UNIVERSIDAD NACIONAL AUTONÓMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN CAMPUS 1 INGENIERÍA EN ALIMENTOS LABORATORIO EXPERIMENTAL MULTIDISCIPLINARIO IV Pasteurización de néctar de mango Seminario Inicial Presentan: Alegría López Dalia Viridiana Cortina Negrete Itzel Hernández Pino Víctor Iván Martínez Heredia Mario Rogelio Medina Serrano Verónica Alicia

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

UNIVERSIDAD NACIONAL AUTONÓMA DE MÉXICOFACULTAD DE ESTUDIOS SUPERIORES
CUAUTITLÁN CAMPUS 1
INGENIERÍA EN ALIMENTOS LABORATORIO EXPERIMENTAL MULTIDISCIPLINARIO IV
Pasteurización de néctar de mangoSeminario Inicial
Presentan:Alegría López Dalia Viridiana
Cortina Negrete ItzelHernández Pino Víctor Iván
Martínez Heredia Mario RogelioMedina Serrano Verónica Alicia

Contenido Introducción Problema Objetivo general Hipótesis Descripción de la operación y equipo Resultados
Actividades preliminaresObjetivo particular 1Objetivo particular 2Objetivo particular 3
Contrastación de hipótesis Conclusiones Bibliografía

INTRODUCCIÓNEn este seminario se presentará un breve resumen del marco teórico de la operación unitaria de PASTEURIZACIÓN, donde se mencionarán los mecanismos de transferencia de calor que se dan en la operación y la finalidad de la misma.
Así mismo se expondrá el cuadro metodológico establecido para la experimentación, de la misma forma se añaden los “resultados obtenidos” durante la etapa experimental y el análisis estadistico.

Cuadro metodológico

Problema:Optimización del proceso de pasteurización de un néctar de mango en un Intercambiador de Superficie Raspada (ISR).
Objetivo general:Optimizar las condiciones de operación en pasteurización en un intercambiador de calor mediante la energía utilizada que garantice la reducción de la inactivación, para lograr la pasteurización de un néctar de mango

Hipótesis:
Si se suministra al ISR vapor a una presión de 1 Bar, con un flujo de alimentación de 80% y una velocidad de giro de las aspas de 300 RPM se espera que con estas variables se pueda optimizar el proceso de pasteurización.

PASTEURIZACIÓN
La pasteurización es un tratamiento térmico suave , el cual se utiliza para aumentar la vida de anaquel de los alimentos y asegurar que estos sean inocuos para el ser humano. Este tratamiento provoca daños mínimos en el valor nutritivo y en las características organolépticas del producto.
• El alimento es calentado de 70 a 85°C, manteniéndose a esta temperatura de 20 a 300 segundos y posteriormente es enfriado a temperaturas menores a 10°C
HSTS
• El alimento es llevado normalmente a temperaturas de130 a 150 ºC durante un período de tiempo de 2-3 segundos.
UHT
• Temperaturas elevadas a cortos tiempos: los alimentos son sometidos a temperaturas de 97°C y se mantiene por 30 segundos.
HTST

Etapas de la pasteurización

Intercambiador de Superficie Raspada (ISR)
Son intercambiadores de calor de tubos coaxiales diseñados para el trabajo con productos de viscosidad elevada.
El producto circulará por el espacio central, y el fluido de servicio lo hará en contracorriente por el espacio entre los 2 tubos que toma la forma de una camisa de calefacción.
En el espacio central se dispone de un rotor que mantiene en continua agitación al producto evitando que se produzcan depósitos en la superficie del intercambiador.

Aplicaciones: para calentamiento o enfriamiento simples, como pasteurizador o esterilizador. Se usa en materiales que tienen viscosidades tan altas como 1000 Pa s y materiales con partículas.
Ejemplos: purés, concentrados de jugo de tomate, helados, etc.

Equipo ISR

Resultados

Actividades PreliminaresActividad preliminar 1: Determinar las propiedades reológicas (k, n, μ según el modelo) del néctar de mango a diferentes temperaturas.
0 20 40 60 80 100 1200
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Néctar de mango
Néctar de mango a 21°C
Velocidad de cizalla (1/s)
Esfu
erz
o d
e c
ort
e
(Pa)
Parámetros reológicos
n 0.4024
k 0.1982
R2 0.9825
R 0.9912

Actividad Preliminar 2: Elaboración de dispersiones de CMC a diferentes concentraciones para obtener por medio de un gráfico comparativo (reograma) el fluido que simule el néctar de mango.Concentraciones propuestas: 0.1-0.4%.
0 20 40 60 80 100 1200
1
2
3
4
5
6
7
Néctar vs CMC Néctar de mango
CMC 0.1%
CMC 0.2%
CMC 0.3%
Velocidad de cizalla (1/s)
Esfu
erz
o d
e c
ort
e
(P
a)
Parámetros n kNéctar 0.402 0.198
CMC 0.1% 0.723 0.053CMC 0.2% 0.699 0.163CMC 0.3% 0.331 0.634

Néctar CMC 0.1% CMC 0.2% CMC 0.3%0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Parámetros reológicos
n índice de comportamien-to al flujok índice de consistencia

Actividad Preliminar 3: Determinar las propiedades termo físicas (Cp, K) del néctar de mango y del fluido modelo.
Densidad
Kt
referencia
kg/m3 absoluta kg/m3
CMC a 25°C 997.08 982.32Néctar a 23°C 997.5 1038.39
Conductividad
térmica del néctar W/m°C
0.57 0.55 0.57 0.55 0.55
Promedio 0.55Desviación 0.01
Varianza 1.2E-4
Conductividad térmica
de la goma CMC W/m°C 0.57 0.59 0.57 0.58 0.59 0.56Promedio 0.57Desviación 0.012Varianza 1.4E-4

Cp
Néctar de mango
CMC 0.3%
Fórmula para el cálculo de Cp por componente T=21°C
Humedad 4.1762 -9.0864E-5 (T) +5.4731E-6 (T)2
Carbohidratos 1.5488 +1.9625E-3 (T) -5.9399E-6 (T)2
Proteínas 2.0082 -1.2089E-3 (T) -1.3129E-6 (T)2
Fibra 1.8459 +1.8306E-3 (T) -4.6509E-6 (T)2
Cenizas 1.0926 +1.8896E-3 (T) -3.6817E-6 (T)2
Lípidos 1.9842 +1.4733E-3 (T) -4.8008E-6 (T)2
Cp = Cp*Xi = 3.83 kJ/kg °C
Cp (T) = A (T - T0)^ 2 + B (T - T0) + C
C = Cp To 1+0.1 ( (Dx) / (1+Dx) )
Cp = 4.2 kJ/ kg °C

Actividad Preliminar 4: Evaluar los parámetros reológicos (n y k) del fluido modelo a diferentes temperaturas para elaborar una curva patrón.
0.000 20.000 40.000 60.000 80.000 100.000 120.0000.000
0.500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
CMC 0.3% a diferentes temperaturas
CMC 0.3% 40°C
CMC 0.3% a 60°C
CMC 0.3% 70°C
Velocidad de cizalla (1/s)
Esfu
erz
o d
e c
ort
e
(P
a)
Parámetros reológicos
n k
CMC 40°C 0.76 0.141
CMC 60°C 0.726 0.124
CMC 70°C 0.758 0.098
D.E 0.019Promedio 0.74

Actividad 5. Determinación de la velocidad de alimentación para cada caudal volumétrico de la bomba, a diferentes niveles de variación.
t (min) t ( segundos) Q (ml/s) Q (m3/s) Velocidad (m/s)
Bomba 40% 1.57 94.2 1.70 0.00170 1.432.18 130.8 1.44 0.00144 1.212.17 130.2 1.45 0.00145 1.222.2 132 1.42 0.00142 1.19
2.13 127.8 1.50 0.00150 1.26Bomba 60% D.E: 0.09 Meida:1.25
0.58 34.8 3.44 0.00344 2.891.11 66.6 2.81 0.00281 2.361.15 69 2.66 0.00266 2.231.14 68.4 2.70 0.00270 2.261.16 69.6 2.63 0.00263 2.20
Bomba 80% D.E: 0.28 Media:2.380.46 27.6 4.34 0.00434 3.640.5 30 4.00 0.004 3.35
0.52 31.2 3.84 0.00384 3.220.52 31.2 3.84 0.00384 3.220.51 30.6 3.92 0.00392 3.29
D.E: 0.17 Media:3.34

Actividad 6. Elaboración de una Curva patrón del trazador
0 20 40 60 80 100 120 140 1600
0.5
1
1.5
2
2.5
f(x) = 0.0167122634508349 xR² = 0.996643459407827
Curva patrón
absorbancia(nm)Linear (absorbancia(nm))
Concentración(μg/ml)
absorb
ancia
(nm
)

OBJETIVOS

Objetivo Particular 1: Determinar el tipo de flujo del fluido modelo usando el método del trazador.

Actividad 1. Concentración para tiempos de residencia
0 20 40 60 80 100 120 140 160 1800
0.005
0.01
0.015
0.02
0.025
0.03
0.035
Curva E Cal 40%
.5 bar1 bar1.5 bar
t seg
E
0 50 100 150 200 2500
0.005
0.01
0.015
0.02
0.025
Curva E Cal 60%
.5 bar1 bar1.5 bar
0 20 40 60 80 100 1200
0.0050.01
0.0150.02
0.0250.03
0.035
Curva E Cal 80 %
.5 bar1 bar1.5 bar
t seg
E

0 50 100 150 200 250 300 350 4000
0.0010.0020.0030.0040.0050.0060.0070.008
Curva E Cal+ Sos 40%
1 bar1.5 bar.5 bar
t seg
E
0 50 100 150 200 2500
0.0020.0040.0060.008
0.010.0120.0140.016
Curva E Cal+ Sos 60%
1 bar.5 bar1.5 bar
t seg
E0 50 100 150 200 250
00.0020.0040.0060.008
0.010.0120.0140.0160.018
Curva E Cal+ Sos 80%
1 bar1.5 bar.5 bar
t seg
E

0 100 200 300 400 500 6000
0.00050.001
0.00150.002
0.00250.003
0.00350.004
0.00450.005
Curva E total 40%
.5 bar1.5 bar1 bar
t seg
E
0 50 100 150 200 250 300 350 400 450 5000
0.0010.0020.0030.0040.0050.0060.0070.0080.009
Curva E total 60%
.5 bar1.5 bar1 bar
t seg
E
0 50 100 150 200 250 300 3500
0.0010.0020.0030.0040.0050.0060.0070.0080.009
0.01
Curva E total 80%
.5 bar1 bar1.5 bar
t seg
E

Objetivo Particular 2: Evaluar el efecto de la velocidad de flujo de alimentación, la velocidad de giro de las aspas y la presión de vapor sobre la cinética de degradación de la clorofila para establecer las condiciones óptimas en un intercambiador de superficie raspada.
0.0105 0.011 0.0115 0.012
-1.85
-1.8
-1.75
-1.7
-1.65
-1.6
-1.55
-1.5
-1.45
f(x) = 190.993779347765 x − 3.8338521712387R² = 0.674207176983657
Ea(.5bar,40%100rpm)
ln(k)Linear (ln(k))
1/T
ln(k
)

corridas condiciones
k Ea
D Z
1 0.5 Bar 40% 100
RPM
0.39
109.51
5.86
1.36
2 1.5 Bar 40%
100RPM
0.20
168.58
11.48
0.97
3 .5 Bar 80% 100RPM
0.30
127.04
7.65
1.18
4 0.5 Bar 40%
300RPM
0.16
176.90
13.90
0.90
5 0.5 Bar 80%
300RPM
0.30
131.26
7.50
1.19
6 1.5 Bar 80%
100RPM
0.32
131.97
7.06
1.23
7 1.5 Bar 40%
300RPM
0.19
172.57
11.62
0.97
8 1.5 Bar 80%
300RPM
0.32
133.13
7.085
1.23
9 0.5 Bar 40% 100
RPM
0.39
113.56
5.83
1.37

10
1.5 Bar 40%
100RPM
0.37 125.10 6.22 1.32
11 .5 Bar 80%
100RPM
0.29
124.05 7.81
1.17
12 0.5 Bar 40%
300RPM
0.37 121.25 6.17 1.32
13 0.5 Bar 80%
300RPM
0.39 114.36 5.80
1.37
14 1.5 Bar 80%
100RPM
0.40 117.13 5.64 1.40
15 1.5 Bar 40%
300RPM
0.38 124.38 6.05
1.35
16 1.5 Bar 80%
300RPM
0.41 117.78 5.59
1.40
17 1 Bar 60%
200RPM
0.58
93.95 4.22
1.82
18 1 Bar 60%
200RPM
0.53
101.89 4.78 1.60
19 1 Bar 60%
200RPM
0.45
109.74 5.16 1.49

Objetivo Particular 3: Determinar la eficiencia del Intercambiador de Calor de Superficie Raspada en la etapa de calentamiento y enfriamiento.
Metodologíaε =
*Etapa de calentamientoε =
M 1= Flujo másico de vapor. Cp1= Calor especifico de vapor de agua. M 2 = Flujo másico del fluido. Cp2 =Calor especifico del fluido. λ = ( Hv – Hvc ) Tc = Temperatura de entrada del fluido de alimentación.

P % Bomba Q ρFlujo masico (Kg/s) Cp Tv T1 ΔT Flujo masico vapor Eficiencia.
0.5 40 0.00145 970.42 1.4071 4.37 105 24.5 80.5 0.22078185 0.32210.6854914
7 68.5491474
0.5 80 0.00384 966.55 3.7116 4.37 105 9.3 95.7 0.69222473 0.99220.6976491
4 69.7649139
1.5 40 0.00145 955.77 1.3859 4.39 124 11.7 112.3 0.31220026 0.4122 0.7574001 75.74001
1.5 80 0.00384 955.64 3.6697 4.39 124 9.6 114.4 0.84228487 0.99980.8424231
3 84.2423128
0.5 40 0.00145 969.58 1.4059 4.35 105 12.3 92.7 0.25290997 0.35250.7174158
6 71.7415865
0.5 80 0.00384 969.79 3.7240 4.35 105 11.8 93.2 0.6733361 0.98730.6819742
5 68.1974251
1.5 40 0.00145 958.01 1.3891 4.38 124 15.1 108.9 0.30291869 0.43430.6974825
2 69.7482518
1.5 80 0.00384 961.93 3.6938 4.36 124 23.8 100.2 0.73768514 0.98370.7498799
2 74.9879924
0.5 40 0.00145 972.83 1.4106 4.33 105 24.4 80.6 0.21938044 0.31940.6868937
8 68.6893785
0.5 80 0.00384 974.43 3.7418 4.31 105 23.8 81.2 0.58441908 0.99420.5878339
4 58.7833943
1.5 40 0.00145 962.96 1.3963 4.36 124 24.5 99.5 0.27645477 0.36830.7506718
5 75.067185
1.5 80 0.00384 962.84 3.6973 4.36 124 24.1 99.9 0.73535076 0.99770.7370198
5 73.7019854
0.5 40 0.00145 973.68 1.4118 4.32 105 24.7 80.3 0.21839377 0.3184 0.6859235 68.5923503
0.5 80 0.00384 973.54 3.7384 4.32 105 24.0 81.0 0.58346873 0.93950.6296193
5 62.9619347
1.5 40 0.00145 964.2 1.3981 4.35 124 25.2 98.8 0.27461154 0.43210.6354873
5 63.5487354
1.5 80 0.00384 963.75 3.7008 4.35 124 24.1 99.9 0.73518734 0.9999 0.735235 73.5234997
1 60 0.0027 966.81 2.6104 4.35 117 24.5 92.5 0.47459391 0.9867 0.4809687 48.0968702
1 60 0.0027 966.38 2.6092 4.35 117 24.3 92.7 0.47551981 0.98750.4815509
8 48.1550982
1 60 0.0027 966.33 2.6091 4.35 117 24.5 92.5 0.47482914 0.99850.4755544
4 47.5554441
P (bar) Hfg Cp
0.5 2242.0314 4614
1 2211.5608 4831
1.5 2189.694 4905
CALCULOS PARA EFICIENCIA DE LA ETAPA DE CALENTAMIENTO.

806040
140
130
120
110
1001,51,00,5
300200100
140
130
120
110
100
Flujo
Media
Presion
Aspas
Efectos en Ea
ANALISIS DE ESTADISTICO
Se puede ver el efecto de la energía de activación, donde el punto central es donde hay un menor efecto con respecto a la las condiciones axiales; son las que muestran un mayor efecto de Ea, donde a una velocidad mayor se ocupa una mayor energía de activación.

140
120
100
300200100
1,51,00,5
140
120
100
806040
140
120
100
Flujo
Presion
Aspas
406080
Flujo
0,51,01,5
Presion
100200300
Aspas
Interacciones en Ea
El punto central al no tener interacciones, no se puede ver el efecto con la energía de activación pero muestra que las condiciones axiales son las que llevan a cabo la mayor interacción a las condiciones empleadas donde el efecto de las aspas es el más marcado en la energía de activación.
806040
0.50
0.45
0.40
0.35
0.301,51,00,5
300200100
0.50
0.45
0.40
0.35
0.30
Flujo
Media
Presion
Aspas
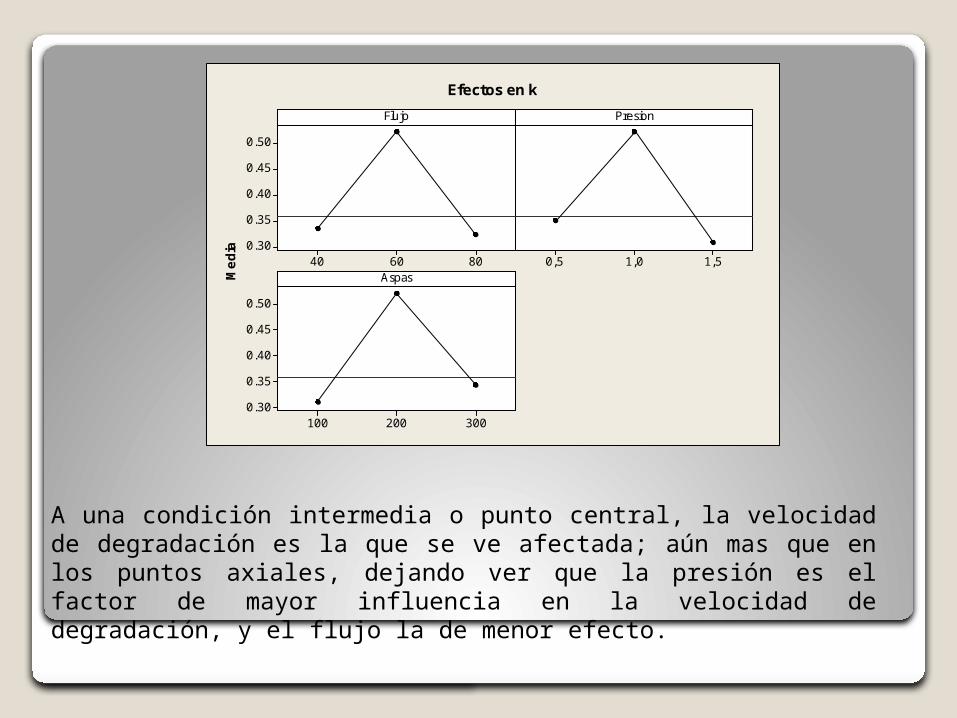
Efectos en k
A una condición intermedia o punto central, la velocidad de degradación es la que se ve afectada; aún mas que en los puntos axiales, dejando ver que la presión es el factor de mayor influencia en la velocidad de degradación, y el flujo la de menor efecto.

0.5
0.4
0.3
300200100
1,51,00,5
0.5
0.4
0.3
806040
0.5
0.4
0.3
Flujo
Presion
Aspas
406080
Flujo
0,51,01,5
Presion
100200300
Aspas
Interacciones en k
La velocidad de degradación en un punto donde el flujo es de 40% y 80% y una presión de 0.5 y 1.5 Bar, al paso del tiempo llegaran al mismo punto, se puede ver en la interacción que se tiene, los demás factores muestran que las condiciones de velocidad de aspas y la presión afectan a tal grado que la velocidad de degradación será menor a las condiciones de presión de 1.5 bar.

Bibliografía.
Levenspiel, O.. Ingeniería de las reacciiones Químicas. Ed. Reverté,, España, 1986..
Smith,, J.M.. Ingeniería de la Cinética Química. Ed. CECSA, 1ª ed. México, 1992
Geankoplis, C.J. 1998. Procesos de Transporte y Operaciones Unitarias. Editorial Continental. 3ª Edición. México.
Holman, J.P. 1999. Transferencia de Calor. Editorial Continental. 1ª Edición. México.
Incropera, Frank P. 1999. Fundamentos de Transferencia de Calor. Editorial Pearson. 4ª Edición. México.
Kern, Donald Q. 1999. Procesos de Transferencia de Calor. Editorial Continental. 1ª Edición. México.
Related Documents
![ID 1 SESSION 4.pptx [Autoguardado].pptx](https://static.cupdf.com/doc/110x72/55cf8c675503462b138c00e6/id-1-session-4pptx-autoguardadopptx.jpg)
![Fundamentos de investigación1.pptx [Autoguardado].pptx](https://static.cupdf.com/doc/110x72/56d6bd6c1a28ab30168deddb/fundamentos-de-investigacion1pptx-autoguardadopptx.jpg)

![[MS-PPTX]: PowerPoint (.pptx) Extensions to the Office ...MS-PPTX].pdfPowerPoint (.pptx) Extensions to the Office Open XML File FormatFile Size: 4MBPage Count: 145](https://static.cupdf.com/doc/110x72/5ed5954ddb0f8b20f04b0446/ms-pptx-powerpoint-pptx-extensions-to-the-office-ms-pptxpdf-powerpoint.jpg)