NEODYMIUM CATALYST FOR DIENE POLYMERIZATION Adel F. Halasa Bill W.L. Hsu Michael J. Gintert The Goodyear Tire & Rubber Co. Presented at the Fall 172nd Technical Meeting of the Rubber Division, American Chemical Society Cleveland, OH October 16-18, 2007 Paper # 53

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
NEODYMIUM CATALYST FOR DIENE POLYMERIZATION
Adel F. HalasaBill W.L. Hsu Michael J. Gintert
The Goodyear Tire & Rubber Co.
Presented at the Fall 172nd Technical Meeting of theRubber Division, American Chemical Society
Cleveland, OHOctober 16-18, 2007
Paper # 53
2
Background
Natural vs. Synthetic RubberProperty Natural Rubber Synthetic RubberM olecular W eight Very High HighM W D Bim odal BroadG el 50-80% 20-25%Crystallization Rate 2.5 hrs 24 hrsCrystallinity 42% 28%Branching 80-90% 60-70%Cis-1,4 content 98+ 97+
Processing Behavior +G reen Strength +++Tack Retention ++Tear Strength ++Rebound = =Abrasion Resistance = / + =Fatigue Resistance = / + =
Courtesy of P. Sandstrom, J. Verthe, R. Beers
3
• Polymer Tg near -70°C• Narrow MW distribution• Processes well in compounding• Butadiene based to take advantage of
monomer availability and cost• Competitive to lower cost than NR
Ideal Polymer to Replace NR
Background
Courtesy of P. Sandstrom, J. Verthe, R. Beers

4
Background
The first report on the use of rare Earth metals as catalysts for polymerization was done at Goodyear by
T. Morten using cerium metal carboxylate.
More recently, much research has been done exploring the use of a Neodymium catalyst system for butadiene
polymerization.
The literature contains a large amount of work on the homo- polymerization of butadiene in bulk and in
solution.
Italian based Eni-Chem (Now Polymeri Europa) performed the pioneering research in this field
5
Background
Most research published in this field focused on development of poly-butadiene (PBD) which will
process easily in a production plant, as well as deliver improved tread-wear properties in tire tread
compounds.
Research at Goodyear in the early 1980’s made use of the Neodymium catalyst system for polymerization of polyisoprene homo-polymer (Homo-PI) as well as its block tapered and random co-polymers with butadiene
rubber (IBR)
Alkyl aluminum halide was used as a co-catalyst and gel preventative
6
Preformed catalyst
Bell/Halasa developed the preformed catalyst system for making PI that possessed improved
green strength over that made by the traditional titanium catalyst.
The preformed catalyst was made by adding Neodymium versetate/Tibal/dibalCl/Alcohol and then heated to 70°C for 30 minutes. After
this, it was ready to use.
The alcohols used as the co-agent were triphenyl silanol or n-butanol.
7
Catalyst System:
1. Neodymium Versetate was alkylated with tri-isobutyl aluminum/di-isobutylalumium chloride and modified with di-isobutylaluminum hydride
as molecular weight controls the presence of Butanol in a ratio of Nd(1) / R3Al(30) / R2AlCl(2) / BuOH(2)
2. This mixture was heated to 70°C for 30 min.
3. This preformed catalyst was used to homo-polymerize conjugated diene
The preformed catalyst system was prepared in the following manner:
8
Neodymium Versetate alkylated with tri-isobutyl aluminum/di-isobutylalumium chloride and modified with di-
isobutylaluminum hydride
1. PBD was difficult to process2. Variation in molecular weight was easy
to control3. Observed an increase in the 3,4-and
1,2- contents
This system was implemented in the Pilot Plant
in a continuous processon a larger scaleResults:
9
Preformed catalyst
The PI made by this catalyst system resulted in a compound having much higher green strength over those
made using the Titanium catalyst.
However, properties were still not equal to those of Natural Rubber (NR).
The research was continued at Goodyear to develop an improved Neodymium (Nd) catalyst system to polymerize PI worthy to be used as a total or partial replacement
for NR.
This is the subject of our talk today.
10
Examine the effect of preformed Neodymium-TriOctyl Aluminum (Nd-TNOA)
catalyst system on the polymerization characteristics
and resultant properties of Isoprene-butadiene Rubber and
Polyisoprene, in both the virgin and compounded state.
Objective:
11
1:10:2Nd : TNOA : t-BuCl
(alkylated Neodymium) (trioctyl aluminum) (tertiary-butylchloride)
1.5 mmol Nd catalyst for every 100g polymer.
Catalyst System:
12
Temperature controlled, one-gallon glass bowl reactor
Reactor charged with appropriate amount of monomer premix to synthesize the desired polymers
Alkylated Nd added first, followed by t-BuCl
10mL of a 2% Isobutylene solution, an agent to prevent gel
Ingredients added at room temp., Reactor then heated to and maintained at 90C
Samples taken periodically to check for % conversion
Reactions were short-stopped with denatured ethanol, and 2,6 - ditertbutylphenol
Polymer dried for several days in a hot oven to ensure evaporation of solvent
Polymerization:
13
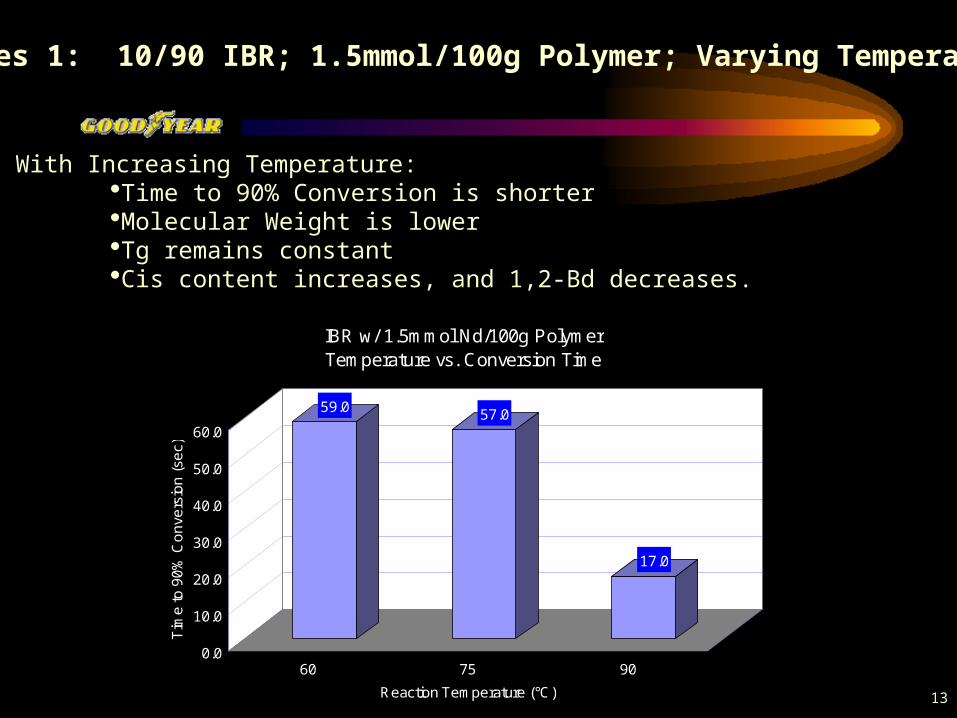
Series 1: 10/90 IBR; 1.5mmol/100g Polymer; Varying Temperature
With Increasing Temperature: Time to 90% Conversion is shorterMolecular Weight is lowerTg remains constantCis content increases, and 1,2-Bd decreases.
59.0 57.0
17.0
0.0
10.0
20.0
30.0
40.0
50.0
60.0
Time to 90%
Conversion
(sec)
60 75 90Reaction Tem perature (°C)
IBR w/ 1.5m m ol Nd/100g Polym erTem perature vs. Conversion Tim e
14
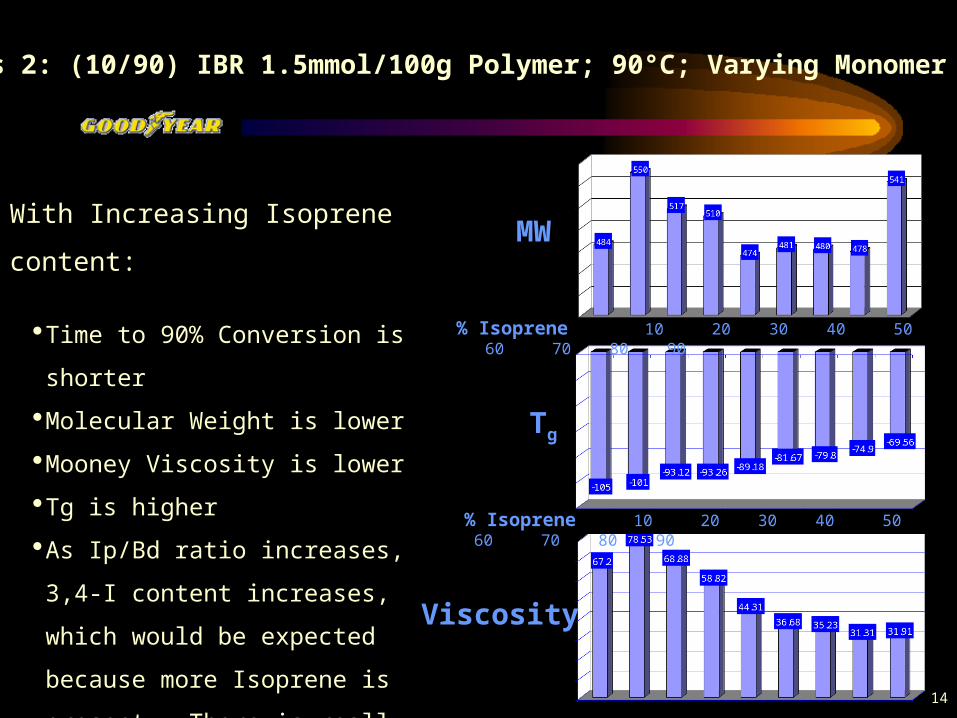
Series 2: (10/90) IBR 1.5mmol/100g Polymer; 90°C; Varying Monomer Ratio
With Increasing Isoprene content:
Time to 90% Conversion is shorter
Molecular Weight is lowerMooney Viscosity is lowerTg is higherAs Ip/Bd ratio increases, 3,4-I content increases, which would be expected because more Isoprene is present. There is really no trend in Cis or 1,2-Bd content.
MW
Tg
Viscosity
% Isoprene 10 20 30 40 50 60 70 80 90
% Isoprene 10 20 30 40 50 60 70 80 90
15
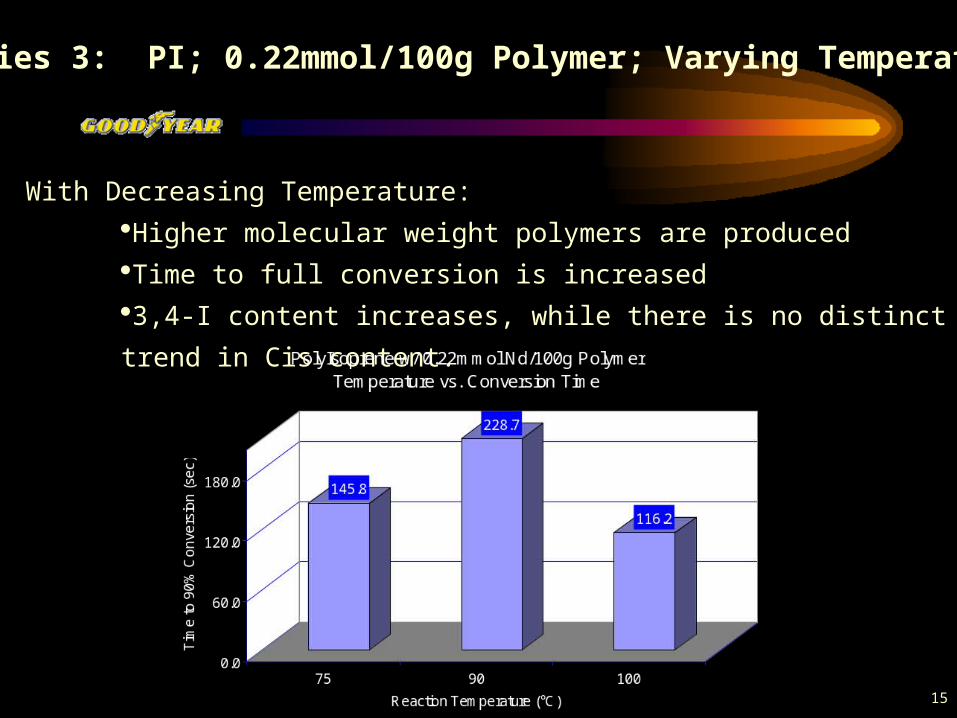
Series 3: PI; 0.22mmol/100g Polymer; Varying Temperature
With Decreasing Temperature: Higher molecular weight polymers are producedTime to full conversion is increased3,4-I content increases, while there is no distinct trend in Cis content.
16
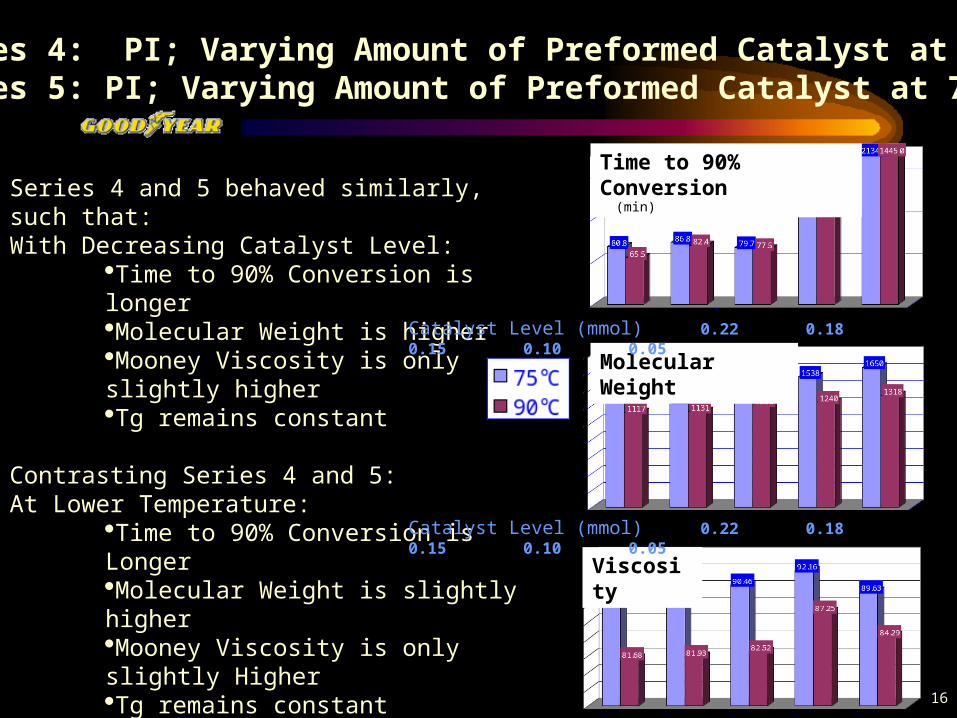
Series 4: PI; Varying Amount of Preformed Catalyst at 90°CSeries 5: PI; Varying Amount of Preformed Catalyst at 75°C
Series 4 and 5 behaved similarly, such that:With Decreasing Catalyst Level:
Time to 90% Conversion is longerMolecular Weight is higherMooney Viscosity is only slightly higherTg remains constant
Contrasting Series 4 and 5:At Lower Temperature:
Time to 90% Conversion is LongerMolecular Weight is slightly higherMooney Viscosity is only slightly HigherTg remains constant
Changing the catalyst concentration has no significant effect on Cis or 3,4-I content, regardless of the reaction temperature.
Time to 90% Conversion (min)
Molecular Weight
Viscosity
Catalyst Level (mmol) 0.22 0.18 0.15 0.10 0.05
Catalyst Level (mmol) 0.22 0.18 0.15 0.10 0.05
17
Series 6: PI; Nd-based Catalyst System – Replacing Chloride with Iodide and Bromide – Varying catalyst level; Reaction Temp. Constant @ 90°C
When Bromide is used:The reaction took approx. 20% longer to reach full (90%) conversion than did the Chloride systemMolecular Weight is relatively low, resulting in high polydispersityTg is still normal for PIReduces Cis content, while at the same time increasing 3,4-I content significantly.
When Iodide is used:The reaction never reached full (90%) conversionMolecular Weight is significantly lower than those of the Chloride or Bromide systems, resulting in high polydispersityTg is still normal for PIReduces Cis content even further, and increases 3,4-I substantially as well.
18
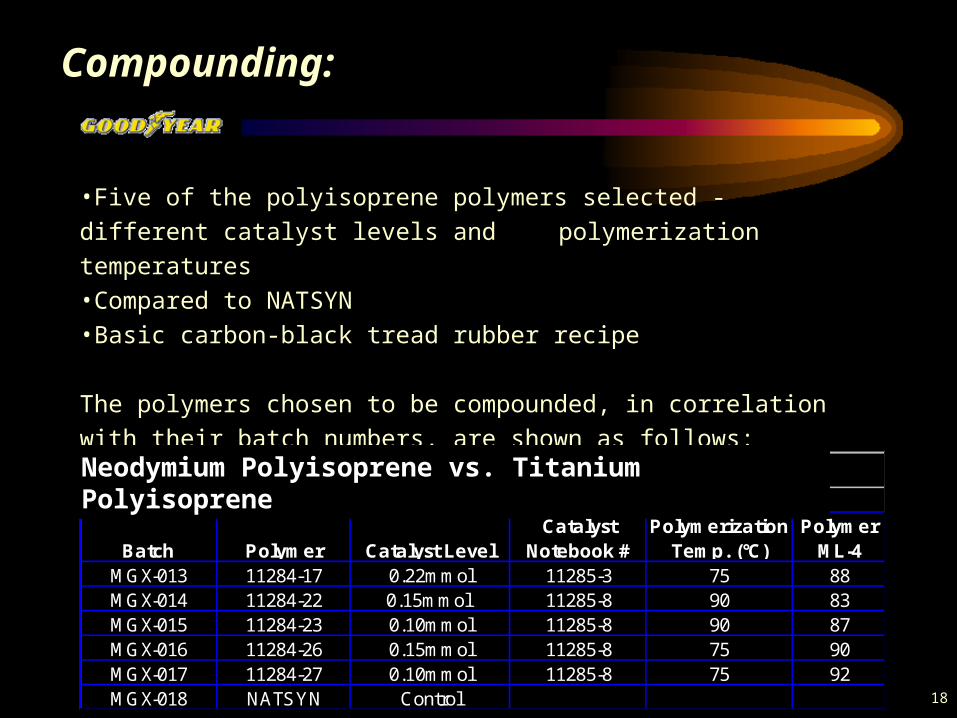
Compounding:
•Five of the polyisoprene polymers selected - different catalyst levels and polymerization temperatures•Compared to NATSYN•Basic carbon-black tread rubber recipe
The polymers chosen to be compounded, in correlation with their batch numbers, are shown as follows:Neodym ium Poly-Isoprene vs. NATSYNCatalyst = 1/2 Pref Nd-TNOA/t-BuCl
Batch Polym er Catalyst LevelCatalyst
Notebook #Polym erization Tem p. (°C)
Polym er M L-4
M GX-013 11284-17 0.22m m ol 11285-3 75 88M GX-014 11284-22 0.15m m ol 11285-8 90 83M GX-015 11284-23 0.10m m ol 11285-8 90 87M GX-016 11284-26 0.15m m ol 11285-8 75 90M GX-017 11284-27 0.10m m ol 11285-8 75 92M GX-018 NATSYN Control
Neodymium Polyisoprene vs. Titanium Polyisoprene
19
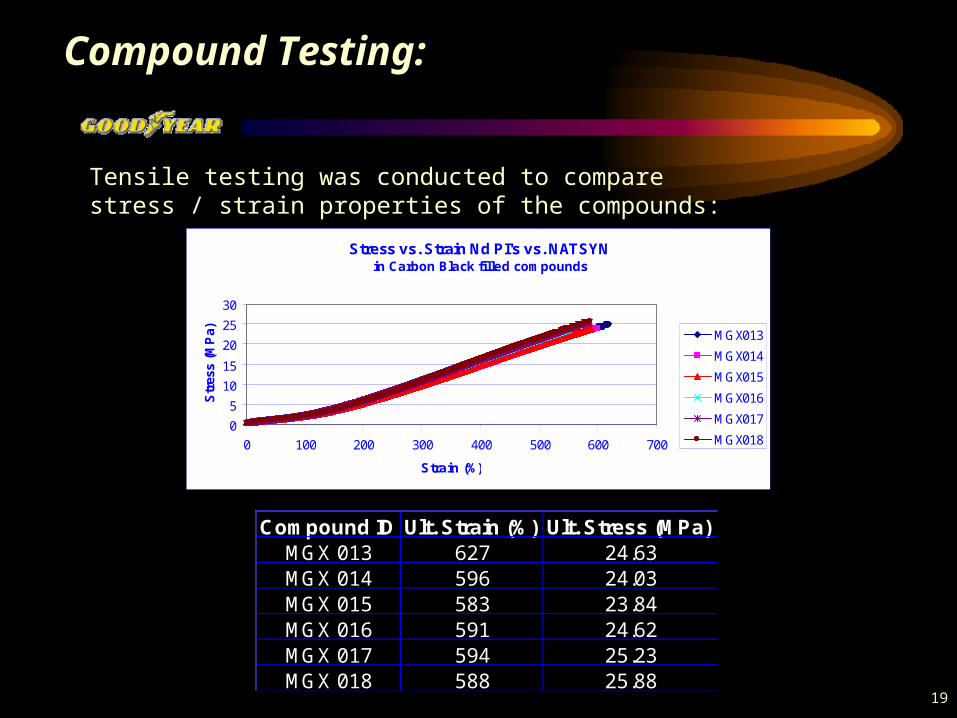
Tensile testing was conducted to compare stress / strain properties of the compounds:
Compound Testing:
Stress vs. Strain Nd PI's vs. NATSYNin Carbon Black filled com pounds
051015202530
0 100 200 300 400 500 600 700Strain (%)
Stress (M
Pa)
M GX013M GX014M GX015M GX016M GX017M GX018
Com pound ID Ult. Strain (% ) Ult. Stress (M Pa)M G X 013 627 24.63M G X 014 596 24.03M G X 015 583 23.84M G X 016 591 24.62M G X 017 594 25.23M G X 018 588 25.88
20
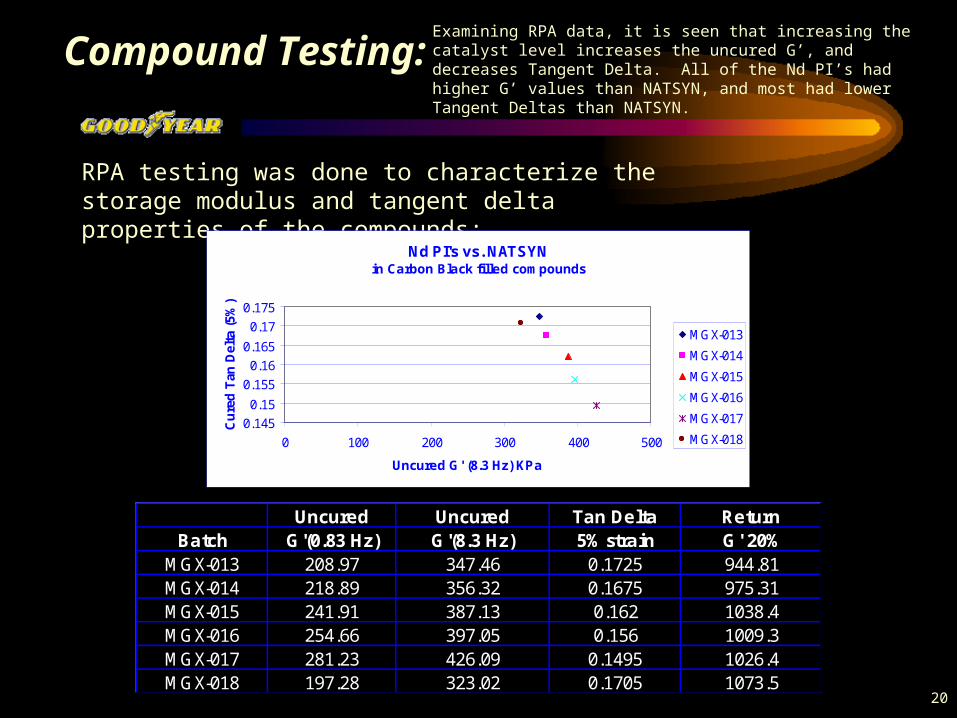
RPA testing was done to characterize the storage modulus and tangent delta properties of the compounds:
Nd PI's vs. NATSYNin Carbon Black filled com pounds
0.1450.150.1550.160.1650.170.175
0 100 200 300 400 500Uncured G' (8.3 Hz) KPa
Cured Tan De
lta (5%)
M GX-013M GX-014M GX-015M GX-016M GX-017M GX-018
Uncured Uncured Tan Delta ReturnBatch G'(0.83 Hz) G'(8.3 Hz) 5% strain G' 20%
M GX-013 208.97 347.46 0.1725 944.81M GX-014 218.89 356.32 0.1675 975.31M GX-015 241.91 387.13 0.162 1038.4M GX-016 254.66 397.05 0.156 1009.3M GX-017 281.23 426.09 0.1495 1026.4M GX-018 197.28 323.02 0.1705 1073.5
Compound Testing: Examining RPA data, it is seen that increasing the catalyst level increases the uncured G’, and decreases Tangent Delta. All of the Nd PI’s had higher G’ values than NATSYN, and most had lower Tangent Deltas than NATSYN.
21
Discussion:
The results of these experiments fell in line with what was expected.
• Reducing catalyst level produces higher molecular weight.
•Fewer reaction sites at the end of catalyst molecules, means fewer molecules are able to be formed.
•Available monomer continues to attach to active sites
•Results in higher molecular weight polymer molecules.
22
Discussion:
Polyisoprene polymerizations:
• Reaction temperature had a similar effect on conversion time and molecular weight.
• Reducing temperature has the same effect as reducing catalyst level: longer conversion times and higher molecular weights. Which produces higher Mooney viscosity values as well.
23
Discussion:
• Polyisoprene Tg was relatively constant at approx. -64°C
• With many polymers, varying the reaction temperature often results in variations of the Tg.
• Similarly, no change with conditions was detected in Cis content, which held constant at approximately 95%.
• Only when the halogen component of the catalyst system was altered was a change in Cis content observed.
Interesting to note:
24
Discussion:
Isoprene/Butadiene polymers:
•Cis content is directly related to reaction temperature, but does not seem to be a function of Isoprene to Butadiene ratio.
•This catalyst is very stereo-specific for conjugated diene polymerization.
25
Discussion:
• Higher catalyst level increases ultimate stress and tan delta in the cured compound, while reducing uncured G’.
• Polyisoprene made by Nd catalyst polymerized gives practically identical stress/strain properties as Ti-PI, with higher G’ and much lower Tan Delta at both 75° and 90° polymerization temperature.
Compound testing:
26
Conclusions:
The Neodymium Catalyst system allows for: • Easy control of molecular weight – due to homogeneous
nature• Can be stored indefinitely at any temperature without any changes in catalyst activities and behavior• Alkylated Neodymium Versetate system can be activated with elemental halogens as well as a variety of halogen-containing compounds without the formation of gel and molecular weight control• Change in polymer microstructure - Observed an increase in the 3,4- and 1,2 contents – with bromine and iodine• Elemental chlorine and chlorine-containing compounds produce a higher molecular weight, higher cis-content, and more narrow molecular weight distribution than bromine and iodine-containing compounds.
27
Conclusions:
Neodymium-catalyzed polyisoprene performed equally as well as Ti-PI in carbon-black-filled tread rubber
compounds with respect to:
The Neodymium Catalyst system allows for:
Excellent polyisoprene compound properties
• Stress / Strain properties• Higher Modulus / Lower Tan Delta• Excellent Processabiliity
28
Conclusions:
Overall:
Neodymium catalyst system produced PI and IBRwith good physical properties
• High green strength• Desirable molecular weight• Desirable Mooney Viscosity values• Excellent compound properties
29
This catalyst system is very unique! Unlike any other Neodymium catalyst system in publication, this particular system can be alkylated (preformed) well before its use and stable on storage.
It possesses a significant shelf life. When needed, the catalyst is simply added to the monomer, along with the appropriate chloride, and the desired polymer is easily attained.
Conclusions:
Most Importantly….
30
Thank you –
The authors would like to thank:The Goodyear Tire and Rubber Co., and
specificallyKen Bates, Kuo-Chih Hua, Laurie Austin, Chad
Jasiunas, and Corey Yon for their contributions to this work.
Related Documents