurs méthodes sontutilisées à cet effet :– réintégration permanente et dosée du mélan-
ge d’huile et de fluide par un orifice calibrécomplété en général par un échangeur liqui-de/gaz vaporisant le frigorigène et réinté-grant l’huile par accélération de la vitesse ;
– injection dosée de gaz chaud pour vaporiserle liquide (en général avec le R-717) ;
– circulation de liquide chaud sortant ducondenseur ou de gaz chaud vaporisant leliquide (il faut dans ce cas réintégrer l’huilepiégée, par gravité par exemple) ;
– reprise par une pompe de relevage, spécialepour fluide frigorigène, ayant une hauteurmanométrique suffisante pour renvoyer leliquide vers la station de condensation (solu-tion onéreuse, mais efficace).
12.11.5 Bouteille intermédiaireou économiseur (voir chapitre 7)
Cet appareil est utilisé dans les systèmes de com-pression à deux étages, où il assume deux autresfonctions :– désurchauffe des vapeurs entre les deux phases
de compression ;– sous-refroidissement ou non du liquide haute
pression.
� Désurchauffe seule des vapeurs refouléespar l’étage BP
Le système comporte uniquement une petitebouteille de mélange ou d’échange qui reçoit :– les vapeurs chaudes provenant de l’étage
basse pression ;– du liquide haute pression détendu à la
moyenne pression en quantité suffisante pourrefroidir les gaz refoulés par l’étage bassepression, au voisinage de la température cor-respondant à la moyenne pression. De cette
388
12.11 Capacités sous pression12 • Composants
12.11.3 Bouteille de séparation surles évaporateurs multitubulaires
Les évaporateurs multitubulaires sont le siègede variations importantes et rapides de la puis-sance frigorifique, qui entraînent des variationsintempestives du niveau de liquide en ébulli-tion qui environne les tubes du faisceau ; il estdonc nécessaire de prévoir sur ces appareils quisont horizontaux dans la majeure partie des cas,des systèmes collecteurs de vapeur et sépara-teurs de gouttelettes.Ces appareils ne sont pas, en règle générale,remplis de tubes jusqu’à la génératrice supérieu-re de la calandre. On ménage ainsi au-dessus dufaisceau, un espace destiné à collecter les vapeurs; le calcul de la distance entre la dernière nappede tubes et la génératrice supérieure se conduitde la même manière que dans le cas précédent.Les vapeurs sont reprises dans un collecteurgénéral, horizontal, dans lequel la vitesse nedépasse pas 10 m/s ; ce collecteur est relié à lacalandre par plusieurs piquages, dont le nombreet le diamètre sont tels que la vitesse n’y dépassepas 4 à 5 m/s. C’est sur ce collecteur qu’unetuyauterie d’aspiration relie l’évaporateur à lastation de compression.Dans certains cas, on a intérêt à remplir lacalandre de tubes pour réduire son diamètre etcelui des plaques tubulaires. Le séparateur/col-lecteur de vapeur est alors constitué soit d’unevirole horizontale reliée au corps par plusieurstuyauteries, soit de un à deux dômes verticaux.
12.11.4 Bouteille anti-coup de liquide
Cette bouteille, également dénommée piège àliquide, est placée en amont de la station decompression et a pour fonction de séparer lesgouttelettes de liquide qui peuvent être entraî-nées par le courant gazeux, et de protéger ainsiles compresseurs contre les coups de liquide.Ces gouttelettes proviennent en général d’éva-porateurs refroidisseurs d’air ou de liquide ali-mentés par détendeurs thermostatiques, pourles raisons suivantes :
– détendeur déréglé ou réglé avec une sur-chauffe trop faible ;
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 388
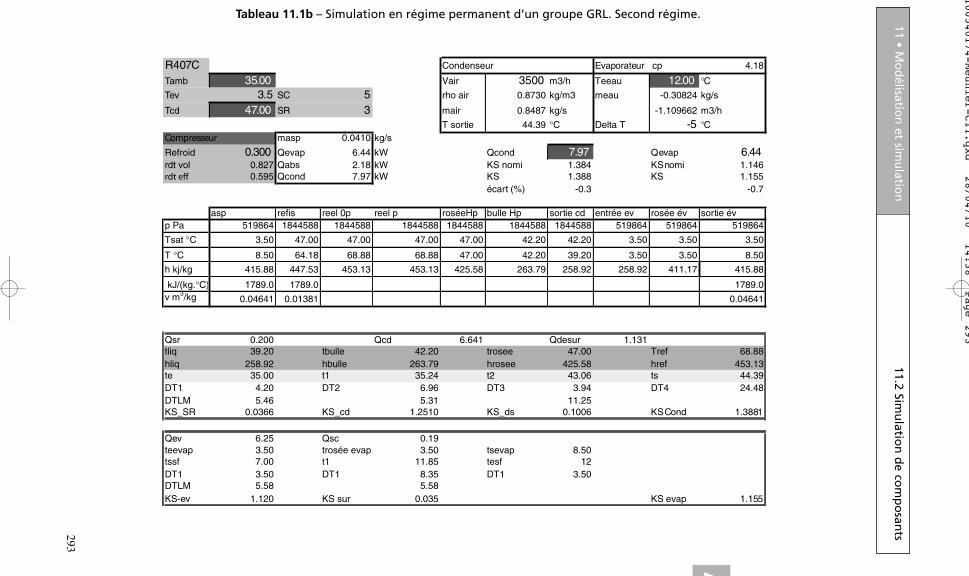
389
12.11 Capacités sous pression12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
bouteille, sort un gaz refroidi dont le débitmasse est égal à la somme du débit véhiculépar l’étage BP et du débit de liquide détendu.
Ce système doit être utilisé avec précaution, sur-tout dans le cas de l’ammoniac, à cause de ladifficulté d’installer un système de détente pré-cis et très modulant, compte tenu du faibledébit massique.
� Sous-refroidissement du liquide avecdésurchauffe des vapeurs refoulées BP
Ce système est surtout intéressant avec des compresseurs à vis avec suralimentation ou descompresseurs centrifuges à deux étages avecréintégration intermédiaire. Il peut aussi êtreinstallé sur des compresseurs à pistons.Le sous-refroidissement s’opère dans une bou-teille, par détente à la pression intermédiairede liquide haute pression venant de la stationde condensation. Le liquide ainsi sous-refroidiest ensuite dirigé vers les évaporateurs bassepression où il est finalement détendu. Lesvapeurs formées à la détente sont réaspirées parl’étage haute pression, qui dès lors véhicule lasomme du débit masse basse pression et dudébit masse du liquide détendu. Lors du mélan-ge des vapeurs, à l’entrée de l’étage haute pres-sion, il y a une désurchauffe des vapeurs refou-lées par l’étage basse pression.L’opération de détente et de sous-refroidisse-ment du liquide peut se faire en direct dans labouteille (flash ouvert), ou seul le sous-refroi-dissement se fait dans un serpentin immergédans du liquide détendu à la moyenne pression(flash fermé).
� Désurchauffe et sous-refroidissementsimultanés
C’est le système le plus efficace pour réaliser uncycle optimisé en énergie. C’est le plus sûr et leplus fiable, surtout avec l’utilisation de l’ammo-niac, mais c’est aussi le plus coûteux en investis-sement initial, quoique le temps de retour del’équipement complémentaire soit court.Il peut aussi se réaliser en opérant le sous-refroi-dissement du liquide haute pression dans unéchangeur de chaleur et en consentant unelégère perte par rapport au cycle idéal. Cettesolution permet de disposer d’un liquide haute
pression très fortement sous-refroidi que l’onpeut véhiculer sur de grandes distances et avecde fortes dénivellations. L’écart de températureentre le fluide en ébullition à la moyenne pres-sion et le liquide sous-refroidi ne dépassera pas10 K. Si le système de détente BP est prévu enconséquence, le sous-refroidissement peut êtremaximal. Le calcul est fait en général avec unécart de température de 5 °C.
12.11.6 Bouteille accumulatrice de liquide
Cette bouteille est placée à la sortie de liquidedu (ou des) condenseur(s). Elle constitue uneréserve de liquide en haute pression.Elle est essentielle dans le cas où :– les évaporateurs sont alimentés par des déten-
deurs thermostatiques ou électroniques, telsles batteries à ailettes, les refroidisseurs deliquides à détente sèche, etc. ;
– les bouteilles basse pression ont un niveau deliquide maintenu constant par un dispositifde détente piloté par un régulateur de niveaubasse pression.
Le volume de cet accumulateur de liquide estdéterminé en calculant la variation du volumede frigorigène, entre sa plus haute températured’évaporation associée à sa plus forte chargethermique et sa plus faible température d’éva-poration associée à sa plus faible charge ther-mique, auquel on ajoute une réserve demarche.Le réservoir haute pression est calculé pourrecevoir tout ou partie de la charge de l’instal-lation si aucun autre stockage n’est possible.On remarquera également que, lorsque la varia-tion de volume est faible, on aménage la partieinférieure des condenseurs multitubulairespour constituer une réserve de liquide.Pour les installations dont on connaît bien lesvariations de charge et en particulier avec utili-sation de HCFC ou de HFC, une alarme deniveau bas est installée en plus des viseurs ouniveau à réfraction. Elle indique une fuite defrigorigène
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 389
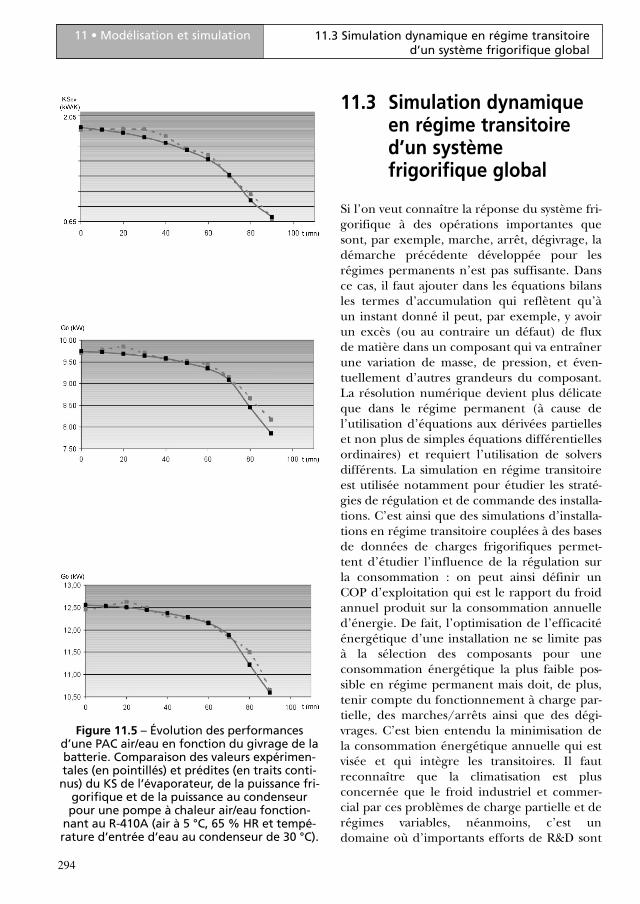
©D
dL
ht
it
ié
tdé
lit
12.12 Détendeurs et systèmesde détente
12.12.1 Rôle
– Assurer la détente par laminage du fluide fri-gorigène liquide, au travers d’un orifice desection constante (orifice calibré, capillaire)ou de section variable.
– Régler le débit de fluide frigorigène admisdans l’évaporateur (ou dans une bouteilleséparatrice basse pression) de façon à mainte-nir des conditions de fonctionnement prédé-terminées (pression d’évaporation ou sur-chauffe en sortie d’évaporateur ou niveau deliquide dans la bouteille). On trouve aussi desdétendeurs d’injection permettant de contrô-ler la désurchauffe des vapeurs à l’aspirationdu compresseur (cas des compresseurs com-pound par exemple) et/ou de réduire la tem-pérature de refoulement.
12.12.2 Classification
� Détendeurs manuels
Il s’agit simplement de robinets à pointeauconique permettant une ouverture ou une fer-meture très progressive. Le réglage de cesdétendeurs doit être effectué très lentement etêtre modifié pour chaque changement du régi-me de fonctionnement de la machine frigori-fique (très peu utilisés).
� Détendeurs « automatiques »
On appelle ainsi tout détendeur capable d’ajus-ter automatiquement le débit admis dans la par-tie basse pression du circuit frigorifique.
� Détendeurs automatiques pour évaporateurs à détente directe
La surchauffe des vapeurs quittant un évapora-teur à détente directe (ou à surchauffe, ouencore sec) est en général de l’ordre de 3 °C à 8 °C. Si elle est trop faible, le compresseur estmal protégé contre les risques de coups deliquide. Si elle est trop forte, l’évaporateur estinsuffisamment alimenté en liquide : sa surfaced’échange est mal utilisée, et l’on observe une
390
12.12 Détendeurs et systèmes de détente12 • Composants
diminution importante du coefficient globald’échange. De plus, la température des vapeursau refoulement du compresseur augmente etpeut devenir trop élevée (risque de dégradationde l’huile).
� Orifice calibré
Il s’agit d’une simple restriction au passage dufluide frigorigène, constituée en général d’undiaphragme fixe. Pour des pressions amont etaval données, le débit volumique de fluide à tra-vers l’orifice est constant ; ce dispositif n’est pasadapté à des variations de puissances de lamachine frigorifique ni à des variations de pres-sion amont.
� Tube capillaire
Il s’agit d’un tube dont le diamètre est constantentre 1/8′′ et 1/2′′. Sa longueur doit être assezgrande, puisque la détente est réalisée grâce àla chute de pression causée par l’écoulementdu fluide frigorigène.
� Détendeur pressostatique
Un détendeur pressostatique contrôle le débitde fluide frigorigène admis à l’évaporateur defaçon à maintenir constante la pression à l’en-trée de ce dernier, quelle que soit la charge fri-gorifique.La machine frigorifique étant à l’arrêt, la pres-sion dans l’évaporateur est supérieure à lavaleur réglée pour le point de fonctionnementnominal, et le détendeur pressostatique estfermé. Lorsque le compresseur est mis enroute, il aspire les vapeurs contenues dans l’éva-porateur : ce dernier se vide, et la pressiond’évaporation diminue. Lorsque les forces d’ou-verture deviennent prépondérantes, le déten-deur s’ouvre, permettant l’injection de fluidefrigorigène dans l’évaporateur.
� Détendeur thermostatique(égalisation interne)
Un détendeur thermostatique règle le débit defluide frigorigène admis dans l’évaporateur defaçon à maintenir constante la surchauffe desvapeurs en sortie. Il permet ainsi un remplissa-ge optimal de l’évaporateur et évite les coups deliquide, quelle que soit la charge thermique.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 390

12.12 Détendeurs et systèmes de détente
391
12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
� Schéma de principe (figure 12.70)
Un détendeur thermostatique est formé essen-tiellement d'une vanne à pointeau et d'un trainthermostatique (1). Le train thermostatiquecontient une substance (le plus souvent unecharge liquide/vapeur) dont la pression estreprésentative de la température du bulbe.Cette pression pb s'applique sur la face supé-rieure d'une membrane (2), alors que sa faceinférieure est soumise à la pression p0 du fluidefrigorigène détendu. Le pointeau (6) est soli-daire de la membrane grâce à un axe de com-mande (4) : la position de la membrane etdonc l'ouverture du détendeur dépendent dela différence (pb − p0) , qui est représentativede la surchauffe. La consigne de surchauffe estajustée par le ressort de réglage (3).
représentative de la température du fluide fri-gorigène à cet endroit, et le détendeur permetde contrôler la surchauffe des vapeurs quittantl’évaporateur. Le plus souvent, le train thermo-statique est chargé avec le même fluide quecelui utilisé dans le circuit frigorifique.
� Fonctionnement
À l’arrêt du compresseur, il existe en sortied’évaporateur une surchauffe résiduelle, qui nes’annule que progressivement (inertie ther-mique). Le détendeur reste ouvert et laissepénétrer du liquide dans l’évaporateur. Il y adonc un fort risque de coup de liquide au pro-chain démarrage. Pour éviter cette éventualité,on place toujours un robinet solénoïde sur laligne liquide, en amont du détendeur. Ce robi-net est normalement fermé et asservi au fonc-tionnement du compresseur.Les asservissements les plus couramment utili-sés sont les suivants :– fonctionnement en tout-ou-rien : lorsque la
consigne est atteinte, l’organe de régulation detempérature provoque simultanément l’arrêtdu compresseur et la fermeture du robinet solé-noïde (par ouverture du contact électrique) ;
– fonctionnement en pump-down : lorsque laconsigne est atteinte, on ferme la vanne solé-noïde. On arrête ensuite le compresseur soiten utilisant un relais temporisé à l’ouverture,soit grâce à un pressostat BP : on réalise doncun arrêt par tirage au vide de l’évaporateur(ou pump-down).
� Variation de la charge thermique à l’évaporateur
Si, à partir d’un fonctionnement stabilisé de lamachine frigorifique, la charge thermiquediminue, le débit de vapeurs formées dans l’éva-porateur diminue, ainsi que Tb. La pression p0
n’ayant pas encore varié, la surchauffe diminue,ce qui provoque la fermeture du détendeur : ledébit de frigorigène admis à l’évaporateurdiminue et p0 s’abaisse, jusqu’à ce que la sur-chauffe en sortie d’évaporateur revienne à lavaleur de consigne du détendeur. Si la chargethermique augmente, la température desvapeurs s’élève, et les conséquences inverses seproduisent.
Figure 12.70 – Schéma de principe d'un déten-deur thermostatique à égalisation interne depression (Danfoss). 1 : train thermostatique
(bulbe + capillaire). 2 : membrane. 3 : ressortde réglage. 4 : axe de commande. 5 : siège.
6 : pointeau.
Par rapport au détendeur pressostatique, lamembrane commandant le déplacement dupointeau est soumise à un paramètre supplé-mentaire, qui est la pression régnant dans letrain thermostatique. Si le bulbe est correctement positionné sur laconduite d’aspiration en sortie d’évaporateur,la pression dans le train thermostatique est
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 391
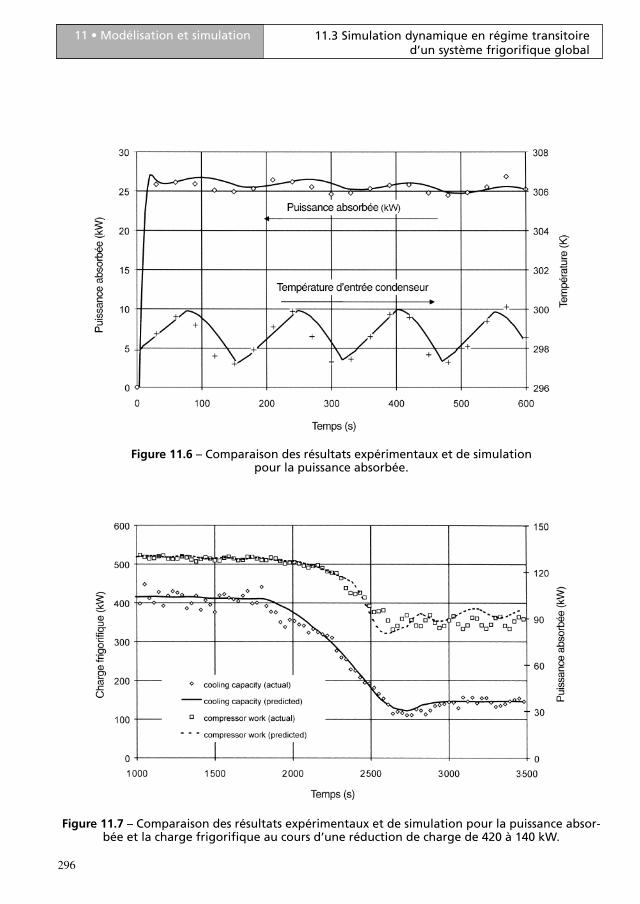
©D
dL
ht
it
ié
tdé
lit
392
12.12 Détendeurs et systèmes de détente12 • Composants
� Choix
Contrairement au détendeur pressostatique ouau capillaire, le détendeur thermostatiqueconstitue un organe de détente relativementsûr, puisqu’il peut s’adapter à des variations decharge en assurant l’alimentation adaptée del’évaporateur sans risque de coup de liquide aucompresseur.Lors du fonctionnement de l’installation enréduction de puissance, on peut installer deuxdétendeurs en parallèle, avec leur vanne solé-noïde en amont. Chaque détendeur corres-pond à l’un des régimes (par exemple 100 % et 50 %). Si l’on n’installe qu’un détendeur cor-respondant au régime de fonctionnementnominal, ce dernier risque d’être trop puissantpour le régime de réduction de puissance, et deprovoquer le « pompage » de l’installation. Onpeut alors installer un système de détente plusmodulant.La sélection d’un détendeur se fait pour la char-ge thermique nominale, en fonction :– du fluide frigorigène utilisé ;– de la température d’évaporation (températu-
re du mélange liquide/vapeur à l’entrée del’évaporateur) ;
– du sous-refroidissement de liquide ;– de la chute de pression à travers le détendeur.Pour déterminer cette dernière grandeur, ilfaut évaluer les pertes de charge dans la condui-te liquide, en tenant compte :– des longueurs droites et des coudes ;– des pertes de charge singulières occasionnées
par les éventuels changements de section etpar les accessoires (filtre déshydrateur, voyantliquide, vanne solénoïde…) ;
– des dénivelés (p = ρl gH).Il faut aussi prendre en compte, le cas échéant,le distributeur et les brins de distribution, ainsique les variations de la chute de pression(condensation-évaporation) et les variations decharge thermique.
� Détendeur thermostatique à égalisationexterne de pression
On dimensionne en général les organes BPd’un circuit frigorifique pour que la vitesse desvapeurs de frigorigène soit comprise entre 8 et
12 m/s pour une température d’évaporationpositive. Pour une température négative, lavitesse des vapeurs peut atteindre 15 à 16 m/s.Les chutes de pression p dans l’évaporateurpeuvent donc être importantes. La pression desvapeurs en sortie de cet échangeur est alors net-tement inférieure à celle en sortie du déten-deur. Or, avec le détendeur thermostatiquedécrit jusqu’ici, la différence de pression priseen compte ne correspond plus, dans le cas où ily a de fortes pertes de charge dans l’évapora-teur, à la surchauffe réelle des vapeurs en sortie.L’évaporateur est alors moins bien alimenté ; ilcontient moins de liquide, et le coefficientd’échange sera diminué.Dans le cas où les chutes de pression entre lasortie du détendeur et celle de l’évaporateursont supérieures à 0,4 bar, on utilise un déten-deur à égalisation externe de pression.Le détendeur à égalisation externe de pressionpermet bien de contrôler la surchauffe réelleen sortie d’évaporateur.Le tube d’égalisation de pression doit être rac-cordé sur la génératrice supérieure de la canali-sation d’aspiration, en sortie d’évaporateur, etaprès le bulbe.
� Détendeurs et distributeurs
Lorsque l’évaporateur comporte plusieurs cir-cuits de fluide frigorigène en parallèle, il fautassurer le même débit (et la même répartitionliquide/vapeur) dans tous les circuits. On nepeut alimenter chacun des circuits par undétendeur spécifique : on aurait très peu dechance d’obtenir des réglages identiques. Onmet en œuvre un distributeur, dont le rôle estd’assurer une alimentation uniforme de cha-cun des circuits, en créant entre le détendeur etl’évaporateur une chute de pression suffisam-ment importante (par rapport à celle au traversde l’évaporateur).Il s’agit d’un pièce usinée, constituant unechambre de distribution.Le distributeur est placé toujours verticalementet directement en sortie du détendeur : on s’as-sure ainsi que non seulement le débit mais aussile titre en vapeur sont les mêmes dans chaquecircuit. Le distributeur impose une détente del’ordre de 0,5 bar au fluide frigorigène. On
392
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 392
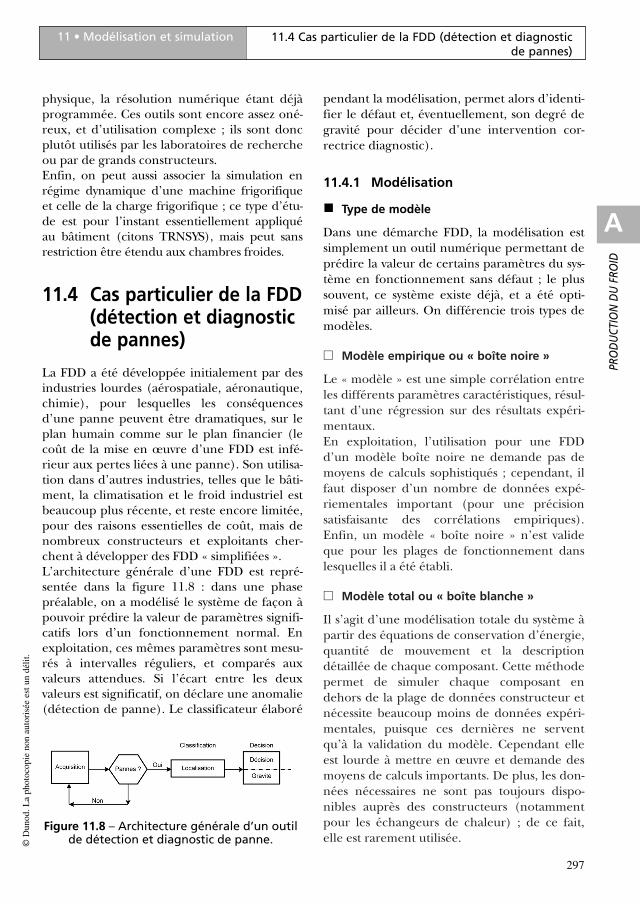
393
12.12 Détendeurs et systèmes de détente12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
trouve ensuite un faisceau de capillaires, oubrins de distribution, reliant chaque orifice àun circuit de l’évaporateur. Le distributeurétant supposé « parfait », si ces capillaires ontrigoureusement même longueur et même dia-mètre, le débit sera également réparti.
� Charge des trains thermostatiques
Mélange liquide/vapeur
Le train thermostatique contient du liquide enéquilibre avec sa vapeur sur toute la plage defonctionnement du détendeur. La membraneest donc toujours soumise à la tension de vapeursaturante du fluide. Le détendeur est capabled’alimenter correctement l’évaporateur danstoute la plage de fonctionnement pour laquelleil a été dimensionné. Par contre, si la chargethermique est élevée (notamment au démarra-ge de l’installation), le détendeur peut être tota-lement ouvert, et le moteur du compresseurpeut alors être soumis à des surcharges s’il a étéchoisi sur la base du régime de fonctionnementnominal. Enfin, la pression dans le train ther-mostatique est imposée par la température laplus basse : si le corps du détendeur est plusfroid que le bulbe, la surchauffe en sortie d’éva-porateur ne sera pas contrôlée. Il faut donc quela charge soit suffisante pour que l’interfaceliquide/vapeur se trouve toujours dans le bulbe.
Charge MOP
Lorsque la température dans le train thermo-statique est supérieure à la température MOP(maximum operating pressure), toute la charge estvaporisée ; l’augmentation de la pression n’estdue qu’à la dilatation d’un gaz dans un volumeconstant. En général, la pression d’évaporationest alors élevée (par exemple au démarrage),les forces de fermeture sont prépondérantes, etle détendeur est fermé. Le compresseur étanten fonctionnement, l’évaporateur se vide et lapression d’évaporation diminue. Le détendeurne commencera à s’ouvrir que lorsque la tem-pérature d’évaporation aura atteint le pointMOP. L’utilisation de ce type de charge permetd’installer des moteurs de compresseurs moinspuissants, en revanche la durée des mises enrégime est augmentée, et la surchauffe des
vapeurs peut être importante pendant cettephase de fonctionnement. Les températuresMOP sont en général supérieures de 5 °C envi-ron à la température d’évaporation maximalede la plage de fonctionnement du détendeur.
Charge adsorbante
On place dans le bulbe du détendeur une sub-stance adsorbante solide ; le train thermosta-tique contient un adsorbat, sous forme vapeur.La masse de gaz adsorbé augmente lorsque latempérature du bulbe diminue : la pressiondans le train thermostatique diminue doncaussi. Inversement, la pression augmentera avecla température. Quand toute la masse de gaz estdésorbée, la pression ne peut plus augmenter :le détendeur fonctionne comme un détendeurà charge MOP, mais de plus la pression dans letrain thermostatique ne dépend que de la tem-pérature du bulbe : on évite l’inconvénient de lacharge liquide-vapeur.
� Détendeur électronique (figure 12.71)
Un détendeur électronique comprend un régula-teur électronique, un détendeur, deux capteurs detempérature et un capteur de pression (interne ouexterne). En effet, la grandeur réglée n’est plus lasurchauffe des vapeurs, mais la différence de leurtempérature entre l’entrée et la sortie de l’évapo-rateur. À cause des pertes de charge, la consigneréglée est donc supérieure à la surchauffe.On trouve maintenant des détendeurs électro-niques avec un capteur de température et uncapteur de pression. Avec la conversionTsat = f (p) pour le fluide frigorigène consi-déré, le détendeur peut alors contrôler la sur-chauffe (T − Tsat) en sortie d'évaporateur. Le régulateur peut éventuellement remplir uneou plusieurs fonctions complémentaires, tellesque point MOP, thermostat, alarme, arrêt del’installation par pump-down. On trouve essen-tiellement deux principes de régulation.
� Régulation proportionnelle intégrale
Le détendeur est asservi à un moteur pas-à-pas.Lorsque la différence de température mesurées’écarte de la valeur de consigne, le contrôleurélectronique augmente ou diminue le nombre
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 393

©D
dL
ht
it
ié
tdé
lit
394
12.12 Détendeurs et systèmes de détente12 • Composants
d’impulsions envoyées au moteur : l’ouverturedu détendeur est alors modifiée, ainsi que ledébit de frigorigène injecté.La grande différence entre les systèmes séquen-tiel et proportionnel réside dans la façon d’in-jecter le fluide dans l’échangeur. Dans le systèmeséquentiel, ce sont des trains de liquide qui sontinjectés, dans le système proportionnel, l’injec-tion est dosée proportionnellement et en conti-nu. Dans les deux cas, l’injection s’effectue indi-rectement (il y a toujours un régulateur pour lepilotage) mais avec un grande réactivité par rap-port à la charge calorifique de l’évaporateur. Unintérêt important du détendeur électronique
est que son régulateur permet de donner desinformations (position d’ouverture, températu-re, pression).Ces systèmes sont souvent catalogués « auto-adaptatifs ».On peut également parler de régulation à souf-flage constant (sous certaines conditions) ou deVRV (variable refrigerant volume ou volume deliquide réfrigérant variable).Le gros avantage du détendeur électroniquepar rapport au thermostatique est sa souplessed’adaptation à tous les types de fluides (oupresque) et la facilité, après une assimilation duconcept électronique, de mise au point de lasurchauffe pour chaque échangeur.Certains fabricants proposent un concept glo-bal avec régulation et surveillance des postes defroid ainsi que la gestion de la production.L’inconvénient de tous ces systèmes pour l’ins-tant est un manque de transparence et unequasi totale incompatibilité entre eux.
� Régulation par modulation de la longeuret de la fréquence des impulsions
Le détendeur est alors un robinet solénoïde fonc-tionnant en tout-ou-rien. Le signal de commandeest élaboré par le contrôleur, sur la base de cyclesde durée constante, comprenant une ouvertureet une fermeture. La durée de l’ouverturedépend de l’écart à la consigne ; elle est d’autantplus grande (et peut atteindre 100 %) que la dif-férence de température mesurée est importante.
� Détendeur multi-orifices (figure 12.72)
Comme son nom l’indique, le détendeur multi-orifices comporte plusieurs orifices, ce qui luipermet une certaine adaptabilité aux condi-tions de fonctionnement variables, écarts depression et charges thermiques, tout en conser-vant un contrôle de la surchauffe performant.C’est un organe simple. Il ressemble beaucoupà un détendeur thermostatique standard, aussibien dans son aspect extérieur, dans l’approchefonctionnelle et la façon de le manipuler(réglages, réactions…).Il prend la place d’un détendeur existant sansaucune modification et en quelques minutes.L’offre à ce jour est limitée à un seul fabricant,Sporlan.
Figure 12.71 – Détendeur électronique (Alco).
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 394
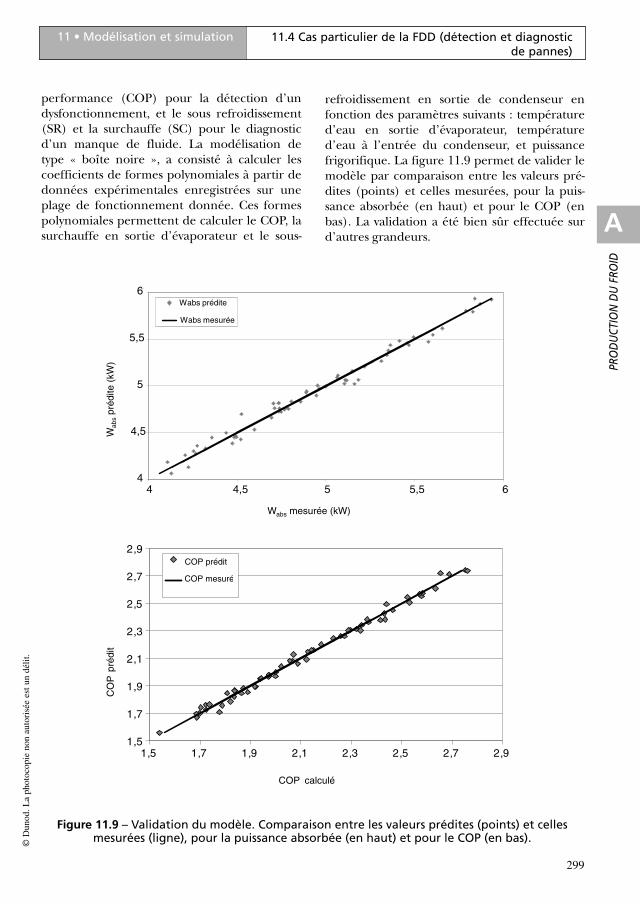
395
12.12 Détendeurs et systèmes de détente12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
C’est l’appareil idéal pour toutes les petites ins-tallations où l’investissement de l’électroniquereprésente un budget trop lourd.
� Détendeurs automatiques pour évaporateurs en régime noyé ou alimentations de bouteille BP
Le détendeur règle le débit de fluide frigorigè-ne admis dans l’évaporateur en contrôlant leniveau de liquide contenu dans un réservoirpouvant être placé à différents endroits ou dansl’évaporateur directement.
� Détendeur (ou régulateur de niveau) à flotteur BP
Ce détendeur maintient constant le niveau deliquide dans la bouteille séparatrice basse pres-sion (on peut alors alimenter plusieurs évapo-rateurs), ou dans la bouteille séparatrice del’étage intermédiaire dans le cas des circuits bi-étagés, ou dans le corps de l’évaporateur typemulti-tubulaire.
� Détendeur (ou régulateur de niveau) à flotteur HP
Contrairement au précédent, ce détendeur nepermet d’alimenter qu’un seul évaporateur. Ledétendeur s’ouvre si le niveau de liquide aug-mente en amont. Les vapeurs HP ne peuventdonc passer dans la partie BP du circuit frigori-fique.On distingue deux exécutions :– un détendeur avec gestion de niveau incor-
poré (figure 12.73) ;– un détendeur piloté par un niveau séparé
monté sur un réservoir ou un pot de prise deniveau (figure 12.74).
� Détendeur (ou régulateur de niveau) thermostatique (figure 12.75)
On utilise la différence entre les coefficientsd’échange thermique par convection entre uneparoi et un liquide ou une vapeur. Si le niveaudu liquide est en dessous de l’emplacement dubulbe, la température de ce dernier est plus éle-vée, car la paroi est moins refroidie par échange
Ressort
Piston mobileTiges
poussoir
“BLEED PORT” SEULEMENT
Orifice supérieur fermé (Charge maximale)Orifice de débit permanent ouvert (“bleed port”)Orifice inférieur fermé (Charge nominale)
“BLEED PORT” SEULEMENT
Orifice supérieur fermé (Charge maximale)Orifice de débit permanent ouvert (“bleed port”)Orifice inférieur ouvert (Charge nominale)
PÉRIODE DE MISE EN RÉGIME
Orifice supérieur ouvert (Charge maximale)Orifice de débit permanent ouvert (“bleed port”)Orifice inférieur ouvert (Charge nominale)
Figure 12.72 – Détendeur à trois orifices avec bleed-port.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 395
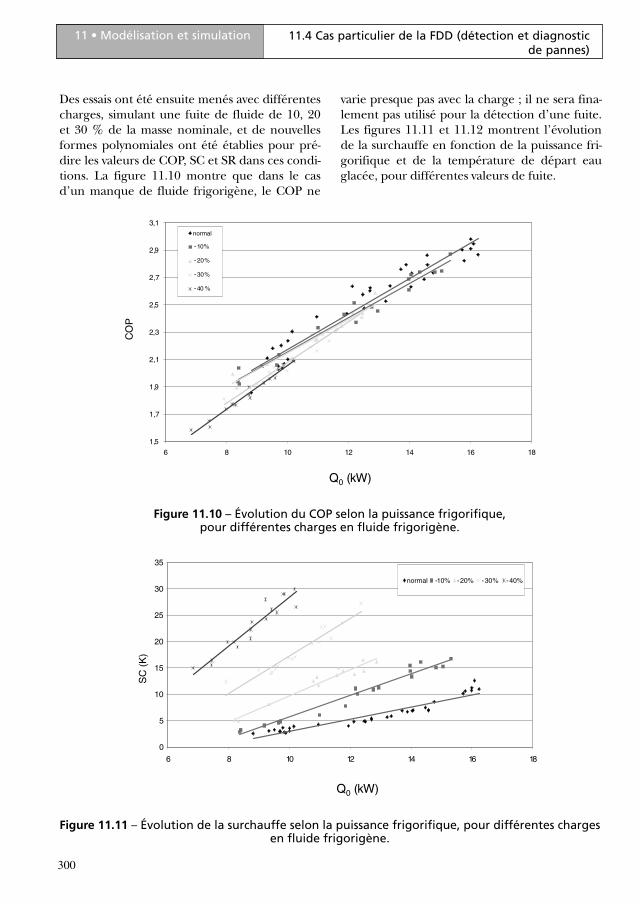
©D
dL
ht
it
ié
tdé
lit
396
12.12 Détendeurs et systèmes de détente12 • Composants
re de ce dernier diminue, et le détendeur seferme. Ce dispositif est d’autant plus sensibleque la température ambiante est plus élevée.Pour que le dispositif soit indépendant de latempérature ambiante, on utilise une petiterésistance électrique permettant de chauffer lebulbe placée dans une poche thermométriquedans la bouteille. Le réglage du niveau de liqui-de n’est alors possible que si l’on a prévu plu-sieurs poches à différentes hauteurs dans labouteille.Ce détendeur est en général à égalisation exter-ne de pression ; le capillaire d’équilibrage depression est raccordé à la sortie de l’évapora-teur.
� Détente par flotteur électrique HP ou BP tout-ou-rien (figure 12.76)
Le système basique de contrôle de niveau pouralimentation/détente comprend :– un niveau à contact tout-ou-rien ;– une électrovanne avec filtre ;
Figure 12.74 – Détente à flotteur HP (Danfoss).
Figure 12.73 – Détendeur à flotteur HP (Witt).
thermique avec la vapeur. La pression dans letrain thermostatique augmente, et le détendeurs’ouvre. Le débit de fluide frigorigène admisdans la bouteille s’accroît et le niveau de liquidedans la bouteille augmente. Quand le liquidearrive à l’emplacement du bulbe, la températu-
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 396
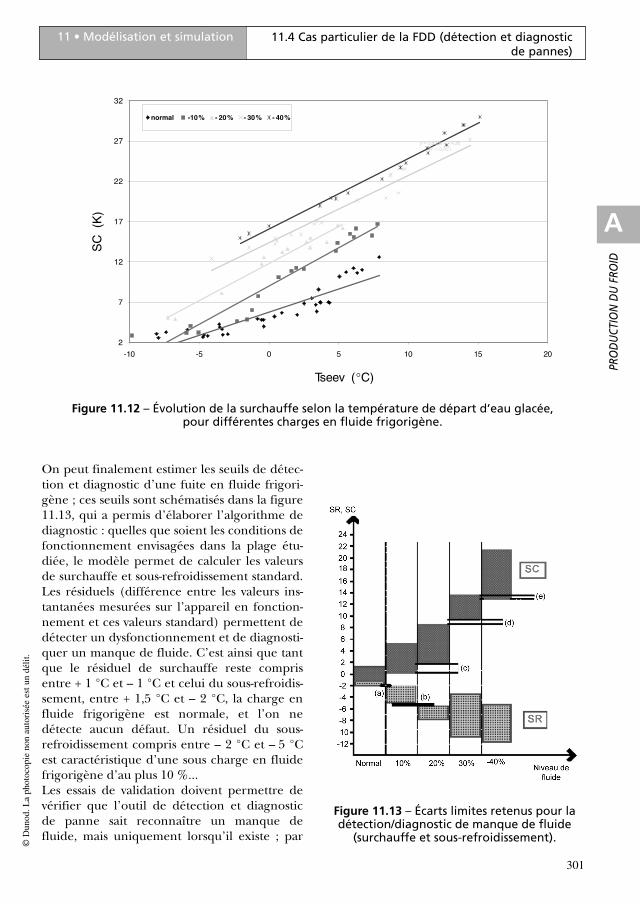
397
12.12 Détendeurs et systèmes de détente12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
– une vanne de détente (ou robinet régleurmanuel) équipée d’un orifice avec obtura-teur profilé dont on détermine la section depassage maximale formulée en fonction dudébit, de l’écart de pression, de la masse volu-mique du liquide et du Kv.
C’est le temps d’ouverture/fermeture qui per-met de modifier le débit. L’emplacement duniveau électrique est soit sur un pot ou un réser-voir HP, soit sur un réservoir BP. On peut parlerrespectivement d’une alimentation par flotteurHP et BP mais en tout-ou-rien.Le flotteur suit le niveau de liquide dans la bou-teille ; si celui-ci diminue, le contact électriquese ferme, permettant l’alimentation électriquede la bobine du robinet solénoïde qui s’ouvre ;lorsque le niveau de liquide remonte, le contactélectrique s’ouvre, et le robinet se ferme.
Figure 12.76 – Détente contrôlée par niveau TOR (Danfoss).
Figure 12.75 – Détente contrôle par sondethermostatique (Danfoss).
Il faut :– asservir le robinet solénoïde au fonctionne-
ment du compresseur, pour qu’il reste ferméà l’arrêt de ce dernier, quel que soit le niveaudu liquide dans la bouteille ;
– disposer d’une temporisation pour amortirles battements du contact dus aux fluctuationsrapides de niveau.
� Détente par flotteur à signal modulant
Si l’on remplace le niveau tout-ou-rien par unniveau à signal modulant, le fonctionnementtout-ou-rien peut devenir progressif.L’ensemble électrovanne et régleur manuel estremplacé par une vanne de détente pilotée parle signal électronique avec électrovanne ousignal de fermeture forcé à l’arrêt.
� Détente avec régulateur de niveau hydraulique (figure 12.74)
Le contrôle de niveau placé sur le pot ou leréservoir HP ou sur la bouteille BP est équipéd’un flotteur ajustant le débit d’une lignepilote qui va provoquer l’ouverture ou la fer-meture progressive d’une vanne de détente paraction sur un servopiston.
� Détente (ou régulateur de niveau) pneumatique ou électro-pneumatique
La vanne de détente est une vanne à siègemodulante commandée par un niveau à distan-
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 397
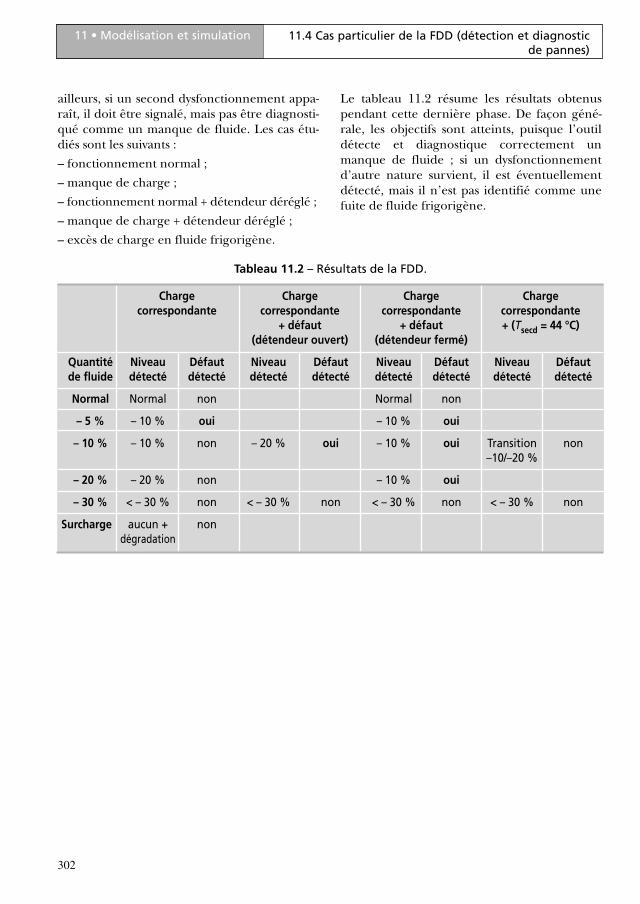
©D
dL
ht
it
ié
tdé
lit
398
12.13 Canalisations frigorifiques et accessoires12 • Composants
ce monté en BP ou en HP composé d’un niveaupiézométrique ou à tube de torsion transmet-tant son signal variable via un régulateur élec-trique ou pneumatique (par exemple vanneMasoneilan).
� Détente par vanne modulante pilotée par détendeur thermostatique(figure 12.77)
Lorsque la puissance est supérieure au maxi-mum d’un détendeur thermostatique, celui-ciest remplacé par un petit détendeur thermosta-tique qui pilote la vanne de détente principale.
12.13 Canalisations frigorifiques et accessoires
12.13.1 Canalisations
� Tracé et calcul
Le tracé et le calcul précis des canalisations fri-gorifiques ont des objectifs bien déterminés quirelèvent essentiellement des points suivants :pertes de pression, économies d’énergie, coûtsd’installation (tubes, accessoires, isolation) etretour d’huile.Pour la protection du compresseur, l’huile doitréintégrer le compresseur sous forme de gout-telettes dispersées, et non sous forme de bou-chons ; par ailleurs, si les échangeurs sont situésà des niveaux supérieurs, il faut impérativementéviter tout risque de vidange de ces derniersdans le compresseur à l’arrêt de l’installation.La valeur des pertes de pression a une influen-ce directe sur le fonctionnement de l’installa-tion, sur la taille des compresseurs et des échan-geurs ainsi que sur ses dépenses énergétiques.En effet, elles induisent des pressions d’aspira-tion plus basses et des pressions de refoulementplus élevées qui entraînent un travail de compression plus important. Par ailleurs, despertes de pression importantes sur les lignes deliquide conduisent à des vaporisations partiellesqui entraînent un mauvais fonctionnement desdétendeurs, lorsque le liquide n’est pas suffisa-ment refroidi ou en moyenne pression. Il fautdonc réaliser un tracé qui ne conduise pas à descanalisations trop longues ou trop compliquéesou ayant des diamètres trop faibles, ou prendredes mesures particulières (sous-refroidissementpar exemple).À l’inverse, des tuyauteries ayant des diamètrestrop importants entraînent des surcoûts d’ins-tallation (tuyauteries, accessoires, robinetterie,montage, isolation) ainsi qu’une charge plusimportante. De plus, une vitesse trop faible desvapeurs peut causer un déficit de réintégrationdu lubrifiant vers le compresseur.
Figure 12.77 – Vanne de détente pilotée pardétendeur thermostatique (Danfoss).
1 : élément thermostatique (capsule de mem-brane). 2 : cartouche d’orifice remplaçable.
3 : corps de détendeur. 4 : tige de réglage dela surchauffe. 5 : égalisation de pression
externe. 6 : raccord pilote. 7 : cartouche pourvanne principale. 8 : ressort principal.
9 : bouchon de fond.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 398
� Diamètres
Le calcul des diamètres se fait à partir des élé-ments suivants :– débits volumétriques ;– taux de recirculation éventuellement ;– diamètre et qualité des tuyauteries ;– tracé préliminaire du cheminement des
tuyauteries ;– contraintes d’entraînement d’huile ;– nombre et type des organes de sectionnement
et de régulation ;– différence de niveaux.
� Calcul des débits
À partir du calcul des débits massiques circulantdans les diverses canalisations, on calcule, pourchaque portion de tuyauterie, le débit volumé-trique à partir des données tirées du diagram-me de Mollier ou des tables de vapeur qui per-mettent de déterminer la pression, la tempéra-ture, la masse volumique du fluide considéré.
� Vitesses
Des ordres de grandeur des vitesses de gaz et deliquide permettent une première approxima-tion des sections et des diamètres à retenir (voirdiamètres normalisés des tuyauteries, en cuivreou en acier).À titre d’orientation, on pourra prendre lesvitesses ci-avant (tableau 12.7).Dans le cas de tuyauteries vapeurs verticalesascendantes, on retient les valeurs plus élevéesdes vitesses.
� Pertes de pression
Elles comprennent :– les pertes par frottement ;– les pertes singulières ;– les pertes hydrostatiques.Les premières se calculent à partir de la rela-tion :
P = λL/DρV 2/2
399
12.13 Canalisations frigorifiques et accessoires12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
avec P la perte de pression (en N/m2 ou Pa),λ le coefficient de pertes de charge (sansdimension), L la longueur de la tuyauterie (en m), D le diamètre hydraulique de la tuyau-terie (en m) (dans le cas d’une conduite circu-laire, il s’agit du diamètre interne), ρ la massevolumique calculée pour la pression et la tem-pérature moyennes (en kg/m3) et V la vitessemoyenne (en m/s).Le facteur λ est une fonction complexe de larugosité relative du tube et du nombre deReynolds. En régime laminaire, λ = 64/Re et,en régime turbulent, on utilise la relation deColebrook ou bien l’abaque de Moody(λ = 100Re) :
1√λ
= −2log10
(2,51
Re√
λ+ εr
3,71
)
où Re est le nombre de Reynolds caractéris-tique de l’écoulement (adimensionnel) et εr estla rugosité relative de la paroi interne de laconduite (sans dimension).En première approximation, on peut attribuerla valeur λ = 0,025 .Les pertes singulières sont créées par les courbes,les déviations, les réductions, les robinets, lessoupapes, les filtres, etc. Leurs valeurs sont don-nées par des tables en équivalents de longueursdroites et s’ajoutent simplement aux précé-dentes.Les pertes hydrostatiques sont constituées par lescolonnes verticales de gaz, de vapeur + liquideou de liquide pur, pour lesquelles on connaît ladénivellation z et la masse volumique ; onpeut donc calculer la perte de pression hydro-statique :
P = zρg
La somme algébrique de ces pertes est généra-lement multipliée par un facteur de 1,10(marge de sécurité de 10 %). Elle est ensuite
Tableau 12.7
Fluide frigorigène Aspiration Refoulement Liquide
R-22, R-404A, R-134a 6 à 20 m/s 10 à 18 m/s 1 à 2 m/s
R-717 5 à 25 m/s 10 à 15 m/s 0,5 à 2 m/s
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 399

©D
dL
ht
it
ié
tdé
lit
transformée en °C en se référant à la courbe desaturation du fluide considéré.Les conditions sont naturellement différentespour d’autres fluides et d’autres régimes ther-miques. Ce dernier facteur est important àbasse température.Pour les tuyauteries liquides, les pertes de pres-sion peuvent provoquer l’apparition de vapeuravant le détendeur, et être à l’origine d’un dys-fonctionnement de l’installation.D’une manière générale, on fixera des chutesde températures sur les canalisations d’aspira-tion, de refoulement, de liquide ayant lesvaleurs suivantes :– 0,6 à 1 °C pour le R-717 ;– 1 à 1,5 °C pour les fluides HFC.
� Retours d’huile
Dans les colonnes montantes et avec les fluideshalogénés, il faut respecter des vitesses mini-males de vapeur assurant le retour de l’huilevers les compresseurs ou l’entraînement vers lecondenseur. Ces vitesses sont fonction des para-mètres suivants :– nature du frigorigène ;– température du frigorigène ;– dénivellation.Les problèmes deviennent délicats lorsque lapuissance frigorifique est réduite et que toutes
les vitesses subissent la même réduction. Il estalors nécessaire, dans les colonnes montantes, àla sortie des évaporateurs refroidisseurs d’air,de prévoir une seconde tuyauterie d’aspirationde diamètre plus faible, réalisant dans ce casune vitesse ascensionnelle suffisante pourremonter l’huile. La canalisation principale setrouve alors obturée par un bouchon d’huile.Vers le condenseur, il peut également êtrenécessaire de faire des siphons si la dénivella-tion est supérieure à 5 m environ.Les valeurs de ces vitesses dites de réintégrationsont listées dans les ouvrages spécialisés éditéspar certains constructeurs ou plus simplementdans l’Ashrae Handbook.
� Cas des systèmes à recirculation
Ce cas est désormais très fréquent dans les cir-cuits frigorifiques industriels utilisant l’ammo-niac aussi bien que les fluides halogénés ou leCO2.À partir de la bouteille basse pression, unetuyauterie alimente la (ou les) pompe(s) bassepression. De ces pompes, une tuyauterie dont lalongueur peut être importante et le parcourscompliqué, amène le liquide froid au voisinageimmédiat des évaporateurs. Chaque évapora-teur est équipé d’une station d’alimentation quicomporte au minimum un robinet de réglage,lequel permet de régler le débit de liquide ali-mentant l’évaporateur ; ce robinet est générale-ment précédé d’un robinet solénoïde, et le toutencadré de robinets d’arrêt. Le mélange bipha-sique sortant de l’évaporateur fait retour à labouteille BP par une tuyauterie empruntant lemême chemin que la tuyauterie de liquide etmunie de vannes(s) de sectionnement et, sou-vent, de vannes automatiques (régulatrice depression ou fermeture automatique pour dégi-vrage par gaz chauds, par exemple).En régime établi, la pression de liquide, à l’as-piration de la pompe, est égale à la somme de lapression d’aspiration et de la pression hydrosta-tique du liquide, moins la perte de pression dueà l’écoulement du liquide dans la canalisationet ses divers accessoires (robinets et filtre).Le frigorigène liquide circulant dans la canali-sation de départ de la pompe, est sous la pres-sion de refoulement de celle-ci. Lorsqu’il arrive
400
12.13 Canalisations frigorifiques et accessoires12 • Composants
Perte sur Puissance Puissancel’aspiration frigorifique absorbée
0 °C 100 % 100 %
1 °C 96 % 103 %
2 °C 92 % 107 %
Perte sur Puissance Puissancerefoulement frigorifique absorbée
0 °C 100 % 100 %
1 °C 99,5 % 102,5 %
2 °C 98,8 % 105 %
Tableau 12.8 – Effets approximatifs des pertesde pression (exemple sur la base du R-134a
et d’un régime thermique 0 °C + 35 °C).
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 400
401
12.13 Canalisations frigorifiques et accessoires12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
au niveau de la station d’alimentation de l’éva-porateur, il a subi une certaine perte de pres-sion liée à la vitesse de circulation, aux frotte-ments, aux accidents de parcours et aux déni-vellations géométriques.Dans le robinet de détente, la pression est ànouveau réduite au niveau de la pression d’éva-poration régnant à l’entrée de l’évaporateur.Celui-ci est également le siège d’une perte depression, liée à l’écoulement du fluide en voiede vaporisation partielle. La pression de sortieest donc plus basse que la pression d’entrée.Le mélange biphasique qui circule dans la canali-sation de retour, a une masse volumique d’autantplus grande que le taux de circulation T est élevé ;il en résulte que la perte de pression subie par cemélange est elle-même fonction de ce taux de cir-culation et peut atteindre une valeur importante.De ce fait la pression réelle d’évaporation dansl’évaporateur est plus élevée que la pressionrégnant dans la bouteille basse pression (voirchapitre 8). En conséquence, la température del’évaporateur est plus élevée que celle de labouteille, et ceci parfois de plusieurs degrés,surtout s’il s’agit de fluides halogénés et si labouteille est située au-dessus de l’évaporateur.En général, on calcule les pertes de pression decette boucle secondaire, pour que la différencede température entre évaporateurs et bouteillen’excède pas 2 °C.Les installateurs disposent également en géné-ral de courbes de présélection rapide prenanten compte la situation biphasique.
12.13.2 Accessoires
� Robinets manuels
Les robinets manuels sont destinés, lors desopérations d’entretien ou des réparations, à iso-ler certains matériels ou éléments du circuit. Enparticulier, ils encadrent :– le compresseur ;– le détendeur et le robinet solénoïde sur la
conduite de liquide haute pression ;– la station de déshydratation pour les halo-
génés ;– les évaporateurs, condenseurs, réservoirs, etc.Ils sont spécifiques aux équipements frigori-fiques. En particulier, ils résistent aux pressions
des différents frigorigènes. Ils sont rendusétanches à l’égard du milieu extérieur par unpresse-étoupe sur la tige de manœuvre complé-té par un chapeau pour les installations à halo-génés. Leur étanchéité interne doit être excel-lente (joints en matière plastique adaptée,métal antifriction).Ils sont du type à soupape ou à boule (passagedirect).
� Robinetterie automatique
� Robinets solénoïdes
Ils sont utilisés sur les divers circuits de fluide àl’entrée (frigorigène liquide ou gazeux, eau,huile), en particulier à l’amont du détendeur,et asservis par exemple au fonctionnement ducompresseur ou aux thermostats d’ambiancesur les installations à postes multiples.
� Clapet de retenue
Il est utilisé au refoulement des compresseurs, àl’entrée des évaporateurs dégivrés par gazchauds et pour les pompes à chaleur réversiblesau moment de l’inversion du cycle. La fonctionclapet peut être combinée dans un robinetd’arrêt (vanne-clapet).
� Soupape de sûreté
La soupape de sûreté intervient en cas de mon-tée anormale de pression due à un phénomèneexterne ou si un organe de sécurité est défi-cient. Elle peut être complétée par un disquede rupture avec ou sans prise manométrique.Elles sont classées en catégorie 4 dans la DESP97/23CE. Sur les grosses capacités, elles sont doublées etmontées sur une vanne 3 voies de façon à pou-voir être remplacées en fonctionnement tout enpréservant la sécurité de l’appareil.
� Station de déshydratation et de charge
Les filtres déshydrateurs sont indispensables surles circuits à halogénés. Leur cartouche en sili-cagel ou tamis moléculaires, fixe l’humidité etdans certains cas les acides. Cette station est pla-cée sur la conduite de liquide haute pression, àla sortie de la bouteille accumulatrice. Elle com-
401
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 401
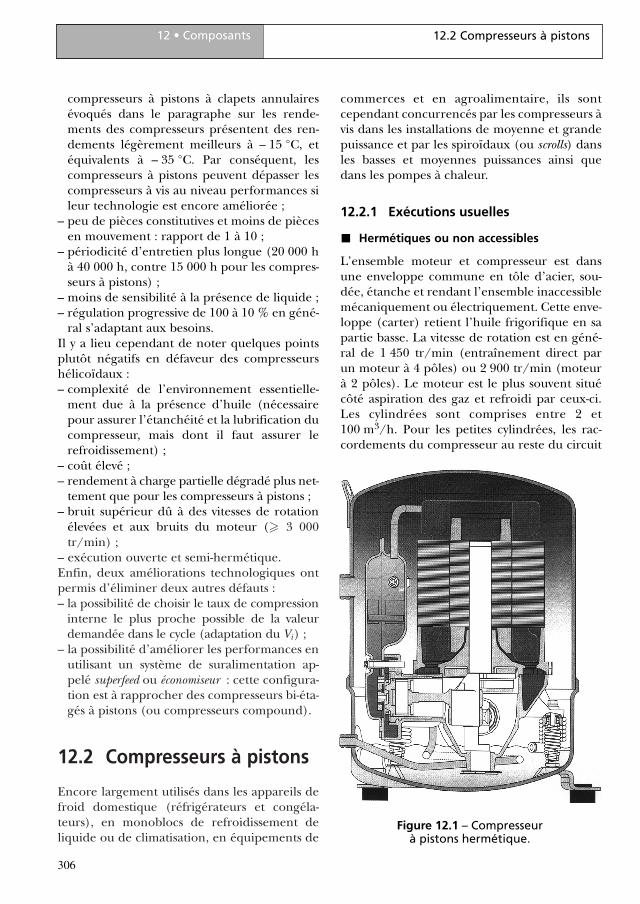
©D
dL
ht
it
ié
tdé
lit
402
12.13 Canalisations frigorifiques et accessoires12 • Composants
porte un robinet pour la charge du frigorigèneou un robinet de by-pass.
� Voyant de liquide
Des voyants avec vitre sont placés entre ledéshydrateur et le détenteur et sur les circuitsde retour d’huile. Ils permettent de vérifierl’état du fluide qui circule. Pour les halogénés,ils peuvent être munis d’une pastille de produitactif qui change de couleur dès que le frigori-gène renferme de l’humidité ou des tracesd’acide.
� Filtres
Afin de protéger les éléments sensibles du cir-cuit frigorifique et, à cause de la présence depetits orifices de pilotage interne, du risque deformation de bouchon de glace (au niveau desdétendeurs par exemple), plusieurs types defiltres sont installés sur un circuit frigorifiqueen plus du filtre déshydrateur : filtre d’aspira-tion, filtres en amont de robinets solénoïdes oude vannes de régulation.
12.13.3 Règles générales d’installation
Les principes suivants s’appliquent à tous leséléments du circuit de frigorigène :– éviter la formation de poches d’huile ;– prévoir l’absorption des vibrations et des dila-
tations ;– prévoir une souplesse mécanique suffisante
par des changements de direction ou des lyres ;– éviter d’emprisonner du fluide dans des por-
tions de tuyauterie.
� Conduite d’aspiration
On rappelle l’importance des pertes de pres-sion à l’aspiration ainsi que les problèmes deretour d’huile. Dans le cas de l’alimentation parinjection directe, chaque sortie d’évaporateurcomporte un petit siphon, de façon à permettrel’écoulement du fluide liquide sans influencerle bulbe du détendeur thermostatique. D’autrepart, le liquide ne doit pas pouvoir s’écoulervers les compresseurs, ni en fonctionnement, nipendant les arrêts.
� Conduite de refoulement
Les mêmes considérations sont à faire en ce quiconcerne les pertes de pression ainsi que leretour d’huile vers les compresseurs.
� Conduite de liquide allant à la bouteilleaccumulatrice HP
Si la distance est faible entre le condenseur (oule sous-refroidisseur, s’il existe) et la bouteilleaccumulatrice haute pression, il suffit que latuyauterie soit d’un diamètre permettant d’assu-rer le dégazage de la bouteille. Si cette distanceest supérieure à 2 m (cas des halogénés), ilconvient d’installer une conduite d’équili-brage.
� Conduite de liquide vers le détendeur
Pour que le détendeur fonctionne correcte-ment, le frigorigène doit lui arriver à l’état deliquide pur et sous une pression suffisante.Si la pression est trop faible, le débit assuré parle détendeur, même à pleine ouverture, peutêtre insuffisant.S’il y a des colonnes montantes, il y a risque deformation de bulles qui perturberont la circula-tion et l’alimentation des évaporateurs.Si le fluide n’est pas à l’état de liquide pur, c’est-à-dire s’il n’a pas été assez sous-refroidi, il y ades bulles de vapeur avant détente, ce quiréduit aussi le débit du détendeur.L’état du frigorigène avant détente dépend dela perte de pression de la canalisation de liqui-de venant de la bouteille accumulatrice hautepression. Le sous-refroidissement du liquideavant détente est assuré :– par le condenseur (généralement insuffi-
sant) ;– par un sous-refroidisseur ;– par un échangeur liquide/vapeur, dans le cas
d’un halogéné.Il n’y a pas de mesure particulière à observer ence qui concerne l’entraînement d’huile.
� Conduite de retour entre évaporateur et bouteille séparatrice BP
Dans le cas d’un évaporateur à regorgement, etquoique cela soit plus difficile à calculer, laperte de pression ne doit pas dépasser une
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 402
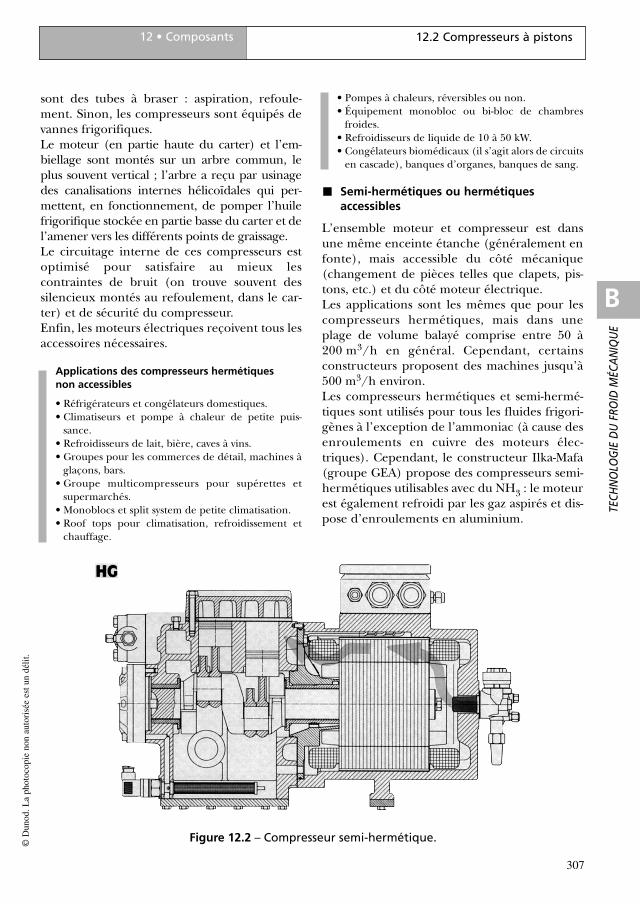
valeur correspondant à une variation de 1 °C dela température du fluide saturé.Le diamètre de cette conduite est toujourssupérieur à celui de la conduite d’aspiration, engénéral un diamètre de différence.
12.14 Pompes à eauet à frigoporteur
Ce sont en général des pompes centrifugesmonocellulaires à corps en fonte avec arbre etroue en acier inoxydable (corps en acier enbasse température).Ces pompes sont du type ouvert donc équipéesd’une garniture d’étanchéité mécanique dontles composants seront à adapter à la nature et àla température des fluides.Les pompes sont monobloc, en ligne, ou enéquerre ou sur socle.Certaines applications font appel :– à des pompes multicellulaires auto-amor-
çantes (par exemple puisage) ;– à des pompes hermétiques (analogues à celles
utilisées pour des fluides frigorigènes) dans lecas de frigoporteurs (eau ammoniaquée ouCO2).
12.15 Refroidisseurs atmosphériques
12.15.1 Refroidisseur évaporatif
Un refroidisseur évaporatif à circuit d’eauouvert est communément appelé réfrigérantatmosphérique, tour de réfrigération ou encoretour de refroidissement, mais ces appellationssont imparfaites (figure 12.78).L’eau réchauffée dans le process est pulvériséeavec une pression de 0,2 à 0,5 bar sur un corpsd’échange type nid d’abeille où elle ruisselle etrencontre un flux d’air ascendant forcé par unsystème de ventilation (soufflant ou aspirant,centrifuge ou hélicoïde).L’eau est collectée à la partie basse dans un bac(parfois situé à distance, à l’intérieur pour leprotéger contre le gel) à partir duquel la (ou
les) pompe(s) de circulation renvoient l’eaurefroidie vers le process.Le refroidissement est assuré essentiellementpar évaporation partielle de l’eau, ce qui pro-voque :– une nécessité d’appoint contrôlé soit par un
niveau à flotteur soit par un niveau électrique ;– une concentration en sels minéraux d’où une
nécessité de déconcentration et de traitement.Le circuit d’eau étant ouvert, un traitementcomplémentaire est effectué contre la corro-sion des circuits (qui peuvent être réalisés avecdes matériaux différents) ainsi qu’une filtrationplus ou moins fine (jusqu’à 500 µm si on utilisedes échangeurs à plaques). Le nettoyage dufiltre peut être automatisé et réalisé à contre-courant. Un traitement anti-legionella estnécessaire.L’eau peut être refroidie économiquement à 4 °C de la température de bulbe humide, moyen-ne maximale, soit + 25 à + 27 °C environ. Lesretours d’eau chaude sont en général de l’ordrede + 30 à + 33° C (momentanément plus).L’encrassement et les risques de corrosion deséchangeurs du circuit sont les inconvénients
403
12.15 Refroidisseurs atmosphériques12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 12.78 – Tour de refroidissementouverte. 1 : ventilateur avec entraînement.
2 : séparateur de gouttes. 3 : rampe de buses.4 : surface de ruissellement. 5 : source chaude.6 : vanne à flotteur et amenée d’eau fraîche.
7 : trop-plein. 8 : déconcentration. 9 : chauffage anti-gel.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 403
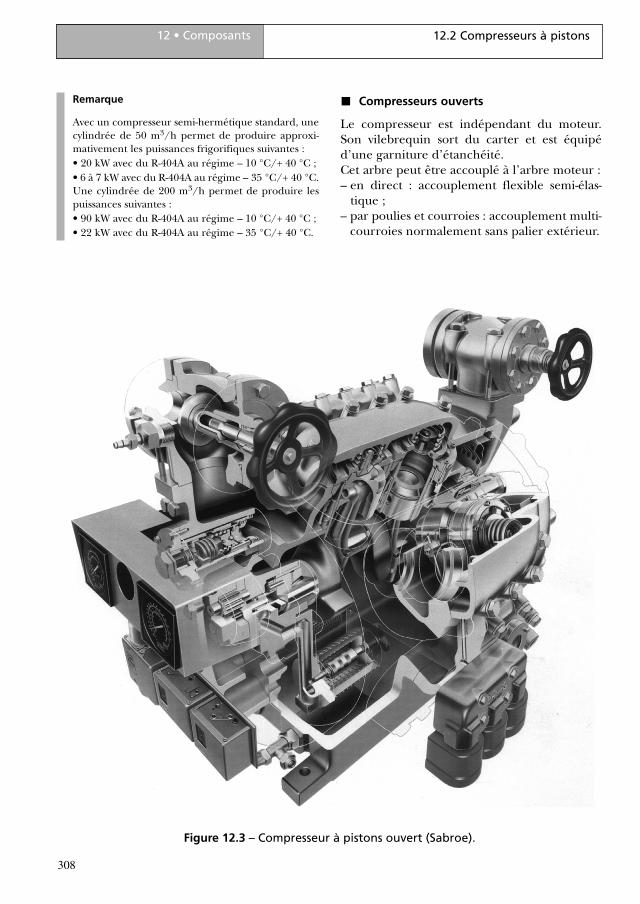
©D
dL
ht
it
ié
tdé
lit
404
12.15 Refroidisseurs atmosphériques12 • Composants
Figure 12.80 – Refroidisseur évaporatif à circuit fermé. 1 : ventilateur avec
entraînement. 2 : séparateur de gouttes. 3 : rampe de buses. 4 : réseau tubulaire, avecou sans ailettes. 5 : source chaude. 6 : vanne à
flotteur et amenée d’eau fraîche. 7 : trop-plein. 8 : déconcentration.
9 : chauffage anti-gel. 10 : pompe interned’arrosage.
majeurs de ce système, un échangeur intermé-diaire peut être installé (figure 12.79) ; ilentraîne :– une remontée de température d’au moins
3 à 4 °C et une incidence défavorable sur leCOP des compresseurs s’il s’agit d’un circuitde condensation ;
– l’installation d’un deuxième système de pom-page ;
– une augmentation importante de l’investisse-ment.
Remarques
1. Certains appareils ne comportent pas de systèmede distribution sous pression mais des goulottesd’éclatement (en utilisation d’eau chargée).2. Pour les très grosses puissances (par exemple cen-trales énergétiques), les appareils sont à « tirage natu-rel » et ne comportent donc pas de ventilateurs.
12.15.2 Refroidisseur évaporatif à circuit fermé (figure 12.80)
Ce type de refroidisseur fonctionne sur le prin-cipe précédent : le corps d’échange de ruissel-
lement est remplacé par un faisceau de tubesgalvanisés ou en acier inoxydable dans lequelcircule, en circuit fermé, le fluide de processqui sera généralement de l’eau glycolée à envi-ron 30 % pour assurer une protection contre legel, surtout pendant les périodes d’arrêt.Seul le circuit d’arrosage est ouvert ; il nécessi-te appoint et traitements. Néanmoins, lesrisques (encrassement et corrosion des échan-geurs du process) sont éliminés.La température d’eau froide atteinte est d’envi-ron + 28 à + 30 °C.
12.15.3 Refroidisseur sec
Dans ce type de refroidisseur, le corps d’échan-ge est remplacé par une batterie à ailettes surlaquelle aspirent des ventilateurs hélicoïdes(parfois montés en soufflage sur les gros appa-reils industriels).Si la température ambiante moyenne maximaleest de + 32 °C, l’eau ne peut être refroidie éco-nomiquement que jusqu’à + 38/+ 40 °C, d’oùune incidence négative sur le COP (par rapportà la solution précédente).
Figure 12.79 – Tour de refroidissement ouverteavec échangeur en interface. 1 : ventilateur
avec entraînement. 2 : séparateur de gouttes. 3 : rampe de buses. 4 : surface
de ruissellement. 5 : source chaude. 6 : vanne à flotteur et amenée d’eau fraîche. 7 : trop-plein. 8 : déconcentration.
9 : chauffage anti-gel. 10 : échangeur intermédiaire (échangeur à plaques).
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 404
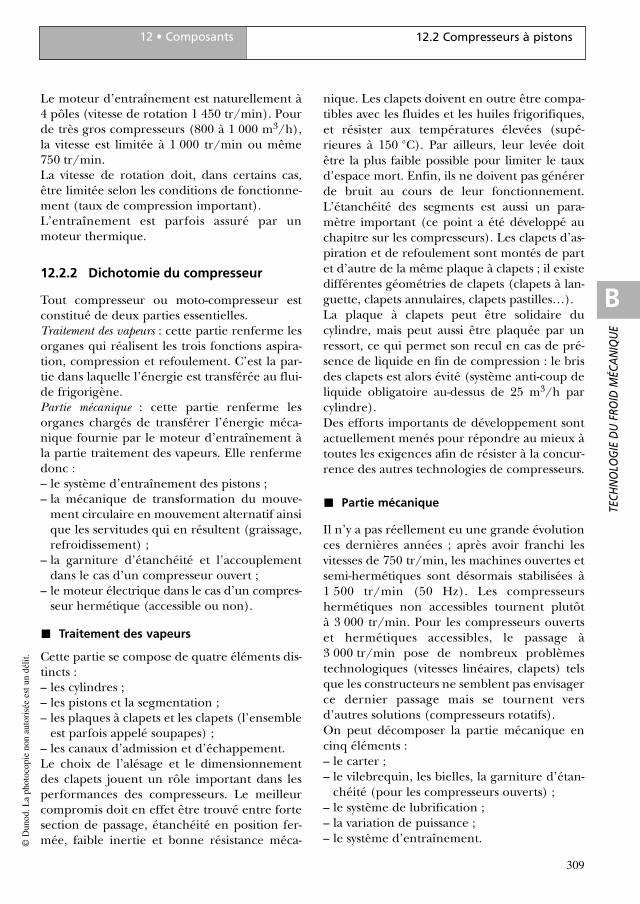
405
12.15 Refroidisseurs atmosphériques12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Les problèmes d’eau sont éliminés.En dehors de l’investissement et des contraintesde place et d’environnement, il faut comparerles coûts d’exploitation des systèmes secs ethumides : d’un côté une consommation éner-gétique (système sec), de l’autre une consom-mation d’eau, de produits de traitement, de lamain-d’œuvre de maintenance et des contrôlessanitaires.Parfois, soit pour éviter de surdimensionnerl’appareil sec, soit pour améliorer les condi-tions de refroidissement en période excessive-ment chaude, on pulvérise temporairement del’eau en amont de l’échangeur, dans le sens del’air ou à contre-courant. En cas d’utilisationprolongée, une corrosion et un dépôt de cal-caire peuvent apparaître.Une pulvérisation très fine avec de l’eau traitéesous haute pression en amont de la surfaceailettée est proposée en variante (refroidisse-ment adiabatique de l’air de ventilation).L’utilisation est limitée aux périodes trèschaudes (100 à 300 heures).
12.15.4 Refroidisseur hybride
Développé depuis 1986, le refroidisseur hybrideest relativement méconnu et fait appel auxdeux techniques de refroidissement (sec et/ouhumide). Il possède les inconvénients des deuxmais aussi les avantages. Une bonne connais-sance du process thermique et une sélectionoptimale d’un appareil performant apportentune bonne réponse surtout pour les puissancesmoyennes et importantes.Le corps d’échange est constitué de deux batte-ries à ailettes avec une protection spécialecontre la corrosion et montées en V. Les ventila-teurs aspirent sur les batteries. Un système d’ar-rosage placé au-dessus des batteries à ailettesassure un arrosage régulier et homogène avecrécupération de l’eau excédentaire dans un bacà partir duquel une pompe assure le recyclage.Le fonctionnement à sec supprime l’effet depanache (qui peut être partiellement combattudans des appareils humides classiques par l’ins-tallation d’une batterie après le séparateur degouttes, lui-même placé après le système de pul-vérisation).
L’eau circule en abondance et assure un lavagemécanique des batteries à ailettes.Lorsque l’on regarde le diagramme des tempé-ratures annuelles pour la région parisienne parexemple, pendant près de 4 000 h/an on est endessous de + 8 °C et pour moins de 500 h au-dessus de + 20 °C.Les études détaillées montrent un temps deretour sur investissement intéressant de 2 à 3 ans.Différentes exécutions existent, par exempleavec batterie lisse arrosée et batterie ailetéesituée en parallèle (deux flux d’air séparés) ouaprès l’arrosage (système Baltimore).
Figure 12.81 – Refroidisseur hybride (Jäggi-Güntner). 1 : circuit primaire à refroidir.2 : aller. 3 : éléments refroidisseurs. 4 : retour.5 : source chaude. 6 : pompe circuit à refroidir.
7 : circuit d’eau d’humidification. 8 : eau d’appoint. 9 : bac à eau. 10 : dessalage.
11 : air de refroidissement. 12 : ventilateur. 13 : entraînement du ventilateur.
9782100540174-Meunier-C12.qxd 28/04/10 14:47 Page 405
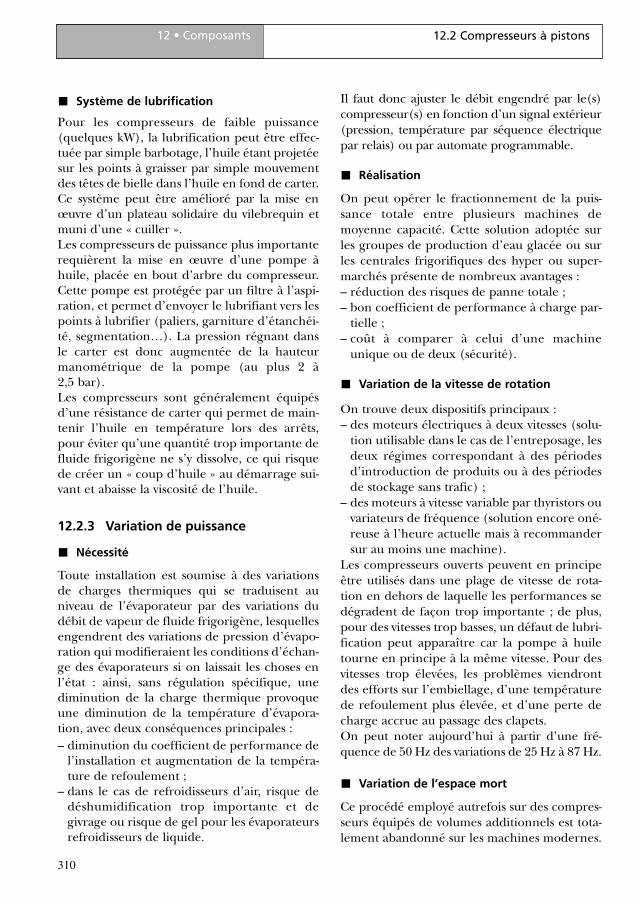
©D
dL
ht
it
ié
tdé
lit
406
12.16 Matériel de régulation12 • Composants
12.16 Matériel de régulation
Vu la diversité des matériels, seules seront listéesles fonctions à assurer dans une installation fri-gorifique avec mention des aspects importants.
12.16.1 Vannes automatiques sur circuitsfrigorifiques
– Vanne à pression constante basse pressionavec pilotes électriques, thermostatiques,pressostatiques, électroniques (figure 12.82) :• contrôle d’une pression d’évaporation en
amont de la vanne à une valeur déterminée,avec mise en service ou hors service de lafonction par pilote électrique en série ou enparallèle avec le pilote de régulation ;
• vanne modulante (par exemple vanne surévaporateur refroidisseur de liquide).
– Vanne à pression constante haute pressionavec pilotes électriques, pressostatiques,directs ou différentiels :• contrôle d’une pression en amont de la
vanne à une valeur déterminée, avec miseen service de la fonction par pilote élec-trique en service ou en parallèle avec le pilo-te de régulation ;
• vanne modulante (par exemple vanne derefoulement sur groupe à vis sans pompe àhuile, vanne d’alimentation de gaz chaudspour dégivrage) ;
• vanne de limitation de pression (à déchar-ge) sur réservoir par exemple ;
• vanne de contrôle de pression différentielle(pression de lubrification, pression d’ali-mentation HP...).
– Vanne régulatrice de dégivrage (figure 12.83) :action ponctuelle (via un pilote électrique)pour augmentation ou chute de pression (parexemple vanne de réintégration de condensatssur système à dégivrage par gaz chauds, vannede décharge de condensats).
– Électrovannes tout-ou-rien, directes ou pilo-tées (en général deux voies) : lignes liquides,vapeur, gaz chauds, huile ;
– Vannes de détente (figure 12.84).
Figure 12.82 – Vanne régulatrice de pression(US Reco).
12.16.2 Capteurs de pression, température, hygrométrie
Ces capteurs assurent des fonctions diverses :– Sécurité.– Enregistrement.– Commande de régulation.Ces accessoires interviennent directement ouvia des entrées/sorties d’automate.
12.16.3 Régulateurs
Ces régulateurs sont des ensembles assurant desfonctions préprogrammables (accessibles ounon pour modification de paramètres), avecliaison ou non avec des systèmes d’acquisition(par exemple gestion du fonctionnement d’unévaporateur de chambre froide avec dégivrageou pilotage d’une vanne de détente).
9782100540174-Meunier-C12.qxd 28/04/10 14:48 Page 406
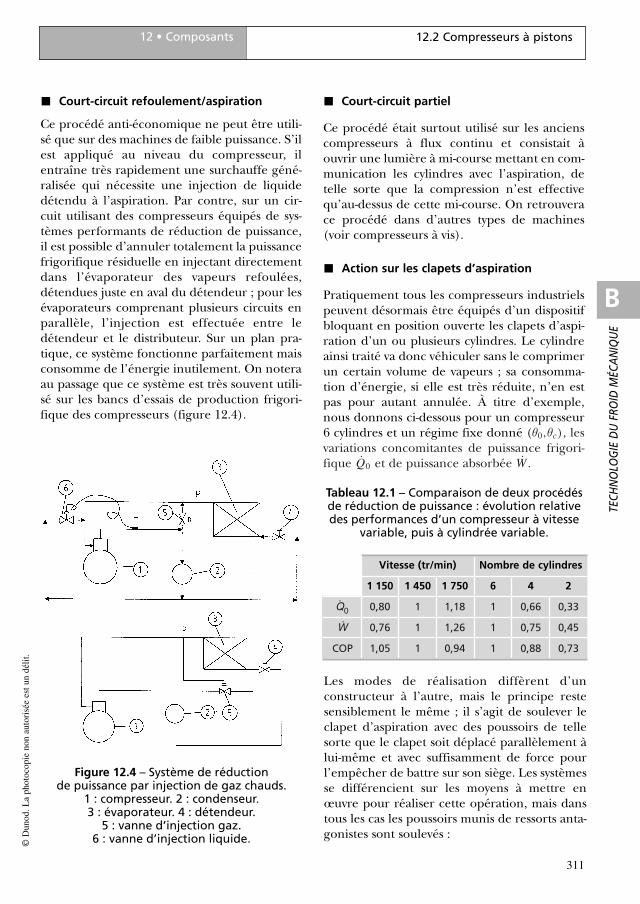
407
12.16 Matériel de régulation12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
12.16.4 Automates programmablesindustriels (API)
Ces automates sont programmés spécifique-ment pour assurer tout ou partie des fonctionssuivantes :– prise en compte et gestion des sécurités ;– régulation de la capacité de l’installation en
fonction des besoins, en général via la pres-sion d’évaporation mais aussi la température(ex. refroidissement de liquide) ;
– gestion de la pression de condensation auniveau minimal (optimisation du COP) com-patible avec le fonctionnement des compres-seurs, des systèmes de détente et du systèmecomplet ;
– acquisition et gestion des défauts et séquencesde marche ;
– fonctionnement des postes de froid ;– commande et gestion des dégivrages ;– commande et gestion des pompes ;
Figure 12.83 – Vanne de dégivrage gaz chaud (US Reco).
9782100540174-Meunier-C12.qxd 28/04/10 14:48 Page 407
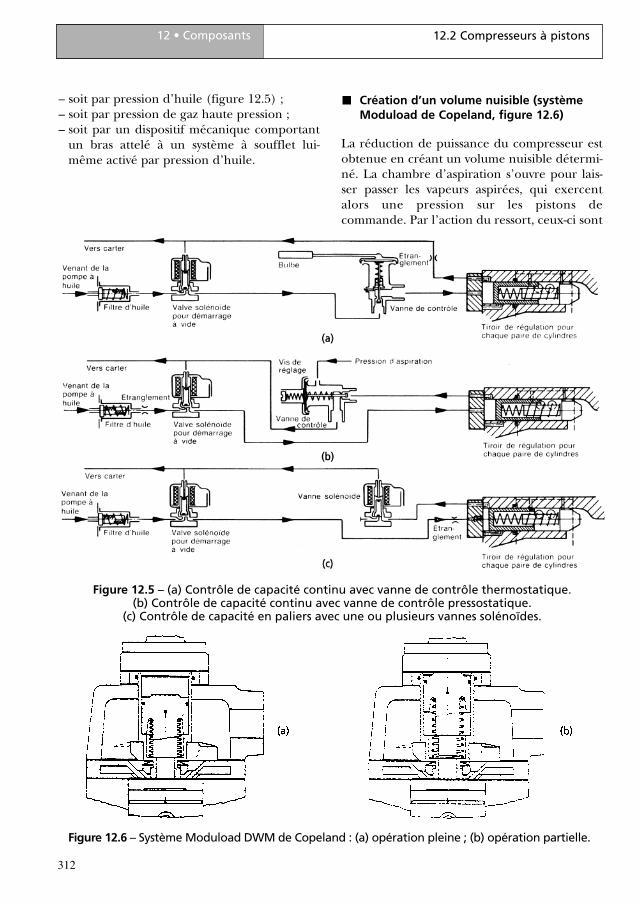
©D
dL
ht
it
ié
tdé
lit
408
12.16 Matériel de régulation12 • Composants
– informations pour l’entretien (heures defonctionnement, encrassement de filtres,dérives des conditions de maintenance) etpour la gestion de la consommation élec-trique...
12.16.5 Système de télésurveillance et télégestion (figure 12.85)
Ces systèmes, à partir d’un (ou des) automate(s)et grâce à des logiciels de graphisme, procurentdes fonctions de gestion et de classement desévénements, de stockage, d’archivage, de calculsd’énergie, d’acquisition et de stockage des tem-pératures, des pressions… en utilisant des cap-teurs ou des composants spécifiques.Le système de télésurveillance communique viades bus avec des protocoles particuliers avecle(s) automate(s) et les régulateurs.
Figure 12.84 – Vanne de détente pilotée par niveau hydraulique (Danfoss). 6 : bouchon. 10 : tige de pression. 12 : clapet de vanne. 19 : corps de vanne. 19a : canal dans corps.
20 : couvercle de fond. 23 : ressort principal. 24 : servopiston. 24a : canal dans servopiston. 30 : couvercle supérieur. 30a, b et c : canaux du couvercle. 31 : cône de vanne.
43 : ressort supplémentaire. 44 : raccord magnétique. 53 : capuchon. 60 : carré de réglage. 73 : raccord pilote.
12.16.6 Vannes 2 ou 3 voies de régulation de température ou pression sur les circuitshydrauliques
Il s’agit de vannes à 2 ou 3 voies directes ou avecpilotes électriques commandés par des régula-teurs (vanne à passage direct, vanne pilotée etvanne solénoïde) :– maintien de la température d’huile sur un
refroidisseur de compresseur à vis ;– maintien de la pression de distribution sur
une boucle de frigoporteur ;– maintien d’une température de soufflage sur
un aérofrigorifère alimenté en eau glycolée.
9782100540174-Meunier-C12.qxd 28/04/10 14:48 Page 408
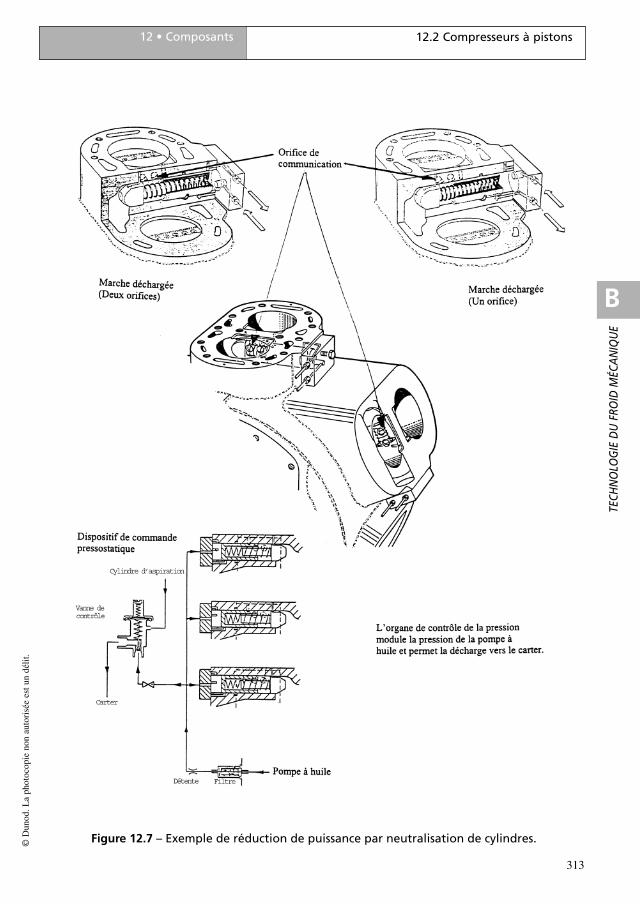
409
12.16 Matériel de régulation12 • Composants©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
12.16.7 Contrôleur de niveau sur appareilcontenant du fluide frigorigène
– Contrôle de niveau haut ou bas à contact élec-tromécanique.
– Sonde capacitive ou résistive pour niveau defluide frigorigène.
– Sonde à ultrasons Radar (figure 12.86).– Commande d’admission de fluide frigorigène
pilotant en tout-ou-rien, en écart de seuil ouen modulant le système de détente.
Figure 12.85 – Fonctions de télésurveillance et de télégestion (MFOOD) de Johuson controls.
Figure 12.86 – Détecteur de niveau radar(Krohne).
9782100540174-Meunier-C12.qxd 28/04/10 14:48 Page 409
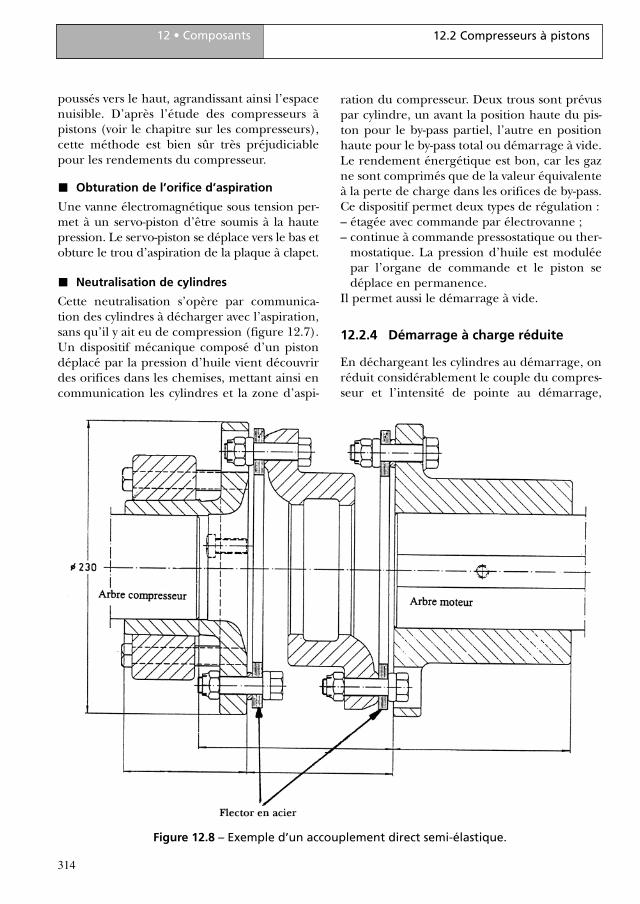
9782100540174-Meunier-C12.qxd 28/04/10 14:48 Page 410
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Dans le chapitre 12, le principe de fonctionne-ment des principaux composants utilisés dansune unité frigorifique a été décrit. Dans ce cha-pitre, des systèmes complets proposés sur cata-logues par des constructeurs vont être présen-tés.
13.1 Matériels pour la surgé-lation ou la congélation
13.1.1 Cellules/tunnels statiques
� Cellules préfabriquées standard (figure 13.1)
Il s’agit de cellules isolées avec équipement fri-gorifique destinées à un usage en petite indus-trie ou grande cuisine de collectivité.Ce type de matériel répond à des critères bienspécifiques tels que la dimension des bacs ouplateaux.Ces cellules peuvent être destinées à la surgéla-tion (de + 65 à – 18 °C en 4 h 30) ou au refroi-dissement (de + 65 à + 10 °C en 110 min), aveccomme référence de la purée liquide dans unebarquette.
� Cellules fabriquées à la demande
Ces cellules sont réalisées en fonction de lademande du client.La recherche de solutions passe par la connais-sance préalable :
– de la nature exacte des produits ;– de la nature exacte de l’emballage ;– des dimensions des paquets ;– des températures d’entrée du produit ;– du mode de chargement des paquets ;– de la définition de la température moyenne
en fin de cycle (– 20 °C par exemple) ;
411
– de la connaissance du temps de congélationqui dépend :
• des produits ;• de la résistance à la pénétration du froid au
travers de l’emballage et du produit ;• de la vitesse de l’air ;• de la température de l’air ;
– de la définition des dimensions du local.
Remarques
1. Le temps de congélation agit sur les dimensions dulocal. Par exemple un temps de congélation de 20 hau lieu de 10 h va nécessiter de doubler le volumedisponible pour une production donnée car le tempsde séjour est plus long. Par contre, il diminuera envi-ron par deux la puissance frigorifique à installer.
2. Les dimensions du local seront définies par le typede chargement, l’emplacement des évaporateurs, leplafond, le sol, les côtés, les allées et couloirs de repri-se d’air, le type de flux matières, les entrées/sortiesopposées ou non.Le chargement est manuel, semi-automatique oucontinu (celui-ci étant fonction des quantités et desdimensions donc du temps de congélation/surgéla-tion).
Il existe plusieurs types de cellules ou de tun-nels de congélation :
– tunnels statiques à soufflage longitudinal(figure 13.2) ;
– tunnels statiques à soufflage transversal(figure 13.3) ;
– tunnels statiques à faux-plafond (figure 13.3).
13.1.2 Surgélateurs à plaques
Appareils de congélation à contacts :
– surgélateurs à plaques verticales (figure 13.5) ;– surgélateurs à plaques horizontales (figure
13.6).
13 • MATÉRIELS SPÉCIFIQUES
9782100540174-Meunier-C13.qxd 29/04/10 8:28 Page 411
©D
dL
hi
id
liL’appareil est composé de plaques froides enaluminium extrudé dans lesquelles circule, engénéral par recirculation, le fluide frigorifiquequi s’évapore.Les principaux intérêts des congélateurs àcontacts sont de ne pas avoir de ventilation(gain énergétique et limitation de la dessicca-tion) et de permettre un très bon échangethermique (évaporation vers – 32 à – 35 °C parrapport à environ – 40 °C avec un tunnel tradi-tionnel à air ventilé).L’appareil à plaques horizontales comporte unsystème hydraulique qui vient abaisser les
plaques pour les mettre en contact avec la facesupérieure du produit.La distance est réglée par des distanceurs selonle format des produits.En fin de cycle, commandé manuellement, lesystème hydraulique est actionné pour releverles plaques et permettre l’accès aux produitspour le déchargement soit par l’avant soit enoption par l’arrière.Les produits sont en général des produits de typepâteux, remplissant directement des plateaux enaluminium, et de dimensions approximatives 600× 400 × 80, soit environ 15 à 20 kg de produit.
412
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques
Figure 13.1 – Cellules de surgélation préfabriquées (ACFRI).
9782100540174-Meunier-C13.qxd 29/04/10 8:28 Page 412
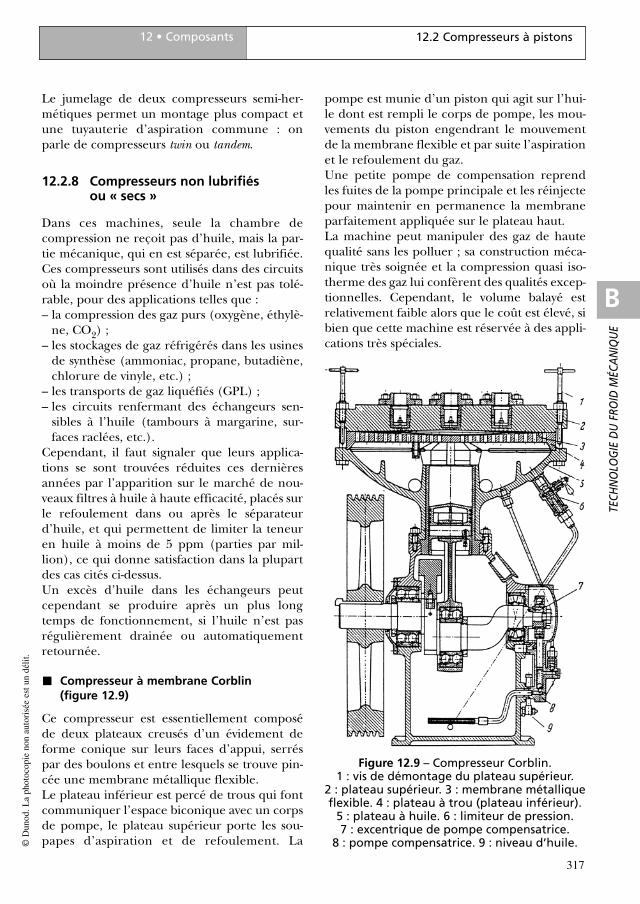
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
413
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 13.2 – Tunnel à soufflage longitudinal.
Figure 13.3 – Tunnel à soufflage transversal.
Figure 13.4 – Tunnel à faux-plafond.
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 413
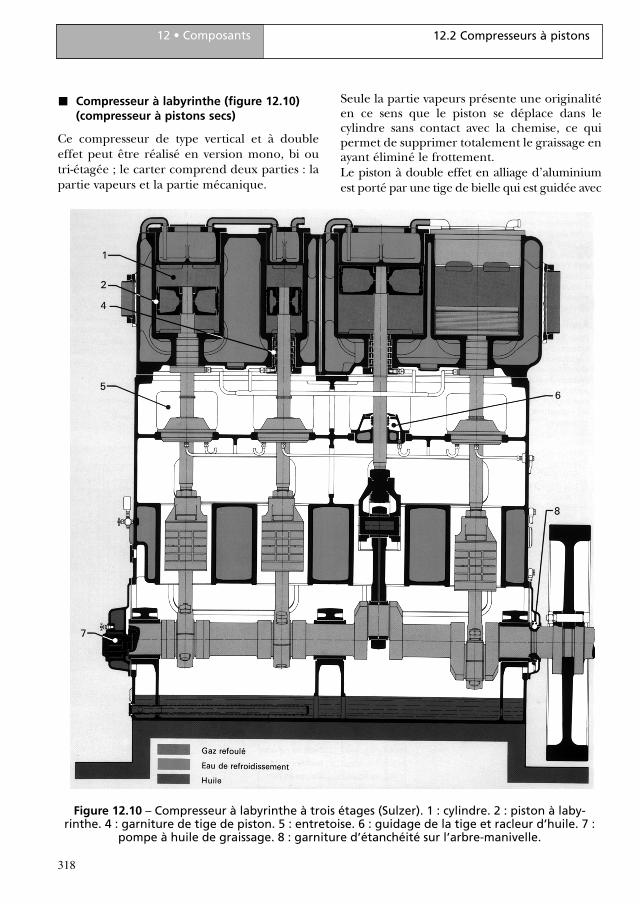
©D
dL
hi
id
li
Ces produits peuvent être :– des épinards hachés ou en branches ;– des purées de fruits ou de légumes ;– de la viande broyée mécaniquement (poulet,
chair à saucisses) ;– des abats ;– éventuellement des poissons entiers ou des
filets.Le temps de congélation est de l’ordre de 1 à2 h.L’appareil à plaques verticales maintient leproduit à surgeler dans des alvéoles forméesentre deux plaques verticales, avec une ferme-ture avant et une fourche formant le fond etl’arrière.Un système hydraulique assure :
– l’écartement des plaques (de quelques mm) ;– le relevage des blocs après congélation.
En fin de cycle et avant la manœuvre du sys-tème hydraulique pour écarter les plaques, on
envoie un jet de gaz chaud pour décoller leproduit des plaques et pouvoir assurer facile-ment le relevage.Les plaques sont enlevées manuellement ougrâce à des pinces mécanisées se déplaçant surun pont roulant.Une alternative existe pour assurer le déchar-gement par le dessous (au lieu du relevage). Cedispositif est retenu lorsque l’on assure ensuiteun transport automatique.Le chargement des produits est effectué aumoyen d’une pompe. Il est parfois fait en rem-plissant des poches plastiques placées dans lesplateaux (plaques horizontales) ou entre lesplaques (plaques verticales).Le surgélateur à plaques verticales ne nécessiteaucun contenant rigide (par exemple plateaux),ce qui évite une contrainte complémentaired’exploitation (lavage, recyclage, stockage, etc.).Les surgélateurs à plaques verticales sont très
414
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques
Figure 13.5 – Surgélateur à plaques verticales (Jackstone).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 414
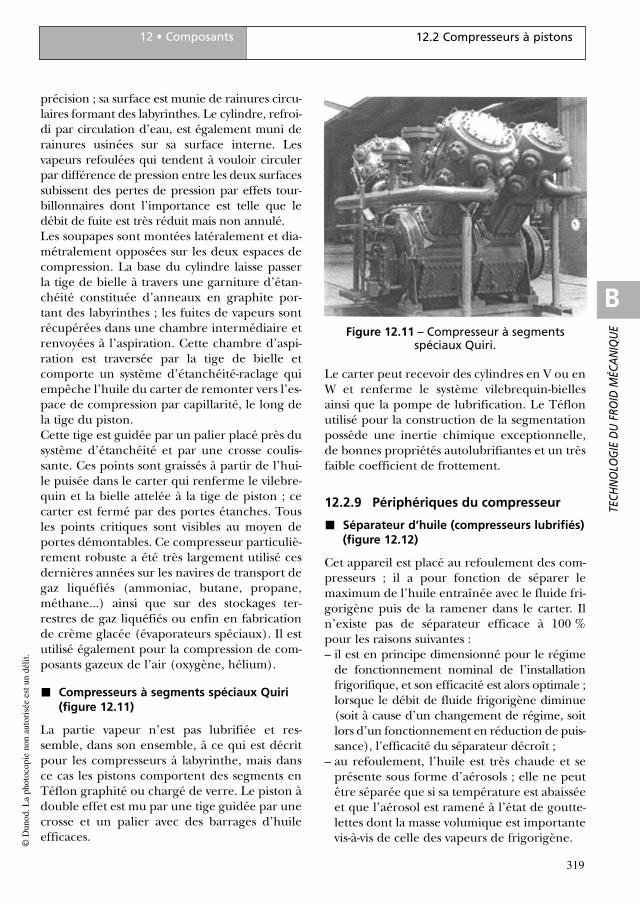
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
utilisés à bord ou à quai pour la congélation depoissons.Leur capacité est très importante et des batte-ries de plusieurs appareils peuvent être utili-
sées. Elles fonctionnent alors en séquence, cequi permet de disposer de gaz chauds pour le« décollage ».
415
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 13.6 – Congélateur à plaques horizontales (DSI).
Figure 13.7 – Surgélateur à plaques automatiques (Stal Samifi/DSI).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 415
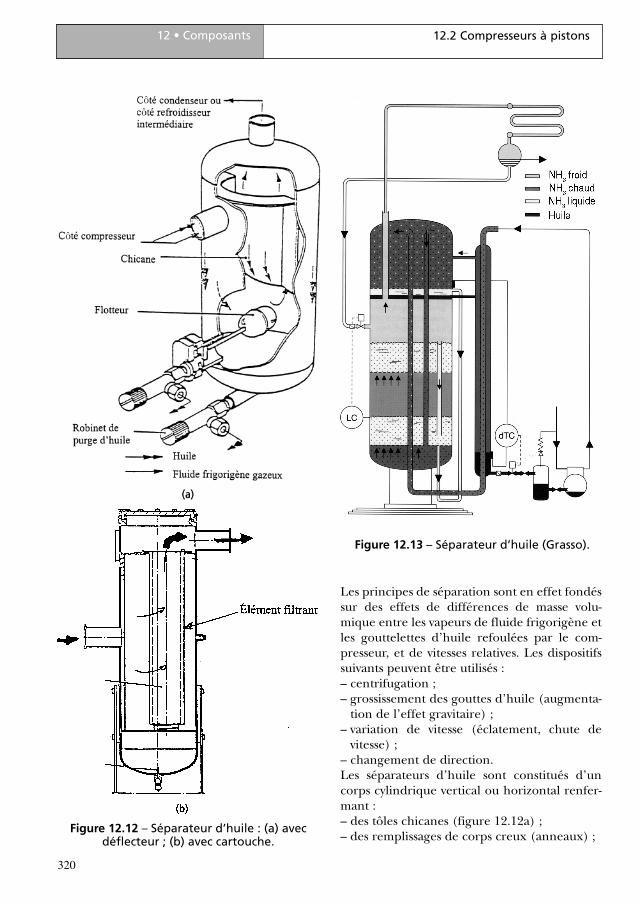
©D
dL
hi
id
li
Remarques
L’appareil à plaques horizontales existe en exécution« plaques automatiques » (figure 13.7). Dans ce cas, ils’intègre dans une ligne de fabrication, par exemplebacs de crème glacée en vrac, paquets d’épinards ouplats cuisinés emballés en cartons.La distance entre les plaques est réglée par des dis-tanceurs en fonction de la hauteur des paquets. Lesplaques viennent au plus près de la face supérieure,mais sans la toucher pour permettre le déplacementdes paquets qui vont glisser sur les plaques.Une « barre de chargement » pousse la rangée depaquets ou de boîtes sur la plaque pour la chargertotalement.La pile de plaques se déplace en séquence de haut enbas jusqu’au chargement de la totalité puis redescendcomplètement.Lors de la remontée, une nouvelle rangée de boîtesou de paquets sera introduite et la première rangéeintroduite sera poussée en face opposée au charge-ment ou un convoyeur recevra les produits déchargés.Le temps entre l’introduction de la première rangéeet son évacuation correspondra au temps de surgéla-tion (environ 1 h à 1 h 30).Compte tenu du mouvement des plaques (même légerdans le cas de l’appareil vertical mais plus important
dans le cas de l’appareil automatique), chaque plaqueest reliée aux collecteurs de fluide frigorigène pardeux flexibles tressés en acier inoxydable.
13.1.3 Cellules ou tunnels dynamiques
� Surgélateur à bande
� Par contact direct à bandes (figure 13.8)
Une bande en acier inoxydable se déplace hori-zontalement, elle est refroidie par l’intermé-diaire de jets de saumure sur sa face inférieure.
� À contact par l’intermédiaire d’un film(figure 13.9)
Un film de qualité alimentaire se déplace surdes plaques froides extrudées (type congélateurà plaques).
� Surgélateur à spirale (figure 13.10)
Une bande à mailles déformables s’enroule surune spirale. En fonction de sa largeur, de la
416
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques
Figure 13.8 – Surgélateur à bande (Sandvik).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 416

B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
cadence de surgélation et du temps, on détermi-ne une longueur de bande. Celle-ci pourra s’en-rouler sur un ou deux tambours. Avec un tam-bour, l’introduction se fera en général en bas, et
la sortie en haut ; celle-ci nécessitera un tapispour ramener les produits à hauteur pour condi-tionnement, emballage, etc.
417
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 13.9 – Surgélateur à film (Frigoscandia/ John Bean).
Figure 13.10 – Surgélateur à spirale (Frigoscandia/ John Bean).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 417
©D
dL
hi
id
li
� Surgélateur à tapis et lit fluidisé
Le tapis à maille est rectiligne et reçoit l’airfroid par le dessous. Les produits de petite taille(haricots verts entiers ou coupés, petits pois,maïs, frites, légumes en dés ou en tranches,etc.) sont soulevés par le flux d’air et congeléssans contact permanent entre eux.La surgélation est dite IQF (Individual QuickFreezing).L’appareil peut comporter deux voire trois tapis,l’un derrière l’autre, en général en ligne, ousuperposés. Au niveau du premier tapis, on tra-vaille en couche mince et on « croûte » les pro-duits afin de limiter la perte de poids ; le débitd’air est ajusté. Sur le tapis suivant, les produitssurgelés en surface sont traités en couche épais-se ; la vitesse d’avancement du tapis convoyeurest réduite et le débit d’air est adapté.Dans le modèle Floofreeze de Frigoscandiapour surgélation IQF, il n’y a pas de tapis : lesproduits avancent dans une goulotte, dont lefond est perforé, grâce à une légère pente versla sortie et au flux d’air.
� Surgélateur à tapis
Le modèle à tapis a été décliné selon les appli-cations avec alvéoles pour surgélation debaguettes crues ou précuites.
� Surgélateur à plateaux ou à palettes (figure 13.11)
À l’intérieur d’une enceinte isolée réalisée engénéral en panneaux (comme pour la plupartdes tunnels à spirales ou à tapis), on installe uneconstruction métallique et des chaînes quidéplaceront horizontalement puis verticale-ment les plateaux.Pour limiter la place au sol et atteindre descapacités de plusieurs tonnes par heure, diffé-rents niveaux sont créés ; ils sont desservis pardes systèmes d’ascenseurs.Les produits peuvent être des plateaux ayantdes formes particulières pour recevoir descônes de crème glacée ou des pains, des cartonsde volailles ou de viande, etc.
418
13.1 Matériels pour la surgélation ou la congélation13 • Matériels spécifiques
Figure 13.11 – Surgélateur à plateaux (Odenberg).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 418
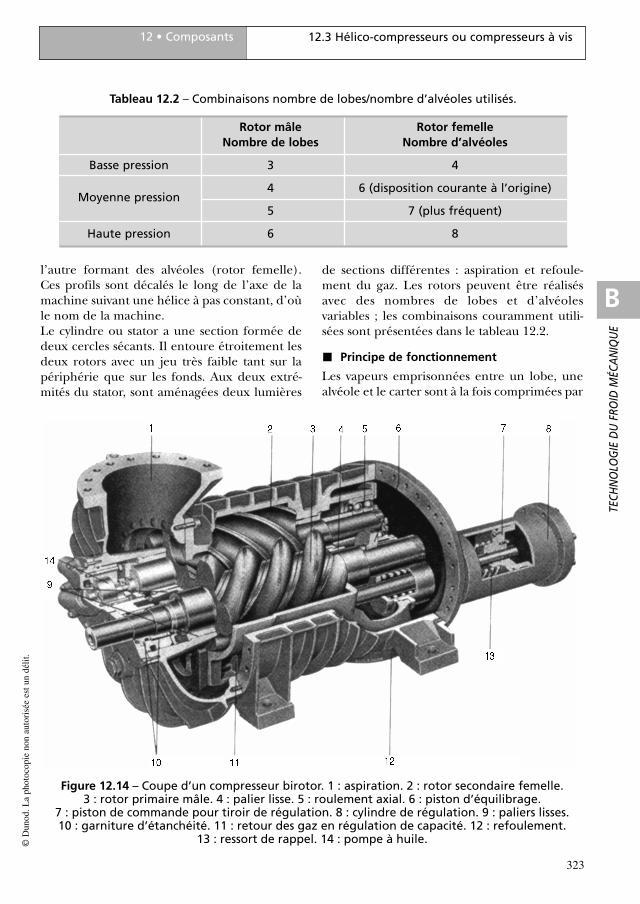
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
13.1.4 Tunnel semi-dynamique à chariots
Les produis sont disposés sur les étagères dechariots ; ces derniers sont poussés manuelle-ment vers un système d’entraînement du type àchaîne qui va les tirer par séquences sur toute lalongueur du tunnel. Celui-ci sera construit àpartir de panneaux isolants. La batterie froideet les ventilateurs sont disposés sur le côté ou enfaux-plafond. L’entrée et la sortie des chariotssont en ligne.
Remarques
1. Parfois, l’enceinte isothermique des tunnels dyna-miques prévoit un emplacement longitudinal quipermet de congeler des produits sur chariots. Cecipermet avec le même équipement de refroidissementet de ventilation d’augmenter la polyvalence du sur-gélateur.2. La conception et l’implantation de la batterie froi-de, des ventilateurs, du système de dégivrage est de laresponsabilité du fabricant du surgélateur, afin qu’ilpuisse garantir un résultat : surgélation de N kg/h deproduits P pendant n heures en continu, entrant àune température Ti et surgelés à une température Tf.Le constructeur imposera alors à l’installateur frigo-riste, le débit et les caractéristiques du fluide frigori-gène, la température d’évaporation à la sortie del’évaporateur, les besoins, la fréquence et le type dedégivrage.3. Un surgélateur est en général défini pour un pro-duit donné. Si le client envisage de traiter d’autresproduits, une équivalence de débit est donnée. Labase pour les surgélateurs IQF est le petit pois. S’ils’agit de fleurettes de choux-fleurs par exemple, lacapacité sera peut-être de seulement 50 à 60 % dudébit nominal en petits pois.4. Pour augmenter la flexibilité des surgélateurs àplaques, l’enceinte renferme une batterie froide ven-tilée pour congeler les produits qui ne sont pas com-patibles avec les plaques.
13.1.5 Machines pour crème glacée
Des matériels de refroidissement/congélationpartielle, les freezers, sont des échangeursdouble tube horizontal avec système de raclageinterne et injection d’air. Les machines àbâtonnets sont constituées d’une table tour-nante baignant dans une solution de chlorurede calcium à – 42 °C. Les alvéoles sont rempliesautomatiquement de mix (mélange pâteux decrème glacée et d’air) provenant des freezers.
En fin de cycle, le démoulage se fait par pas-sade de la table sur une zone de chlorure decalcium réchauffé.
13.2 Machines à glace
Il existe différents types de glace : les glaçons etgrains à usage domestique et restauration, lesécailles à usage de refroidissement de produits(poissons) ou de process (béton), la glace tubu-laire, la glace liquide et la glace en mouleaux.
13.2.1 Production de glaçons et grains
Les techniques utilisées pour la production deglaçons diffèrent selon les formes et d’unconstructeur à l’autre ; cependant, on retrouvetoujours un évaporateur et un système d’agita-tion de l’eau (pompe, ruissellement de l’eau,bras d’agitation) (figure 13.12).
419
13.2 Machines à glace13 • Matériels spécifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 13.12 – Fabrique de glace en grains(GAP).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 419
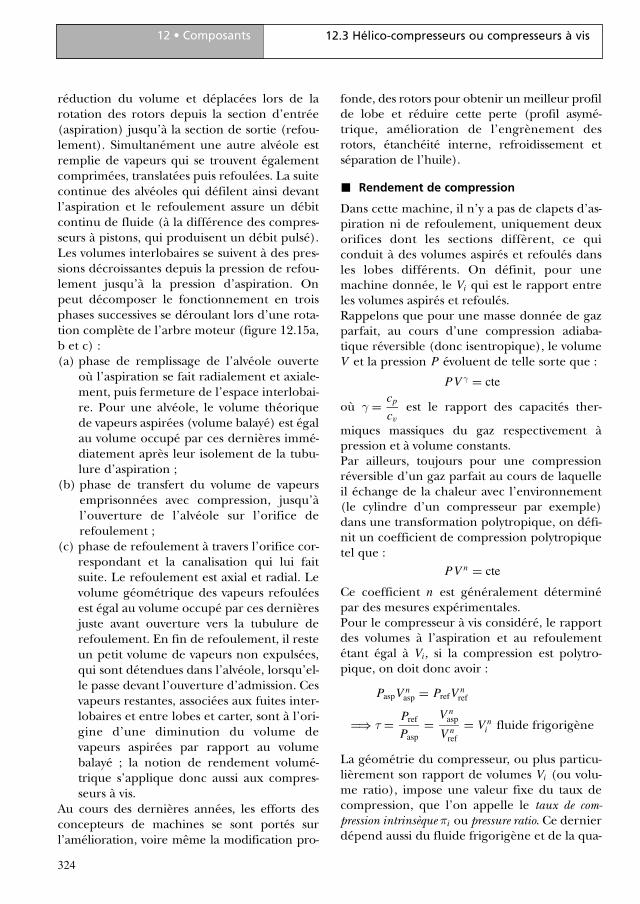
©D
dL
hi
id
li
13.2.2 Production de glace en écailles(figure 13.13)
L’eau ruisselle sur la surface intérieure ou exté-rieure d’un cylindre à double enveloppe.Le « décollage » de la glace et la créationd’écailles se font soit par une fraise tournant surla face externe, soit par une fraise fixe (dans cecas, c’est le tambour qui tourne), soit par descouteaux tournant à l’intérieur de la doubleenveloppe.Le cylindre peut être horizontal (petite produc-tion).Ces générateurs sont alimentés en HFC ou enNH3 avec une évaporation de l’ordre de – 20 à– 25 °C.L’épaisseur des écailles varie de 0,5 à 2,5 mmenviron selon les applications et dépend de laproduction et de la température d’évaporation.
Une autre variante consiste à faire ruisseler del’eau sur des plaques verticales ; on décolle pardes gaz chauds la glace formée, puis les plaquestombent et se brisent sur des grilles et formentdes éclats.
13.2.3 Glace tubulaire (figure 13.14)
Dans cette technique, on utilise un évaporateurvertical multitubulaire avec un régime d’évapo-ration de l’ordre de – 10 °C (le fluide frigorigè-ne est à l’extérieur des tubes).L’eau ruisselle dans les tubes (∅ 50 mm envi-ron) selon le même principe que le condenseurà eau vertical. La glace se forme sous forme de
420
13.2 Machines à glace13 • Matériels spécifiques
Figure 13.14 – Machine à glace tubulaire(VOGT).
Figure 13.13 – Machine à glace écaille (GENEGLACE)
1 : Moto réducteur ; 2 : Bouteille Flood ;3 : Fraise hélicoïdale ; 4 : Contrôleur de niveauréfrigérant ; 5 : Cylindre fixe à double paroi ; 6 : Ligne liquide HP ; 7 : Isolation ; 8 : Électro-
vanne liquide ; 9 : Raclette caoutchouc ; 10 : Glace écaille ; 11 : Détendeur ; 12 : Surface
d’évaporation ; 13 : Pompe doseuse ; 14 : Pompe à eau.
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 420
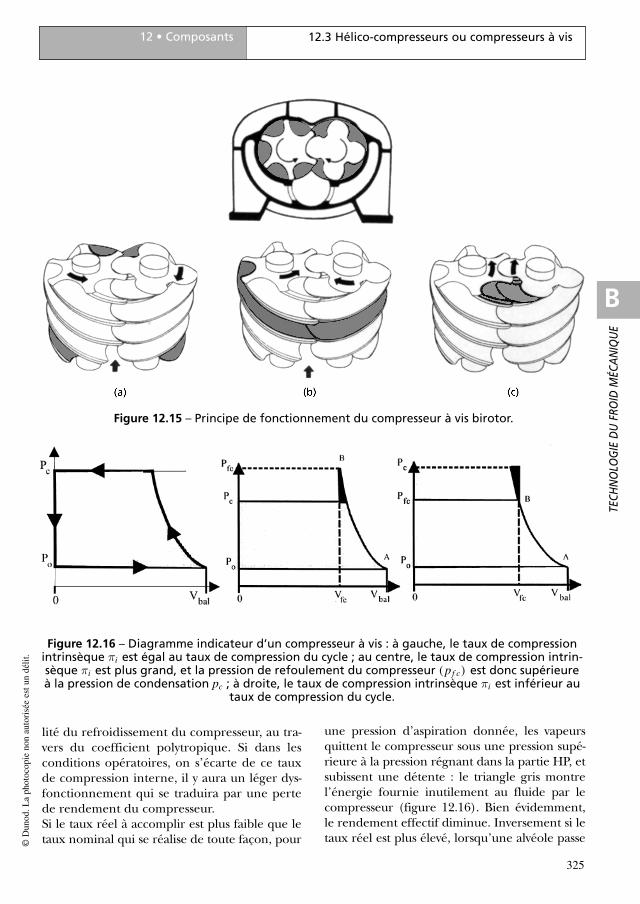
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
manchons dont l’épaisseur souhaitée est fonc-tion du temps de cycle, environ 1 à 1,5 cm. Ledécollement de la glace se fait par envoi de gazchauds dans l’évaporateur. Les barreaux creuxdescendent gravitairement, après décollage, etsont hachés par un disque tournant à la partiebasse de l’appareil.
13.2.4 Glace en mouleaux (figure 13.15)
Au début du siècle, la glace en mouleaux étaitle moyen de production frigorifique pour letransport par route et par rail, pour l’industrieet les commerces.
Ce moyen a été supplanté par les techniques deproduction de froid que nous connaissonsaujourd’hui et la production de glaçons oud’écailles (par exemple campings).Toutefois, on utilise encore la glace en mou-leaux dans les pays en voie de développementou dans certains process industriels lorsque l’oncherche une forte production avec des niveauxd’évaporation moins énergivores.Il existe plusieurs poids de pains de glace : 5, 10,15, 25 et 50 kg.Le principe de production des mouleauxconsiste à verser de l’eau (prérefroidie ou non)dans des récipients légèrement évasés. Ces réci-pients sont immergés dans un bac à saumure(eau + chlorure de calcium) ou eau glycolée. Ledémoulage se fait par immersion d’une rangéede mouleaux dans un bac d’eau tiède. La manu-tention est faite par treuil à commande manuel-le ou automatique. La température de la sau-mure est de – 8/– 10 °C pour une évaporationd’environ – 13 °C.Il existe aussi des mouleaux double enveloppeavec alimentation directe de NH3. Dans ce cas,le démoulage se fait par envoi de gaz chauds.On peut aussi compacter de la glace en écaillespour fabriquer des mouleaux.
13.2.5 Moyens de stockage
Il est rare de trouver des utilisations où la pro-duction de glace et la demande sont en adé-quation. Souvent on cherche à produire la nuit,dans des conditions préférentielles. De plus ona intérêt à répartir la production sur 24 heures.Ce point conduit à stocker tout ou partie de laglace produite.Pour les petites productions, on dispose direc-tement le générateur de glace au-dessus de lachambre froide ou dans des containers installésdans un local isolé et refroidi.Quant aux grosses productions, on utilise dessilos de stockage vertical ou horizontal (figure13.16). Ces silos sont à chargement automa-tique (gravitaire ou non) et à déchargementautomatique.Le transport de glace s’opère de plusieursmanières :
421
13.2 Machines à glace13 • Matériels spécifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 13.15 – Machine de glace en mouleaux(Frigofrance).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 421
©D
dL
hi
id
li
422
13.2 Machines à glace13 • Matériels spécifiques
Ref
roid
issem
ent d
eswa
gons
réf
rigé
rés
Ref
roid
issem
ent p
enda
ntla
fabr
icat
ion
d'al
imen
ts
Dist
ribu
tion
de
glac
e do
mes
tique
Acc
umul
atio
n de
gla
ceRé
gula
tion
de te
mpé
ratu
reda
ns le
s opé
ratio
ns d
em
élan
geag
e
Ref
roid
issem
ent d
esde
nrée
s pér
issab
les
pend
ant l
eur d
istrib
utio
n
Ref
roid
issem
ent d
e po
isson
s de
mer
et
d'é
leva
ge
Régu
latio
n de
tem
péra
ture
pour
les p
rocé
dés i
ndus
trie
lsch
imiq
ues
Ref
roid
issem
ent
pend
ant
la fa
bric
atio
n d'
alim
ents
Salle
op
érat
eurs
Salle
des
mac
hine
s
Bure
aux
Silo
de
stoc
kage
de g
lace
Fig
ure
13.
16 –
Ref
rois
sem
ent
pen
dan
t la
fab
rica
tio
n d
’alim
ents
.
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 422

– manuellement (petite et moyenne production) ;– gravitairement avec chaîne ou vis d’extraction
(silos orbitaux) ;– par le dessus avec système de « râteau » ;– par système d’entraînement par bande por-
teuse ;– par système pneumatique.
13.3 Groupes de refroidisse-ment de liquide
La quasi-totalité de ces refroidisseurs sont desensembles monoblocs construits et testés enusine par des grands groupes américains(Trane, Carrier, York, Lennox, Mac Quay…),des groupes japonais (surtout présents sur lemarché asiatique) ou des sociétés de taillemoyenne installées essentiellement en Italie(MTA, Climaveneta, Clivet…) ou en France(Airwell, CIAT, TECHNIBEL…).Il existe deux types de refroidisseurs de liquide :
– à condensation à eau (montage intérieur ouprotégé du gel) ;
– à condensation à air (montage extérieur oucondenseur à distance).
Technologie :– Compresseurs à vis, pistons, scrolls, centri-
fuges.– R-407C et R-404A pour les moyennes puis-sances.– R-410A pour les petits systèmes.– R-134a pour les capacités supérieures à 500 kW.– Détente directe multicircuits R-407C,
R-410A et R-404A.– Évaporateurs noyés R-134a.– Détendeurs thermostatiques, électriques ou
électroniques.– Variateur de vitesse sur condenseur à air et, en
option, sur compresseur.– Demande croissante pour l’utilisation du NH3
(pistons ouverts, semi-hermétiques ou visouvertes GEA-MYCOM-YORK).
– Évaporateurs Dry-Ex tubulaires ou plaques. – Plaques alimentées en gravité.– Condenseurs à eau (tubulaires ou plaques)
mais aussi à air en groupe pour montage exté-rieur. Le condenseur à air est en généralmonté sur les châssis mais dans certains cas ilpeut être installé à distance.
423
13.3 Groupes de refroidissement de liquide13 • Matériels spécifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 13.17 – Principe de circuit d’un refroidisseur de liquide avec R134a (TRANE).
9782100540174-Meunier-C13.qxd 29/04/10 8:29 Page 423
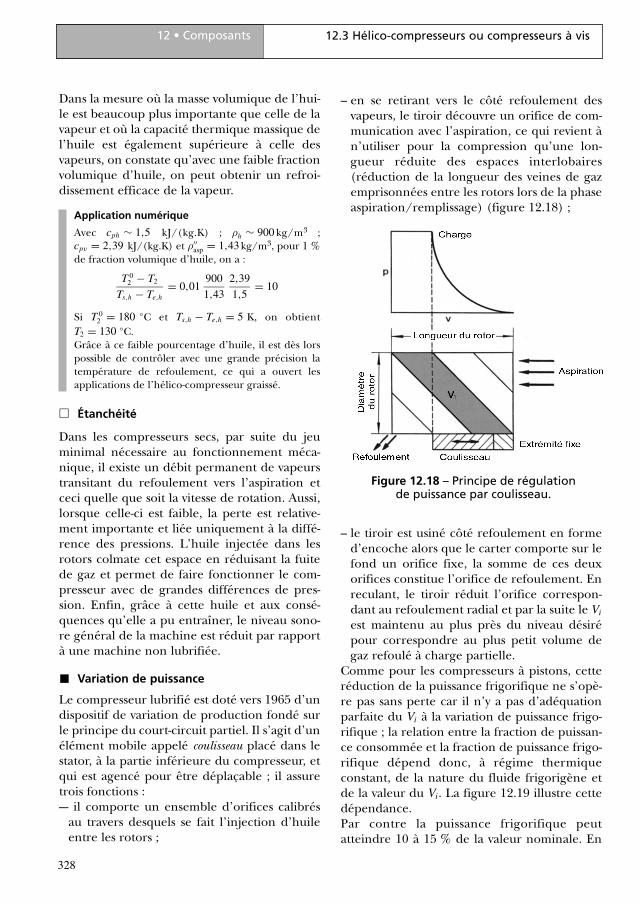
13.2 Machines à glace13 • Matériels spécifiques
424
Figure 13.18 – Monobloc refroidisseur de liquide avec NH3 (MYCOM).
Figure 13.19 – Refroidisseur de liquide AXIMA avec R134a et compresseur TURBOCOR.
9782100540174-Meunier-C13.qxd 29/04/10 8:30 Page 424
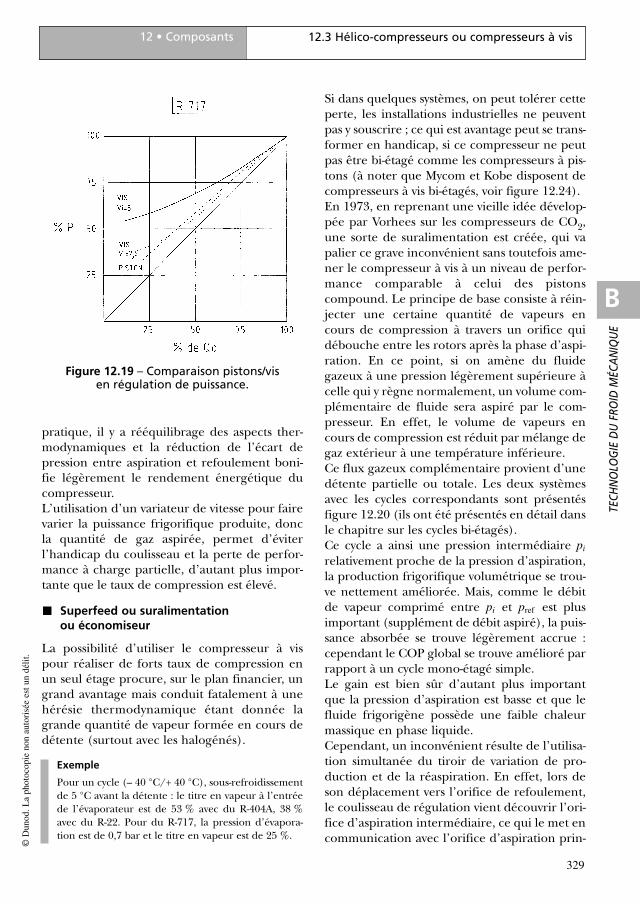
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Ce chapitre résume succinctement les différentschoix généraux qui s’offrent au concepteur enmatière d’architecture de systèmes frigorifiques.
14.1 Distribution du froid
14.1.1 Refroidissement direct
Le fluide frigorigène liquide provenant du (oudes) condenseur(s) généralement à la pressionet à la température de condensation (avec ousans sous-refroidissement) est détendu dans lesévaporateurs par différents systèmes de détente.Un mélange liquide/vapeur dont le taux devapeur dépend du fluide, de l’écart de pressionet de l’état de sous-refroidissement entre dansl’évaporateur. La vapeur représente environ 15 à 30 % en masse.Le système de détente contrôle la vaporisationtotale de la phase liquide dans l’évaporateur quiprovoque l’absorption de la chaleur.Dans le cas des cycles à deux étages en particu-lier (ou cycles économiseurs), le liquide arrive àl’évaporateur seulement sous-refroidi si le cycleest à détente bi-étagée, ou sous-refroidi et à lapression intermédiaire dans le cas d’une déten-te mono-étagée (voir chapitre 7).L’évaporation directe du fluide frigorigènepeut se faire en basse pression.– Alimentation en noyé ou flooded. Le liquide
condensé haute ou moyenne pression (sous-refroidi ou non) est détendu dans une bou-teille basse pression ; le liquide basse pressionalimentera alors par gravité l’évaporateur. Lesévaporateurs multitubulaires noyés sont unelégère variante. Le liquide haute pression estdétendu à l’extérieur des tubes et se retrouveen basse pression en « noyant » le faisceau.
– Alimentation par recirculation avec pompes.Le liquide détendu et en basse pression dansla bouteille basse pression est véhiculé par
pompe (spécifique fluide frigorigène) vers lesévaporateurs. Il s’agit d’applications dans les-quelles il y a un nombre important de postesde froid, situés à différents niveaux et nécessi-tant des pressions d’alimentation différentes,ou bien d’évaporateurs uniques de grandesdimensions comportant de nombreux circuitsen parallèle.
Remarque
L’alimentation en noyé ou à recirculation permetd’utiliser optimalement la surface d’échange,contrairement à la détente directe pour laquelle estcréée une zone de « séchage » des gaz en sortied’échangeur, dite zone de surchauffe. Cette surface tra-vaillant en situation d’échange vapeur au lieu d’éva-poration a une performance inférieure.On considère que le système noyé est à réserver à desévaporateurs de grandes dimensions « onéreux » parsuite de contraintes de qualité de matériaux et/ou depressions importantes. L’alimentation en noyé, et afortiori par pompe, augmente la charge en frigorigè-ne. En application positive et en détente directe, onpeut considérer de 1 à 1,5 kg (supermachés) par kWFroid. En réfrigération indirecte par frigoporteur, ondescend de 0,25 kg/kWF en noyé et moins de 0,2 endétente directe. L’utilisation de nouvelles technolo-gies, par exemple des échangeurs microcanaux, etl’huile miscible permettront de descendre vers 10 get moins.
Dans les systèmes de refroidissement direct, lefluide frigorigène est distribué dans les locauxparfois avec des réseaux de plusieurs centainesde mètres (par exemple 2 000 à 3 000 m enhypermarchés).À l’exception des applications en supermarchés(dont certains sont cependant en réfrigérationindirecte), on réserve le refroidissement directaux installations petites et moyennes (parexemple 300 kW à – 10 °C ou 100 kW à– 40 °C).En utilisation négative on est plus souvent enrefroidissement direct à cause des performances.
14 • ARCHITECTURE DES SYSTÈMES FRIGORIFIQUES
425
9782100540174-Meunier-C14.qxd 28/04/10 15:03 Page 425
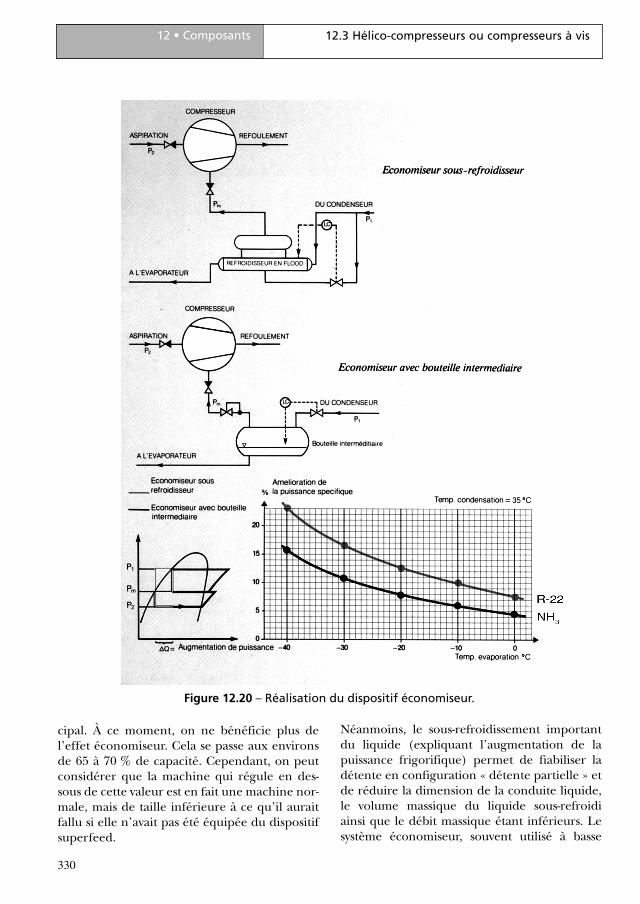
14.1.2 Refroidissement indirect
La distribution du froid se fait par l’intermé-diaire d’un frigoporteur ; le frigorigène estconfiné dans le local technique.Les frigoporteurs sont en général de l’eau etdes mélanges d’eau et de glycol.Le refroidissement du frigoporteur se fait endétente directe ou en noyé. Le frigoporteur estdistribué par une ou plusieurs pompes.Souvent on profite de l’utilisation du frigopor-teur pour créer un bac tampon de stockaged’énergie. Ces frigoporteurs sont en général desfluides liquides et le potentiel de stockage d’éner-gie est faible. Ainsi, par exemple, pour 10 m3 etde l’eau glycolée à – 8 °C pouvant se réchaufferde 4 °C, on dispose de 40 kWh environ.L’utilisation de coulis de glace ou matériaux àchangement de phase (PCM, phase-change mate-rial) permet de multiplier par quatre à cinq lepotentiel d’accumulation pour un même volu-me, donc de réduire la puissance installée,entre autres.Par ailleurs le bac tampon permet :– de gérer le pompage par utilisation de
pompe(s) primaire(s) sur le (ou les) évapora-teur(s) et de pompes secondaires affectées àun circuit de distribution commun ou à descircuits séparés ;
– de faciliter la régulation du (ou des) grou-pe(s) frigorifique(s).
La réfrigération indirecte est utilisée dans lesgrands systèmes positifs (entrepôts, chambres àfruits, usines de transformation agroalimentaire,patinoires...).
14.1.3 Analogie avec la climatisation
Dans le domaine du conditionnement d’air, lerefroidissement direct est utilisé dans les petiteset moyennes puissances ainsi que pour les sys-tèmes réversibles (climatisation ou chauffage),tandis que pour les immeubles de grande hau-teur, les ensembles de bureaux et a fortiori lescentrales énergétiques, on utilise l’eau glacéecomme frigoporteur.
14.2 Production et distribution frigorifique
14.2.1 Système centralisé
L’ensemble des besoins frigorifiques est assuré parun équipement unique situé en local technique etcomprenant en général plusieurs machines ainsique la condensation et les départs (direct ou indirect).Avantages :– cumul et foisonnement des besoins ;– réduction de la puissance frigorifique installée ;– gestion du secours machines facile ;– meilleur rendement à charge partielle ;– pilotage et maintenance plus facile.Inconvénients :– réseaux de distribution importants ;– risques de fuite plus importante en réfrigéra-
tion directe ;– davantage de sensibilité en cas d’incident.
14.2.2 Système décentralisé
La production de froid se fait par ensembles pla-cés au plus près des utilisations.Avantages :– réseaux plus courts ;– charge en fluide frigorigène plus faible ;– machines plus petites ;– optimisation possible des niveaux d’évapora-
tion.Inconvénients :– davantage de compresseurs ;– coût important si secours envisagé sur chaque
ensemble ;– maintenance parfois difficile (accès) ;– nécessité de trouver des emplacements pour
les différents équipements.
14.2.3 Système mixte
Mélange des deux systèmes précédents.Les petites puissances seront décentralisées etpeuvent être liées à l’installation centralisée. Parexemple un circuit d’une chambre négativesituée loin du local technique est raccordé encascade sur le circuit positif, lequel peut être enréfrigération directe ou indirecte.
426
14.2 Production et distribution frigorifique14 • Architecture des systèmes frigorifiques
9782100540174-Meunier-C14.qxd 28/04/10 15:03 Page 426
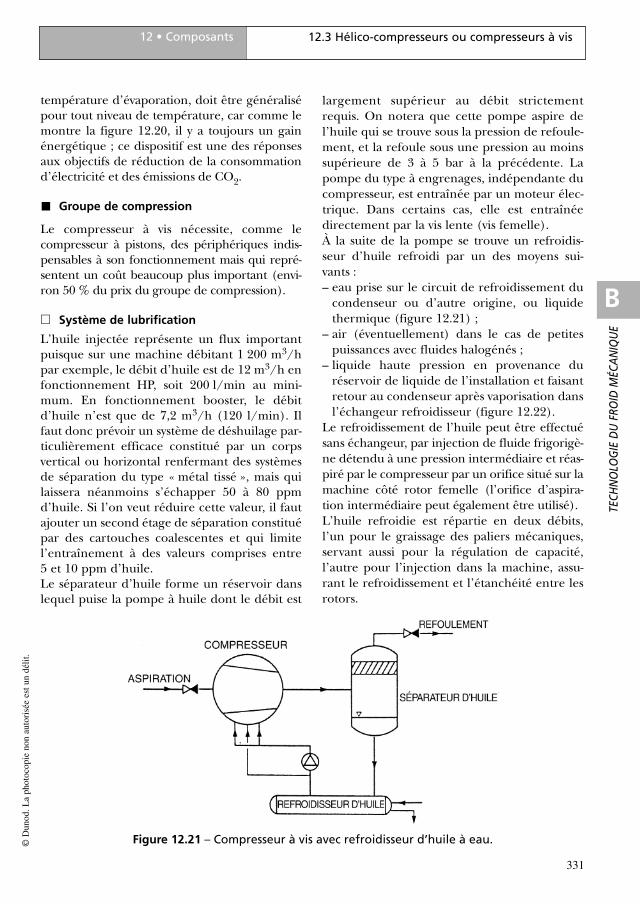
14.3 Centrales frigorifiques
Les monoblocs de production de froid ont étéutilisés d’abord en climatisation (refroidisseursde liquide, groupes de toiture, split systems).Les premiers étaient des ensembles monoblocsou bi-blocs (en général mono-compresseur)pour des petites chambres froides, des refroi-disseurs de lait, ou des machines à glace.La préfabrication en atelier permettait :– d’améliorer les coûts (quantité, standardisa-
tion, coût de la main-d’œuvre sur chantier) ;– d’améliorer les délais ;– d’améliorer la qualité ;– de tester les équipements avant expédition ;– de contrôler et de réceptionner l’unité selon
les critères de réglementation ou des spécifi-cations particulières (ex. chimie, pétrole...).
Les centrales de compression ou de condensa-tion se sont développées de façon importante àpartir de 1985 :– centrales de compression de 2 à 6 compres-
seurs en général semi-hermétiques à pistonsou scroll mais aussi à vis pour l’agroalimentai-re et les supermarchés ;
– groupes avec condensation à air pour monta-ge extérieur avec 2 à 4 compresseurs à pistonssemi-hermétiques ou à vis.
Ces centrales comportent, montés sur un châssis :– les différents compresseurs montés en paral-
lèle sur les collecteurs d’aspiration et derefoulement ;
– le système de séparation, distribution et équilibrage d’huile entre les différentesmachines ;
– le réservoir de liquide haute pression avec lesdéshydrateurs ;
– les appareils d’automaticité, de sécurité etparfois de régulation ;
– éventuellement une bouteille anti-coup deliquide avec ou sans serpentin liquide à l’aspi-ration ;
– un système intermédiaire dans le cas de com-presseurs à vis suralimentés ;
– éventuellement un sous-refroidisseur ;– une armoire électrique de puissance et de régu-
lation avec parfois automate programmable ;– le condenseur à air (éventuellement à eau)
dans le cas d’un groupe de condensation ;
– la carrosserie éventuelle pour montage exté-rieur ;
– la peinture ;– les tests d’étanchéité ;– les tests et documents de conformité DESP
97/23 CE.
14.4 Mode d’alimentationdes évaporateurs
14.4.1 Détente directe
Le fluide frigorigène est envoyé soit depuis lapression de condensation, soit depuis une pres-sion intermédiaire directement à l’utilisateuren basse pression au moyen d’un organe dedétente.L’évaporateur reçoit un mélange liquide/vapeur dépendant :– de l’écart de pression ;– de l’importance du sous-refroidissement du
liquide avant la détente ;– de la nature du fluide frigorigène.Ce système est utilisé surtout avec les fluideshalogénés et se développe dans quelques appli-cations avec du NH3 (par exemple refroidisseurde liquide).La détente directe s’applique sur des postesuniques de faible, moyenne et grosse puis-sances, et sur des postes multiples de faible etmoyenne puissances. Elle présente l’intérêtimportant de permettre la migration de l’huiledans les évaporateurs et le retour aux compres-seurs.La limite de l’intérêt pour la détente directe estdue à la pénalisation de l’efficacité de la surfa-ce d’échange installée à cause de la surchauffeque l’on contrôle au niveau de chaque poste, aurisque potentiel pour les compresseurs, en casde mauvais fonctionnement du système d’ali-mentation (détendeur lui-même ou électrovan-ne amont par exemple), s’il n’y a pas de systèmede protection particulier, ainsi qu’à l’importan-ce de la charge de frigorigène, à la difficulté etau coût des contrôles d’étanchéité.Les organes de détente utilisés sont :– capillaire ;
427
14.4 Mode d’alimentation des évaporateurs14 • Architecture des systèmes frigorifiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C14.qxd 28/04/10 15:03 Page 427
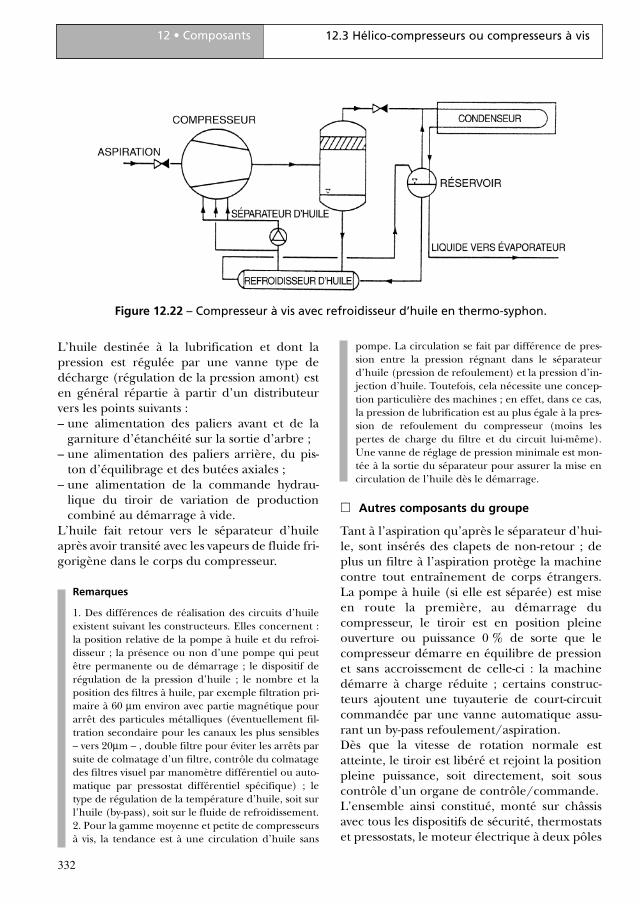
– détendeur à train thermostatique à simpleorifice ou multi-orifices ;
– vanne de détente pilotée par un détendeurthermostatique ;
– détendeur électronique ;– vanne de détente motorisée.La dernière partie de la détente se fait dans undistributeur multibrins s’il s’agit d’évaporateursà tubes et à ailettes, ou dans un système éclateurs’il s’agit d’un appareil multitubulaire.Pour les trois derniers types de détendeurs,étant donné qu’il s’agit de puissances impor-tantes, il y a souvent un dispositif complémen-taire de distribution, tel que pastillage dechaque tube d’échangeur par diaphragme, tôledistributrice, circuitage d’évaporateurs intratu-bulaires refroidisseurs d’eau avec un nombre detubes croissant par passage, etc.Le détendeur doit être dans ce cas calculé pourune chute de pression prenant en compte laperte de charge complémentaire de l’élémentde distribution.Lors de la sélection du détendeur, et ceci estégalement valable pour tous les autres systèmesd’alimentation, il faut également prendre encompte :– les variations de pression du système et en par-
ticulier les variations de pression de conden-sation (été, hiver, faibles charges) ;
– la température du liquide en amont de ladétente ;
– les variations de puissances frigorifiquesdemandées ;
– les vitesses minimales d’entraînementd’huile ;
– les surpuissances éventuelles de l’appareil dedétente ;
– la position du point de fonctionnement sur laplage de l’appareil (risque de pompage…).
Dans le cas d’évaporateurs multiples et pour laréalisation des circuits, certaines précautionsdoivent être prises pour éviter les influencesd’un appareil sur l’autre ou de pièges à huile.
14.4.2 Alimentation en gravité ou thermosiphon
Elle est limitée à un ou deux évaporateurs. Sil’évaporateur est un refroidisseur d’air, l’alimen-
tation se fera à partir d’une bouteille verticaleou horizontale située au-dessus de l’évaporateur.Le liquide dans la bouteille est déjà détendu etse trouve à la pression d’évaporation. Le pointbas est alors l’évaporateur. Dans le cas de l’am-moniac il comporte une purge d’huile ou un sys-tème de réintégration automatique.Si l’évaporateur est un refroidisseur de liquide,l’alimentation peut être faite directement dansle corps de l’échangeur dans lequel on main-tient un niveau sans bouteille d’alimentation.Dans le cas d’utilisation de fluides halogénés, ilest nécessaire de prévoir un dispositif de récu-pération d’huile qui se trouvera soit sur la bou-teille d’alimentation, soit sur l’évaporateur dansle cas d’un faisceau noyé.Les systèmes d’alimentation sont :– soit un contrôleur de niveau commandant
une électrovanne tout-ou-rien ;– soit un flotteur HP ou BP ;– soit une vanne modulante commandée par
un signal de niveau hydraulique, électriqueou pneumatique.
L’alimentation en noyé est peu utilisée pour lesévaporateurs refroidisseurs d’air à l’exceptionde certains tunnels de congélation à évapora-teur unique. Elle est par contre très utiliséepour les refroidisseurs de liquide avec échan-geurs tubulaires ou à plaques (NH3 et HFC),refroidisseurs de liquide à compresseur à vis etcentrifuge, refroidisseurs d’huile, bacs à accu-mulation de glace.
14.4.3 Alimentation par pompe
Le fluide frigorigène (NH3, CO2 ou HFC) estenvoyé, sous la pression d’évaporation augmen-tée de la suppression correspondant à la circula-tion du fluide, dans les différents évaporateurspar pompe (ou vases à pression alternée). Onutilise ce type d’alimentation pour les grandesinstallations à évaporateurs multiples des équipe-ments de surgélation. Les utilisateurs ne nécessi-tent pas de dispositif de purge, car l’huile revientavec la phase liquide non évaporée.Il faut toutefois faire attention aux remontéesimportantes sur les conduites de retour quipeuvent constituer des pièges à huile ou despièges de liquide entraînant des contre-pres-sions parfois importantes.
428
14.4 Mode d’alimentation des évaporateurs14 • Architecture des systèmes frigorifiques
9782100540174-Meunier-C14.qxd 28/04/10 15:03 Page 428
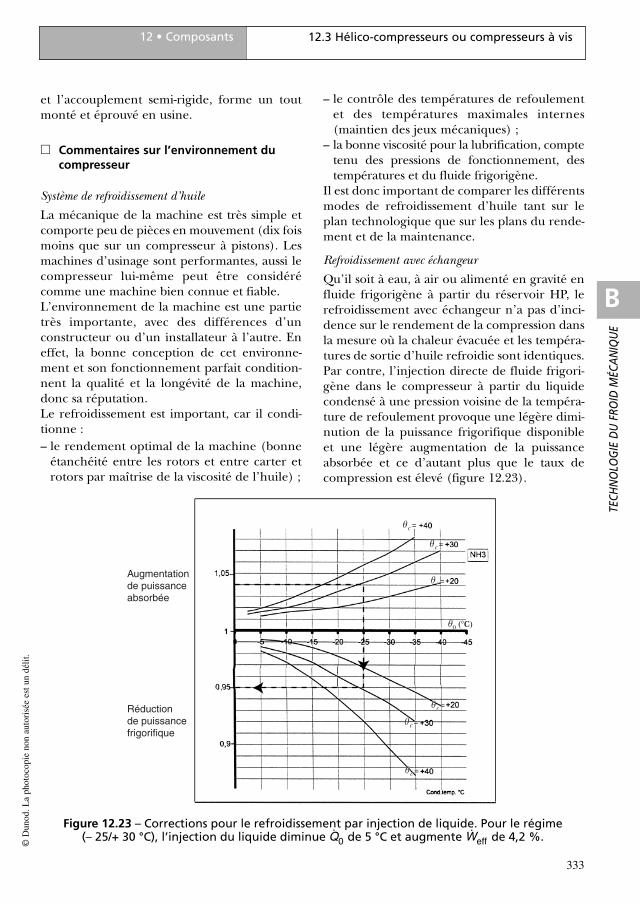
L’alimentation se fait soit par le haut :– réduction de la charge dans l’évaporateur ;– distribution plus précise dans les tubes (pas-
tilles ou diaphragmes) ;– vidange facile lors du dégivrage ;soit par le bas :– bon remplissage des évaporateurs ;– charge de fluide plus importante.
14.5 Types de circuits frigorifiques
14.5.1 Circuit mono-étagé
Les circuits mono-étagés les plus courammentrencontrés sont :– groupes de refroidissement d’eau et autres
liquides ;– entrepôts positifs ;– usines de transformation de poissons,
viandes, charcuteries ;– brasseries et industrie de boissons ;– fabriques de glace ;– pompes à chaleur ;– climatisation ;– patinoires ;– laiteries, fromageries, ovoproduits.Les circuits mono-étagés s’utilisent avec lesfluides frigorigènes courants (NH3 et HFC), enréfrigération directe ou indirecte.Les limites économiques en température d’éva-poration se situent vers – 15 °C. Par contre,l’utilisation de HFC (R-404A ou R-507) permetde descendre dans les petites installations vers – 40 °C.Les limites sont également fonction du fluidechoisi (taux de compression maximal de lamachine, pressions minimale d’aspiration etmaximale de refoulement).On améliorera le rendement d’une installationmono-étagée en utilisant un sous-refroidisse-ment de liquide.
14.5.2 Circuit économiseur
Ce circuit permettra de faire la liaison entre lesinstallations mono-étagées et les installationsbooster ou bi-étagées dans la tranche d’évapo-ration – 15 °C à – 45 °C. Dans le cas de com-
presseurs à pistons, on parle de compresseurscompound ; pour les compresseurs à vis, spiro-orbitaux ou centrifuges, on parle de suralimen-tation (voir chapitres 7 et 11).Ceci sera d’autant plus intéressant que l’onpourra simplifier l’installation et qu’elle sera detaille petite ou moyenne.Le nombre de compresseurs est réduit.Le cycle économiseur est aussi utilisé pour aug-menter la puissance disponible d’une machinedonnée quel que soit le régime d’utilisation.L’économiseur est soit à détente partielle, soit àdétente totale (voir chapitre 11, compresseurs àvis, et chapitre 7).
14.5.3 Circuit bi-étagé
Ce circuit s’utilise pour des installations demoyenne et grande capacité lorsque le régimeatteint – 35 °C ou lorsque l’on a besoin d’unepuissance frigorifique à un niveau intermédiai-re, pour des installations moyennes :– centrales de surgélation ;– grands entrepôts négatifs ;– usines de transformation de produits alimen-
taires avec congélation ;– usines de crème glacée ;– process chimiques à basse température ;– hypermarchés.Le cycle est en général à injection partielle.L’utilisation du R-410A en basse températureavec des compresseurs à piston ou scrolls néces-site un circuit bi-étagé à cause d’un écart depression important (BP/HP) et d’une tempé-rature de refoulement élevée.
14.5.4 Circuit « cascade »
Un tel circuit fait appel à deux circuits frigori-fiques avec fluides différents ; l’évaporateur ducycle haut étant le condenseur du cycle bas.On le rencontre dans des cas particuliers :– cycle très basse température dans lequel le flui-
de du cycle BP choisi compte tenu de ses per-formances en basse température n’est pas dutout intéressant en HP (R-23 par exemple) ;
– cycle dont un des fluides est imposé par leprocess mais pas souhaitable dans l’autrecycle (par exemple propane/HFC ouCO2/NH3) ;
429
14.5 Types de circuits frigorifiques14 • Architecture des systèmes frigorifiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C14.qxd 28/04/10 15:03 Page 429
430
14.6 Systèmes de condensation14 • Architecture des systèmes frigorifiques
Figure 14.1 – Circuit frigorifique avec condenseur à air.(Note : quand l’air est supérieur à 35/40 °C, refroidissement adiabatique de l’air
par pulvérisation d’eau)
Figure 14.2 – Condenseur évaporatif (Raffel). 1 : pompe. 2 : ventilateur centrifuge. 3 : robinet flotteur. 4 : entrée fluide frigorigène. 5 : sortie fluide frigorigène. 6 : buse
de pulvérisation. 7 : faisceau. 8 : séparateur de gouttelettes. A : eau de recirculation. B : air.
9782100540174-Meunier-C14.qxd 28/04/10 15:04 Page 430
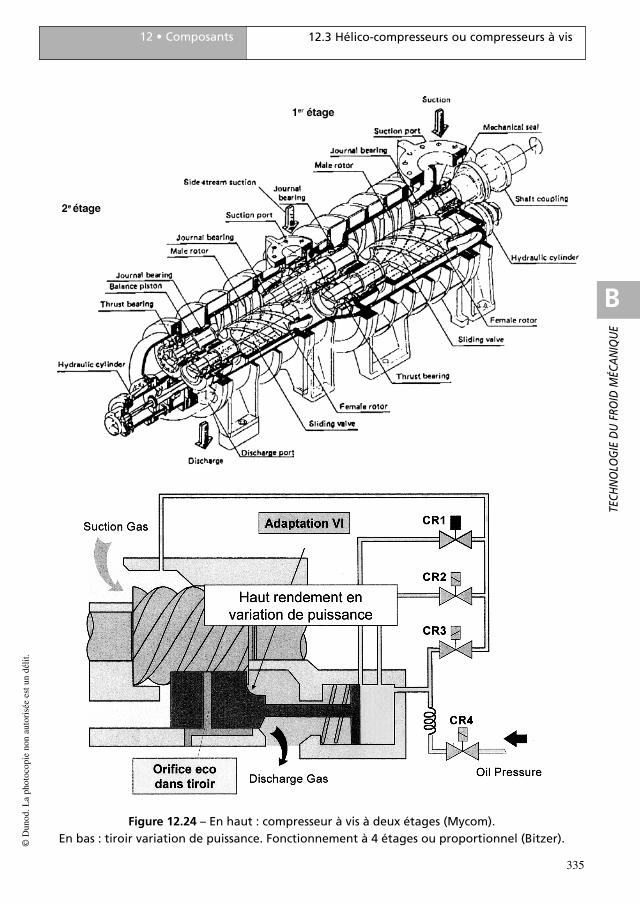
– cycle dont un des fluides ne doit pas être pollué par de l’huile (par exempleéthane/HFC). On peut avoir un circuit BPavec compresseurs « secs » et un circuit HPavec compresseurs lubrifiés ;
– cycle CO2 ou R-410A sur le négatif et circuitde frigoporteur en positif.
14.6 Systèmes de condensation
14.6.1 Condensation par air (figure 14.1)
Cette solution est la plus utilisée en froid com-mercial et se généralise aujourd’hui sur les ins-tallations industrielles de moyenne puissance.Cependant, l’utilisation d’un condenseur à airaugmente la quantité de fluide frigorigèneemployée et diminue l’aspect du confinement.– Température de condensation moyenne
maximale en France : de + 42 à + 48 °C.– Bonne solution pour le R-404A, le R-507 et le
R-410A en positif.– Consommation d’énergie plus importante en
comparaison des autres solutions mais aucuneconsommation d’eau, pas de traitementd’eau, pas de panache de vapeur d’eau.
– Si l’on utilise du NH3, problème de fuites vis-à-vis de l’environnement et condenseur plusonéreux (tubes en acier inoxydable et chargeplus conséquente), risque supérieur dû àl’ammoniac en haute pression.
14.6.2 Condenseur évaporatif(figure 14.2)
Un condenseur évaporatif permet de réduire lasurface de sol nécessaire. Cependant, cet appa-reil utilise de l’eau pour le refroidissement, cequi rend son exploitation coûteuse.– Température de condensation moyenne
maximale : de + 32 à + 35 °C.– Réduction de la consommation d’énergie.– Besoin d’eau et de traitement d’eau.– Augmentation de la charge en fluide frigori-
gène.– Problème de fuites principalement avec du
NH3.– Protection contre le gel, et panache de vapeur
d’eau.– Nécessité de contrôles périodiques (légionel-
lose).
14.6.3 Condensation à eau perdue(figure 14.3)
L’utilisation d’un condenseur à eau perdue estune solution à éviter pour plusieurs raisons :– l’aspect réglementation qui oblige à limiter
l’usage de l’eau pour cette utilisation ;– le coût de l’eau sans cesse en augmentation ;– l’encrassement qui nécessite une attention
spécifique au problème de tartre et à tout élé-ment altérant l’échange ;
– le risque de corrosion.
431
14.6 Systèmes de condensation14 • Architecture des systèmes frigorifiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 14.3 – Circuit frigorifique avec condenseur à eau perdue.
9782100540174-Meunier-C14.qxd 28/04/10 15:04 Page 431
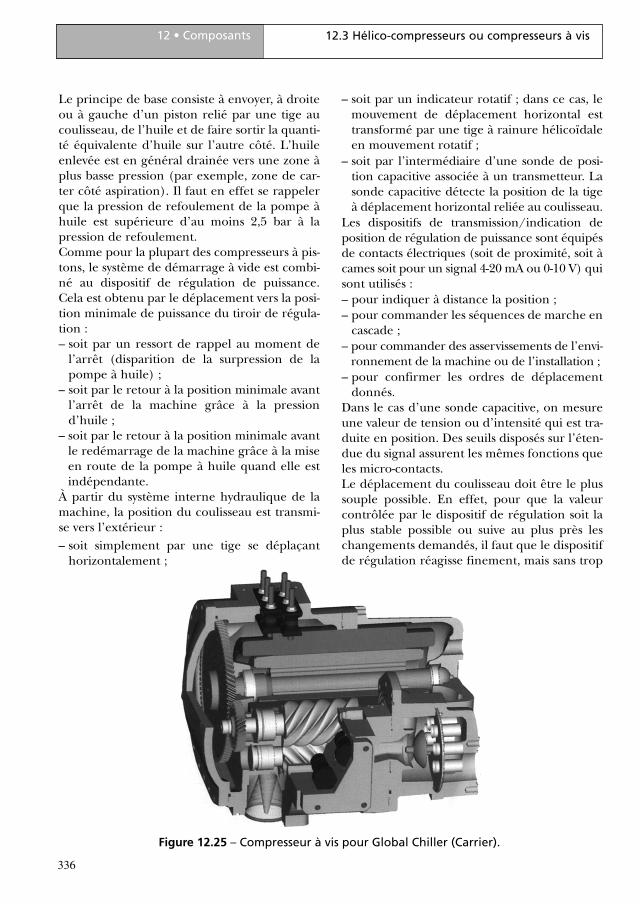
Dans quelques cas, on peut disposer d’eau depuisage, ce qui diminue le coût de l’eau sansl’annuler car cette eau pompée est renvoyéeaprès utilisation loin du puisage.– Système consommant le moins d’énergie.– Température moyenne maximale de conden-
sation : de + 25 à + 35 °C.– Installation compacte.
– Risque de pollution de l’eau par le NH3 en casde fuite au condenseur (voir échangeur desécurité).
– Contrôle de la qualité de l’eau et possibilitéde traitement en cas de contamination par leséléments extérieurs (eau de refroidissementperdue).
– Contrôle de la qualité lors du retour de celle-ci dans le sol.
432
14.6 Systèmes de condensation14 • Architecture des systèmes frigorifiques
Figure 14.4 – Condenseur refroidi par tour de refroidissement ouverte.
Figure 14.5 – Condenseur refroidi par aéroréfrigérant sec.(Note : quand l’air est supérieur à 35/40 °C, refroidissement adiabatique de l’air
par pulvérisation d’eau)
9782100540174-Meunier-C14.qxd 28/04/10 15:04 Page 432
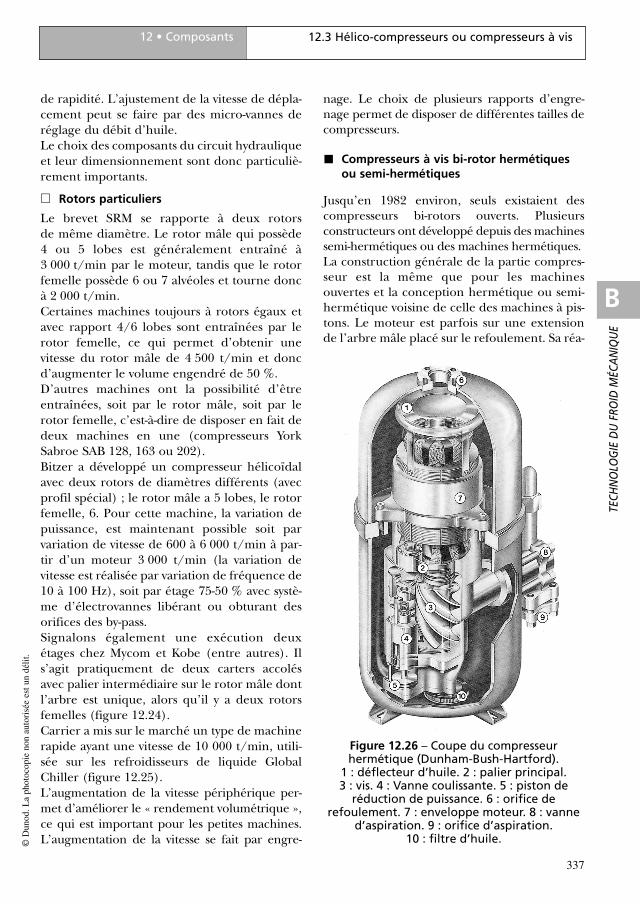
14.6.4 Condensation à tour ouverte(figure 14.4)
Les tours ouvertes ont été très longtemps utili-sées en froid industriel car elles permettent detravailler à des températures de condensationfaibles et donc de bénéficier d’un bon COP etde réduire les charges de fluide frigorigène.Température de condensation moyenne maxi-male : de + 35 à + 38 °C.Par ailleurs, parmi les techniques de condensa-tion, en excluant le condenseur à eau perdue,la tour ouverte présente un coût d’investisse-ment faible.Toutefois, compte tenu du coût de l’eau évaporéepour le refroidissement, de la purge de décon-centration et du traitement d’eau pour le tartre,les algues, la légionellose, elle est coûteuse à l’ex-ploitation.Il y a lieu de rajouter un aspect psychologiquenégatif lié à la légionellose qui résulte de pro-blèmes d’entretien et au panache qui est sou-vent source de pollution visuelle.Comme pour les condenseurs évaporatifs, lescontraintes d’installation sont importantes (rejetd’air humide, rejet d’eau de déconcentration…).Pour 1 000 kW évacués, la consommation d’eauest d’environ 2,0 à 3 m3/h, incluant la décon-centration selon la qualité de l’eau d’appoint.
14.6.5 Condensation par aéroréfrigérant sec(figure 14.5)
La condensation par aéroréfrigérant reste à cejour une alternative conciliant le confinement etl’absence de consommation d’eau. L’utilisationdu refroidissement adiabatique conduit à uneconsommation d’eau mais extrêmement limi-tée dans le temps (en général lorsque la tempé-
rature de l’air est supérieure à 35 °C, soitquelques dizaines d’heures par an environ).Cependant il s’agit de la solution présentant lemoins bon COP.Si le problème du COP s’estompe aisémentavec un coût du kWh faible, le problème ducoût d’investissement reste important.– Température de condensation maximale : de
+ 45 à + 50 °C.– Consommation énergétique plus importante
que les autres solutions.– Pas de consommation d’eau.– Pas de traitement d’eau.– Pas de panache de vapeur d’eau.– Confinement et réduction de la charge en
fluide frigorigène.– Pas de problème de fuite en extérieur.– Surface importante pour mise en place des
aéroréfrigérants.– Pompes et vase d’expansion.
14.6.6 Condensation à tour fermée(figure 14.6) – Aéroréfrigéranthumide
Une des alternatives aux tours ouvertes pour limi-ter l’encrassement des réseaux et du condenseurprincipal, consiste à utiliser une tour fermée.La séparation des réseaux conduit à amoindrirl’excellent COP de la tour ouverte, et à aug-menter le coût d’investissement.La tour fermée ne dispense pas des différentstraitements pour l’eau, la légionellose (limitéeà un circuit compact sans canalisations d’eaurentrant dans le bâtiment) et le panache ainsique la protection contre le gel.Température de condensation moyenne maxi-male : de + 42 à + 45 °C.
433
14.6 Systèmes de condensation14 • Architecture des systèmes frigorifiques
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C14.qxd 28/04/10 15:04 Page 433
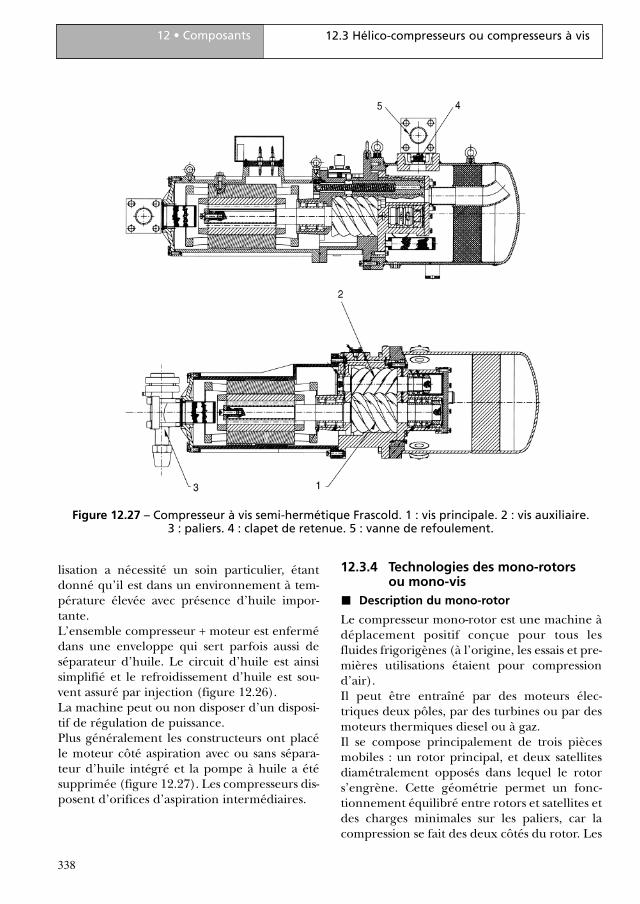
434
14.6 Systèmes de condensation14 • Architecture des systèmes frigorifiques
Figure 14.6 – Condenseur refroidi par tour de refroidissement fermée humide.
9782100540174-Meunier-C14.qxd 28/04/10 15:04 Page 434
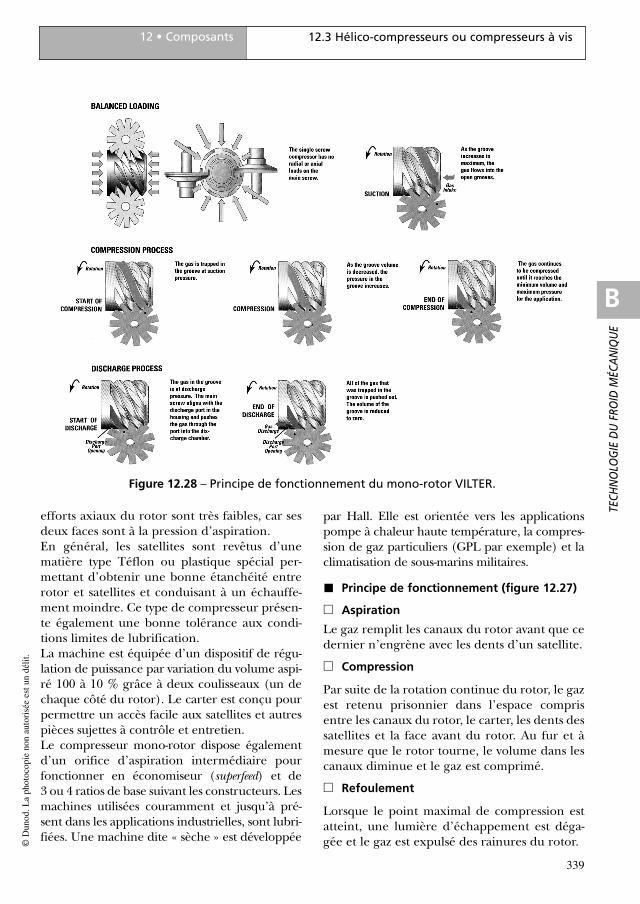
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
En dehors des appareils domestiques et descommerces de proximité (cafés-hôtels-restau-rants, boucheries, charcuteries, poissonneries,boulangeries, magasins spécialisés dans lesglaces et surgelés), les autres applications sontnombreuses : agroalimentaire, grandes sur-faces, hyper et supermarchés. L’inventaire sui-vant (pas totalement exhaustif) montre les dif-férents systèmes généralement utilisés danschaque application et les évolutions actuelles etfutures.
15.1 Distribution alimentaire
15.1.1 Réfrigération directedécentralisée à l’origine
15.1.2 Réfrigération directe centraliséeà 2 circuits ou 4 circuits
Pour les surfaces de vente de plus de 8 000 m2.
Circuit positif MT pour :
– meubles de vente : 0/+ 8 °C– chambres froides : 0/+ 8 °C– sas et quais : + 4/+ 8 °C– locaux de préparation : + 4/+ 8 °C
Circuit négatif BT pour :
– meubles de vente : – 20/– 25 °C– chambres surgelés : – 20/– 22 °C– machines à glace (1) : – 20/– 25 °C
Souvent les machines à glace (négatif) et leschambres de pousse (positif) pour la zone bou-langerie sont raccordées à des groupes dédiés.
Remarques
1. Parfois les deux systèmes fonctionnent en deuxétages (système booster) avec machines pour l’étage
435
BT raccordé sur l’étage MT. Cette disposition présen-te un intérêt si l’on utilise le dégivrage par gaz chauds(global ou non) sur le négatif puisque l’on disposed’une quantité importante de gaz chauds sur l’étageMT. Généralement le dégivrage est électrique sur lenégatif et sur quelques postes positifs.2. Le dégivrage peut se faire par des gaz dit « tièdes »provenant du réservoir haute pression pour limiterles contraintes thermiques.3. Les fluides utilisés dernièrement (HCFC R-22) sontremplacés par des HFC (essentiellement R-404A).4. L’emploi du CO2 comme fluide frigorigène faitl’objet de nombreuses études et de quelques réalisa-tions :
• soit en circuit cascade ; le CO2 étant le fluide du cir-cuit BT se condense sur le circuit MT. Les compres-seurs fonctionnent à une pression de condensationde 30 bar environ et sont aujourd’hui suffisammentdisponibles, de même que les composants de cir-cuits ;
• soit en circuit direct ; dans ce cas il s’agit d’un cycletranscritique. Les compresseurs et composants ducircuit MT doivent être conçus pour une pressionde 80 bars environ (parfois plus 110 bars). Le cycletranscritique permet de récupérer de la chaleur àun niveau élevé de 80 °C. Les compresseurs ont unecylindrée inférieure à celle nécessaire avec les HFC.Ces systèmes se sont développés sur les distributeursde boissons et les meubles de vente autonomes,grâce à la mise en avant de l’aspect protection del’environnement par les grandes firmes internatio-nales spécialisées dans les boissons et la crème gla-cée. Pour des applications en commerce et agroali-mentaires, ils sont essentiellement utilisés dans lespays froids (ex. Scandinavie) où le fonctionnementen cycle transcritique, faiblement performant, selimite à 100 à 200 h/an.
5. Le HFC R-134a est peu utilisé dans ces applicationsà cause de sa faible production volumétrique spéci-fique qui nécessite des compresseurs de volumeengendré 80 % supérieur.
• Production volumétrique massique du R-134a à– 12 °C/+ 40 °C : 1 276 kJ/m3
15 • APPLICATIONS DU FROID
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 435
436
15.1 Distribution alimentaire15 • Applications du froid
• Production volumétrique massique du R-404A à– 12 °C/+40 °C : 1 996 kJ/m3
• Production volumétrique massique du R-22 à– 12 °C/+ 40 °C : 2 120 kJ/m3
• Production volumétrique massique du NH3 à– 12 °C/+ 40 °C : 2 307 kJ/m3
• Production volumétrique massique du R-410A à– 12 °C/+ 40 °C : 2 953 kJ/m3
À l’inverse, le R-410A pourrait s’avérer intéressantdans l’avenir si sa plus haute pression de condensa-tion (environ 30 bar +50 °C) n’entraîne pas de sur-coût important au niveau des machines et des com-posants malgré la réduction de taille.
15.1.3 Réfrigération directesemi-centralisée ou fractionnée
Selon les puissances nécessaires et la dispositiondes locaux, on rencontrera le circuit MT cen-tralisé en local technique avec un ou plusieurscircuits de distribution, et le circuit BT décen-tralisé au plus près des postes.
15.1.4 Réfrigération indirecte
La réfrigération indirecte entraîne une centrali-sation de la production.Le fluide primaire est généralement du R-404A(HFC). L’utilisation du R-22 n’est plus autoriséepour les équipements neufs. En applicationpositive le R-134a présente le meilleur COP(tableau 15.1).Dans certains cas l’ammoniac est employé, plusrarement en France, mais plus fréquemmentdans les pays de l’Europe du Nord, en Suisse etau Luxembourg. L’utilisation de HC (R-600a etR-290) se développe en Europe du Nord.Les fluides secondaires couramment employéssont des mélanges aqueux : surtout eau + mono-éthylène ou monopropylène glycol, mais aussieau + éthanol, formiates et acétate de potas-sium.L’eau ammoniaquée (alcali) n’est pas autoriséeen France dans les ERP (établissement recevantdu public) et n’est pas utilisée dans les autrespays européens.
Grandes puissances (600 kW)
Pistons ouvertsVis ouvertes
Sans économiseur Avec économiseur
– 10/+ 40 °C – 13/+ 40 °C – 10/+ 40 °C – 13/+ 40 °C – 10/+ 40 °C – 13/+ 40 °C
NH3 3,35 3,05 3,43 3,10 3,61 3,29
R-22 2,82 2,61 3,18 2,90 3,47 3,19
R-404A 2,40 2,18 2,62 2,40 3,00 2,77
R-134a 2,64 2,40 2,80 2,52 3,15 2,90
Moyennes puissances (250 kW)
Pistons semi-hermétiquesVis semi-hermétiques
Sans économiseur Avec économiseur
– 10/+ 40 °C – 13/+ 40 °C – 10/+ 40 °C – 13/+ 40 °C – 10/+ 40 °C – 13/+ 40 °C
R-22 2,44 2,23 2,50 2,42 2,93 2,79
R-502 2,19 1,98 – – – –
R-404A 2,10 1,88 2,20 2,02 2,74 2,60
R-134a 2,42 2,20 2,50 2,30 3,10 2,90
Tableau 15.1 – Valeurs types de COP selon le niveau de puissance frigorifique,le type de compresseur et le fluide frigorigène.
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 436
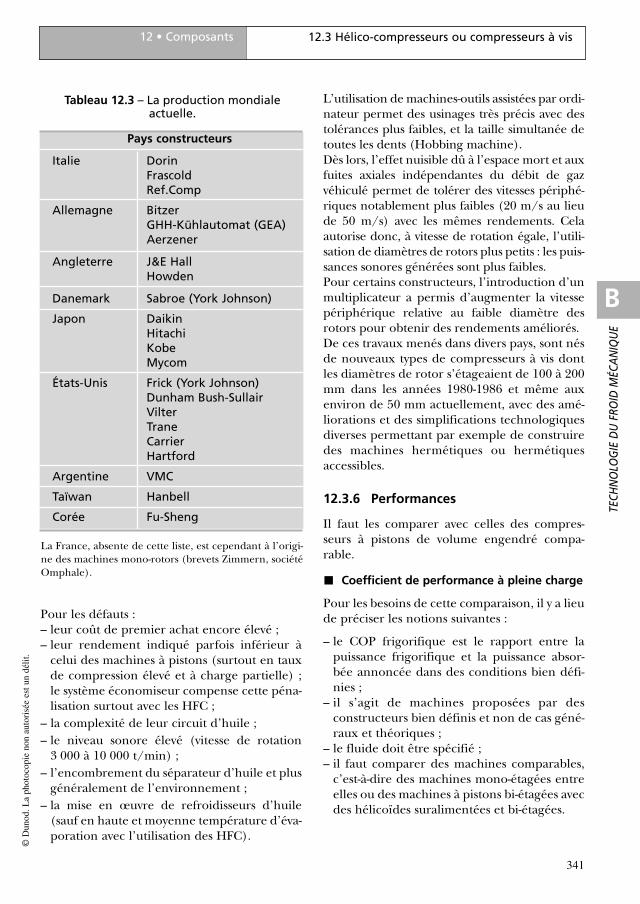
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Elle a fait l’objet, en France, de nombreusesréalisations (entrepôts négatifs et surgélation,usines agroalimentaires) dans la période2000/2005, suite à l’interdiction du R22 pourles installations neuves et à cause descontraintes des nouvelles réglementations surl’ammoniac.Les principaux obstacles à l’utilisation de laréfrigération indirecte sont la surconsomma-tion énergétique et l’augmentation du coût desréseaux. Les frigoporteurs biphasiques (liqui-de/vapeur ou liquide/solide) présentent degrands intérêts.
� CO2
Lorsque le CO2 est utilisé en frigoporteur,l’énergie de pompage est divisée par 5 et la sec-tion des tuyauteries entre 3 et 5.
Exemple
Pour 300 kW en négatif à – 35 °C :
• débit de frigoporteur type eau + sels : 20,5 kg/spour �T = 4 °C
• diamètre de frigoporteur eau + sels aller et retour :113 mm pour 2 m/s
• débit de CO2 avec recyclage : 1,5 kg/s• diamètre de la tuyauterie de CO2 aller : 40 mm• diamètre de la tuyauterie de CO2 retour : 50 mm
� Coulis de glace (ice slurry), voir § 17.3
Ce mélange d’eau et de microcristaux de glacegénérés par des systèmes spécifiques permet,grâce à la chaleur latente de la partie solide :
– de réduire le diamètre des réseaux : 100 kWen eau + MEG 30 % à – 8 °C se réchauffant de4 °C : 6,8 kg/s soit ∅ = 75 mm pour 1,5 m/s ;100 kW en coulis de glace à 25 % se réchauf-fant de 4 °C : 1,3 kg/s soit ∅ = 35 mm pour2 m/s ;
– de supprimer l’écart de température sur le fri-goporteur ;
– d’accumuler de l’énergie : 10 m3 en eau gly-colée 30 % avec �t = 4 °C : 42 kWh ; 10 m3
en sorbet à 25 % à la température quasiconstante : 218 kWh.
On peut actuellement considérer qu’environune nouvelle installation sur dix en France uti-
lise la réfrigération indirecte dans le domainede puissances de 300 à 1 000 kW en super ethypermarchés.Le potentiel du coulis de glace est donc impor-tant aussitôt que seront résolues la fiabilité desgénérateurs (actuellement mécaniques) etl’obtention de meilleures performances.Dans la plupart des cas, la condensation est dutype à air.
15.2 Restauration collectiveet grandes cuisines
Pour les installations de petite et moyennedimension (entre 20 et 150 kW), la réfrigéra-tion directe est quasiment la seule solution uti-lisée, à quelques exceptions près.Les systèmes sont centralisés ou décentralisés.Les circuits négatifs de faible puissance sont engénéral équipés de groupes indépendants àcondensation à air.À signaler la réalisation de quatre équipementsen coulis de glace. La production du froid etson stockage la nuit a permis de réduire de 50% les besoins électriques car ils ne se cumulentplus avec les besoins de chaud (dans la mati-née). De plus, l’utilisation de coulis pour lescellules de réfrigération rapide donne d’excel-lents résultats tant sur le plan du temps derefroidissement que sur l’aspect performances.
15.3 Usines agroalimentaires
On compte en France environ 4000 sites.Les puissances moyennes en jeu vont de 200 kWà 1 500/2 000 kW ; certains équipements peu-vent aller jusqu’à 3 000 à 5 000 kW sur le circuitpositif.Selon qu’il s’agit d’usines produisant des pro-duits frais ou des produits surgelés, la part dunégatif est très différente. Néanmoins, dans lesusines fabriquant des produits frais ou des platspréparés, certaines matières premières (viandes,légumes…) arrivent surgelées et l’on trouverades chambres de stockage basse température etdes locaux ou systèmes de décongélation.
437
15.3 Usines agroalimentaires15 • Applications du froid©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 437
Compte tenu de leur importance (surfaces deslocaux, différences des températures et despuissances), c’est dans l’agroalimentaire que laréfrigération indirecte a été utilisée en premier,en substitution soit de plusieurs circuits à déten-te directe soit de circuits de distribution d’am-moniac par pompe.Néanmoins, les installations comprises entre100 et 300/500 kW sont réalisées en détentedirecte.Les installations sont généralement centraliséesà condensation à air entre 100 et 500 kW, àcondenseur évaporatif ou tour de réfrigérationsur condenseur à eau au-dessus.
Dégivrage :
– les circuits à détente directe pour le froidpositif sont souvent à dégivrage par air, maisaussi à dégivrage électrique pour les locaux à0/+ 2 °C, pour lesquels le dégivrage à airserait trop long et entraînerait des remontéesde température inacceptables ;
– les circuits de réfrigération indirecte pour lescircuits positifs sont à dégivrage par air, élec-trique (traditionnel avec résistances dans lesailettes) ; compte tenu de l’inertie due au fri-goporteur contenu dans les batteries, ce der-nier est long, peu économique et entraînesouvent des surchauffes des éléments chauf-fants et une dépense d’énergie pour remiseen température.
On privilégiera le dégivrage interne, soit parréchauffage naturel en utilisant la chaleur desdifférents postes, soit par réchauffage au moyend’un ou plusieurs échangeurs dont la source dechaleur pourra être :
– un réchauffeur électrique centralisé ;– plusieurs réchauffeurs électriques décentrali-
sés ;– un réchauffeur utilisant la chaleur de refoule-
ment.
Dans ce cas le système est centralisé avec deuxchoix possibles :– dégivrage global : le frigoporteur froid est
réchauffé et véhiculé en utilisant le mêmeréseau ;
– dégivrage par poste : le frigoporteur est distri-bué par une troisième tuyauterie vers lespostes qui seront équipés de vannes 3 voies.
On a donc un système à 3 tubes mais leretour se faisant dans ce cas par le tube deretour, les compresseurs sont pénalisés. Il estpréférable d’installer une 4e tuyauterie quiretourne sur l’échangeur de dégivrage, ce quiaméliore le rendement du système maisnécessite un jeu complémentaire de vannes.
Les circuits de réfrigération indirecte pour lefroid négatif (peu utilisés à ce jour mais pou-vant être amenés à se développer si l’on veutréduire les charges de fluide frigorigène drasti-quement) sont, soit à dégivrage électrique, soità dégivrage par réchauffage interne (voirinconvénients ci-dessus).On constate actuellement un développement del’utilisation de l’eau ammoniaquée et du CO2.Compte tenu de l’impact important du dégi-vrage (tant qualitatif que quantitatif) sur les sys-tèmes négatifs, l’installation d’évaporateursrefroidisseurs d’air plus sophistiqués s’impose.En effet, comme pour les entrepôts de stoc-kage négatif, un dégivrage peu performant,imparfait et la présence de givre autour desappareils, sur les plafonds et les produits, sontdes handicaps importants pour l’exploitation.De nombreuses options sont possibles :– manchettes textiles au refoulement des venti-
lateurs permettant de limiter la diffusion d’airhumide réchauffé et de « couper le tirage »sur l’appareil ;
– hottes isolées à l’aspiration pour capter l’airchaud et éviter sa diffusion dans le local ;
– hotte isolée au refoulement avec volet dyna-mique ou motorisé ;
– intégration de l’ensemble batteries + ventila-teurs dans un caisson isolé équipé d’un voletmotorisé fermant complètement l’ensemblependant le dégivrage (voir figure 12.62).
Le dégivrage peut s’opérer :
– par gaz chauds ;– par réchauffage électrique de l’air circulant
dans le caisson pendant le dégivrage ;– par réchauffage interne dans le cas de frigo-
porteur.
Avec ce type d’appareil, le dégivrage est fait àl’aide de ventilateurs fonctionnant en général àdébit réduit.
438
15.3 Usines agroalimentaires15 • Applications du froid
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 438
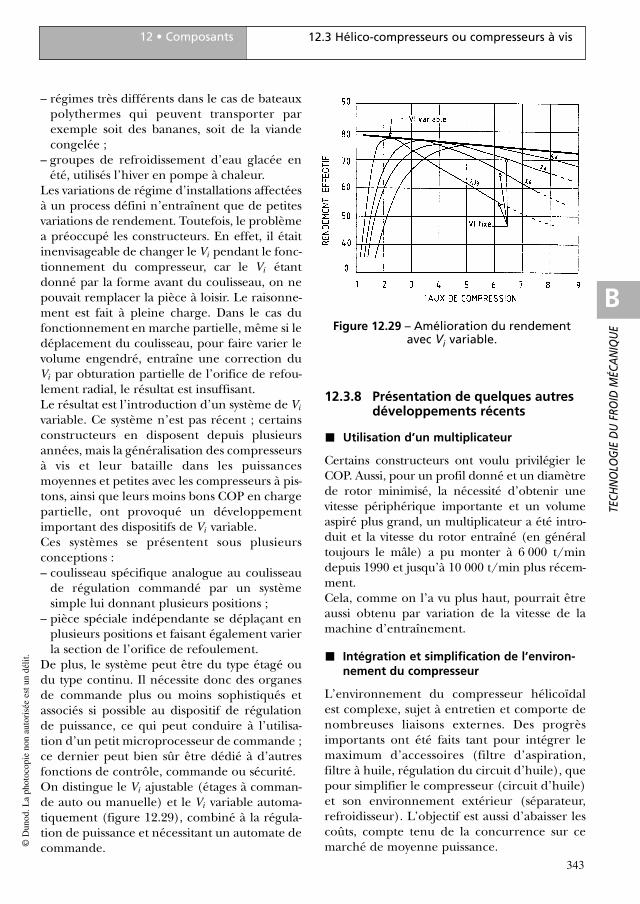
15.4 Locaux particuliers
Les locaux de préparation, découpe et condi-tionnement, dans lesquels il faut maintenir desambiances de + 4 à + 8 °C environ et hygromé-trie contrôlée (60 à 65 %) pour des raisons deréglementation et d’hygiène mais aussi pourassurer les meilleures conditions de travail dupersonnel, font l’objet d’une distribution d’airparticulière.
Ils sont équipés :
– soit de plusieurs appareils extra-plats à ventila-tion réduite (double flux, voir figure 12.61) ;
– soit de caissons de traitement d’air (CTA)(internes mais plus souvent externes) raccor-dés à des gaines textiles ou rigides.
Les CTA présentent l’avantage de pouvoir inté-grer plus facilement des fonctions de filtration,de chauffage, d’humidification. Elles sont tou-jours nettoyables et parfois équipées de net-toyage en place (NEP ou CIP).Les équipements frigorifiques en abattoirs res-semblent pour de nombreux locaux à ceux desusines agroalimentaires.Le processus d’abattage comprend immédiate-ment après le ressuage ou la réfrigération rapide.L’objectif est d’abaisser rapidement la tempéra-ture à cœur des demi-quartiers ou pièces et delimiter les pertes de poids. En effet, comptetenu de la surface limitée du produit poureffectuer ce refroidissement rapide, les para-mètres permettant d’accélérer le processus sontl’écart de température et la vitesse d’air, lesdeux accélérant la migration de vapeur d’eauvers l’extérieur du produit, donc la perte depoids.Différents procédés sont utilisés pour effectuerce refroidissement rapide, en particulier pourle porc avec avancement continu sur rails.
� Ressuage à très basse température dit procédé Clemensen
Application d’un soufflage d’air à – 25 °C pen-dant une demi-heure environ pourcroutage/congélation partielle de la couchesous peau. Ensuite remontée progressive en 2 ou 3 étages (– 15, – 7 et 0 °C) pour éviter une
congélation trop importante et appliquerl’écart de température maximal par tranche de30 minutes à 1 heure Le processus dure environ1 h 30 ; il permet de ramener la températuremoyenne de + 37 °C vers + 20 °C. Cette phasede refroidissement de choc est suivie d’unephase de refroidissement complémentaire puisd’homogénéisation, l’ensemble durant 24heures La perte de poids est d’environ 0,7 à1,2% pendant la phase ressuage et 0,5 à 6 %pendant la phase refroidissement complémen-taire et égalisation.
� Ressuage à température moyenne
Application d’une température de – 10 °C puisde – 5 °C et remontée vers 0 °C. La perte depoids peut atteindre 1,3 à 1,5 % car le tempsde refroidissement est plus long et la couchesuperficielle n’est pas congelée pendant laphase ressuage de 3 heures, et 0,7 à 0,8 %ensuite.
� Ressuage avec de l’air à 0 °C et douchage
Système de brumisation, procédé Sirial. Les car-casses avancent en continu et sont soumises àune ventilation efficace et dirigée à 0 °C puis àune pulvérisation d’eau froide intermittente.Celle-ci permet de réhydrater la surface, d’amé-liorer le coefficient d’échange et de limiter auminimum les pertes de poids (0,5 % environ).La réfrigération des carcasses de bœuf est plustraditionnelle bien que différents tests aient étéréalisés avec la technique ci-dessus. L’absencede couche de gras superficielle ne permet pasd’envisager de congélation de surface car latendreté de la viande serait altérée.
15.5 Entreposage
1600 entrepôts de plus de 2000 m3 en France.
15.5.1 Entreposage positif
Les températures appliquées sont voisines de0 °C (jusqu’à – 1 °C pour quelques produits).On peut distinguer deux applications diffé-rentes.
439
15.5 Entreposage15 • Applications du froid©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 439
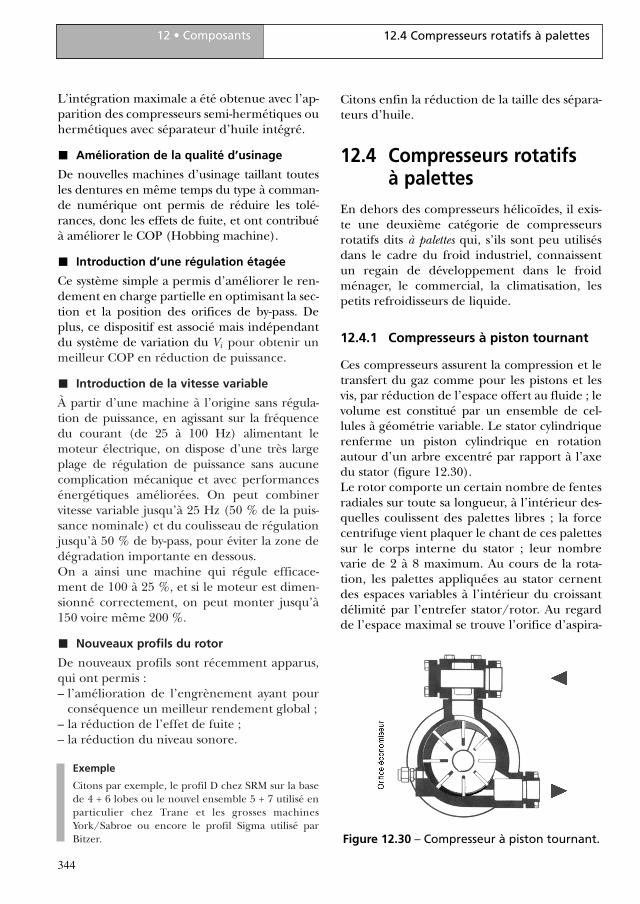
� Entrepôt de distribution
Véritable plate-forme approvisionnée par lesusines en multiproduit (viande, charcuterie,poissons, produits frais laitiers, fruits etlégumes, fleurs...), cet entrepôt sert d’interfaceentre les producteurs et les magasins de ventes(chaînes de distribution mais aussi grossistes,magasins de détail, restauration collective…).
Il est soit intégré aux groupes de distribution,soit multiclients et exploités par des spécialistesdu transport et/ou de la logistique.Les différents produits sont affectés à des locauxspécifiques et aux températures appropriées.Selon son importance, les circuits seront soit àdétente directe soit à réfrigération indirecte(utilisation de fluide frigoporteur).
440
15.5 Entreposage15 • Applications du froid
Figure 15.1 – Principe du système ULO (Besseling).
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 440
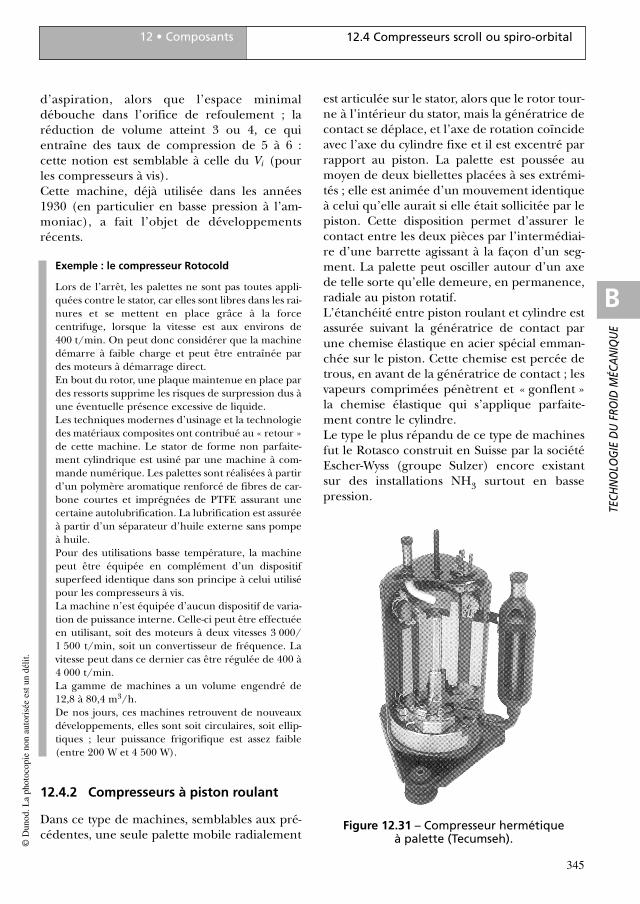
� Entrepôts de stockage moyenneet longue durée spécialisés
Les entrepôts de fruits et légumes permettentde refroidir et de stocker sous température,hygrométrie ou atmosphère particulières dès larécolte des fruits et légumes pour une commer-cialisation ultérieure ou une répartition de l’uti-lisation pour les usines de transformation.Afin de préserver la qualité des fruits sur unepériode de stockage relativement longue (parexemple de 6 à 8 mois), il est fait appel à desatmosphères contrôlées et éventuellement audispositif ULO (Ultra Low Oxygene) dans lequelle taux d’oxygène est réduit au minimum etremplacé par de l’azote (figure 15.1).La réduction du taux d’oxygène et l’applicationd’une température voisine de 0 °C permettentd’éviter au maximum l’évolution de la matura-tion et le développement de micro-organismes.
Remarque
Bien qu’il ne s’agisse pas réellement d’entreposage,certaines techniques de refroidissement spécifiquessont à mentionner.
• Refroidissement humide : afin d’assurer un refroidisse-ment rapide des légumes sur le lieu de la récolte(par exemple choux-fleurs) et à partir d’uneméthode de chargement spécifique, l’air est soufflévers 1/+ 2 °C après avoir été refroidi dans un appa-reil où l’on ruisselle de l’eau à 0,5 °C. L’air sort prèsdu point de saturation, ce qui permet de conserverl’aspect de fraîcheur des produits et de limiter lespertes de poids. L’eau froide est en général produi-te par un bac avec accumulation de glace.
• Hydrocooling : ce procédé également utilisé pour leslégumes (carottes, tomates…) consiste en un ruis-sellement d’eau froide à + 2 °C. En prérefroidisse-ment de légumes avant surgélation, le refroidisse-ment par immersion dans l’eau glacée est utilisé.
15.5.2 Entreposage négatif
� Entrepôts de stockage longue durée
Stockage des surproductions (beurre,viandes...).
� Entrepôts de stockage associésà des usines de production
– Stockage amont de produits à récolte saison-nière destinés à alimenter une fabrication éta-
lée. Par exemple, châtaignes pour productionde purée et de crème de marrons ; fruits pourproduction de confiture ; petits pois et hari-cots verts pour production de surgelés, platscuisinés et conserves.
– Stockage aval de produits finis pour faire faceà des demandes saisonnières ou créer desstocks tampons. Par exemple, crèmes glacées,frites.
� Entrepôts de distribution
Parfois associés mais plus souvent séparés desplates-formes positives évoquées ci-dessus, ilsont la même fonction.Les solutions techniques de production, distri-bution de froid ainsi que le dégivrage sont ana-logues à l’agroalimentaire négatif.Lorsqu’il s’agit de volumes plus conséquents(entre 1 500 et 150 000 m3), on trouve des ins-tallations à recirculation de fluide frigorigènepar pompes NH3 et éventuellement R-404A ouR-507 pour les volumes de 15 à 25 000 m3. Dansce cas le dégivrage est par gaz chauds avec desévaporateurs le plus fréquemment du type CTA.Pour les volumes compris entre 10 000 et250 000 m3 quelques équipements ont été réali-sés :
– soit avec de l’alcali comme frigoporteur ;– soit avec du CO2 en frigoporteur ;– soit avec du CO2 en frigorigène (en cascade
sur moyenne température).
15.6 Usine de crèmes glacéesEn dehors des chambres froides amont (pro-duits frais tels que lait, crème, fruits…) et dustockage aval (produits finis), on trouve desmatériels spécifiques :
– maintien en température des cuves de prépa-ration (mélange des différents composantsvers 0/+ 4 °C) ;
– refroidissement après pasteurisation + 2/+ 4 °C ;
– alimentation des freezers à double enveloppehorizontale avec un ou plusieurs évaporateursdans lesquels le mix introduit à + 2 °C environest mélangé avec l’air (foisonnement) et par-
441
15.6 Usine de crèmes glacées15 • Applications du froid©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 441
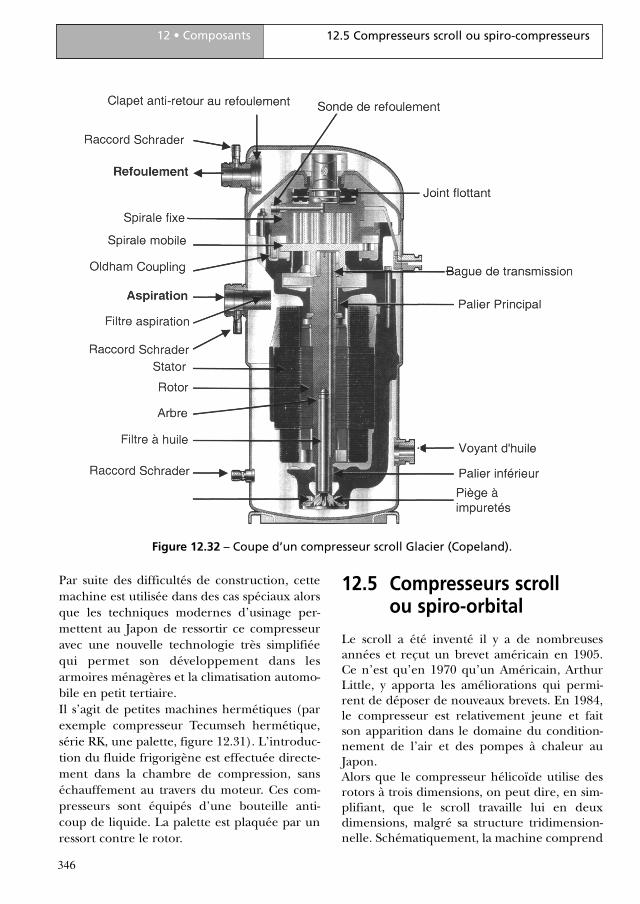
tiellement congelé. La température finale(environ – 5 °C) est obtenue par évaporationde fluide frigorigène (en général NH3) à trèsbasse pression (– 30 à – 33 °C) (figure 15.2) ;
– surgélateur à spires, bandes, plateaux ouplaques, selon le type de produit (bacs de vrac0,5 à 2 l, cônes, etc.) ;
– machines à bâtonnets (figure 15.3) ; compo-sée d’une table tournante comportant lesformes recevant le mix et dont le dessousbaigne dans de la saumure (chlorure de cal-cium en général), la machine, dont la pro-duction peut atteindre 30 000 bâtonnets àl’heure, comporte les dispositifs automatiquesde remplissage mono ou polyproduits, demise en place des bâtonnets, de démoulagepar trempage dans zone de saumure chaude,de nappage de chocolat, d’ajout de pépitesd’amandes, etc. ;
– maintien en température et hygrométrie deslocaux de fabrication.
15.7 Laiterie et fromagerieDeux grandes utilisations du froid :
– maintien des conditions de température deslocaux de travail ;
– traitement des produits :
• refroidissement du lait à la ferme par cuveavec groupe intégré ;
• refroidissement du lait après pasteurisationentraînant des pointes de besoin pendantquelques heures et justifiant les systèmes d’ac-cumulation ;
• refroidissement de la crème ou du sérumaprès séparation et pasteurisation ;
• refroidissement de l’eau de barattage du beur-re ou de la baratte ;
• contrôle de la maturation et séchage des fro-mages.
Selon les variétés, les conditions de tempéra-ture, hygrométrie, durée de traitement sontspécifiques.Des matériels particuliers tels que les caissonsde traitement d’air prenant en compte les par-ticularités des fromagers (humidité, corrosion,distribution d’air contrôlée, nettoyabilité y com-pris dispositif de nettoyage en place…) ont étédéveloppés. Par exemple, système Air QualityProcess de Safrair, produits Clauger…
442
15.7 Laiterie et fromagerie15 • Applications du froid
Figure 15.2 – Freezer à crèmes glacées (Hoyer).
Figure 15.3 – Machine à bâtonnets (Hoyer).
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 442
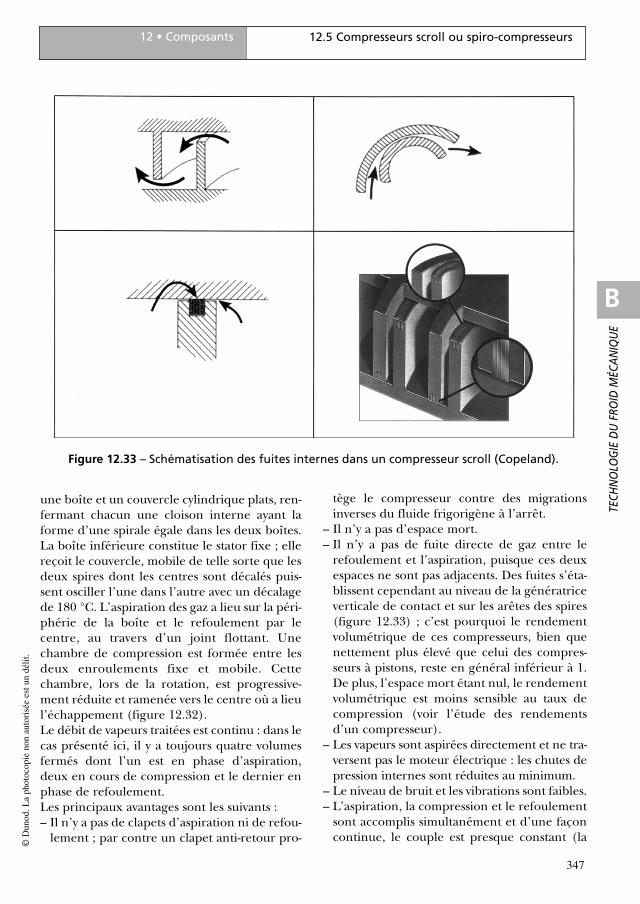
15.8 Unités de surgélation
La chaîne de fabrication et les besoins de froidassociés seront spécifiques selon les produitstraités.Dans le cas des légumes surgelés (capacités de2 à 30 t/h), le prérefroidissement des légumesaprès blanchiment est assuré par de l’eau à+ 6/+ 10 °C. Il y a peu de locaux à traiter enambiance, à l’exclusion des zones d’ensachageen gros ou de conditionnement. Les surgéla-teurs à lit fluidisé (IQF) sont utilisés pour lesfrites, les pommes dauphine et noisette, lespetits pois, les brocolis, les poireaux coupés etpour les fruits rouges, les oreillons d’abricots oude prunes, etc.Les surgélateurs à plaques sont utilisés pour lesépinards hachés ou en branches, la puréeconditionnée en bacs (appareils verticaux ouhorizontaux manuels) ou en boîtes en carton(horizontaux automatiques).Pour réaliser des palets de purée de légumes onutilise un surgélateur à tambour qui produit desécailles qui sont ensuite compactées à la formesouhaitée.Lorsque l’usine produit des plats cuisinés ou desproduits transformés à base de poissons, viandesou légumes, elle comprend des zones amont àtempérature contrôlée de produits bruts surgelésou frais, éventuellement des zones de décongéla-tion, des zones de préparation, de surgélation, deconditionnement et d’emballage, et des zones destockage de produits finis.Selon les capacités les moyens de surgélation uti-lisés vont des cellules automatiques à des surgéla-teurs en continu du type spirale, à plaques hori-zontales automatiques, en passant par des cellulesà chariots à avancement manuel ou automatique.Dans les usines de pains, pizzas, croissanteries, lessurgélateurs sont du type en ligne à bande avecalvéoles pour les baguettes crues ou précuites, etdu type à spirale pour la viennoiserie, les pizzas…Lors de la préparation de la pâte on utilise :– de l’eau glacée ou de la glace dans le pétrin ;– de l’eau glycolée pour le refroidissement des
pétrins en continu (double enveloppe etsabots) ;
– de l’air refroidi vers – 15 °C et déshydratépour les refroidisseurs de pâte en continu ;
– de l’air à température et hygrométrie contrô-lées pour les chambres de maintien et depousse.
15.9 Groupe de process15.9.1 Pharmacie
– Équipements de salles propres pour la fabri-cation.
– Groupes de refroidissement spéciaux (eaualcoolisée, éthanolée, glycolée, saumure, huilessilicones pour basse température – 80 °C).
– Groupes de refroidissement d’eau.– Installations de lyophilisation pour médica-
ments.
15.9.2 Chimie et pétrochimie
– Groupes identiques aux précédents avec sou-vent des contraintes de protection spéciales,par exemple corrosion, antidéflagrance, sécu-rité augmentée.
– Groupes de refroidissement d’azote, d’argonpour les usines produisant des gaz de l’air.
– Groupes de maintien en température desphères ou réservoirs de stockage (N2O, NH3,GPL) en option indirecte (condensation desvapeurs vers un échangeur positionné ensommet de cuve) ou directe (recompressiondes vapeurs, liquéfaction et détente dans lestockage).
15.9.3 Plastique
Ce sont essentiellement des refroidissementsd’eau, soit à + 25 °C (tours de refroidissementatmosphérique) pour refroidir les moteurs despresses à injecter, soit à + 10 °C pour les moules.
15.9.4 Recherche
– Salles propres ou salles blanches à tempéra-ture, hygrométrie, empoussièrement contrô-lés.
– Groupes spéciaux ayant la possibilité de tra-vailler sur des grandes plages de fonctionne-ment (par exemple, de – 40 à + 25 °C en
443
15.9 Groupe de process15 • Applications du froid©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 443
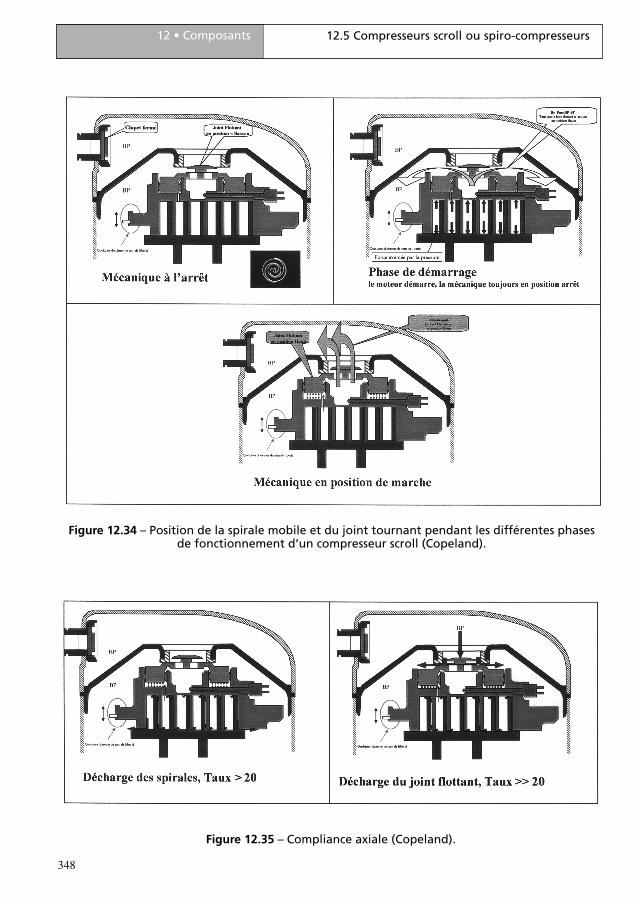
étude aéronautique, centre d’étude de laneige, météo…).
15.9.5 Micromécanique et électronique
– Salles propres pour la fabrication de puces,cartes magnétiques, usinage de précision.
– Groupes spéciaux permettant de travaillerentre – 80 °C et + 200 °C (déverminage decartes et de composants électroniques).
15.10 Bâtimentet construction
En laissant de côté les équipements de chauffa-ge et de climatisation de confort, on peut trou-ver dans ce secteur quelques applications :
– Utilisation d’eau froide ou plus souvent deglace pour mélanger aux agrégats lors de lapréparation du béton afin de limiter la tem-pérature pendant le séchage (barrages enpays chauds) et plus rarement par circulationd’eau dans des réseaux de tubes.
– Utilisation d’eau glacée pour le refroidisse-ment d’ouvrages souterrains (par exempletunnel sous la Manche).
– Groupes de refroidissement de chlorure decalcium vers – 25/– 30 °C pour assurer lacongélation des sols et permettre le creuse-ment et la réalisation d’ouvrages en béton ensols très humides. La saumure circule dansdes pieux de 5 à 20 m enfoncés dans le sol.Ces pieux sont constitués d’un double tube :tube central d’arrivée de saumure vers le fondet retour dans la section annulaire qui congè-le le milieu externe environnant.
15.11 Patinoires et neige
Traditionnellement réalisés dans les années1970 (après les Jeux olympiques de Grenobleen 1968) en distribuant par pompe du R-12(charge 7 t pour 56 m × 56 m) dans un faisceaude tubes en acier de DN25 espacés de 100 mmenviron, puis à partir des années 1980 (avant etaprès les Jeux olympiques d’Albertville de 1992)
en distribution de R-22 (charge environ 3,5 t)dans des tubes acier de DN15 espacés de 90 mmenviron, les équipements de patinoire sontmaintenant réalisés en réfrigération indirecteavec circulation d’eau glycolée ou saumure dechlorure de calcium à – 9/– 7 °C dans un fais-ceau de tubes en épingles en polyéthylène deDN20 espacés de 80 mm.Le fluide primaire est du NH3 et des HFC(R-404A, R-507, R-134a).La puissance installée est d’environ 300/350W/m2.La chaleur rejetée par les compresseurs (à visou à pistons) doit faire l’objet d’une récupéra-tion bien réfléchie pour :
– réchauffer l’eau de surfaçage (+ 40 à + 50 °C)ou de l’eau chaude sanitaire ;
– réchauffer la sous-dalle (+ 10 °C) en cas d’uti-lisation continue de la piste ;
– réchauffer les locaux (vestiaires, hall à patins,cafétéria, parties communes) ;
– réchauffer le sol des salles de sports associées ;– réchauffer l’eau des piscines (+ 32 °C) qui
sont souvent associées.L’enneigement artificiel (canons à neige) faitappel à des refroidisseurs d’eau atmosphé-riques ou groupes frigorifiques au plus près de0 °C pour injection d’eau avec l’air comprimé.À noter une réalisation en France (et quelquesautres à l’étranger) de pistes de ski intérieures(in door) utilisées pour le loisir mais aussi pourl’entraînement des professionnels. L’ambianceest maintenue vers – 3 °C pour des refroidisse-ments d’air. Le sol est parfois refroidi selon leprincipe des patinoires (construction et locali-sation). Comme il y a « usure » et légère fusionde la neige, les compléments se font :– soit par buses, type canon à neige, placées au
soufflage des refroidissements d’air ;– soit par une petite machine de production de
glace « écaille ».
15.12 Malteries, brasseriesvinicoles
Les besoins en malterie sont le chauffage et lerefroidissement pour la germination, une situa-
444
15.11 Patinoires et neige15 • Applications du froid
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 444
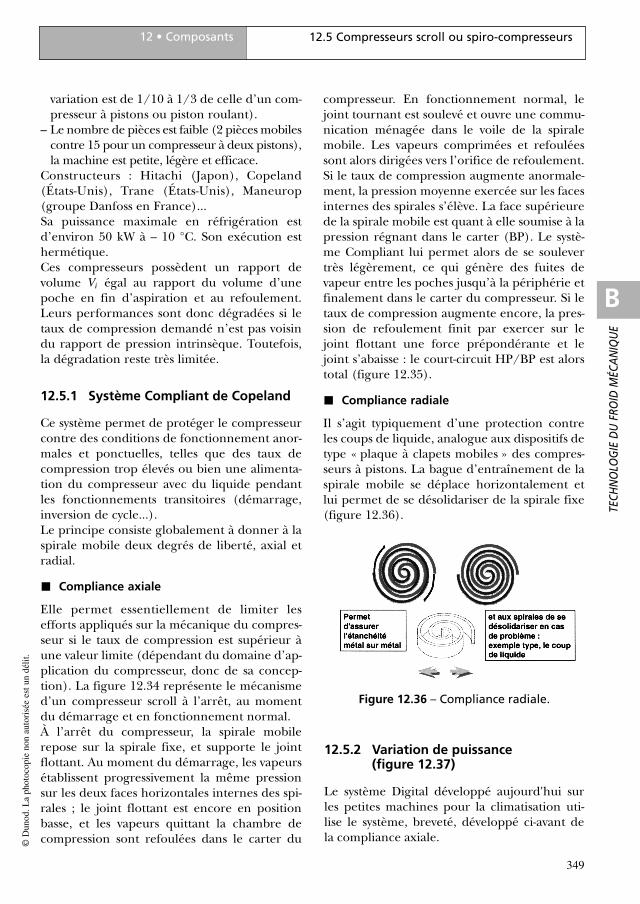
tion idéale pour l’utilisation de pompes à cha-leur.
En brasserie :
– Contrôle de la fermentation par circulationd’eau glycolée (auparavant circulation d’am-moniac par pompes) dans des sections dedouble enveloppe de tanks verticaux souventinstallés à l’extérieur et isolés. En installationintérieure, l’installation des tanks se fait enlocaux isothermes avec refroidisseurs d’air.
– Refroidissement des moûts sur échangeurs àplaques.
– Maintien en température des tanks de garde(deuxième fermentation) en cuverie parrefroidissement de l’ambiance mais aussi enrefroidissement des tanks.
– Refroidissement après filtration avant embou-teillage.
– Installation de récupération de CO2 de fermen-tation avec lavage, désodorisation, séchage,compression, condensation vers – 20 °C (20 bars environ), stockage tampon et mise enbouteilles éventuelle.
Remarque
En vinification, les besoins de réfrigération se trou-vent au niveau du contrôle de la fermentation :
• Échangeur de type « drapeau » immergé en partiehaute des cuves (figure 15.4) ou échangeur de typeOptivin® en polyéthylène alimentaire pouvant flot-ter en haut de cuve sous le « chapeau » constituédes rafles ou être maintenu en bas ou dans uneposition intermédiaire ou cuve inox à double enve-loppe ou ruissellement d’eau à l’extérieur descuves.
• Refroidissement sur des échangeurs à plaques outubulaires avant embouteillage pour certains vins.
• Maintien en température d’ambiance du stockagede bouteilles ou de fûts de vieillissement.
• Échangeurs à surface raclée à refroidissementdirect ou indirect utilisés pour cryoconcentrationde vins ou congélation partielle pour créer lesconditions de précipitation de tarte et dépôts.Surtout utilisée en Champagne, cette phase est sui-vie d’une phase de stabilisation vers – 5 °C. Cetteprécipitation peut se faire par refroidissement del’air dans les aires de stabilisation.
La précipitation tartrique se fait aussi par refroidisse-ment des vins sur échangeurs à plaques à – 5 °C puismaintien en cuve isolée.
15.13 Salaisonnerieet charcuterie
– Équipements classiques de maintien de condi-tions de température et d’hygrométrie dansles locaux de matières premières, produitsfinis, et d’ambiance des locaux detravail/transformation avec des zones ensalles propres et flux laminaires (par exempletranchage de jambons).
– Tunnels de croûtage/durcissement vers– 15 °C pour permettre le tranchage (parexemple lardons).
445
15.13 Salaisonnerie et charcuterie15 • Applications du froid©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 15.4 – Échangeur drapeau (Serap).
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 445
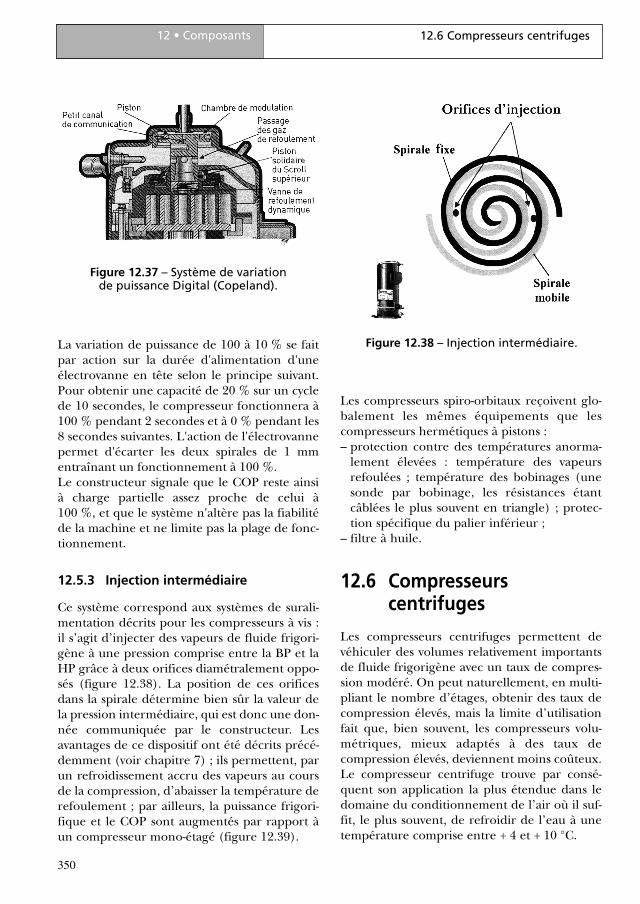
– Locaux spécifiques pour étuvage/séchage etmaturation des jambons et saucissons secs. Leprocédé de séchage des saucissons est pluscomplexe que celui des jambons secs. Laconnaissance du produit, sa composition et saprésentation finale conduisent à définir desséquences alternant chaud/froid/ventila-tion/repos, en fonction des pertes d’eaunécessaires. Le système type pour un séchoirest montré figure 15.5. Le caisson de traite-ment d’air souffle en plafond, dans chaqueangle longitudinal, dans des buses dirigeant leflux d’air vers le sol. L’intensité de ce flux estalternée 90/10 et 10/90 par exemple avec unsystème de volet tournant. L’air passe de basen haut sur les produits en les « léchant » etest repris au centre du local en plafond dansune gaine munie d’orifices de repriseréglables.
Remarque
Pour des grandes usines de fabrication, la productionde froid est centralisée et les fluides distribués verschaque cellule équipée de son propre caisson de ven-tilation et de son propre module de programmation.
15.14 Procédés divers de refroidissement
Au § 15.4 sont évoqués trois systèmes de refroi-dissement rapide pour les carcasses de porcaprès abattage. Nombreux autres systèmes sontutilisés pour assurer un refroidissement rapidedes denrées afin de permettre leur conserva-tion. Ils dépendent du type de produits.L’air est souvent le vecteur de transmission dufroid ; sa vitesse de passage sur les produits etsa température conditionnent les résultats. Le
446
15.14 Procédés divers de refroidissement15 • Applications du froid
Figure 15.5 – Principe de fonctionnement d’un séchoir à saucissons.(A) Unité évaporateur/condenseur en tubes cuivre et ailettes aluminium. La disposition verticale
supprime toute possibilité de rétention de gouttes et accumulation de givre. (B) Unité deventilation avec ventilateur centrifuge à grand rendement. (C) Système d’humidification.
(D) Utilisation optimale de l’espace en plaçant le conduit d’aspiration d’air contre la paroi arrière.(E) Possibilité d’accrocher le produit jusqu’à la face frontale du frigorifère. Plus grande densité
de stockage. (F) Circuit de distribution d’air optimisé. Réduction des pertes de charge. Utilisationoptimale des dimensions de la batterie. (G) Circuit frigorifique incorporé dans l’unité compacte.
Plus grande propreté, moins d’encombrement, et garantie de qualité supérieure.
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 446
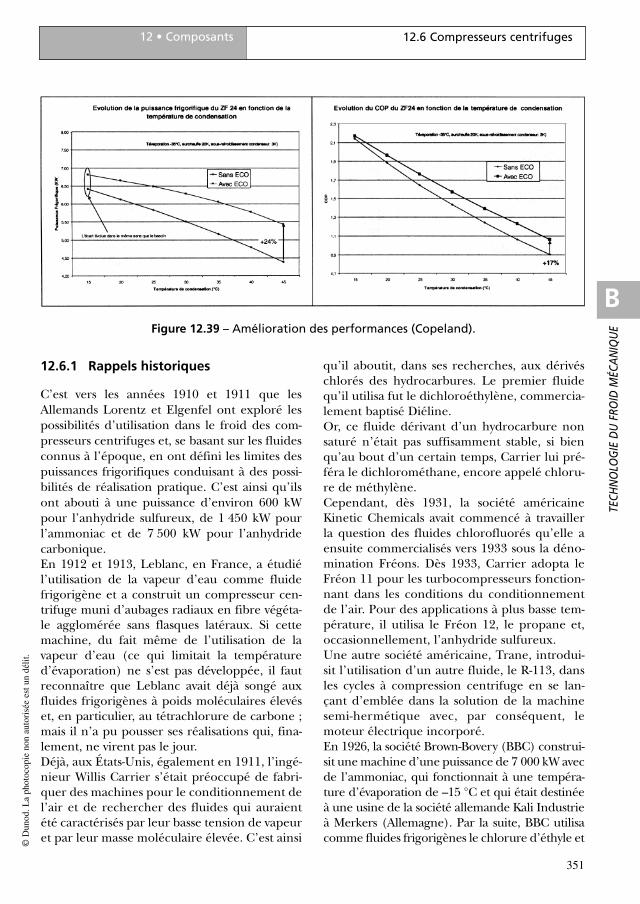
local ou « cellule de refroidissement » estadapté aux produits et au flux d’air.Mais le frigovecteur est parfois l’eau, unmélange air/eau ou encore un fluide à tempé-rature négative si l’on veut congeler. Citons :
– le refroidissement à l’air humide vers 0,5 °Cpour les salades ou les choux-fleurs parexemple (figure 15.6). Il s’agit d’utiliser del’air le plus froid possible, à températurepositive, et d’éviter une déshydratation duproduit. L’air est refroidi et saturé dans unappareil dans lequel de l’eau à températurevoisine de 0 °C (provenant d’un système àaccumulation de glace) est pulvérisée ;
– le refroidissement par ruissellement/trem-page dans l’eau pour fruits, tomates, etc. : « l’hydrocooling » ;
– le refroidissement dans des enceintes misessous vide : « vacuum-cooling ». Une partie del’eau contenue dans le produit ou sur le pro-duit est sublimée, ce qui provoque le refroi-dissement ;
– la congélation par immersion dans du chlo-rure de sodium (crevettes, sardines...) ou del’eau sucrée pour certains fruits.
Pour mémoire, citons également la lyophilisa-tion, autre procédé de conservation par déshy-dratation totale sous vide avec piégeage del’eau sur un « point froid ».
447
15.14 Procédés divers de refroidissement15 • Applications du froid©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 15.6 – Système de refroidissement humide (BALTIMORE)1 : cellule ; 2 : mur de reprise ; 3 : refroidisseur d’air à ruissellement d’eau ;
4 à 7 : palettes de légumes ; 8 : rideau couvrant le passage ; 9 : couloir de passage d’air ; 10 : écran d’aspiration.
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 447
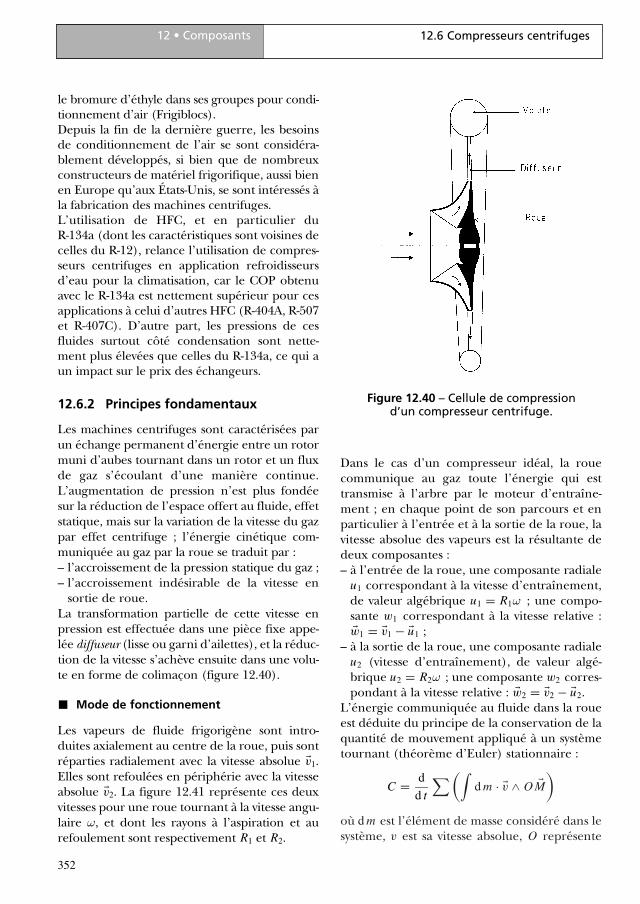
9782100540174-Meunier-C15.qxd 28/04/10 15:06 Page 448

B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
16.1 Généralités
Dans les conditions thermiques décrites plushaut il se produit du givre qui, malgré le pasd’ailette choisi, colmate progressivement lesespaces entre les tubes et les ailettes, et s’oppo-se au transfert thermique également réduit parla baisse de la vitesse d’air due au colmatage. Legivre agit comme un isolant dont la résistancethermique est fonction des facteurs suivants :– température de formation : plus elle est proche
de 0 °C, plus le givre est dense et s’apparenteà de la glace, plus elle est basse, plus le givreest pulvérulent ;
– coefficient de film entre l’air et l’ailette : plus savaleur est élevée, plus la masse volumique dugivre croît ;
– temps de fonctionnement : plus le temps de fonc-tionnement s’allonge, plus la masse volu-mique du givre a tendance à s’accroître.
L’efficacité de la batterie à ailettes est réduite,sa puissance frigorifique diminue, et l’écart detempérature air/frigorigène augmente.Si la pression d’évaporation est maintenueconstante, la température de la source froideremonte ; inversement si la pression d’évapora-tion n’est pas fixée, elle se met à diminuer etavec elle le coefficient de performance du grou-pe frigorifique : il faut supprimer le givre.Cette opération se répétera autant de fois qu’ille faudra, de quatre à six fois par jour ou sim-plement une fois par semaine selon l’importan-ce du pas des ailettes, l’équipement de lachambre (sas ou rideaux d’air à l’entrée), ladéshydratation des produits.Notons que sur certains évaporateurs de tun-nels de surgélation (Frigoscandia, John Bean),un système retardeur de dégivrage peut être ins-tallé en option, qui consiste en un soufflaged’air comprimé sur la batterie.
449
16.1.1 Provenance du givre
L’origine du givre peut être :– la respiration de certains produits ;– l’ouverture des portes ;– l’eau contenue dans les palettes en bois qui sont
introduites en chambre froide après lavage ;– la respiration du personnel ;– les infiltrations diverses (accès convoyeur par
exemple) ;– l’eau contenue dans le produit.
16.1.2 Rendement thermique de dégivrage
Ce rendement est le rapport entre la quantitéde chaleur Qeau nécessaire pour réchauffer legivre, assurer sa fusion et réchauffer l’eau résul-tante, et la quantité de chaleur Ed apportéependant le dégivrage :
ηt = Qeau/Ed
Il est fonction de la technologie de l’évaporateurconsidéré et du mode de dégivrage. D’après uncertain nombre d’expériences menées trèsrécemment, on sait que ce rendement ne dépas-se pas 70 % ; certains appareils ont même mon-tré des rendements inférieurs à 20 %.
16.1.3 Rendement énergétique de dégivrage
L’opération complète de dégivrage comporteune dernière phase de retour aux conditionsnormales de marche, qui nécessite par consé-quent un refroidissement de l’appareil aprèsfusion de la glace, lequel entraîne une dépenseénergétique supplémentaire.Ce rendement est donc le rapport entre laquantité de chaleur Qeau et la somme de la
16 • DÉGIVRAGE
9782100540174-Meunier-C16.qxd 28/04/10 15:08 Page 449

quantité d’énergie électrique Ed dépensée aucours de la phase de réchauffage et de la quan-tité d’énergie électrique E f c dépensée pendantla phase de production de froid de compensa-tion :
ηE = Qeau/(Ed + E f c)
Certains appareils ou systèmes ont un rende-ment énergétique atteignant 80 %. Pourd’autres, il est inférieur à 20 %.
16.2 Procédés de dégivrage
16.2.1 Dégivrage à l’air
Ce procédé peut être utilisé dans les chambrespositives supérieures à + 2 °C ou sur des évapo-rateurs de pompes à chaleur. Il consiste simple-ment à arrêter la production frigorifique surl’évaporateur ; l’appareil se dégivre seul parapport thermique externe de l’air en circula-tion naturelle ou forcée.
16.2.2 Dégivrage à l’eau
Ce procédé consiste à faire ruisseler de l’eau surles batteries givrées ; il présente l’avantaged’opérer également une action mécanique surles manchons de glace qui se trouvent entraînéspar l’écoulement de l’eau. Il est toujours utilisé,mais assez souvent combiné à un autre procédéet uniquement sur certaines applications (parexemple tunnels de congélation avec gros éva-porateur unique ou stockage de fruits).
16.2.3 Dégivrage électrique
Ce procédé consiste à apporter de la chaleur augivre, au moyen de résistances électriques pla-cées soit à l’extérieur des tubes à ailettes, soitdirectement à l’intérieur de certains tubes oufourreaux. La position de ces résistances estimportante et définie par expérience ; la densi-té de chauffage est plus importante vers le basde la batterie.Une variante intéressante dite « électrique à airchaud » consiste à faire circuler sur la batterie àdégivrer de l’air réchauffé par des résistances
électriques situées en dehors de la batterie.Dans ce cas, l’ensemble batterie/résistance/ventilateurs est dans un caisson. (Voir évapora-teurs refroidisseurs d’air spéciaux CTA figure12.62.)Pour les refroidisseurs d’air alimentés au frigo-porteur, un réchauffeur électrique localréchauffe le frigoporteur. Ce type de dégivrageinterne est plus efficace et limite le réchauffe-ment total d’autant plus qu’il est localisé.
16.2.4 Dégivrage par inversion du cycle
Ce système est surtout utilisé sur les PACdomestiques et sur les groupes constitués d’uncondenseur et d’un évaporateur à ailettes : parinversion du cycle, le condenseur devient éva-porateur et capte de la chaleur au milieu exté-rieur pour qu’elle soit transférée vers l’évapora-teur qui joue alors le rôle de condenseur.L’apport thermique par l’intérieur entraîne lafonte du givre.
16.2.5 Dégivrage par gaz chaud
Ce système s’apparente au précédent, cepen-dant le gaz chaud provient directement de lastation de condensation dont il est dérivé ;d’autres évaporateurs sont maintenus en fonc-tionnement, soit par la régulation, soit parmarche forcée, afin d’assurer la fourniture desgaz.
16.3 Initialisation
Afin d’optimiser l’efficacité des refroidisseursd’air et celle du dégivrage, il est intéressant depouvoir déclencher la mise en dégivrage defaçon rigoureuse.Aujourd’hui, on utilise dans la quasi-totalité descas un système d’horloge avec programmationd’une fréquence journalière qui est fonction :– de l’application ;– de l’exploitation ;– de l’expérience ;– de la température.
450
16.2 Procédés de dégivrage16 • Dégivrage
9782100540174-Meunier-C16.qxd 28/04/10 15:08 Page 450
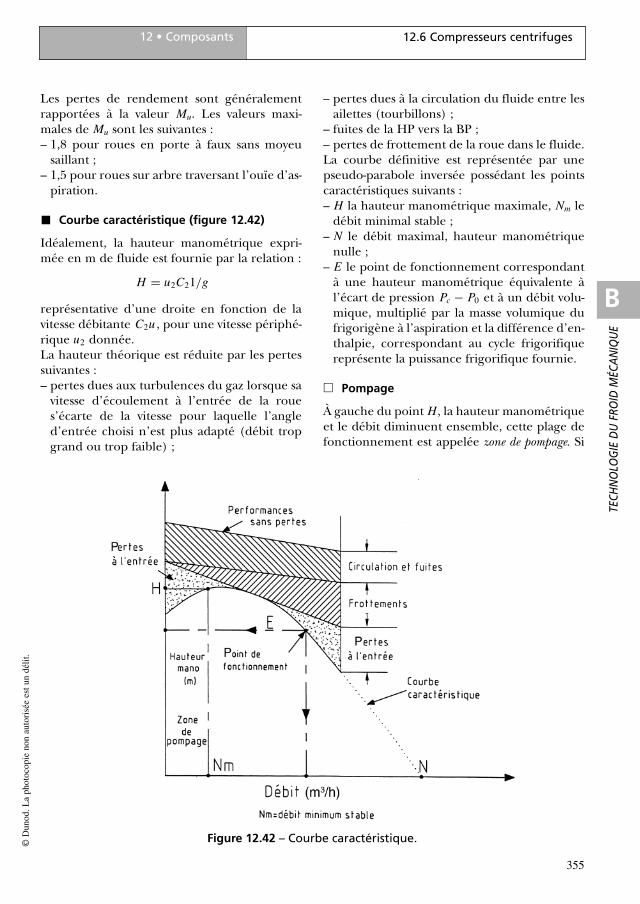
Exemple
• De 4 à 6 fois par jour pour un meuble de vente sur-gelés.
• De 3 à 4 fois par jour pour un meuble de vente frais.• De 2 à 3 fois par jour pour une chambre froide
négative de petit volume.• Jusqu’à 1 à 2 fois par semaine pour des évapora-
teurs de grandes chambres négatives équipées desas, et des refroidisseurs d’air avec pas d’ailettes éle-vés (10 mm environ) et équipés de volets.
Pour améliorer la gestion du dégivrage il estsouhaitable de la lier, pour des applicationschambres froides, au temps de fonctionnementen mode réfrigération.Différents systèmes ont été essayés pour initiali-ser le départ du dégivrage sans toutefois donnerde résultats convaincants :– mesure de l’épaisseur du givre par sonde à
conductivité ;– mesure de l’épaisseur du givre par rayon lumi-
neux ;– mesure de la perte de charge sur le circuit
d’air.
16.4 Arrêt
La méthode la plus utilisée est l’arrêt de la fonc-tion dégivrage après un temps préréglé selonles mêmes références que pour l’initialisation.Lorsqu’il s’agit de refroidisseurs d’air pour tem-pératures négatives, on utilise un thermostat defin de dégivrage dont l’emplacement n’est pastoujours facile à trouver compte tenu des posi-tions des évaporateurs dans les locaux (près ouau-dessus des portes), du type d’alimentation(détendeur thermostatique ou pompes de recir-culation), du mode de dégivrage (électriqueincorporé, gaz chauds, air chaud ventilé).En dégivrage électrique, il est nécessaire decontrôler le fonctionnement des résistances parun thermostat ou sonde limite pour éviter unéchauffement excessif de l’air, la dispersion del’humidité, le risque de feu.Cette sonde sur l’air est réglée vers + 12/ + 15 °C.Dans certains équipements de tunnel de congé-lation ou de chambre de stockage de surgelés,des essais ont été faits avec des ampoules de mer-cure (ampoule Bonnet) qui fermaient un
contact lorsque le mercure était redevenu liqui-de. Ce dispositif est très peu utilisé actuellement.
16.5 Réduction des entrées d’air
Le givre provient essentiellement d’entréesd’air lors des ouvertures de porte.La formule suivante permet de définir précisé-ment les flux d’air par les portes ou autresouvertures de manutention :
Q = [8 + [0,067(Te − Ta)]]zpρa
H L
√H
(1 − ρe
ρa
)(he − ha)C
où Te et Ta sont les températures extérieure etintérieure, ρe et ρa les masses volumiques cor-respondantes, he et ha les enthalpies, H et L lesdimensions de la porte, zp le temps d’ouverturedes portes (en min/h) et C un coefficient fonc-tion de la présence de rideaux d’air (C = 1 enl’absence de rideau d’air et C = 0,25 en pré-sence d’un rideau d’air efficace).En effet, en dehors de la quantité de vapeurd’eau qui va se déposer en priorité sur lesrefroidisseurs d’air mais aussi sur des partiesfroides telles que plafond, racks…, ces renou-vellements d’air amènent une quantité de cha-leur importante qui dans certains cas constitueune des parties importantes du bilan (parexemple pour une plate-forme logistique).Il est donc primordial de limiter les mouve-ments d’air vers les zones plus froides. Ces mou-vements sont fonction des tensions de la vapeurd’eau et sont donc liés aux températures.Différents dispositifs peuvent être utilisés :– rideau à lanières souples ;– sas ;– portes à ouverture/fermeture automatique ;– portes à ouverture rapide doublant les portes
isothermes plus lourdes, dans le cas d’entre-pôt négatif ;
– rideaux d’air à simple flux ou à triple rideau(figure 16.1) ;
451
16.5 Réduction des entrées d’air16 • Dégivrage©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C16.qxd 28/04/10 15:08 Page 451
passage de convoyeurs avec de l’air déshydraté,ce qui supprime les entrées d’air.La fréquence de dégivrage peut être seulementd’une opération par semaine.Dans des applications identiques, un construc-teur de surgélateurs a équipé ses batteries deretardateurs de givre (rampe sur laquelle sedéplace un jet d’air comprimé soufflant legivre).
452
16.5 Réduction des entrées d’air16 • Dégivrage
Figure 16.1 – Séparateur climatique pour chambre froide négative (Biddle).
Figure 16.2 – Principe de fonctionnement de laroue adsorbante (Munters).
– systèmes de dessiccation (figure 16.2) per-mettant de déshydrater l’air des sas ouquais ; dispositif à adsorption avec régéné-ration par air chaud.
Une variante consiste à maintenir par circuitd’air déshydraté en surpression un local(par exemple tunnel de surgélation encontinu) présentant des ouvertures perma-nentes de petites sections pour permettre le
9782100540174-Meunier-C16.qxd 28/04/10 15:08 Page 452
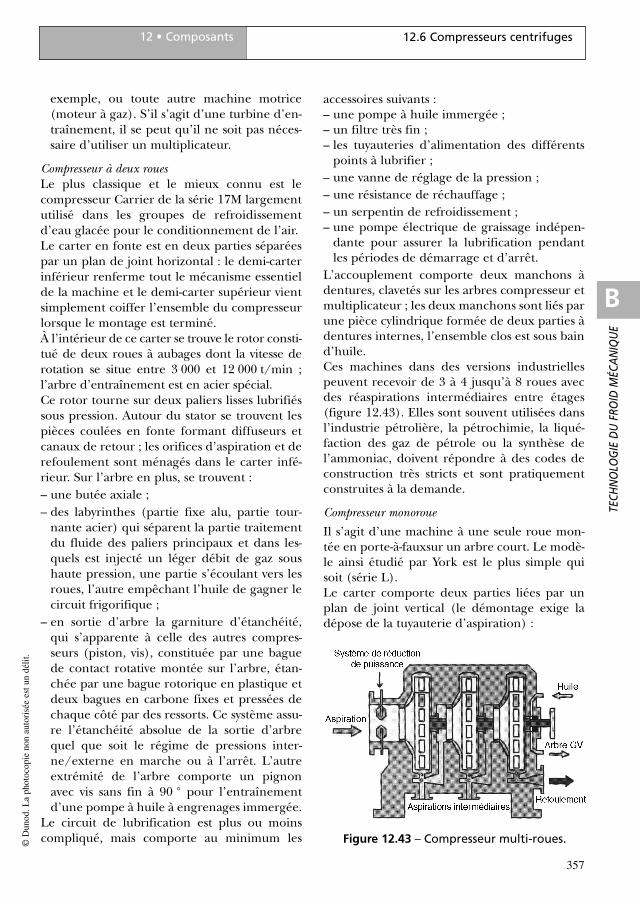
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
La distribution du froid produit par unemachine frigorifique peut s’effectuer soit aumoyen de la distribution directe du frigorigènedans les récepteurs : on est alors dans le cas dela détente directe ou de la recirculation parpompes, soit par l’utilisation d’un fluide, le fri-goporteur, dont le seul rôle est de transporterle froid entre son lieu de production (la salledes machines) et son ou ses lieux d’utilisation(chambres froides, process...). Dans le premiercas, du frigorigène (HFC, NH3...) liquide,vapeur ou diphasique circule dans toute lescanalisations de l’installation, ce qui expliqueles quantités souvent très importantes de frigo-rigène utilisées (de 2 kg de fluide par kW frigo-rifique pour les systèmes à détente directe jus-qu’à une dizaine de kg par kW pour les sys-tèmes à bouteille et recirculation). Dans lesecond cas, les tuyaux sont remplis d’un frigo-porteur dont les effets sur l’environnement(potentiel de réchauffement climatique), latoxicité, l’inflammabilité et les coûts peuventprésenter des caractéristiques extrêmementintéressantes.Ainsi, la nécessité de réduire les charges defluide frigorigène et de les confiner au maxi-mum conduit à envisager la mise en œuvre dela technologie des frigoporteurs dès lors queson utilisation est techniquement possible, eténergétiquement et économiquement intéres-sante : opter pour la solution frigoporteur doits’appuyer sur une analyse des contraintes etdes besoins propres à l’application étudiée.
453
17.1 Avantages et inconvénients des frigoporteurs
Sans prétendre à l’exhaustivité, les éléments ci-dessous sont à prendre en considération pourjustifier ou non de l’utilisation de frigopor-teurs.
17.1.1 Avantages
– Les systèmes de distribution de froid par fri-goporteurs sont plus simples à réaliser dèslors qu’il y a plusieurs postes utilisateurs : lespressions de service sont inférieures, les pro-blèmes d’étanchéité plus faciles à résoudre.
– L’évolution des boucles de distribution sontplus faciles à gérer (ajout ou suppression depostes utilisateurs).
– La machine frigorifique primaire est plusfacile à gérer, à régler et à optimiser(meilleures performances énergétiques). Ellepeut être plus compacte (moins de frigori-gène), montée en usine (meilleure étan-chéité) et livrée sous forme de groupe auto-nome (skid), ce qui simplifie son montage,son installation sur le site et sa maintenance.
– Le fluide reste confiné dans la salle desmachines et les circuits de frigorigène restentplus faciles à contrôler (contrôle des fuites).La maintenance est simplifiée, et un éventuelchangement de fluide frigorigène est plusaisé que dans le cas de la détente directe.
– Dans certains cas, l’utilisation de moindresquantités de frigorigène peut permettre d’al-léger voire de s’affranchir de certainescontraintes règlementaires sur l’utilisation de
17 • FRIGOPORTEURS
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 453
©D
dL
ht
it
ié
tdé
lit
fluides dangereux (NH3 et règlementationsur les installations classées au titre de la pro-tection de l’environnement).
– Les échangeurs des unités terminales d’utili-sation de froid ont en général une meilleureefficacité et un givrage plus uniforme quelors de l’usage des évaporateurs classiques « àsurchauffe » du refroidissement direct. Lesdégivrages sont plus faciles à réaliser.
– Possibilité de stocker du froid, soit sousforme sensible, soit ce qui est préférable, sousforme latente (voir plus bas).
17.1.2 Inconvénients
– La présence d’un échangeur supplémentaireentraîne un pincement supplémentaire etune baisse de la température d’évaporationde la machine frigorifique de l’ordre de 3 à8 K (à limiter dans la pratique à 3 à 5 K), cequi induit des consommations énergétiquesde 6 à 15% par rapport à une machine àdétente directe correctement réglée. Laperte peut être réduite de 3 % à 10 % si l’ontient compte des pertes de charge du systèmeà détente (1 à 2 °C minimum), de l’améliora-tion des performances des échangeurs termi-naux, et d’un écart limité à 3/5 K.
– Dans le cas des frigoporteurs monophasiquesqui échangent de la chaleur sensible, (écartde température entre entrée et sortie de fri-goporteur de l’ordre de 3 à 6 K) une réduc-tion de la température d’évaporation supplé-mentaire est nécessaire, ce qui va dans le sensd’une dégradation supplémentaire des per-formances énergétiques du système.L’utilisation de frigoporteurs diphasiques neprésente pas cet inconvénient comme on leverra plus loin.
– La présence d’une ou plusieurs pompes à fri-goporteur grève également la consommationénergétique des systèmes à frigoporteurs (de1 à 5 % de la puissance frigorifique). Lespompes introduisent une double perte : puis-sance absorbée par la pompe et réchauffe-ment du frigoporteur nécessitant une com-pensation par la puissance du compresseur.
– La taille plus importante des tuyauteries dedistribution, la présence d’un échangeurintermédiaire et les pompes de circulationexpliquent un coût d’investissement plusélevé (de 10 à 20 %) que pour les machines àdétente directe.
– Corollairement, la taille et le poids des com-posants peuvent poser des problèmes d’en-combrement en salle des machines et derésistance des charpentes et points de fixa-tion.
– Dans certains cas, les problèmes de corrosiondemandent une attention particulière.
– Bien que certains frigoporteurs soient mieuxadaptés que d’autres aux basses tempéra-tures, la relation très forte entre niveau detempérature et dégradation des perfor-mances de l’installation rend difficilementenvisageables l’utilisation de cette technolo-gie à basse température.
L’apparition des frigoporteurs diphasiquesliquide/vapeur (par exemple CO2) ou liquidesolide (glace liquide ou coulis de glace) pré-sente deux avantages qui pourraient amenerau développement de la technologie des frigo-porteurs (réfrigération indirecte) :
– Suppression du �T entrée/sortie échangeuret donc possibilité de remonter la tempéra-ture d’évaporation du système frigorifiqued’autant, ce qui est intéressant au niveauénergétique.
Remarque
Pour la glace liquide, ce ∆T n’est pas strictement nul,et sa valeur (quelques dixième de degrés) dépend dela concentration en soluté et de la température : voirplus loin.
– Possibilité de réduction importante desdébits de frigoporteur grâce à l’utilisation dechaleur latente d’évaporation pour lesliquide/vapeur (ex : 307 kJ.kg–1 pour le CO2à – 32 °C) ou de chaleur latente de fusionpour les coulis de glace (100 kJ.kg–1 pour uncoulis à 30 % de glace), valeurs à compareraux 14 kJ.kg–1 pour un frigoporteur mono-phasique de type Eau + 30 % d’éthylène gly-col pour un �T de 4 K.
454
17.1 Avantages et inconvénients des frigoporteurs17 • Frigoporteurs
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 454
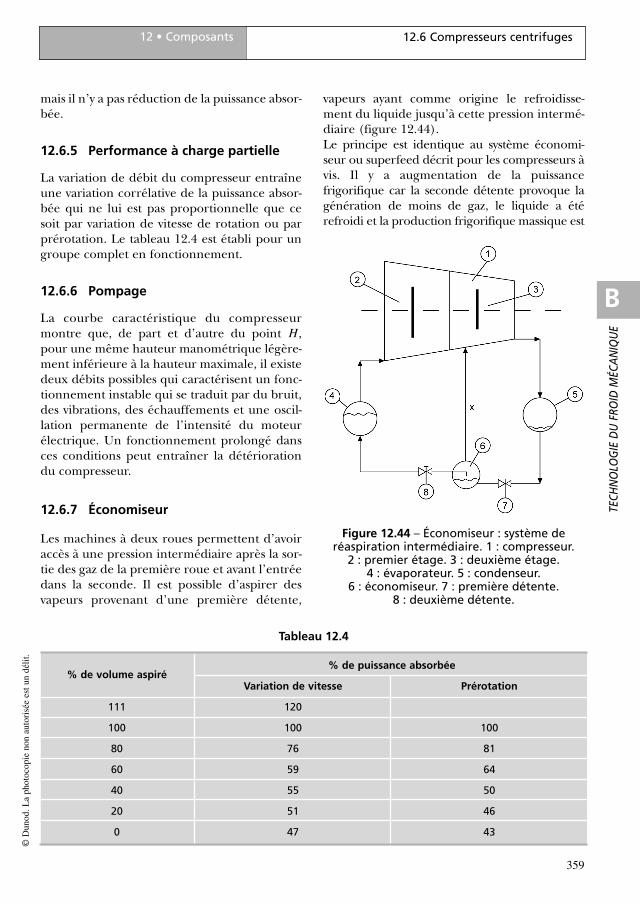
17.2 Les frigoporteursmonophasiques liquides
On peut distinguer deux grandes familles defrigoporteurs monophasiques liquides :
– les solutions aqueuses constituées d’unmélange d’eau et de soluté dont la concen-tration définit le point de congélation commençante du mélange (« degré de pro-tection » du mélange). Ces solutés peuventêtre :• des solutés organiques, c’est-à-dire compo-
sés de chaines carbonées, d’hydrogène etd’oxygène : méthanol, éthanol, propanol,glycerol, éthylène glycol, propylène glycol,
• des solutés inorganiques : NaCl, CaCl2, KCl,KFo, NH3, etc. ;
– les liquides purs, principalement des liquidesorganiques tels que l’acétone, le limonène,les terpènes, le pentane, l’hexane, (tempéra-tures de cristallisation de – 90 à – 160 °C), lesHydroFluoroEthers (HFE, – 135 °C) et leshuiles silicones (de – 60 °C à – 100 °C envi-ron). Certains fournisseurs proposent desmélanges de fluides purs dont la compositionest adaptée à la température d’applicationrecherchée. Enfin, il convient de ne pasoublier l’eau glacée, frigoporteur par excel-
lence, mais réservée à des applications posi-tives.
Les frigoporteurs de la famille de liquides purss’utilisent en l’état dans la boucle de distribu-tion de froid. Leurs caractéristiques thermo-physiques (masse volumique, capacité ther-mique massique, conductivité thermique, visco-sité) ne dépendent que de la température.Les frigoporteurs de la famille des solutionsaqueuses s’utilisent plus ou moins diluées dansla boucle de distribution. Cette dilutiondépend de la température d’utilisation du fri-goporteur et du « degré de protection « sou-haité : plus la température de fonctionnementde la boucle est basse, plus la concentration ensoluté sera élevée (voir figure 17.1).Fréquemment, les fournisseurs proposent desfluides prédosés, utilisables en l’état dans laboucle de distribution. Cette formule présentel’avantage de ne pas avoir de dosage à faire surle site, mais surtout de contenir des additifs(anticorrosion, anti mousse, anti bactérien...)parfaitement adaptés au dosage initial. Dans cecas, un éventuel complément de charge en fri-goporteurs devra être fait avec le produit initial(éviter le complément à l’eau de ville).Les tableaux 17.1 et 17.2 donnent quelquescaractéristiques essentielles de frigoporteurscourants.
455
17.2 Frigoporteurs liquide/vapeur17 • Frigoporteurs©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Température
Températureeutectique
Concentrationen soluté
Concentrationen soluté (m/m)
Concentrationeutectique
Températurede congélationcommençante
Liquide
Solide
Liquide / solide(cristaux de soluté)
Liquide / solide(cristaux de glace
d'eau pure)
Point eutectique
Liquidus
Figure 17.1 – Diagramme des phases d’un mélange eau/soluté.
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 455
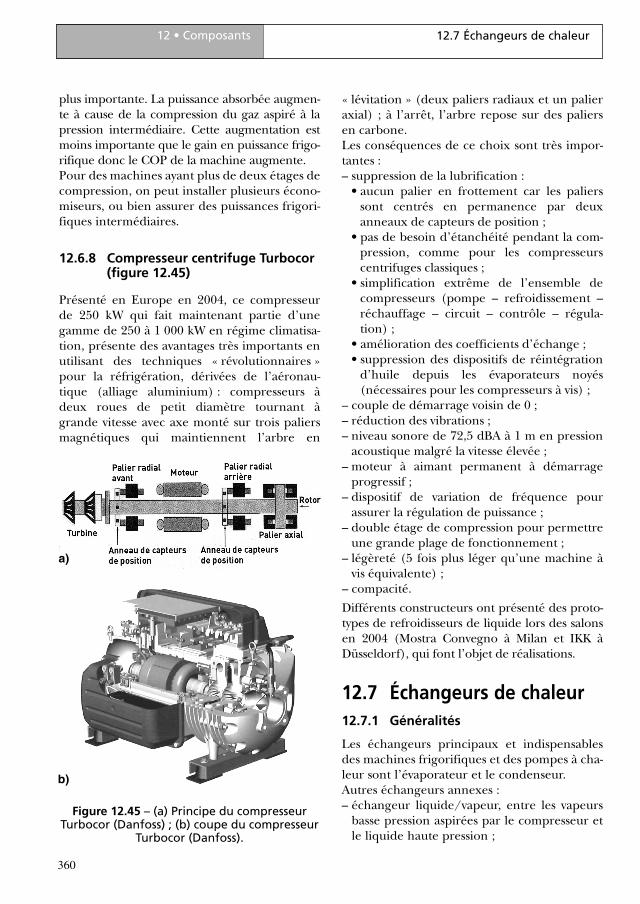
©D
dL
ht
it
ié
tdé
lit
Remarque
Le lecteur trouvera une série de renseignements trèscomplets sur les frigoporteurs dans deux excellentesréférences :Les réfrigérants secondaires, de Ake melinder, édité en1997 par l’Institut international du froid ;Guide technique pour le refroidissement indirect, édité en2005 par l’Association française du froid.
Pour choisir un frigoporteur, les éléments phy-siques permettent d’optimiser le choix, parexemple :– capacité thermique massique :
• conditionne l’échange thermique ;• conditionne le débit sachant que la masse
volumique a aussi un impact, mais moinsimportant ;
– viscosité : conditionne l’échange thermique,la perte de charge dans les échangeurs et lestuyauteries ;
– concentration : conditionne le coût, fait varierles caractéristiques physiques.
Il est de plus indispensable de prendre encompte :
– les contraintes réglementaires, par exemplecelles propres aux établissements recevant dupublic ;
– les contraintes de confinement, rétention encas de fuite pour éviter les problèmes de pol-lution des eaux ou du sol (dégradabilité, éco-toxicité) ;
– les caractéristiques de sécurité : inflammabili-té, danger pour l’homme (contact, ingestion,inhalation), conditions d’emploi, de stocka-ge, de transport ;
– les propriétés électromagnétiques et chi-miques : corrosion, compatibilité des maté-riaux et des produits, pH, comportement avecl’eau, vieillissement ;
– les pressions en fonctionnement et à l’arrêt ;– les dangers pour les produits alimentaires en
contact direct ou indirect.
Remarque
Chaque produit fait l’objet d’une fiche où l’essentieldes renseignements est communiqué.
456
17.2 Frigoporteurs liquide/vapeur17 • Frigoporteurs
Nom Symbole Concentration en % masse Point eutectiquepour un point de congélation de
– 15 °C – 30 °C Temp. (°C) Conc.(% masse)
Ethylène glycol EG 30,5 45,4
Propylène glycol PG 33 48
Ethanol EA 24,5 40,9
Methanol MA 20 33,6
Glycérol GL 39,5 56
Ammoniac NH3 10,8 17,7 – 100 33
Carbonate de potassium K2CO3 27 36,6 – 37,5 40
Chlorure de calcium CaCl2 17,9 25,4 – 50 30,5
Chlorure de magnésium MgCl2 14 20,5 – 33 21,8
Chlorure de sodium NaCl 18,8 – – 21 23,4
Acétate de potassium KAc 24 34 Inf. à – 50 45
Formiate de potassium KFo 24 36,8 Inf. à – 50 48
Tableau 17.1 – Caractéristiques de quelques solutions aqueuses.
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 456
17.3 Frigoporteursliquide/vapeur
Il pourrait s’agir de fluides frigorigènes utilisésen frigoporteur, ce qui a été parfois le cas (parexemple R-12), mais la nécessité de réduire lescharges ne va plus dans ce sens d’autant que leR-12 ou son équivalent HFC, le R-134a, nécessi-tent des tuyauteries de retour (vapeur) de gran-de section donc des charges importantes.
Le CO2 présente un intérêt particulier endehors des applications en fluide frigorigène.Rappelons quelques-unes de ses caractéris-tiques essentielles :– température critique + 31 °C ; pression 74 bar ;– pression élevée ;– GWP = 1 kg eq.CO2/kg ;– chimiquement neutre ;– alimentaire (il est utilisé pour la surgélation
directe par exemple) ;– plus lourd que l’air à l’état vapeur ;
457
17.3 Glace liquide (sorbet ou ice slurry)17 • Frigoporteurs©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Tableau 17.2 – Caractéristiques essentielles de quelques fluides frigoporteurs.
Frigoporteur % en Temp. de Cp Viscosité ρ λmasse congélation (°C) (kJ/kg.K) (mPas) (kg/m3) (w/m.K)
Eau (0 °C) – 0 4,219 1,77 1002 0,57
KAc (– 10 °C) 0,24 – 15 3,36 4,92 1133 0,478
KAc (– 30 °C) 0,37 – 35 2,95 25,71 1213 0,425
EA (– 10 °C) 0,24 – 15 4,28 10,66 975 0,417
EA (– 30 °C) 0,47 – 35 3,60 45,50 954 0,315
PG (– 10 °C) 0,33 – 15 3,86 14,62 1038 0,408
PG (– 30 °C) 0,51 – 35 3,44 250,30 1064 0,332
EG (– 10 °C) 0,31 – 15 3,64 6,69 1048 0,435
EG(– 30 °C) 0,49 – 35 3,06 40,27 1084 0,361
CaCl2 (– 10 °C) 0,18 – 15 3,15 3,94 1167 0,532
CaCl2 (– 30 °C) 0,27 – 35 2,75 14,00 1269 0,495
Baysilone (– 10 °C) Pur – 130 1,65 4 910 0,12
Baysilone (– 30 °C) Pur – 130 1,62 6 940 0,13
Sylltherm (– 10 °C) Pur – 111 1,573 2,5 871 0,108
Sylltherm (– 30 °C) Pur – 111 1,521 3,79 888 0,109
Marlo P2 (– 10 °C) Pur – 40 2,01 11 820 0,123
Marlo P2 (– 30 °C) Pur – 40 1,93 52 835 0,126
Marlo P1 (– 10 °C) Pur – 40 2,035 3,2 786 0,13
Marlo P1 (– 30 °C) Pur – 40 1,97 6,4 800 0,135
Novagel (– 10 °C) Pur – 63 2,97 10 1 248 0,46
Novagel (– 30 °C) Pur – 63 2,95 30 1 257 0,46
Ucar (– 10 °C) 32,5 – 16 3,76 6 1 060 0,36
Ucar (– 30 °C) 52 – 35 3,26 50 1 100 0,31
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 457
©D
dL
ht
it
ié
tdé
lit
– ininflammable (utilisé en extincteur) ;– non corrosif ;– bon marché ;– chaleur latente de vaporisation élevée (5 à
8 fois celle du R-22 ou du NH3) ;– point triple – 56,6 °C ;– dangereux à partir d’une concentration de
7 à 8 % (substitution à l’oxygène de l’air).Utilisé depuis le XIXe siècle comme fluide fri-gorigène, il est devenu moins populaire avecl’apparition des CFC et HCFC jugés plus sûrs etplus simples d’utilisation (pression basse).Il est utilisable en frigoporteur en moyenne etbasse température à – 10 °C (26 bar) et à– 35 °C (12 bar).On l’utilise dans un circuit frigoporteur en levaporisant puis en reliquéfiant les vapeurs avecrecirculation par pompe (taux 2 à 3 environ).Sa chaleur latente de vaporisation à – 32 °C estde 307 kJ/kg.Son volume massique liquide à – 32 °C est de0,92 dm3/kg. Son volume massique vapeur à– 32 °C est de 0,029 m3/kg.C’est surtout en phase vapeur que la réductiondes tuyauteries est la plus importante.La vaporisation de CO2 sans changement detempérature entraînant une suppression de �Tentrée/sortie conduit à la réduction des sur-faces d’échange et à une remontée significati-vement intéressante de la température d’évapo-ration du fluide primaire servant à la recon-densation des vapeurs de CO2. Cette remontéede température se traduit par une améliorationdu COP et une diminution de la taille des com-presseurs.De plus, le CO2 véhiculé par pompe hermé-tique est exempt d’huile, ce qui supprime lesproblèmes de présence et de retour d’huile,parfois critique à basse température, et amélio-re le coefficient d’échange.
458
17.4 Frigoporteurs solide/liquide17 • Frigoporteurs
CO2 R-404A NH3 R-134a
Débit massique (kg/s) 0,98 1,55 0,22 1,36
Débit volumique liquide (dm3/s) 0,9 1,23 0,32 0,97
Débit volumique vapeur (m3/s) 0,028 0,163 0,22 0,34
Tableau 17.3 – Comparaison du CO2 pour une puissance frigorifique de 300 kW avec le R-404A, le NH3 et le R-134a.
Nous donnons un schéma de principe des sys-tèmes avec CO2 frigoporteur (figure 17.2) à ladifférence des systèmes cascade CO2 frigorigè-ne (figure 17.3) dans lesquels le CO2 est comprimé en cascade côté basse pression.
Figure 17.2 – Solution CO2 frigoporteur.
17.4 Frigoporteurssolide/liquide
Face aux nouvelles réglementations environne-mentales, l’industrie frigorifique doit mettre enœuvre des technologies peu consommatricesde fluide et énergétiquement performantes.Outre l’usage de fluides naturels, la réfrigéra-tion secondaire est une alternative réduisant
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 458
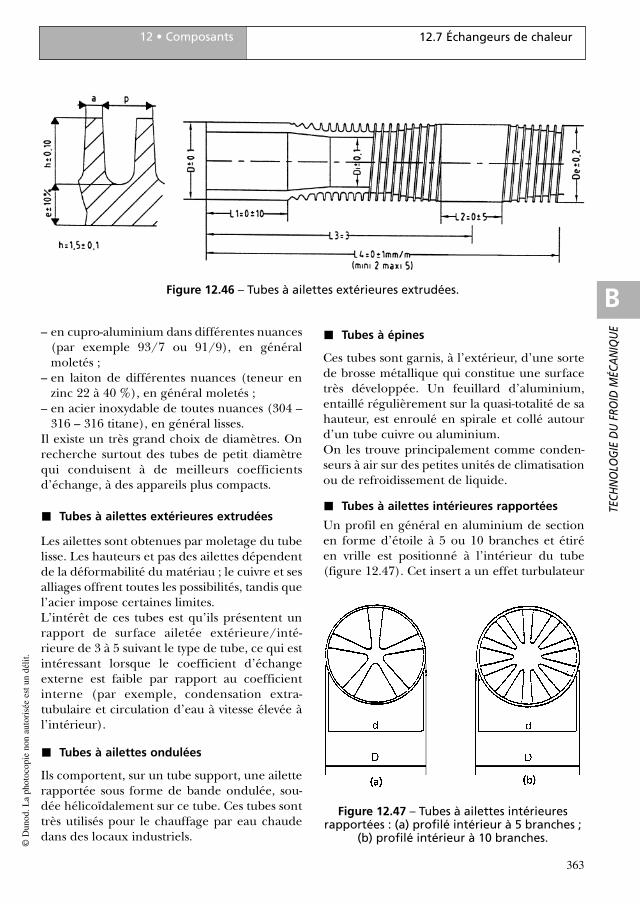
jusqu’à 90 % la quantité de fluide frigorigènecontenue dans l’installation frigorifique.Cependant, cette réfrigération secondairegénère des pertes exergétiques liées à la pré-sence d’un échangeur de chaleur supplémen-taire ainsi qu’une pompe de circulation. Cespertes peuvent être compensées par l’utilisa-tion de fluides à haute efficacité énergétiquetels que les coulis de glace. Aujourd’hui lesconnaissances développées sur le coulis deglace montrent que la technologie est perfor-mante lorsqu’elle est bien étudiée, bien réali-sée et bien contrôlée.
17.4.1 Intérêt des coulis
Les intérêts de l’utilisation de la technologiedes coulis de glace sont multiples :
– possibilités de stockage de froid, avec tous lesavantages conséquents : réduction des puis-sances installées, réduction des puissances
souscrites, écrêtage des pointes, possibilité defonctionnement de nuit dans des conditionsde COP plus favorables, ouverture à l’utilisa-tion d’énergies intermittentes, etc. ;
– en cas de distribution de coulis dans les cir-cuits utilisateurs : meilleures performancesthermiques (comparativement à un frigopor-teur classique), possibilité de passer jusqu’àcinq fois plus de puissance dans un réseauinstallé, ou de diminuer les diamètres tuyauxdu réseau de distribution d’un facteur 5 (casdes réseaux neufs) ;
– meilleurs COP attendus qu’avec les systèmesà frigoporteurs classiques grâce à l’exploita-tion de la chaleur latente du coulis i/o la cha-leur sensible d’un monophasique. Des gainsde minimum 5 K sur la température d’évapo-ration du système peuvent être attendus,conduisant à une réduction de la consomma-tion énergétique de 10 % minimum ;
– au niveau technologique : fonctionnementstable des compresseurs (suppression d’éven-tuels courts cycles), marche à 100 % desmachines supprimant les fuites des régimes àcharge partielle, meilleure maîtrise dugivrage/dégivrage grâce à une meilleure utili-sation de la batterie froide (température uni-forme), simplicité des réseaux de distribution(avantage aux circuits de type monotube), etc.
Les freins majeurs expliquant la faible diffu-sion actuelle des coulis dans les tissus indus-triels et commerciaux se situe au niveau de lafiabilité, du coût, des performances et desniveaux de puissances des générateurs actuelsde coulis de glace. Les rapides progrès réalisésdans ce domaine laissent à présager d’un belavenir pour cette technologie.
17.4.2 Les technologies de génération de coulis
Plusieurs technologies sont actuellement dispo-nibles ou à l’état de recherches avancées.
� Surfaces raclées (Sunwell, Mode, Ziegra,Flo-Ice...)
Elles sont assez largement dominantes (voirfigure 17.4). La taille de l’unité de base de
459
17.4 Frigoporteurs solide/liquide17 • Frigoporteurs©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 17.3 – Solution CO2 frigorigène dansl’étage BT d’une cascade.
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 459
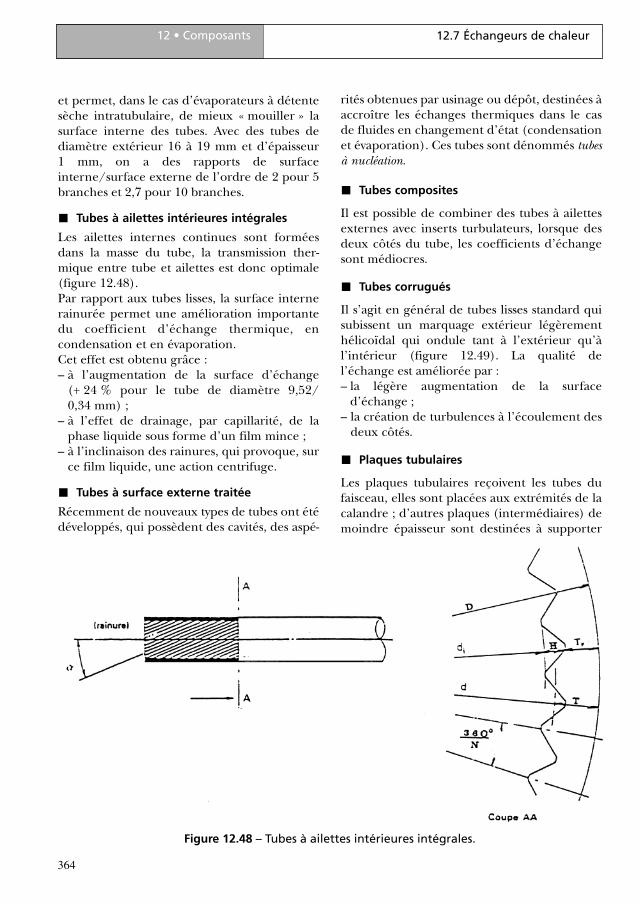
©D
dL
ht
it
ié
tdé
lit
cette technologie reste limitée en raison descontraintes mécaniques associées: 1 à 2 mètresde longueur pour des diamètres de l’ordre de0,4 mètres, conduisant à des capacités del’ordre de 15 / 25 kW par unité de base soitenviron 5 t/j de glace. La satisfaction desbesoins frigorifiques s’obtient en multipliantles unités de base, ce qui ne va pas sans poserde problèmes d’encombrement, d’occupationau sol et d’investissement.Les coûts estimés de ce type de générateur sontcompris dans une assez large fourchette, allantde 250 à 600 €.kW–1.Bien qu’en constante amélioration, cette tech-nologie reste cependant relativement fragile etsujette à l’usure et à la casse.
� Générateurs IceGEN
Ils utilisent des plateaux circulaires interfacéspar un système de raclage léger, quatremodules des puissances jusqu’à 400 kW.
� Générateur à surface brossée
Une variante de la surface raclée est le généra-teur à surface brossée (HK-Réfrigération,figure 17.5). Plus fiable, plus compact et d’uncoût d’investissement voisin (500 à 800 €/kW),
la part de marché (actuellement concentréesur les cuisines collectives) de cette variantetend à s’accroître. Le module est de 100 kWenviron.
460
17.4 Frigoporteurs solide/liquide17 • Frigoporteurs
Figure 17.4 – Principe de production de glace liquide (Flo Ice Tech).
Figure 17.5 – Générateur de glace liquide à disques brossés (LGL/HK Refrigeration).
� Autres variantes de la surface raclée
Des références de la variante « tiges orbitales »(Mueller) sont citées aux USA, en Europe et au
9782100540174-Meunier-C17.qxd 5/05/10 8:26 Page 460
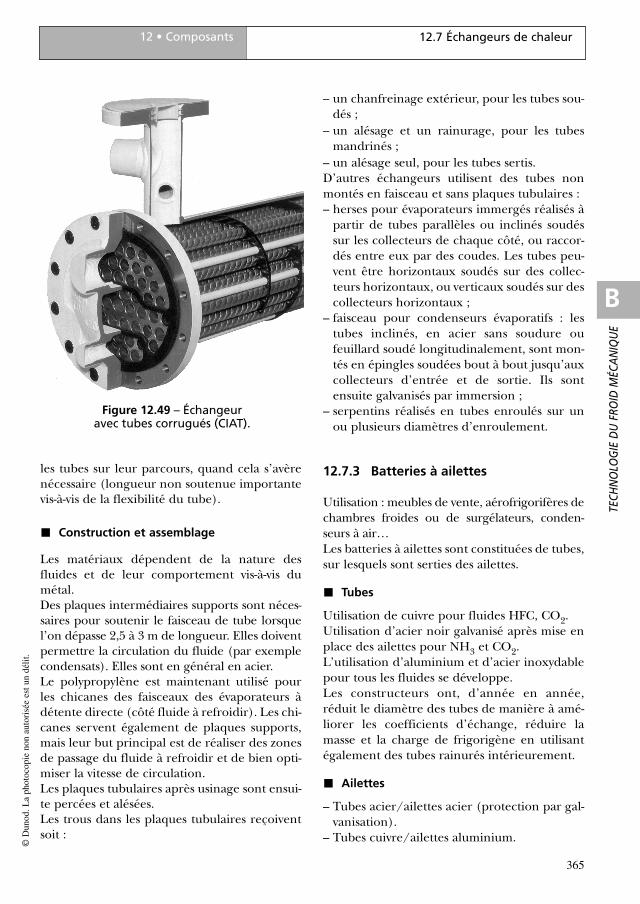
Japon (figure 17.6). Il s’agit d’un évaporateurmultitubulaire vertical avec dans chaque tubeune tige de raclage tournant orbitalement àl’intérieur du tube. Les modules vont de 50 à400 kW.
dépasse un certain seuil, à faire une courteinversion de cycle et à booster le débit de façonà décrocher la glace formée sur les parois del’échangeur. Cette technique a l’avantage den’utiliser que des composants classiques pourle frigoriste et de ne pas comporter de surcoûtmajeur par rapport à une installation à frigo-porteur classique. L’analyse de ses perfor-mances énergétiques est en cours et les résul-tats seront à étudier de près. Elle présente ledésavantage de travailler en permanence « surle fil du rasoir », à la limite de la prise en glacede l’échangeur et des risques que cela peutcomporter. Un soin particulier au pilotage dusystème sera à apporter. L’appareil est dispo-nible au stade de démonstrateur.
� Génération par état de surfusion
Une solution basée sur la surfusion d’unliquide est proposée par certains auteurs(figure 17.8). Une vingtaine de références ontvu le jour au Japon, pour des puissances instal-lées de 800 à 4 000 kW. L’idée consiste à sousrefroidir un liquide (un frigoporteur) jusqu’à – 1,5/– 2 °C, et à rompre la surfusion en sortied’échangeur. Le taux de glace relativementfaible en sortie (2 K × 4,18 kJ.kg–1.K–1/333kJ.kg–1 = 2,5 %) nécessite des taux de recircula-tions importants pour arriver aux fractionsmassiques usuelles de 30 %. La maîtrise de la
461
17.4 Frigoporteurs solide/liquide17 • Frigoporteurs©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 17.6 – Générateur pour glace liquide(MUELLER).
Figure 17.7 – Générateur de glace avec évaporateur à lit fluidisé (Université de Deft).
� Hydro-scrapping (brossage hydraulique)
La technologie de « l’hydro-scrapping » (litté-ralement « brossage hydraulique ») est origi-nale. Elle a été imaginée par M. Barth, prési-dent honoraire de l’AFF, et fait actuellementl’objet de développement de démonstrateur.Le principe consiste à givrer progressivementun échangeur (à plaques), à installer undeuxième échangeur qui est en fonctionne-ment lorsque le premier est en « déglaçage »,et lorsque le �P aux bornes de l’échangeur
9782100540174-Meunier-C17.qxd 28/04/10 15:11 Page 461
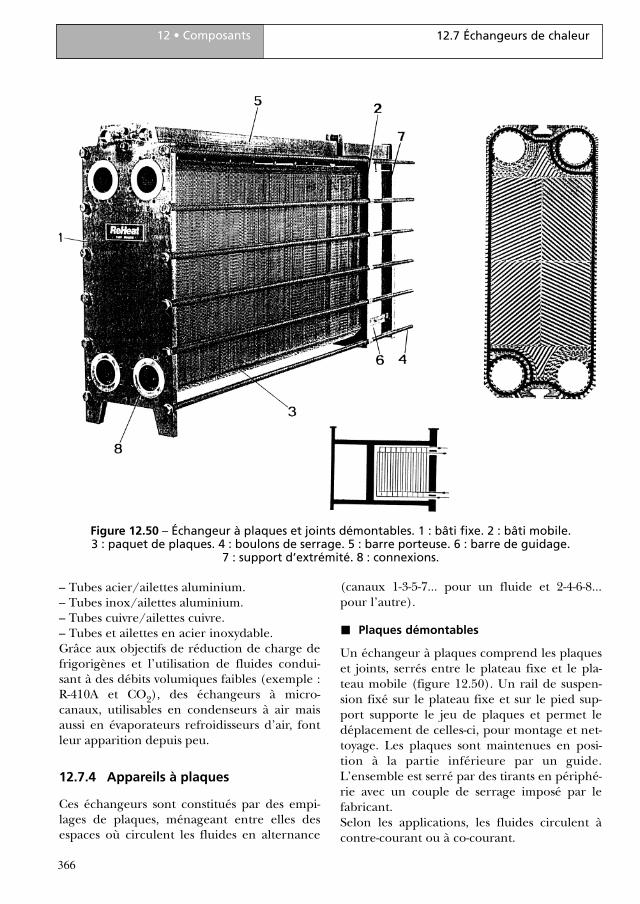
©D
dL
ht
it
ié
tdé
lit
surfusion reste toutefois relativement aléatoirepar nature. Des applications récentes parMYCOM/MAYEKAWA ont été réalisées en lai-teries et en refroidissement de crevettes, l’ob-jectif étant de distribuer de l’eau à + 1 °C, eauproduite à partir de cristaux de glace stockés.
� Injection directe
La solution « injection directe » de frigorigènedans le frigoporteur a été étudiée par de nom-breux laboratoires. Les résultats théoriquessont extrêmement intéressants : plus de pince-ment aux échangeurs, pas de pièces mobiles,formation de glace directement dans la massedu frigoporteur. Dans la pratique, le dégazageincomplet du mélange coulis/vapeurs de frigo-rigène et l’entrainement de vapeur d’eau aucompresseur limitent l’intérêt de la technique.L’utilisation de compresseurs secs, voire decompresseurs thermiques pourraient redonnerun intérêt à ce principe, dont la théorie estséduisante.
� Génération par contact liquide
Une variante de cette injection directe consisteà mélanger un fluide froid (huile ou hydrocar-bure lourd par exemple), non miscible au frigo-porteur et de préférence plus dense (figure
17.9). La glace se forme dans le frigoporteur, etla décantation du mélange permet de récupé-rer le coulis d’un côté, et le fluide froid del’autre. Les problèmes de décantation et deséparation des phases dans le temps limitentaujourd’hui l’application de cette technique.Le refroidissement du fluide intermédiaire, réa-lisé avec des refroidisseurs classiques, donc avecun �T , rend le procédé moins intéressant auniveau énergétique. Le principe n’a pas dépasséle stade de la démonstration de laboratoire.
462
17.4 Frigoporteurs solide/liquide17 • Frigoporteurs
Figure 17.9 – Génération de glace liquidepour frigoporteur non miscible (iStorm et MC).
Figure 17.8 – Génération de glace liquide par surfusion.
� Génération de glace sous vide
Une solution intéressante consiste à utiliser lavaporisation d’eau sous vide pour générer ducoulis de glace (figure 17.10). Ce principe degénération s’appuie sur la coexistence desphases vapeur, liquide et solide au point triplede l’eau ou du pseudo-point triple d’une solu-tion aqueuse (soluté non volatile). Le tirage àun vide suffisamment poussé (610 Pa, soit 6,1 mbar pour de l’eau pure) provoque lavaporisation de l’eau, et la chaleur latentedégagée environ – 2 500 kJ.kg–1) permet la for-mation de glace (333 kJ.kg–1).Au-dessus du point triple (donc au dessus de610 Pa), ce principe est utilisé par les généra-teurs d’eau glacée sous vide. Ces systèmes sontutilisés pour de la climatisation de forte puis-sance. Quelques références existent (sociétésIDE et Integral), notamment en Afrique duSud, en Allemagne et en Israël.
9782100540174-Meunier-C17.qxd 28/04/10 15:12 Page 462
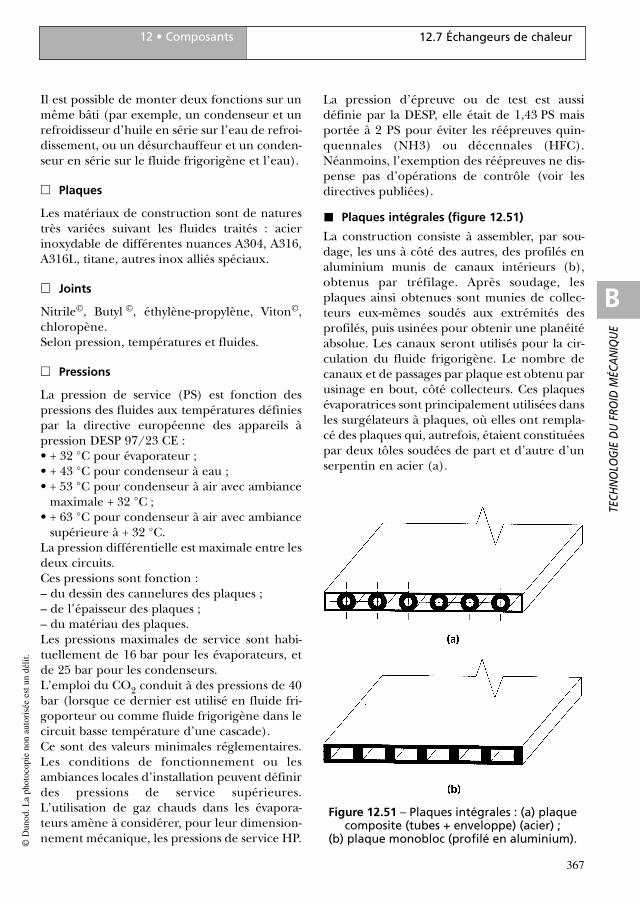
� Génération de coulis dans un double tube
On peut également citer un procédé de géné-ration de coulis dans un double tube, sans grat-tage, mais avec injection de gaz (air, oxygène,ozone) en contrôlant les paramètres de pres-sion, température et débit développé par CRYTEC en Israël et appelé « Bubble Slurry IceMaker », ou utilisant le principe « volumetric crys-tallization by cooling ». La génération des cris-taux ne se fait pas sur la surface mais dans lamasse.
� Génération de glace en écailles
On peut aussi utiliser un générateur de glaceen écailles (Généglace, Ziegra) pour produiredes cristaux de glace en remontant la tempéra-ture d’évaporation et en augmentant la vitessede rotation du système de raclage.À signaler l’utilisation des cristaux en directpour enneigement artificiel (Généglace, EPS),ou en mélange avec l’eau pour refroidisse-ment. SKANGINN fabrique de la glace liquideen mélangeant après dosage dans un tank demixage, de la glace écaille humide produite surdes plaques à ruissellement avec de l’eau et dusel. Application dans le domaine du process.
17.4.3 Applications en réfrigérationdirecte
En plus des avantages technologiques et éner-gétiques cités au § 17.4.1, l’utilisation de latechnologie des coulis à base de soluté « ali-mentaires » (principalement NaCl) présente,pour certaines applications en agroalimentaire,
de nombreux avantages. Ces avantages s’ap-puient sur le constat que la densité des cristauxformés dans le générateur permet une concen-tration naturelle importante en haut d’un silode stockage (figure 17.11). À partir de cetteglace dense, il est possible de remplir directe-ment des bacs ou de déconcentrer pour obte-nir une pompabilité compatible avec une distri-bution de type « pistolet ».En réfrigération directe de produits agroalimen-taires, la fluidité de la glace liquide permet :– une facilité de remplissage des containers ;– un enrobage complet du produit ;– une grande surface pour contact de refroidis-
sement donc une réduction du temps derefroidissement qui se traduit par une amélio-ration de la qualité, un allongement du tempsde conservation, une suppression de la déshy-dratation superficielle et une réduction del’oxydation.
De plus, la glace est produite en circuit fermé, cequi permet d’améliorer l’hygiène de production.Enfin, le contrôle de la température du mélan-ge eau/glace et l’absence d’arêtes supprimentles blessures et brûlures de la peau et de la chair(poissons).En conclusion, l’utilisation de glace liquide enrefroidissement direct conduit à une améliora-tion de la qualité et à une réduction des pertesde produits.
17.4.4 Application en réfrigérationindirecte
L’emploi de glace liquide produite à partir demélanges eau + sel ou glycol entraîne :– une réduction importante des coûts de cana-
lisations et d’isolation ;– une réduction des débits véhiculés donc de
l’énergie de pompage ;– une réduction du coût du frigoporteur ;– une suppression du �T sur le frigoporteur
entraînant une évaporation plus haute doncdavantage d’efficacité énergétique et uneréduction des surfaces d’échange ;
– une amélioration du coefficient de transfert ;– une possibilité d’accumulation (par exemple un
bac de 20 m3 à 50 % de phase solide représente1 000 kW ; le même bac en acceptant un échauf-
463
17.4 Frigoporteurs solide/liquide17 • Frigoporteurs©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 17.10 – Génération de glace liquidesous vide (Integral).
9782100540174-Meunier-C17.qxd 28/04/10 15:12 Page 463

©D
dL
ht
it
ié
tdé
lit
fement de 4 °C ne représente que 100 kW) ;– une réduction des dégivrages et une meilleu-
re tenue des températures de conservation.
17.5 Accumulation de froid
Ce sujet fait l’objet de nombreuses études maisl’équation économique est rarement au rendez-vous à part pour quelques installations typiques(en laiteries par exemple).Cela tient aux points suivants :– l’accumulation est impossible en refroidisse-
ment direct ;– avec les frigoporteurs liquides, la capacité
d’accumulation est très limitée ; par exemple10 m3 d’eau glycolée se réchauffant de 3 °Creprésente 32 kW et le coût du système entraî-ne un supplément d’environ 15 000 € ;
– l’impact sur le dimensionnement des com-presseurs est faible ;
– le coût de l’énergie en France n’est pas favo-rable. En période de charge thermiqueimportante (l’été en particulier), le prix enkWh est le plus bas.
Néanmoins, beaucoup de process présententune courbe de charge favorable :
– climatisation (jour, nuit, week-end) ;– super et hypermarchés (jour, nuit, week-end) ;– traitement du lait ;– refroidissement de légumes ;– refroidissement de machines.
17.5.1 Systèmes d’accumulation
� Glace sur des tubes immergés alimentés en NH3
L'évaporateur de type noyé ou à détentedirecte pour les petites puissances frigorifiques,est constitué de tubes d’acier noir ou galvanisé(∅ 25 à 50 mm) immergés dans un bac rectan-gulaire sur lesquels se forme un manchon deglace de 10 à 40 mm.L’eau est mise en circulation pour le « charge-ment » en glace ou pour la fusion par des agita-teurs.La température d’eau obtenue est de + 0,5 à+ 1 °C.Les capacités vont de 5 à 100 t/j (450 à 9 000kWh).Les agitateurs sont parfois remplacés par uneinjection d’air à la partie basse du bac (parexemple Baltimore, Ice Chiller)(figure 17.12).L’accumulation est programmée en heures de
464
17.5 Accumulation de froid17 • Frigoporteurs
Figure 17.11 – Schéma de principe (Sunwell).
9782100540174-Meunier-C17.qxd 28/04/10 15:12 Page 464

nuit et contrôlée par des contrôleurs d’épaisseur.Pour des raisons de confinement et de réduc-tion de charge, l’alimentation en frigoporteurest utilisée (souvent en rénovation de grandssystèmes à NH3). Compte tenu du �T sur le fri-goporteur, la distribution doit être soigneuse-ment étudiée. Par ailleurs, on rappelle que lepincement entre le fluide frigorigène et le fri-goporteur introduit une baisse de performancede 5 à 8 %. Elle peut être partiellement com-pensée par des surfaces plus importantes tantsur l’échangeur primaire que sur le secondaire.
teurs de même qualité placés à la partie supé-rieure.La glace se constitue autour des tubes en unbloc compact par circulation d’eau glycolée,par exemple vers – 5 °C.La récupération de froid se fait par circulationde l’eau glycolée utilisée dans le process ou viaun échangeur d’interface.La température obtenue est de + 1,5 °C sur leprimaire ou + 3 °C sur le secondaire.La fusion se faisant sur les parois des tubes, des« cheminées » se créent dans le bloc de glace,ce qui permet un bon échange tube/glace etglace/eau, et une surface libre de glace enreprise d’accumulation.L’échange peut être accéléré par injection d’airou par circulation d’eau dans le bac. Dans le casoù on utilise directement cette eau, sa tempéra-ture est voisine de 0 °C.La forme et la flexibilité des tubes permettentd’utiliser tout type de bac et de reconvertir desréservoirs existants.
� Glace sur plaques inox travaillant en ruissellement
Ce système a été utilisé à l’origine par Finsampour la fabrication de glace en écailles et a étérepris avec un objectif d’accumulation par Bucoet Omega Engineering.Les plaques mises en parallèle et alimentées endétente directe de fluide frigorigène (HFC) ouen recirculation par pompe (NH3 ou HFC) sontsurmontées d’un bac de distribution de l’eauqui ruisselle sur les deux faces, et enferméesdans un habillage qui évite les projections d’eauet isole le système du milieu extérieur.La température d’évaporation est de – 8 à– 10 °C. Les plaques de glace (de 5 à 10 mmmaximum) sont décollées périodiquement parinjection de gaz chauds. La glace est fraction-née lors de sa chute sur une grille et tombedans un réservoir d’eau.Les capacités sont modulaires et les ensemblesconstitués réalisent des productions de 100 t/j.Ce type d’évaporation peut également être uti-lisé pour refroidir de l’eau en instantané à+ 1 °C ; dans ce cas la température d’évapora-tion est de – 3 °C.
465
17.5 Accumulation de froid17 • Frigoporteurs©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 17.12 – Système d’accumulation de glace Ice Chiller (BAC).
� Glace sur des plaques inox immergées
Il s’agit d’une variante des précédents mais, aulieu de faisceaux de tubes, on trouve desplaques en acier inoxydable mises en parallèleet raccordées à des collecteurs d’alimentationet de retour. Comme pour les systèmes à tubes,l’alimentation se fait en noyé ou en détentedirecte par le fluide frigorigène.
� Glace sur des tubes en polyéthylène(FAFCO)
Des petits tubes de 8 mm de diamètre intérieursont raccordés en « pendentifs » sur des collec-
9782100540174-Meunier-C17.qxd 28/04/10 15:12 Page 465
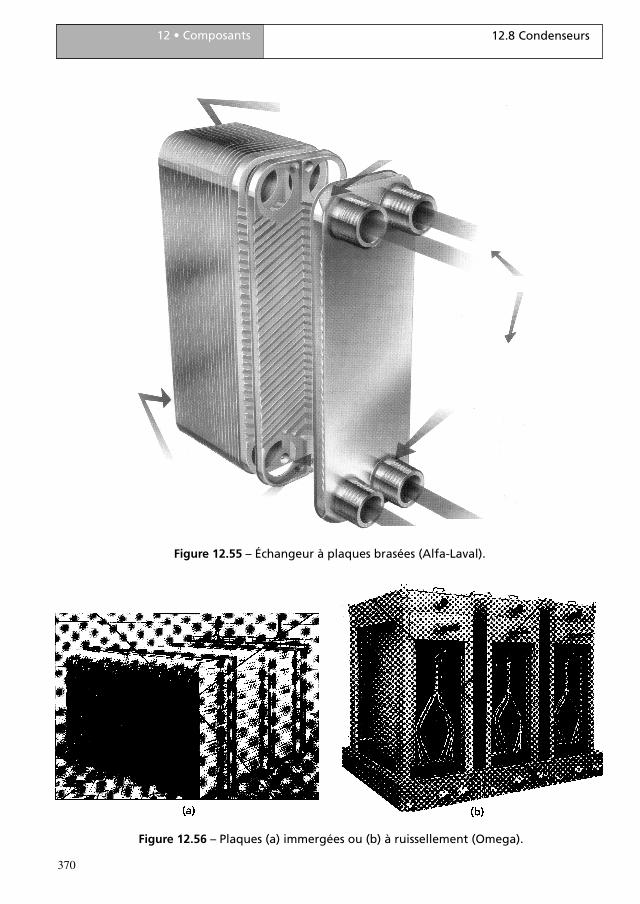
� Accumulation avec système eutectique
Des matériaux à changement de phase (PCM)liquide/solide sont utilisés pour disposer de cha-leur latente. Le système Cristopia comporte desenveloppes cylindriques (∅ 70 mm environ) ren-fermant un fluide eutectique adapté au niveaude température souhaité, emprisonnées dans unréservoir dont le volume dépendra de la capaci-té d’accumulation souhaitée (figure 17.13).Le « chargement » et le « déchargement » sefont par circulation de frigoporteur autour dessphères. Un phénomène de surfusion se pro-duit en général dans les deux sens ; il entraîneun décalage défavorable de l’ordre de 1 °Cenviron par rapport au point théorique defusion/solidification.
transporter de la chaleur latente, ce qui n’étaitpas le cas des autres systèmes.On peut donc réduire les diamètres des canalisa-tions en fonction de la concentration en solidelimitée à 25 % environ, pour limiter les pertes decharge et les risques de mauvaise circulation.Citons, parmi les applications :– conditionnement d’air : nombreuses réalisa-
tions au Japon et en Corée, mais aussiquelques réalisations en Chine, Royaume-Uni, États-Unis, Afrique du Sud, Allemagne,avec des systèmes à surfusion, tubes orbitaux,glace sous vide ;
– agroalimentaire : laiteries (Japon, États-Unis,Mexique, Autriche, Pays-Bas, Irlande, Israël),entreposage (Angleterre, Japon, Espagne),brasserie (États-Unis, Autriche) ;
– process (États-Unis, Suisse, Mexique,Espagne, Japon, Vietnam), cuisines centrales(France, Allemagne, Autriche), jus de fruits(États-Unis), légumes (États-Unis, Canada,Royaume-Uni), ferme (Mexique) ;
– industrie de la pêche dans le monde entier.
17.4.2 Situation actuelle
La problématique réside aujourd’hui dans la miseau point de générateurs de puissance moyenne100 à 500 kW compétitifs en investissement.De plus, l’intérêt du biphasique solide/liquideest l’accumulation, ce qui nécessite un investis-sement complémentaire qu’il est nécessaire decomparer à l’économie sur les compresseurs etl’énergie consommée.Les coûts français de l’électricité (kWh enpériode chaude très bon marché) ne favorisentpas aujourd’hui les systèmes d’accumulation.Par contre, des limitations éventuelles sur lespuissances électriques installées peuvent fairechanger cette situation à l’avenir.À noter que suite à un inventaire réalisé pourla 8e conférence sur les coulis de glace et lesmatériaux à changement de phase, ondénombre près de 400 systèmes en refroidisse-ment de poissons (à bord ou à terre) et près de300 en conditionnement d’air, agroalimentaireet industrie. Ceci montre que malgré les pro-blèmes évoqués, l’intérêt pour les coulis deglace est grand, et le potentiel important.
466
17.5 Accumulation de froid17 • Frigoporteurs
Figure 17.13 – Accumulation avec bouleseutectiques (Cristopia).
� Accumulation en cristaux de glace
Se reporter au § 17.4 sur la glace liquide ou sor-bet.Les cristaux produits par les différents systèmesdécrits se décantent naturellement dans unstockage vertical en partie haute.La concentration en solide peut selon le tempset la nature du frigoporteur dépasser 60 %.Les températures obtenues vont de 0 à – 25 °Cselon le mélange eau/additif.Ce type d’accumulation permet de véhiculerces cristaux en homogénéisant le mélange paragitation après déconcentration et donc de
9782100540174-Meunier-C17.qxd 28/04/10 15:12 Page 466

B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
18.1 Nécessité et problèmesengendrés
L’huile assure plusieurs fonctions dans un com-presseur, dont la principale est la lubrificationdes pièces en mouvement relatif. Elle assuredeux autres fonctions essentielles : garantirl’étanchéité entre les côtés basse et haute pres-sion, et refroidir les compresseurs à vis.En toute rigueur il serait souhaitable que l’huilesoit confinée dans le compresseur et dans le
467
refroidisseur d’huile. Or, les compresseurs à pis-ton ou à vis, sont généralement lubrifiés et mal-gré les dispositifs de séparation d’huile qui leursont associés, envoient dans le circuit des quan-tités d’huile dont l’importance dépend de nom-breux facteurs (entre 200 et 5 ppm, parties parmillion en masse). Cette huile, suivant sa misci-bilité avec le fluide frigorigène, va se stockerdans des appareils où la vitesse de circulation estfaible (bouteille accumulatrice, refroidisseurintermédiaire, bouteille basse pression). Outrele fait que, en se déposant sur les parois des
18 • HUILES FRIGORIFIQUES
Figure 18.1 – Système de retour d’huile pour le NH3 en flood.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 467
©D
dL
ht
it
ié
tdé
lit
échangeurs de chaleur, l’huile en réduit l’effica-cité, elle finit par manquer dans le carter ducompresseur et entraîne le désamorçage de lapompe à huile suivi de l’arrêt du compresseurpar le pressostat de sécurité d’huile. Il faut doncdans tous les cas assurer le retour de l’huile versle(s) compresseur(s) et de façon automatique.
18.1.1 Cas de l’ammoniac (figure 18.1)
L’ammoniac et l’huile habituellement utiliséene sont pas miscibles. Leur mélange présentedeux phases parfaitement séparées ; l’huile,plus lourde, se dépose au fond des capacités.Tant que la pression d’évaporation est supé-rieure à la pression atmosphérique, il est facilede purger l’huile au moyen d’un robinet spécialà contrepoids qui se referme seul s’il échappe àla main de l’homme de service surpris par unesortie intempestive d’ammoniac. Mais lespurges vers l’extérieur sont de moins en moinsacceptables.Si la pression d’évaporation est inférieure à lapression atmosphérique, l’opération décrite ci-dessus n’est plus possible. On a alors recours àune petite capacité, dénommée bouteillon depurge, qui joue le rôle de sas entre la bouteillebasse pression et l’atmosphère. Ce bouteillonest relié à la base de l’appareil à purger par unetuyauterie munie d’un robinet, par laquelles’écoule en permanence le mélangehuile/ammoniac, et complétée par une tuyau-terie de dégazage. Le bouteillon renferme unerésistance de chauffage, un robinet de purge,un niveau visible, une soupape de sûreté et unmanomètre de contrôle. Pour le purger lors-qu’il renferme suffisamment d’huile, il suffit defermer les liaisons avec la bouteille basse pres-sion, de chauffer et de vidanger. Cette opéra-tion peut être automatisée par l’intermédiaired’électrovannes, de sondes de température oude niveau, et en se servant des gaz chauds pourpressuriser le pot de collecte.
18.1.2 Cas des fluides halogénésHCFC, HFC et CO2
Les fluides halogénés et le CO2 dissolvent leshuiles dans des proportions très variables qui
dépendent de la nature des produits en présen-ce, de la pression et de la température. Chaqueproblème doit donc être analysé avec soin.Il y a souvent contradiction entre les besoins desconstructeurs pour une bonne viscosité à hautetempérature pour le compresseur et ceux del’installateur qui souhaiterait de l’huile peu vis-queuse à basse température pour la réintégrerfacilement.
18.2 Miscibilité
La miscibilité définit le comportement de l’hui-le avec le fluide frigorigène liquide.Le diagramme (figure 18.2) montre pour unehuile de type minéral la zone de miscibilité(une seule phase) et la zone de séparation dephases ainsi que la zone de fonctionnementacceptable entre 0 et 5 % d’huile, limite au-delàde laquelle l’excès d’huile entraînerait uneperte de performances des échangeurs et desaccumulations locales.La courbe de miscibilité dépend des types defluides (huile et fluide frigorigène) et des tem-pératures.
468
18.2 Miscibilité18 • Huiles frigorifiques
Figure 18.2 – Courbe de miscibilité huile/fluidefrigorigène.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 468
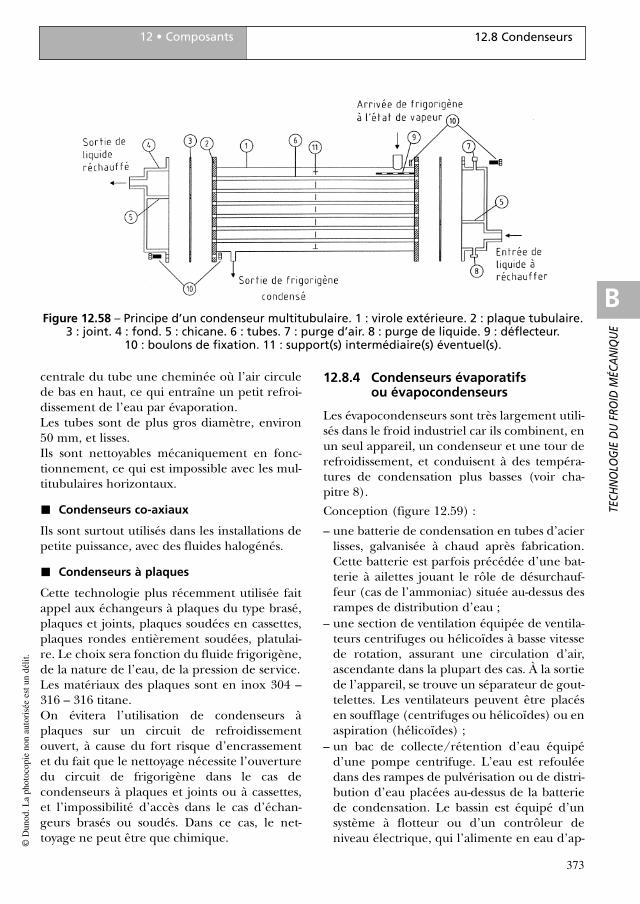
La connaissance de la miscibilité est importantepour les systèmes frigorifiques « noyés » et àrecirculation par pompes puisqu’elle permet-tra, si l’on connaît d’une part la valeur de l’en-traînement de l’huile après le séparateur etd’autre part la limite de miscibilité, de dimen-sionner le système de réintégration.Débit de fluide à prélever pour réintégration del’huile R :
R = (100/�) E m en kg/s de mélange
avec E l’entraînement du compresseur (enppm), m le débit masse refoulé par la compres-sion (en kg/s), � la limite de miscibilité (en %).Pour tout circuit frigorifique disposant d’unséparateur d’aspiration pour le frigorigène(bouteille MP, BP, économiseur, anti-coup deliquide...), il faut installer un système de réinté-gration d’huile automatique. Donc connaîtrele comportement du mélange huile/frigori-gène et l’entraînement après le séparateurd’huile.
18.3 Solubilité et dissolution
Ces propriétés définissent le comportement del’huile avec le fluide frigorigène gazeux.Les facteurs influençant la dissolution sont lapression du fluide frigorigène et la tempéra-ture.La figure 18.3 montre un abaque de solubilitépour différentes pressions et températures. Letype d’huile n’a pas d’influence notable.La connaissance de la quantité de fluide frigori-gène dissous dans l’huile permet de déterminerla viscosité de l’huile, ce qui est très importantpour la lubrification et la nécessité de refroidirl’huile pour augmenter sa viscosité avant l’injec-tion dans les compresseurs hélicoïdaux. Pour lesmachines à vis, l’huile étant dans le séparateur àla haute pression, la dissolution d’huile estimportante (15 à 25 %), alors que, dans le car-ter d’un compresseur à pistons qui lui est à labasse pression, elle n’est que de 3 à 5 %.
18.4 Réintégration d’huilesur circuits HFC, HCFC et CO2
La réintégration de l’huile dépend du type decircuit.
18.4.1 Circuit sans bouteille BP
Le tracé du circuit et le choix des vitesses de cir-culation du fluide frigorigène gazeux permet-tent le retour d’huile vers le (ou les) compres-seur(s). Néanmoins, l’huile peut revenir demanière irrégulière en charge partielle ou ensituation de mauvais échange sur les évapora-teurs (par exemple givrage excessif).L’huile revenant vers une centrale de compres-seurs par la (ou les) tuyauterie(s) d’aspirationn’est pas naturellement distribuée dans chaquemachine (carters des compresseurs à pistonsou séparateurs d’huile des compresseurs à vis).Un système d’équilibrage automatique estnécessaire (voir § 18.5).
469
18.3 Solubilité et dissolution18 • Huiles frigorifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 18.3 – Viscosité et solubilité en fonctionde la température et de la pression.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 469
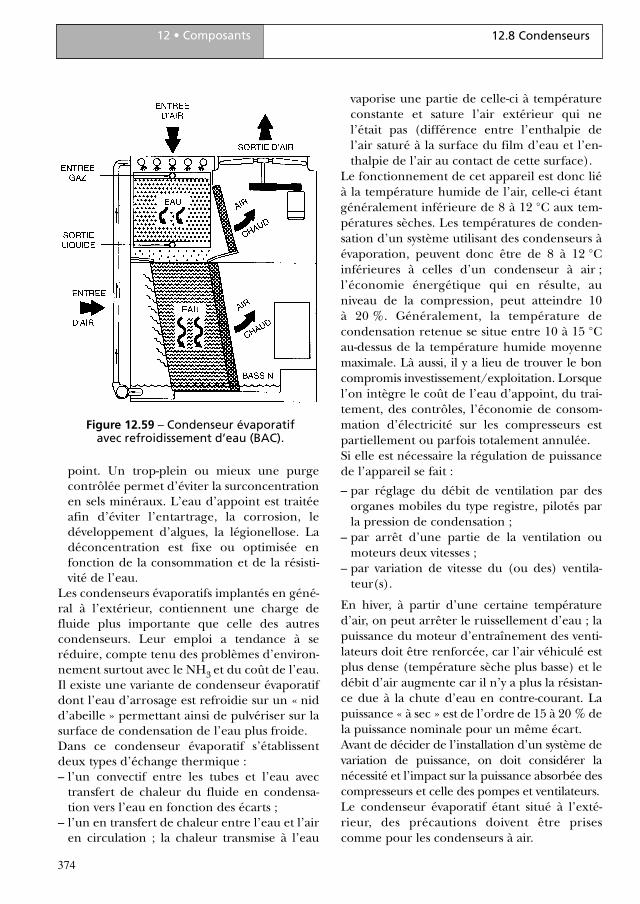
©D
dL
ht
it
ié
tdé
lit
18.4.2 Circuits avec bouteille BPou évaporateur noyé
Dans ces appareils, il se crée un mélange flui-de/huile en fonction de leur miscibilité.Différentes options sont retenues par les instal-lateurs pour assurer le retour :
– Un certain nombre de piquages sur diffé-rentes génératrices de la calandre, permetd’opérer des prélèvements de mélangehuile/fluide frigorigène ; celui-ci passe ensui-te dans un échangeur chauffé par circulationdu liquide sortant du condenseur ou gaz de
470
18.4 Réintégration d’huile sur circuits HFC, HCFC et CO218 • Huiles frigorifiques
Figure 18.4 – Schéma de principe d’un rectifieur d’huile avec HFC ou HCFC (en haut : plusieurscompresseurs en parallèle ; en bas : un seul compresseur). 1 : bouteille séparatrice BP. 2 : déten-deur à flotteur BP. 3 : robinet solénoïde asservi au rectificateur 5 ou au compresseur. 4 : régleur
de débit. 6 : échangeur liquide/liquide. 7 : pompe à huile. 8 : contrôleur de carter. 9 : robinet solé-noïde de carter. 10 : viseur. 11 : contrôleur de niveau électrique.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 470
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
refoulement, le frigorigène y est vaporisé et,grâce à la vitesse des gaz, l’huile est entraînée.
– Dans le cas des bouteilles avec pompes à flui-de frigorigène, le prélèvement du mélangepeut se faire aussi au refoulement de lapompe. Avant passage dans l’échangeur, lapression est réduite dans un détendeur. À lasortie de l’échangeur, le mélange de vapeur etd’huile fait retour vers la station de compres-sion.
– Dans le cas d’un évaporateur multitubulaire àévaporation extra-tubulaire (par exempleTrane) ou d’un évaporateur à plaques noyé(par exemple Sabroe), le retour d’huile estassuré grâce à une « pompe à gaz ». L’huile etle fluide frigorigène pénètrent dans un réser-voir par gravité. Le fluide frigorigène s’évapo-re en partie et de temps en temps une élec-trovanne assure la pressurisation du pot par legaz de refoulement et le retour d’huile versle(s) compresseur(s).
18.5 Équilibrage d’huile
Principe : Dès que l’on a deux niveaux d’huileà contrôler (carters de compresseurs à pistonsou séparateurs d’huile de compresseurs à vis),un système d’équilibrage est nécessaire.L’huile réintégrée depuis le (ou les) évapora-teur(s) vers la centrale de compression doit êtredistribuée aux différentes machines selon leursbesoins.
18.5.1 Cas des compresseurs à pistons
Les séparateurs d’huile permettent de rameneraux carters 95 à 98 % de l’huile qui s’échappedes cylindres. Le reste va dans le circuit.Un pot d’huile placé en basse pression et encharge au-dessus des carters peut assurer laredistribution de l’huile revenant des évapora-teurs grâce à des niveaux électriques sur les car-ters contrôlant une électrovanne.En centrale type supermarchés, il y a souventun séparateur unique. Celui-ci alimente un potd’huile en liaison avec la basse pression (avec
471
18.5 Équilibrage d’huile18 • Huiles frigorifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
Figure 18.5 – Circuit d’huile sur compresseurs en parallèle.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 471
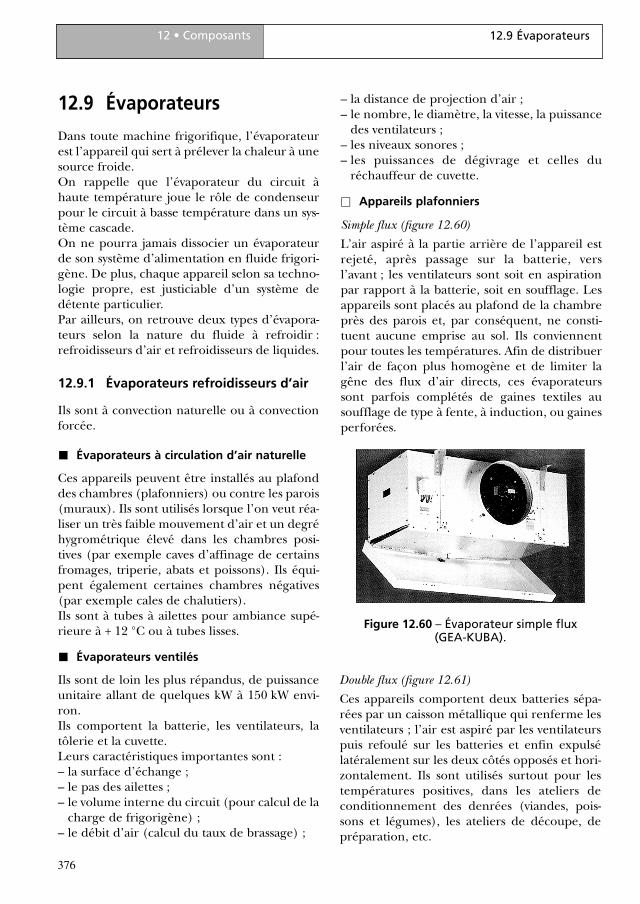
©D
dL
ht
it
ié
tdé
lit
une surpression de 0,2 à 0,6 bar) positionné engravité au-dessus des carters. L’huile est redis-tribuée dans les carters grâce à des flotteursélectromécaniques ou électriques (figure18.5). Ce système n’est pas parfait car il ne maî-trise pas le flux d’huile revenant des évapora-teurs, mais la rotation des compresseurs per-met un fonctionnement correct.Avec des circuits courts, par exemple des refroi-disseurs de liquide, l’équilibrage des carters descompresseurs à pistons ou scroll (deux engénéral) se fait par une conduite mettant encommunication les carters.
18.5.2 Cas des compresseurs à vis
S’ils sont équipés de séparateurs d’huile indivi-duels (qui sont également la réserve d’huilemais en haute pression), l’huile revenant de labasse pression ne pourra y être réintégrée selonles besoins des machines :
– soit on crée une réserve en basse pression engravité au-dessus des machines et, grâce à unniveau sur le séparateur d’huile, on permetvia une électrovanne le retour d’huile par l’as-piration.
– soit on opère un transfert d’huile d’unemachine à l’autre par un jeu de niveaux etd’électrovannes croisées haute pression/bassepression. Ce système devient complexe dèsque l’on a plus de deux machines.
Pour des centrales de moyenne puissance, unseul séparateur d’huile peut être installé pourdeux à quatre voire cinq machines. Dans ce cas,l’huile ne peut être que dans le séparateur et iln’y a aucun besoin d’équilibrage.
18.6 Principales huilesfrigorifiques
Le choix d’une huile frigorifique est assuré parles constructeurs de compresseurs, ou dumoins, avec leur accord, et en tenant compteavant tout :
– du type de compresseur,– du fluide frigorigène,
– du régime de fonctionnement, et surtout dela température d’évaporation et du typed’évaporateur.
Les propriétés essentielles d’une huile sont :– 1. pouvoir lubrifiant : création du « film
d’huile » entre les pièces en mouvement.L’épaisseur de ce film varie en fonction de latempérature, de la viscosité et de la solubilitédu fluide. Il se dissipe après un arrêt pro-longé ;
– 2. solubilité : voir § 18.3 ;– 3. miscibilité : voir § 18.2 ;– 4. stabilité chimique et thermique : absence de
réaction avec les différents métaux et sous lesdifférentes températures du circuit ;
– 5. résistance à l’hydrolyse : réaction de décom-position par l’eau avec génération de pro-duits susceptibles d’être corrosifs avec lecuivre ou ses alliages, et/ou d’altérer les addi-tifs, et/ou de faire perdre les caractéristiquesde lubrification ;
– 6. point de floculation : température (qui doitêtre la plus basse possible) à laquelle appa-raissent des flocons en mélange 90 % fluideet 10 % huile. Ce point de floculation, qui estpar exemple de – 54 °C avec le R134a et unehuile ester MOBIL EAL 22, remonte à – 21 °C s’il y a pollution avec 1 % d’huileminérale Artic 155, – 1 °C avec 3 %, et + 16 °C avec 5 % ;
– 7. point d’écoulement : température à partir delaquelle l’huile ne coule plus ;
– 8. rigidité diélectrique : résistance à la formationd’un arc dans un champ électrique (impor-tant pour les bobinages des moteurs des com-presseurs semi-hermétiques) ;
– 9. viscosité : résistance de l’huile à l’écoule-ment. Indice de viscosité : variation de la vis-cosité en fonction de la température.Classification ISO VG (viscosité cinématiqueà + 40 °C) ;
– 10. taux d’humidité : présence d’eau. L’eau estun mauvais lubrifiant car sa viscosité est trèsfaible. La présence d’eau favorise l’oxydationet l’hydrolyse, la corrosion, la prise en glaced’orifices de détente ;
– 11. indice d’acidité : exprimé par la masse depotasse en milligrammes pour neutraliser lesconstituants acides d’un gramme d’huile.
472
18.6 Principales huiles frigorifiques18 • Huiles frigorifiques
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 472
473
18.6 Principales huiles frigorifiques18 • Huiles frigorifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
L’acidité est provoquée par l’oxydation ; ellepeut être élevée, à l’origine, s’il y a des addi-tifs dans l’huile. L’important est de suivre lavariation de l’indice d’acidité. Trois compo-santes de cet indice : l’acidité naturelle del’huile (faible), l’acidité des additifs (peutêtre élevée), et l’acidité des produits d’oxyda-tion ;
– 12. indice de désémulsion : variation de la disso-lution de frigorigène selon la pression et latempérature ;
– 13. compatibilité avec les composants d’un systèmeet en particulier les joints avec impact de latempérature.
On doit rechercher une huile présentant lescaractéristiques suivantes :– miscibilité avec le fluide frigorigène pour
faciliter le retour d’huile au compresseur.Pour l’ammoniac, des dispositifs spécifiquessont mis en œuvre ;
– viscosité suffisante du couple (huile/fluidefrigorigène dissout) pour assurer la lubrifica-tion correcte du compresseur ;
– viscosité assez faible dans les parties les plusfroides (pour faciliter le retour d’huile) ;
– stabilité thermique et chimique.
Les premières huiles utilisées furent les huilesminérales, de base naphténique, obtenues pardistillation de pétrole brut. Ces huiles sont mis-cibles avec tous les fluides frigorigènes (horsNH3), et sont encore utilisées dans les installa-tions fonctionnant à l’ammoniac, avec des CFCou des HCFC.Cependant, la présence de cire pouvant préci-piter ainsi que leur forte viscosité à basse tem-pérature ont favorisé l’utilisation d’huiles desynthèse.Les plus anciennes sont les alkylbenzène (AB),plus stables chimiquement (moins sensibles àl’oxydation à haute température, ainsi qu’àl’hydrolyse), possédant un meilleur pouvoirlubrifiant que les huiles minérales et de plus,compatibles avec ces dernières. Ces huiles sontutilisées avec l’ammoniac (et anciennement,avec les HCFC).Des mélanges dits « huiles semi-synthétiques »entre de l’huile minérale et des alkylbenzènes(AB) ont été utilisés avec le R22, et sont utilisés
avec le NH3 pour améliorer la fluidité deshuiles minérales à basse température et la résis-tance à haute température.Les huiles minérales et les AB ne sont pas mis-cibles avec le CO2.Les huiles polyalfaoléfines (PAO) présentent debonnes propriétés lubrifiantes, une bonne flui-dité à basse température, et sont très stableschimiquement ; elles peuvent être utiliséesavec tous les fluides frigorigènes, et sont mis-cibles avec les minérales et non miscibles avecles HFC.L’apparition des HFC, non solubles avec leslubrifiants utilisés jusqu’alors, a imposé le déve-loppement de nouveaux types d’huiles frigori-gènes :– Les huiles polyalkèneglycols (PAG), sont mis-
cibles en toutes proportions avec les HFC etdans leurs domaines d’utilisation, leur pou-voir lubrifiant est excellent, mais elles présen-tent un fort pouvoir hygroscopique, et atta-quent le cuivre en présence d’eau (hydro-lyse). De plus, le pouvoir diélectrique estmoins élevé, ce qui peut pauser des pro-blèmes avec les compresseurs hermétiques ousemi-hermétiques. Ces lubrifiants sont doncprincipalement utilisés dans la climatisationautomobile, avec le R-134a ou avec le CO2(circuits en aluminium).
– Les huiles polyolesters (POE), développéesaprès les PAG, corrigent les défauts de cesdernières : très bon pouvoir lubrifiant, hygro-scopie moins importante, et stabilité ther-mique et chimique. Elles sont donc majoritai-rement utilisées dans l’industrie du froid etdu conditionnement d’air avec HFC et CO2.
– Les huiles polyvinylether (PVE), enfin, ont étéinitialement développées pour le R-407C, etpar extension, pour les mélanges de HFC.Leur fort pouvoir lubrifiant, leur excellentestabilité chimique et thermique et leur pou-voir diélectrique très élevé sont les raisonspour lesquelles cette huile sera de plus enplus souvent utilisée, malgré un pouvoirhygroscopique légèrement plus élevé quecelui des POE.
Le tableau 18.1 résume les utilisations préfé-rentielles des différentes huiles frigorifiques.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 473
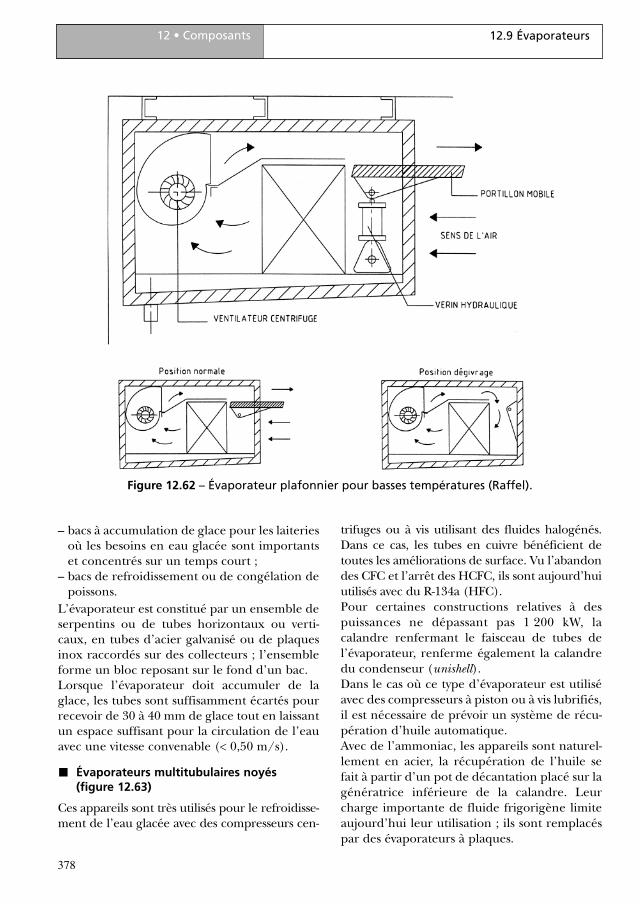
©D
dL
ht
it
ié
tdé
lit
Le tableau 18.2 montre le grade ISO en fonction du type de compresseur.
azote pour limiter les résidus solides et altéra-tion des métaux ; braser à l’argent avec lateneur adaptée.La figure 18.6 montre l’évolution du remplace-ment des frigorigènes et les huiles générale-ment préconisées.
474
18.6 Principales huiles frigorifiques18 • Huiles frigorifiques
HFC NH3 Hydrocarbures CO2
Minérales Ok Ok Ok, V Non
AB Ok L Ok, V Non
PAO L Ok Ok, V Non
PAG Non L, H L, H Ok (clim. auto.)
POE L, V, H Non Ok, V Ok (bassestempératures)
PVE L Non Non Non
Tableau 18.1 – Compatibilité des différents lubrifiants avec les fluides frigorigènes(selon Bitzer).
Ok : utilisable sans restriction. L : utilisable selon l’application considérée. V : nécessité d’une correction de la visco-sité. H : hygroscopique.
Grade de viscosité ISO
Type de compresseur 15 22 32 46 68 100
Hermétique à pistons
Semi-hermétique
Rotatif
Vis
Spiro-orbital
Centrifuge
Tableau 18.2 – Grade ISO selon le type de machine (source CLIMALIFE).
> 150/170/220
Des analyses d’huile régulières permettent desuivre l’évolution des caractéristiques princi-pales (viscosité, indice d’acidité, teneur en eau,éléments d’usure, éléments chimiques ainsique changement de la couleur et de l’odeur).Les huiles de synthèse sont plus « détergentes »que les huiles minérales : braser et souder sous
En sombre : grade de viscosité correct.
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 474
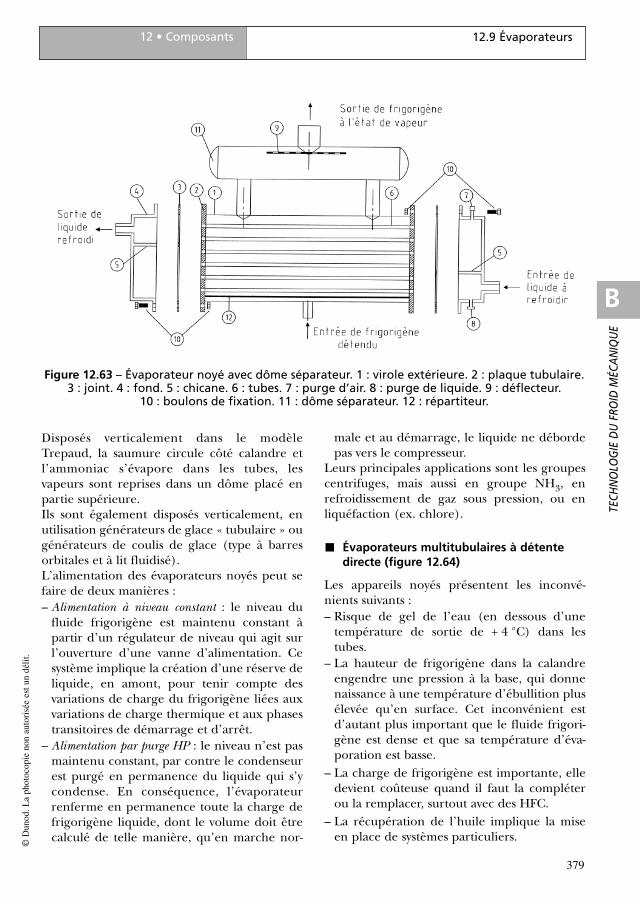
475
18.6 Principales huiles frigorifiques18 • Huiles frigorifiques©
Dun
od. L
a ph
otoc
opie
non
aut
oris
ée e
st u
n dé
lit.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
Figure 18.6 – Tableau de remplacement des principaux fluides frigorigènes
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 475
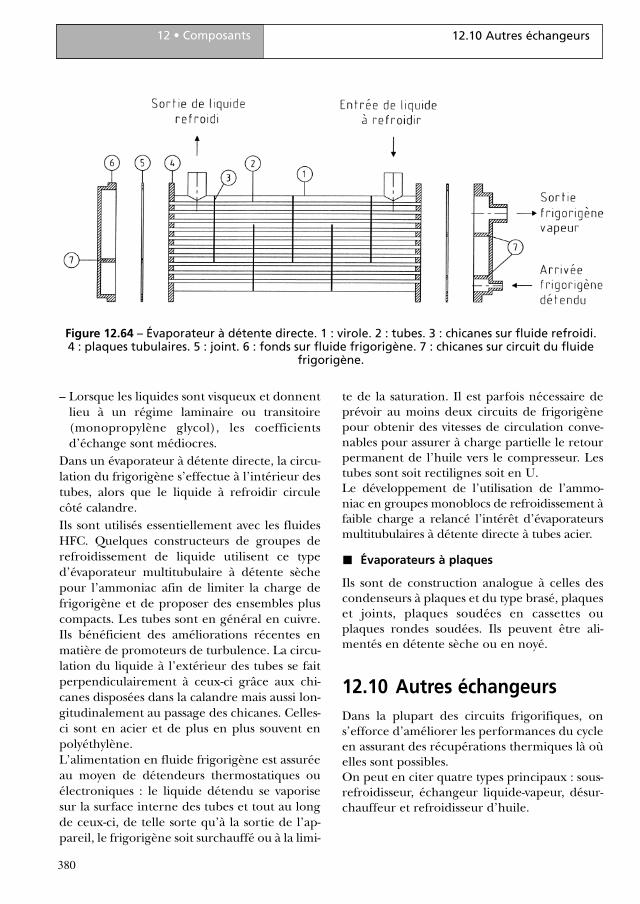
9782100540174-Meunier-C18.qxd 28/04/10 15:15 Page 476
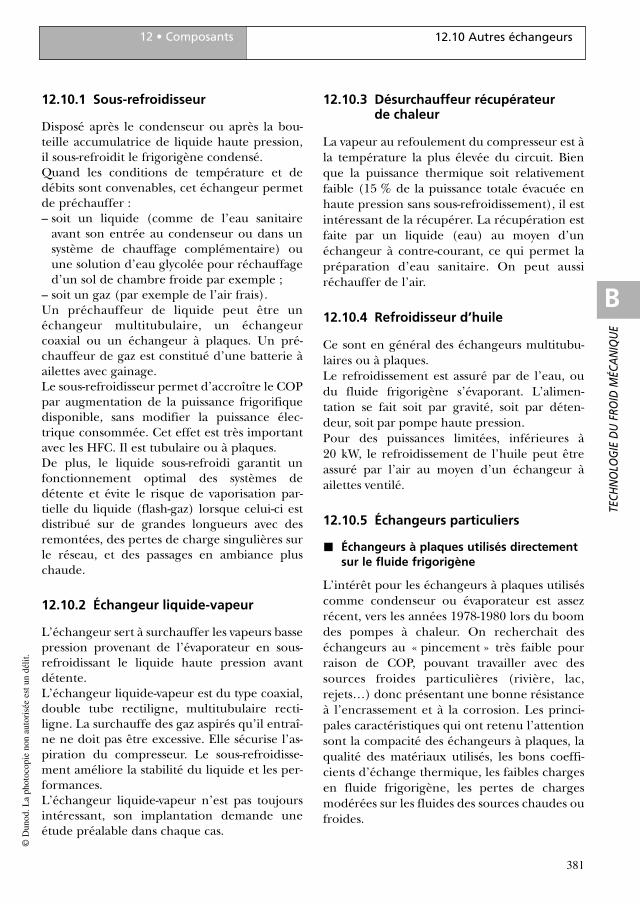
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Tout au long de cet ouvrage nous avons men-tionné l’impact environnemental de la produc-tion du froid. Compte tenu de l’actualité et del’importance de ce sujet, il est nécessaire d’ac-corder une place particulière à ce sujet ainsiqu’aux évolutions en cours.
19.1 Couche d’ozone
Pour mémoire, nous rappelons l’éradication del’utilisation des fluides qui affectent la couched’ozone. Dans la série des fluides halogénés, cesont les fluides contenant du chlore qui affec-tent la couche d’ozone (CFC et HCFC).Cette éradication arrive à son terme en Europeet on doit reconnaître qu’il s’agit d’un succèsde gouvernance mondiale. Alors que la gouver-nance mondiale éprouve les plus grandes diffi-cultés pour gérer l’effet de serre, il est intéres-sant de tirer les leçons de la lutte contre le troude la couche d’ozone. La raison essentielle dusuccès est qu’il y avait une grande inquiétudesur la santé liée à l’appauvrissement de lacouche d’ozone et que, simultanément, il exis-tait des alternatives aux CFC et HCFC. En effetle protocole de Montréal a été ratifié alors queles chimistes avaient sous le coude des fluidescomme le R-134a. Ensuite, les décisions d’inter-diction à prendre étaient claires : elles concer-naient une série de fluides dont on entrevoyaitles solutions alternatives. Enfin, un calendrierraisonnable, laissant à tous les pays le temps des’adapter a été retenu (éradication échelonnéesur environ 40 ans). Il faut reconnaître quepour la lutte contre l’effet de serre, c’est plusdifficile : la substitution aux combustibles fos-siles n’est pas simple, on ne peut pas interdireleur utilisation pas plus qu’interdire les rejetsde méthane ou de NOx. Néanmoins, il est ras-surant de constater qu’une gouvernance mon-
477
diale a réussi sur un problème délicat d’envi-ronnement.
19.2 Effet de serre
Actuellement, l’impact environnemental le pluspréoccupant en ce qui concerne la productiondu froid est l’effet de serre. Il n’est pas inutilede rappeler que l’effet de serre naturel estnécessaire pour la vie sur Terre ; en revanche, ilest maintenant certain que les activitéshumaines sont à l’origine d’un renforcementdu réchauffement planétaire qui doit être abso-lument combattu pour éviter les conséquencesdangereuses d’un bouleversement climatique.Alors que pour la destruction de la couched’ozone, les composés halogénés chlorésétaient les seuls en cause, tous les composéshalogénés fluorés sont à l’origine de l’effet deserre (y compris les HFC). L’éradication descomposés chlorés et leur remplacement par descomposés fluorés non chlorés ont déplacé lesproblèmes d’impact sur l’environnement de lacouche d’ozone vers l’effet de serre mais sansrésoudre réellement le problème d’environne-ment.Nous avons vu au chapitre 3 que la productiondu froid contribue à l’effet de serre par l’effetdirect (émissions des fluides halogénés) maiségalement par l’effet indirect (consommationd’énergie). La part respective de ces deuxcontributions dépend fortement du confine-ment de l’installation et de ses performancesénergétiques.
19.2.1 Contexte d’évolutionde l’effet de serre
Le forçage radiatif dû aux fluides halogénés estimportant si bien que les émissions de fluides
19 • FROID, ENVIRONNEMENT ET TENDANCES
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 477

©D
dL
hi
id
li
halogénés sont sous haute surveillance. C’estainsi que des moyens de mesure sophistiquéssont utilisés pour connaître la teneur en fluideshalogénés dans l’atmosphère. Les inquiétudes concernant l’effet de serredébordent très largement le cadre des seulsfluides frigorigènes. Dans ces conditions, avantd’aborder le thème spécifique du froid et del’environnement, il est nécessaire de faire lepoint sur le bilan actuel des évolutions en ce quiconcerne l’effet de serre en général et de pré-senter les prédictions à 100 ans retenues par leGIEC suivant un certain nombre de scénariosretenus.Le rapport publié fin 2007 confirme une éléva-tion de température de l’ordre de 0,7 °C depuis1 000 ans et une augmentation de 28 % de lateneur en dioxyde de carbone pour la mêmepériode. Ces valeurs sont encore faibles, et cesont les projections à 100 ans qui sont inquié-tantes puisque des élévations importantes detempérature, par rapport à 1990, comprisesentre 2 et 6 °C suivant les scénarios, sont pré-vues en 2100. Le scénario, à développementintensif, conduisant à une élévation de tempé-rature de 6 °C est tout à fait inacceptable comp-te tenu des conséquences qu’il engendrerait.En revanche, un scénario très orienté vers ledéveloppement durable et conduisant à uneélévation de température maximale de 2 °Csemble tout à fait acceptable.
19.2.2 Réglementation européenneconcernant les fluides halogénés
Une directive européenne visant au confine-ment a été élaborée. La caractéristique de cettedirective est que, en fin de vie, les fluides halo-génés sont considérés comme des déchets quidoivent être traités comme tels. Des dégazagesne sont d’ores et déjà plus possibles puisque larécupération est obligatoire. Cette directiveeuropéenne appliquée en droit français se tra-duit par un décret modifiant le décret françaisn° 92-1271 lui-même modifié par le décretn° 98-560 en tenant compte du règlement euro-péen n° 2037/2000 qui s’applique aux CFC,HCFC et HFC.
Ce décret précise que la récupération intégraleen fin de vie est obligatoire pour tous les équi-pements. Les fluides ainsi collectés sont remisaux producteurs de fluides qui sont tenus de lesreprendre ou faire reprendre. La destructiondes fluides non réutilisables doit être effectuéedans des installations autorisées. Pour chaqueopération nécessitant une manipulation desfluides sur un équipement, une fiche d’inter-vention est établie donnant les informations(date, nature et quantité de fluide introduiteet/ou prélevée, etc.). Les détenteurs d’équipe-ments dont la charge en fluide frigorigène halo-géné est supérieure à 2 kg sont tenus de s’assu-rer de l’entretien de ces équipements. Ils tien-nent à la disposition de l’administration lespièces attestant des contrôles d’étanchéité. Lesproducteurs de fluides et importateurs d’équi-pements fournissent, chaque année, pourchaque substance, les quantités collectées aucours de l’année en distinguant celles destinéesrespectivement à être détruites ou réutilisées.Un texte d’août 2003 de la Commission euro-péenne introduit un contrôle renforcé deséquipements. La fréquence de contrôle estannuelle pour les systèmes contenant plus de 2 kg de fluide halogéné, semestrielle pour ceuxcontenant plus de 30 kg et trimestrielle pourceux contenant plus de 300 kg L’installationd’un détecteur de fuite fixe réduit de moitié lafréquence des contrôles. L’incitation au confi-nement est donc très forte.Une question importante est de savoir si, à l’ave-nir, les fluides halogénés seront traités commedes fluides dangereux, ce qui limiterait forte-ment leur utilisation. Des pays d’Europe duNord ont déjà prévu d’interdire l’utilisation desHFC. Il s’agit de la Scandinavie, leLuxembourg, la Suisse et l’Autriche. Selon lespays, il ne s’agit pas toujours d’interdiction tota-le, mais soit de limitation à certains équipe-ments, par exemple contenant moins de 3 kgde HFC (Suède), ou moins de 10 kW(Luxembourg), soit de mise en place de taxe(Danemark) en fonction du GWP. Cela donnepar exemple une taxe de 75 € environ pour leR-404A. Pour que cette évolution ne se généra-lise pas, il est essentiel que les frigoristes fassentpreuve d’une grande rigueur dans l’application
478
19.2 Effet de serre19 • Froid, environnement et tendances
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 478
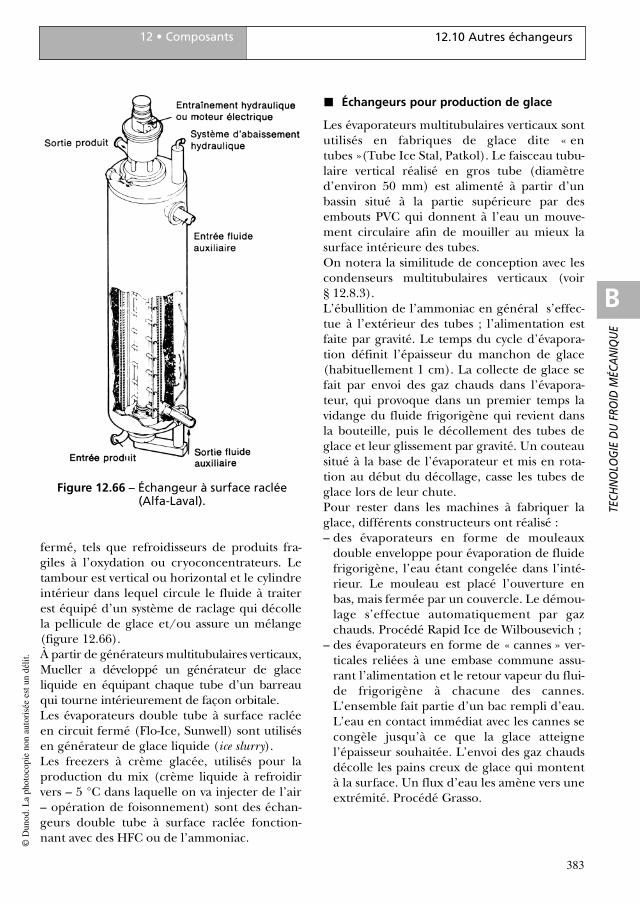
des directives et dans la formation de leurs per-sonnels pour qu’ils appliquent strictement cesdirectives.Ces dispositifs viennent d’être renforcés auniveau européen par : – le règlement (CE) n° 842/2006 du parlement
européen et du conseil du 17 mai 2006,– la directive2006/40/CE du 17 mai 2006
concernant la climatisation automobile,– le règlement 1494/2007 du 17 décembre
2007 : étiquetage,– le règlement 1516/2007 du 19 décembre
2007 : contrôle d’étanchéité,– le règlement 308/2008 du 2 avril 2008 : pro-
grammes de formation et certifications,– le règlement 1005/2009 du 16 septembre
2009 relatif à des substances qui appauvris-sent la couche d’ozone (refonte du2037/2000 du 29 juin 2000).
Le règlement concerne le confinement, l’utili-sation, la récupération et la destruction des gazà effet de serre, ainsi que l’étiquetage et l’élimi-nation des produits et équipements contenantces gaz, mais aussi la formation et la certifica-tion des personnels et des entreprises. Il estentré en vigueur le 4 juillet 2009.La mise en application du règlement européenF gaz 842/2006 s’est traduite par un décretfrançais 2007/237 du 7 mai 2007 lui-mêmeabrogé car repris dans le code de l’environne-ment (articles R 543-75 à R 543-123) qui définitles conditions de mise sur le marché, d’utilisa-tion et de récupération des fluides frigorigènes(CFC, HCFC, HFC), afin de limiter les émis-sions dans l’atmosphère en exigeant des quali-fications des opérateurs.Cinq arrêtés : agrément des organismes, décla-ration annuelle, attestation des capacités desopérateurs (entreprises), attestation d’aptitudedes personnels. Les dates fixées pour les décla-rations des opérateurs a été fixée au 4 juillet2009, et la date butoir de délivrance des attesta-tions d’aptitude au 4 juillet 2011.La pression environnementale est ainsi claire-ment portée sur les émissions directes de fluidesfrigorigènes. On ne peut que se réjouir du faitque la réglementation qui se met en place favori-se le confinement. Il était en effet anormal quede grosses unités de production de froid direct
utilisant plusieurs tonnes de fluide halogéné(pour des gros entrepôts, des grandes surfaces oudes réseaux urbains de climatisation) aient destaux de fuite élevés et émettent annuellement descentaines de kilogrammes de fluide halogéné. Demême, il est anormal que la climatisation auto-mobile contribue encore toujours de façonimportante à des émissions directes. Cette ten-dance au confinement est tout à fait positive.Une question importante concerne le devenirdes fluides halogénés en particulier. Différentsgroupes d’experts étudient la pertinence d’éra-diquer, à moyen terme, les HFC ; par ailleurs laquestion de la réutilisation du CO2 capturé dansd’autres procédés est posée. D’ores et déjà, leCO2 émerge comme fluide frigorigène dans uncertain nombre d’applications (circuits bassetempérature de supermarchés, d’entrepôts et decongélation ; transport routier ; petites pompesà chaleur productrices d’eau chaude ; climatisa-tion automobile) en complément de son utilisa-tion en fluide frigoporteur. De plus, de nou-velles architectures de cycles sont proposées(par exemple des cycles trans-critiques bi-étagésavec récupération du travail de détente) et descomposants et des équipements sont déjà dispo-nibles (§ 3.6.5).Les fluides à GWP élevé sont menacés à moyenterme. Cependant l’éradication prématurée desfluides halogénés ainsi que le recours parfois tropsystématique au froid indirect tel que pratiquéactuellement risquent de se traduire par une sur-consommation énergétique qui risque d’intensi-fier l’effet de serre indirect au lieu de le réduire.On ne peut que regretter que la réglementationse contente d’une approche partielle du problè-me et ne tienne pas compte des deux effets : lesémissions directes et indirectes. Cette démarchene favorise pas l’innovation visant, par exemple, àdévelopper des procédés qui, globalement, se sol-deraient par des réductions d’émissions de gaz àeffet de serre pour la production du froid. Uneautre démarche tout à fait possible, et qui se déve-loppe, consiste à comptabiliser non seulement lesémissions directes dues au fluide frigorigène maiségalement la consommation énergétique entenant compte de la nature de l’énergie utilisée.Nous avons vu que dans le cas des systèmes bienconfinés, ce sont les émissions indirectes dues à
479
19.2 Effet de serre19 • Froid, environnement et tendances
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 479
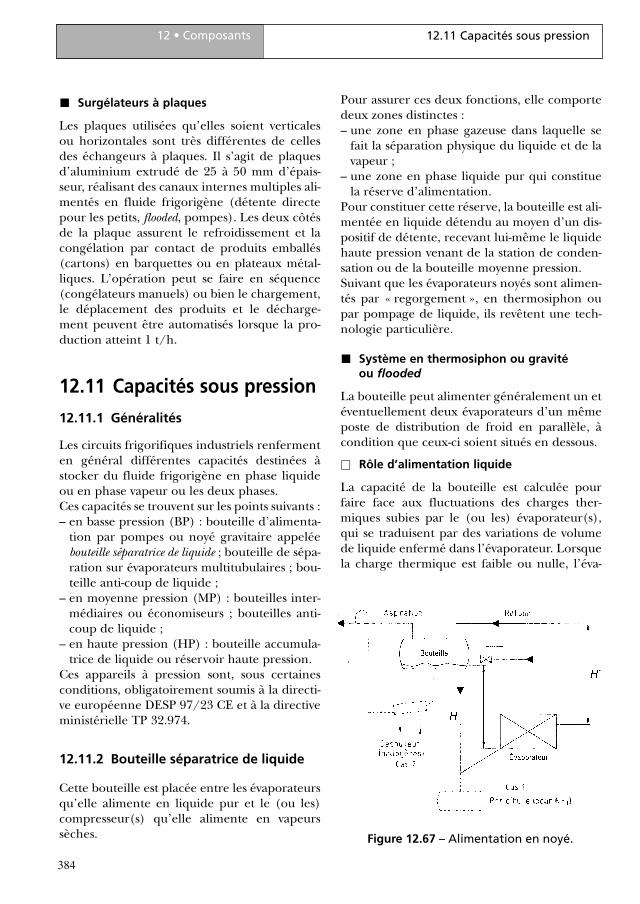
©D
dL
hi
id
li
la consommation énergétique qui contribuent leplus à l’effet de serre et qu’en conséquence, lesprogrès sont à attendre du côté des améliora-tions énergétiques des systèmes. Dans le froidindustriel, si les installations sont bien confinées,c’est généralement l’effet indirect dû à laconsommation d’énergie qui est prépondérantpour l’effet de serre (voir chapitre 3). La réduc-tion de consommation d’énergie pour les sys-tèmes frigorifiques représente un enjeu d’autantplus important lorsque l’on sait qu’environ 15 %de la consommation mondiale d’électricité estutilisée pour la production du froid et le condi-tionnement d’air (valeur dépassée aux États-Unis et au Japon qui dépensent respectivement20 et 25 % pour le froid).Il est important de noter qu’à la suite des incer-titudes pesant sur les HFC à fort GWP, absolu-ment tous les constructeurs et tous les utilisa-teurs étudient actuellement des solutions alter-natives faisant appel à des fluides naturels(NH3, CO2, hydrocarbures) ainsi que d’autressolutions de production du froid (par exempleà partir de rejets thermiques par les systèmes àsorption ou encore le froid magnétique pourles réfrigérateurs).
19.2.3 Les incohérences auxquelles sont confrontés les frigoristes
Dans cette période transitoire où les CFC et lesHCFC ont été éradiqués et où les HFC sontmenacés, en particulier ceux à fort GWP, les fri-goristes gèrent la situation en regrettant lesincohérences auxquelles ils sont soumis suiteaux nouvelles réglementations. Ils regrettentque les pouvoirs publics se focalisent sur leGWP, sans mieux valoriser l’efficacité énergé-tique, tout en maintenant des règlementationsqui, de fait, freinent le recours plus importantaux fluides naturels. Cette situation conduit eneffet à des incohérences. Or, il serait possiblede faire beaucoup mieux, notamment parcequ’il existe un indicateur, le TEWI (chapitre 3)qui pourrait être amélioré pour tenir comptedes variations saisonnières d’utilisation (toutcomme le COP saisonnier, chapitre 8). Ce n’estpas la seule possibilité mais il nous sembleessentiel qu’une démarche de type TEWI soit
utilisée pour évaluer l’impact réel vis-à-vis del’effet de serre des installations frigorifiquesafin d’orienter les frigoristes vers des solutionsvraiment bonnes pour l’effet de serre, ce quin’est pas le cas actuellement.
� Remplacement des HCFC par des HFC
Le HFC R-404A a depuis plus de dix ans large-ment remplacé le R-22, d’abord en applicationsnégatives où ses performances sont bonnes, etpar extension en circuit positif. En réfrigéra-tion, ses performances sont moins bonnes quele R-22 (voir chapitre 3) et c’est de plus un HFCavec un GWP très élevé (3 800 kg éq. CO2/kg).C’est une première incohérence : les nouveaux fluidessont souvent moins performants et cette incohérenceaurait pu être évitée en recourant à une démarche typeTEWI.
� Réduction de charge
Par ailleurs, afin de réduire les émissions defluide, une solution est, après avoir réalisé descircuits plus étanches, de réduire la charge defluide frigorigène. D’autre part, afin de faciliterla recherche de fuites obligatoires, il est souhai-table de confiner cette charge de fluide et sipossible en local technique. Ces considérationsconduisent naturellement à l’emploi de solu-tions indirectes.Or, l’introduction :– d’un écart de température supplémentaire
entre évaporation/départ frigoporteur de 3 à5 °C environ,
– d’un écart de température départ/retour fri-goporteur (en phase liquide le plus couram-ment utilisé) de 3 à 5 °C,
– de l’énergie consommée par les pompes pri-maires (et secondaires éventuelles),
conduit, le plus souvent, à une augmentationde la puissance absorbée qui, selon les cas, lesniveaux de température, le dégivrage, l’ap-proche des comparaisons, va de 5 à 15 %.C’est la deuxième incohérence : des solutions sédui-santes pour réduire les émissions directes (l’utilisationde fluides secondaires par exemple) peuvent avoir uneffet négatif pour l’effet de serre. À nouveau, cet effetpervers pourrait être évité avec une démarche typeTEWI.
480
19.2 Effet de serre19 • Froid, environnement et tendances
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 480

Il est donc très important en substituant des sys-tèmes indirects aux systèmes directs :–- de choisir les écarts d’approches faibles sur les
refroidisseurs de frigoporteur (3 °C, 4 °C maxi) ;– d’adapter la nature du frigoporteur aux pro-
cess. Les frigoporteurs à chaleur latente,liquides/solides (par exemple la glace liqui-de) ou liquide/vapeur (par exemple le CO2),permettent de supprimer l’écart de tempéra-ture départ/retour ;
– de concevoir un système de dégivrage performant ;– d’optimiser les diamètres de tuyauteries et les
pompes de circulation.Il faut malheureusement reconnaître que cer-taines installations en refroidissement directprésentent des COP très faibles, à cause de mau-vais dimensionnements (notamment au niveaudes chutes de pression dans les canalisationsbasse pression), de régulations mal réglées, desurchauffe trop importante ou de HP elévée.
� Fluides naturels (voir chapitre 3)
Les fluides dits naturels, CO2 (GWP = 1 kg éq.CO2/kg), NH3 (GWP = 0 kg éq. CO2/kg) et HC(GWP = 3 kg éq. CO2/kg), permettent de sup-primer ou de réduire au minimum l’effet deserre direct.Mais leur dissémination est handicapée parleurs caractéristiques propres (pression élevéepour le CO2, toxicité pour l’ammoniac, inflam-mabilité pour les hydrocarbures), et par uneréglementation très contraignante :
– la DESP (Directive des équipements sous-pression) pose des problèmes au CO2, notam-ment en haute pression (120 à 140 bar). Deplus, tous les composants ne sont pas encoredisponibles (pour les puissances importantes)ou sont, pour l’instant, peu compétitifs d’unpoint de vue économique ;
– la réglementation sur les fluides toxiques(tout particulièrement la réglementationfrançaise qui est plus contraignante que laréglementation européenne) est un frein audéveloppement de l’ammoniac comme fluidefrigorigène, notamment en distribution,quand il n’est pas purement et simplementinterdit, par exemple dans les ERP. Or, l’am-moniac représente, à l’heure actuelle, l’un
des meilleurs fluides frigorigènes pour luttercontre l’effet de serre (GWP = 0 kg éq.CO2/kg et haute efficacité énergétique) ;
– les HC ne peuvent être distribués à cause deleur inflammabilité alors qu’eux aussi sont detrès bons fluides frigorigènes pour luttercontre l’effet de serre (GWP = 3 kg éq.CO2/kg et haute efficacité énergétique).
C’est la troisième incohérence : certaines réglementa-tions pénalisent les fluides naturels.
Dans la mesure où la réduction des émissionsde gaz à effet de serre est une priorité, il fautimpérativement revoir la réglementation enassociant et en formant les frigoristes afin d’as-surer la sécurité des usagers tout en favorisantle recours à ces fluides naturels qui n’ont pasde contribution directe à l’effet de serre et quiprésentent de très bonnes performances éner-gétiques.
� Réduction de la consommation énergétique
La réduction de la consommation énergétiquese heurte à d’autres difficultés. Par exemple,l’utilisation d’un système de refroidissementévaporatif à eau peut conduire, non seulementà un coût d’exploitation plus élevé (coût del’eau, des produits de traitement de l’eau, de lamaintenance, etc.), mais aussi à devoir gérerd’autres problèmes d’environnement (panachede vapeur, rejet d’eau de déconcentration,légionellose, préservation des ressources natu-relles en eau, etc.). La solution doit être étudiéesoigneusement en tenant compte des perfor-mances techniques, de l’impact environnemen-tal et du coût, et l’arbitrage permettra de tran-cher entre les contradictions apparentes.Liste des pistes pour réduire la consommationd’électricité des installations de production defroid (en accumulant un certain nombre deces pistes, ce qui est possible sur de nom-breuses installations, le gain énergétique peutatteindre 25 à 30%) :– 1. HP flottante– 2. BP flottante– 3. Variation de vitesse des compresseurs, ven-
tilateurs, pompes
481
19.2 Effet de serre19 • Froid, environnement et tendances
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 481
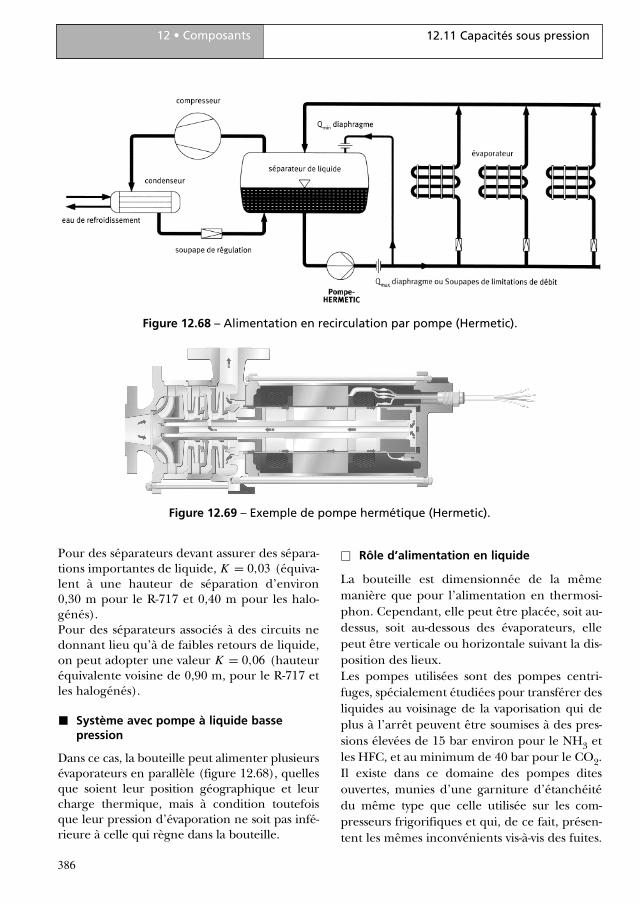
©D
dL
hi
id
li
– 4. Moteurs à commutation électronique pourventilateurs
– 5. Compresseurs performants– 6. Moteurs à haut rendement– 7. Fonctionnement en économiseur pour
compresseurs rotatifs– 8. Groupes de refroidissement et systèmes
performants– 9. Gestion de la marche à charge partielle– 10. Récupération de chaleur– 11. Sous-refroidissement du liquide HP– 12. Systèmes de gestion centralisée avec dia-
gnostic et aide à la maintenance– 13. Accumulation de froid– 14. Réduction des pincements aux échan-
geurs– 15. Utilisation de free-cooling quand cela est
possible– 16. Maîtrise des pertes de charge– 17. Rideaux d’air et déshumidificateurs– 18. Choix du « bon » fluide et du « bon » sys-
tème– 19. Renforcement de l’isolation thermique.
19.2.4 Promouvoir les fluides à très faibleGWP
Des solutions techniques, avec des fluides à trèsfaible GWP, existent. Des constructeurs ont faitl’effort de développer de tels équipements.Afin que de telles solutions émergent à grandeéchelle, encore faudrait-il que des décisionsadéquates soient entérinées. Il nous sembleessentiel que les décideurs agissent dans troisdirections :
– Alléger la réglementation trop pénalisantesur l’utilisation de l’ammoniac et des hydro-carbures qui est beaucoup plus sévère quedans de nombreux autres pays européens.Par exemple, le seuil de puissance électriquede 300 kW pour les installations à l’ammo-niac au lieu de 500 kW pour celles aux HFCdoit être relevé à 500 kW. De même la quan-tité limite d’utilisation des hydrocarburesdans les locaux devrait être relevée. Dans lesdeux cas, la contrepartie serait un renforce-ment de la formation des frigoristes à lamanipulation de ces fluides. Il faut gérer le
principe de précaution avec la double entrée :sécurité locale et effet de serre.
– Dans un souci de cohérence et d’éliminationd’effets pervers, orienter la réglementationsur le TEWI des installations et non plus seu-lement sur les émissions directes par le GWPdu fluide. Des discussions entre pouvoirspublics, professionnels et pédagoguesdevraient permettre de dégager un outiladmis par tous et d’utilisation facile pour lecalcul du TEWI des installations.
– Le point le plus délicat consiste à revoir ladéfinition du GWP qui, pour l’instant,néglige l’impact des composés secondaires.Ceci peut conduire à des aberrations si desfluides peu stables, donc à faible GWP(comme les HFO), donnent naissance, parréaction dans l’atmosphère, à des compo-sants plus stables et à fort GWP. Pour l’ins-tant, ces composés de décomposition ne sontpas pris en compte. Ce point dépasse large-ment le cadre purement français et mêmeeuropéen, ce n’est pas une raison pour lenégliger.
Par ailleurs, les solutions avec fluides naturelsse traduisent souvent par un surcoût impor-tant. Des mesures incitatives en faveur desfluides naturels pourraient être instituées,comme c’est le cas dans certains pays d’Europedu Nord, afin de réduire notre bilan nationalsur les GES. Les frigoristes attendent des signaux clairs dela part des pouvoirs publics avec une stratégiecompréhensible et un calendrier raisonnablepour les changements sur les fluides.L’exemple de l’éradication des CFC et desHCFC est là pour prouver que des décisionsclaires, bien expliquées avec un calendrier rai-sonnable conduisent au succès.
19.2.5 De nouvelles orientations pour les frigoristes
Compte tenu des préoccupations actuelles surl’environnement et l’effet de serre, les frigo-ristes doivent d’abord se préparer à l’idée (enanticipant) de devoir abandonner les HFCactuels à moyenne échéance (vraisemblable-
482
19.2 Effet de serre19 • Froid, environnement et tendances
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 482
ment d’ici 2035) à l’exception de quelquesniches où les alternatives ne sont pas prêtes.C’est toute la problématique sur les fluidesnaturels et, éventuellement les nouveauxfluides à très faible GWP actuellement en déve-loppement et qui vont être, vraisemblable-ment, proposés dans un avenir proche.Ensuite, les frigoristes se doivent de réduire lacharge de fluide frigorigène et de le confiner(que ce soit un HFC à fort ou très faible GWPou un fluide naturel).Enfin, ils doivent concevoir des systèmes à COPsaisonnier élevé afin de réduire la consomma-tion d’énergie.Ces trois axes :– fluide à GWP faible,– confinement et réduction de charge,– et COP saisonnier élevé,constituent les bases pour obtenir des installa-tions à très faible impact sur l’effet de serre.De notre point de vue, ce sont ces bases sur les-quelles devrait s’appuyer la règlementationpour guider les frigoristes vers la réalisationd’installations réellement bénignes pour l’effetde serre ce qui n’est pas le cas de la réglemen-tation actuelle.
� Fluide à faible GWP
Nous réaffirmons que le frigoriste doit se tenirinformé de l’évolution sur les nouveaux fluidesfrigorigènes dont nous avons montré l’évolu-tion dans le chapitre 3. Dans des délais rappro-chés il est en effet vraisemblable que les HFC àfort GWP seront réglementés. Il est judicieuxd’anticiper lorsque cela est possible.L’existence, dés à présent, sur le marché, pourle froid industriel et commercial, de produitsinnovants utilisant l’ammoniac, les hydrocar-bures (propane) ou le CO2 (cycles à cascadesou cycles transcritiques) impose, dés mainte-nant, au frigoriste consciencieux de proposerde telles solutions à ses clients même si ellesprésentent, encore souvent, un surcoût nonnégligeable en insistant sur l’intérêt de l’antici-pation.
� Confinement et réduction de charge
� Charges de fluide frigorigène
Quel que soit le fluide frigorigène, et pour desraisons différentes, un des objectifs prioritairespour l’avenir est de concevoir des systèmesétanches avec la plus faible charge possible defluide frigorigène. Cet argument vaut pour lesHFC afin de réduire la contribution directe àl’effet de serre et de se placer dans des condi-tions légères de contrôle de l’installation. Maisil vaut également pour les fluides naturels telsque NH3, CO2, HC afin de pouvoir être dansdes catégories les moins pénalisantes possiblesau regard de la DESP ou des réglementationssur les fluides toxiques et/ou inflammables.Pour des refroidisseurs de liquide monobloc uti-lisant des appareils à plaques tant du côté évapo-rateur que du côté condenseur, la charge est infé-rieure à 80 g/kW pour des systèmes noyés maiselle semble pouvoir être réduite vers 30 g/kWavec des évaporateurs à détente directe de NH3.Soit 80 à 30 kg pour 1 000 kW en refroidisse-ment d’eau à + 6 °C.Dans des systèmes décentralisés où la charge defluide peut représenter de 500 à 3 000 kg ouplus (surtout en NH3), des solutions permet-tent de réduire sensiblement la charge :
– remplacer les systèmes de condenseurs évapo-ratifs par des condenseurs à plaques ou tubu-laires ;
– éviter les refroidisseurs d’huile des machinesà vis alimentés en thermosiphon depuis leréservoir haute pression ;
– éviter le réservoir haute pression contenantun volume de fluide frigorigène inutilisé ;
– utiliser des refroidisseurs d’air (alimentés enfluide frigorigène) constitués de tubes depetit diamètre et des ailettes à haute perfor-mance (par exemple, tube acier ou inox de 16 mm au lieu de 25 mm de diamètre en aciergalvanisé pour des aérofrigorifères NH3) ;
– mettre en œuvre des évaporateurs refroidis-seurs de frigoporteurs à plaques au NH3 au lieude multitubulaires noyés (pour 1 000 kW lacharge peut être réduite de 800 kg à 80 kg) ;
– éviter les systèmes d’accumulation de glaceréalisés en tubes acier de gros diamètre ;
483
19.2 Effet de serre19 • Froid, environnement et tendances
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 483
©D
dL
hi
id
li
– éviter les équipements utilisant des chargesimportantes de fluide frigorigène (parexemple les patinoires à refroidissementdirect de la dalle utilisant jusqu’à 3 tonnes deR-507 ou 7 tonnes de R-134a).
� Charge optimale
Les excès ou déficits de charge sont préjudi-ciables aux bonnes performances de l’installa-tion. Un déficit de charge entraîne un abaisse-ment de la température d’évaporation ou unallongement du temps de fonctionnement.Un excès de charge peut entraîner côté HP uneaugmentation de la pression de condensationet dans l’évaporateur une réduction du coeffi-cient d’échange.
� COP saisonnier élevé via les améliorationset la gestion énergétique
Alors que le R-134a, le R-407C et le R-410A sontdes remplaçants intéressants pour le R-22 en cli-matisation, que le R-404A ou le R-507 et bientôtle R-410A sont les candidats en basse températu-re, aujourd’hui se pose le problème du substitutidéal pour le domaine de la réfrigération (tem-pératures d’évaporation comprise entre – 5 et– 15 °C).En climatisation, les nouveaux fluides HFCnécessitent quelques remarques :– le R-134a entraîne des débits volumiques
vapeur et liquide d’environ 60 à 80 % supé-rieurs, ce qui se traduit par des compresseurset des tuyauteries d’aspiration plus grosqu’auparavant. Par contre, les pressions defonctionnement sont basses. Ce n’est pas unproblème majeur pour des groupes compactsde refroidissement d’eau, de plus, le COP estmeilleur que celui des autres HFC ;
– le glissement du R-407C oblige à une étudeparticulière des échangeurs et de la distribu-tion. De plus, les concepteurs et les installa-teurs sont réticents à l’utilisation de ce fluidecar ils craignent que les fuites n’entraînentune évolution de sa composition ternaire(voir le chapitre 3 pour évaluer le bien-fondéou le caractère exagéré de ces craintes) ;
– les pressions avec le R-410A sont nettementplus élevées (25 à 30 bar en haute pression)
mais les débits volumiques vapeur et liquidesont inférieurs de 40 % à ceux du R-22.
Tous ces fluides ont un GWP et un TEWI accep-tables.Le R-404A et le R-507 ont un mauvais GWP maisun bon COP en basse température.Dans le domaine de la réfrigération, aucun desHFC utilisés actuellement, substituts du R-22,en particulier le R-404A ou le R-507, n’a d’avan-tage hors leur ODP égal à 0. Leur GWP est élevéet leur COP inférieur à celui du R-22.Les composants pour des pressions de 40 barayant été développés pour les circuits CO2basse/moyenne pression, l’intérêt pour le R-410A en réfrigération se développe (chargeinférieure de 30 % et COP supérieur de 10 %environ), tant en détente directe qu’en groupede refroidissement de frigoporteur.Dans de nombreuses applications en agroali-mentaire et en magasin de vente, les besoins derefroidissement sont souvent à deux niveaux detempérature différents.– basse température : congélation, stockage
congelés, meubles à température négative ;– haute température : refroidissement rapide,
stockage frais, salles de travail, meubles devente.
Dans ce cas spécifique, il est naturel de choisirun seul fluide frigorigène. On choisira le R-404A (parfois le R-507) car ses performancessont très bonnes en basse température, et il y apeu d’alternatives. Par contre, il faut, dès main-tenant, considérer l’alternative du R-410A enHFC, et celles des hydrocarbures et du CO2 enfluides naturels qui présentent des potentielsimportants.Dans l’attente de futurs fluides, plus perfor-mants, de quelles façons peut-on optimiser lesperformances des installations de réfrigérationutilisant des HFC ?Nous proposons différentes directions à investi-guer parmi les plus importantes de celles énu-mérées pages 479 et 480 :
� Température de condensation
Trop souvent, la pression de condensation estmaintenue à un niveau élevé sous prétexte d’as-surer une bonne alimentation en liquide desévaporateurs.
484
19.2 Effet de serre19 • Froid, environnement et tendances
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 484
Néanmoins, la diminution de la pression decondensation ne peut être faite par un simpleabaissement du point de consigne de la régula-tion haute pression. En effet, dans le cas decompresseurs à pistons et de condenseurs à air,on peut rapidement arriver à ce que le gain surl’énergie de compression soit inférieur à l’éner-gie de ventilation complémentaire.
Un programme spécial doit être développé, quiprend en compte différents paramètres de l’ins-tallation :– le fluide frigorigène ;– le type de compresseurs (à vis, à pistons, éco-
nomiseur) ;– les limites basses de pression de refoulement ;– le �t de sélection du condenseur à air ;– la température minimale de liquide haute
pression (pour éviter les condensations enparticulier) sur les tuyauteries habituellementnon isolées ;
– la température extérieure ambiante ;– la mesure de la pression de condensation.
Plusieurs systèmes de gestion de la températurede condensation ont été conçus pour gérer lahaute pression flottante. Des mesures effectuéessur plusieurs centaines d’installations montrentun gain énergétique minimum de 20% et pou-vant aller à 35 %.Les détendeurs électroniques ou de détentemultiport, plus facilement utilisables sur desinstallations neuves, permettent également desréductions conséquentes de la consommationénergétique.
� Niveau d’évaporation
Pour améliorer les performances des installationsen prenant en compte la température d’évapora-tion, plusieurs approches sont possibles :– Réaliser plusieurs niveaux d’évaporation (par
exemple – 12 °C, – 5 °C, + 0 °C). Cela condui-ra à une augmentation de l’investissement eton ne bénéficiera plus de l’effet de foisonne-ment des besoins, ce qui limite le gain éner-gétique global.
– Faire fonctionner les compresseurs à un niveaud’évaporation optimisé selon les besoins, lespériodes (journée, nuit, week-end) et les tem-pératures intérieure et extérieure. Là aussi, il ya lieu de développer un programme spécial, et
485
19.2 Effet de serre19 • Froid, environnement et tendances
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
∆h0 ∆h
∆h
BP Flottante
HP Flottante
Figure 19.1 – Diagrammes enthalpiques. (a) principe de « HP flottante » ; (b) principede « BP flottante » (le ∆h représente le gain
de travail mécanique sur le compresseur et le∆h0, le gain sur la production frigorifique
massique).
Lorsque la température du fluide diminue et enregardant de plus près les performances d’undétendeur thermostatique, on peut voir que laréduction de la pression amont n’affecte pasénormément sa capacité, car l’abaissement de latempérature du liquide permet d’en compenserune grande partie (grâce à l’augmentation de laproduction frigorifique massique). L’augmen-tation du COP lorsque la température decondensation varie de + 50 à + 20 °C est trèsimportante. Ceci est une source importanted’économie d’énergie (tableaux 8.3 et 8.4).
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 485
©D
dL
hi
id
li
l’expérience du suivi et de la maintenanced’installations sera un apport important pourdéfinir les bons paramètres.
� Gestion annuelle de l’énergie
Concevoir un équipement avec un bon COPdans les conditions de base maximales ne suffitpas car, très souvent, les performances se dégra-dent à charge partielle et en période froide. Ilserait donc préférable de parler du COP saison-nier (voir § 8.3).Cette notion de COP saisonnier a été récem-ment introduite en Europe pour certains GRL ;elle devrait se développer pour tous les équipe-ments de production de froid.Pour cela il faut prendre en compte :– le système de régulation de puissance interne
des compresseurs, en particulier en dessousde 50 % pour les compresseurs à vis équipésde tiroirs de régulation ou d’orifices de bypass(figure 19.2) ;
– le rendement et le facteur de puissance desmoteurs électriques à pleine charge et àcharge partielle ;
– les systèmes de régulation de puissance pardémarrage et arrêt des compresseurs, en par-ticulier les cycles courts ;
– la possibilité de stocker de l’énergie en optimi-sant la charge des compresseurs ;
– l’utilisation pour le sous-refroidissement ;– l’utilisation de la variation de vitesse pour les
compresseurs (tous ou un seul). La variation devitesse électronique permet de maintenir le fac-teur de puissance du moteur à plus de 95 % ;
Exemple
Le tableau 19.1 montre la différence de facteur depuissance (cos φ) entre un moteur à vitesse fixe et unmoteur à vitesse variable en fonction de son pour-centage de charge. Il faut néanmoins s’assurer que lecompresseur tolère une telle variation de vitesse.Tous les compresseurs tournent à 1 500 ou 3 000 tr/minmais sont conçus pour pouvoir fonctionner à au moins20 % de vitesse en plus, à 60 Hz soit 1 800 tr/min pourles pistons ou 3 600 tr/min pour les vis, scrolls et cer-taines petites machines à pistons.Aujourd’hui, la plupart des constructeurs de com-presseurs à pistons et à vis autorisent des vitesses de 4 000 à 4 500 t/mn par rapport aux 3 000 t/mn en 50 Hz, soit jusqu’à 75 Hz et même 100 Hz chezquelques modèles de certains fabricants.
– la sélection des échangeurs pour un fonction-nement efficace à charge partielle, surtout sila pression en amont des détendeurs est fortement abaissée et si l’huile peut s’y ac-cumuler ;
– le dimensionnement des tuyauteries avec defaibles pertes de charge en vérifiant qu’il n’y apas de risque d’accumulation de liquide oud’huile à faible puissance ;
– la mise en place d’un système de commandeet de contrôle avec suffisamment de capteurspour pouvoir optimiser le fonctionnementaprès les premiers mois ou la première sai-son ;
– le maintien d’une charge de fluide optimale,ni excessive pour ne pas engorger les réser-voirs haute pression et les condenseurs, niinsuffisante pour ne pas évaporer plus bas ;
– l’utilisation de système d’aspiration intermé-diaire sur les compresseurs rotatifs (à vis,scrolls) ; la figure 19.3 montre l’accroissementde la puissance frigorifique et du COP pourdifférents fluides. Ce système appelé économi-
486
19.2 Effet de serre19 • Froid, environnement et tendances
100
75
50
25
% P
VISVi = 5
VISVi = 2,6
PISTON
25 50 75 100
% de Q0
R-717
Figure 19.2 – Comparaison pistons/visen régulation de puissance.
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 486
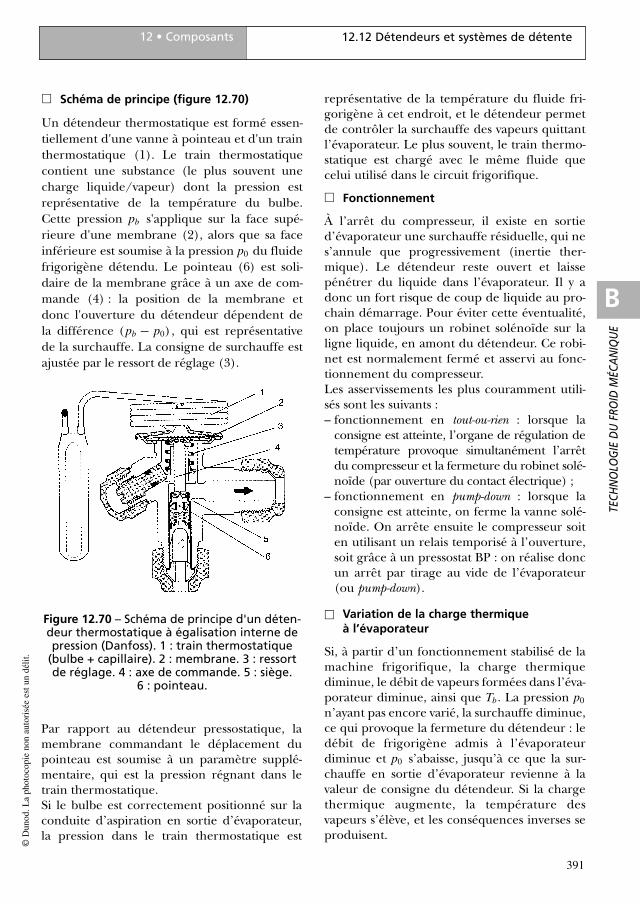
seur est plus souvent utilisé en basse tempéra-ture ; cependant, en réfrigération, le gainénergétique est de 5 à 10 % ;
– le refroidissement du liquide haute pression(très important avec l’emploi de HFC) est pri-mordial pour les compresseurs à pistons car,contrairement aux machines rotatives, ils nepeuvent pas être utilisés en économiseur. Toutrefroidissement à une température inférieure àcelle de condensation est intéressant ;
– l’emploi et l’optimisation de la récupérationde chaleur, laquelle est abondante, à basniveau de température (+ 20 à + 35 °C) dansun équipement frigorifique. Cette chaleur estutilisable pour différents usages : réchauf-fages de planchers basse température et desols de chambres négatives, ou de patinoires,ou préchauffage d’eau sanitaire ou de pro-cess. La récupération, bien que plus limitée, à
plus haute température (+ 40 à + 50 °C), surla désurchauffe et les refroidisseurs d’huiledes machines hélicoïdales, doit égalementêtre effectuée.
Sur les compresseurs à vis à l’ammoniac enmoyenne et basse température d’évaporation,la puissance de refroidissement d’huile estimportante, et la température supérieure à + 90 °C. Exemple du compresseur de 380 kW à– 15/+ 50 °C, QRH = 125 kW, ce qui permetd’obtenir de l’eau à + 75 voire + 80 °C.
19.3 TendancesCompte tenu des préoccupations environne-mentales et énergétiques, les grandes ten-dances sont celles évoquées plus haut : – fluide à GWP faible,– confinement et réduction de charge,– COP saisonnier élevé,auxquelles nous pouvons ajouter les économiesd’énergie dont les pistes principales ont étéévoquées dans le paragraphe précédent. Aprèsque l’installation a été conçue et réalisée, il nefaut pas négliger la maintenance. La démarchede détection et diagnostic de panne présentéedans le chapitre 11 est appelée à se développercar c’est une garantie que les installations res-pectent leurs performances nominales.En parallèle avec ces priorités, la R&D sur lesprocédés alternatifs laisse augurer des percées,qu’il est difficile d’anticiper, car plusieurs ensont encore à un stade prématuré de dévelop-pement. Néanmoins, nous avons attiré l’atten-tion sur le très fort potentiel du froid renouve-
487
19.3 Tendances19 • Froid, environnement et tendances
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
B
TECH
NO
LOG
IE D
U F
ROID
MÉC
AN
IQU
E
COPPuissance frigorifique
35,00 %
30,00 %
25,00 %
20,00 %
15,00 %
10,00 %
5,00 %
0,00 %R-12 R-22 R-134a R-404A R-507
Fluide frigorigène
Figure 19.3 – Analyse de l’influence de l’éco-nomiseur.
Tableau 19.1 – Facteur de puissance cos φ pour un moteur de 45 kW à 1 500 tr/min.
Moteur électrique standard Moteur avec variateur de vitesse
Charge cos φ Charge cos φ
100 % 0,85 100 % 0,97
75 % 0,81 75 % 0,96
50% 0,73 50 % 0,95
9782100540174-Meunier-C19.qxd 28/04/10 15:23 Page 487
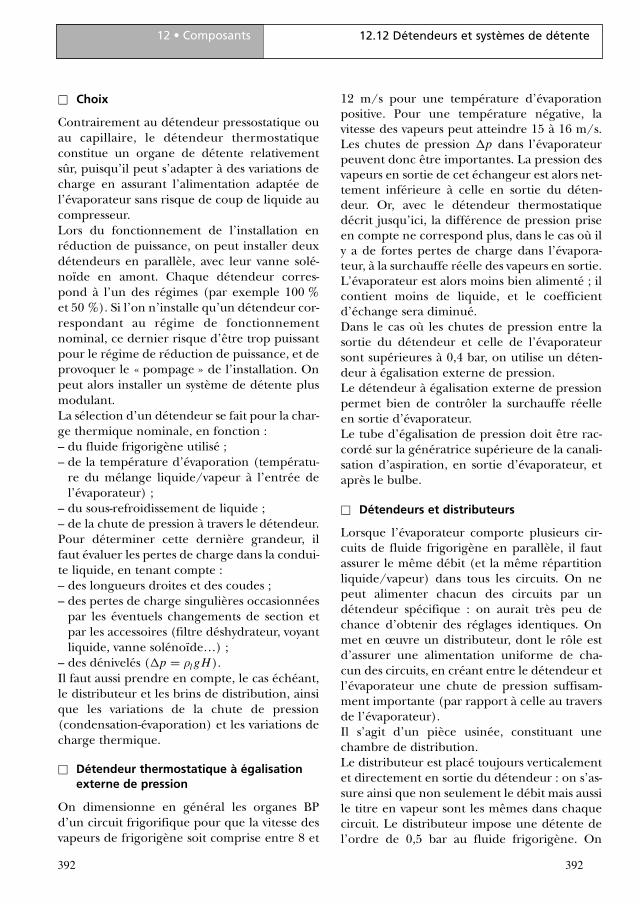
lable (chapitre 10) dont le froid solaire consti-tue une perspective particulièrement promet-teuse non seulement dans les pays les plusensoleillés mais également dans les pays tempé-rés. Il s’agit en effet d’un secteur où la tech-nique est mature et où c’est plus l’aspect éco-nomique qui constitue le frein. Mais avec lerenchérissement attendu de l’énergie et lescontraintes environnementales, cette filièredevrait décoller.Le froid magnétique et la thermo-acoustique,évoqués dans le chapitre 2, constituent, sansconteste, des procédés prometteurs bien qu’ilsdoivent encore progresser sur le plan tech-nique pour s’imposer dans des secteurs qui res-tent à clarifier. Une application prochaine dufroid magnétique pour un réfrigérateur domes-tique est néanmoins annoncée.Cependant, dans le contexte de l’arrêt effectifde la commercialisation du R-22 neuf et decelui programmé fin 2014 du R-22 recyclé, leremplacement du R-22 est d’une grande acuitéet va mobiliser pendant quelques années tousles frigoristes, à cause de l’imprévoyance denombreux clients. Nous renvoyons au chapitre3 où ce problème a été traité.Compte tenu de l’état de la réglementation etde l’état de l’art actuel, les études de R&D desfrigoristes doivent s’intensifier dans la directiond’un confinement poussé. La première consé-quence technologique de ces considérations vaêtre de favoriser l’utilisation d’unités monoblochermétiques construites en usine et possédantdes taux de fuite annuels négligeables (infé-rieurs à 0,1 %). D’ores et déjà, il faut constater que la charge enfluide frigorigène des nouvelles installations estfortement réduite par rapport au passé et qued’importants progrès ont été réalisés sur la limi-tation des taux de fuite. Cette tendance va indé-niablement se renforcer dans l’avenir et va aussifavoriser l’utilisation de fluides secondaires. Desdéveloppements sont ainsi à attendre sur lesfluides frigoporteurs pour le froid négatif. Defait, une activité soutenue de R&D existe dansce domaine, notamment sur les fluides dipha-siques (que ce soit les coulis ou les solutionsliquide/vapeur comme le CO2). Ces évolutionstechnologiques vont avoir des conséquences
importantes sur la conception des unités et surl’apparition de nouveaux composants. Elles nedevraient pas se traduire dans un proche avenirpar un bouleversement technologique concer-nant les systèmes de production du froid.Cependant, il faut noter trois tendances qui ontdéjà des conséquences sur la conception des sys-tèmes frigorifiques : l’utilisation de mélanges zéo-tropes avec glissement, le recours à des fluidesdont la température critique est faible et enfin lefonctionnement à des pressions élevées pour uncertain nombre de fluides (R-410A, CO2).À terme, des décisions d’interdiction totale oupartielle d’utilisation des HFC dans la produc-tion du froid pourraient être prises. Dans cesconditions, les fluides naturels (NH3, hydrocar-bures, CO2, et eau) seraient largement sollicitéspour assurer la relève sans négliger la possibilitéd’émergence de nouveaux fluides frigorigènes.En effet, comme on a pu le voir pour la climati-sation automobile où un règlement européenbannit dès 2011 les fluides avec un GWP supé-rieur à 150 pour les futurs modèles de voiture,des développements ont été entrepris pourremplacer le HFC 134a : le CO2 et R-152a ontété envisagés jusqu’à ce que Honeywell/Dupontproposent le HFO 1234 yf dont le GWP est de 4et qui ne nécessite que des modificationsmineures des circuits. Les fabricants ont tou-jours réussi à mettre à disposition des produitsde substitution ou de remplacement auxfluides frigorigènes menacés. Néanmoins, surle long terme, la pérennité des HFO n’est pasgarantie à cause des réactions secondaires dansl’atmosphère.Enfin, l’utilisation de la récupération de cha-leur ainsi que de l’énergie solaire pour produi-re du froid à l’aide de systèmes à sorptiondevraient se développer, pour la climatisation(des équipements sont largement disponibles)mais également pour le froid négatif (même sila R&D doit encore évoluer dans cette direc-tion), sans compter les autres systèmes de pro-duction de froid non mécanique : sorption,magnétique, thermoacoustique.Ce secteur du froid industriel et commercialconstitue, de nos jours, un domaine en pleineévolution où des changements importants vontcontinuer à s’opérer dans les années à venir.
488
19.3 Tendances19 • Froid, environnement et tendances
9782100540174-Meunier-C19.qxd 5/05/10 8:27 Page 488

© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
Aabsorption
à diffusion 264liquide 246
accumulationde froid 464en cristaux de glace 466
adsorption 265alimentation des évaporateurs 427ammoniac 468analyse entropique 123appareils
à plaques 366muraux 377plafonniers 376
Bbatteries à ailettes 365bouteille
accumulatrice de liquide 389anti-coup de liquide 388de séparation 388intermédiaire 191, 388séparatrice de liquide 384
Ccanalisations 398CFC 55capteur solaire thermique 282charbon actif-méthanol 266charge MOP 393charge
en fluide frigorigène 240circuit
bi-étagé 429« cascade » 129économiseur 429mono-étagé 429
clapets 143, 156climatisation
489
à partir de biocombustibles 275au gaz 262au gaz naturel 274
coefficientd’échange global 22de performance 8, 241
cogénération 17composés insaturés 65compliance
axiale 349radiale 349
compresseur(s) 121, 163, 305à labyrinthe 318à membrane Corblin 317à piston 141, 306, 471à piston tournant 344à segments spéciaux 319à spirales spiro-compresseur 344à vis 322, 472avec orifice de suralimentation 202bi-étagé 198bi-rotor 322booster 206centrifuge 350compound 198hermétique 231hermétique accessible 307, 316, 358hermétique non accessible 307isotherme 138lubrifié 327multi-étagé 315ouvert 308, 358refroidi 181rendements 163rotatif à palettes 344scroll 346sec 317, 326semi-hermétique 231, 307
compression thermique de vapeur 245condensation
à eau perdue 431
INDEX
9782100540174-Meunier-Index.qxd 5/05/10 10:03 Page 489
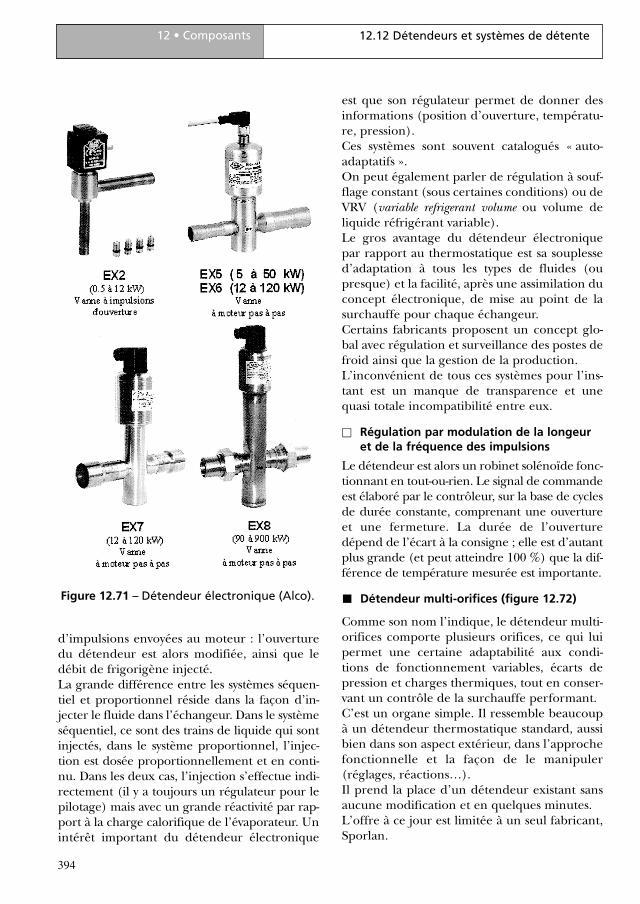
à tour fermée 433à tour ouverte 433par aéroréfrigérant sec 433par air 431
condenseur 24, 121, 128, 235, 369à air 218, 371à eau 372à eau perdue 218à plaques 373évaporatif 219, 373, 431
conditionnement d’air 217conduite liquide 239confinement 483congélation 411conservation de denrées 217consommation énergétique 481contrôleur de niveau 409COP 8, 46, 341COP effectif 169COP solaire 278couche d’ozone 62coulis de glace 437, 459couple
eau-ammoniac 257LiBr-eau 247
court-circuit aspiration/refoulement 311course d’aspiration 143, 146
de compression 144, 147, 157de détente 143, 146de refoulement 144, 147, 157
cycleà 2 adsorbeurs 268à détente libre 51à injection totale 186à récupération de chaleur 268à récupération de masse 269à tube pulsé 49à un étage 258avec économiseur 203bi-étagé 183constructeur 167, 226de Carnot 8de Carnot bi-étagé 185de Carnot tritherme 11de Claude 53de Joule-Brayton inverse 47de Linde 51de liquéfaction 51de référence 119
de Stirling inverse 48double effet 253en cascade 207GAX 260intermittent 265intermittent à adsorption 265réel 132simple effet 248triple effet 256transcritique 398
cylindrée 212totale 196
Ddébit volumique aspiré 226dégivrage 449
à l’air 450à l’eau 450électrique 450par gaz chaud 450par inversion du cycle 450
démarrage à charge réduite 314déshumidification par adsorption 273, 452déshydratation 401DESP 97/23/CE 78détendeur 122, 390
à flotteur BP 395à flotteur HP 395électronique 393multi-orifices 394pressostatique 390thermostatique 390
détente directe 427diagramme
de Merkel 261indicateur 143, 146, 155
diamètres de tuyauteries 237dioxyde de carbone (R-744) 98, 458dissolution 469
Eécart de température logarithmique 20écart moyen logarithmique de température 129échange(s) thermique(s) 19, 175échangeur
à cassettes 368à plaques 368à surface raclée 382coaxiaux 369
490
9782100540174-Meunier-Index.qxd 27/05/10 7:36 Page 490
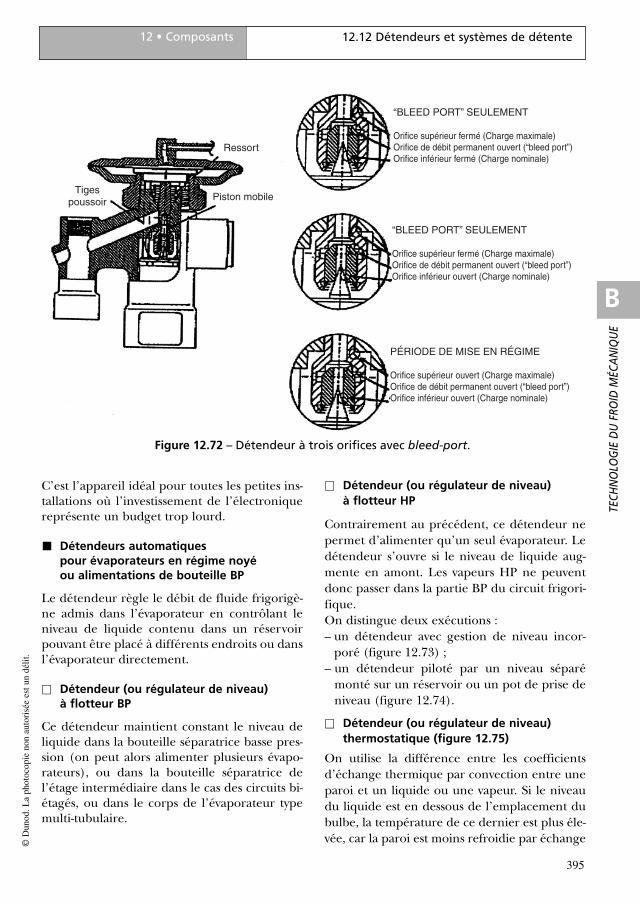
de chaleur 360interne 44liquide-vapeur 138, 381sous-refroidisseur 199
économiseur 359effet de serre 477entraînement d’huile 160entreposage 439éolienne de proximité 280équilibrage d’huile 471espace mort 146, 154étanchéité 328évaporateur 24, 29, 121, 127, 232, 374
à détente directe 222, 379à lit fluidisé 461à plaques 380à recirculation 224à regorgement 223charge en fluide frigorigène 34condenseur 210multitubulaire 461noyé 223refroidisseur d’air 376refroidisseur de liquide 377sélection 29taux de vide 36
exergie 5
Ffacteur
de puissance 487d’encrassement 375
filière photovoltaïque 278filière thermique 278filtres 402fluides
frigoporteur 24frigorigènes 61halogénés 468
frigoporteurs 403, 453, 455, 458liquide/vapeur 457monophasiques liquides 455solide/liquide 458
froid magnétique 56renouvelable 277solaire 278solaire photovoltaïque 279solaire thermique 282
fuites internes 176
Ggénérateur de glace 382géothermie 284glace en écailles 420glace en grains 419graissage 327groupes de refroidissement de liquide 423GWP 68
H
HCFC 55HFC 50, 56hermétiques accessibles 307HFO 106huiles frigorifiques 467hydrocarbures 97
Iimpact environnemental 273injection
intermédiaire 350partielle 189
L
laiterie et fromagerie 442LiBr-eau 247liquéfacteur d’air 50lubrifiant 160, 178lubrification 160, 310, 331, 467
Mmachine
à glace 419mono-étagée 117solaire 266
malteries et brasseries 444mélanges
azéotropes 64, 89de fluides frigorigènes 84ternaires 91zéotropes 64, 87
micro-canaux 369miscibilité 468moteur électrique 231
Nnombre de Mach 354
491
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
9782100540174-Meunier-Index.qxd 5/05/10 10:03 Page 491
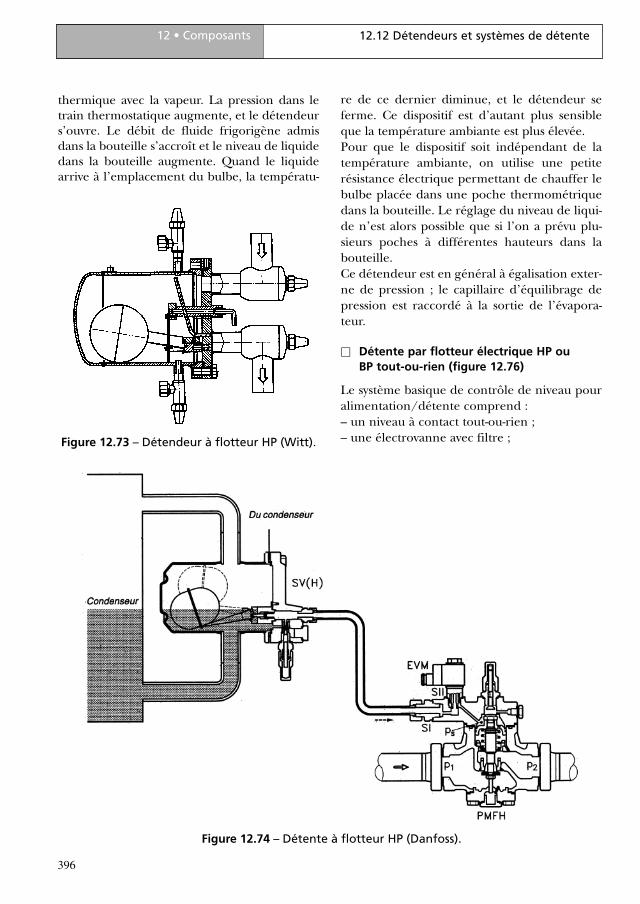
normeEN 378-1 73FD E 35 430 74
nouveau cycle de Carnot 41
Oorgane de détente 239, 390orifice d’aspiration 314ozone 477
Ppatinoires et neige 444perte
de charge 132, 134, 155de pression 27, 399
pincement 128piston 143, 306PME 151pompe
à chaleur 16, 127à chaleur au gaz naturel 275à eau 403
premier principe 3pression intermédiaire 194, 196, 201pression moyenne effective 151production de froid à plusieurs niveaux
de température 205production d’entropie 123profils de température 130puissance absorbée 231
Qqualité du refroidissement 177
RR-22/R-744
comparaison 100R-404A 96, 195R-407C 93R-410A 90rafraîchissement par adsorption 272Raoult 84rapport de volume 340réduction de charge 483réfrigération
directe 436indirecte 436, 463
refroidissement 327
d’huile 333, 381direct 425évaporatif 401évaporatif à circuit fermé 404indirect 426sec 404
régime interne 216règles de l’art 61réglementation européenne sur halogénés 478régulation de puissance 334rendement
de Carnot 4de compression 324effectif 168exergétique 257global 170indiqué 171isentropique 354mécanique 170thermodynamique 132volumétrique 148, 165, 173
restauration collective 435retours d’huile 398robinetterie 399roue adsorbante 272, 450
S
salaisonnerie et charcuterie 445second principe 4section des tubulures 175séparateur d’huile 319séparation d’huile 334simulation
dynamique 294solubilité 469sorption 245
solide 264soupape de sûreté 401sous-refroidisseur 381suralimentation 340surchauffe
à l’aspiration 179des vapeurs 174
surgélateurs à plaques 384, 411surgélation 411système
à recirculation 400à réaction chimique 271
9782100540174-Meunier-Index.qxd 5/05/10 10:03 Page 492
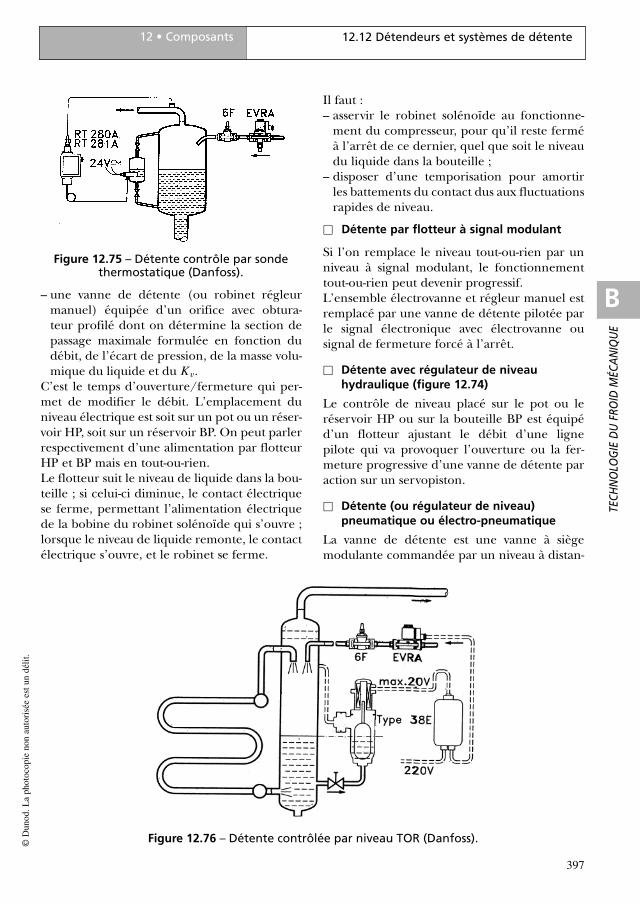
à sorption solide 264centralisé 426Compliant 349décentralisé 426eutectique 466
Ttaux
d’espace mort 175de compression 83, 173, 178, 179du vide 36
télésurveillance et télégestion 408température
de refoulement 195intermédiaire 210logarithmique 26
TEWI 69théorème de Carnot 4thermodynamique 3thermosiphon 428tour de refroidissement 219, 403trains thermostatiques 393travail effectif 163travail indiqué 164trigénération 18
tubesà ailettes 363à épines 363corrugués 364pulsés 49
tunnel semi-dynamique 419tuyauterie de refoulement 239
Uunités de surgélation 443usine
agroalimentaire 437de crèmes glacées 441
Vvapeurs refoulées 181variation de puissance 310, 328, 358Vi variable 342viscosité 175vitesse 399
de rotation 177, 310, 362volume mort 142
Zzéolithe 13X-eau 266
493
© D
unod
. La
phot
ocop
ie n
on a
utor
isée
est
un
délit
.
9782100540174-Meunier-Index.qxd 5/05/10 10:03 Page 493
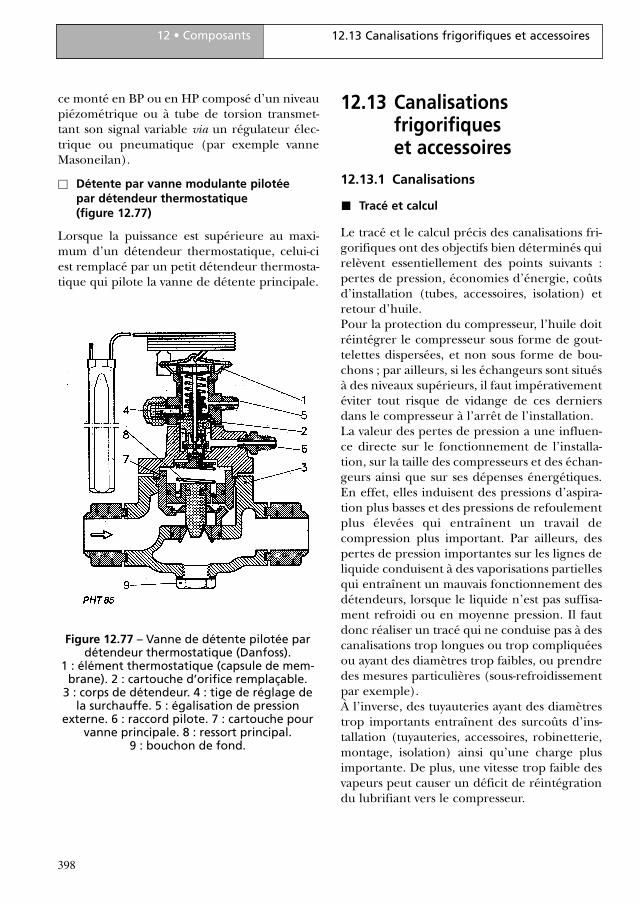
9782100540174-Meunier-Index.qxd 5/05/10 10:03 Page 494
Related Documents