Operations Management: A supply chain approach Dr. Patricia Deflorin University of Zurich Institute of Strategy and Business Economics Services and Operationsmanagement

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Operations Management: A supply chain approach
Dr. Patricia Deflorin
University of Zurich
Institute of Strategy and Business Economics
Services and Operationsmanagement
5/4/2010 / 2 Dr. Patricia Deflorin
Overview
1. Operation Strategy: Origins and New Directions
2. Determining Organizational Boundaries: Vertical Integration and
Outsourcing
3. Designing and Managing Operating Networks
4. Creating an Edge through New Process Development
5. Sharpening the Edge: Driving Operations Improvement
5/4/2010 / 3
Introduction: A Framework for
Improvement Activities
Dr. Patricia Deflorin
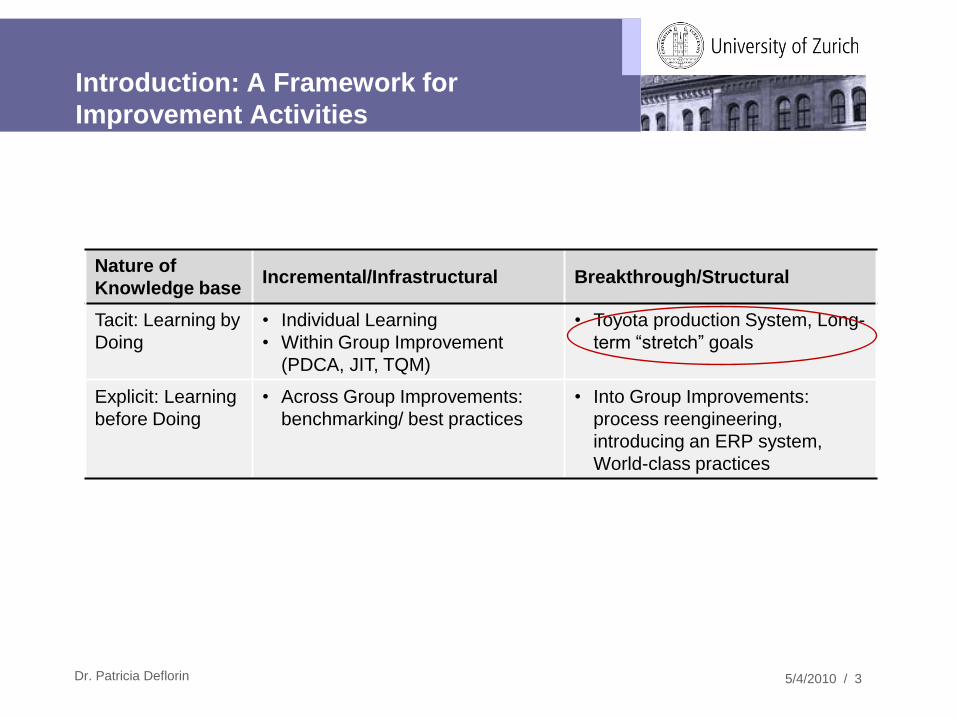
Nature of
Knowledge base Incremental/Infrastructural Breakthrough/Structural
Tacit: Learning by
Doing
• Individual Learning
• Within Group Improvement
(PDCA, JIT, TQM)
• Toyota production System, Long-
term “stretch” goals
Explicit: Learning
before Doing
• Across Group Improvements:
benchmarking/ best practices
• Into Group Improvements:
process reengineering,
introducing an ERP system,
World-class practices
5/4/2010 / 4
Introduction: Toyota Production System
Toyota Motor Corporation's vehicle production system is a way of "making
things" that is sometimes referred to as a "lean manufacturing system" or
a "Just-in-Time (JIT) system," and has come to be well known and studied
worldwide.
This production control system has been established based on many
years of continuous improvements, with the objective of "making the
vehicles ordered by customers in the quickest and most efficient way, in
order to deliver the vehicles as quickly as possible."
http://www2.toyota.co.jp/en/vision/production_system/index.html
5/4/2010 / 5
Introduction: Toyota Production System
Two central concepts of the Toyota Production System (TPS):
• Jidoka (automation with a human touch)
• The equipment stops immediately when a problem occurs,
preventing defective products from being produced
• Quality must be built in during the manufacturing process!
• Just-in-Time
• Each process produces only what is needed by the next process
• Making only "what is needed, when it is needed, and in the amount
needed!“
http://www2.toyota.co.jp/en/vision/production_system/index.html
5/4/2010 / 6
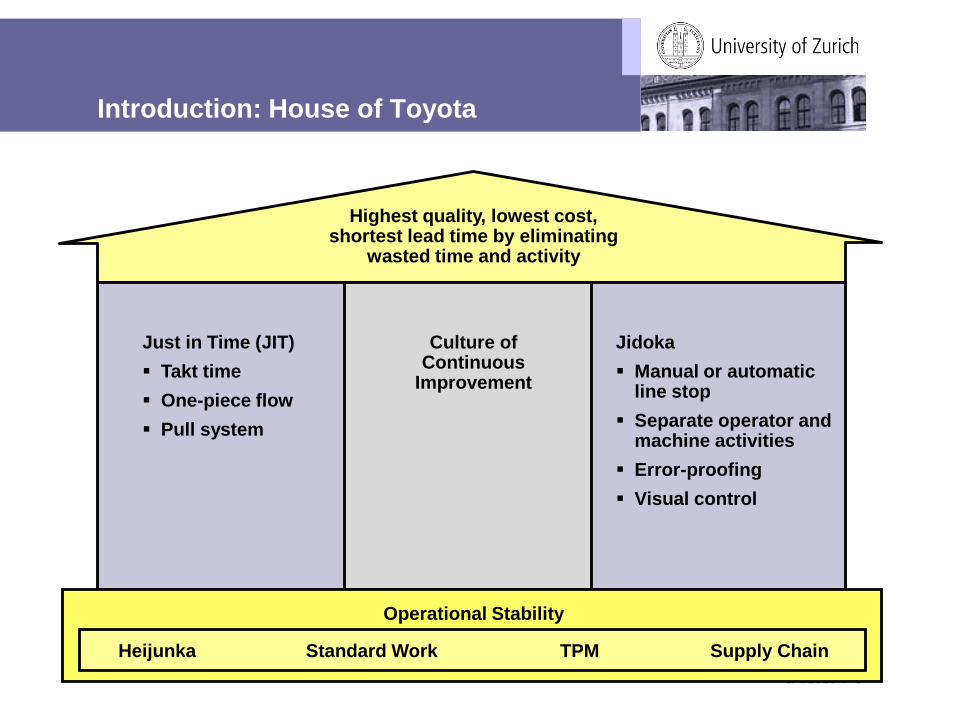
Introduction: House of Toyota
Highest quality, lowest cost, shortest lead time by eliminating
wasted time and activity
Just in Time (JIT)
Takt time
One-piece flow
Pull system
Culture of Continuous
Improvement
Jidoka
Manual or automatic line stop
Separate operator and machine activities
Error-proofing
Visual control
Operational Stability
Heijunka Standard Work TPM Supply Chain
5/4/2010 / 7
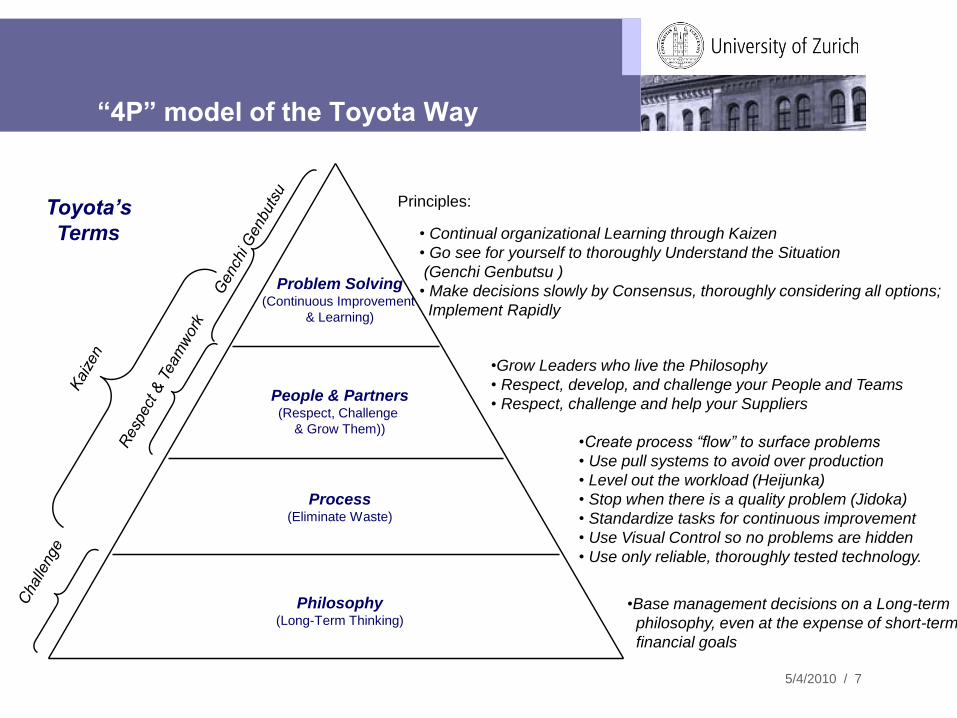
Philosophy (Long-Term Thinking)
Process (Eliminate Waste)
People & Partners (Respect, Challenge
& Grow Them))
Problem Solving (Continuous Improvement
& Learning)
Toyota’s
Terms • Continual organizational Learning through Kaizen
• Go see for yourself to thoroughly Understand the Situation
(Genchi Genbutsu )
• Make decisions slowly by Consensus, thoroughly considering all options;
Implement Rapidly
•Grow Leaders who live the Philosophy
• Respect, develop, and challenge your People and Teams
• Respect, challenge and help your Suppliers
•Create process “flow” to surface problems
• Use pull systems to avoid over production
• Level out the workload (Heijunka)
• Stop when there is a quality problem (Jidoka)
• Standardize tasks for continuous improvement
• Use Visual Control so no problems are hidden
• Use only reliable, thoroughly tested technology.
•Base management decisions on a Long-term
philosophy, even at the expense of short-term
financial goals
“4P” model of the Toyota Way
Principles:
5/4/2010 / 8
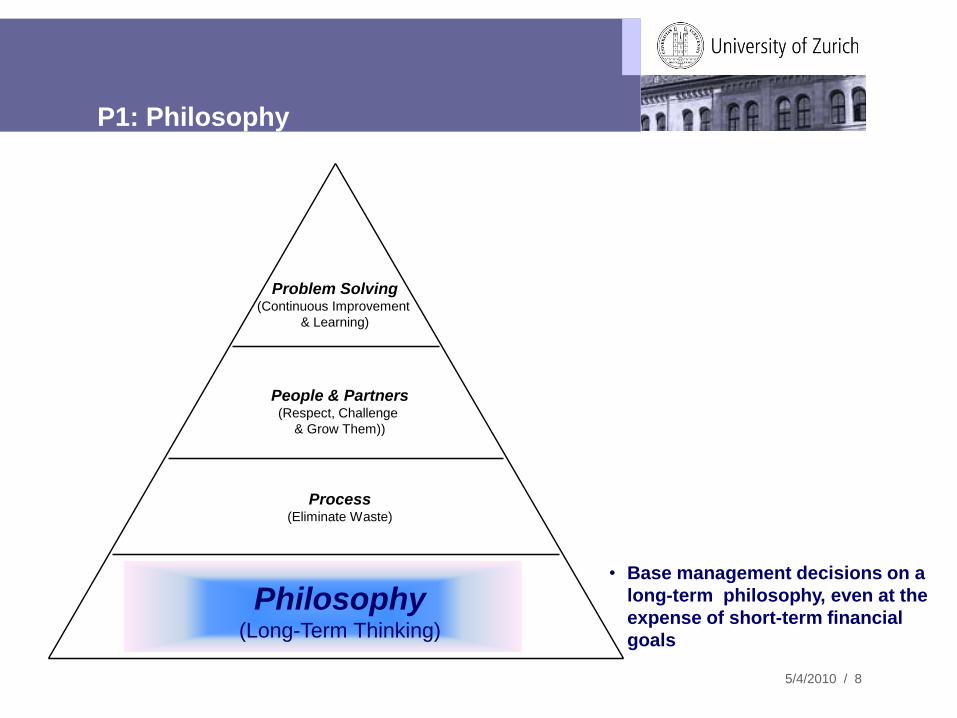
P1: Philosophy
Philosophy (Long-Term Thinking)
Process (Eliminate Waste)
People & Partners (Respect, Challenge
& Grow Them))
Problem Solving (Continuous Improvement
& Learning)
• Base management decisions on a
long-term philosophy, even at the
expense of short-term financial
goals
5/4/2010 / 9
P1: Base Your Management Decisions on
a Long-Term Philosophy, Even at the
Expenses of Shot-Term Financial Goals
Toyota‟s Starting Point in Business
“To Generate Value for the Customer, Society and the Economy”.
A Mission Greater than Earning a Paycheck: “Do the Right Thing for the
Company, its Employees, the Customer, and Society as a Whole”.
Dr. Patricia Deflorin
5/4/2010 / 10
P1: Base Your Management Decisions on
a Long-Term Philosophy, Even at the
Expenses of Shot-Term Financial Goals
1. Honor the language and spirit of the law of every nation and undertake open
and fair corporate activities to be a good corporate citizen of the world.
2. Respect the culture and customs of every nation and contribute to economic
and social development through corporate activities in the communities.
3. Dedicate ourselves to providing clean and safe products to enhance the quality
of life everywhere through all our activities.
4. Create and develop advanced technologies and provide outstanding products
and services that fulfill the needs of customers worldwide.
5. Foster a corporate culture that enhances individual creativity and teamwork
value, while honoring mutual trust and respect between labor and management.
6. Pursue growth in harmony with the global community through innovative
management.
7. Work with business partners in research and creation to achieve stable, long-
term growth and mutual benefits, while keeping ourselves open to new
partnerships.
GUIDING PRINCIPLES AT TOYOTA MOTOR CORPORATION
5/4/2010 / 11
P2: Processes
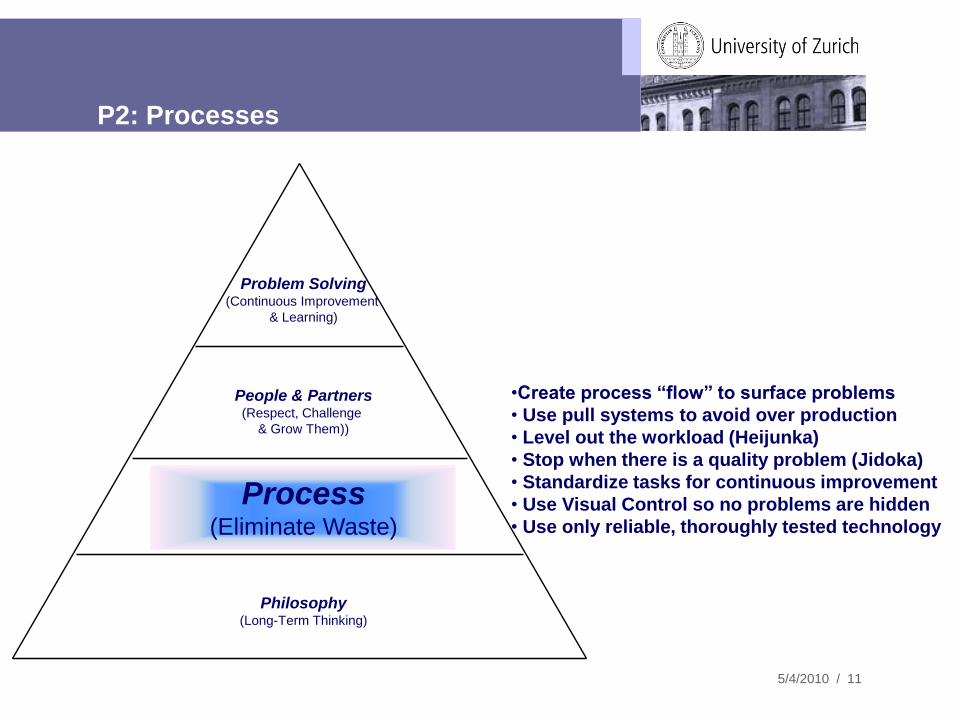
Philosophy (Long-Term Thinking)
Process (Eliminate Waste)
People & Partners (Respect, Challenge
& Grow Them))
Problem Solving (Continuous Improvement
& Learning)
•Create process “flow” to surface problems
• Use pull systems to avoid over production
• Level out the workload (Heijunka)
• Stop when there is a quality problem (Jidoka)
• Standardize tasks for continuous improvement
• Use Visual Control so no problems are hidden
• Use only reliable, thoroughly tested technology
5/4/2010 / 12
1. Most Business Processes are 90% Waste and 10% Value-Added Work.
• Create continuous flow wherever applicable in core manufacturing &
service processes
2. 8 forms of waste.
3. Other Sources of Wastes:
• Muri - No Value-Added beyond Capability, Overburden
• Mura - Unevenness
P2: Create Continuous Process Flow to
Bring Problems to the Surface

5/4/2010 / 13
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Waste Definition
1. Overproduction Manufacturing an item before it is needed.
2. Inappropriate Processing
Using expensive high precision equipment when simpler machines would suffice.
3. Waiting Wasteful time incurred when product is not being moved or processed.
4. Transportation Excessive movement and material handling of product between processes.
5. Motion Unnecessary effort related to the ergonomics of bending, stretching, reaching, lifting, and walking.
6. Inventory Excess inventory hides problems on the shop floor, consumes space, increases lead times, and inhibits communication.
7. Defects Quality defects result in rework and scrap, and add wasteful costs to the system in the form of lost capacity, rescheduling effort, increased inspection, and loss of customer good will.
8. Underutilization of Employees
Failure of the firm to learn from and capitalize on its employees‟ knowledge and creativity impedes long term efforts to eliminate waste.
5/4/2010 / 14
4. “Flow” means that “when your customer places an order, this triggers the
process of obtaining raw materials needed just for that customer‟s order. The
raw material then flow immediately to supplier plants, where workers
immediately fill the order with components, which flow immediately to a plant,
where workers assemble the order, and then the completed order flows
immediately to the customer.”
One-Piece Flow and JIT
5. The Heart of One-Piece Flow – Takt Time (Rhythm in German) – The rate of
Customer Demand - Setting the pace of production and alert workers
whenever they are getting ahead or behind.
P2: Create Continuous Process Flow to
Bring Problems to the Surface
5/4/2010 / 15
P2: Create Continuous Process Flow to
Bring Problems to the Surface
BENEFITS OF ONE-PIECE FLOW
1. Builds-In Quality
2. Creates Real Flexibility
3. Creates Higher Productivity
4. Frees up Floor Space
5. Improves Safety
6. Improves Morale
7. Reduces Cost of Inventory
5/4/2010 / 16
P2: Create Continuous Process Flow to
Bring Problems to the Surface
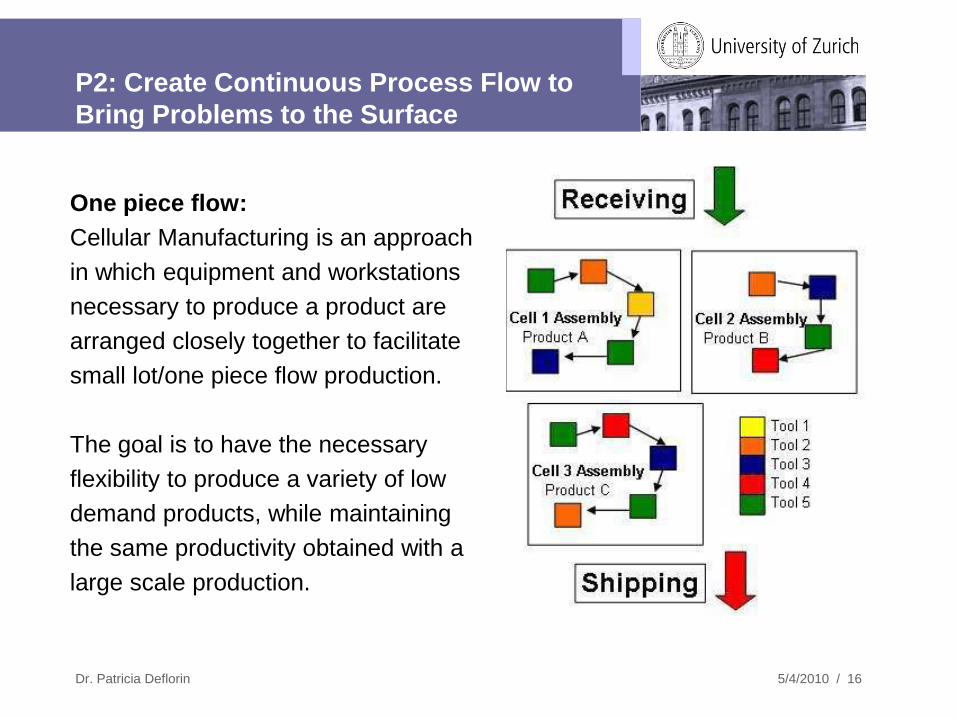
One piece flow:
Cellular Manufacturing is an approach
in which equipment and workstations
necessary to produce a product are
arranged closely together to facilitate
small lot/one piece flow production.
The goal is to have the necessary
flexibility to produce a variety of low
demand products, while maintaining
the same productivity obtained with a
large scale production.
Dr. Patricia Deflorin
5/4/2010 / 17
P2: Create Continuous Process Flow to
Bring Problems to the Surface
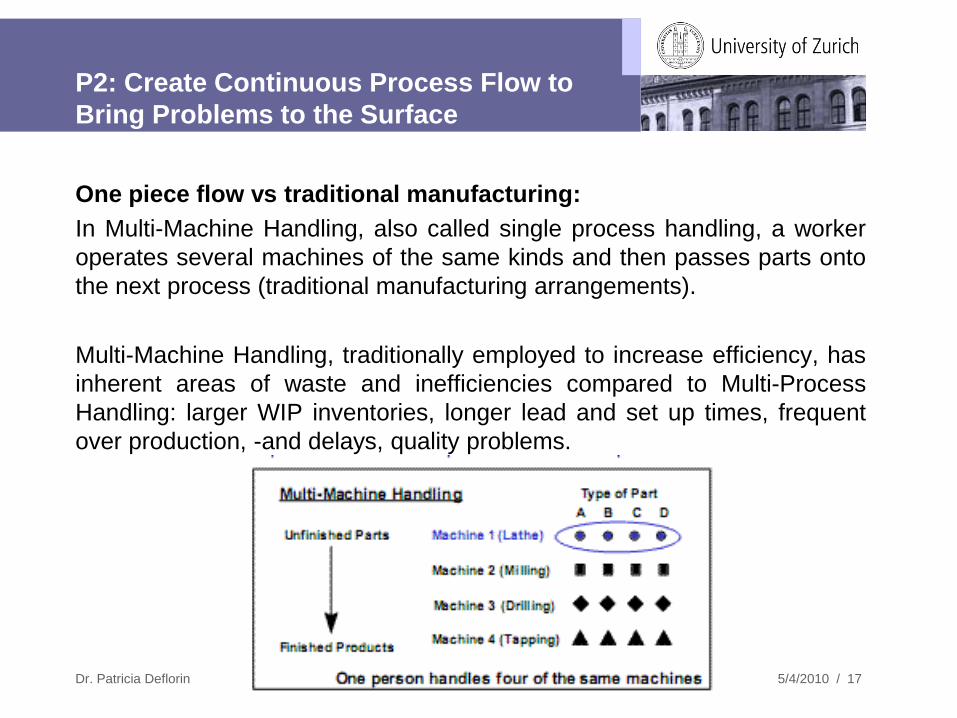
One piece flow vs traditional manufacturing:
In Multi-Machine Handling, also called single process handling, a worker
operates several machines of the same kinds and then passes parts onto
the next process (traditional manufacturing arrangements).
Multi-Machine Handling, traditionally employed to increase efficiency, has
inherent areas of waste and inefficiencies compared to Multi-Process
Handling: larger WIP inventories, longer lead and set up times, frequent
over production, -and delays, quality problems.
Dr. Patricia Deflorin

5/4/2010 / 18
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Dr. Patricia Deflorin
One piece flow vs traditional manufacturing:
In Muliti-Process handling, a worker operates different kinds of
machines to move parts through a production sequence, one
piece at a time.
Multi-Process handling, also known as U-cell production, enables
“flexible manpower lines” where personnel assignments can be
changed to meet changing production requirements without
compromising productivity.

5/4/2010 / 19
P2: Create Continuous Process Flow to
Bring Problems to the Surface
One piece flow increases flexibility:
A multi-functional workforce is critical to enable flexible operations where
the range of tasks performed by a given worker can be varied to match
demand.
High demand range of tasks is narrowed
Dr. Patricia Deflorin
Demand decreases range of tasks
each employee performs is broadened
5/4/2010 / 20
P2: Create Continuous Process Flow to
Bring Problems to the Surface
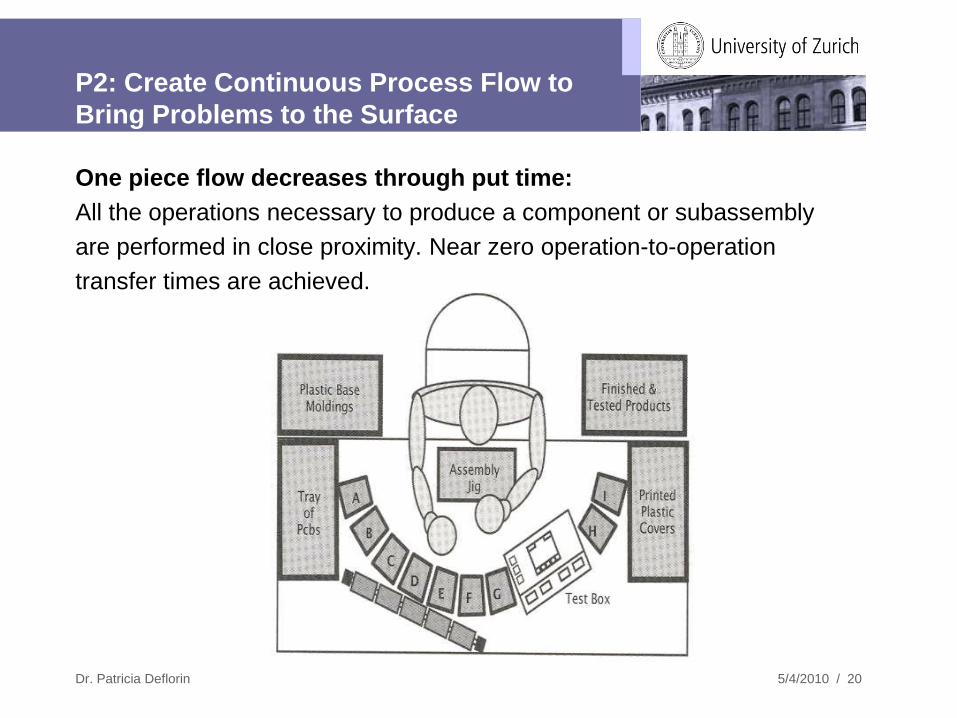
One piece flow decreases through put time:
All the operations necessary to produce a component or subassembly
are performed in close proximity. Near zero operation-to-operation
transfer times are achieved.
Dr. Patricia Deflorin
5/4/2010 / 21
P2: Create Continuous Process Flow to
Bring Problems to the Surface
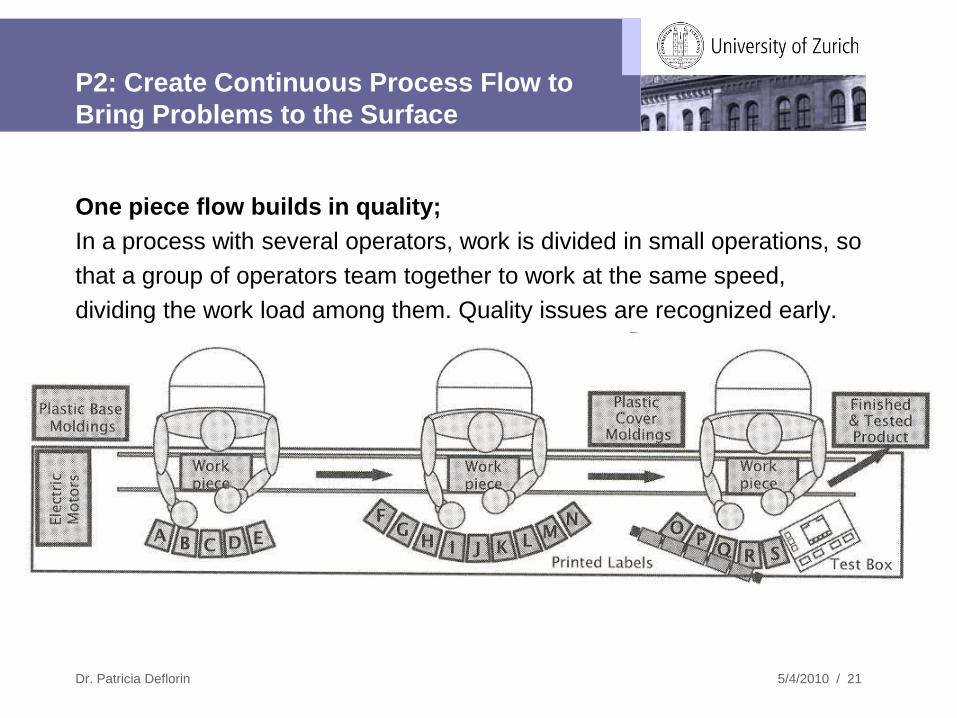
One piece flow builds in quality;
In a process with several operators, work is divided in small operations, so
that a group of operators team together to work at the same speed,
dividing the work load among them. Quality issues are recognized early.
Dr. Patricia Deflorin

5/4/2010 / 22
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Just-in-Time:
• "Just-in-Time" means making only "what is needed, when it is needed,
and in the amount needed."
• To efficiently produce a large number of products such as
automobiles, which are comprised of some 30,000 parts, it is
necessary to create a detailed production plan that includes parts
procurement, for example.
• Supplying "what is needed, when it is needed, and in the amount
needed" according to this production plan can eliminate waste,
inconsistencies, and unreasonable requirements, resulting in improved
productivity.
http://www2.toyota.co.jp/en/vision/production_system/index.html
5/4/2010 / 23
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Just-in-time (JIT): Pull vs. Push System:
• In a push system, such as an Material Requirements Planning (MRP)
system, production managers look at the schedule to determine what
to produce next
• Driven by pre-determined production schedule
• In a pull system, such as JIT, production manager look only at the
next stage of production and determine what is needed there
• Driven by demand
Use pull system to avoid overproduction!
JIT uses Kanban system to implement a pull system

5/4/2010 / 24
P2: Create Continuous Process Flow to
Bring Problems to the Surface
What is Kanban?
• “card” or “visible record”
How to use it?
• A Kanban is attached at a container, when the container is filled with
items produced
• When the container is free up, the Kanban is removed from the
container and put back to the receiving post
When a process goes to the preceding process to retrieve parts, it
uses a kanban to communicate what parts have been used.
5/4/2010 / 25
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Kanbans are used to control flow of production
• A free kanban at the receiving post signals need for production
• Production stop, if all kanbans are used
• Kanbans are recycled when a container is unloaded at the next step
of production
• More kanban more containers used at the same time larger
WIP
Supermarket method
5/4/2010 / 26
P2: Create Continuous Process Flow to
Bring Problems to the Surface
A supermarket stocks the items needed by customers when they are
needed in the quantity needed, and has all of these items available for
sale at any time.
Taiichi Ohno (a former Toyota vice president), who promoted the idea of
Just-in-Time, applied this concept, equating the supermarket and the
customer with the preceding process and the next process, respectively.
By having the next process (the customer) go to the preceding process
(the supermarket) to retrieve the necessary parts when they are needed
and in the amount needed, it was possible to improve upon the existing
inefficient production system in which the preceding processes were
making excess parts and delivering them to the next process.
http://www2.toyota.co.jp/en/vision/production_system/index.html

5/4/2010 / 27
P2: Create Continuous Process Flow to
Bring Problems to the Surface
http://www2.toyota.co.jp/en/vision/production_system/index.html

5/4/2010 / 28
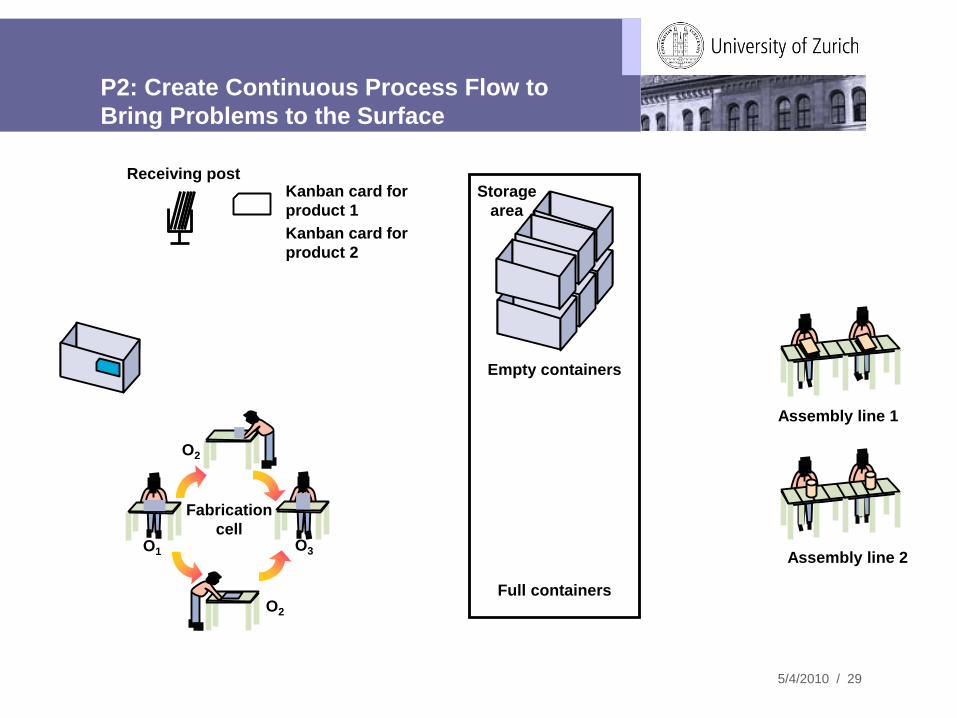
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Storage
area
Empty containers
Full containers
Assembly line 1
Assembly line 2
The Kanban System
5/4/2010 / 29
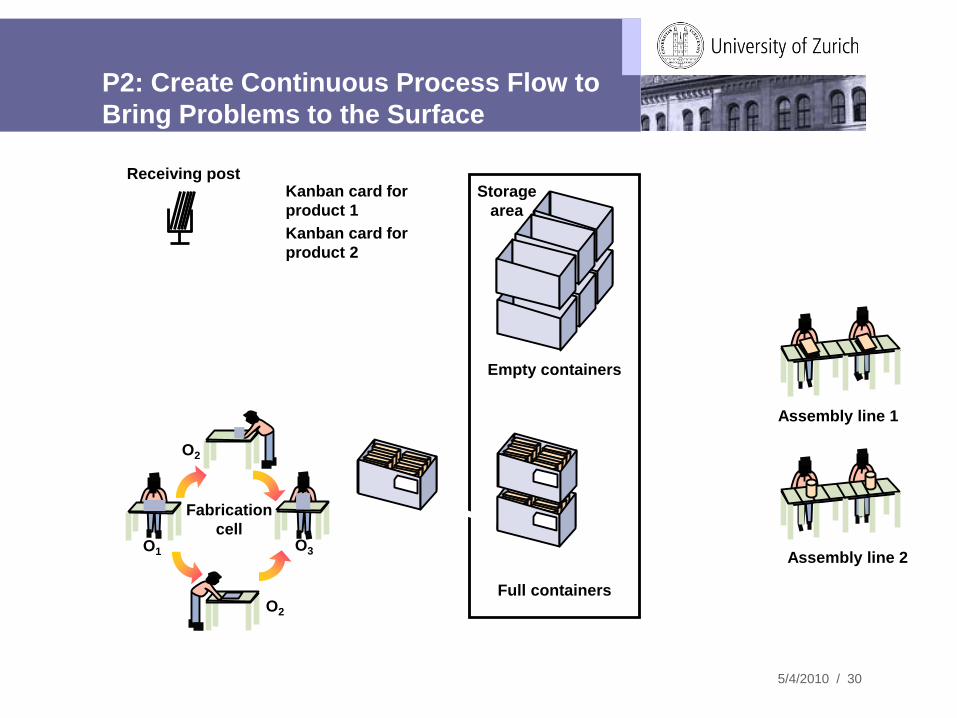
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Storage
area
Empty containers
Full containers
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Assembly line 1
Assembly line 2
5/4/2010 / 30
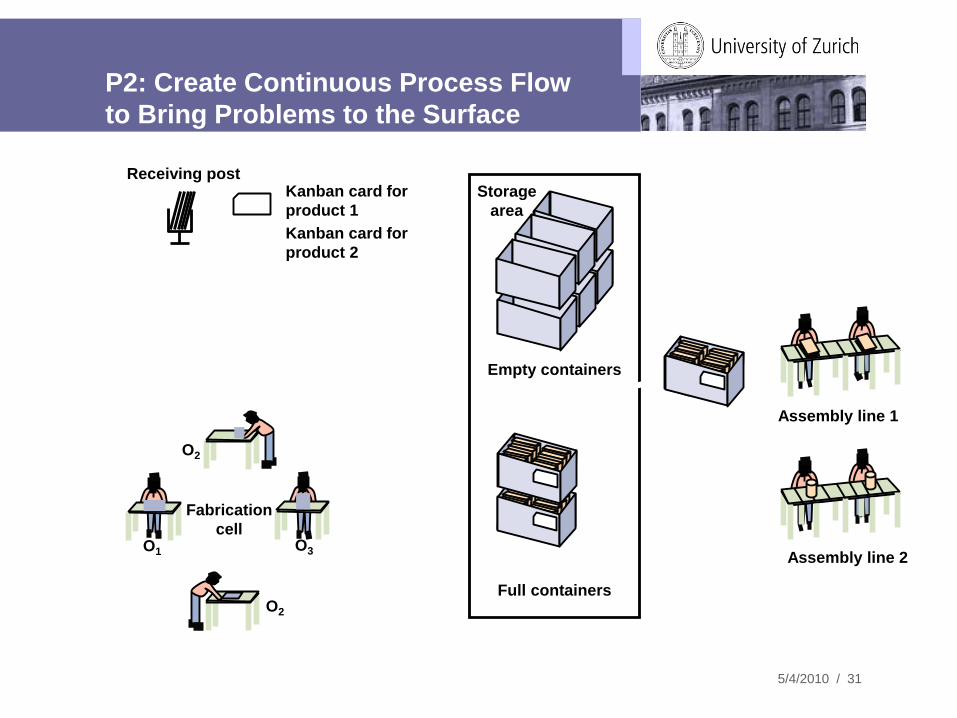
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Storage
area
Empty containers
Full containers
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Assembly line 1
Assembly line 2
5/4/2010 / 31
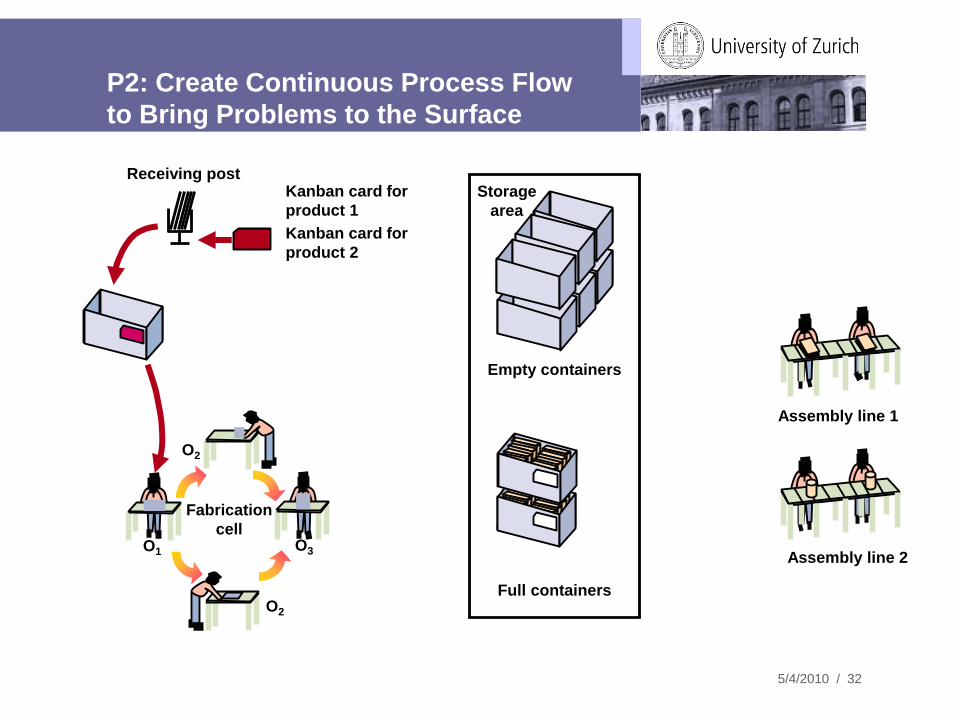
P2: Create Continuous Process Flow
to Bring Problems to the Surface
Storage
area
Empty containers
Full containers
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Assembly line 1
Assembly line 2
5/4/2010 / 32
P2: Create Continuous Process Flow
to Bring Problems to the Surface
Storage
area
Empty containers
Full containers
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Assembly line 1
Assembly line 2
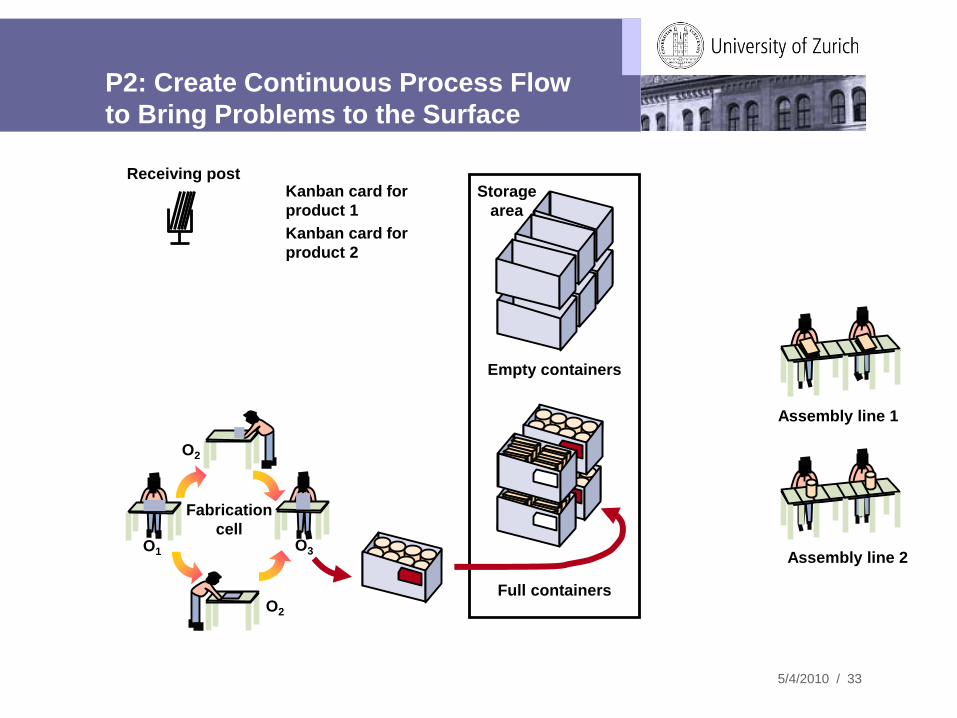
5/4/2010 / 33
P2: Create Continuous Process Flow
to Bring Problems to the Surface
Storage
area
Empty containers
Full containers
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Assembly line 1
Assembly line 2
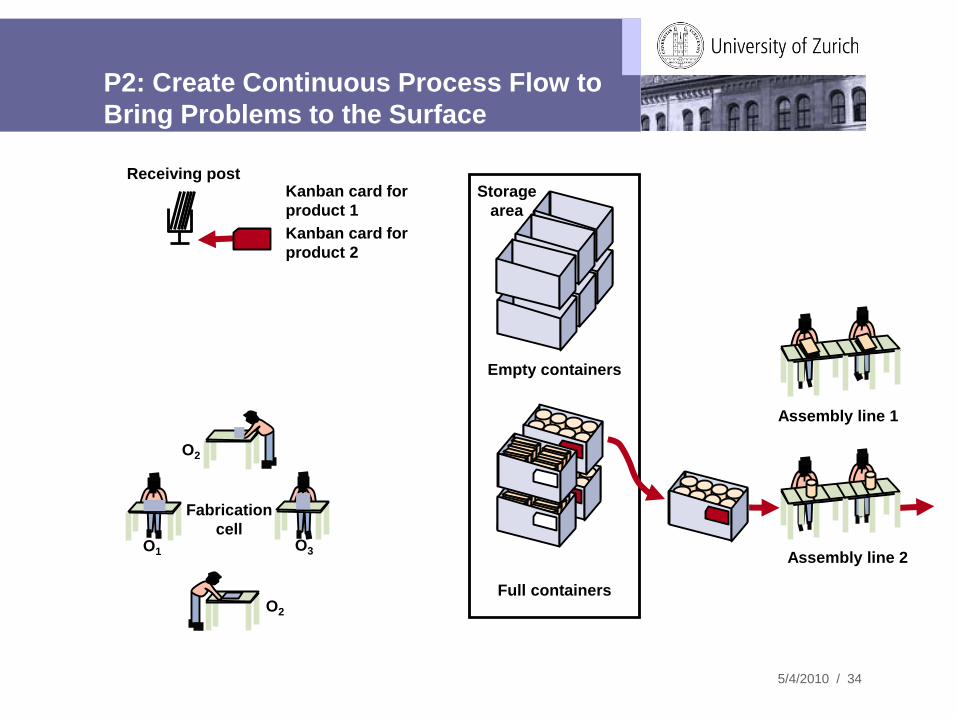
5/4/2010 / 34
P2: Create Continuous Process Flow to
Bring Problems to the Surface
Storage
area
Empty containers
Full containers
Receiving post Kanban card for
product 1
Kanban card for
product 2
Fabrication
cell O1
O2
O3
O2
Assembly line 1
Assembly line 2

5/4/2010 / 35
Rules of the Kanban System
1. Each container must have a card
2. Assembly always withdraws from fabrication (pull system)
3. Containers cannot be moved without a kanban
4. Containers should contain the same number of parts
5. Only good parts are passed along
6. Production should not exceed authorization
P2: Create Continuous Process Flow
to Bring Problems to the Surface

5/4/2010 / 36
1. In the application of TPS, the first thing that must be done would be to even out or
level the production. Toyota found out that it can create the leanest operation and
ultimately give customers better service and better quality by leveling out the
production schedule and not always build to order.
2. Comparison between unleveled and leveled schedules of production:
Unleveled Schedule
Disadvantages
Leveled Schedule
Advantages
1. Customers usually do not buy products predictably.
2. There is risk of unsold goods.
3. The use of resources is unbalanced.
4. Placing an uneven demand on upstream processes.
1. Flexibility to make what the customers want, when they
want it.
2. Reduced risk of unsold goods.
3. Balanced use of labor and machines.
4. Smoothed demand on upstream processes and plant
suppliers.
BATCH PROCESSING Economies of Scale foe Each Individual Piece of Equipment
MIXED-MODEL PROCESSING Leveling Customer Demand to a Predictable Sequence
KEY FEATURE Large Batches of Product before Changeover
MIXED-MODEL PROCESSING Elimination of Set-up Time for Changeover
P2: Level Out the Workload (Heijunka)
5/4/2010 / 37
P2: Level Out the Workload (Heijunka)
3. A small inventory of finished goods is often necessary to protect a supplier‟s
level production schedule from being jerked around b sudden spikes in
demand.
4. To achieve the lean benefits of continuous flow, leveling the workload is
important. Eliminating Muda (Wastes) is only 1/3rd of achieving flow.
Eliminating Muri (Overburden) and Mura (Unevenness) are equally
important.
5. Heijunka (Leveling Workload) focuses on Muri and Mura – by leveling
product volume and mix i.e. leveling the demand on people, equipment, and
suppliers. Standardized work is far easier, cheaper, and faster to manage.

5/4/2010 / 38
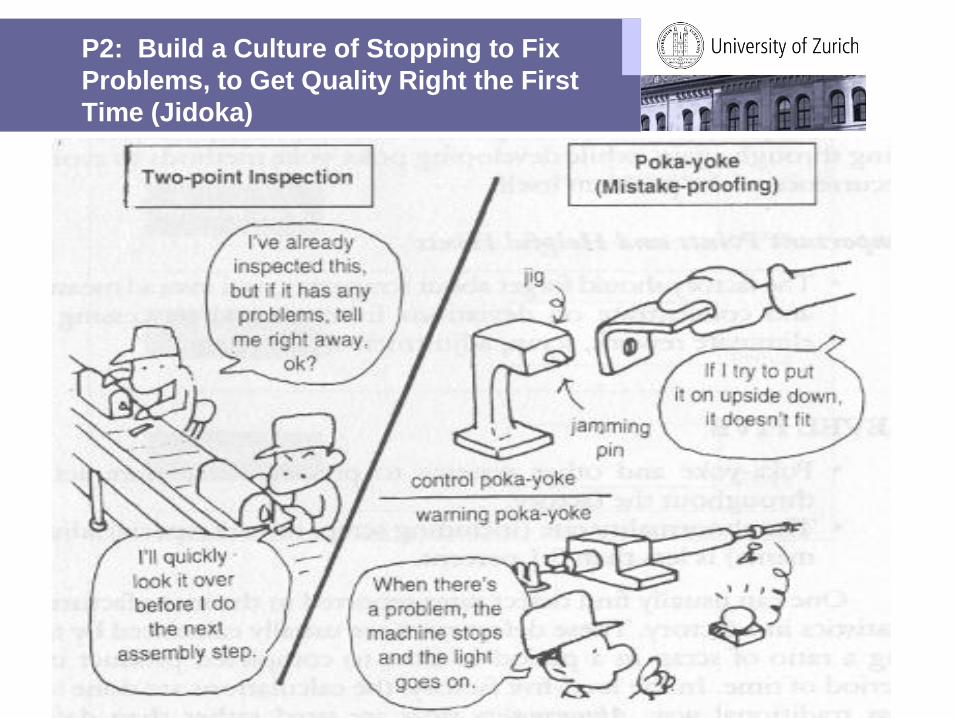
1. Quality should be built-in: requires a method for detecting
defects when they occur and automatically stop production so an
employee can fix the problem before the defect continues
downstream.
2. In-station quality (preventing problems from being passed down
the line) is much more effective and less costly than inspecting
and repairing quality problems after the fact.
3. When equipment shuts down, flags or lights, usually with
accompanying alarm, are used to signal that help is needed to
solve quality problem. This signaling system is called Andon.
P2: Build a Culture of Stopping to Fix
Problems, to Get Quality Right the First
Time (Jidoka)
5/4/2010 / 39
P2: Build a Culture of Stopping to Fix
Problems, to Get Quality Right the First
Time (Jidoka)
4. The closer to one-piece flow, the quicker quality problems will
surface to be addressed:
• Using countermeasures and Error-proofing (Poka-Yoke) to fix
problems.
• Keep Quality Control simple and involve Team Members:
• Four (4) Key Tools:
• Go and See
• Analyze the situation
• Use one-piece flow and andon to surface problems
• Ask “Why” 5 Times
5. Building-in Quality is a Principle, not a Technology issue:
5/4/2010 / 40 40
P2: Build a Culture of Stopping to Fix
Problems, to Get Quality Right the First
Time (Jidoka)
5/4/2010 / 41
1. Standardized Work consists of three elements:
• Takt Time – Time required to complete one job at the pace of customer
demand.
• The sequence of doing things of sequence of processes.
• How much inventory or stock on hand the individual worker needs to have
in order to accomplish the standard work.
2. Standardization is the basis for Continuous Improvement and Quality:
• It is impossible to improve any process until it is standardized
• The Standard Work Chart is posted outwards at the Shop floor – For Team
Leaders & Group Leaders to audit the work.
• Enable those doing the work to design and build in quality by writing the
standardized task procedures themselves.
P2: Standardized Tasks are the
Foundation for Continuous Improvement
and Employee Empowerment
5/4/2010 / 42
3. Enabling Systems are simply the Best Practice Methods, designed
and improved upon with the participation of the workforce. Standards
help people control their own work. The worker is the most valuable
asset … an analyst and problem solver.
4. Standardizing Work for a New Product Launch:
• Cross-functional “Pilot Team” representing all major areas of the
factory
• They work hand-in-hand with engineering and develop the initial
standardized work used when the product is first launched.
• New standardized processes are then turned over to the
production team to improve.
P2: Standardized Tasks are the
Foundation for Continuous Improvement
and Employee Empowerment
5/4/2010 / 43
The Principle - Clean It Up, Make Visual:
• 5 S Programs that comprise a series of activities for eliminating wastes
that contribute to errors, defects, and injuries in the workplace.
• Seiri (Sort/Arrange) - Sort through items and keep only what is
needed while disposing what is not.
• Seiton (Straighten/Orderliness) – a place for everything and
everything in its place.
• Seiso (Shine/Cleanliness) – the cleaning process acts as a form of
inspection that exposes abnormal and pre-failure conditions that
could hurt quality or cause machine failure.
• Seiketsu (Standardize/Create rules) – Develop systems and
procedures to maintain and monitor the first 3 S‟s (Seiri, Seiton &
Seiso).
• Shitsuke (Sustain/Self discipline) – Maintaining a stabilized
workplace is an ongoing process of continuous improvement.
P2: Use Visual Control So No Problems
are Hidden

5/4/2010 / 44
1. The Principle – Adoption of New Technology must Support your
People, Process and Values: • New technology is introduced only after it is proven through direct
experimentation with the involvement of a broad cross-section of
people:
• Analyze the impact it may have on existing processes.
• Analyze to see if it conflicts with Toyota‟s philosophies and
operating principles – (1) Valuing People over Technology (2)
Using consensus Decision Making (3) Operational focus on Waste
Elimination.
• The Technology must be highly visual and intuitive.
2. People Do the Work, Computers Move the Information: • IT- Tool to support the People and Processes.
• Inventory is generally a symptom of poorly controlled processes.
• Ultimately, manufacturing is about making things!
P2: Use Only Reliable, Thoroughly
Tested Technology that Serves Your
People and Processes

5/4/2010 / 45
P3: People and Partners
Philosophy (Long-Term Thinking)
Process (Eliminate Waste)
People & Partners (Respect, Challenge
& Grow Them))
Problem Solving (Continuous Improvement
& Learning)
• Grow Leaders who live the Philosophy
• Respect, develop, and challenge your People
and Teams
• Respect, challenge and help your Suppliers
5/4/2010 / 46
P3: Respect Your Extended Network of
Partners and Suppliers by Challenging
Them and Helping Them Improve
1. Find Solid Partners and Grow Together to Mutual Benefit in the Long-
Term:
• Serious investment in building a network of highly capable suppliers
integrated into Toyota‟s extended lean enterprise i.e. grow the
business together and mutually benefit in the long-term.
• Supplier development includes a series of aggressive targets and
challenges to meet those stretch targets, e.g. innovation,
engineering, manufacturing and overall reliability.
5/4/2010 / 47
P3: Respect Your Extended Network of
Partners and Suppliers by Challenging
Them and Helping Them Improve
2. Partnering with Suppliers While Maintaining Internal Capability:
• Toyota outsources 70% of the components of the vehicle, but still want
to maintain internal competency even in components it outsources i.e.
Concept of Self Reliance.
• Toyota will learn with suppliers, but will never transfer all the core
knowledge and responsibility in any key area to suppliers.
• Once Toyota has the internal expertise, they could selectively
outsource.
• E.g. Joint Venture with Matsushita - Panasonic EV Energy, to
develop Battery Technology.
• E.g. Set up its own Electronics Plant instead of relying on Denso
5/4/2010 / 48
P3: Respect Your Extended Network of
Partners and Suppliers by Challenging
Them and Helping Them Improve
3. Working with Suppliers for Mutual Learning of TPS:
• Toyota works with highly capable suppliers that are following TPS or an
equivalent system:
• Toyota needs its suppliers to be as capable as its own plants at
building and delivering high quality components JIT.
• Toyota cannot cut costs unless suppliers cut costs.
• Methodology - “Learning by Doing” , Real Projects on the shop floor,
Jishuken – Voluntary Study Groups.
4. Saving “Sick” Suppliers Through TPS:
• Toyota nurses them out of their „sickness‟ in a very holistic way.
• Developing a system of evaluating and classifying suppliers

5/4/2010 / 49
P3: Respect Your Extended Network of
Partners and Suppliers by Challenging
Them and Helping Them Improve
5. Developing an Extended Learning Enterprise Means Enabling
Others.
Learning
Enterprise
Enabling
System
Clear Expectations
Stable, Reliable Processes
Fair & Honorable Business Relations
Next Level
Of Improvement
Stability
SUPPLY CHAIN NEED OF HIERARCHY
5/4/2010 / 50
P3: Go and See for Yourself to
Thoroughly Understand the Situation
(Genchi Genbutsu)
1. Genchi Genbutsu – Distinguishes the Toyota Way from other
management approaches: • You cannot be sure you really understand any parts of the business
problem unless you go and see for yourself firsthand.
• Tables and Numbers may measure results, but they do not reveal the
details of the actual process being followed everyday.
2. The Principle: Deeply Understanding and Reporting What You See: • Genchi – means the actual location; Genbutsu – means the actual
material or products.
• Genchi Genbutsu – „going to the place to see the actual situation for
understanding‟.
• Requires skill to analyze and understand the current situation.
• Collecting Data and Analysis will tell you if your Common Sense is Right!

5/4/2010 / 51
P3: Go and See for Yourself to
Thoroughly Understand the Situation
(Genchi Genbutsu)
3. Ten Management Principles (Yamashita): 1. Always keep the final target in mind.
2. Clearly assign tasks to yourselves and others.
3. Think and speak based on verified, proven information and data.
• Go and confirm the facts for yourself.
• You are responsible for the information you are reporting to others.
4. Take full advantage of the wisdom and experiences of others to send,
gather or discus information.
5. Share your information with others in a timely manner
• Always consider who will benefit from receiving the information.
6. Always report, inform and consult in a timely manner.
7. Analyze and understand shortcomings in your capabilities in a
measurable way.
• Clarify the skills and knowledge that you need to further develop
yourself.
8. Relentlessly strive to conduct kaizen activities.
9. Think “outside the box” or beyond common sense and standard rules.
10. Always be mindful of protecting your safety and health.
5/4/2010 / 52
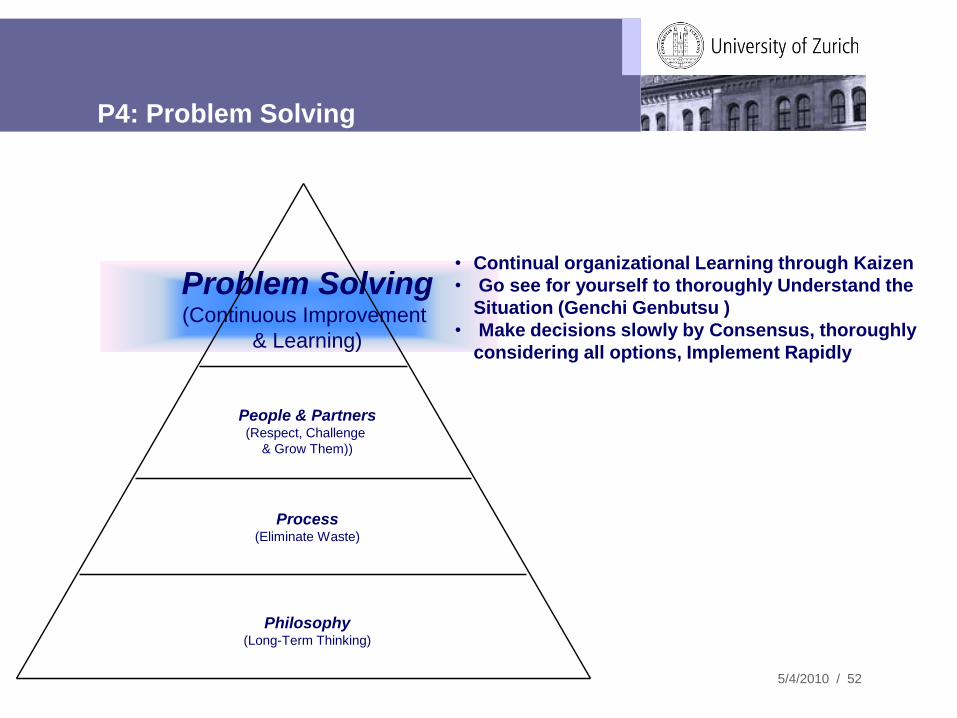
P4: Problem Solving
Philosophy (Long-Term Thinking)
Process (Eliminate Waste)
People & Partners (Respect, Challenge
& Grow Them))
Problem Solving (Continuous Improvement
& Learning)
• Continual organizational Learning through Kaizen
• Go see for yourself to thoroughly Understand the
Situation (Genchi Genbutsu )
• Make decisions slowly by Consensus, thoroughly
considering all options, Implement Rapidly

5/4/2010 / 53
P4: Become A Learning Organization
through Relentless Reflection (Hansei)
and Continuous Improvement (Kaizen)
A Learning Organization as a place where people continually
expand their capacity to create the results they truly desire,
where new and expansive patterns of thinking are nurtured,
where collective aspiration is set free, and where people are
continually learning how to learn together.
1. The Principle: Identify Root Causes and Develop Countermeasures:
2. Getting to the Root Cause by Asking Five (5) Times: • Most Problems do not call for complex statistical analysis, but instead
require painstaking, detailed problem solving.
• Toyota does not have a Six Sigma Program.
• True problem solving requires “identifying” root-cause rather than
source, the root-cause hidden behind the source.
• To keep asking until the root cause(s) are determined.

5/4/2010 / 54
P4: Become A Learning Organization
through Relentless Reflection (Hansei)
and Continuous Improvement (Kaizen)
Direct Cause
Cause
Cause
Cause
Cause
1. Initial Problem Perception (large, Vague, Complicated Problem)
2. Clarify the Problem
The “Real” Problem
3. Locate Area/Point
of Cause
POC
Grasp the
Situation
Cause
Investigation
Why?
Why?
Why?
Why?
Why?
Basic Cause and Effect
Investigation
4. Five (5) Why? Investigation
Of Root Cause
Root Cause
5. Countermeasure
6. Evaluate
7. Standardize

5/4/2010 / 55
P4: Become A Learning Organization
through Relentless Reflection (Hansei)
and Continuous Improvement (Kaizen)
3. Process vs. Results Orientation – The Role of Metrics: Three (3) types of measures:
1. Global Performance Measures – How is the Company Doing?
• Uses Financial, Quality and Safety Measures.
2. Operational Performance Measures – How is the Plant or Department
Doing?
• Painstakingly track progress on key metrics and compare with
aggressive targets.
• The metrics tend be specific to a process.
3. Stretch Improvement Metrics – How is the Business Unit or Work Group
Doing?
• Sets stretch goals for the corporation and translated to business
units etc.
• Tracking at the work group and project level.
• The measures are very particular to what the teams are trying to
accomplish.
5/4/2010 / 56
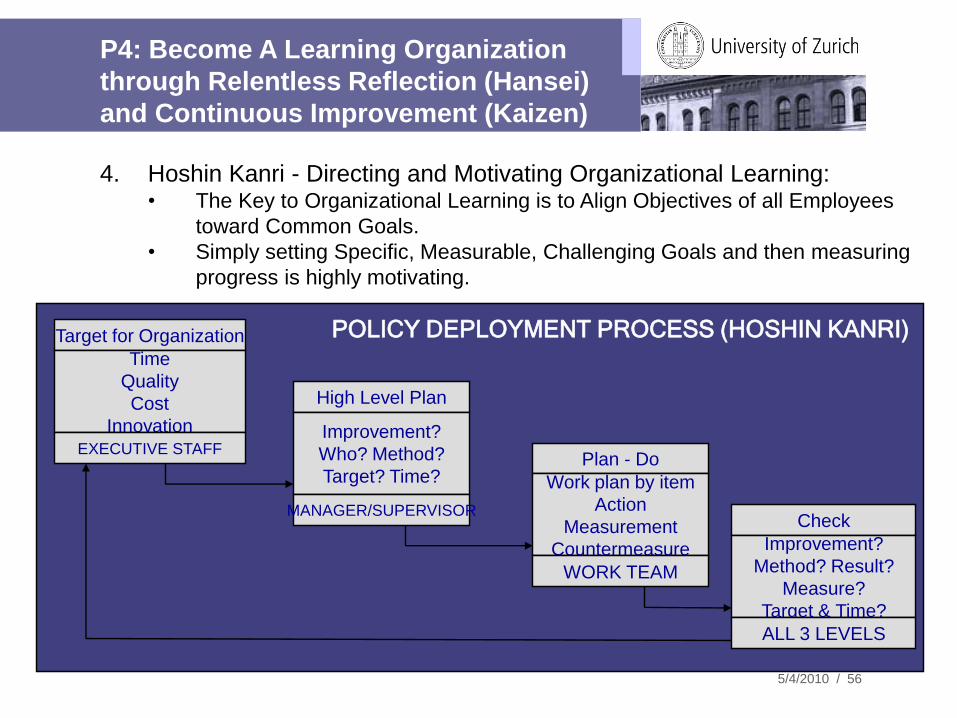
P4: Become A Learning Organization
through Relentless Reflection (Hansei)
and Continuous Improvement (Kaizen)
Target for Organization
Time
Quality
Cost
Innovation
EXECUTIVE STAFF
High Level Plan
Improvement?
Who? Method?
Target? Time?
MANAGER/SUPERVISOR
Plan - Do
Work plan by item
Action
Measurement
Countermeasure
WORK TEAM
Check
Improvement?
Method? Result?
Measure?
Target & Time?
ALL 3 LEVELS
POLICY DEPLOYMENT PROCESS (HOSHIN KANRI)
4. Hoshin Kanri - Directing and Motivating Organizational Learning: • The Key to Organizational Learning is to Align Objectives of all Employees
toward Common Goals.
• Simply setting Specific, Measurable, Challenging Goals and then measuring
progress is highly motivating.

5/4/2010 / 57
Philosophy (Long-Term Thinking)
Process (Eliminate Waste)
People & Partners (Respect, Challenge
& Grow Them))
Problem Solving (Continuous Improvement
& Learning)
Toyota’s
Terms • Continual organizational Learning through Kaizen
• Go see for yourself to thoroughly Understand the Situation
(Genchi Genbutsu )
• Make decisions slowly by Consensus, thoroughly considering all options;
Implement Rapidly
•Grow Leaders who live the Philosophy
• Respect, develop, and challenge your People and Teams
• Respect, challenge and help your Suppliers
•Create process “flow” to surface problems
• Use pull systems to avoid over production
• Level out the workload (Heijunka)
• Stop when there is a quality problem (Jidoka)
• Standardize tasks for continuous improvement
• Use Visual Control so no problems are hidden
• Use only reliable, thoroughly tested technology.
•Base management decisions on a Long-term
philosophy, even at the expense of short-term
financial goals
Summary: “4P” model of the Toyota Way
Principles:
5/4/2010 / 58
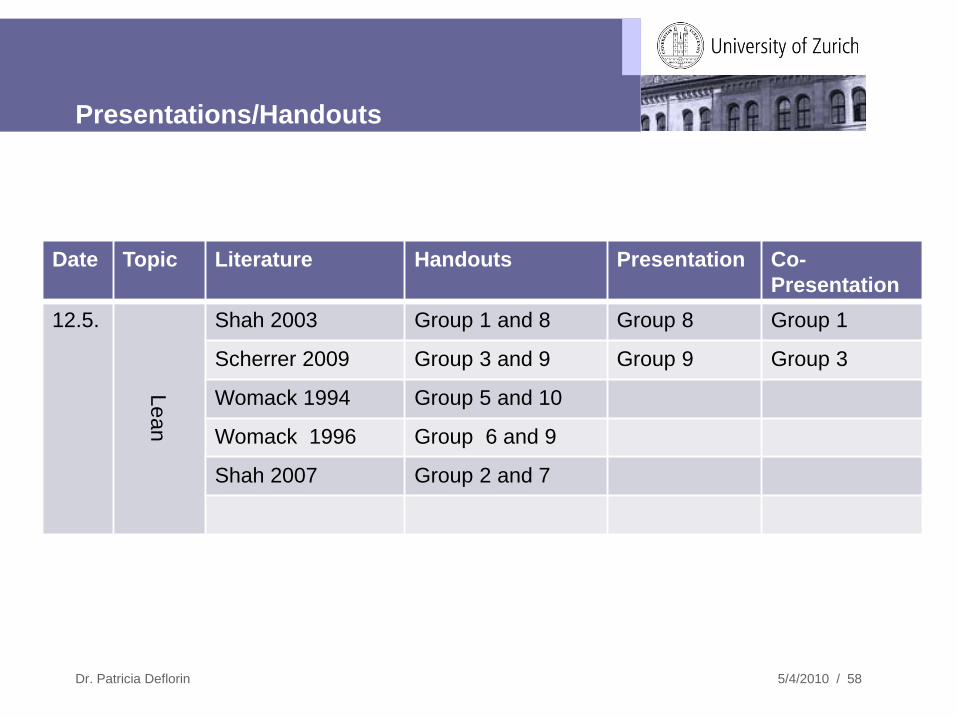
Presentations/Handouts
Dr. Patricia Deflorin
Date Topic Literature Handouts Presentation
Co-
Presentation
12.5.
Le
an
Shah 2003 Group 1 and 8 Group 8 Group 1
Scherrer 2009 Group 3 and 9 Group 9 Group 3
Womack 1994 Group 5 and 10
Womack 1996 Group 6 and 9
Shah 2007 Group 2 and 7
5/4/2010 / 59
Dr. Patricia Deflorin
Thank you for your attention!
Questions?
Dr. Patricia Deflorin
Related Documents











