OEE Implementation 1 Created By Anang T

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
OEE Implementation
Created By Anang T

2
Outline : PengenaIan OEE OEE Manufacturing Resep rahasia: I x F x A Studi kasus: OEE Improvement
The Power of OEE
Created By Anang T

3
1. PENGENALAN OEE
Created By Anang T

4
OEE (Overall Equipment Effectiveness) adalah cara "best practice" untuk memonitor dan mengimprove effectiveness dari manufacturing processes (i.e. machines, manufacturing cells, assembly lines).
• OEE adalah metriks terpadu yang mengukur tingkat yang dihasilkan dari suatu proses
Definisi OEE
Masurement adalah dasar dari improvement"

5
Body Mass Index Kategori> 30 OBESITAS
25,0 - 29,9 OVERWEIGHT18,5 - 24,9 NOMAL
< 18,5 UNDERWEIGHT
Measurement create Crisis
mass(kg)BMI =
(height(m))2
Created By Anang T

6
Major Losses
Losses Due To Machine
Breakdown
Losses Due To Set Up, Change Over
Losses Due To Deffect
Losses Due To Rework
Speed Loss Minor Stopage
“Berapa Resources Yang Terbuang”
Input : Machine Man
Power Material Energy
Created By Anang T

7
Knowing your Losses is very valuable!
Losses adalah pemakaian resource yang tidak dirasakan oleh end customer tapi hanya menambah biaya produk
Created By Anang T

8
Time Diagram
Created By Anang T

9
Company OEEAwal Untuk OEE Umum 30% - 50%
World Class OEE 85% - 95%
World Class OEE
Created By Anang T

10
OEE = Availability x Performance x QualityOEE Formula
OEE
Availability
Performance
Quality
Breakdown Losses
Minor Stoppage Scrap/Rework
Setup & Adjustment Speed Losses Start Up Six Big Losses

11
2. OEE Manufacturing
Created By Anang T

12
OEE & Lean ManufacturingBusiness Result
Return Of Stageholder EquityOperating Margin, Cash Flow
Operating Excellence
Continous Improvement
OEE – Operational Stability5R Stadndart Work, Maintenant Management
People Lean Processes

13
Six Big Losses
14
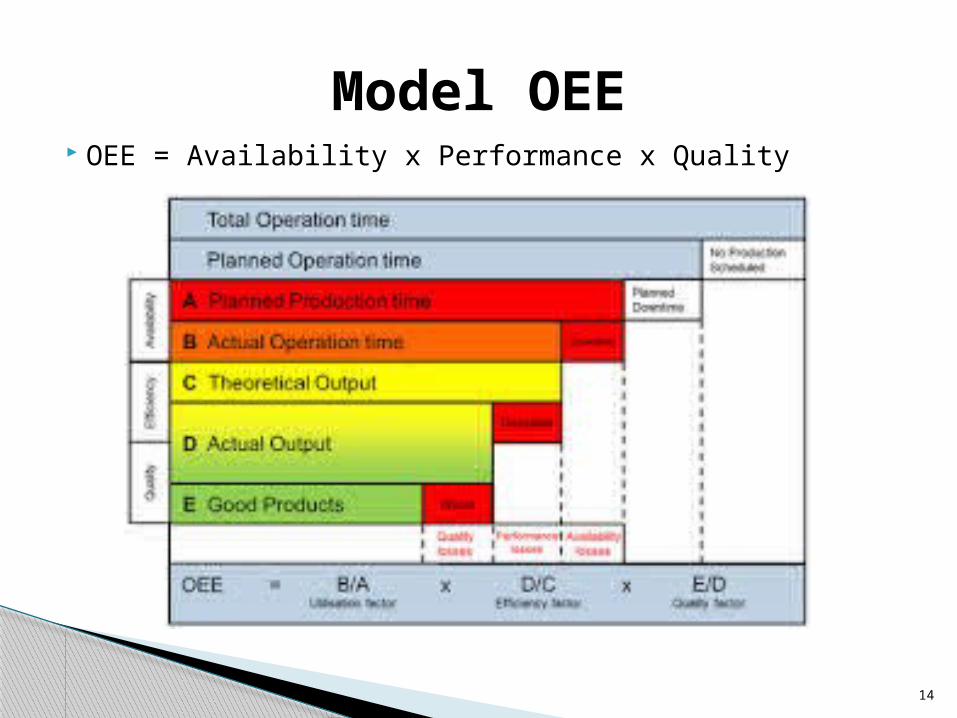
Model OEE OEE = Availability x Performance x Quality

15
Perusahaan ManufacturingRunning Time = 8 JamBeakdown Mesin = 60 menitSetup Adjustment = 30 menit
Availability = (Actual Running Time / Planed Running Time) x 100%
= (8 Jam – (60+30 Menit) / (8 Jam)) x 100%
= 81 %
Contoh : Availability Calculation
Created By Anang T

16
Avaiability Time = 8 Jam – 1,5 Jam = 6,5 JamTheoritical Speed = 120 Pcs / Jam Actual Output = 580 Pcs (Good+Reject)
Performance = (Actual Output/Theoritical OutPut) x 100%
= (580 Pcs/(120 Pcs/Jam x 6,5 Jam)) x 100%
= 74%
Contoh : Performance Calculation
Created By Anang T

17
Actual Output = 580 Pcs (Good+Reject)Good = 500 PcsReject/Rework = 80 Pcs
Quality = (Actual Good / Actual Output) x 100%
= (500 Pcs/580 Pcs) x 100%
= 86%
Contoh : Quality Calculation
Created By Anang T

18
Availability = 81%Performance = 74%Quality = 86%
OEE = Availability x Performance x Quality
= 81% x 745 x 86%
= 52%
Contoh : OEE Calculation
Created By Anang T

19
3. Latihan Menghitung OEE
Created By Anang T

20
Latihan Menghitung OEE

21
Diketahui :
Total Time = 7 Jam Breakdown Mesin = 45 Menit Setup Adjustment = 45 Menit Theoritical Speed =2.000 Botol/Jam Actual Output = 6.300 Botol (Good & Reject) Good Product = 5.900 Botol; Reject = 400 Botol
Hitung : Availability, Performance, Quality dan OEE ?
Hitung OEE Manufacturing
Created By Anang T

22
Availability : (7 x 60) – (45 x 2) / (7 x 60) : 330 / 420 : 78,57 %
Performance : 6.300 / ((330/60) x 2.000): 6.300 / 11.000: 57,27 %
Quality : 5.900 / 6.300: 93,65 %
OEE : 78,57 % x 57,27 % x 93,65 % : 42,14 %
Jawaban Soal :1

23
Diketahui : Running Time = 7 Jam Breakdown Mesin = 45 Menit Setup Adjustment = 45 Menit Cleaning Mesin = 20 Menit Theoritical Speed =2.000 Botol/Jam Idle menunggu Kemasan = 15 Menit Actual Output = 6.300 Botol (Good & Reject) Good Product = 5.900 Botol; Reject = 400 Botol Jumlah Yang Bisa di Rework = 200 Botol
Hitung : Availability, Performance, Quality dan OEE ?
Hitung OEE Manufacturing
Created By Anang T

24
How To Improve OEE
Created By Anang T

25
Improve OEEInformation x Focus x Action
Result = I x F x A Terlalu Banyak Data, Tetapi Tidak Banyak Informasi
Tidak ada Informasi Dapat Berarti Keputusan dibuat Berdasarkan Insting. Ketiadaan Informasi menyebabkan tidak ada focus di perusahaan
Tidak ada Fokus utama untuk Improvment.effisiensi hanya menjadi sakah satu performance Indikator, tetapi belum menjadi sasaran satu perusahaan.
Tidak ada nya fokus menjadi penyebab tidak adanya alasan nyata untuk aksi.
Tidak ada aksi untuk mencapai sasaran bersama. Semua menjalankan bisnis as ussual (seperti biasanya)

26
Accurate Data As Close to real time as you can get it Focusing On what caused you to be off track Review regularly and act !!!
Informasi Yang Tepat

27
Collect Data pada banyak mesin, masalah produkstivitas,Tidak ada waktu - terlalu sibuk
Data tidak akurat :Tidak merekan minor StopMembulatkan angkaBudget Time
Karena data idak akurat, maka data tidak dipakai, sehingga operator tidak mengisi dengan benar.
Hasilnya : Tidak ada improvement
Issue menggunakan manual data collection

28
Keuntungan Automated Data Collection
Manual System - Reaktif Automated System - Proaktif
Slow Reaktion Rapid Reaction
Historical Information Real Time
Snap Shot Audit Continous Visualization
Inaccurate data Accurate DataPerceived Losses On Critical Machine Real Losses on Critical Machine
Created By Anang T

29
OEE Score Board (OEE DashBoard)
Created By Anang T
Related Documents