R20821-5_UKOOA Lloyd’s Register of Shipping 2003 F PSO Insp ec t ion Repair & Maintenance Study into Best Practice

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 1/35
R20821-5_UKOOA Lloyd’s Register of Shipping 2003
FPSO Inspection Repair &
Maintenance
Study into Best Practice

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 2/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 2 of 35 06 May 2003
5HYLVLRQ6WDWXV
Issue Date Comment Checked Authorised
1 2 Sept, 2002 Issued for Comment RE CMcI
2 16 Sept, 2002 Steering Group commentsincorporated
RE CMcI
3 26 Nov, 2002 Industry Comments incorporated RE CMcI
4 10 Jan 2003 Final Issue RE CMcI
5 06 May 2003 Minor revisions to servicesuppliers
RE CMcI

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 3/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 3 of 35 06 May 2003
&RQWHQWV
Summary 4
1 Acknowledgements 6
2 Findings 7
2.1 Ramform Banff ............................................................................7
2.2 Captain........................................................................................8
2.3 Curlew.........................................................................................8
2.4 MacCulloch .................................................................................9
2.5 Schiehallion...............................................................................10
2.6 Triton .........................................................................................10
3 Discussion and Conclusions 12
3.1 General Conclusions.................................................................123.2 Ballast Systems, (Pipework, Tanks, Pumps and Control Systems) 15
3.3 Oil Storage System ...................................................................16
3.4 Hull ............................................................................................17
3.5 Caissons ...................................................................................18
3.6 Deck Structures, Pallets, walkways, and upper deck plating ...18
3.7 Tank Venting System, Pipework, PV Valves and Seals ...........19
3.8 Cranes.......................................................................................19
3.9 Thrusters...................................................................................19
3.10 Swivels and Drag-Chains..........................................................19
4 Recommended Practice 20
4.1 Ballast Systems........................................................................20
4.2 Cargo Systems..........................................................................21
4.3 Hull ............................................................................................22
4.4 Caissons ...................................................................................22
4.5 Deck Structures, Pallets, walkways, and upper deck plating ...22
4.6 Tank Venting System, Pipework, PV Valves and Seals ...........22
4.7 Cranes.......................................................................................22
4.8 Swivels, Drag-Chains................................................................22
5 Suppliers and Repairers 25
Appendix A – List of Repairers 26
Appendix B– Blank Questionnaire 31

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 4/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 4 of 35 06 May 2003
Summary
This report r elates to a stud y of Inspection Repair & Maintenan ce (IRM) Practice on Floating
Produ ction Storage and Offtake units, (FPSOs), in service on the UK Contin ental Shelf.
The study, as d escribed in th e invitation to tend er, was intend ed to establish best practice in IRM by
means of a qu estionnaire among FPSO operators, interviews w ith IRM p ersonnel and throu gh a
review of literature and an Internet search. The deliverables were to be:
1. A register of vendor s, etc., to supp ort each of the IRM categories identified in the tend er.
2. Results of the questionn aire, in a d atabase.
3. A discussion of the information obtained, dealing with experience on equipment, procedures and
systems from agreed selected pa rticipants. This to include both the results of the interviews and
data from oth er sources iden tified in th e course of the stud y.
4. A report , identifying for each of the strategic areas, the range of practices currently ad opted ,
together w ith recommen da tions on best practice to eliminate rep etition of failures and re-design.
Early in the stud y, a num ber of challenges were encountered including a patchy response and results
of the questionnaire w hich, while interesting in them selves, yielded little in the way of general trend s.
The Intern et search likewise revealed little that could be regard ed as novel. These challenges were
discussed at some length w ith the steering group .
The study set out to find an objective answer to a large and su bjective question. The one comm on
trend w as that most operators regard their own IRM strategies and plans as good, even best, practice.Almost w ithout exception they regard the cond ition of projects as delivered to be the root cau se of
failure. Neith er Inspection nor m aintenance featured large in the history of failur es and repairs.
With these interim findings , and considering th e original expectation in terms of deliverables, it wa s
agreed th at the project should be re-focused on areas mor e likely to yield useful results. A series of
second interviews were conducted w ith a num ber of operators. The number w as not restricted: those
wh o respond ed w ere visited and the exercise considered six vessels. The interviews were aimed at
sum mar ising experience and establishing key factors relating to a num ber of in-service failures.
A pilot stud y was u nd ertaken, commen cing with BP’s Schiehallion facility. This collected d ata on
IRM systems. This was analysed in accordance with t he head ings taken from th e original invitation to
tend er document . The da ta was then comp ared and collated. Finally the results of the interviewswere discussed at length, both internally and with the Steering Group.
The study concludes that most of the failures considered would have been avoided had closer
attention been paid to foreseeable operating cond itions at the design stage. Furtherm ore, it is
optimistic, to say the least, to expect inspection and ma intenance strategies, built as they are on the
assumption of competent and comprehensive design, to detect early life warranty-type defects.
Finally we have concluded that understanding of risk-based I&M philosophies varies widely between

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 5/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 5 of 35 06 May 2003
operators. At their worst they suggest schemes that simply accept risk, rather than those that assess
and seek to mitigate or avoid risk.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 6/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 6 of 35 06 May 2003
1 Acknowledgements
The author s are grateful for the assistance of the stud y participants in p reparin g this report.
Their openness in dealing w ith matters su ch as system failures and lessons learned is very
mu ch app reciated. These included contributions from :
Amerada Hess
Bluewater
BP Exploration
Kerr McGee
Maersk Contractors
PGS
Pierce Production Company
Shell UK
Texaco
Wood Group
Our th anks are also du e to the members of the steering grou p, for their patience and for
their invaluable contributions to a sometim es-contentiou s discussion, dealing as it did w ith
some dear ly held views on all sides.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 7/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 7 of 35 06 May 2003
2 Findings
2.1 Ramform Banff
Planned mainten ance is ap plied t o Safety Critical Elemen ts (SCE’s).
The Planned Maintenan ce Routine (PMR) system is controlled by the STAR plann ed
maint enance and m anagem ent system. Those PMR’s relating to the SCE’s take into account
the PFEER and DCR verification in add ition to Class/ IMO requirem ents. The initial PMR’s
have been m odified with operating experience to ensu re all written scheme of verification
(WSV’s) items are dealt with. The WSV’s now specifically refer to the related PMR’s.
The structur al inspection schem e is based on t he outcom e of a d etailed r isk assessment.
2.1.1 Repairs during 2000/2001 refit in Hamburg:-1. Bilge keels ad ded to alleviate the excessive rolling of the vessel du ring h eavy sw ells.
Operat ing experience since has show n a mar ked imp rovem ent in roll characteristics
although the heave characteristics remain largely unchanged.
2. Substantial strengthening of process pallet main deck foundations and supports. This
work w as und ertaken in response to a structural motion study th at showed accelerations
and forces attribu table to the vessel movem ent to be in excess of the original design
limits.
3. Substan tial reworking and strength ening of flare structure following fatigue failure of
surround ing structure.
4. Strength ening of KO Drum , HP, MP and Test Separa tors with stiffening rings to imp rovefatigue life in resp onse to v essel motions in excess of those initially pred icted.
5. Extensive strengthening w ork on barriers and bu mp ers. With a congested d eck, the risk
of collision by swinging loads w as high and this had n ot been adequately add ressed in
the original design.
6. New air lock door mechanisms fitted to port side emergency escape tunnel to ensure
positive pr essure m aintained. Temporary r efuge outer doors p lanned for refurbishment
to maintain integrity. Original mar ine HVAC system was found not to be suitable for
offshore opera tions.
7. Repairs and modification to main turbine fuel management system. The situation
previously w as that, following p rocess shutd own s, the chang e over from fuel gas todiesel often resulted in p ower ou tages. The change over system is now op erational and
pow er availability has been significantly imp roved .
8. Gradual adjustment of the process instrumentation has improved d own time d ue to
vessel movement s. The bilge keels have also helped in this respect.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 8/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 8 of 35 06 May 2003
2.2 Captain
The PMR is risk/ corrosion based and t he original concept did consid er FMEA and RCM
theories. How ever, so far as could b e seen, it appears to concentrate more on corrosion
aspects. Initial frequ ency for the stru ctural items is 5 years w ith annu al examina tions for a
significant prop ortion of compon ents. How ever, wh en examin ed in detail, the situation is
not as first app ears. In general, the 5 yearly inspections are general examinations, wh ile in a
nu mber of cases, close visual examination is not requ ired u ntil 10 years have elapsed .
Results and comm ents are fed back into the system to either mod ify the examination or to
put r emedial work into the planning for shut dow ns etc.
Maintenance sheets are prod uced to detail the work to be und ertaken. These are well
detailed as to what is required and how it is to be carried out.
Responsibility is clearly laid out in d eciding wh at is to be done. The overall imp ression is of
a risk-based program with a simple functional appr oach.
2.2.1 Repairs
All of the repa irs listed below r elate to design issues, with a possible contribu tion of
workm anship to item 5.
1. Turret – this d esign has no swivel, relying on a system of hydrau lically operated grip pers
instead. These have all been renew ed within 3 years. The turning system is deemed to be
over-stressed and n ot fit for pur pose and is to be replaced by a locally designed and
manu factured package.
2. The hoses in the current system r each their minimum bend rad ius in use. This has
resulted in several failur es.
3. Produ ction Separa tors – Internal grids collapsed , requiring comp lete renew al. This wa s
attributed to wave motions within th e separators caused by the FPSO’s motion in heavy
seas.
4. Sea Chests – the vessel has 11 sea chests, all of which were originally fitted w ith Stainless
Steel grids. This arran gemen t led to severe build up of crustaceans and consequent
blockage: stainless steel pro vides an u nu sually condu cive environment for m arine life.
The sea valves were also not su itable for the p rolonged life expectancy in an offshore
unit. The grids w ere renewed in carbon steel and th e butterfly valves were replaced w ith
conventional shipsid e globe valves.
5. Hu ll – various areas of paint coating have failed. At this stage it is unclear wheth er the
root cause is system selection or q uality of app lication.
2.3 Curlew
The PMRs are risk based an d tak es account of FMEA and RCM. The initial period icity was
based on five yearly class requiremen ts. The plann ed main tenance strategy utilises
MAXIMO.
Maintenan ce Routine Sheets detail the plant or equ ipm ent description and each relates to a
par ticular WSE & SCE, with cross-references to associated p rocedur es and docu ment ation.
The sheets detail the equipm ent covered, the reference procedur es, the precautions specific

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 9/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 9 of 35 06 May 2003
to the task to be under taken, wh at is to be done and how it is to be do ne. PMRs typ ically
have a hierarchy w hich varies from w eekly checks up t o 2 / 4 / 5 yearly interventions.
Defects are tracked via corrective maintenan ce work ord ers, detailing prop osals for d ealing
with defects and subsequent follow up activities.
2.3.1 Repairs
1. Water Ballast Tank Frames.
Fatigue cracking in low er flume op enings w as detected a fter 2-3 years of operation as
FPSO. (There was no evidence of this failure noted in 13 years as a trading tan ker) The
cracks have been drilled & groun d. Rope-access teams imp lemented m odifications.
These have been successful and are now su bject to annu al monitoring.
2. Caissons
The unit experienced extensive noble corrosion of seawater & firewater caissons in the
water ballast tanks, caused by titanium su bmersible pum p bod y / caisson coating
breakdow n. Repairs by mean s of by external plugs and r e-coating were partially
successful. In the w orst case (SW caisson) repairs w ere effected by re-coating & by
grouting a larger annu lar sleeve. This rep air was unsu ccessful. The cement leaked into
and blocked base of caisson to a d epth of 1-2m.
3. Steering Gear
The unit suffered severe damage to the steering gear due to wave slam on the rud der. At
the time the steering gear w as hydrau lically locked a nd the slam torque on the
rudd erstock caused a rup ture and consequent damage du e to unr estrained m ovement.
Since then p erman ent mechanical locks have been installed to restrain the rud der.
2.4 MacCulloch
The PMR is risk based and takes accoun t of FMEA and RCM studies w hich were intend ed
to refine and focus mainten ance activities. The initial period icity was based on five yearlyclass requirem ents (specifically the IMO requ irement). The results of initial inspections
have been fed back into the system w ith the result that repairs have been required and th e
frequency of inspections increased as p art of the repair scenario. In 1999, the RCM studies
and FMEA stud ies were revisited to includ e later OREDA statistics with a view to red ucing
maint enance workload & consequen t backlog. Maximo provid es the CMMS.
Maintenan ce Routine Sheets detail the plant or equ ipm ent description and each relates to a
par ticular WSE & SCE, with cross-references to associated p rocedur es and d ocum entation.
The sheets detail the equipm ent covered, the reference procedur es, the precautions specific
to the task to be under taken, wh at is to be done and how it is to be don e. PMRs typ ically
have a hierarchy w hich varies from w eekly checks up t o 2 / 4 / 5 yearly interventions.
Defects are tracked via corrective maintenan ce work ord ers, detailing prop osals for d ealing
with d efects and su bsequen t follow up activities. The planned m aintenan ce strategy utilises
MAXIMO.
Maintenance histories are group ed by system tag nu mbers allowing defect trends to be
highlighted.
2.4.1 Repairs
1. Water Ballast Tank Frames
Fatigue cracking in lower flum e openings after 2-3 years of operation as FPSO. (No

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 10/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 10 of 35 06 May 2003
evidence of this failure noted in 13 years as a trading tan ker) Cracks drilled & groun d.
Modification using rop e access only partially successful. Curr ent plan is to mod ify again,
using a d esign recommend ed by th e Tanker Co-operative Forum .
2.5 Schiehallion PMRs are risk based and take account of FMEA and RCM. Initial period icity was based on
five yearly class requirem ents (specifically the IMO requ irement). The results of initial
inspections have been fed back into the system w ith the result that rep airs have been
required and the frequency of inspections increased as part of the repair scenario.
Schiehallion uses EnGard e as the CMMS.
Maintenan ce Routine Sheets detail the plant or equ ipm ent description and each relates to a
par ticular WSE & SCE, with cross-references to associated p rocedur es and d ocum entation.
The sheets are split into two p arts.
Part A d etails pr ecautions specific to the task to be un dertak en, part B details what is to be
don e and how it is to be done. It also instructs as to wh om is responsible for repair method
or pr oposals for dealing with d efects and su bsequen t follow u p activities. This is furth er set
out in th e Operation s Safety Case referring to Defect Managem ent Strategy.
2.5.1 Repairs
1. Bow Damage
Heavy w eather dam age to vessels bow plating and internals. Plating variously indented
between stiffeners with various intern al brackets spru ng. Repaired on location usin g
heavier section bulb bar a nd larger softer brackets and strict welding control.
Tears in w ay of inner d eck faired and re-welded .
2. Cargo Oil Tank Defects
Defects foun d in nos. 2 & 3 starboard cargo tanks in w ay of transverse bulkh ead low er
support brackets. These are being mon itored, evaluated and repaired using ad ditionalbrackets and new insert plates as required. The add itional steelwork is subject to high
level of NDE and strict w elding control. Particular em pha sis was given to both
strengthen and soften repair areas.
3. Water Ballast Tank s
An ongoing series of cracking and cross mem ber buckling has been found in th e water
ballast tanks. These are currently being assessed and a repair strategy formu lated such
that the d efects can be repa ired on location whilst maintaining p rod uction. This will
involve calculating oil and w ater levels in ad jacent tanks so as not to stress the bulkh eads
more tha n is necessary. The design of the repairs remains ongo ing meant ime. The tanks
are currently being m onitored month ly.
2.6 Triton The initial PMR’s have been revised d urin g the last 12 months to ensur e all those items
required by the Written Schemes of Verification are includ ed. Triton uses Maximo as its
CMMS.
2.6.1 Repairs and Modifications
1. Add itional green water p rotection has been add ed to p rotect the p rocess equipment
pallets aft of the forecastle. Further p rotection is plann ed to prot ect the knock out d rum s
on the forward port side. Aluminium was chosen as the construction material in ord er to

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 11/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 11 of 35 06 May 2003
facilitate installation ou twith the working ra dius of th e installation’s main cran es. This
design was stud ied to ensure that there is not an u nacceptable incendive spark risk.
2. Jib extensions to the m ain cranes are being plann ed. The radiu s of operation leaves
several “dead” areas, which can significantly increase mainten ance/ change out times.
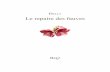
B a l l a s t P i p e w o r k
B a l l a s t T a n k s
B a l l a s t P u m p s
B a l l a s t C o n t r o l S y s t e m s
O i l S t o r a g e S y s t e m P i p e w o r k
O i l S t o r a g e S y s t e m T a n k s
O i l S t o r a g e S y s t e m P u m p s
O i l S t o r a g e S y s t e m C o n t r o l S
y s t e m s
H u l l T a n k s & A b o v e W a t e r
H u l l E x t e r n a l
H u l l I n t e r n a l
C a i s s o n s
D e c k s t r u c t u r e s P a l l e t s
D e c k s t r u c t u r e s W a l k w a y s
D e c k s t r u c t u r e s D e c k P l a t i n g
T a n k V e n t i n g S y s t e m P i p e w o
r k
P / V V a l v e s
S e a l s
C r a n e s
T h r u s t e r s
S w i v e l s & D r a g C h a i n s
Banff
Captain
Curlew
MacCulloch
Schiehallion
Triton
Table 1 Spread of failures/defects on selected FPSOs

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 12/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 12 of 35 06 May 2003
3 Discussion and Conclusions
3.1 General Conclusions
3.1.1 Age of Installations and the Influence of Inspection & Maintenance
The UKCS FPSO fleet is relatively youn g. An imp ortant conclusion of the stud y therefore
was th at most of the failures discussed occur red in th e early operating year s, before any
inspection plan could have detected signs of deterioration and before any maintenance plan
could realistically be expected to an ticipat e the failur e. Despite all attempts to establish a
linkage, inspection and maint enance did not featu re large in the history of failures. Design
and construction how ever was a d ominant factor in the overw helming majority.
This is not to say that I&M have n ot a crucial role to play in detecting an d r ectifying
incipient failure. The safety of systems and equ ipm ent throu ghou t the operational life of
the installation will depend ever more on the maintenance and inspection function beingsuitable and well implemen ted. How ever I&M strategies tend to be based on an
assum ption of comp etent design and constru ction. It shou ld therefore come as little
surp rise that, with th e exception of baseline inspections, they have a p oor record in
detecting the consequences of inadequate design and careless workmanship.
3.1.2 Design
If inspection and m aintenan ce cannot pr event early life failures, what p art can design and
construction play? Almost all of the significant, and expensive, failures can be attributed to
one or the other. The table below shows some examp les.
Damage Cause
x Bow d amage Inadequate structural design and inadequate consideration of environmental loadings
x Caisson Dam age Material Selection
x Flare Damage Inadequate structural design and inadequate consideration of
environmental loadings
x Tank d efects Inadequ ate consider ation of environm ental loadings. Errors in
design process
Unsatisfactory constru ction techniqu es
Site specific loadings not anticipated in d esign pro cess (this is
perh aps the exception to the above rule since the loadings had
been consid ered competent ly. The outcome was something of an
unforeseen event.)
x Breakdown of
Coating Systems
Poor app lication and poor selection
x Rudder & steering
gear dam age
Inadequate consideration of operating and environmental
conditions
x Swivel dam age Developing technology
Table 2 Design & Construct ion as Contr ibu tory Factors in Fa i lu res

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 13/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 13 of 35 06 May 2003
3.1.3 Conversions
The fact that two converted vessels required structu ral mod ifications in service would
indicate that the structural loading spectrum encountered in FPSO service departed to a
significant degree from that experienced during relatively long periods as trading tankers.
This how ever should have been foreseen. It is acknow ledged that , being perman ently
stationed offshore, the FPSO suffers a more onerous fatigue spectrum . For this reason,
conventional adv ice is to improv e local detail design at the conversion stage, thereby
enhancing fatigue performance.
While all conversions un dergo r epairs in the course of conversion, man y have ha d little or
no fatigue enhancement carried out.
3.1.4 New-build
Service experience show s little to choose betw een the overall per formance of pu rpose-built
FPSOs and th ose developed from speculative new-build h ulls. In the case of the hull, both
new and old vessels have experienced structural failures that would indicate that site-
specific environm ental loadings are in excess of those predicted by either the d esign or thehull strengthening report.
Operators have long been advised to apply site-specific environmental loadings during the
design p rocess. This is difficult, but not imp ossible, in the case of speculative built hulls;
however, it was not imp lemented for at least one of the pu rpose built hulls.
Accepting t hat in r eal life there are no defect-free structu res, it’s nevertheless considered
likely tha t conscientious app lication of site specific environmental loadings w ill serve to
prod uce more robust and r esponsive designs.
3.1.5 Classification
Of the six vessels considered in detail, all were constructed u nd er surv ey by a classification
society w ith one being removed from class at the time of delivery. It may be w orthenqu iring as to the r elevance of class for FPSOs.
It’s often stated th at classification is a minimu m stand ard for ship d esign. That vessels built
to class rules suffer structura l failure does not in itself und ermine the su itability of the rules.
Where vessels are intended for particular services, additional requirements may be adopted
by, though not imp osed up on, the owner. Vessels intend ed for operation in ice can for
instance opt for one of three increasingly onerous Ice Classes. Similarly, some tank er
own ers have voluntarily adop ted ES (enhanced scantling) descriptive notations, indicating
that m aterial scantlings are in excess of rule requiremen ts. It is un clear to what extent FPSO
operator s elect to imp ose standar ds high er than th e basic level.
It’s also worth no ting that th e principal comp laint about classification requ iremen ts is that
they are too onerou s on operat ing FPSOs, not too lenient.
3.1.5.1 Trends in Classification
Ship Classification is circum scribed by ad ditional requ irements, par ticularly those of the
International Maritim e Organisation, IMO and of the Interna tional Association of
Classification Societies (IACS). Both or ganisations rep resent v ery broad interests, includ ing
owners, operators, managers, and u nderw riters.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 14/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 14 of 35 06 May 2003
It is worth n oting ther efore that IACS and IMO requ irement s in respect of hull strength
have grown more onerous over the p ast few years, e.g.
1. While some FPSO operat ors pu rsue relatively bold inspection strategies with ever-
lengthening interv als, ow ners of classed tankers are now requir ed to carry out adetailed assessmen t of the longitudin al strength of their vessels after ten years.
2. Bulk carriers are now requ ired to consider fore-end impr ovemen ts to protect from
green wat er. Like FPSOs, and unlike most tank ers, bulk carriers have deck-mou nted
equipment th at is subject to d amage by green w ater.
3. Data is available1 to indicate that NE Atlantic maximum wave heights have increased
by as much as 1.5 m over the past 20 years. Protection & Indem nity2 clubs report
increased occurr ence of weather dam age to vessels. FPSO operators ad opt novel and
somewhat u ntried bow and hull designs, and suffer damage. There is a growing gap
developing between shipping practice and that of FPSO operators.
Classification rules are continu ally being rev ised and developed in the face of increasedtechnical challenges and y et there is a comm on comp laint that th ey are too inflexible for
operator s. There is some discussion that th at Class is an inad equate stand ard for FPSOs, yet
the won der is that op erators find it is so difficult to achieve the stand ard s required by class,
never mind exceeding them . Class rules certainly require to be upgrad ed but no matter
wh ich classification society is involved , they do app ear to provid e an oppor tun ity for
consistency and for p ooling experience.
3.1.6 Risk-based Maintenance
The imp ression w as gathered du ring the study th at risk based m aintenance was seen as an
opportu nity to redu ce the amoun t of maintenance needed and w ith minimal effort. This is
an inherently unsafe assumption.
3.1.6.1 Elements of a Risk-based Strategy
In order to have a pr oper risk-based system; certain elements are requ ired, includ ing:
xA system mod el, line list, asset invent ory, design/ construction dat a, etc.
xA failure analysis, strength and fatigue assessment, FMEA, etc.
xA mean s of ranking th e highest risk items,
xA Maintenance Scheme focused on t he highest risks AND the related failure mod es,
xA compreh ensive method for Event Iden tification.
Many risk-based strategies take a very optimistic app roach to the amou nt of effort required
to carry out the above requiremen ts. It is therefore common to find that the und erlying
assessments pr ovide insu fficient d etail as to the types of defects and the m eans of detectingand mitigating failures.
3.1.6.2 If not Risk-based, what?
Practice is divid ed betw een Risk-based and Rule-based. A difficulty of the former is that the
outp ut is sensitive to the risk assessment values and th ese values can be quite subjective. A
1 Cotton, Challoner & others, (1999). JERICHO, Joint Evaluation of Remote Sensing Information for Coastal and Harbour
Organisations, BNSC Earth Observation LINK Project, Final Report, Southampton Oceanography Centre.2 North of England P & I Club, November 2001

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 15/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 15 of 35 06 May 2003
prob lem with th e latter app roach is that Rule-based str ategies are, by definition, inflexible.
An interm ediate strategy m ay offer an effective way forwar d.
x Initial examination and respon se to developm ents can be largely driven by generic
recommen dat ions, pooling experience and learn ing from a large fleet and bringing inrelevant p ractice from outsid e areas, e.g. tankers, foreign FPSOs, etc.
x Subsequent tactics shou ld be driven m ore directly by vessel–specific experience.
x Modelling and analysis should be aimed at identifying a rational, though n ot
necessarily a risk basis for examination and maint enance. The form er is achievable, the
latter not always so.
3.2 Ballast Systems, (Pipework, Tanks, Pumps and Control Systems)
3.2.1 Pipework
Based on the d ata gath ered, over 80% of operators u se a nom inal 5-year risk-based
inspection cycle and ut ilise both non-destr uctive and visu al examinat ion over this period.
The remaind er use risk-based techniques to extend insp ection interva ls, in some cases to
seven years.
3.2.2 Tanks
Over 80% of operators use a 5 year cycle to program their insp ection and maint enance
rout ines, using close visual insp ections - generally involving rop e access - backed u p w ith
ultrason ic thickness m easurem ent and surface crack d etection in sp ecific areas. Tank coating
and an odes are examin ed generally for percentage deterioration. How ever over 16% of
vessels are on a 7-year risk-based cycle. From this, it could be inferred that som e of the
tanks would not be inspected u ntil the end of this period. While this long interval might be
justified as par t of an overall str at egy, it offers no assu rance as to th e effect on individ ual
tanks of any d eterioration attribut able to constru ction defects or to unforeseen p rocess
effects. It’s wort h bearing in m ind th at process conditions on some FPSOs are quite
dyn amic, wh ile the corrosion models often lag far behind . There is therefore the dan ger that
neither inspection nor m aintenan ce will intercept a deterioration pr ocess in good time.
3.2.2.1 General Visual Examination (GVE) and Close Visual Inspection (CVI)
The type of inspection adop ted by m ost respond ents is Close Visual Insp ection (CVI) and
not Genera l Visual Examination (GVE). This assertion is at variance with th e experience of
the auth ors. CVI is defined as a visual examin ation carried out within arm s reach or the
distance at w hich a person wou ld read a newsp aper or book, illum inated as necessary by
torch or other light sour ce. GVE is defined as a visual examination of a space as a whole
and at a distance. While GVE will perm it overall estimation of coating failure and buckling
of large mem bers, it cannot be exp ected to reveal crack like defects.
There appear to be a number of interpretations of CVI in use among respondents, many of
them vagu e. This distinction is imp ortant since both techniques have their advant ages.
Consider coatings and their imp ortance, especially in water ballast spaces. Traditionally,
vessel scantlings includ ed a mar gin that allowed for u ncertainties and pr ovided an effective
corrosion allowan ce at the design stage. This is seldom th e case now. Vessel designs are
now highly optimised and generally use the minimu m scantlings that the various class
societies state in their rules. Und er these circumstan ces, the coatings are now vital to the

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 16/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 16 of 35 06 May 2003
integrity of the steelwork. GVE will often provid e adequ ate assurance of the overall
condition of coatings. By comp arison, tearing of brackets and necking of stiffeners can be
highly localised and w ill not be so appar ent. If these defects are to be located and assessed,
CVI will be requ ired.
3.2.3 Pumps
The current practice on pumps is split evenly between a 5-year planned maintenance and
inspection cycle and continu ous condition mo nitoring (CM), using vibration-m easuring
equipment.
CM usually comprises visual examinations with performance monitoring and vibration
mon itoring of one type or another. While benchmar king for vibration monitoring may be
mor e difficult on converted tankers, service experience indicates that a satisfactory d egree of
adv ance warning of failure can be achieved. There were no reported sud den failures of
systems m onitored in this way.
The other general practice entails routine mainten ance, dealing w ith time-based
deterioration of the equipment.
3.2.4 Control Systems
Again a 50/ 50 split between a 5-year cycle and continu ous monitor ing. Ongoing system
and component test routines app ear to be the norm and there was little to distinguish
between the chosen methods other than the degree of diligence applied to their
implementation.
3.3 Oil Storage System
3.3.1 Pipework
The report ind icated similar use of 5 and 7-year cycles for planned maint enance and similar
use of non-destructive examinations as for ballast systems. There were no repor ted cases of serious failures. General practice involves routine monitoring, intended to ensu re early
detection of deterioration. 50% of operators use rad iograph y to supp lement visual and
ultrason ic examin ations of this pipew ork, reflecting the higher level of risk perceived for
these systems.
3.3.2 Tanks
Over 65% of operators use a 5 year cycle with th e remaind er divided between 3, 7 and 10
years. Insp ection meth ods ar e broadly similar to ballast tank inspections with u ltrasonic
gauging of plates and examination of coatings and anode wastage.
Initial examination p eriods of up to 10 years are viewed w ith some degree of appr ehension
by the auth ors and for tw o reasons. First, if tanks are not inspected fully within th e first 3 to
5 years of service, no base line can be established. Second, a strategy th at d elays inspection
of a particular tank for ten years im plies a degree of accuracy in the p rediction of the
behaviou r of the stru cture, coatings, anodes, and att achment s not otherw ise justified by
experience.
The strategy for examining cargo tanks w as quite similar to that adop ted for ballast tanks.
This appear s strange because, while both hav e similar criticality in terms of hull girder
strength , they often have very different susceptibilities to corrosion and they d iffer
dr amatically in respect of the ease, expense, and imp lications of internal examinations.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 17/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 17 of 35 06 May 2003
Ballast tanks can generally be accessed w ith min imal disru ption w hile entry into cargo
tanks entails major disrup tion to, even suspension of, prod uction operations. One might
expect different app roaches, recognising different threats.
3.3.2.1 Slop Tanks
Slop tanks tend to suffer accelerated d eterioration and therefore wou ld be expected to
receive a greater level of inspections than cargo tan ks. This deterioration is largely
attributable to the relatively high op erating temperatures, the p resence of hot produ ced
wat er and low oxygen levels, resulting in instances of anaerobic sulphid e redu cing bacteria
(SRB). There were several known , and some susp ected, instances of damage includ ing
blistering and breakdow n of coating and rapid w astage of steel. These problem s were
exacerbated in the case of FPSO conversions w here, in som e cases, the slop tanks r eceived
insufficient attention during the conversion to prepare them for a duty cycle more onerous
than th at experienced by the same tanks in conventional tanker service.
Coating systems vary from simple coal tar epoxy to high-grade two p art systems. It was not
certain from the stud y w hether the pr edominant factor in d etermining the su ccess of the
coating system was the choice of coating or the stand ard o f application. Anecdotal evidenceindicates that norm al shipyard stand ards of preparation and application will not ensure
adequ ate lifetime perform ance in such a prod uction-critical and structur ally critical area.
Slop tanks are generally difficult to isolate and t o enter. This has driven some oper ators to
emp loy external means of examination, utilising thickness measurem ent at accessible
boun dar ies in order to interp ret the condition of the inaccessible boun d aries, i.e.
measurement through th e forward cargo tank bulkhead and through the after pum p room
bulkhead, particularly at t he bottom.
There was a certain resignation at th e instances of failur e in slop tanks. The failure
mechanism is well understood and the cure reasonably simple, however maintenance teams
are ham pered by poor initial design, first in failing to ameliorate the operating conditions
and second in pr oviding inad equate facilities for isolation and rep air of the tank. The knock on effect on prod uction of entering slop tanks for either surv ey or repair is noted a s a major
prob lem for maintenance staff.
Cargo Oil tanks are u sually par tially coated w ith a full coating specified for the bottom 3m
and top 3m.
3.3.3 Pump & Control Systems
The system emp loyed is similar to that used on the ballast system.
3.4 Hull
External inspections of the hull, wind and water areas, sea chests and the turret vary among
the operator s. 30% operate a 2½-year cycle, wh ich equa tes to the man dator y InternationalMaritime Org anisations (IMO) requirem ent for In-Water Surv ey twice in 5 years. 30%
inspect on an annu al basis. The remaind er were a little unclear as to what th ey actua lly do.
All operators u se similar inspection techniques, external examinations via an ROV, coating
and anod e inspections, close visual exam ination. The primar y difference is in the frequency
at wh ich these activities take place. All operators inspect turrets at least annu ally, with th e
extent of examination largely govern ed by m atters of ROV access. Impr essed Cur rent
Protection, where fitted, is usually monitored continuously.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 18/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 18 of 35 06 May 2003
3.4.1 Steering Gear, Thrusters
It was surprising to find that thruster motors and steering gear should have featured in the
failur e records: both systems being practically redu nd ant on all but on e of the vessels
considered. With maintenance and inspection bud gets und er constant pressure, it is
disappointing to have to commit resources to managing systems with little or no
operational function.
Hyd rau lic locking of steering gear is never ad visable. While the relief valves will permit the
rud der to give un der w ave loading, there is then no means of recovering position. The next
wav e can then force the tiller against its stops and can cause severe da mage, even
amou nting to total failure of the steering gear. After the Amoco Cadiz disaster in the 1970s,
mechanical stops were required in ord er to restrain the rud der in t he event of hydraulic
failur e. Given the physical size of steering gears and the conditions und er which these stops
might be called u pon, these mechanical stops have prov ided far m ore psychological than
ph ysical security. It is difficult to conceive of a situation wh ere it wou ld be feasible to install
these d evices in the event of failure.
Much is mad e of the contention th at rud ders experience greater forces in FPSO service than
in tanker service. This ignores the fact that the rud der failures encountered h ave been as a
result of single episod es, rath er than cum ulative effects. Such instances of steering gear
overload are an unnerving, but not entirely unusual, occurrence on ships; however they
rarely result in d amag e to the steering gear since the system s designed to yield to the forces
and then to recover.
The situation regard ing thru sters appears equivocal. Some vessels have no provision, some
have provision, but h ave not fitted them , and some vessels have them fitted but are u nable
to maintain position by using thrusters alone. Two instances w ere discussed in the course
of the study: one where a sw ivel bearing failed and one w here it was required to examine
the spid er at close range. In both cases, a tu g was chartered t o maintain th e vessel on
station. Over the ran ge of vessels considered, it is questionable wh ether the comp lication or
expense of installing or ma intaining th ruster s is justified.
3.5 Caissons
Not a ll vessels have caissons: of those that h ave, two u se a 5-year insp ection cycle and one 4
years. Insp ections are close visual, supp lemented by ultrasonic and ROV insp ections. One
operator has a program me to m onitor coatings and anodes.
The only reported failure w as du e to a high p otential difference between a p um p bod y and
the caisson material. This shou ld have been anticipated at the design stage when selecting
the materials to be used.
3.6 Deck Structures, Pallets, walkways, and upper deck plating
Inspection cycles vary with 33% of operators using a 5-year cycle, 33% a 1-year cycle and33% using a 2 ½ to 3-year cycle. Visual examin ations and coating inspections are th e norm al
inspection method s. All operators check the up per d eck thickness with u ltrasonic, but th e
frequency varies as above.
Where cracking has been found , it has generally been attributed to inadequ ate design or
installation. Although repa irs are normally relatively minor in scale, they can be difficult to
achieve with the u nit in prod uction.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 19/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 19 of 35 06 May 2003
3.7 Tank Venting System, Pipework, PV Valves and Seals
Inspection cycles are evenly split between 5 & 3 years. Close visual insp ections an d
ultrasonic would appear to be the primary inspection methods. UT is used to check pipe
thickness in man y, but by no means all cases. One operato r has a test progr amm e for
pressure testing pipework and valves.
Maintenance of seals and Pressure/ Vacuu m (P/ V) Valves appears to be well addressed in
all cases. Op erational lessons app ear to have been learned from an incident of tank
buckling some years ago.
3.8 Cranes
Cranes rep resent a significant safety risk and are complex, involving significant m echanical,
structu ral, and control and safety aspects. The mainten ance and insp ection arrangem ents
wer e however found to be the most compr ehensive and consistent. The use of a small
nu mber of specialist prov iders ap pears to be a critical factor. Systems, records, incident
report s, lessons learned, etc., all appear to be man aged comp etently.
The mainten ance criteria include comp liance with the requ irements of LOLER, SI
1998/ 2307, and variou s classification requiremen ts. All operators carry out rocking tests
and grease analysis of slew rings as a ma tter of routine.
3.9 Thrusters
Three operator s use a 5-year cycle; one uses a 2-½ year cycle and th e remainder an ann ual
cycle. In some cases, fun ction tests are carried ou t weekly and oil analysis completed w here
facilities perm it.
Vibration monitoring equ ipm ent is installed in some instances and ROV inspections carried
out on others. Their location and relative inaccessibility norm ally preclud es intru sive work.
Most operators have plans in place to deal with sud den breakdown or failure, using tugs
where n ecessary. Two operators reported instances of thruster motor failure d ue to thrustbearing failure. Being inactive for long p eriods, these motor s are subject to brinelling
effects. In one case the coverage of vibration monitor ing wa s increased to includ e these
motors after the event.
3.10 Swivels and Drag-Chains
The inspection of swivels and dr ag chains falls into two m ain categories. Three operator s
opt for annu al visual examinations, with ROVs for und erwa ter sections. Two have a 3-year
cycle and one op erator h as a 5-year cycle.
At least one operator h as had t o renew a set of swivel seals due to ingr ess of salt and gr it
par ticles. The exercise involved fitting a more robu st system, implying that th e original
design may not h ave been equal to the service requirement.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 20/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 20 of 35 06 May 2003
4 Recommended Practice
4.1 Ballast Systems
4.1.1 Pipework
If comp leted to a compr ehensive maint enance plan, the 5-year cycle wou ld be an acceptable
strategy toward ensuring early d etection of wastage and assurance that the systems remain
effective.
4.1.2 Ballast Tanks
Best practice would appear to be to understand the threats to the integrity of the tank
structu re and th e predictive response of the structure, then to tailor the inspection strategy
to these threats. The extent of the analysis should b e sufficient to iden tify and ran k critical
highly stressed areas of the stru cture as w ell as fatigue sensitive locations. The followingare recomm ended:
a. Carry ou t a full GVE of all tanks within the first 5 years to prov ide a baseline for the
vessel in terms of design and build qu ality
b. Ensure comp lete coating of ballast tank intern als: pr eferably light coloured or w hite.
This will provide a high contrast background and allow rapid detection of coating
breakd own , incipient cracking, and blistering.
c. Ensure tha t edd y curren t detection is available as a first-line assessment t ool. If there is
no eddy current indication, there is seldom need for further investigation.
d . Ensure tanks are comp letely stripp ed prior to entry. This w ill speed examina tion of tank bottoms, particularly in w ay of bell mouths and mouse h oles.
e. Provide good lighting, either installed or portable. This is seldom a considera tion on
tankers since the time element w hen carrying ou t surv eys is not so critical, whereas th e
defermen t cost of FPSO tank entry is particularly high. Bear in mind t hat air-driven
lanterns can be difficult to manoeuv re with ease and more inventive lighting solutions
should be considered.
With the above m easures, it will generally be possible to carry ou t a compreh ensive
examination and to have a high d egree of confidence in the results, in terms of buckling,
tearing, cracking, coating damage and anode wastage.
Thereafter examin ation intervals can be adjusted to tak e accou nt of the tank conditions.
4.1.3 Ballast Pumps
On the basis of the results of this stud y, either m ethod could be viewed as good p ractice,
best practice being very mu ch a matter of choice for individ ual operator s. Where CM
equipment is fitted however, it would be worthwhile re-visiting the scope of equipment
covered by the system.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 21/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 21 of 35 06 May 2003
4.1.4 Ballast Controls
Observe testing and insp ection routines rigorously and r ectify defects at the comp onent
level, before they escalate to system d eterioration.
4.2 Cargo Systems
4.2.1 Pipework
If comp leted to a compr ehensive maint enance plan, the 5-year cycle wou ld be an acceptable
strategy toward ensuring early d etection of wastage and providing assurance that the
systems rem ain effective. In add ition an annu al external examination of the deck lines
should be carried out to detect breakdown of coating systems.
4.2.2 Cargo Tanks
Best practice would be first of all to und erstand the criticality of cargo tan ks, both in term s
of the associated safety risks and of the all-up cost of intervention, i.e. isolation, defermen t
manp ower, preparation and reinstatement. The inspection and m aintenance strategy
should acknowledge these risks and costs.
The following are recommended:
a. The inspection strategy should be founded on und erstanding the threats to the integrity
of the tank structur e and on predicting the response of the structur e. The inspection
plan shou ld then be tailored to these threats. The extent of the analysis should be
sufficient to ident ify and ra nk critical areas of stress in the structu re as well as fatigue
sensitive locations.
b. Provide a flexible and comp rehensive mean s of isolating, inerting, and ventilating
individ ual tanks. Traditional tanker p ractice will generally be insufficient for this
pu rpose since FPSOs suffer from different time and resour ce constraints in examining
tanks. It should be possible, at the least, to isolate two ad jacent tanks withou t having toshut down production.
f. Carry ou t a full assessment of all tanks w ithin the first 5 years to pr ovide a baseline for
the vessel in terms of design and build qu ality. This shou ld include visual examination
to an app ropr iate extent to establish actual conditions at each frame interval along the
cargo area. There may be a case for inferring the condition of a port tank from th e
starboard and vice versa.
g. Where possible, use high contrast coating on tank bottom and r oof. This will allow
rapid detection of coating breakd own , incipient cracking and blistering.
h. Ensure tha t edd y curren t detection is available as a first-line assessment t ool.
i. Ensure tanks are comp letely stripp ed prior to entry. This w ill speed examina tion of
tank bottoms, particularly in w ay of bellmouth s and mouse holes.
j. Ensure that tan ks are clean prior to entry. This can best be achieved by retaining,
mainta ining and operating tank-cleaning systems. This pra ctice has the add itional
adv antage of preven ting the bu ild-up of slud ge, with the associated risk of SRB attack.
k. Provide good portable lighting. Tank entry dur ation can be shorten ed consider ably by
this simp le measure.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 22/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 22 of 35 06 May 2003
With the above m easures, it will generally be possible to carry ou t a compreh ensive
examination and to have a high d egree of confidence in the results, in terms of buckling,
tearing, cracking, coating damage and anode wastage.
Thereafter examin ation intervals can be adjusted to tak e accou nt of the tank conditions.
4.2.3 Pumps, Controls
Recomm ended practice is similar to that emp loyed on Ballast systems.
4.3 Hull
Best pr actice is considered a 2½-year ROV insp ection, measurin g hull potential. Op erators
should h ave a m eans of cleaning sea chests grids and should retain blanking arrangements
for sea valve main tenance. Consideration shou ld be given to removing items durin g
conversion wh ich are un likely to be used – rud ders, prop ellers etc.
4.3.1 Steering Gear
Unless there are convincing operational reasons to retain, rudders should be removed if
possible. If they are retained, best practice will be to keep steering motor s runnin g. The
design of the steering gear allows for the effect of wave slam and will permit th e rud der to
both give und er wave loading and to recover after imp act.
4.4 Caissons
A pr ogram of thickness determ ination, using variations on riser inspection tools, can
prov ide early detection of wastage. Wastage rates can how ever be except ionally high and
the cost of intervention m eans that a materials review w ould be recomm ended, taking
app ropr iate action in respect of material change out insu lation, shielding or other
preventive measures.
4.5 Deck Structures, Pallets, walkways, and upper deck plating GVE is usually adequ ate, with su pp lementary U ltrasonic Testing (UT) of main d eck plating.
4.6 Tank Venting System, Pipework, PV Valves and Seals
Conventional techniques for examin ing and mainta ining these systems app ear adequ ate. It
is importan t how ever to continue to stress the criticality of these systems in relation to hu ll
strength , fire and explosion.
4.7 Cranes
Total Vendor Maintenan ce progr ams are recomm ended . Service experience here und erlines
the benefits of emp loying experts with th e associated critical mass in investm ent in
technology and training.
4.8 Swivels, Drag-Chains
While swivel seal and bearing failures have been encoun tered, th ere was little informa tion
available from wh ich to draw generic lessons. As both systems may be considered to be
based on p roprietary designs, manufacturer advice would appear to constitute best pr actice
at present.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 23/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 23 of 35 06 May 2003
Given the sever e consequences of seal failure, it is recomm end ed th at th e criticality of seal
monitoring and protection systems — header tan ks, pressurisation system s, etc. — be
reviewed.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 24/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 24 of 35 06 May 2003
This table considers
six vessels. The
percentage figures
relate to the number of vessels, not the
number of
owners/operators
The table above gives an ind ication of the ra nge of generic techniqu es
app lied to IRM on FPSOs. The conclusion is that, while there are
some ou tlying cases, opera tors are relatively consistent in their
pra ctices. The table also indicates that general practice remain s
relatively conservative d espite the app arent nov elty of some risk-
based strategies. This wou ld app ear to leave ample scope for
development and improvement.
A v e r a g e I n s p e c t i o n I n t e r v a l ( m o n t h s
G e n e r a l E x a m i n a t i o n
G e n e r a l V i s u a l
C l o s e V i s u a l
U l t r a s o n i c E x a m i n a t i o n
R a d i o g r a p h y
M P I
R O V E x a m i n a t i o n
C o a t i n g E x a m i n a t i o n
A n o d e I n s p e c t i o n
V i b r M o n i t o r i n g
S y s t e m T e s t
R o c k i n g T e s t
G r e a s e A n a l y s i s
System Component
60
GRP 48 67 %
Cunifer 48 17 %
Carbon Steel 54 100% 83% 33% 17%
Tanks WB Tanks 54 17% 83% 100% 83% 100% 100% 17%
WB Tanks 120 17 %
Forepeak 54 17% 83% 100% 83% 100% 100% 17%
Forepeak 12 0 17 %
Afterpeak 54 17% 83% 100% 83% 100% 100% 17%
Afterpeak 120 17 %
Pumps 25 100% 100%
Control Systems 34 100% 100%
Pipework Carbon Steel 54 100% 83% 50%Cargo Tanks 53 17% 83% 83% 83% 100%
Cargo Tanks 12 0 17 %
Slops Tanks 43 17% 83% 83% 83% 100%
Slops Tanks 120 17 %
Pumps 25 83% 83%
Control Systems 27 100% 100%
Ta nk s & Ab ov e Wat er Con ti nu ous Sur ve y Hul l 72
Subsea 30
External Sea Chests 33 83% 83% 100% 100% 100%
Internal Sea Chests 45
Turret 27 100% 83% 1 00% 50%
Cathodic Protection 30 83% 83%
Wind & Water Area 25 100% 17% 100%
Caissons 52 33% 33% 33% 17% 33% 17%
Pallets 33 100% 83% 17%
Walkways 33 100% 17%
Deck Plating 38 100% 100% 17%
Tank Venting System 19
Pipework 50 100% 83% 83%
P/V Valves 34 100% 17%
Seals 26 100% 17%42 100% 33% 33%
Grease Sampling 3 100%
Rocking Test 6 100%
Thrusters 33 67% 83% 17% 1 7% 33% 17%
21 67 %
Swivels - Leak recuperation 1 33% 33% 33%
Swivels - Instrumentation 54 33% 33%
Swivel Stack (mechanical) 60 33% 33%
Chains / stoppers / anchors 33 33% 3 3% 33%
Pipework
Tanks
External
Cranes
Ballast Water System
Swivels & Drag Chains
Oil Storage System
Hull
Deck structures
Table 3 Application of Maintenance and Inspection Techniques on FPSOs

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 25/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 25 of 35 06 May 2003
5 Suppliers and Repairers
App end ix A contains a list of IRM pr oviders. The list is not extensive but it serves to
illustra te a rang e of service organisations w ith d irect experience of in-service repair to
FPSOs.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 26/35
FPSO Inspection Repair & Maintenance
R20821-5_UKOOA Page 26 of 35 06 May 2003
Appendix A – List of Repairers

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 27/35
List of Repair Organisations
StudyintoBestPractice
lasWinch&oistServicesKnockl eeBiggarLanarkshire+44(0)1899221577 +44(0)1899221515 BalmoralBalmoral ParkLoirstonAberdeenAB123Y+44(0)1224859059 +44(0)1224859059 G.JWortelrjBV POBox5003NL-3008Rotterda+3110429222+311042964 LloydsBel AnchorHousDumballsRCardiffCF105TX+44(0)2920231296 +44(0)2920342719 VlaardingenAnchor&i POBox473130AAVlaardingenTheNetherls+31(0)10434CranesOffshore CranEngineeringtBurnsideDriveFarburn IndustEstate,DyceAberdeenAB210HW
+44 (0)1224797300 +44(0)1224797301SparrowsOffshoreServices Ltd
DenmoreRoadBridge ofDonAberdeenAB238JW+44 (0)1224704868
Pipework & GeneralEngineering3 PlusEngineeringtBadentoyRoa,BadentoyParkPortlethenAberdeenAB124YA+44 (0)1224782211 +44(0)1224782266
ABB OffshoreSystems LtdHareness RoaAltensAberdeenAB123LE+44 (0)1224872211 +44(0)1224894840
Aberdeen Val& FittingCotUnit1,StoneywParkStoneywoodRoAberdeenAB217DZ+44 (0)1224722468 +44(0)1224723009
Agra (PrecisioEngineering)Ltd 15Ure StreetDundeeDD1 5JD +44 (0)1382229333 +44(0)1382226918AirPower&Hydraulics Lt15WattRoadHillingtonEstate+44 (0)141 8104511 +44(0)141 382

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 28/35
List of Repair Organisations
Glasgow G52 4PQ
AJT EngineeringLtd
Craigshaw Crescent West TullosIndustrial Estate Aberdeen AB12 3TB
+44 (0) 1224871791
+44 (0) 1224890251
Alfa Laval Ltd.,Oilfield Division
6 Wellheads Road Farburn IndustrialEstate Aberdeen AB21 7HG
+44 (0) 1224424300
+44 (0) 1224725213
CaledonianPetroleumServices Ltd
Unit 4 Howe MossAvenue
Kirkhill IndustrialEstate
Dyce
Aberdeen
AB21 0GP
+44 (0) 1224725345
+44 (0) 1224725406
Grayloc Hydropark Tern Place,
Denmore Road Aberdeen AB23 8JX
+44 (0) 1224222790 +44 (0) 1224222780
Hydra Tight Ltd Howe MossCrescent Kirkhill IndustrialEstate Aberdeen AB21 0GN
+44 (0) 1224770739
+44 (0) 1224724175
Mach-TenOffshore Ltd
Pitmedden Road Dyce Aberdeen AB21 0DP
+44 (0) 1224773565
+44 (0) 1224773568
Micron EagleHydraulics Ltd
Blackburn IndustrialEstate Kinellar Aberdeen AB21 0RK
+44 (0) 1224790970
+44 (0) 1224790970
S&D FabricationsLtd
Greenbank Crescent East Tullos Aberdeen AB12 3BG
+44 (0) 1224895564
+44 (0) 1224899065
SchoolhillHydraulicEngineering CoLtd
3 Greenbank Place East Tullos Aberdeen AB12 3RJ
+44 (0) 1224871086
+44 (0) 1224897135
TransmarkValves Ltd
Anglian Lane Bury St Edmunds Suffolk IP32 6SR
+44 (0) 1284701206
+44 (0) 1284705596
WhittakerEngineering
Hindwells Stonehaven Kincardineshire AB39 3UT
+44 (0) 1569762018
+44 (0) 1569766701

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 29/35

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 30/35
List of Repair Organisations
LE11 1HJ
DeebridgeElectricalEngineers Ltd
Craigshaw Road West Tullos IndustrialEstate,Tullos
Aberdeen AB12 3AR
+44 (0) 1224 871548 +44 (0) 1224899910
Dowding & Mills(Scotland) Ltd
Lochlands IndustrialEstate Larbert Central FK5 3NS
+44 (0) 1324 556511 +44 (0) 1324552830
KongsbergSimrad
Campus 1
Science & TechnologyPark Bridge of Don Aberdeen AB22 8GT
+44 (0) 1224 226500 +44 (0) 1224226501
StephensonMarine
Wrecclesham Farnham Surrey GU10 4JS
+44 (0) 1252 714199 +44 (0) 1252733662
Inspection/Repair General
CAN Offshore Hareness Road
Altens
Aberdeen
AB12 3LE
+44 (0) 1224 870100 +44 (0) 12224870101
Also offer riser
inspection tool
for caissons, as
well as risers
CORE TechnicalServices
Howe Moss Drive Kirkhill IndustrialEstate Dyce
Aberdeen AB21 0GL
+44 (0) 1224 771118 +44 (0) 1224771112
E M & I Marine
Ltd
Wrecclesham
Farburn Terrace Dyce Aberdeen
+44 (0) 1224 771077 +44 (0) 1224771049
Hi-Rope Unit 8 WoodlandsDrive Kirkhill IndustrialEstate Dyce Aberdeen
AB21 0GW
+44 (0) 1224 772161 +44 (0) 1224772156
TRACInternational Ltd
Unit 2 Howe MossDrive Kirkhill IndustrialEstate Dyce
Aberdeen
+44 (0) 1224 725800 +44 (0) 1224725801

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 31/35
Appendix B – Blank Questionnaire

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 32/35
FPSO Name
Age (years from New Build/Conversion) Build Conversion
Duty Holder
Owner
Operator
License Holder
Field Name
Location (Block No.)
*XLGDQFHRQ&RPSOHWLQJWKH4XHVWLRQQDLUH

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 33/35

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 34/35
Main tenance Sys temWho manages maintenance for the installation
Who manages repairs for the installation
List any significant changes to your Maintenance Strategy, if any
Note – 1 – 9 relates to the systems listed on Page 2 1 2 3 4 5 6 7 8
Did you originally use vendors/OEM’s to service the systems, i.e.
during warranty periodDo you still use vendors to service the system
If not, why not
Do you use campaign maintenance squadsWhere
Do you have Health-Care contracts in place for any of the systems
Why
Have you changed your vendor/campaign strategyWhy
Do you have a Risk-Based Inspection (RBI) Philosophy
If so, what is it based onWho manages inspection
In respect of the systems below, do thefollowing factors influence Reliability,Availability, Maintainability andOperability
a
Weather
b
VesselMotion
c
Vibration
d
Access
e
Design
f
MaterialSelection /Corrosion
g
Others(Please
Specify)
1. Thrusters
2. Hull Internal
3. Cargo & Ballast Systems
4. Tank Venting
5. Swivels, Drag Chains
6. Hull External
7. Deck Structures
8. Caissons
9. Cranes
Comments
Note The matrix above should be filled in with respect to the effect that the items in the horizontal row (a to g)
have on the items in the vertical column (1 to 9).
Availability (Total Hrs in Period – (Scheduled Downtime + Unscheduled Downtime))/ Total Hrs in Period
Reliability (Total Hrs in Period – Unscheduled Downtime)/ Total Hrs in Period
Operability The degree to which the operation of the system is influenced by the factor, e.g. weather, vibration, etc.
Maintainability The degree to which the ease of maintenance of the system is influenced by the factor, e.g. weather,
vibration, etc.

7/31/2019 OP033FPSO Repaire and Maintenance
http://slidepdf.com/reader/full/op033fpso-repaire-and-maintenance 35/35
Failure s / Repairs 1I n respec t o f sys tem fa i lu res in the areas of int erest on Page 2 above…
Identify the component that failed
What was the root cause
Safety or Environmental Incident
Lost Production
- number days lost production
High Repair Cost
What was the consequence of failure (tick more than one box if applicable)
- cost of repair
Like for likeWas a Repair/Reinstatement carried out…(provide details of the repair on separate sheet)
Re-design
Could the failure have been prevented by Maintenance or foreseen by Inspection
Peculiar to FPSOsWas the failure
Generic to Oil & Gas installations
Verification and ClassificationIn the course of the repair/reinstatement, were you aware of anyconflict between ……
Verification & North Sea Practice
Was the repair successful
Who carried out the repair
Has the failure driven a change to your Inspection or Maintenancepractice
What inspection and maintenance techniques have you adopted tomonitor / prevent the failure from recurring
Vendor/OEM
Main contractor
Specialist Contractor
Were repairs/reinstatement carried out by
Local Vendor/Non-SpecialistContractor
What recommendations did you feed back into design to eliminatethese failures
Have you an established “Lessons Learned/ Good Engineering
Practice” system to capture this informationIs this information available Internally
Is this information available Externally
Related Documents