STRENGTH THROUGH COOPERATION Offshore Products Catalogue Welding consumables and equipment range for the Middle East & Asia Pacific

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

STRENGTH THROUGH COOPERATION
Offshore Products CatalogueWelding consumables and equipment range for the Middle East & Asia Pacific
1040913_Catalogus OFFSHORE_c.indd 1 06-12-11 13:49
Understanding the challenges
ESAB is a world leader in welding and cutting solutions for offshore oil & gas construction who has been involved in the industry and its challenges from the very beginning of North Sea oil & gas exploration.
ESAB is an ideal partner for one-stop shopping, supplying a full range of consumables, equipment and automation for all standard arc welding processes, solutions for manual and automated cutting, as well as personal protection equipment for welder safety.ESAB is unique in that it is able to bring forth both European and US offshore technology and hence can provide customers the best of both worlds.
Quality, the environment and safety are three key areas of focus. ESAB is the one single welding company to have achieved ISO 14001 and OHSAS 18001 standards in Environmental, Health & Safety Management Systems across all our global manufacturing facilities.
With ESAB, you are assured of a partner who understands the challenges of offshore welding and responds with innovative welding and cutting technology.
www.esab.com
STRENGTH THROUGH COOPERATION
1040913_Catalogus OFFSHORE_c.indd 2 06-12-11 13:50
3
Contents
STRENGTH THROUGH COOPERATION
Submerged arc welding will never be the same.
ICE Beyond belief
With new Aristo 1000 AC/DC subarc inverter technology, see page 61.
DISCLAIMER
Whilst all reasonable efforts
have been made to ensure
the accuracy of the
information contained in this
handbook at the time of
going to press, ESAB gives
no warranty with regard to its
accuracy or completeness. It
is the responsibility of the
reader to check the accuracy
of the information contained
in this handbook, read
product labels and equipment
instructions and comply with
current regulations. If the
reader is in any doubt with
regard to the proper use of
any technology they should
contact the manufacturer or
obtain alternative expert
advice. ESAB accepts no
responsibility or liability for
any injury, loss or damage
incurred as a result of any
use or reliance upon the
information contained in this
handbook.
World leader in welding and cutting technology systems 4
ESAB & the offshore construction industry 7
A tradition in low hydrogen stick electrodes for the offshore industry 10
Low-hydrogen SMAW consumable selection guide for ABS grade steels 11
Low-hydrogen electrodes always guaranteed with VacPac 18
Flux cored wires for critical CTOD applications - CO2 and mixed shielding gas 20
FCAW consumable selection guide for ABS grade steels -
all positional rutile & self-shielded 21
Coreshield 8Ni1 H5 - the truly low-hydrogen, self-shielded cored wire 27
Record plate thickness weld with PZ6138 cored wire 29
CTOD tested submerged arc flux/ wire combinations for offshore fabrication 30
GMAW & GTAW consumable selection guide for ABS grade
steels & API 5L pipeline material 34
Solid and cored wires for offshore pipe laying 36
An extensive range of in-house manufactured stainless steel welding consumables 37
Stainless consumable selection by parent material 38
Overview stainless steel consumables 40
Welding equipment & automation 47
Your complete cutting solution from the same supplier 72
Personal protective equipment 74
Other relevant ESAB catalogues and handbooks 76
R&D and Central Laboratories / Welding Process Centre 78
Global manufacturing / Production facility certificates 79
Page
1040913_Catalogus OFFSHORE_c.indd 3 06-12-11 13:50
4
Welding consumables• Globallyavailable,vastrangeofhigh
productivity welding consumables covering all
applications.
• Consistenthighquality.
• Productive,environmentally-friendlypackaging
solutions.
• AwiderangeofoffshorededicatedCTOD
tested low-hydrogen consumables.
• Mostoftherangeproducedinhouse:own
development, metallurgy skills, QA.
• Productionstandardsrigorouslyprovedand
tested to meet customer requirements.
Multinational manufacturing, local
representation and an international
network of independent distributors bring
the benefits of ESAB quality and unrivalled
expertise in materials and processes within
reach of all our customers, wherever they
are located.
ESAB operates at the forefront of
welding and cutting technology. Over one
hundred years of continuous
improvement in products and processes
enables us to meet the challenges of
technological advances in every sector in
which ESAB operates.
Quality and environment standards
Quality, the environment and safety are three
key areas of focus. ESAB is one of a few
international companies to have achieved
the ISO 14001 and OHSAS 18001
standards in Environmental, Health & Safety
Management Systems across all our global
manufacturing facilities.
At ESAB, quality is an ongoing process that
is at the heart of all our production
processes and facilities worldwide.
World leader in welding and cutting technology systems
• Fullrangeofaccessoriesto
connect consumables to
machines.
• Approvedbymajorapproval
societies.
1040913_Catalogus OFFSHORE_c.indd 4 06-12-11 13:50
5
Equipment• Largevarietyofequipmentdesignedfor
demanding applications such as offshore
fabrication.
• Allarcweldingprocessesrelevanttothe
segment.
• Designedforsemi-automationand
automation. High- and low-end
mechanised semi-automation.
• Variousdegreesoffreedomtoadjust
optimum process.
• User-friendlycontrols.
• Reducedenergyconsumption.
• Smartweldingprocessessuchas
SuperPulse™.
• Smarttechnologyforconsistentquality,
long product life (durability).
Automation & robotics integration• Completeweldingsolutionsfordifferent
customer needs.
• FullrangeofprocessesfromMIG/MAG
to SAW.
• Customisedheavydutysubmergedarc
solutions.
• Reduceddowntimeinproductiondueto
smart designs.
• Fullrangeofpositioners,manipulators
and column & booms.
World leader in welding and cutting technology systems
1040913_Catalogus OFFSHORE_c.indd 5 06-12-11 13:50

6
Cutting•Cuttingmachinesfrom2
to 36m machine width.
•Filtersystems.
•Cuttingtables.
•Plasmasystemsolutions
from 1 to 120mm
cutting thickness.
•Specialisedcutting
software and easy to
operate CNC controls.
•High-dutyoxyfuelcutting
equipment.
•Toolsforautomated
weld-edge preparation.
World leader in welding and cutting technology systems
Personal protection equipment• Fullrangeofpersonal
protection equipment.
• Complyingtoand
exceeding the relevant
standards.
• Specificationsof
welding glasses fulfil
advanced optical
requirements.
• UVandIRfiltering.
1040913_Catalogus OFFSHORE_c.indd 6 06-12-11 13:50
7
ESAB & the offshore construction industry
A full range of welding products
ESAB supplies a complete range of high
quality, low-hydrogen consumables for all
arc welding processes and materials used in
the construction of offshore structures such
as jackets, topsides, jackup rigs, semi-
submersibles, Spars and FPSO’s.
Consumables are complemented by a full
range of power sources and equipment
covering shielded metal arc welding (SMAW),
gas metal arc welding (GMAW), flux-cored
arc welding (FCAW) and submerged arc
welding (SAW), including automation
equipment such as column & booms,
rotators and positioners used in offshore
fabrication, pipemills and pressure vessel
fabrication.
Offshore structures, materials and weld
demands
Offshore structures may operate in harsh
environments such as arctic waters, cyclone
areas, high waves and strong currents. The
integrity of welded joints is crucial and
selection of correct consumables, welding
processes and procedures is essential for
the safety and longevity of offshore
structures.
Following is a brief overview of common
offshore structures, looking at the ABS
steel grades and other alloys used in their
fabrication. Later in this catalogue,
consumables selection tables are given
for these grades, for each welding
process. The main types of offshore
structures fabricated globally are jackets, Jacket
World leader in welding and cutting technology systems
1040913_Catalogus OFFSHORE_c.indd 7 06-12-11 13:50
8
Jackup rigs
Jackup rigs are designed to operate in 20
-100 m water depth and can be moved to
different drilling locations. They consist of
two main fabricated components. The hull –
similar to a ships hull – is constructed from
mild steel ABS grades AH36 to DH 36 &
EH36. The second main component are the
high strength legs that are constructed of
ABS grade EQ70, ASTM A514 Grade Q and
A517 Grade F & Q high strength steel.
ESAB has a complete range of
consumables for these high strength steels,
in all welding processes, meeting CVN
impact toughness requirements at -40ºC to
-60ºC, depending on the project specifications
and the designated region the rig will
operate in.
Semi-submersibles
Semi submersibles are fully transportable
and operate in deep water of depths up to
1000 m. They are made up of a series of
main components. The lower hull is
constructed similarly to a ships hull, using
AH36 grade mild steel and depending on
the design grades DH & EH36. They form
the foundation for a number of columns and
supporting bracing. The hull and columns, in
turn, support the main operating deck and
drilling structure. Materials range from
355MPa to 460MPa yield strength,
depending on the design.
jackup rigs and semi-submersibles. As
pictured below, the different offshore
structures are designed for different water
depths and varied types of operations
such as trial drilling or full production
drilling of oil & gas.
Offshore jackets
Jackets are a permanent offshore structure
serving in water depths of up to 450 m.
They remain at the same location for their
full operational life. Typically used in their
fabrication are 355-500 MPa yield strength
materials:ABSgradesEH36toFQ51.CNV
impact toughness is in the range of -40°C to
-60°C, depending on project specifications
and final geographic location of the jacket.
There may also be CTOD requirements at
-10°C to -40°C in the as welded or stress
relieved condition.
Compliant towers
Compliant towers are a narrower type of
jacket for deeper water than a standard
offshore jacket - designed to operate in
water depths up to 700m. Materials and
requirements are very similar to those used
standard offshore jackets.
Topsides
The topside is located on top of the jacket
or compliant tower and uses many and
varied grades of steel and alloys in
construction and fabrication. Typically,
355MPa yield grades are applied for the
outer structure or framework, but the
topside also contains large volumes of
duplex stainless steels and 300 series
stainless steels for the processing
equipment and copper and nickel or copper
base materials for sea water cooling.
Consumables selection for these materials
are covered in a separate section.
Jackup rig
Semi submersible
Topside
ESAB & the offshore construction industry
1040913_Catalogus OFFSHORE_c.indd 8 06-12-11 13:50
ESAB & the offshore construction industry
9
1040913_Catalogus OFFSHORE_c.indd 9 06-12-11 13:50

A tradition in low hydrogen stick electrodes for the offshore industry
In the 80’s and 90’s FILARC SMAW
electrodes earned a strong reputation in
offshore construction for North Sea oil & gas
exploration. During this period, a range of
electrodes was developed that tackled
typical offshore challenges such as strain
aging, crack propagation and hydrogen
induced cracking and combined this with
extremely good weldability. FILARC
electrodes such as 56S, 76S and 88S are
today worldwide renowned in offshore
fabrication for their excellent capabilities in
all-positional thick plate welding.
The Atom Arc range of all-positional low-
hydrogen SMAW electrodes provide the
answer to the trend to construct ever lighter
with steels with increasing yield strength
levels. Starting at the 420 MPa level with
Atom Arc 8018, the range covers steels with
strength levels of 690 MPa and higher with
Atom Arc 12018.
ESAB low moisture absorption (LMA) electrodes, such as
OK 48.00,OK 55.00, OK 48.08 and OK 73.15, are the top when it
comes to the avoidance of hydrogen induced cracking. The LMA
properties of the coating ensure optimal resistance against moisture
re-absorption, especially when used from ESAB VacPac vacuum
packaging. The safe exposure time for LMA electrodes is 12 hours after
opening the VacPac with the foil left in place*. For detailed information
on ESAB VacPac, see pages 18 and 19.
* Valid at standard AWS test conditions of 26.7 C and 80% RH.
10
1040913_Catalogus OFFSHORE_c.indd 10 06-12-11 13:50
11
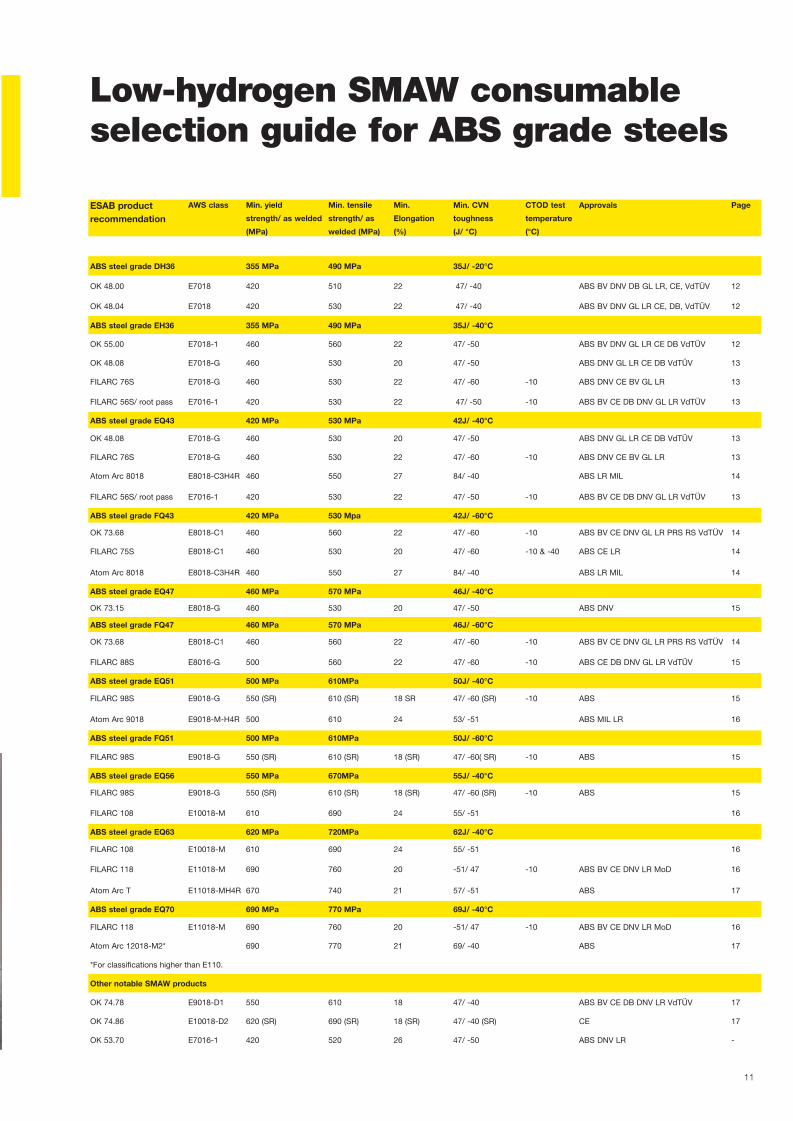
Low-hydrogen SMAW consumable selection guide for ABS grade steels
ESAB product recommendation
AWS class Min. yield
strength/ as welded
(MPa)
Min. tensile
strength/ as
welded (MPa)
Min.
Elongation
(%)
Min. CVN
toughness
(J/ °C)
CTOD test
temperature
(°C)
Approvals Page
ABS steel grade DH36 355 MPa 490 MPa 35J/ -20°C
OK 48.00 E7018 420 510 22 47/ -40 ABS BV DNV DB GL LR, CE, VdTÜV 12
OK 48.04 E7018 420 530 22 47/ -40 ABS BV DNV GL LR CE, DB, VdTÜV 12
ABS steel grade EH36 355 MPa 490 MPa 35J/ -40°C
OK 55.00 E7018-1 460 560 22 47/ -50 ABS BV DNV GL LR CE DB VdTÜV 12
OK 48.08 E7018-G 460 530 20 47/ -50 ABS DNV GL LR CE DB VdTÜV 13
FILARC 76S E7018-G 460 530 22 47/ -60 -10 ABS DNV CE BV GL LR 13
FILARC 56S/ root pass E7016-1 420 530 22 47/ -50 -10 ABS BV CE DB DNV GL LR VdTÜV 13
ABS steel grade EQ43 420 MPa 530 MPa 42J/ -40°C
OK 48.08 E7018-G 460 530 20 47/ -50 ABS DNV GL LR CE DB VdTÜV 13
FILARC 76S E7018-G 460 530 22 47/ -60 -10 ABS DNV CE BV GL LR 13
Atom Arc 8018 E8018-C3H4R 460 550 27 84/ -40 ABS LR MIL 14
FILARC 56S/ root pass E7016-1 420 530 22 47/ -50 -10 ABS BV CE DB DNV GL LR VdTÜV 13
ABS steel grade FQ43 420 MPa 530 Mpa 42J/ -60°C
OK 73.68 E8018-C1 460 560 22 47/ -60 -10 ABS BV CE DNV GL LR PRS RS VdTÜV 14
FILARC 75S E8018-C1 460 530 20 47/ -60 -10 & -40 ABS CE LR 14
Atom Arc 8018 E8018-C3H4R 460 550 27 84/ -40 ABS LR MIL 14
ABS steel grade EQ47 460 MPa 570 MPa 46J/ -40°C
OK 73.15 E8018-G 460 530 20 47/ -50 ABS DNV 15
ABS steel grade FQ47 460 MPa 570 MPa 46J/ -60°C
OK 73.68 E8018-C1 460 560 22 47/ -60 -10 ABS BV CE DNV GL LR PRS RS VdTÜV 14
FILARC 88S E8016-G 500 560 22 47/ -60 -10 ABS CE DB DNV GL LR VdTÜV 15
ABS steel grade EQ51 500 MPa 610MPa 50J/ -40°C
FILARC 98S E9018-G 550 (SR) 610 (SR) 18 SR 47/ -60 (SR) -10 ABS 15
Atom Arc 9018 E9018-M-H4R 500 610 24 53/ -51 ABS MIL LR 16
ABS steel grade FQ51 500 MPa 610MPa 50J/ -60°C
FILARC 98S E9018-G 550 (SR) 610 (SR) 18 (SR) 47/ -60( SR) -10 ABS 15
ABS steel grade EQ56 550 MPa 670MPa 55J/ -40°C
FILARC 98S E9018-G 550 (SR) 610 (SR) 18 (SR) 47/ -60 (SR) -10 ABS 15
FILARC 108 E10018-M 610 690 24 55/ -51 16
ABS steel grade EQ63 620 MPa 720MPa 62J/ -40°C
FILARC 108 E10018-M 610 690 24 55/ -51 16
FILARC 118 E11018-M 690 760 20 -51/ 47 -10 ABS BV CE DNV LR MoD 16
Atom Arc T E11018-MH4R 670 740 21 57/ -51 ABS 17
ABS steel grade EQ70 690 MPa 770 MPa 69J/ -40°C
FILARC 118 E11018-M 690 760 20 -51/ 47 -10 ABS BV CE DNV LR MoD 16
Atom Arc 12018-M2* 690 770 21 69/ -40 ABS 17
*For classifications higher than E110.
Other notable SMAW products
OK 74.78 E9018-D1 550 610 18 47/ -40 ABS BV CE DB DNV LR VdTÜV 17
OK 74.86 E10018-D2 620 (SR) 690 (SR) 18 (SR) 47/ -40 (SR) CE 17
OK 53.70 E7016-1 420 520 26 47/ -50 ABS DNV LR -
1040913_Catalogus OFFSHORE_c.indd 11 06-12-11 13:50
12
Low-hydrogen stick electrodes for critical offshore welding applications
12
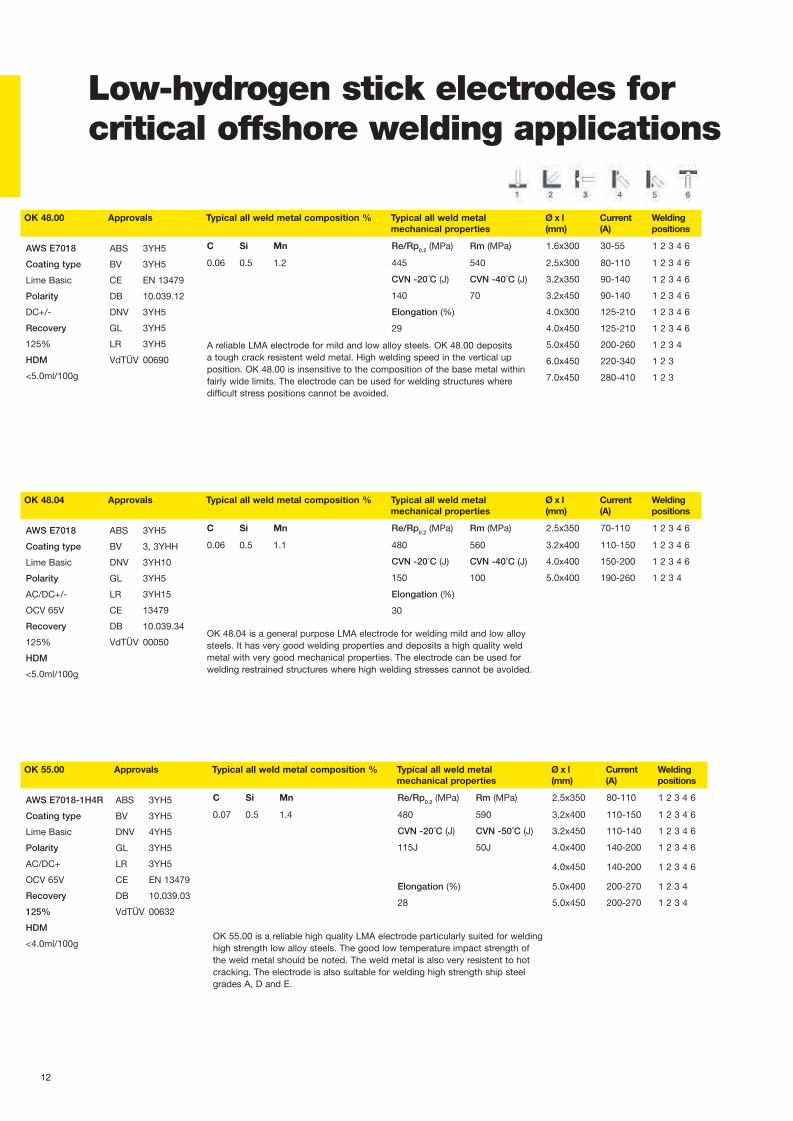
OK 48.00 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E7018
Coating type
Lime Basic
Polarity
DC+/-
Recovery
125%
HDM
<5.0ml/100g
ABS 3YH5
BV 3YH5
CE EN 13479
DB 10.039.12
DNV 3YH5
GL 3YH5
LR 3YH5
VdTÜV 00690
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 1.6x300 30-55 1 2 3 4 6
0.06 0.5 1.2 445 540 2.5x300 80-110 1 2 3 4 6
CVN -20˚C (J) CVN -40˚C (J) 3.2x350 90-140 1 2 3 4 6
140 70 3.2x450 90-140 1 2 3 4 6
Elongation (%) 4.0x300 125-210 1 2 3 4 6
29 4.0x450 125-210 1 2 3 4 6
A reliable LMA electrode for mild and low alloy steels. OK 48.00 deposits a tough crack resistent weld metal. High welding speed in the vertical up position. OK 48.00 is insensitive to the composition of the base metal within fairly wide limits. The electrode can be used for welding structures where difficult stress positions cannot be avoided.
5.0x450 200-260 1 2 3 4
6.0x450 220-340 1 2 3
7.0x450 280-410 1 2 3
OK 48.04 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E7018
Coating type
Lime Basic
Polarity
AC/DC+/-
OCV 65V
Recovery
125%
HDM
<5.0ml/100g
ABS 3YH5
BV 3, 3YHH
DNV 3YH10
GL 3YH5
LR 3YH15
CE 13479
DB 10.039.34
VdTÜV 00050
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 70-110 1 2 3 4 6
0.06 0.5 1.1 480 560 3.2x400 110-150 1 2 3 4 6
CVN -20˚C (J) CVN -40˚C (J) 4.0x400 150-200 1 2 3 4 6
150 100 5.0x400 190-260 1 2 3 4
Elongation (%)
30
OK 48.04 is a general purpose LMA electrode for welding mild and low alloy steels. It has very good welding properties and deposits a high quality weld metal with very good mechanical properties. The electrode can be used for welding restrained structures where high welding stresses cannot be avoided.
OK 55.00 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E7018-1H4R
Coating type
Lime Basic
Polarity
AC/DC+
OCV 65V
Recovery
125%
HDM
<4.0ml/100g
ABS 3YH5
BV 3YH5
DNV 4YH5
GL 3YH5
LR 3YH5
CE EN 13479
DB 10.039.03
VdTÜV 00632
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 80-110 1 2 3 4 6
0.07 0.5 1.4 480 590 3.2x400 110-150 1 2 3 4 6
CVN -20˚C (J) CVN -50˚C (J) 3.2x450 110-140 1 2 3 4 6
115J 50J 4.0x400 140-200 1 2 3 4 6
4.0x450 140-200 1 2 3 4 6
Elongation (%) 5.0x400 200-270 1 2 3 4
28 5.0x450 200-270 1 2 3 4
OK 55.00 is a reliable high quality LMA electrode particularly suited for welding high strength low alloy steels. The good low temperature impact strength of the weld metal should be noted. The weld metal is also very resistent to hot cracking. The electrode is also suitable for welding high strength ship steel grades A, D and E.
1040913_Catalogus OFFSHORE_c.indd 12 06-12-11 13:50
13
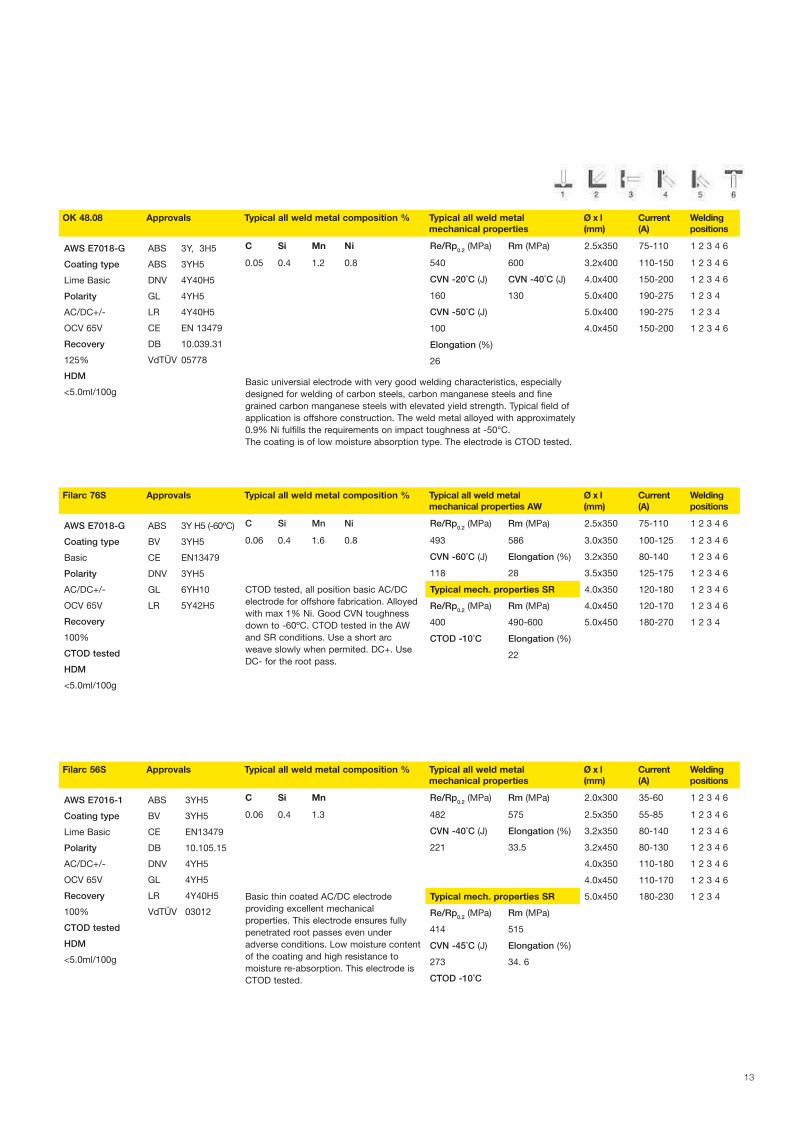
OK 48.08 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E7018-G
Coating type
Lime Basic
Polarity
AC/DC+/-
OCV 65V
Recovery
125%
HDM
<5.0ml/100g
ABS 3Y, 3H5
ABS 3YH5
DNV 4Y40H5
GL 4YH5
LR 4Y40H5
CE EN 13479
DB 10.039.31
VdTÜV 05778
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 75-110 1 2 3 4 6
0.05 0.4 1.2 0.8 540 600 3.2x400 110-150 1 2 3 4 6
CVN -20˚C (J) CVN -40˚C (J) 4.0x400 150-200 1 2 3 4 6
160 130 5.0x400 190-275 1 2 3 4
CVN -50˚C (J) 5.0x400 190-275 1 2 3 4
100 4.0x450 150-200 1 2 3 4 6
Elongation (%)
26
Basic universial electrode with very good welding characteristics, especially designed for welding of carbon steels, carbon manganese steels and fine grained carbon manganese steels with elevated yield strength. Typical field of application is offshore construction. The weld metal alloyed with approximately 0.9% Ni fulfills the requirements on impact toughness at -50°C.The coating is of low moisture absorption type. The electrode is CTOD tested.
Filarc 56S Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E7016-1
Coating type
Lime Basic
Polarity
AC/DC+/-
OCV 65V
Recovery
100%
CTOD tested
HDM
<5.0ml/100g
ABS 3YH5
BV 3YH5
CE EN13479
DB 10.105.15
DNV 4YH5
GL 4YH5
LR 4Y40H5
VdTÜV 03012
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 2.0x300 35-60 1 2 3 4 6
0.06 0.4 1.3 482 575 2.5x350 55-85 1 2 3 4 6
CVN -40˚C (J) Elongation (%) 3.2x350 80-140 1 2 3 4 6
221 33.5 3.2x450 80-130 1 2 3 4 6
4.0x350 110-180 1 2 3 4 6
4.0x450 110-170 1 2 3 4 6
Basic thin coated AC/DC electrode providing excellent mechanical properties. This electrode ensures fully penetrated root passes even under adverse conditions. Low moisture content of the coating and high resistance to moisture re-absorption. This electrode is CTOD tested.
Typical mech. properties SR 5.0x450 180-230 1 2 3 4
Re/Rp0.2 (MPa) Rm (MPa)
414 515
CVN -45˚C (J) Elongation (%)
273 34. 6
CTOD -10˚C
Filarc 76S Approvals Typical all weld metal composition % Typical all weld metal mechanical properties AW
Ø x l(mm)
Current(A)
Welding positions
AWS E7018-G
Coating type
Basic
Polarity
AC/DC+/-
OCV 65V
Recovery
100%
CTOD tested
HDM
<5.0ml/100g
ABS 3Y H5 (-60ºC)
BV 3YH5
CE EN13479
DNV 3YH5
GL 6YH10
LR 5Y42H5
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 75-110 1 2 3 4 6
0.06 0.4 1.6 0.8 493 586 3.0x350 100-125 1 2 3 4 6
CVN -60˚C (J) Elongation (%) 3.2x350 80-140 1 2 3 4 6
118 28 3.5x350 125-175 1 2 3 4 6
CTOD tested, all position basic AC/DC electrode for offshore fabrication. Alloyed with max 1% Ni. Good CVN toughness down to -60ºC. CTOD tested in the AW and SR conditions. Use a short arcweave slowly when permited. DC+. Use DC- for the root pass.
Typical mech. properties SR 4.0x350 120-180 1 2 3 4 6
Re/Rp0.2 (MPa) Rm (MPa) 4.0x450 120-170 1 2 3 4 6
400 490-600 5.0x450 180-270 1 2 3 4
CTOD -10˚C Elongation (%)
22
1040913_Catalogus OFFSHORE_c.indd 13 06-12-11 13:50
14
Low-hydrogen stick electrodes for critical offshore welding applications
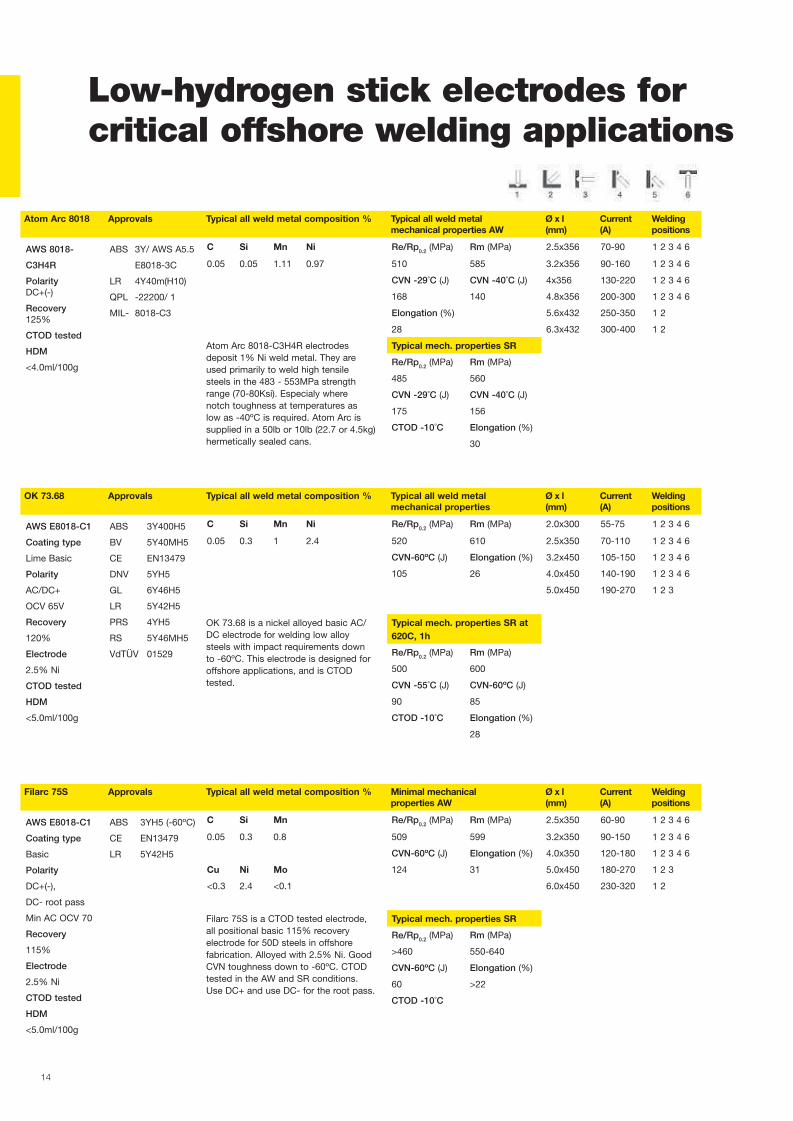
Atom Arc 8018 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties AW
Ø x l(mm)
Current(A)
Welding positions
AWS 8018-
C3H4R
PolarityDC+(-)
Recovery125%
CTOD tested
HDM
<4.0ml/100g
ABS 3Y/ AWS A5.5
E8018-3C
LR 4Y40m(H10)
QPL -22200/ 1
MIL- 8018-C3
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x356 70-90 1 2 3 4 6
0.05 0.05 1.11 0.97 510 585 3.2x356 90-160 1 2 3 4 6
CVN -29˚C (J) CVN -40˚C (J) 4x356 130-220 1 2 3 4 6
168 140 4.8x356 200-300 1 2 3 4 6
Elongation (%) 5.6x432 250-350 1 2
28 6.3x432 300-400 1 2
Atom Arc 8018-C3H4R electrodes deposit 1% Ni weld metal. They are used primarily to weld high tensile steels in the 483 - 553MPa strength range (70-80Ksi). Especialy where notch toughness at temperatures as low as -40ºC is required. Atom Arc is supplied in a 50lb or 10lb (22.7 or 4.5kg) hermetically sealed cans.
Typical mech. properties SR
Re/Rp0.2 (MPa) Rm (MPa)
485 560
CVN -29˚C (J) CVN -40˚C (J)
175 156
CTOD -10˚C Elongation (%)
30
OK 73.68 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E8018-C1
Coating type
Lime Basic
Polarity
AC/DC+
OCV 65V
Recovery
120%
Electrode
2.5% Ni
CTOD tested
HDM
<5.0ml/100g
ABS 3Y400H5
BV 5Y40MH5
CE EN13479
DNV 5YH5
GL 6Y46H5
LR 5Y42H5
PRS 4YH5
RS 5Y46MH5
VdTÜV 01529
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.0x300 55-75 1 2 3 4 6
0.05 0.3 1 2.4 520 610 2.5x350 70-110 1 2 3 4 6
CVN-60ºC (J) Elongation (%) 3.2x450 105-150 1 2 3 4 6
105 26 4.0x450 140-190 1 2 3 4 6
5.0x450 190-270 1 2 3
OK 73.68 is a nickel alloyed basic AC/DC electrode for welding low alloy steels with impact requirements down to -60ºC. This electrode is designed foroffshore applications, and is CTOD tested.
Typical mech. properties SR at 620C, 1h
Re/Rp0.2 (MPa) Rm (MPa)
500 600
CVN -55˚C (J) CVN-60ºC (J)
90 85
CTOD -10˚C Elongation (%)
28
Filarc 75S Approvals Typical all weld metal composition % Minimal mechanical properties AW
Ø x l(mm)
Current(A)
Welding positions
AWS E8018-C1
Coating type
Basic
Polarity
DC+(-),
DC- root pass
Min AC OCV 70
Recovery
115%
Electrode
2.5% Ni
CTOD tested
HDM
<5.0ml/100g
ABS 3YH5 (-60ºC)
CE EN13479
LR 5Y42H5
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 60-90 1 2 3 4 6
0.05 0.3 0.8 509 599 3.2x350 90-150 1 2 3 4 6
CVN-60ºC (J) Elongation (%) 4.0x350 120-180 1 2 3 4 6
Cu Ni Mo 124 31 5.0x450 180-270 1 2 3
<0.3 2.4 <0.1 6.0x450 230-320 1 2
Filarc 75S is a CTOD tested electrode, all positional basic 115% recoveryelectrode for 50D steels in offshore fabrication. Alloyed with 2.5% Ni. GoodCVN toughness down to -60ºC. CTOD tested in the AW and SR conditions.Use DC+ and use DC- for the root pass.
Typical mech. properties SR
Re/Rp0.2 (MPa) Rm (MPa)
>460 550-640
CVN-60ºC (J) Elongation (%)
60 >22
CTOD -10˚C
1040913_Catalogus OFFSHORE_c.indd 14 06-12-11 13:50
15
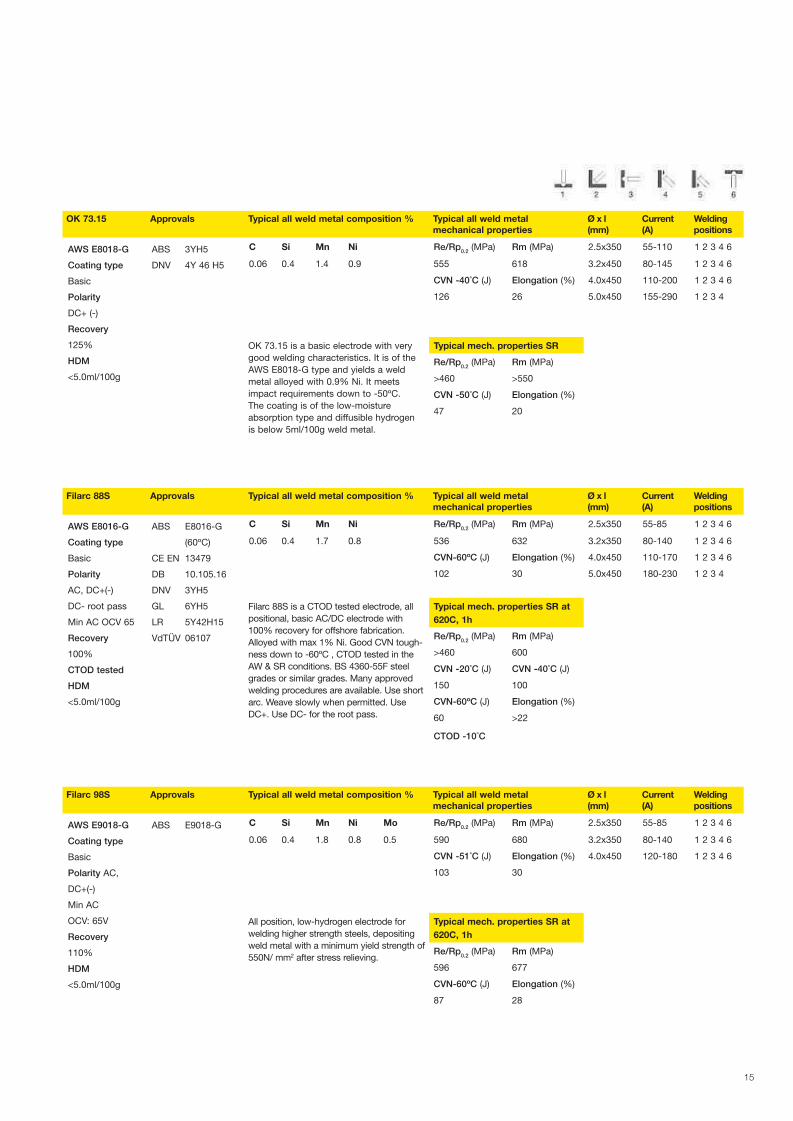
OK 73.15 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E8018-G
Coating type
Basic
Polarity
DC+ (-)
Recovery
125%
HDM
<5.0ml/100g
ABS 3YH5
DNV 4Y 46 H5
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 55-110 1 2 3 4 6
0.06 0.4 1.4 0.9 555 618 3.2x450 80-145 1 2 3 4 6
CVN -40˚C (J) Elongation (%) 4.0x450 110-200 1 2 3 4 6
126 26 5.0x450 155-290 1 2 3 4
OK 73.15 is a basic electrode with very good welding characteristics. It is of the AWS E8018-G type and yields a weld metal alloyed with 0.9% Ni. It meets impact requirements down to -50ºC. The coating is of the low-moisture absorption type and diffusible hydrogen is below 5ml/100g weld metal.
Typical mech. properties SR
Re/Rp0.2 (MPa) Rm (MPa)
>460 >550
CVN -50˚C (J) Elongation (%)
47 20
Filarc 88S Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E8016-G
Coating type
Basic
Polarity
AC, DC+(-)
DC- root pass
Min AC OCV 65
Recovery
100%
CTOD tested
HDM
<5.0ml/100g
ABS E8016-G
(60ºC)
CE EN 13479
DB 10.105.16
DNV 3YH5
GL 6YH5
LR 5Y42H15
VdTÜV 06107
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 55-85 1 2 3 4 6
0.06 0.4 1.7 0.8 536 632 3.2x350 80-140 1 2 3 4 6
CVN-60ºC (J) Elongation (%) 4.0x450 110-170 1 2 3 4 6
102 30 5.0x450 180-230 1 2 3 4
Filarc 88S is a CTOD tested electrode, all positional, basic AC/DC electrode with 100% recovery for offshore fabrication. Alloyed with max 1% Ni. Good CVN tough-ness down to -60ºC , CTOD tested in the AW & SR conditions. BS 4360-55F steel grades or similar grades. Many approved welding procedures are available. Use short arc. Weave slowly when permitted. Use DC+. Use DC- for the root pass.
Typical mech. properties SR at 620C, 1h
Re/Rp0.2 (MPa) Rm (MPa)
>460 600
CVN -20˚C (J) CVN -40˚C (J)
150 100
CVN-60ºC (J) Elongation (%)
60 >22
CTOD -10˚C
Filarc 98S Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E9018-G
Coating type
Basic
Polarity AC,
DC+(-)
Min AC
OCV: 65V
Recovery
110%
HDM
<5.0ml/100g
ABS E9018-G C Si Mn Ni Mo Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 55-85 1 2 3 4 6
0.06 0.4 1.8 0.8 0.5 590 680 3.2x350 80-140 1 2 3 4 6
CVN -51˚C (J) Elongation (%) 4.0x450 120-180 1 2 3 4 6
103 30
All position, low-hydrogen electrode for welding higher strength steels, depositing weld metal with a minimum yield strength of 550N/ mm2 after stress relieving.
Typical mech. properties SR at 620C, 1h
Re/Rp0.2 (MPa) Rm (MPa)
596 677
CVN-60ºC (J) Elongation (%)
87 28
1040913_Catalogus OFFSHORE_c.indd 15 06-12-11 13:50
16
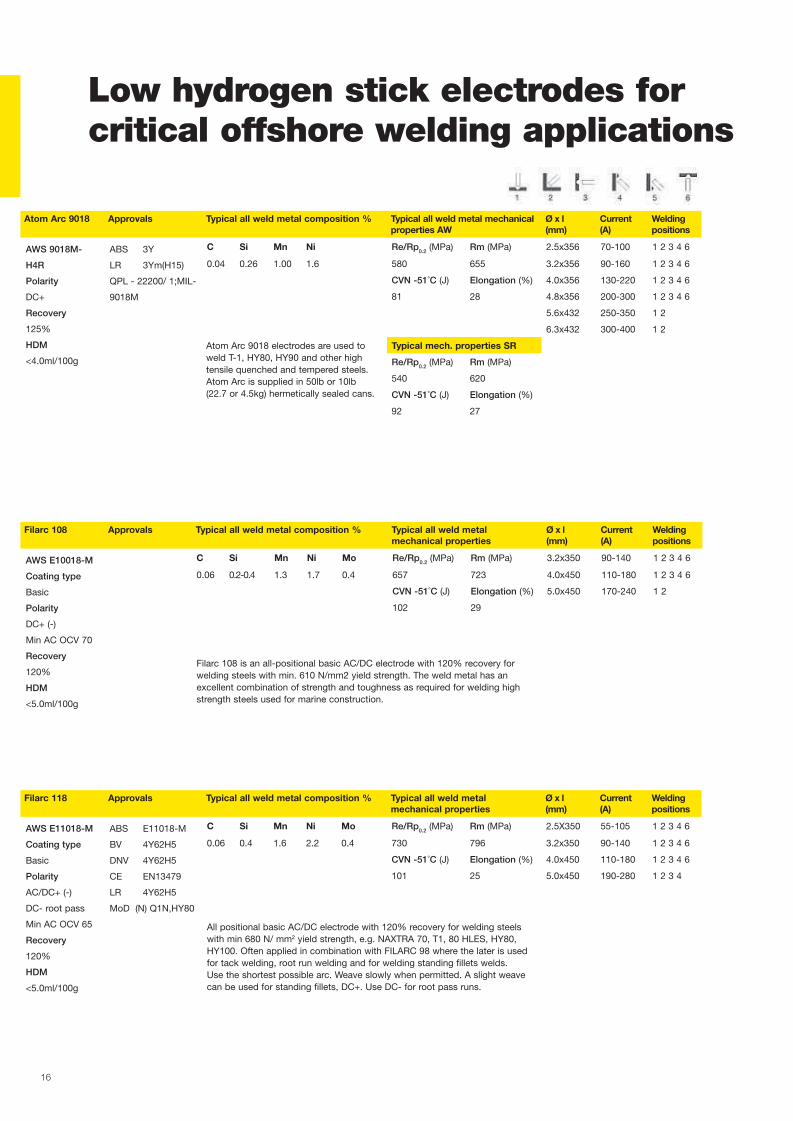
Low hydrogen stick electrodes for critical offshore welding applications
Atom Arc 9018 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties AW
Ø x l(mm)
Current(A)
Welding positions
AWS 9018M-
H4R
Polarity
DC+
Recovery
125%
HDM
<4.0ml/100g
ABS 3Y
LR 3Ym(H15)
QPL - 22200/ 1;MIL-
9018M
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x356 70-100 1 2 3 4 6
0.04 0.26 1.00 1.6 580 655 3.2x356 90-160 1 2 3 4 6
CVN -51˚C (J) Elongation (%) 4.0x356 130-220 1 2 3 4 6
81 28 4.8x356 200-300 1 2 3 4 6
5.6x432 250-350 1 2
6.3x432 300-400 1 2
Atom Arc 9018 electrodes are used to weld T-1, HY80, HY90 and other high tensile quenched and tempered steels.Atom Arc is supplied in 50lb or 10lb (22.7 or 4.5kg) hermetically sealed cans.
Typical mech. properties SR
Re/Rp0.2 (MPa) Rm (MPa)
540 620
CVN -51˚C (J) Elongation (%)
92 27
Filarc 108 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E10018-M
Coating type
Basic
Polarity
DC+ (-)
Min AC OCV 70
Recovery
120%
HDM
<5.0ml/100g
C Si Mn Ni Mo Re/Rp0.2 (MPa) Rm (MPa) 3.2x350 90-140 1 2 3 4 6
0.06 0.2-0.4 1.3 1.7 0.4 657 723 4.0x450 110-180 1 2 3 4 6
CVN -51˚C (J) Elongation (%) 5.0x450 170-240 1 2
102 29
Filarc 108 is an all-positional basic AC/DC electrode with 120% recovery for welding steels with min. 610 N/mm2 yield strength. The weld metal has an excellent combination of strength and toughness as required for welding high strength steels used for marine construction.
Filarc 118 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E11018-M
Coating type
Basic
Polarity
AC/DC+ (-)
DC- root pass
Min AC OCV 65
Recovery
120%
HDM
<5.0ml/100g
ABS E11018-M
BV 4Y62H5
DNV 4Y62H5
CE EN13479
LR 4Y62H5
MoD (N) Q1N,HY80
C Si Mn Ni Mo Re/Rp0.2 (MPa) Rm (MPa) 2.5X350 55-105 1 2 3 4 6
0.06 0.4 1.6 2.2 0.4 730 796 3.2x350 90-140 1 2 3 4 6
CVN -51˚C (J) Elongation (%) 4.0x450 110-180 1 2 3 4 6
101 25 5.0x450 190-280 1 2 3 4
All positional basic AC/DC electrode with 120% recovery for welding steels with min 680 N/ mm2 yield strength, e.g. NAXTRA 70, T1, 80 HLES, HY80, HY100. Often applied in combination with FILARC 98 where the later is used for tack welding, root run welding and for welding standing fillets welds.Use the shortest possible arc. Weave slowly when permitted. A slight weave can be used for standing fillets, DC+. Use DC- for root pass runs.
1040913_Catalogus OFFSHORE_c.indd 16 06-12-11 13:50
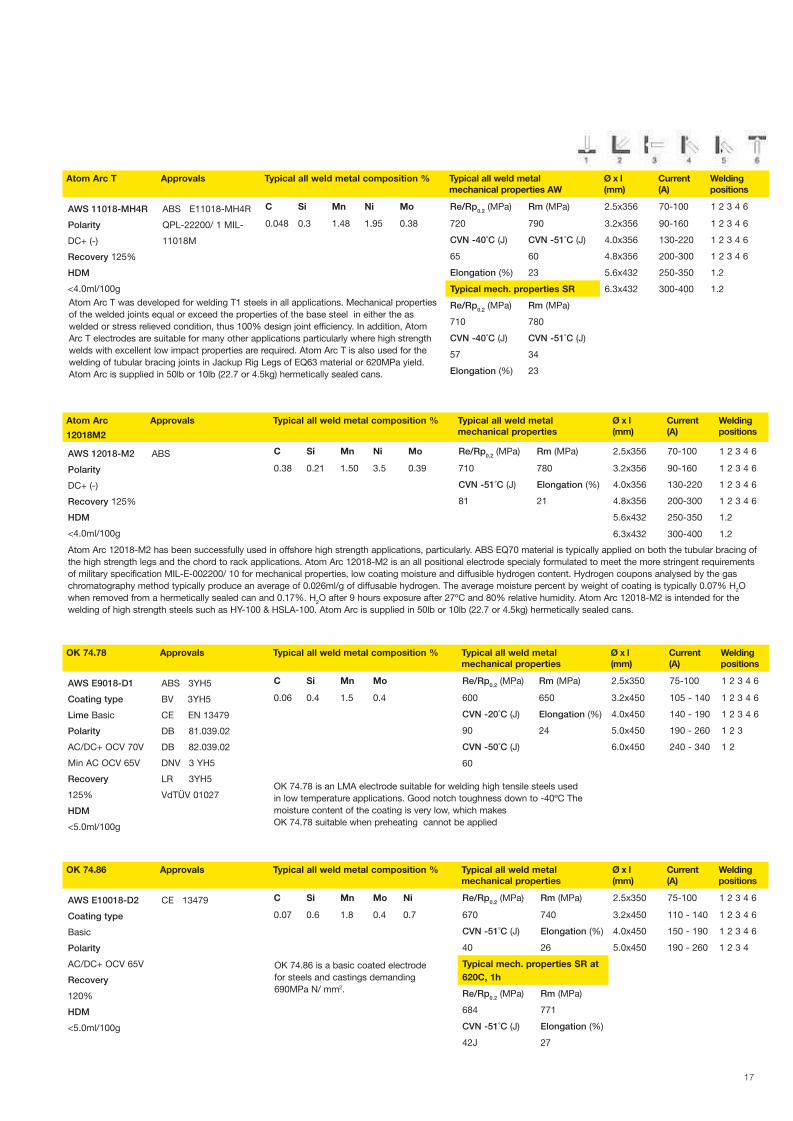
17
OK 74.78 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E9018-D1
Coating type
Lime Basic
Polarity
AC/DC+ OCV 70V
Min AC OCV 65V
Recovery
125%
HDM
<5.0ml/100g
ABS 3YH5
BV 3YH5
CE EN 13479
DB 81.039.02
DB 82.039.02
DNV 3 YH5
LR 3YH5
VdTÜV 01027
C Si Mn Mo Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 75-100 1 2 3 4 6
0.06 0.4 1.5 0.4 600 650 3.2x450 105 - 140 1 2 3 4 6
CVN -20˚C (J) Elongation (%) 4.0x450 140 - 190 1 2 3 4 6
90 24 5.0x450 190 - 260 1 2 3
CVN -50˚C (J) 6.0x450 240 - 340 1 2
60
OK 74.78 is an LMA electrode suitable for welding high tensile steels used in low temperature applications. Good notch toughness down to -40ºC The moisture content of the coating is very low, which makes OK 74.78 suitable when preheating cannot be applied
Atom Arc
12018M2
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS 12018-M2
Polarity
DC+ (-)
Recovery 125%
HDM
<4.0ml/100g
ABS C Si Mn Ni Mo Re/Rp0.2 (MPa) Rm (MPa) 2.5x356 70-100 1 2 3 4 6
0.38 0.21 1.50 3.5 0.39 710 780 3.2x356 90-160 1 2 3 4 6
CVN -51˚C (J) Elongation (%) 4.0x356 130-220 1 2 3 4 6
81 21 4.8x356 200-300 1 2 3 4 6
5.6x432 250-350 1.2
6.3x432 300-400 1.2
Atom Arc 12018-M2 has been successfully used in offshore high strength applications, particularly. ABS EQ70 material is typically applied on both the tubular bracing of the high strength legs and the chord to rack applications. Atom Arc 12018-M2 is an all positional electrode specialy formulated to meet the more stringent requirements of military specification MIL-E-002200/ 10 for mechanical properties, low coating moisture and diffusible hydrogen content. Hydrogen coupons analysed by the gas chromatography method typically produce an average of 0.026ml/g of diffusable hydrogen. The average moisture percent by weight of coating is typically 0.07% H2O when removed from a hermetically sealed can and 0.17%. H2O after 9 hours exposure after 27ºC and 80% relative humidity. Atom Arc 12018-M2 is intended for the welding of high strength steels such as HY-100 & HSLA-100. Atom Arc is supplied in 50lb or 10lb (22.7 or 4.5kg) hermetically sealed cans.
Atom Arc T Approvals Typical all weld metal composition % Typical all weld metal mechanical properties AW
Ø x l(mm)
Current(A)
Welding positions
AWS 11018-MH4R
Polarity
DC+ (-)
Recovery 125%
HDM
<4.0ml/100g
ABS E11018-MH4R
QPL-22200/ 1 MIL-
11018M
C Si Mn Ni Mo Re/Rp0.2 (MPa) Rm (MPa) 2.5x356 70-100 1 2 3 4 6
0.048 0.3 1.48 1.95 0.38 720 790 3.2x356 90-160 1 2 3 4 6
CVN -40˚C (J) CVN -51˚C (J) 4.0x356 130-220 1 2 3 4 6
65 60 4.8x356 200-300 1 2 3 4 6
Elongation (%) 23 5.6x432 250-350 1.2
Typical mech. properties SR 6.3x432 300-400 1.2
Re/Rp0.2 (MPa) Rm (MPa)
710 780
CVN -40˚C (J) CVN -51˚C (J)
57 34
Elongation (%) 23
Atom Arc T was developed for welding T1 steels in all applications. Mechanical properties of the welded joints equal or exceed the properties of the base steel in either the as welded or stress relieved condition, thus 100% design joint efficiency. In addition, Atom Arc T electrodes are suitable for many other applications particularly where high strength welds with excellent low impact properties are required. Atom Arc T is also used for the welding of tubular bracing joints in Jackup Rig Legs of EQ63 material or 620MPa yield. Atom Arc is supplied in 50lb or 10lb (22.7 or 4.5kg) hermetically sealed cans.
OK 74.86 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø x l(mm)
Current(A)
Welding positions
AWS E10018-D2
Coating type
Basic
Polarity
AC/DC+ OCV 65V
Recovery
120%
HDM
<5.0ml/100g
CE 13479 C Si Mn Mo Ni Re/Rp0.2 (MPa) Rm (MPa) 2.5x350 75-100 1 2 3 4 6
0.07 0.6 1.8 0.4 0.7 670 740 3.2x450 110 - 140 1 2 3 4 6
CVN -51˚C (J) Elongation (%) 4.0x450 150 - 190 1 2 3 4 6
40 26 5.0x450 190 - 260 1 2 3 4
Typical mech. properties SR at 620C, 1h
Re/Rp0.2 (MPa) Rm (MPa)
684 771
CVN -51˚C (J) Elongation (%)
42J 27
OK 74.86 is a basic coated electrode for steels and castings demanding 690MPa N/ mm2.
1040913_Catalogus OFFSHORE_c.indd 17 06-12-11 13:50

18
Low-hydrogen electrodes always guaranteed with VacPac
Area to note date and time
of opening the VacPac
No re-baking, no holding ovens,
no quivers.
MMA electrodes from VacPac can be
used straight from the package without
the need to re-bake them and store them
temporarily in holding ovens and quivers.
Upon opening, fresh and dry electrodes are
guaranteed when the vacuum is maintained.
Electrodes of low moisture absorption type
(LMA, classified as H4 or H5), re-absorb
moisture slowly from the air. The safe
exposure time for this type of electrode is
12 hours* after opening the VacPac with the
foil left in place.
* Valid at standard AWS test conditions of
26.7°C and 80% RH.
How to handle VacPac
To protect the vacuum foil, avoid using
a knife or any other sharp object when
opening the outer package. Keep the
electrodes inside the package and do not
take out more than one electrode at a time.
Low moisture absorption type electrodes
(LMA) that have been exposed to the
atmosphere in an opened VacPac for more
than 12 hours (26.7°C and 80% RH) should
be discarded or re-dried.
VacPac is available in various packaging sizes
to suit fabricators’ individual consumption of
MMA electrodes.
1040913_Catalogus OFFSHORE_c.indd 18 06-12-11 13:50

19
Low-hydrogen electrodes always guaranteed with VacPac
Ducted plastic box and
aluminium foil can be
separated for disposal and
recycling.
The plastic box only
produces carbon dioxide and
water when incinerated.
Plastic box protects the
electrodes. It can be
re-sealed for further use within
the time intervals specified for
ESAB VacPac electrodes.
Complete product
information on label.
Without VacPac With VacPac
Central storemax. 50°C
Shop storemax. 50°C
Welding
Central store
Baking
Rem
ain
ing
elec
tro
des
Shop store
Quiver
Welding
Greatly simplified storage and
handling for major savings
1040913_Catalogus OFFSHORE_c.indd 19 06-12-11 13:50
20
The PZ6138 family consists of all positional rutile, low-hydrogen
flux-cored wires for applications involving the welding of thick steel
components and impact toughness requirements down to –60°C.
The family is based on the PZ6138 which has been widely applied in
offshore fabrication for decades. They are alloyed with 0.9% Ni and
micro-alloyed with TiB. PZ6138 and PZ6138 SR are designed for use
in Ar/ CO2 mixed gas, whereas PZ6138S SR is used in pure CO2.
Types with the suffix SR provide good low temperature toughness after
stress relieving. All types are successfully CTOD tested – the SR types
at temperatures as low as –40°C.
The wires are extremely “welder friendly” wire with a soft, spatter-free
arc that always operates in the spray arc mode. It is easy to obtain
flat welds with a good penetration and smooth wetting into the plate
edges. The brittle slag is easily removed leaving behind a smooth rutile
weld appearance. Typical positional welding defects such as lack of
fusion and slag inclusions are avoided, due to the spray arc operation.
The wires have a good tolerance to poor joint preparation. High quality
one-sided root runs are made economically on ceramic backing.
The wire formulation provides a fast freezing
slag that supports the weld pool well in
positional welding, enabling deposition
rates which cannot be equalled by stick
electrodes or solid wires. Deposition rates
in vertical up welding can reach up to 4 kg/
h (100% duty cycle), making it the most
productive consumable available for manual
welding in this position. Welding parameters
are optimised per welding position for
maximum productivity, but one single setting
can be selected for all-positions (230A),
making it ideal for fit-up work.
Diffusible hydrogen satisfies the EN H5
class tested under the conditions prescribed
in the classification standard. Weld metal
remains low-hydrogen over a wide envelope
of welding parameters.
Flux cored wires for critical CTOD applications - CO2 and mixed shielding gas
• High deposition rate: reduced
welding times leading to overall
lower welding costs.
• All positional weldability: one wire
with the ability to weld several
applications.
• Welder friendly: easy to use with
a lower risk of weld defects and
reduced welder training costs.
• High level of weld metal integrity:
outstanding CTOD performance to
-40°C in both the AW and PWHT
conditions.
• High level of weld quality: consi-
stently low hydrogen (H5) provides
assurance against the risk of HAZ
hydrogen induced cold cracking.
1040913_Catalogus OFFSHORE_c.indd 20 06-12-11 13:50
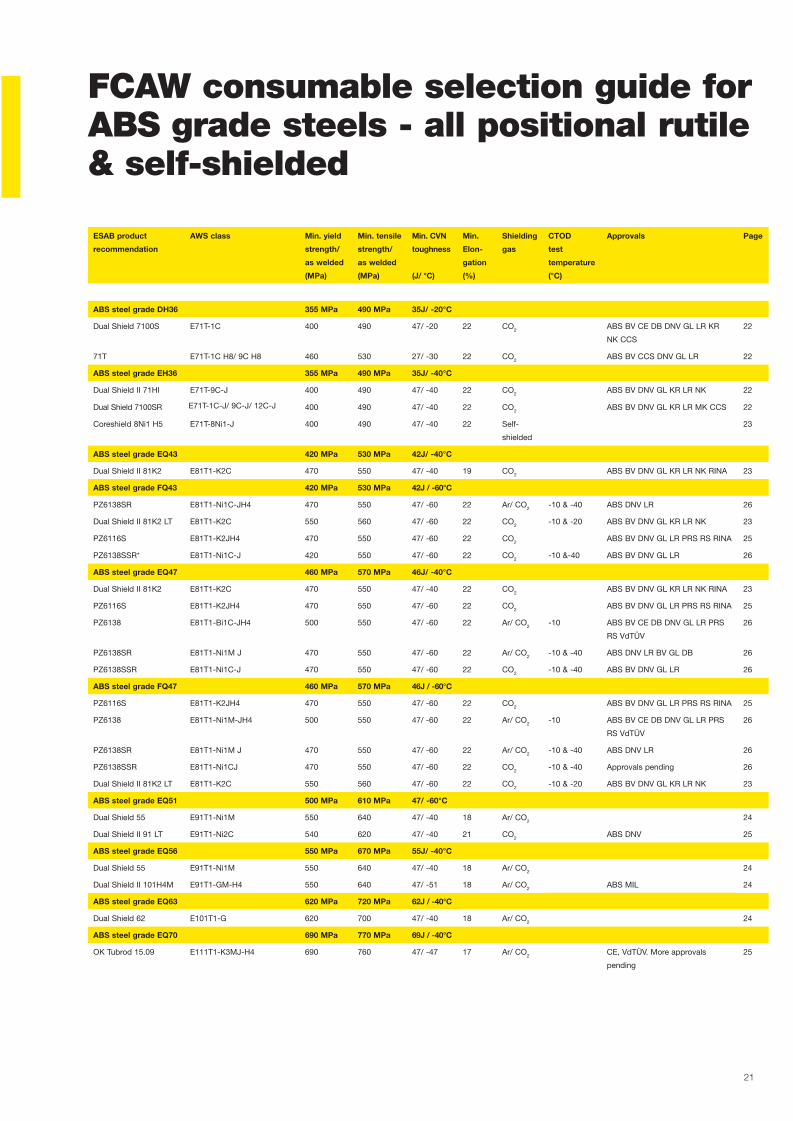
21
FCAW consumable selection guide for ABS grade steels - all positional rutile & self-shielded
ESAB product
recommendation
AWS class Min. yield
strength/
as welded
(MPa)
Min. tensile
strength/
as welded
(MPa)
Min. CVN
toughness
(J/ °C)
Min.
Elon-
g ation
(%)
Shielding
gas
CTOD
test
temperature
(°C)
Approvals Page
ABS steel grade DH36 355 MPa 490 MPa 35J/ -20°C
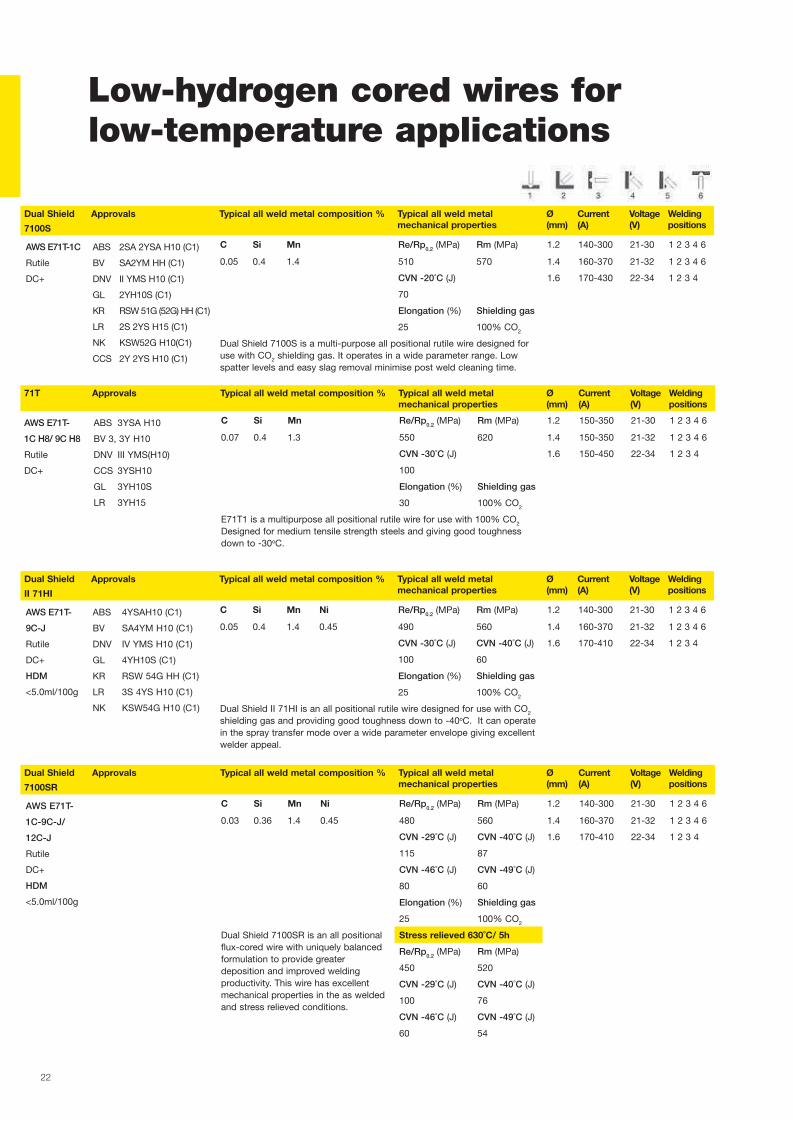
Dual Shield 7100S E71T-1C 400 490 47/ -20 22 CO2 ABS BV CE DB DNV GL LR KR
NK CCS
22
71T E71T-1C H8/ 9C H8 460 530 27/ -30 22 CO2 ABS BV CCS DNV GL LR 22
ABS steel grade EH36 355 MPa 490 MPa 35J/ -40°C
Dual Shield II 71HI E71T-9C-J 400 490 47/ -40 22 CO2 ABS BV DNV GL KR LR NK 22
Dual Shield 7100SR E71T-1C-J/ 9C-J/ 12C-J 400 490 47/ -40 22 CO2 ABS BV DNV GL KR LR MK CCS 22
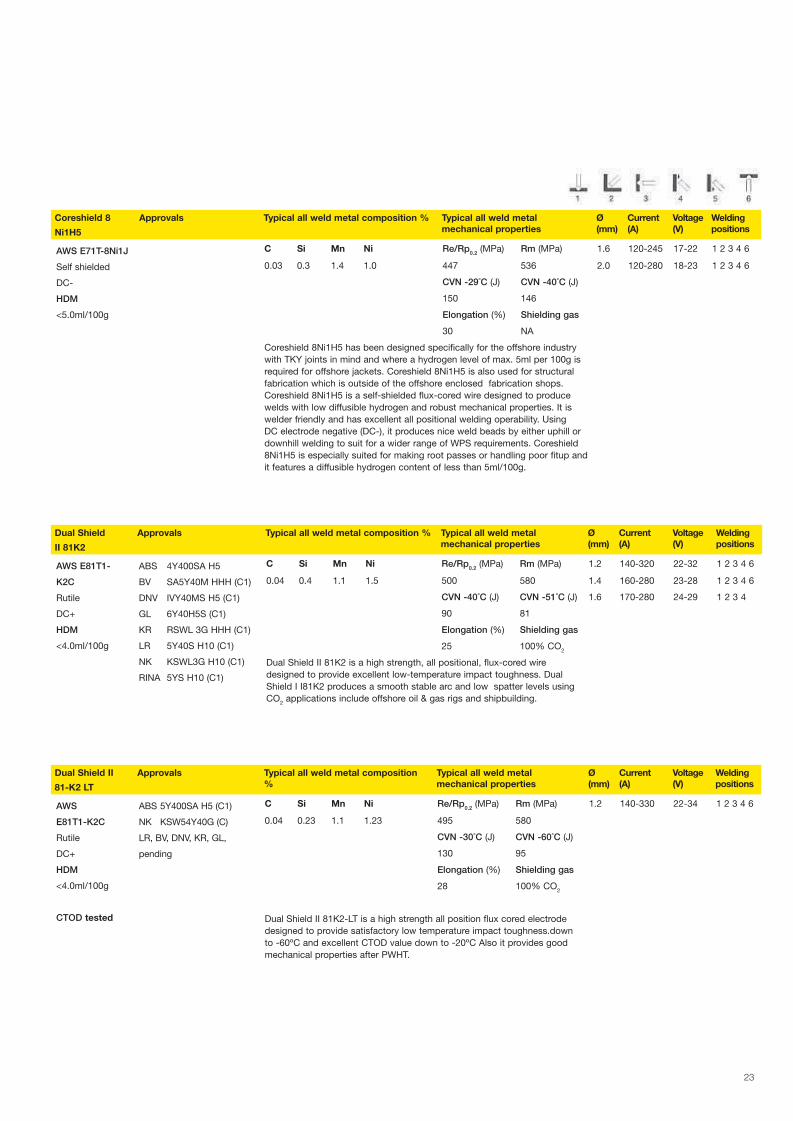
Coreshield 8Ni1 H5 E71T-8Ni1-J 400 490 47/ -40 22 Self-
shielded
23
ABS steel grade EQ43 420 MPa 530 MPa 42J/ -40°C
Dual Shield II 81K2 E81T1-K2C 470 550 47/ -40 19 CO2 ABS BV DNV GL KR LR NK RINA 23
ABS steel grade FQ43 420 MPa 530 MPa 42J / -60°C
PZ6138SR E81T1-Ni1C-JH4 470 550 47/ -60 22 Ar/ CO2 -10 & -40 ABS DNV LR 26
Dual Shield II 81K2 LT E81T1-K2C 550 560 47/ -60 22 CO2 -10 & -20 ABS BV DNV GL KR LR NK 23
PZ6116S E81T1-K2JH4 470 550 47/ -60 22 CO2 ABS BV DNV GL LR PRS RS RINA 25
PZ6138SSR* E81T1-Ni1C-J 420 550 47/ -60 22 CO2 -10 &-40 ABS BV DNV GL LR 26
ABS steel grade EQ47 460 MPa 570 MPa 46J/ -40°C
Dual Shield II 81K2 E81T1-K2C 470 550 47/ -40 22 CO2 ABS BV DNV GL KR LR NK RINA 23
PZ6116S E81T1-K2JH4 470 550 47/ -60 22 CO2 ABS BV DNV GL LR PRS RS RINA 25
PZ6138 E81T1-Bi1C-JH4 500 550 47/ -60 22 Ar/ CO2 -10 ABS BV CE DB DNV GL LR PRS
RS VdTÜV
26
PZ6138SR E81T1-Ni1M J 470 550 47/ -60 22 Ar/ CO2 -10 & -40 ABS DNV LR BV GL DB 26
PZ6138SSR E81T1-Ni1C-J 470 550 47/ -60 22 CO2 -10 & -40 ABS BV DNV GL LR 26
ABS steel grade FQ47 460 MPa 570 MPa 46J / -60°C
PZ6116S E81T1-K2JH4 470 550 47/ -60 22 CO2 ABS BV DNV GL LR PRS RS RINA 25
PZ6138 E81T1-Ni1M-JH4 500 550 47/ -60 22 Ar/ CO2 -10 ABS BV CE DB DNV GL LR PRS
RS VdTÜV
26
PZ6138SR E81T1-Ni1M J 470 550 47/ -60 22 Ar/ CO2 -10 & -40 ABS DNV LR 26
PZ6138SSR E81T1-Ni1CJ 470 550 47/ -60 22 CO2 -10 & -40 Approvals pending 26
Dual Shield II 81K2 LT E81T1-K2C 550 560 47/ -60 22 CO2 -10 & -20 ABS BV DNV GL KR LR NK 23
ABS steel grade EQ51 500 MPa 610 MPa 47/ -60°C
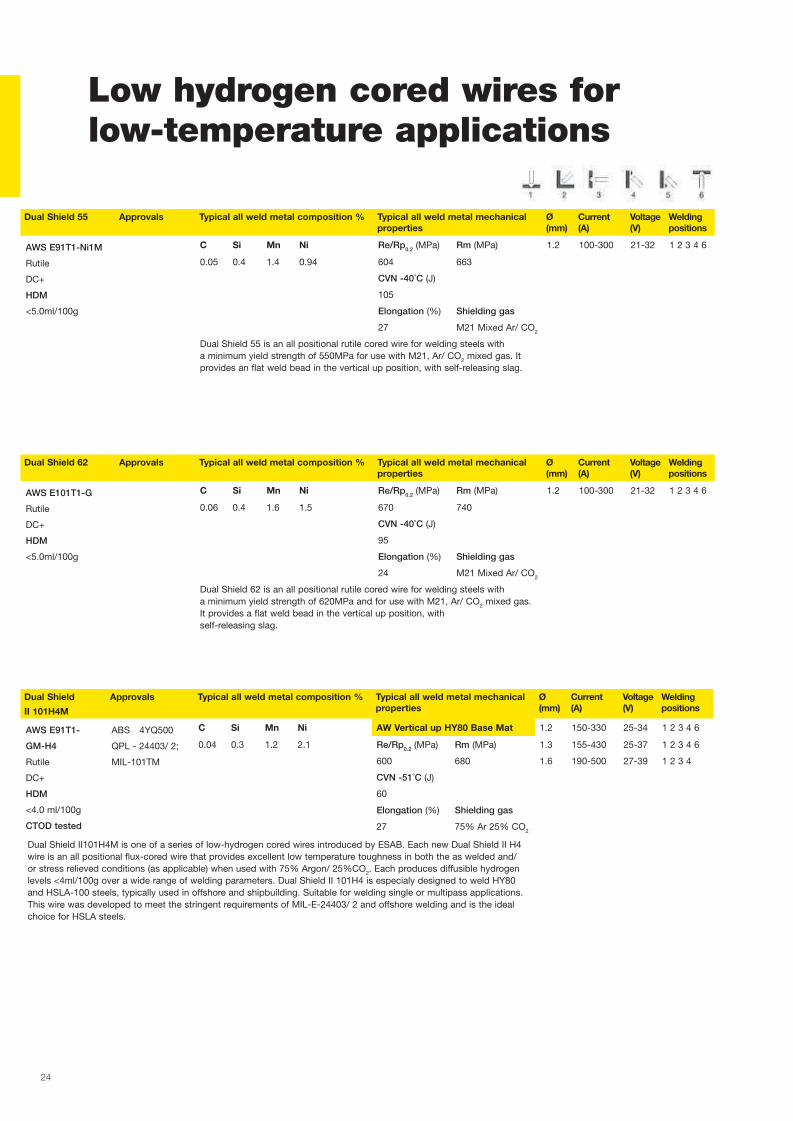
Dual Shield 55 E91T1-Ni1M 550 640 47/ -40 18 Ar/ CO2 24
Dual Shield II 91 LT E91T1-Ni2C 540 620 47/ -40 21 CO2 ABS DNV 25
ABS steel grade EQ56 550 MPa 670 MPa 55J/ -40°C
Dual Shield 55 E91T1-Ni1M 550 640 47/ -40 18 Ar/ CO2 24
Dual Shield II 101H4M E91T1-GM-H4 550 640 47/ -51 18 Ar/ CO2 ABS MIL 24
ABS steel grade EQ63 620 MPa 720 MPa 62J / -40°C
Dual Shield 62 E101T1-G 620 700 47/ -40 18 Ar/ CO2 24
ABS steel grade EQ70 690 MPa 770 MPa 69J / -40°C
OK Tubrod 15.09 E111T1-K3MJ-H4 690 760 47/ -47 17 Ar/ CO2 CE, VdTÜV. More approvals
pending
25
1040913_Catalogus OFFSHORE_c.indd 21 06-12-11 13:50
22
Low-hydrogen cored wires for low-temperature applications
71T Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E71T-
1C H8/ 9C H8
Rutile
DC+
ABS 3YSA H10
BV 3, 3Y H10
DNV III YMS(H10)
CCS 3YSH10
GL 3YH10S
LR 3YH15
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 1.2 150-350 21-30 1 2 3 4 6
0.07 0.4 1.3 550 620 1.4 150-350 21-32 1 2 3 4 6
CVN -30˚C (J) 1.6 150-450 22-34 1 2 3 4
100
Elongation (%) Shielding gas
30 100% CO2
E71T1 is a multipurpose all positional rutile wire for use with 100% CO2
Designed for medium tensile strength steels and giving good toughness down to -30oC.
Dual Shield
7100SR
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E71T-
1C-9C-J/
12C-J
Rutile
DC+
HDM
<5.0ml/100g
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 140-300 21-30 1 2 3 4 6
0.03 0.36 1.4 0.45 480 560 1.4 160-370 21-32 1 2 3 4 6
CVN -29˚C (J) CVN -40˚C (J) 1.6 170-410 22-34 1 2 3 4
115 87
CVN -46˚C (J) CVN -49˚C (J)
80 60
Elongation (%) Shielding gas
25 100% CO2
Dual Shield 7100SR is an all positional flux-cored wire with uniquely balanced formulation to provide greater deposition and improved welding productivity. This wire has excellent mechanical properties in the as welded and stress relieved conditions.
Stress relieved 630˚C/ 5h
Re/Rp0.2 (MPa) Rm (MPa)
450 520
CVN -29˚C (J) CVN -40˚C (J)
100 76
CVN -46˚C (J) CVN -49˚C (J)
60 54
Dual Shield
7100S
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E71T-1C
Rutile
DC+
ABS 2SA 2YSA H10 (C1)
BV SA2YM HH (C1)
DNV II YMS H10 (C1)
GL 2YH10S (C1)
KR RSW 51G (52G) HH (C1)
LR 2S 2YS H15 (C1)
NK KSW52G H10(C1)
CCS 2Y 2YS H10 (C1)
C Si Mn Re/Rp0.2 (MPa) Rm (MPa) 1.2 140-300 21-30 1 2 3 4 6
0.05 0.4 1.4 510 570 1.4 160-370 21-32 1 2 3 4 6
CVN -20˚C (J) 1.6 170-430 22-34 1 2 3 4
70
Elongation (%) Shielding gas
25 100% CO2
Dual Shield 7100S is a multi-purpose all positional rutile wire designed for use with CO2 shielding gas. It operates in a wide parameter range. Low spatter levels and easy slag removal minimise post weld cleaning time.
Dual Shield
II 71HI
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E71T-
9C-J
Rutile
DC+
HDM
<5.0ml/100g
ABS 4YSAH10 (C1)
BV SA4YM H10 (C1)
DNV IV YMS H10 (C1)
GL 4YH10S (C1)
KR RSW 54G HH (C1)
LR 3S 4YS H10 (C1)
NK KSW54G H10 (C1)
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 140-300 21-30 1 2 3 4 6
0.05 0.4 1.4 0.45 490 560 1.4 160-370 21-32 1 2 3 4 6
CVN -30˚C (J) CVN -40˚C (J) 1.6 170-410 22-34 1 2 3 4
100 60
Elongation (%) Shielding gas
25 100% CO2
Dual Shield II 71HI is an all positional rutile wire designed for use with CO2 shielding gas and providing good toughness down to -40oC. It can operate in the spray transfer mode over a wide parameter envelope giving excellent welder appeal.
1040913_Catalogus OFFSHORE_c.indd 22 06-12-11 13:50
23
Low-hydrogen cored wires for low-temperature applications
Dual Shield
II 81K2
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E81T1-
K2C
Rutile
DC+
HDM
<4.0ml/100g
ABS 4Y400SA H5
BV SA5Y40M HHH (C1)
DNV IVY40MS H5 (C1)
GL 6Y40H5S (C1)
KR RSWL 3G HHH (C1)
LR 5Y40S H10 (C1)
NK KSWL3G H10 (C1)
RINA 5YS H10 (C1)
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 140-320 22-32 1 2 3 4 6
0.04 0.4 1.1 1.5 500 580 1.4 160-280 23-28 1 2 3 4 6
CVN -40˚C (J) CVN -51˚C (J) 1.6 170-280 24-29 1 2 3 4
90 81
Elongation (%) Shielding gas
25 100% CO2
Dual Shield II 81K2 is a high strength, all positional, flux-cored wire designed to provide excellent low-temperature impact toughness. Dual Shield I I81K2 produces a smooth stable arc and low spatter levels using CO2 applications include offshore oil & gas rigs and shipbuilding.
Coreshield 8
Ni1H5
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E71T-8Ni1J
Self shielded
DC-
HDM
<5.0ml/100g
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.6 120-245 17-22 1 2 3 4 6
0.03 0.3 1.4 1.0 447 536 2.0 120-280 18-23 1 2 3 4 6
CVN -29˚C (J) CVN -40˚C (J)
150 146
Elongation (%) Shielding gas
30 NA
Coreshield 8Ni1H5 has been designed specifically for the offshore industry with TKY joints in mind and where a hydrogen level of max. 5ml per 100g is required for offshore jackets. Coreshield 8Ni1H5 is also used for structural fabrication which is outside of the offshore enclosed fabrication shops.Coreshield 8Ni1H5 is a self-shielded flux-cored wire designed to produce welds with low diffusible hydrogen and robust mechanical properties. It is welder friendly and has excellent all positional welding operability. Using DC electrode negative (DC-), it produces nice weld beads by either uphill or downhill welding to suit for a wider range of WPS requirements. Coreshield 8Ni1H5 is especially suited for making root passes or handling poor fitup and it features a diffusible hydrogen content of less than 5ml/100g.
Dual Shield II
81-K2 LT
Approvals Typical all weld metal composition %
Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS
E81T1-K2C
Rutile
DC+
HDM
<4.0ml/100g
CTOD tested
ABS 5Y400SA H5 (C1)
NK KSW54Y40G (C)
LR, BV, DNV, KR, GL,
pending
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 140-330 22-34 1 2 3 4 6
0.04 0.23 1.1 1.23 495 580
CVN -30˚C (J) CVN -60˚C (J)
130 95
Elongation (%) Shielding gas
28 100% CO2
Dual Shield II 81K2-LT is a high strength all position flux cored electrode designed to provide satisfactory low temperature impact toughness.down to -60ºC and excellent CTOD value down to -20ºC Also it provides good mechanical properties after PWHT.
1040913_Catalogus OFFSHORE_c.indd 23 06-12-11 13:50
24
Low hydrogen cored wires for low-temperature applications
Dual Shield 55 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E91T1-Ni1M
Rutile
DC+
HDM
<5.0ml/100g
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 100-300 21-32 1 2 3 4 6
0.05 0.4 1.4 0.94 604 663
CVN -40˚C (J)
105
Elongation (%) Shielding gas
27 M21 Mixed Ar/ CO2
Dual Shield 55 is an all positional rutile cored wire for welding steels witha minimum yield strength of 550MPa for use with M21, Ar/ CO2 mixed gas. It provides an flat weld bead in the vertical up position, with self-releasing slag.
Dual Shield 62 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E101T1-G
Rutile
DC+
HDM
<5.0ml/100g
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 100-300 21-32 1 2 3 4 6
0.06 0.4 1.6 1.5 670 740
CVN -40˚C (J)
95
Elongation (%) Shielding gas
24 M21 Mixed Ar/ CO2
Dual Shield 62 is an all positional rutile cored wire for welding steels witha minimum yield strength of 620MPa and for use with M21, Ar/ CO2 mixed gas. It provides a flat weld bead in the vertical up position, with self-releasing slag.
Dual Shield
II 101H4M
Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E91T1-
GM-H4
Rutile
DC+
HDM
<4.0 ml/100g
CTOD tested
ABS 4YQ500
QPL - 24403/ 2;
MIL-101TM
C Si Mn Ni AW Vertical up HY80 Base Mat 1.2 150-330 25-34 1 2 3 4 6
0.04 0.3 1.2 2.1 Re/Rp0.2 (MPa) Rm (MPa) 1.3 155-430 25-37 1 2 3 4 6
600 680 1.6 190-500 27-39 1 2 3 4
CVN -51˚C (J)
60
Elongation (%) Shielding gas
27 75% Ar 25% CO2
Dual Shield II101H4M is one of a series of low-hydrogen cored wires introduced by ESAB. Each new Dual Shield II H4 wire is an all positional flux-cored wire that provides excellent low temperature toughness in both the as welded and/ or stress relieved conditions (as applicable) when used with 75% Argon/ 25%CO2. Each produces diffusible hydrogen levels <4ml/100g over a wide range of welding parameters. Dual Shield II 101H4 is especialy designed to weld HY80 and HSLA-100 steels, typically used in offshore and shipbuilding. Suitable for welding single or multipass applications. This wire was developed to meet the stringent requirements of MIL-E-24403/ 2 and offshore welding and is the ideal choice for HSLA steels.
1040913_Catalogus OFFSHORE_c.indd 24 06-12-11 13:50
25
Low hydrogen cored wires for low-temperature applications
Dual Shield II 91 LT Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E91T1-Ni2C
Rutile
DC+
HDM
<5.0ml/100g
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 140-330 22-34 1 2 3 4 6
0.05 0.23 1.02 2.45 570 650
CVN - 40˚C (J) CVN - 60˚C (J)
105 85
CVN - 80˚C (J)
60
Elongation (%) Shielding gas
25 100% CO2
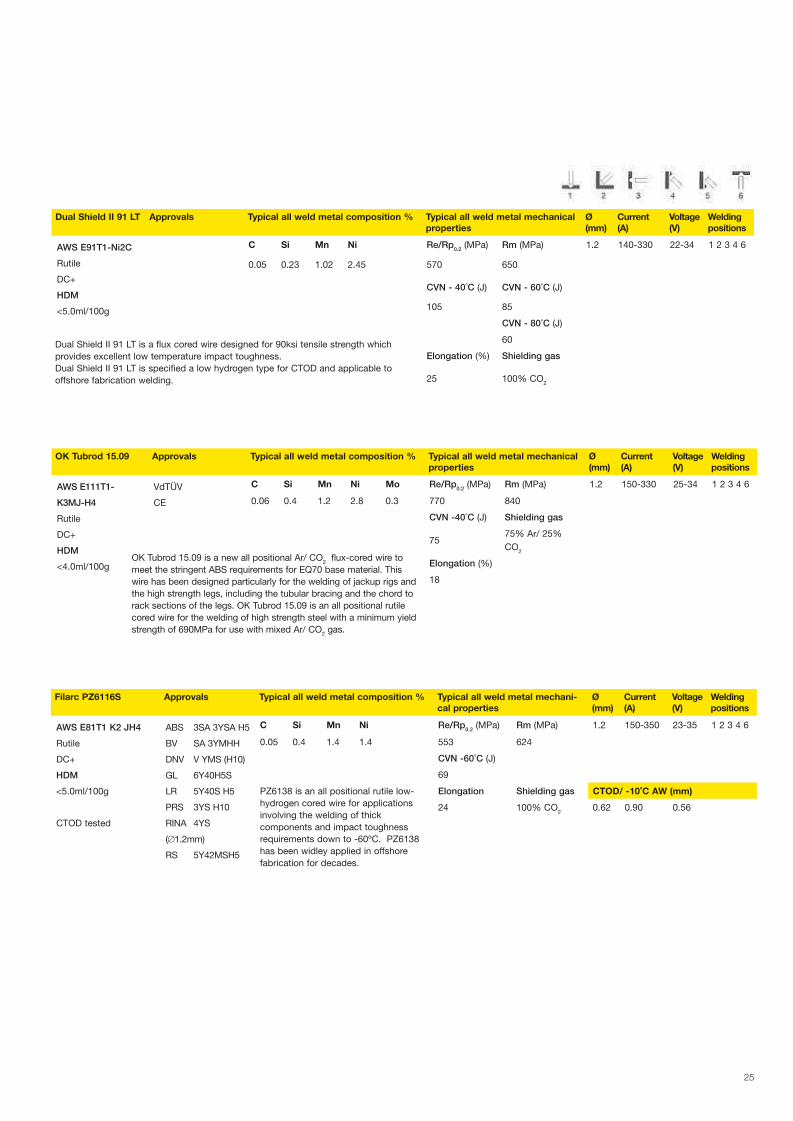
Dual Shield II 91 LT is a flux cored wire designed for 90ksi tensile strength which provides excellent low temperature impact toughness. Dual Shield II 91 LT is specified a low hydrogen type for CTOD and applicable to offshore fabrication welding.
OK Tubrod 15.09 Approvals Typical all weld metal composition % Typical all weld metal mechanical properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E111T1-
K3MJ-H4
Rutile
DC+
HDM
<4.0ml/100g
VdTÜV
CE
C Si Mn Ni Mo Re/Rp0.2 (MPa) Rm (MPa) 1.2 150-330 25-34 1 2 3 4 6
0.06 0.4 1.2 2.8 0.3 770 840
CVN -40˚C (J) Shielding gas
7575% Ar/ 25% CO2
Elongation (%)
18
OK Tubrod 15.09 is a new all positional Ar/ CO2 flux-cored wire to meet the stringent ABS requirements for EQ70 base material. This wire has been designed particularly for the welding of jackup rigs and the high strength legs, including the tubular bracing and the chord to rack sections of the legs. OK Tubrod 15.09 is an all positional rutile cored wire for the welding of high strength steel with a minimum yield strength of 690MPa for use with mixed Ar/ CO2 gas.
Filarc PZ6116S Approvals Typical all weld metal composition % Typical all weld metal mechani-cal properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E81T1 K2 JH4
Rutile
DC+
HDM
<5.0ml/100g
CTOD tested
ABS 3SA 3YSA H5
BV SA 3YMHH
DNV V YMS (H10)
GL 6Y40H5S
LR 5Y40S H5
PRS 3YS H10
RINA 4YS
( 1.2mm)
RS 5Y42MSH5
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 150-350 23-35 1 2 3 4 6
0.05 0.4 1.4 1.4 553 624
CVN -60˚C (J)
69
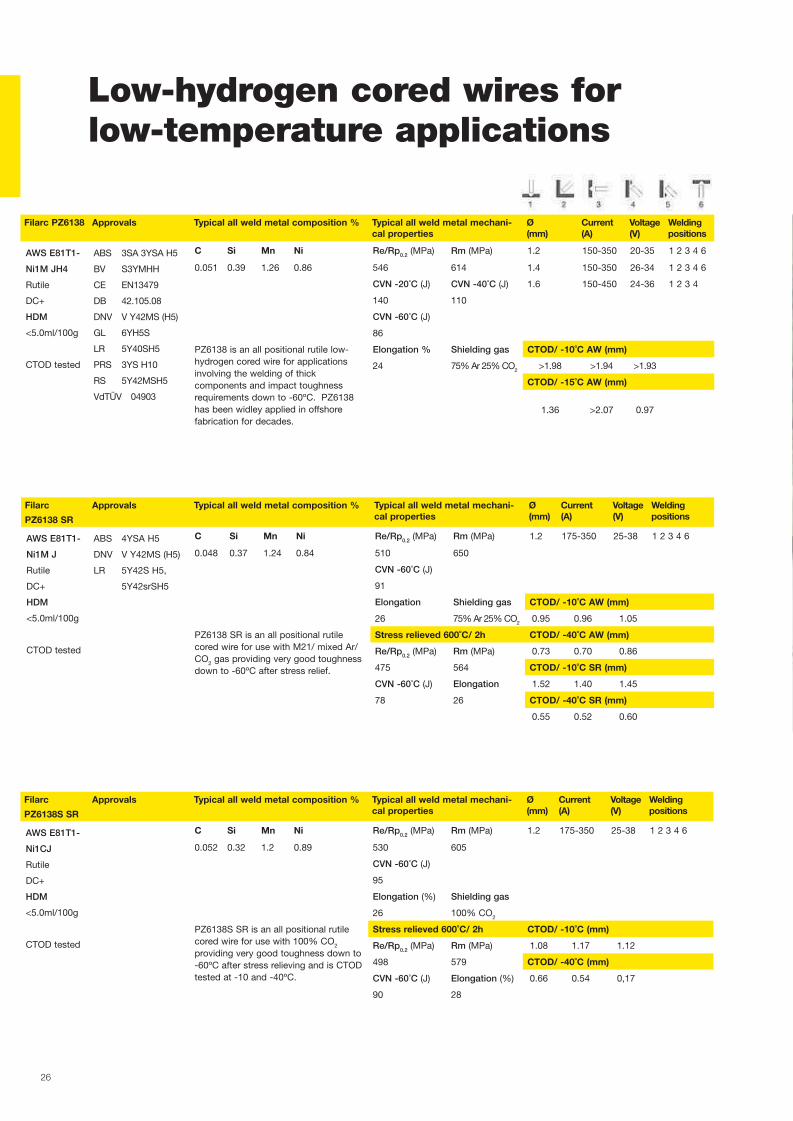
PZ6138 is an all positional rutile low-hydrogen cored wire for applications involving the welding of thick components and impact toughness requirements down to -60ºC. PZ6138 has been widley applied in offshore fabrication for decades.
Elongation Shielding gas CTOD/ -10˚C AW (mm)
24 100% CO2 0.62 0.90 0.56
1040913_Catalogus OFFSHORE_c.indd 25 06-12-11 13:50
26
Low-hydrogen cored wires for low-temperature applications
Filarc
PZ6138S SR
Approvals Typical all weld metal composition % Typical all weld metal mechani-cal properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E81T1-
Ni1CJ
Rutile
DC+
HDM
<5.0ml/100g
CTOD tested
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 175-350 25-38 1 2 3 4 6
0.052 0.32 1.2 0.89 530 605
CVN -60˚C (J)
95
Elongation (%) Shielding gas
26 100% CO2
PZ6138S SR is an all positional rutile cored wire for use with 100% CO2
providing very good toughness down to -60ºC after stress relieving and is CTOD tested at -10 and -40ºC.
Stress relieved 600˚C/ 2h CTOD/ -10˚C (mm)
Re/Rp0.2 (MPa) Rm (MPa) 1.08 1.17 1.12
498 579 CTOD/ -40˚C (mm)
CVN -60˚C (J) Elongation (%) 0.66 0.54 0,17
90 28
Filarc
PZ6138 SR
Approvals Typical all weld metal composition % Typical all weld metal mechani-cal properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E81T1-
Ni1M J
Rutile
DC+
HDM
<5.0ml/100g
CTOD tested
ABS 4YSA H5
DNV V Y42MS (H5)
LR 5Y42S H5,
5Y42srSH5
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 175-350 25-38 1 2 3 4 6
0.048 0.37 1.24 0.84 510 650
CVN -60˚C (J)
91
Elongation Shielding gas CTOD/ -10˚C AW (mm)
26 75% Ar 25% CO2 0.95 0.96 1.05
PZ6138 SR is an all positional rutile cored wire for use with M21/ mixed Ar/ CO2 gas providing very good toughness down to -60ºC after stress relief.
Stress relieved 600˚C/ 2h CTOD/ -40˚C AW (mm)
Re/Rp0.2 (MPa) Rm (MPa) 0.73 0.70 0.86
475 564 CTOD/ -10˚C SR (mm)
CVN -60˚C (J) Elongation 1.52 1.40 1.45
78 26 CTOD/ -40˚C SR (mm)
0.55 0.52 0.60
Filarc PZ6138 Approvals Typical all weld metal composition % Typical all weld metal mechani-cal properties
Ø(mm)
Current(A)
Voltage (V)
Welding positions
AWS E81T1-
Ni1M JH4
Rutile
DC+
HDM
<5.0ml/100g
CTOD tested
ABS 3SA 3YSA H5
BV S3YMHH
CE EN13479
DB 42.105.08
DNV V Y42MS (H5)
GL 6YH5S
LR 5Y40SH5
PRS 3YS H10
RS 5Y42MSH5
VdTÜV 04903
C Si Mn Ni Re/Rp0.2 (MPa) Rm (MPa) 1.2 150-350 20-35 1 2 3 4 6
0.051 0.39 1.26 0.86 546 614 1.4 150-350 26-34 1 2 3 4 6
CVN -20˚C (J) CVN -40˚C (J) 1.6 150-450 24-36 1 2 3 4
140 110
CVN -60˚C (J)
86
PZ6138 is an all positional rutile low-hydrogen cored wire for applications involving the welding of thick components and impact toughness requirements down to -60ºC. PZ6138 has been widley applied in offshore fabrication for decades.
Elongation % Shielding gas CTOD/ -10˚C AW (mm)
24 75% Ar 25% CO2 >1.98 >1.94 >1.93
CTOD/ -15˚C AW (mm)
1.36 >2.07 0.97
1040913_Catalogus OFFSHORE_c.indd 26 06-12-11 13:50
27
This self-shielded flux-cored wire is a
product especially developed for the
offshore industry. It is unique in the sense
that it features a diffusible hydrogen content
below 5ml/100g deposited weld metal
making it ideal for critical steel applications
such as offshore TKY joints, pipe structures,
bridges, storage tanks and other
applications where cold-cracking resistance
is required. It is welder-friendly and has
excellent all-positional welding operability,
including downhill welding to suit for a wider
range of WPS requirements. Coreshield
8Ni1 H5 provides good low-temperature
CVN toughness down to -40°C.
Climate test results
Test method ANSI/ AWS A4.3
Welding parameters 220A/ 19.5V
HDM
From packaging 3.9 ml/100g
After 13h of unprotected exposure at 26.7°C/ 80% RH 4.2ml/100g
After 24h of unprotected exposure at 26.7°C/ 80% RH 4.6ml/100g
Low-hydrogen cored wires for low-temperature applications
Coreshield 8Ni1 H5 - the trulylow-hydrogen, self-shieldedcored wire
1040913_Catalogus OFFSHORE_c.indd 27 06-12-11 13:50

28
1040913_Catalogus OFFSHORE_c.indd 28 06-12-11 13:50
29
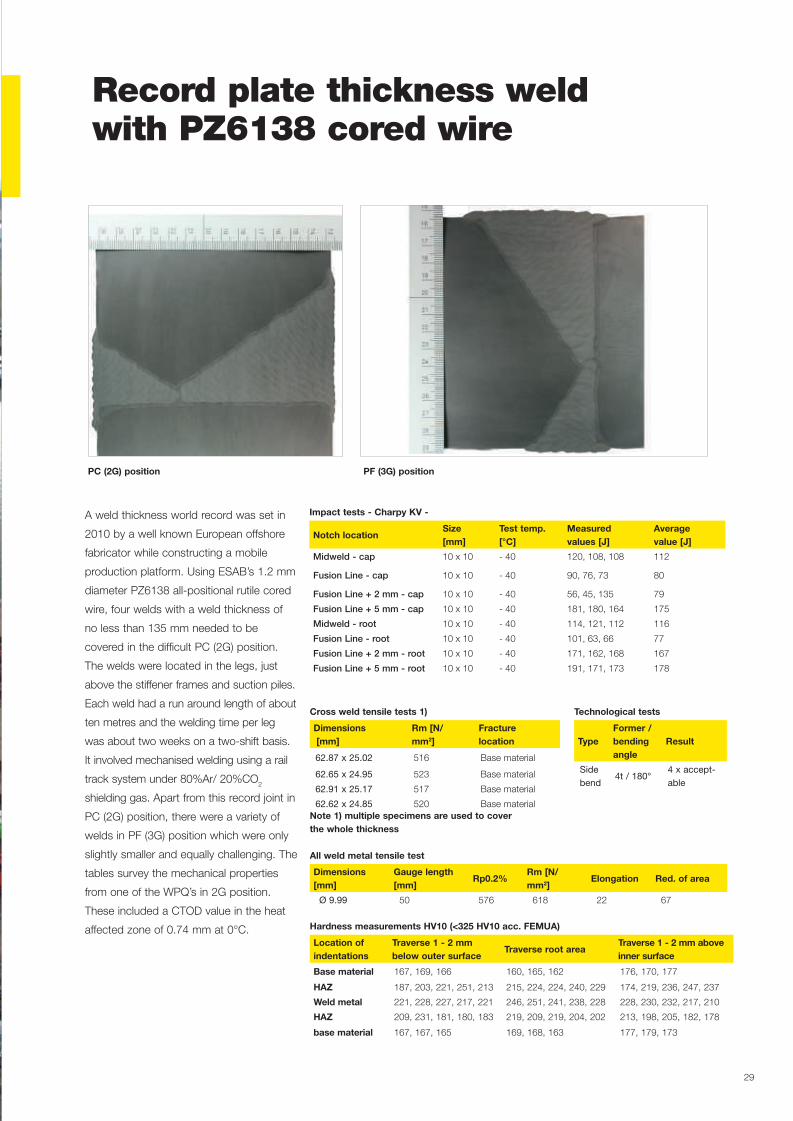
Record plate thickness weld with PZ6138 cored wire
Cross weld tensile tests 1)
Dimensions [mm]
Rm [N/ mm2]
Fracturelocation
62.87 x 25.02 516 Base material
62.65 x 24.95 523 Base material
62.91 x 25.17 517 Base material
62.62 x 24.85 520 Base materialNote 1) multiple specimens are used to cover the whole thickness
All weld metal tensile test
Dimensions [mm]
Gauge length [mm]
Rp0.2%Rm [N/ mm2]
Elongation Red. of area
Ø 9.99 50 576 618 22 67
Technological tests
TypeFormer / bending angle
Result
Side bend
4t / 180°4 x accept-able
Impact tests - Charpy KV -
Notch locationSize [mm]
Test temp. [°C]
Measured values [J]
Average value [J]
Midweld - cap 10 x 10 - 40 120, 108, 108 112
Fusion Line - cap 10 x 10 - 40 90, 76, 73 80
Fusion Line + 2 mm - cap 10 x 10 - 40 56, 45, 135 79
Fusion Line + 5 mm - cap 10 x 10 - 40 181, 180, 164 175
Midweld - root 10 x 10 - 40 114, 121, 112 116
Fusion Line - root 10 x 10 - 40 101, 63, 66 77
Fusion Line + 2 mm - root 10 x 10 - 40 171, 162, 168 167
Fusion Line + 5 mm - root 10 x 10 - 40 191, 171, 173 178
Hardness measurements HV10 (<325 HV10 acc. FEMuA)
Location of indentations
Traverse 1 - 2 mm below outer surface
Traverse root areaTraverse 1 - 2 mm above inner surface
Base material 167, 169, 166 160, 165, 162 176, 170, 177
HAZ 187, 203, 221, 251, 213 215, 224, 224, 240, 229 174, 219, 236, 247, 237
Weld metal 221, 228, 227, 217, 221 246, 251, 241, 238, 228 228, 230, 232, 217, 210
HAZ 209, 231, 181, 180, 183 219, 209, 219, 204, 202 213, 198, 205, 182, 178
base material 167, 167, 165 169, 168, 163 177, 179, 173
A weld thickness world record was set in
2010 by a well known European offshore
fabricator while constructing a mobile
production platform. Using ESAB’s 1.2 mm
diameter PZ6138 all-positional rutile cored
wire, four welds with a weld thickness of
no less than 135 mm needed to be
covered in the difficult PC (2G) position.
The welds were located in the legs, just
above the stiffener frames and suction piles.
Each weld had a run around length of about
ten metres and the welding time per leg
was about two weeks on a two-shift basis.
It involved mechanised welding using a rail
track system under 80%Ar/ 20%CO2
shielding gas. Apart from this record joint in
PC (2G) position, there were a variety of
welds in PF (3G) position which were only
slightly smaller and equally challenging. The
tables survey the mechanical properties
from one of the WPQ’s in 2G position.
These included a CTOD value in the heat
affected zone of 0.74 mm at 0°C.
PC (2G) position PF (3G) position
1040913_Catalogus OFFSHORE_c.indd 29 06-12-11 13:50
30
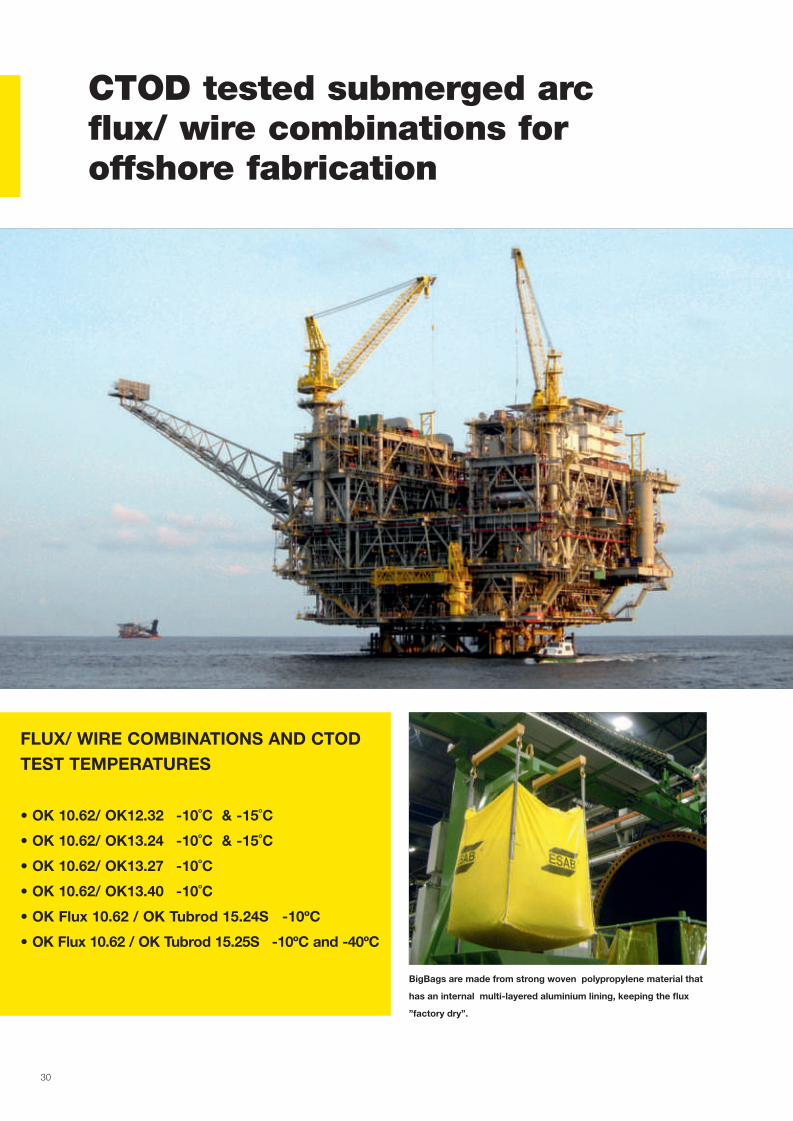
CTOD tested submerged arc flux/ wire combinations for offshore fabrication
FLux/ WIRE COMBINATIONS AND CTOD TEST TEMPERATuRES
• OK 10.62/ OK12.32 -10˚C & -15˚C
• OK 10.62/ OK13.24 -10˚C & -15˚C
• OK 10.62/ OK13.27 -10˚C
• OK 10.62/ OK13.40 -10˚C
• OK Flux 10.62 / OK Tubrod 15.24S -10ºC
• OK Flux 10.62 / OK Tubrod 15.25S -10ºC and -40ºC
BigBags are made from strong woven polypropylene material that
has an internal multi-layered aluminium lining, keeping the flux
”factory dry”.
1040913_Catalogus OFFSHORE_c.indd 30 06-12-11 13:50

31
CTOD tested submerged arc flux/ wire combinations for offshore fabrication
ESAB product
recommendation
AWS class Min. yield strength/
as welded
(MPa)
Min. tensile strength/
as welded
(MPa)
CVN toughness,
(J/ °C)
Elon-
gation
(%)
CTOD test
temperature
(°C)
Approvals Page
ABS steel grade DH36 355MPa 490 MPa 35J/ -20°C
OK Flux 10.71/ OK Autrod 12.22 F7A5-EM12K >400 >480 60/ -40 29 ABS BV CE DB DNV GL
LR VdTÜV Class NK RS
-
ABS steel grade EH36 355MPa 490 MPa 35J/ -40°C
OK Flux 10.62/ OK Autrod 12.22 F7A8-EM12K >410 >480 90/ -40 33 ABS BV CE DB DNV GL
LR VdTÜV
32
ABS steel grade EQ43 420MPa 530 MPa 42J / -40°C
OK Flux 10.62/ OK Autrod 12.32 F7A8-EH12K Typical 475 Typical 560 110/ -40 28 -10 & -15 ABS BV CE DB DNV GL
LR VdTÜV
32
OK Flux 10.62/ OK Autrod 12.34 F8A6-EA4-A4 >470 >550 115/ -40 24 ABS BV DNV GL LR 32
OK Flux 10.62/ OK Autrod 12.24 F8A6-EA2-A2 >470 >550 60/ -40 25 32
FLUX CORED SAW
OK Flux 10.62/ OK Tubrod 15.24S F7A8-EC-G >470 >550 150/ -40 29 -10 NA 32
ABS steel grade FQ43 420MPa 530 MPa 42J/ -60°C
OK Flux 10.62/ OK Autrod 13.24 F8A10-EG-G >470 >550 70/ -60 25 -10 & -15 DNV, GL 32
OK Flux 10.62/ OK Autrod 12.32 F7A8-EH12K Typical 475 Typical 560 75/ -60 28 -10 & -15 ABS BV CE DB DNV GL
LR VdTÜV
32
OK Flux 10.62/ OK Autrod 13.27 F8A10ENi2-Ni2 >470 >550 80/ -60 27 -10 ABS BV CE DNV GL LR
VdTÜV
32
FLUX CORED SAW
OK Flux 10.62/ OK Tubrod 15.25S F7A8 -EC-Ni2 >400 >480 96/ - 60 22 -40 VdTÜV 32
ABS steel grade EQ47 460MPa 570 MPa 46J/ -40°C
OK Flux 10.62/ OK Autrod 12.34 F8A6-EA4-A4 >470 >550 115/ -40 24 ABS BV DNV GL LR 32
OK Flux 10.62/ OK Autrod 13.24 F8A10-EG-G >470 >550 120/ -40 25 -10 & -15 NA 32
FLUX CORED SAW
OK Flux 10.62/ OK Tubrod 15.24S F7A8-EC-G >470 >550 150/ -40 29 -10 NA 32
ABS steel grade FQ47 460MPa 570 MPa 46J/ -60°C
OK Flux 10.62/ OK Autrod 13.24 F8A10-EG-G >470 >550 80/ -60 25 -10 & -15 DNV, GL 32
OK Flux 10.62/ OK Autrod 13.27 F8A10ENi2-Ni2 >470 >550 80/ -60 27 ABS BV CE DNV GL LR
VdTÜV
32
ABS steel grade EQ51 500MPa 610MPa 50J/ -40°C
OK Flux 10.62/ OK Autrod 12.44 F9A8-EA3-A3 >600 >620 80/ -40 26 NA 32
OK Flux 10.62/ OK Autrod 13.40 F10A8-EG-FG >610 >690 110/ -40 32 -10 ABS BV CE DNV GL LR
VdTÜV
32
ABS steel grade EQ56 550MPa 670MPa 55J/ -40°C
OK Flux 10.62/ OK Autrod 13.40 F10A8-EG-FG >610 >690 110/ -40 32 -10 ABS BV CE DNV GL LR
VdTÜV
32
ABS steel grade EQ63 620MPa 720MPa 62J/ -40°C
OK Flux 10.62/ OK Autrod 13.43 F11A8-EG-G >680 >720 75/ -40 21 ABS BV CE DNV GL LR 32
ABS steel grade EQ70 690MPa 770MPa 69J/ -40°C
OK Flux 10.62/ OK Autrod 13.43 F11A8-EG-G >680 >760 75/ -40 21 ABS BV CE DNV GL LR 32
Spoolarc 120/ OK Flux 10.62 F11A6-EM4 M4 >690 >770 80/ -40 ABS BV CE DNV GL LR 32
FLUX CORED SAW
OK 10.62/ OK 15.27S F11A8-EC-G >690 >770 >69J/ -60oC 19 ABS CE GL LR 32
Higher strength materials
OK Flux 10.62/ Spoolarc 100 F12A6-EF5-G Typical 827 Typical 910 >75/ -40 20 MIL 32
1040913_Catalogus OFFSHORE_c.indd 31 06-12-11 13:50
3232
-0,2
0,0
0,2
0,4
0,6
0,8
1,0
0,05 0,10 0,15 0,20 0,25 0,30 -1,0
-0,2
-0,6
0,2
0,6
1,0
1,4
1,8
0,5 1,0 1,5 2,0% Si in wire
% Si pick-up from flux
% Mn in wire
% Mn pick-up from flux
450 A750 A
450 A750 A
-0,2
0,0
0,2
0,4
0,6
0,8
1,0
0,05 0,10 0,15 0,20 0,25 0,30 -1,0
-0,2
-0,6
0,2
0,6
1,0
1,4
1,8
0,5 1,0 1,5 2,0% Si in wire
% Si pick-up from flux
% Mn in wire
% Mn pick-up from flux
450 A750 A
450 A750 A
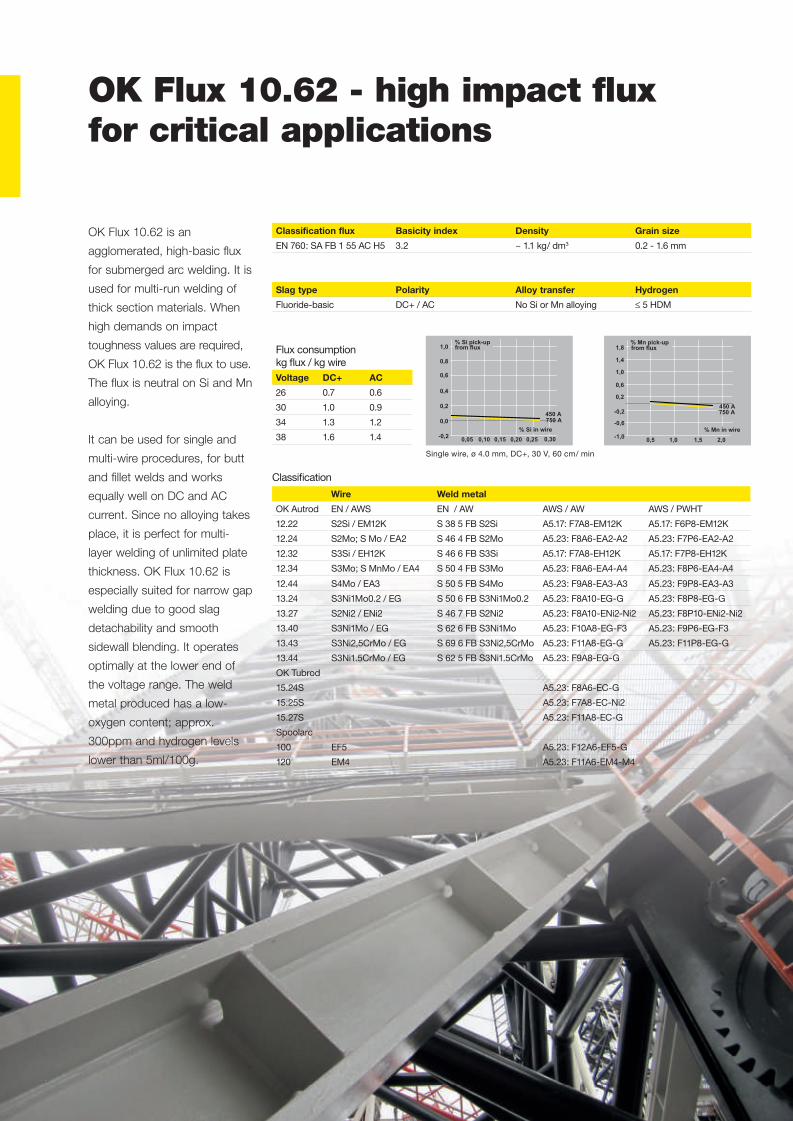
Single wire, ø 4.0 mm, DC+, 30 V, 60 cm/ min
Classification flux Basicity index Density Grain size
EN 760: SA FB 1 55 AC H5 3.2 ~ 1.1 kg/ dm3 0.2 - 1.6 mm
Slag type Polarity Alloy transfer Hydrogen
Fluoride-basic DC+ / AC No Si or Mn alloying ≤ 5 HDM
Flux consumption kg fl ux / kg wireVoltage DC+ AC
26 0.7 0.6
30 1.0 0.9
34 1.3 1.2
38 1.6 1.4
Classifi cation
Wire Weld metal
OK Autrod EN / AWS EN / AW AWS / AW AWS / PWHT
12.22 S2Si / EM12K S 38 5 FB S2Si A5.17: F7A8-EM12K A5.17: F6P8-EM12K
12.24 S2Mo; S Mo / EA2 S 46 4 FB S2Mo A5.23: F8A6-EA2-A2 A5.23: F7P6-EA2-A2
12.32 S3Si / EH12K S 46 6 FB S3Si A5.17: F7A8-EH12K A5.17: F7P8-EH12K
12.34 S3Mo; S MnMo / EA4 S 50 4 FB S3Mo A5.23: F8A6-EA4-A4 A5.23: F8P6-EA4-A4
12.44 S4Mo / EA3 S 50 5 FB S4Mo A5.23: F9A8-EA3-A3 A5.23: F9P8-EA3-A3
13.24 S3Ni1Mo0.2 / EG S 50 6 FB S3Ni1Mo0.2 A5.23: F8A10-EG-G A5.23: F8P8-EG-G
13.27 S2Ni2 / ENi2 S 46 7 FB S2Ni2 A5.23: F8A10-ENi2-Ni2 A5.23: F8P10-ENi2-Ni2
13.40 S3Ni1Mo / EG S 62 6 FB S3Ni1Mo A5.23: F10A8-EG-F3 A5.23: F9P6-EG-F3
13.43 S3Ni2,5CrMo / EG S 69 6 FB S3Ni2,5CrMo A5.23: F11A8-EG-G A5.23: F11P8-EG-G
13.44 S3Ni1.5CrMo / EG S 62 5 FB S3Ni1.5CrMo A5.23: F9A8-EG-G
OK Tubrod
15.24S A5.23: F8A6-EC-G
15.25S A5.23: F7A8-EC-Ni2
15.27S A5.23: F11A8-EC-G
Spoolarc
100 EF5 A5.23: F12A6-EF5-G
120 EM4 A5.23: F11A6-EM4-M4
OK Flux 10.62 is an
agglomerated, high-basic flux
for submerged arc welding. It is
used for multi-run welding of
thick section materials. When
high demands on impact
toughness values are required,
OK Flux 10.62 is the flux to use.
The flux is neutral on Si and Mn
alloying.
It can be used for single and
multi-wire procedures, for butt
and fillet welds and works
equally well on DC and AC
current. Since no alloying takes
place, it is perfect for multi-
layer welding of unlimited plate
thickness. OK Flux 10.62 is
especially suited for narrow gap
welding due to good slag
detachability and smooth
sidewall blending. It operates
optimally at the lower end of
the voltage range. The weld
metal produced has a low-
oxygen content; approx.
300ppm and hydrogen levels
lower than 5ml/100g.
OK Flux 10.62 - high impact flux for critical applications
1040913_Catalogus OFFSHORE_c.indd 32 06-12-11 13:51
33
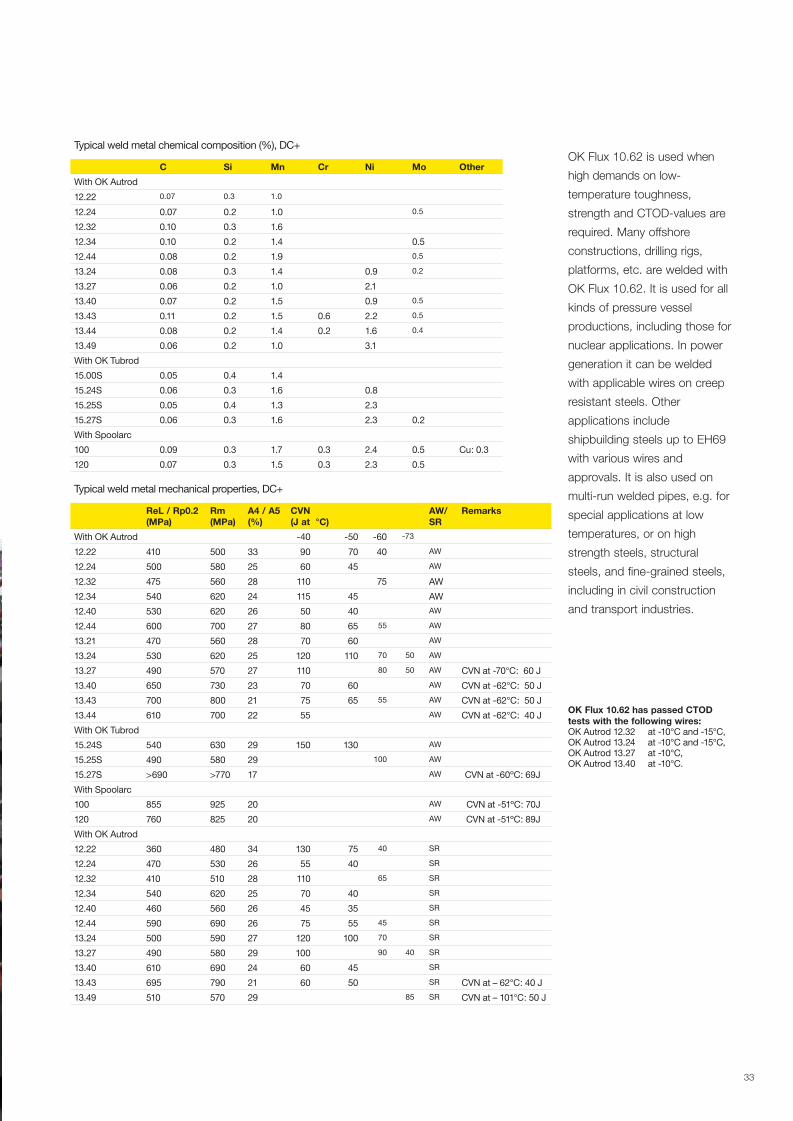
Typical weld metal chemical composition (%), DC+
C Si Mn Cr Ni Mo Other
With OK Autrod
12.22 0.07 0.3 1.0
12.24 0.07 0.2 1.0 0.5
12.32 0.10 0.3 1.6
12.34 0.10 0.2 1.4 0.5
12.44 0.08 0.2 1.9 0.5
13.24 0.08 0.3 1.4 0.9 0.2
13.27 0.06 0.2 1.0 2.1
13.40 0.07 0.2 1.5 0.9 0.5
13.43 0.11 0.2 1.5 0.6 2.2 0.5
13.44 0.08 0.2 1.4 0.2 1.6 0.4
13.49 0.06 0.2 1.0 3.1
With OK Tubrod
15.00S 0.05 0.4 1.4
15.24S 0.06 0.3 1.6 0.8
15.25S 0.05 0.4 1.3 2.3
15.27S 0.06 0.3 1.6 2.3 0.2
With Spoolarc
100 0.09 0.3 1.7 0.3 2.4 0.5 Cu: 0.3
120 0.07 0.3 1.5 0.3 2.3 0.5
Typical weld metal mechanical properties, DC+
ReL / Rp0.2(MPa)
Rm(MPa)
A4 / A5(%)
CVN(J at °C)
AW/ SR
Remarks
With OK Autrod -40 -50 -60 -73
12.22 410 500 33 90 70 40 AW
12.24 500 580 25 60 45 AW
12.32 475 560 28 110 75 AW
12.34 540 620 24 115 45 AW
12.40 530 620 26 50 40 AW
12.44 600 700 27 80 65 55 AW
13.21 470 560 28 70 60 AW
13.24 530 620 25 120 110 70 50 AW
13.27 490 570 27 110 80 50 AW CVN at -70°C: 60 J
13.40 650 730 23 70 60 AW CVN at -62°C: 50 J
13.43 700 800 21 75 65 55 AW CVN at -62°C: 50 J
13.44 610 700 22 55 AW CVN at -62°C: 40 J
With OK Tubrod
15.24S 540 630 29 150 130 AW
15.25S 490 580 29 100 AW
15.27S >690 >770 17 AW CVN at -60ºC: 69J
With Spoolarc
100 855 925 20 AW CVN at -51ºC: 70J
120 760 825 20 AW CVN at -51ºC: 89J
With OK Autrod
12.22 360 480 34 130 75 40 SR
12.24 470 530 26 55 40 SR
12.32 410 510 28 110 65 SR
12.34 540 620 25 70 40 SR
12.40 460 560 26 45 35 SR
12.44 590 690 26 75 55 45 SR
13.24 500 590 27 120 100 70 SR
13.27 490 580 29 100 90 40 SR
13.40 610 690 24 60 45 SR
13.43 695 790 21 60 50 SR CVN at – 62°C: 40 J
13.49 510 570 29 85 SR CVN at – 101°C: 50 J
OK Flux 10.62 is used when
high demands on low-
temperature toughness,
strength and CTOD-values are
required. Many offshore
constructions, drilling rigs,
platforms, etc. are welded with
OK Flux 10.62. It is used for all
kinds of pressure vessel
productions, including those for
nuclear applications. In power
generation it can be welded
with applicable wires on creep
resistant steels. Other
applications include
shipbuilding steels up to EH69
with various wires and
approvals. It is also used on
multi-run welded pipes, e.g. for
special applications at low
temperatures, or on high
strength steels, structural
steels, and fine-grained steels,
including in civil construction
and transport industries.
OK Flux 10.62 has passed CTOD tests with the following wires:OK Autrod 12.32 at -10°C and -15°C,OK Autrod 13.24 at -10°C and -15°C,OK Autrod 13.27 at -10°C,OK Autrod 13.40 at -10°C.
1040913_Catalogus OFFSHORE_c.indd 33 06-12-11 13:51
34
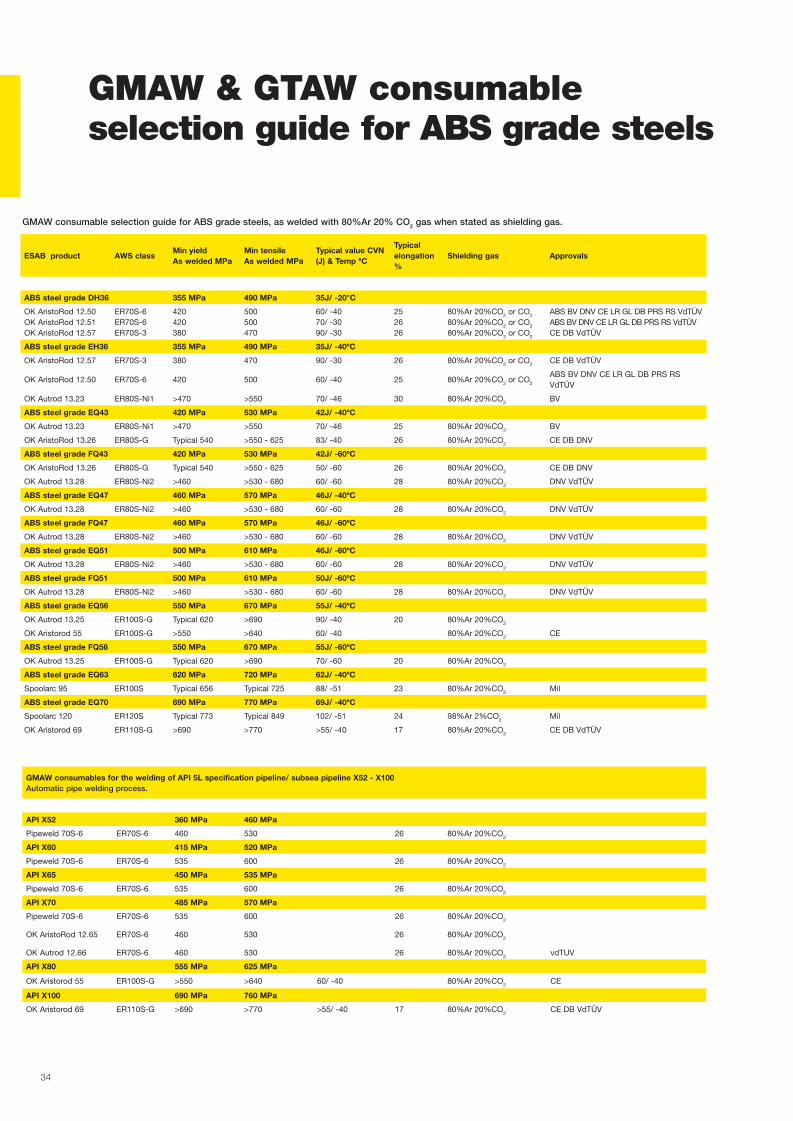
ESAB product AWS classMin yield As welded MPa
Min tensile As welded MPa
Typical value CVN (J) & Temp ºC
Typical elongation %
Shielding gas Approvals
ABS steel grade DH36 355 MPa 490 MPa 35J/ -20°C
OK AristoRod 12.50OK AristoRod 12.51OK AristoRod 12.57
ER70S-6ER70S-6ER70S-3
420420380
500500470
60/ -4070/ -3090/ -30
252626
80%Ar 20%CO2 or CO2
80%Ar 20%CO2 or CO2
80%Ar 20%CO2 or CO2
ABS BV DNV CE LR GL DB PRS RS VdTÜVABS BV DNV CE LR GL DB PRS RS VdTÜVCE DB VdTÜV
ABS steel grade EH36 355 MPa 490 MPa 35J/ -40ºC
OK AristoRod 12.57 ER70S-3 380 470 90/ -30 26 80%Ar 20%CO2 or CO2 CE DB VdTÜV
OK AristoRod 12.50 ER70S-6 420 500 60/ -40 25 80%Ar 20%CO2 or CO2
ABS BV DNV CE LR GL DB PRS RS VdTÜV
OK Autrod 13.23 ER80S-Ni1 >470 >550 70/ -46 30 80%Ar 20%CO2 BV
ABS steel grade EQ43 420 MPa 530 MPa 42J/ -40ºC
OK Autrod 13.23 ER80S-Ni1 >470 >550 70/ -46 25 80%Ar 20%CO2 BV
OK AristoRod 13.26 ER80S-G Typical 540 >550 - 625 83/ -40 26 80%Ar 20%CO2 CE DB DNV
ABS steel grade FQ43 420 MPa 530 MPa 42J/ -60ºC
OK AristoRod 13.26 ER80S-G Typical 540 >550 - 625 50/ -60 26 80%Ar 20%CO2 CE DB DNV
OK Autrod 13.28 ER80S-Ni2 >460 >530 - 680 60/ -60 28 80%Ar 20%CO2 DNV VdTÜV
ABS steel grade EQ47 460 MPa 570 MPa 46J/ -40ºC
OK Autrod 13.28 ER80S-Ni2 >460 >530 - 680 60/ -60 28 80%Ar 20%CO2 DNV VdTÜV
ABS steel grade FQ47 460 MPa 570 MPa 46J/ -60ºC
OK Autrod 13.28 ER80S-Ni2 >460 >530 - 680 60/ -60 28 80%Ar 20%CO2 DNV VdTÜV
ABS steel grade EQ51 500 MPa 610 MPa 46J/ -60ºC
OK Autrod 13.28 ER80S-Ni2 >460 >530 - 680 60/ -60 28 80%Ar 20%CO2 DNV VdTÜV
ABS steel grade FQ51 500 MPa 610 MPa 50J/ -60ºC
OK Autrod 13.28 ER80S-Ni2 >460 >530 - 680 60/ -60 28 80%Ar 20%CO2 DNV VdTÜV
ABS steel grade EQ56 550 MPa 670 MPa 55J/ -40ºC
OK Autrod 13.25 ER100S-G Typical 620 >690 90/ -40 20 80%Ar 20%CO2
OK Aristorod 55 ER100S-G >550 >640 60/ -40 80%Ar 20%CO2 CE
ABS steel grade FQ56 550 MPa 670 MPa 55J/ -60ºC
OK Autrod 13.25 ER100S-G Typical 620 >690 70/ -60 20 80%Ar 20%CO2
ABS steel grade EQ63 620 MPa 720 MPa 62J/ -40ºC
Spoolarc 95 ER100S Typical 656 Typical 725 88/ -51 23 80%Ar 20%CO2 Mil
ABS steel grade EQ70 690 MPa 770 MPa 69J/ -40ºC
Spoolarc 120 ER120S Typical 773 Typical 849 102/ -51 24 98%Ar 2%CO2 Mil
OK Aristorod 69 ER110S-G >690 >770 >55/ -40 17 80%Ar 20%CO2 CE DB VdTÜV
GMAW consumables for the welding of API 5L specification pipeline/ subsea pipeline x52 - x100Automatic pipe welding process.
API x52 360 MPa 460 MPa
Pipeweld 70S-6 ER70S-6 460 530 26 80%Ar 20%CO2
API x60 415 MPa 520 MPa
Pipeweld 70S-6 ER70S-6 535 600 26 80%Ar 20%CO2
API x65 450 MPa 535 MPa
Pipeweld 70S-6 ER70S-6 535 600 26 80%Ar 20%CO2
API x70 485 MPa 570 MPa
Pipeweld 70S-6 ER70S-6 535 600 26 80%Ar 20%CO2
OK AristoRod 12.65 ER70S-6 460 530 26 80%Ar 20%CO2
OK Autrod 12.66 ER70S-6 460 530 26 80%Ar 20%CO2 vdTUV
API x80 555 MPa 625 MPa
OK Aristorod 55 ER100S-G >550 >640 60/ -40 80%Ar 20%CO2 CE
API x100 690 MPa 760 MPa
OK Aristorod 69 ER110S-G >690 >770 >55/ -40 17 80%Ar 20%CO2 CE DB VdTÜV
GMAW & GTAW consumable selection guide for ABS grade steels
GMAW consumable selection guide for ABS grade steels, as welded with 80%Ar 20% CO2 gas when stated as shielding gas.
1040913_Catalogus OFFSHORE_c.indd 34 06-12-11 13:51
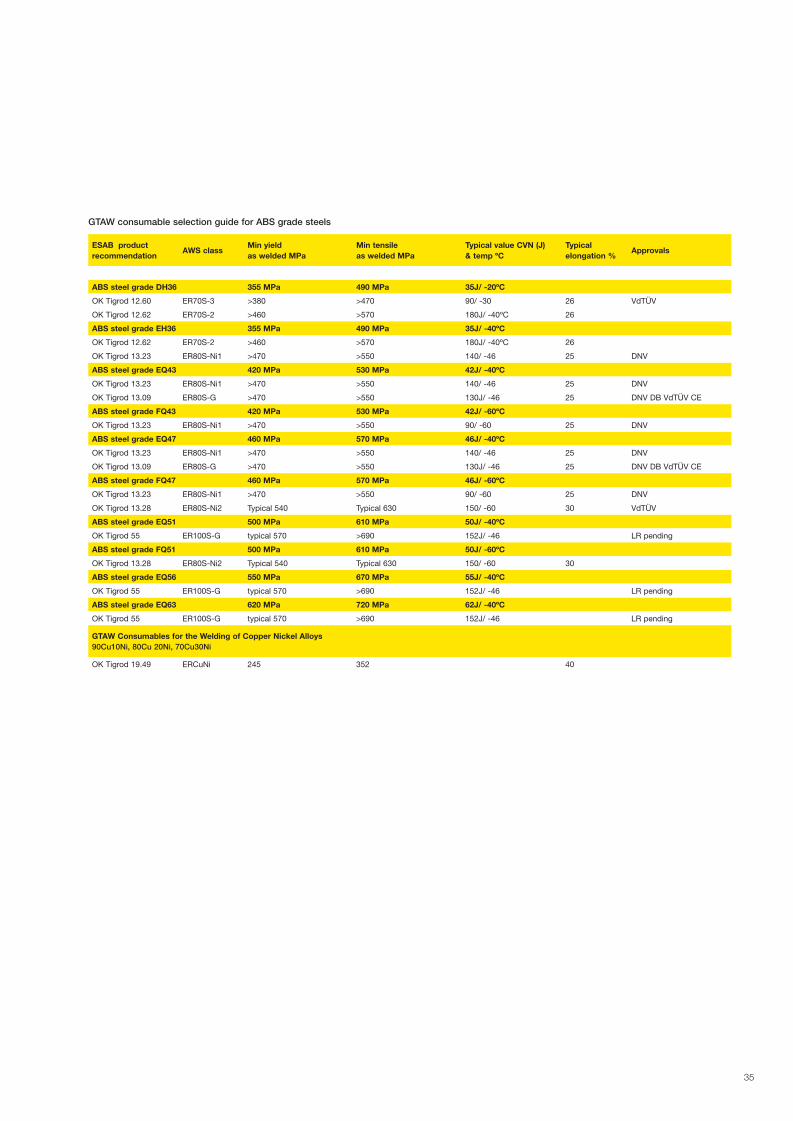
35
ESAB product recommendation
AWS classMin yield as welded MPa
Min tensile as welded MPa
Typical value CVN (J) & temp ºC
Typical elongation %
Approvals
ABS steel grade DH36 355 MPa 490 MPa 35J/ -20ºC
OK Tigrod 12.60 ER70S-3 >380 >470 90/ -30 26 VdTÜV
OK Tigrod 12.62 ER70S-2 >460 >570 180J/ -40ºC 26
ABS steel grade EH36 355 MPa 490 MPa 35J/ -40ºC
OK Tigrod 12.62 ER70S-2 >460 >570 180J/ -40ºC 26
OK Tigrod 13.23 ER80S-Ni1 >470 >550 140/ -46 25 DNV
ABS steel grade EQ43 420 MPa 530 MPa 42J/ -40ºC
OK Tigrod 13.23 ER80S-Ni1 >470 >550 140/ -46 25 DNV
OK Tigrod 13.09 ER80S-G >470 >550 130J/ -46 25 DNV DB VdTÜV CE
ABS steel grade FQ43 420 MPa 530 MPa 42J/ -60ºC
OK Tigrod 13.23 ER80S-Ni1 >470 >550 90/ -60 25 DNV
ABS steel grade EQ47 460 MPa 570 MPa 46J/ -40ºC
OK Tigrod 13.23 ER80S-Ni1 >470 >550 140/ -46 25 DNV
OK Tigrod 13.09 ER80S-G >470 >550 130J/ -46 25 DNV DB VdTÜV CE
ABS steel grade FQ47 460 MPa 570 MPa 46J/ -60ºC
OK Tigrod 13.23 ER80S-Ni1 >470 >550 90/ -60 25 DNV
OK Tigrod 13.28 ER80S-Ni2 Typical 540 Typical 630 150/ -60 30 VdTÜV
ABS steel grade EQ51 500 MPa 610 MPa 50J/ -40ºC
OK Tigrod 55 ER100S-G typical 570 >690 152J/ -46 LR pending
ABS steel grade FQ51 500 MPa 610 MPa 50J/ -60ºC
OK Tigrod 13.28 ER80S-Ni2 Typical 540 Typical 630 150/ -60 30
ABS steel grade EQ56 550 MPa 670 MPa 55J/ -40ºC
OK Tigrod 55 ER100S-G typical 570 >690 152J/ -46 LR pending
ABS steel grade EQ63 620 MPa 720 MPa 62J/ -40ºC
OK Tigrod 55 ER100S-G typical 570 >690 152J/ -46 LR pending
GTAW Consumables for the Welding of Copper Nickel Alloys90Cu10Ni, 80Cu 20Ni, 70Cu30Ni
OK Tigrod 19.49 ERCuNi 245 352 40
GMAW & GTAW consumable selection guide for ABS grade steels
GTAW consumable selection guide for ABS grade steels
1040913_Catalogus OFFSHORE_c.indd 35 06-12-11 13:51

36
Solid and cored wires for offshore pipe laying
ESABproductsappliedinoffshorepipelaying:
•Doublejointing OKFlux10.71/OKAutrod12.22
OK Flux 10.71/ OK Autrod 12.24
OK Flux 10.71/ OK Autrod 12.44
OK Flux 10.62/ OK Autrod 13.40
OK Flux 10.62/ OK Autrod 13.43
OK Flux 10.62/ OK Autrod 13.64
•Firingline OKAutrod12.65
OK Autrod 12.66
•Repair Pipeweld101-T1Photo courtesy Allseas
1040913_Catalogus OFFSHORE_c.indd 36 06-12-11 13:51
37
Solid and cored wiresfor offshore pipe laying
37
ESAB supplies a full range of welding consumables
for stainless steel and nickel-base alloys. These
include types for welding alloys used for oil & gas
transport and processing in the offshore industry,
such as (lean and super) duplex stainless steel and
various heat resistant nickel-base alloys.
A vast majority of these consumables are produced
in-house by ESAB against rigid QA requirements. In
addition, ESAB is one of few international
companies to have achieved ISO 14001 and
OHSAS 18001 standards in environmental, health &
safety management systems across all its global
manufacturing facilities.
The ESAB range of consumables for stainless steel
covers all major arc welding processes- SMAW,
GMAW, GTAW, FCAW, SAW and SAW/ ESW strip
cladding. The following pages advise on ESAB
consumables selection by parent material and give
full product detail.
An extensive range of in-house manufactured stainless steel welding consumables
1040913_Catalogus OFFSHORE_c.indd 37 06-12-11 13:51
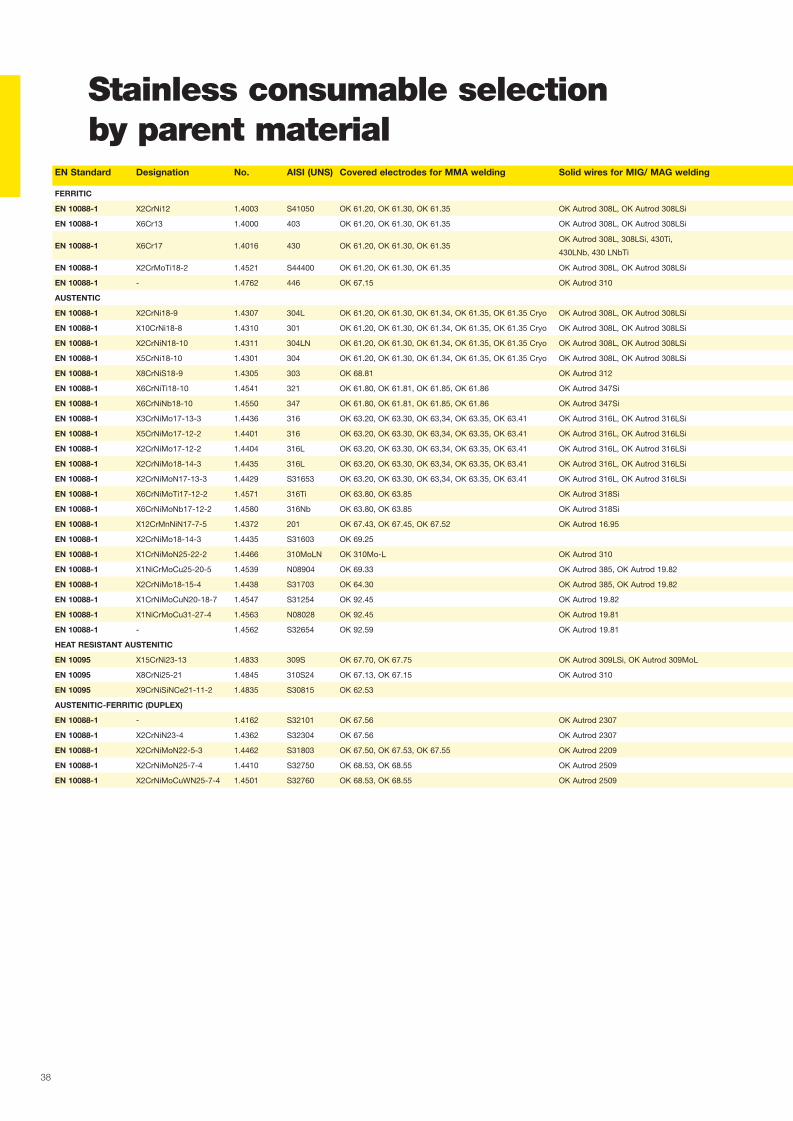
38
Stainless consumable selection by parent material
EN Standard Designation No. AISI (uNS) Covered electrodes for MMA welding Solid wires for MIG/ MAG welding Wires for TIG welding Tubular cored wires for MIG/ MAG Wires for SA welding
FERRITIC
EN 10088-1 X2CrNi12 1.4003 S41050 OK 61.20, OK 61.30, OK 61.35 OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X6Cr13 1.4000 403 OK 61.20, OK 61.30, OK 61.35 OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X6Cr17 1.4016 430 OK 61.20, OK 61.30, OK 61.35OK Autrod 308L, 308LSi, 430Ti,
430LNb, 430 LNbTiOK Tigrod 308L, OK Tigrod 308LSi, OK Tigrod 430Ti Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X2CrMoTi18-2 1.4521 S44400 OK 61.20, OK 61.30, OK 61.35 OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 - 1.4762 446 OK 67.15 OK Autrod 310 OK Tigrod 310 OK Autrod 310
AuSTENTIC
EN 10088-1 X2CrNi18-9 1.4307 304L OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X10CrNi18-8 1.4310 301 OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X2CrNiN18-10 1.4311 304LN OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X5CrNi18-10 1.4301 304 OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X8CrNiS18-9 1.4305 303 OK 68.81 OK Autrod 312 OK Tigrod 312 OK Autrod 312
EN 10088-1 X6CrNiTi18-10 1.4541 321 OK 61.80, OK 61.81, OK 61.85, OK 61.86 OK Autrod 347Si OK Tigrod 347Si Shield-Bright 347, Shield-Bright 347 X-tra OK Autrod 347
EN 10088-1 X6CrNiNb18-10 1.4550 347 OK 61.80, OK 61.81, OK 61.85, OK 61.86 OK Autrod 347Si OK Tigrod 347Si Shield-Bright 347, Shield-Bright 347 X-tra OK Autrod 347
EN 10088-1 X3CrNiMo17-13-3 1.4436 316 OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X5CrNiMo17-12-2 1.4401 316 OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X2CrNiMo17-12-2 1.4404 316L OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X2CrNiMo18-14-3 1.4435 316L OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X2CrNiMoN17-13-3 1.4429 S31653 OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X6CrNiMoTi17-12-2 1.4571 316Ti OK 63.80, OK 63.85 OK Autrod 318Si OK Tigrod 318Si OK Autrod 318
EN 10088-1 X6CrNiMoNb17-12-2 1.4580 316Nb OK 63.80, OK 63.85 OK Autrod 318Si OK Tigrod 318Si OK Autrod 318
EN 10088-1 X12CrMnNiN17-7-5 1.4372 201 OK 67.43, OK 67.45, OK 67.52 OK Autrod 16.95 OK Tigrod 16.95 OK Autrod 16.97
EN 10088-1 X2CrNiMo18-14-3 1.4435 S31603 OK 69.25
EN 10088-1 X1CrNiMoN25-22-2 1.4466 310MoLN OK 310Mo-L OK Autrod 310 OK Tigrod 310 OK Autrod 310MoL
EN 10088-1 X1NiCrMoCu25-20-5 1.4539 N08904 OK 69.33 OK Autrod 385, OK Autrod 19.82 OK Tigrod 385, OK Tigrod 19.82 OK Autrod 385, OK Autrod 19.82
EN 10088-1 X2CrNiMo18-15-4 1.4438 S31703 OK 64.30 OK Autrod 385, OK Autrod 19.82 OK Tigrod 385, OK Tigrod 19.82 Shield-Bright 317L, Shield-Bright 317L X-tra OK Autrod 385, OK Autrod 19.82
EN 10088-1 X1CrNiMoCuN20-18-7 1.4547 S31254 OK 92.45 OK Autrod 19.82 OK Tigrod 19.82 OK Autrod 19.82
EN 10088-1 X1NiCrMoCu31-27-4 1.4563 N08028 OK 92.45 OK Autrod 19.81 OK Tigrod 19.81 OK Autrod 19.81
EN 10088-1 - 1.4562 S32654 OK 92.59 OK Autrod 19.81 OK Tigrod 19.81 OK Autrod 19.81
HEAT RESISTANT AuSTENITIC
EN 10095 X15CrNi23-13 1.4833 309S OK 67.70, OK 67.75 OK Autrod 309LSi, OK Autrod 309MoL OK Tigrod 309LSi, OK Tigrod 309MoL Shield-Bright 309L, Shield-Bright 309L X-tra OK Autrod 309L
EN 10095 X8CrNi25-21 1.4845 310S24 OK 67.13, OK 67.15 OK Autrod 310 OK Tigrod 310 OK Autrod 310
EN 10095 X9CrNiSiNCe21-11-2 1.4835 S30815 OK 62.53
AuSTENITIC-FERRITIC (DuPLEx)
EN 10088-1 - 1.4162 S32101 OK 67.56 OK Autrod 2307 OK Tigrod 2307 Shield-Bright 2307
EN 10088-1 X2CrNiN23-4 1.4362 S32304 OK 67.56 OK Autrod 2307 OK Tigrod 2307 Shield-Bright 2307 OK Autrod 2307
EN 10088-1 X2CrNiMoN22-5-3 1.4462 S31803 OK 67.50, OK 67.53, OK 67.55 OK Autrod 2209 OK Tigrod 2209 OK Tubrod 14.27, OK Tubrod 14.37 OK Autrod 2209
EN 10088-1 X2CrNiMoN25-7-4 1.4410 S32750 OK 68.53, OK 68.55 OK Autrod 2509 OK Tigrod 2509 OK Tubrod 14.28 OK Autrod 2509
EN 10088-1 X2CrNiMoCuWN25-7-4 1.4501 S32760 OK 68.53, OK 68.55 OK Autrod 2509 OK Tigrod 2509 OK Tubrod 14.28 OK Autrod 2509
1040913_Catalogus OFFSHORE_c.indd 38 06-12-11 13:51
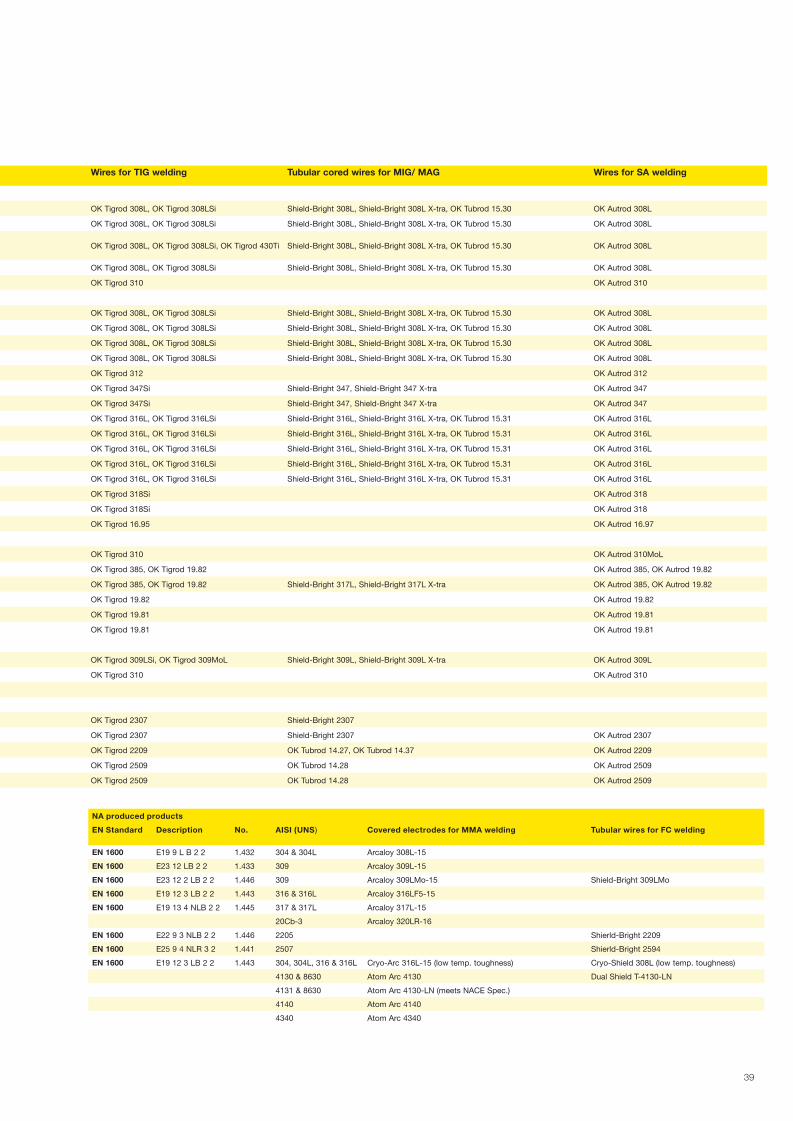
39
Stainless consumable selection by parent material
EN Standard Designation No. AISI (uNS) Covered electrodes for MMA welding Solid wires for MIG/ MAG welding Wires for TIG welding Tubular cored wires for MIG/ MAG Wires for SA welding
FERRITIC
EN 10088-1 X2CrNi12 1.4003 S41050 OK 61.20, OK 61.30, OK 61.35 OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X6Cr13 1.4000 403 OK 61.20, OK 61.30, OK 61.35 OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X6Cr17 1.4016 430 OK 61.20, OK 61.30, OK 61.35OK Autrod 308L, 308LSi, 430Ti,
430LNb, 430 LNbTiOK Tigrod 308L, OK Tigrod 308LSi, OK Tigrod 430Ti Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X2CrMoTi18-2 1.4521 S44400 OK 61.20, OK 61.30, OK 61.35 OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 - 1.4762 446 OK 67.15 OK Autrod 310 OK Tigrod 310 OK Autrod 310
AuSTENTIC
EN 10088-1 X2CrNi18-9 1.4307 304L OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X10CrNi18-8 1.4310 301 OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X2CrNiN18-10 1.4311 304LN OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X5CrNi18-10 1.4301 304 OK 61.20, OK 61.30, OK 61.34, OK 61.35, OK 61.35 Cryo OK Autrod 308L, OK Autrod 308LSi OK Tigrod 308L, OK Tigrod 308LSi Shield-Bright 308L, Shield-Bright 308L X-tra, OK Tubrod 15.30 OK Autrod 308L
EN 10088-1 X8CrNiS18-9 1.4305 303 OK 68.81 OK Autrod 312 OK Tigrod 312 OK Autrod 312
EN 10088-1 X6CrNiTi18-10 1.4541 321 OK 61.80, OK 61.81, OK 61.85, OK 61.86 OK Autrod 347Si OK Tigrod 347Si Shield-Bright 347, Shield-Bright 347 X-tra OK Autrod 347
EN 10088-1 X6CrNiNb18-10 1.4550 347 OK 61.80, OK 61.81, OK 61.85, OK 61.86 OK Autrod 347Si OK Tigrod 347Si Shield-Bright 347, Shield-Bright 347 X-tra OK Autrod 347
EN 10088-1 X3CrNiMo17-13-3 1.4436 316 OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X5CrNiMo17-12-2 1.4401 316 OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X2CrNiMo17-12-2 1.4404 316L OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X2CrNiMo18-14-3 1.4435 316L OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X2CrNiMoN17-13-3 1.4429 S31653 OK 63.20, OK 63.30, OK 63,34, OK 63.35, OK 63.41 OK Autrod 316L, OK Autrod 316LSi OK Tigrod 316L, OK Tigrod 316LSi Shield-Bright 316L, Shield-Bright 316L X-tra, OK Tubrod 15.31 OK Autrod 316L
EN 10088-1 X6CrNiMoTi17-12-2 1.4571 316Ti OK 63.80, OK 63.85 OK Autrod 318Si OK Tigrod 318Si OK Autrod 318
EN 10088-1 X6CrNiMoNb17-12-2 1.4580 316Nb OK 63.80, OK 63.85 OK Autrod 318Si OK Tigrod 318Si OK Autrod 318
EN 10088-1 X12CrMnNiN17-7-5 1.4372 201 OK 67.43, OK 67.45, OK 67.52 OK Autrod 16.95 OK Tigrod 16.95 OK Autrod 16.97
EN 10088-1 X2CrNiMo18-14-3 1.4435 S31603 OK 69.25
EN 10088-1 X1CrNiMoN25-22-2 1.4466 310MoLN OK 310Mo-L OK Autrod 310 OK Tigrod 310 OK Autrod 310MoL
EN 10088-1 X1NiCrMoCu25-20-5 1.4539 N08904 OK 69.33 OK Autrod 385, OK Autrod 19.82 OK Tigrod 385, OK Tigrod 19.82 OK Autrod 385, OK Autrod 19.82
EN 10088-1 X2CrNiMo18-15-4 1.4438 S31703 OK 64.30 OK Autrod 385, OK Autrod 19.82 OK Tigrod 385, OK Tigrod 19.82 Shield-Bright 317L, Shield-Bright 317L X-tra OK Autrod 385, OK Autrod 19.82
EN 10088-1 X1CrNiMoCuN20-18-7 1.4547 S31254 OK 92.45 OK Autrod 19.82 OK Tigrod 19.82 OK Autrod 19.82
EN 10088-1 X1NiCrMoCu31-27-4 1.4563 N08028 OK 92.45 OK Autrod 19.81 OK Tigrod 19.81 OK Autrod 19.81
EN 10088-1 - 1.4562 S32654 OK 92.59 OK Autrod 19.81 OK Tigrod 19.81 OK Autrod 19.81
HEAT RESISTANT AuSTENITIC
EN 10095 X15CrNi23-13 1.4833 309S OK 67.70, OK 67.75 OK Autrod 309LSi, OK Autrod 309MoL OK Tigrod 309LSi, OK Tigrod 309MoL Shield-Bright 309L, Shield-Bright 309L X-tra OK Autrod 309L
EN 10095 X8CrNi25-21 1.4845 310S24 OK 67.13, OK 67.15 OK Autrod 310 OK Tigrod 310 OK Autrod 310
EN 10095 X9CrNiSiNCe21-11-2 1.4835 S30815 OK 62.53
AuSTENITIC-FERRITIC (DuPLEx)
EN 10088-1 - 1.4162 S32101 OK 67.56 OK Autrod 2307 OK Tigrod 2307 Shield-Bright 2307
EN 10088-1 X2CrNiN23-4 1.4362 S32304 OK 67.56 OK Autrod 2307 OK Tigrod 2307 Shield-Bright 2307 OK Autrod 2307
EN 10088-1 X2CrNiMoN22-5-3 1.4462 S31803 OK 67.50, OK 67.53, OK 67.55 OK Autrod 2209 OK Tigrod 2209 OK Tubrod 14.27, OK Tubrod 14.37 OK Autrod 2209
EN 10088-1 X2CrNiMoN25-7-4 1.4410 S32750 OK 68.53, OK 68.55 OK Autrod 2509 OK Tigrod 2509 OK Tubrod 14.28 OK Autrod 2509
EN 10088-1 X2CrNiMoCuWN25-7-4 1.4501 S32760 OK 68.53, OK 68.55 OK Autrod 2509 OK Tigrod 2509 OK Tubrod 14.28 OK Autrod 2509
NA produced products
EN Standard Description No. AISI (uNS) Covered electrodes for MMA welding Tubular wires for FC welding
EN 1600 E19 9 L B 2 2 1.432 304 & 304L Arcaloy 308L-15
EN 1600 E23 12 LB 2 2 1.433 309 Arcaloy 309L-15
EN 1600 E23 12 2 LB 2 2 1.446 309 Arcaloy 309LMo-15 Shield-Bright 309LMo
EN 1600 E19 12 3 LB 2 2 1.443 316 & 316L Arcaloy 316LF5-15
EN 1600 E19 13 4 NLB 2 2 1.445 317 & 317L Arcaloy 317L-15
20Cb-3 Arcaloy 320LR-16
EN 1600 E22 9 3 NLB 2 2 1.446 2205 Shierld-Bright 2209
EN 1600 E25 9 4 NLR 3 2 1.441 2507 Shierld-Bright 2594
EN 1600 E19 12 3 LB 2 2 1.443 304, 304L, 316 & 316L Cryo-Arc 316L-15 (low temp. toughness) Cryo-Shield 308L (low temp. toughness)
4130 & 8630 Atom Arc 4130 Dual Shield T-4130-LN
4131 & 8630 Atom Arc 4130-LN (meets NACE Spec.)
4140 Atom Arc 4140
4340 Atom Arc 4340
1040913_Catalogus OFFSHORE_c.indd 39 06-12-11 13:51
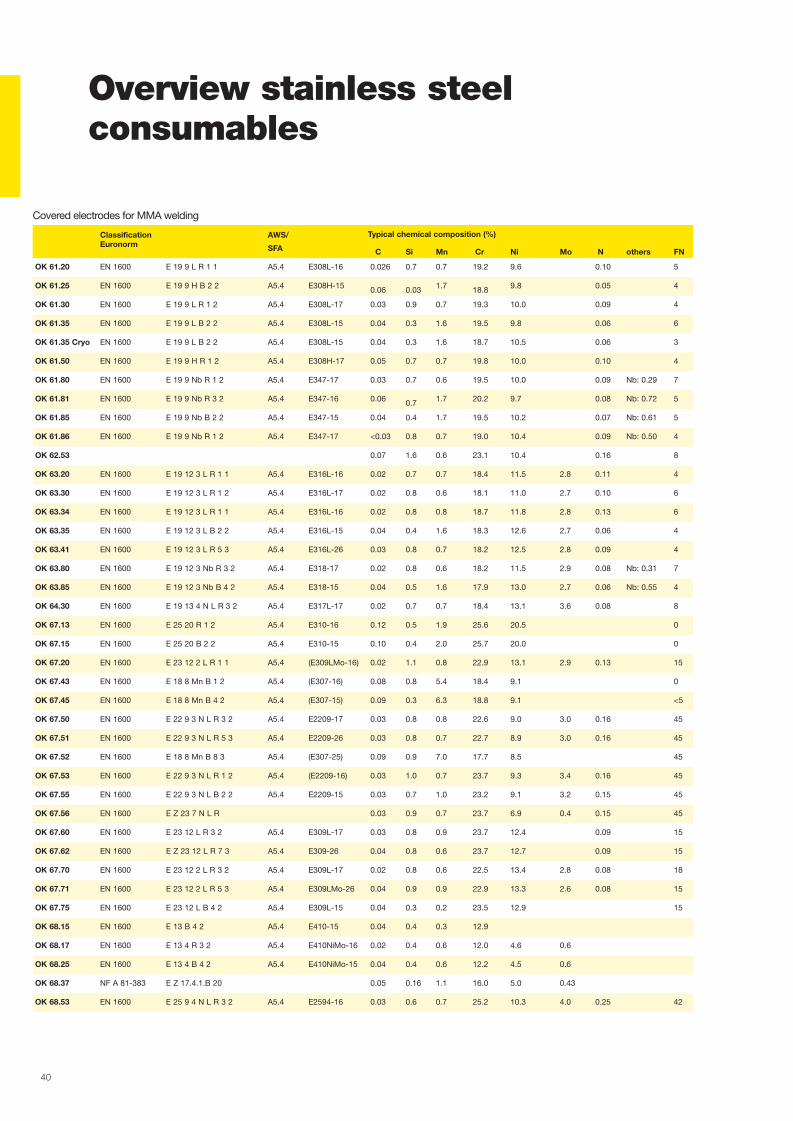
40
Overview stainless steel consumables
Covered electrodes for MMA welding
ClassificationEuronorm
AWS/
SFA
C Si Mn Cr Ni Mo N others FN
OK 61.20 EN 1600 E 19 9 L R 1 1 A5.4 E308L-16 0.026 0.7 0.7 19.2 9.6 0.10 5
OK 61.25 EN 1600 E 19 9 H B 2 2 A5.4 E308H-15 0.06 0.03 1.7 18.8 9.8 0.05 4
OK 61.30 EN 1600 E 19 9 L R 1 2 A5.4 E308L-17 0.03 0.9 0.7 19.3 10.0 0.09 4
OK 61.35 EN 1600 E 19 9 L B 2 2 A5.4 E308L-15 0.04 0.3 1.6 19.5 9.8 0.06 6
OK 61.35 Cryo EN 1600 E 19 9 L B 2 2 A5.4 E308L-15 0.04 0.3 1.6 18.7 10.5 0.06 3
OK 61.50 EN 1600 E 19 9 H R 1 2 A5.4 E308H-17 0.05 0.7 0.7 19.8 10.0 0.10 4
OK 61.80 EN 1600 E 19 9 Nb R 1 2 A5.4 E347-17 0.03 0.7 0.6 19.5 10.0 0.09 Nb: 0.29 7
OK 61.81 EN 1600 E 19 9 Nb R 3 2 A5.4 E347-16 0.06 0.7 1.7 20.2 9.7 0.08 Nb: 0.72 5
OK 61.85 EN 1600 E 19 9 Nb B 2 2 A5.4 E347-15 0.04 0.4 1.7 19.5 10.2 0.07 Nb: 0.61 5
OK 61.86 EN 1600 E 19 9 Nb R 1 2 A5.4 E347-17 <0.03 0.8 0.7 19.0 10.4 0.09 Nb: 0.50 4
OK 62.53 0.07 1.6 0.6 23.1 10.4 0.16 8
OK 63.20 EN 1600 E 19 12 3 L R 1 1 A5.4 E316L-16 0.02 0.7 0.7 18.4 11.5 2.8 0.11 4
OK 63.30 EN 1600 E 19 12 3 L R 1 2 A5.4 E316L-17 0.02 0.8 0.6 18.1 11.0 2.7 0.10 6
OK 63.34 EN 1600 E 19 12 3 L R 1 1 A5.4 E316L-16 0.02 0.8 0.8 18.7 11.8 2.8 0.13 6
OK 63.35 EN 1600 E 19 12 3 L B 2 2 A5.4 E316L-15 0.04 0.4 1.6 18.3 12.6 2.7 0.06 4
OK 63.41 EN 1600 E 19 12 3 L R 5 3 A5.4 E316L-26 0.03 0.8 0.7 18.2 12.5 2.8 0.09 4
OK 63.80 EN 1600 E 19 12 3 Nb R 3 2 A5.4 E318-17 0.02 0.8 0.6 18.2 11.5 2.9 0.08 Nb: 0.31 7
OK 63.85 EN 1600 E 19 12 3 Nb B 4 2 A5.4 E318-15 0.04 0.5 1.6 17.9 13.0 2.7 0.06 Nb: 0.55 4
OK 64.30 EN 1600 E 19 13 4 N L R 3 2 A5.4 E317L-17 0.02 0.7 0.7 18.4 13.1 3.6 0.08 8
OK 67.13 EN 1600 E 25 20 R 1 2 A5.4 E310-16 0.12 0.5 1.9 25.6 20.5 0
OK 67.15 EN 1600 E 25 20 B 2 2 A5.4 E310-15 0.10 0.4 2.0 25.7 20.0 0
OK 67.20 EN 1600 E 23 12 2 L R 1 1 A5.4 (E309LMo-16) 0.02 1.1 0.8 22.9 13.1 2.9 0.13 15
OK 67.43 EN 1600 E 18 8 Mn B 1 2 A5.4 (E307-16) 0.08 0.8 5.4 18.4 9.1 0
OK 67.45 EN 1600 E 18 8 Mn B 4 2 A5.4 (E307-15) 0.09 0.3 6.3 18.8 9.1 <5
OK 67.50 EN 1600 E 22 9 3 N L R 3 2 A5.4 E2209-17 0.03 0.8 0.8 22.6 9.0 3.0 0.16 45
OK 67.51 EN 1600 E 22 9 3 N L R 5 3 A5.4 E2209-26 0.03 0.8 0.7 22.7 8.9 3.0 0.16 45
OK 67.52 EN 1600 E 18 8 Mn B 8 3 A5.4 (E307-25) 0.09 0.9 7.0 17.7 8.5 45
OK 67.53 EN 1600 E 22 9 3 N L R 1 2 A5.4 (E2209-16) 0.03 1.0 0.7 23.7 9.3 3.4 0.16 45
OK 67.55 EN 1600 E 22 9 3 N L B 2 2 A5.4 E2209-15 0.03 0.7 1.0 23.2 9.1 3.2 0.15 45
OK 67.56 EN 1600 E Z 23 7 N L R 0.03 0.9 0.7 23.7 6.9 0.4 0.15 45
OK 67.60 EN 1600 E 23 12 L R 3 2 A5.4 E309L-17 0.03 0.8 0.9 23.7 12.4 0.09 15
OK 67.62 EN 1600 E Z 23 12 L R 7 3 A5.4 E309-26 0.04 0.8 0.6 23.7 12.7 0.09 15
OK 67.70 EN 1600 E 23 12 2 L R 3 2 A5.4 E309L-17 0.02 0.8 0.6 22.5 13.4 2.8 0.08 18
OK 67.71 EN 1600 E 23 12 2 L R 5 3 A5.4 E309LMo-26 0.04 0.9 0.9 22.9 13.3 2.6 0.08 15
OK 67.75 EN 1600 E 23 12 L B 4 2 A5.4 E309L-15 0.04 0.3 0.2 23.5 12.9 15
OK 68.15 EN 1600 E 13 B 4 2 A5.4 E410-15 0.04 0.4 0.3 12.9
OK 68.17 EN 1600 E 13 4 R 3 2 A5.4 E410NiMo-16 0.02 0.4 0.6 12.0 4.6 0.6
OK 68.25 EN 1600 E 13 4 B 4 2 A5.4 E410NiMo-15 0.04 0.4 0.6 12.2 4.5 0.6
OK 68.37 NF A 81-383 E Z 17.4.1.B 20 0.05 0.16 1.1 16.0 5.0 0.43
OK 68.53 EN 1600 E 25 9 4 N L R 3 2 A5.4 E2594-16 0.03 0.6 0.7 25.2 10.3 4.0 0.25 42
Typical chemical composition (%)
1040913_Catalogus OFFSHORE_c.indd 40 06-12-11 13:51
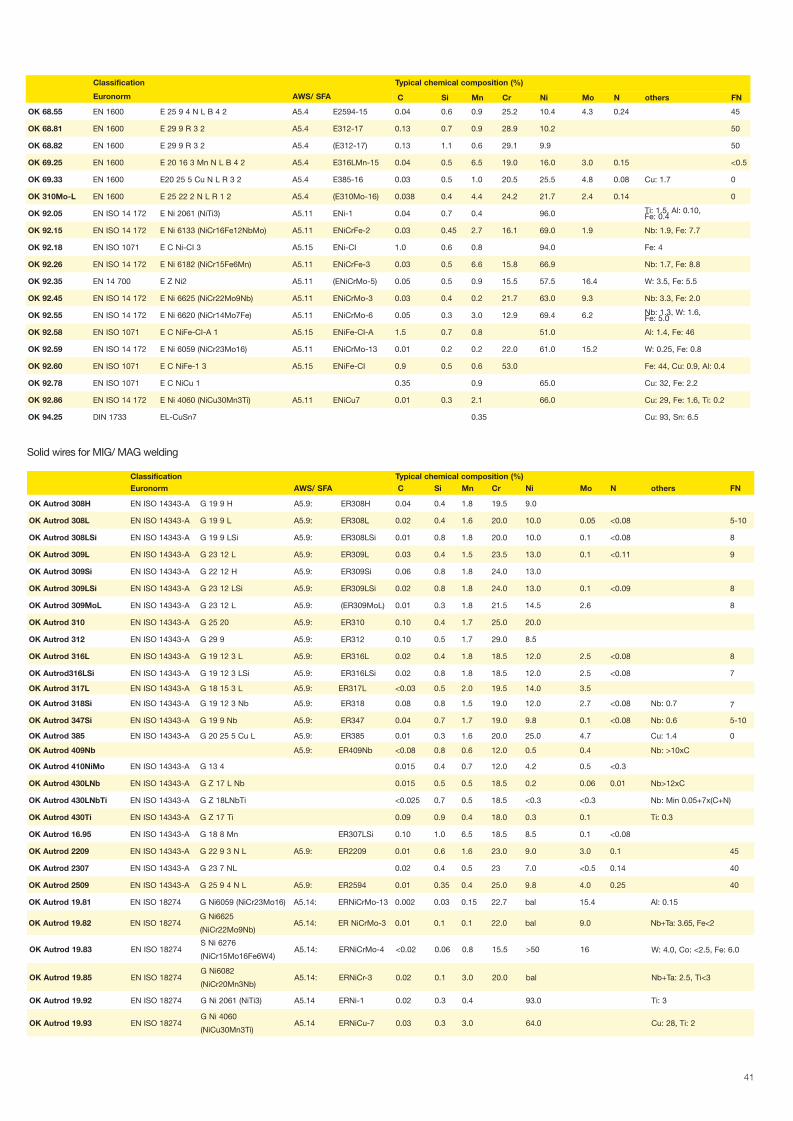
41
Overview stainless steel consumables
Classification Typical chemical composition (%)
Euronorm AWS/ SFA C Si Mn Cr Ni Mo N others FN
OK 68.55 EN 1600 E 25 9 4 N L B 4 2 A5.4 E2594-15 0.04 0.6 0.9 25.2 10.4 4.3 0.24 45
OK 68.81 EN 1600 E 29 9 R 3 2 A5.4 E312-17 0.13 0.7 0.9 28.9 10.2 50
OK 68.82 EN 1600 E 29 9 R 3 2 A5.4 (E312-17) 0.13 1.1 0.6 29.1 9.9 50
OK 69.25 EN 1600 E 20 16 3 Mn N L B 4 2 A5.4 E316LMn-15 0.04 0.5 6.5 19.0 16.0 3.0 0.15 <0.5
OK 69.33 EN 1600 E20 25 5 Cu N L R 3 2 A5.4 E385-16 0.03 0.5 1.0 20.5 25.5 4.8 0.08 Cu: 1.7 0
OK 310Mo-L EN 1600 E 25 22 2 N L R 1 2 A5.4 (E310Mo-16) 0.038 0.4 4.4 24.2 21.7 2.4 0.14 0
OK 92.05 EN ISO 14 172 E Ni 2061 (NiTi3) A5.11 ENi-1 0.04 0.7 0.4 96.0 Ti: 1.5, Al: 0.10, Fe: 0.4
OK 92.15 EN ISO 14 172 E Ni 6133 (NiCr16Fe12NbMo) A5.11 ENiCrFe-2 0.03 0.45 2.7 16.1 69.0 1.9 Nb: 1.9, Fe: 7.7
OK 92.18 EN ISO 1071 E C Ni-CI 3 A5.15 ENi-CI 1.0 0.6 0.8 94.0 Fe: 4
OK 92.26 EN ISO 14 172 E Ni 6182 (NiCr15Fe6Mn) A5.11 ENiCrFe-3 0.03 0.5 6.6 15.8 66.9 Nb: 1.7, Fe: 8.8
OK 92.35 EN 14 700 E Z Ni2 A5.11 (ENiCrMo-5) 0.05 0.5 0.9 15.5 57.5 16.4 W: 3.5, Fe: 5.5
OK 92.45 EN ISO 14 172 E Ni 6625 (NiCr22Mo9Nb) A5.11 ENiCrMo-3 0.03 0.4 0.2 21.7 63.0 9.3 Nb: 3.3, Fe: 2.0
OK 92.55 EN ISO 14 172 E Ni 6620 (NiCr14Mo7Fe) A5.11 ENiCrMo-6 0.05 0.3 3.0 12.9 69.4 6.2 Nb: 1.3, W: 1.6, Fe: 5.0
OK 92.58 EN ISO 1071 E C NiFe-CI-A 1 A5.15 ENiFe-CI-A 1.5 0.7 0.8 51.0 Al: 1.4, Fe: 46
OK 92.59 EN ISO 14 172 E Ni 6059 (NiCr23Mo16) A5.11 ENiCrMo-13 0.01 0.2 0.2 22.0 61.0 15.2 W: 0.25, Fe: 0.8
OK 92.60 EN ISO 1071 E C NiFe-1 3 A5.15 ENiFe-CI 0.9 0.5 0.6 53.0 Fe: 44, Cu: 0.9, Al: 0.4
OK 92.78 EN ISO 1071 E C NiCu 1 0.35 0.9 65.0 Cu: 32, Fe: 2.2
OK 92.86 EN ISO 14 172 E Ni 4060 (NiCu30Mn3Ti) A5.11 ENiCu7 0.01 0.3 2.1 66.0 Cu: 29, Fe: 1.6, Ti: 0.2
OK 94.25 DIN 1733 EL-CuSn7 0.35 Cu: 93, Sn: 6.5
Classification Typical chemical composition (%) Euronorm AWS/ SFA C Si Mn Cr Ni Mo N others FN
OK Autrod 308H EN ISO 14343-A G 19 9 H A5.9: ER308H 0.04 0.4 1.8 19.5 9.0
OK Autrod 308L EN ISO 14343-A G 19 9 L A5.9: ER308L 0.02 0.4 1.6 20.0 10.0 0.05 <0.08 5-10
OK Autrod 308LSi EN ISO 14343-A G 19 9 LSi A5.9: ER308LSi 0.01 0.8 1.8 20.0 10.0 0.1 <0.08 8
OK Autrod 309L EN ISO 14343-A G 23 12 L A5.9: ER309L 0.03 0.4 1.5 23.5 13.0 0.1 <0.11 9
OK Autrod 309Si EN ISO 14343-A G 22 12 H A5.9: ER309Si 0.06 0.8 1.8 24.0 13.0
OK Autrod 309LSi EN ISO 14343-A G 23 12 LSi A5.9: ER309LSi 0.02 0.8 1.8 24.0 13.0 0.1 <0.09 8
OK Autrod 309MoL EN ISO 14343-A G 23 12 L A5.9: (ER309MoL) 0.01 0.3 1.8 21.5 14.5 2.6 8
OK Autrod 310 EN ISO 14343-A G 25 20 A5.9: ER310 0.10 0.4 1.7 25.0 20.0
OK Autrod 312 EN ISO 14343-A G 29 9 A5.9: ER312 0.10 0.5 1.7 29.0 8.5
OK Autrod 316L EN ISO 14343-A G 19 12 3 L A5.9: ER316L 0.02 0.4 1.8 18.5 12.0 2.5 <0.08 8
OK Autrod316LSi EN ISO 14343-A G 19 12 3 LSi A5.9: ER316LSi 0.02 0.8 1.8 18.5 12.0 2.5 <0.08 7
OK Autrod 317L EN ISO 14343-A G 18 15 3 L A5.9: ER317L <0.03 0.5 2.0 19.5 14.0 3.5
OK Autrod 318Si EN ISO 14343-A G 19 12 3 Nb A5.9: ER318 0.08 0.8 1.5 19.0 12.0 2.7 <0.08 Nb: 0.7 7
OK Autrod 347Si EN ISO 14343-A G 19 9 Nb A5.9: ER347 0.04 0.7 1.7 19.0 9.8 0.1 <0.08 Nb: 0.6 5-10
OK Autrod 385 EN ISO 14343-A G 20 25 5 Cu L A5.9: ER385 0.01 0.3 1.6 20.0 25.0 4.7 Cu: 1.4 0
OK Autrod 409Nb A5.9: ER409Nb <0.08 0.8 0.6 12.0 0.5 0.4 Nb: >10xC
OK Autrod 410NiMo EN ISO 14343-A G 13 4 0.015 0.4 0.7 12.0 4.2 0.5 <0.3
OK Autrod 430LNb EN ISO 14343-A G Z 17 L Nb 0.015 0.5 0.5 18.5 0.2 0.06 0.01 Nb>12xC
OK Autrod 430LNbTi EN ISO 14343-A G Z 18LNbTi <0.025 0.7 0.5 18.5 <0.3 <0.3 Nb: Min 0.05+7x(C+N)
OK Autrod 430Ti EN ISO 14343-A G Z 17 Ti 0.09 0.9 0.4 18.0 0.3 0.1 Ti: 0.3
OK Autrod 16.95 EN ISO 14343-A G 18 8 Mn ER307LSi 0.10 1.0 6.5 18.5 8.5 0.1 <0.08
OK Autrod 2209 EN ISO 14343-A G 22 9 3 N L A5.9: ER2209 0.01 0.6 1.6 23.0 9.0 3.0 0.1 45
OK Autrod 2307 EN ISO 14343-A G 23 7 NL 0.02 0.4 0.5 23 7.0 <0.5 0.14 40
OK Autrod 2509 EN ISO 14343-A G 25 9 4 N L A5.9: ER2594 0.01 0.35 0.4 25.0 9.8 4.0 0.25 40
OK Autrod 19.81 EN ISO 18274 G Ni6059 (NiCr23Mo16) A5.14: ERNiCrMo-13 0.002 0.03 0.15 22.7 bal 15.4 Al: 0.15
OK Autrod 19.82 EN ISO 18274G Ni6625
(NiCr22Mo9Nb) A5.14: ER NiCrMo-3 0.01 0.1 0.1 22.0 bal 9.0 Nb+Ta: 3.65, Fe<2
OK Autrod 19.83 EN ISO 18274S Ni 6276
(NiCr15Mo16Fe6W4)A5.14: ERNiCrMo-4 <0.02 0.06 0.8 15.5 >50 16 W: 4.0, Co: <2.5, Fe: 6.0
OK Autrod 19.85 EN ISO 18274G Ni6082
(NiCr20Mn3Nb) A5.14: ERNiCr-3 0.02 0.1 3.0 20.0 bal Nb+Ta: 2.5, Ti<3
OK Autrod 19.92 EN ISO 18274 G Ni 2061 (NiTi3) A5.14 ERNi-1 0.02 0.3 0.4 93.0 Ti: 3
OK Autrod 19.93 EN ISO 18274G Ni 4060
(NiCu30Mn3Ti) A5.14 ERNiCu-7 0.03 0.3 3.0 64.0 Cu: 28, Ti: 2
Solid wires for MIG/ MAG welding
1040913_Catalogus OFFSHORE_c.indd 41 06-12-11 13:51
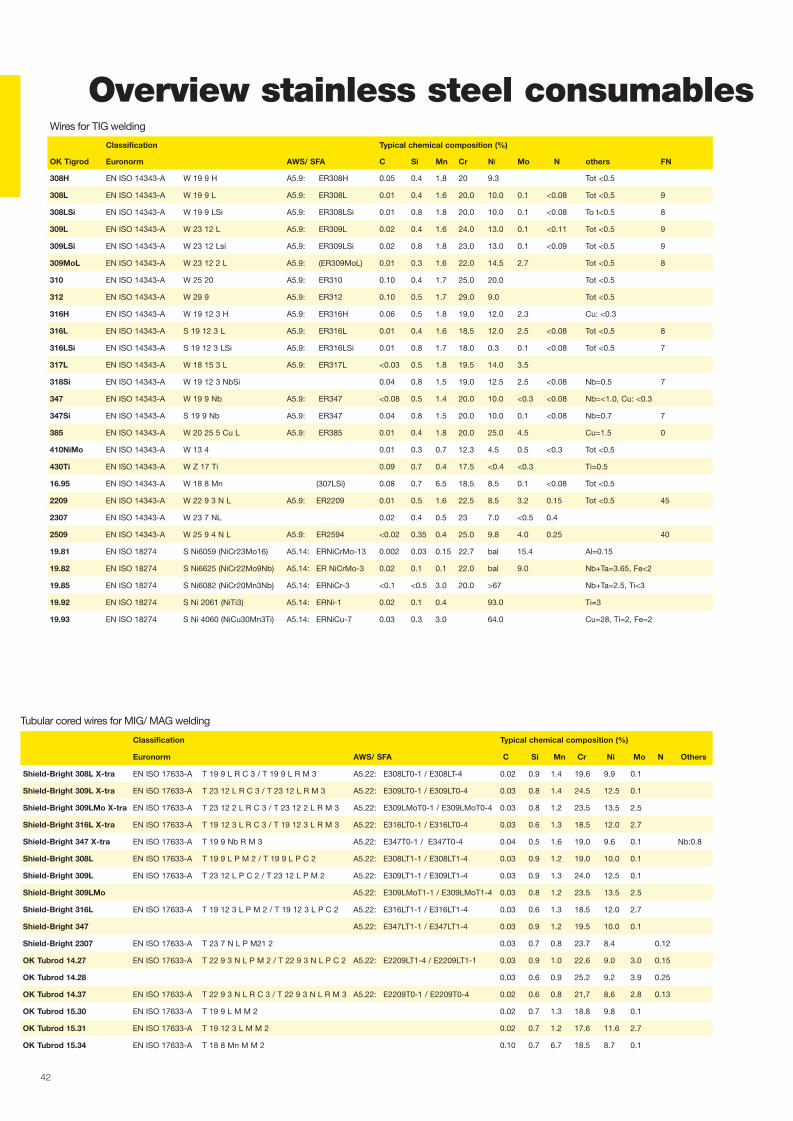
42
Overview stainless steel consumables
Classification Typical chemical composition (%)
Euronorm AWS/ SFA C Si Mn Cr Ni Mo N Others
Shield-Bright 308L x-tra EN ISO 17633-A T 19 9 L R C 3 / T 19 9 L R M 3 A5.22: E308LT0-1 / E308LT-4 0.02 0.9 1.4 19.6 9.9 0.1
Shield-Bright 309L x-tra EN ISO 17633-A T 23 12 L R C 3 / T 23 12 L R M 3 A5.22: E309LT0-1 / E309LT0-4 0.03 0.8 1.4 24.5 12.5 0.1
Shield-Bright 309LMo x-tra EN ISO 17633-A T 23 12 2 L R C 3 / T 23 12 2 L R M 3 A5.22: E309LMoT0-1 / E309LMoT0-4 0.03 0.8 1.2 23.5 13.5 2.5
Shield-Bright 316L x-tra EN ISO 17633-A T 19 12 3 L R C 3 / T 19 12 3 L R M 3 A5.22: E316LT0-1 / E316LT0-4 0.03 0.6 1.3 18.5 12.0 2.7
Shield-Bright 347 x-tra EN ISO 17633-A T 19 9 Nb R M 3 A5.22: E347T0-1 / E347T0-4 0.04 0.5 1.6 19.0 9.6 0.1 Nb:0.8
Shield-Bright 308L EN ISO 17633-A T 19 9 L P M 2 / T 19 9 L P C 2 A5.22: E308LT1-1 / E308LT1-4 0.03 0.9 1.2 19.0 10.0 0.1
Shield-Bright 309L EN ISO 17633-A T 23 12 L P C 2 / T 23 12 L P M 2 A5.22: E309LT1-1 / E309LT1-4 0.03 0.9 1.3 24.0 12.5 0.1
Shield-Bright 309LMo A5.22: E309LMoT1-1 / E309LMoT1-4 0.03 0.8 1.2 23.5 13.5 2.5
Shield-Bright 316L EN ISO 17633-A T 19 12 3 L P M 2 / T 19 12 3 L P C 2 A5.22: E316LT1-1 / E316LT1-4 0.03 0.6 1.3 18.5 12.0 2.7
Shield-Bright 347 A5.22: E347LT1-1 / E347LT1-4 0.03 0.9 1.2 19.5 10.0 0.1
Shield-Bright 2307 EN ISO 17633-A T 23 7 N L P M21 2 0.03 0.7 0.8 23.7 8.4 0.12
OK Tubrod 14.27 EN ISO 17633-A T 22 9 3 N L P M 2 / T 22 9 3 N L P C 2 A5.22: E2209LT1-4 / E2209LT1-1 0.03 0.9 1.0 22.6 9.0 3.0 0.15
OK Tubrod 14.28 0.03 0.6 0.9 25.2 9.2 3.9 0.25
OK Tubrod 14.37 EN ISO 17633-A T 22 9 3 N L R C 3 / T 22 9 3 N L R M 3 A5.22: E2209T0-1 / E2209T0-4 0.02 0.6 0.8 21,7 8,6 2.8 0.13
OK Tubrod 15.30 EN ISO 17633-A T 19 9 L M M 2 0.02 0.7 1.3 18.8 9.8 0.1
OK Tubrod 15.31 EN ISO 17633-A T 19 12 3 L M M 2 0.02 0.7 1.2 17.6 11.6 2.7
OK Tubrod 15.34 EN ISO 17633-A T 18 8 Mn M M 2 0.10 0.7 6.7 18.5 8.7 0.1
Tubular cored wires for MIG/ MAG welding
Wires for TIG welding
Classification Typical chemical composition (%)
OK Tigrod Euronorm AWS/ SFA C Si Mn Cr Ni Mo N others FN
308H EN ISO 14343-A W 19 9 H A5.9: ER308H 0.05 0.4 1.8 20 9.3 Tot <0.5
308L EN ISO 14343-A W 19 9 L A5.9: ER308L 0.01 0.4 1.6 20.0 10.0 0.1 <0.08 Tot <0.5 9
308LSi EN ISO 14343-A W 19 9 LSi A5.9: ER308LSi 0.01 0.8 1.8 20.0 10.0 0.1 <0.08 To t<0.5 8
309L EN ISO 14343-A W 23 12 L A5.9: ER309L 0.02 0.4 1.6 24.0 13.0 0.1 <0.11 Tot <0.5 9
309LSi EN ISO 14343-A W 23 12 Lsi A5.9: ER309LSi 0.02 0.8 1.8 23.0 13.0 0.1 <0.09 Tot <0.5 9
309MoL EN ISO 14343-A W 23 12 2 L A5.9: (ER309MoL) 0.01 0.3 1.6 22.0 14.5 2.7 Tot <0.5 8
310 EN ISO 14343-A W 25 20 A5.9: ER310 0.10 0.4 1.7 25.0 20.0 Tot <0.5
312 EN ISO 14343-A W 29 9 A5.9: ER312 0.10 0.5 1.7 29.0 9.0 Tot <0.5
316H EN ISO 14343-A W 19 12 3 H A5.9: ER316H 0.06 0.5 1.8 19.0 12.0 2.3 Cu: <0.3
316L EN ISO 14343-A S 19 12 3 L A5.9: ER316L 0.01 0.4 1.6 18.5 12.0 2.5 <0.08 Tot <0.5 8
316LSi EN ISO 14343-A S 19 12 3 LSi A5.9: ER316LSi 0.01 0.8 1.7 18.0 0.3 0.1 <0.08 Tot <0.5 7
317L EN ISO 14343-A W 18 15 3 L A5.9: ER317L <0.03 0.5 1.8 19.5 14.0 3.5
318Si EN ISO 14343-A W 19 12 3 NbSi 0.04 0.8 1.5 19.0 12.5 2.5 <0.08 Nb=0.5 7
347 EN ISO 14343-A W 19 9 Nb A5.9: ER347 <0.08 0.5 1.4 20.0 10.0 <0.3 <0.08 Nb=<1.0, Cu: <0.3
347Si EN ISO 14343-A S 19 9 Nb A5.9: ER347 0.04 0.8 1.5 20.0 10.0 0.1 <0.08 Nb=0.7 7
385 EN ISO 14343-A W 20 25 5 Cu L A5.9: ER385 0.01 0.4 1.8 20.0 25.0 4.5 Cu=1.5 0
410NiMo EN ISO 14343-A W 13 4 0.01 0.3 0.7 12.3 4.5 0.5 <0.3 Tot <0.5
430Ti EN ISO 14343-A W Z 17 Ti 0.09 0.7 0.4 17.5 <0.4 <0.3 Ti=0.5
16.95 EN ISO 14343-A W 18 8 Mn (307LSi) 0.08 0.7 6.5 18.5 8.5 0.1 <0.08 Tot <0.5
2209 EN ISO 14343-A W 22 9 3 N L A5.9: ER2209 0.01 0.5 1.6 22.5 8.5 3.2 0.15 Tot <0.5 45
2307 EN ISO 14343-A W 23 7 NL 0.02 0.4 0.5 23 7.0 <0.5 0.4
2509 EN ISO 14343-A W 25 9 4 N L A5.9: ER2594 <0.02 0.35 0.4 25.0 9.8 4.0 0.25 40
19.81 EN ISO 18274 S Ni6059 (NiCr23Mo16) A5.14: ERNiCrMo-13 0.002 0.03 0.15 22.7 bal 15.4 Al=0.15
19.82 EN ISO 18274 S Ni6625 (NiCr22Mo9Nb) A5.14: ER NiCrMo-3 0.02 0.1 0.1 22.0 bal 9.0 Nb+Ta=3.65, Fe<2
19.85 EN ISO 18274 S Ni6082 (NiCr20Mn3Nb) A5.14: ERNiCr-3 <0.1 <0.5 3.0 20.0 >67 Nb+Ta=2.5, Ti<3
19.92 EN ISO 18274 S Ni 2061 (NiTi3) A5.14: ERNi-1 0.02 0.1 0.4 93.0 Ti=3
19.93 EN ISO 18274 S Ni 4060 (NiCu30Mn3Ti) A5.14: ERNiCu-7 0.03 0.3 3.0 64.0 Cu=28, Ti=2, Fe=2
1040913_Catalogus OFFSHORE_c.indd 42 06-12-11 13:51
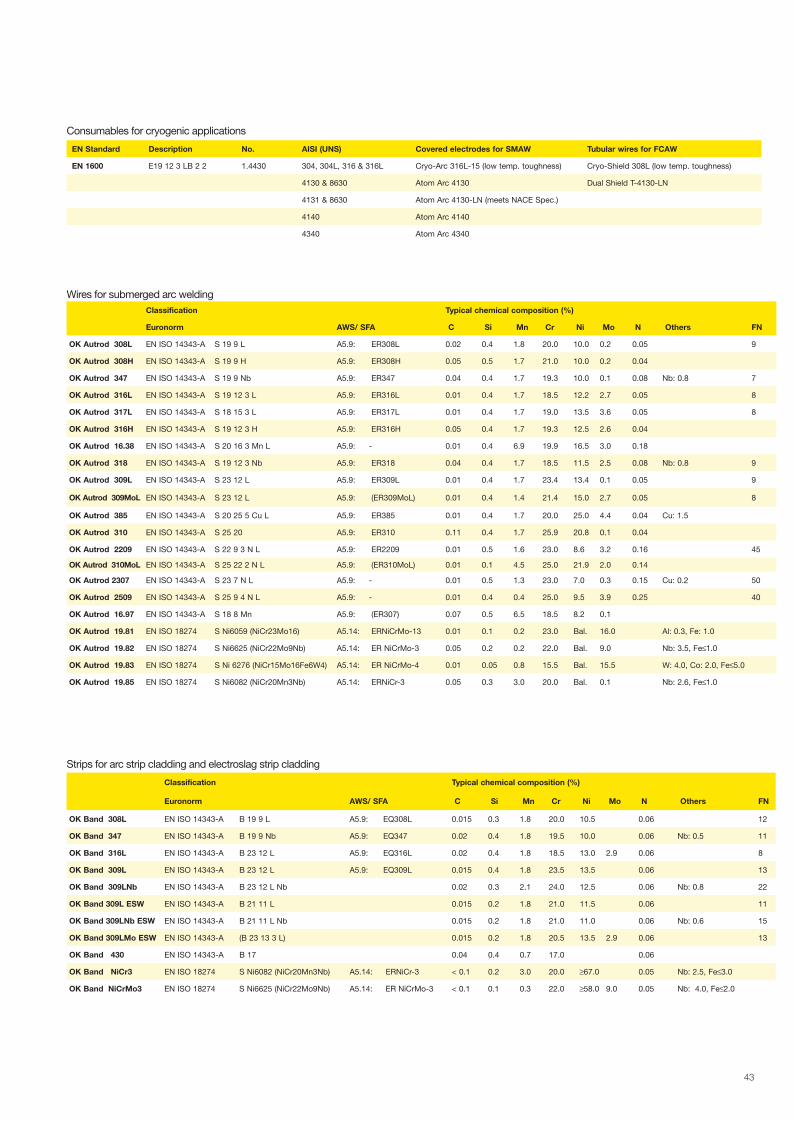
43
Wires for submerged arc weldingClassification Typical chemical composition (%)
Euronorm AWS/ SFA C Si Mn Cr Ni Mo N Others FN
OK Autrod 308L EN ISO 14343-A S 19 9 L A5.9: ER308L 0.02 0.4 1.8 20.0 10.0 0.2 0.05 9
OK Autrod 308H EN ISO 14343-A S 19 9 H A5.9: ER308H 0.05 0.5 1.7 21.0 10.0 0.2 0.04
OK Autrod 347 EN ISO 14343-A S 19 9 Nb A5.9: ER347 0.04 0.4 1.7 19.3 10.0 0.1 0.08 Nb: 0.8 7
OK Autrod 316L EN ISO 14343-A S 19 12 3 L A5.9: ER316L 0.01 0.4 1.7 18.5 12.2 2.7 0.05 8
OK Autrod 317L EN ISO 14343-A S 18 15 3 L A5.9: ER317L 0.01 0.4 1.7 19.0 13.5 3.6 0.05 8
OK Autrod 316H EN ISO 14343-A S 19 12 3 H A5.9: ER316H 0.05 0.4 1.7 19.3 12.5 2.6 0.04
OK Autrod 16.38 EN ISO 14343-A S 20 16 3 Mn L A5.9: - 0.01 0.4 6.9 19.9 16.5 3.0 0.18
OK Autrod 318 EN ISO 14343-A S 19 12 3 Nb A5.9: ER318 0.04 0.4 1.7 18.5 11.5 2.5 0.08 Nb: 0.8 9
OK Autrod 309L EN ISO 14343-A S 23 12 L A5.9: ER309L 0.01 0.4 1.7 23.4 13.4 0.1 0.05 9
OK Autrod 309MoL EN ISO 14343-A S 23 12 L A5.9: (ER309MoL) 0.01 0.4 1.4 21.4 15.0 2.7 0.05 8
OK Autrod 385 EN ISO 14343-A S 20 25 5 Cu L A5.9: ER385 0.01 0.4 1.7 20.0 25.0 4.4 0.04 Cu: 1.5
OK Autrod 310 EN ISO 14343-A S 25 20 A5.9: ER310 0.11 0.4 1.7 25.9 20.8 0.1 0.04
OK Autrod 2209 EN ISO 14343-A S 22 9 3 N L A5.9: ER2209 0.01 0.5 1.6 23.0 8.6 3.2 0.16 45
OK Autrod 310MoL EN ISO 14343-A S 25 22 2 N L A5.9: (ER310MoL) 0.01 0.1 4.5 25.0 21.9 2.0 0.14
OK Autrod 2307 EN ISO 14343-A S 23 7 N L A5.9: - 0.01 0.5 1.3 23.0 7.0 0.3 0.15 Cu: 0.2 50
OK Autrod 2509 EN ISO 14343-A S 25 9 4 N L A5.9: - 0.01 0.4 0.4 25.0 9.5 3.9 0.25 40
OK Autrod 16.97 EN ISO 14343-A S 18 8 Mn A5.9: (ER307) 0.07 0.5 6.5 18.5 8.2 0.1
OK Autrod 19.81 EN ISO 18274 S Ni6059 (NiCr23Mo16) A5.14: ERNiCrMo-13 0.01 0.1 0.2 23.0 Bal. 16.0 Al: 0.3, Fe: 1.0
OK Autrod 19.82 EN ISO 18274 S Ni6625 (NiCr22Mo9Nb) A5.14: ER NiCrMo-3 0.05 0.2 0.2 22.0 Bal. 9.0 Nb: 3.5, Fe 1.0
OK Autrod 19.83 EN ISO 18274 S Ni 6276 (NiCr15Mo16Fe6W4) A5.14: ER NiCrMo-4 0.01 0.05 0.8 15.5 Bal. 15.5 W: 4.0, Co: 2.0, Fe 5.0
OK Autrod 19.85 EN ISO 18274 S Ni6082 (NiCr20Mn3Nb) A5.14: ERNiCr-3 0.05 0.3 3.0 20.0 Bal. 0.1 Nb: 2.6, Fe 1.0
Classification Typical chemical composition (%)
Euronorm AWS/ SFA C Si Mn Cr Ni Mo N Others FN
OK Band 308L EN ISO 14343-A B 19 9 L A5.9: EQ308L 0.015 0.3 1.8 20.0 10.5 0.06 12
OK Band 347 EN ISO 14343-A B 19 9 Nb A5.9: EQ347 0.02 0.4 1.8 19.5 10.0 0.06 Nb: 0.5 11
OK Band 316L EN ISO 14343-A B 23 12 L A5.9: EQ316L 0.02 0.4 1.8 18.5 13.0 2.9 0.06 8
OK Band 309L EN ISO 14343-A B 23 12 L A5.9: EQ309L 0.015 0.4 1.8 23.5 13.5 0.06 13
OK Band 309LNb EN ISO 14343-A B 23 12 L Nb 0.02 0.3 2.1 24.0 12.5 0.06 Nb: 0.8 22
OK Band 309L ESW EN ISO 14343-A B 21 11 L 0.015 0.2 1.8 21.0 11.5 0.06 11
OK Band 309LNb ESW EN ISO 14343-A B 21 11 L Nb 0.015 0.2 1.8 21.0 11.0 0.06 Nb: 0.6 15
OK Band 309LMo ESW EN ISO 14343-A (B 23 13 3 L) 0.015 0.2 1.8 20.5 13.5 2.9 0.06 13
OK Band 430 EN ISO 14343-A B 17 0.04 0.4 0.7 17.0 0.06
OK Band NiCr3 EN ISO 18274 S Ni6082 (NiCr20Mn3Nb) A5.14: ERNiCr-3 < 0.1 0.2 3.0 20.0 67.0 0.05 Nb: 2.5, Fe 3.0
OK Band NiCrMo3 EN ISO 18274 S Ni6625 (NiCr22Mo9Nb) A5.14: ER NiCrMo-3 < 0.1 0.1 0.3 22.0 58.0 9.0 0.05 Nb: 4.0, Fe 2.0
Strips for arc strip cladding and electroslag strip cladding
Consumables for cryogenic applications
EN Standard Description No. AISI (uNS) Covered electrodes for SMAW Tubular wires for FCAW
EN 1600 E19 12 3 LB 2 2 1.4430 304, 304L, 316 & 316L Cryo-Arc 316L-15 (low temp. toughness) Cryo-Shield 308L (low temp. toughness)
4130 & 8630 Atom Arc 4130 Dual Shield T-4130-LN
4131 & 8630 Atom Arc 4130-LN (meets NACE Spec.)
4140 Atom Arc 4140
4340 Atom Arc 4340
1040913_Catalogus OFFSHORE_c.indd 43 06-12-11 13:51
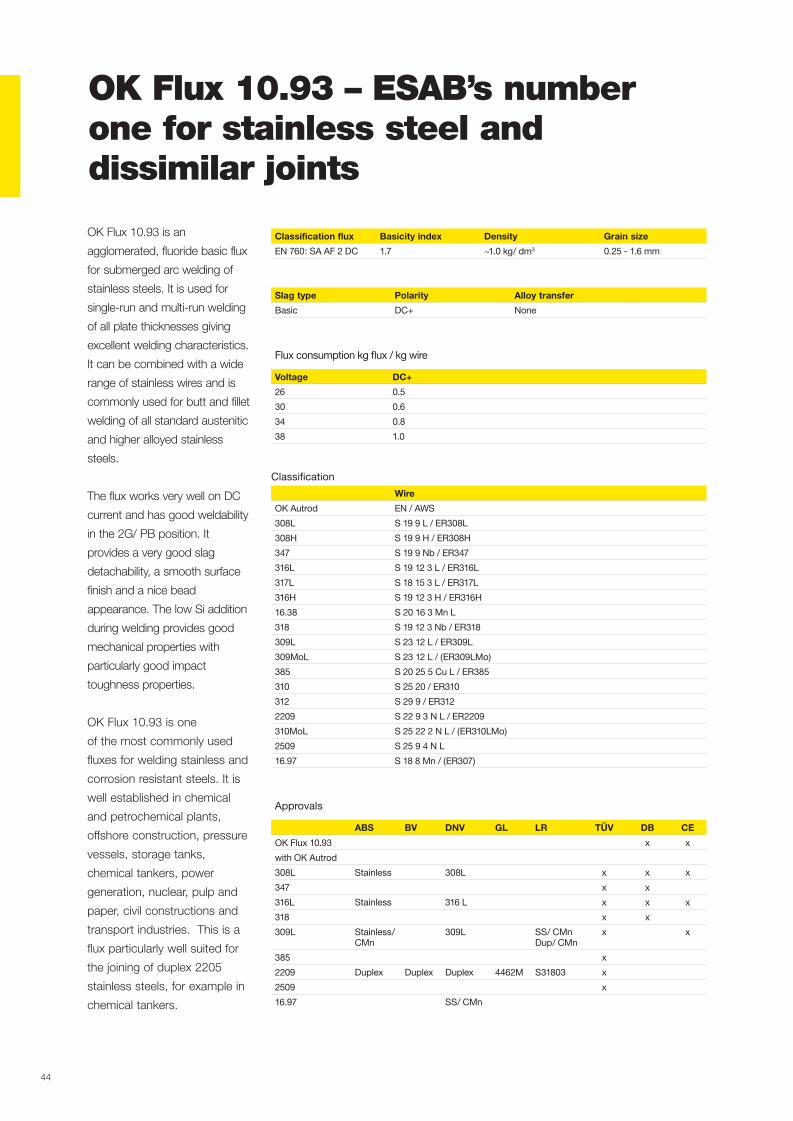
44
Classification flux Basicity index Density Grain size
EN 760: SA AF 2 DC 1.7 ~1.0 kg/ dm3 0.25 - 1.6 mm
Slag type Polarity Alloy transfer
Basic DC+ None
Flux consumption kg flux / kg wire
Voltage DC+
26 0.5
30 0.6
34 0.8
38 1.0
Classification
Wire
OK Autrod EN / AWS
308L S 19 9 L / ER308L
308H S 19 9 H / ER308H
347 S 19 9 Nb / ER347
316L S 19 12 3 L / ER316L
317L S 18 15 3 L / ER317L
316H S 19 12 3 H / ER316H
16.38 S 20 16 3 Mn L
318 S 19 12 3 Nb / ER318
309L S 23 12 L / ER309L
309MoL S 23 12 L / (ER309LMo)
385 S 20 25 5 Cu L / ER385
310 S 25 20 / ER310
312 S 29 9 / ER312
2209 S 22 9 3 N L / ER2209
310MoL S 25 22 2 N L / (ER310LMo)
2509 S 25 9 4 N L
16.97 S 18 8 Mn / (ER307)
Approvals
ABS BV DNV GL LR TÜV DB CE
OK Flux 10.93 x x
with OK Autrod
308L Stainless 308L x x x
347 x x
316L Stainless 316 L x x x
318 x x
309L Stainless/ CMn
309L SS/ CMnDup/ CMn
x x
385 x
2209 Duplex Duplex Duplex 4462M S31803 x
2509 x
16.97 SS/ CMn
OK Flux 10.93 is an
agglomerated, fluoride basic flux
for submerged arc welding of
stainless steels. It is used for
single-run and multi-run welding
of all plate thicknesses giving
excellent welding characteristics.
It can be combined with a wide
range of stainless wires and is
commonly used for butt and fillet
welding of all standard austenitic
and higher alloyed stainless
steels.
The flux works very well on DC
current and has good weldability
in the 2G/ PB position. It
provides a very good slag
detachability, a smooth surface
finish and a nice bead
appearance. The low Si addition
during welding provides good
mechanical properties with
particularly good impact
toughness properties.
OK Flux 10.93 is one
of the most commonly used
fluxes for welding stainless and
corrosion resistant steels. It is
well established in chemical
and petrochemical plants,
offshore construction, pressure
vessels, storage tanks,
chemical tankers, power
generation, nuclear, pulp and
paper, civil constructions and
transport industries. This is a
flux particularly well suited for
the joining of duplex 2205
stainless steels, for example in
chemical tankers.
OK Flux 10.93 – ESAB’s number one for stainless steel and dissimilar joints
1040913_Catalogus OFFSHORE_c.indd 44 06-12-11 13:51
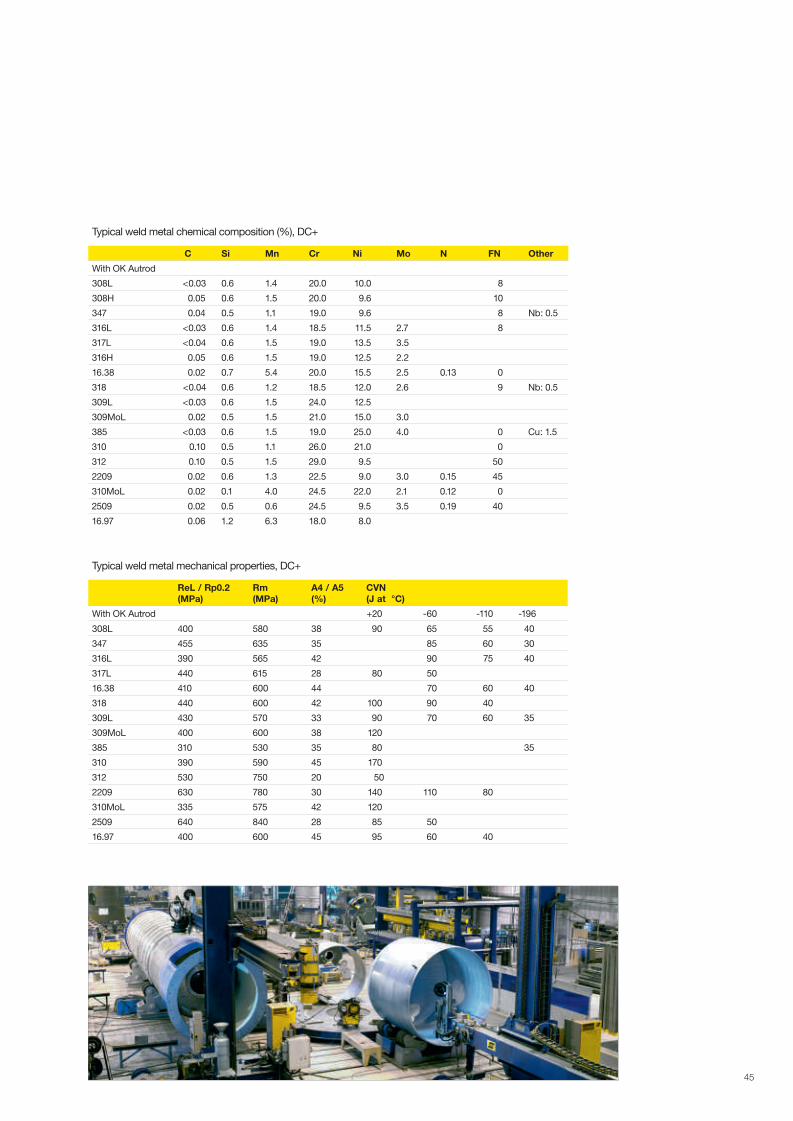
45
Typical weld metal chemical composition (%), DC+
C Si Mn Cr Ni Mo N FN Other
With OK Autrod
308L <0.03 0.6 1.4 20.0 10.0 8
308H 0.05 0.6 1.5 20.0 9.6 10
347 0.04 0.5 1.1 19.0 9.6 8 Nb: 0.5
316L <0.03 0.6 1.4 18.5 11.5 2.7 8
317L <0.04 0.6 1.5 19.0 13.5 3.5
316H 0.05 0.6 1.5 19.0 12.5 2.2
16.38 0.02 0.7 5.4 20.0 15.5 2.5 0.13 0
318 <0.04 0.6 1.2 18.5 12.0 2.6 9 Nb: 0.5
309L <0.03 0.6 1.5 24.0 12.5
309MoL 0.02 0.5 1.5 21.0 15.0 3.0
385 <0.03 0.6 1.5 19.0 25.0 4.0 0 Cu: 1.5
310 0.10 0.5 1.1 26.0 21.0 0
312 0.10 0.5 1.5 29.0 9.5 50
2209 0.02 0.6 1.3 22.5 9.0 3.0 0.15 45
310MoL 0.02 0.1 4.0 24.5 22.0 2.1 0.12 0
2509 0.02 0.5 0.6 24.5 9.5 3.5 0.19 40
16.97 0.06 1.2 6.3 18.0 8.0
Typical weld metal mechanical properties, DC+
ReL / Rp0.2(MPa)
Rm(MPa)
A4 / A5(%)
CVN(J at °C)
With OK Autrod +20 -60 -110 -196
308L 400 580 38 90 65 55 40
347 455 635 35 85 60 30
316L 390 565 42 90 75 40
317L 440 615 28 80 50
16.38 410 600 44 70 60 40
318 440 600 42 100 90 40
309L 430 570 33 90 70 60 35
309MoL 400 600 38 120
385 310 530 35 80 35
310 390 590 45 170
312 530 750 20 50
2209 630 780 30 140 110 80
310MoL 335 575 42 120
2509 640 840 28 85 50
16.97 400 600 45 95 60 40
OK Flux 10.93 – ESAB’s number one for stainless steel and dissimilar joints
1040913_Catalogus OFFSHORE_c.indd 45 06-12-11 13:51
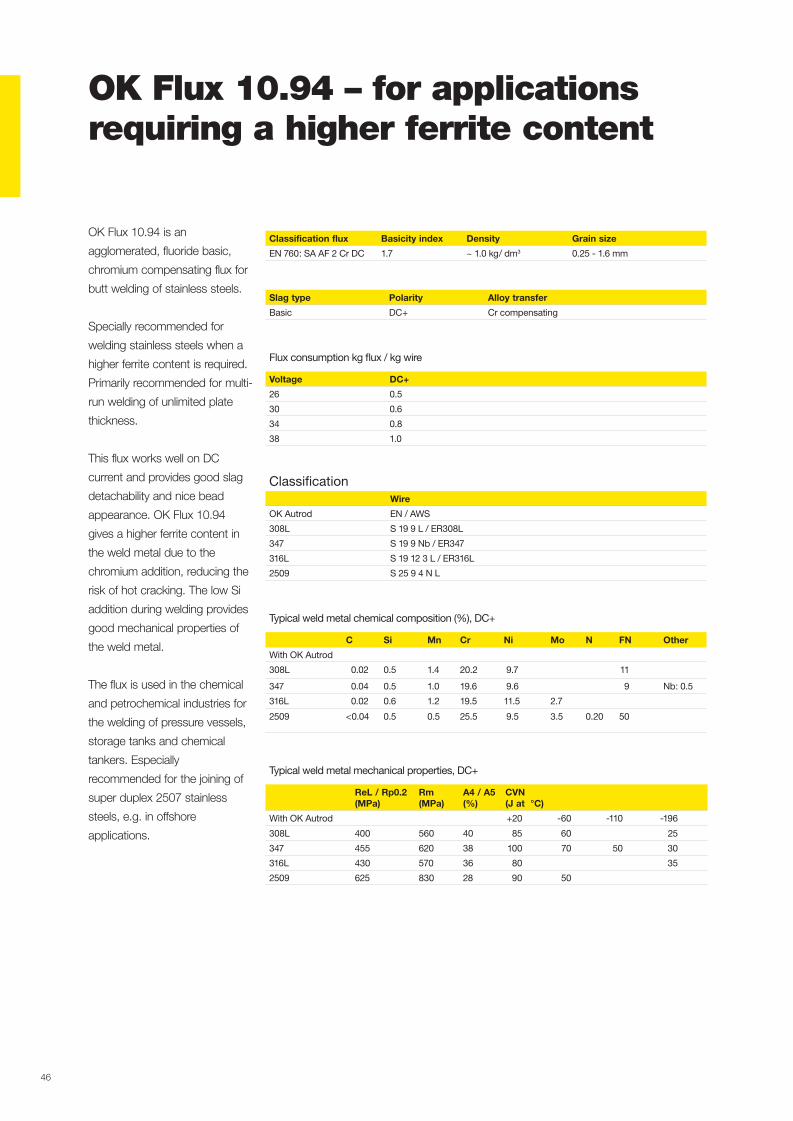
46
Classification flux Basicity index Density Grain size
EN 760: SA AF 2 Cr DC 1.7 ~ 1.0 kg/ dm3 0.25 - 1.6 mm
Slag type Polarity Alloy transfer
Basic DC+ Cr compensating
Flux consumption kg flux / kg wire
Voltage DC+
26 0.5
30 0.6
34 0.8
38 1.0
ClassificationWire
OK Autrod EN / AWS
308L S 19 9 L / ER308L
347 S 19 9 Nb / ER347
316L S 19 12 3 L / ER316L
2509 S 25 9 4 N L
Typical weld metal chemical composition (%), DC+
C Si Mn Cr Ni Mo N FN Other
With OK Autrod
308L 0.02 0.5 1.4 20.2 9.7 11
347 0.04 0.5 1.0 19.6 9.6 9 Nb: 0.5
316L 0.02 0.6 1.2 19.5 11.5 2.7
2509 <0.04 0.5 0.5 25.5 9.5 3.5 0.20 50
Typical weld metal mechanical properties, DC+
ReL / Rp0.2(MPa)
Rm(MPa)
A4 / A5(%)
CVN(J at °C)
With OK Autrod +20 -60 -110 -196
308L 400 560 40 85 60 25
347 455 620 38 100 70 50 30
316L 430 570 36 80 35
2509 625 830 28 90 50
OK Flux 10.94 is an
agglomerated, fluoride basic,
chromium compensating flux for
butt welding of stainless steels.
Specially recommended for
welding stainless steels when a
higher ferrite content is required.
Primarily recommended for multi-
run welding of unlimited plate
thickness.
This flux works well on DC
current and provides good slag
detachability and nice bead
appearance. OK Flux 10.94
gives a higher ferrite content in
the weld metal due to the
chromium addition, reducing the
risk of hot cracking. The low Si
addition during welding provides
good mechanical properties of
the weld metal.
The flux is used in the chemical
and petrochemical industries for
the welding of pressure vessels,
storage tanks and chemical
tankers. Especially
recommended for the joining of
super duplex 2507 stainless
steels, e.g. in offshore
applications.
OK Flux 10.94 – for applications requiring a higher ferrite content
1040913_Catalogus OFFSHORE_c.indd 46 06-12-11 13:51

47
Welding equipment & automationOK Flux 10.94 – for applications requiring a higher ferrite content
1040913_Catalogus OFFSHORE_c.indd 47 06-12-11 13:51
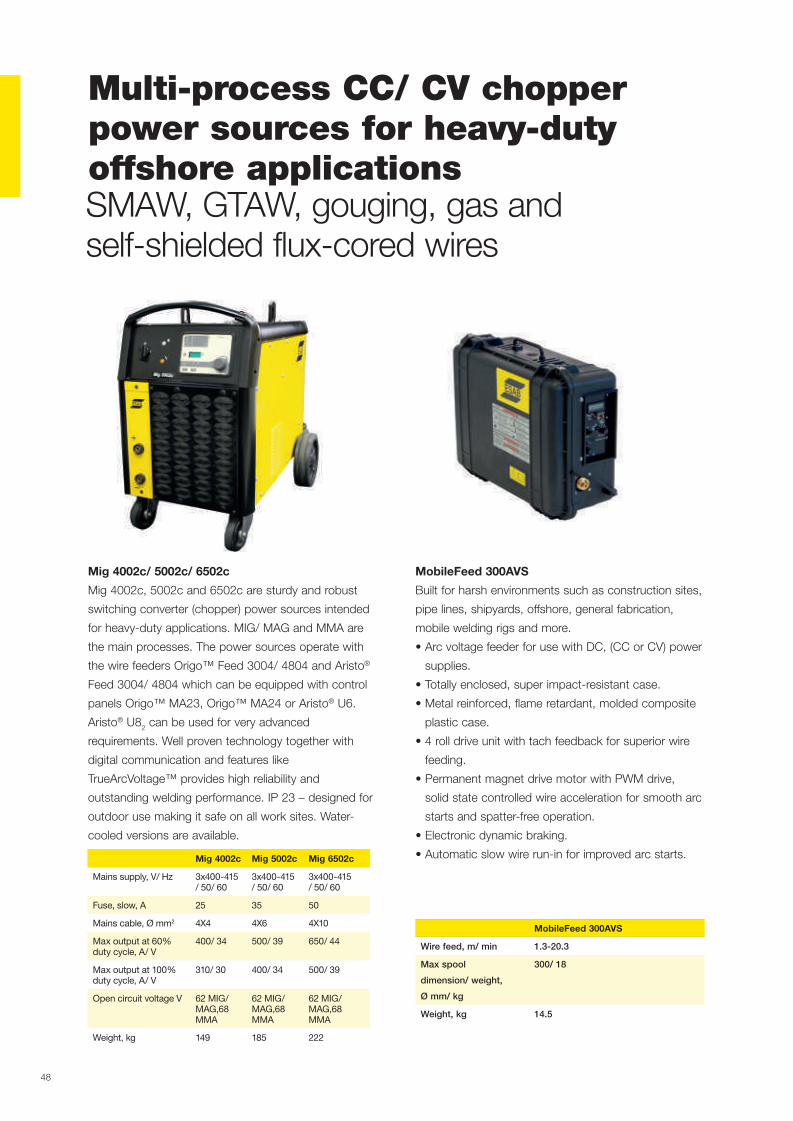
48
Multi-process CC/ CV chopper power sources for heavy-duty offshore applications SMAW, GTAW, gouging, gas andself-shielded flux-cored wires
Mig 4002c/ 5002c/ 6502c
Mig 4002c, 5002c and 6502c are sturdy and robust
switching converter (chopper) power sources intended
for heavy-duty applications. MIG/ MAG and MMA are
the main processes. The power sources operate with
the wire feeders Origo™ Feed 3004/ 4804 and Aristo®
Feed 3004/ 4804 which can be equipped with control
panels Origo™ MA23, Origo™ MA24 or Aristo® U6.
Aristo® U82 can be used for very advanced
requirements. Well proven technology together with
digital communication and features like
TrueArcVoltage™ provides high reliability and
outstanding welding performance. IP 23 – designed for
outdoor use making it safe on all work sites. Water-
cooled versions are available.
MobileFeed 300AVS
Built for harsh environments such as construction sites,
pipe lines, shipyards, offshore, general fabrication,
mobile welding rigs and more.
•ArcvoltagefeederforusewithDC,(CCorCV)power
supplies.
•Totallyenclosed,superimpact-resistantcase.
•Metalreinforced,flameretardant,moldedcomposite
plastic case.
•4rolldriveunitwithtachfeedbackforsuperiorwire
feeding.
•PermanentmagnetdrivemotorwithPWMdrive,
solid state controlled wire acceleration for smooth arc
starts and spatter-free operation.
•Electronicdynamicbraking.
•Automaticslowwirerun-inforimprovedarcstarts.Mig 4002c Mig 5002c Mig 6502c
Mains supply, V/ Hz 3x400-415 / 50/ 60
3x400-415 / 50/ 60
3x400-415 / 50/ 60
Fuse, slow, A 25 35 50
Mains cable, Ø mm2 4X4 4X6 4X10
Max output at 60% duty cycle, A/ V
400/ 34 500/ 39 650/ 44
Max output at 100% duty cycle, A/ V
310/ 30 400/ 34 500/ 39
Open circuit voltage V 62 MIG/ MAG,68 MMA
62 MIG/ MAG,68 MMA
62 MIG/ MAG,68 MMA
Weight, kg 149 185 222
MobileFeed 300AVS
Wire feed, m/ min 1.3-20.3
Max spool
dimension/ weight,
Ø mm/ kg
300/ 18
Weight, kg 14.5
1040913_Catalogus OFFSHORE_c.indd 48 06-12-11 13:51

49
Fabrication shop feeders for the Origo™ Mig “chopper” range
Multi-process CC/ CV chopper power sources for heavy-duty offshore applications SMAW, GTAW, gouging, gas andself-shielded flux-cored wires
Origo™ Feed 3004/ 4804, MA23/ MA24
The sturdy design of the ESAB Origo™ Feed 3004 and
4804, with their galvanised metal casing, makes these
units ideal for use in tough environments. Suitable for
Mig 3001i/ 4001i/ 5000i/ 4002c/ 5002c/ 6502c.
Electronically controlled feeding gives an accurate and
stable digital arc and the 4-wheel feeder mechanism
with grooves in both the feed roll and pressure roll
gives a stable feed with low wear on the wire, all of
which helps to avoid operational disturbances.
True ArcVoltage™ gives you the set voltage irrespective
of age or length of torch. Panel MA24 has ESAB high
quality control, QSet™ and synergic lines.
Also available with water-cooling.
Origo™ Feed 3004
Origo™ Feed 4804
Mains supply, V/ Hz 42, 50/ 60 42, 50/ 60
Wire feed, m/ min 0.8-25.0 0.8-25.0
Max spool dimension/ weight, Ø mm/ kg
300/ 18 300/ 18
Wire Ø, unall. solid 0.6-1.6 0.6-2.4
Wire Ø, SS 0.6-1.6 0.6-2.4
Wire Ø, Al 1.0-1.6 1.0-2.4
Wire Ø, CW 0.8-1.6 0.8-2.4
Weight, kg 15 19
Aristo® u82
Aristo® U82 creates a whole new universe of
possibilities; maximum functionality, minimum
complexity. Five function buttons, single menu and
“Enter” button and three setting wheels cover every
option. Large bright easy-view LED display and knurled
setting wheels for simple gloves-on, visor-down
operation. Aristo® U82 or Aristo® U82 Plus, the all-new
U82 control unit is the key to a fully integrated welding
system. Full USB connectivity and a broad choice of
advanced add-on modules Aristo® W82 (DeviceNet,
Profibus, CANopen and Ethernet) for comprehensive
Fieldbus and LAN communication. Optional synergic
line packs for special materials can be offered on
request.
1040913_Catalogus OFFSHORE_c.indd 49 06-12-11 13:51

50
400A CC/CV construction model multi-process inverterSMAW, GMAW, GTAW, self- and gas shielded FCAW
MobileFeed 300
Portable “Off the Arc” wire feeders
Origo™ Mig 4004i/ A44
OrigoMig 4004i is an ideal partner when it comes to
efficient production indoor or outdoor, installation on
site or all type of repair & maintenance welding.The
power source is compact and sturdy with a chassis
made of galvanised steel. This is a robust material that
withstands rough treatment. Delivery includes 5 m
mains cable incl plug.
A44
•MMA,MIG/MAG(CV-mode)orTIG(LiveTIGstart)
•Electrodetype
•Quicksettingofelectrodecharacteristics
•Current
•DigitalV/Ameter
•HotstartMMA
•ArcForce
•Steplessinductance(CV-mode)
•Twomemories
•Panelorremoteoperation
•VRDindicator
Origo™ Mig 4004i/A44
Mains supply, V/ Hz 380-440 +/- 10%, 50/60
Fuse, slow, A 25
Mains cable, Ø mm2 4x6
Max output at 60% duty cycle, A 400/36
Max output at 100% duty cycle, A 300/32
Current range MIG, A 20-400
Current range MMA DC, A 16-400
Current range TIG DC, A 4-400
Open circuit voltage
(VDR off/ on), V
55/<35
Power factor at max current 0.94
Weight, kg 46
1040913_Catalogus OFFSHORE_c.indd 50 06-12-11 13:51
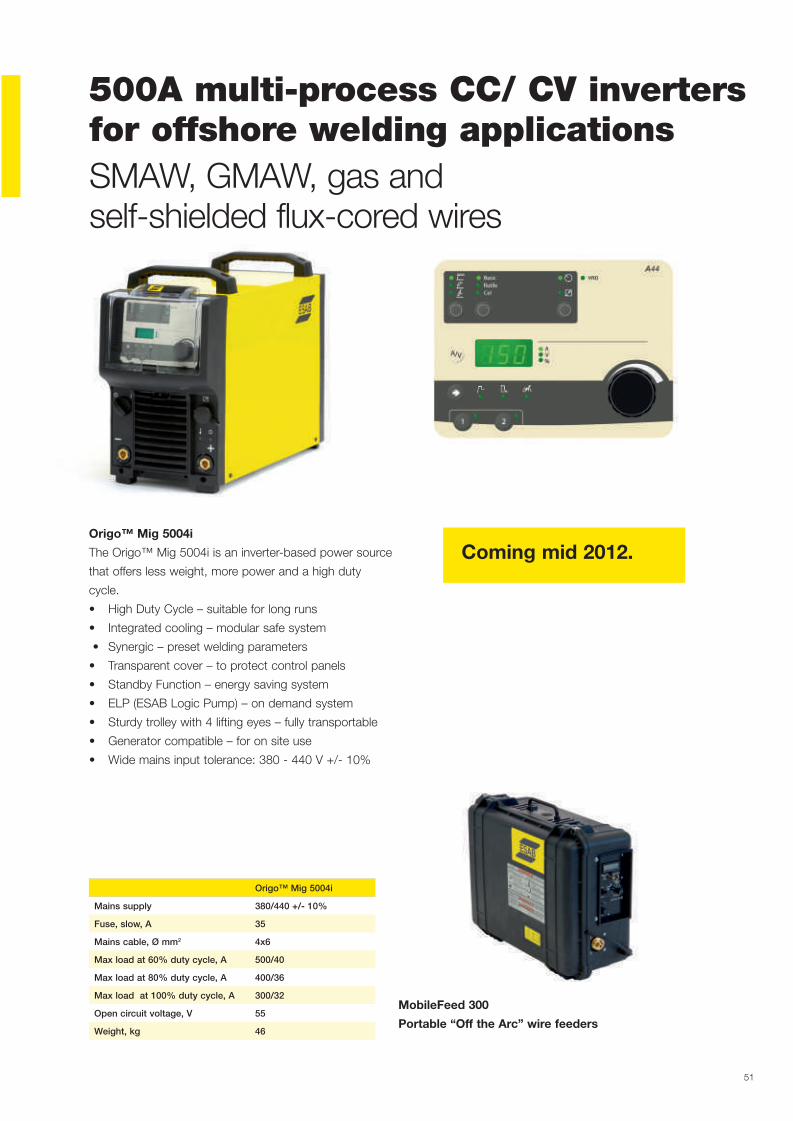
51
500A multi-process CC/ CV inverters for offshore welding applicationsSMAW, GMAW, gas and self-shielded flux-cored wires
Origo™ Mig 5004i
The Origo™ Mig 5004i is an inverter-based power source
that offers less weight, more power and a high duty
cycle.
• HighDutyCycle–suitableforlongruns
• Integratedcooling–modularsafesystem
• Synergic–presetweldingparameters
• Transparentcover–toprotectcontrolpanels
• StandbyFunction–energysavingsystem
• ELP(ESABLogicPump)–ondemandsystem
• Sturdytrolleywith4liftingeyes–fullytransportable
• Generatorcompatible–foronsiteuse
• Widemainsinputtolerance:380-440V+/-10%
MobileFeed 300
Portable “Off the Arc” wire feeders
Origo™ Mig 5004i
Mains supply 380/440 +/- 10%
Fuse, slow, A 35
Mains cable, Ø mm2 4x6
Max load at 60% duty cycle, A 500/40
Max load at 80% duty cycle, A 400/36
Max load at 100% duty cycle, A 300/32
Open circuit voltage, V 55
Weight, kg 46
SMAW, GMAW, GTAW, self- and gas shielded FCAW
Coming mid 2012.
1040913_Catalogus OFFSHORE_c.indd 51 06-12-11 13:51

52
Robust SMAW, GTAW power sourcesfor offshore welding applications
Origo™ Arc 410c/ 650c/ 810c
The Origo™ Arc 410c, 650c and 810c are sturdy and
robust switching converter (chopper) power sources
for manual heavy duty MMA welding with coated
electrodes, TIG welding and air carbon arc gouging.
Well proven technology with a high level of reliability,
outstanding weld performance, a strong metal housing
and large wheels for ease of handling, make this range
of machines ideal for use in the toughest of industrial
environments. Water-cooled versions are available.
Aristo® YardFeed 2000, u6
Origo™ YardFeed MA23
•Portablewirefeedersfor200mmwirespoolssuitable
for digital Mig S 3001i/ 4001i/ 5000i/ 4002c/ 5002c and
6502c
•2/4stroke,simplifieshandlingoftheweldingtorch.
•Safetyswitchwithoptionalheatingelement.
•Gaspurgeandwireinching.
•Manualgasflowvalveinsidethecabinet.
•Gasflowmanometer,includingmanualvalve(option).
•Equippedwithmilitarystandardcontrolcableconnector.
•Creepstart,gaspre-flowandhotstartprovideasoft
and more direct start with less spatter (U6).
•Craterfilling,adjustableburn-backtimeandpostgas
provide a smooth finish, extend the lifetime of the
contact tip and guarantee no cracks at the end (U6).
•Pre-programmedsynergiclines,toensureoptimum
settings with a wide choice of materials, wire dimensions
and gas combinations (U6).
•Memoryfor3(MA23)or10(U6)parametersets.
•ESABLogicPump,ELP,securesautomaticstartofwater
pump by connection of a water-cooled welding torch.
Origo™ Arc 410c
Origo™ Arc 650c
Origo™ Arc 810c
Mains supply, V/ Hz 230/ 400-415/ 500 V, 3~50 Hz, 230/ 440- 460/ 550 V, 3~60 Hz
230/ 400-415/ 500 V, 3~50 Hz, 230/ 440- 460/ 550 V, 3~60 Hz
230/ 400-415/ 500 V, 3~50 Hz, 230/ 440- 460/ 550 V, 3~60 Hz
Max output at 35% duty cycle, A
400 A / 36V 650 A / 44V 800 A / 44V
Max output at 60% duty cycle, A2
310 A / 33V 490 A / 40V 630 A / 44V
Max output at 100% duty cycle, A
240 A / 30V 400 A / 36V 500 A / 40V
Setting range, A 20A/ 20V - 400 A/ 36V
20A/ 20V - 650 A / 44V
20A/ 20V - 800 A / 44V
Open circuit voltage, V 56 56 56
Weight, kg 157 223 245
Aristo® YardFeed 2000
Mains supply, V/ Hz 42, 50/ 60
Wire feed, m/ min 0.8-25.0
Max spool dimension/ weight, Ø mm/ kg2 200/ 5
Wire Ø, unall. solid 0.6-1.2
MWire Ø, SS 0.6-1.2
Wire Ø, Al 1.0-1.2
Wire Ø, CW 0.8-1.4
Weight, kg 11.3
1040913_Catalogus OFFSHORE_c.indd 52 06-12-11 13:52

53
DC TIG welders for offshore applications
Robust SMAW, GTAW power sourcesfor offshore welding applications
Origo™ Tig 3001i, TA23
Mains supply, V/ Hz 400/ 3~50/ 60
Fuse, slow, A 16
Mains cable, Ø mm2 4x4
Max. output at 35% duty cycle, A 300/ 22.0
Max. output at 60% duty cycle, A/ V 240/ 19.6
Max. output at 100% duty cycle, A/ V
200/ 18.0
Slope up, s 0-10
Slope down,, s 0-10
Gas pre-flow, s 0-5
Gas post-flow, s 0-25
Open circuit voltage (VRD off/ on), V 60/ <35
Current range TIG DC, A 4-300
Current range MMA DC, A 16-300
Weight, kg 33.5
Origo™ Tig 3001i, TA24
Mains supply, V/ Hz 400/ 3~50/ 60
Fuse, slow, A 16
Mains cable, Ø mm2 4x4
Max. output at 35% duty cycle, A 300/ 22.0
Max. output at 60% duty cycle, A/ V 240/ 19.6
Max. output at 100% duty cycle, A/ V
200/ 18.0
Slope up, s 0-10
Slope down, s 0-10
Gas pre-flow, s 0-5
Gas post-flow, s 0-25
Open circuit voltage (VRD off/ on), V 60/ <35
Current range TIG DC, A 4-300
Current range MMA DC, A 16-300
Weight, kg 33.5
Origo™ Tig 3001i, TA23
For both industrial use and repair and maintenance
applications. The sturdy design makes the Origo™ Tig
3001i suitable for welding anywhere. It is easy to use
and reliable in operation. The Origo™ TA23 is a control
panel with the basic settings for TIG welding. The
panel gives a good overview of all settings, to make
operating as quick and efficient as possible. With the
Origo™ Tig 3001i you can weld stainless and mild
steels, from plate thickness of 1.0 mm. Delivery
includes 5 m mains cable with plug, 2 m gas hose with
2 hose clamps, return cable 4.5 m with clamp.
Origo™ Tig 3001i, TA24
For advanced industrial use and for repair and
maintenance. This digital TIG machine will give a safe
start and stable arc. All types of stainless and mild steel
and most other materials, from plate thickness of 0.5
mm can be welded with high quality. Productivity with
the right quality is important. The control panel Origo™
TA24 has all the necessary functions for advanced TIG
DC, Pulse TIG and MMA welding. All parameters
presented for easy settings. Delivery includes 5 m
mains cable with plug, 2 m gas hose with 2 hose
clamps, return cable 4.5 m with clamp.
1040913_Catalogus OFFSHORE_c.indd 53 06-12-11 13:52

54
Aristo® Mig 5000i
• Multi-processdigitalpowersourcecombiningMIG/
MAG, pulse MIG, MMA and carbon arc gouging.
• Reliable,smoothstartsandends,supportedby
efficient hot-start and crater-fill functions.
• Efficientman-machinecommunicationbytheuser-
friendly control panels, U6 or Aristo® U82.
• Widerangeofpre-programmedsynericlinesforany
material or gas combination.
• Memoryfor10(U6)or255(Aristo® U82) welding
parameters.
• ESABLogicPump,ELP,securestheautomaticstart
of the water pump by connecting a water-cooled
welding torch.
• TrueArcVoltageSystem™,measuresthecorrectarc
voltage value, independent of the length of the
connection cable, return cable or welding torch.
• Dustfiltertohandletough,dirtyenvironmentsand
avoid grinding dust and metal particles inside the
chassis.
• OperateswiththeseparatewirefeedersAristo® Feed
3004/ 4804, U6 and Aristo® U82, Aristo® RoboFeed
3004w and Aristo® YardFeed 2000.
Aristo® Mig u4000i/ u5000i
• Multi-processdigitalpowersourcecombiningMIG/MAG,
pulse MIG, MMA and carbon arc gouging plus DC-TIG,
pulse DC-TIG with HF-Start in the U-version.
• Efficientman-machinecommunicationbytheuser-friendly
control panel U6 or Aristo® U82.
• Widerangeofpre-programmedsynergiclines.
• Memoryfor10(U6)or255(Aristo® U82) welding
parameters.
• ESABLogicPump,ELP,securestheautomaticstartofthe
water pump by connecting a water-cooled welding torch
to the wire feeder or a water-cooled TIG torch.
• TrueArcVoltageSystem™,measuresthecorrectarc
voltage value, independent of the length of the connection
cable, return cable or welding torch.
• Dustfiltertohandletoughanddirtyenvironmentsand
avoid grinding dust and metal particles inside the chassis.
• TheAristo® Mig U4000i/ U5000i operate with the separate
wire feeders Aristo® Feed 3004/ 4804 U6 and Aristo® U82.
Aristo® Mig 5000i
Mains supply, V/ Hz 3x400 / 50/ 60
Fuse, slow, A 35
Mains cable, Ø mm2 4x6
Max output at 60% duty cycle, MMA, A/ V 500/ 40
Max output at 100% duty cycle, MMA, A/ V 400/ 36
Current range MIG, A 16-500
Current range MMA DC, A 16-500
Open circuit voltage (VRD off/ on), V 59/ <35
Weight, kg 68
Aristo® Mig u4000i
Aristo® Mig u5000i
Mains supply, V/ Hz 3x400 / 50/ 60 3x400 / 50/ 60
Fuse, slow, A 25 35
Mains cable, Ø mm2 4x4 4x6
Max output at 35% duty cycle, MMA, A/ V 400/ 36 -
Max output at 60% duty cycle, MMA, A/ V 320/ 33 500/ 40
Max output at 100% duty cycle, MMA, A/ V 250/ 30 400/ 36
Current range MIG, A 20-400 16-500
Current range MMA DC, A 16-400 16-500
Current range MMA DC, A 4-400 4-500
Current range TIG DC, A 0.98 0.99
Open circuit voltage (VRD off/ on), V 58/ <35 959/ <35
Weight, kg 63.5 71
Top end multi-processes digitalinverters for exotic materials
1040913_Catalogus OFFSHORE_c.indd 54 06-12-11 13:52
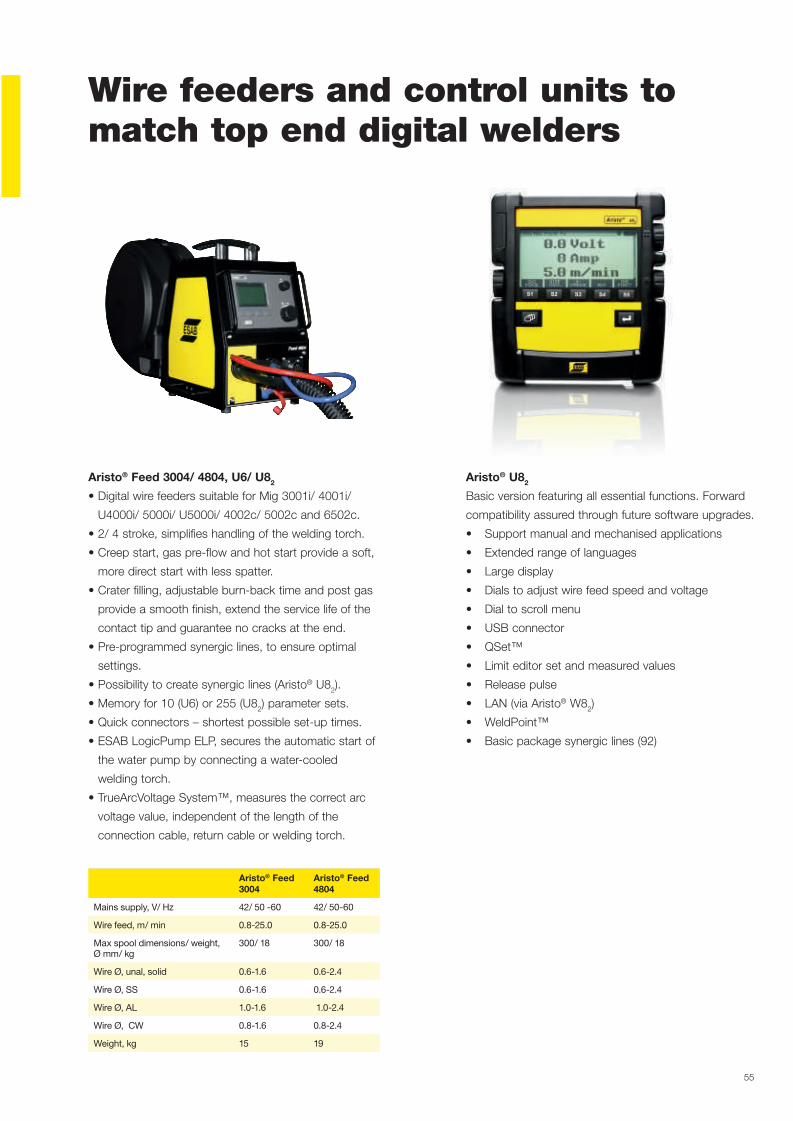
55
Aristo® Feed 3004
Aristo® Feed 4804
Mains supply, V/ Hz 42/ 50 -60 42/ 50-60
Wire feed, m/ min 0.8-25.0 0.8-25.0
Max spool dimensions/ weight, Ø mm/ kg
300/ 18 300/ 18
Wire Ø, unal, solid 0.6-1.6 0.6-2.4
Wire Ø, SS 0.6-1.6 0.6-2.4
Wire Ø, AL 1.0-1.6 1.0-2.4
Wire Ø, CW 0.8-1.6 0.8-2.4
Weight, kg 15 19
Top end multi-processes digitalinverters for exotic materials
Wire feeders and control units to match top end digital welders
Aristo® u82
Basic version featuring all essential functions. Forward
compatibility assured through future software upgrades.
• Supportmanualandmechanisedapplications
• Extendedrangeoflanguages
• Largedisplay
• Dialstoadjustwirefeedspeedandvoltage
• Dialtoscrollmenu
• USBconnector
• QSet™
• Limiteditorsetandmeasuredvalues
• Releasepulse
• LAN(viaAristo® W82)
• WeldPoint™
• Basicpackagesynergiclines(92)
Aristo® Feed 3004/ 4804, u6/ u82
•DigitalwirefeederssuitableforMig3001i/4001i/
U4000i/ 5000i/ U5000i/ 4002c/ 5002c and 6502c.
•2/4stroke,simplifieshandlingoftheweldingtorch.
•Creepstart,gaspre-flowandhotstartprovideasoft,
more direct start with less spatter.
•Craterfilling,adjustableburn-backtimeandpostgas
provide a smooth finish, extend the service life of the
contact tip and guarantee no cracks at the end.
•Pre-programmedsynergiclines,toensureoptimal
settings.
•Possibilitytocreatesynergiclines(Aristo® U82).
•Memoryfor10(U6)or255(U82) parameter sets.
•Quickconnectors–shortestpossibleset-uptimes.
•ESABLogicPumpELP,securestheautomaticstartof
the water pump by connecting a water-cooled
welding torch.
•TrueArcVoltageSystem™,measuresthecorrectarc
voltage value, independent of the length of the
connection cable, return cable or welding torch.
1040913_Catalogus OFFSHORE_c.indd 55 06-12-11 13:52

56
Manual plasma cutting equipment
ESP 150
This heavy-duty, water-cooled plasma cutting and
gouging system provides the perfect solution for
production cutting and plasma gouging. The ESP 150
can cut up to 51 mm manually and can sever 63 mm,
using either an Ar/ H2 mixture or compressed air. Gas
options for higher quality cuts, especially on aluminium
and stainless, resulting in lower total operating costs –
the PT 26 torch cuts with nitrogen or argon-hydrogen
mixtures; choice of carbon dioxide, air, nitrogen or
oxygen for torch cooling.
DEuCE PACK 150 Plasmarc™ System
With 300 amps of plasma cutting and gouging power, this
heavy duty system is the ideal choice for foundries,
mining, logging equipment repair, wind tower production
and other industrial applications.
DEUCE PACK 150 Plasmarc™ handles even the heaviest
materials with the capacity to cut up to 4 in. (101.6 mm)
manually. Eliminates carbon arc fumes with excellent
plasma gouging capacity—removes up to 77 lbs. (35 kg)
of metal an hour.
For exceptional versatility, it separates into two 150 amp
consoles for smaller scale applications. Its adjustable
output down to 30 amps facilitates cutting of thinner
metals.
Equipped with the compact, water-cooled PT-26 torch
that is smaller than torches used with comparable
systems) to ensure operator comfort. The PT-19XLS torch
or PT26 inline torches can be mounted for mechanised
applications.ESP 150
Mains supply, V/ Hz 3x400 / 50
Fuse, slow, A 70
Mains cable, Ø mm2 4x25
Max output at 1000% duty cycle, A/ V 140/ 120
Setting range, A 50-150
Open circuit voltage, V 370
Air, l/ min 113/ 95/ 95
Pressure, bar 7/ 7/ 7
Cutting capacity, Fe mm 40/ 50
Cutting capacity, SS mm 25/ 38
Cutting capacity, Al mm 40/ 50
Weight, kg 308
DEuCE PACK 150 Plasmarc™ System
Mains supply, V/ Hz 3x400 / 50
Cutting capacity, mm 101.6
Gouging removal rate, Fe, kg/ h 25.4
Gouging removal rate, SS, kg/ h 35
Max output at 90% duty cycle, A/ V 300/ 120
Max output at 100% duty cycle, A/ V
280/ 120
Open Circuit Voltage, V 370
Weight, kg 600
1040913_Catalogus OFFSHORE_c.indd 56 06-12-11 13:52

57
Manual plasma cutting equipment
PowerCut™ 900
PowerCut™ 900 is made for all types of cutting within
production, repair, maintenance and assembly. Use on
all electrically conductive materials, e.g. mild steels,
aluminium and stainless steels. This rugged, easy to
use, power efficient unit offers excellent cutting,
piercing and gouging properties. It can also be
adapted for mechanisation. Many features to simplify
set-up and operation, e.g. no switch - automatic
sensing when changing between normal or grate
cutting or gouging. Cuts 22 mm, severs up to 32 mm.
PowerCut™ 1600
Powerful plasma cutting package for cutting up to 38
mm material thicknesses. For all types of heavy duty
cutting, severs 44mm, and gouging within production,
repair, maintenance and assembly. Use on all
electrically conductive materials, e.g. mild steels,
aluminium and stainless steels. This rugged, easy to
use, power efficient unit offers excellent cutting,
piercing and gouging properties. It can also be
adapted for mechanisation. Many additional features to
simplify set-up and operation. Runs off your mains
supply together with compressed air or nitrogen.
PowerCut™ 900
Mains supply, V/ Hz 1x208-230; 3x400 / 50/ 60
Fuse, slow, A 30, 20
Mains cable, Ø mm2 6
Max output at 60% duty cycle, A/ V 60/ 120
Max output at 100% duty cycle, A/ V 50/ 120
Open circuit voltage, V 290
Air, l/ min 165
Pressure, bar 5
Cutting capacity, Fe mm 22
Cutting capacity, SS mm 22
Cutting capacity, Al mm 18
Weight, kg 32
PowerCut™ 1600
Mains supply, V/ Hz 3x400 / 50/ 60
Fuse, slow, A 35
Mains cable, Ø mm2 6
Max output at 60% duty cycle, A/ V 90/ 115
Max output at 100% duty cycle, A/ V 70/ 115
Open circuit voltage, V 280
Air, l/ min 236
Pressure, bar 6.2
Cutting capacity, Fe mm 38
Cutting capacity, SS mm 30
Cutting capacity, Al mm 38
Weight, kg 41
1040913_Catalogus OFFSHORE_c.indd 57 06-12-11 13:52

58
The PEK control unit allows easy parameter setting before stri-
king the arc. Parameter sets can be pre-programmed and weld
data logged for QA records.
SAW automation equipment for offshore applications
A6 Mastertrac/ single, twin-arc or
tandem.
The A6 Mastertrac is a heavily-
dimensioned self-propelled, fourwheel
drive, automatic welding machine.
The advanced electronic control
equipment provides high precision
and the digital display enables all
the welding parameters to be preset
A2 Multitrac with A2/ A6 process
controller PEK/ single or twin-arc.
The A2 Multitrac with the A2/ A6
process controller PEK is available for
both the SAW and the GMAW method.
If the SAW-version is chosen, the A2
Multitrac is capable of working equally
well with either single or twin wire. The
feed unit secures an even and stable
wire-feed speed. Accurate travel speed
is ensured by means of four-wheel
drive. Exact presetting and control of
the welding parameters is done on the
instrument panel, which is equipped with
a digital display. The Multitrac is fully
mobile and can easily be moved from one
welding station to another. It can also be
quickly set-up for different workpieces.
accurately – either beforehand or during
welding. The A6 Mastertrac is easy to
use and once it is running, it requires
only the supervision of the operator.
The automat can be supplied for SAW
in single, twin or tandem version. Also
available for GMAW. The picture shows
A6 Mastertrac Tandem.
1040913_Catalogus OFFSHORE_c.indd 58 06-12-11 13:52
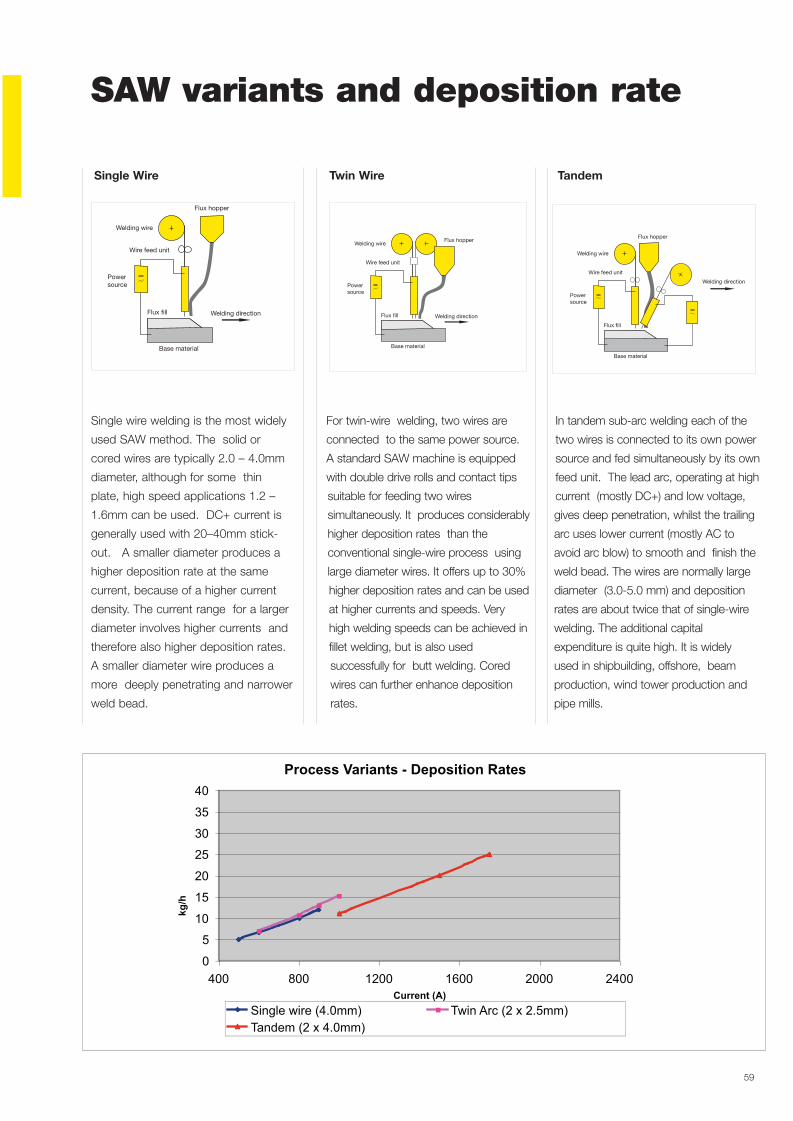
59
SAW variants and deposition rate
Welding wire
Wire feed unit
Powersource
Flux fill
Base material
Welding direction
Flux hopper
Welding wire
Wire feed unit
Powersource
Flux fill
Base material
Welding direction
Flux hopper
Single Wire Twin Wire
Welding wire
Wire feed unit
Powersource
Flux fill
Base material
Welding direction
Flux hopper
Tandem
Process Variants - Deposition Rates
0
5
10
15
20
25
30
35
40
400 800 1200 1600 2000 2400Current (A)
kg/h
Single wire (4.0mm) Twin Arc (2 x 2.5mm)Tandem (2 x 4.0mm)
Single wire welding is the most widely
used SAW method. The solid or
cored wires are typically 2.0 – 4.0mm
diameter, although for some thin
plate, high speed applications 1.2 –
1.6mmcanbeused.DC+currentis
generally used with 20–40mm stick-
out. A smaller diameter produces a
higher deposition rate at the same
current, because of a higher current
density. The current range for a larger
diameter involves higher currents and
therefore also higher deposition rates.
A smaller diameter wire produces a
more deeply penetrating and narrower
weld bead.
For twin-wire welding, two wires are
connected to the same power source.
A standard SAW machine is equipped
with double drive rolls and contact tips
suitable for feeding two wires
simultaneously. It produces considerably
higher deposition rates than the
conventional single-wire process using
large diameter wires. It offers up to 30%
higher deposition rates and can be used
at higher currents and speeds. Very
high welding speeds can be achieved in
fillet welding, but is also used
successfully for butt welding. Cored
wires can further enhance deposition
rates.
In tandem sub-arc welding each of the
two wires is connected to its own power
source and fed simultaneously by its own
feed unit. The lead arc, operating at high
current(mostlyDC+)andlowvoltage,
gives deep penetration, whilst the trailing
arc uses lower current (mostly AC to
avoid arc blow) to smooth and finish the
weld bead. The wires are normally large
diameter (3.0-5.0 mm) and deposition
rates are about twice that of single-wire
welding. The additional capital
expenditure is quite high. It is widely
used in shipbuilding, offshore, beam
production, wind tower production and
pipe mills.
1040913_Catalogus OFFSHORE_c.indd 59 06-12-11 13:52

60
Welding automation / Power sources
LAF 631, 1001, 1251 and 1601
The LAF series are three phase, fan-cooled DC welding
power sources designed for high productivity,
mechanised submerged or high productivity MIG/ MAG
arc welding.They are used in combination with ESAB’s
A2-A6 equipment range and the A2-A6 Process
Controllers (PEK or PEI).
TAF 801 and 1251
The AC power sources TAF 801 and TAF 1251 are
using a unique square wave technology suitable for a
wide range of AC welding applications.
•Capacityforcontinuouswelding•Pre-settingofarc
voltage•Reliablesquarewavestriking•Arcvoltageor
currentfeedback•Optimizedopencircuitvoltage
•Compensationofmainsvoltagefluctuation•Voltage
drop compensation for long welding cables
•Highpowerfactorensuringlowpowerconsumption
•Designedandbuiltforconvenientservicing
•Safetycontrolvoltage42V•PreparedforScott
connection of two power sources.
LAF 631 LAF 1001 LAF 1251 LAF 1601 TAF 801 TAF 1251
Mains supply, 3 ph 50 Hz, V 400/ 415 400/ 415/ 500 400/ 415/ 500 400/ 415/ 500
Mains supply, 3 ph 60 Hz, V 440 400/ 440/ 550 400/ 440/ 550 400/ 440/ 550
Max output at 60% duty cycle, A/ V 800/ 44 1000/ 44 - - 1000/ 44 1500/ 44
Max output at 100% duty cycle, A/ V 630/ 44 800/ 44 1250/ 44 1600/ 44 800/ 44 1250/ 44
Setting range, A/ V, MIG/ MAG 50/ 17-630/ 44 50/ 17-1000/ 45 60/ 17-1250/ 44 -
Setting range, A/ V, SAW 30/ 21-800/ 44 40/ 22-1000/ 45 40/ 22-1250/ 44 40/ 22-1600/ 46 300/ 28-800/ 44
400/ 28-1250/ 44
Open circuit voltage, V 54 52 51 54 71 72
Voltage, 1 ph 50 Hz, V 400/ 415/ 500 400/ 415/ 500
Voltage, 1 ph 60 Hz, V 400/ 440/ 550 400/ 440/ 550
No load power, W 150 145 220 220
Efficiency at max current 0.84 0.84 0.87 0.86 0.86 0.86
Power factor at max current 0.90 0.95 0.92 0.87 0.75 0.76
Enclosure class, protection IP23 IP23 IP23 IP23 IP23 IP23
External dimensions, LxWxH, mm 670x490x930 646x552x1090 774x598x1428 774x598x1428 774x598x1428 774x598x1428
Weight, kg 260 330 490 585 495 608
1040913_Catalogus OFFSHORE_c.indd 60 06-12-11 13:52

61
Welding automation / Power sources AC/DC inverter power source for efficient submerged arc welding
Power source Aristo® 1000 AC/DC SAW
• Basedonuniqueandpatentpendingtechnologiestodeliver
the best welding performance with the lowest power
consumption.
• DesignedforusewiththedigitalPEKcontrollerandthe
robust A2/ A6 feeder units.
• Aglobalinverter-connecttoathreephasemainssupply
from 380 to 575 V, 50 or 60 Hz.
• ChangebetweenDCandAC”onthefly”.Minimize
downtime and weld defects by the push of a button with the
patent pending ”on the fly” function.
• Longweldingcables.ThepatentpendingCableBoost™
technology stores energy and instantly delivers up to 450%
additional energy when required. Cable Boost extends the
maximum usable weld cable length with more than a factor
two, without compromising the weld result.
• CableBoost™isalsoanenergysaver.Theinductiveenergy
generated in the welding cables is re-used in the welding
process instead of being wasted as heat and power losses.
• Designedforuninterruptedweldingproduction.Thereareno
connectors or cables at any exposed positions. All cables
are connected behind a door in the front of the machine.
Easily accessible for service and well protected against
damage.
Aristo® 1000 AC/DC SAW
Mains supply, 3 ph, V, Hz 3380-575, 50/ 60
Mains current (DC load), A / V 86 / 380
82 / 400
79 / 415
74 / 440
71 / 460
66 / 500
59 / 550
57 / 575
Mains fuse (slow), A / V 100 / 380
100 / 400
80 / 415
80 / 440
80 / 460
80 / 500
63 / 550
63 / 575
Maximum load at 100% duty cycle, A / V 1000 / 44
Open circuit voltage, V 130
Open circuit power, W 240
Efficiency at max rating 0.88
Power factor 0.93
Dimensions, LxWxH, mm (in.) 865x610x1320(34x24x52)
Weight, kg (lbs) 330 (727.5
Enclosure class IP23
Certification CE-certified
Third party approvals ETL, CCC, Ghost-R
The Aristo 1000 AC/DC power source, used in combination with ESAB’s new three wire ICE SAW process (page 3), is the most productive process available today for welding thick joints. Please contact your local ESAB office for more details.
Aristo® 1000 AC/DC SAW
1040913_Catalogus OFFSHORE_c.indd 61 06-12-11 13:52
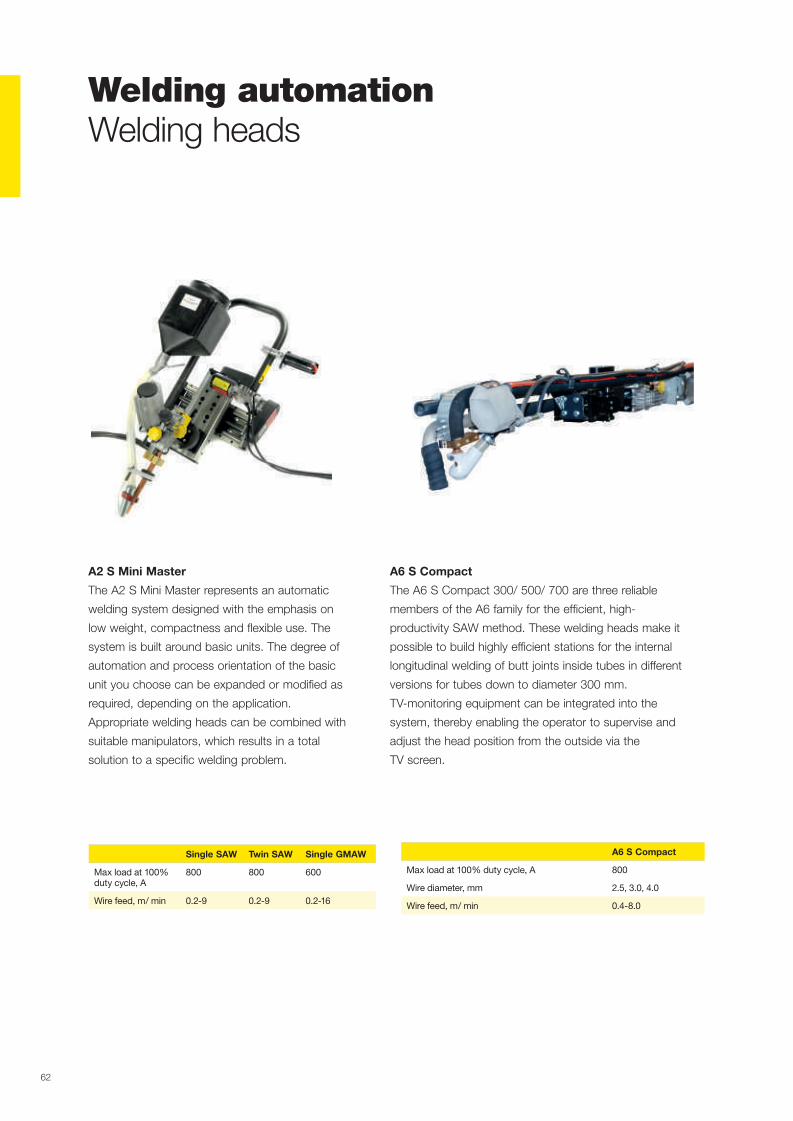
62
A2 S Mini Master
The A2 S Mini Master represents an automatic
welding system designed with the emphasis on
lowweight,compactnessandflexibleuse.The
system is built around basic units. The degree of
automation and process orientation of the basic
unit you choose can be expanded or modified as
required, depending on the application.
Appropriate welding heads can be combined with
suitable manipulators, which results in a total
solution to a specific welding problem.
Single SAW Twin SAW Single GMAW
Max load at 100% duty cycle, A
800 800 600
Wire feed, m/ min 0.2-9 0.2-9 0.2-16
A6 S Compact
The A6 S Compact 300/ 500/ 700 are three reliable
members of the A6 family for the efficient, high-
productivity SAW method. These welding heads make it
possible to build highly efficient stations for the internal
longitudinal welding of butt joints inside tubes in different
versions for tubes down to diameter 300 mm.
TV-monitoring equipment can be integrated into the
system, thereby enabling the operator to supervise and
adjust the head position from the outside via the
TV screen.
A6 S Compact
Max load at 100% duty cycle, A 800
Wire diameter, mm 2.5, 3.0, 4.0
Wire feed, m/ min 0.4-8.0
Welding automationWelding heads
1040913_Catalogus OFFSHORE_c.indd 62 06-12-11 13:52

63
A6 S Arc Master
The A6S Arc Master is the complete system for heavy
productionweldingofferingflexibility,operational
reliability and durability. It constitutes the base of
ESAB’s automatic welding programme with an
extensive modular and component system. It is
available in a number of standard models and can be
adapted to suit the customer’s specific demands. From
an existing model, the A6 S can be rebuilt and
extended to the required automation level, by means of
positioning,jointtracking,fluxhandlingandsoon,as
the requirements change.
A6 S Tandem Master
The A6 S Tandem Master is a highly versatile welding
automat equipped with two A6 heads – for either DC/
DC or DC/ AC welding. Direct current provides good
penetration, whereas alternating current secures a high
deposition rate. The A6 S Tandem Master is available
in a number of models to match the customer’s safety,
quality and productivity requirements.
Single SAW, 156:1
Twin SAW, 156:1
Single SAW, 74:1
Twin SAW, 74:1
Single GMAW, 74:1
Max load at 100% duty cycle, A
1500 1500 1500 1500 600
Wire diameter, mm
3.0-6.0 2x2.0-3.0
1.6-4.0 2x1.6-2.0
0.8-3.2
Wire feedm/ min
0.2-4.0 0.2-4.0 0.4-8.0
0.4-8.0 0.8-16.6
A6 S Tandem Master
Max load at 100% duty cycle, A 2x1500
Wire diameter, mm 2x3.0-6.0
Wire feed, m/ min 0.2-4.0
Welding automationWelding heads
1040913_Catalogus OFFSHORE_c.indd 63 06-12-11 13:52

64
CaB 2200
• TheColumn&BoomCaB2200ispurposely
designed for light duty.
• Asmooth360-degreelockablerotation.
• Linearguidingsoncolumnandboomforsmooth
movement which makes it ideal for the MIG, TIG and
SAW welding processes.
• Cablechainoncolumnandboom.
• Movablecarriageorfixedstand.
• IP55pendantcontrolstationusinglowvoltageon
the generous 10m cable.
• Astandardsafetyfeatureincludinganti-falldevice
and limit switches for all motions.
• Payloadof70kg.
Welding automationColumn and boom/ gantries
MechTrac 1730, 2100, 2500 and 3000
MechTracmightverywellbethemostflexibleand
fastest way to increase your productivity. The
MechTrac is built as a gantry and can be equipped
with an A2 welding equipment for SAW or MIG/ MAG
to create a complete welding station. If the workpiece
rotates, other welding methods such as TIG and
Plasma can be used, depending on the application
and handling equipment. The MechTrac unit is suitable
for different types of workpieces that can be covered
by a gantry. The gantry offers the possibility to weld
profiles such as I-, T-, or L-beams, columns or tapered
beams. The MechTrac is available in four versions,
depending on the size of the workpiece. The difference
is the width of the gantry – 1730 mm, 2100 mm, 2500
mm or 3000 mm between the legs. The length of the
legs is the same for all types, 1500 mm from the top of
the rail to the inside of the overhead beam. The gantry
can support a maximum weight of 220 kg,
corre-sponding to a maximum of two A2 welding
heads (single or twin wire) complete with automatic
jointtrackingGMHandanOPCfluxrecoveryunit.The
picture shows MechTrac equipped with A2 welding
heads, Process Controller PEK and Power sources
LAF 631.
CaB 2200
Mains supply, V/ Hz 3x230/ 380/ 400/ 440 / 50/ 60
Vertical speed, mm/ min 600
Boom Speed, mm/ min 0-2050
Electrical Panel IP 55
Rotation Manual
Boom height max (a), mm 2500
Boom height min (a), mm 450
Boom height max (b), mm 2700
Boom extension max (c), mm 2500
Boom extension min (c), mm 490
Boom extension max (d), mm 2500
Boom extension min (d), mm 490
Wheel centre distance (e), mm 1600
Axle centre distance (f), mm 1500
Height of column (g), mm 3200
MechTrac 1730, 2100, 2500 and 3000
Travel speed, m/ min 0.2-1.9
Rail length, m 3
Max load, kg 220
1040913_Catalogus OFFSHORE_c.indd 64 06-12-11 13:52

65
Welding automationColumn and boom/ gantries
Walltrac
This column and boom welding station is designed for
the production of various beam structures, such as I/ H
and box beams of tapered and non-symmetrical
designs, stiffener sections and the joining of plates and
sections.Theflexiblesolutionalsopermitsquitea
number of other applications to improve productivity and
weld quality. The wall-supported manipulator travelling
on a single rail is designed for rack-and-pinion drive
fromthefloor-mountedrail.Anidlerwheelsupport
mounted on the column allows the manipulator to travel
on a rail support. To ensure a uniform, stable welding
speed, the bogie carriage is equipped with two parallel-
connected DC motors. The fixed boom, which has rails
and a rack, is equipped with two motorised side-running
welding carriages, each carrying a twin-wire subarc
welding head. Each welding head is fitted to a servo-
controlled slide which is cross mounted on the carriage
via a manually adjusted vertical boom. Transverse
welding with the speed generated from the siderunning
carriage is possible, using the outer welding head. The
well proven A6 welding heads incorporating the user-
friendly, microprocessor based PEK are a combination
which safely secures the welding process. Automatic
joint tracking GMH controls the vertical and horizontal
axes, i.e. the slides and the carriages, to safeguard the
superior weld quality.
Advantages:Minimalfloorworkingareathankstothe
single rail/ wall support. Longitudinal and transverse
welding procedures can be used. A large number of
positioningaxespermitflexibleweldingproduction.
Gantrac
This gantry has rigid legs supported by tacho-
controlled bogie carriages with cable chains to ensure
a uniform, stable welding speed. The two legs support
the gantry beam, which is equipped with guides and a
rack for the two motorised welding carriages. The
operator can easily control the welding procedure from
the platform mounted on one of the bogie carriages.
All in all, this is a very sturdy and reliable manipulator
solution. The well-proven A6 welding heads are
mounted on rack-and-pinion slides with comprehensive
working strokes to obtain good access to the
workpieces. Incorporating the user-friendly, micro-
processor-based PEK, the welding process is safely
secured. Automatic joint tracking GMH controls the
vertical and horizontal axes, i.e. the slides and the
carriages, to safeguard the superior weld quality.
Submerged arc welding is the superior method for the
applicationsintendedforthisstation.Thefluxhandling
equipment can be operated conveniently, without time
wastinginterruptions.Atthesametimeasflux
consumption is reduced, the workplace is kept clean
andfreefromfluxspillage.
Advantages:Highlystabilisedmanipulationofwelding
torches with optimised welding results. A large number
ofpositioningaxespermitflexiblebeamproduction.
Carriers and gantries
1040913_Catalogus OFFSHORE_c.indd 65 06-12-11 13:52
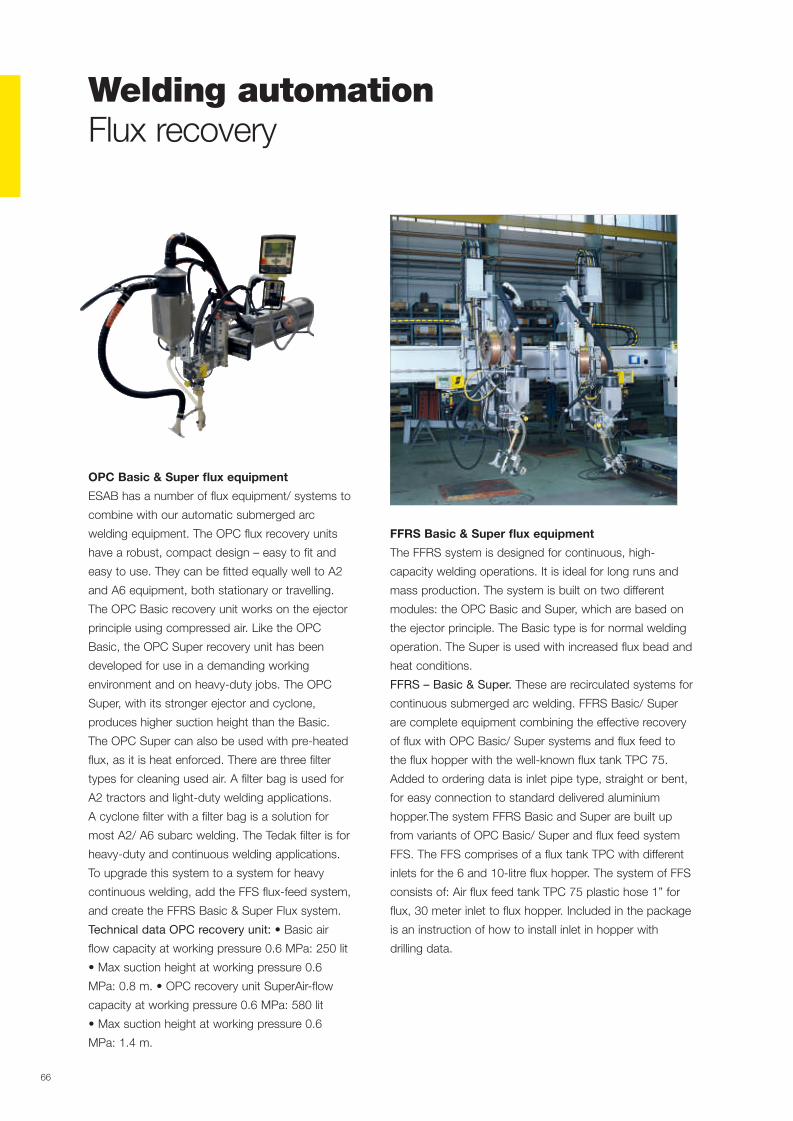
66
Welding automation Flux recovery
OPC Basic & Super flux equipment
ESABhasanumberoffluxequipment/systemsto
combine with our automatic submerged arc
weldingequipment.TheOPCfluxrecoveryunits
have a robust, compact design – easy to fit and
easy to use. They can be fitted equally well to A2
and A6 equipment, both stationary or travelling.
The OPC Basic recovery unit works on the ejector
principle using compressed air. Like the OPC
Basic, the OPC Super recovery unit has been
developed for use in a demanding working
environment and on heavy-duty jobs. The OPC
Super, with its stronger ejector and cyclone,
produces higher suction height than the Basic.
The OPC Super can also be used with pre-heated
flux,asitisheatenforced.Therearethreefilter
types for cleaning used air. A filter bag is used for
A2 tractors and light-duty welding applications.
A cyclone filter with a filter bag is a solution for
most A2/ A6 subarc welding. The Tedak filter is for
heavy-duty and continuous welding applications.
To upgrade this system to a system for heavy
continuouswelding,addtheFFSflux-feedsystem,
and create the FFRS Basic & Super Flux system.
Technical data OPC recovery unit:•Basicair
flowcapacityatworkingpressure0.6MPa:250lit
•Maxsuctionheightatworkingpressure0.6
MPa:0.8m.•OPCrecoveryunitSuperAir-flow
capacityatworkingpressure0.6MPa:580lit
•Maxsuctionheightatworkingpressure0.6
MPa:1.4m.
FFRS Basic & Super flux equipment
The FFRS system is designed for continuous, high-
capacity welding operations. It is ideal for long runs and
mass production. The system is built on two different
modules:theOPCBasicandSuper,whicharebasedon
the ejector principle. The Basic type is for normal welding
operation.TheSuperisusedwithincreasedfluxbeadand
heat conditions.
FFRS – Basic & Super. These are recirculated systems for
continuous submerged arc welding. FFRS Basic/ Super
are complete equipment combining the effective recovery
offluxwithOPCBasic/Supersystemsandfluxfeedto
thefluxhopperwiththewell-knownfluxtankTPC75.
Added to ordering data is inlet pipe type, straight or bent,
for easy connection to standard delivered aluminium
hopper.The system FFRS Basic and Super are built up
from variants of OPC Basic/ Super and flux feed system
FFS.TheFFScomprisesofafluxtankTPCwithdifferent
inletsforthe6and10-litrefluxhopper.ThesystemofFFS
consistsof:AirfluxfeedtankTPC75plastichose1”for
flux,30meterinlettofluxhopper.Includedinthepackage
is an instruction of how to install inlet in hopper with
drilling data.
1040913_Catalogus OFFSHORE_c.indd 66 06-12-11 13:52

67
Welding automation Flux recovery
Roller beds
Roller beds are designed to enable large round items
to be welded and handled during rotation welding for
example. ESAB offers a large range of roller beds of
different models and load possibilities. The range partly
consists of conventional roller beds, where the
operator manually and mechanically sets the distance
between the rollers to different diameters – and partly
self-adjusting roller beds, where the rollers
automatically adjust themselves to the diameter of the
workpiece. All roller beds are designed to be easily
combined with ESAB A2/ A6 programme and can be
controlled via a remote control unit or from the process
controller PEK.
CD 5-120 and CI 5-120, conventional roller beds with
rail bogie. Max. loading capacity from 2.5 – 60 tons/
section.
CD-30/ 60/ 100/ 120-DB and CI-30&0/ 100/ 120-IB,
conventional roller beds with rail bogie. Max. loading
capacity from 15 – 60 tons/ section.
FIR 35, 75 and 100, these units are part of a growing
line and used especially in wind tower production.
Max. loading capacity 35, 75 or 100 tons.
FIT 30, 60 and 100, conventional idler roller beds with
built-in hydraulic height adjustment. These units are
part of a growing line and used especially in wind
tower production. Max. loading capacity 15, 30 or 50
tons.
FuB 30, complete unit for fit-up of section. One set of
FUB consist of one power and one idler roller bed 30T.
Four independently adjusted rollers to align the two
sections with each other. Max. loading capacity 30
tons.
SD 5-100 and SI 5-100, self-aligning roller beds.
Motorised and idler rail bogie versions. Max. loading
capacity 2.5 – 50 tons/ section.
SD 5-100 DB and SI 5-100 IB, self-aligning roller
beds. Motorised and idler rail bogie versions. Max.
loading capacity 2.5 – 50 tons/ section.
Suitable application areas: wind tower fabrication,
offshore, shipyards, pressure vessels and pipelines.
Versatile accessories: a wide range of accessories is
available for ESAB’s roller beds, which additionally
improve workpiece handling during welding.
Handling equipment
1040913_Catalogus OFFSHORE_c.indd 67 06-12-11 13:52

68
Welding automation Handling equipment
Positioners
Welding times can be drastically reduced by
placing the workpiece on a positioner when
welding. Up to 25 – 30 % higher welding speed
can be achieved if the joint is welded lying down
instead of vertically. The optimum welding position
can always be obtained with ESAB´s positioners.
Welding in the optimum position improves the
welding quality as welding work becomes
considerably easier for the welder to carry out in a
safer way. The arc time factor also increases when
welding in the positioner, especially when working
on large, heavy workpieces. The changes in
position of the workpiece is reduced to a minimum
in comparison to using a spindle guide or other
lifting tool, which often means unproductive
waiting times. ESAB has a wide programme range
of positioners for welding and these can also be
used for installation work. During automated
welding, a positioner is often a part of the total
application and all the models are fully designed to
be combined with ESAB´s automation programme,
which means that they can be controlled remotely
or connected by the application’s process
controller PEK. Depending on the size, weight and
complexity of the workpiece and position angle
requirements, the following ESAB positioners are
available:
RT 250 – RT 500 Two axis positioners for rotating and
tilting lightweight workpieces. Maximum loading capacity
from 250 to 500 kg.
RT 1 – RT 35 Two axis positioners for rotating and tilting
workpieces. Maximum loading capacity from 1000-35000
kg. The positioners of the RT-series have 2 axis; height
and rotation, which give a perfect ergonomic working
position. All the positioners come with a low voltage (24V)
remote control for all functions. For daily work these
positioners offer perfect solutions with optimised motor
and gear drive sizes.
TAP 1T and TAP 3T Three axis positioners for lifting,
rotating and tilting demanding workpieces. The positioners
of the TAP-series have 3 axis; height, tilting angle and
rotation. Thus 3-axis operation guarantees the ideal
ergonomic working position. Height, angle and speed are
continuously adjustable.
Suitable application areas: pipe shops, vessels’
cladding of dish ends, fuel tanks.
Versatile accessories: a wide range of accessories is
available for ESAB’s positioners, which additionally
improve workpiece handling during welding.
1040913_Catalogus OFFSHORE_c.indd 68 06-12-11 13:52
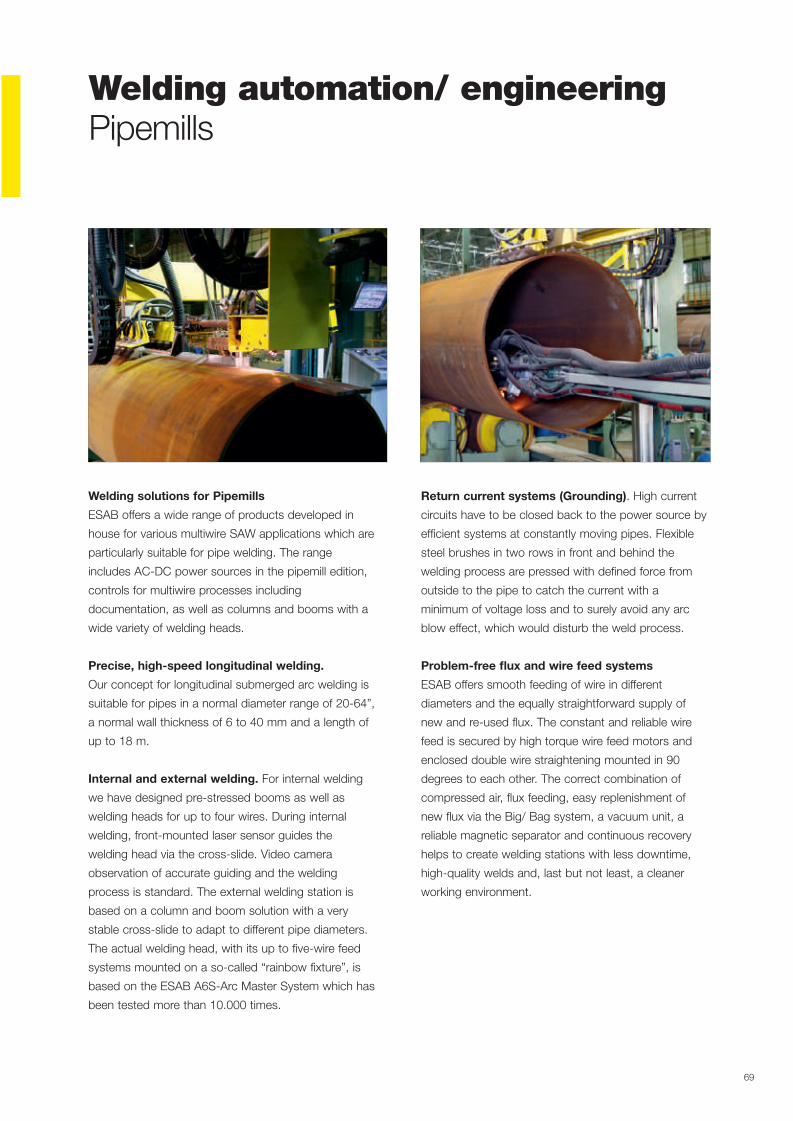
69
Welding automation Handling equipment
Welding solutions for Pipemills
ESAB offers a wide range of products developed in
house for various multiwire SAW applications which are
particularly suitable for pipe welding. The range
includes AC-DC power sources in the pipemill edition,
controls for multiwire processes including
documentation, as well as columns and booms with a
wide variety of welding heads.
Precise, high-speed longitudinal welding.
Our concept for longitudinal submerged arc welding is
suitable for pipes in a normal diameter range of 20-64”,
a normal wall thickness of 6 to 40 mm and a length of
up to 18 m.
Internal and external welding. For internal welding
we have designed pre-stressed booms as well as
welding heads for up to four wires. During internal
welding, front-mounted laser sensor guides the
welding head via the cross-slide. Video camera
observation of accurate guiding and the welding
process is standard. The external welding station is
based on a column and boom solution with a very
stable cross-slide to adapt to different pipe diameters.
The actual welding head, with its up to five-wire feed
systems mounted on a so-called “rainbow fixture”, is
based on the ESAB A6S-Arc Master System which has
been tested more than 10.000 times.
Return current systems (Grounding). High current
circuits have to be closed back to the power source by
efficient systems at constantly moving pipes. Flexible
steel brushes in two rows in front and behind the
welding process are pressed with defined force from
outside to the pipe to catch the current with a
minimum of voltage loss and to surely avoid any arc
blow effect, which would disturb the weld process.
Problem-free flux and wire feed systems
ESAB offers smooth feeding of wire in different
diameters and the equally straightforward supply of
newandre-usedflux.Theconstantandreliablewire
feed is secured by high torque wire feed motors and
enclosed double wire straightening mounted in 90
degrees to each other. The correct combination of
compressedair,fluxfeeding,easyreplenishmentof
newfluxviatheBig/Bagsystem,avacuumunit,a
reliable magnetic separator and continuous recovery
helps to create welding stations with less downtime,
high-quality welds and, last but not least, a cleaner
working environment.
Welding automation/ engineeringPipemills
1040913_Catalogus OFFSHORE_c.indd 69 06-12-11 13:53
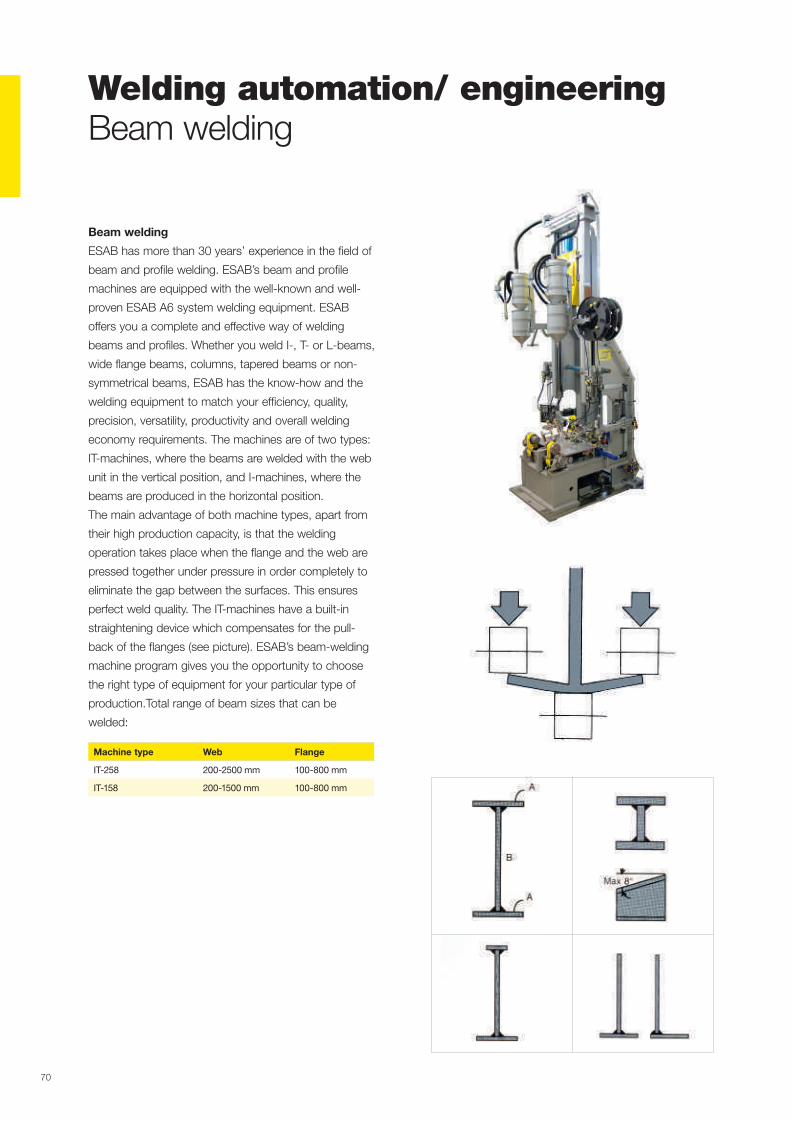
70
Beam welding
ESAB has more than 30 years’ experience in the field of
beam and profile welding. ESAB’s beam and profile
machines are equipped with the well-known and well-
proven ESAB A6 system welding equipment. ESAB
offers you a complete and effective way of welding
beams and profiles. Whether you weld I-, T- or L-beams,
wideflangebeams,columns,taperedbeamsornon-
symmetrical beams, ESAB has the know-how and the
welding equipment to match your efficiency, quality,
precision, versatility, productivity and overall welding
economyrequirements.Themachinesareoftwotypes:
IT-machines, where the beams are welded with the web
unit in the vertical position, and I-machines, where the
beams are produced in the horizontal position.
The main advantage of both machine types, apart from
their high production capacity, is that the welding
operationtakesplacewhentheflangeandthewebare
pressed together under pressure in order completely to
eliminate the gap between the surfaces. This ensures
perfect weld quality. The IT-machines have a built-in
straightening device which compensates for the pull-
backoftheflanges(seepicture).ESAB’sbeam-welding
machine program gives you the opportunity to choose
the right type of equipment for your particular type of
production.Total range of beam sizes that can be
welded:
Machine type Web Flange
IT-258 200-2500 mm 100-800 mm
IT-158 200-1500 mm 100-800 mm
Welding automation/ engineeringBeam welding
1040913_Catalogus OFFSHORE_c.indd 70 06-12-11 13:53

Welding automation/ engineeringBeam welding
Page for photo
71
1040913_Catalogus OFFSHORE_c.indd 71 06-12-11 13:53

72
Your complete cutting solution from the same supplier
• Cuttingmachinesfrom2to36mmachine
width.
• Filtersystems.
• Cuttingtables.
• Plasmasystemsolutionsfrom1to
120mm cutting thickness.
• Specialisedcuttingsoftwareandeasyto
operate CNC controllers.
• Highdutyoxyfuelcuttingequipment.
• Toolsforautomatedweld-edge
preparation.
1040913_Catalogus OFFSHORE_c.indd 72 06-12-11 13:53

73
Cutting systems
More than 70 years’ experience of cutting
and responding to customers’ needs have
resulted in an extensive range of products.
The traditional thermal cutting technologies
such as plasma, oxy-fuel and laser cutting
have been joined by the newer waterjet
cutting technology. Marking, signing,
lettering, punching, shot blasting, surface
cleaning, drilling and powerful software tools
completes the cutting product family.
Your complete cutting solution from the same supplier
1040913_Catalogus OFFSHORE_c.indd 73 06-12-11 13:53

74
Origo™-Tech 9-13
The Origo™-Tech 9-13 features an external shade
adjustment between DIN 9 and DIN 13. The delay and
sensitivity can be adjusted from the inside. The Origo™-
Tech 9-13 is suitable for MIG/ MAG, MMA and TIG
(over 20 amps).
Personal protective equipment
ESAB Filtair Pro 8020CV
This mask provides P2 protection and is
equipped with a valve to reduce heat and
moisture build-up inside the respirator. The
carbon layer takes out bad odours. Suitable
to wear during welding, brazing, soldering,
painting (brush applied), gluing (brush
applied) and polyester resins (hand mix).
Origo™ Air
The Origo Air is a battery powered respiratory unit designed to fit
the Origo-Tech welding helmets. The unit provides clean, filtered
air to increase the comfort and safety for the welder. The Origo Air
is delivered complete with an 8-hour battery, P3 filter, comfort pad,
waist belt and an air hose with a Proban hose cover fitted. The unit is
supplied with an intelligent charger, which will ensure a prolonged life
time of the battery, by reducing the risk of over charging. The Origo Air
is also equipped with a low flow alarm, which will give an audible signal
when the filter is blocked, or the battery power is running low. The
complete system is comfortable, lightweight and durable.
Globe-Arc
The Globe-Arc is a unique design in flip front welding and
grinding helmets. The visor provides effective protection
from UV and IR radiation when the visor is both open and
closed, and is available in different shade levels.
The helmet is equipped with a strong and comfortable
headgear.
1040913_Catalogus OFFSHORE_c.indd 74 06-12-11 13:53
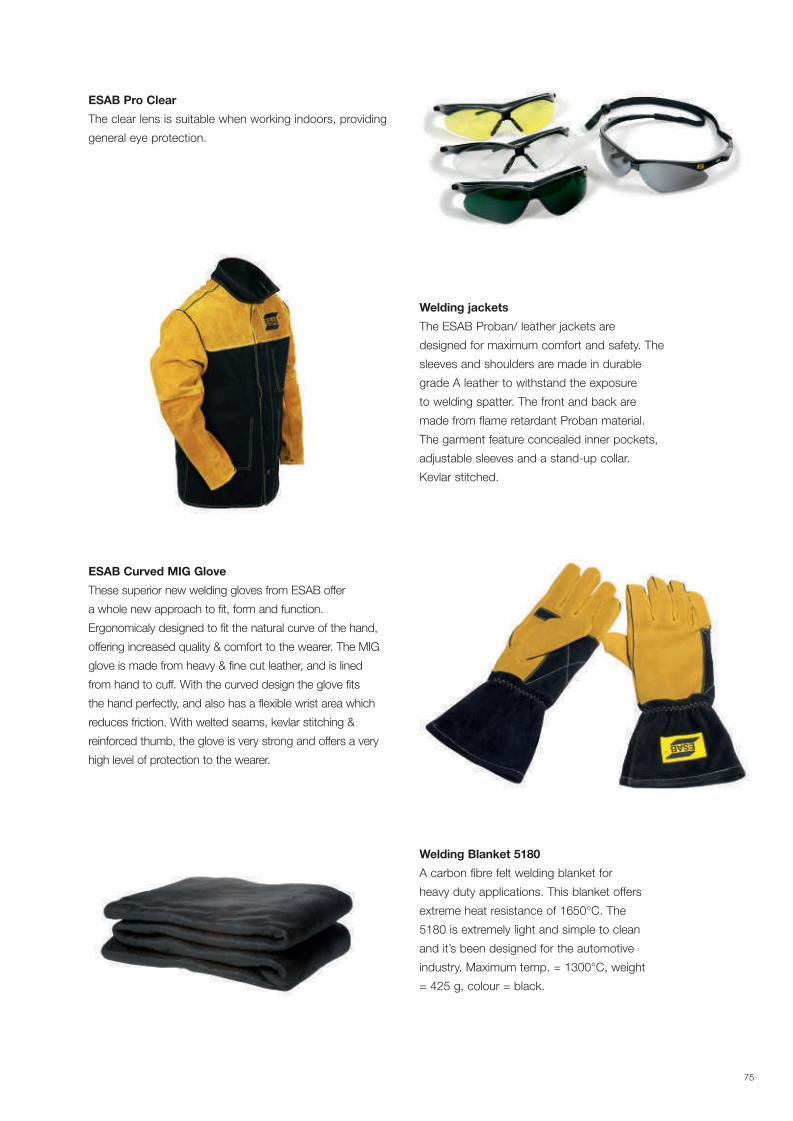
75
Welding jackets
The ESAB Proban/ leather jackets are
designed for maximum comfort and safety. The
sleeves and shoulders are made in durable
grade A leather to withstand the exposure
to welding spatter. The front and back are
made from flame retardant Proban material.
The garment feature concealed inner pockets,
adjustable sleeves and a stand-up collar.
Kevlar stitched.
ESAB Pro Clear
The clear lens is suitable when working indoors, providing
general eye protection.
ESAB Curved MIG Glove
These superior new welding gloves from ESAB offer
a whole new approach to fit, form and function.
Ergonomicaly designed to fit the natural curve of the hand,
offering increased quality & comfort to the wearer. The MIG
glove is made from heavy & fine cut leather, and is lined
from hand to cuff. With the curved design the glove fits
the hand perfectly, and also has a flexible wrist area which
reduces friction. With welted seams, kevlar stitching &
reinforced thumb, the glove is very strong and offers a very
high level of protection to the wearer.
Welding Blanket 5180
A carbon fibre felt welding blanket for
heavy duty applications. This blanket offers
extreme heat resistance of 1650°C. The
5180 is extremely light and simple to clean
and it’s been designed for the automotive
industry. Maximum temp. = 1300°C, weight
= 425 g, colour = black.
Personal protective equipment
1040913_Catalogus OFFSHORE_c.indd 75 06-12-11 13:53
76
Other relevant ESAB catalogues and handbooksThe following catalogues and handbooks are relevant to the offshore industry. Contact your ESAB representative to obtain copies.
Welding Handbook , 8 edition. Consumables
for manual and automatic welding. ESAB’s
full consumables
catalogue, excluding North American pro-
ducts. xA nr. xA00003720
uSA filler metal catalogue. ESAB’s full
consumables offer to the
North American market.
Submerged Arc Welding
Technical Handbook
FLUXES AND WIRES FOR JOINING NON AND LOW-ALLOYED STEELS, STAINLESS STEELS AND NICKEL-BASE ALLOYS
* Includes manufacturing facilities of ESAB North America. A wholly owned subsidiary of Anderson Group Inc.
ESAB Sales and Support Offices worldwide
ESAB operates at the forefront of
welding and cutting technology. Over
one hundred years of continuous
improvement in products and processes
enables us to meet the challenges of
technological advance in every sector in
which ESAB operates.
Quality and environment
standards
Quality, the environment and safety are
three key areas of focus. ESAB is one of
few international companies to have
achieved the ISO 14001 and OHSAS
18001 standards in Environmental, Health
& Safety Management Systems across all
our global manufacturing facilities.
At ESAB, quality is an ongoing process
that is at the heart of all our production
processes and facilities worldwide.
Multinational manufacturing, local
representation and an international
network of independent distributors
brings the benefits of ESAB quality and
unrivalled expertise in materials and
processes within reach of all our
customers, wherever they are located.
Reg
. No:
XA
0013
6020
05
2008
. Prin
ted
in th
e N
ethe
rland
s.
ESAB AB
Box 8004, SE-402 77 Göteborg, Sweden.
Phone: +46 31 50 90 00. Fax: +46 31 50 93 90.
E-mail: [email protected]
www.esab.com
Global solutions for local customers - everywhere.
World leader in welding and cutting technology and systems.
WELDING CONSUMABLES FOR JOINING AND CLADDING STAINLESS STEELS AND NICKEL-BASE ALLOYS
REV.1/07 2011
Stainless Steel Welding
Technical Handbook
STRENGTH THROUGH COOPERATION
1042238_Stainless handbook 2011.indd 1 06-09-11 14:06
Product catalogue standard equipment
and welding automation- fifth edition.
xA00151420
Technical handbook submerged arc
welding. xA00136020
Technical handbook stainless steel
welding xA00048720ESAB Automation Catalogue
specifications xA00155920
1040913_Catalogus OFFSHORE_c.indd 76 06-12-11 13:53
77
Other relevant ESAB cataloguesand handbooks
Strip cladding
Technical Handbook
FLUXES AND STRIPS FOR SUBMERGED ARC AND ELECTROSLAG STRIP CLADDING
STRENGTH THROUGH COOPERATION
1040007_Handb_Stripclad.indd 1 06-09-11 14:13
All-positionAl rutile flux cored wires for non And low Alloyed steels
Welder guide book
XA 00150520
1036969_Instructieboekje lassen.indd 1 11-06-10 08:53
Technical handbook strip cladding
xA00137520
Storage & handling
recommendations for consumables.
xA00097020
Welder guide book (pocket guide) all-
positional rutile flux-cored wires for non
and low alloyed steels xA00150520
FILARC welding procedure handbook
part 3.
FILARC welding procedure handbook
part 1.
FILARC welding procedure handbook
part 2.
ESAB application handbook - welding
procedure specifications xA00072320
1040913_Catalogus OFFSHORE_c.indd 77 06-12-11 13:53
78
R&D and Central Laboratories
The Process Centres are
innovative environments were
ESAB and its customers can
work in partnership to develop
total solutions for welding and
cutting challenges, pushing the
technological boundaries to
exciting new levels.
The facilities are state of the art
in equipment and apply best
practice in EHS. There are also
showrooms, with
comprehensive demonstration
facilities. A global network of
ESAB Process Centres has
been established to help our
customers to improve their
business performance and daily
operations. This support network embraces the full spectrum of
welding requirements, from customer support to process
development; training to operational services. The global network
uses the globally spread know-how within ESAB to maintain the
same service levels around the globe ensuring that a consistent,
high technology solution service is delivered.
ESAB Central Laboratories
The ESAB Central laboratories
in Gothenburg, Sweden,
together with the Process
Centre, form the technical heart
of ESAB worldwide. Equipped
with modern facilities, they
provide research services to the
development departments, to
production sites and to end
customers.
The several laboratories are:
• Metallographiclaboratory
• Mechanicaltesting
• Chemicallaboratory
• Weldinglaboratory
• Heattreatmentlaboratory
Principal activities are:
• Customersupport:
Defects, properties, welding procedures,
failure analysis.
• Developmentsupport:
Microstructure and properties for
development and improvement of
products.
• Research:
Internal and external (universities,
institutes) research projects.
• Productionsupport:
Verification of product quality and
production processes.
Welding Process Centre
1040913_Catalogus OFFSHORE_c.indd 78 06-12-11 13:53
79
OK Flux is an ESAB AB trademark
and consequently the OK Flux range
is fully globally managed, together with
OK Autrod and OK Tubrod solid and
cored SAW wires.
All ESAB plants manufacturing OK
Flux products do so based on centrally
submittedspecificationsintermsof:
•Rawmaterials
•Testingmethods
•Productreleaseinspection
•Manufacturingprocess,process
parameters and limits
•Productpackagingandmarking
requirements
•Product3rdpartyinternational
approvals
•ProductLifecycleManagement(PLM)
•QualityManagementSystem
•ISO14001
•OHSAS18001
Global manufacturing
Production facility certificates
With all these measures in
place, ESAB is confident that
OK products have identical
properties regardless of
manufacturing location,
worldwide.
Several OK products are made
in more than one location to
meet local geographical
demands. Equally important,
this is part of ESAB’s supply
contingency plan, a global effort
to consistently meet the supply
chain needs of our customers.
It is with this in mind that ESAB
is able to supply a market from
different factories, in order to
provide the best possible
delivery service.
1040913_Catalogus OFFSHORE_c.indd 79 06-12-11 13:53

World leader in welding and cutting technology and systems.
ESAB operates at the forefront of
welding and cutting technology. Over
one hundred years of continuous
improvement in products and
processes enables us to meet the
challenges of technological advance
in every sector in which ESAB
operates.
Quality and environment
standards
Quality, the environment and safety
are three key areas of focus. ESAB is
one of few international companies to
have achieved the ISO 14001 and
OHSAS 18001 standards in
Environmental, Health & Safety
Management Systems across all our
global manufacturing facilities.
At ESAB, quality is an ongoing
process that is at the heart of all our
production processes and facilities
worldwide.
Multinational manufacturing, local
representation and an international
network of independent distributors
brings the benefits of ESAB quality
and unrivalled expertise in materials
and processes within reach of all our
customers, wherever they are located.
Reg
.No:
XA
0015
861
22
011
ESAB Sales and Support Offices worldwide
* Includes manufacturing facilities of ESAB North America, a wholly owned subsidiary of Anderson Group Inc.
ESAB Asia Pacific/ Global Offshore Centre
38 Joo Koon Circle JurongSingapore 629063
OfficeTelephone:(+65)68614322
OfficeFax:(+65)68615109
www. esab.com
ESAB provides specialist technical support to the
offshore industry through its Singapore Process
Centre - ESAB’s centre of excellence for offshore
welding.
1040913_Catalogus OFFSHORE_c.indd 80 06-12-11 13:53
Related Documents











